HET ANALYSEREN VAN DE BETROUWBAARHEID VAN...
89
UNIVERSITEIT GENT FACULTEIT ECONOMIE EN BEDRIJFSKUNDE ACADEMIEJAAR 2008 – 2009 HET ANALYSEREN VAN DE BETROUWBAARHEID VAN DE LOGISTIEKE KETEN. Masterproef voorgedragen tot het bekomen van de graad van Master in de Toegepaste Economische Wetenschappen: Handelsingenieur Cedric Boyen onder leiding van Prof. dr. ir. B. Raa
Transcript of HET ANALYSEREN VAN DE BETROUWBAARHEID VAN...
UNIVERSITEIT GENT
FACULTEIT ECONOMIE EN BEDRIJFSKUNDE
ACADEMIEJAAR 2008 – 2009
HET ANALYSEREN VAN DE BETROUWBAARHEID VAN DE
LOGISTIEKE KETEN.
Masterproef voorgedragen tot het bekomen van de graad van
Master in de Toegepaste Economische Wetenschappen: Handelsingenieur
Cedric Boyen
onder leiding van
Prof. dr. ir. B. Raa

Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
UNIVERSITEIT GENT
FACULTEIT ECONOMIE EN BEDRIJFSKUNDE
ACADEMIEJAAR 2008 – 2009
HET ANALYSEREN VAN DE BETROUWBAARHEID VAN DE
LOGISTIEKE KETEN.
Masterproef voorgedragen tot het bekomen van de graad van
Master in de Toegepaste Economische Wetenschappen: Handelsingenieur
Cedric Boyen
onder leiding van
Prof. dr. ir. B. Raa
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
I
PERMISSION
Ondergetekende verklaart dat de inhoud van deze masterproef mag geraadpleegd
en/of gereproduceerd worden, mits bronvermelding.
Naam student: Cedric Boyen
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
I
WOORD VOORAF
Vooreerst wens ik van de gelegenheid gebruik te maken om prof.dr.ir.B.Raa te
bedanken voor zijn raad en kritische bijsturingen die hij gaf tijdens het tot stand
komen van deze masterproef.
Cedric Boyen, mei 2009.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
II
INHOUDSOPGAVE
Permission I
Woord vooraf I
Inhoudsopgave II
Lijst van figuren en tabellen IV
Inleiding 1
Deel 1: De invloed van de variabiliteit van de lead time op de veiligheidsvoorraad 3
1. Algemeen. 3
2. Het verband tussen de veiligheidsvoorraad en de variabiliteit van de lead time. 4
2.1. De shortage kost en het service level. 4
2.2. De vraag gedurende de lead time. 5
2.2.1. De vraag gedurende de lead time volgt een normale verdeling. 7
2.2.1.1. Kwalitatief verband tussen de veiligheidsvoorraad en de variabiliteit
van de lead time. 7
2.2.1.2. Kwantitatief verband tussen de variabiliteit van de lead time en de
veiligheidsvoorraad. 9
2.2.1.2.1. Continuous review voorraadbeleid. 9
2.2.1.2.2. Periodic review voorraadbeleid. 10
2.2.2. De vraag gedurende de lead time is niet normaal verdeeld. 10
2.2.2.1. Kwalitatief verband tussen de veiligheidsvoorraad en de variabiliteit
van de lead time. 11
2.2.2.1.1. Het CSL ligt in het interval [50%; 60%]. 11
2.2.2.1.2. Het CSL ligt in het interval [60%; 70%]. 14
2.2.2.1.3. Het CSL is groter dan 70%. 15
2.2.2.2. Kwantitatief verband tussen de veiligheidsvoorraad en de variabiliteit
van de lead time. 15
3. Uitgewerkt voorbeeld. 16
4. Besluit. 28
Deel 2: Order splitting en zijn effect op de totale logistieke kosten. 30
1. Order splitting. 30
2. Assumpties. 30
3. Totale logistieke kosten. 31
3.1.Transportkosten. 32
3.2. Facility costs. 32
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
III
3.3. Voorraadkosten. 32
3.3.1. Algemene aanbevelingen. 33
3.3.1.1. De lead times volgen een exponentiële of uniforme verdeling. 34
3.3.1.2. De lead times volgen een erlang verdeling. 34
3.3.2. Cyclusvoorraad. 34
3.3.3. In-transit voorraad. 36
3.3.4. Veiligheidsvoorraad. 36
4. De optimale split rate. 42
4.1. Het bepalen van de optimale split rate aan de hand van de verdeling van de lead
times. 43
4.1.1. De lead times zijn niet identiek verdeeld. 43
4.1.2. De lead times volgen een identieke verdeling. 45
4.2. Het bepalen van de optimale split rate aan de hand van de variantie van de
vraag gedurende de lead time. 45
5. Uitgewerkt voorbeeld. 46
6. Geen order splitting bestelbeleid. 52
7. Besluit. 53
Deel 3: Plaatsing van de veiligheidsvoorraad in een complexe logistieke keten. 55
1. Algemeen. 55
2. Structuur. 55
2.1. Seriële logistieke keten. 56
2.1.1. De invloed van de holding costs op de veiligheidsvoorraad. 57
2.1.1.1. Constante holding costs. 58
2.1.1.2. Lineair stijgende holding costs. 58
2.1.1.2.1. Zuiver lineair stijgende holding costs. 58
2.1.1.2.2. Lineair stijgende holding costs met een knik ter hoogte van een
bepaalde schakel. 58
2.1.1.2.3. Lineair stijgende holding costs met een sprong ter hoogte van
een bepaalde schakel. 59
2.1.2. De invloed van de vraag op de veiligheidsvoorraad. 60
2.1.3. De invloed van het service level op de veiligheidsvoorraad. 60
2.1.4. De invloed van de capaciteit op de veiligheidsvoorraad. 62
2.2. Convergente logistieke keten. 67
2.3. Divergente logistieke keten. 69
2.4. Complexe logistieke keten. 71
3. Besluit. 71
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
IV
Algemeen besluit. 72
Lijst van geraadpleegde werken VII
LIJST VAN FIGUREN EN TABELLEN
Figuur 1: Een klassieke logistieke keten. 1
Figuur 2: De drie kerngedachten binnen het beheer van de logistieke keten. 1
Figuur 3: De vraag gedurende de lead time en zijn componenten. 6
Figuur 4: Het effect van het reduceren van de onzekerheid in de lead times op de
veiligheidsvoorraad verschillende mogelijkheden van het cycle service level. 8
Figuur 5: Het bepalen van de grenswaarde voor het cycle service level via de cumulatieve
distributiefuncties van de vraag gedurende de lead times. 13
Tabel 1: Het genereren van willekeurige waarden via simulatie. 17
Figuur 6: De best passende verdeling voor de vraag gedurende de lead time indien de lead
time een begrensde normale verdeling volgt met een standaardafwijking van 1,5
dagen. 18
Figuur 7: De best passende verdeling voor de vraag gedurende de lead time indien de lead
time een begrensde normale verdeling volgt met als standaardafwijking 1 dag. 18
Figuur 8: Het bepalen van de grenswaarde voor het cycle service level bij lead times met een
begrensde normale verdeling. 19
Figuur 9: De best passende verdeling voor de vraag gedurende de lead time als de lead time
een gamma verdeling volgt met een standaardafwijking van 4 dagen. 21
Figuur 10: De best passende verdeling voor de vraag gedurende de lead time als de lead
time een gamma verdeling volgt met een standaardafwijking van 5,66 dagen. 21
Figuur 11: Het bepalen van de grenswaarde voor het cycle service level in het geval van
gamma verdeelde lead times. 22
Figuur 12: De best passende verdeling voor de vraag gedurende de lead time als de lead
time een uniforme verdeling volgt met een standaardafwijking van 2,31 dagen. 24
Figuur 13: De best passende verdeling voor de vraag gedurende de lead time als de lead
time een uniforme verdeling volgt met een standaardafwijking van 1,73 dagen. 24
Figuur 14: Het bepalen van de grenswaarde voor het cycle service level in het geval van
uniform verdeelde lead times. 25
Figuur 15: De best passende verdeling voor de vraag gedurende de lead time als de vraag
per dag een poisson verdeling volgt en de lead time een gamma verdeling volgt
met een standaardafwijking van 4 dagen. 27
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
V
Figuur 16: De best passende verdeling voor de vraag gedurende de lead time als de vraag
per dag een poisson verdeling volgt en de lead time een gamma verdeling volgt
met een standaardafwijking van 5,66 dagen. 27
Figuur 17: Het bepalen van de grenswaarde voor het cycle service level indien de vraag per
dag een poisson verdeling volgt. 28
Figuur 18: Order cross-over indien beide deelorders op hetzelfde ogenblik geplaatst worden
bij beide leveranciers. 31
Figuur 19 : Delivery delay operating curve. 33
Figuur 20: Het effect van order splitting op de cyclusvoorraad. 35
Figuur 21: Verloop van het voorraadniveau bij dual sourcing in geval van een continuous
review voorraadbeleid. 39
Tabel 2: Het verband tussen de verhouding van de gemiddelde lead times en de split rate. 44
Figuur 22:De optimale split rate in functie van de verhouding van de gemiddelde lead time 44
Figuur 23: Het verband tussen de ratio’s SB/SA en µB/ µA en de optimale split rate. 46
Figuur 24: De verdeling van de vraag gedurende de eerste lead time. 48
Figuur 25: De bovenstaande bèta verdeling is de best passende verdeling voor de vraag
gedurende de tweede lead time. 48
Figuur 26: De verdeling van de vraag gedurende de effectieve lead time. 50
Tabel 3: De veiligheidsvoorraad als functie van het nagestreefde cycle service level voor de
verschillende lead times. 51
Figuur 27: De veiligheidsvoorraad als functie van het cycle service level voor de
verschillende lead times. 52
Figuur 28: De veiligheidsvoorraad als functie van het cycle service level voor de
verschillende lead times. 56
Figuur 29: Lineair stijgende holding costs met een knik ter hoogte van een bepaalde
schakel. 59
Figuur 30: Lineair stijgende holding costs met een sprong ter hoogte van een bepaalde
schakel. 59
Figuur 31: Het verloop van de veiligheidsvoorraad in een seriële logistieke keten voor een
alfa en gamma service level. 62
Figuur 32: Vergelijking van het verloop van de kostencurves verbonden aan de
veiligheidsvoorraad voor een alfa service level en een gamma service level. 62
Figuur 33: De invloed van de net replenishment time en de capaciteit op de
veiligheidsvoorraad. 65
Figuur 34: Een convergente logistieke keten. 67
Figuur 35: Allocatie van de veiligheidsvoorraad in een convergente logistieke keten voor een
alfa service level en een gamma service level. 68
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
VI
Figuur 36: Het verloop van de kostencurven van de veiligheidsvoorraad voor een alfa service
level en een gamma service level. 68
Figuur 37: Een divergente logistieke keten. 69
Figuur 38: De allocatie van de veiligheidsvoorraad in een divergente logistieke keten voor
een alfa en gamma service level. 70
Figuur 39: Het verloop van de kostencurven van de veiligheidsvoorraad in een divergente
logistieke keten zowel voor een alfa als gamma service level. 70
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
1
Inleiding
“Logistiek omvat het beheer van de stroom van goederen, informatie, geld en ideeën via de
coördinatie van processen waarbij plaats, tijd en patronen strategisch in rekening worden
gebracht” (MIT Center for Transportation & Logistics). Men bestudeert de hele productie- en
distributieketen gaande van de leverancier van grondstoffen tot de eindklant. Het
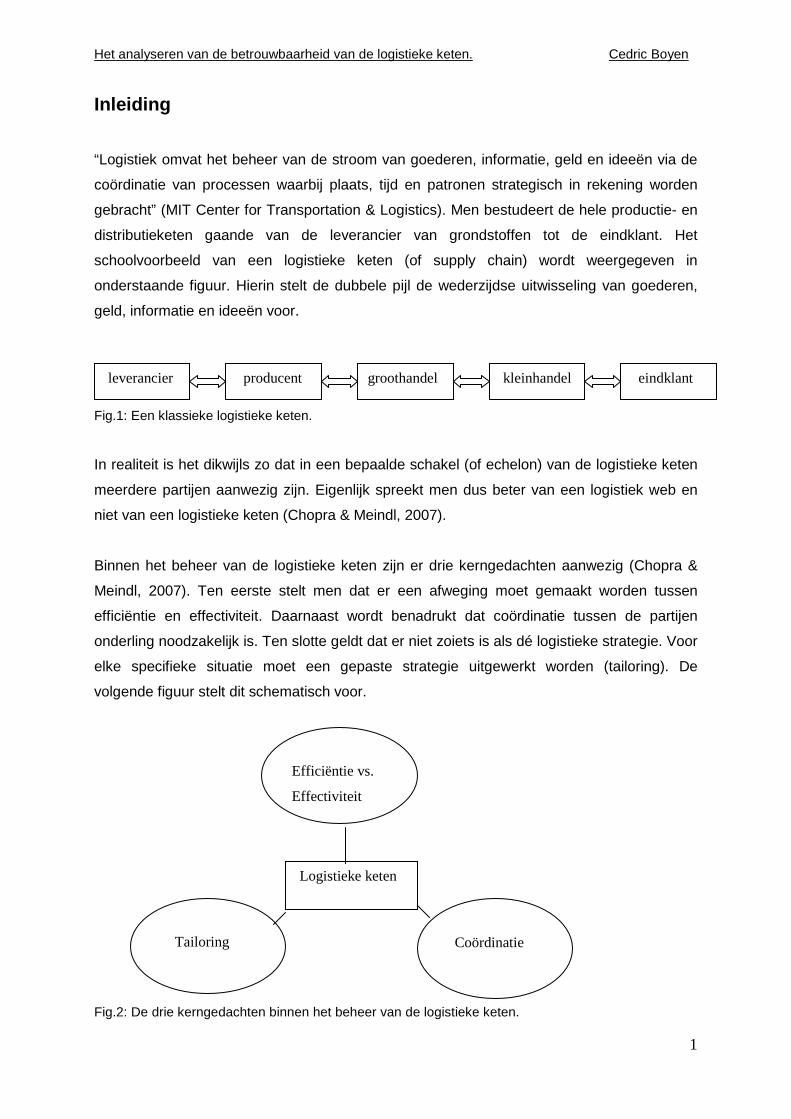
schoolvoorbeeld van een logistieke keten (of supply chain) wordt weergegeven in
onderstaande figuur. Hierin stelt de dubbele pijl de wederzijdse uitwisseling van goederen,
geld, informatie en ideeën voor.
Fig.1: Een klassieke logistieke keten.
In realiteit is het dikwijls zo dat in een bepaalde schakel (of echelon) van de logistieke keten
meerdere partijen aanwezig zijn. Eigenlijk spreekt men dus beter van een logistiek web en
niet van een logistieke keten (Chopra & Meindl, 2007).
Binnen het beheer van de logistieke keten zijn er drie kerngedachten aanwezig (Chopra &
Meindl, 2007). Ten eerste stelt men dat er een afweging moet gemaakt worden tussen
efficiëntie en effectiviteit. Daarnaast wordt benadrukt dat coördinatie tussen de partijen
onderling noodzakelijk is. Ten slotte geldt dat er niet zoiets is als dé logistieke strategie. Voor
elke specifieke situatie moet een gepaste strategie uitgewerkt worden (tailoring). De
volgende figuur stelt dit schematisch voor.
Fig.2: De drie kerngedachten binnen het beheer van de logistieke keten.
leverancier producent
groothandel kleinhandel eindklant
Logistieke keten
Efficiëntie vs.
Effectiviteit
Tailoring
Coördinatie
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
2
De betrouwbaarheid van de logistieke keten is “het vermogen om aan de logistieke
verwachtingen van de klant te kunnen voldoen”(Wiendahl, von Clemenski & Begamann,
2003, p.375). Dit is echter een zeer ruime definitie. Het omvat onder meer de afgesproken
kwaliteit nakomen, de leveringstermijn (of lead time) zo goed mogelijk respecteren,… . Deze
betrouwbaarheid wordt eerder beïnvloed door de bijdrage van alle leden van de logistieke
keten en de relaties tussen hun logistieke prestaties dan door de inspanning van een
afzonderlijk bedrijf. Coördinatie tussen de bedrijven onderling is dus van essentieel belang
(Wiendahl et al., 2003; Chopra & Meindl, 2007).
In deze masterproef zal onder andere dieper worden ingegaan op één aspect van de
betrouwbaarheid van de logistieke keten. Er zal meerbepaald bestudeerd worden wat de
invloed is van de betrouwbaarheid van de lead time op de logistieke kosten.
Voor een enkelvoudige leverancier-afnemer relatie is het effect van de betrouwbaarheid van
de leverancier op de logistieke kosten reeds goed gekend. Het is namelijk zo dat naarmate
de lead time minder betrouwbaar is, een grotere hoeveelheid veiligheidsvoorraad zal moeten
aangelegd worden om eenzelfde service level te kunnen aanbieden. Hierdoor zullen de
kosten gerelateerd aan het aanhouden van de veiligheidsvoorraad ook stijgen.
Deze thesis wil nog een stap verder gaan en ook de relatie tussen de betrouwbaarheid van
de leveringstermijn en de logistieke kosten (voornamelijk de voorraadkosten) bestuderen in
meer complexe logistieke ketens. Het betreft deze gevallen waarin er meerdere leveranciers
zijn voor een bepaalde partij en/of er zich meerdere tussenstappen bevinden tussen de
eerste schakel van de keten en de eindklant.
In wat volgt zullen dan ook drie grote delen aan bod komen. In het eerste deel zal de relatie
tussen de variabiliteit van de lead time en de veiligheidsvoorraad beschreven worden. Het
tweede gedeelte gaat wat dieper in op het effect van order splitting op de totale logistieke
kosten. Het laatste gedeelte zal trachten te verduidelijken hoeveel veiligheidsvoorraad elke
partij moet aanhouden in een complexe logistieke keten.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
3
Deel 1: De invloed van de variabiliteit van de lead time op de
veiligheidsvoorraad.
1. Algemeen.
De veiligheidsvoorraad is dat gedeelte van de voorraad dat aangehouden wordt als buffer
omdat de vraag kan groter zijn dan voorspeld en leveringen later kunnen toekomen dan
verwacht (Chopra & Meindl, 2007).
Variabiliteit of onzekerheid in de lead time kan op verschillende manieren ontstaan. Zo is het
mogelijk dat de leverancier aan de bron ligt van deze variabiliteit. Het kan bijvoorbeeld zijn
dat hij over onvoldoende productiecapaciteit beschikt, te weinig voorraad aanhoudt,
geconfronteerd wordt met het stilvallen van zijn (productie)machines,… . Daarnaast kan
deze variabiliteit ook te wijten zijn aan factoren zoals verkeerscongestie,
weersomstandigheden,… . Een laatste, maar daarom niet minder belangrijke factor, is de
klant zelf. Het is namelijk zo dat het tijdstip en de grootte van zijn bestellingen een invloed
kunnen uitoefenen op de variabiliteit van de lead time. Als de klant bijvoorbeeld beslist om al
zijn grote bestellingen te plaatsen in het begin van de week en op het einde van de week nog
enkele kleine plaatst, zullen de lead times voor de eerste groep bestellingen zeer lang zijn en
de lead times voor de tweede groep bestellingen zeer kort. Bijgevolg zal de variabiliteit van
de lead time groot zijn. Indien de klant echter probeert om zijn orders meer gelijkmatig te
spreiden overheen de tijd, zal het gemakkelijker zijn voor de leverancier om een meer
constante lead time aan te bieden (Boute, Disney, Lambrecht & Van Houdt B., 2007).
