UNIVERSITEIT GENT FACULTEIT FARMACEUTISCHE...
64
UNIVERSITEIT GENT FACULTEIT FARMACEUTISCHE WETENSCHAPPEN Vakgroep Geneesmiddelenleer Laboratorium voor Farmaceutische Technologie Academiejaar 2013-2014 EXTRUSIE EN PRILLING VAN VETZUREN VOOR DE ONTWIKKELING VAN MULTIPARTICULAIRE DOSEERVORMEN MET GECONTROLEERDE VRIJSTELLING Pieter MALFROOT Eerste Master in de Geneesmiddelenontwikkeling Promotor Prof. Dr. Apr. C. Vervaet Commissarissen Prof. Dr. Apr. J.P. Remon Dr. Apr. I. Lentacker
Transcript of UNIVERSITEIT GENT FACULTEIT FARMACEUTISCHE...
UNIVERSITEIT GENT
FACULTEIT FARMACEUTISCHE WETENSCHAPPEN
Vakgroep Geneesmiddelenleer
Laboratorium voor Farmaceutische Technologie
Academiejaar 2013-2014
EXTRUSIE EN PRILLING VAN VETZUREN VOOR DE
ONTWIKKELING VAN MULTIPARTICULAIRE DOSEERVORMEN
MET GECONTROLEERDE VRIJSTELLING
Pieter MALFROOT
Eerste Master in de Geneesmiddelenontwikkeling
Promotor
Prof. Dr. Apr. C. Vervaet
Commissarissen
Prof. Dr. Apr. J.P. Remon
Dr. Apr. I. Lentacker

UNIVERSITEIT GENT
FACULTEIT FARMACEUTISCHE WETENSCHAPPEN
Vakgroep Geneesmiddelenleer
Laboratorium voor Farmaceutische Technologie
Academiejaar 2013-2014
EXTRUSIE EN PRILLING VAN VETZUREN VOOR DE
ONTWIKKELING VAN MULTIPARTICULAIRE DOSEERVORMEN
MET GECONTROLEERDE VRIJSTELLING
Pieter MALFROOT
Eerste Master in de Geneesmiddelenontwikkeling
Promotor
Prof. Dr. Apr. C. Vervaet
Commissarissen
Prof. Dr. Apr. J.P. Remon
Dr. Apr. I. Lentacker
AUTEURSRECHT
“De auteur en de promotor geven de toelating deze masterproef voor consultatie
beschikbaar te stellen en delen ervan te kopiëren voor persoonlijk gebruik. Elk ander
gebruik valt onder de beperkingen van het auteursrecht, in het bijzonder met
betrekking tot de verplichting uitdrukkelijk de bron te vermelden bij het aanhalen van
de resultaten uit deze masterproef.”
3 juni 2014
Promotor Auteur
Prof. Dr. Apr. Chris Vervaet Pieter Malfroot
SAMENVATTING
Het doel van deze studie is het ontwikkelen van multiparticulaire
doseervormen met gecontroleerde vrijstelling van het modelgeneesmiddel
metoprololtartraat (MPT). MPT is een β-blokker die gebruikt wordt bij de behandeling
van allerlei cardiovasculaire aandoeningen. Door het gebruik van doseervormen met
gecontroleerde vrijstelling wordt de vereiste doseringsfrequentie verlaagt, wat de
therapietrouw ten goede komt. In deze studie werden dergelijke formulaties bereid
via zowel prilling als extrusie. Hierbij werd het geneesmiddel homogeen
gesuspendeerd in een lipide matrix, samengesteld uit vetzuren. MPT zal na orale
inname uit deze matrix diffusie-gecontroleerd vrijgesteld worden. De vetzuren die
gebruikt werden, waren beheenzuur, stearinezuur, palmitinezuur en myristinezuur.
De in-vitro geneesmiddelvrijstelling van MPT uit de prills en de extrudaten
werd gedurende 24 uur opgevolgd. Door deze vrijstellingsprofielen met elkaar te
vergelijken, werd de invloed van de geneesmiddelconcentratie, de vetzuren, de
voedingssnelheid bij extrusie en de extrusietemperatuur op de
geneesmiddelvrijstelling onderzocht. Een hogere geneesmiddelconcentratie
veroorzaakte een snellere vrijstelling van MPT. Beheenzuur leverde de traagste
geneesmiddelvrijstelling op in vergelijking met de andere vetzuren. Omwille van deze
vaststelling werd de formulatie met 30% MPT en 70% BA als referentie gekozen
tijdens de verschillende experimenten. Van de overige vetzuren was myristinezuur
het meest in staat de vrijstelling te vertragen, wanneer het toegevoegd werd aan een
beheenzuurmatrix. Al die vaststellingen golden zowel voor de prills als voor de
extrudaten. Verder werd ook gezien dat de vrijstelling van MPT in het algemeen
sneller verliep uit de extrudaten in vergelijking met uit de overeenkomstige prills.
Voorts werden Raman spectra verzameld van de zuivere componenten,
fysische mengsels en de overeenkomstige extrudaten. De invloed van de
extrusietemperatuur op de vaste toestand van de componenten in de extrudaten
werd nagegaan door de verschillende Raman spectra te vergelijken. We konden
besluiten dat alle componenten zich in alle extrudaten in de kristallijne toestand
bevonden. Dit kon gecorreleerd worden aan het feit dat de extrusietemperatuur
eveneens geen invloed had op de geneesmiddelvrijstelling uit de extrudaten.

DANKWOORD
In de eerste plaats wil ik Apr. Anouk Vervaeck heel erg bedanken voor de
algemene leiding bij de masterproef, de goede uitleg, het reeds op voorhand
verzamelen van literatuur, het beantwoorden van vragen en het nalezen en
verbeteren van mijn thesis.
Ik wil graag ook Prof. Dr. Apr. Chris Vervaet en Prof. Dr. Apr. Jean Paul
Remon bedanken voor het ter beschikking stellen van het Laboratorium voor
Farmaceutische Technologie.
Verder gaat mijn dank uit naar al het personeel van het Laboratorium voor
Farmaceutische Technologie voor hun hulp bij allerhande kleine probleempjes en
vraagjes.
Tenslotte bedank ik ook mijn ouders voor de financiële steun en mijn vrienden
en vriendinnen voor hun luisterend oor en hun onvoorwaardelijke steun.
INHOUDSOPGAVE
1 INLEIDING ................................................................................................. 1
1.1 PRILLING ............................................................................................ 1
1.1.1 Algemeen ..................................................................................... 1
1.1.2 Mechanisme ................................................................................. 2
1.1.3 Voor- en nadelen .......................................................................... 2
1.2 EXTRUSIE ........................................................................................... 4
1.2.1 Algemeen ..................................................................................... 4
1.2.2 Mechanisme ................................................................................. 5
1.2.3 Voor- en nadelen .......................................................................... 5
1.3 LIPIDEN ............................................................................................... 6
1.4 GECONTROLEERDE VRIJSTELLING ................................................ 7
1.4.1 Algemeen ..................................................................................... 7
1.4.2 Mechanismen ............................................................................... 8
1.4.3 Voor- en nadelen ........................................................................ 10
1.5 BIOFARMACEUTISCH CLASSIFICATIESYSTEEM ......................... 11
1.6 SOLID DISPERSIONS ...................................................................... 12
1.7 MULTIPARTICULAIRE DOSEERVORMEN ...................................... 13
2 OBJECTIEVEN ........................................................................................ 15
3 MATERIALEN EN METHODEN .............................................................. 16
3.1 MATERIALEN .................................................................................... 16
3.1.1 Metoprololtartraat ...................................................................... 16
3.1.2 Beheenzuur ................................................................................ 16
3.1.3 Stearinezuur ............................................................................... 17
3.1.4 Palmitinezuur ............................................................................. 17
3.1.5 Myristinezuur ............................................................................. 18
3.2 METHODEN ...................................................................................... 18
3.2.1 Prilling ........................................................................................ 18
3.2.2 Extrusie ...................................................................................... 19
3.2.3 Deeltjesgrootte en sfericiteit prills ........................................... 19
3.2.4 Kalibratiecurves MPT in water en ethanol ............................... 22
3.2.4.1 Water .................................................................................... 22
3.2.4.2 Ethanol .................................................................................. 22
3.2.5 Gehaltebepaling ......................................................................... 22
3.2.6 In vitro geneesmiddelvrijstelling .............................................. 22
3.2.7 Ramanspectroscopie ................................................................ 23
4 RESULTATEN EN DISCUSSIE ............................................................... 24
4.1 EXTRUSIE EN PRILLING ................................................................. 24
4.1.1 Prilling ........................................................................................ 24
4.1.2 Extrusie ...................................................................................... 24
4.2 KALIBRATIECURVES MPT IN WATER EN ETHANOL .................... 25
4.2.1 Water ........................................................................................... 25
4.2.2 Ethanol ....................................................................................... 26
4.3 IN VITRO GENEESMIDDELVRIJSTELLING ..................................... 26
4.3.1 Invloed van de geneesmiddelconcentratie .............................. 26
4.3.2 Invloed van het vetzuur ............................................................. 27
4.3.3 Invloed van stearinezuur ........................................................... 28
4.3.4 Invloed van palmitinezuur ......................................................... 30
4.3.5 Invloed van myristinezuur ........................................................ 31
4.4 INVLOED VAN DE VOEDINGSSNELHEID BIJ EXTRUSIE .............. 32
4.5 INVLOED VAN DE EXTRUSIETEMPERATUUR ............................... 33
4.5.1 30% MPT 70% BA ....................................................................... 33
4.5.1.1 In vitro geneesmiddelvrijstelling ............................................ 33
4.5.1.2 Ramanspectroscopie ............................................................ 34
4.5.2 30% MPT 50% MA 20% BA ........................................................ 37
4.5.2.1 In vitro geneesmiddelvrijstelling ............................................ 37
4.5.2.2 Ramanspectroscopie ............................................................ 38
4.5.3 30% MPT 20% MA 50% BA ........................................................ 42
4.5.3.1 In vitro geneesmiddelvrijstelling ............................................ 42
4.5.3.2 Ramanspectroscopie ............................................................ 43
5 CONCLUSIE ............................................................................................ 47
6 LITERATUURLIJST ................................................................................. 48
LIJST MET GEBRUIKTE AFKORTINGEN
API: Active Pharmaceutical Ingredient (actief farmaceutisch bestanddeel)
AR: Aspect Ratio
BA: Behenic Acid (beheenzuur)
BCS: Biofarmaceutisch Classificatiesysteem
COPD: Chronic Obstructive Pulmonary Disease
DSC: Differential Scanning Calorimeter
Extr.T: Extrusietemperatuur
FD: Feret Diameter
FR: Feed Rate (voedingssnelheid)
HME: Hot-Melt Extrusion
IR: Infrarood
MA: Myristic Acid (myristinezuur)
MDSC: Modulated Differential Scanning Calorimetry
MPT: Metoprololtartraat
PA: Palmitic Acid (palmitinezuur)
RPM: Revolutions Per Minute (omwentelingen per minuut)
StA: Stearic Acid (stearinezuur)
Tm: Melting Temperature (smelttemperatuur)
Z: Zone (van de schroefkamer van de extruder)
1
1 INLEIDING
1.1 PRILLING
1.1.1 Algemeen
Prilling is een techniek die gebruikt wordt in de farmacie voor de bereiding van
multiparticulaire doseervormen. Hierbij worden één of meerdere geneesmiddelen in
een vette, vaste matrix geïncorporeerd, waaruit ze na inname worden vrijgesteld.
Deze vrijstelling gebeurt meestal op gecontroleerde wijze, maar kan ook plaatsvinden
onmiddellijk na inname. In dit onderzoek richten we ons uitsluitend op de
gecontroleerde vrijstelling. In de farmaceutische industrie wordt prilling tot op heden
nog maar weinig toegepast. Toch is er veel interesse in deze techniek voor
toekomstige perspectieven [1].
De gevormde producten noemen we ‘prills’ (figuur 1.1). Dit zijn sferische
partikels waarvan de afmetingen afhankelijk zijn van de procesparameters [2]. De
prills hebben goede vloei-eigenschappen waardoor ze eenvoudig kunnen worden
afgevuld in gelatine capsules. Op die manier worden multiparticulaire, orale
formulaties bekomen. Als vette matrix kan gebruik gemaakt worden van triglyceriden
en vetzuren [3]. In dit onderzoek maken we uitsluitend gebruik van vetzuren.
Naast farmaceutische toepassingen wordt prilling tevens gebruikt voor de
productie van agrochemicaliën en waspoeders. Meststoffen zoals ammoniumnitraat
en ureum worden in de handel ter beschikking gesteld onder de vorm van prills. Ook
in de voedingsindustrie kent deze techniek enkele toepassingen [4,5].
Figuur 1.1: Ureum prills [6]
2
1.1.2 Mechanisme
Prilling is een eenvoudig en continu proces waarbij eerst de vette
componenten, die later dienst zullen doen als matrix, worden gesmolten. Hierin wordt
dan het geneesmiddel opgelost of gesuspendeerd. Dit homogeen mengsel wordt
vervolgens door gekalibreerde nozzles gepompt, waardoor we een vloeibare straal
bekomen. Door toevoeging van vibratie-energie wordt deze straal opgebroken in
druppels. Deze druppels worden door passage in een priltoren (figuur 1.2) afgekoeld
tot harde, sferische partikels. Priltorens zijn temperatuur gecontroleerde
luchtkolommen, waarin de koelsnelheid kan oplopen tot wel duizend graden per
minuut [1,2,7].
We kunnen de fysische evolutie van een dergelijke vetdruppel tijdens zijn
afkoeling in de kolom thermodynamisch weergeven in drie grote stadia: afkoeling van
de vloeistof tot stolpunt, progressieve verharding van de druppel en vervolgens
verdere afkoeling van de reeds verharde druppel [7].
Het opbreken van de vloeibare straal laat een perfecte kalibratie van de
druppels toe, waardoor partikels kunnen gevormd worden die regelmatig zijn qua
grootte en vorm en tevens beschikken over een glad oppervlak [2].
Aangezien priltorens veel ruimte in beslag nemen en een hoge kostprijs
hebben, maken wij gebruik van vloeibare stikstof om deze afkoeling te laten
doorgaan. De druppels vallen hierbij van een beperkte hoogte (10 à 15 cm) in
vloeibare stikstof en koelen bij contact heel snel af waardoor quasi onmiddellijke
stolling optreedt.
1.1.3 Voor- en nadelen
Prilling is een continu proces, waardoor er weinig verlies van componenten
optreedt. Er dienen geen solventen gebruikt te worden, waardoor eliminatie van
solventen niet verder vereist is. Dit zorgt voor een lagere milieutoxiciteit, lagere
kostprijs en een kortere productietijd. Het grote voordeel van prilling is de nauwe
deeltjesgroottedistributie van de gevormde sferische partikels. Tevens beschikken de
prills over uitstekende vloei-eigenschappen, waardoor ze makkelijk afgevuld kunnen
worden in gelatinecapsules [1].
3
Figuur 1.2: Voorbeeld van een priltoren [8]
Eén van de grote nadelen aan deze techniek is dat een zeer snelle afkoeling
van de vloeibare druppels noodzakelijk is [7]. De torens dienen hoog genoeg te zijn
opdat volledige verharding kan plaatsvinden alvorens de prills de bodem bereiken,
zodat ze niet aan de bodem blijven kleven. Grote druppels vragen een langere
afkoelingstijd dan kleinere druppels. Voor de productie van grote prills zijn hoge
torens nodig, wat een hoge kostprijs met zich meebrengt [3].
De concentratie aan geneesmiddel(en) moet voldoende hoog zijn zodat een
continu netwerk gevormd wordt binnen de prills. Als hieraan niet voldaan wordt,
kunnen API kristallen geïsoleerd achterblijven en bijgevolg het dissolutiemedium niet
bereiken (percolatietheorie) [2]. Een hogere geneesmiddelconcentratie zorgt wel voor
een hogere viscositeit van de vloeibare fase. Hierdoor is een hogere luchtdruk vereist
tijdens het productieproces, wat aanleiding geeft tot kleinere prills [1].
Het grote nadeel van prilling t.o.v. andere farmaceutische productieprocessen
is de thermische gevoeligheid van de producten. Bij prilling worden immers hogere
temperaturen bereikt waardoor thermolabiele stoffen minder geschikt zijn voor
verwerking met deze techniek. Tevens worden stoffen bij prilling ook langduriger
blootgesteld aan hoge temperaturen, wat zorgt voor een additioneel nadelig effect
voor thermolabiele stoffen.
4
Het afkoelen met behulp van vloeibare stikstof is voordelig wat de kostprijs
betreft, maar gaat gepaard met een licht verlies aan reproduceerbaarheid in grootte
en vorm van de prills.
1.2 EXTRUSIE
1.2.1 Algemeen
Hot-melt extrusie (HME), of kortweg extrusie, is een vrij recente techniek die
steeds meer en meer interesse geniet binnen de farmaceutische industrie. Het aantal
formulaties dat reeds op de markt te vinden is, is weliswaar nog vrij beperkt. De
meest gekende voorbeelden zijn implantaten, vaginale ringen en tabletten [9].
Via HME worden, net zoals bij prilling, één of meerdere farmaca
gedispergeerd in een matrix. Naast lipiden kunnen hier ook polymeren gebruikt
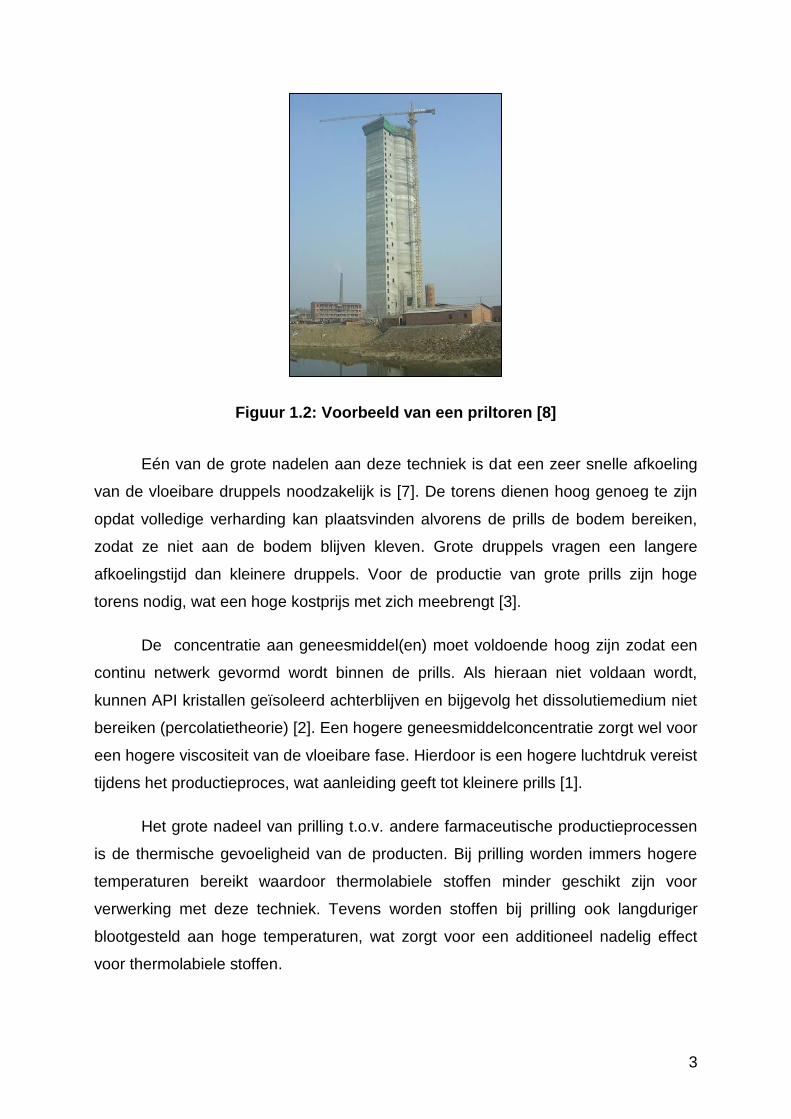
worden als matrixcomponenten. De bekomen producten worden extrudaten
genoemd en kunnen nadien versneden worden tot cilindrische stukjes van gewenste
lengte. Deze stukjes worden eventueel nog verder verwerkt tot sferische pellets
(figuur 1.3).
Hot-melt extrusie wordt voornamelijk gebruikt om de dissolutiesnelheid en
biologische beschikbaarheid van slecht wateroplosbare farmaca te verhogen of om
de geneesmiddelvrijstelling te verlengen over een langere periode [9].
In dit onderzoek worden vetzuren gebruikt als matrixcomponenten voor de
productie van formulaties met gecontroleerde vrijstelling van het modelgeneesmiddel
MPT.
Figuur 1.3: Extrusie en sferonisatie [10]
5
1.2.2 Mechanisme
Hot-melt extrusie is een thermomechanisch proces waarbij poedervormige
farmaca en matrixcomponenten onder gecontroleerde condities (temperatuur,
voedingssnelheid en druk) worden omgevormd tot een product met uniforme vorm en
densiteit. Het is een continu proces met een relatief hoge productiesnelheid [7,11].
De productietemperaturen liggen gewoonlijk rond de smeltpunten van de gebruikte
stoffen [12].
Een extruder bestaat uit drie grote delen: een voedingssysteem die de
voedingssnelheid regelt, een schroefkamer waarin het mengsel wordt
getransporteerd en thermomechanisch wordt verwerkt tot een solid dispersion en als
laatste een matrijs die de formulatie de gewenste vorm geeft [11].
Er bestaan twee soorten extruders, namelijk single- en twin-screw extruders.
Wegens het kleinere mengvermogen van single-screw extruders gaat voor de
bereiding van farmaceutische formulaties de voorkeur uit naar de twin-screw
modellen. Bij deze laatsten kan ook onder een lagere temperatuur gewerkt worden,
wat een bijkomstig voordeel is voor de verwerking van thermolabiele stoffen [9].
Naast de één-stap extrusie methode bestaat er ook een twee-stappen
methode. Deze laatste techniek wordt vooral toegepast in polymeerwetenschappen.
Hierbij worden het API en één van de twee matrixcomponenten initieel geëxtrudeerd
en gegranuleerd. Nadien wordt de andere matrixcomponent aan de gevormde
granulaten toegevoegd en wordt een tweede extrusie uitgevoerd, resulterend in de
finale doseervorm. Bij één-stap extrusies vindt slechts een enkelvoudige extrusie
plaats van alle bestanddelen van de formulatie [12].
1.2.3 Voor- en nadelen
HME is een continu proces dat een optimale reproduceerbaarheid biedt door
een continue voedingssnelheid. Inline metingen kunnen eenvoudig worden
geïmplementeerd. Het is een solventvrij proces, waardoor geen additionele
opzuiveringsstappen vereist zijn en een hoge milieuvriendelijkheid gewaarborgd
wordt. Er is een grote diversiteit aan formulaties dat via HME kan ontwikkeld worden,
afhankelijk van de vorm van de matrijs en/of post-processing technieken. Via extrusie
6
kunnen formulaties voor zowel onmiddellijke vrijstelling als voor gecontroleerde
vrijstelling geproduceerd worden [9].
Het grootste nadeel van de extrusie techniek is dat er geen thermolabiele
stoffen kunnen gebruikt worden. Men kan de thermische degradatie tijdens het
productieproces wel proberen te beperken door te werken bij een zo laag mogelijke
temperatuur. Een ander nadeel is de hoge kostprijs van de extruder [9].
1.3 LIPIDEN
In de farmaceutische industrie is er een toenemende interesse in het gebruik
van lipiden voor de productie van orale doseervormen [13,14]. Er bestaan
verschillende soorten lipiden, waarvan triglyceriden en vetzuren het meest gebruikt
worden voor farmaceutische doeleinden. Lipiden bieden een groot aantal voordelen.
