Malde Thesis

of 87
-
Upload
vikastiwari -
Category
Documents
-
view
216 -
download
0
Transcript of Malde Thesis
-
8/18/2019 Malde Thesis
1/87
THERMOMECHANICAL MODELING AND OPTIMIZATION OFFRICTION STIR WELDING
A Thesis
Submitted to the Graduate Faculty of the
Louisiana State University andAgricultural and Mechanical College
in partial fulfillment of therequirements for the degree of
Master of Science in ndustrial !ngineering
in
The "epartment of Construction Management and ndustrial !ngineering
byManthan Malde
#$!$% &smania University% 'yderabad% ndia% ())*"ecember ())+
-
8/18/2019 Malde Thesis
2/87
ii
Acknowledgments
,ould li-e to e.press my sincere gratitude to "r$ T$ /arren Liao% my advisor% for his
invaluable guidance encouragement and support e.tended throughout the study$
am than-ful to the committee members% "r$ Muhammad /ahab and "r$ 0ius 1$ !gbelu for
giving their valuable time to serve in the e.amination committee and for their comments and
inputs in my ,or-$
,ould li-e to than- 2inay 3aghuram% 4en 4iong% Shivani "aftardar and 5ranthi 5umar
Charlapally for their valuable discussions on the topic$
This is a great opportunity for me to e.press my gratitude to my friends$ ,ould li-e to than- my
friends at LSU for their constant help and for ma-ing my stay at LSU memorable and en6oyable$
Than- you 5alyana% 3aghava% 3avi% 2arun% Sampath% Sameer% 0hani% Shilpa% 'emalatha%
Srila-shmi% Anuradha and Amit$ shall al,ays remember the good times had ,ith you all$
am also pleased to than- my friends 2en-at% Shailey% 5rishna and Sriram for their continuous
support and inspiration$
,ould li-e to than- my parents for their unconditional love% support and encouragement
throughout my life$ Last but certainly not the least% ,ould li-e to than- my brother and sister7
in7la, for their continuing concern and advice$ /ords cannot e.press ho, than-ful am to them
for everything$
-
8/18/2019 Malde Thesis
3/87
8
T !le o" Contents
Ac-no,ledgments$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
List of Tables $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
List of Figures $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
vi Abstract $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
vii
9$ ntroduction$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$9$9 #ac-ground $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$9$( Advantages and "isadvantages $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$9$8 3esearch &b6ective$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
($ Literature 3evie,$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$($9 &n /elding 3esidual Stress$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
($9$9 3esidual Stress Measurement $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$($( &n Modeling of Friction Stir /elding 0rocess$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
($($9 Thermal Modeling $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$($($( Thermomechanical Modeling $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
($8 &n &ptimi=ation of the 0rocess $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$($8$9 Use of Surrogate Models $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
8$ Methodology &vervie, $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
:$ Thermomechanical Model of FS/$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$9 Model "evelopment of Friction Stir /elding for 8):L Stainless Steel $$$$$$$$$$$$$$$$$$$$$$$$ 9+:$( Thermal Model $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
:$($9 Assumptions$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$($( Geometry$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$($8 !lements Used $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$($: Mesh "evelopment $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$($> Material 0roperties $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$($* #oundary Condition $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$($; 'eat Flu. nput $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
:$8 Mechanical Model $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$8$9 Assumptions$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$8$( !lements Used and Mesh "evelopment $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$8$8 0lasticity Model $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$:$8$: #oundary Conditions $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
:$: Simulation $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
>$ 2alidation of Thermomechanical Model of Friction Stir /elding $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
-
8/18/2019 Malde Thesis
4/87
:
>$9$9 Temperature 3esponses $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$>$9$( Stress 3esponses $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
-
8/18/2019 Malde Thesis
5/87
*$ 0arametric Study and Surrogate Models of FS/ 0rocess $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$*$9 "esign of !.periments $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
*$9$9 !ffect of Factors on Temperature "istribution and 3esidual Stress$$$$$$$$$$$$$$$$$$$$$$$ 8>*$( Surrogate Models of Friction Stir /elding$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
*$($9 "evelopment of Model for 3esponse ? Temperature $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
*$($( "evelopment of Model for 3esponse ? 3esidual Stress$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$*$8 !stimation of 0erformance of "eveloped Surrogate Models$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
;$ "etermining &ptimal FS/ 0arameters Using mproved 'armony Search Algorithm $$$$$$$ :(;$9 Formulation of &ptimi=ation 0roblem $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$;$( Solution Methodology Using 'armony Search Algorithm $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
;$($9 mproved 'armony Search Algorithm $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$;$($( 0seudo Code$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
;$8 &ptimi=ation 3esults for FS/ 0rocess $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$;$8$9 3esults for Model 9 and Model ( $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$;$8$( 3esults for Model 8 and Model : $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
-
8/18/2019 Malde Thesis
6/87
L#st o" T !les
Table :$9 Thermal material properties of 8):L stainless steel $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Table *$9 0rocess parameters% range and design levels used $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Table *$( 3egression statistics of linear and nonlinear surrogate models $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Table ;$9 Comparison bet,een optimi=ation and musical performance B>+ $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Table ;$( 0arameters used for 'SD in this study $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Table ;$8 &ptimi=ation results of Model 9 and Model ( ,ith T L# E 9))) and T U# E 98)) $$$$$$$$$$>)
Table ;$: &ptimi=ation results of Model 9 and Model ( ,ith T L# E 9)>) and T U# E 99>) $$$$$$$$$$>9
Table ;$> &ptimi=ation results of Model 9 and Model ( ,ith T L# E 99:) and T U# E 99>) $$$$$$$$$$>(
Table ;$* &ptimi=ation results of Model 8 and Model : ,ith constraints T L# E 9)))% T U# E98)) and 3 U# E 89) $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Table ;$; &ptimi=ation results of Model 8 and Model : ,ith constraints T L# E 9)>)% TU# E99>) and 3 U# E 89) $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Table
-
8/18/2019 Malde Thesis
7/87
L#st o" F#g$%es
Figure 9$9 Friction stir ,elding operation principle B: $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure 8$9 Methodology of model7based optimi=ation of FS/ process $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure :$9 Three dimensional thermal solid element S&L ";) B:+ $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure :$( Three dimensional surface effect element SU3F9>( B:+ $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure :$8 Schematic representation of boundary condition for thermal analysis $$$$$$$$$$$$$$$$$$$$$$$$(:
Figure :$: Temperature dependent mechanical properties of 8):L stainless steel B(< $$$$$$$$$$$$$$$$(;
Figure :$> #ilinear isotropic stress7strain model for 8):L stainless steel $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure :$* Flo,chart of sequentially coupled thermomechanical analysis $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure >$9 Comparison of temperature distribution along the transverse direction at ,eldingtime tE $( Temperature distribution on top surface of the ,or-piece at ,elding time% tE >)$:sec $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure >$8 2ariation of transient temperature 7 comparison of simulated results and resultsfrom hu and Chao s Model $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure >$: 2ariation of the longitudinal residual stress along the traverse direction at themiddle section of the ,or-piece$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure *$9 0lot of main effects for temperature $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure *$( 0lot of main effects for residual stress $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure *$8 2ariation of temperature on top surface of the ,or-piece at different ,eldingspeeds $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure ($:% HE)% E) for optimal parameters 'E : mmIs $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure ($:% HE) m E) for optimal parameters 'E ;;($+; /and SE ($89( mmIs $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Figure
-
8/18/2019 Malde Thesis
8/87
A!st% ct
This thesis research implemented an e.isting thermomechanical model of friction stir ,elding
process% and studied the surrogate model7based optimi=ation approach to obtain optimal process