Het is algemeen geweten dat een leverancier over twee methodes beschikt om bij te dragen
tot een lagere veiligheidsvoorraad voor zijn klant. Enerzijds kan hij zijn lead time verkorten,
anderzijds kan hij ook zorgen voor een meer betrouwbare lead time.
De vraag rijst nu in welke specifieke omstandigheden deze twee beweringen overeind
blijven. Zoals uit de onderstaande paragrafen zal blijken, spelen de verdeling van de vraag
gedurende de lead time en het nagestreefde service level hierin een cruciale rol.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
4
2. Het verband tussen de veiligheidsvoorraad en de variabiliteit van
de lead time.
Om de veiligheidsvoorraad te kunnen bepalen, moet men over twee essentiële bouwstenen
beschikken (Chopra & Meindl, 2007). Enerzijds moet men weten hoeveel de shortage cost
bedraagt of hoe groot het nagestreefde service level is. Anderzijds moet men ook een inzicht
hebben in de verdeling van de vraag gedurende de lead time. In dit werk zal vooral aandacht
besteed worden aan deze laatste factor. De shortage cost en het nagestreefde service level
zullen meestal als gekend beschouwd worden.
2.1. De shortage cost en het service level.
De shortage cost is de kost die gepaard gaat met een gederfde verkoop doordat men over
onvoldoende voorraad beschikt. Men dient dus rekening te houden met de verloren marge
van de huidige verkoop, maar ook met deze van de toekomstige verkoop indien de klant
beslist om niet terug te keren (Chopra & Meindl, 2007). In de praktijk is het dikwijls niet
evident om een accuraat beeld te krijgen van deze kost.
Het service level (of product availability) is een maatstaf die dikwijls gebruikt wordt om de
prestatie van een voorraadsysteem weer te geven. Er komen in de literatuur verschillende
grootheden aan bod om het service level uit te drukken. Enkele veelgebruikte grootheden
zijn (Chopra & Meindl, 2007):
� Product fill rate = de fractie van de vraag naar een product die rechtstreeks uit de
beschikbare voorraad kan gehaald worden.
� Order fill rate = de fractie van de orders die rechtstreeks uit de beschikbare voorraad
kan worden gehaald. De order fill rate is meestal lager dan de product fill rate omdat
alle producten van het order in voorraad moeten aanwezig zijn vooraleer aan het
order kan worden voldaan.
� Cycle service level (CSL) = de fractie van replenishment cycles waarin men aan alle
vraag kon voldoen. Een replenishment cycle is de tijd die verloopt tussen twee
opeenvolgende binnenkomende leveringen. Het CSL is ook gelijk aan de kans dat er
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
5
zich geen stock out voordoet gedurende een replenishment cycle. Men spreekt van
een stock out als de gevraagde goederen niet in voorraad zijn.
Dit wordt weergegeven in de volgende formules (Chopra & Meindl, 2007):
� fill rate = 1−ESC/D
Waarbij:
• ESC = de gemiddelde vraag waaraan niet kon worden voldaan uit voorraad
gedurende een replenishment cycle.
• D = de gemiddelde vraag gedurende een replenishment cycle.
� cycle service level = P(DL ≤ ROP)
Waarbij:
• DL = de vraag gedurende de lead time (cfr. later).
• ROP = reorder point (cfr. later).
Een CSL van x% komt meestal overeen met een veel hogere fill rate (Chopra & Meindl,
2007). Tijdens de cycli waarin er geen stock out plaatsvindt, heeft men alle vraag uit
voorraad kunnen halen. Gedurende de overige cycli kan het best zijn dat men het grootste
gedeelte van de vraag nog steeds heeft kunnen uit voorraad halen, terwijl men slechts aan
een klein gedeelte niet heeft kunnen voldoen. De fill rate is eigenlijk de enige juiste maatstaf
voor het service level. Bovendien is deze maatstaf meestal ook praktisch relevanter. Hij laat
immers toe om een schatting te maken van de fractie van de vraag die omgezet werd in
verkopen (Chopra & Meindl, 2007).
2.2. De vraag gedurende de lead time.
Naast de shortage cost en het nagestreefde service level moet men ook een inzicht hebben
in de verdeling van de vraag gedurende de lead time als men de veiligheidsvoorraad wil
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
6
bepalen. De vraag gedurende de lead time is “de consumptie van de voorraad tussen het
moment waarop een order geplaatst wordt door de ontvanger en het moment waarop hij de
goederen werkelijk ontvangt (Vernimmen, Dullaert, Willemé & Witlox, 2008, p.249).
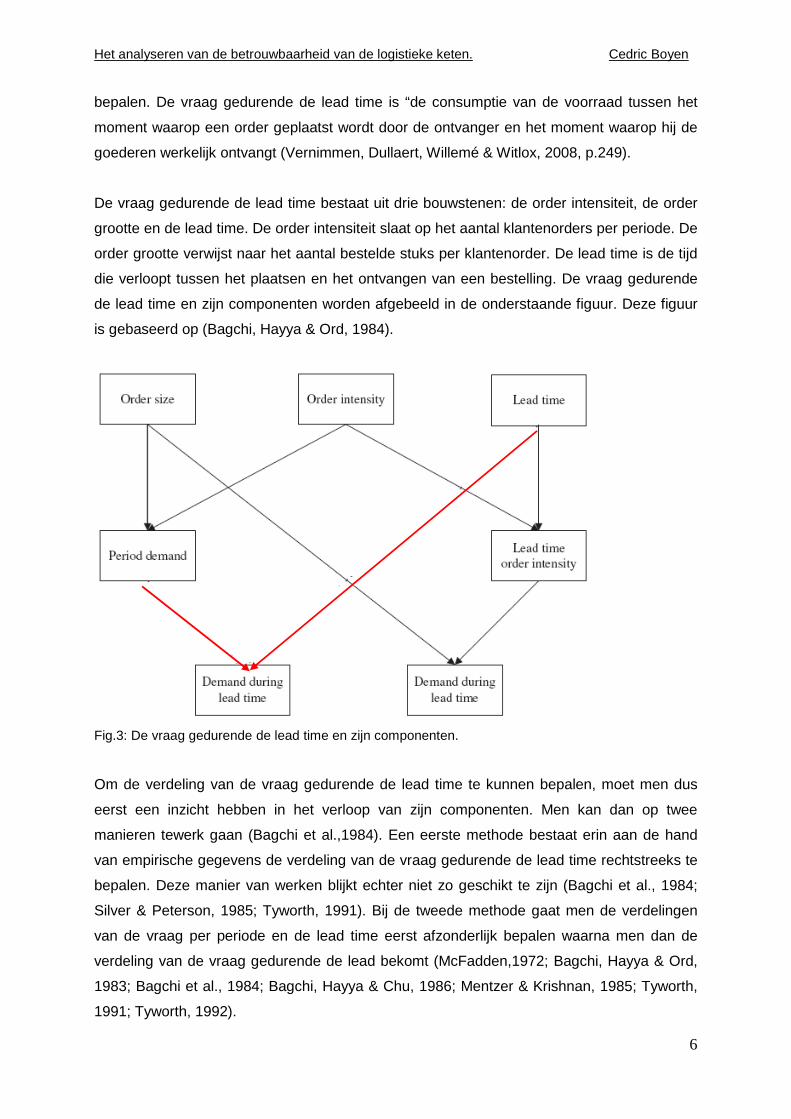
De vraag gedurende de lead time bestaat uit drie bouwstenen: de order intensiteit, de order
grootte en de lead time. De order intensiteit slaat op het aantal klantenorders per periode. De
order grootte verwijst naar het aantal bestelde stuks per klantenorder. De lead time is de tijd
die verloopt tussen het plaatsen en het ontvangen van een bestelling. De vraag gedurende
de lead time en zijn componenten worden afgebeeld in de onderstaande figuur. Deze figuur
is gebaseerd op (Bagchi, Hayya & Ord, 1984).
Fig.3: De vraag gedurende de lead time en zijn componenten.
Om de verdeling van de vraag gedurende de lead time te kunnen bepalen, moet men dus
eerst een inzicht hebben in het verloop van zijn componenten. Men kan dan op twee
manieren tewerk gaan (Bagchi et al.,1984). Een eerste methode bestaat erin aan de hand
van empirische gegevens de verdeling van de vraag gedurende de lead time rechtstreeks te
bepalen. Deze manier van werken blijkt echter niet zo geschikt te zijn (Bagchi et al., 1984;
Silver & Peterson, 1985; Tyworth, 1991). Bij de tweede methode gaat men de verdelingen
van de vraag per periode en de lead time eerst afzonderlijk bepalen waarna men dan de
verdeling van de vraag gedurende de lead bekomt (McFadden,1972; Bagchi, Hayya & Ord,
1983; Bagchi et al., 1984; Bagchi, Hayya & Chu, 1986; Mentzer & Krishnan, 1985; Tyworth,
1991; Tyworth, 1992).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
7
Indien de lead time en de vraag per periode allebei stochastisch zijn, zal deze laatste
methode het meest geschikt zijn (Lu, Toellner & Kaufman, 1962). Daarom zal in de
uitgewerkte voorbeeldjes die later aan bod komen deze tweede manier van werken
gehanteerd worden. Er zal wel meteen vertrokken worden van de vraag per periode en dus
niet gekeken worden naar de verdeling van de order grootte en de order intensiteit. De rode
pijlen in de bovenstaande figuur tonen dit aan.
2.2.1. De vraag gedurende de lead time volgt een no rmale verdeling.
Men baseert zich dikwijls op de centrale limietstelling om het gebruik van de normale
verdeling te verantwoorden. In bepaalde settings blijkt de normale verdeling inderdaad een
goede weerspiegeling te zijn voor het verloop van de vraag gedurende de lead time. Het
betreft die situaties waarin de vraag per periode en de lead time normaal verdeeld zijn
(Chopra, Reinhardt & Dada, 2004).
Het voordeel van het gebruik van de normale verdeling voor de vraag gedurende de lead
time, is dat men over exacte formules beschikt om de bijhorende veiligheidsvoorraad te
berekenen.
2.2.1.1. Kwalitatief verband tussen de veiligheidsv oorraad en de
variabiliteit van de lead time.
Indien de vraag gedurende de lead time een normale verdeling volgt en er een cycle service
level hoger dan 50% wordt nagestreefd, gelden de volgende stellingen (Chopra et al., 2004):
� Een reductie van de lead time zal aanleiding geven tot een reductie van de
veiligheidsvoorraad.
� Een reductie van de variabiliteit van de lead time zorgt ook voor een reductie van
de veiligheidsvoorraad.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
8
� Het reduceren van de variabiliteit van de lead time zal effectiever zijn in het
reduceren van de veiligheidsvoorraad. Dit effect zal sterker zijn als de
onzekerheid over de lead time groot is.
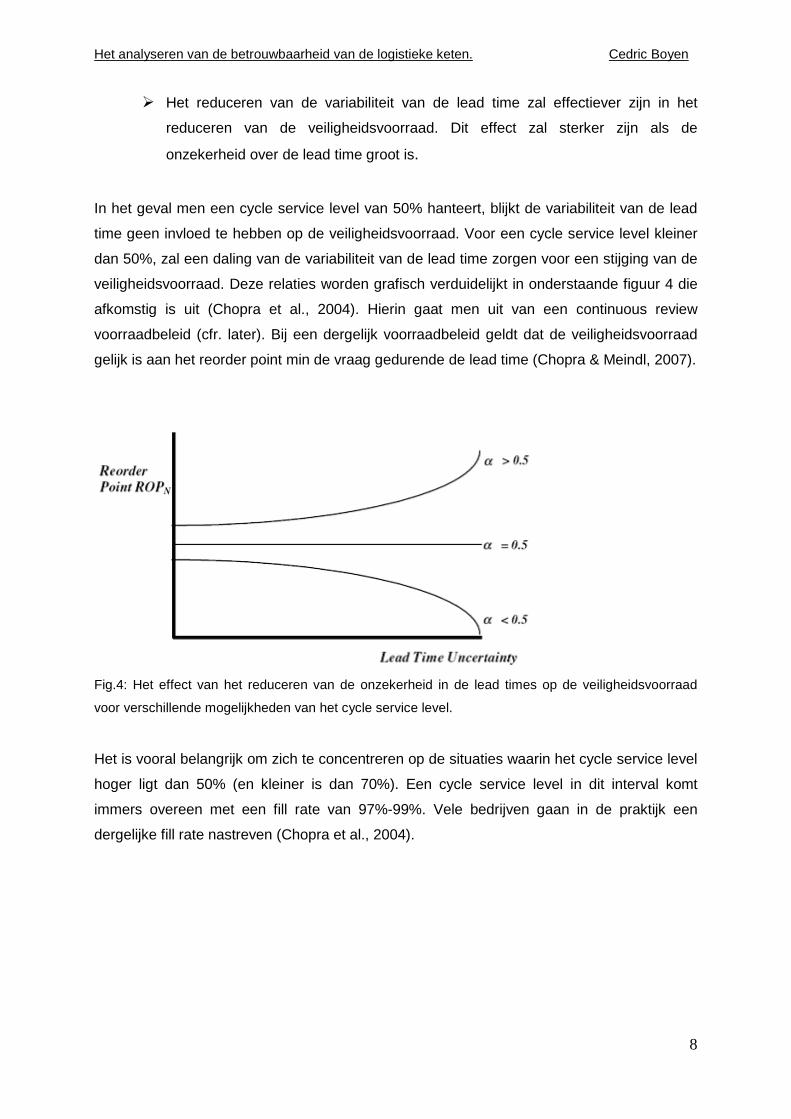
In het geval men een cycle service level van 50% hanteert, blijkt de variabiliteit van de lead
time geen invloed te hebben op de veiligheidsvoorraad. Voor een cycle service level kleiner
dan 50%, zal een daling van de variabiliteit van de lead time zorgen voor een stijging van de
veiligheidsvoorraad. Deze relaties worden grafisch verduidelijkt in onderstaande figuur 4 die
afkomstig is uit (Chopra et al., 2004). Hierin gaat men uit van een continuous review
voorraadbeleid (cfr. later). Bij een dergelijk voorraadbeleid geldt dat de veiligheidsvoorraad
gelijk is aan het reorder point min de vraag gedurende de lead time (Chopra & Meindl, 2007).
Fig.4: Het effect van het reduceren van de onzekerheid in de lead times op de veiligheidsvoorraad
voor verschillende mogelijkheden van het cycle service level.
Het is vooral belangrijk om zich te concentreren op de situaties waarin het cycle service level
hoger ligt dan 50% (en kleiner is dan 70%). Een cycle service level in dit interval komt
immers overeen met een fill rate van 97%-99%. Vele bedrijven gaan in de praktijk een
dergelijke fill rate nastreven (Chopra et al., 2004).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
9
2.2.1.2. Kwantitatief verband tussen de variabilite it van de lead time
en de veiligheidsvoorraad.
2.2.1.2.1. Continuous review voorraadbeleid.
Bij een continuous review voorraadbeleid gaat men het voorraadniveau continu monitoren.
Indien de voorraad een bepaald niveau (het zogenaamde reorder point of ROP) bereikt,
wordt er een bestelling geplaatst. De hoeveelheid die men telkens bijbestelt, blijft constant.
De tijd die verloopt tussen twee opeenvolgende bestellingen kan variëren (Chopra & Meindl,
2007).
Als er onzekerheid is op het vlak van de lead time, kan het verband tussen de
veiligheidsvoorraad en de variabiliteit van de lead time, voorgesteld door de
standaardafwijking van de lead time, weergegeven worden door de volgende formule
(Chopra & Meindl, 2007):
� SS = k*σDL
Waarbij:
• SS = veiligheidsvoorraad.
• k = veiligheidsfactor; kan bepaald worden als de inverse van de cumulatieve
standaard normaalverdeling voor een gegeven service level.
• σDL = √(L*σD² + D²*SL²) = standaardafwijking van de vraag gedurende de lead time.
Met:
• D = gemiddelde vraag per tijdseenheid.
• SL = standaardafwijking van de lead time.
• L = gemiddelde lead time.
• σD = standaardafwijking van de vraag per tijdseenheid.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
10
2.2.1.2.2. Periodic review voorraadbeleid.
Bij een periodic review voorraadbeleid gaat men de voorraad op welbepaalde vaste
tijdstippen controleren. De tijd die verloopt tussen opeenvolgende controlemomenten en het
plaatsen van orders is constant en wordt de review period genoemd . De bedoeling is om de
voorraad telkens opnieuw terug aan te vullen tot een vooraf bepaald niveau (het order-up-to
level) door het plaatsen van bestellingen die kunnen variëren in grootte (Chopra & Meindl,
2007).
Het verband tussen de variabiliteit van de lead time en de veiligheidsvoorraad komt tot uiting
in de onderstaande relatie (Chopra & Meindl, 2007):
� SS = k*σDLT
Waarbij:
• σDLT = √[(L+T)*σD² + D²*SL²] = standaardafwijking van de vraag gedurende het
tijdsinterval dat bestaat uit de som van de lead time en de review period.
• T = review period.
• De andere variabelen worden op dezelfde manier gedefinieerd als bij een continuous
review voorraadbeleid.
Een periodic review voorraadbeleid brengt altijd een hogere veiligheidsvoorraad met zich
mee dan een continuous review voorraadbeleid (Chopra & Meindl, 2007). Dit is te wijten aan
het feit dat men een buffer moet aanleggen voor de onzekerheid in de vraag gedurende de
lead time én de review period. Het voordeel van een periodic review voorraadbeleid is dan
weer dat het gemakkelijker te implementeren is in de praktijk juist omdat het niet nodig is om
de voorraad constant te monitoren.
2.2.2. De vraag gedurende de lead time is niet norm aal verdeeld.
Het grote probleem met de bovenstaande stellingen is dat de vraag gedurende de lead time
in realiteit dikwijls niet normaal verdeeld is. De bovenstaande verbanden tussen de
veiligheidsvoorraad en de variabiliteit van de lead time mogen dus niet zonder meer
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
11
veralgemeend worden (Chopra et al., 2004). Verkeerdelijk uitgaan van de normale verdeling
kan ertoe leiden dat men te weinig veiligheidsvoorraad aanlegt en het gewenste service level
dus niet zal bereiken (Eppen & Martin, 1988). De implicaties hiervan zullen echter een
kleiner effect hebben op de totale logistieke kosten naarmate de nagestreefde fill rate en de
onzekerheid in de lead time en de vraag kleiner zijn. Dit geeft immers aanleiding tot een
daling van de veiligheidsvoorraad en hierdoor gaan de kosten verbonden aan de
veiligheidsvoorraad een kleinere portie van de totale logistieke kosten uitmaken (Thomas &
Tyworth, 2006; Tyworth & O’Neill; 1997).
2.2.2.1. Kwalitatief verband tussen de veiligheidsv oorraad en de
variabiliteit van de lead time.
In wat volgt, wordt uitgegaan van het geval waarin men een continuous review
voorraadbeleid hanteert. Toch blijven de vaststellingen ook geldig voor de situaties waarin
men een periodic review voorraadbeleid hanteert.