Ze zijn biologisch afbreekbaar en niet toxisch. Ze beschikken over een sterke
hydrofobiciteit, een lage densiteit en een relatief laag smeltpunt. Daarnaast zijn
lipiden ook biocompatibel en hebben ze een lage kostprijs [1,2,13,14,15].
Lipiden kunnen worden gebruikt als hulpstof in formulaties om de
oplosbaarheid en permeabiliteit van geneesmiddelen met een lage biologische
beschikbaarheid te verhogen. Met biologische beschikbaarheid bedoelt men de mate
waarin een geneesmiddeldosis onveranderd de algemene bloedcirculatie bereikt,
alsook de snelheid waarmee dit gebeurt. Lipiden kunnen ook dienen als matrix voor
doseervormen met gecontroleerde vrijstelling. Nog andere mogelijke toepassingen
van lipiden zijn het formuleren van drijvende doseervormen en het maskeren van de
bittere smaak van bepaalde farmaca. Deze laatste toepassing heeft een gunstig
effect op de therapietrouw [1,13,15].
In de loop der jaren zijn reeds verscheidene technieken gebruikt om
doseervormen te bereiden die gebaseerd zijn op lipiden. Hiertoe wordt gebruik
gemaakt van thermische energie, mechanische energie of een combinatie van beide.
Algemeen houdt de productie van dergelijke formulaties in dat de lipiden eerst
(deels) gesmolten worden om nadien terug te verharden in combinatie met een vast
geneesmiddel. Op die manier wordt een matrix gevormd waarin het geneesmiddel
homogeen gedispergeerd is [14]. Voorbeelden van zulke technieken zijn prilling (zie
1.1) en extrusie (zie 1.2).
7
Polymorfisme en fysische instabiliteit vormen de twee grootste nadelen die
met lipiden gepaard gaan [1,14]. Deze nadelen komen frequenter voor bij
triglyceriden dan bij vetzuren. Lipiden beschikken gewoonlijk over drie verschillende
polymorfe vormen: de thermodynamisch minst stabiele α-vorm, de metastabiele β’-
vorm en de stabiele β-vorm. Elke vorm wordt gekenmerkt door een eigen ordening
van de vetzuurketens. Vaak zal er bij de processing van lipiden een transformatie
plaatsvinden naar minder stabiele vormen, die zich tijdens bewaring terug kunnen
omzetten naar meer stabiele vormen. Dit fenomeen kan een sterke invloed hebben
op het dissolutieprofiel. Dit maakt dat het dissolutiegedrag van dergelijke formulaties
op lange termijn vaak moeilijk te voorspellen is [14].
In dit onderzoek wordt gebruik gemaakt van vier vaste vetzuren met een even
aantal koolstofatomen, namelijk beheenzuur, stearinezuur, myristinezuur en
palmitinezuur. Het doel van deze vetzuren is het vormen van een lipide matrix voor
de vertraagde vrijstelling van metoprololtartraat (MPT), een sterk wateroplosbaar
geneesmiddel. Ook combinaties van deze vetzuren zullen worden gebruikt.
Thermische parameters zoals het smeltpunt en de warmte-energie van
smelten en kristallisatie nemen bij vetzuren met een even aantal koolstofatomen
hogere waarden aan dan bij vetzuren met een oneven aantal koolstofatomen.
Tevens bevordert de structuur van vetzuren met een even aantal koolstofatomen de
vorming van waterstofbruggen, wat de kristalliniteit verder doet toenemen [16].
1.4 GECONTROLEERDE VRIJSTELLING
1.4.1 Algemeen
De meeste doseervormen zijn bestemd voor orale inname. Het gemakkelijk
gebruik ervan bevordert de therapietrouw [3]. Er zijn twee manieren van vrijstelling na
orale inname: onmiddellijke vrijstelling en gecontroleerde vrijstelling (figuur 1.4). Via
de eerste manier wordt het geneesmiddel in korte tijd vrijgesteld, waardoor het snel
kan worden opgenomen in de bloedbaan [17]. Via gecontroleerde vrijstelling wordt
de vrijstelling over een langere periode gespreid, wat enkele voor- en nadelen met
zich meebrengt (zie 1.4.3). Polymeren en lipiden vertonen excellente eigenschappen
als hulpmiddelen in formulaties voor zowel onmiddellijke vrijstelling als voor
gecontroleerde vrijstelling [12].
8
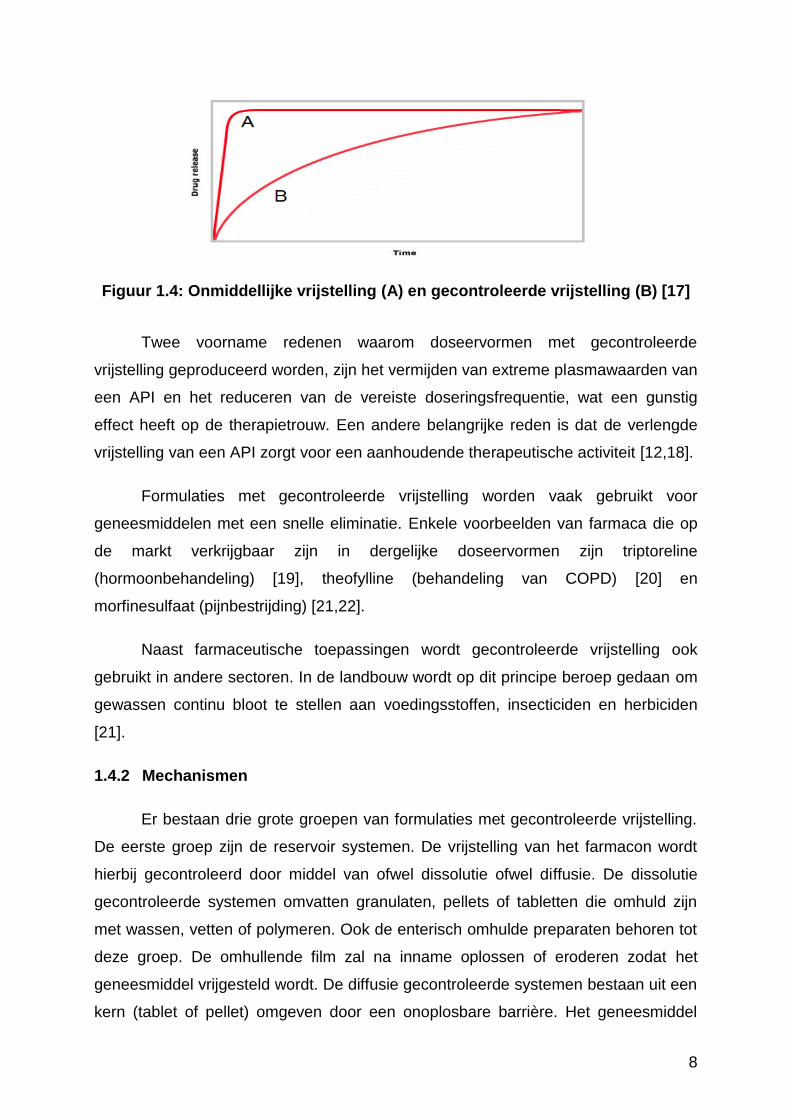
Figuur 1.4: Onmiddellijke vrijstelling (A) en gecontroleerde vrijstelling (B) [17]
Twee voorname redenen waarom doseervormen met gecontroleerde
vrijstelling geproduceerd worden, zijn het vermijden van extreme plasmawaarden van
een API en het reduceren van de vereiste doseringsfrequentie, wat een gunstig
effect heeft op de therapietrouw. Een andere belangrijke reden is dat de verlengde
vrijstelling van een API zorgt voor een aanhoudende therapeutische activiteit [12,18].
Formulaties met gecontroleerde vrijstelling worden vaak gebruikt voor
geneesmiddelen met een snelle eliminatie. Enkele voorbeelden van farmaca die op
de markt verkrijgbaar zijn in dergelijke doseervormen zijn triptoreline
(hormoonbehandeling) [19], theofylline (behandeling van COPD) [20] en
morfinesulfaat (pijnbestrijding) [21,22].
Naast farmaceutische toepassingen wordt gecontroleerde vrijstelling ook
gebruikt in andere sectoren. In de landbouw wordt op dit principe beroep gedaan om
gewassen continu bloot te stellen aan voedingsstoffen, insecticiden en herbiciden
[21].
1.4.2 Mechanismen
Er bestaan drie grote groepen van formulaties met gecontroleerde vrijstelling.
De eerste groep zijn de reservoir systemen. De vrijstelling van het farmacon wordt
hierbij gecontroleerd door middel van ofwel dissolutie ofwel diffusie. De dissolutie
gecontroleerde systemen omvatten granulaten, pellets of tabletten die omhuld zijn
met wassen, vetten of polymeren. Ook de enterisch omhulde preparaten behoren tot
deze groep. De omhullende film zal na inname oplossen of eroderen zodat het
geneesmiddel vrijgesteld wordt. De diffusie gecontroleerde systemen bestaan uit een
kern (tablet of pellet) omgeven door een onoplosbare barrière. Het geneesmiddel
9
diffundeert na inname vanuit de kern doorheen de barrière naar het gastro-intestinaal
milieu.
De tweede grote groep omvat de matrixsystemen. Deze groep kan eveneens
verder ingedeeld worden in dissolutie gestuurde systemen en diffusie gestuurde
systemen. Bij de eerste subgroep worden vetten, wassen, vetalcoholen of polymeren
verwerkt in granulaten die nadien worden gecomprimeerd. De matrix lost op of
erodeert in het gastro-intestinaal milieu waardoor het geneesmiddel vrijgesteld wordt.
Bij de diffusie gestuurde systemen worden farmaca gemengd met een onoplosbare
drager en worden hiermee granulaten of tabletten bereid. De matrix lost niet op en
het geneesmiddel diffundeert na inname doorheen microporiën.
De laatste grote groep zijn de osmotisch gecontroleerde systemen. Hierbij
doet een osmotische druk de farmaca aan een constante snelheid vrijstellen. De
systemen bestaan uit een geneesmiddelkern omgeven door een semipermeabele
wand voorzien van een laser gemaakte opening. Water penetreert doorheen de
semipermeabele wand en veroorzaakt een GM-efflux via de laser gemaakte opening.
Naast deze drie grote groepen kan gecontroleerde vrijstelling ook gerealiseerd
worden door toepassing van ionenuitwisseling. Doordat zeer veel variabelen hierbij
een invloed hebben op het vrijstellingsprofiel van het API gaat de voorkeur uit naar
bovenstaande technieken.
In dit onderzoek zullen formulaties bereid worden waarbij de vrijstelling van
MPT diffusie-gecontroleerd verloopt uit niet-degradeerbare matrices opgebouwd uit
vetzuren [1]. Een eerste stap in het vrijstellingsmechanisme van MPT is de diffusie
van water in de prills of extrudaten. Door het sterk hydrofobe karakter van vetzuren is
de enige mogelijke diffusieweg voor water het hydrofiele API netwerk. De
dissolutievloeistof penetreert dus als het ware de formulaties via kanalen die
progressief gevormd worden door het oplossen van het geneesmiddel. Dit proces
begint aan de contactoppervlakken tussen de formulaties en de dissolutievloeistof.
Eens MPT opgelost is, diffunderen geneesmiddelmoleculen vanuit de formulaties
naar het dissolutiemedium. Deze diffusie verloopt langs de kanalen die gevormd
werden door het binnendringen van water [2].
10
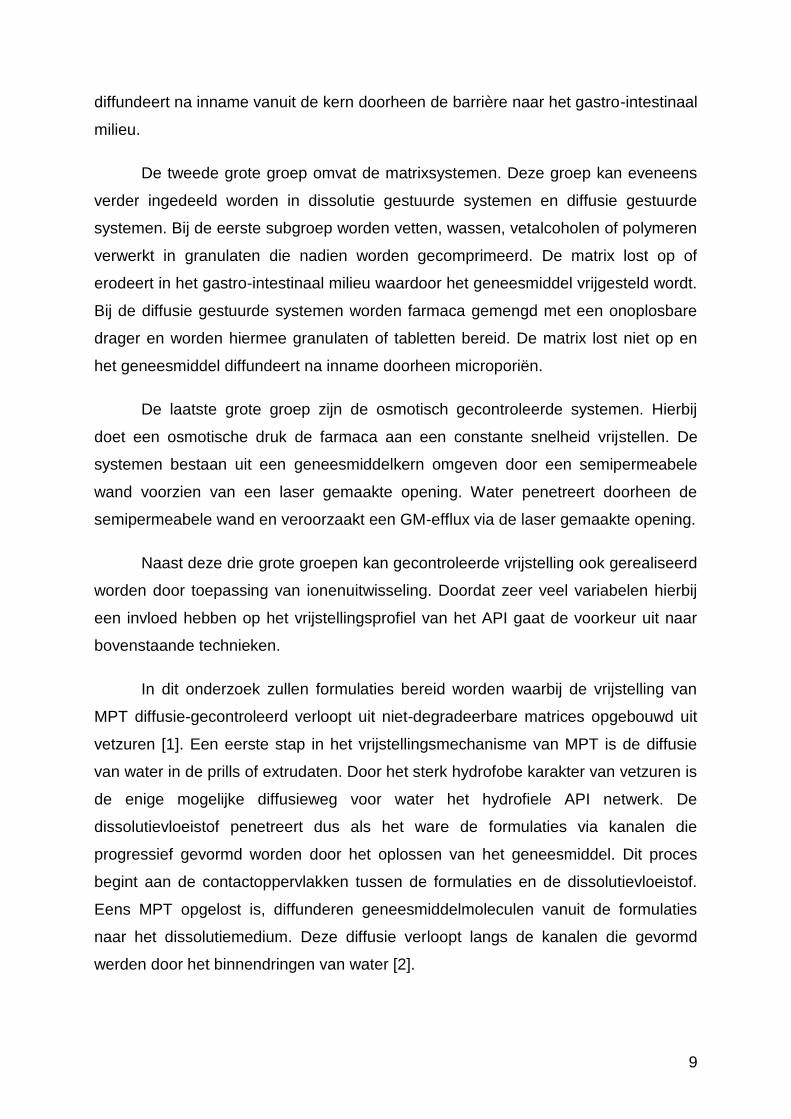
Figuur 1.5: Schematische voorstelling van formulaties met gecontroleerde
vrijstelling: A) dissolutie gestuurde vrijstelling uit een matrixsysteem B)
diffusie gestuurde vrijstelling uit een matrixsysteem C) diffusie gestuurde
vrijstelling uit een reservoir systeem [9]
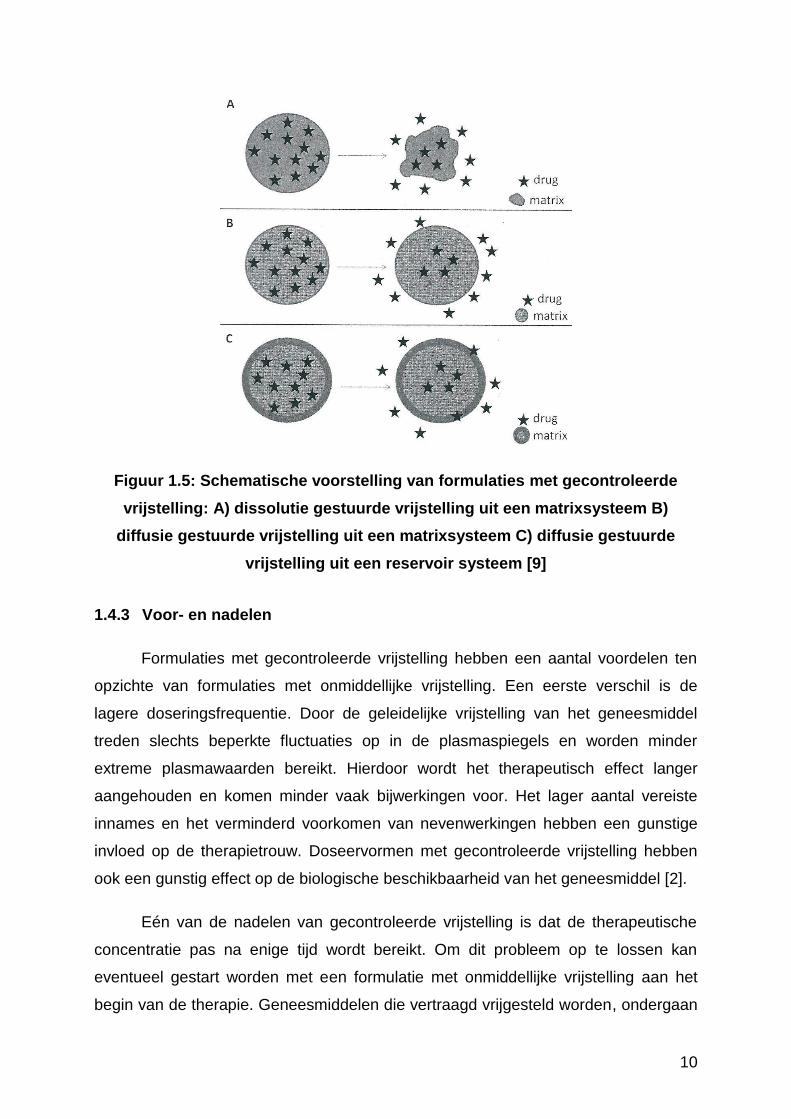
1.4.3 Voor- en nadelen
Formulaties met gecontroleerde vrijstelling hebben een aantal voordelen ten
opzichte van formulaties met onmiddellijke vrijstelling. Een eerste verschil is de
lagere doseringsfrequentie. Door de geleidelijke vrijstelling van het geneesmiddel
treden slechts beperkte fluctuaties op in de plasmaspiegels en worden minder
extreme plasmawaarden bereikt. Hierdoor wordt het therapeutisch effect langer
aangehouden en komen minder vaak bijwerkingen voor. Het lager aantal vereiste
innames en het verminderd voorkomen van nevenwerkingen hebben een gunstige
invloed op de therapietrouw. Doseervormen met gecontroleerde vrijstelling hebben
ook een gunstig effect op de biologische beschikbaarheid van het geneesmiddel [2].
Eén van de nadelen van gecontroleerde vrijstelling is dat de therapeutische
concentratie pas na enige tijd wordt bereikt. Om dit probleem op te lossen kan
eventueel gestart worden met een formulatie met onmiddellijke vrijstelling aan het
begin van de therapie. Geneesmiddelen die vertraagd vrijgesteld worden, ondergaan
11
een hoger first-pass effect. Tevens kan de biologische beschikbaarheid van het API
sterk interindividueel variëren. Formulaties met gecontroleerde vrijstelling zijn vaak
ook duurder in vergelijking met doseervormen met onmiddellijke vrijstelling [3].
1.5 BIOFARMACEUTISCH CLASSIFICATIESYSTEEM
Vooraleer een geneesmiddel na orale toediening kan worden opgenomen in
de bloedbaan, dient het eerst te worden vrijgesteld uit zijn doseervorm om
vervolgens te kunnen oplossen in het gastro-intestinaal milieu. Ook de permeabiliteit
doorheen de maag- en darmwand oefent een invloed uit op de biologische
beschikbaarheid van het API. Door onder andere de vrij recente opkomst van ‘high
throughput screening’ van potentieel therapeutische agentia, zijn nieuwe
verbindingen vaak slecht wateroplosbaar (BCS klasse II, zie later). De
snelheidsbepalende stap bij de opname van dergelijke farmaca is de dissolutiestap.
In de farmaceutische industrie wordt veel onderzoek verricht om goede formulaties te
ontwikkelen voor dit soort slecht oplosbare geneesmiddelen [3,23].
Het biofarmaceutisch classificatiesysteem (BCS) deelt geneesmiddelen op in
vier verschillende klassen. Deze selectie wordt gemaakt op basis van de
wateroplosbaarheid en de permeabiliteit van het API. Op die manier kan men
gemakkelijker een geschikte doseervorm kiezen voor een bepaald farmacon [3,9].
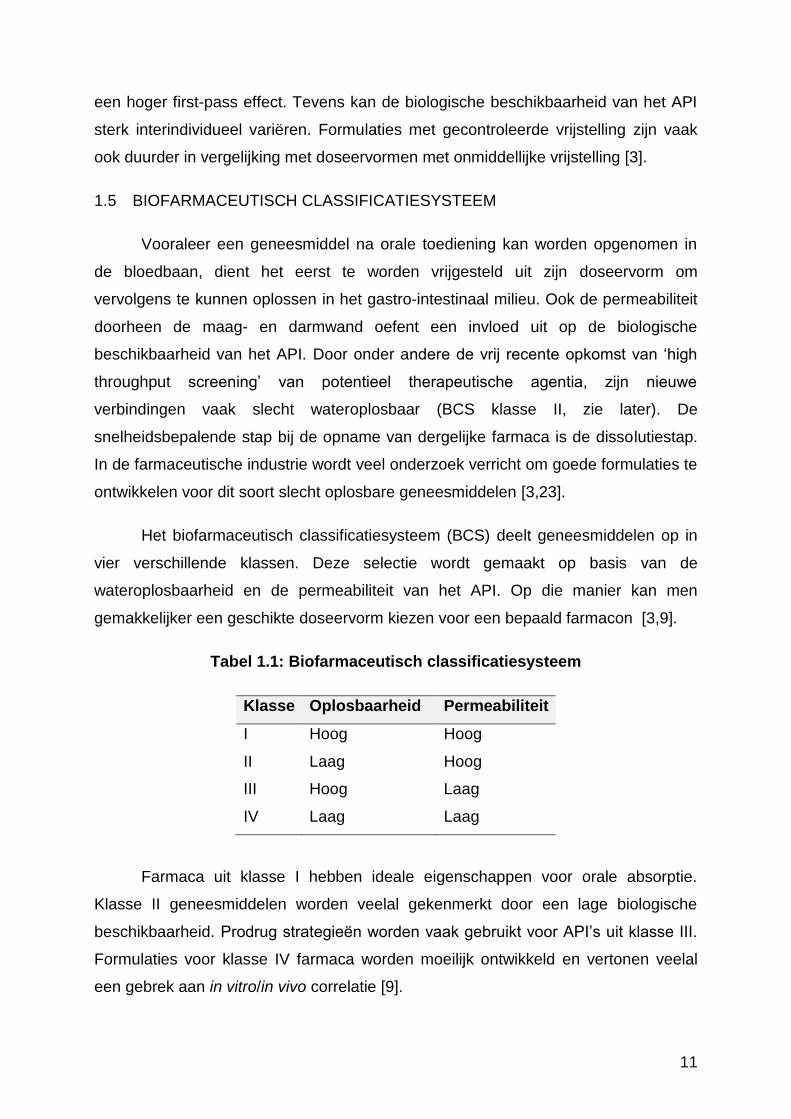
Tabel 1.1: Biofarmaceutisch classificatiesysteem
Klasse Oplosbaarheid Permeabiliteit
I Hoog Hoog
II Laag Hoog
III Hoog Laag
IV Laag Laag
Farmaca uit klasse I hebben ideale eigenschappen voor orale absorptie.
Klasse II geneesmiddelen worden veelal gekenmerkt door een lage biologische
beschikbaarheid. Prodrug strategieën worden vaak gebruikt voor API’s uit klasse III.
Formulaties voor klasse IV farmaca worden moeilijk ontwikkeld en vertonen veelal
een gebrek aan in vitro/in vivo correlatie [9].