parameters for the modeled friction stir ,elding process$ As an initial step% the
thermomechanical model developed by hu and Chao for friction stir ,elding of 8):L stainless
steel ,as replicated using A SHS$ The developed model ,as then used to conduct parametric
studies to understand the effect of various input parameters li-e total rate of heat input% ,elding
speed and clamping location on temperature distribution and residual stress in the ,or-piece$
/ith the data from the simulated model% linear and nonlinear surrogate models ,ere constructed
using regression analysis to relate the selected input process parameters ,ith response variables$
Constrained optimi=ation models ,ere formulated using surrogate models and optimi=ation of
process parameters for minimi=ing cost and ma.imi=ing throughput ,as carried out using
improved harmony search algorithm$ To handle the constraints% "eb s parameter7less penalty
method ,as used and implemented in the algorithm$
t is learned from this research that@ J9K heat input is mainly constrained by the lo,er bound of
the temperature for ma-ing good ,elds J(K the optimal ,elding speed must balance the loss of
heat input and the gain in productivity J8K clamping closer to the ,eld is better than a,ay from
the ,eld in terms of lo,ering the pea- residual stresses$ Moreover% the nonlinear surrogate
models resulted in a slightly better optimal solution than the linear models ,hen ,ide
temperature range ,as used$ 'o,ever% for tight temperature constraints% optimi=ation on linear
surrogate models produced better results$ The implemented improved harmony search algorithm
seems not able to converge to the best solution in every run$ evertheless% the non7converged
solution it found ,as very close to the best$
vii
-
8/18/2019 Malde Thesis
9/87
9
&' Int%od$ct#on
&'& ( ckg%o$nd
Friction Stir /elding JFS/K is a revolutionary solid state ,elding technique invented at The
/elding nstitute JT/ K in 9++9 B9 $ The FS/ process operates belo, the solidus temperature
of the metals being 6oined and hence no melting ta-es place during the process$ This process is a
derivative of the conventional friction ,elding and is being used to produce continuous ,elded
seams for plate fabrication B( $ Since its invention in 9++9% continuous attempts have been made
by researchers to understand% use and improve this process$
Friction Stir /elding is a hot7shear 6oining process in ,hich a non7consumable% rotating tool plunges into a rigidly clamped ,or-piece and moves along the 6oint to be ,elded B8 $ The
cylindrical rotating tool used in FS/ has a profiled threaded or unthreaded probe of length less
than the ,eld depth% e.truding from the tool shoulder$ The operating principle of FS/ process is
presented in figure 9$9$
Figure 9$9 Friction stir ,elding operation principle B:
-
8/18/2019 Malde Thesis
10/87
The FS/ process is initiated by plunging of a rotating tool into the 6oint until the shoulder
contacts the top surface of the ,or-piece$ As the tool translates along the 6oint% heat is generated
by rubbing action of tool shoulder against the ,or-piece$ Additional heat is generated by visco7
plastic dissipation of mechanical energy at high strain rates due to interactions bet,een tool and
,or-piece B> $ The heat thus generated results in thermal softening of the material$ The thermally
softened material is contained at the underside by a bac-ing plate% at the sides by non7softened
parent material% and at the topside by pin force$ The softened material is then forced to flo, by
the translation of the tool from the front to the bac- of the pin ,here it cools% consolidates and
results in 6oint formation B* $FS/ process requires a tool of harder material than the ,or-piece material being ,elded B( $
0reviously% FS/ ,as used for soft ,or-piece materials li-e aluminum alloys% lead% =inc% and
magnesium$ 'o,ever% ,ith the development of tools made from refractory material li-e tungsten
and superabrasive materials li-e polycrystalline diamond J0C"K and polycrystalline cubic boron
nitride J0C# K% FS/ of high temperature materials ,as made possible B; $ As FS/ process is a
solid state process% it requires lo, heat input and it results in lo, distortion% no
macrosegregation% and a finely recrystallised microstructure$ For these reasons% FS/ has been
investigated for ,ide range of materials including high melting temperature materials such as
austenitic stainless steels B< $
The feasibility of FS/ for high melting temperature materials have been studied and reported$
Studies have sho,n the feasibility of FS/ in several steels and have reported that the
mechanical properties of friction stir ,elds are comparable to those of base material B
-
8/18/2019 Malde Thesis
11/87
&') Ad* nt ges nd D#s d* nt ges
The FS/ process has demonstrated a number of advantages over the conventional ,elding
process$ Some of the advantages of this thermomechanically energy efficient process are B( @
9$ The process temperatures in FS/ are much lo,er than the fusion techniques$ This results
in avoiding problems ,hich occur ,ith liquid phase% such as alloy segregation% porosity
and crac-ing$
($ The process can be easily automated as it is machine tool technology based$
8$ 'igh integrity similar and dissimilar ,elded 6oints are produced for an increasing range
of materials ? aluminum% =inc% lead% copper% magnesium% titanium and steel$
:$ 3eduction in production costs in further processing and finishing is possible as the
surface appearance of FS/ approaches to that of a rough machined surfaces$
>$ o filler material or shielding gas is required$
*$ The process produces lo,er levels of distortion in the ,or-piece compared to fusion
,elding$
;$ The FS/ process can be carried out in all positions ? vertical and overhead$ The process
can also be operated under,ater$
L479))% and corrosion resistant alloys such as A S 89*L and 8):L B98 $ The
FS/ process offers advantages in terms of productivity and cost$ Compared to conventional
-
8/18/2019 Malde Thesis
12/87
:
fusion ,elding processes such as arc and laser beam% FS/ is highly energy efficient and the
estimated reduction in energy usage is by *) to
-
8/18/2019 Malde Thesis
13/87
parameters% the ,elding process can be considered as a multi7input% multi7output process$ Thus
appropriate combinations of ,eld parameters have to be chosen to produce high quality ,elds
,ith minimum detrimental residual stresses and distortions B9* $ This thesis research focuses on
investigation of input parameters that control the formation of residual stresses in 8):L stainless
steel friction stir ,elds and on model7based optimi=ation of the process$
The main ob6ectives of this thesis are JiK to develop and validate a three dimensional
thermomechanical model of FS/ process and to predict the developed residual stresses% JiiK to
study the effects of various process parameters on ,eld temperature history and residual stresses
using the developed model% and JiiiK to optimi=e FS/ process ,ith model7based approach usinga traditional nonlinear optimi=ation procedure and improved 'armony Search Algorithm$
The rest of the thesis is organi=ed as follo,s@ Chapter ( revie,s related ,or-s on modeling and
optimi=ation of FS/ process$ n chapter 8 the methodology used for achieving the set ob6ectives
is described$ Chapter : outlines the computational approach used in the development of
thermomechanical model of FS/ process$ Chapter > deals ,ith validation of the developed
thermomechancial model$ Chapter * presents the design of e.periments and results from
parametric studies of the developed model$ Chapter * also discusses the development of
surrogate models for the t,o chosen responses% temperature and residual stress$ Chapter ;
presents the formulation of optimi=ation models and its solution using improved harmony search
algorithm$ 2alidation of optimi=ation results are presented in chapter
-
8/18/2019 Malde Thesis
14/87
)' L#te% t$%e Re*#ew
This section has been divided into three parts$ The first part outlines the techniques used for
measurement of residual stresses% the second part revie,s ,or-s related to thermomechanical
modeling of FS/ process% and the third part revie,s ,or-s related to optimi=ation of FS/
process$
)'& On Weld#ng Res#d$ l St%ess
/elding cycle often results in formation of residual stresses$ The residual stresses are the loc-ed7
in stresses left out in the ,or-piece after the ,elding process is completed$ The locali=ed heating
and non7uniform cooling during ,elding% results in a comple. distribution of the residual stresses
in the 6oint region along ,ith undesirable deformation or distortion of the ,elded structure B9; $
3esidual stress can be beneficial or harmful depending on its compressive or tensile nature$
Tensile residual stresses can cause crac- initiation B8 % reduce the performance or cause failure of
manufactured product B9< $ These tensile stresses may also increase the rate of damage by
fatigue% creep or environmental degradation$ &n the other hand% compressive stress can lead to
performance benefits B9+ $
)'&'& Res#d$ l St%ess Me s$%ement
!stimation of residual stresses is usually done using measurement techniques ? destructive and
non7destructive techniques B8% 9+ $
"estructive technique involve partial destruction such as drilling a hole% sectioning a layer etc$
and using speciali=ed strain gauge rosettes to measure strain relief in the material$ Some of the
common destructive methods include@
9$ 'ole7drilling method
-
8/18/2019 Malde Thesis
15/87
($ 3ing core technique
8$ #ending deflection method
:$ Sectioning method$
&n the other hand% in non7destructive techniques% measurement is carried out ,ithout destroying
the ,eld$ These techniques provide more accurate results than destructive techniques$ The most
commonly used techniques for non7destructive measurement include@
9$ 47rayI neutronI synchrotron diffraction
($ Ultrasonic technique
8$ Magnetic methods$
The diffraction techniques are based on using lattice spacing as strain gauge$ Ultrasonic