2.2.2.1.1. Het CSL ligt in het interval [50%;60%].
Stel dat de lead time een uniforme, gamma of begrensde normale verdeling volgt en de
vraag per periode een normale verdeling met een hoge variatiecoëfficiënt kent. Er bestaat
dan een grenswaarde voor het cycle service level die groter is dan 50%, zodanig dat de
volgende conclusie geldt (Chopra et al., 2004):
� Indien het nagestreefde cycle service level in het interval [50%; grenswaarde] ligt, zal
een reductie van de variabiliteit van de lead time, voorgesteld door de
standaardafwijking van de lead time, leiden tot een stijging van het reorder point en
de veiligheidsvoorraad.
Deze conclusie is het tegengestelde van wat men besluit indien de vraag gedurende de lead
time normaal verdeeld is en het cycle service level groter is dan 50%.
Volgens (Chopra et al., 2004) zal onder de bovenstaande assumpties de grenswaarde voor
het cycle service level in het interval [50%;70%] liggen. Voor uniform verdeelde lead times
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
12
zal deze grenswaarde net boven 50% liggen, terwijl hij voor gamma verdeelde lead times
rond 60% of zelfs boven 60% kan liggen (Chopra et al., 2004). Volgens (Wang & Hill, 2006)
geldt de bovenstaande conclusie vooral indien het cycle service level in het interval
[50%;60%] ligt.
Het is ook mogelijk dat de bovenstaande conclusie kan getrokken worden indien de lead
time een andere verdeling volgt dan de drie bovenvermelde verdelingen en indien de
variatiecoëfficiënt van de vraag per periode klein is. Bovendien zal de stijging van de
veiligheidsvoorraad die ontstaat door een reductie van de variabiliteit van de lead time des te
groter zijn naarmate (Chopra et al., 2004):
• de lead time een verdeling volgt die dichter aanleunt bij de gammaverdeling.
• de variatiecoëfficiënt van de vraag hoger ligt.
Om nu de grenswaarde voor het cycle service level te bepalen in een specifieke situatie, kan
men als volgt tewerk gaan (Chopra et al., 2004). Construeer twee cumulatieve
distributiefuncties van de vraag gedurende de lead time waarbij de standaardafwijking van
de lead time verandert terwijl de gemiddelde lead time constant blijft. Werk in beide situaties
met dezelfde waarden voor de vraag per periode. Het punt waar de twee verschillende
cumulatieve distributiefuncties elkaar snijden, komt overeen met de gezochte grenswaarde.
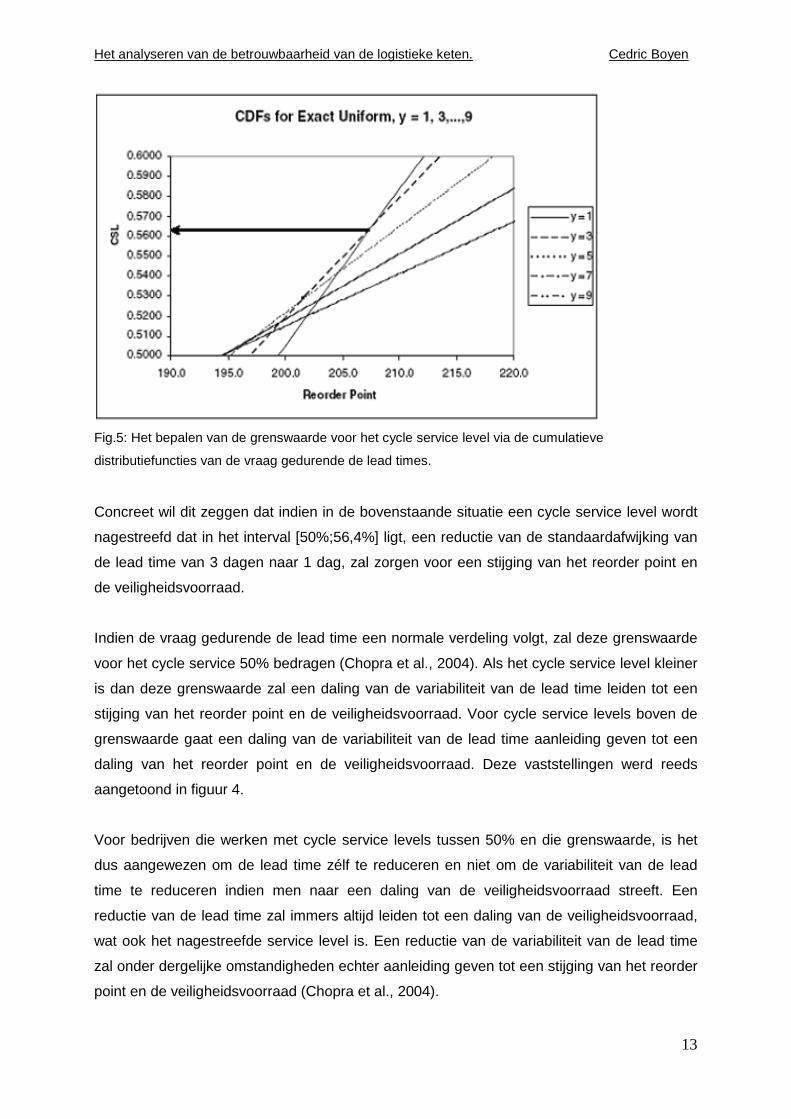
Deze manier van werken wordt voorgesteld in figuur 4 die gebaseerd is op een figuur
uit(Chopra et al., 2004). De verschillende grafieken stellen de cumulatieve distributiefuncties
(CDF’s) van de vraag gedurende de lead time voor waarbij het gemiddelde van de lead time
onveranderd blijft en de standaardafwijking van de lead time varieert. De lead time is telkens
uniform verdeeld en heeft een gemiddelde van 10 dagen. De y-waarden in de legende van
de figuur stellen de mogelijke situaties voor de standaardafwijking van de lead time voor. De
vraag per periode is normaal verdeeld.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
13
Fig.5: Het bepalen van de grenswaarde voor het cycle service level via de cumulatieve
distributiefuncties van de vraag gedurende de lead times.
Concreet wil dit zeggen dat indien in de bovenstaande situatie een cycle service level wordt
nagestreefd dat in het interval [50%;56,4%] ligt, een reductie van de standaardafwijking van
de lead time van 3 dagen naar 1 dag, zal zorgen voor een stijging van het reorder point en
de veiligheidsvoorraad.
Indien de vraag gedurende de lead time een normale verdeling volgt, zal deze grenswaarde
voor het cycle service 50% bedragen (Chopra et al., 2004). Als het cycle service level kleiner
is dan deze grenswaarde zal een daling van de variabiliteit van de lead time leiden tot een
stijging van het reorder point en de veiligheidsvoorraad. Voor cycle service levels boven de
grenswaarde gaat een daling van de variabiliteit van de lead time aanleiding geven tot een
daling van het reorder point en de veiligheidsvoorraad. Deze vaststellingen werd reeds
aangetoond in figuur 4.
Voor bedrijven die werken met cycle service levels tussen 50% en die grenswaarde, is het
dus aangewezen om de lead time zélf te reduceren en niet om de variabiliteit van de lead
time te reduceren indien men naar een daling van de veiligheidsvoorraad streeft. Een
reductie van de lead time zal immers altijd leiden tot een daling van de veiligheidsvoorraad,
wat ook het nagestreefde service level is. Een reductie van de variabiliteit van de lead time
zal onder dergelijke omstandigheden echter aanleiding geven tot een stijging van het reorder
point en de veiligheidsvoorraad (Chopra et al., 2004).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
14
2.2.2.1.2. Het CSL ligt in het interval [60%;70%].
Als het cycle service level tussen 0,6 en 0,7 ligt, dan wordt gezegd dat het deel uitmaakt van
de recursieve zone. Deze zone ontleent zijn naam aan het feit dat er een recursief effect
plaatsvindt. Indien de lead time een gamma verdeling volgt en het nagestreefde CSL in de
recursieve zone ligt, dan geldt het volgende recursieve effect (Wang & Hill, 2006):
� Een reductie van de variabiliteit van de lead time, voorgesteld door de
variatiecoëfficiënt van de lead time, zorgt voor een stijging van de
veiligheidsvoorraad totdat de variabiliteit van de lead time zelf een zekere
grenswaarde bereikt.
� Indien de variabiliteit van de lead time onder deze grenswaarde zakt, zal een
verdere reductie van de variabiliteit van de lead time ofwel geen effect meer
hebben op de veiligheidsvoorraad, ofwel zorgen voor een daling van de
veiligheidsvoorraad.
Dit recursieve effect is het grootst voor een CSL dat dicht in de buurt ligt van 65% (Wang &
Hill, 2006).
Wat betreft het reduceren van de variabiliteit van de lead time indien men in de buurt ligt van
de grenzen van de recursieve zone, kan het volgende gezegd worden (Wang & Hill, 2006):
� Indien het CSL dichtbij 0,6 aanleunt en de variabiliteit van de lead time,
voorgesteld door de variatiecoëfficiënt van de lead time, hoog is (gelegen tussen
0,6 en 0,9), dan geldt: een reductie van de variabiliteit van de lead time zal leiden
tot een significante stijging van de veiligheidsvoorraad.
� Indien het CSL dichtbij 0,6 aanleunt en de variabiliteit van de lead time,
voorgesteld door de variatiecoëfficiënt van de lead time, laag is (kleiner dan 0,6),
dan geldt: een reductie van de variabiliteit van de lead time heeft geen
significante invloed op de veiligheidsvoorraad.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
15
� Indien het CSL dichtbij 0,7 aanleunt en de variabiliteit van de lead time,
voorgesteld door de variatiecoëfficiënt van de lead time, hoog is (gelegen tussen
0,6 en 0,9), dan geldt: een reductie van de variabiliteit van de lead time heeft
geen significante invloed op de veiligheidsvoorraad.
� Indien het CSL dichtbij 0,7 aanleunt en de variabiliteit van de lead time,
voorgesteld door de variatiecoëfficiënt van de lead time, laag is (kleiner dan 0,6),
dan geldt: een reductie van de variabiliteit van de lead time zal zorgen voor een
significante daling van de veiligheidsvoorraad.
2.2.2.1.3. Het CSL is groter dan 70%.
Indien de lead time een gamma verdeling volgt en het CSL boven 0,7 ligt (de zogenaamde
conventionele zone), dan geldt het volgende (Wang & Hill, 2006):
� Een reductie van de variabiliteit van de lead time, voorgesteld door de
variatiecoëfficiënt van de lead time, zal aanleiding geven tot een daling van de
veiligheidsvoorraad.
De conventionele zone ontleent zijn naam aan het feit dat hier dezelfde conclusie getrokken
wordt als in de situatie waarbij de vraag gedurende de lead time een normale verdeling volgt
en het CSL groter is dan 50% (Wang & Hill, 2006).
2.2.2.2. Kwantitatief verband tussen de veiligheids voorraad en de
variabiliteit van de lead time.
Indien de vraag per periode en de lead time stochastisch zijn, kan het verband tussen de
variabiliteit van de lead time en de kosten van de veiligheidsvoorraad weergegeven worden
door de volgende vergelijking (Vernimmen et al., 2008):
� TK = (1/R)*v*h*k*√[(L*d)+(l*D²)]
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
16
Waarbij:
• TK = totale kosten van de veiligheidsvoorraad.
• v = waarde van de goederen.
• d = variantie van de vraag per dag.
• D = gemiddelde vraag per dag.
• h = holding cost per jaar (uitgedrukt als een percentage van v). Onder holding cost
verstaat men de kosten die men oploopt om goederen gedurende een bepaalde
periode in voorraad aan te houden.
• k = veiligheidsfactor (afhankelijk van het gewenste service level en de verdeling van
de vraag gedurende de lead time).
• l = variantie van de lead time.
• L = gemiddelde lead time.
• R = totale jaarlijkse volume.
3. Uitgewerkt voorbeeld.
Om de bovenstaande bevindingen betreffende het cycle service level en de variabiliteit van
de lead time te verduidelijken, zal hier een (weliswaar fictief) voorbeeld uitgewerkt worden.
Hiervoor zal worden gebruik gemaakt van simulatie. Het softwarepakket dat in dit opzicht
gebruikt wordt, is Crystal Ball versie 11.1.1.1.0 van Oracle. Dit kan als add-in in Microsoft
Excel 2003 ingevoerd worden.
Het bedrijf CeboTrans N.V. is actief in de logistieke sector. Het staat meerbepaald in voor de
opslag en het transport van reeds bewerkte grondstoffen (bv.: meel, gist,…) voor industriële
bakkerijen. Voor dit bedrijf worden nu achtereenvolgens verschillende situaties bekeken.
Situatie 1
Het is de bedoeling om de grenswaarde voor het cycle service level te bepalen waarbij een
daling van de variabiliteit van de lead time zal aanleiding geven tot een stijging van het
reorder point en de veiligheidsvoorraad. Om dit te kunnen realiseren moet men beschikken
over twee cumulatieve distributiefuncties voor de vraag gedurende de lead time, waarbij het
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
17
gemiddelde van de lead time constant wordt gehouden en de standaardafwijking van de lead
time varieert.
In de eerste situatie gaan we ervan uit dat de vraag per dag een normale verdeling kent met
een gemiddelde van 20 ton en een standaardafwijking van 7 ton. De lead time volgt een
begrensde normale verdeling met als ondergrens 0 dagen en als bovengrens 6 dagen.
Bovendien heeft de lead time een gemiddelde van 3 dagen en een standaardafwijking van
1,5 dagen (1,49 dagen om precies te zijn).
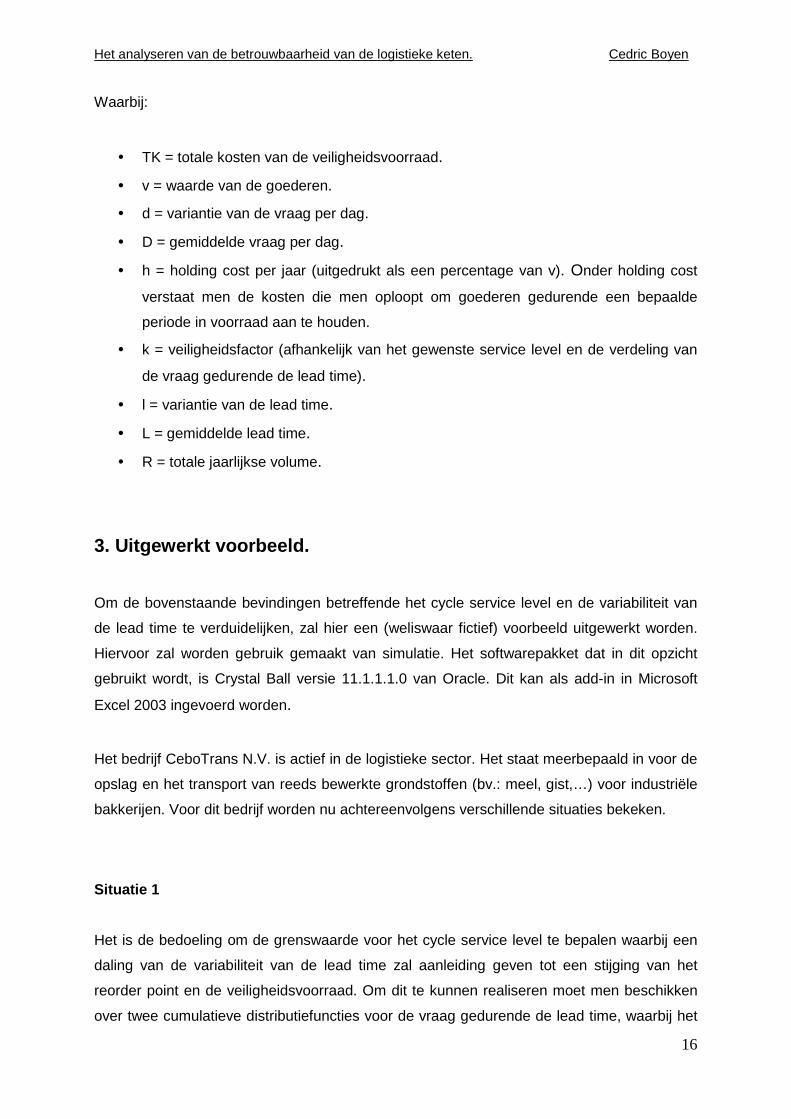
Via simulatie worden 1000 willekeurige waarden gegenereerd voor de vraag per dag en de
lead time. Daarna worden de overeenkomstige waarden voor de vraag gedurende de lead
time berekend als het product van deze getallen. Deze werkwijze wordt voorgesteld in de
onderstaande tabel waarin telkens de eerste 10 waarden worden getoond.
lead time 1 vraag per dag vraag gedurende lead time 1 0,73 21,36 15,66 5,56 7,56 41,99 4,66 21,70 101,12 1,94 22,95 44,44 5,14 17,50 89,99 2,77 22,67 62,68 3,99 11,67 46,54 3,65 32,19 117,58 3,41 23,12 78,82 5,42 19,08 103,43
Tabel 1: Het genereren van willekeurige waarden via simulatie.
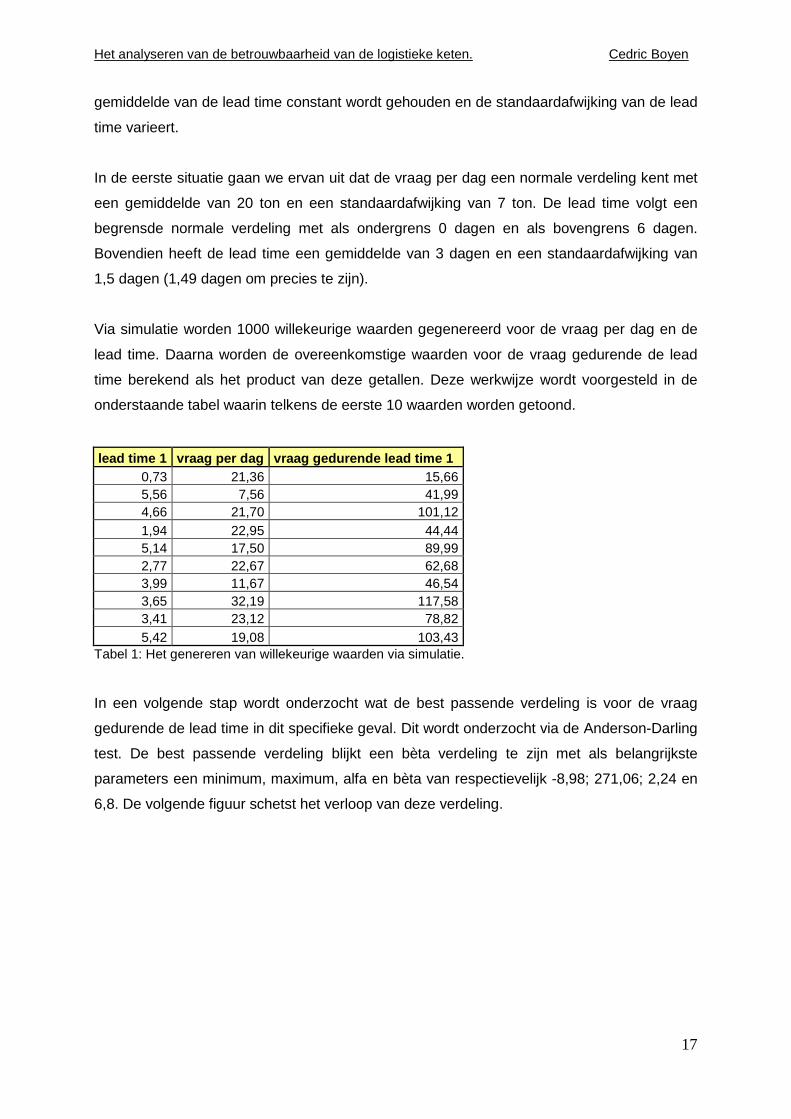
In een volgende stap wordt onderzocht wat de best passende verdeling is voor de vraag
gedurende de lead time in dit specifieke geval. Dit wordt onderzocht via de Anderson-Darling
test. De best passende verdeling blijkt een bèta verdeling te zijn met als belangrijkste
parameters een minimum, maximum, alfa en bèta van respectievelijk -8,98; 271,06; 2,24 en
6,8. De volgende figuur schetst het verloop van deze verdeling.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
18
Fig.6: De best passende verdeling voor de vraag gedurende de lead time indien de lead time een
begrensde normale verdeling volgt met een standaardafwijking van 1,5 dagen.