12
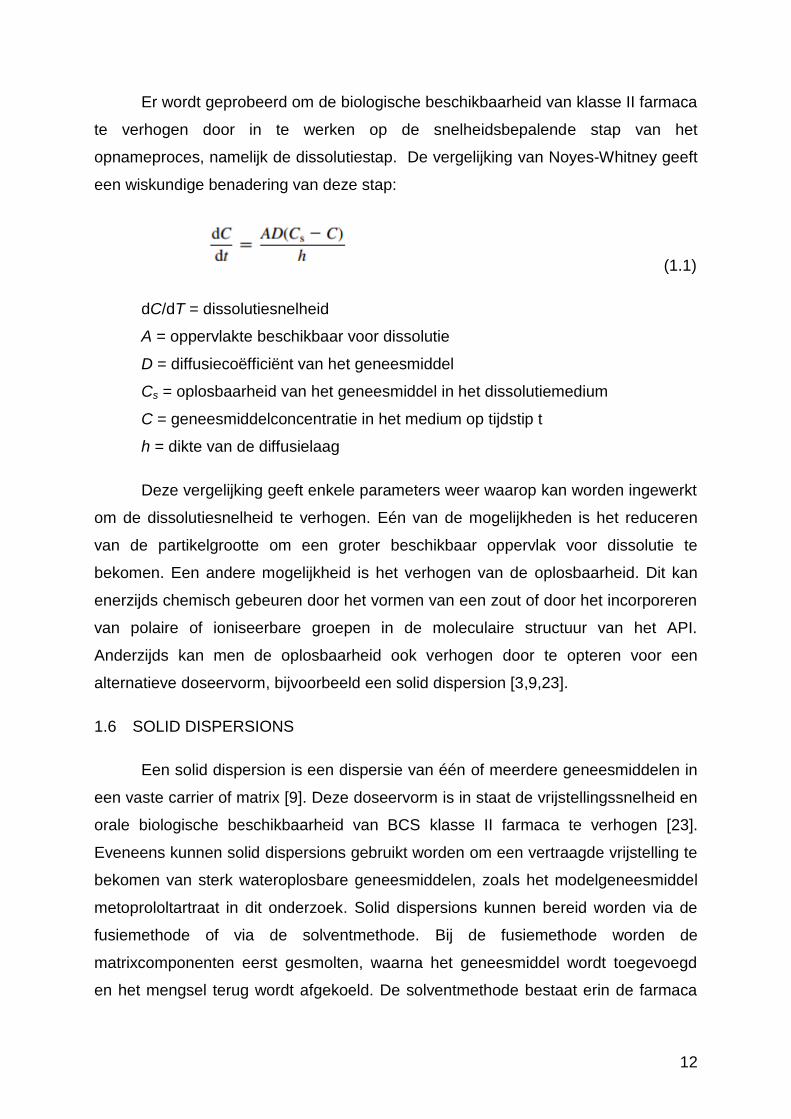
Er wordt geprobeerd om de biologische beschikbaarheid van klasse II farmaca
te verhogen door in te werken op de snelheidsbepalende stap van het
opnameproces, namelijk de dissolutiestap. De vergelijking van Noyes-Whitney geeft
een wiskundige benadering van deze stap:
(1.1)
dC/dT = dissolutiesnelheid
A = oppervlakte beschikbaar voor dissolutie
D = diffusiecoëfficiënt van het geneesmiddel
Cs = oplosbaarheid van het geneesmiddel in het dissolutiemedium
C = geneesmiddelconcentratie in het medium op tijdstip t
h = dikte van de diffusielaag
Deze vergelijking geeft enkele parameters weer waarop kan worden ingewerkt
om de dissolutiesnelheid te verhogen. Eén van de mogelijkheden is het reduceren
van de partikelgrootte om een groter beschikbaar oppervlak voor dissolutie te
bekomen. Een andere mogelijkheid is het verhogen van de oplosbaarheid. Dit kan
enerzijds chemisch gebeuren door het vormen van een zout of door het incorporeren
van polaire of ioniseerbare groepen in de moleculaire structuur van het API.
Anderzijds kan men de oplosbaarheid ook verhogen door te opteren voor een
alternatieve doseervorm, bijvoorbeeld een solid dispersion [3,9,23].
1.6 SOLID DISPERSIONS
Een solid dispersion is een dispersie van één of meerdere geneesmiddelen in
een vaste carrier of matrix [9]. Deze doseervorm is in staat de vrijstellingssnelheid en
orale biologische beschikbaarheid van BCS klasse II farmaca te verhogen [23].
Eveneens kunnen solid dispersions gebruikt worden om een vertraagde vrijstelling te
bekomen van sterk wateroplosbare geneesmiddelen, zoals het modelgeneesmiddel
metoprololtartraat in dit onderzoek. Solid dispersions kunnen bereid worden via de
fusiemethode of via de solventmethode. Bij de fusiemethode worden de
matrixcomponenten eerst gesmolten, waarna het geneesmiddel wordt toegevoegd
en het mengsel terug wordt afgekoeld. De solventmethode bestaat erin de farmaca
13
en matrixbestanddelen samen op te lossen in een organisch solvent, dat nadien via
verdamping wordt verwijderd. Door de lagere milieubelasting geniet de fusiemethode
de voorkeur [3,9].
Solid dispersions kunnen onderverdeeld worden in drie subtypes: glassy
suspensions, crystalline suspensions en solid solutions. Bij glassy suspensions
bevinden zowel het geneesmiddel als de matrix zich in de amorfe vorm. Het
thermogram zal twee glastransitietemperaturen weergeven, wat duidt op twee niet-
gemengde fases. Een crystalline suspension wordt gekenmerkt door een kristallijn
farmacon en een amorfe matrix. Uit het thermogram zijn één glastransitietemperatuur
(afkomstig van de matrix) en één smeltpiek (afkomstig van het farmacon) af te leiden.
Dit subtype wordt voornamelijk gebruikt om vertraagde vrijstelling van het API te
bekomen. Solid solutions zijn net zoals glassy suspensions opgebouwd uit zowel een
amorf geneesmiddel als een amorfe matrix. In tegenstelling tot een glassy
suspension, dat twee fasen bevat, bestaat een solid solution uit slechts één fase,
onafhankelijk van het aantal componenten. Het geneesmiddel is moleculair
gedispergeerd in de matrix. Er wordt slechts één glastransitietemperatuur
waargenomen [9].
Voor de formulatie van solid dispersions kunnen veel matrixvormers
aangewend worden die reeds veelvuldig gebruikt zijn in de farmaceutische industrie.
Hierdoor zijn geen bijkomstige toxiciteitsstudies vereist. Door de gestegen
dissolutiesnelheid kan de biologische beschikbaarheid van het farmacon zodanig
worden verhoogd dat de toegediende dosis geneesmiddel kan verlaagd worden. De
grootste nadelen van deze doseervorm zijn de moeilijkheid tot opschaling van het
productieproces, de fysische instabiliteit van de dispersie en de soms minder goede
correlatie tussen in vivo en in vitro studies [23].
1.7 MULTIPARTICULAIRE DOSEERVORMEN
Single-unit doseervormen, ook monolithische doseervormen genoemd [7], zijn
opgebouwd uit één unit waarin het geneesmiddel homogeen verdeeld is.
Multiparticulaire doseervormen daarentegen bestaan uit één hoofdunit, dat na
inname in het lichaam uiteenvalt in meerdere subunits. Een voorbeeld hiervan zijn
14
gelatinecapsules opgevuld met prills of pellets. Eén hoofdunit kan tot enkele
honderdtallen subunits bevatten [3].
Multiparticulaire doseervormen bieden enkele voordelen ten opzichte van
monolithische formulaties. Het transport van de subunits naar het duodenum is door
hun beperkte grootte onafhankelijk van de maaglediging, indien de formulatie
logischerwijs reeds in de maag uiteengevallen is. Tevens wordt het transport slechts
in geringe mate beïnvloed door de darmmotiliteit en de transittijd van het voedsel,
waardoor een reproduceerbare biologische beschikbaarheid wordt verzekerd. De
dosis kan makkelijk aangepast worden door het aantal subunits te wijzigen. Ook is er
een lager risico op accumulatie van het geneesmiddel. Een groot aantal kleine
subunits levert een groter totaal oppervlak dan het oppervlak van monolithische
doseervormen. Dit heeft tot gevolg dat er een hogere graad van absorptie bereikt
wordt en er een lager risico op irritatie ter hoogte van de gastro-intestinale tractus is.
Aangezien iedere subunit een eigen vrijstellingsproces ondergaat, zal de totale
geneesmiddelvrijstelling slechts in beperkte mate beïnvloed worden door afwijkingen
in een enkelvoudige subunit [1].
Figuur 1.6: Capsule gevuld met pellets [24]
Multiparticulaire doseervormen met gecontroleerde vrijstelling geven dus
aanleiding tot een lagere doseringsfrequentie, een hogere biologische
beschikbaarheid en minder nevenwerkingen. De lagere doseringsfrequentie
begunstigt de therapietrouw en zorgt voor meer stabiliteit in de plasmaspiegels van
het geneesmiddel [3].
15
2 OBJECTIEVEN
Het doel van dit onderzoek is om via prilling en extrusie formulaties aan te
maken waaruit het modelgeneesmiddel metoprololtartraat gecontroleerd vrijgesteld
wordt. MPT is een β-blokker gebruikt voor de behandeling van allerlei
cardiovasculaire aandoeningen. Door dit geneesmiddel te verwerken in preparaten
met langdurige vrijstelling wordt het bloeddrukverlagend effect langer aangehouden.
Dit zorgt ervoor dat een lagere doseringsfrequentie kan ingesteld worden, wat een
positief effect heeft op de therapietrouw.
MPT zal bij het bereiden van de formulaties gecombineerd worden met
verschillende mengsels van vetzuren. De vetzuren die hiervoor gebruikt zullen
worden, zijn beheenzuur, stearinezuur, palmitinezuur en myristinezuur. Dit zijn vaste
vetzuren met een even aantal koolstofatomen. De vetzuurmengsels vormen tijdens
prilling en extrusie een lipide matrix waarin het geneesmiddel gesuspendeerd zal zijn.
Deze matrix zal in contact met water niet degraderen waardoor MPT diffusie-
gecontroleerd vrijgesteld wordt. In deze studie zal onderzocht worden wat het effect
op de geneesmiddelvrijstelling is, wanneer een bepaald gehalte van de
bovenvermelde vetzuren toegevoegd wordt aan de formulatie. Er zullen eveneens
prills en extrudaten geformuleerd worden met een identieke samenstelling, waarvan
nadien de vrijstelling van MPT vergeleken wordt.
Om de invloed van de extrusieparameters op de geneesmiddelvrijstelling te
evalueren, zullen extrudaten geformuleerd worden met eenzelfde samenstelling,
maar bij een verschillende voedingssnelheid of procestemperatuur. Door de sterk
verschillende smeltpunten van de vetzuren wordt immers verwacht dat de
procestemperatuur een belangrijk effect heeft op zowel de vrijstelling van MPT als op
de vaste toestand van de componenten in de extrudaten. Deze vaste toestand zal
door middel van Raman spectroscopie geanalyseerd worden. Vervolgens zullen de
geneesmiddelvrijstelling en de Raman spectra van de extrudaten vergeleken worden
en zal worden onderzocht of de geneesmiddelvrijstelling kan verklaard worden aan
de hand van de Raman spectra.
16
3 MATERIALEN EN METHODEN
3.1 MATERIALEN
3.1.1 Metoprololtartraat
Metoprolol is een cardioselectieve β1-blokker gebruikt voor de behandeling
van acuut myocardinfarct, hartfalen, angina pectoris en milde tot matige hypertensie.
Het behoort tot de klasse I farmaca volgens het BCS-systeem (tabel 1.1). De pKa-
waarden van metoprolol bedragen 9,67 en 14,09. De logP-waarde ligt rond de 1,8
[25].
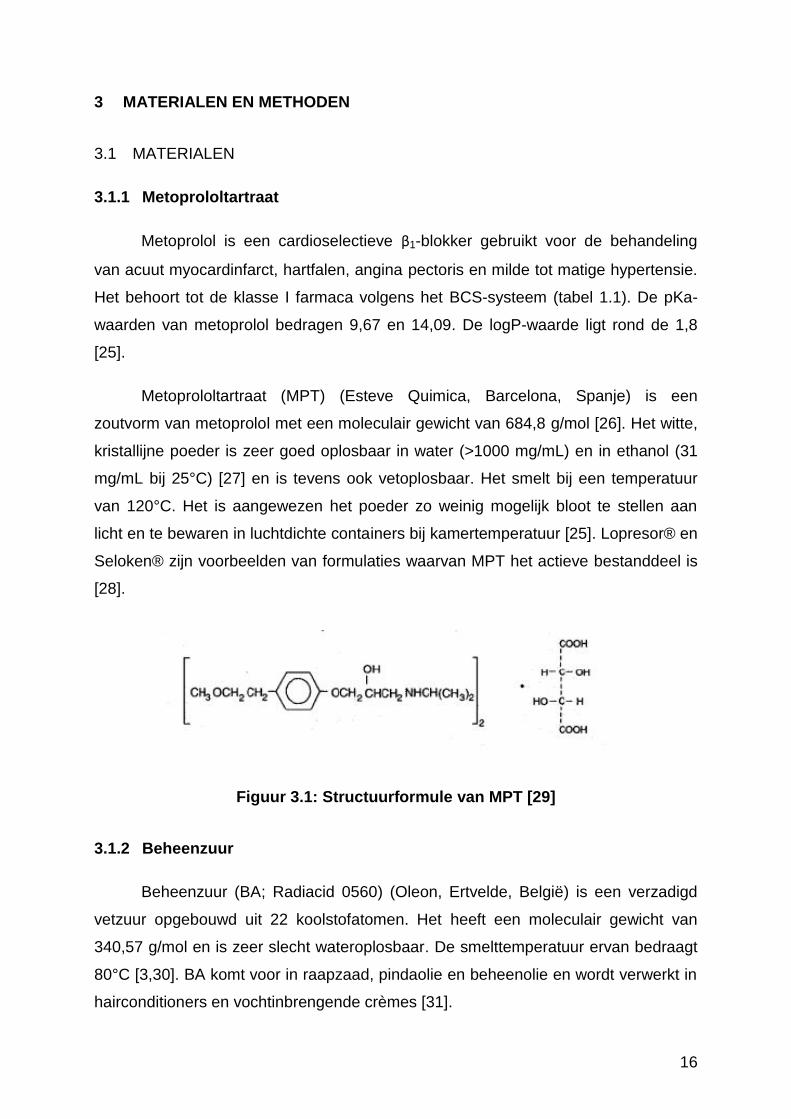
Metoprololtartraat (MPT) (Esteve Quimica, Barcelona, Spanje) is een
zoutvorm van metoprolol met een moleculair gewicht van 684,8 g/mol [26]. Het witte,
kristallijne poeder is zeer goed oplosbaar in water (>1000 mg/mL) en in ethanol (31
mg/mL bij 25°C) [27] en is tevens ook vetoplosbaar. Het smelt bij een temperatuur
van 120°C. Het is aangewezen het poeder zo weinig mogelijk bloot te stellen aan
licht en te bewaren in luchtdichte containers bij kamertemperatuur [25]. Lopresor® en
Seloken® zijn voorbeelden van formulaties waarvan MPT het actieve bestanddeel is
[28].
Figuur 3.1: Structuurformule van MPT [29]
3.1.2 Beheenzuur
Beheenzuur (BA; Radiacid 0560) (Oleon, Ertvelde, België) is een verzadigd
vetzuur opgebouwd uit 22 koolstofatomen. Het heeft een moleculair gewicht van
340,57 g/mol en is zeer slecht wateroplosbaar. De smelttemperatuur ervan bedraagt
80°C [3,30]. BA komt voor in raapzaad, pindaolie en beheenolie en wordt verwerkt in
hairconditioners en vochtinbrengende crèmes [31].
17
Figuur 3.2: Structuurformule van beheenzuur [32]
3.1.3 Stearinezuur
Stearinezuur (StA) (Mosselman, Ghlin, België) is een verzadigd vetzuur dat
18 koolstofatomen bevat en een moleculair gewicht heeft van 284,47 g/mol. Het is
slecht wateroplosbaar en smelt bij 69 à 70°C. StA komt voor in dierlijke vetten en in
mindere mate ook in sommige plantaardige oliën. Het wordt gebruikt in de
farmaceutische industrie bij de formulatie van suppositoires, enterisch gecoate pillen,
zalven en voor het coaten van bitter smakende farmaca [30]. Het is het meest
geprefereerde glijmiddel na magnesium stearaat [33]. StA wordt verder ook gebruikt
voor de productie van kaarsen en zepen [34].
Figuur 3.3: Structuurformule van stearinezuur [35]
3.1.4 Palmitinezuur
Palmitinezuur (PA) (Mosselman, Ghlin, België) is een verzadigd vetzuur
bestaande uit 16 koolstofatomen. Het heeft een moleculair gewicht van 256,42 g/mol
en smelt bij 63 à 64°C. Het heeft een zeer slechte wateroplosbaarheid. PA komt voor
in veel oliën en vetten onder de vorm van triglyceriden en wordt veelal uit palmolie
gewonnen [30]. Het wordt voornamelijk gebruikt voor de productie van zepen,
cosmetica en farmaceutische formulaties met vertraagde vrijstelling [36].
Figuur 3.4: Structuurformule van palmitinezuur [37]
18
3.1.5 Myristinezuur
Myristinezuur (MA) (Mosselman, Ghlin, België) bevat 14 koolstofatomen en
smelt bij 58,5°C. Het verzadigd vetzuur heeft een moleculair gewicht van 228,36
g/mol. Het is zeer slecht wateroplosbaar. MA komt voor in de meeste dierlijke en
plantaardige vetten en vormt 8 tot 12% van de totale vetten in melk [30]. Het kan
irritaties van de huid en ogen veroorzaken bij overmatige blootstelling in zuivere vorm
[38].
Figuur 3.5: Structuurformule van myristinezuur [39]
3.2 METHODEN
3.2.1 Prilling
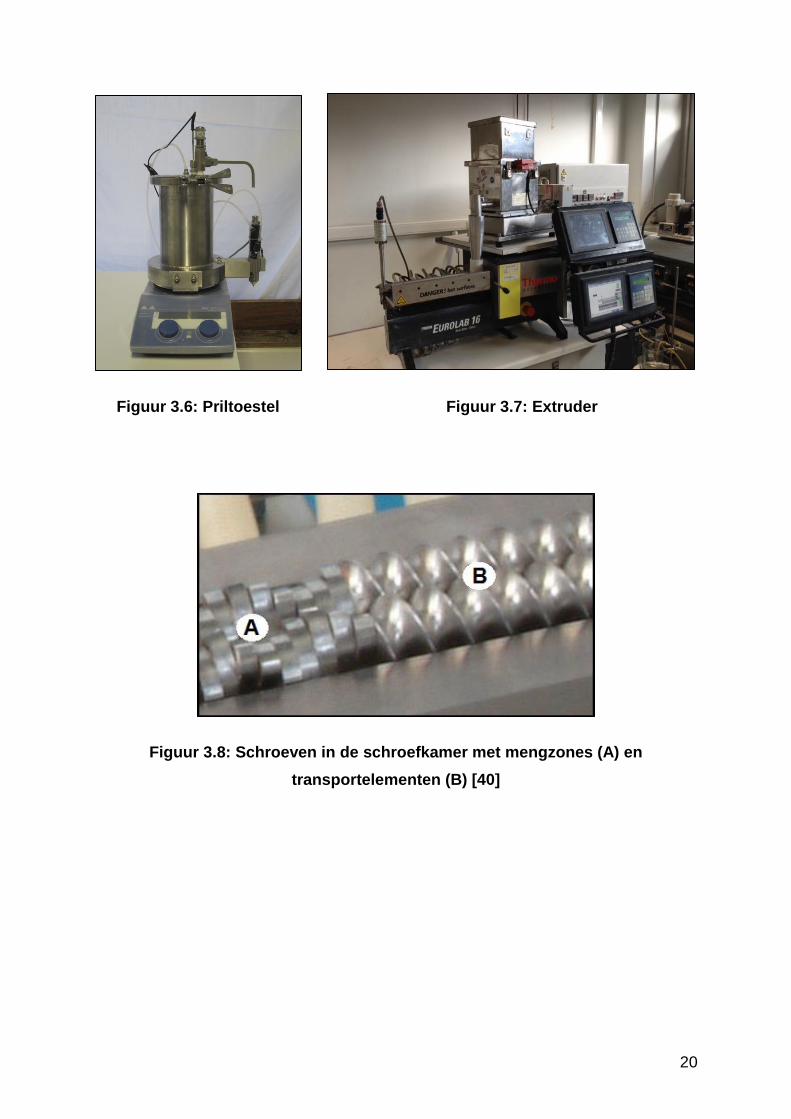
De prills werden geformuleerd met een custom-made priltoestel (figuur 3.6),
ontwikkeld door Peira (Turnhout, België). Na het smelten van de vetzuurfase en het
opwarmen ervan tot 100°C; werd MPT hieraan stapsgewijs toegevoegd onder
continu roeren. Druppelvorming werd pas gestart nadat alle MPT volledig opgelost
was in de gesmolten matrix. Het mengsel werd continu homogeen gehouden in het
priltoestel via een magnetische roervlo die spinde aan 250 toeren per minuut. Onder
een luchtdruk van 0,5 bar werd het mengsel naar de nozzle gestuwd. Deze nozzle
bestaat uit een ventiel en een naald (inwendige diameter: 0,33 mm) en werd
gethermostatiseerd bij 90°C. Er werd gekozen voor een drop tijd van 0,07 seconden
en een pauze van 0,5 seconden. De drop tijd is het tijdsinterval waarin het ventiel
open staat en de pauze is de periode gedurende het ventiel gesloten is. De
procesparameters waren voor alle mengsels identiek. De druppels die gevormd
werden aan het uiteinde van de naald ondergingen quench cooling in vloeibare
stikstof. Op die manier werden vaste, sferische prills bekomen. Quench cooling
betekent een zeer snelle afkoeling. De samenstelling van de verschillende
geformuleerde batches wordt weergegeven in tabel 4.1.
19
3.2.2 Extrusie
Verschillende mengsels van vetzuren met MPT werden vanuit een
voedingssysteem (DD Flexwall® 18 Feeder, Brabender Technologie, Stad, Land)
geleid naar de schroefkamer van een co-roterende twin-screw extruder (Prism
Eurolab 16 TSE, Thermo Fisher Scientific, Stad, Land) (figuur 3.7). De massa werd
vervolgens via één-stap extrusie geëxtrudeerd doorheen een matrijs met een
diameter van 3,5 mm. De samenstelling van de verschillende formulaties (F1-21) en
de procesparameters worden weergegeven in tabel 3.1. Voorafgaandelijk aan het
bereiden van de mengsels werden MPT en de vetzuren gemalen. De mengsels
werden 15 minuten gehomogeniseerd met behulp van een Turbula® mixer (Willy A.
Bachofen AG Maschinenfabrik, Zwitserland) alvorens ze geëxtrudeerd werden. Na
productie werden de extrudaten gesneden in stukjes met een lengte van ongeveer 4
mm.
3.2.3 Deeltjesgrootte en sfericiteit prills
De deeltjesgrootte en de vorm van de prills werden bepaald door middel van
een beeldanalysesysteem. Er werden microscoopfoto’s genomen van de prills via
een digitale camera (Camedia® C-3030 Zoom, Olympus, Tokyo, Japan) verbonden
met een stereomicroscoopsysteem (SZX9 DF PL 1.5x, Olympus, Tokyo, Japan). De
prills werden tegen een donker oppervlak belicht gebruik makende van een koude
lichtbron (Highlight 2100, Olympus, Duitsland) en een lichtgeleider (LG-R66,
Olympus, Duitsland). De afbeeldingen werden geanalyseerd via een fotoanalyse
softwaresysteem (AnalySIS®, Soft Imaging System, Münster, Duitsland). Van elke
batch werden dertig prills geanalyseerd. Elke individuele prill werd gekarakteriseerd
door zijn gemiddelde Feret diameter (FD). Een FD is de afstand tussen twee
evenwijdige raaklijnen aan weerszijden van de prill [41]. De gemiddelde FD is het
gemiddelde van de 180 FD’s gemeten met een rotatiehoek van 1°. Voor elke batch
werd dan het gemiddelde van de 30 gemiddelde Feret diameters van de prills
berekend en deze waarde werd gebruikt als maat voor de deeltjesgrootte. Om de
sfericiteit te beoordelen werden de prills gekarakteriseerd door hun aspect ratio (AR).