technique uses the variation of ultrasonic ,ave propagation in materials under the action of
mechanical stress% ,hile the magnetic methods rely on the interactions bet,een magneti=ation
and elastic strain in ferro7magnetic materials B9+ $
n recent years% ,ith the development of po,erful computing facilities% finite element analysis
methods have been applied to model the ,elding process and to estimate residual stresses$ Some
of the attempts to model FS/ process and estimate residual stresses are described in the
follo,ing section$
)') On Model#ng o" F%#ct#on St#% Weld#ng P%ocess
Friction Stir /elding ,as invented and e.perimented at The /elding nstitute% U5 in 9++9$
Since then% several e.perimental methods% numericalIanalytical and finite element methods have
been developed and studied by many researchers to understand the thermal and
thermomechanical interactions ta-ing place during FS/$ "espite significant advances in the
FS/ process% the comple. thermomechanical interactions ta-ing place have not been fully
-
8/18/2019 Malde Thesis
16/87
<
understood$ n order to predict the residual stress developed during friction stir ,elding%
thermomechanical models are studied$ n most cases% decoupled analysis ,as used to estimate
the residual stresses$ n a decoupled analysis% first pure thermal problem is solved and then the
calculated temperature fields are used as input to the mechanical models$
)')'& T,e%m l Model#ng
Understanding the heat generation and the temperature history during the FS/ process is the
first step to,ards understanding the thermomechanical interaction ta-ing place during the
,elding process$ The initial modeling approaches focused on appro.imate estimation of heat
generated during the FS/ process$ Gould and Feng B() developed a preliminary thermal model
to predict the temperatures of friction stir ,elds using the 3osenthal equations to describe a
moving heat source$ The heat input ,as described as a function of process parameters such as
tool rpm and force on tool$
Chao% Ni and Tang B(9 formulated a boundary value problem for tool and ,or-piece in order to
study the heat transfer in friction stir ,elding$ They determined the frictional heat flu. from the
measured transient temperature fields obtained in the finite element analyses$ n an attempt to
predict the flo, of material around the tool% Colegrove et al. B(( presented a finite element
based thermal model of FS/$ Their model included the bac-ing plate and the tool$ n their ,or-%
the heat input ,as fitted through iterative process for verification bet,een the modeled and
e.perimental values$
An input torque based thermal model for prediction of temperature in friction stir ,elds of Al7
*)*97T* alloy ,as developed by 5hand-ar et al B(8 $ n their model% the heat generated by tool
rotation and linear traverse of shoulder and pin% has been correlated ,ith actual machine po,er
input$ This estimated heat ,as applied as a moving heat to obtain the temperature distribution
-
8/18/2019 Malde Thesis
17/87
across the ,eld$
The above mentioned models did not include the tool penetration and pulling out phase$ Song
and 5ovacevic B(: proposed a coupled heat transfer model of both the tool and the ,or-piece
for FS/ to include the tool penetration and pulling out phase$ A moving coordinate ,as adopted
to reduce the difficulty of modeling the heat generation due to the movement of the tool pin$ The
finite difference method ,as used for solving the control equations and the results obtained ,ere
in good agreement ,ith the e.perimental results$
2ilaca et al $ B(> developed an analytical thermal model for simulation of friction stir ,elding
process$ The model included simulation of the asymmetric heat field under the tool shoulder
resulting from viscous and interfacial friction dissipation$ The analytical model also considered
the influence of hot and cold FS/ conditions into the heat flo, around the tool$
The focus of all the thermal models ,as to understand the process of heat generation and to
predict the temperature distribution in the ,or-piece and tool$ A thermal model forms the basis
for the development of mechanical and microstructural models$
)')') T,e%momec, n#c l Model#ng
n order to estimate residual stress and distortions in ,or-piece resulting from ,elding process%
thermomechanical models ,ere developed and studied$ &ne of the first thermomechanical
models for FS/ ,as studied by Chao and Ni B(* $ A decoupled heat transfer and a subsequent
thermomechanical analysis for Al *)*97T* ,as used in their study$ 'eat generated from friction
bet,een tool shoulder and ,or-piece ,as implemented as the heat input$ The empirical equation
for calculating the heat input to the ,or-piece is given by equation J($9K$
q r =3Qr33
for ri ≤ r ≤ r oJ($9K
(OJro P ri K
-
8/18/2019 Malde Thesis
18/87
,here q r is the rate of heat input% and are the radii of the shoulder and the nib of the pin�� ��tool% and� is the total rate of heat input to the ,or-piece e.pressed as sho,n in equation J($(K$
22
� =
�� (�� + ���� + �� )
45(�� + �� )
J($(K
,here% is the tool rotational speed% Q is the frictional coefficient% and Q is the do,n,ard force$�The total heat input and heat transfer coefficient ,ere estimated by fitting the measured
temperature data ,ith the analytical model by a trial and error approach$ The temperatures thus
obtained from the analysis ,ere used to determine the residual stress retained in the friction stir
,elds$ The ma.imum residual stresses ,ere reported to be 8) of the yield strength of the
material$
Chen and 5ovacevic B(; proposed a three dimensional finite element analysis model to study
the thermal history and thermomechanical process in butt ,elding of aluminum alloy *)*97T*$
The model incorporated the mechanical reaction of the tool and thermomechanical processes of
the ,elded material$ The friction bet,een the material% the probe and the shoulder ,as included
in the heat source$ 47ray diffraction technique ,as used to measure the residual stresses
developed in the plate and the measured results ,ere used to validate the efficiency of the
proposed model$ From the study% it ,as reported that fi.turing release to the ,elded plates
affected the stress distribution of the ,eld$
hu and Chao B(< presented three7dimensional nonlinear thermal and thermomechanical
simulations using finite element analysis code ?/!L"S M on 8):L stainless steel friction stir
,elded plates$ nitially% a heat transfer problem ,as formulated as a standard boundary value
problem and ,as solved using the inverse analysis approach$ The total heat input and heat
transfer coefficient ,ere estimated by fitting the measured temperature data ,ith the analytical
model$ Later% the transient temperature outputs from the first stage ,ere used to determine
-
8/18/2019 Malde Thesis
19/87
residual stresses in the ,elded plates using a three7dimensional elastic plastic thermomechanical
model$ Convection and radiation ,ere assumed to be responsible for heat loss to the ambient on
the surface$ Their model provided good match bet,een e.perimental and predicted results$ They
reported that the residual stress in the ,elds after fi.ture release decreased significantly as
compared to those before fi.ture release$ They also reported that about >) of the total
mechanical energy developed by FS/ machine ,as utili=ed in raising the temperature of the
,or-piece$
Soundarara6an et al. B(+ developed a finite element thermomechanical model ,ith mechanical
tool loading considering a uniform value for contact conductance and used for predicting the
stress at ,or-piece and bac-ing plate interface$ The non7uniform contact conductance ,ere
defined from pressure distribution contours and used in predicting the temperatures in the
thermal model$ The thermomechanical model ,as then used in predicting the developed stresses$
5hand-ar et al $ B8) developed coupled finite element models to predict residual stress in AA7
()(:% AA7*)*9 and SS 8):L friction stir ,elds$ n their models% the temperature history
predicted by the thermal model ,as sequentially coupled to a mechanical model to assess the
residual thermal stresses developed during the ,elding$ t ,as found that clamping constraints
and their locations had significant locali=ed effects on the stress components in the unaffected
base metal beyond the heat7affected =one$
Feng et al. B89 presented a more detailed thermal7metallurgical7mechanical model to study the
microstructure changes and their effects on residual stress distribution in friction stir ,eld of Al*)*97T*$ n their approach% the first stage involved a transient nonlinear heat flo, analysis to
determine the temperature distribution$ The frictional heating in the thin layer near the interface
,as treated as a surface heat generation term% %�
,hich ,as estimated by the equation J($8K$ 2ημFωr for Rpin ≤ r ≤ R shJ($8K60(R sh − R pin
)
-
8/18/2019 Malde Thesis
20/87
,here Q is the do,n,ard force% is the rotational speed% Q is the process efficiency% Q is the�
interpretive coefficient of friction% and 3pin and 3sh the radii of the pin and the shoulder respectively$ n the second stage% using the temperature history from the thermal model as input%
the metallurgical calculations ,ere performed in the mechanical analysis as a part of material
constitutive definition subroutine$ t ,as reported that residual stresses had strong dependence on
the ,elding speed$
Li et al $ B8( presented a semicoupled thermomechanical finite element model containing both
thermal load and mechanical load$ Their model included an autoadapting heat source in the
thermal model and fi.tures ,ere included in the mechanical model$ They reported that in the
case of ()(:7T* alloy% stresses at the retreating side of the ,eld ,ere smaller than those at the
advancing side$
#astier et al. B88 used computational fluid dynamics pac-age to estimate the material flo, and