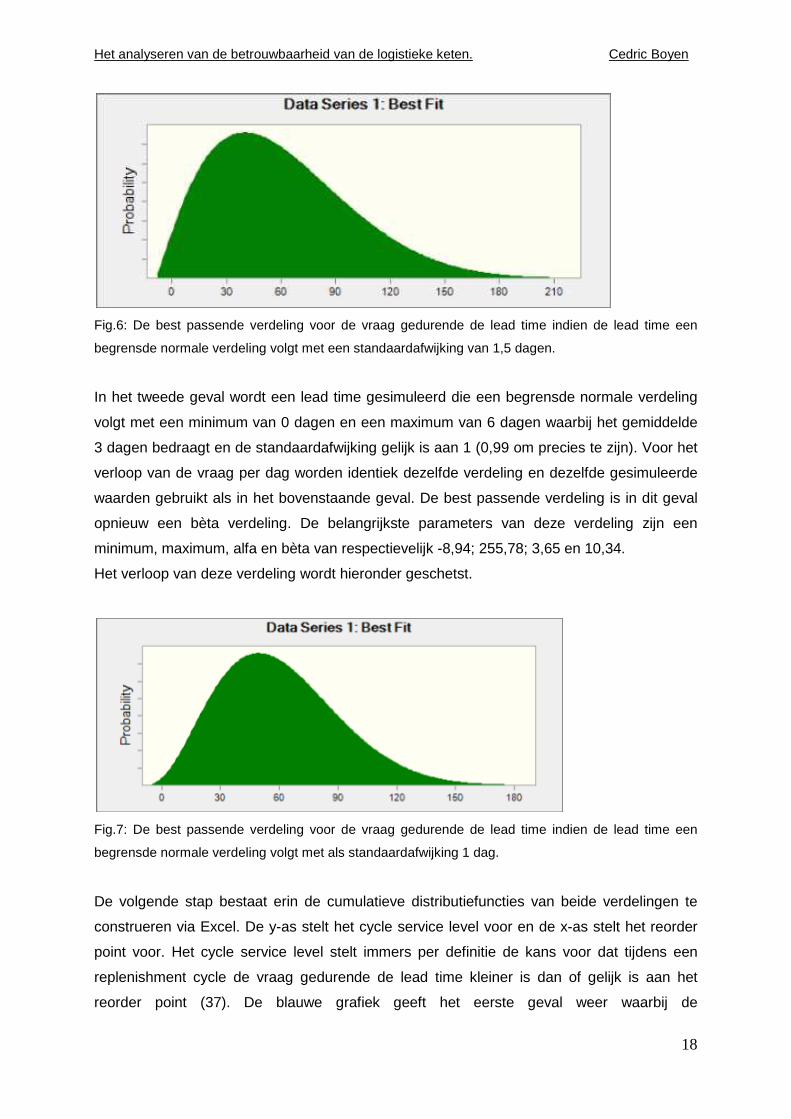
In het tweede geval wordt een lead time gesimuleerd die een begrensde normale verdeling
volgt met een minimum van 0 dagen en een maximum van 6 dagen waarbij het gemiddelde
3 dagen bedraagt en de standaardafwijking gelijk is aan 1 (0,99 om precies te zijn). Voor het
verloop van de vraag per dag worden identiek dezelfde verdeling en dezelfde gesimuleerde
waarden gebruikt als in het bovenstaande geval. De best passende verdeling is in dit geval
opnieuw een bèta verdeling. De belangrijkste parameters van deze verdeling zijn een
minimum, maximum, alfa en bèta van respectievelijk -8,94; 255,78; 3,65 en 10,34.
Het verloop van deze verdeling wordt hieronder geschetst.
Fig.7: De best passende verdeling voor de vraag gedurende de lead time indien de lead time een
begrensde normale verdeling volgt met als standaardafwijking 1 dag.
De volgende stap bestaat erin de cumulatieve distributiefuncties van beide verdelingen te
construeren via Excel. De y-as stelt het cycle service level voor en de x-as stelt het reorder
point voor. Het cycle service level stelt immers per definitie de kans voor dat tijdens een
replenishment cycle de vraag gedurende de lead time kleiner is dan of gelijk is aan het
reorder point (37). De blauwe grafiek geeft het eerste geval weer waarbij de
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
19
standaardafwijking van de lead time hoog is (1,5 dagen). De roze grafiek stelt het tweede
geval voor waarin men uitgaat van een kleinere standaardafwijking van de lead time (1 dag).
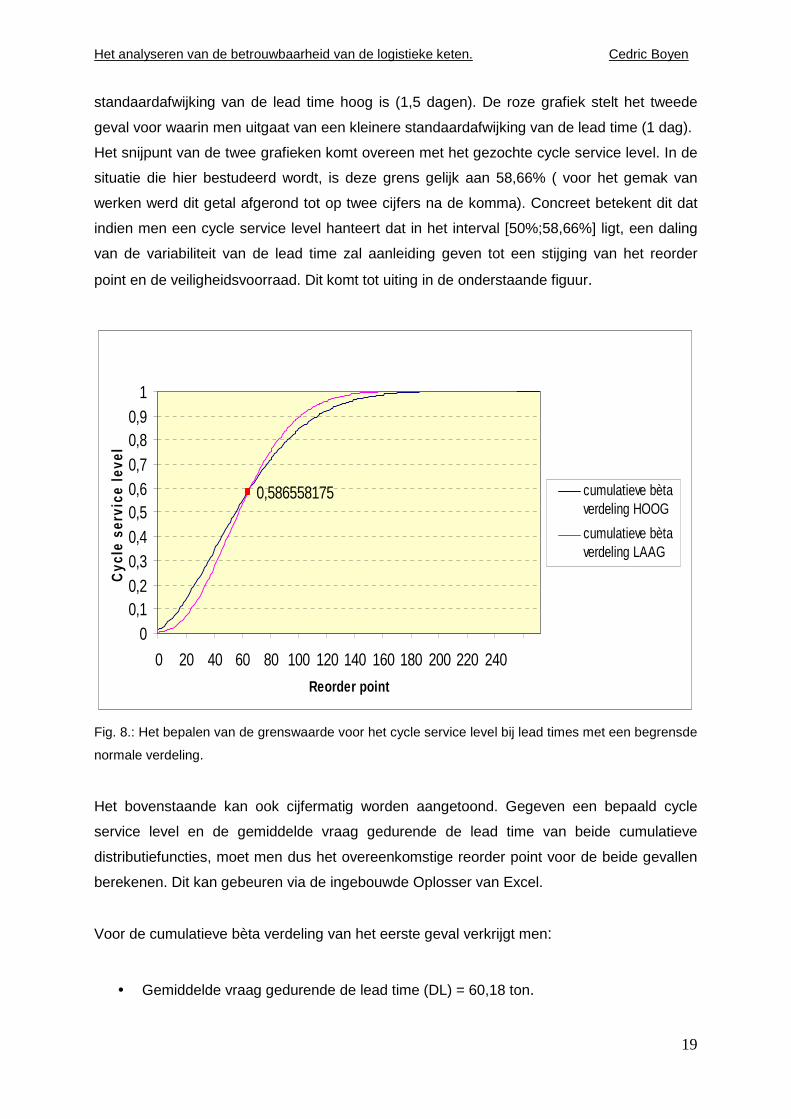
Het snijpunt van de twee grafieken komt overeen met het gezochte cycle service level. In de
situatie die hier bestudeerd wordt, is deze grens gelijk aan 58,66% ( voor het gemak van
werken werd dit getal afgerond tot op twee cijfers na de komma). Concreet betekent dit dat
indien men een cycle service level hanteert dat in het interval [50%;58,66%] ligt, een daling
van de variabiliteit van de lead time zal aanleiding geven tot een stijging van het reorder
point en de veiligheidsvoorraad. Dit komt tot uiting in de onderstaande figuur.
Fig. 8.: Het bepalen van de grenswaarde voor het cycle service level bij lead times met een begrensde
normale verdeling.
Het bovenstaande kan ook cijfermatig worden aangetoond. Gegeven een bepaald cycle
service level en de gemiddelde vraag gedurende de lead time van beide cumulatieve
distributiefuncties, moet men dus het overeenkomstige reorder point voor de beide gevallen
berekenen. Dit kan gebeuren via de ingebouwde Oplosser van Excel.
Voor de cumulatieve bèta verdeling van het eerste geval verkrijgt men:
• Gemiddelde vraag gedurende de lead time (DL) = 60,18 ton.
0,586558175
00,10,20,30,40,50,60,70,80,9
1
0 20 40 60 80 100 120 140 160 180 200 220 240
Reorder point
Cyc
le s
ervi
ce le
vel
cumulatieve bètaverdeling HOOG
cumulatieve bètaverdeling LAAG
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
20
• Stel dat het CSL gelijk is aan 55%.
� Reorder point = 59,92 ton.
� Veiligheidsvoorraad = ROP−DL
= -0,26 ton.
Voor de andere cumulatieve bèta verdeling met de kleinere standaardafwijking van de lead
time wordt dit:
• Gemiddelde vraag gedurende de lead time = 60,13 ton.
• Stel dat het CSL gelijk is aan 55%.
� Reorder point = 61,01 ton.
� Veiligheidsvoorraad = ROP−DL
= 0,88 ton.
Als de beide cumulatieve bèta verdelingen nu met elkaar vergeleken worden, ziet men dat er
in het tweede geval een toename van de veiligheidsvoorraad is van 1,14 ton.
Bovenstaand voorbeeld bevestigt de stelling van (Wang & Hill, 2006) die zegt dat een
reductie van de variabiliteit van de lead time aanleiding geeft tot een stijging van het reorder
point en de veiligheidsvoorraad, indien de vraag normaal verdeeld is met een hoge
variatiecoëfficiënt en de lead times een begrensde normale verdeling volgen waarbij een
cycle service level tussen 50% en een zekere grenswaarde (lager dan 60%) nagestreefd
wordt.
Situatie 2
In deze situatie is de vraag per dag normaal verdeeld met een gemiddelde van 10 ton en een
standaardafwijking van 8 ton. De vraag per dag maakt bovendien deel uit van het interval
[0 ton; 20 ton]. De lead times volgen nu beiden een gamma verdeling. De ene lead time heeft
een gemiddelde en een standaardafwijking van 4 dagen. Dit wordt bekomen door een
location, scale en shape van respectievelijk 0; 4 en 1 te kiezen. Hierbij kan nog vermeld
worden dat de scale en de shape van een gamma verdeling respectievelijk de bèta en alfa
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
21
parameter voorstellen. De andere lead time bezit ook een gemiddelde van vier dagen, maar
heeft nu een standaardafwijking van 5,66 dagen. Dit verkrijgt men door een location, scale
en shape van respectievelijk 0; 8 en 0,5 te kiezen. Er wordt nu op een volledig analoge
manier tewerk gegaan als in situatie 1.
De lead time met de kleinste standaardafwijking geeft in dit specifieke geval aanleiding tot
een vraag gedurende de lead time die een weibull verdeling volgt. De parameters van deze
verdeling zijn een location, scale en shape van respectievelijk 0,001; 34,37 en 0,83. Deze
verdeling komt aan bod in de onderstaande figuur.
Fig.9: De best passende verdeling voor de vraag gedurende de lead time als de lead time een gamma
verdeling volgt met een standaardafwijking van 4 dagen.
De lead time met de grootste standaardafwijking zorgt in deze omstandigheden voor een
gamma verdeelde vraag gedurende de lead time. Deze verdeling heeft een location, scale
en shape van respectievelijk 0,0002; 97,38 en 0,45. De onderstaande figuur schetst het
verloop van deze gamma verdeling.
Fig.10: De best passende verdeling voor de vraag gedurende de lead time als de lead time een
gamma verdeling volgt met een standaardafwijking van 5,66 dagen.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
22
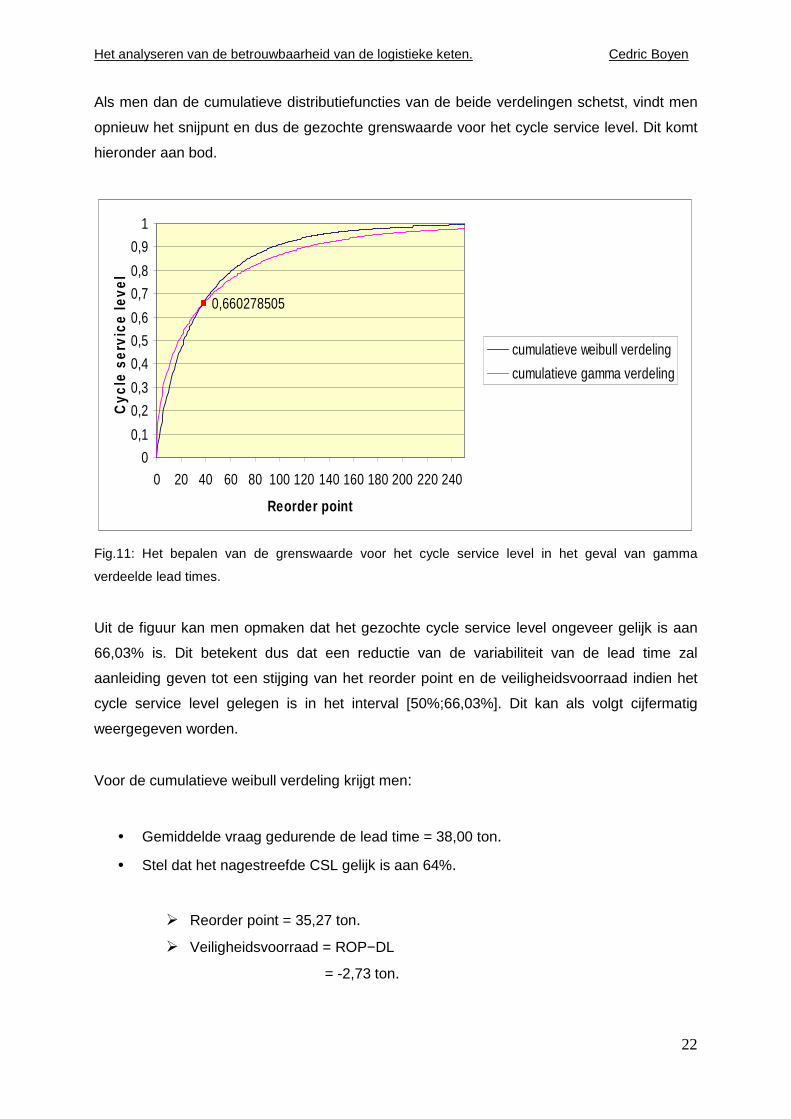
Als men dan de cumulatieve distributiefuncties van de beide verdelingen schetst, vindt men
opnieuw het snijpunt en dus de gezochte grenswaarde voor het cycle service level. Dit komt
hieronder aan bod.
Fig.11: Het bepalen van de grenswaarde voor het cycle service level in het geval van gamma
verdeelde lead times.
Uit de figuur kan men opmaken dat het gezochte cycle service level ongeveer gelijk is aan
66,03% is. Dit betekent dus dat een reductie van de variabiliteit van de lead time zal
aanleiding geven tot een stijging van het reorder point en de veiligheidsvoorraad indien het
cycle service level gelegen is in het interval [50%;66,03%]. Dit kan als volgt cijfermatig
weergegeven worden.
Voor de cumulatieve weibull verdeling krijgt men:
• Gemiddelde vraag gedurende de lead time = 38,00 ton.
• Stel dat het nagestreefde CSL gelijk is aan 64%.
� Reorder point = 35,27 ton.
� Veiligheidsvoorraad = ROP−DL
= -2,73 ton.
0,660278505
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 20 40 60 80 100 120 140 160 180 200 220 240
Reorder point
Cyc
le s
ervi
ce le
vel
cumulatieve weibull verdeling
cumulatieve gamma verdeling
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
23
Voor de cumulatieve gamma verdeling krijgt men het volgende:
• Gemiddelde vraag gedurende de lead time = 43,68 ton.
• Stel dat het CSL gelijk is aan 64%.
� Reorder point = 34,71 ton.
� Veiligheidsvoorraad = ROP−DL
= -8,97 ton.
Het bovenstaande bevestigt de stelling van (Chopra et al., 2004) die zegt dat indien de vraag
per periode normaal verdeeld is en de lead time een gamma verdeling volgt, dan kan de
gezochte grenswaarde voor het cycle service level boven 60% liggen.
De bovenstaande grafiek bevestigt ook de stelling van (Wang & Hill, 2006) die zegt dat
indien de lead times een gamma verdeling volgen er een recursieve zone (gaande van 60%
tot 70%) bestaat waarin een daling van de standaardafwijking van de lead time eerst
aanleiding geeft tot een stijging van het reorder point en de veiligheidsvoorraad en
vervolgens (vanaf de grenswaarde van het cycle service level) ofwel zorgt voor een daling
van het reorder point en de veiligheidsvoorraad ofwel geen effect meer heeft op het reorder
point en de veiligheidsvoorraad. Daarnaast ziet men ook dat voor cycle service levels groter
dan 70% de aanbevelingen van een normaal verdeelde vraag gedurende de lead time
opgaan. Het toont dus aan dat er in dit geval sprake is van wat (Wang & Hill, 2006) de
conventionele zone noemen.
Situatie 3
In deze setting vertrekt men van uniform verdeelde lead times. De eerste lead time heeft een
gemiddelde van 4 dagen en een standaardafwijking van 2,31 dagen. Hij is bovendien
gelegen in het interval [0 dagen; 8 dagen]. Voor de tweede lead time wordt opnieuw een
gemiddelde van 4 dagen genomen, maar nu met een standaardafwijking van 1,73 dagen.
Deze lead time ligt in het interval [1 dag; 7 dagen]. De vraag per dag is in beide gevallen
normaal verdeeld met een gemiddelde van 10 ton en een standaardafwijking van 8 ton. Hij
maakt deel uit van het interval [0 ton; 20 ton].
