2011 11-15 themadag am voor metaal en keramiek - lasercladden - marleen rombouts - vito
Upload
eisma-media-groep-bvCategory
view
288download
10description

metaalM A G A Z I N E
In dit nummer:
Amada neemt verkoop in eigen hand
Netwerken op metaalbeurzen Opspannen met
vacuüm Welding Week Arbo en veiligheid
Nieuwtjes EMO 2011 Technologische
ontwikkelingen Druk op doorlooptijden
Enorme productie smartphones
J a a r g a n g 4 9 | 8 - 2 0 1 1
D é k e n n i s b r o n v o o r d e m e t a a l
w w w . m e t a a l m a g a z i n e . n l
01_Cover8 03-10-11 17:05 Pagina 1
Rexroth. Uw essentiële partner voor elektro-hydrauliekSlimme elektro-hydrauliek geeft meer mogelijkheden. Combineer hydrauliek enelektronica voor slimmere, eenvoudigere en easier-to-use toepassingen. Rexroth elektrohydraulische besturingssystemen geven u meer mogelijkheden, zodat u uw systeem optimaal kunt inrichten. Elimineer de complexiteit en kosten van hydraulischestuurleidingen. Lagere ontwerp- en montagekosten met eenvoudige bekabeling.Hogere betrouwbaarheid tegen lagere kosten en verbeterde gebruiksvriendelijkheid.Breng ook uw systeem naar het nieuwe niveau van eenvoudige perfectie met uwessentiële partner in mobiel hydrauliek. Bosch Rexroth. The Drive & Control Company
Hydrauliek:Maakt het krachtig
Elektronica:Maakt het slim
www.boschrexroth.nl
Onze tweets op Twitter zijn een handige, ei-
gentijdse manier om het nieuws in de me-
taalbranche te volgen. Twitter is een inter-
netdienst waarbij gebruikers korte berichtjes
publiceren.
Op http://twitter.com/Metaalmagazine krijgt
u een indruk van onze berichtgeving. Meld
u ook aan voor Twitter en ‘follow’ Metaal
Magazine om steeds snel op de hoogte te
zijn van het metaalnieuws. Dus twitter met
ons mee vanaf uw pc of mobiele telefoon.
Voorpagina:De EMO 2011 in Han-
nover (D) is eind sep-
tember bezocht door
pakweg 140.000 be-
zoekers. In vergelij-
king met 2007 toen 166.500 bezoekers naar
de grote metaalbeurs kwamen is dit een te-
ruggang met 26.500 bezoekers. In dit num-
mer op zes pagina’s door middel van foto’s
een eerste impressie van de grote metaal-
beurs. Op de coverfoto vernieuwend frees-
werk van Hermle (foto: Reinold Tomberg)
nieuws4 Code verantwoord ondernemen
5 Centerpunt
6 Samenwerking Stodt en Trumpf
9 Marktimpuls
metaalbewerken10 Verkoop in eigen hand
Amada heeft de verkoop van haar machines,
onderdelen en software, inclusief service en on-
derhoud, op de Nederlandse markt in eigen
hand genomen. “De markt direct bedienen”
beurs13 Netwerken op metaalbeurzen
Metavak is van 8 tot en met 10 november een
trefpunt waar de verspanende en niet-verspa-
nende metaalindustrie elkaar kunnen ontmoe-
ten. En er komen nog meer beurzen
metaalbewerken14 Opspannen met vacuüm
Het opspannen van producten met behulp van
vacuüm is nog verre van alledaags. Toch kan het
in bepaalde situaties een productieve oplossing
zijn, blijkt uit de praktijk van Mefion in Ommen
verbinden16 Welding Week
Welding Week in Antwerpen geeft een over-
zicht van producten en diensten die ingezet
worden voor het lassen, verbinden en snijden
van metalen en kunststoffen
metaalbewerken22 Arbo en veiligheid
“De grootste arbeidsrisico’s voor onze mensen
zijn het snijden en pletten”, vertelt Winfried
Buyk, veiligheids- en onderhoudssupervisor bij
Flowserve
beurs24 Highlights EMO Hannover
De EMO 2011 stond weer helemaal bol van het
nieuws. In deze Metaal Magazine een fotopre-
sentatie van de nieuwtjes die de redactie in
Hannover heeft gevonden
forumdiscussie30 Innovatieve oplossingen
Met de opkomst van nieuwe materialen wor-
den leveranciers uitgedaagd om met innova-
tieve oplossingen te komen. De deelnemers
aan de Vimag-forumdiscussie bespreken de
trends
toeleveren34 Druk op doorlooptijden
Volgens Eelco Osse van Boessenkool is de druk
op de doorlooptijden enorm toegenomen. Om
de capaciteit op te krikken heeft het bedrijf
geïnvesteerd in een grote carrouseldraaibank
van Hankook
metaalbewerken36 Enorme productie smartphones
Het is de enorme vraag naar smartphones en ta-
bletcomputers die de productie van elektronica
in Azië een vlucht geeft. Metaal Magazine be-
zocht de fabriek van Sodick in Bangkok
productnieuws40 15x sneller lassen
42 Radiaalklinken bij molens
inhoud oktober
(Advertentie)
Volg Metaal Magazine op Twitter
metaalM A G A Z I N E
In dit nummer:
Amada neemt verkoop in eigen hand
Netwerken op metaalbeurzen Opspannen met
vacuüm Welding Week Arbo en veiligheid
Nieuwtjes EMO 2011 Technologische
ontwikkelingen Druk op doorlooptijden
Enorme productie smartphones
J a a r g a n g 4 9 | 8 - 2 0 1 1
D é k e n n i s b r o n v o o r d e m e t a a l
w w w . m e t a a l m a g a z i n e . n l
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 3
3x op uw deurmat voor maar 15 euro !
Mail uw gegevens naar [email protected]
03_Inhoud 03-10-11 17:13 Pagina 3
4 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
N I E U W S
heid, gezondheid, milieu, wijze van manage-
ment en de ethiek van het ondernemen. Daar-
naast werkt Océ met een lijst met verboden
stoffen: aan materialen uit Congo bijvoorbeeld
“kleeft bloed” en die mogen niet ingezet wor-
den.
Volgens Michaël van Straalen, voorzitter van de
Metaalunie, krijgen zijn leden steeds vaker van
uitbesteders de vraag in welke mate door hen
maatschappelijk verantwoord wordt onderno-
men. Kinderarbeid noemde hij als voorbeeld
van een criterium voor een uitbesteder om een
order niet te gunnen. Het antwoord op die
vraag wordt dus in de nabije toekomst meer en
meer bepalend voor de omzet van een toeleve-
rancier. Bovendien moeten toeleveranciers als
de leden van de Metaalunie aan een grote uit-
besteder aan Océ laten zien, dus borgen, dat
het gewenste gedrag op het gebied van MVO
ook inderdaad zo is. Certificering van het MVO-
gedrag is daarbij het ultieme doel.
De digitale MVO-monitor van de Metaalunie
die in Hardenberg gepresenteerd is, kan daarbij
een basis vormen. Door online vragen te beant-
woorden met ja of nee ziet een metaalbewer-
ker waar het bedrijf staat gelet op verantwoord
gedrag en welke acties ondernomen moeten
worden om eventuele hiaten te dichten. De
MVO-monitor van de Metaalunie is gebaseerd
op de Europese ISO-26000 richtlijn.
N I E U W S
Tijdens een bijeenkomst in Hardenberg is het eerste Metaalunie MVO-certificaat
uitgereikt aan Jansen Venneboer. MVO is de afkorting voor ‘Maatschappelijk
Verantwoord Ondernemen’. Oftewel: ook bedrijven in de metaalbranche moeten
meetbaar hun verantwoording nemen.
Code verantwoord ondernemen
“Sociale criteria bij inkoopbeleid komen eraan.”
Dit was de boodschap van Annette Augustijn,
programmadirecteur Duurzaam van Rijkswater-
staat, ter gelegenheid van de lancering van de
digitale Metaalunie MVO-monitor begin sep-
tember tijdens de TIV in Hardenberg. De bood-
schap is dat het nu niet alleen maar om om ‘pro-
fit’ gaat, maar ook om ‘people’ en ‘planet’. De
drie P’s van MVO. Dat drietal moet met elkaar
in evenwicht zijn. Dit vanuit de gedachte dat we
als wereldburgers verantwoordelijk zijn voor
ons gedrag richting medemens en moeder
aarde. Die sociale criteria zijn niet vrijblijvend.
Integendeel: in Hardenberg vertelde Judith
Voermans, Sustainability Officer van Océ Neder-
land, dat bij haar bedrijf toeleveranciers de
EICC-gedragscode moeten ondertekenen (Elec-
tronic Industry Citizen CoalItion). In die code zijn
afspraken gemaakt over arbeidsomstandighe-
den in de elektronische industrie gelet op veilig-
Jazo maakt MVO meetbaarMet als doel om gecertificeerd te raken op niveau 3 van de MVO-Prestatieladder heeft Jazo
Zevenaar ambities geformuleerd en een MVO managementsysteem ingevoerd. MVO meet-
baar maken is volgens Jazo een uitdaging, de internationaal erkende norm ISO-26000 is im-
mers niet certificeerbaar, terwijl opdrachtgevers dit wel vragen. Jazo heeft ervoor gekozen om
door het PKM een nulscan uit te laten voeren ten behoeve van certificering op de MVO pres-
tatieladder. Het MVO managementsysteemcertificaat is in de visie van Jazo een objectief be-
wijsmiddel dat een bedrijf of organisatie een managementsysteem heeft voor Maatschappelijk
Verantwoord Ondernemen, waarin stakeholderseisen en -verwachtingen gemanaged worden
op resultaat.
Siemens scoort 90 punten Voor de vierde keer op rij is Siemens uit-
geroepen tot duurzaamste onderneming
in haar branche. Op de Dow Jones Sustai-
nability Index (DJSI), de duurzaamheids-
ranking van Dow Jones en SAM, staat Sie-
mens opnieuw op de eerste plaats in de
categorie ‘Diversified Industrials’, waarin
ook ondernemingen als 3M, General
Electric, Toshiba en Thyssen Krupp zijn
opgenomen. Siemens wist haar totaal-
score van vorig jaar (87 punten) zelfs nog
te verbeteren en zette met 90 van maxi-
maal 100 punten haar hoogste score ooit
neer.
DOOR: REINOLD TOMBERG
Leden van de Metaalunie kunnen zich desge-
wenst ook via een eenvoudige procedure laten
certificeren via de Stichting Keurmerk Branches.
Ook certificering conform de CO2-prestatielad-
der of aansluiting bij de NEN-zelfverklaring is
via de MVO-monitor gemakkelijk te regelen.
Onderscheidend ten opzichte van andere ‘mo-
nitoren’ is dat de Metaalunie MVO-monitor een
brancheambitie voor de metaalbranche formu-
leert waar andere monitoren (scans) dat niet
doen.
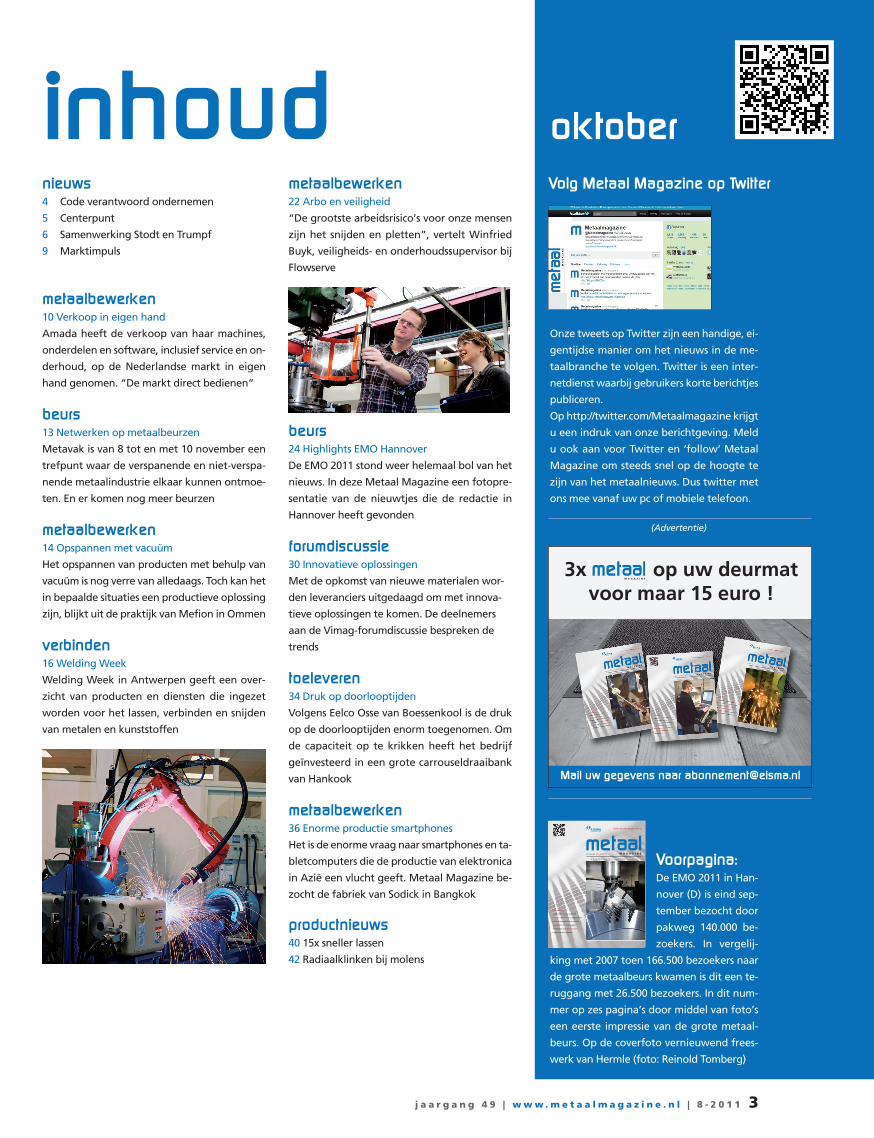
De MVO-monitor van de Metaalunie geeft als resultaat een
score die laat zien wat de prestaties zijn op gebieden als milieu,
arbeidsomstandigheden, mensenrechten, eerlijk zakendoen,
betrokkenheid en eindgebruikersbelangen. Dit ten opzichte van
een drietal niveaus: basis, certicaat en koploper (illustratie:
Stichting Adviescentrum Metaal)
04-05-06-07-08-11_Nieuws 03-10-11 17:15 Pagina 4

n
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 5
De inschrijving voor de Techni-Show Innovatie
Award 2012 sluit op 11 november 2011. Expo-
santen van de Techni-Show 2012 kunnen zich
inschrijven met een innovatie die onderschei-
dend genoeg is om tijdens de beurs in de
schijnwerpers geplaatst te worden. De inge-
diende innovatie mag niet voor 1 april 2010 op
C E N T E R P U N T
Een beurs als de EMO 2011 kun je op twee manieren bezoe-
ken: je kunt kijken wat er staat, maar ook heel bijzonder is
om te reflecteren wat op eerdere beurzen highlights waren
die nu schitteren door afwezigheid. In elk geval sprak eind
september in Hannover (D) niemand meer over FMS en ook
van de hexapods ontbrak (bijna) elk spoor.
FMS (Flexible Manufacturing Systems) hebben we tijdens
eerdere edities van de EMO veel gezien: er kwam geen eind
aan de metershoge stellingen en pallets met werkstukken
die over uitgebreide railsystemen heen en weer reden tus-
sen de machines. Nu bijna niet gezien en niemand heeft
het er meer over. Flexibiliteit anno 2011 is enkelstuksfabri-
cage met een seriegrootte van één of iets meer. En dan ga
je niet investeren in meterslange gangpaden.
Ook de armen-en-benen-machines, zoals je hexapods
oneerbiedig kunt noemen, zijn vertrokken. Richting tech-
nische musea? Eigenlijk wel jammer, want het was schitte-
rende machinebouw die je mooi kunt fotograferen en fil-
men.
‘Near net shaping’ lijkt ook maar niet door te breken. Inte-
gendeel, het lijkt wel of ook buiten de aerospace-sector
meer en meer producten hun vorm krijgen door volmate-
riaal te verspanen. Op zich komisch, stel je eens voor dat je
een huis zou frezen uit een blok beton van tien meter in
het vierkant. Op de EMO Hannover 2011 zag je veel boor-
tapcentra, die wij ‘Apple’-machientjes noemen, die door
middel van frezen werkstukken als behuizingen van smart-
phones en tablets hun vorm geven. In Azië schijnt een
markt te zijn bij bedrijven als Foxconn die jaarlijks duizen-
den van deze machines kunnen opnemen.
Verspanen met minimaalsmering? Ook niks meer over ge-
hoord. De drukken en volumes spuiten de pan uit. Als bij
een machinedemonstratie nu de machine aangezet wordt,
is binnen eentiende van een seconde de machineruit volle-
dig overspoeld met emulsie. Maximaalsmering!
Met dit in het achterhoofd moet je bij de volgende editie
in 2013 in Hannover eigenlijk weer een rondje lopen langs
de noviteiten van 2011.
AfwezigReinold Tomberg
Tijdens de persontmoeting van Bosch Power Tools eind augustus in Brussel (B) konden de
genodigden kennismaken met nieuwe en bestaande producten van Bosch, Skill en Dremel.
Voor het bewerken van roestvast stalen oppervlakten en lasnaden viel de aandacht van de
redactie op de 750 W rechte slijpmachine GGS 8 CE Professional van Bosch. Bij de
ontwikkeling van deze machine is volgens regional brand manager Henrike Hitzer goed
geluisterd naar de wensen van de klant. Naast de ergonomische vorm en een zachte aanloop
beschikt de machine over een ‘kickback’-stop. Dit systeem herkent een blokkering
automatisch en schakelt de machine dan onmiddellijk uit. Dankzij de uitrusting met ‘constant
electronic’ is een gelijkblijvend toerental gegarandeerd, zelfs bij hoge belasting. Verder is de
bescherming tegen stof en vuil verbeterd, evenals het spansysteem en de standtijd van de
koolborstels (foto: Bosch)
Inschrijving Techni-Show Award
Slijpmachine met automatisch stopsysteem
Erns
t D
irks
en F
otog
rafi
e
de markt zijn geïntroduceerd, en hij moet aan-
wezig zijn tijdens en op de Techni-Show 2012
in Utrecht. De Techni-Show Innovatie Award
kent drie vormen: een prijs toegekend door de
vakjury, een publieksprijs toegekend op grond
van door personen in de branche uitgebrachte
stemmen en de Made in Holland prijs.
In 2010 ging de
publieksprijs naar Interlas
voor het Virtual Welding
systeem van Fronius
04-05-06-07-08-11_Nieuws 03-10-11 17:15 Pagina 5