temperature field in ;)>) aluminum alloy$ They used the results to estimate residual state
induced in friction stir ,elding process based on elasto7viscoplastic constitutive la,$ They also
reported from the parametric study that the ,elding speed and rotational speed had influence on
the level of residual stresses and distortions developed during ,elding$
Some researchers conducted e.perimental studies to investigate the effect of process parameters
on the residual stresses$ 0eel et al $ B8: investigated the microstructure% mechanical properties
and residual stress as a function of ,elding speed for AA>)
-
8/18/2019 Malde Thesis
21/87
98
decreases% ,hile the pea- longitudinal stress increases$
Staron et al $ B8> conducted e.perimental study on residual stress states in FS/ 6oints in *$8 and
8$( mm thic- AA()(: sheets that had been ,elded under mechanical tensioning$ They ,ere
successful in reducing the tensile residual stress in the ,eld =one by induction of large
compressive stresses through mechanical tensioning$
"attoma et al $ B8* evaluated the residual stress fields in similar and dissimilar 6oints in ()(:7T8
and *)* 6oints made by FS/$ The influence of process parameters on the
,eld quality ,as assessed by Analysis of 2ariance JA &2AK methods using the e.perimental
results$ A complete t,o factor factorial e.periment% ,ith three replicates ,as performed by the
authors$
-
8/18/2019 Malde Thesis
22/87
9:
Meng et al $ B8< used a multi7targeted optimi=ation ,ith constraint based on genetic algorithm
for optimi=ation of stir head dimensions$ The ob6ective function employed ,as an analytically
derived mathematical model relating heat input coefficient ,ith tool parameters$ The goal of
optimi=ation ,as to determine the shoulder diameter and pin diameter of the stirring tool for
ma.imi=ing the tensile strength of the friction stir ,elds of aluminum7lithium alloy$
n addition to design of e.periment techniques% some evolutionary algorithms ,ere utili=ed for
optimi=ation of FS/$ Fratini and Corona B8+ investigated FS/ lap 6oint resistance optimi=ation
using gradient techniques$ They combined the gradient technique and the finite difference
method to determine the optimal rotating speed and ,elding speed in order to ma.imi=e the 6ointstrength per unit length$
andan et al. B:) used genetic algorithm to determine four process parameters by minimi=ing
the difference bet,een the numerical model and e.periments$ The process parameters included
variable friction coefficient% the e.tent of stic-ing% the heat transfer coefficient% and the e.tent of
viscous dissipation converted into heat$ These selected parameters ,ere optimi=ed by a genetic
algorithm using a limited volume of measured temperatures at several monitoring locations
during FS/ of dissimilar aluminum alloys AA 9()) and AA *)*9$
Use of Artificial neural net,or- JA K ,as proposed by &-uyucu et al $ B:9 to obtain
correlation bet,een FS/ parameters and mechanical properties of aluminum plates$ Their
attempt ,as to correlate the parameters rather than to optimi=e them$ The input parameters ,ere
,eld speed and tool rotational speed ,hile the output parameters included mechanical propertiessuch as tensile strength% elongation% hardness of ,eld metal and hardness of heat affected =one$
The obtained model ,as used to calculate mechanical properties of ,elded Al plates as a
function of ,eld speed and rotational speed$
-
8/18/2019 Malde Thesis
23/87
Conventional parametric design of e.perimental approach is cumbersome and requires large
number of e.perimental trials$ Statistical techniques are often used to reduce the number of
e.periments conducted$ La-shminarayanan et al. B:( used one such statistical technique -no,n
as Taguchi technique to determine the effect of three process parameters% i$e$ tool rotational
speed% traverse speed% and a.ial force on the tensile strength of friction stir ,elded 3"!7:)
aluminum alloy$ 1ayaraman et al $ B:8 used a similar technique to find the effect of three process
parameters on the tensile strength of friction stir ,elded A89+ aluminum alloy$ n both these
studies% the authors performed Analysis of 2ariance JA &2AK to identify statistically significant
process parameters$
)'+'& 0se o" S$%%og te Models
Some techniques such as surrogate model or meta7model based optimi=ation have been used in
optimi=ation$ The benefit of using surrogates in optimi=ation is that a fast appro.imate model
instead of a computationally e.pensive model can be used to speed up the optimi=ation process
B:: $
!langovan et al $ B:> developed a mathematical model using response surface method J3SMK to
develop relationship bet,een four process parameters and tensile strength for AA*)*9$ The
process parameters included tool rotational speed% ,elding speed% a.ial force and the tool pin
profile$ A similar study ,as carried out by #abu et al $ B:* but on a different aluminum alloy
AA((9+$ #oth the studies used 'oo-e and 1eeves search algorithm to achieve ma.imum tensile
strength$ #oth the studies reported close match bet,een the optimi=ed values and the
e.perimentally determined values$
More recently% Liao and "aftardar B:; proposed a model7based approach for optimi=ation of
FS/ process for AA(9+>7T
-
8/18/2019 Malde Thesis
24/87
relate three process parameters such as heat input% ,elding speed and shoulder diameter ,ith
ma.imum temperature at selected location$ Further% a constrained optimi=ation model ,as
formulated and solved using five population7based metaheuristics to find the optimal solutions$
The performance of different metaheuristics ,as evaluated and it ,as reported that differential
evolution technique had the best performance$
-
8/18/2019 Malde Thesis
25/87
+' Met,odolog1 O*e%*#ew
To accomplish the research ob6ectives set forth for this study% a methodology ,as developed$
The methodology ,as essentially a model7based approach for optimi=ation of FS/ process$ The
first tas- ,as to develop and validate a thermomechanical model of FS/ process in
consideration of various published papers as discussed in literature revie,$ The model chosen for
this tas- ,as the thermomechanical model developed by hu and Chao B(< for FS/ of 8):L
stainless steel$ The thermomechanical model ,as developed using commercial finite element
analysis program A SHS R 799$)$ n order to validate the developed model% the output of the
model ,as correlated ,ith the published results$ &nce developed% the thermomechanical model
,as used to simulate the process$ The model ,as then e.trapolated to perform parametric studies
in order to investigate effects of various process parameters on temperature distribution and
residual stress in the ,or-piece$
The ne.t step ,as to construct surrogate models using the data generated by the
thermomechancial model$ Linear and nonlinear surrogate models ,ere constructed to relate
process parameters ,ith responses% i$e$% temperature and residual stress measured at selected
location$ The performance of the developed surrogate models ,as estimated using several
statistical measures$ n the ne.t step% constrained optimi=ation models ,ere formulated ,ith goal
of ma.imi=ing throughput and minimi=ing manufacturing costs$ The optimi=ation models ,ere
solved using a traditional nonlinear optimi=ation procedure and a population7based
metaheuristics% improved harmony search algorithm$ Finally% the optimal results ,ere validated
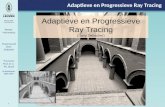
by simulation using A SHS R $ Figure 8$9 presents an overall methodology of surrogate model7
based optimi=ation of friction stir ,elding process$
-
8/18/2019 Malde Thesis
26/87
FSW Model7 Thermomechanical
modeling using A SHS R
Model 2 l#d t#on7 Correlation of model output
,ith results from B(< $
Des#gn o" E3.e%#ments nd . % met%#c st$d17 dentify input factors and output responses7 "etermine significant factor effects
Selected output responses7 temperature andresidual stress
Const%$ct#on o" s$%%og te models7 Linear and nonlinear models for
temperature and residual stress7 !stimate model performance using
statistical measures
Fo%m$l t#on o" o.t#m#/ t#on models7 "efine model ob6ectives7 "efine constraints
O.t#m#/ t#on to "#nd o.t#m l .%ocess. % mete%s7 Solve using mproved 'armony Search
Algorithm7 Solve using traditional nonlinear
optimi=ation
2 l#d t#on o" o.t#m l %es$lts7 2alidate solution ,ith finite element analysis
Figure 8$9 Methodology of model7based optimi=ation of FS/ process
-
8/18/2019 Malde Thesis
27/87
4' T,e%momec, n#c l Model o" FSW
4'& Model De*elo.ment o" F%#ct#on St#% Weld#ng "o% +54L St #nless Steel
The Finite !lement Method JF!MK offers a ,ay to solve comple. continuum problems by
subdividing it into a series of simple interrelated problems$ F!M is most commonly used in
numerical analysis for obtaining appro.imate solutions to ,ide variety of engineering problems
B:< $ n the present study% a commercial general purpose finite element program A SHS R 99$)
,as used for numerical simulation of friction stir ,elding process$
The A SHS R program has many finite element analysis capabilities% ranging from simple%
linear% static analysis to a comple. nonlinear% transient dynamic analysis B:+ $ The thermal and
mechanical responses of the material during friction stir ,elding process are investigated by
finite element simulations$ n this study% a sequentially coupled thermomechanical model is
developed for analysis$ First% a nonlinear% transient three7dimensional heat transfer model is
developed to determine the temperature fields$ Later% the temperature fields are used as input for
a nonlinear% rate independent% three7dimensional structural model in order to predict the
distortions and the residual stresses$ The finite element models are parametrically built using
A0"L JA SHS 0arametric "esign LanguageK provided by A SHSR
B:+ $ The models are then
validated by comparing the results ,ith established numerical data$
4') T,e%m l Model