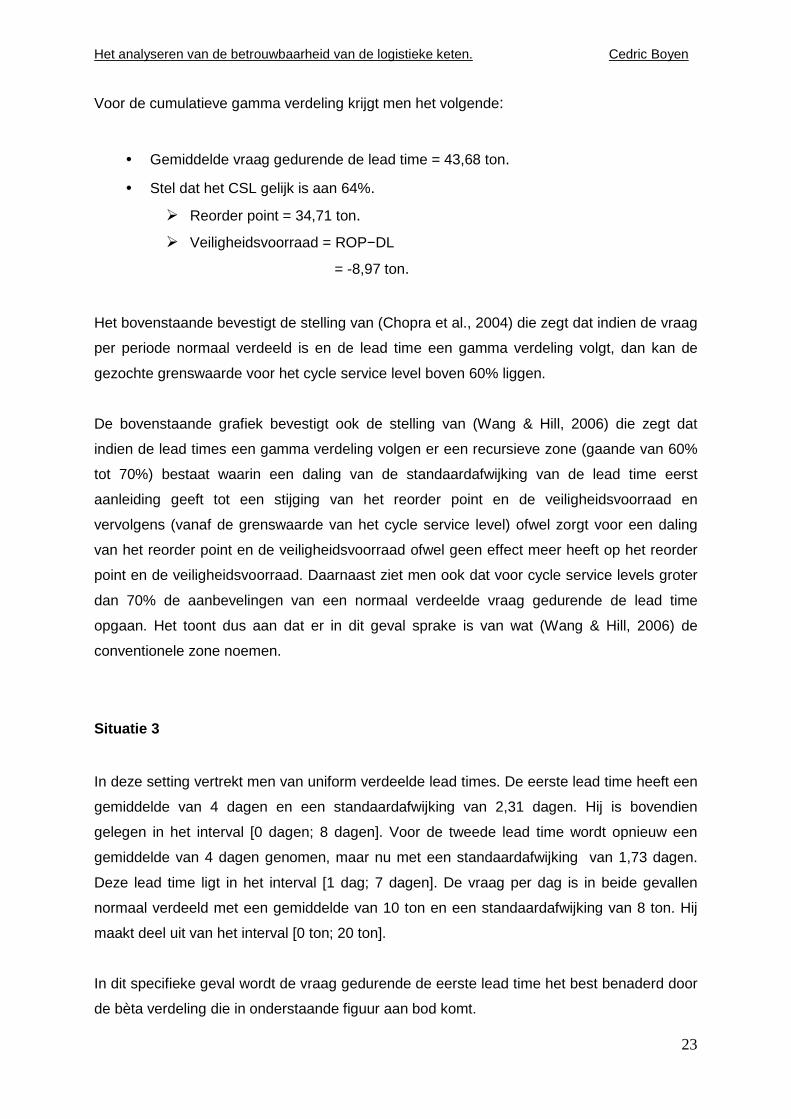
In dit specifieke geval wordt de vraag gedurende de eerste lead time het best benaderd door
de bèta verdeling die in onderstaande figuur aan bod komt.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
24
Fig.12: De best passende verdeling voor de vraag gedurende de lead time als de lead time een
uniforme verdeling volgt met een standaardafwijking van 2,31 dagen.
Deze verdeling heeft een minimum, maximum, alfa en bèta van respectievelijk -0,17; 166,66;
0,85 en 2,69.
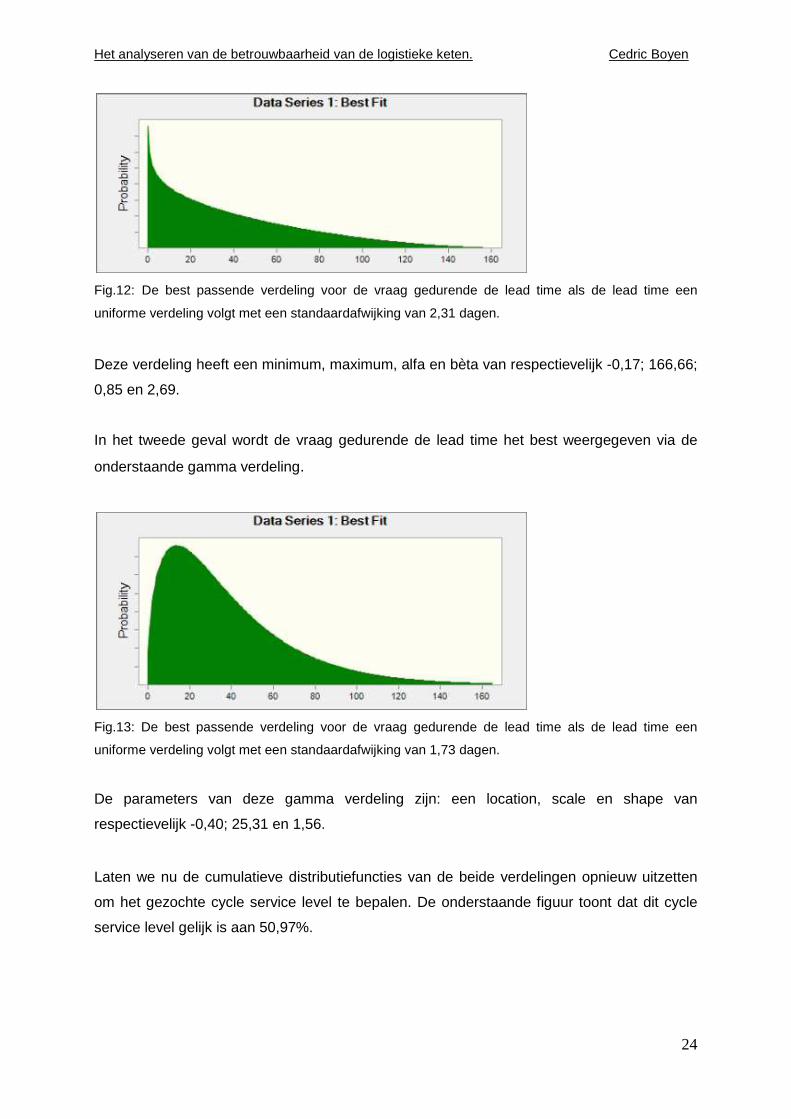
In het tweede geval wordt de vraag gedurende de lead time het best weergegeven via de
onderstaande gamma verdeling.
Fig.13: De best passende verdeling voor de vraag gedurende de lead time als de lead time een
uniforme verdeling volgt met een standaardafwijking van 1,73 dagen.
De parameters van deze gamma verdeling zijn: een location, scale en shape van
respectievelijk -0,40; 25,31 en 1,56.
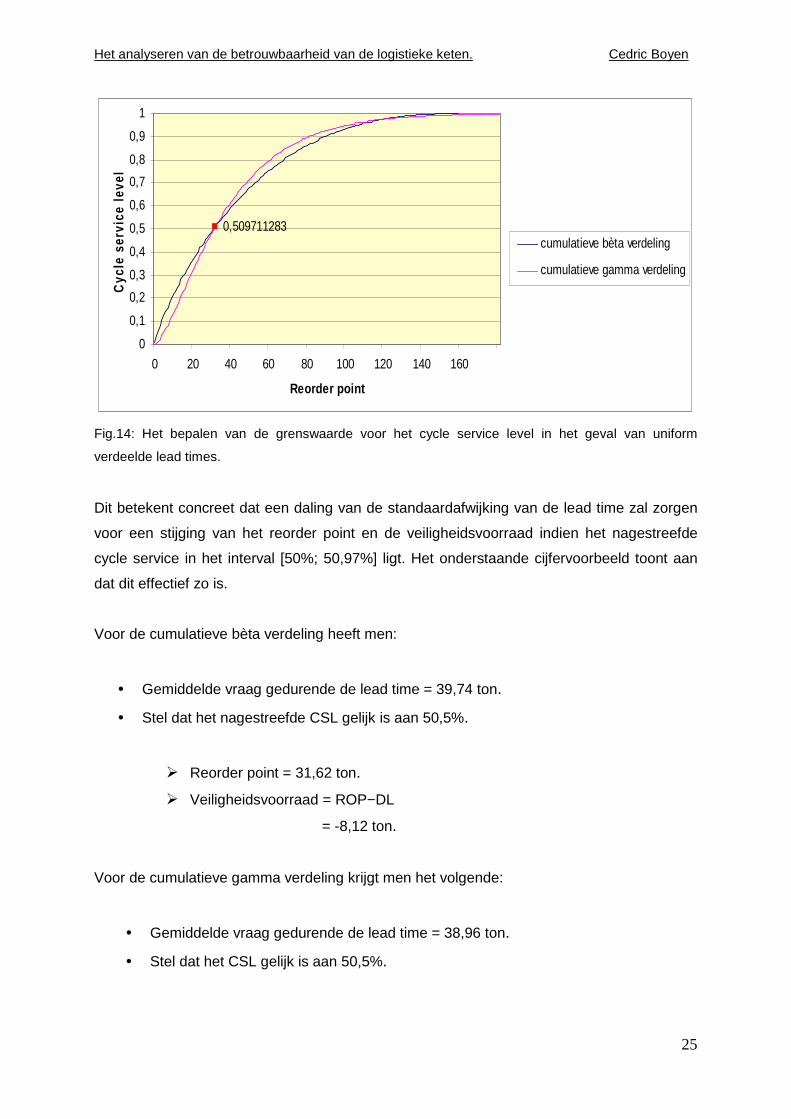
Laten we nu de cumulatieve distributiefuncties van de beide verdelingen opnieuw uitzetten
om het gezochte cycle service level te bepalen. De onderstaande figuur toont dat dit cycle
service level gelijk is aan 50,97%.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
25
Fig.14: Het bepalen van de grenswaarde voor het cycle service level in het geval van uniform
verdeelde lead times.
Dit betekent concreet dat een daling van de standaardafwijking van de lead time zal zorgen
voor een stijging van het reorder point en de veiligheidsvoorraad indien het nagestreefde
cycle service in het interval [50%; 50,97%] ligt. Het onderstaande cijfervoorbeeld toont aan
dat dit effectief zo is.
Voor de cumulatieve bèta verdeling heeft men:
• Gemiddelde vraag gedurende de lead time = 39,74 ton.
• Stel dat het nagestreefde CSL gelijk is aan 50,5%.
� Reorder point = 31,62 ton.
� Veiligheidsvoorraad = ROP−DL
= -8,12 ton.
Voor de cumulatieve gamma verdeling krijgt men het volgende:
• Gemiddelde vraag gedurende de lead time = 38,96 ton.
• Stel dat het CSL gelijk is aan 50,5%.
0,509711283
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 20 40 60 80 100 120 140 160
Reorder point
Cyc
le s
ervi
ce le
vel
cumulatieve bèta verdeling
cumulatieve gamma verdeling
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
26
� Reorder point = 31,67 ton.
� Veiligheidsvoorraad = ROP−DL
= -7,29 ton.
Deze simulatie bevestigt de stelling van (Chopra et al., 2004) die zegt dat indien de vraag
per periode normaal verdeeld is met een hoge variatiecoëfficiënt en de lead times een
uniforme verdeling volgen, dan zal de grenswaarde voor het cycle service level dicht bij 50%
aanleunen.
Situatie 4
In de laatste situatie zal onderzocht worden of de aanbevelingen van (Chopra et al., 2004)
en/of (Wang & Hill, 2006) ook standhouden indien de vraag per periode een poisson
verdeling volgt.
We gaan ervan uit dat beide lead times een gamma verdeling volgen. De eerste lead time
heeft naar analogie met de bovenstaande situatie 2 een gemiddelde en een
standaardafwijking van 4 dagen. De andere lead time heeft ook een gemiddelde van vier
dagen, maar nu met een standaardafwijking van 5,66 dagen. De vraag volgt een poisson
verdeling met een rate van 5 en is begrensd door het interval [0 ton; 20 ton]. De gemiddelde
vraag per dag bedraagt hierdoor 5 ton en de standaardafwijking is 2,24 ton.
De lead time met als standaardafwijking 4 dagen geeft aanleiding tot een gamma verdeelde
vraag gedurende de lead time. De parameters van deze verdeling zijn een location, scale en
shape van respectievelijk -1,65*10-6; 26,04 en 0,76. Dit wordt voorgesteld in de
onderstaande figuur.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
27
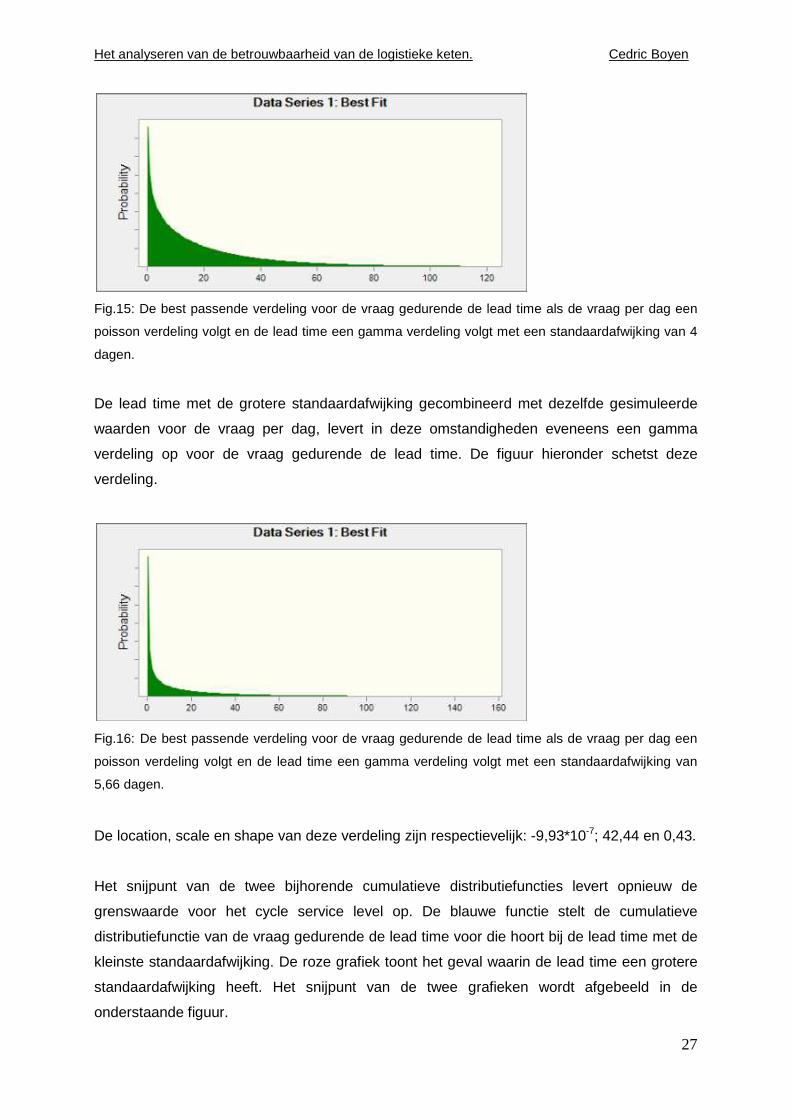
Fig.15: De best passende verdeling voor de vraag gedurende de lead time als de vraag per dag een
poisson verdeling volgt en de lead time een gamma verdeling volgt met een standaardafwijking van 4
dagen.
De lead time met de grotere standaardafwijking gecombineerd met dezelfde gesimuleerde
waarden voor de vraag per dag, levert in deze omstandigheden eveneens een gamma
verdeling op voor de vraag gedurende de lead time. De figuur hieronder schetst deze
verdeling.
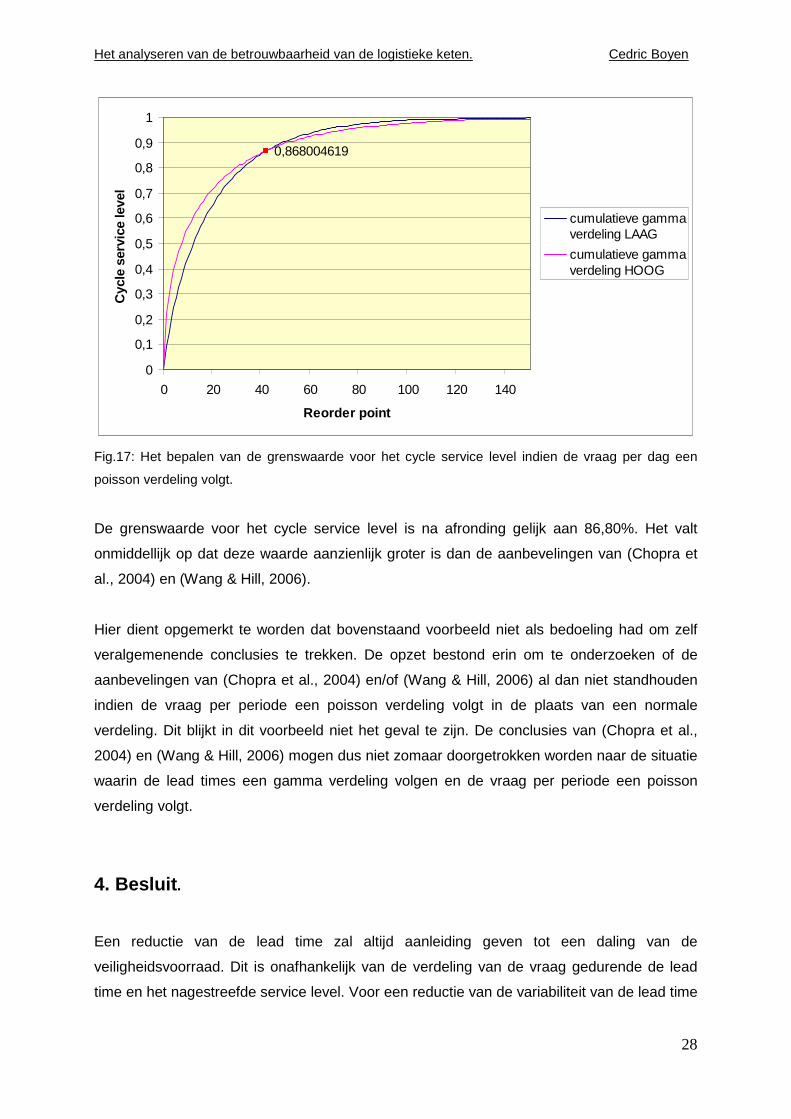
Fig.16: De best passende verdeling voor de vraag gedurende de lead time als de vraag per dag een
poisson verdeling volgt en de lead time een gamma verdeling volgt met een standaardafwijking van
5,66 dagen.
De location, scale en shape van deze verdeling zijn respectievelijk: -9,93*10-7; 42,44 en 0,43.