De AR is de maximale verhouding tussen breedte en lengte van een rechthoek die
de prill volledig omsluit. Een AR die gelijk is aan 1 wijst op een perfecte sfericiteit.
20
Figuur 3.6: Priltoestel Figuur 3.7: Extruder
Figuur 3.8: Schroeven in de schroefkamer met mengzones (A) en
transportelementen (B) [40]
21
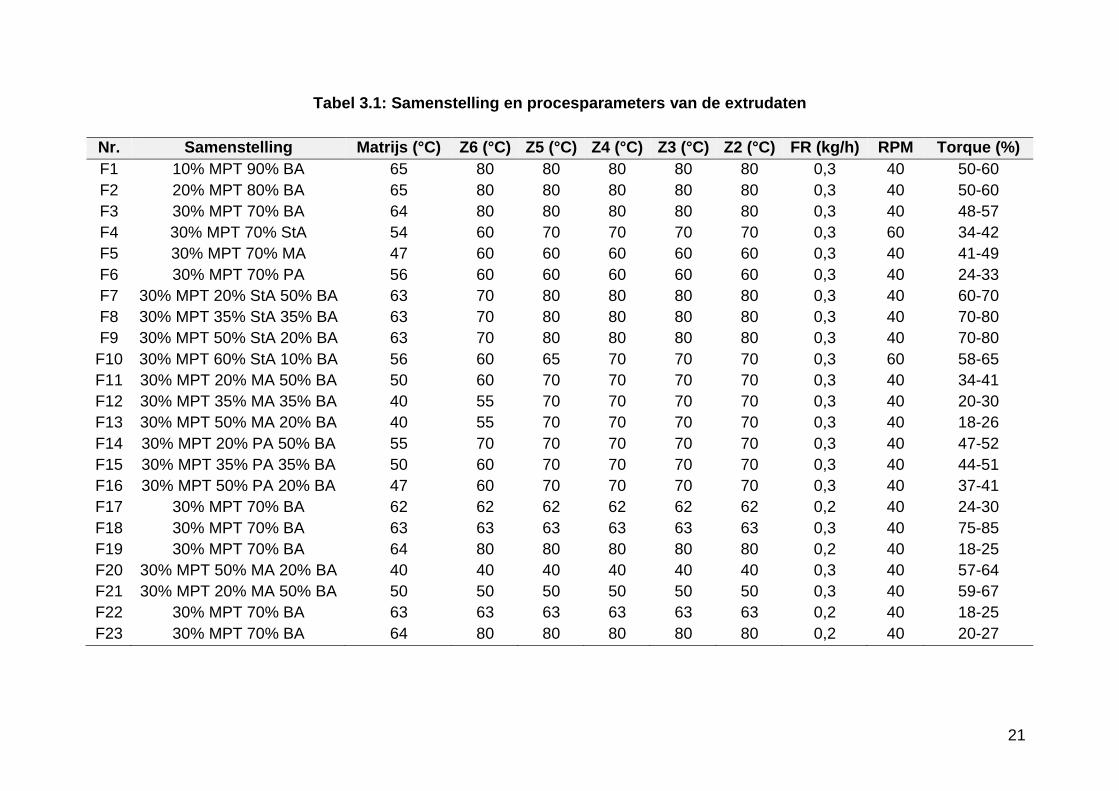
Tabel 3.1: Samenstelling en procesparameters van de extrudaten
Nr. Samenstelling Matrijs (°C) Z6 (°C) Z5 (°C) Z4 (°C) Z3 (°C) Z2 (°C) FR (kg/h) RPM Torque (%)
F1 10% MPT 90% BA 65 80 80 80 80 80 0,3 40 50-60
F2 20% MPT 80% BA 65 80 80 80 80 80 0,3 40 50-60
F3 30% MPT 70% BA 64 80 80 80 80 80 0,3 40 48-57
F4 30% MPT 70% StA 54 60 70 70 70 70 0,3 60 34-42
F5 30% MPT 70% MA 47 60 60 60 60 60 0,3 40 41-49
F6 30% MPT 70% PA 56 60 60 60 60 60 0,3 40 24-33
F7 30% MPT 20% StA 50% BA 63 70 80 80 80 80 0,3 40 60-70
F8 30% MPT 35% StA 35% BA 63 70 80 80 80 80 0,3 40 70-80
F9 30% MPT 50% StA 20% BA 63 70 80 80 80 80 0,3 40 70-80
F10 30% MPT 60% StA 10% BA 56 60 65 70 70 70 0,3 60 58-65
F11 30% MPT 20% MA 50% BA 50 60 70 70 70 70 0,3 40 34-41
F12 30% MPT 35% MA 35% BA 40 55 70 70 70 70 0,3 40 20-30
F13 30% MPT 50% MA 20% BA 40 55 70 70 70 70 0,3 40 18-26
F14 30% MPT 20% PA 50% BA 55 70 70 70 70 70 0,3 40 47-52
F15 30% MPT 35% PA 35% BA 50 60 70 70 70 70 0,3 40 44-51
F16 30% MPT 50% PA 20% BA 47 60 70 70 70 70 0,3 40 37-41
F17 30% MPT 70% BA 62 62 62 62 62 62 0,2 40 24-30
F18 30% MPT 70% BA 63 63 63 63 63 63 0,3 40 75-85
F19 30% MPT 70% BA 64 80 80 80 80 80 0,2 40 18-25
F20 30% MPT 50% MA 20% BA 40 40 40 40 40 40 0,3 40 57-64
F21 30% MPT 20% MA 50% BA 50 50 50 50 50 50 0,3 40 59-67
F22 30% MPT 70% BA 63 63 63 63 63 63 0,2 40 18-25
F23 30% MPT 70% BA 64 80 80 80 80 80 0,2 40 20-27
22
3.2.4 Kalibratiecurves MPT in water en ethanol
3.2.4.1 Water
Er werd een stockoplossing bereid van ongeveer 0,250 mg/mL MPT in
gedemineraliseerd water. Uitgaande van deze stockoplossing werd een
standaardreeks aangemaakt door een aantal volumes (0.2, 0.4, 0.8, 1.6, 2, 2.4, 2.8
en 3.2 mL) stockoplossing aan te lengen met gedemineraliseerd water tot 25 mL.
Van deze standaarden werd via een spectrofotometer (UV-1650PC, Shimadzu,
Antwerpen, België) de absorbantie bepaald bij 222 nm.
3.2.4.2 Ethanol
De uitvoering was identiek aan de methode voor het opstellen van de
kalibratiecurve van MPT in gedemineraliseerd water. Het enige verschil is dat hier
absolute ethanol in plaats van gedemineraliseerd water werd gebruikt.
3.2.5 Gehaltebepaling
Er werd per gehaltebepaling 20 tot 25 mg prill of extrudaat afgewogen en
opgelost in 50 mL absolute ethanol. De bekomen oplossingen werden tienmaal
verdund en de absorbantie van de verdunde oplossingen werd spectrofotometrisch
gemeten bij 222 nm via een spectrofotometer (UV-1650PC, Shimadzu, Antwerpen,
België). Via de vooraf opgestelde kalibratiecurve (zie 4.3.2) konden de MPT
concentraties eenvoudig berekend worden. Per batch werd het gehalte bepaald van
drie willekeurig gekozen stukjes extrudaat/prill. Hiervan werd nadien het gemiddelde
gehalte en de standaarddeviatie mathematisch berekend.
3.2.6 In vitro geneesmiddelvrijstelling
De in vitro geneesmiddelvrijstelling werd uitgevoerd via een USP
dissolutietoestel 1 (baskets). Het toestel bestond uit een VK 7010 dissolutiebad
gekoppeld aan een automatisch VK 8000 staalnamestation (Vankel, New Jersey,
USA). 900 mL gedemineraliseerd water fungeerde als dissolutiemedium. Per basket
werd een hoeveelheid prill of extrudaat overgebracht, dat overeenkomt met 25 tot 30
mg MPT. De rotatiesnelheid van de baskets bedroeg 100 RPM en de temperatuur
van het dissolutiemedium werd constant gehouden bij 37 + 0,5°C. Na 30 min, 1 h, 2
23
h, 4 h, 6 h, 8 h, 12 h, 16 h, 20 h en 24 h werden stalen van 5 mL genomen uit het
dissolutiemedium en spectrofotometrisch geanalyseerd bij 222 nm via een
spectrofotometer (UV-1650PC, Shimadzu, Antwerpen, België). Via de vooraf
opgestelde kalibratiecurve (zie 4.3.1) konden de MPT concentraties eenvoudig
berekend worden. De in vitro geneesmiddelvrijstelling werd voor elke batch in
drievoud uitgevoerd. Nadien werden hiervan gemiddeldes en standaarddeviaties
mathematisch berekend.
3.2.7 Raman spectroscopie
Raman spectra werden gecollecteerd met behulp van een Raman Rxn1
spectrometer (Kaiser Optical Systems, Ann Arbor, MI, USA), uitgerust met een
luchtgekoelde CCD detector. De golflengte van de laser was de 785 nm lijn van een
785 nm Invictus NIR diode laser. Alle spectra werden opgenomen over het 0 – 1800
cm-1 gebied met een resolutie van 4 cm-1. Het vermogen van de laser bedroeg 400
mW. Het collecteren en het doorsturen van de bekomen data werden
geautomatiseerd door het gebruik van de HoloGRAMSTM data collection software, de
HoloREACTTM reaction analysis and profiling software en de Matlab software (versie
7.1, The MathWorks Inc., Natick, MA). Data analyse werd uitgevoerd via SIMCA P+
(versie 12.0.1.0, Umetrics, Umea, Zweden). Alle spectra werden SNV-voorbewerkt
om Raman scattering en fysische invloeden te verwijderen. Raman spectroscopie
werd toegepast op de zuivere componenten (MPT, BA, StA, MA en PA), de fysische
mengsels en de overeenkomstige formulaties (prills en extrudaten).
24
4 RESULTATEN EN DISCUSSIE
4.1 EXTRUSIE EN PRILLING
4.1.1 Prilling
De vetzuren werden gesmolten bij 100°C en MPT werd hieraan toegevoegd.
Pas nadat alle MPT volledig opgelost was in de gesmolten vetzuurfase, werd de
druppelvorming gestart. De procesparameters werden zodanig gekozen dat er een
snelle druppelvorming bereikt werd en de verblijftijd van het API/vetzuur-mengsel in
het priltoestel beperkt was. Alle prills werden bereid onder dezelfde
procesparameters (zie 3.2.1). De samenstelling, de gemiddelde Feret diameter (FD)
en de gemiddelde aspect ratio (AR) van de verschillende formulaties worden
weergegeven in tabel 4.1. De gemiddelde FD van alle batches was ongeveer 2,40
mm. Hieruit kon besloten worden dat de deeltjesgrootte van de prills onafhankelijk
was van zowel de gebruikte vetzuren alsook van hun onderlinge concentraties. De
standaarddeviatie van de gemiddelde FD varieerde bij alle batches tussen 0,04 mm
en 0,10 mm, wat aantoonde dat via prilling partikels konden geformuleerd worden
met een nauwe deeltjesgroottedistributie. De waarden voor de AR van de
verschillende batches waren vergelijkbaar en bedroegen ongeveer 1,09. Dit toonde
enerzijds aan dat de prills beschikten over een hoge graad van sfericiteit en
anderzijds dat naast de deeltjesgrootte eveneens de sfericiteit van de prills
onafhankelijk was van de gebruikte vetzuren en hun onderlinge concentraties. Ook
de standaarddeviatie van de AR vertoonde weinig variatie. Alle prills vertoonden een
glad oppervlak.
4.1.2 Extrusie
Verschillende mengsels bestaande uit vetzuren en MPT werden geëxtrudeerd
door middel van een co-roterende twin-screw extruder. De diameter van de
extrudaten bedroeg 3,5 mm. Na productie werden de extrudaten gesneden in stukjes
met een lengte van 4 mm. De samenstelling van de verschillende batches en de
procesparameters worden weergegeven in tabel 3.1. De temperatuur was steeds het
hoogst in zone 2 van de schroefkamer en werd behouden of daalde doorheen de
opeenvolgende segmenten. Ter hoogte van de matrijs was de temperatuur het
25
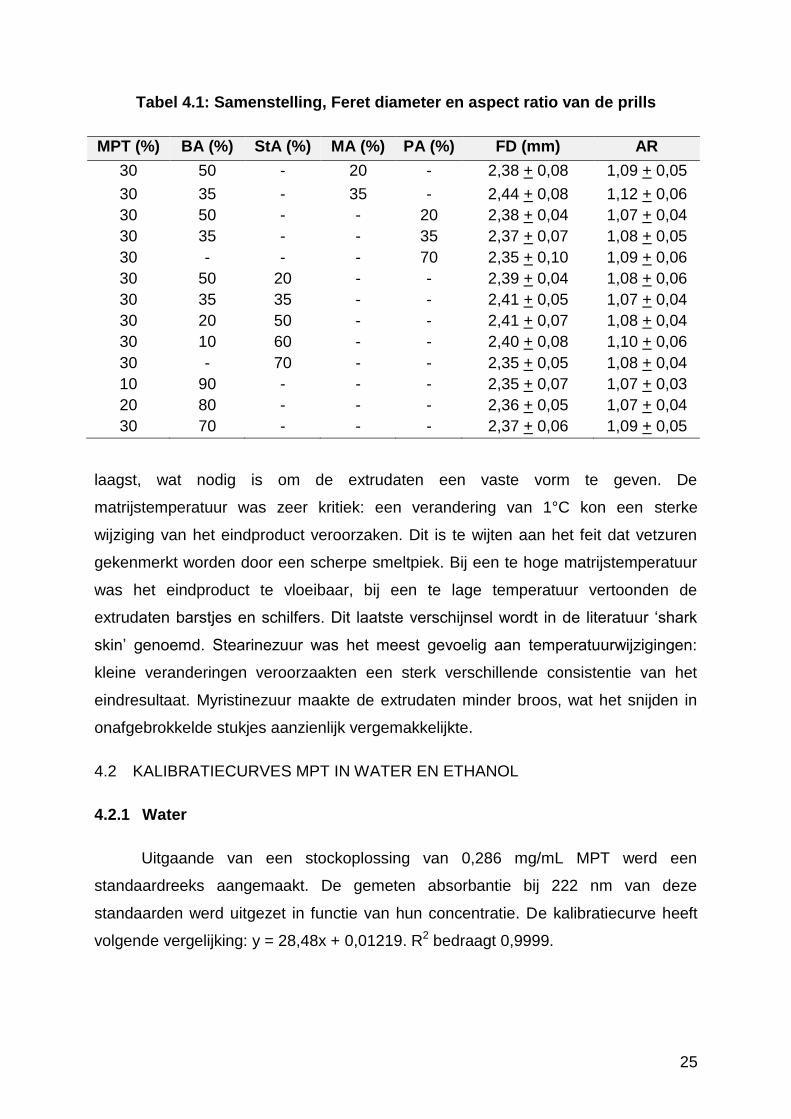
Tabel 4.1: Samenstelling, Feret diameter en aspect ratio van de prills
MPT (%) BA (%) StA (%) MA (%) PA (%) FD (mm) AR
30 50 - 20 - 2,38 + 0,08 1,09 + 0,05
30 35 - 35 - 2,44 + 0,08 1,12 + 0,06
30 50 - - 20 2,38 + 0,04 1,07 + 0,04
30 35 - - 35 2,37 + 0,07 1,08 + 0,05
30 - - - 70 2,35 + 0,10 1,09 + 0,06
30 50 20 - - 2,39 + 0,04 1,08 + 0,06
30 35 35 - - 2,41 + 0,05 1,07 + 0,04
30 20 50 - - 2,41 + 0,07 1,08 + 0,04
30 10 60 - - 2,40 + 0,08 1,10 + 0,06
30 - 70 - - 2,35 + 0,05 1,08 + 0,04
10 90 - - - 2,35 + 0,07 1,07 + 0,03
20 80 - - - 2,36 + 0,05 1,07 + 0,04
30 70 - - - 2,37 + 0,06 1,09 + 0,05
laagst, wat nodig is om de extrudaten een vaste vorm te geven. De
matrijstemperatuur was zeer kritiek: een verandering van 1°C kon een sterke
wijziging van het eindproduct veroorzaken. Dit is te wijten aan het feit dat vetzuren
gekenmerkt worden door een scherpe smeltpiek. Bij een te hoge matrijstemperatuur
was het eindproduct te vloeibaar, bij een te lage temperatuur vertoonden de
extrudaten barstjes en schilfers. Dit laatste verschijnsel wordt in de literatuur ‘shark
skin’ genoemd. Stearinezuur was het meest gevoelig aan temperatuurwijzigingen:
kleine veranderingen veroorzaakten een sterk verschillende consistentie van het
eindresultaat. Myristinezuur maakte de extrudaten minder broos, wat het snijden in
onafgebrokkelde stukjes aanzienlijk vergemakkelijkte.
4.2 KALIBRATIECURVES MPT IN WATER EN ETHANOL
4.2.1 Water
Uitgaande van een stockoplossing van 0,286 mg/mL MPT werd een
standaardreeks aangemaakt. De gemeten absorbantie bij 222 nm van deze
standaarden werd uitgezet in functie van hun concentratie. De kalibratiecurve heeft
volgende vergelijking: y = 28,48x + 0,01219. R2 bedraagt 0,9999.
26
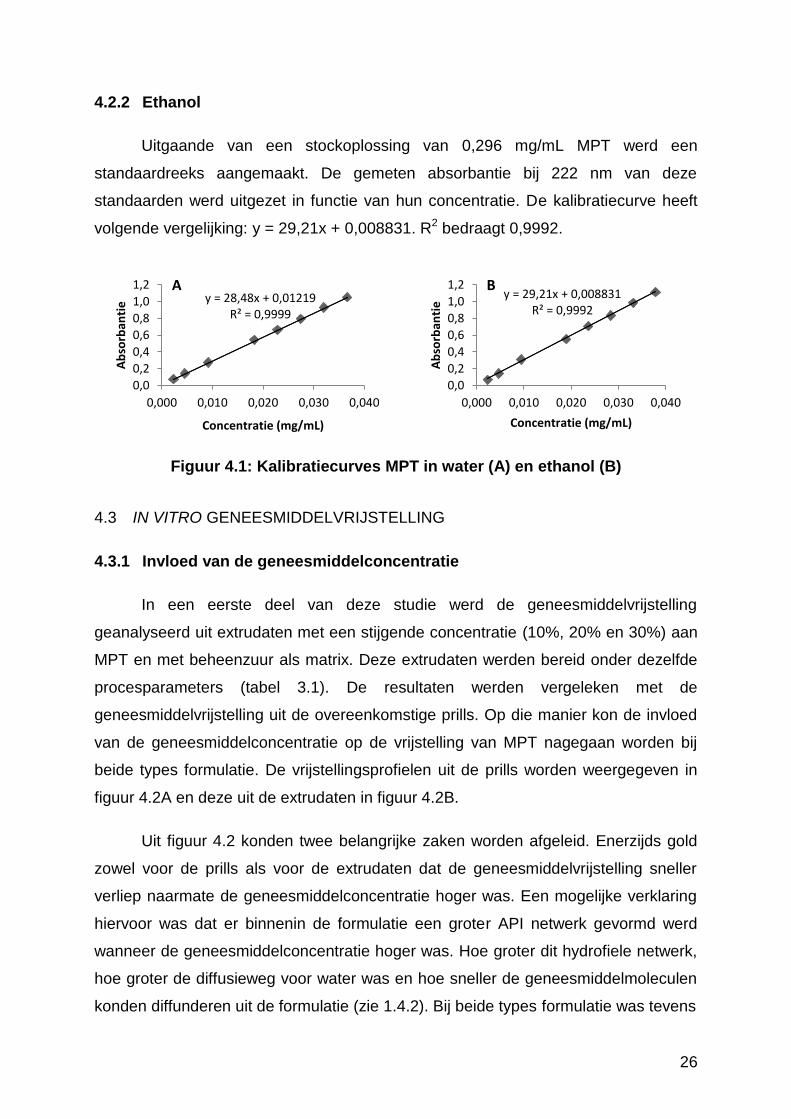
4.2.2 Ethanol
Uitgaande van een stockoplossing van 0,296 mg/mL MPT werd een
standaardreeks aangemaakt. De gemeten absorbantie bij 222 nm van deze
standaarden werd uitgezet in functie van hun concentratie. De kalibratiecurve heeft
volgende vergelijking: y = 29,21x + 0,008831. R2 bedraagt 0,9992.
Figuur 4.1: Kalibratiecurves MPT in water (A) en ethanol (B)
4.3 IN VITRO GENEESMIDDELVRIJSTELLING
4.3.1 Invloed van de geneesmiddelconcentratie
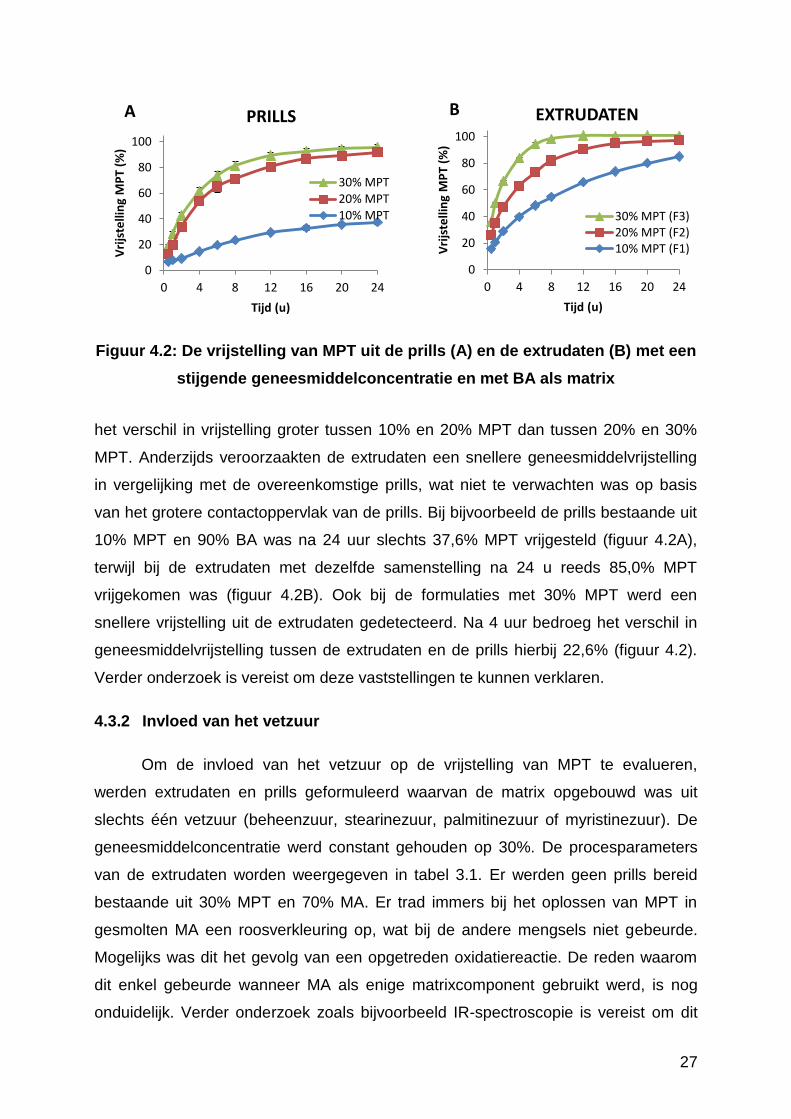
In een eerste deel van deze studie werd de geneesmiddelvrijstelling
geanalyseerd uit extrudaten met een stijgende concentratie (10%, 20% en 30%) aan
MPT en met beheenzuur als matrix. Deze extrudaten werden bereid onder dezelfde
procesparameters (tabel 3.1). De resultaten werden vergeleken met de
geneesmiddelvrijstelling uit de overeenkomstige prills. Op die manier kon de invloed
van de geneesmiddelconcentratie op de vrijstelling van MPT nagegaan worden bij
beide types formulatie. De vrijstellingsprofielen uit de prills worden weergegeven in
figuur 4.2A en deze uit de extrudaten in figuur 4.2B.