The purpose of the thermal model is to calculate the transient temperature fields developed in the,or-piece during friction stir ,elding$ n the thermal analysis% the transient temperature field �
,hich is a function of time and the spatial coordinates J % % K% is estimated by the three� � � �dimensional nonlinear heat transfer equation J:$9K$
�(�
���2
�(
�
+��
2 �( �+��2
��+ ����= ��
��
-
8/18/2019 Malde Thesis
28/87
J:$9K
,here is the coefficient of thermal conductivity% is the internal heat source rate% is the� ���� �
mass7specific heat capacity% and is the density of the materials B() $ The heat transfer model�developed for the thermal analysis is described in the follo,ing section$
4')'& Ass$m.t#ons
A number of assumptions have been made in developing the finite element thermal model% ,hich
include@
• /or-piece material is isotropic and homogeneous$
• o melting occurs during the ,elding process$
• Thermal boundary conditions are symmetrical across the ,eld centerline$
• 'eat transfer from the ,or-piece to the clamp is negligible$
4')') Geomet%1
n the numerical model% only half of the ,elded plate is modeled as the ,eld line is the
symmetric line$ Symmetric condition is used to reduce the simulation time$ The ,or-piece has
dimensions of )$8):< m . )$9)9* m . )$))89< m$
4')'+ Elements 0sed
n the present thermal analysis% the ,or-piece is meshed using a bric- element called S&L ";)$
This element has a three7dimension thermal conduction capability and can be used for a three7
dimensional% steady7state or transient thermal analysis B:+ $ The element is defined by eight
nodes ,ith temperature as single degree of freedom at each node and by the orthotropic material
properties$ 'eat flu.es or convections Jbut not bothK can be input as surface loads at the element
-
8/18/2019 Malde Thesis
29/87
faces as sho,n by the circled numbers on the element geometry in Figure :$9$ An advantage of
using this element is that% the element can be replaced by an equivalent structural element for the
structural analysis$
Figure :$9 Three dimensional thermal solid element S&L ";) B:+
As S&L ";) cannot apply heat flu. and convection at the same time% a three7dimensional
thermal7surface7effect element ,as used$ For applying convection on the ,or-piece surface%
SU3F9>( ,as used overlaying it onto faces of the base elements made by S&L ";)$ The
convections ,ere applied as a surface load by choosing 5!H&0T J
-
8/18/2019 Malde Thesis
30/87
Figure :$( Three dimensional surface effect element SU3F9>( B:+
4')'6 M te%# l P%o.e%t#es
Thermal properties of the material such as thermal conductivity% specific heat% and density are
temperature dependent$ An accurate estimation of temperatures is critical in FS/ process
because the stresses and strains developed in the ,eld are temperature dependent$ Therefore%
temperature dependent thermal properties of 8):L steel are used in finite element model$
The thermal material properties of 8):L stainless steel are tabulated in Table :$9$The thermal
property values are obtained from B(9 % and for higher temperatures the values are linearly
e.trapolated$
Table :$9 Thermal material properties of 8):L stainless steel
TemperatureJ℃) ) ()) :)) *)) *8 >+8 >+8
Thermal Conductivity� � 9:$( 9*$+ ()$* (8$8 (;$< (;$<
"ensity�
;9< ;:)* ;:)*
-
8/18/2019 Malde Thesis
31/87
n order to define the temperature dependent properties% combination of M0T!M0 and
M0"ATA commands ,as used$ M0T!M0 ,as used to define a series of temperatures% and later
M0"ATA ,as used to define corresponding material property values$
4')'7 (o$nd %1 Cond#t#on
#oundary condition for FS/ thermal model ,ere specified as surface loads through A SHS R
codes$ Assumptions ,ere made for various boundary conditions based on data collected from
various published research papers B(( $
Convective and radiative heat losses to the ambient occurs across all free surfaces of the
,or-piece and conduction losses occur from the ,or-piece bottom surface to the bac-ing plate$
To consider convection and radiation on all ,or-piece surfaces e.cept for the bottom% the heat
loss is calculated by equation J:$(K$��
E Q P ) D J : P : K J:$(K�� �� ���� �
,here is absolute temperature of the ,or-piece% ) is the ambient temperature% Q is the� �
convection coefficient% Q is the emissivity of the plate surfaces% and E >$*; . 9)79( ( is� ��� ℃
the Stefan7#olt=mann constant$ n the current model% a typical value of Q ,as ta-en to be 9)
( using an ambient temperature of 8)) 5 and Q ,as ta-en to be )$9; for 8):L steel$�� ℃n order to account for the conductive heat loss through the bottom surface of ,eld plates% a high
overall heat transfer coefficient has been assumed$ This assumption is based on the previous
studies B(9% (< $ The heat loss ,as modeled appro.imately by using heat flu. loss by convection
given by equation J:$8K$���� = ��� � − �0
J:$8K
,here is a fictitious convection coefficient$ "ue to the comple.ity involved in estimating the���
0
-
8/18/2019 Malde Thesis
32/87
contact condition bet,een the sheet and the bac-ing plate% the value of had to be estimate���
-
8/18/2019 Malde Thesis
33/87
(:
d by assuming different values through reverse analysis approach$ n this study% the optimi=edvalue of ��� ,as found to be 9)) � ��
2℃ $ Figure :$8 sho,s the schematicrepresentation of
boundary conditions that ,ere used for thermal analysis
Figure :$8 Schematic representation of boundary condition for thermal analysis
4')'8 He t Fl$3 In.$t
'eat is produced in the friction stir ,elding process due to the friction bet,een the tool shoulder
and ,or-piece interface and due to the plastic deformation of the ,eld metal near the pin$ The
heat generated by the plastic deformation of ,eld metal near the pin is of negligible magnitude
and is difficult to quantify B(9% >8% >: $ 'ence% it ,as neglected in this study$ Therefore in this
model% the heat generated by friction bet,een the ,or-piece and tool shoulder is the only source
of heat generation$
The total heat input in ,atts for this model is calculated through Chao et al$ B(9 equation and�
-
8/18/2019 Malde Thesis
34/87
is applied as amoving heat
flu.$ The totalheat input is�
given byequation J:$:K$
22
� =�� (�� + ��
�� + �� )45(�� + �� )
J:$:K
,here is the tool rotational speed% Q is the frictional coefficient% Q is the do,n,ard force% and�
and are the radii of the shoulder and the nib of the pin tool$�� ��
The rate of heat input to the ,or-piece q r is assumed to be a.is7symmetric and linearlydistributed in the radial direction B(9 and is calculated by equation J:$>K$
q r =
3Qr33
for ri ≤ r ≤ r oJ:$>K
2π(r o − r i)
n the present simulation% the heat flu. q r obtained from the equation J:$>K is applied assurface load using tabular boundary condition$ The movement of FS/ tool is implemented by
creating a local cylindrical coordinate system and calculating heat load at each node at each
instantaneous time step$
The dimensions for tool and values for other parameters used in this study ,ere obtained from
hu and Chao B(< for correlation to the published research data$ The tool shoulder diameter
used in this study ,as 9+$)> mm% ,hile the pin diameter ,as assumed as =ero$ The assumption
,as made based on findings from 3ussell and Sheercliff B>> that the heat generated at the pin of
the tool is in the order of ( of total heat and hence negligible$ Fitted values of and ,ere� ���
used in this study$ For the verification of the model% values of heat input E ;*) ,atts and E� ���
9)) ( for 8)) rpm ,ere used$��� ℃
4'+ Mec, n#c l Model
-
8/18/2019 Malde Thesis
35/87
The second step in the thermomechanical analysis is development of the mechanical model$ The
temperature distributions obtained from the thermal analysis are used as input to the mechanical
model$ This model is used to estimate the ,eld induced residual stresses$ The mechanical model
developed for the analysis is described in this section$
-
8/18/2019 Malde Thesis
36/87
4'+'& Ass$m.t#ons
The follo,ing assumptions have been made in developing the structural model@
• "eformation occurs symmetrically along the ,eld line% so only half of the ,or-piece is
modeled$
• The plate material is homogeneous$
• The effect of creep is neglected because there is no cyclic thermal load involved$
4'+') Elements 0sed nd Mes, De*elo.ment
A structural element defined by eight nodes Ji$e$% S&L "9K having three degrees of freedom at
each node is used for the modeling of plate$ This element supports plasticity% hyperelasticity%
stress stiffening% creep% large deflection% and large strain capabilities B:+ $
n the present analysis% the heat transfer model containing the equivalent thermal element
S&L ";) is replaced by S&L "9 by s,itching the element type from thermal to structural
using the command !TC'G$ The advantage of using this element type is that the temperatures
obtained from thermal step can be applied as element body loads at the nodes$ The geometry%
node locations% and the coordinate of this element are equal to those of S&L ";) element$ An
identical mesh pattern generated for the thermal analysis is used in the structural analysis$
4'+'+ Pl st#c#t1 Model
0lastic behavior involved in friction stir ,elding process begins ,hen the induced stress e.ceeds
the yield point of the material$ The plasticity is characteri=ed by nonlinear relationship bet,eenstress and strain$ The plasticity model is defined by three essential principles ? a yield criterion% a
flo, rule and a hardening rule B:+ $ A yield criterion determines the stress level at ,hich
yielding is initiated% a flo, rule relates the applied stress increments to the resulting plastic strain
-
8/18/2019 Malde Thesis
37/87
increments once plastic flo, has begun% and a hardening rule describes the change in the yield
criteria as a function of plastic strains B:+%>* $
n the present thermomechanical analysis% the incremental theory of plasticity is employed$ The
plastic deformation of the material is assumed to obey von Misses yield criterion% the associated
flo, rule and the ,or- hardening rule$ This assumption is made based on the assumption made