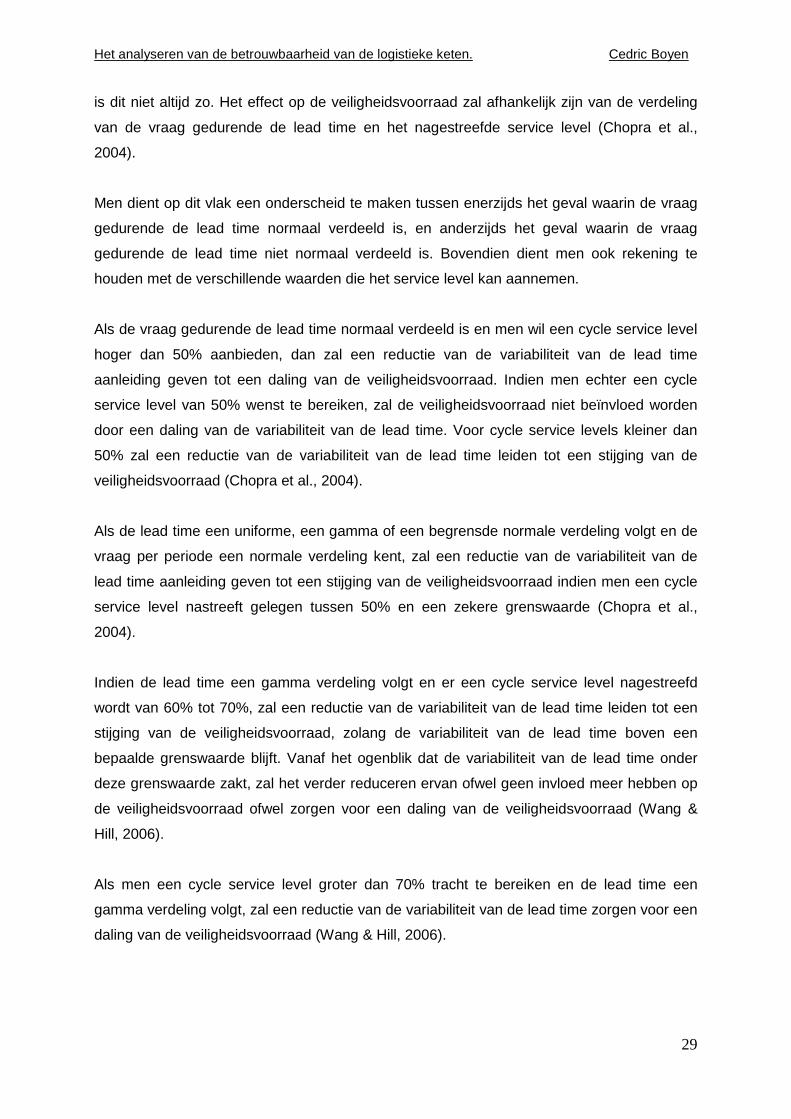
Het snijpunt van de twee bijhorende cumulatieve distributiefuncties levert opnieuw de
grenswaarde voor het cycle service level op. De blauwe functie stelt de cumulatieve
distributiefunctie van de vraag gedurende de lead time voor die hoort bij de lead time met de
kleinste standaardafwijking. De roze grafiek toont het geval waarin de lead time een grotere
standaardafwijking heeft. Het snijpunt van de twee grafieken wordt afgebeeld in de
onderstaande figuur.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
28
Fig.17: Het bepalen van de grenswaarde voor het cycle service level indien de vraag per dag een
poisson verdeling volgt.
De grenswaarde voor het cycle service level is na afronding gelijk aan 86,80%. Het valt
onmiddellijk op dat deze waarde aanzienlijk groter is dan de aanbevelingen van (Chopra et
al., 2004) en (Wang & Hill, 2006).
Hier dient opgemerkt te worden dat bovenstaand voorbeeld niet als bedoeling had om zelf
veralgemenende conclusies te trekken. De opzet bestond erin om te onderzoeken of de
aanbevelingen van (Chopra et al., 2004) en/of (Wang & Hill, 2006) al dan niet standhouden
indien de vraag per periode een poisson verdeling volgt in de plaats van een normale
verdeling. Dit blijkt in dit voorbeeld niet het geval te zijn. De conclusies van (Chopra et al.,
2004) en (Wang & Hill, 2006) mogen dus niet zomaar doorgetrokken worden naar de situatie
waarin de lead times een gamma verdeling volgen en de vraag per periode een poisson
verdeling volgt.
4. Besluit .
Een reductie van de lead time zal altijd aanleiding geven tot een daling van de
veiligheidsvoorraad. Dit is onafhankelijk van de verdeling van de vraag gedurende de lead
time en het nagestreefde service level. Voor een reductie van de variabiliteit van de lead time
0,868004619
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 20 40 60 80 100 120 140
Reorder point
Cyc
le s
ervi
ce le
vel
cumulatieve gammaverdeling LAAG
cumulatieve gammaverdeling HOOG
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
29
is dit niet altijd zo. Het effect op de veiligheidsvoorraad zal afhankelijk zijn van de verdeling
van de vraag gedurende de lead time en het nagestreefde service level (Chopra et al.,
2004).
Men dient op dit vlak een onderscheid te maken tussen enerzijds het geval waarin de vraag
gedurende de lead time normaal verdeeld is, en anderzijds het geval waarin de vraag
gedurende de lead time niet normaal verdeeld is. Bovendien dient men ook rekening te
houden met de verschillende waarden die het service level kan aannemen.
Als de vraag gedurende de lead time normaal verdeeld is en men wil een cycle service level
hoger dan 50% aanbieden, dan zal een reductie van de variabiliteit van de lead time
aanleiding geven tot een daling van de veiligheidsvoorraad. Indien men echter een cycle
service level van 50% wenst te bereiken, zal de veiligheidsvoorraad niet beïnvloed worden
door een daling van de variabiliteit van de lead time. Voor cycle service levels kleiner dan
50% zal een reductie van de variabiliteit van de lead time leiden tot een stijging van de
veiligheidsvoorraad (Chopra et al., 2004).
Als de lead time een uniforme, een gamma of een begrensde normale verdeling volgt en de
vraag per periode een normale verdeling kent, zal een reductie van de variabiliteit van de
lead time aanleiding geven tot een stijging van de veiligheidsvoorraad indien men een cycle
service level nastreeft gelegen tussen 50% en een zekere grenswaarde (Chopra et al.,
2004).
Indien de lead time een gamma verdeling volgt en er een cycle service level nagestreefd
wordt van 60% tot 70%, zal een reductie van de variabiliteit van de lead time leiden tot een
stijging van de veiligheidsvoorraad, zolang de variabiliteit van de lead time boven een
bepaalde grenswaarde blijft. Vanaf het ogenblik dat de variabiliteit van de lead time onder
deze grenswaarde zakt, zal het verder reduceren ervan ofwel geen invloed meer hebben op
de veiligheidsvoorraad ofwel zorgen voor een daling van de veiligheidsvoorraad (Wang &
Hill, 2006).
Als men een cycle service level groter dan 70% tracht te bereiken en de lead time een
gamma verdeling volgt, zal een reductie van de variabiliteit van de lead time zorgen voor een
daling van de veiligheidsvoorraad (Wang & Hill, 2006).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
30
Deel 2: Order splitting en zijn effect op de totale logistieke
kosten.
1. Order splitting.
Bedrijven kiezen er soms bewust voor om slechts beroep te doen op één leverancier. In de
literatuur wordt dit ook wel single sourcing genoemd (Ramasesh, Ord, Hayya & Pan, 1991).
Dergelijk beleid brengt immers een aantal voordelen met zich mee. Zo is het bijvoorbeeld
gemakkelijker om coördinatie tussen de beide partijen tot stand te brengen. Daarnaast kan
men ook een lange termijn relatie uitbouwen met zijn leverancier steunend op wederzijds
vertrouwen. Bovendien zal men ook gemakkelijker hoeveelheidskortingen kunnen
onderhandelen. Dit zijn slechts enkele van de mogelijke voordelen verbonden aan een single
sourcing beleid.
Toch ziet men in de praktijk dat bedrijven dikwijls een beroep gaan doen op verschillende
leveranciers. Op deze manier slaagt men erin bepaalde risico’s beter te beheren. Zo zal
bijvoorbeeld het risico op laattijdige leveringen gereduceerd worden (Minner, 2003). Later zal
duidelijk worden dat een dergelijk beleid ook een impact heeft op de (totale) logistieke
kosten.
Order splitting is een bestelbeleid waarbij één groot order wordt opgedeeld in verschillende
kleinere deelorders. Men gaat dan meerdere leveranciers aanspreken om aan al deze
deelorders te voldoen (Thomas & Tyworth, 2006). Indien men twee verschillende
leveranciers gebruikt, spreekt men van dual sourcing (Sculli & Wu, 1981). In het meer
algemene geval waarin men een beroep doet op meer dan twee leveranciers, spreekt men
van multiple sourcing(Sculli & Shum, 1990).
2. Assumpties.
In de literatuur gaat men er meestal vanuit dat de deelorders op hetzelfde tijdstip geplaatst
worden bij de verschillende leveranciers om op die manier de stijging in bestelkosten zoveel
mogelijk te drukken en omdat er dan slechts één reorder point moet berekend worden. Er
moet echter vermeld worden dat een groot gedeelte van de bestelkosten in de praktijk niet
zal veranderen naarmate het aantal leveranciers verandert (Ramasesh et al., 1991).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
31
Bovendien maakt men meestal de assumptie dat order cross-over (ook wel order crossing
genoemd) niet mogelijk is indien men de deelorders op hetzelfde ogenblik plaatst. Dit
betekent dat een eerder geplaatst deelorder bij een leverancier vroeger moet toekomen dan
een later geplaatst deelorder bij diezelfde leverancier (Robinson, Bradley & Thomas, 2001).
Om dit te bereiken gaat men er dikwijls vanuit dat er op elk ogenblik nog maximum één
(deel)order moet ontvangen worden (Riezebos, 2006). De onderstaande figuur kan dit
verduidelijken.
Fig.18: Order cross-over indien beide deelorders op hetzelfde ogenblik geplaatst worden bij beide
leveranciers.
Stel dat op het tijdstip T1 een order wordt geplaatst en dat dit order gesplitst wordt tussen
twee leveranciers. Leverancier 1 krijgt hierbij een deelorder A (Da) en leverancier twee
ontvangt een deelorder B (Db). Op een later tijdstip T2 wordt opnieuw een order geplaatst en
gesplitst. Nu ontvangt leverancier 1 een deelorder Dc en leverancier 2 een deelorder Dd. Er
zal nu geen order crossing zijn indien Da vroeger ontvangen wordt dan Dc, én Db vroeger
ontvangen wordt dan Dd.
Daarnaast is het effect van order splitting in het geval van stochastische lead times
voornamelijk bestudeerd voor die situaties waarin men een continuous review
voorraadbeleid hanteert. Vervolgens veronderstelt men meestal ook dat de lead times
onafhankelijk zijn van elkaar omdat dit de analyse aanzienlijk vergemakkelijkt en ook dat de
lead times een identieke verdeling volgen. Dit identiek en onafhankelijk verdeeld zijn van de
lead times van de verschillende leveranciers gaat op indien er sprake is van wat (Zipkin,
2000) een parallel processing system noemt. In een dergelijk systeem zijn er een aantal
identieke en onafhankelijke leveranciers die elk een ander deelorder op zich nemen.
3. Totale logistieke kosten.
De totale logistieke kosten zijn opgebouwd uit voorraadkosten, transportkosten en facility
costs (Chopra & Meindl, 2007).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
32
In de volgende secties zal beschreven worden wat de invloed is van order splitting op elk van
deze kosten. Hierbij zal vooral de nadruk gelegd worden op de relatie tussen order splitting
en de voorraadkosten.
3.1. Transportkosten.
Aangezien er bij een order splitting bestelbeleid telkens partiële leveringen plaatsvinden,
zullen er meer leveringen moeten gebeuren dan in het geval waar er geen order splitting
aanwezig is. Door dit verlies aan aggregatie zullen de transportkosten stijgen.
3.2. Facility costs.
Onder facility costs worden hier de kosten gerekend die betrekking hebben op de gebouwen
in de logistieke keten (Chopra & Meindl, 2007). Het betreft dus de kosten van
productiehallen, opslagplaatsen,… . Order splitting heeft geen invloed op deze kosten.
3.3. Voorraadkosten.
Het is algemeen geweten dat de gemiddelde voorraad is opgebouwd uit een cyclusvoorraad,
veiligheidsvoorraad, in-transit voorraad, seizoensvoorraad en een speculatieve voorraad
(Chopra & Meindl, 2007). Een order splitting bestelbeleid beïnvloedt enkel de eerste drie
types(Thomas & Tyworth, 2006).
Voorraden brengen een grote investering met zich mee. Deze kan dikwijls gemakkelijk
oplopen tot 25% van de totale activa (Vollmann, Berry & Whybark, 1997). Daarom is het
belangrijk om de voorraden zoveel mogelijk te reduceren zonder het vooropgestelde service
level in het gedrang te brengen.
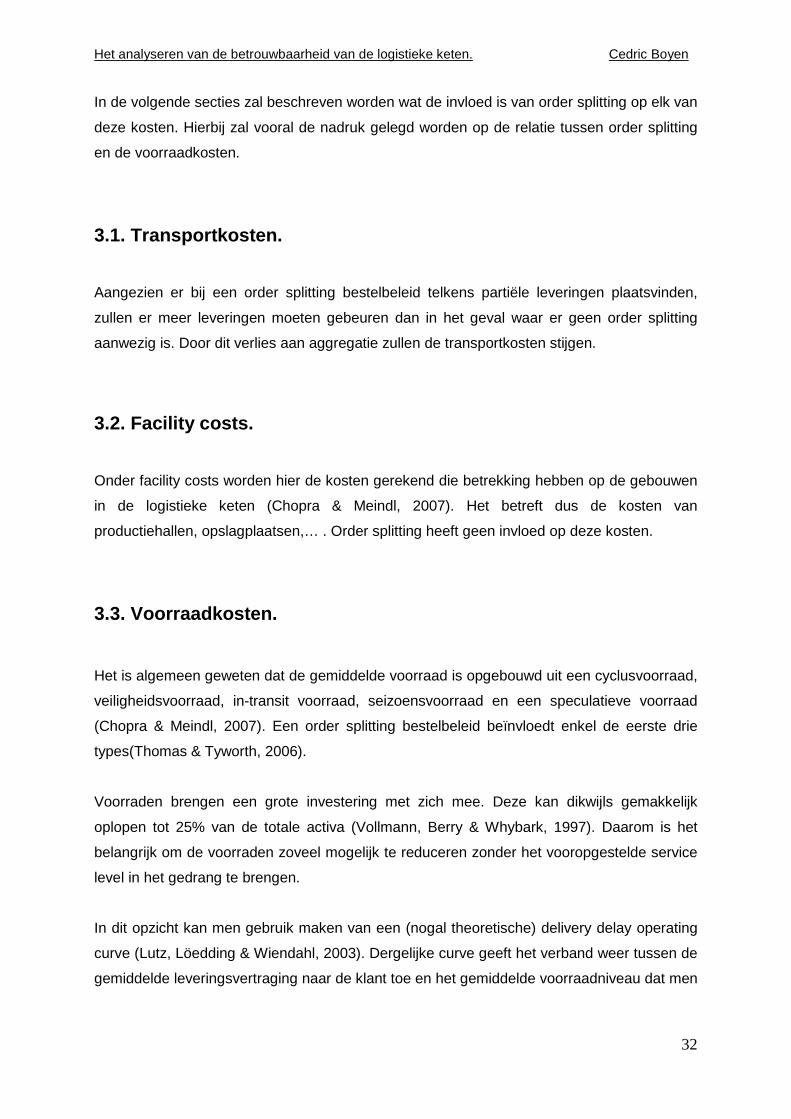
In dit opzicht kan men gebruik maken van een (nogal theoretische) delivery delay operating
curve (Lutz, Löedding & Wiendahl, 2003). Dergelijke curve geeft het verband weer tussen de
gemiddelde leveringsvertraging naar de klant toe en het gemiddelde voorraadniveau dat men
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
33
aanhoudt. Dit wordt afgebeeld in figuur 19 die gebaseerd is op (Lutz et al., 2003). Tussen
beide variabelen heerst een niet-lineair verband omdat men met gemiddelde waarden werkt.
Fig.19: Delivery delay operating curve.
Men kan een doel vooropstellen wat betreft de toegestane gemiddelde leveringsvertraging
naar de klant toe en kijken welk gemiddeld voorraadniveau hiermee overeenkomt. Dit
theoretische voorraadniveau kan men dan vergelijken met het gemiddelde voorraadniveau
dat men in werkelijkheid aanhoudt en zo wordt duidelijk welke reductie in gemiddelde
voorraad mogelijk is zonder het service level aan te tasten.
Een andere manier om deze reductie in gemiddelde voorraad te bewerkstelligen, is het
hanteren van een order splitting bestelbeleid. Dergelijk beleid geeft immers aanleiding tot
een reductie van de cyclusvoorraad en de veiligheidsvoorraad zonder het nagestreefde cycle
service level in gevaar te brengen.
3.3.1. Algemene aanbevelingen.
In wat volgt zullen eerst enkele algemene aanbevelingen gemaakt worden. Daarna zal meer
in detail worden nagegaan wat het effect is van een order splitting bestelbeleid op de
cyclusvoorraad, in-transit voorraad en veiligheidsvoorraad.
Gemiddelde voorraad
Gemiddelde leveringsvertra-ging
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
34
3.3.1.1. De lead times volgen een exponentiële of u niforme
verdeling.
In de praktijk komt het dikwijls voor dat de standaardafwijking van de lead time proportioneel
gaat toenemen met de gemiddelde lead time. In dit geval is de exponentiële verdeling een
goede benadering voor het verloop van de lead times.
Indien de lead times van beide leveranciers exponentieel of uniform verdeeld zijn en de
vraag per periode constant is, geldt (Ramasesh et al., 1991).
� Dual sourcing zal aanleiding geven tot een reductie van de gemiddelde voorraad.
Dit zal zelfs het geval zijn indien de lead times van beide leveranciers niet volledig
identiek zijn (Ramasesh, Ord & Hayya, 1993). De reductie zal bovendien groter
worden naarmate de standaardafwijking van de vraag gedurende de lead time
toeneemt.
� Het exponentieel verdeeld zijn van de lead times zal leiden tot een grotere daling
in de gemiddelde voorraad dan uniforme verdeelde lead times.
3.3.1.2. De lead times volgen een erlang verdeling.
Stel dat de lead times van beide leveranciers een niet volledig identieke (mix van) erlang
verdeling(en) volgen en de vraag per periode normaal verdeeld is. In dit geval is het mogelijk
om een lagere gemiddelde voorraad te verkrijgen door een dual sourcing strategie met
ongelijke split toe te passen (Fong, Gempesaw & Ord, 2000). Men spreekt van een ongelijke
split indien beide leveranciers een verschillende portie van het totale order zullen leveren.
3.3.2. Cyclusvoorraad.
De cyclusvoorraad is de voorraad die ontstaat doordat men in grotere hoeveelheden gaat
aankopen of produceren dan strikt nodig om aan de vraag van de klant te kunnen voldoen.
Dit laat immers toe om schaaleconomieën te realiseren en op die manier de kosten te
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
35
verlagen. Als de vraag constant is zal de cyclusvoorraad gelijk zijn aan de helft van de
bestelhoeveelheid(Chopra & Meindl, 2007).
Een bedrijf dat een order splitting bestelbeleid hanteert, kan een reductie van zijn
gemiddelde cyclusvoorraad realiseren. Indien de gemiddelde lead times van de leveranciers
gelijk zijn, zullen de kleinere deelorders op hetzelfde ogenblik toekomen en zal er dus geen
daling van de gemiddelde cyclusvoorraad ontstaan (Thomas & Tyworth, 2006). Als de
gemiddelde lead times van de leveranciers verschillend zijn, zullen het als tweede
toekomende deelorder en de eventueel daaropvolgende deelorders ervoor zorgen dat de
gemiddelde cyclusvoorraad daalt.