Uit figuur 4.2 konden twee belangrijke zaken worden afgeleid. Enerzijds gold
zowel voor de prills als voor de extrudaten dat de geneesmiddelvrijstelling sneller
verliep naarmate de geneesmiddelconcentratie hoger was. Een mogelijke verklaring
hiervoor was dat er binnenin de formulatie een groter API netwerk gevormd werd
wanneer de geneesmiddelconcentratie hoger was. Hoe groter dit hydrofiele netwerk,
hoe groter de diffusieweg voor water was en hoe sneller de geneesmiddelmoleculen
konden diffunderen uit de formulatie (zie 1.4.2). Bij beide types formulatie was tevens
y = 28,48x + 0,01219 R² = 0,9999
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0,000 0,010 0,020 0,030 0,040
Ab
sorb
anti
e
Concentratie (mg/mL)
A y = 29,21x + 0,008831
R² = 0,9992
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0,000 0,010 0,020 0,030 0,040
Ab
sorb
anti
e
Concentratie (mg/mL)
B
27
Figuur 4.2: De vrijstelling van MPT uit de prills (A) en de extrudaten (B) met een
stijgende geneesmiddelconcentratie en met BA als matrix
het verschil in vrijstelling groter tussen 10% en 20% MPT dan tussen 20% en 30%
MPT. Anderzijds veroorzaakten de extrudaten een snellere geneesmiddelvrijstelling
in vergelijking met de overeenkomstige prills, wat niet te verwachten was op basis
van het grotere contactoppervlak van de prills. Bij bijvoorbeeld de prills bestaande uit
10% MPT en 90% BA was na 24 uur slechts 37,6% MPT vrijgesteld (figuur 4.2A),
terwijl bij de extrudaten met dezelfde samenstelling na 24 u reeds 85,0% MPT
vrijgekomen was (figuur 4.2B). Ook bij de formulaties met 30% MPT werd een
snellere vrijstelling uit de extrudaten gedetecteerd. Na 4 uur bedroeg het verschil in
geneesmiddelvrijstelling tussen de extrudaten en de prills hierbij 22,6% (figuur 4.2).
Verder onderzoek is vereist om deze vaststellingen te kunnen verklaren.
4.3.2 Invloed van het vetzuur
Om de invloed van het vetzuur op de vrijstelling van MPT te evalueren,
werden extrudaten en prills geformuleerd waarvan de matrix opgebouwd was uit
slechts één vetzuur (beheenzuur, stearinezuur, palmitinezuur of myristinezuur). De
geneesmiddelconcentratie werd constant gehouden op 30%. De procesparameters
van de extrudaten worden weergegeven in tabel 3.1. Er werden geen prills bereid
bestaande uit 30% MPT en 70% MA. Er trad immers bij het oplossen van MPT in
gesmolten MA een roosverkleuring op, wat bij de andere mengsels niet gebeurde.
Mogelijks was dit het gevolg van een opgetreden oxidatiereactie. De reden waarom
dit enkel gebeurde wanneer MA als enige matrixcomponent gebruikt werd, is nog
onduidelijk. Verder onderzoek zoals bijvoorbeeld IR-spectroscopie is vereist om dit
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
PRILLS
30% MPT20% MPT10% MPT
A
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
EXTRUDATEN
30% MPT (F3)20% MPT (F2)10% MPT (F1)
B
28
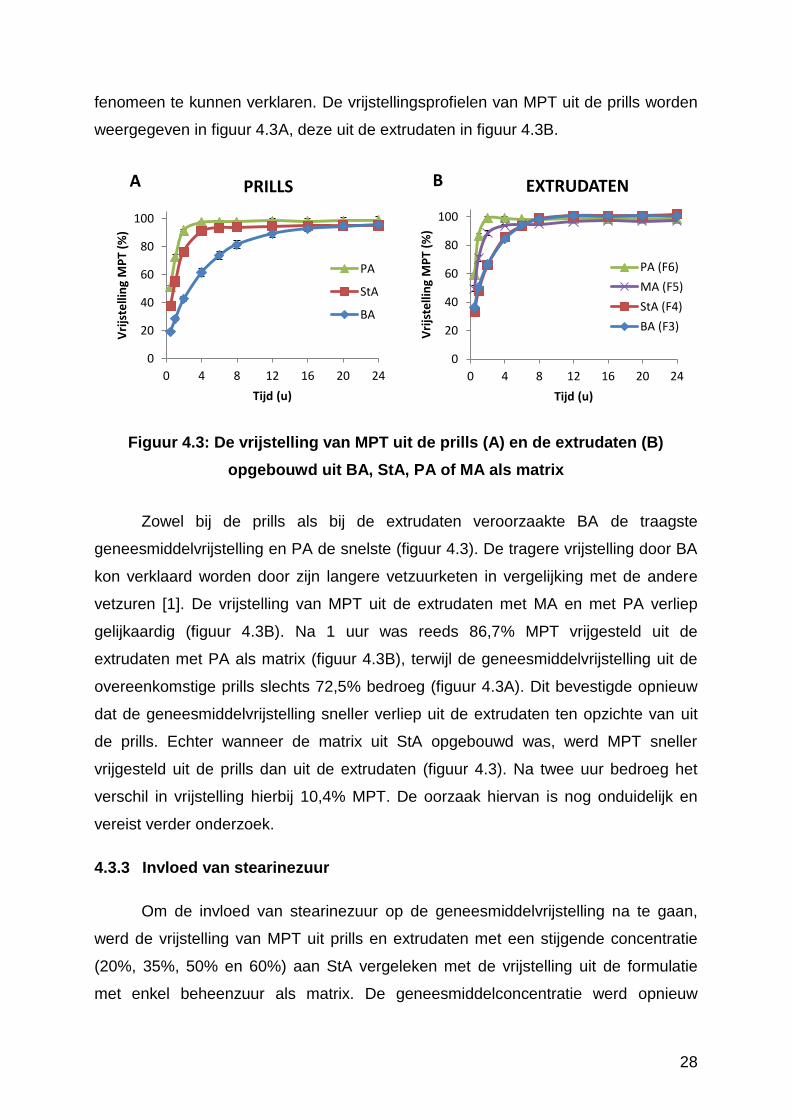
fenomeen te kunnen verklaren. De vrijstellingsprofielen van MPT uit de prills worden
weergegeven in figuur 4.3A, deze uit de extrudaten in figuur 4.3B.
Figuur 4.3: De vrijstelling van MPT uit de prills (A) en de extrudaten (B)
opgebouwd uit BA, StA, PA of MA als matrix
Zowel bij de prills als bij de extrudaten veroorzaakte BA de traagste
geneesmiddelvrijstelling en PA de snelste (figuur 4.3). De tragere vrijstelling door BA
kon verklaard worden door zijn langere vetzuurketen in vergelijking met de andere
vetzuren [1]. De vrijstelling van MPT uit de extrudaten met MA en met PA verliep
gelijkaardig (figuur 4.3B). Na 1 uur was reeds 86,7% MPT vrijgesteld uit de
extrudaten met PA als matrix (figuur 4.3B), terwijl de geneesmiddelvrijstelling uit de
overeenkomstige prills slechts 72,5% bedroeg (figuur 4.3A). Dit bevestigde opnieuw
dat de geneesmiddelvrijstelling sneller verliep uit de extrudaten ten opzichte van uit
de prills. Echter wanneer de matrix uit StA opgebouwd was, werd MPT sneller
vrijgesteld uit de prills dan uit de extrudaten (figuur 4.3). Na twee uur bedroeg het
verschil in vrijstelling hierbij 10,4% MPT. De oorzaak hiervan is nog onduidelijk en
vereist verder onderzoek.
4.3.3 Invloed van stearinezuur
Om de invloed van stearinezuur op de geneesmiddelvrijstelling na te gaan,
werd de vrijstelling van MPT uit prills en extrudaten met een stijgende concentratie
(20%, 35%, 50% en 60%) aan StA vergeleken met de vrijstelling uit de formulatie
met enkel beheenzuur als matrix. De geneesmiddelconcentratie werd opnieuw
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
PRILLS
PA
StA
BA
A
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
EXTRUDATEN
PA (F6)
MA (F5)
StA (F4)
BA (F3)
B
29
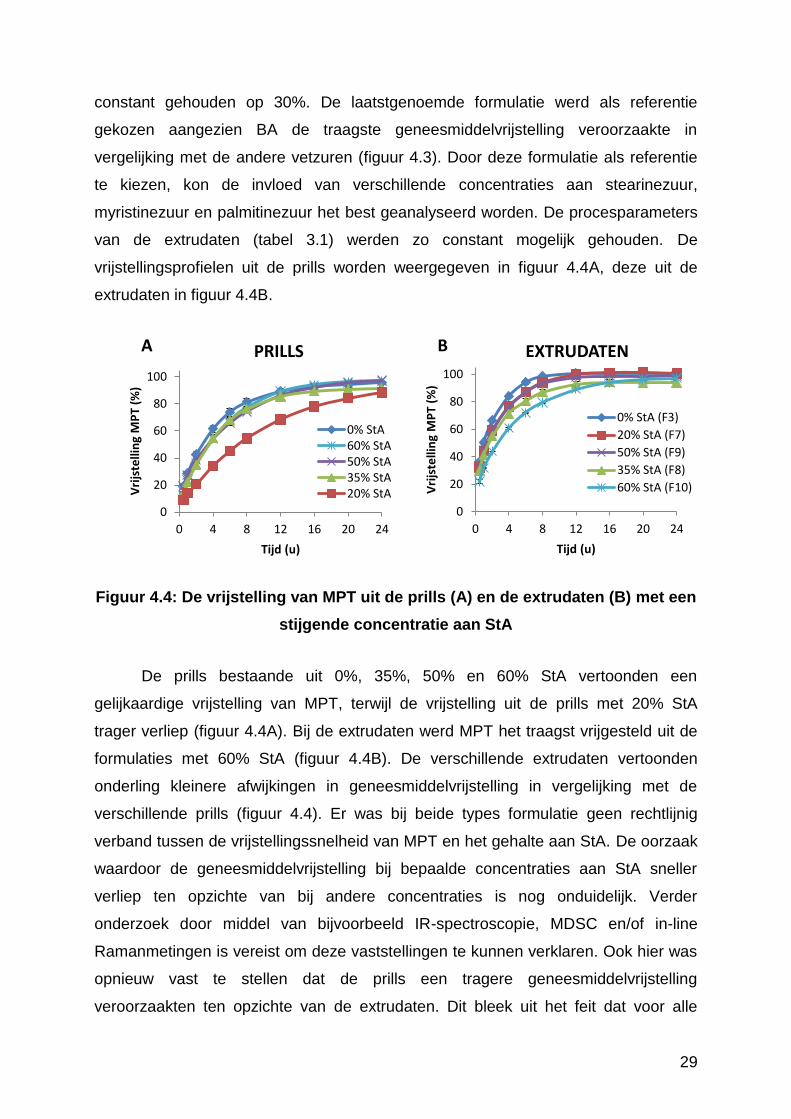
constant gehouden op 30%. De laatstgenoemde formulatie werd als referentie
gekozen aangezien BA de traagste geneesmiddelvrijstelling veroorzaakte in
vergelijking met de andere vetzuren (figuur 4.3). Door deze formulatie als referentie
te kiezen, kon de invloed van verschillende concentraties aan stearinezuur,
myristinezuur en palmitinezuur het best geanalyseerd worden. De procesparameters
van de extrudaten (tabel 3.1) werden zo constant mogelijk gehouden. De
vrijstellingsprofielen uit de prills worden weergegeven in figuur 4.4A, deze uit de
extrudaten in figuur 4.4B.
Figuur 4.4: De vrijstelling van MPT uit de prills (A) en de extrudaten (B) met een
stijgende concentratie aan StA
De prills bestaande uit 0%, 35%, 50% en 60% StA vertoonden een
gelijkaardige vrijstelling van MPT, terwijl de vrijstelling uit de prills met 20% StA
trager verliep (figuur 4.4A). Bij de extrudaten werd MPT het traagst vrijgesteld uit de
formulaties met 60% StA (figuur 4.4B). De verschillende extrudaten vertoonden
onderling kleinere afwijkingen in geneesmiddelvrijstelling in vergelijking met de
verschillende prills (figuur 4.4). Er was bij beide types formulatie geen rechtlijnig
verband tussen de vrijstellingssnelheid van MPT en het gehalte aan StA. De oorzaak
waardoor de geneesmiddelvrijstelling bij bepaalde concentraties aan StA sneller
verliep ten opzichte van bij andere concentraties is nog onduidelijk. Verder
onderzoek door middel van bijvoorbeeld IR-spectroscopie, MDSC en/of in-line
Ramanmetingen is vereist om deze vaststellingen te kunnen verklaren. Ook hier was
opnieuw vast te stellen dat de prills een tragere geneesmiddelvrijstelling
veroorzaakten ten opzichte van de extrudaten. Dit bleek uit het feit dat voor alle
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
PRILLS
0% StA60% StA50% StA35% StA20% StA
A
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
EXTRUDATEN
0% StA (F3)
20% StA (F7)
50% StA (F9)
35% StA (F8)
60% StA (F10)
B
30
concentraties aan StA gold dat de vrijstellingscurve van MPT uit de prills lager lag
dan die uit de extrudaten (figuur 4.4).
4.3.4 Invloed van palmitinezuur
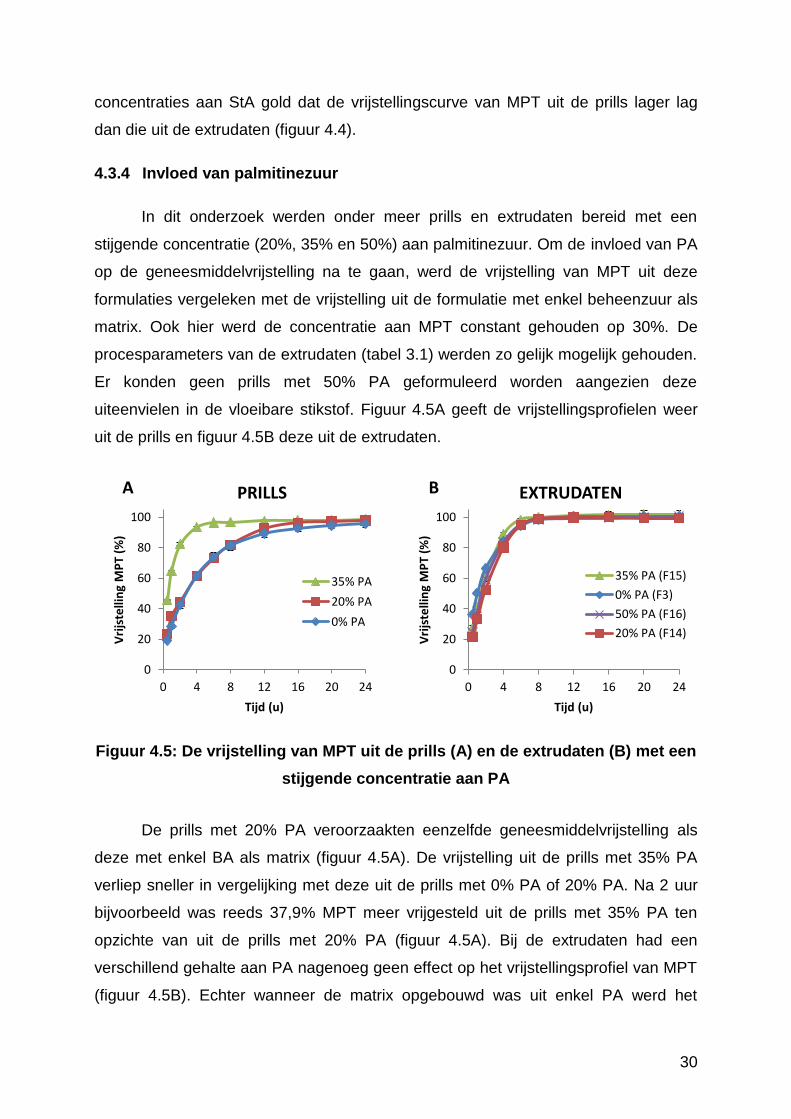
In dit onderzoek werden onder meer prills en extrudaten bereid met een
stijgende concentratie (20%, 35% en 50%) aan palmitinezuur. Om de invloed van PA
op de geneesmiddelvrijstelling na te gaan, werd de vrijstelling van MPT uit deze
formulaties vergeleken met de vrijstelling uit de formulatie met enkel beheenzuur als
matrix. Ook hier werd de concentratie aan MPT constant gehouden op 30%. De
procesparameters van de extrudaten (tabel 3.1) werden zo gelijk mogelijk gehouden.
Er konden geen prills met 50% PA geformuleerd worden aangezien deze
uiteenvielen in de vloeibare stikstof. Figuur 4.5A geeft de vrijstellingsprofielen weer
uit de prills en figuur 4.5B deze uit de extrudaten.
Figuur 4.5: De vrijstelling van MPT uit de prills (A) en de extrudaten (B) met een
stijgende concentratie aan PA
De prills met 20% PA veroorzaakten eenzelfde geneesmiddelvrijstelling als
deze met enkel BA als matrix (figuur 4.5A). De vrijstelling uit de prills met 35% PA
verliep sneller in vergelijking met deze uit de prills met 0% PA of 20% PA. Na 2 uur
bijvoorbeeld was reeds 37,9% MPT meer vrijgesteld uit de prills met 35% PA ten
opzichte van uit de prills met 20% PA (figuur 4.5A). Bij de extrudaten had een
verschillend gehalte aan PA nagenoeg geen effect op het vrijstellingsprofiel van MPT
(figuur 4.5B). Echter wanneer de matrix opgebouwd was uit enkel PA werd het
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
PRILLS
35% PA
20% PA
0% PA
A
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
EXTRUDATEN
35% PA (F15)
0% PA (F3)
50% PA (F16)
20% PA (F14)
B
31
geneesmiddel sneller vrijgesteld dan wanneer ook BA toegevoegd werd. Dit bleek uit
het feit dat na 2 uur de geneesmiddelvrijstelling uit het extrudaat met enkel PA als
matrix reeds 99,1% bedroeg (figuur 4.3B), terwijl uit de extrudaten met zowel PA als
BA in de matrix na 2 uur maximaal 61,5 % MPT vrijgekomen was (figuur 4.5B). Er
was opnieuw geen rechtlijnig verband vast te stellen tussen de vrijstellingssnelheid
van MPT en het gehalte aan PA.
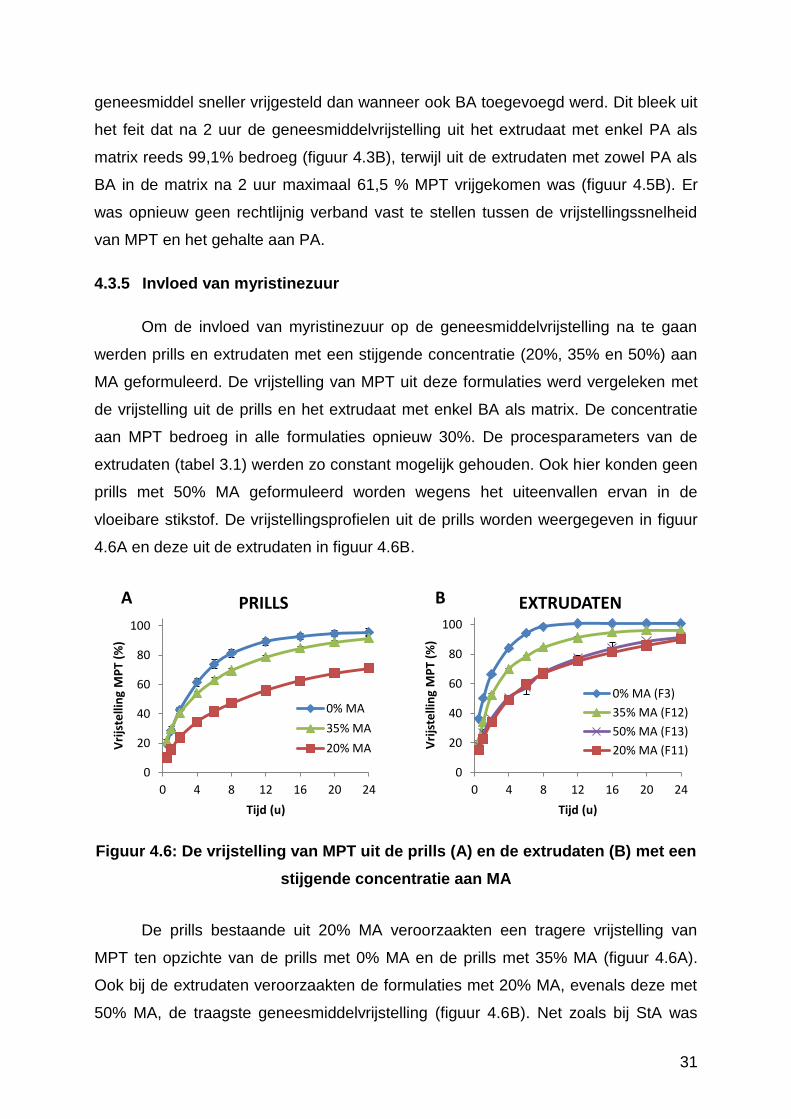
4.3.5 Invloed van myristinezuur
Om de invloed van myristinezuur op de geneesmiddelvrijstelling na te gaan
werden prills en extrudaten met een stijgende concentratie (20%, 35% en 50%) aan
MA geformuleerd. De vrijstelling van MPT uit deze formulaties werd vergeleken met
de vrijstelling uit de prills en het extrudaat met enkel BA als matrix. De concentratie
aan MPT bedroeg in alle formulaties opnieuw 30%. De procesparameters van de
extrudaten (tabel 3.1) werden zo constant mogelijk gehouden. Ook hier konden geen
prills met 50% MA geformuleerd worden wegens het uiteenvallen ervan in de
vloeibare stikstof. De vrijstellingsprofielen uit de prills worden weergegeven in figuur
4.6A en deze uit de extrudaten in figuur 4.6B.
Figuur 4.6: De vrijstelling van MPT uit de prills (A) en de extrudaten (B) met een
stijgende concentratie aan MA
De prills bestaande uit 20% MA veroorzaakten een tragere vrijstelling van
MPT ten opzichte van de prills met 0% MA en de prills met 35% MA (figuur 4.6A).