by hu and Chao B(< in their study$ Accordingly% a bilinear isotropic hardening model J# S&K%
provided by A SHS R soft,are is used$ A # S& model incorporates von Mises yield criteria% and
associated flo, rules coupled ,ith isotropic ,or- hardening rule$ n the model% the stress7strain
behavior is described by bilinear stress7strain curves$ Figure :$: presents the yield stress%
Houng s modulus and thermal e.pansion coefficient of 8):L stainless steel at various
temperatures$ A constant plastic modulus of ($< G0a is used in all calculations to consider the
effect of strain hardening on the residual stresses$ Figure :$> sho,s the stress7strain behavior of
bilinear isotropic material used in the analysis$
Figure :$: Temperature dependent mechanical properties of 8):L stainless steel B(
-
8/18/2019 Malde Thesis
38/87
Figure :$> #ilinear isotropic stress7strain model for 8):L stainless steel
4'+'4 (o$nd %1 Cond#t#ons
n the present analysis% sequentially coupled finite element analysis is carried out$ The
temperature histories obtained from thermal analysis are applied as body loads in the mechanical
analysis$ The forces from the thermal e.pansion of the ,or-piece material are the only forces
considered in this analysis$
The follo,ing boundary conditions are utili=ed for the mechanical analysis@
• The ,or-piece is constrained of vertical motion at the bottom surface$
• The ,or-piece is fi.ed through clamping by 8):$< mm long L7shaped steel strip J(>$:
mm . (>$: mm . *$8> mmK on each plate at a distance >)$< mm from the ,eld center$
Totally rigid boundary conditions are applied at these clamping locations$ The clamping
constraints are released after the ,eld cools do,n to room temperature$
• There are no displacements along the symmetric surface$
-
8/18/2019 Malde Thesis
39/87
4'4 S#m$l t#on
The thermomechanical modeling ,as carried out in t,o stages$ Transient thermal analysis is the
first stage follo,ed by nonlinear transient structural analysis in the second stage$ Figure :$*
illustrates the flo, diagram of the method used for the finite element analysis$ Since the problem
involves nonlinear analysis% full e,ton73aphson option ,as used to solve the nonlinear
equations$
Figure :$* Flo,chart of sequentially coupled thermomechanical analysis
-
8/18/2019 Malde Thesis
40/87
6' 2 l#d t#on o" T,e%momec, n#c l Model o" F%#ct#on St#% Weld#ng
For validating the thermomechanical model developed using A SHS R % it ,as essential to
correlate the developed model ,ith the published results$ For this purpose% the developed
thermomechanical model ,as verified ,ith numerical results obtained by hu and Chao B(< $
The model used for validation had dimension of 8):$< mm . 9)9$* mm . 8$9< mm of 8):L
stainless steel material$ The tool shoulder diameter ,as 9+$)> mm and the tool pin diameter ,as
*$8> mm$ The tool rotational speed ,as 8)) rpm and the applied do,n,ard force ,as 89$9 5 $
The ,elding ,as assumed to start at a location *$: mm a,ay from the edge of the ,or-piece and
stop after translation of (;+$: mm along the ,eld line ,ith a velocity of 9$*+8 mmIs$
t ,as difficult to predict the values for the convective heat transfer coefficient at bottom surface
and the total rate of heat input$ hu and Chao B(< conducted inverse analysis to fit the values of
these t,o uncertain parameters ,ith ma.imum temperature measured during FS/ e.periments$
To correlate the model to e.isting numerical data% fitted values of and are used in this� ���
study$ A convection coefficient of 9)) ( ,as applied at the bottom surface of the�� ℃
,or-piece$ The heat input of ;*) ,as applied as a moving heat flu. along the ,eld line$�
Additionally% a convection coefficient of 9) ( ,as applied at all the surfaces e.cept the�� ℃ bottom surface$
6'&'& Tem.e% t$%e Res.onses
Measurement of temperature ,as made by hu and Chao B(< through the use of 8* gauge 57
type thermocouples embedded at nine locations on the top and bottom surface along the
transverse section of the ,or-piece$ The graph in figure >$9 sho,s the comparison of
instantaneous e.perimental and simulation results for top surface of ,or-piece$ The ,or-piece
temperature ,ere measured and calculated along the traverse direction of ,eld line at tE
-
8/18/2019 Malde Thesis
41/87
89
seconds% i$e$% at a distance of 9>($: mm from the edge of the ,or-piece$ From the figure >$9% it is
seen that the highest temperature during the ,elding is distributed ,ithin the shoulder region and
has the value bet,een +)) and 99>) $ This range is lo,er than the melting temperature of 8):L℃stainless steel$
Si !"#$ion r%s!"$s
&000
'h! #n h#o*s $%s$ #$#
+00
'h! #n h#o*s F,-r%s!"$s
600
400
200
0
0 20 40 600 &00Distance from the weld
line (mm)
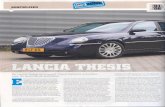
Figure >$9 Comparison of temperature distribution along the transverse direction at ,elding timetE $( sho,s the temperature distribution on the top surface of the ,or-piece measured at
,elding time tE >)$: sec$ Figure >$8 sho,s the variation in temperature ,ith respect to time at
location J4E9>($:% HE9($;% E)K of the ,or-piece for both the results obtained by hu and Chao
B(< and by the model developed in this study$ The overall trend of the predicted temperature
profile is similar to that obtained by hu and Chao B(< % thus verifying the validity of the model
developed in this study$
T e m p e r a
t u r e
( 0 C )
-
8/18/2019 Malde Thesis
42/87
Figure >$( Temperature distribution on top surface of the ,or-piece at ,elding time% tE >)$: sec
600
500
400
Si !"#$ion R%s!"$s
'h! #n h#o*s-o %"
300
200
&00
050 &00 &50
200 250Flow Time(seconds)
Figure >$8 2ariation of transient temperature 7 comparison of simulated results and results fromhu and Chao s Model
T e m p e r a
t u r e
( ⁰ C )
-
8/18/2019 Malde Thesis
43/87
6'&') St%ess Res.onses
The temperature fields obtained from the thermal model are used as input for the mechanical
simulation for calculation of residual stresses$ The primary residual stresses in FS/ ,ere
observed in the longitudinal direction$ Therefore% only longitudinal stresses ,ere considered in
this study$ Figure >$: sho,s the comparison of results from hu and Chao s model B(< and
simulation results of longitudinal residual stresses for the top surface$ The residual stresses ,ere
measured along traverse direction at a distance of 9>( mm from the end of the ,or-piece$
Fi.ture release ,as modeled in order to estimate the effect of clamping$ t ,as observed that the
residual stress in the ,elds decreased significantly after the fi.ture release$ The overall trend of the developed model for prediction of residual stress is similar to that of hu and Chao B(< % thus
verifying the validity of the model developed in this study$
600
500
400
300
200
Si !"#$ion ./% or% r%"%#s%
Si !"#$ion. 1 $%r r%"%#s%
'h! #n h#os o %" ./% or% r%"%#s%
'h! #n h#o*s -o %". 1 $%r r%"%#s%
&000
.&000 20 40 60 0 &00&20
.200 Distance from the weld line (mm) at x=152 mm
Figure >$: 2ariation of the longitudinal residual stress along the traverse direction at the middlesection of the ,or-piece
x x
( ! p a
)
-
8/18/2019 Malde Thesis
44/87
7' P % met%#c St$d1 nd S$%%og te Models o" FSW P%ocess
n order to conduct parametric investigation of FS/ process% design of e.periment methodology
is implemented in this study$ "esign of e.periment J"o!K technique is used to optimi=e the
number of e.periments required to determine the effects of various factors affecting the response
of the system B>* $ "o! helps to eliminate the need for e.tensive e.perimental analysis and in
turn reduces the computational time and cost$ The follo,ing sections describe the details of "o!
and development of surrogate models for FS/ process$
7'& Des#gn o" E3.e%#ments
Thermal and thermomechanical models developed in the chapter : are used as base models for
carrying out parametric studies$ An e.periment in this study ,ould refer to a distinct numerical
simulation run for a given set of input parameters$ The first step in "o! is to identify important
independent input factors and response variables$ The response variables selected for this study
are ma.imum temperature JTK and residual stress J3K$ #oth these selected responses are recorded
at a selected location i$e$ 4E 9>($: mm% HE ) mm% and E ) mm$ The process parameters heatinput J'K and ,elding speed JSK are chosen as input variables affecting the response variable
temperature JTK% ,hile the parameters '% S and clamping location JCK are chosen variables
affecting the response residual stress J3K$ The ne.t step is to identify the range and the specific
levels at ,hich selected factors have to be varied$ Table *$9 lists the process parameters% their
range and selected levels used in this study for response variables T and 3$
The final step in the parametric design is to perform the required number of e.perimental runs
and analy=e the significant factor effects$ The total number of e.perimental runs to be conducted
is identified from the total number of factors and the number of levels selected$ Table A$9 in
appendi. A depicts the design matri. for response variable T used in screening design for
-
8/18/2019 Malde Thesis
45/87
parametric study$ Table A$( in appendi. A depicts the design matri. for the other selectedresponse% residual stress J3K$ The observations ,hich e.ceeded 9:>) ℃% the melting point of 8):L stainless steel% ,ere omitted from design matri. ,hen formulating surrogate models$
Table *$9 0rocess parameters% range and design levels used
Res.onse P%ocessP % mete%s 0n#ts R ngeLe*el
&Le*el
)Le*el
+Le*el
4Le*el
6
TemperatureJTK
/eld Speed J S K mmIsec )$>7($>: )$> )$ 9$)) 9$*+ ($>:
'eat nput J H K ,att >))7+;) >)) *)) ;*) +;) 7
3esidualStress J3K
/eld Speed J S K mmIsec )$>7($>: )$> )$ 9$)) 9$*+ ($>:
'eat nput J H K ,att >))7+;) >)) *)) ;*) +;) 7Clamping
location J C K mm >)$(7;*$( >)$( ;*$( 7 7 7
7'&'& E""ect o" F cto%s on Tem.e% t$%e D#st%#!$t#on nd Res#d$ l St%ess
Figures *$9 and *$( depict the plots of main effects for temperature and residual stress%