N I E U W S
Stodt en Trumpf slaan de handen ineen om het niveau van bedieners van
plaatbewerkingsmachines te verbeteren. Stodt richt daartoe een plaatbewerkingscentrum in
met een snijlaser, een ponsnibbelmachine en een afkantbank.
“Stodt en Trumpf Nederland hebben elkaar ge-
vonden.” Met deze woorden maakte Ger van
der Endt, directeur van Trumpf Nederland,
medio september tijdens een persconferentie in
Hengelo (O) bekend dat Stodt en Trumpf Ne-
derland gaan samenwerken. Stodt (Stichting
Technisch Onderwijs en Dienstverlening Twente)
zal investeren in een tweetal Trumpf machines:
een vlakbedsnijlaser (een Trulaser 1030) en een
ponsnibbelmachine (een Trupunch 1000). Te-
vens zal Trumpf aan Stodt een kantbank schen-
ken (een servomechanische Trubend 7036). Nog
voor het eind van dit jaar krijgen deze machines
een plek in het nieuwe plaatbewerkingscen-
trum van Stodt in Hengelo (O).
“Stodt is voor Trumpf een partner voor opleidin-
gen”, vertelt Hubert de Haas, directeur van
Stodt. In eerste instantie gaat Stodt met het
drietal machines technologiecursussen verzor-
gen op het gebied van laser-, ponsnibbel- en af-
kanttechnologie voor plaatbewerking. Een vol-
gende stap is het verzorgen van basisprogram-
meercursussen voor het Tops softwarepakket
van Trumpf.
Uit een verdere toelichting van De Haas en Van
der Endt blijkt dat de cursussen een middel zijn
om het schreeuwende tekort aan vaklieden
voor plaatwerkerijen te reduceren. Maar ook
zijn ze bedoeld om vaklieden die al werken met
plaatbewerkingsmachines van Trumpf verder te
scholen. De bedoeling is om bedieners van die
machines ‘Trumpf Qualified’ te maken. Volgens
Van der Endt moet Trumpf in toenemende mate
met gebruikers van plaatbewerkingsmachines
afspraken maken over beschikbaarheid van ma-
chines (het aantal beschikbare spiluren) en ver-
DOOR: REINOLD TOMBERG
De directeuren Hubert de Haas (links, Stodt) en Ger van der Endt (Trumpf). “Samenwerken is een impuls tot
verdere doorgroei naar best of class manufacturing” (foto: Reinold Tomberg)
Samenwerking Stodt en Trumpf
6 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
langen de gebruikers een hoge, gegarandeerde
servicegraad. Dit wordt vastgelegd in contrac-
ten. Maar dat betekent volgens Van der Endt
dat zijn firma ook eisen gaat stellen op het ge-
bied van scholing van de operators van machi-
nes. “De bediener wordt een partner voor ons
voor het waarmaken van service. Dat lukt dus
niet met iemand die acht of tien jaar geleden
een scholing heeft gehad.” Om die reden gaat
Stodt voor Trumpf naast de technologiescholin-
gen ook updatecursussen, onderhoudstrainin-
gen en CAD/CAM-scholingen verzorgen. Uitein-
delijk wil Trumpf, zeker bij de grote klanten,
één of twee goed geschoolde servicemonteurs
hebben die met de servicedesk van Trumpf kun-
nen samenwerken om de gemaakte afspraken
waar te maken. Trumpf heeft daarbij in Neder-
land gekozen voor Stodt omdat, zoals Van der
Endt het zegt “wij geen docenten zijn.” Wel zal
Trumpf docenten van Stodt gaan opleiden in de
hoofdvestiging in Ditzingen (D).
Het nieuwe plaatbewerkingscentrum van Stodt
zal, in overleg met de Federatie Dunne Plaat
(FDP), ook een rol gaan spelen om met name
constructeurs van machinefabrieken te overtui-
gen van de voordelen van een redesign naar
plaatwerk. Verder zal het plaatbewerkingscen-
trum een opleidingsplatform zijn om zij-instro-
mers via een BBL-opleiding (beroepsopleiding in
de vorm van werkend leren) om te scholen voor
de plaatwerkbranche. Trumpf Nederland zal
twee van die BBL-plaatsen per jaar afnemen van
Stodt.
Plaat nieuw voor StodtVan oorsprong is Stodt in Hengelo (O) be-
kend om de activiteiten als opleidingen,
advisering, proefproducties en innovatie-
projecten voor de verspanende industrie.
Intussen is het aanbod breder. Naast de
nieuwe activiteit plaatbewerking is Stodt
ook actief op het gebied van lassen, me-
chatronica en bedrijfsvoering. Naast de in-
vestering in het tweetal Trumpf plaatbe-
werkingsmachines zal Stodt aan het einde
van dit jaar ook een Mori Seiki draaifrees-
centrum in gebruik nemen met een Cellro
robotcel met ondermeer de mogelijkheid
voor het wisselen van klauwplaten.
04-05-06-07-08-11_Nieuws 03-10-11 17:15 Pagina 6
NIET ALLEEN SURPLUS, MAAR OOK gecertificeerde buizen!
www.deboerbuizen.nl T 0251 36 22 70
TRUCK & TRAIN
w w w.un i s i g n .n lYour partner in productivity

8 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Reiniging met CO2 droogijs
Prof. Dr. Gerald Ruß van de faculteit Maschi-
nenbau und Kunststofftechnik der Hochschule
Darmstadt heeft een vliegtuigturbine in ont-
vangst genomen. Met de motor wordt een
nieuw reinigingsproces getest en verder ont-
wikkeld.
Vliegtuigmotoren moeten regelmatig worden
schoongemaakt, omdat de vervuiling van de
motoren tot een verslechtering van de aero-
dynamica leidt en dat betekent een hoger
brandstofverbruik. Met een jet nozzle en ge-
Nieuwe website Copier Bevelmachines
N I E U W S
18-21 oktoberA + A 2011
Düsseldorf (D)www.aplusa.de
18-21 oktoberWelding Week
Antwerpen (B)www.easyfairs.com
25 oktober3D printing (conferentie)
Eindhovenwww.3dprintingevent.com
8-10 november Metavak
Gorinchemwww.evenementenhal.nl
15 novemberSamtech Conference
Luik (B)www.samtech.com
15-18 novemberMidest
Parijs (F)www.midest.com
17 november Oppervlaktetechnologie
Zeistwww.vom.nl
23-24 november Technivent Eriks
Nieuwegeinwww.technivent.nl
25-30 november Umformtechnik
Aachen (D)Mail: [email protected]
28 november Werkzeugbau mit Zukunft (studiedag)
Wiesbaden (D)www.ipt.fraunhofer.de
29 november Euromold 2011
Frankfurt (D)www.euromold.com
Copier Bevelmachines uit Giessen ont-
werpt en bouwt al ruim tien jaar bevelma-
chines en speciaal snijgereedschap voor
bevelmachines. Vanaf het 3D ontwerp en
de fabricage in eigen huis tot de installatie
en training bij de klant. Ook kunnen klan-
ten bij Copier terecht voor maatwerkop-
lossingen. Behalve nieuwe en custom-
made bevelmachines biedt Copier ook
huurmachines aan, van een kleine 4” tot
48”. www.bevelmachines.com
De Copier bevelmachine Beaver 8 s is uitgerust
met een 2 toeren motor met een hoog koppel en
een zelfcentrerende prismaklem (foto: Copier)
A G E N D A
Zie ook de meer uitgebreide
agenda op de site van Metaal Magazine:
www.metaalmagazine.nl
Metaalmanifestaties
comprimeerde lucht wordt CO2 droogijs direct
de motor ingespoten. Deze methode kan zon-
der het openen van de motorkap of het ver-
wijderen van leidingen op de motor worden
toegepast, en ook bij veel lagere temperatu-
ren dan bij de conventionele reinigingsme-
thode met water. Door de motor vaker te rei-
nigen (het kan sneller en ook in koudere peri-
odes) kan een brandstofbesparing tot 1 pro-
cent gerealiseerd worden (foto: Hochschule
Darmstadt, Andreas Arnold)
04-05-06-07-08-11_Nieuws 03-10-11 17:15 Pagina 8

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 9
M A R K T I M P U L S
Onlangs heeft Leering-Hengelo een volautomatische, klant -
specifieke, Normfinish straalinstallatie geleverd aan landbouw-
machinefabrikant Kverneland in Nieuw-Vennep. Met de gele-
verde Normfinish ‘special’ is het mogelijk om volautomatisch de
verschillende profielen, welke tevens in lengte variëren van
1,8 tot 9 meter, volgens de gewenste specificaties te stralen.
(www.leering.nl)
LVDN uit Lelystad heeft alle machines voor een compleet nieuwe
werkplaats aan uien-pel-machinefabrikant ERC te Emmeloord
geleverd. Het project bestond uit de levering van een Alpha
1350XT en een Alpha 1550XT draaibank van Colchester-Harrison
en een BMV 60 bewerkingscentrum van BFW. Het installatie-
werk werd verricht door Numac en Humacs. Humacs leverde ook
een One-CNC CAD/CAM-systeem voor het bewerkingscentrum.
De draaibanken worden standaard geleverd met het Alpha Link
CAD/CAM-systeem van Colchester-Harrison. (www.lvdn.nl)
Blancke Metaalbewerking uit Zandpol heeft op de TIV in
Hardenberg het PROfirst systeem van Widenhorn uit Rhoon
gekocht. Met dit systeem kan het programmeren van CNC snij-
machines sneller en eenvoudiger uitgevoerd worden.
(www.widenhorn.nl en www.blanckemetaal.nl)
VDL-ETG uit Eindhoven heeft een contract getekend voor de le-
vering van twee Matec vijfassige bewerkingscentra met auto-
matisering. De machines hebben een werkbereik van 2.000 x
1.000 x 1.100 mm (X-Y-Z). Op de plaats van de rondtafel bevindt
zich een opname voor pallets met de afmeting 800 x 800 mm en
een maximaal gewicht van 1.500 kg. Elke machine heeft een pal-
letlift en palletpool van negen pallets die vanaf de zijkant bela-
den worden. De machines zijn uitgerust met een HSK 100 spin-
del met 44 KW en 12.000 rpm. (www.limas-techniek.nl en
www.vdletg.com)
BFW neemt meerderheid in Matec
Aluminiumdendrieten onder de loep
Een vergroting met hoge scherptediepte van alu-
miniumdendrieten (AlSi9) in een krimpgebied.
Deze vergroting is genomen met behulp van een
Scanning Electron Microscope (SEM) waarmee
middels micrografische analyse onderzoek ge-
daan wordt naar breuk of beschadiging van
spuitgietonderdelen (foto: La Fonderie)
Machinebouwer Bharat Fritz Werner (BFW) uit India heeft door overname van aandelen van
de Böhm Groep een meerderheidsbelang verkregen in Matec Maschinenbau uit Köngen (D).
Tijdens de EMO 2011 in Hannover werd duidelijk dat beide firma’s zelfstandig naast elkaar
zullen blijven bestaan. De vestigingplaats van Matec blijft Köngen (D). Gelet op het leverings-
programma van frees- en bewerkingscentra vullen beide firma’s elkaar aan. BFW bouwt
machines met een vaste kolom, terwijl Matec juist gespecialiseerd is in machines met een
bewegende kolom. In ons land wordt Matec vertegenwoordigd door Limas uit Neer.
?Ook zal Erich Unger, de oprichter van Matec in 1992, met een minder heidsbelang blijven functioneren als
‘Geschäftsführer’ (foto: Reinold Tomberg)
04-05-06-07-08-11_Nieuws 03-10-11 17:15 Pagina 9

10 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Sinds april 2011 heeft Amada de verkoop van haar
machines, onderdelen en software, inclusief service
en onderhoud, op de Nederlandse markt in eigen
hand genomen. “Amada wil de markt direct
bedienen”, noemt sales manager René Hazenberg
als de voornaamste reden. “We willen zelf voelen
wat de markt doet.”
DOOR: JAN OONK
Naast de behoefte aan eigen voelsprieten in de
markt wordt de keuze voor een directe markt-
benadering ook ingegeven door economische
motieven. “De markt is transparanter gewor-
den”, aldus René Hazenberg. “Via nieuwe
media als internet is informatie meteen beschik-
baar voor potentiële klanten. De ruimte voor de
tussenhandel wordt daardoor smaller. De extra
schakel tussen machinebouwer en klant maakt
de machines bovendien duurder en in een tijd
dat overal in de productieketen de marges
onder druk staan is dat een ernstige handicap.”
De stap van Amada past daarmee in een trend
dat steeds meer machinebouwers kiezen voor
deze directe benadering van de markt. Hazen-
berg: “Snelle terugkoppeling van informatie uit
de markt, snelle reactietijden bij storingen en
een lager prijsniveau.”
Markt begrijpenTot voor kort werd Amada vertegenwoordigd
door Landré Euromach in Vianen. Afgesproken
is dat Amada de voormalige vertegenwoordiger
nog zeven jaar zal voorzien van onderdelen. In-
middels is Hazenberg gestart met de opbouw
van een eigen team van verkopers en monteurs.
Als voormalig medewerker van Landré Euro-
mach heeft hij in het verleden zestien jaar erva-
ring opgedaan met de machines van Amada en
het product is hem dus vertrouwd. Het verkoop-
team moet uiteindelijk bestaan uit drie mensen.
Ondertussen heeft hij al wel de beschikking
over drie servicemonteurs. Voldoende basis om
de eerste servicecontracten die zijn afgesloten
(sinds april 2011 heeft Amada volgens Hazen-
berg al tien nieuwe machines verkocht in ons
land) alsmede andere servicewerkzaamheden
uit te voeren. De doelstelling is om het service-
team uit te bouwen tot zes monteurs.
Het nieuwe team zal daarbij worden onder-
Sales manager Nederland René Hazenberg: “Snelle terugkoppeling van informatie uit de markt, snelle
reactietijden en een lager prijsniveau” (foto’s: Jan Oonk)
“Extra schakel maakt machines duurder”
Direct voelen wat de markt doet
10-11_Amada 03-10-11 17:16 Pagina 10

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 11
steund door het hoofdkantoor in Haan (D). In
Haan beschikt Amada over specialisten die klan-
ten op verschillende niveaus te woord kunnen
staan. Ook in het Nederlands, zodat de commu-
nicatie in ieder geval geen struikelblok hoeft te
zijn. De scholing zal daar eveneens plaatsvin-
den. Haan ligt vlakbij Düsseldorf (D) en is vanuit
Nederland relatief snel en eenvoudig te berei-
ken.
KantpersenIn Haan bevindt zich ook een demoruimte waar
de nieuwe ontwikkelingen op de diverse plaat-
werkterreinen (van scharen en kantpersen tot
pons- en lasersnijmachines en combimachines)
aan klanten kunnen worden getoond. Zo staan
er onder andere drie varianten van de Astro II
buigcel, met verschillende vormen van automa-
tisering. Zo is er een Astro II buigcel met een ro-
botarm gemonteerd op de onderbalk. Deze
neemt niet alleen het buigwerk voor zijn reke-
ning, maar zorgt bij omschakeling naar een
ander product ook voor de omwisseling van de
grippers en matrijzen. Vanuit een paternoster-
magazijn naast de machine worden automa-
tisch de gereedschappen in boven- en onderop-
name gewisseld.
Een andere optie is een separate robot die de
handling van de plaatdelen en producten voor
zijn rekening neemt. Al dan niet met een meer-
voudig aflegsysteem, zodat de producten gesor-
teerd kunnen worden. De meest verregaande
vorm van automatisering is de combinatie van
beide. Compleet met grippermagazijn waaruit
de beide robots automatisch hun grippers kun-
nen wisselen.
Intelligent plaatwerkWelke optie het meest rendabel is hangt sterk
af van de specifieke productiesituatie en dan
met name de seriegrootte, de complexiteit van
de producten (het aantal buigingen) en het re-
peterende karakter. “In Nederland moet de
winst komen uit slimme oplossingen”, dat staat
voor Hazenberg in ieder geval buiten kijf. “Door
producten zoveel mogelijk uit één plaatuitslag
te buigen kun je bijvoorbeeld laswerk vermij-
den. Het kost mogelijk iets meer tijd in de werk-
voorbereiding, maar je verdient dat dubbel en
dwars terug.”
Meer intelligentie in het plaatwerk is de uitda-
ging voor de toeleverancier, volgens Hazenberg.
Probleem is nog wel dat toeleveranciers soms
moeite hebben hun afnemers te overtuigen van
de mogelijkheden die de moderne technieken
bieden en de slimmere en betere oplossingen
die mogelijk zijn.
In navolging van de concurrentie heeft Amada
in de vorm van de FMB-3613 G NT nu ook een
kleine en snelle servomechanische kantpers op
de markt gebracht waarachter de operator zijn
werk eventueel zittend kan doen. Deze ma-
chine heeft een perskracht van 36 ton en een
breedte van 1,3 m.
Korte ketenOok op het gebied van ponsen en lasersnijden
en de combinatie daarvan brengt Amada een
aantal machines op de markt met ook hier au-
tomatisering als kernelement. Zoals de Alpha IV
lasersnijmachine, waar de tafels zijn uitgerust
met rollen in plaats van pennen. “Je hebt hier
geen problemen met kleine producten die tus-
sen de pennen kunnen vallen en deze machine
leent zich dan ook bij uitstek voor complete au-
tomatisering”, aldus Hazenberg. Met de 4 kW
FO-3015 AJ heeft Amada ook de stap gezet naar
de fiberlasers. Deze machine werd in het najaar
van 2010 ten doop gehouden op de EuroBlech.
Nieuw is ook een servomechanische ponsma-
chine met een beweegbare ondertafel en een
grote gereedschaprevolver, die geschikt is voor
een compleet scala aan bewerkingen, van pon-
sen en buigen tot tappen, het indrukken van ril-
len en het stansen van kamers. Eveneens nieuw
is de HD-ATC kantpers, waarbij de gereedschap-
pen automatisch worden ingebouwd en de
buigprogramma’s extern worden voorbereid.
“Hou de keten zo kort mogelijk”, zo verwoordt
Hazenberg de achterliggende gedachte. <<<
De Astro II buigcel met complete automatisering. Dat
wil zeggen een robot voor het buigwerk en de
gereedschapwisseling en een robot voor de handling
en sortering van de plaatdelen Nieuw in het programma van Amada is de kleinere en compacte
LC-2012 C1combimachine, met een vermogen van 2,5 kW voor de
CO2-laser en een ponskracht van 200 kN
Het leslokaal van de Amada-school, waar plaatwerkers kunnen
worden (bij)geschoold op de diverse deeltechnieken
M E T A A L B E W E R K E N
Amada op Techni-ShowHet ligt in de planning om bij Amada in Haan een huisshow te organiseren speciaal voor haar
Nederlandse klanten. Met name ‘Nederlandse’ thema’s zullen daarbij op de voorgrond staan,
zoals het volledig automatisch bewerken van producten in een enkele opspanning en lean
manufacturing. Volgend jaar is Amada vertegenwoordigd met een grote stand op de Techni-
Show 2012 in Utrecht (13 t/m 16 maart 2012).
10-11_Amada 03-10-11 17:16 Pagina 11

THE SKY IS NO LIMIT.
ww
w.d
ymat
o.n
ly
tm
atn.no.o
ll
Voor een u i tgebre id o r iën te rend gesprek kunt u be l len met onze spec ia l i s ten 0318-550800 in [email protected] l
RÖ
DER
S T
EC a
t D
ymat
oS T
ECat
Dym
ato
In de ruimtevaartindustrie is precisie van het allerhoogste belang. Daarom gebruikt Carl Zeiss Jena GmbH alleen de beste CNC-machines. Ze kozen de Röders RXP500DS voor de productie van het ultra-nauwkeurige (2 µm) filterwiel in de James Webb Space Telescope die de beroemde Hubble ruimte-telescoop gaat vervangen.
Dymato levert het complete vijfassige programma van Röders in de Benelux.
11010286_RODER_ADV_191x130.indd 1 3/23/11 10:34 AM
Duidelijke (s)taal!
Niet alleen de grootste voorraad Poedermetallurgische kwaliteiten, maar tevens in Precisie & Voorgeslepen gereedschapsstaal 5000 voorraad afmetingen.
Matrijs/Stempelhuizen volgens tekeningGefreesd 5000 x 2300 mmKom geslepen 7000 x 1250 mm
De Corantijn 18, 1689 AP ZwaagT 0229 - 279 279 F 0229 - 295 529E [email protected] I www.4steel.nl
Het sterkst in bewerkt
Gereedschapsstaal Poeder Metallurgisch Nikkel/Titaan1.2379 1.2436 ASP 2023® CPM® 10V Alloy 200/2011.1730 1.2842 ASP 2030® CPM® 9V Alloy 600/6251.2510 1.2083 ASP 2005® CPM® 3V Alloy K-5001.2343 1.3343 ASP 2053® CPM® Rex 76 Alloy 4001.2738 1.2316 ASP 2060® CPM® Rex M4 Grade I / II / V