Ook bij de extrudaten veroorzaakten de formulaties met 20% MA, evenals deze met
50% MA, de traagste geneesmiddelvrijstelling (figuur 4.6B). Net zoals bij StA was
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
PRILLS
0% MA
35% MA
20% MA
A
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
EXTRUDATEN
0% MA (F3)
35% MA (F12)
50% MA (F13)
20% MA (F11)
B
32
ook hier geen rechtlijnig verband vast te stellen tussen de vrijstellingssnelheid van
MPT en de concentratie aan MA. Bij zowel de formulaties met 20% MA als 35% MA
werd opnieuw vastgesteld dat de geneesmiddelvrijstelling sneller verliep uit de
extrudaten dan uit de prills (figuur 4.6). Van de drie bestudeerde vetzuren (StA, MA
en PA) was MA het meest in staat de geneesmiddelvrijstelling te vertragen. Na 8 uur
bijvoorbeeld bedroeg de vrijstelling van MPT uit de prills met 20% MA slechts 47,2%
(figuur 4.6A), terwijl de vrijstelling uit de prills met 20% StA reeds 54,3% bedroeg
(figuur 4.4A). Mogelijks trad er tijdens het formuleren een interactie op tussen MPT
en MA, bijvoorbeeld een estervorming tussen beide componenten. De vastgestelde
roosverkleuring bij het oplossen van MPT in gesmolten MA (zie 4.3.2) zou hiervan
het gevolg kunnen zijn. Een andere mogelijkheid van de vertraagde vrijstelling door
MA is het optreden van een moleculaire interactie tussen MA en BA tijdens het
formuleren. Verder onderzoek is vereist om de werkelijke oorzaak hiervan te kunnen
achterhalen.
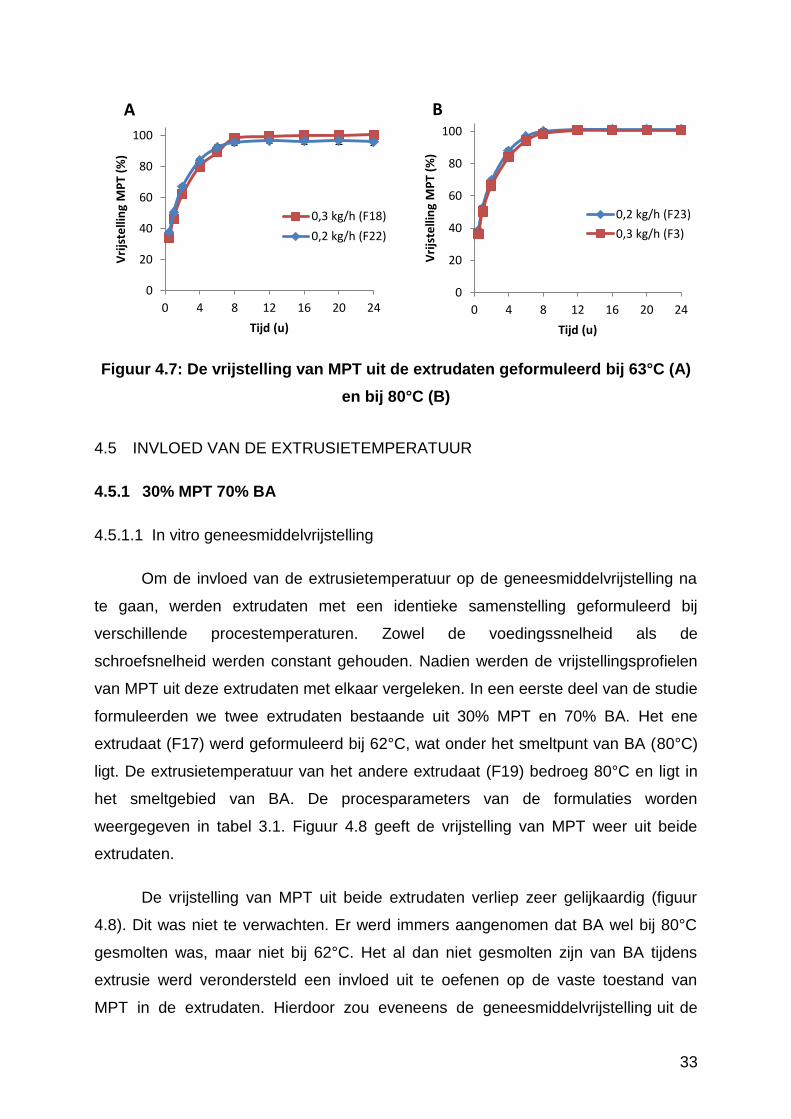
4.4 INVLOED VAN DE VOEDINGSSNELHEID BIJ EXTRUSIE
Extrusie kan uitgevoerd worden aan verschillende voedingssnelheden. Om de
invloed hiervan op de geneesmiddelvrijstelling te onderzoeken, werden extrudaten
geformuleerd met een identieke samenstelling, maar aan een verschillende
voedingssnelheid. De andere procesparameters (tabel 3.1) werden zo constant
mogelijk gehouden. Nadien werden de vrijstellingsprofielen van MPT uit deze
extrudaten met elkaar vergeleken. Voor deze experimenten werd gekozen voor de
formulaties bestaande uit 30% MPT en 70% BA. De extrusie werd zowel bij 63°C
(onder het smeltpunt van BA) als bij 80°C (smeltpunt van BA) uitgevoerd aan een
voedingssnelheid van 0,2 kg/h en 0,3 kg/h. Figuur 4.7A geeft de vrijstellingsprofielen
weer uit de extrudaten bereid bij 63°C, figuur 4.7B geeft deze weer uit de extrudaten
bereid bij 80°C.
Er werd vastgesteld dat de torque, zowel bij een procestemperatuur van 63°C
als 80°C, dubbel zo hoog was bij extrusie aan 0,3 kg/h in vergelijking met extrusie
aan 0,2 kg/h (tabel 3.1). Ondanks dit grote verschil in torque verliep bij beide
temperaturen de geneesmiddelvrijstelling uit de twee extrudaten gelijkaardig (figuur
4.7). Hieruit kon besloten worden dat de voedingssnelheid geen effect had op de
vrijstelling van MPT.
33
Figuur 4.7: De vrijstelling van MPT uit de extrudaten geformuleerd bij 63°C (A)
en bij 80°C (B)
4.5 INVLOED VAN DE EXTRUSIETEMPERATUUR
4.5.1 30% MPT 70% BA
4.5.1.1 In vitro geneesmiddelvrijstelling
Om de invloed van de extrusietemperatuur op de geneesmiddelvrijstelling na
te gaan, werden extrudaten met een identieke samenstelling geformuleerd bij
verschillende procestemperaturen. Zowel de voedingssnelheid als de
schroefsnelheid werden constant gehouden. Nadien werden de vrijstellingsprofielen
van MPT uit deze extrudaten met elkaar vergeleken. In een eerste deel van de studie
formuleerden we twee extrudaten bestaande uit 30% MPT en 70% BA. Het ene
extrudaat (F17) werd geformuleerd bij 62°C, wat onder het smeltpunt van BA (80°C)
ligt. De extrusietemperatuur van het andere extrudaat (F19) bedroeg 80°C en ligt in
het smeltgebied van BA. De procesparameters van de formulaties worden
weergegeven in tabel 3.1. Figuur 4.8 geeft de vrijstelling van MPT weer uit beide
extrudaten.
De vrijstelling van MPT uit beide extrudaten verliep zeer gelijkaardig (figuur
4.8). Dit was niet te verwachten. Er werd immers aangenomen dat BA wel bij 80°C
gesmolten was, maar niet bij 62°C. Het al dan niet gesmolten zijn van BA tijdens
extrusie werd verondersteld een invloed uit te oefenen op de vaste toestand van
MPT in de extrudaten. Hierdoor zou eveneens de geneesmiddelvrijstelling uit de
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
0,3 kg/h (F18)
0,2 kg/h (F22)
A
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
0,2 kg/h (F23)
0,3 kg/h (F3)
B

34
Figuur 4.8: De vrijstelling van MPT uit de extrudaten opgebouwd uit 30% MPT
en 70% BA, geëxtrudeerd bij een verschillende temperatuur
extrudaten beïnvloed worden. In-line Raman spectroscopie is vereist om deze
vaststelling te kunnen verklaren.
4.5.1.2 Raman spectroscopie
Raman spectroscopie is een techniek die aangewend wordt om stoffen te
identificeren en hun kristalliniteit te bepalen. Moleculaire vibraties en het elektrisch
veld van licht kunnen interageren met elkaar. De hoeveelheid energie die hierbij
uitgewisseld wordt tussen de molecule en het licht is steeds gelijk aan het
energieverschil tussen twee vibratie-energieniveaus van de molecule. De
energieverschuiving die het invallend licht ondergaat, wordt het Ramaneffect
genoemd. Als lichtbron wordt bij Raman spectroscopie monochromatisch licht
gebruikt. Elke molecule wordt gekarakteriseerd door een eigen uniek Raman
spectrum [42]. In dit onderzoek werden spectra verzameld van zuivere stoffen,
fysische mengsels en formulaties om de kristalliniteit van de componenten te
bepalen en de aanwezigheid van nieuwe stoffen op te sporen, die mogelijks gevormd
werden door een reactie tussen twee of meerdere componenten.
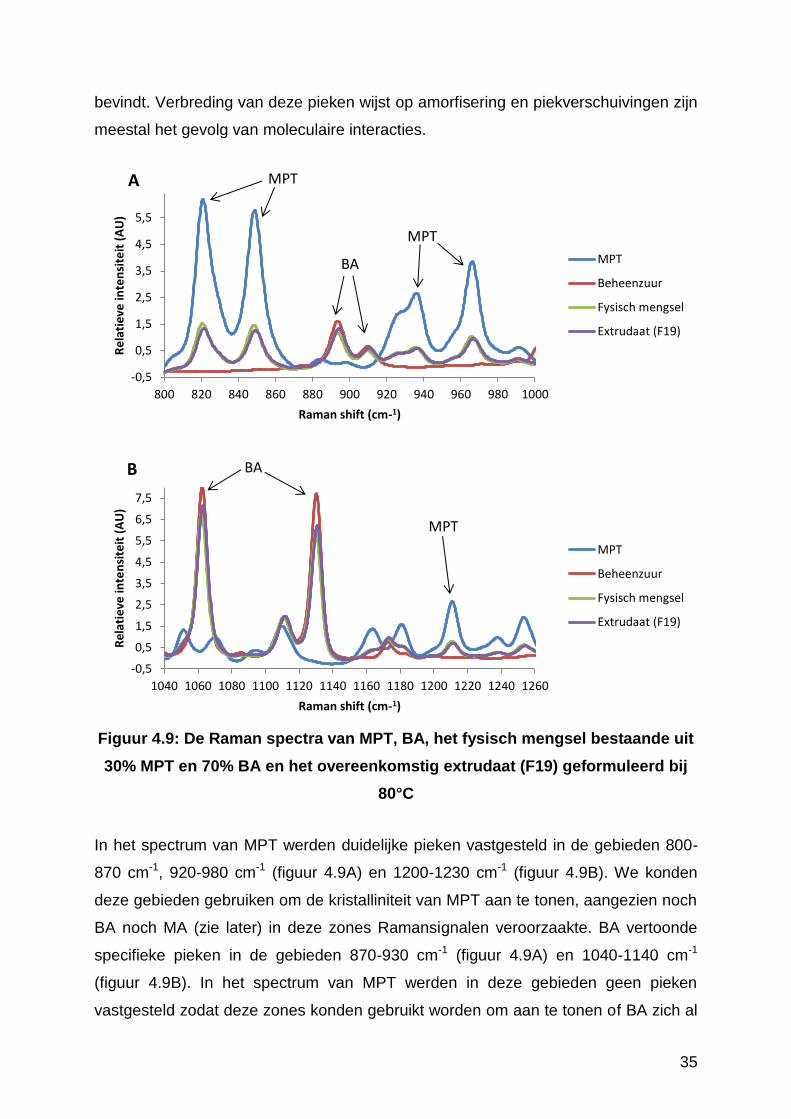
In figuur 4.9 worden de Raman spectra weergegeven van MPT, BA, het
fysisch mengsel bestaande uit 30% MPT en 70% BA en het overeenkomstig
extrudaat (F19) geformuleerd bij 80°C. De procesparameters waarbij dit extrudaat
geformuleerd werd, is te terug te vinden in tabel 3.1. Wanneer in deze spectra pieken
worden weergegeven, betekent dit dat de component zich in de kristallijne toestand
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
Extr.T < Tm BA (F17)
Extr.T > Tm BA (F19)
35
bevindt. Verbreding van deze pieken wijst op amorfisering en piekverschuivingen zijn
meestal het gevolg van moleculaire interacties.
Figuur 4.9: De Raman spectra van MPT, BA, het fysisch mengsel bestaande uit
30% MPT en 70% BA en het overeenkomstig extrudaat (F19) geformuleerd bij
80°C
In het spectrum van MPT werden duidelijke pieken vastgesteld in de gebieden 800-
870 cm-1, 920-980 cm-1 (figuur 4.9A) en 1200-1230 cm-1 (figuur 4.9B). We konden
deze gebieden gebruiken om de kristalliniteit van MPT aan te tonen, aangezien noch
BA noch MA (zie later) in deze zones Ramansignalen veroorzaakte. BA vertoonde
specifieke pieken in de gebieden 870-930 cm-1 (figuur 4.9A) en 1040-1140 cm-1
(figuur 4.9B). In het spectrum van MPT werden in deze gebieden geen pieken
vastgesteld zodat deze zones konden gebruikt worden om aan te tonen of BA zich al
-0,5
0,5
1,5
2,5
3,5
4,5
5,5
800 820 840 860 880 900 920 940 960 980 1000
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
Beheenzuur
Fysisch mengsel
Extrudaat (F19)
A MPT
MPT
BA
-0,5
0,5
1,5
2,5
3,5
4,5
5,5
6,5
7,5
1040 1060 1080 1100 1120 1140 1160 1180 1200 1220 1240 1260
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
Beheenzuur
Fysisch mengsel
Extrudaat (F19)
B BA
MPT
36
dan niet in de kristallijne toestand bevond. De Raman spectra van het fysisch
mengsel en het overeenkomstig extrudaat (F19) overlapten elkaar nagenoeg volledig
(figuur 4.9). De karakteristieke pieken van MPT en BA werden vastgesteld. Hieruit
kon besloten worden dat MPT en BA zich in de kristallijne toestand bevonden in het
extrudaat. In een voorgaande studie [1] werd ontdekt dat MPT zich deels in de
amorfe toestand bevond in prills bestaande uit 30% MPT en 70% BA. De Raman
spectra van deze prills vertoonden verbreding van de karakteristieke pieken van MPT
in het gebied 800-870 cm-1. In het gebied 920-980 cm-1 waren de karakteristieke
pieken van het geneesmiddel zelfs afwezig. De karakteristieke piek rond 1210 cm-1
onderging een verschuiving.
Figuur 4.10 geeft de Raman spectra weer van de twee extrudaten bestaande
uit 30% MPT en 70% BA waarvan de geneesmiddelvrijstelling reeds vergeleken werd
in 4.5.1.1. Het ene extrudaat (F17) werd geformuleerd bij 62°C (onder
smelttemperatuur van BA) en het andere (F19) bij 80°C (in het smeltgebied van BA).
De vrijstellingsprofielen van MPT uit deze extrudaten waren gelijkaardig (figuur 4.8).
Door de Raman spectra van beide formulaties te vergelijken werd de invloed van de
extrusietemperatuur op de vaste toestand van de componenten geanalyseerd.
Nadien werd nagegaan of deze invloed kon gelinkt worden aan de vaststelling dat de
extrusietemperatuur geen effect uitoefende op de geneesmiddelvrijstelling (zie
4.5.1.1).
De Raman spectra van beide formulaties vertoonden geen verschillen (figuur
4.10). In de gebieden 800-870 cm-1, 920-980 cm-1 (figuur 4.10A) en 1200-1260 cm-1
(figuur 4.10B) werden de specifieke pieken van MPT waargenomen, alsook die van
BA in de gebieden 870-930 cm-1 (figuur 4.10A) en 1040-1140 cm-1 (figuur 4.10B).
Hieruit kon worden besloten dat de twee componenten zich in beide extrudaten in de
kristallijne toestand bevonden, ondanks het verschil in extrusietemperatuur. Dit was
zoals reeds vermeld in 4.5.1.1 niet te verwachten. Er werd immers verondersteld dat
BA enkel bij 80°C gesmolten was, en niet bij 62°C. Voorts werd ook verondersteld
dat het al dan niet gesmolten zijn van BA tijdens extrusie een effect uitoefende op de
vaste toestand van de componenten in de extrudaten. Aangezien de torque van
beide extrusies gelijkaardig was (maximaal verschil van 12%) en tevens ook relatief
laag was, kon verondersteld worden dat deze geen extra invloed had op de vaste
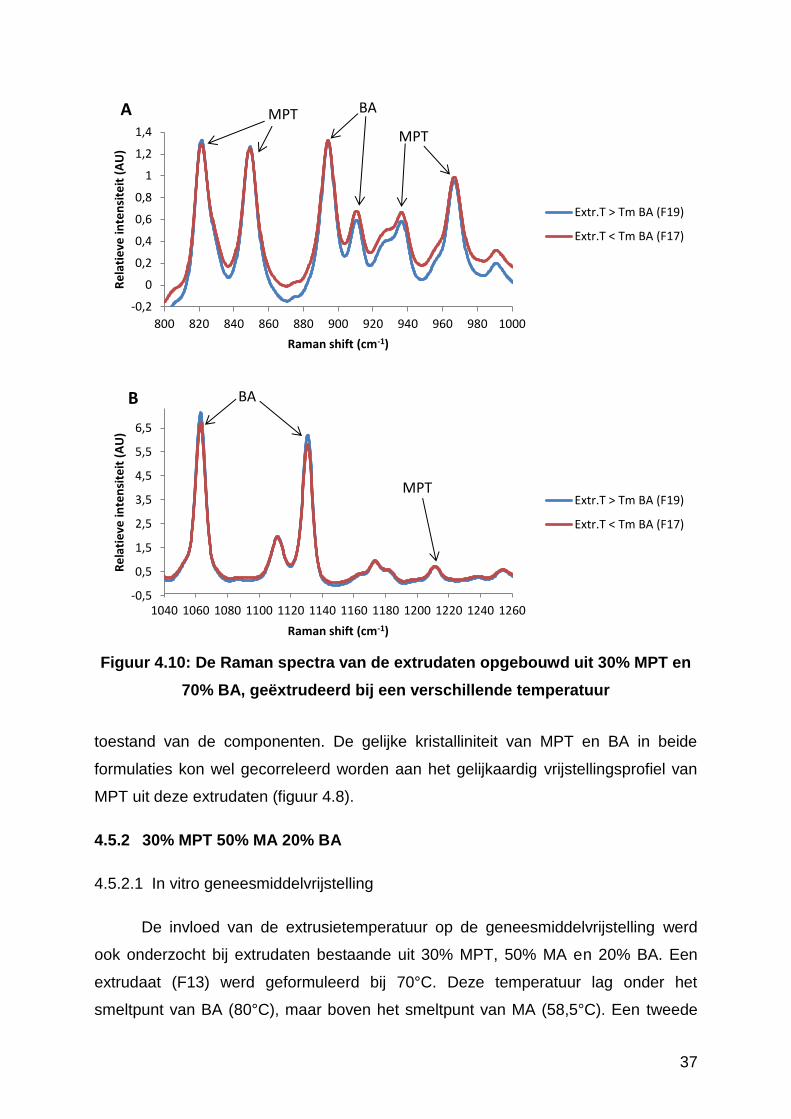
37
Figuur 4.10: De Raman spectra van de extrudaten opgebouwd uit 30% MPT en
70% BA, geëxtrudeerd bij een verschillende temperatuur
toestand van de componenten. De gelijke kristalliniteit van MPT en BA in beide
formulaties kon wel gecorreleerd worden aan het gelijkaardig vrijstellingsprofiel van
MPT uit deze extrudaten (figuur 4.8).
4.5.2 30% MPT 50% MA 20% BA
4.5.2.1 In vitro geneesmiddelvrijstelling
De invloed van de extrusietemperatuur op de geneesmiddelvrijstelling werd
ook onderzocht bij extrudaten bestaande uit 30% MPT, 50% MA en 20% BA. Een
extrudaat (F13) werd geformuleerd bij 70°C. Deze temperatuur lag onder het
smeltpunt van BA (80°C), maar boven het smeltpunt van MA (58,5°C). Een tweede
-0,2
0
0,2
0,4
0,6
0,8
1
1,2
1,4
800 820 840 860 880 900 920 940 960 980 1000
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm BA (F19)
Extr.T < Tm BA (F17)
A MPT
MPT
BA
-0,5
0,5
1,5
2,5
3,5
4,5
5,5
6,5
1040 1060 1080 1100 1120 1140 1160 1180 1200 1220 1240 1260
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm BA (F19)
Extr.T < Tm BA (F17)
B
MPT
BA
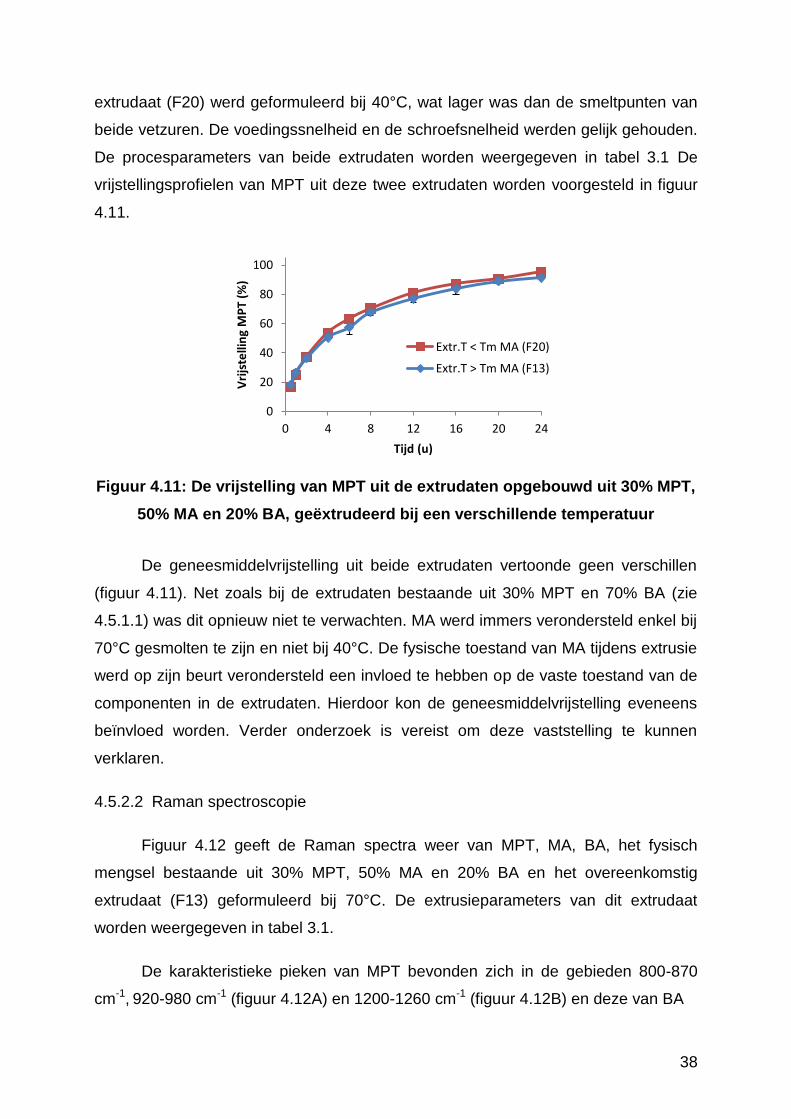
38
extrudaat (F20) werd geformuleerd bij 40°C, wat lager was dan de smeltpunten van
beide vetzuren. De voedingssnelheid en de schroefsnelheid werden gelijk gehouden.
De procesparameters van beide extrudaten worden weergegeven in tabel 3.1 De
vrijstellingsprofielen van MPT uit deze twee extrudaten worden voorgesteld in figuur
4.11.