respectively$ These plots help to assess the effect of each factor graphically$ The figures *$9 and
*$( sho, that heat input factor has a significant effect on both temperature and residual stress
and a direct proportionality can be seen bet,een the heat input factor and the responses$
Temperature decreases ,ith increasing ,elding speed$ Figure *$8 sho,s the variation of temperature on top surface of the ,or-piece for ,elding speeds )$>) mmIs to ($>: mmIs at
constant heat input of *)) /$ The pea- temperature tends to increase as the ,elding speed is
reduced$ &n the other hand% it is observed residual stress first increases ,ith increase in ,elding
speed and then tends to slightly decrease at higher ,elding speeds$
The clamping location also has a significant effect on the residual stress$ t is observed from
figure *$( that if the clamp location is nearer to the ,eld% lo,er residual stresses are developed$
As the clamp location moves further a,ay from the ,eld line% level of residual stress increases$
-
8/18/2019 Malde Thesis
46/87
!ain "ffects #lot forTemperature
#$#-%#ns
&300
&200
&&00
&000
00
500 600
60 0
0 50
0 +5
& 00
& 6 2 54
Figure *$9 0lot of main effects for temperature
!ain "ffects #lot for $esidual%tress
#$#-%#ns
360
340
320
300
500 600 60 0 0 50
05
& 00
& 6 2 54
360340
320
300
50 2 6 2
Figure *$( 0lot of main effects for residual stress
%#$ 8%"
! e a n
%#$ 8 %"
! e a n
"# pin9 :o;#$ ion
-
8/18/2019 Malde Thesis
47/87
&400
&200
&000
00
600
400
200
00 20 40 60 0 &00 &20
Distance from the weldline (mm)
Figure *$8 2ariation of temperature on top surface of the ,or-piece at different ,elding speeds
7') S$%%og te Models o" F%#ct#on St#% Weld#ng
A surrogate provides fast appro.imations of the system response and it can be used for
optimi=ation studies B>; $ A surrogate can be used to model the design ob6ectives or model theconstraints$ n this study% surrogate models are constructed to establish relationship bet,een the
process parameters and the output responses$
A surrogate model for any given set of data can be modeled using linear or nonlinear regression%
neural net,or-s% response surface appro.imations% support vector regression% etc$ B:; $ n this
study% linear and nonlinear regression methods are used to construct surrogate models and later
their performances are evaluated$
7')'& De*elo.ment o" Model "o% Res.onse 9 Tem.e% t$%e
Multiple regression analysis ,as used to establish relationship bet,een the selected input process
parameters and the thermal response variable$ 'eat input J H K and ,elding speed J S K are the
T e m p e r a
t u r e
( 0 C )
0 50
-
8/18/2019 Malde Thesis
48/87
8<
selected input process parameters for the response temperature J T K$ The simulated data obtained
in table A$9 in appendi. A% is used for setting up surrogate models$
Minitab 9>% commercial statistical soft,are capable of data analysis% ,as used to compute the
regression constants for multi7linear regression model$ The fitted linear regression model for
temperature is given by equation J*$9K$
E *:; D 9(8; P *+> J*$9K� ∗� ∗�The results of multiple linear regression analysis are included in appendi. #$
Additionally% nonlinear regression models ,ere also setup using the simulated data obtained in
table A$9 in appendi. A$ The nonlinear regression analysis ,as carried out using "ataFit version
+$)% statistical soft,are capable of curve fitting and nonlinear regression analyses$ The fitted
nonlinear regression model for temperature obtained from "ataFit is given by equation J*$(K$
E 9
-
8/18/2019 Malde Thesis
49/87
Additionally% nonlinear regression model ,as also setup using the simulated data obtained in
table A$( in appendi. A$ The nonlinear regression analysis ,as carried out using "ataFit version
+$)$ The fitted nonlinear regression model for residual stress obtained from "ataFit is given by
equation J*$:K$
E e.pJ)$8:
-
8/18/2019 Malde Thesis
50/87
the predicted models$ is estimated by the follo,ing equation J*$>K$��� ���
E ( D ln ( J KI D 9 J*$>K� �∗ � ��� �,here n is the number of observations% and - is the number of parameters in the model$
The models to be compared are ran-ed according to their AIC and the model ,ith thelo,est ��� is selected as the best fit model$
:$ The ad6usted coefficient of determination (�
Li-e ���% the ad6usted coefficient of determination is parameter independent and isusedas a measure to find the optimal regression model$ A higher value of �2 indicates
better fit$The values of �2 %���%��� and �2
,ere used to determine the goodness7of7fit of the surrogate
models$ Table *$( sho,s the regression statistics of linear and nonlinear surrogate models
developed for estimating temperature and residual stress$ From table *$(% it is seen that in case of surrogate models for temperature% the values of �2 and�2
are higher and the values of���
and are lo,er for nonlinear model ,hen compared to those of linear model$ This indicates���that the nonlinear model given by equation J*$(K fits the data better than the linear model given
by equation J*$9K$
Table *$( 3egression statistics of linear and nonlinear surrogate models
Res.onse2 %# !le
Reg%ess#onModel
E:$ t#onN$m!e% k
� ��� �� � ��
TemperatureLinear J*$9K 8 )$+;;( 9+:*+ 9*>$); )$+;8;
onlinear J*$(K 8 )$++$>8 )$+
-
8/18/2019 Malde Thesis
51/87
regression model had higher ( and (� � values and lo,er and values compared to th��� ���
-
8/18/2019 Malde Thesis
52/87
elinear model% indicating nonlinear linear model given by equation J*$:K has better fit than linear
model given by equation J*$8K$ Thus the best models for estimating the responses% ,or-piece
temperature and residual stress ,ere nonlinear regression models$
-
8/18/2019 Malde Thesis
53/87
8' Dete%m#n#ng O.t#m l FSW P % mete%s 0s#ng Im.%o*ed H %mon1 Se %c,Algo%#t,m
The follo,ing section describes the model7based approach using mproved 'armony Search
J 'SK algorithm applied to the FS/ process in this study$
8'& Fo%m$l t#on o" O.t#m#/ t#on P%o!lem
The main goal of this research is to develop an optimi=ation strategy to determine process
parameters ,hich are able to optimi=e the ,eld quality$ The search for optimum is based on
ma.imi=ing the throughput and minimi=ing the manufacturing costs$ Therefore% the optimi=ation
problem is formulated as follo,s B:; @
M 3#m#/e Throughput
M#n#m#/e Cost
Sub6ect to%
JiK Maintaining good ,eld quality
JiiK The upper and lo,er limits of the process parameters
The production throughput for a ,elding process could be measured in terms of the length of
,eld completed% ,hich in turn relates to the ,elding speed$ Therefore% ma.imi=ing the
throughput for the process can be interpreted in terms of ma.imi=ing the ,elding speed$ The
costs relating to ,elding process include the cost of equipment% labor cost% and cost relating to
energy input$ 'o,ever% considering that equipment cost and labor cost are fi.ed for the process%
cost relating to energy input forms the dominant cost component$ Further% the ,eld qualities are
the result of thermomechanical history during ,elding and these ,eld quality constraints can be
equated ,ith constraints on temperature and residual stress$ Additional practical constraints are
applied from the bounds of process parameter values B:;% >: $
-
8/18/2019 Malde Thesis
54/87
n this research% the t,o conflicting ob6ectives i$e$ ma.imi=ing speed and minimi=ing cost are
handled by combining them into single ob6ective function ,ith equal ,eights applied to each of
the t,o ob6ectives$ The t,o ob6ective functions have different units of measurement$ To offset
the magnitude difference bet,een them% the process variables are normali=ed by dividing ,ith
the ma.imum value$
The optimi=ation models% formulated based on thermal model% have the follo,ing form@
Minimi=e P� �
Sub6ected to@ V V��� � ���
V V��� � ���
V V��� � ���
,here% is the temperature% is the heat input% and is the ,elding speed% L# and U# stands� � �for lo,er and upper bounds$
T,o optimi=ation models are formulated using the surrogate models developed for estimating
temperature$ These t,o models differ primarily on the equations for T@ called Model 9 if linear
equation J*$9K is used% Model ( if nonlinear equation J*$(K is used instead% for easy reference
later$
To avoid optimi=ation solutions that may e.ceed the desired residual stress limit% the
optimi=ation problem is modified by imposing additional constraints on residual stress and
clamping location$ The optimi=ation models have the follo,ing form@
Minimi=e P� �
Sub6ected to@ V V V V��� � ��� ��� � ���
V V V V��� � ��� ��� � ���
-
8/18/2019 Malde Thesis
55/87
V ,here is the location of the clamp from the ,eld centerline and is the residual stress$� ��� � �
T,o optimi=ation models are formulated based on the above consideration$ These t,o modelsdiffer primarily on the equation for � and �@ called Model 8 if linear equation J*$9K for �and
linear equation J*$8K for is used% Model : if nonlinear equation J*$(K for T and nonlinear �
equation J*$:K for 3 used instead% for easy reference later$
8') Sol$t#on Met,odolog1 0s#ng H %mon1 Se %c, Algo%#t,m
Metaheuristics are high level heuristic algorithms ,idely used for solving optimi=ation problems$
n general% population7based metaheuristics such as ant colony optimi=ation% genetic algorithm%
harmony search% particle s,arm optimi=ation etc$ are more effective for constrained function
optimi=ation problems than single7point search metaheuristics li-e simulated annealing% tabu
search% iterated local search etc$ B:; $ 'armony Search algorithm J'SK% a population7based
metaheuristics is selected for this study because the optimi=ation problem formulated for friction
stir ,elding process is a constrained function optimi=ation$ 'S algorithm is inspired from the
musical process of searching for a pleasing harmony and has been successfully applied to various
optimi=ation problems B>< $
'S algorithm ,as proposed by Geem et al$ B>+ in ())9$ Unli-e ant colony optimi=ation and