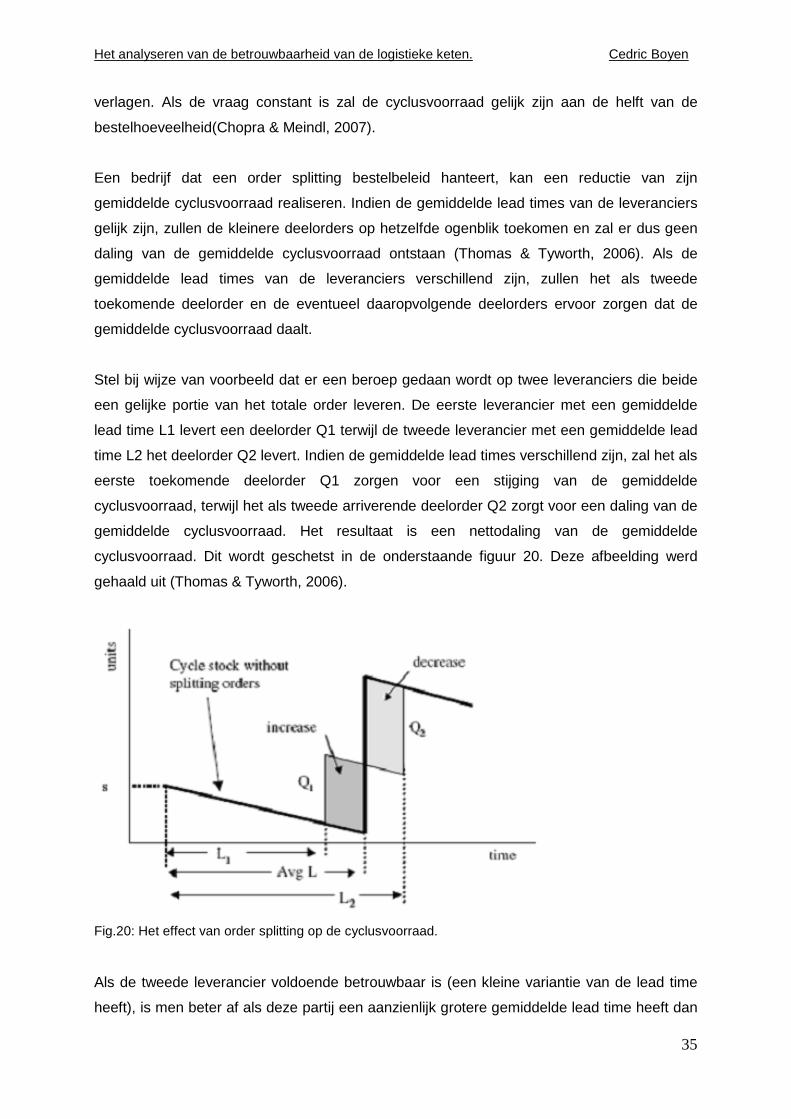
Stel bij wijze van voorbeeld dat er een beroep gedaan wordt op twee leveranciers die beide
een gelijke portie van het totale order leveren. De eerste leverancier met een gemiddelde
lead time L1 levert een deelorder Q1 terwijl de tweede leverancier met een gemiddelde lead
time L2 het deelorder Q2 levert. Indien de gemiddelde lead times verschillend zijn, zal het als
eerste toekomende deelorder Q1 zorgen voor een stijging van de gemiddelde
cyclusvoorraad, terwijl het als tweede arriverende deelorder Q2 zorgt voor een daling van de
gemiddelde cyclusvoorraad. Het resultaat is een nettodaling van de gemiddelde
cyclusvoorraad. Dit wordt geschetst in de onderstaande figuur 20. Deze afbeelding werd
gehaald uit (Thomas & Tyworth, 2006).
Fig.20: Het effect van order splitting op de cyclusvoorraad.
Als de tweede leverancier voldoende betrouwbaar is (een kleine variantie van de lead time
heeft), is men beter af als deze partij een aanzienlijk grotere gemiddelde lead time heeft dan
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
36
de huidige leverancier. In dit geval zal de reductie in cyclusvoorraad immers groter zijn dan
indien men als tweede leverancier een partij kiest waarvan de gemiddelde lead time
vergelijkbaar is met deze van de eerste leverancier(Lau & Zhao, 1994). Dit resultaat is
onafhankelijk van de verdeling van de lead times.
3.3.3. In-transit voorraad.
Bij het bovenstaande dient echter een kanttekening gemaakt te worden. De reductie van de
cyclusvoorraad met een bepaalde hoeveelheid, zal ervoor zorgen dat de in-transit voorraad
in de logistieke keten stijgt met diezelfde hoeveelheid (Thomas & Tyworth, 2006). In-transit
voorraad is voorraad die in beweging is tussen twee locaties in de logistieke keten. Het
aanhouden van dergelijke voorraad is ook niet kosteloos. Aangezien men in het beheer van
de logistieke keten vooral geïnteresseerd is in het optimaliseren van de totale logistieke
keten, zal er dus een trade off moeten gemaakt worden.
3.3.4. Veiligheidsvoorraad.
Een order splitting bestelbeleid maakt het mogelijk om een kleinere veiligheidsvoorraad aan
te houden, zonder het vooropgestelde service level in het gedrang te brengen (Thomas &
Tyworth, 2006). Deze reductie in veiligheidsvoorraad zal ontstaan indien de lead times een
gamma, normale, uniforme, exponentiële of weibull verdeling volgen (Guo & Ganeshan,
1995; Sculli & Shum, 1990; Ramasesh et al., 1991; Kelle & Silver, 1990) en zal des te groter
zijn naarmate de lead times onafhankelijk zijn van elkaar (Thomas & Tyworth, 2006). Men
kan het ook omgekeerd uitdrukken: een order splitting bestelbeleid kan aanleiding geven tot
een kleinere kans op stock outs (en dus een hoger service level) voor een gegeven
veiligheidsvoorraad. De reductie in veiligheidsvoorraad die ontstaat door het hanteren van
order splitting bestelbeleid, zal bovendien kleiner zijn dan de reductie in cyclusvoorraad.
In de literatuur wordt er op verschillende manieren verklaard hoe order splitting aanleiding
geeft tot een reductie van de veiligheidsvoorraad. Elk van deze verklaringen steunt op
hetzelfde centrale concept: de effectieve lead time. Dit begrip werd voor het eerst
geïntroduceerd door Sculli en Wu (Sculli & Wu, 1981). Hun oorspronkelijke verklaring van dit
concept wordt uit de doeken gedaan in verklaring 1.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
37
Verklaring 1
Men veronderstelt dat de lead times onafhankelijk zijn van elkaar, normaal verdeeld en niet
volledig identiek. Bovendien is er sprake van dual sourcing waarbij de deelorders op
hetzelfde ogenblik geplaatst worden. Er wordt een continuous review voorraadbeleid
gehanteerd.
De effectieve lead time (Z) is “de kleinste van de set willekeurige lead times van beide
leveranciers”(Sculli & Wu, 1981, p.1003). In formulevorm wordt dit:
� Z = min (Y1;Y2)
Waarbij:
• Y1 = de lead time van de eerste leverancier met als gemiddelde µ1 en variantie σ1².
• Y2 = de lead time van de tweede leverancier met als gemiddelde µ2 en variantie σ2².
Aangezien de lead times stochastisch zijn is het mogelijk dat beide leveranciers als eerste
leveren. De kansdichtheidsfunctie van Z wordt voorgesteld door f(Z). Men krijgt:
� f(Z) = N(Z, µ1, σ1) *� ���, μ2, σ2
�*dt + N(Z, µ2, σ2)*� ���, μ1, σ1
�*dt
Met:
0 ≤ Z ≤ ∞.
Het gedeelte voor het plusteken stelt de situatie voor waarin de eerste leverancier als eerste
levert, terwijl het gedeelte na het plusteken de situatie voorstelt waarin de tweede leverancier
als eerste levert.
Vooraleer men het gemiddelde en de standaardafwijking van de effectieve lead time gaat
berekenen, wordt er een lineaire transformatie uitgevoerd om de 4 parameters van f(Z) te
reduceren naar 2. Men krijgt dan het volgende:
• lineaire transformatie v = (Z−µ2)/σ2.
Hierdoor kan de kansdichtheidsfunctie f(Z) herschreven worden als:
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
38
� g(v) = N(v,0,1)* � ���, , �
�*dt + N(v,A,B)*� ���, 0, 1
�*dt
Waarbij:
• A = (µ1−µ2)/σ2
• B = σ1/σ2. Hierbij moet nog vermeld worden dat B altijd kleiner moet zijn 1,
maar hieraan kan altijd voldaan worden omdat Y1 en Y2 omgewisseld kunnen
worden in de vergelijking van f(Z).
Na deze tussenstap verkrijgt men het gemiddelde en de standaardafwijking van de effectieve
lead time door het volgende 5-stappenplan toe te passen:
• Bereken B.
• Bereken A.
• Lees de bijhorende µV en σV af in de tabel.
• Voor het gemiddelde van de effectieve lead time (µZ) geldt: µZ = µ2 + µV*σ2.
• De standaardafwijking van de effectieve lead time (σZ) wordt: σZ = σV*σ2.
Het verloop van het voorraadniveau bij dual sourcing in geval van een continuous review
voorraadbeleid, wordt weergegeven in figuur 21. Deze figuur is gebaseerd op een figuur uit
(Sculli & Wu, 1981). Het tijdstip waarop het eerste deelorder toekomt wordt weergegeven
door T1. Het tweede deelorder komt toe op het tijdstip T2. De effectieve lead time wordt
voorgesteld door Z en de tijd die verloopt tussen de aankomst van beide deelorders wordt
weergegeven door de stochastische variabele T.
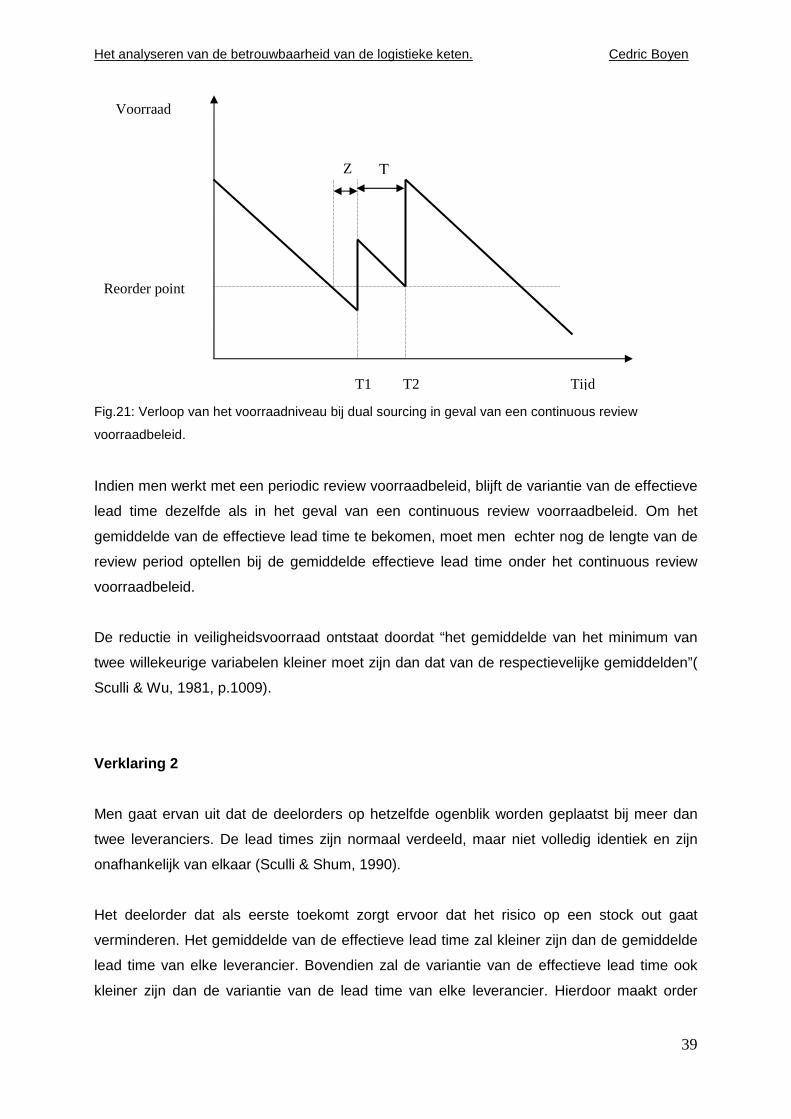
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
39
Fig.21: Verloop van het voorraadniveau bij dual sourcing in geval van een continuous review
voorraadbeleid.
Indien men werkt met een periodic review voorraadbeleid, blijft de variantie van de effectieve
lead time dezelfde als in het geval van een continuous review voorraadbeleid. Om het
gemiddelde van de effectieve lead time te bekomen, moet men echter nog de lengte van de
review period optellen bij de gemiddelde effectieve lead time onder het continuous review
voorraadbeleid.
De reductie in veiligheidsvoorraad ontstaat doordat “het gemiddelde van het minimum van
twee willekeurige variabelen kleiner moet zijn dan dat van de respectievelijke gemiddelden”(
Sculli & Wu, 1981, p.1009).
Verklaring 2
Men gaat ervan uit dat de deelorders op hetzelfde ogenblik worden geplaatst bij meer dan
twee leveranciers. De lead times zijn normaal verdeeld, maar niet volledig identiek en zijn
onafhankelijk van elkaar (Sculli & Shum, 1990).
Het deelorder dat als eerste toekomt zorgt ervoor dat het risico op een stock out gaat
verminderen. Het gemiddelde van de effectieve lead time zal kleiner zijn dan de gemiddelde
lead time van elke leverancier. Bovendien zal de variantie van de effectieve lead time ook
kleiner zijn dan de variantie van de lead time van elke leverancier. Hierdoor maakt order
Tijd
Voorraad
Reorder point
T Z
T1 T2
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
40
splitting het mogelijk om voor een gegeven service level een reductie in veiligheidsvoorraad
te bekomen(Sculli & Shum, 1990).
Men past de uitdrukkingen van (Clark,1961) lichtjes aan om op die manier een goede
benadering te krijgen voor het gemiddelde (E) en de variantie (V) van de effectieve lead time.
Indien de lead time van de eerste leverancier normaal verdeeld is (met gemiddelde µ1 en
standaardafwijking σ1) en de lead time van de tweede leverancier ook normaal verdeeld is
(met als gemiddelde µ2 en standaardafwijking σ2), dan geldt er:
� Eeffectieve lead time = -[(-µ1)*θ(α2) + (-µ2)*θ(-α2) + A2*ψ(α2)]
� Veffectieve lead time = (µ1² + σ1²)*θ(α2) + (µ2² + σ2²)*θ(-α2) + [(-µ1)+(-µ2)]*A2*ψ(α2) −
(Eeffectieve lead time)²
Waarbij:
• Eeffectieve. lead time = gemiddelde van de effectieve lead time.
• Veffectieve lead time = variantie van de effectieve lead time.
• A2 = √(σ1²+σ2²)
• α2 = [- µ1+µ2)]/A2
• ψ(α2) = [1/√(2*π)]*e(-α2²/2)
• θ(α2) = � �ψ�t � dt���
�
De bovenstaande formules kunnen bovendien ook uitgebreid worden voor situaties waarin er
meer dan twee leveranciers zijn (Sculli & Shum, 1990).
Naarmate het aantal leveranciers toeneemt, zal het gemiddelde en de variantie van de
effectieve lead time kleiner worden. Dit is tevens ook zo indien de lead times onafhankelijk
zijn en een identieke uniforme of exponentiële verdeling volgen (Guo & Ganeshan,1995). De
extra daling in veiligheidsvoorraad die ontstaat door een extra leverancier in te schakelen,
zal steeds kleiner worden (Sculli & Shum, 1990).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
41
Verklaring 3
Men gaat ervan uit dat beide deelorders even groot zijn en bovendien op hetzelfde ogenblik
geplaatst worden. De lead times volgen een identieke uniforme of exponentiële verdeling en
zijn onafhankelijk van elkaar. Deze identieke verdeling wordt ook wel de parent distribution
genoemd (Ramasesh et al.,1991).
De effectieve lead time voor het als eerste ontvangen deelorder is de kleinste van de lead
times van beide leveranciers. Het is tevens de eerste orde statistiek van een willekeurig
genomen steekproef met als grootte twee die genomen werd van de parent distribution. “De
eerste orde statistiek van een willekeurige steekproef is het kleinste element van die
steekproef”(About.com, 2009). Voor het als tweede ontvangen deelorder is de effectieve lead
time de tijd die verloopt tussen de ontvangst van het als eerste toekomende deelorder en het
als tweede arriverende deelorder.
Algemeen gesproken zal de effectieve lead time voor het eerste ontvangen deelorder een
verdeling hebben met een kleiner gemiddelde en een kleinere variantie dan de parent
distribution. De effectieve lead time voor het tweede ontvangen deelorder zal daarenboven
een verdeling hebben waarvan het gemiddelde en de variantie niet groter zijn dan deze van
de parent distribution.
Het is deze reductie van de variantie van de lead time (en ook de reductie van het
gemiddelde) die zorgt voor een daling van de veiligheidsvoorraad (Ramasesh et al.,1991;
Ramasesh, 1991b). Voor exponentieel verdeelde lead times zal de daling in variantie groter
zijn dan voor uniform verdeelde lead times. Naarmate de standaardafwijking van de lead
time groter wordt, zal de reductie van de veiligheidsvoorraad degressief toenemen
(Ramasesh et al.,1991).
Verklaring 4
Men gaat ervan uit dat de deelorders niet op hetzelfde ogenblik geplaatst worden. Bovendien
hebben de lead times van alle leveranciers een volledig identieke verdeling en zijn ze
onafhankelijk van elkaar (independent and identically distributed; i.i.d.). Deze
gemeenschappelijke verdeling wordt opnieuw de parent distribution genoemd (Hayya,
Bagchi, Kim & Sun, 2008).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
42
Door het feit dat de stochastische lead times onafhankelijk en identiek verdeeld zijn, kan het
gebeuren dat order crossing ( of “order cross-over”) zal optreden indien er op een willekeurig
ogenblik nog meer dan één order moet ontvangen worden(43). Dit betekent dat een later
geplaatst order eerder ontvangen wordt dan een eerder geplaatst order. Meer bepaald geldt
er dat order crossing zich zeker zal voordoen indien de lead times een verdeling volgen
waarvan de rechterstaart naar oneindig loopt (bv.: normale verdeling, gamma
verdeling,…)(Hayya et al., 2008). Het onafhankelijk zijn van de lead times is een
noodzakelijke voorwaarde voor order crossing (Diks & van der Heijden, 1997). Zoals later zal
blijken, speelt het fenomeen van order crossing een cruciale rol in het reduceren van de
veiligheidsvoorraad.
Er is sprake van dual sourcing. De eerste effectieve lead time heeft betrekking op het
deelorder dat als eerste toekomt en is de eerste orde statistiek van een willekeurige
steekproef met als grootte twee die getrokken wordt uit de parent distribution (Hayya et al.,
2008). De tweede effectieve lead time heeft betrekking op het deelorder dat als tweede
toekomt en is de tweede orde statistiek van een willekeurige steekproef met als grootte twee
die genomen wordt uit de parent distribution (Hayya et al., 2008). De tweede orde statistiek
is het tweede kleinste element van een steekproef(About.com, 2009). Op basis van die twee
effectieve lead times kan men dan de resulterende verdeling opstellen voor de effectieve
lead time die algemeen gesproken gelijk is aan de tijd die verloopt tussen het plaatsen van
het i-de deelorder en het order dat als i-de terug toekomt (Hayya et al., 2008).