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 13
DOOR: REINOLD TOMBERG B E U R S
Na de grote, internationale vakbeurs
EMO in Hannover (D) en nog voor de
landelijke metaalbeurzen Metav en
Techni-Show, volgend voorjaar respec -
tievelijk in Düsseldorf (D) en Utrecht,
kunnen we dit najaar ook naar de net -
werkbeurs Metavak in Gorinchem. Of als
we heel snel zijn: deze week nog naar
het Metavak-plein als onderdeel van de
TIV in Venray. En voor 2013 staat er een
nieuwe metaalbeurs op het programma:
de MetaalExpo in ’s-Hertogenbosch.
Metavak & Gebruikte Machinevak Gorinchem is
van 8 tot en met 10 november drie dagen lang
een trefpunt waar de verspanende en niet-ver-
spanende metaalindustrie elkaar kunnen ont-
moeten. Pakweg tweehonderd exposanten
tonen in Evenementenhal te Gorinchem hun
producten en/of diensten op het gebied van de
verspanende en spaanloze machines en gereed-
schappen voor beide metaalbewerkingstechnie-
ken.
Kenmerkend voor de Metavak is het in een on-
gedwongen sfeer werken aan het opbouwen
van nieuwe relaties en het onderhouden van
bestaande relaties. Metavak is een échte net-
werkbeurs. In bespiegelingen rondom de Meta-
vak wordt vaak omhoog gekeken naar de EMO
en opzij (en wat omhoog) naar de Techni-Show
en de Metav. Op zich kun je natuurlijk alles ver-
gelijken, maar je praat wél over appels en
peren. De EMO is een grote wereldbeurs waar
elke twee jaar, zeker in Hannover (D), de moe-
derbedrijven hun technisch kunnen voluit
tonen. Hallen vol met machines onder spaan.
Hetzelfde beeld zie je in Utrecht maar dan op
nationale schaal waar machine- en gereed-
schapleveranciers uitpakken met live-demo’s.
De Metavaks in Hardenberg en Gorinchem, en
wellicht in de toekomst in Venray, zijn duidelijk
meer een nationaal/lokaal ontmoetingsplat-
form volgens de zogeheten ‘full service formule’
van de beursorganisatie Evenementenhal. Be-
zoekers krijgen bijvoorbeeld gratis catering aan-
geboden en kunnen gratis parkeren.
Opvallend is wel dat er door de beursdeelne-
mers steeds meer metaalbewerkingsmachines
geëxposeerd worden op de Metavak. Dit voor-
jaar bijvoorbeeld in Hardenberg waren grote
machines aanwezig op de beursvloer. Indruk-
wekkend, maar toch een kanttekening. Natuur-
lijk moet elke exposant zelf besluiten waar ma-
chines geëxposeerd worden, maar wij kunnen
ons niet voorstellen dat de markt, de metaalbe-
werkers dus, zitten te wachten op twee (of drie)
beurzen per jaar in Hardenberg en Gorinchem
(en Venray) die zich ontwikkelen richting machi-
nebeurzen én elke twee jaar een Techni-Show
in Utrecht. In het voorjaar als er een Techni-
Show is, is er overigens geen Metavak. Wel
wordt bekeken of er een Metavak gehouden
kan worden in de derde vestiging van de Evene-
mentenhal in Venray.
De hierboven gestelde vraag wint momenteel
behoorlijk aan actualiteit. FPT, Vimag en VNU
hebben immers onlangs besloten om van 5 tot
en met 7 maart 2013, in het voorjaar dus als er
geen Techni-Show is in Utrecht, een nieuwe na-
tionale vakbeurs te lanceren in ’s-Hertogenbosch:
de MetaalExpo. Wellicht ook als antwoord op de
vraag? Op de site van de beurs vinden we de ka-
rakterisering: ‘De MetaalExpo is een nationale
beurs tegen regionale tarieven’. Net zoals de Me-
tavak wordt de MetaalExpo in de markt gezet als
een netwerkevent. Ter herinnering: we hadden
al van 19-22 maart 2013 de vakbeurs Metapro in
Brussel (B) in onze agenda staan.
De combinatie van al die netwerk- en machine-
beurzen is natuurlijk mooi. Hoe meer levendig-
heid in een branche, hoe beter. Als het echter al-
lemaal in meer of mindere mate machinebeur-
zen worden, zou er wel eens een vervelende
versnippering kunnen optreden die ten koste
gaat van de duidelijkheid van de beursconcep-
ten voor de bezoekers. De beursorganisaties
moeten dit voorkomen. <<<
De vorige Metavak in 2010 in Gorinchem werd bezocht door bijna tienduizend bezoekers (foto: Reinold Tomberg)
Wie wat waar MetavakManifestatie: Metavak
Locatie: Evenementenhal Gorinchem
Wanneer: 8-10 november 2011
Netwerken op metaalbeurzen
13_Metavak 03-10-11 17:17 Pagina 13

14 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Het opspannen van producten met behulp van vacuüm is nog verre van alledaags.
Toch kan het in bepaalde situaties een productieve oplossing zijn, blijkt uit de
praktijk van Mefion in Ommen. Om daarbij onbemand en volcontinu te produceren
heeft het bedrijf een drieassig HPM 600 HD bewerkingscentrum van AgieCharmilles
Mikron aangeschaft in combinatie met een palletmagazijn van Erowa, waarbij het
vacuüm op de diverse posities automatisch wordt overgenomen.
DOOR: JAN OONK
Een van de voordelen van het opspannen met
vacuüm is dat de spindel alle ruimte heeft voor
het uitvoeren van de bewerkingen, zonder dat
het opspangereedschap de bewegingsvrijheid
belemmert. Met name bij vlakke producten kan
dat een doorslaggevend pluspunt zijn, zoals bij-
voorbeeld bij de kabelklemmen die bij Mefion
worden vervaardigd.
Een andere charme is dat de producten span-
ningsvrij gefixeerd kunnen worden, zodat de
geometrie niet in het gedrang komt door de
klemkrachten van het opspangereedschap.
Vooral bij dunwandige en fragiele structuren is
dat aan de orde. Ook bij producten die uit één
massief halffabrikaat gefreesd worden, zoals
binnen de luchtvaartindustrie veel voorkomt,
gaat dat op een gegeven moment een rol spe-
len. “Naarmate het freesproces vordert en er
meer materiaal is verspaand krijg je toch ergens
spanningen in het product”, aldus directeur Ben
Snip van Mefion. “Dat betekent dat je in zo’n
geval heel specifiek opspangereedschap moet
toepassen of het product moet vastschroeven.
Het opspannen met vacuüm kan dan een veel
slimmere strategie zijn.”
Beperkte opspankrachtOverigens kent het opspannen met vacuüm ook
zijn natuurlijke beperkingen. Zelfs bij maximaal
vacuüm bedraagt de opspankracht nooit meer
dan 1 kg/cm2, wat bij een product van 100 mm
x 100 mm neerkomt op 100 kg. Bij het ontwerp
van de opspanmal moet daarmee rekening
worden gehouden, in die zin dat met name de
zijwaartse verschuiving voorkomen moet wor-
den. Een oplossing is dan om meerdere produc-
ten uit één grotere vlakke plaat te bewerken en
deze pas na voltooiing van de bewerking te
scheiden, want hoe groter het oppervlak hoe
groter de opspankracht.
Om die reden worden bij Mefion bijvoorbeeld
vier kabelklemmen uit één grotere plaat bewerkt.
Bij de bewerking van de bovenzijde wordt daarbij
gebruikgemaakt van een vlakke opspanplaat, bij
bewerking van de onderzijde wordt het product
opgespannen op een mal waarvan het spanvlak
het spiegelbeeld vormt van het bewerkte opper-
vlak. Zodoende wordt een zijwaartse verschui-
ving uitgesloten en is een optimale positionering
gegarandeerd. Deze opspanmallen (met gaten-
patroon voor het vacuüm) worden door Mefion
zelf ontworpen en vervaardigd.
Overal vacuümIn de oude situatie werden de producten hand-
matig in de machine opgespannen en daar aan-
Directeur Ben Snip: “Voor ons is de keuze voor opspannen met vacuüm
de slimste en meest productieve strategie, waarmee we de meeste
producten per tijdseenheid kunnen realiseren in combinatie met de
hoogste flexibiliteit” (foto’s: Jan Oonk)
“Slimme en meest productieve strategie”
Opspannen met vacuüm
slim én elegant
14-15_Meflon 03-10-11 17:18 Pagina 14

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 15
gesloten op een gewone vacuümplaat. “We
hadden in die situatie dus altijd mankracht
nodig om het product om te wisselen. Het bete-
kende dat we aan het eind van de dagdienst
nog hooguit één productcyclus van zo’n drie
uren door konden draaien.” In geval van piek-
drukte kwam Snip ’s avonds terug om een vol-
gende run in de machine te laden, maar het
bleef een halfslachtige benadering.
Waar Snip naar zocht was een geautomati-
seerde oplossing waarbij het vacuüm gedu-
rende het hele traject van opspannen, opslag,
transport en bewerking kon worden gehand-
haafd. Die oplossing vond hij in de combinatie
van HPM 600 HD bewerkingscentrum van Mi-
kron en ERS palletmagazijn van Erowa met
robot, met op elke positie een vacuümaanslui-
ting. De producten worden in het laadstation
door de operator op de pallet gepositioneerd
en opgespannen met vacuüm, waarna de robot
het geheel in het magazijn plaatst. Zowel de
robot als alle zestien palletplaatsen beschikken
over een vacuümaansluiting die in elke stap het
vacuüm overneemt. De machine zelf beschikt
over twee vacuümaansluitingen, om hier sneller
vacuüm te kunnen zuigen en de wisseltijd tot
een minimum te beperken. “In het hele traject
is dus het optimale vacuüm gegarandeerd,
zodat zowel tijdens opslag, transport en bewer-
king de betrouwbaarheid van de opspanning
veilig is gesteld. Dat is een cruciaal aspect, zeker
bij onbemande productie”, aldus Snip.
De machine is uitgerust met vacuümbewaking,
zodat voorkomen wordt dat een losschietend
product schade aan kan richten in het geval er
onverhoopt sprake is van een lek. Omdat de va-
cuümpomp onvermijdelijk in de loop der tijd
koelemulsie aanzuigt heeft Mefion zelf een tus-
senunit ontwikkelt (met automatische afvoer)
die voorkomt dat de koelemulsie de vacuüm-
pomp kan bereiken.
Snip heeft gekozen voor de combinatie van Mi-
kron bewerkingscentrum en palletmagazijn van
Erowa omdat Mikron hiervan een werkend sys-
teem kon laten zien met vacuümopspanning.
Het Erowa ERS magazijn telt als gezegd zestien
palletplaatsen, voor palletafmetingen van 500
mm x 500 mm. Met een gemiddelde cyclustijd
van drie uur kan Mefion daarmee zonder extra
mankracht nu nagenoeg volcontinu door-
draaien.
De HPM 600 HD heeft een toerental van 20.000
min-1 en daarbij een vermogen van 39 kW en
een koppel van 84 Nm (bij 4.450 min-1).
Voor standaard producten is de gekozen va-
cuümoplossing relatief mogelijk wel wat duur-
der, maar de grote winst zit hier in de volconti-
nue en onbemande productie. <<<
M E T A A L B E W E R K E N
Verzekering als paraplu bijmooi weerErowa robot en Mikron bewerkingsma-
chine worden aangestuurd met behulp
van een en hetzelfde CAM-softwarepak-
ket van Heidenhain, inclusief simulatie-
mogelijkheden. Dat laatste is voor Ben
Snip van belang om beschadiging van de
spindel te voorkomen, iets waarmee hij in
het verleden wel eens is geconfronteerd.
Weliswaar was Mefion verzekerd, maar
het was voor de verzekeringsmaatschap-
pij prompt aanleiding om de verzekering
stop te zetten. Ter illustratie van de wijs-
heid dat verzekeringen vooral bedoeld
zijn als paraplu bij mooi weer. “Als het re-
gent trekken ze hem terug.”
Draaien en frezen Mefion telt zeven medewerkers en is als
toeleverancier vooral actief voor markt-
segmenten als de semiconductor en me-
dische industrie, de lucht- en ruimtevaart
en de luxe jachtbouw. De afzetmarkt be-
vindt zich daarbij met name in Neder-
land, al zijn er ook wat contacten in
Duitsland en Ierland. Het specialisme be-
staat met name uit het draaien en frezen
van kleinere (tot een basis van 500 mm x
500 mm) en hoogwaardige producten uit
aluminium en kunststof en in mindere
mate, rvs en titaan. Het machinepark telt
naast een aantal draaimachines onder
meer drie-, vier- en vijfassige bewerkings-
machines van Hermle en Mikron.
De gripper van de robot voor het transport van de
productpallets, met rechts de vacuümaansluiting
Voorbeeld van een achtvoudige opspanplaat, waarin
de producten aan de onderzijde worden bewerkt.
Het spanvlak vormt het spiegelbeeld van het aan de
bovenzijde bewerkte productoppervlak
Alle zestien palletplaatsen in het magazijn
beschikken over een eigen vacuümaansluiting om
het vacuüm over te nemen
14-15_Meflon 03-10-11 17:18 Pagina 15

16 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Van 18 tot en met 21 oktober vindt de Welding
Week in Antwerpen plaats. Het is een vierjaarlijks
terugkerend evenement bij onze zuiderburen. De
ambitie van de organisatie is een overzicht te geven
van het actuele aanbod in de Benelux van de
producten (apparaten, hulpmiddelen, chemicaliën)
en diensten die ingezet worden voor het lassen,
verbinden en snijden van metalen en kunststoffen.
Maar is er zoveel nieuws te zien twee jaar na
Schweissen und Schneiden in Essen?
DOOR: THEO LUIJENDIJK
De Belgen hebben het goed gepland, want de
Lasweek vindt steeds twee jaar na Schweissen
und Schneiden plaats. Meer dan 110 exposan-
ten zijn aanwezig en dat is, volgens de organi-
satoren, een van de redenen om deze beurs te
bezoeken. In vergelijking met Schweissen und
Schneiden is dat aantal exposanten echter be-
scheiden en grote spelers in de laswereld zoals
ESAB en Lincoln Electric ontbreken. Ook is het
aantal internationale deelnemers aanzienlijk
kleiner dan in Essen. De exposanten komen voor
het overgrote deel uit België of Nederland,
maar vertegenwoordigen wel meestal buiten-
landse bedrijven, zodat wel degelijk van een in-
ternationale tentoonstelling sprake is. Toch rijst
de vraag of er twee jaar na Essen wel zo veel
nieuws valt te melden? De ontwikkelingen in de
laswereld gaan snel, en er zullen de nodige ver-
beteringen van lasprocessen en -apparatuur ge-
toond worden, maar echt totaal nieuwe proces-
sen of een revolutionaire ontwikkeling op het
gebied van snijden, lassen en verbinden van me-
talen en kunststoffen hoeft u niet te verwach-
ten. Wel biedt de beurs de kleinere fa-
brikanten van apparatuur en hulpstukken voor
het snijden en verbinden de gelegenheid om de
aandacht te vestigen op hun producten en
dienstverlening. Dat is dan ook vaak de reden
dat ik toch naar deze beurs ga en meestal met
een aantal goede ideeën weer naar huis terug-
keer. De organisatoren van de Welding Week
noemen vijf redenen om de beurs te bezoeken,
zie de desbetreffende site, maar noemen niet
het sociale aspect van deze beurs. Naast het op
de hoogte blijven van trends en ontwikkelingen
Het programmeren van een lasrobot
wordt steeds eenvoudiger. Inzet: Valk
Welding toont de nieuwe Panasonic G3
Weld Navigation (foto’s: Valk Welding)
Automatisering trendop Welding Week
16-17-18-21_Weldingweek 03-10-11 17:20 Pagina 16

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 17
in de laswereld ga je ook naar de beurs om
oude bekenden te ontmoeten en kennis uit te
wisselen van praktische ervaringen met snij- en
lasapparatuur.
BIL/NIL lassymposium Naast de expositie van apparatuur is er ook al-
tijd een lassymposium. Zoals gewoonlijk geor-
ganiseerd door het Belgisch Instituut voor Las-
technologie (BIL) in samenwerking met het Ne-
derlands Instituut voor Lastechnologie (NIL). Een
BIL/NIL lassymposium wordt jaarlijks afwisselend
door het NIL of door het BIL georganiseerd,
maar dit jaar valt dit symposium samen met de
Welding Week. Om op de hoogte te blijven van
de trends en nieuwste technologieën uit de las-
wereld is een bezoek aan dit symposium, dat op
19 en 20 oktober plaatsvindt, aan te raden. Wat
krijgt u zoal te horen: Op de eerste dag liggen
de accenten op reparatie- of herstellassen, pro-
cessen, de praktijk van het lassen en robotise-
ring en mechanisatie. Op de tweede dag komen
inspectie, deklagen, normen en eigenschappen
van gelaste verbindingen ter sprake. Registreren
voor het lassymposium kan via de website van
de Welding Week 2011, www.easyfairs.com.
Numerieke simulatiesEen van de wereldwijde trends in het onder-
zoek aan lasverbindingen is de numerieke simu-
latie van het lasproces en de gevolgen van het
lassen voor de eigenschappen van de verbin-
ding. Numerieke simulatie is om het experimen-
tele werk en daarmee de kosten van het onder-
zoek te beperken. Onderzoekers van de Univer-
siteit van Gent rekenen aan lasconstructies en
geven een presentatie met als titel: ‘Gekoppeld
experimenteel numeriek onderzoek naar de
vervormingscapaciteit van pijpsessies met een
omtreklasfout’. Hoewel onderzoekers van de
TU Delft geen presentatie verzorgen op het
Welding Week lassymposium is het goed om te
weten dat de combinatie van rekenen en con-
troleren met een beperkt aantal experimenten
ook deel uitmaakt van het onderzoek van de
sectie Joining and Mechanical Behaviour. Daar
rekent men aan de optredende vervorming van
gelaste constructies en dit heeft inmiddels ge-
leid tot twee dissertaties. Het numeriek simule-
ren beperkt zich niet tot de booglasprocessen,
ook weerstandlasprocessen kunnen goed nu-
meriek aangepakt worden. De firma Lessius uit
Mechelen komt met een presentatie met als
titel: ‘Punt- en projectielassen, numerische simu-
laties besparen tijd en geld’. Daar gaat het in-
derdaad om, besparing in tijd en geld door aan
het lasproces te rekenen en voorspellingen te
kunnen doen over de effecten van verandering
van lasparameters.
Hoge sterkte staalLassen brengt spanningen in een constructie
met zich mee, inwendige spanningen of las-
spanningen. Die lasspanningen zijn nadelig
voor de belastbaarheid van de constructie, er
kan met name een nadelig effect optreden voor
de vermoeiingssterkte van een gelaste construc-
tie. Het is mogelijk lasspanningen voor een deel
via numerieke simulatie te berekenen, maar al-
tijd is controle via een meting noodzakelijk.
Neutronendiffractie is een geschikte techniek,
omdat met deze techniek niet alleen de span-
ningen aan het oppervlak bepaald kunnen wor-
den, maar ook tot op zekere diepte in de lasver-
binding.
Staalsoorten met een verhoogde sterkte (HSS =
High Strength Steel) mogen zich verheugen in
een toenemende belangstelling. Ze hebben ten
opzichte van de normaal gegloeide staalsoorten
een hogere kerftaaiheid en zijn als gevolg van
het lagere koolstofgehalte beter lasbaar. HSS
soorten verkrijgen hun hogere sterkte door lege-
ren, in combinatie met een uitgekiende walsbe-
handeling. Helaas neemt met toenemende
sterkte de kerfgevoeligheid van een materiaal
toe en stijgt de vermoeiingssterkte niet evenre-
dig met de toename van de rekgrens. Interessant
is dan ook de lezing van het BIL en het onder-
zoeksinstituut OCAS over de ‘Verbetering van de
levensduur van lassen voor hoge sterkte staal’.
Manipulatoren en lasrobotsNatuurlijk wordt ook automatisering op de
Welding Week in de schijnwerpers gezet. Di-
Tweezijdig tandemlassen met de KempArc Pulse TCS machines voor minimale vervorming (foto: Kemppi)
V E R B I N D E N
>>>
16-17-18-21_Weldingweek 03-10-11 17:20 Pagina 17