Figuur 4.11: De vrijstelling van MPT uit de extrudaten opgebouwd uit 30% MPT,
50% MA en 20% BA, geëxtrudeerd bij een verschillende temperatuur
De geneesmiddelvrijstelling uit beide extrudaten vertoonde geen verschillen
(figuur 4.11). Net zoals bij de extrudaten bestaande uit 30% MPT en 70% BA (zie
4.5.1.1) was dit opnieuw niet te verwachten. MA werd immers verondersteld enkel bij
70°C gesmolten te zijn en niet bij 40°C. De fysische toestand van MA tijdens extrusie
werd op zijn beurt verondersteld een invloed te hebben op de vaste toestand van de
componenten in de extrudaten. Hierdoor kon de geneesmiddelvrijstelling eveneens
beïnvloed worden. Verder onderzoek is vereist om deze vaststelling te kunnen
verklaren.
4.5.2.2 Raman spectroscopie
Figuur 4.12 geeft de Raman spectra weer van MPT, MA, BA, het fysisch
mengsel bestaande uit 30% MPT, 50% MA en 20% BA en het overeenkomstig
extrudaat (F13) geformuleerd bij 70°C. De extrusieparameters van dit extrudaat
worden weergegeven in tabel 3.1.
De karakteristieke pieken van MPT bevonden zich in de gebieden 800-870
cm-1, 920-980 cm-1 (figuur 4.12A) en 1200-1260 cm-1 (figuur 4.12B) en deze van BA
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
Extr.T < Tm MA (F20)
Extr.T > Tm MA (F13)
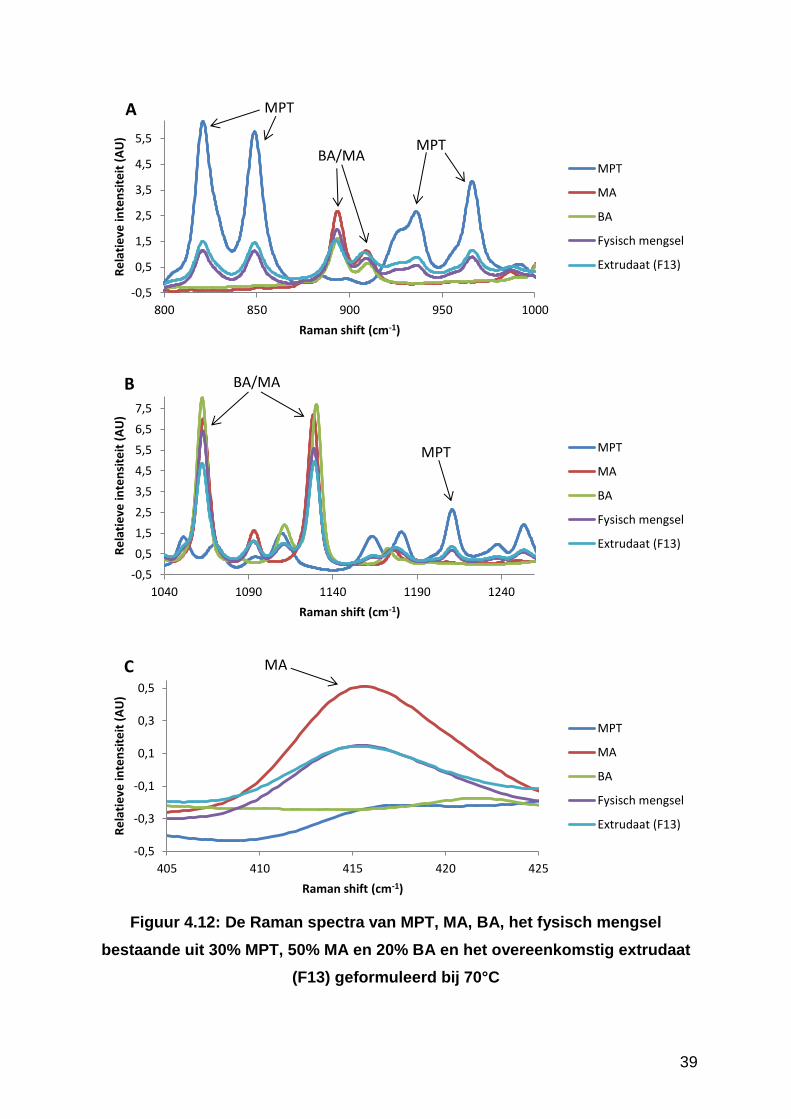
39
Figuur 4.12: De Raman spectra van MPT, MA, BA, het fysisch mengsel
bestaande uit 30% MPT, 50% MA en 20% BA en het overeenkomstig extrudaat
(F13) geformuleerd bij 70°C
-0,5
0,5
1,5
2,5
3,5
4,5
5,5
800 850 900 950 1000
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
MA
BA
Fysisch mengsel
Extrudaat (F13)
A MPT
MPT BA/MA
-0,5
0,5
1,5
2,5
3,5
4,5
5,5
6,5
7,5
1040 1090 1140 1190 1240
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
MA
BA
Fysisch mengsel
Extrudaat (F13)
B
MPT
BA/MA
-0,5
-0,3
-0,1
0,1
0,3
0,5
405 410 415 420 425
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
MA
BA
Fysisch mengsel
Extrudaat (F13)
C MA
40
in de gebieden 870-930 cm-1 (figuur 4.12A) en 1040-1140 cm-1 (figuur 4.12B) (zie
4.5.1.2). Het spectrum van MA vertoonde eveneens Raman signalen bij de
karakteristieke pieken van BA. Hierdoor konden de pieken in de gebieden 870-930
cm-1 (figuur 4.12A) en 1040-1140 cm-1 (figuur 4.12B) het gevolg zijn zowel van
kristallijn BA als van kristallijn MA. Om de kristalliniteit van MA te achterhalen werden
de Ramansignalen in het gebied 410-420 cm-1 bestudeerd. In dit gebied werden
enkel door MA pieken veroorzaakt, en niet door MPT of BA (figuur 4.12C). De
Raman spectra van het fysisch mengsel en het overeenkomstig extrudaat (F13)
waren gelijkaardig (figuur 4.12). De karakteristieke pieken van MPT, BA/MA en MA
werden vastgesteld. Hieruit konden we besluiten dat MPT, BA en MA zich in de
kristallijne toestand bevonden in het extrudaat.
In figuur 4.13 worden de Raman spectra weergegeven van beide extrudaten
bestaande uit 30% MPT, 50% MA en 20% StA waarvan de geneesmiddelvrijstelling
reeds vergeleken werd in 4.5.2.1. Het ene extrudaat (F13) werd geformuleerd bij
70°C (onder het smeltpunt van BA (80°C), maar boven het smeltpunt van MA
(58,5°C)) en het andere extrudaat (F20) bij 40°C (onder het smeltpunt van beide
vetzuren). Beide extrudaten veroorzaakten een gelijkaardige vrijstelling van MPT
(figuur 4.11). De Raman spectra van deze formulaties werden vergeleken om de
invloed van de extrusietemperatuur op de vaste toestand van MPT, BA en MA te
analyseren. Nadien werd onderzocht of deze invloed gecorreleerd kon worden aan
de geneesmiddelvrijstelling uit de extrudaten.
De Raman spectra van beide extrudaten waren gelijkaardig (figuur 4.13). De
karakteristieke pieken van MPT werden vastgesteld in de gebieden 800-870 cm-1,
920-980 cm-1 (figuur 4.13A) en 1200-1260 cm-1 (figuur 4.13B). In de gebieden 870-
930 cm-1 (figuur 4.13A) en 1040-1140 cm-1 (figuur 4.13B) werden de specifieke
Ramansignalen afkomstig van BA/MA weergegeven. De kristalliniteit van MA werd
aangetoond door de piek in het gebied 410-420 cm-1 (figuur 4.13C). Hieruit kon
besloten worden dat alle drie de componenten zich in beide formulaties in de
kristallijne toestand bevonden. Bijgevolg had de extrusietemperatuur geen invloed op
de vaste toestand van de componenten. Dit was zoals reeds eerder vermeld niet te
verwachten. De gelijke kristalliniteit van alle componenten in beide formulaties kon
ook hier gecorreleerd worden aan de gelijkaardige vrijstelling van MPT (figuur 4.11).
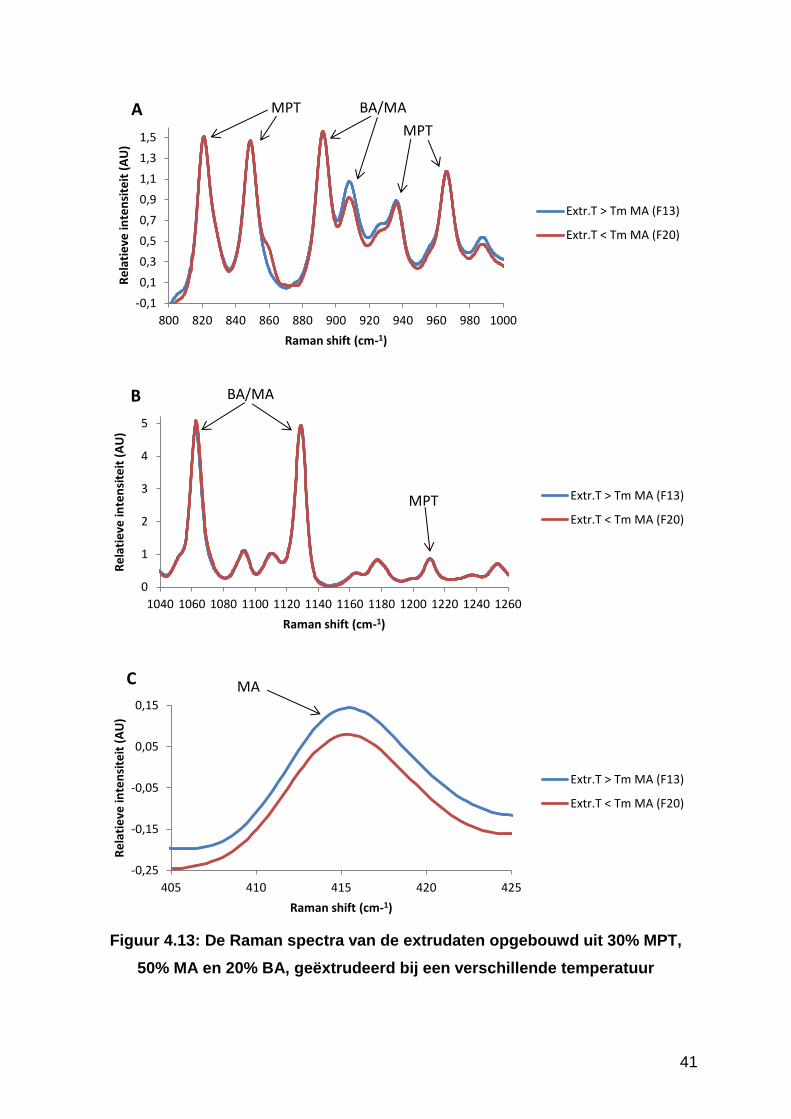
41
Figuur 4.13: De Raman spectra van de extrudaten opgebouwd uit 30% MPT,
50% MA en 20% BA, geëxtrudeerd bij een verschillende temperatuur
-0,1
0,1
0,3
0,5
0,7
0,9
1,1
1,3
1,5
800 820 840 860 880 900 920 940 960 980 1000
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm MA (F13)
Extr.T < Tm MA (F20)
A MPT
MPT
BA/MA
0
1
2
3
4
5
1040 1060 1080 1100 1120 1140 1160 1180 1200 1220 1240 1260
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm MA (F13)
Extr.T < Tm MA (F20)
B
MPT
BA/MA
-0,25
-0,15
-0,05
0,05
0,15
405 410 415 420 425
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm MA (F13)
Extr.T < Tm MA (F20)
C MA
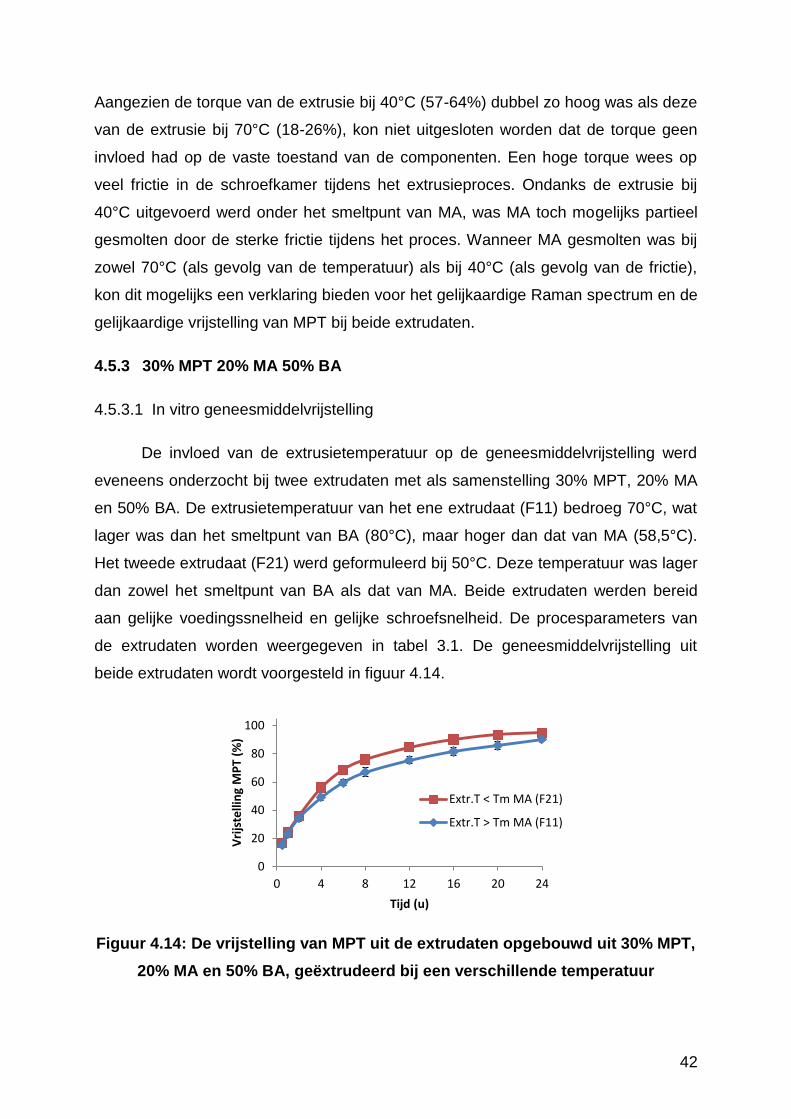
42
Aangezien de torque van de extrusie bij 40°C (57-64%) dubbel zo hoog was als deze
van de extrusie bij 70°C (18-26%), kon niet uitgesloten worden dat de torque geen
invloed had op de vaste toestand van de componenten. Een hoge torque wees op
veel frictie in de schroefkamer tijdens het extrusieproces. Ondanks de extrusie bij
40°C uitgevoerd werd onder het smeltpunt van MA, was MA toch mogelijks partieel
gesmolten door de sterke frictie tijdens het proces. Wanneer MA gesmolten was bij
zowel 70°C (als gevolg van de temperatuur) als bij 40°C (als gevolg van de frictie),
kon dit mogelijks een verklaring bieden voor het gelijkaardige Raman spectrum en de
gelijkaardige vrijstelling van MPT bij beide extrudaten.
4.5.3 30% MPT 20% MA 50% BA
4.5.3.1 In vitro geneesmiddelvrijstelling
De invloed van de extrusietemperatuur op de geneesmiddelvrijstelling werd
eveneens onderzocht bij twee extrudaten met als samenstelling 30% MPT, 20% MA
en 50% BA. De extrusietemperatuur van het ene extrudaat (F11) bedroeg 70°C, wat
lager was dan het smeltpunt van BA (80°C), maar hoger dan dat van MA (58,5°C).
Het tweede extrudaat (F21) werd geformuleerd bij 50°C. Deze temperatuur was lager
dan zowel het smeltpunt van BA als dat van MA. Beide extrudaten werden bereid
aan gelijke voedingssnelheid en gelijke schroefsnelheid. De procesparameters van
de extrudaten worden weergegeven in tabel 3.1. De geneesmiddelvrijstelling uit
beide extrudaten wordt voorgesteld in figuur 4.14.
Figuur 4.14: De vrijstelling van MPT uit de extrudaten opgebouwd uit 30% MPT,
20% MA en 50% BA, geëxtrudeerd bij een verschillende temperatuur
0
20
40
60
80
100
0 4 8 12 16 20 24
Vri
jste
llin
g M
PT
(%)
Tijd (u)
Extr.T < Tm MA (F21)
Extr.T > Tm MA (F11)
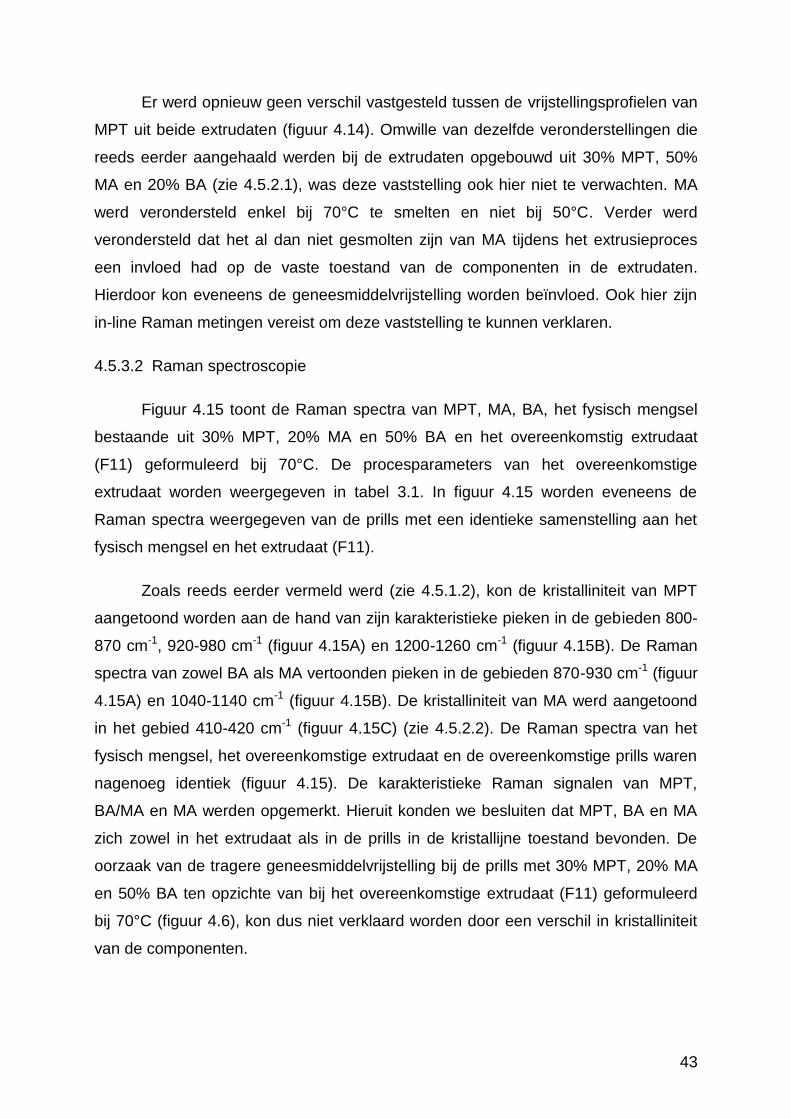
43
Er werd opnieuw geen verschil vastgesteld tussen de vrijstellingsprofielen van
MPT uit beide extrudaten (figuur 4.14). Omwille van dezelfde veronderstellingen die
reeds eerder aangehaald werden bij de extrudaten opgebouwd uit 30% MPT, 50%
MA en 20% BA (zie 4.5.2.1), was deze vaststelling ook hier niet te verwachten. MA
werd verondersteld enkel bij 70°C te smelten en niet bij 50°C. Verder werd
verondersteld dat het al dan niet gesmolten zijn van MA tijdens het extrusieproces
een invloed had op de vaste toestand van de componenten in de extrudaten.
Hierdoor kon eveneens de geneesmiddelvrijstelling worden beïnvloed. Ook hier zijn
in-line Raman metingen vereist om deze vaststelling te kunnen verklaren.
4.5.3.2 Raman spectroscopie
Figuur 4.15 toont de Raman spectra van MPT, MA, BA, het fysisch mengsel
bestaande uit 30% MPT, 20% MA en 50% BA en het overeenkomstig extrudaat
(F11) geformuleerd bij 70°C. De procesparameters van het overeenkomstige
extrudaat worden weergegeven in tabel 3.1. In figuur 4.15 worden eveneens de
Raman spectra weergegeven van de prills met een identieke samenstelling aan het
fysisch mengsel en het extrudaat (F11).
Zoals reeds eerder vermeld werd (zie 4.5.1.2), kon de kristalliniteit van MPT
aangetoond worden aan de hand van zijn karakteristieke pieken in de gebieden 800-
870 cm-1, 920-980 cm-1 (figuur 4.15A) en 1200-1260 cm-1 (figuur 4.15B). De Raman
spectra van zowel BA als MA vertoonden pieken in de gebieden 870-930 cm-1 (figuur
4.15A) en 1040-1140 cm-1 (figuur 4.15B). De kristalliniteit van MA werd aangetoond
in het gebied 410-420 cm-1 (figuur 4.15C) (zie 4.5.2.2). De Raman spectra van het
fysisch mengsel, het overeenkomstige extrudaat en de overeenkomstige prills waren
nagenoeg identiek (figuur 4.15). De karakteristieke Raman signalen van MPT,
BA/MA en MA werden opgemerkt. Hieruit konden we besluiten dat MPT, BA en MA
zich zowel in het extrudaat als in de prills in de kristallijne toestand bevonden. De
oorzaak van de tragere geneesmiddelvrijstelling bij de prills met 30% MPT, 20% MA
en 50% BA ten opzichte van bij het overeenkomstige extrudaat (F11) geformuleerd
bij 70°C (figuur 4.6), kon dus niet verklaard worden door een verschil in kristalliniteit
van de componenten.