particle s,arm optimi=ation ,hich are inspired from natureInatural phenomenon% harmony
search algorithm is inspired from an artificial phenomenon found in musical performance$ The
process of musicians in a musical performance to produce fantastic harmony pleasing to hear has
been compared to the process of optimi=ation in order to find the best solution$ The music from
combined instruments is 6udged by aesthetic standards% 6ust as the optimal solution is estimated
by ob6ective function$ Table ;$9 sho,s the comparison bet,een optimi=ation process and
musical performance$
-
8/18/2019 Malde Thesis
56/87
Table ;$9 Comparison bet,een optimi=ation and musical performance B>+
Com. %#son F cto% O.t#m#/ t#on P%ocess Pe%"o%m nce P%ocess
#est state Global optimum Fantastic harmony
!stimated by &b6ective function Aesthetic standard!stimated ,ith 2alues of variables 0itches of the instruments
0rocess unit !ach iteration !ach practice
8')'& Im.%o*ed H %mon1 Se %c, Algo%#t,m
The improved harmony search J 'SK algorithm developed by Mahdavi et al$ B*) is implemented
for optimi=ation process in this study$ An important consideration in the application of
optimi=ation methods is ho, the algorithm handles the constraints relating to the problem B>< $
n this study% the constraints are handled using the parameter7less penalty approach proposed by
"eb B*9 $ n "eb s approach% ,hen comparing t,o solutions% the constraints are handled using
the follo,ing clauses B*9 @
9$ /hen t,o feasible solutions are compared% the one ,ith better ob6ective value is chosen$
($ /hen a feasible and an infeasible solution are compared% a feasible solution ,ins over an
infeasible solution$
8$ /hen t,o infeasible solutions are compared% the one ,ith smaller constraint violation is
chosen$
8')') Pse$do Code
The pseudo code of the implemented improved harmony search algorithm% called 'SD% is given
belo,$
Step 9@ nitiali=e the problem and algorithm parameters
The optimi=ation problem is formulated as minimi=ing the ob6ective function and the
-
8/18/2019 Malde Thesis
57/87
:*
design variable bounds are defined$ The algorithm parameters are initiali=ed at this stage$
The parameters include the number of solution vectors in the harmony memory i$e$ the
harmony memory si=e J HMS K% harmony memory considering rate J HMCR K% ma.imum
and minimum pitch ad6usting rate J PARmax, PARmin K% ma.imum and minimum band,idth
Jbwmax , bw minK% and the number of function evaluations or stopping criterion J NI K$
Step (@ nitiali=e the harmony memory
'armony memory J'MK is initiali=ed ,ith randomly generated harmonies ,hich are
,ithin the acceptable design upper and lo,er bounds B UB, LB $ The infeasible solutions
are not eliminated but are handled by using "eb s strategy$
Step 8@ mprovise a ne, harmony
A ne, harmony vector is generated from 'M based on three rules JiK memory
consideration% JiiK pitch ad6ustment and JiiiK randomi=ation B*( $ The memory
consideration ensures that the design variable values are chosen from 'S memory ,hile
the randomi=ation step ensures random selection of a harmony vector$ 0itch ad6ustment
ensures that an ad6acent value from initial 'M is chosen$ This is implemented as follo,s@
/hile generation JgnK V a$ Update the pitch ad6usting rate J0A3K ,ith each generation for fine7tuning of
optimi=ed solution vectors% according to equation J*K in Mahdavi et$al$ B*) % ,hich is
denoted by equation J;$9K$
���� =
������ +
(������ −
����� �) � � J;$9K��
,here JQQ K is the pitch ad6usting rate for each generation���(�( ((((((((( b$ Update the band,idth Jb,K ,ith each generation for fine7tuning of optimi=ed solution
-
8/18/2019 Malde Thesis
58/87
:;
vectors% according to equation J;K in Mahdavi et$al$ B*) % ,hich is denoted by
-
8/18/2019 Malde Thesis
59/87
equation J;$(K$
�� � =
����� �
"n� � � � �
QQ�� ��� � �
J;$(K
,here JQQ K is the band,idth for each generation$��(�( (((((((((Fo% each decision variable
i$ Construct a ne, harmony vector either by choosing each decision variable
from any specified 'M range based on probability 'MC3 Jmemory
considerationK or choosing a totally random harmony value from the feasiblerange ,ith probability of J97'MC3K Jrandom selectionK$
ii$ Chec- if a rand W 0A3% ,ith rand being a uniformly distributed random value
B)% 9 % and determine ,hether each component of the ne, harmony vector ∈obtained from memory consideration should be pitch7ad6usted$ Construct a
ne, harmony vector by updating the variables ,hich have to be pitch7ad6usted by �� > �(−&?&)% ,here �(−&?&)is a uniformlydistributedrandom value bet,een J79% 9K$
End "o%
Step :@ Update harmony memory
Update the harmony memory by replacing the ,orst one in the memory ,ith the ne,
one% if the ne, one improves it$ This is handled by ran-ing the solutions in archive by
first giving preference to feasible solutions over infeasible ones% then ran-ing feasible
solutions ,ith respect to their ob6ective values% and finally ran-ing infeasible solutions in
ascending order of constraint violation$
Step >@ Update the best solution and increment gn by one$
-
8/18/2019 Malde Thesis
60/87
End w,#le
Step *@ &utput the result of optimal solution and its ob6ective value$
The 'SD algorithm used in the present study differs from 'S in the follo,ing areas$ First of all
the 'SD uses "eb s strategy to handle constraints and it allo,s the use of 'M members that
violate the constraints$ This implementation thus avoids the e.haustive trial and error process of
generating a harmony memory ,ith each of its members satisfying all the constraints$
Additionally% 'SD calculates and stores constraint violation information associated ,ith each
harmony vector$ Further% 'SD differs from 'S in the ,ay the solutions are ran-ed and the best
solution is selected$
Ma6or parameters associated ,ith the 'SD algorithm include harmony memory si=e% HMS %
ma.imum number of function evaluations% NI % harmony memory considering rate% HMCR %
ma.imum and minimum pitch ad6usting rate% PARmax and PARmin% and ma.imum and minimum
band,idth% bwmax and bwmin$ The table ;$( lists the values fi.ed for the parameters used for this
study$
Table ;$( 0arameters used for 'SD in this study
P % mete%2 l$e
Model & nd Model ) Model + nd Model 4
HMS () 8)
NI 9))))) 9>))))
HMCR )$+ )$+
PARmax )$++ )$++
PARmin )$:> )$:>
bwmax : :
bwmin )$))))9 )$))))9
-
8/18/2019 Malde Thesis
61/87
8'+ O.t#m#/ t#on Res$lts "o% FSW P%ocess
The 'SD algorithm ,as applied to solve the optimi=ation model formulated in the previous
section for the targeted friction stir ,elding process$ "ue to the stochastic nature of the 'SD
algorithm% for each case% 8) independent runs ,ere made to produce sufficient statistical data$
The best% median% and ,orst results of ob6ective values and C0U time attained in 8) runs ,ere
recorded$ The solutions for the best results ,ere also recorded$ Additionally% for comparison% the
optimi=ation problems ,ere solved using the function fminc n available in MATLA#
&ptimi=ation toolbo.$ The function fminc n implements sequential quadratic programming
algorithm to find the constraint minimum of a scalar function of several variables starting at aninitial estimate B*8 $ The 'SD optimi=ation method ,as implemented in MATLA#$ All the
programs ,ere run on a ($** G'= ntel 0entium7" processor ,ith ( G# of random access
memory$
8'+'& Res$lts "o% Model & nd Model )
Model 9 uses the fitted linear regression equation of T% i$e$ equation J*$9K% ,hile the Model (
uses the fitted nonlinear equation of T% i$e$ equation J*$(K$ These optimi=ation models ,ere
solved using a ,ider bound of T% i$e$ E 9))) and E 98))$ The bounds for the other ��� ���
process variables ,ere set at the lo,est and highest simulated values% i$e$ E >))% E +;)%��� ���
E )$> and E ($>:$ These temperature range and bound values should be set in��� ���consideration of material properties and practical e.perimental constraints$ The melting point of
8):L stainless steel is about 9:>) $ To enable this study% the bound values selected are a rough℃guess around -no,n good temperature value belo, the melting range$
Table ;$8 summari=es the results obtained by 'SD and fminc n function for both the Model 9
and Model ($ The results indicate that@
-
8/18/2019 Malde Thesis
62/87
JiK The best ob6ective value of 7)$9>(;:� �mmIs ,as obtained for Model 9 using both algorithms$ /hile% a lo,er ob6ective value i$e$
7)$9**:+> and optimal solution E: mmIs ,as obtained for Model� �($ The result seems to indicate that optimi=ation on Model ( leads to a better solution$
JiiK The function fminc n found the best solution in all 8) runs$ &n the other hand% 'SD
algorithm ,as not able to converge to the best solution in many runs$ evertheless% the
average solution found in all runs is very close to the best$
Table ;$8 &ptimi=ation results of Model 9 and Model ( ,ith T L# E 9))) and T U# E 98))
(1 IHS; (1 fminconModel & Model ) Model & Model )
&b6ective 2alue
#est 7)$9>(; 7)$9>(;
Median 7)$9>(; 7)$9>(;
/orst 7)$9>(;(;
#est Solution'eat nput : ($>: ($>:
C0U Time#est 9*$)+8;>) 9*$:)*(>) )$)9>*(> )$)89(>
Median 9*$9;+* )$)*(>
/orst 9+$: 9*$+*) )$)*(> )$)+8*>)
umber of runs found the best solution (8 (> 8) 8)
To investigate the effect of narro,ing the range of temperature% Model 9 and Model ( are againsolved using a narro,er range of T% i$e$ ���E 9)>) and ���E 99>)$ Table ;$: summari=estheresults obtained by 'SD and fminc n function for both the Model 9 and Model ($ The results
indicate that@
JiK The best ob6ective value of 7)$99(8*+ ,ith optimal solution E:� �mmIs ,as obtained for Model 9 using both algorithms$ /hile% a lo,er ob6ective value i$e$
-
8/18/2019 Malde Thesis
63/87
7)$99;< and optimal solution E>$*;< / and E($>: mmIs ,as obtained for Model� �($ The result seems to indicate that optimi=ation on Model ( again leads to a better
solution$
JiiK The function fminc n found the best solution in all 8) runs$ &n the other hand% 'SD
algorithm seems not able to converge to the best solution i