18 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
verse fabrikanten van lasapparatuur spelen daar
op in en presenteren hun manipulatoren en las-
robots. Het programmeren van de robot wordt
alsmaar gemakkelijker en het gevolg is dat de
robot niet alleen wordt ingezet voor het lassen,
maar ook meer en meer voor andere taken
zoals het aanleveren van onderdelen, het mon-
teren, het verpakken en pallettiseren. Ook
wordt de robot ingezet voor het meten en in-
specteren. Het mechaniseren van lassen en snij-
den is ook onderwerp van een aantal lezingen.
ESAB geeft een presentatie over het efficiënt
gebruik van een geautomatiseerde snij- en las-
proces voor de productie van windtorens en
Valk Welding komt met een presentatie over
het high-end lasproces voor lassen met de
robot. Het programmeren van de robot wordt
alsmaar gemakkelijker gemaakt. Zo presenteert
Valk Welding de nieuwe Panasonic G3 robotbe-
sturing (G3 Weld Navigation). Naast de bestu-
ring van de robot biedt het programma ook de
mogelijkheid de lasparameters automatisch in
te laten stellen via opgave van materiaalsoort,
plaatdikte, type lasverbinding en beschermgas-
samenstelling. Het gaat uiteraard om een advies
en de programmeur (lasser) kan de lasparame-
ters bijstellen. Ook wordt automatisch een ad-
vies gegeven voor de juiste toortshoek en offset
van het TCP (Tool Centre Point). Bij de lezing van
ESAB over mechaniseren en automatiseren blijft
het niet. Het mechaniseren van lassen en snijden
in grote constructies is de titel van de lezing
door MT International. Automatisering is een
methode om zowel de kwaliteit van lasverbin-
dingen als de productiesnelheid te vergroten.
Een hogere productie, maar ook een verbete-
ring van de eigenschappen van de lasverbinding
kunnen ook verkregen worden door gebruik te
maken van speciale toevoegmaterialen en vari-
anten van een bepaald lasproces. De leveran-
ciers van lasapparatuur geven hiervan demon-
straties op hun stands. Ook in het symposium
wordt hier aandacht aan besteed door Air Li-
quide met een presentatie over productiviteits-
verhoging door speciaal gevulde OP-draad.
Discussie lasrookDe gezondheid van de lasser is eveneens on-
derwerp van een aantal lezingen. In een van
de lezingen wordt voor het oplossen van las-
rookproblemen de juiste aanpak geschetst,
terwijl in een andere lezing de invloed van het
ontwerp van de lastoorts op de gezondheid
van de lasser wordt behandeld. Het laatste
woord over de gevaren van lasrook en de hoe-
veelheid lasrook die een lasser per dag mag
inademen is nog steeds onderwerp van discus-
sie. Voorkomen is beter dan genezen en appa-
ratuur voor het afzuigen van lasrook en be-
schermingsmiddelen voor de lasser zijn op de
beurs ruimschoots aanwezig.
SlijtvastWat opvalt bij het doorlopen van de lijst met ex-
posanten is dat heel veel exposanten het oplas-
Fronius ontwikkelde de speciale contactbuis Contec om draadstoringen te beperken (foto: Fronius)
Het verloop van stroom en spanning als functie van de tijd voor het CMT Advanced lasproces van Fronius
(bron: Fronius)
16-17-18-21_Weldingweek 03-10-11 17:20 Pagina 18

MACH4METALMETALWORK INGMACHINERY
Wanted Heavy Machinery
www.mach4metal .com Wanted you surplus machinesTel . 0031 (0)316-247123 Fax . 0031 (0)316 - 247956 info@mach4metal .com
DARLEY 4100 X 13 MM
CNC KNIPSCHAAR 13 MMBouwjaar 2001, Knip lengte 4,
100 x 13 mm – DAC 350 Schrootschaar + Hooghoudt !
CNC CAROUSSEL 5,500
SCHIESS FORIEP 4K 500Tafel Ø 5,000, Swing Ø 5,500
Height 3,000 Load 45 tonSiemens Sinumriek Sprint 6
TRENCIN TOS SN 400 S
DRAAIBANK TOS TRENCINBouwjaar 2001, incl. HeidenhainDigitaal, multifix, conus liniaal,
3 klauw, koel inr
SPAN T GLEUF VELD
4 X 4,500 X 1,900 X 400 2 X 5,000 X 1,900 X 400 2 X 4,000 X 1,500 X 300 6 X 3,000 X 1,500 X 400
MAS VOM50 KETELBOOR
KETEL RADIAAL BOOR Kop is 360 gr. draaibaar Kop is 180 gr. neigbaarBoor Ø 60 mm – 1997 !
VDF BOEHRINGER DUE
DUE 500 – 560 VOORRAAD Draaiend op voorraad div. due’s – 3assen Digi. voeding op alle 3 assen,
erg mooie !
4 X KONE 19,500 X 8 T
KONE KRANEN UIT 2010 !Span is 19,500 mm
Cap. 8,000 KgHoogte 5,500 mm
AMADA GPX 3000 X 6
CNC KNIPSCHAAR 6 MMincl. Hooghoud inrichting, aut.
Snijspleet – hoek instellingAut. Achter aanslag, oplegarm
CNC TOS BUC 63 B/4000
TEACH CNC RONDSLIJPERØ 630 x 4000 mm / K 51 Teachin,
Parpos balanceer inr.4 x brillen, Bouwjaar 1997
TOS SU 125 CNC X 3000
CNC DRAAIBANK – 2003 “Ø 1250 x 300 Tdc HeidenhaiN Manuel plus – incl. 2 x bril – Mot. Tegen center - boorbar
CNC PIJPENBUIGER Ø 42
DYNOBEND 42 CNC BUIG3e dimensie buigen cap. 42 x 4,5 mm –
CNC Gestuurd – incl. div. gereed-schappen
CNC PBT WALBA 25 PROFIEL
CNC PROFIEL WALS Max. slag = 300 mm tonnage 27 t druk,
cnc gestuurd, 3 rollen aangedr. Zeerveel tools
_Mach4Metal_38 03-10-11 16:58 Pagina 38

Als gerenommeerd topmerk werkt TRUMPF continu aan nieuwe ontwikkelingen en vooruitstrevende oplossingen. Of het nu gaat om lasersnijden, pons/nibbelen, kanten,
laserpijpsnijden of laserlassen: met de technologie van TRUMPF weet u zeker dat u moderne, geavanceerde techniek in huis haalt. En die houden we up-to-date door
met onze dienstverlening steeds een stap verder te gaan. Zo bent u verzekerd van een investering waar u vandaag, morgen en overmorgen uw voordeel mee kunt doen.
technologieTRUMPF:
van morgen
TRUMPF Nederland B.V. Postbus 837 7550 AV Hengelo Tel: 074 - 249 84 98 Fax: 074 - 243 20 06 e-mail: [email protected] www.nl.trumpf.com
Innovatie van generatie op generatie.
De productiviteit van uw freesbank verhogen zonder hoge investeringen?Dat kan nu, met de innovatieve Integrated Product Handler van TEQQ
> Korte terugverdientijd> Operationeel in een werkdag> Korte omsteltijden> Gebruikt geen vloeroppervlak
WWW.TEQQ.NL
Speciaal voor kleine tot middelgrote series
WW
W.TEQQ.NL VERNIEUWD!
meer video’s, uitleg
en testimonials

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 21
V E R B I N D E N
Welding Week feiten en cijfersDatum: 18 t/m 21 oktober 2011
Tijd: van 10.00 tot 17.00 uur, 20 oktober tot
20.00 uur geopend
Waar: Antwerp Expo, Antwerpen
Exposanten: 110
Verwachte
bezoekers: 10.000
Informatie: www.easyfairs.com,
www.antwerpexpo.be
sen met slijtvaste en corrosievaste lagen in hun
programma vermelden. Vooral de verbetering
in apparatuur vergroten de mogelijkheden van
het oplassen zoals het beperken van de mate
van opmenging en het vervaardigen van een
oplaslaag met een nauwkeurige dikte. Daar-
naast zijn er ook ontwikkelingen op het gebied
van de slijtvaste en corrosievaste legeringen
voor het oplassen. Zo verzorgt S.A.S France een
presentatie over corrosiebestendige legeringen
voor het plateren en oplassen met vuldraad. Na
het aanbrengen van de corrosievaste of slijt-
vaste laag is het belangrijk te weten wat de le-
vensduur is van een dergelijke laag. Welding Al-
loys France probeert daar een antwoord op te
geven en komt met een presentatie met als titel
‘Toetsen en monitoren van de slijtvastheid en
beschermingsduur tegen corrosie van techni-
sche deklagen in een maritiem milieu’. Naast
het aanbrengen van deklagen is reparatie van
beschadigde deklagen even zo belangrijk. De
laser is daarvoor een geschikt instrument en
door het VITO (Laser Centre Flanders) wordt dit
besproken in hun voordracht met als titel ‘Her-
stellingen en deklagen met ongeëvenaarde
kwaliteit dankzij laser oplassen’.
Bent u geïnteresseerd in nieuwe ontwikkelin-
gen dan raad ik u aan naar de lezing van het BIL
te gaan over de wrijvingsroerlassen (Friction Stir
Welding) van staal. Het wrijvingsroerlassen van
aluminiumlegeringen en titaan is inmiddels ge-
meengoed geworden, maar het wrijvingslassen
van staal staat nog in de kinderschoenen. De
hoge verwerkingstemperatuur van het staal en
hoge optredende krachten zijn daar debet aan.
Booglas-nieuwsEen lastentoonstelling zonder apparatuur voor
het booglassen is ondenkbaar en hoewel niet
alle spelers op dit gebied aanwezig zijn, valt er
toch het nodige te zien. Het is altijd verbazing-
wekkend om te constateren hoeveel stroom-
bronleveranciers er wel zijn. Belangrijke produ-
centen van stroombronnen zijn Fronius en
Kemppi. Beiden zijn aanwezig op de Welding
Week. Zo komt Kemppi met een nieuwe serie
aan compacte MIG/MAG stroombronnen. Vol-
gens opgave van de fabrikant levert het werken
met deze stroombronnen een kostenbesparing
in de laskosten op van circa 10 procent. Een
leuke ontwikkeling is Brights, een verbetering
in het invoeren van een lasdraad onder omstan-
digheden met weinig licht.
Bij het MIG/MAG-lassen moeten contactbuis en
liner regelmatig vervangen worden. Dit is nodig
om draadaanvoerproblemen te voorkomen.
Kemppi introduceert hiervoor de onderhouds-
indicatie Wireline. Om draadstoringen te beper-
ken en ook om de levensduur van de contact-
buis aanzienlijk te vergroten heeft Fronius de
speciale contactbuis Contec ontwikkeld. Slijtage
in de contactbuis wordt door de speciale con-
structie automatisch opgeheven waardoor de
ingestelde lasparameters constant blijven. Deze
contactbuis was ook al te zien op de laatste
Schweissen und Schneiden in Essen, maar wie
deze ontwikkeling heeft gemist kan nu daarvan
opnieuw kennis nemen.
Diepe inbrandingAutomatisering en verbetering van de produc-
tiviteit is ook bij het MIG/MAG-lassen van groot
belang en een van de mogelijkheden om een
hogere productie te bereiken is het lassen met
twee draden in een laspistool. Verschillende fa-
brikanten bieden deze mogelijkheid. Er wordt
gebruikgemaakt van twee stroombronnen en
er wordt gelast met pulserende stroom. Dit is
nodig om te voorkomen dat beide lasdraden el-
kaar beïnvloeden en zo de druppelafsplitsing
verstoren. Voor een diepe inbranding en goede
naadvulling worden beide draden in lasrichting
gezien achter elkaar geplaatst. De eerste draad
zorgt dan voor een diepe inbranding, terwijl de
lasparameters voor de tweede draad zo zijn af-
gesteld dat een goede naadvulling wordt ver-
kregen.
Pulserende stroomBij het MIG/MAG-lassen wordt gelast met de af-
smeltende lasdraad aan de pluspool van de
stroombron. Dan ontstaat een stabiele lasboog
en is de inbrandingsdiepte maximaal. Wordt de
draad aan de minpool aangesloten dan wordt
een hogere neersmeltsnelheid verkregen. Bij
geringe stroomsterktes en daarmee lage
warmte-inbreng kan die hogere neersmeltsnel-
heid bij aansluiting op de minpool gebruikt
worden voor een grotere spleetoverbrugging
bij het maken van een overlaplasnaad of het be-
perken van de warmte-inbreng. De Japanse
firma OTC was een van de eerste fabrikanten
die gebruik maakte van lassen met pulserende
stroom, waarbij de draad enige tijd negatief
was. Fronius heeft nu het lassen met pulserende
stroom, waarbij de elektrode enige tijd positief
en enige tijd negatief is, geperfectioneerd in
hun CMT Advanced Pulse proces. Er wordt ge-
last in het kortsluitbooggebied, dus bij lage
stroom en spanning. Het stroom- en spannings-
verloop voor dit bijzondere proces als functie
van de tijd is in dit overzicht opgenomen even-
als high speed filmopnamen van de druppelaf-
splitsing.
Er valt het nodige te beleven tijdens de Welding
Week. Niet alle ontwikkelingen op het gebied
van de lastechniek kunnen in dit overzicht be-
sproken worden. Zo is geen aandacht geschon-
ken aan de ontwikkelingen op het gebied van
het laserlassen en de aanwezigheid van fa -
brikanten van laserlasapparatuur. Het laserlas-
sen echter zal door de komst van laserlasproces-
sen met een hoog rendement meer en meer
toegepast gaan worden in de lastechniek. Een
bezoek aan de Welding Week om ook op dit ge-
bied uw licht op te steken is dus meer dan ge-
wenst. <<<
High speed filmopnamen van de druppelafsplitsing
bij het CMT Advanced lasproces van Fronius (bron:
Fronius)
16-17-18-21_Weldingweek 03-10-11 17:20 Pagina 21

22 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Het is licht en bedrijvig in de productieruimte van de
Flowserve vestiging in Roosendaal. Elke dag werken
hier zo’n zeventig mensen aan de productie van
complexe mechanische asafdichtingen. “We werken
met verspanende machines zoals draai- en
freesbanken. De grootste arbeidsrisico’s voor onze
mensen zijn het snijden en pletten”, vertelt Winfried
Buyk, veiligheids- en onderhoudssupervisor bij deze
vestiging van Flowserve. “We zijn continu bezig om
onze mensen zo goed mogelijk te beschermen tegen
deze risico’s.”
DOOR: CHARLOTTE NUGTER
Flowserve ontwikkelt, produceert en test com-
plexe mechanische asafdichtingen. Simpel ge-
zegd zorgen deze systemen ervoor dat pompen,
mixers en compressoren niet gaan lekken. Ook
in een wasmachine zit een dergelijke afdichting,
maar Flowserve maakt ze voor de industrie,
zoals de olie- en petrochemische industrie. Het
grote werk dus en daar komt veel maatwerk bij
kijken. Naast de geautomatiseerde CNC-machi-
nes werkt Flowserve ook met conventionele
draaibanken en freesmachines. Juist daar vindt
het ambachtelijke handwerk plaats. “Het is bij-
zonder dat ook alle conventionele machines zo
goed beschermd zijn”, zegt Christel-An Kraan,
inspecteur van de Arbeidsinspectie. “Dat maak
ik niet vaak mee. Voor mij is het een teken dat
Flowserve serieus werk maakt van veiligheid en
arbeidsomstandigheden.”
Dicht op de werkvloerWinfried Buyk werkt al 23 jaar bij Flowserve in
Roosendaal. Hij heeft zich van onderhoudsmon-
teur opgewerkt tot zijn huidige coördinerende
rol in een team van drie. Buyk is naast het on-
derhoud en de milieuzorg ook verantwoordelijk
voor de veiligheid- en arbozorg. Dat is een
goede combinatie, vindt hij. “Door mijn achter-
grond en ervaring zit ik dicht op de werkvloer.
Ik kan een goede inschatting maken van wat de
risico’s zijn. Collega’s kunnen mij gemakkelijk
aanschieten, want mijn kantoor grenst aan de
productieruimte. We hebben bijvoorbeeld op
de conventionele freesmachine een bescher-
mingskap aangebracht. Helaas bleek in de prak-
tijk dat de kap niet in alle situaties gebruikt kon
worden. Samen met de medewerkers en de le-
verancier zijn de beperkingen besproken. Toen
bleken er enkele aanpassingen mogelijk, zodat
we de veiligheidskap nu weer voor alle hande-
lingen kunnen gebruiken.”
Duidelijke afsprakenEr zijn duidelijke afspraken over veiligheid bij
Flowserve. Werken doe je met je persoonlijke
beschermingsmiddelen. Elk team binnen het be-
drijf heeft een eigen type beschermende hand-
schoenen dat het beste bij het werk past. Daar-
naast dragen medewerkers veiligheidsbrillen,
Met deze beschermingskap kunnen de medewerkers niet alle verrichtingen doen. Flowserve zocht samen met
de leverancier en de medewerkers door naar de ideale kap (foto’s: Marc Blommaert/Arbeidsinspectie)
Meer informatieVoor meer informatie over veilig werken:
www.arbeidsinspectie.nl en www.5xbeter.nl
Arbo en veiligheidkan altijd beter
22-23_Arbeidsinspectie 03-10-11 17:21 Pagina 22

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 23
bedrijfskleding en veiligheidsschoenen. Bij elke
nieuwe machine denken de betrokken mede-
werkers mee over de mogelijke arbeidsrisico’s
en hoe zij daar het beste mee om kunnen gaan.
Het inzichtelijk maken van de risico’s wordt dan
als instructie aan de machine gehangen. Vanuit
het hoofdkantoor in de VS worden bovendien
digitale lessen over veiligheid aangeboden, die
de medewerkers allemaal volgen. En zo’n zes
keer per jaar organiseert Buyk een korte tool-
box meeting over een actueel thema, zoals
brandveiligheid, gevaarlijke stoffen of veilige
looproutes.
TrouwringVeiligheid is voor Flowserve dus een serieuze
aangelegenheid. Een medewerker die drie keer
de veiligheidsvoorschriften negeert, krijgt een
aantekening in zijn personeelsdossier. Het is ook
niet altijd makkelijk, erkent Buyk. “Zo mogen
productiemedewerkers sinds een aantal maan-
den geen sieraden meer dragen. Dat is moeilijk,
want een trouwring bijvoorbeeld heeft vaak
emotionele waarde. Maar het is te gevaarlijk en
het is aan ons om dat tijdens een toolbox mee-
ting goed uit te leggen. Uiteindelijk zijn we al-
lemaal volwassen mensen, dus meestal lukt dat
wel.” Want als het gaat om veiligheid, dan kij-
ken heel wat mensen over de schouder van
Buyk mee. Het hoofdkantoor in de Verenigde
Staten onderzoekt elk jaar de veiligheid en het
milieu van elke vestiging van Flowserve, dus ook
in Roosendaal. Daarnaast komt elk jaar de mi-
lieu-inspectie van de gemeente op bezoek en
op zijn tijd de Arbeidsinspectie. Maar het bedrijf
inspecteert ook zichzelf. Elk jaar traint Flow-
serve twaalf medewerkers om zelf te inspecte-
ren en te observeren. Hierbij worden vooral ook
nieuwe medewerkers ingezet. Buyk: “Ja, want
zij hebben als nieuwkomer een frisse blik. De
‘inspecteurs’ gaan in duo’s de werkloer op, ge-
wapend met een checklijst. We vragen ze ge-
woon wat ze dan opvalt. Ook dat leidt weer tot
verbeteringen”, vertelt Buyk. “Want het kan al-
tijd beter, je bent eigenlijk nooit klaar.” <<<
Wilfried Buyk van Flowserve demonstreert de nieuwe beschermingskap op de conventionele freesmachine aan
inspecteur Christel-An Kraan van de Arbeidsinspectie
De grootste arbeidsrisico’s voor de medewerkers van Flowserve zijn het snijden en pletten. Veiligheid is daarom
een voortdurend punt van aandacht
De vlijmscherpe draaifreesgereedschappen worden afgeschermd met
kunststofkapjes van het verpakkingsmateriaal. Dit hergebruik is een
slimme en goedkope manier om snijwonden te voorkomen
M E T A A L B E W E R K E N
Speciale plek voor koolstofEen plek die speciale aandacht nodig heeft is de ‘carbon-
cel’, een ruimte waar koolstof vrijkomt bij het draaien en
frezen. Winfried Buyk: “In 2008 hebben we in een speci-
ale risico-inventarisatie en -evaluatie het hele proces van
binnenkomst van de materialen tot en met ons eindpro-
duct onder de loep genomen. Hierbij waren verschillende
disciplines binnen ons bedrijf betrokken: het kantoor
(voor de planning), logistiek, productie en ook de afde-
ling onderhoud. Het resultaat is een pakket aan maatre-
gelen om het werken in deze ruimte zo gezond mogelijk
te maken. Zo heeft de draai- en de freesmachine twee
verschillende afzuigingen gekregen. De afzuigingen
voorkomen dat de medewerkers het gruis dat vrijkomt,
de koolstof, inademen. En de medewerkers dragen ook
een mondkap.
Grootste arbeidsrisico’s vallen, struikelen, snijden en pletten
22-23_Arbeidsinspectie 03-10-11 17:22 Pagina 23