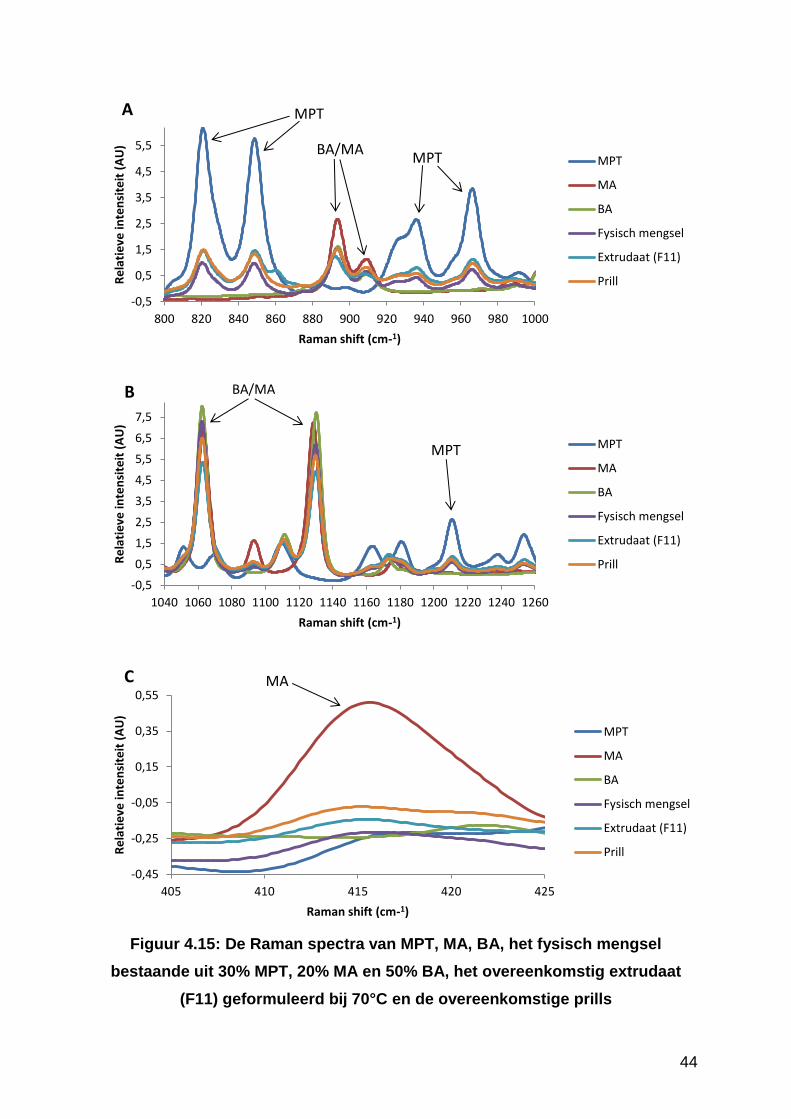
44
Figuur 4.15: De Raman spectra van MPT, MA, BA, het fysisch mengsel
bestaande uit 30% MPT, 20% MA en 50% BA, het overeenkomstig extrudaat
(F11) geformuleerd bij 70°C en de overeenkomstige prills
-0,5
0,5
1,5
2,5
3,5
4,5
5,5
800 820 840 860 880 900 920 940 960 980 1000
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
MA
BA
Fysisch mengsel
Extrudaat (F11)
Prill
A
MPT BA/MA
MPT
-0,5
0,5
1,5
2,5
3,5
4,5
5,5
6,5
7,5
1040 1060 1080 1100 1120 1140 1160 1180 1200 1220 1240 1260
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
MA
BA
Fysisch mengsel
Extrudaat (F11)
Prill
B
MPT
BA/MA
-0,45
-0,25
-0,05
0,15
0,35
0,55
405 410 415 420 425
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
MPT
MA
BA
Fysisch mengsel
Extrudaat (F11)
Prill
C MA
45
In figuur 4.16 worden de Raman spectra weergegeven van de twee extrudaten
waarvan de vrijstelling van MPT reeds vergeleken werd in 4.5.3.1. Deze formulaties
waren opgebouwd uit 30% MPT, 20% MA en 50% BA. Een extrudaat (F11) werd
geformuleerd bij 70°C (boven het smeltpunt van MA (58,5°C), maar onder dat van
BA (80°C)) en een tweede extrudaat (F21) bij 50°C (onder het smeltpunt van beide
vetzuren). Door de Raman spectra van beide formulaties te vergelijken, konden we
de invloed van de extrusietemperatuur op de vaste toestand van de componenten
analyseren. Nadien werd nagegaan of deze Raman analyse gelinkt kon worden aan
het vrijstellingsprofiel van MPT uit de extrudaten.
Beide extrudaten hadden zeer gelijkaardige Raman spectra (figuur 4.16). De
karakteristieke pieken van MPT werden opgemerkt in de gebieden 800-870 cm-1,
920-980 cm-1 (figuur 4.16A) en 1200-1260 cm-1 (figuur 4.16B). De spectra
vertoonden in de zones 870-930 cm-1 (figuur 4.16A) en 1040-1140 cm-1 (figuur
4.16B) de karakteristieke Raman signalen toe te wijzen aan BA/MA. De piek in het
gebied 410-420 cm-1 (figuur 4.16C) toonde de kristalliniteit van MA aan. Hieruit
volgde dat alle drie de componenten zich in beide formulaties in de kristallijne
toestand bevonden, ondanks het verschil in procestemperatuur. Deze vaststelling
was niet te verwachten (zie 4.5.3.1). Er werd aangenomen dat MA enkel gesmolten
was tijdens extrusie bij 70°C en niet bij 50°C. Dit verschil in fysische toestand van MA
tijdens beide extrusies werd verondersteld een invloed uit te oefenen op de vaste
toestand van de componenten in de extrudaten. De gelijke kristalliniteit van alle
componenten in beide formulaties kon opnieuw gecorreleerd worden aan het
gelijkaardig vrijstellingsprofiel van MPT (figuur 4.14). De torque van de extrusie bij
50°C (59-67%) was beduidend veel groter ten opzichte van deze van de extrusie bij
70°C (34-41%). Bijgevolg kon ook hier niet uitgesloten worden dat de torque geen
invloed had op de vaste toestand van de componenten. Mogelijks was MA partieel
gesmolten tijdens extrusie bij 50°C door de sterke frictie. Als MA zowel bij 70°C (als
gevolg van de temperatuur) als bij 50°C (als gevolg van de frictie) gesmolten was,
bood dit mogelijks een verklaring waarom de Raman spectra en de
vrijstellingsprofielen van MPT bij beide extrudaten gelijkaardig waren.
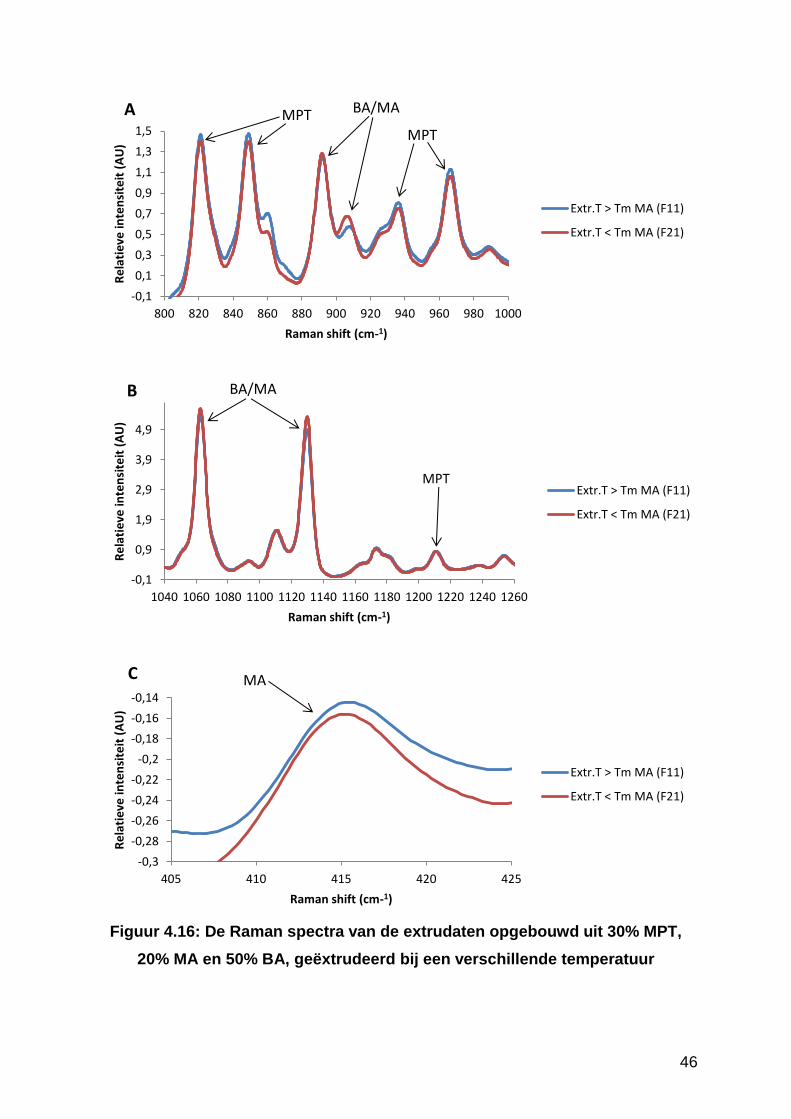
46
Figuur 4.16: De Raman spectra van de extrudaten opgebouwd uit 30% MPT,
20% MA en 50% BA, geëxtrudeerd bij een verschillende temperatuur
-0,1
0,1
0,3
0,5
0,7
0,9
1,1
1,3
1,5
800 820 840 860 880 900 920 940 960 980 1000
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm MA (F11)
Extr.T < Tm MA (F21)
A MPT BA/MA
MPT
-0,1
0,9
1,9
2,9
3,9
4,9
1040 1060 1080 1100 1120 1140 1160 1180 1200 1220 1240 1260
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm MA (F11)
Extr.T < Tm MA (F21)
B BA/MA
MPT
-0,3
-0,28
-0,26
-0,24
-0,22
-0,2
-0,18
-0,16
-0,14
405 410 415 420 425
Re
lati
eve
inte
nsi
teit
(A
U)
Raman shift (cm-1)
Extr.T > Tm MA (F11)
Extr.T < Tm MA (F21)
C MA
47
5 CONCLUSIE
In deze studie werden formulaties bestaande uit metoprololtartraat en
verschillende vetzuren succesvol aangemaakt via prilling en extrusie. De hierbij
gebruikte vetzuren waren beheenzuur, stearinezuur, palmitinezuur en myristinezuur.
De procestemperatuur speelde bij prilling slechts een kleine rol. Zolang deze hoog
genoeg was om de vetzuren te doen smelten, kon prilling eenvoudig uitgevoerd
worden. De procestemperatuur bij extrusie daarentegen was van groter belang. Om
goede extrudaten te formuleren, diende de temperatuur constant te worden
gehouden of geleidelijk te dalen doorheen de opeenvolgende segmenten van de
schroefkamer. De matrijstemperatuur speelde een zeer kritieke rol op het uitzicht van
de eindproducten.
Uit de vrijstellingsprofielen van MPT kon besloten worden dat de vrijstelling
sneller verliep uit de extrudaten in vergelijking met de prills, ondanks het kleiner
contactoppervlak van de extrudaten. Ook werd vastgesteld dat een hogere
geneesmiddelconcentratie aanleiding gaf tot een snellere geneesmiddelvrijstelling.
Van de vier gebruikte vetzuren veroorzaakte beheenzuur de traagste
geneesmiddelvrijstelling en palmitinezuur de snelste. Doordat beheenzuur de
traagste vrijstelling veroorzaakte, werd dit vetzuur als basiscomponent van de
verschillende geformuleerde matrices gebruikt. Tevens bleek toevoeging van
myristinezuur aan deze matrix meer in staat te zijn de vrijstelling van MPT te
vertragen ten opzichte van toevoeging van stearinezuur of palmitinezuur. Zowel bij
het toevoegen van stearinezuur, myristinezuur of palmitinezuur aan een
beheenzuurmatrix kon er geen rechtlijnig verband vastgesteld worden tussen de
vrijstellingssnelheid van MPT en het gehalte aan toegevoegd vetzuur.
Uit de studie over de invloed van de extrusieparameters werd besloten dat
zowel de voedingssnelheid als de procestemperatuur geen effect hadden op de
geneesmiddelvrijstelling uit de extrudaten.
De Raman spectra van de onderzochte formulaties toonden aan dat de
componenten zich in al deze extrudaten in de kristallijne toestand bevonden. Er werd
bijgevolg aangetoond dat de extrusietemperatuur geen invloed had op de vaste
toestand van de componenten.
48
6 LITERATUURLIJST
[1] A. Vervaeck, L. Saerens, B.G. De Geest, T. De Beer, R. Carleer, P. Adriaensens,
J.P. Remon, C. Vervaet, Prilling of fatty acids as a continuous process for the
development of controlled release multiparticulate dosage forms, European Journal
of Pharmaceutics and Biopharmaceutics 85 (2013) 587-596
[2] P. Pivette, V. Faivre, L. Mancini, C. Gueutin, G. Daste, M. Ollivon, S. Lesieur,
Controlled release of a highly hydrophilic API from lipid microspheres obtained by
prilling: Analysis of drug and water diffusion processes with X-ray-based methods,
Journal of Controlled Release 158 (2012) 393-402
[3] E. Ampe, A. Vervaeck, C. Vervaet, Prilling voor de ontwikkeling van
multiparticulaire doseervormen met onmiddellijke en gecontroleerde
geneesmiddelvrijgave, Masterproef UGent Faculteit Farmaceutische Wetenschepen,
Vakgroep Geneesmiddelenleer, Labo voor Farmaceutische Technologie, 2012-2013
[4] http://en.wikipedia.org/wiki/Prill (12/04/2014)
[5] http://www.aveka.com/colored-beads-visual-effects-food-applications.html
(12/04/2014)
[6] http://worldwidebusiness45.com/new%20product1.html (16/04/2014)
[7] P. Pivette, V. Faivre, G. Daste, M. Ollivon, S. Lesieur, Rapid cooling of lipid in a
prilling tower: Theoretical considerations and consequences on the structure of the
microspheres, J Therm Anal Calorim (2009) 98:47-55
[8] http://www.bytrade.com/html/photo1/1/67/66061_ori.jpg (30/05/2014)
[9] A. Almeida, B. Claeys, J.P. Remon, C. Vervaet, Hot-Melt Extrusion:
Pharmaceutical Applications: Hot-Melt Extrusion Developments in the
Pharmaceutical Industry. In D. Douroumis (Ed.) (2012), A. John Wiley & Sons, Ltd.,
Publication, UK, ISBN: 9780470711187
[10] http://www.glatt.com/cm/en/process-technologies/pelletizing/extrusion-
spheronization.html (19/04/2014)
49
[11] J. Breitenbach, Melt extrusion: from process to drug delivery technology,
European Journal of Pharmaceutics and Biopharmaceutics 54 (2002) 107-117
[12] M. Windbergs, S. Gueres, C. J. Strachan, P. Kleinebudde, Two-Step Solid Lipid
Extrusion as a Process to Modify Dissolution Behavior, AAPS PharmSciTech, Vol.
11, No. 1, March 2010
[13] C. Reitz, P. Kleinebudde, INFLUENCE OF THERMAL AND THERMO-
MECHANICAL TREATMENT Comparison of two lipids with respect to their suitability
for solid lipid extrusion, Journal of Thermal Analysis and Calorimetry, Vol. 89 (2007)
3, 669-673
[14] M. Windbergs, C. J. Strachan, P. Kleinebudde, Influence of the composition of
glycerides on the solid-state behaviour and the dissolution profiles of solid lipid
extrudates, International Journal of Pharmaceutics 381 (2009) 184-191
[15] C. Reitz, P. Kleinebudde, Solid lipid extrusion of sustained release dosage
forms, European Journal of Pharmaceutics 67 (2007) 440-448
[16] K. Pielichowski, K. Flejtuch, Differential Scanning Calorimetry Study of Blends of
Poly(ethylene glycol) with Selected Fatty Acids, Macromol. Mater. Eng. 2003, 288,
259-264
[17] http://www.glatt.com/cm/de/pharmaceutical-services/formulations-and-
technologies/drug-release-profiles.html (16/04/2014)
[18] M. Windbergs, M. Haaser, C. M. McGoverin, K. C. Gordon, P. Kleinebudde, C. J.
Strachan, Investigating the Relationship between Drug Distribution in Solid Lipid
Matrices and Dissolution Behaviour Using Raman Spectroscopy and Mapping,
Journal of Pharmaceutical Sciences, Vol. 99, NO. 3, March 2010
[19] Bijsluiter: informatie voor de gebruiker: Decapeptyl Sustained Release 3,75 mg
poeder en oplosmiddel voor suspensie voor injectie: Triptoreline (14/04/2014)
[20] http://www.medicinenet.com/theophylline_sustained_release-oral/article.htm
(14/04/2014)
50
[21] M. N. V. R. Kumar, N. Kumar, Polymeric Controlled Drug-Delivery Systems:
Perspective Issues and Opportunities, Drug Development and Industrial Pharmacy,
27(1), 1-30 (2001)
[22] http://www.fda.gov/drugs/drugsafety/Informationbydrugclass/ucm251735.htm
(16/04/2014)
[23] C. Leuner, J. Dressman, Improving drug solubility for oral delivery using solid
dispersions, European Journal of Pharmaceutics and Biopharmaceutics 50 (2000)
47-60
[24] http://knsmedia.tradeindia.com/capsule-section-598976.html (15/04/2014)
[25] http://www.drugbank.ca/drugs/DB00264 (20/04/2014)
[26] MARTINDALE The Complete Drug Reference 36th edition, 1338-1339
[27] http://www.scbt.com/datasheet-205751-metoprolol-tartrate.html (17/05/2014)
[28] GECOMMENTARIEERD GENEESMIDDELENREPERTORIUM 2012, BCFI,
D/2012/0435/1, 56-57
[29] http://www.rxlist.com/lopressor-drug.htm (20/04/2014)
[30] THE MERCK INDEX 8th edition
[31] http://nl.wikipedia.org/wiki/Beheenzuur (23/04/2014)
[32] http://commons.wikimedia.org/wiki/File:Behens%C3%A4ure_Skelett.svg
(20/04/2014)
[33] D. Desai, S. Kothari, M. Huang, Solid-state interaction of stearic acid with
povidone and its effect on dissolution stability of capsules, International Journal of
Pharmaceutics 354 (2008) 77-81
[34] http://nl.wikipedia.org/wiki/Stearinezuur (23/04/2014)
[35] http://www.antonides.com/producten/00002-202S12 (20/04/2014)
[36] http://en.wikipedia.org/wiki/Palmitic_acid (23/04/2014)
51
[37] http://www.misterie.be/Beeld/Palmitinezuur.gif (20/04/2014)
[38] G. A. Burdock, I. G. Carabin, Safety assessment of myristic acid as a food
ingredient, Food and Chemical Toxicology 45 (2007) 517-529
[39] http://commons.wikimedia.org/wiki/File:Myristins%C3%A4ure_Skelett.svg
(20/04/2014)
[40] A. T. M. Serajuddin (Ph.D.), MELT EXTRUSION AND MELT GRANULATION
PROCESSES IN DEVELOPMENT OF DRUG REPORTS, St. John’s University,
Queens, New York
[41] http://books.google.be/books?id=lLx4GzA-7AUC&pg=PA15&redir_esc=y#v=one
page&q=mean%20feret&f= false (27/04/2014)
[42] http://nl.wikipedia.org/wiki/Ramanspectroscopie (5/5/2014)
EVENING LECTURES
INAUGURAL LECTURE: IMPACT OF THE PHARMACEUTICAL SCIENCES OVER
THE PAST 50 YEARS AND … QUO VADIS?
50 jaar geleden was de behandeling van verschillende aandoeningen door
middel van geneesmiddelen vaak zeer gelimiteerd. Zo waren er nog geen
geneesmiddelen op de markt tegen bepaalde dodelijke parasitaire en virale infecties.
Er bestonden eveneens nog geen orale contraceptiva of geneesmiddelen die het
cholesterolgehalte in het bloed kunnen verlagen.
Vandaag de dag is de farmaceutische wereld heel wat verder geëvolueerd. Er
wordt veel meer controle uitgeoefend op de farmaceutische markt. Er dienen
bijvoorbeeld verslagen van potentiële farmaca omtrent de farmacokinetiek en de
toxiciteit goedgekeurd te worden door verschillende autoritaire organisaties, alvorens
het geneesmiddel ontwikkeld en gebruikt mag worden. Dit zorgt er onder andere voor
dat het aantal nieuwe formulaties per tijdseenheid verder blijft afslanken. Daarnaast
worden steeds meer verschillende soorten formulaties op de markt gebracht die in
staat zijn de bestaande therapieën te verbeteren. Het belang van nieuwe
onderzoeksdomeinen zoals de genetica wordt alsmaar groter, evenals de interesse
in gepersonaliseerde behandelingen van aandoeningen. Nieuwe
onderzoekstechnieken hebben ervoor gezorgd dat het mechanisme van vele
pathologieën opgehelderd werd tot op cellulair en moleculair niveau. Hierdoor
kunnen naast de klachten ook de oorzaken van aandoeningen beter behandeld
worden. Ondanks de grote evoluties zijn er toch nog steeds beperkingen in de
farmaceutische industrie. Zo zijn we bijvoorbeeld nog niet in staat insuline oraal toe
te dienen, wat veel gebruiksvriendelijker is in vergelijking met de injecties.
Algemeen zal het DDD-concept van groot belang blijven. DDD is de afkorting
voor ‘Diagnosis, Drugs and Devices (diagnose, geneesmiddelen en doseervormen)’.
Een uitgebreidere kennis van de apotheker over pathologieën, behandelingswijzen
en geneesmiddelen zal in de toekomst vereist worden.
Persoonlijk denk ik dat er nog meer energie en financiële middelen
geïnvesteerd moeten worden in de samenwerking tussen geneeskundigen en
apothekers, aangezien hun vakgebieden elkaar steeds meer overlappen. Dit uit zich
reeds in de toenemende interesse voor de farmaceutische zorg verleend door
apothekers. Doordat de productie van geneesmiddelen alsmaar meer
geautomatiseerd gebeurt, zal deze interesse blijven toenemen.
BIOTECH TAKES OVER AND WE BETTER BE PREPARED
GENERIC PARADIGM REVISITED: BIOSIMILARS AND NON-BIOLOGICAL-
COMPLEX DRUGS
De farmaceutische biotechnologie, die instaat voor de productie van
zogenaamde biologicals, geniet heden ten dage veel interesse. Voorbeelden van
dergelijke biologicals zijn hormonen, groeifactoren, enzymen en monoklonale
antilichamen. Ook veelgebruikte antigenen in vaccins werden biotechnologisch
aangemaakt. Het productieproces van biologicals is relatief duur en ingewikkeld. Er is
zowel in-line als off-line controle vereist om de hoge kwaliteit en zuiverheid ervan te
verzekeren. Biologicals kunnen vaak onmogelijk oraal toegediend worden, waardoor
ze veelal geïnjecteerd moeten worden, al dan niet via micronaalden. Ze hebben
tevens een groot moleculair gewicht, wat ervoor zorgt dat het transport in het lichaam
niet verloopt via het bloedvatenstelsel, maar wel via de lymfevaten. Dit geeft
aanleiding tot een variërende biologische beschikbaarheid tussen verschillende
patiënten. Biosimilars zijn de generieken van biologicals en zijn bijgevolg goedkoper.
Ik heb het gevoel dat het belang van biologicals in de toekomst alleen maar
groter zal worden. Het is dus van cruciaal belang de farmaceutische biotechnologie
optimaal te ondersteunen en te promoten, zodat de reeds bestaande
geneesmiddelen verder kunnen geoptimaliseerd worden en nieuwe biologicals
kunnen ontwikkeld worden. Dit zal ons in staat stellen allerlei aandoeningen te
behandelen, waartegen momenteel nog geen geneesmiddelen op de markt zijn.
SCENARIOS FOR THE FUTURE OF THE PHARMACEUTICAL SCIENCES AND
IMPLICATIONS
INNOVATION STRATEGIES AND PUBLIC-PRIVATE PARTNERSHIPS
THE CHANGING ROLE OF THE PHARMACIST IN AN INTERNATIONAL
PERSPECTIVE (FIP)
De toekomst van de farmaceutische industrie is moeilijk te voorspellen. Het zal
altijd belangrijk zijn zich snel te kunnen aanpassen aan nieuwe ontdekkingen en
technieken. De farmaceutische industrie staat in voor de ontwikkeling en de productie
van geneesmiddelen, terwijl de academische wereld nieuwe mechanismes probeert
op te helderen en nieuwe technieken tracht uit te vinden. Een nauwere
samenwerking tussen deze twee instanties zou de farmaceutische evolutie kunnen
stimuleren. Wetenschappen betekent geld omzetten naar ideeën, het omgekeerde
heet innovatie. Vaak is de patiënt te weinig op de hoogte van de gebruikswijze een
geneesmiddel. Daarnaast worden veel geneesmiddelen off-label gebruikt en voldoet
de therapietrouw niet om een effectieve behandeling in te zetten. In dergelijke
gevallen dient de apotheker steeds meer in te grijpen. Hiervoor werd een nieuwe
subdivisie in de farmaceutische industrie ontwikkeld, nl de farmaceutische zorg.