24 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
De EMO 2011 stond weer helemaal bol van het
nieuws. Op deze pagina’s een fotopresentatie van
de nieuwtjes die wij in Hannover gevonden hebben.
Op onze site www.metaalmagazine.nl en in de
komende nummers zullen wij de noviteiten verder
toelichten.
DOOR: PAUL QUAEDVLIEG EN REINOLD TOMBERG
HighlightsEMO Hannover
Grote machinebouwUnisign schitterde in hal 13 tussen de andere grote machinebouwers. Vooral de Uniport 7000 zorgde voor veel
bekijks. Deze machine ging na de EMO verder naar LVD in Slowakije voor het bewerken van grote
machineframes. Unisign had verder nog de nieuwe Unipro 5000 staan (foto’s: Paul Quaedvlieg en Reinold
Tomberg)
Gezamenlijke machine De Milltap 700 is de eerste machine die door DMG en
Mori Seiki gezamenlijk ontwikkeld is. De machine
werd meteen bij de ingang van hal 2, dé hal van
DMG / Mori Seiki, gepresenteerd. Opvallend is de
snelle gereedschapwisselaar (spaan-tot-spaan duurt
1,5 s). De besturing is een Siemens 840D solutionline
Unieke automatiseringNog een stukje Nederlandse trots was te vinden in
hal 6. Teqq demonstreerde daar zijn unieke
automatisering voor kleine producten op een
Okuma. Teqq heeft verbeteringen doorgevoerd
aan de grijper (zie inzet) en het productmagazijn.
Er was veel interesse voor het systeem, vooral
vanuit het buitenland
24-29_EMO 03-10-11 17:23 Pagina 24

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 25
B E U R S
>>>
Twee spillenDe NBV 250 Duo van MAG is een compacte machine
die met twee stations met een tweevoudige
opspanning en dankzij de twee spillen een hoge
productiviteit kan bereiken. Je ziet in de markt
vanuit China een enorme vraag naar dit type
machines
Draaiende assen Renishaw had diverse noviteiten op de EMO 2011,
maar de belangrijkste was wel het XR20-W
meetsysteem voor draaiende assen. Via een apart
montagesysteem (twist & lock) is de XR20-W snel en
draadloos (Bluetooth) te gebruiken. Via een
Renishaw lasermeetsysteem worden data in de
software verwerkt
Verlaagd lagerHedelius presenteerde in Hannover de RS 805. Een
machine met rechts een vijfassig station met een
draaizwenktafel en links een vast bed. Een
opmerkelijk constructiedetail is het verlaagde lager
tussen de beide stations. Dit is een machine met een
bereik van 1.020 mm (zonder scheidingswand) x
800/408 mm x 600 mm (X x Y x Z)
Vanaf staf Compleetbewerking vanaf stafmateriaal bij Chiron. Deze FZ08MT kan zowel draaien als frezen, waarbij
materiaal ook aangevoerd kan worden als staf tot 42 mm diameter. De machine beschikt over een zwenkkop,
een draaispil, een revolver met twaalf gereedschappen en een tegenspil
HydrauliekvrijDe G550T van Grob is een universeel, vijfassig
freesdraaicentrum dat tijdens de EMO aangeprezen
werd als een ‘Hydraulikfreie Ausführung’. Het is een
machine met een bereik van 800 mm x 950 mm x
1.020 mm (X x Y x Z)
24-29_EMO 03-10-11 17:24 Pagina 25

26 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
PlaatbewerkenVoortman uit Rijssen had een primeur in de vorm van het V320C
plaatbewerkingssysteem. De V320C kan zowel boren, tappen, snijden als
markeren. Er wordt gebruikt gemaakt van een vaste portaalconstructie waardoor
er minder vloeroppervlakte nodig is dan bij systemen met een bewegende
portaal
‘Tannenbaumnutfräsen’ Hermle demonstreerde op de C 60 U MT dynamic het frezen van opnames voor
turbineschoepen in een ‘Fan Disk’ met een diameter van 900 mm. Bijzonder is dat in
één opspanning zowel het contour van de disk gedraaid wordt als de
zwaluwstaartachtige opnamen (een dennenboomvorm) gefreesd worden
Met Siemens Mazak had diverse nieuwe machines meegenomen
naar Hannover. De nieuwe Variaxis multitasking
machines zijn geschikt voor simultane vijfassige
bewerkingen. Opmerkelijk is dat de machines ook
optioneel leverbaar zijn met een Siemens 840D sl
CNC-besturing in plaats van Mazak’s eigen Mazatrol
besturing
Enorm gietstukAandachttrekker op de stand van Alzmetall was het
gegoten machineframe van de nieuwe vijfassige
machine GS1400/5-FDT. De complete machine heeft
een eigen massa van 22.000 kg. Het werkbereik is
1.200 mm x 1.300 mm x 800 mm (X x Y x Z)
Werkplaats -georiënteerdBesturingsnieuws was er ook
te vinden bij Heidenhain. De
TNC640 besturing is een ‘high
end’ besturing voor
compleetbewerken door
middel van draai- en
freesbewerkingen. De
besturing heeft een nieuw
design en is, net als de andere
besturingen van Heidenhain,
werkplaatsgeoriënteerd
TweespilligharddraaienDe Mikroturn Twin
Spindle is een twee -
spillige machine van
Hembrug voor precisie-
en harddraaien. Een ‘30
m/min & 2g’-machine.
Zowel de beide spillen
als de machinesleden
zijn hydrostatisch
gelagerd. Oppervlak -
ruwheden Ra in het
bereik van 0,1 - 0,4
micrometer zijn
haalbaar
24-29_EMO 03-10-11 17:24 Pagina 26

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 27
B E U R S
>>>
Snel freeswerkIn hal 12 toonde Hurco het nieuwe vijfassige bewerkingscentrum BX30U. Deze BX30U is opgebouwd voor snel
freeswerk en uitgerust met de nieuwste Winmax besturing. De machine beschikt over een 18.000 min-1 spil,
heeft een 40 m/min ijlgang en veertig plaatsen voor het gereedschap in het magazijn
Geautomatiseerde kantpersAmada had in hal 17 een indrukwekkende stand met zaag-, frees-, draai- en
slijpmachines. Verder werden voor plaatbewerking servopersen getoond en een
geautomatiseerde kantpers HD1003NT. Amada verwacht met deze pers hoge ogen te
kunnen gooien op de Nederlandse markt
Vijfassig simultaanEen belangrijke vijfasser is de nieuwe Doosan
350/5AX. De machine, voorzien van een Heidenhain
besturing, is geschikt voor vijfassige
simultaanbewerking. De opspantafel heeft een
diameter van 350 mm, de spil draait maximaal 12.000
toeren (optioneel 18.000 toeren) en er is plaats voor
dertig gereedschappen
Hoge snelheidDe Hi-Mold 750/5A is een hogesnelheidsbewerkingscentrum voor vijfassige
bewerkingen van Hyundai Wia. Het machinebereik van deze machine is 650
mm x 765 mm x 510 mm (X x Y x Z). Op de tafel kan een massa van 500 kg
KoolstofvezelversterktEen interessant prototype was te vinden op de stand
van Sodick. De TT1-400A is ’s werelds eerste
freesmachine met een X-Y tafel van
koolstofvezelversterkt materiaal met een dikte van
slechts 10 mm. De tafel, met een eigen massa van 2
kg, wordt aangedreven door lineaire motoren in de
X-as en Y-as
24-29_EMO 03-10-11 17:24 Pagina 27

28 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Grote draaibankDe Style 1750 XXL is een indrukwekkende draaibank die Style High Tech exposeerde in Hannover. Deze zware
draaibank heeft een diameter van bijna 2 m en een lengte van 3 m tussen de centers. De machine is voorzien
van de eigen CNC-besturing van Style
GereedschaprobotHet Oostenrijkse Weingartner
liet in Hannover de nieuwe
1000S zien. Weingartner maakt
vooral grote machines die
geschikt zijn voor
compleetbewerking. Bijzonder
aan de 1000 S is dat de
gereedschappen aan de
achterzijde door middel van
een robot tussen magazijn en
machine worden
getransporteerd
NC-rondtafelDe VPC 2800-U van AXA is een groot bewerkingscentrum met een zwenkkop
als B-as en een NC-rondtafel. Op deze tafel kan een werkstuk met een eigen
massa van 18.000 kg worden bewerkt. Het machinebereik is 3.880 mm x 2.880
mm x 1.100 mm (X x Y x Z). Een indrukwekkende machine
Vijfassig freesdraaienStar introduceerde in Hannover de nieuwe SW-20
freesdraaimachine met elf CNC gestuurde assen. De
nieuwe machine is geschikt voor stafmateriaal met
een diameter van 20 mm en kan tegelijkertijd
draaien, frezen of boren aan twee kanten van het
stafmateriaal. De machine heeft een Fanuc 31i Model
B5 CNC-besturing, waardoor vijf assen simultaan
kunnen werken
Optisch metenGF AgieCharmilles demonstreerde op een CUT 1000 draadvonker een optisch
meetsysteem (links op de foto). Met dit meetsysteem wordt bij kleine werkstukken, op
de beurs stiftjes met een diameter van 0,5 mm, de vonkdraad in de juiste positie
gebracht. Op deze manier worden in één opspanning in één keer goede delen gemaakt
24-29_EMO 03-10-11 17:24 Pagina 28

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 29
FotoreportageOp onze site www.metaalmagazine.nl
hebben we een fotoreportage geplaatst
met meer dan tweehonderd foto’s van
ons bezoek aan de EMO Hannover 2011.
Aluminium zagenBij Behringer was deze HBM800ALU een van de noviteiten. Behringer komt hiermee tegemoet aan de vraag
van enkele klanten om aluminium te zagen van grotere afmetingen. De HBM800ALU kan aluminium met een
diameter van 800 mm of 800 mm in het vierkant zagen, waarbij de snijsnelheid traploos is te regelen tussen de
250 m/min en 1500 m/min
Roteren en zwenkenOmdat Yasda ontevreden was over de
nauwkeurigheid van de op de markt verkrijgbare
draaizwenkeenheden ontwikkelde het voor de
nieuwe vijfasser YMC 430 zelf een rotatie- en
zwenkunit. Nauwkeurigheid voor B-as is 0,95
boogsec en voor C-as 1,19 boogsec
Universeel rondslijpen Het Zwitserse Studer toonde de nieuwe
rondslijpmachine S41 op de EMO. Metaal Magazine
zag deze al eerder op de huisshow afgelopen
winter. De versie op de EMO kon werkstukken aan
met een lengte van 1.600 mm en een maximale
massa van 250 kg. De centerhoogte bedraagt 275
mm
Hoge verspaancapaciteitDe RXU 1200 DSH is een nieuwe vijfasser van Röders
Tec. Het is een stevige machine gebouwd volgens
het ‘Quadroguide’-concept om een hoge
verspaancapaciteit te behalen bij het voorbewerken.
Op de tafel van deze machine kan een massa van
2.000 kg. Röders levert deze machine standaard met
een HSK F63 hoofdspil (40 kW en 30.000 min-1)
Intelligente multitaskingDe nieuwe Okuma Multus B300II is een intelligente
multitasking machine met een hoge
nauwkeurigheid. De thermische afwijking is minder
dan 10 micrometer en de rondheid nauwkeurigheid
bedraagt 2,8 micrometer. De maximale
draaidiameter is 630 mm en de afstand tussen de
beide aangedreven spindels is 1.255 mm
Complex compleetbewerkenDe M80 die machinebouwer WFL in Hannover
presenteerde is een machine voor het
compleetbewerken van complexe werkstukken.
Rond de introductie van deze machine heeft WFL
een campagne opgezet met Lego als thema. Op de
foto een voorbeeld van een imposant werkstuk
B E U R S
24-29_EMO 03-10-11 17:24 Pagina 29

30 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Met de opkomst van nieuwe maar moeilijker te bewerken materialen worden gereedschap- en machineleveranciers stevig
uitgedaagd om met innovatieve oplossingen te komen. Hoe spelen machine- en gereedschapleveranciers in op deze trend en
wat betekent het voor de machinebouw en de ontwikkeling van gereedschappen? En welke invloed heeft het op de ‘gouden
driehoek’ tussen machine, gereedschap en software? Deze en andere vragen werden beantwoord tijdens de Vimag-
forumdiscussie over technologische ontwikkelingen binnen de metaalindustrie.
DOOR: MARTIN FRANKE (BETA PUBLIC RELATIONS)
Geen vooruitgang zondernieuwe technologie
Van links naar rechts: Philippe Reinders Folmer, René Hazenberg, Ger van der Endt, Theo Coffeng, Ric de Groot, Martin Franke, Reinold Tomberg, Hans Volker en Gijs Bender (foto’s: Michel
Zoeter)
30-31-32-33_Forumndiscussie 03-10-11 17:26 Pagina 30

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 31
Sinds de introductie van roestvast staal hebben
verschillende nieuwe materialen hun intrede
gedaan. Daarbij kan worden gedacht aan ti-
taan, zirkoon en hooggelegeerde metalen maar
ook aan keramiek en vezelversterkte composie-
ten. De opkomst daarvan brengt ook uitdagin-
gen voor de machine- en gereedschapleveran-
ciers met zich mee. De metalen zijn door hun
hardheid moeilijker te bewerken en vereisen
door hun kostprijs een zeer zorgvuldige bewer-
kingstrategie met geringe materiaalverliezen.
Ondanks die beperkingen nemen deze materi-
alen een hoge vlucht. Met name voor medische
toepassingen - een markt waarvoor een groei
van 8 procent per jaar wordt voorspeld - lijken
de nieuwe materialen uitkomst te bieden. Hoe
spelen machine- en gereedschapleveranciers
hierop in? Bieden de materialen nieuwe kansen
of valt dat voor de Nederlandse markt wel mee?
Hans Volker van Gelderblom: “De nieuwe ma-
terialen staan zeker bij de R&D-afdelingen van
grote machinefabrikanten in de belangstelling.
Maar voor die fabrikanten geldt ook dat de
massa nog altijd de motor is. Iedere grote ma-
chinefabrikant wil grote hoeveelheden afzet-
ten. Dat betekent dat het veel van de aandacht
zich toch zal richten op universele machines. Bo-
vendien: wanneer zo’n standaardmachine
wordt voorzien van de nodige opties, kan in
veel gevallen ook al heel wat worden bereikt.
De uitdaging van de nieuwe materialen zal ech-
ter met name voor de gespecialiseerde machi-
nebouwer gelden”. Theo Coffeng van Dymato
beaamt dat: “Een producent bouwt nu eenmaal
het liefst een universele machine. Daar is een
grote markt voor. Zo’n machine leent zich wel-
iswaar niet speciaal voor exotische materialen,
maar daar is ook maar een beperkt aantal afne-
mers voor. Aan de andere kant kunnen materi-
alen zoals titaan ook met universele machines
worden bewerkt. De snelheid zal dan wel een
stuk lager liggen, maar de mogelijkheid is er”.
Philippe Reinders Folmer van Renishaw Benelux:
“Ook de aard van de Nederlandse markt zorgt
ervoor dat de machinemarkt voor exotische ma-
terialen bescheiden van omvang is. In Neder-
land worden veel kleine series gedraaid, waarbij
regelmatig van materiaal en gereedschap wordt
gewisseld. Voor dat werk ben je al snel aange-
wezen op de universele machine. Ik verwacht
dat het bewerken van dergelijke materialen
toch een nichemarkt zal blijven”.
MedischEn de medische industrie? Biedt die dan geen
kansen of kan die niet als voorbeeld dienen
voor de metaalindustrie. De tandtechniek is bij
uitstek een markt waar het om enkelstuks gaat.
Toch lukt het daar om producten die vandaag
worden besteld bij wijze van spreken morgen te
leveren. De toekomst van de metaalindustrie?
Theo Coffeng: “Ik ben bang dat het aantal Ne-
derlandse metaalbedrijven dat op die manier
wil werken, op één hand is te tellen. Het con-
cept van ‘vandaag-bestellen-en-morgen-leve-
ren’ legt een enorm beslag op je organisatie en
productiecapaciteit. Flexibel reageren op vra-
gen van klanten wordt nagenoeg onmogelijk.
Daar zijn maar weinig ondernemers voor te por-
ren”. Philippe Reinders Folmer: “Wat de tand-
techniek wel goed duidelijk maakt, is dat derge-
lijke markten in Nederland alleen kunnen be-
staan door te specialiseren. Bij de productie van
metalen kronen of andere tandonderdelen,
komt bijna geen mens meer te pas. Er wordt
een compleet bestand opgestuurd, dat direct
wordt ingeladen en waarmee vervolgens de
machine wordt bestuurd”.
Plaatbewerking De nieuwe materialen zijn blijkbaar wel aan een
opmars begonnen, maar de Nederlandse ge-
reedschap- en machineleveranciers worden er
nog niet echt mee geconfronteerd. Geldt dat al-
leen voor de verspanende machines of ook voor
de plaatbewerking? Ger van der Endt van
Trumpf Nederland: “Wij hebben altijd sterk in-
gezet op systeem- en procesontwikkeling; met
name in de procesketen van dunne-plaat. Op
het gebied van metalen zie je een duidelijke
ontwikkeling naar kleinere plaatdiktes. De
staalleveranciers worden door de markt ge-
dwongen om meer toegevoegde waarde te le-
veren in materiaaleigenschappen. Voorbeelden
hiervan zijn de nieuwe generatie hogesterkte -
stalen, voorgelakte plaat en gecoate plaat in
vele varianten van zinklagen, chroom etc. Met
name bij de hogesterktestalen liggen er in de
traditionele mechanische scheidingsprocessen
(trimmen) duidelijke grenzen aan bewerkbaar-
heid. Vlakbed- en lasersnijdmachines bieden
daarvoor uitstekende mogelijkheden. Binnen
de automotive industrie is daarnaast een trend
zichtbaar naar het construeren in composietma-
teriaal en CFRP (carbon-fiber-reinforced plastic).
Lasersnijden biedt voor deze laatste groep ma-
terialen een enorm potentieel. Naast metalen
worden wij meer en meer geconfronteerd met
toepassingen in keramische materialen, silicium,
folies, glas, en velerlei kunststofvarianten”.
René Hazenberg van Amada vult aan: “De ont-
wikkeling van de laserfibertechniek nodigt ook
uit om andere materialen te gaan gebruiken”.
Door verschillende bronnen te combineren, kan
met dit lasertype nu zo’n vermogen worden be-
reikt, dat ook de exotische materialen econo-
misch kunnen worden bewerkt. Maar daarvoor
is echter wel volume nodig; volume dat er nu
nog lang niet altijd is.
LaserDe laser zie je ook steeds meer worden toege-
F O R U M D I S C U S S I E
Machinemarkt exotische materialen bescheiden
>>>
Philippe Reinders Folmer (Renishaw):
“Opgroeitechnieken blijvenvooralsnog beperkt tot
prototyping”
René Hazenberg (Amada):
“Snelle ontwikkeling van lasertechniek nodigt uit omandere materialen te gaan
bewerken”
30-31-32-33_Forumndiscussie 03-10-11 17:26 Pagina 31

32 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
past als ondersteuning bij het verspanen. Hierbij
wordt het te verspanen materiaal ter plaatse
waar het gereedschap wordt ingezet, zachter
gemaakt met de laserstraal. Op die manier kan
het materiaal worden verspaand of bewerkt
zonder dat het gereedschap direct breekt. Zijn
daar inmiddels ook ervaringen mee? Ger van
der Endt: “Het is niet ons vak maar wij hebben
het jaren geleden wel eens gedaan. Maar dat
was meer om de verspanende markt te volgen.
Wij willen graag weten wat de ontwikkelingen
in de verspanende markt zijn. Op die manier
komen we beslagen ten ijs wanneer andere
technieken ter sprake komen. Je kunt een pro-
duct uit metaal frezen, maar je kunt het in een
groot aantal gevallen ook opbouwen of op
laten groeien. En ook daar zijn weer verschil-
lende technieken denkbaar om uiteenlopende
materialen of componenten met elkaar te ver-
binden. Lassen is daar het meest voor de hand
liggende voorbeeld van. Het is niet altijd nodig
om een product uit een massief blok metaal te
maken; in bepaalde gevallen kan het ook wor-
den samengesteld. Een goed voorbeeld vind ik
de hydraulische blokken in onze machines. Die
werden vroeger uit een massief metalen blok
vervaardigd. Tegenwoordig bouwen we die
blokken op uit platen die vervolgens worden
gelast. Door die techniek te gebruiken, ben je
niet alleen flexibeler maar is het ook beter mo-
gelijk om bijvoorbeeld koelkanalen in een pro-
duct te integreren”.
OpgroeitechniekenDie mogelijkheid wordt ook vaak genoemd als
één van de voordelen van opgroeitechnieken,
zoals stereolithografie, 3D printing, Selective
Laser Sintering (SLS) en Selective Laser Melting
(SLM). Deze laatste techniek leent zich onder
meer voor de vervaardiging van serie-identieke
prototypen, enkelstuks en kleine series. De tech-
niek zorgt er voor dat sneller kan worden ge-
reageerd op vragen van de klant. Een voorbeeld
daarvan levert Festo dat samen met het Fraun-
hofer Instituut de productietijd van serie-iden-
tieke prototypen met Selective Laser Melting
wist terug te brengen tot zeven arbeidsdagen.
Ter vergelijking: voor de prototyping waren met
giettechniek 120 arbeidsdagen nodig en met
conventioneel prototyping (draaien, frezen)
dertig arbeidsdagen. Is dat de stand der tech-
niek die we momenteel in Nederland kennen?
Philippe Reinders Folmer: “Momenteel beperkt
het zich wel tot prototyping en kleinere produc-
ten door de beperkingen van het werkvolume
(grootte van het plateau en de hoogte). En ook
in de materiaalkeuze ben je niet volledig vrij. Bij
koper bijvoorbeeld treedt bij SLM scattering op
waardoor je al snel aan vermogen verliest”.
Theo Coffeng vult aan: “Er zitten inderdaad wel
beperkingen aan opgroeitechnieken, zoals SLM.
De materiaaleigenschappen veranderen omdat
er tijdens het opbouwproces materiaalspanning
optreedt. Daardoor ben je na afloop al snel aan-
gewezen op nagloeien en is er dus altijd nog
een aanvullende bewerking noodzakelijk. Daar-
naast wordt het oppervlak gevormd uit minus-
cuul kleine korreltjes en is het oppervlak dus
niet glad”. Dat biedt echter ook voordelen,
aldus Philippe Reinders Folmer: “Juist in de me-
dische wereld kan een ruw oppervlak voordelen
bieden. Botweefsel hecht zich bijvoorbeeld
door het niet-gladde oppervlak aanzienlijk
beter”. En wordt het daarmee een volwaardige
productietechniek? Theo Coffeng: “Ik zou me
dat wel kunnen voorstellen voor gieterijen. Mo-
Gouden driehoekMachine, gereedschap en software vormen een ‘gouden
driehoek’ die zoveel mogelijk in evenwicht moet zijn.
Snelle ontwikkelingen op één van die terreinen zou dat
evenwicht wel eens kunnen verstoren. Wat is er op soft-
waregebied momenteel te verwachten?
Theo Coffeng: “De machines van tegenwoordig kunnen
al enorm veel. En hetzelfde geldt voor de bijbehorende
software. Als je vervolgens in de praktijk kijkt hoeveel van
die mogelijkheden worden gebruikt, dan is dat maar een
klein deel. Als leverancier moet je daar oog voor hebben
en je klant in zekere zin bij de hand nemen om het maxi-
male uit zijn productiemiddelen te halen. Uiteraard heb
je niet voor elke bewerking een machine nodig die voor-
zien is van de laatste techniek. Het is belangrijker om voor
je zelf vast te stellen waar je als bedrijf goed in bent én
waar je in de toekomst goed in wilt zijn. Heb je daar geen
topmachine voor nodig, dan is het altijd nog zaak om je
proces tot in de puntjes geregeld te hebben”. Gijs Bender:
“Aan de andere kant is de klant ook iets aan zichzelf ver-
plicht. Als je na vijf of tien jaar weer voor een investerings-
beslissing staat, zul je moeten kiezen voor de stand der
techniek die dan geldt. Het komt nog vaak voor dat klan-
ten uiteindelijk toch weer kiezen voor de oplossing die ze
tien jaar geleden ook al namen. Dat is stilstand en daar-
mee ook achteruitgang. Als je alleen naar de software
kijkt, dan zie je dat de ontwikkelingen daar razendsnel
gaan. Hét grote verschil tussen de vijfassige machines die
momenteel worden aangeboden, is de kwaliteit van de
software. De grote vraag is daarbij hoe de leverancier de
software toepast en welke mogelijkheden daarmee wor-
den geboden.” Ook Hans Volker ervaart dat: “Een inves-
tering in een machine is onlosmakelijk verbonden in een
investering in softwaretechnologie en competenties. Be-
schikt het bedrijf ook over de competentie om het maxi-
male uit de softwaremogelijkheden te halen?”
Software ontwikkelt zich daarmee tot een aparte disci-
pline. Theo Coffeng: “Dat merk je al aan de dagelijkse
praktijk. Wij verkopen machines, maar de software laten
wij over aan een bedrijf dat daar weer in gespecialiseerd
is”. Gijs Bender: “Software is niet iets wat je er even bijle-
vert. Daar is gespecialiseerde knowhow voor nodig die
het best door specialisten kan worden geleverd”. Hans
Volker: “Een positieve ontwikkeling is dat de markt dat
nu ook weet. Er zijn steeds betere pakketten en men valt
daar ook steeds vaker op terug. Daarmee verdwijnen de
mindere pakketten ook langzaamaan van de markt”.
Theo Coffeng (Dymato):
“Klanten leren het maximaleuit hun productiemiddelen
te halen”
Ger van der Endt (Trumpf):
“Opbouwen uit plaat in sommige gevallen
aantrekkelijk alternatief voor opgroeitechniek”
30-31-32-33_Forumndiscussie 03-10-11 17:26 Pagina 32

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 33
F O R U M D I S C U S S I E
menteel worden gietmodellen nog uit hout ge-
maakt. Die zou je nu ook in kunststof kunnen
gaan opbouwen. Dat werkt aanzienlijk sneller”.
Hans Volker: “Het zal ongetwijfeld een volwaar-
dige productietechniek worden. De ontwikke-
ling van dit soort techniek gaat altijd gestaag.
Waar het precies eindigt en wat wij er dan in
Nederland mee kunnen of doen, is nu nog
moeilijk te voorspellen”.
GereedschapDat betekent dat gereedschap dus voorlopig
onmisbaar blijft. Een positieve ontwikkeling?
Ric de Groot van Hagro Precisie: “Voor gereed-
schapleveranciers uiteraard wel, alhoewel ook
de gereedschapproducenten niet stil zitten. Je
ziet de ontwikkelingen daar razendsnel gaan. In
Nederland werken wij graag met hoge voe-
dingsnelheden. Daarvoor is gereedschap nodig
dat scherp is en langdurig scherp blijft. Levens-
duurverlenging kan bijvoorbeeld worden be-
reikt door een coating. Op dat vlak zie je de
coatings steeds dunner worden zonder dat het
ten koste gaat van de gereedschapkwaliteit.
Traditionele coatings zijn te ‘dik’, waardoor ze
de snijkant van gereedschappen verronden.
Daardoor is dat gereedschap niet scherp ge-
noeg voor de materialen zoals composieten. De
modernste coatings zijn veel dunner en worden
via nanotechnologie opgebracht. Met deze
coatings is een snijkant wel scherp. En daarbij is
ook de invloed van nieuwe materialen merk-
baar. Wij lopen er niet iedere dag tegenaan,
maar merken wel aan vragen van klanten dat
een steeds grotere verscheidenheid aan materi-
alen wordt gebruikt.”
De hoge voedingsnelheden, maar ook de (voor-
zichtige) kennismaking met nieuwe materialen,
zorgen ervoor dat koeling steeds belangrijker
wordt. Welke ontwikkelingen zijn daar herken-
baar? Zijn koeling met vloeibare stikstof of ho-
gedrukkoeling door het gereedschap inmiddels
een begrip in de Nederlandse metaalindustrie?
Ric de Groot: “Circa 80 procent van de machines
is nog gewoon voorzien van koelemulsie, wel is
koeling door het gereedschap inmiddels nor-
maal. Er worden al jaren nauwelijks nieuwe ma-
chines uitgeleverd zonder koeling door de spil
of het gereedschap. Bij de moderne machines
en gereedschappen is daarnaast een trend naar
minder koeling en hogere drukken van koel -
smeervloeistoffen. En daarnaast wordt steeds
vaker met hogedruklucht gewerkt om spanen
af te voeren”. Hans Volker: “Voor koelsmeer-
vloeistoffen kan de druk daarbij oplopen tot
wel 250 bar. Dat verlangt echter wel meer van
je machine. Er zijn dan ook allemaal ingrepen
nodig om die hoge druk voor de machine en
het gereedschap te krijgen”. Theo Coffeng vult
aan: “Een ander probleem zijn de hogedruk-
slangen die gebruikt worden voor het aanvoe-
ren van de koelsmeervloeistof. Hoe hoger druk
wordt, hoe dikker en groter de slangen worden.
Daardoor wordt de radius van de slang ook gro-
ter, waardoor het moeilijk is om dat allemaal
nog op een nette manier in de machine weg te
werken”. Gijs Bender van Bendertechniek: “Al
die ingrepen brengen extra kosten met zich
mee, waardoor het voor de jobber onaantrek-
kelijk wordt. Ik verwacht dat het in Nederland
daarom een nichemarkt zal blijven”. <<<
Vimag-forumdiscussieDe Vimag-forumdiscussie is een initiatief van de sectie
Vimag van de Federatie ProductieTechnologie. De leden
van de vereniging vertegenwoordigen gezamenlijk meer
dan vijftienhonderd producenten van apparatuur voor de
metaalindustrie. Door hun rechtstreekse vertegenwoor-
diging en de jarenlange ervaring beschikken de Vimag-
leden over een onschatbare hoeveelheid kennis en des-
kundigheid. Die knowhow wordt nu ook via de forumdis-
cussie overgedragen. Tijdens de discussie passeren onder
meer de stand der techniek, ontwikkelingen en aan-
dachtspunten voor potentiële gebruikers de revue. De bij-
eenkomst over internet in de metaalbranche stond onder
leiding van Reinold Tomberg, hoofdredacteur van Metaal
Magazine en vond plaats onder auspiciën van de PR-com-
missie van de Federatie Productie Technologie.
Deelnemers aan de Vimag-forumdiscussie over trends in
de metaalindustrie zijn Philippe Reinders Folmer van
Renishaw Benelux (Breda), René Hazenberg van Amada
(Haan, Duitsland), Ger van der Endt van Trumpf Neder-
land (Hengelo), Theo Coffeng van Dymato (Veenendaal),
Ric de Groot van Hagro Precisie (Schaijk), Hans Volker van
Gelderblom (Houten) en Gijs Bender van Bendertechniek
(Veenendaal).
Ric de Groot (Hagro Precisie):
“Levensduurverlenging doorhet gebruik van steeds dunnere coatings neemt
een grote vlucht”
Hans Volker (Gelderblom):
“Investeren in een machine isinvesteren in softwaretechno-
logie en competenties”
Gijs Bender (Bendertechniek):
“Niet investeren in technolo-gie betekent stilstand en
daarmee ook achteruitgang”
30-31-32-33_Forumndiscussie 03-10-11 17:26 Pagina 33

34 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Eerder dit jaar merkte directeur Eelco Osse van
Boessenkool in Almelo al op dat de druk op de
doorlooptijden enorm was toegenomen. Nu, zo’n
half jaar later, zegt hij: “Het is nog drie keer zo erg
geworden.” Om de capaciteit op te krikken heeft het
bedrijf geïnvesteerd in een grote carrouseldraaibank
van Hankook, terwijl er ook winst is gehaald door
het stroomlijnen van de interne logistiek en het
opvoeren van het spilrendement.
DOOR: JAN OONK
Volgens Eelco Osse doet de druk op de door-
looptijden zich vooral voor binnen sectoren als
de olie- en gasindustrie en de energiewinning
en zijn ze een direct gevolg van een inhaalslag
na de crisis in 2009 en 2010. “De projecten die
destijds op de lange baan zijn geschoven moe-
ten nu in versneld tempo worden ingehaald.”
Het gevolg ligt voor de hand: “De leverdruk
neemt toe, terwijl de capaciteit in de hele keten
begint vol te raken.”
Dat begint al bij de leveranciers van basismate-
rialen. Volgens Osse is de levertijd voor basisma-
terialen opgelopen tot ettelijke maanden, in
sommige gevallen (zoals grote gietstukken en
smeedblokken, die vooral uit Duitsland moeten
komen) zelfs al tot tien maanden.
“De orderportefeuille hoopt zich op en als het
materiaal er eindelijk is dan moet alles tegelijk.
De doorlooptijden die worden gevraagd liggen
zo’n 30 tot 50 procent lager dan voorheen en
het vergt heel wat inventiviteit om dat waar te
maken.”
Bekende naamWat ook meespeelt is dat tijdens de voorgaande
crisisjaren een aantal concurrenten in het
marktsegment van grote producten is omgeval-
len. Dat is het terrein waar Boessenkool actief is.
“Van schoenendoosformaat tot productlengtes
van 40 m en gewichten van 100 ton”, geeft Osse
als indicatie. Nu de markt aantrekt moet die
weggevallen capaciteit door de overblijvers
worden aangevuld, want de producten moeten
toch worden gemaakt.
Nog een verklaring is dat de eisen in de olie- en
gaswereld de laatste tijd behoorlijk zijn aange-
scherpt, en dan met name sinds het echec van
BP in de Golf van Mexico. Klanten zoeken toe-
leveranciers die kunnen voldoen aan de hoge
kwaliteitseisen, die beschikken over gekwalifi-
ceerde lassers en die het projectmanagement
tot in de finesses beheersen. Juist op die punten
Directeur Eelco Osse (r) van Boessenkool, samen met directeur Henny van Minkelen van Thomassen Machining:
“Door het spilrendement op te krikken en de interne logistiek te stroomlijnen is er nog wat meer output uit te
persen” (foto’s: Jan Oonk)
De orderportefeuille hoopt zich op
Toenemende druk opdoorlooptijden
De nieuwe VTC 4050E carrouseldraaibank van
Hankook tijdens het afnametraject
34-35_Boessenkool 03-10-11 17:27 Pagina 34

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 35
heeft Boessenkool zich volgens Osse de afgelo-
pen jaren een reputatie verworven. “We zijn
een bekende naam geworden in de markt.”
Van enige economische vertraging als gevolg
van de recente onrust op de financiële markten
merkt Osse nog niets. Integendeel, tijdens de
zomermaanden werd de dubbele hoeveelheid
werk gevraagd als vorig jaar. “Maar we zitten
ook wat later in de economische golfbeweging.
De projecten die zijn gestart zullen toch afge-
bouwd moeten worden, dus de orders zullen
niet zomaar stil vallen.”
Niet verprutsenHet verklaren van de toenemende druk op
doorlooptijden is één ding, maar hoe ga je als
bedrijf die uitdaging te lijf? “Overwerken”,
noemt Osse als eerste uitweg. Bij Boessenkool
wordt gewerkt in dagdienst, dus daar zit nog de
nodige rek in het programma. Een meerploe-
gendienst is niet direct een optie. “Daar horen
ook weer extra vakmensen bij en die zijn nog al-
tijd moeilijk te vinden.” Ook het onbemand
draaien biedt maar beperkte opties. “Te ris-
kant”, aldus Osse. Nog afgezien van de kosten
(het gaat om erg dure producten) betekent het
dat er weer maanden verloren gaan met het
wachten op nieuw basismateriaal. “Dat wil je
dus niet verprutsen.”
“Een stukje uitbesteding, waar dat kan” biedt
nog wel enige uitkomst, maar ook die is be-
perkt. Elders in de markt staan levertijden even-
eens onder druk en bovendien is het aantal toe-
leveranciers dat kan voldoen aan het eisenni-
veau van Boessenkool niet onuitputtelijk.
TijdwinstToch blijken er intern nog een aantal mogelijk-
heden aan te boren om de doorloop van pro-
ducten te versnellen. “Door het spilrendement
op te krikken en de interne logistiek te stroom-
lijnen is er nog wat meer output uit te persen”,
zoals Osse het samenvat. Door het clusteren van
werkzaamheden kan het aantal omstellingen
bijvoorbeeld worden beperkt, zodat de spil
meer uren kan maken. Bovendien is bij Boessen-
kool veel aandacht besteed aan slimme spansys-
temen, zodat sneller kan worden omgeschakeld
op een ander product.
Niet alleen meer spiluren helpt bij het verkorten
van doorlooptijden, ook een hogere effectiviteit
van het verspaningsproces draagt een steentje
bij. Vandaar dat nieuwe gereedschappen zijn
geïntroduceerd, waarmee een hogere verspa-
ningscapaciteit kan worden bereikt. Ook op het
organisatorische en logistieke vlak blijkt nog het
een en ander te halen. “Vooral de afstemming
tussen verspanen en lassen is heel belangrijk”,
aldus Osse. “Daar hebben we toch nog heel wat
tijdwinst kunnen halen.”
HankookOm de capaciteit op te krikken heeft Boessen-
kool eveneens geïnvesteerd in een imposante
nieuwe carrouseldraaibank van Hankook, in Ne-
derland vertegenwoordigd door Bendertech-
niek in Veenendaal. Om de machine tot zijn
recht te laten komen is zelfs een compleet
nieuwe hal gebouwd met een hijscapaciteit van
120 ton.
De VTC 4050E is geschikt voor werkstukdiame-
ters tot 5.000 mm, hoogtes tot 4.000 mm en
werkstukgewichten tot 60 ton. De machine
heeft een maximaal vermogen van 135 kW, ter-
wijl de carrousel een toerental van 70 min-1 kan
bereiken. Dankzij de aangedreven gereed-
schappen (3.000 min-1) kunnen ook aanvullende
boor- en freesbewerkingen worden uitgevoerd.
Met de aanschaf van de machine is niet alleen
de capaciteit flink opgeschroefd maar is door
Boessenkool ook de stap gezet naar nog gro-
tere formaten. <<<
Een deksel voor een compressorhuis zoals dat bij
Boessenkool wordt bewerkt
T O E L E V E R E N
Van offshore tot deeltjesversneller“Groot en nauwkeurig, daar zijn we goed in”, zo omschrijft Eelco Osse de sterke punten van
Boessenkool. Het gaat daarbij om een combinatie van verspaning en las- en constructiewerk,
iets dat volgens Osse binnen het segment van de grote formaten niet zo heel gangbaar meer
is. Belangrijke afzetmarkten zijn de offshore, de olie- en gasindustrie, de energiesector en de
foodindustrie, evenals de onderzoekswereld. Wat dat laatste betreft: Boessenkool heeft onder
andere onderdelen geleverd voor de deeltjesversneller van CERN in Genève en voor een
nieuwe telescoop van ESO in Chili. Het bedrijf is ook betrokken bij de bouw van de experimen-
tele ITER plasmafusiereactor in Frankrijk. Van de vervaardigde producten verdwijnt 80 procent
naar het buitenland.
Voor meer informatie zie www.boessenkool.com.
Overname Thomassen MachiningPer 30 juni 2011 heeft Boessenkool het bedrijf Thomassen
Machining in Rheden overgenomen. Wat betreft de pro-
ductafmetingen gaat men hier nog een stapje verder,
waarbij de activiteiten zich beperken tot enkel het verspa-
nende werk. Belangrijkste afzetmarkt is hier de energie-
sector en petrochemie, met turbines en compressorbehui-
zingen als kenmerkende producten. Ook bij Thomassen
Machining is de orderportefeuille volledig gevuld. Om
niet achter het net te vissen hebben sommige klanten hier
al voor twee jaar verspaningscapaciteit vastgelegd.
Het gereedschappenmagazijn van de Hankook
beweegt mee met de brug, om ook bij hoge
producten een snelle gereedschapwisseling mogelijk
te maken
34-35_Boessenkool 03-10-11 17:27 Pagina 35
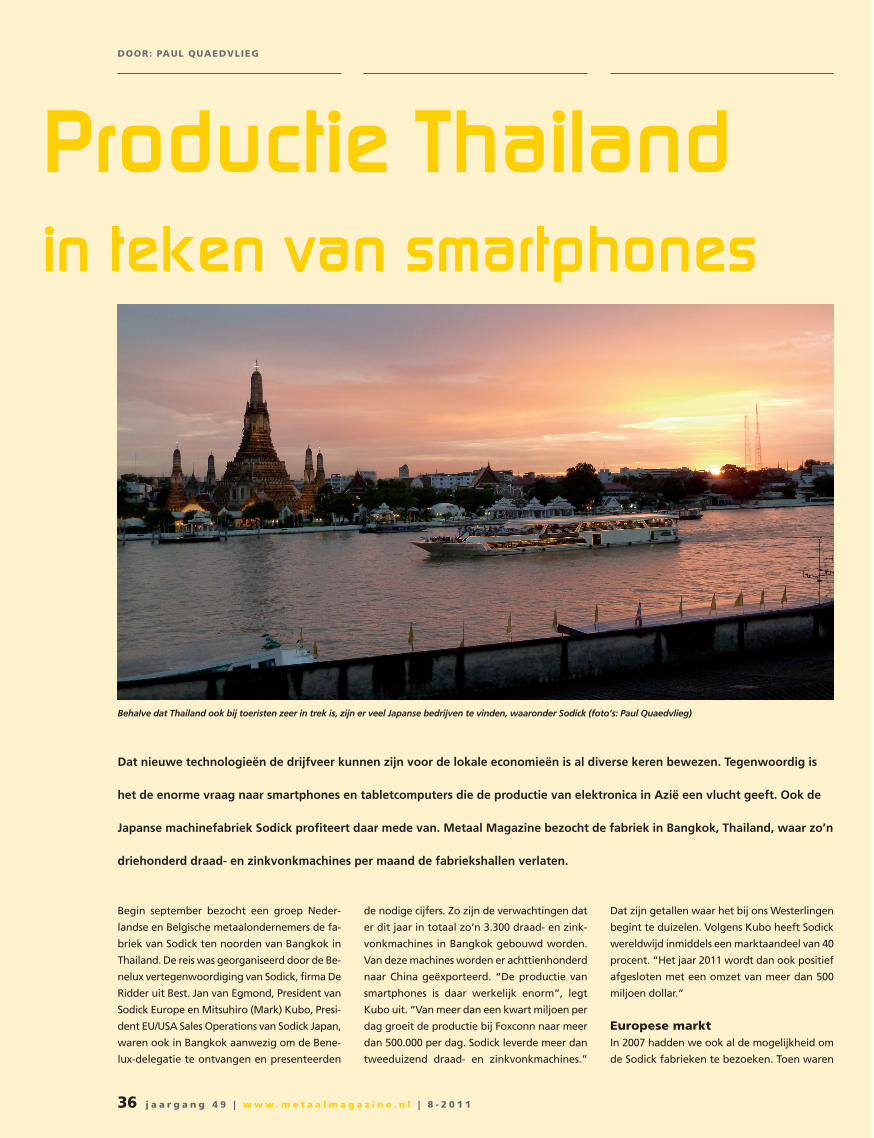
36 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Dat nieuwe technologieën de drijfveer kunnen zijn voor de lokale economieën is al diverse keren bewezen. Tegenwoordig is
het de enorme vraag naar smartphones en tabletcomputers die de productie van elektronica in Azië een vlucht geeft. Ook de
Japanse machinefabriek Sodick profiteert daar mede van. Metaal Magazine bezocht de fabriek in Bangkok, Thailand, waar zo’n
driehonderd draad- en zinkvonkmachines per maand de fabriekshallen verlaten.
DOOR: PAUL QUAEDVLIEG
Begin september bezocht een groep Neder-
landse en Belgische metaalondernemers de fa-
briek van Sodick ten noorden van Bangkok in
Thailand. De reis was georganiseerd door de Be-
nelux vertegenwoordiging van Sodick, firma De
Ridder uit Best. Jan van Egmond, President van
Sodick Europe en Mitsuhiro (Mark) Kubo, Presi-
dent EU/USA Sales Operations van Sodick Japan,
waren ook in Bangkok aanwezig om de Bene-
lux-delegatie te ontvangen en presenteerden
de nodige cijfers. Zo zijn de verwachtingen dat
er dit jaar in totaal zo’n 3.300 draad- en zink-
vonkmachines in Bangkok gebouwd worden.
Van deze machines worden er achttienhonderd
naar China geëxporteerd. “De productie van
smartphones is daar werkelijk enorm”, legt
Kubo uit. “Van meer dan een kwart miljoen per
dag groeit de productie bij Foxconn naar meer
dan 500.000 per dag. Sodick leverde meer dan
tweeduizend draad- en zinkvonkmachines.”
Dat zijn getallen waar het bij ons Westerlingen
begint te duizelen. Volgens Kubo heeft Sodick
wereldwijd inmiddels een marktaandeel van 40
procent. “Het jaar 2011 wordt dan ook positief
afgesloten met een omzet van meer dan 500
miljoen dollar.”
Europese marktIn 2007 hadden we ook al de mogelijkheid om
de Sodick fabrieken te bezoeken. Toen waren
Behalve dat Thailand ook bij toeristen zeer in trek is, zijn er veel Japanse bedrijven te vinden, waaronder Sodick (foto’s: Paul Quaedvlieg)
Productie Thailandin teken van smartphones
36-37-38_Sodick 03-10-11 17:28 Pagina 36

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 37
het ook hoogtijdagen, echter leken de hallen
destijds minder gevuld dan nu het geval was.
Opvallend was het relatief grote aantal CE-ma-
chines voor de Europese markt. Deze zijn her-
kenbaar aan de extra beschermingspanelen
rondom, gezien de machinerichtlijn. De verkla-
ring hiervan vinden we in de presentatie van
Jan van Egmond, die verantwoordelijk is voor
de verkoop in Europa. “De cijfers laten zien dat
het marktaandeel van Sodick omhoog gaat. In
China verkopen we dit jaar achttienhonderd
machines en in Europa meer dan vierhonderd
machines. Maar in Europa valt nog wel wat
marktaandeel te halen.”
Volgens Van Egmond komt dat omdat Sodick, in
vergelijking met andere draad- en zinkvonkfa-
brikanten, een late speler op dit gebied is. “So-
dick is iets langer dan dertig jaar actief op het
gebied van draad- en zinkvonktechnologie. We
zijn vooral een technologiegedreven bedrijf. We
hebben inmiddels R&D faciliteiten in Japan,
Thailand en de Verenigde Staten. Zo hebben we
in Silicon Valley een eigen R&D afdeling die de
microprocessoren ontwikkeld voor de aanstu-
ring van de lineaire motoren. Dat is complexe
materie.”
Lineare motorenIn 1999 was Sodick de eerste fabrikant die line-
aire motoren gebruikte voor de aandrijving van
draad- en zinkvonkmachines. Bijzonder is dat
deze motoren niet worden ingekocht, maar ge-
heel in eigen huis worden gemaakt. Voor de
aansturing hiervan gebruikt Sodick een even-
eens zelf ontwikkelde motion controller
(KSMC). Deze is geïntegreerd in de generator,
stuurt de asbeweging aan en bewaakt continu
de grootte van de vonkspleet. “De lineaire mo-
toren van Sodick zijn gekoeld”, legt Van Eg-
mond uit. “De koelkanalen lopen volgens een
gepatenteerd ontwerp tussen de magnetische
spoelen door. Het grote voordeel van deze mo-
toren is dat ze gelijkmatig en trillingsvrij bewe-
gen.” Op alle bewegende assen monteert So-
dick glaslinialen met een nauwkeurigheid van
10 nanometer. Deze werken proactief samen
met de lineaire motoren.
Strategisch keramiekOok alle strategische keramische componenten
worden door Sodick zelf ontworpen en ge-
maakt. Dat is een complex en langdurig fabrica-
geproces. Van poeder tot en met eindcompo-
nent kan tot dertien werkdagen duren. Van Eg-
mond: “De voordelen van deze onderdelen zijn
ondermeer een hoge thermische stabiliteit, een
lichtere massa en een hoge elektrische weer-
stand ten opzichte van roestvast stalen compo-
nenten. Bovendien oxideert dit materiaal niet,
waardoor het gedurende de gehele levensduur
van de machine zijn nauwkeurigheid behoudt.”
De machineframes van Sodick zijn gemaakt van
meehanite gietijzer. Deze zijn stabieler en stijver
dan bijvoorbeeld de goedkopere polymeerbe-
tonframes. De gietijzeren frames worden inge-
kocht van een gieterij, maar wel door Sodick
zelf bewerkt. Voor het bewerken van deze ma-
chineframes en andere metalen componenten
beschikt Sodick over diverse grote bewerkings-
machines waaronder een aantal grote Yasda’s,
Okuma’s, Mitsui Seiki’s, Toshiba’s en Okamoto’s.
AssemblageAlle componenten, van schakelkasten, besturin-
gen tot en met frames, motoren en keramische
componenten, komen bij elkaar in de assembla-
gehal.
In deze grote hal staan alle draad- en zinkvonk-
machines per type gegroepeerd. “Tijdens de as-
semblage is de rechtheid van de assen het be-
M E T A A L B E W E R K E N
Sodick EuropeHet hoofdkwartier van Sodick Europe Limited is gevestigd
in Coventry in Engeland. Van hier uit worden alle dealers
in Europa voorzien van verkoop- en technische serviceon-
dersteuning, ook de Benelux-vertegenwoordiging van De
Ridder in Best. In Coventry bevinden zich verder de mar-
ketingafdeling en een magazijn met onderdelen en con-
sumables. In Düsseldorf is ook een Sodick kantoor, maar
dan meer voor de Duitstalige klanten. Europese klanten
(vaste land) kunnen hier ook terecht voor demonstraties.
Voor de logistiek rondom nieuwe machines is Sodick een
overeenkomst aangegaan met transportonderneming
Ziegler. In Rotterdam worden nieuwe standaardmachines
op voorraad gehouden. Meestel is hier een voorraad aan-
wezig van tussen de zestig en tachtig machines.
>>>De Sodick AQ1200 LP2WH, hier op de EMO 2011 te zien, is een grootformaat draadvonkmachine
Jan van Egmond (rechts), President van Sodick
Europe en Mitsuhiro (Mark) Kubo, President EU/USA
Sales Operations van Sodick Japan, waren in
Bangkok aanwezig om de Benelux-delegatie te
ontvangen
36-37-38_Sodick 03-10-11 17:29 Pagina 37

38 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Productie Sodick in beeldTijdens de rondleiding door de fabriek van Sodick mocht Metaal Magazine, bij wijze van uitzondering, foto’s maken van de productie. Alleen de
fabricage en assemblage van de lineaire motoren en de assemblage van de machines, mochten niet in beeld gebracht worden. “Dat zijn de ge-
heimen van de smid”, legde Jan van Egmond uit. Wat opviel was het grote aantal vrouwelijke medewerkers, niet alleen bij de fijngevoelige elek-
tronica-assemblage, maar zelfs bij het bewerken van de machineframes en onderdelen.
Draadbomen maken is secuur werk
Robotautomatisering, ook in Thailand
Alle nauwkeurige vlakken worden geschraapt
Hier worden de CNC-besturingen geassembleerd
Het bijwerken van keramische onderdelen voordat
deze gebakken worden
Zwangere vrouwen krijgen aangepaste
werkzaamheden
Bewerking van de gietijzeren frames gebeurt in
eigen huis
Zware Japanse machines zijn overal te vinden bij
Sodick
Eindcontrole en monteren van
transporthulpstukken
langrijkste gegeven voor de nauwkeurigheid
van de machine”, legt Van Egmond uit. “Sodick
maakt gebruik van lineaire geleidingen. Deze
hebben een groter contactoppervlak dan kogel-
rolgeleidingen, zijn dus stabieler, maar moeten
wel veel nauwkeuriger gemonteerd worden. De
ondergrond moet dus zeer vlak zijn. We kunnen
de ondergrond bewerken met een nauwkeurig-
heid van 7 tot 8 micrometer, maar alleen met
behulp van schrapen kunnen we deze nauw-
keurigheid naar 1 tot 2 micrometer krijgen.”
Carbon fiberOp de EMO 2011 in Hannover pakte Sodick
goed uit met in totaal zeven machines. Spec-
taculair was de AQ1200 LP2WH grootformaat
draadvonkmachine. Deze kan werkstukken tot
4.000 kg aan. Nieuw is het instapmodel voor
zinkvonken, de AQ45L. Deze machine heeft
een werkbereik van 300 mm bij 250 mm bij
250 mm, de tafel meet 600 mm x 400 mm.
Andere machines op de EMO waren de AG60
LN2 lineaire zinkvonkmachine met dubbele
elektrodenwisselaar, de AG600 LP2WH lineaire
draadvonkmachine met verhoogde Z-as (500
mm), de AG600 LP20WH met achtassige bestu-
ring en automatisering en de AP250 LP2W, de
portaalmachine in olie voor speciale toepassin-
gen. Speciaal was het prototype van een com-
pacte freesmachine, de TT1-400A, waarbij veel
machineonderdelen van koolstofvezel zijn ge-
maakt. Waarmee duidelijk wordt dat Sodick
een technologiegedreven bedrijf is. <<<
36-37-38_Sodick 03-10-11 17:29 Pagina 38
Altijd een passende oplossing voor uw verspanende productie
Meer weten? 0229 54 24 85 - [email protected] - www.dormac.nl
vijf-assig draaien, frezen en slijpen met hoge dynamiek
5-assig bewerken met Alzmetall
Alzmetall bouwt vijf-assige hybride machines voor draai-, frees- en slijpbewerkingen met een hoge dynamische stijfheid, hoge productie nauwkeurigheid en hoge betrouw-baarheid.
www.eisma.nl

40 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Carl Cloos Schweisstechnik uit Haiger (D) ontwikkelde voor laswerkzaamheden aan de Zuid-
Afrikaanse kolencentrale Medupi een geautomatiseerd lassysteem. Hiermee worden bepaalde
steunen in de vorm van vinnen aan draagbuizen gelast die later een wezenlijk onderdeel
uitmaken van de twaalf gigantische stoomketels. Het lassysteem zorgt ervoor dat de
honderdduizend vinnen per stoomketel efficiënt, goed en met een constante kwaliteit gelast
worden. In ieder geval gaat het vijftien maal sneller dan handmatig lassen.
DOOR: PAUL QUAEDVLIEG
Het lassen van de vinnen aan de buizen wordt ge-
daan door het bedrijf Steinmüller Afrika. Dit be-
drijf besloot tot geautomatiseerd lassen vanwege
een aantal redenen. “Een constante laskwaliteit,
een zeer goede herhaalnauwkeurigheid en
vooral de zeer korte lastijden waren voor ons ge-
noeg redenen om te kiezen voor een geautoma-
tiseerde lasopstelling”, legt Thomas Barthel, Wel-
ding manager van Steinmüller Afrika uit. “Afhan-
kelijk van het aantal te lassen vinnen is het lassys-
teem tot vijftien keer sneller dan de meest
ervaren lasser.”
De bediening van het lassysteem is zeer eenvou-
dig. De operator plaatst een draagbuis in de ma-
chine en start deze. De te lassen vinnen worden
vanuit een productmagazijn automatisch aange-
voerd en met een pick&place unit exact gepositi-
oneerd. De beide lasttoortsen komen naar het
product en lassen de vinnen vast aan de buis.
Hechten is niet meer nodig.
Vanwege de hoge temperaturen die in de stoom-
ketels heersen, bestaan de draagbuizen uit de re-
latief nieuwe staalsoort 7CrMoVTiB 10.10 en de
vinnen afhankelijk van de uitvoering uit
13CrMo4.5, X10CrAlSi7 of X10CrAlSi18. Bij deze
hittebestendige staalsoorten moet echter opgelet
worden dat de warmte-inbreng niet te hoog mag
worden. Er wordt dan wel per vin aan twee kan-
ten tegelijkertijd gelast, echter begint de ene la-
stoorts vooraan de rechterzijde, terwijl de andere
lastoorts achteraan de linkerzijde begint. De 50
mm lange lasnaden worden gelast volgens het
15x sneller lassen
Het geautomatiseerde lassysteem van Cloos verhoogt de productiviteit met een factor 15 (foto’s: Cloos)
MedupiDe Zuid-Afrikaanse kolencentrale Medupi
moet in 2015 in bedrijf gaan. Het is dan de
grootste kolencentrale van Afrika met een
geplande capaciteit van 4.800 MW. Er wor-
den twaalf stoomketels gebouwd met een
hoogte van 100 meter en diameters van 20
m en 30 m. In de ketels lopen leidingstelsels
met verwarmingselementen die onder-
steund worden door de zogenaamde vin-
nen. In totaal moeten er 1.200.000 vinnen
worden gelast.
MAG-enkeldraadslasprincipe. Om de warmte-in-
breng onder controle te houden wordt er gelast
met verschillende parameters gedurende de 50
mm lasnaad. Er wordt gestart met een kleine las-
stroom, dan gaat de stroom omhoog om op het
einde weer laag te eindigen. De complete las-
stroom wordt geregeld door de twee Cloos GLC
553 MC3/R stroombronnen. Cloos Nederland is
gevestigd in Almere.
De vinnen worden zonder hechten meteen gelast
De warmte-inbreng blijft minimaal
40-41-42-44-45_TN 03-10-11 17:30 Pagina 40

De Unisign Unipro 5000 is een verticaal hoge-
snelheidsbewerkingscentrum voor vijfassige be-
werkingen. Bij deze machine wordt een groot
verspanend vermogen in vijf assen gecombi-
neerd met snelle machine-eigenschappen en
hoge productnauwkeurigheden. Het machine-
concept van de Unipro 5000 is gebaseerd op een
bewegende kolom met zwenkspil als vierde as
en een grote spankubus tussen NC-tafels als
vijfde as. Het frame van de Unipro 5000 is aan
de voorzijde voorzien van een voorvlak dat is
geplaatst onder een hoek van 45° dat voor een
goede spanenafvoer zorgt. De machine be-
schikt over zwenkspil met een vermogen van
100 kW en draait maximaal 25.000 min-1. Het
werkbereik is 3.000 mm (X) bij 800 mm (Y) bij
500 mm (Z). De Unipro 5000 heeft ijlgangen van
60 m/min in alle assen.
Zie www.products4engineers.nl
Infonummer: 66660
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 41
Nieuwe machinesOp zoek naar een nieuwe machine? Bezoek www.Products4Engineers.nl
De Nederlandse vertegenwoordiging Viba uit
Zoetermeer biedt de complete Mstar-serie aan,
bestaande uit veertig verschillende typen frezen in
diverse diameters (foto: Mitsubishi)
De Unipro 5000 wordt voornamelijk ingezet bij het
bewerken van aluminium structuurdelen in de
luchtvaart (foto: Paul Quaedvlieg)
Hoogdynamisch
vijfassig
Mitsubishi heeft onlangs het assortiment frezen
uitgebreid met twee geavanceerde modellen:
MSSHV en MSMHV. Deze antivibratiefrezen met
een kleine en een middelgrote snijlengte vor-
men een aanvulling op de bestaande serie, voor
nog betere prestatieniveaus bij speciale bewer-
kingen. De nieuwe frezen zijn voorzien van
groeven met een variabele spoed en de spiraal-
hoek varieert van 42 tot 45 graden. Dit voor-
komt trillingen tijdens de bewerking en maakt
het frezen van sleuven over de volle breedte
mogelijk. Beide hardmetalen frezen, met een
grotere spaankamer voor een snelle afvoer van
spanen, hebben diameters variërend van 6 tot
20 mm en zijn geschikt voor onder meer kool-
T E C H N I S C H N I E U W S
Volhardmetalen frezenstofstaal en gelegeerde en roestvaste staalsoor-
ten. De Impact Miracle coatingtechnologie in
combinatie met een hoogwaardig hardmetalen
micrograin-substraat gaat afbrokkeling van de
snijkant tegen.
Zie www.products4engineers.nl
Infonummer: 66322
Snelle jongenDeze F1 McLaren-Mercedes is één van de auto’s waar Formule 1 coureur Jenson Button in rijdt. De fraaie
bolide stond te pronken op de stand van Mazak in hal 27 tijdens de EMO in Hannover. Alle metalen
onderdelen van het Formule 1 team van McLaren-Mercedes worden in Surrey (UK) gemaakt op Mazak
machines van de types Integrex, Vortex, Variaxis, Quick Turn Nexus en FJV-bewerkingscentra. Mazak zelf had
een grote stand in hal 27 waar onder het thema ‘The Power of Mazak’ veel machines en
toepassingsvoorbeelden van producten te zien waren (foto: Paul Quaedvlieg)
40-41-42-44-45_TN 03-10-11 17:30 Pagina 41
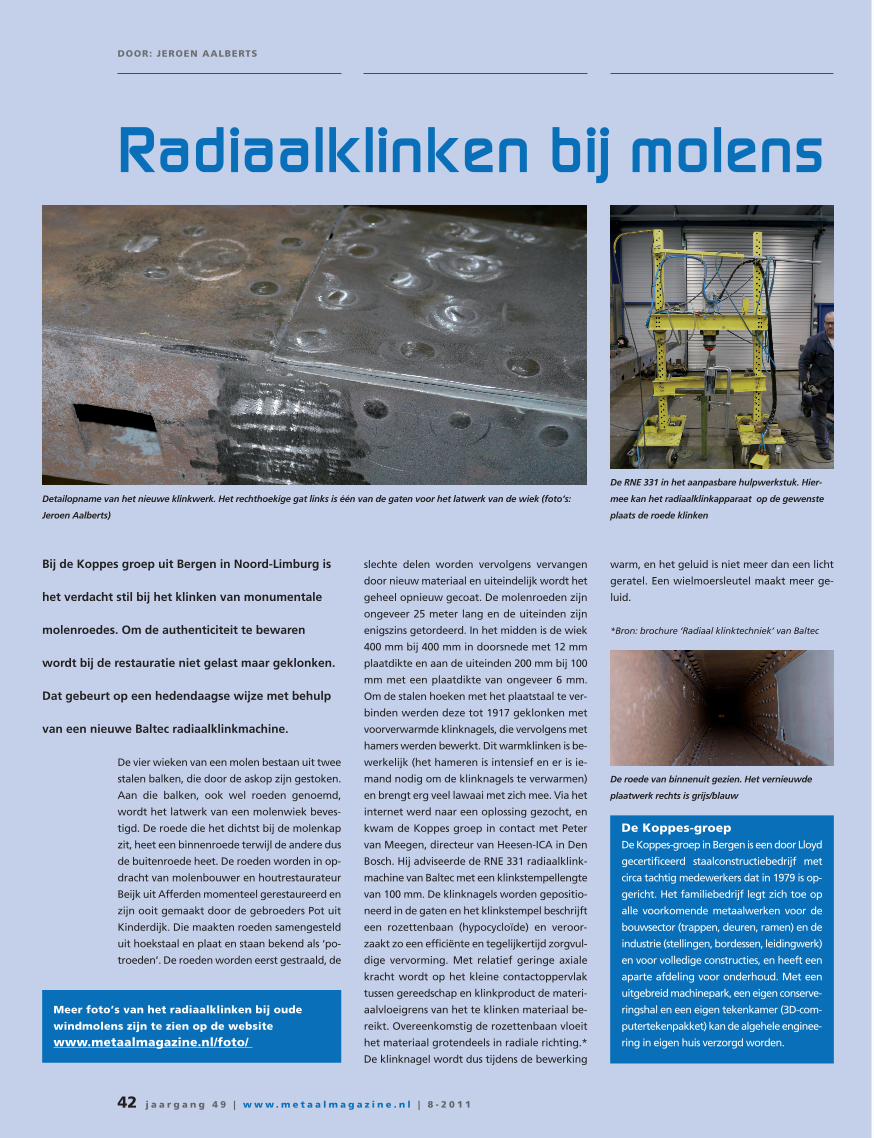
42 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
DOOR: JEROEN AALBERTS
De vier wieken van een molen bestaan uit twee
stalen balken, die door de askop zijn gestoken.
Aan die balken, ook wel roeden genoemd,
wordt het latwerk van een molenwiek beves-
tigd. De roede die het dichtst bij de molenkap
zit, heet een binnenroede terwijl de andere dus
de buitenroede heet. De roeden worden in op-
dracht van molenbouwer en houtrestaurateur
Beijk uit Afferden momenteel gerestaureerd en
zijn ooit gemaakt door de gebroeders Pot uit
Kinderdijk. Die maakten roeden samengesteld
uit hoekstaal en plaat en staan bekend als ‘po-
troeden’. De roeden worden eerst gestraald, de
slechte delen worden vervolgens vervangen
door nieuw materiaal en uiteindelijk wordt het
geheel opnieuw gecoat. De molenroeden zijn
ongeveer 25 meter lang en de uiteinden zijn
enigszins getordeerd. In het midden is de wiek
400 mm bij 400 mm in doorsnede met 12 mm
plaatdikte en aan de uiteinden 200 mm bij 100
mm met een plaatdikte van ongeveer 6 mm.
Om de stalen hoeken met het plaatstaal te ver-
binden werden deze tot 1917 geklonken met
voorverwarmde klinknagels, die vervolgens met
hamers werden bewerkt. Dit warmklinken is be-
werkelijk (het hameren is intensief en er is ie-
mand nodig om de klinknagels te verwarmen)
en brengt erg veel lawaai met zich mee. Via het
internet werd naar een oplossing gezocht, en
kwam de Koppes groep in contact met Peter
van Meegen, directeur van Heesen-ICA in Den
Bosch. Hij adviseerde de RNE 331 radiaalklink-
machine van Baltec met een klinkstempellengte
van 100 mm. De klinknagels worden gepositio-
neerd in de gaten en het klinkstempel beschrijft
een rozettenbaan (hypocycloïde) en veroor-
zaakt zo een efficiënte en tegelijkertijd zorgvul-
dige vervorming. Met relatief geringe axiale
kracht wordt op het kleine contactoppervlak
tussen gereedschap en klinkproduct de materi-
aalvloeigrens van het te klinken materiaal be-
reikt. Overeenkomstig de rozettenbaan vloeit
het materiaal grotendeels in radiale richting.*
De klinknagel wordt dus tijdens de bewerking
warm, en het geluid is niet meer dan een licht
geratel. Een wielmoersleutel maakt meer ge-
luid.
*Bron: brochure ‘Radiaal klinktechniek’ van Baltec
Bij de Koppes groep uit Bergen in Noord-Limburg is
het verdacht stil bij het klinken van monumentale
molenroedes. Om de authenticiteit te bewaren
wordt bij de restauratie niet gelast maar geklonken.
Dat gebeurt op een hedendaagse wijze met behulp
van een nieuwe Baltec radiaalklinkmachine.
Radiaalklinken bij molens
De Koppes-groepDe Koppes-groep in Bergen is een door Lloyd
gecertificeerd staalconstructiebedrijf met
circa tachtig medewerkers dat in 1979 is op-
gericht. Het familiebedrijf legt zich toe op
alle voorkomende metaalwerken voor de
bouwsector (trappen, deuren, ramen) en de
industrie (stellingen, bordessen, leidingwerk)
en voor volledige constructies, en heeft een
aparte afdeling voor onderhoud. Met een
uitgebreid machinepark, een eigen conserve-
ringshal en een eigen tekenkamer (3D-com-
putertekenpakket) kan de algehele enginee-
ring in eigen huis verzorgd worden.
De RNE 331 in het aanpasbare hulpwerkstuk. Hier-
mee kan het radiaalklinkapparaat op de gewenste
plaats de roede klinken
Meer foto’s van het radiaalklinken bij oude
windmolens zijn te zien op de website
www.metaalmagazine.nl/foto/
Detailopname van het nieuwe klinkwerk. Het rechthoekige gat links is één van de gaten voor het latwerk van de wiek (foto’s:
Jeroen Aalberts)
De roede van binnenuit gezien. Het vernieuwde
plaatwerk rechts is grijs/blauw
40-41-42-44-45_TN 03-10-11 17:31 Pagina 42

Dé vakbeurs voor de verspanende en niet-verspanende industrie
13.00-21.00 uur
Evenementenhal GorinchemFranklinweg 24207 HZ GorinchemT 0183 - 68 06 80
F 0183 - 68 06 00I www.evenementenhal.nlE [email protected] Ons evenement. UW MOMENT.
8, 9 en 10 november 2011 Gorinchem
Gibas Numeriek B.V.Catharijne 11358 CC ALMERETel: 036 - 540 60 00Fax: 036 - 540 60 10
FEHLMANN PICOMAX® VERSA 823 OF 825IN 3- OF 5- ASSIGE UITVOERING
De FEHLMANN Picomax® Versa wordt gekenmerkt door:
Hoge precisie door uiterst stabiele constructie, geschraapte
geleidingen en ultra hoogprecisie meetsystemen
Grote thermische stabiliteit door de gietijzeren constructie en actieve koeling
Zeer hoge nauwkeurigheid door gekoeld frame met dubbelondersteunde zwenkbrug met gekoelde torque
aandrijvingen, kogelomloopspindels, motoren, en een dubbelwandige cabine voor optimale isolatie.
Zwenken aan beide zijden, zwenkbereik van +/- 115°
Zeer gunstige ergonomie, de tafel en de gereedschapwisselaar kunnen van voren worden benaderd.
Groot gereedschappenmagazijn van 44 tot 250 gereedschappen met opname HSK-A63
Perfect overzicht op het bewerkingsgebied, van drie zijden zicht op het werkstuk.
Ook bij uitbreiding met automatisering blijft de Versa van de voorzijde toegankelijk.
Verplaatsing x-y-z 820-700-450 mmToerentallen van de spindel naar keuze: 14.000/20.000/30.000 min-1
Maximale palletafmeting 400 x 400 mmMaximale productafmeting 400 x 400 mm

44 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1
Nieuwe fiberlaser
Minder wrijving
Op de EMO 2011 in Hannover toonde de Itali-
aanse machinebouwer Breton onder andere de
vijfassige Ultrix 1000 RT HD. Deze machine is ge-
schikt voor het bewerken van onderdelen met
een diameter van 1200 mm. De machine be-
schikt over een portaalconstructie met drie line-
aire assen, waarbij de vierde en vijfde as uit een
zwenkrondtafel komen. De machine heeft een
spindelvermogen van 75 kW, een koppel van
300 Nm en draait maximaal 14.000 min-1. Het
aantal omwentelingen van de C-as bedraagt
maximaal 100 min-1 bij het frezen en maximaal
1000 min-1 bij het draaien. De lineaire assen
hebben een maximale snelheid van 60 m/min.
Verder is deze machine uitgerust met speciale
software waarmee Klingelberg- of Gleason ke-
geltandwielen gefreesd kunnen worden. In de
Benelux wordt Breton vertegenwoordigd door
Tecmo in Aartselaar (B).
Zie www.products4engineers.nl
Infonummer: 66659
De Ermak Fibermak verbruikt tot 70 procent minder energie dan CO2 lasers (foto: Ermak)
Ermak, fabrikant van plaatbewerkingsmachines,
heeft op de EMO 2011 in Hannover een nieuwe
fiberlaser ‘Fibermak’ gepresenteerd. Deze Fiber-
mak is de tweede generatie fiberlaser van Ermak
die is uitgerust met een IPG Photonics resonator
met een vermogen tot 4.000 Watt. Met deze di-
odelaser kunnen, naast de standaard materialen
zoals staal en roestvrij staal ook, de tot op heden
moeilijk te snijden materialen, koperlegeringen,
titanium en aluminium gesneden worden. In te-
genstelling tot andere fabrikanten van diodela-
sers houdt IPG Photonics een grote bandbreedte
in haar resonator aan, waardoor de Fibermak
ook geschikt is voor het snijden van dikkere ma-
teriaalsoorten. De Ermak Fibermak fiberlasers
zijn evenals de Ermak lasersnijmachines voorzien
van uiterst nauwkeurige en snelle lineaire aan-
drijftechniek, waarmee de hoge snijsnelheden
van de Fiber technologie optimaal benut kun-
nen worden. Ermak wordt in de Benelux verte-
genwoordigd door Landré in Vianen.
Zie www.products4engineers.nl
Infonummer: 66522
Vijfasser met
tandwielsoftware
Igus, de bekende oranje gekleurde leverancier
van kabelrupssystemen en kunststof lagers,
kleurde op de EMO 2011 van kleur. Groen is de
nieuwste uiting van dit bedrijf. Igus legt hiermee
de nadruk op energiebesparing bij kabelrupssys-
temen. Met haar profielrol-kabelrupssysteem
‘P4’ pakt Igus de taak aan voor de ‘groene’ au-
tomatisering. Deze kan tot 57 procent energie
besparen ten opzichte van glijdende rupstoepas-
De Breton Ultrix 1000 RT HD heeft een portaal-
constructie met verplaatsbare Gantry (foto: Breton)
singen. Dat komt vooral door minder wrijving en
een soepele loop. Daardoor kunnen bewer-
kingsmachine met kleinere aandrijfsystemen uit-
gerust worden voor de verplaatsing van de di-
verse assen. Igus heeft tevens een glijlagermate-
riaal ontwikkeld dat voor 54 procent gebaseerd
is op plantaardige grondstoffen. In plaats van de
schaars wordende ruwe olie wordt het basispo-
lymeer van de nieuwe ‘Iglidur N54’-glijlagers
grotendeels gewonnen uit plantaardige olie. De
mechanisch en tribologisch geoptimaliseerde bi-
ologische kunststof kan volgens Igus universeel
worden toegepast in het lage toerenbereik.
Zie www.products4engineers.nl
Infonummer: 66598
Een nieuwste P4 rolkabelrups van Igus heeft minder
wrijving (foto: Igus)
40-41-42-44-45_TN 03-10-11 17:32 Pagina 44

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 8 - 2 0 1 1 45
Snij- en graveertafelsHet Amerikaanse Kern, in Nederland vertegen-
woordigd door Laser 2000 Benelux ut Vinke-
veen, heeft sinds kort de groot formaat laser
snij- en graveertafels geschikt gemaakt voor de
Europese markt. Denk hierbij aan CE-certifice-
ring, software in verschillende talen, maar ook
tafelafmetingen geschikt voor Europese han-
delsmaten van materialen. Platen PMMA met
een afmeting van 1.524 x 3.048 mm en 2.032 x
3.048 mm kunnen nu in één keer worden be-
werkt. Kern biedt onder meer een lasertafel aan
met 150 Watt laservermogen, die zowel acrylaat
en hout (tot een dikte van 19 mm) als staal kan
snijden (RVS 1,9 mm en zacht staal 2,5 mm dik).
Op de Kern machine kunnen ook hoogwaardige
markeringen aangebracht worden met fotokwaliteit
(foto: Kern)
C O L O F O NMetaal MagazineOnafhankelijk vakblad voor ondernemers en leiding -gevenden in de metaalbranche, constructeurs en hoofdenvan technische diensten in industriële bedrijven. Technische,actuele en praktijkgerichte informatie over metaalproductie-technieken.Metaal Magazine is een uitgave van Eisma Industrialmediaen een voortzetting van Metaal en Kunststof.
Hoofdredacteur: ing. R. TombergRedactie: J. Aalberts, P. QuaedvliegBureauredactie: Liedy BisselinkVormgeving: ZeeDesignE-mail redactie: [email protected] redactie: +31 088 2944707Internet: www.metaalmagazine.nlAdres: Informaticaweg 3, NL-7007 CP Doetinchem
Uitgave: Eisma Industrialmedia BV, postbus 361, 7000 AJ Doetinchem
Directie: E. van Hes, algemeen directeurB. Hoving, financieel directeurG. Tiecken, uitgeefdirecteur
Uitgever: H. Meinen
Marketing: I. Hammerman, tel.: +31 88 2944760
Advertentie-exploitatie:Sales: C. te Nijenhuis, salesmanager buitendienst,tel.: +31 88 2944735, e-mail: [email protected]
Traffic:ZeeDesign, tel.: (0517) 531672, fax: (0517) 531810,[email protected]
Abonnementeninformatie:Abonneeservice: Postbus 2238, 5600 CE Eindhoven. Tel.: +31 88 2266648 , e-mail [email protected]: € 232 per jaar (excl. 6% BTW) (bij auto-matische incasso bespaart u € 3 administratiekosten). Dit isbij vooruitbetaling verschuldigd.Abonnementsprijs voor andere landen op aanvraag.Abonnementen kunnen op elk gewenst moment van hetjaar ingaan en worden genoteerd tot wederopzegging. Op-gave via www.metaalmagazine.nl of via [email protected]. Opzegging dient schriftelijk en minimaal eenmaand voor het einde van de abonnementsperiode te ge-schieden. U ontvangt van ons een schriftelijke bevestiging.
Bankrelatie:Voor Nederland: Friesland Bank: 29.80.05.298Voor België: Postcheque Brussel: 000-0007463-91
Druk: Scholma Druk b.v.
©2011 Eisma Industrialmedia BV, Leeuwarden
Algemene VoorwaardenNiets uit deze uitgave mag worden verveelvoudigd en/ofovergenomen in enige vorm of op enige wijze, hetzij elek-tronisch, mechanisch, door fotokopieën, of enige anderemanier, zonder voorafgaande schriftelijke toestemming vande uitgever. Uitgever en auteurs verklaren dat dit blad opzorgvuldige wijze en naar beste weten is samengesteld,evenwel kunnen uitgever en auteurs op geen enkele wijzeinstaan voor de juistheid en/of volledigheid van de informa-tie. Uitgever en auteurs aanvaarden dan ook geen enkeleaansprakelijkheid voor schade, van welke aard ook, die hetgevolg is van handelingen en/of beslissingen die gebaseerdzijn op bedoelde informatie. Gebruikers van dit blad wordtmet nadruk aangeraden deze informatie niet geïsoleerd tegebruiken, maar af te gaan op hun professionele kennis enervaring en de te gebruiken informatie te controleren.
w w w . m e t a a l m a g a z i n e . n l
T E C H N I S C H N I E U W S
Zie www.products4engineers.nl
Infonummer: 66544
Door riemen aangedreven
Op de EMO troffen wij tussen alle CNC-geweld deze fraai gerestaureerde Böhringer draaibank
aan. De machine had geen eigen aandrijving, gezien de grote trapsgewijze wielen voor rie-
maandrijving. Dit soort aandrijvingen werd tijdens de industriële revolutie veel gebruikt. Een
stoommachine zorgde
vaak voor de aandrijving
van de hoofdassen in de
fabriek, van waaruit alle
machines met riemen wer-
den aangedreven. De ma-
chine kon ook met de voet
worden aangedreven. De
MAG-groep toonde deze
machine centraal op haar
stand in hal 12 in Hanno-
ver en stond in schril con-
trast met de overige high-
tech CNC machines (foto:
Paul Quaedvlieg)
De Taiwanese fabrikant Microcut-Challenger, in Nederland verte-
genwoordigd door Laagland, toonde in Hannover onder andere
het vijfassige bewerkingscentrum MCG-5X630. De machine be-
schikt over een portaalconstructie op gietijzeren basis, biedt een
goede demping en is bij uitstek geschikt voor vijfassig simultaan
verspanen. De rondtafel heeft een zwenkbereik van meer dan
90°, zorgt voor een uitstekende toegankelijkheid van de gereed-
schappen tot het werkstuk.
Zie www.products4engineers.nl
Infonummer: 66661
Terugkoppeling
Vijfassig simultaan
Compact, vijfassig en
prijsvriendelijk verspanen met de
MCG-5X630 (foto: Microcut-
Challenger)
40-41-42-44-45_TN 03-10-11 17:32 Pagina 45
Steek uw productiekosten omlaag met winnende combinaties voor optimale productiviteit
ITA beveelt de optimale gereedschappen aan op basis van toepassing gegevens en uw machine vermogen3 gereedschap opties,25 alternatieven,verspanings gegevens,vermogen verbruik,snijtijd,verspanend volume engineering ondersteuning en meer.
www.iscar.nl
Voor meer informatie,bekijk deze interactieve advertentie op www.iscar.com
ITA beveelt de optimale gereedschappen aan op basis van toepassing gegevens en uw machine vermogen
Voor meer informatie,bekijk deze interactieve advertentie op www.iscar.comVoor meer informatie,bekijk deze interactieve advertentie op www.iscar.com
Levering
Winstgevendheid
I s c a r ga r andee r t re su l t a a t
PROFITABILITY ADS-P2-NET.indd 1 2/9/11 10:24 AM