Order crossing zorgt er nu voor dat de oorspronkelijke lead times (van de parent distribution)
worden omgezet in een lead time (de effectieve lead time) met een kleinere variantie en
eenzelfde gemiddelde als de parent distribution. Door deze reductie in variantie van de lead
time zal er een daling in veiligheidsvoorraad plaatsvinden (Hayya et al., 2008).
Natuurlijk kan order cross-over zich ook voordoen in het geval dat de deelorders op hetzelfde
ogenblik geplaatst worden bij de verschillende leveranciers (hiervoor wordt opnieuw
verwezen naar figuur 18). Dit is een thema dat in de literatuur nog zo goed als niet
bestudeerd werd (Riezebos, 2006) en kan dus een aanrader zijn voor verder onderzoek.
4. De optimale split rate.
Als men de keuze maakt om een order splitting bestelbeleid te hanteren, is het ook
interessant om te weten welke portie van het order men bij welke leverancier moet bestellen
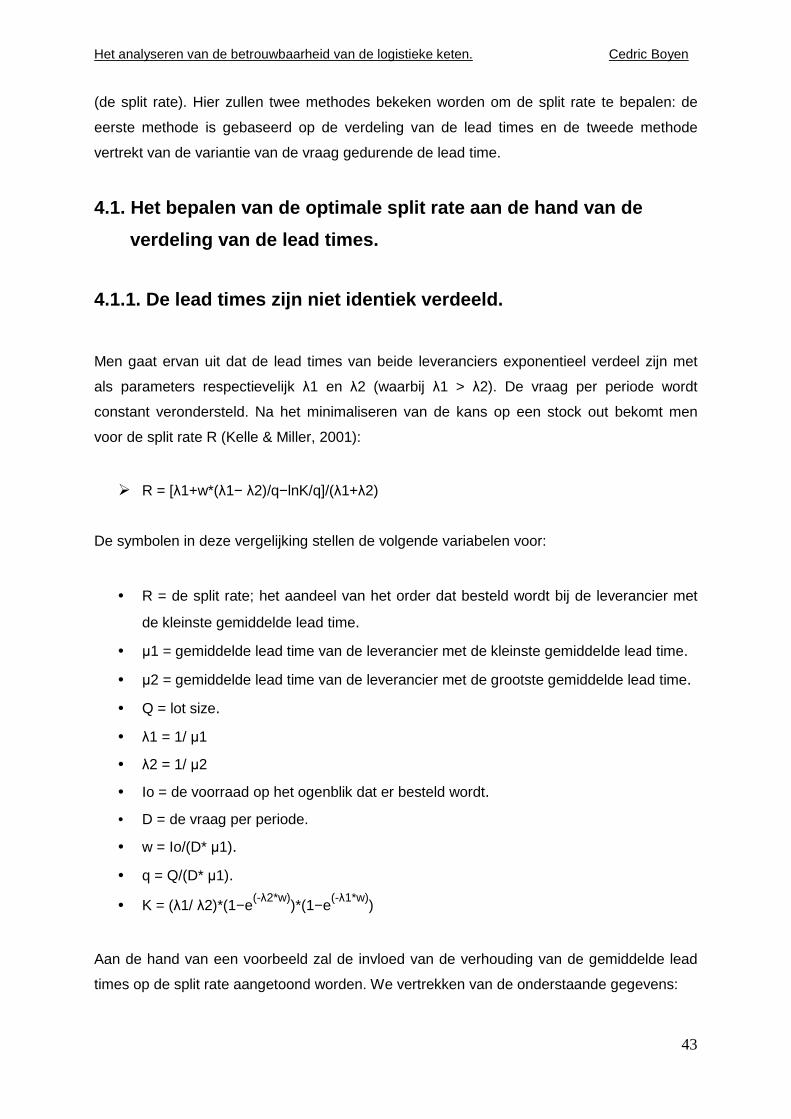
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
43
(de split rate). Hier zullen twee methodes bekeken worden om de split rate te bepalen: de
eerste methode is gebaseerd op de verdeling van de lead times en de tweede methode
vertrekt van de variantie van de vraag gedurende de lead time.
4.1. Het bepalen van de optimale split rate aan de hand van de
verdeling van de lead times.
4.1.1. De lead times zijn niet identiek verdeeld.
Men gaat ervan uit dat de lead times van beide leveranciers exponentieel verdeel zijn met
als parameters respectievelijk λ1 en λ2 (waarbij λ1 > λ2). De vraag per periode wordt
constant verondersteld. Na het minimaliseren van de kans op een stock out bekomt men
voor de split rate R (Kelle & Miller, 2001):
� R = [λ1+w*(λ1− λ2)/q−lnK/q]/(λ1+λ2)
De symbolen in deze vergelijking stellen de volgende variabelen voor:
• R = de split rate; het aandeel van het order dat besteld wordt bij de leverancier met
de kleinste gemiddelde lead time.
• µ1 = gemiddelde lead time van de leverancier met de kleinste gemiddelde lead time.
• µ2 = gemiddelde lead time van de leverancier met de grootste gemiddelde lead time.
• Q = lot size.
• λ1 = 1/ µ1
• λ2 = 1/ µ2
• Io = de voorraad op het ogenblik dat er besteld wordt.
• D = de vraag per periode.
• w = Io/(D* µ1).
• q = Q/(D* µ1).
• K = (λ1/ λ2)*(1−e(-λ2*w)
)*(1−e(-λ1*w)
)
Aan de hand van een voorbeeld zal de invloed van de verhouding van de gemiddelde lead
times op de split rate aangetoond worden. We vertrekken van de onderstaande gegevens:
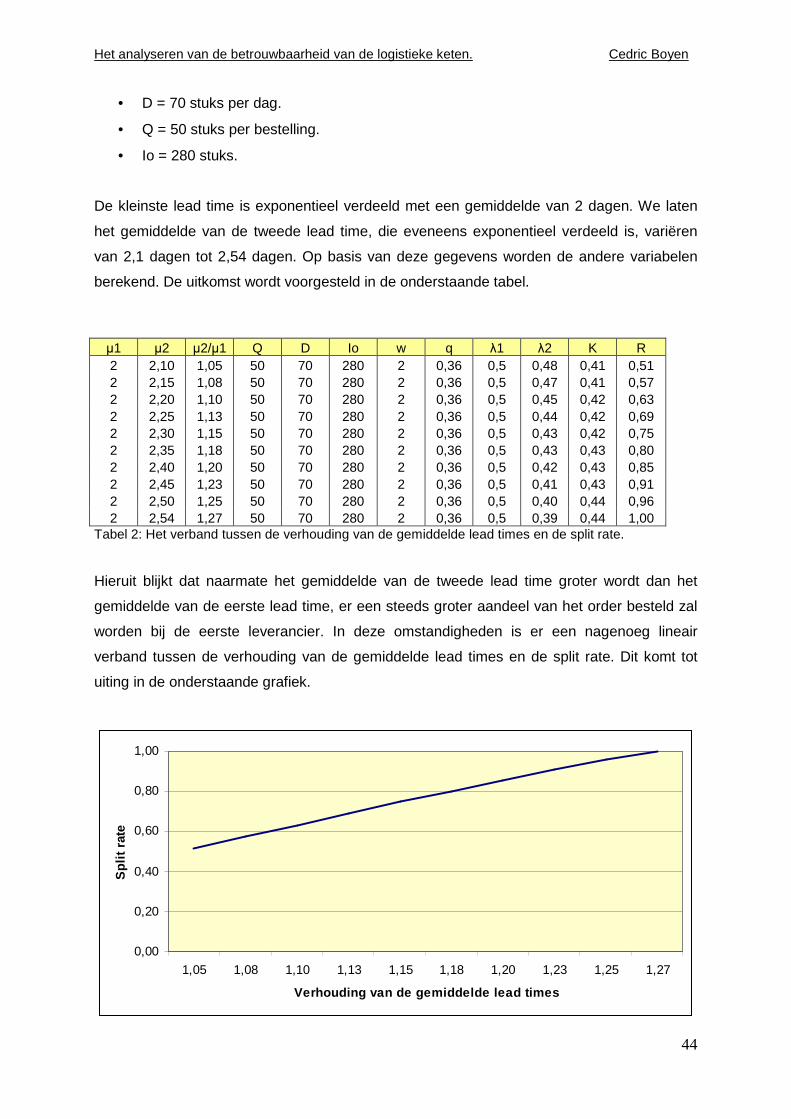
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
44
• D = 70 stuks per dag.
• Q = 50 stuks per bestelling.
• Io = 280 stuks.
De kleinste lead time is exponentieel verdeeld met een gemiddelde van 2 dagen. We laten
het gemiddelde van de tweede lead time, die eveneens exponentieel verdeeld is, variëren
van 2,1 dagen tot 2,54 dagen. Op basis van deze gegevens worden de andere variabelen
berekend. De uitkomst wordt voorgesteld in de onderstaande tabel.
Tabel 2: Het verband tussen de verhouding van de gemiddelde lead times en de split rate.
Hieruit blijkt dat naarmate het gemiddelde van de tweede lead time groter wordt dan het
gemiddelde van de eerste lead time, er een steeds groter aandeel van het order besteld zal
worden bij de eerste leverancier. In deze omstandigheden is er een nagenoeg lineair
verband tussen de verhouding van de gemiddelde lead times en de split rate. Dit komt tot
uiting in de onderstaande grafiek.
0,00
0,20
0,40
0,60
0,80
1,00
1,05 1,08 1,10 1,13 1,15 1,18 1,20 1,23 1,25 1,27
Verhouding van de gemiddelde lead times
Spl
it ra
te
µ1 µ2 µ2/µ1 Q D Io w q λ1 λ2 K R 2 2,10 1,05 50 70 280 2 0,36 0,5 0,48 0,41 0,51 2 2,15 1,08 50 70 280 2 0,36 0,5 0,47 0,41 0,57 2 2,20 1,10 50 70 280 2 0,36 0,5 0,45 0,42 0,63 2 2,25 1,13 50 70 280 2 0,36 0,5 0,44 0,42 0,69 2 2,30 1,15 50 70 280 2 0,36 0,5 0,43 0,42 0,75 2 2,35 1,18 50 70 280 2 0,36 0,5 0,43 0,43 0,80 2 2,40 1,20 50 70 280 2 0,36 0,5 0,42 0,43 0,85 2 2,45 1,23 50 70 280 2 0,36 0,5 0,41 0,43 0,91 2 2,50 1,25 50 70 280 2 0,36 0,5 0,40 0,44 0,96 2 2,54 1,27 50 70 280 2 0,36 0,5 0,39 0,44 1,00
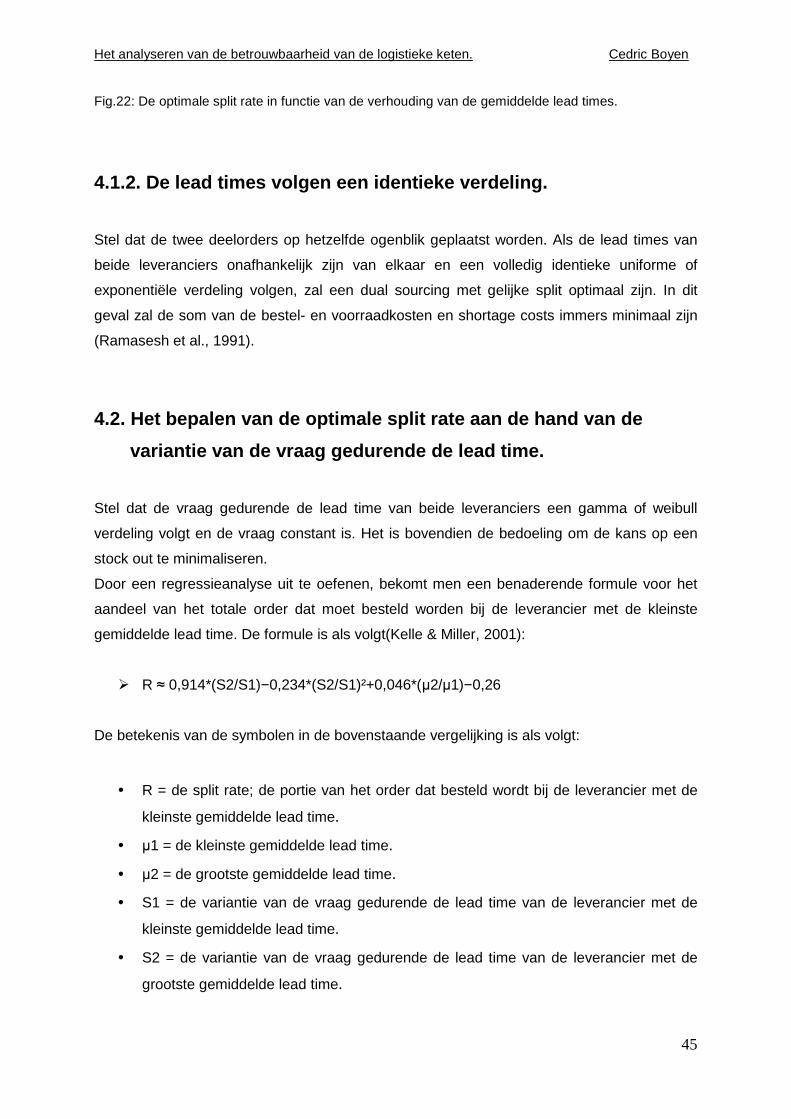
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
45
Fig.22: De optimale split rate in functie van de verhouding van de gemiddelde lead times.
4.1.2. De lead times volgen een identieke verdeling .
Stel dat de twee deelorders op hetzelfde ogenblik geplaatst worden. Als de lead times van
beide leveranciers onafhankelijk zijn van elkaar en een volledig identieke uniforme of
exponentiële verdeling volgen, zal een dual sourcing met gelijke split optimaal zijn. In dit
geval zal de som van de bestel- en voorraadkosten en shortage costs immers minimaal zijn
(Ramasesh et al., 1991).
4.2. Het bepalen van de optimale split rate aan de hand van de
variantie van de vraag gedurende de lead time.
Stel dat de vraag gedurende de lead time van beide leveranciers een gamma of weibull
verdeling volgt en de vraag constant is. Het is bovendien de bedoeling om de kans op een
stock out te minimaliseren.
Door een regressieanalyse uit te oefenen, bekomt men een benaderende formule voor het
aandeel van het totale order dat moet besteld worden bij de leverancier met de kleinste
gemiddelde lead time. De formule is als volgt(Kelle & Miller, 2001):
� R ≈ 0,914*(S2/S1)−0,234*(S2/S1)²+0,046*(µ2/µ1)−0,26
De betekenis van de symbolen in de bovenstaande vergelijking is als volgt:
• R = de split rate; de portie van het order dat besteld wordt bij de leverancier met de
kleinste gemiddelde lead time.
• µ1 = de kleinste gemiddelde lead time.
• µ2 = de grootste gemiddelde lead time.
• S1 = de variantie van de vraag gedurende de lead time van de leverancier met de
kleinste gemiddelde lead time.
• S2 = de variantie van de vraag gedurende de lead time van de leverancier met de
grootste gemiddelde lead time.
Het analyseren van de betrouwbaarheid van de logistieke keten.
Men kan de volgende conclusie trekken:
� Naarmate de ratio S2/S1 toeneemt, zal de leverancier met de kleinste gemiddelde
lead time een groter aandeel van het totale order krijgen
� De leverancier met de grootste gemidde
het order krijgen indien de verhouding S2/S1 kleiner wordt dan één
De onderstaande figuur is afkomstig uit (
vermelde conclusies. In de figuur
S1 voor. Analoog komt µB overeen met
Fig.23: Het verband tussen de ratio’s SB/SA en
De bovenstaande formule en bijhorende conclusies k
(R²=0,96) zolang µ2/µ1 kleiner is dan drie. Dit houdt in d
minder goed presterende leverancier
betrouwbare leverancier (Kelle & Miller,
5. Uitgewerkt voorbeeld.
Hier zal een fictief voorbeeld uitgewerkt worden om de relatie tussen order splitting, de
verdeling van de lead times en de v
erin na te gaan of een order splitting bestelbele
de betrouwbaarheid van de logistieke keten.
de volgende conclusie trekken:
Naarmate de ratio S2/S1 toeneemt, zal de leverancier met de kleinste gemiddelde
lead time een groter aandeel van het totale order krijgen.
De leverancier met de grootste gemiddelde lead time kan een groter aandeel van
het order krijgen indien de verhouding S2/S1 kleiner wordt dan één
nderstaande figuur is afkomstig uit (Kelle & Miller, 2001) en verduidelijkt de hierboven
In de figuur komt SB overeen met het bovenvermelde S2 en SA stelt
B overeen met µ2 en wordt µ1 in de tekening voorgesteld door
tussen de ratio’s SB/SA en µB/µA en de optimale split rate.
De bovenstaande formule en bijhorende conclusies kennen een hoge accuraatheid
1 kleiner is dan drie. Dit houdt in dat de leveringskenmerken van de
minder goed presterende leverancier aanzienlijk slechter mogen zijn dan deze van
Kelle & Miller, 2001).
. Uitgewerkt voorbeeld.
Hier zal een fictief voorbeeld uitgewerkt worden om de relatie tussen order splitting, de
verdeling van de lead times en de veiligheidsvoorraad te verduidelijken
of een order splitting bestelbeleid, gegeven de verdeling van de lead times
Cedric Boyen
46
Naarmate de ratio S2/S1 toeneemt, zal de leverancier met de kleinste gemiddelde
lde lead time kan een groter aandeel van
het order krijgen indien de verhouding S2/S1 kleiner wordt dan één.
verduidelijkt de hierboven
het bovenvermelde S2 en SA stelt
1 in de tekening voorgesteld door µA.
ennen een hoge accuraatheid
at de leveringskenmerken van de
aanzienlijk slechter mogen zijn dan deze van de meer
Hier zal een fictief voorbeeld uitgewerkt worden om de relatie tussen order splitting, de
. De opzet bestaat
id, gegeven de verdeling van de lead times
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
47
volgens (Sculli & Shum, 1990) inderdaad aanleiding geeft tot een reductie van de
veiligheidsvoorraad.
Om dit te onderzoeken zal een beroep worden gedaan op simulatie. Hiervoor wordt opnieuw
het softwarepakket Crystal Ball van Oracle gebruikt. Het berekenen van de integralen
gebeurt met een grafische rekenmachine.
De bedrijfsleiding van CeboTrans N.V. heeft beslist om in de toekomst meer aandacht te
besteden aan de veiligheidsvoorraden. Men vraagt zich af welke sourcing strategie het best
kan bijdragen tot een minimalisatie van deze voorraad. Moet men een beroep doen op 1
leverancier of is men beter af als een dual sourcing strategie gebruikt wordt?
De lead times van beide leveranciers volgen naar analogie met (Sculli & Shum, 1990) een
normale verdeling. Er wordt gekozen om dit geval uit te werken omdat men in deze situatie
over formules beschikt.
Laten we ervan uitgaan dat het gemiddelde van de lead time van de eerste leverancier 4
dagen is terwijl de standaardafwijking 1 dag bedraagt. De tweede leverancier is minder
betrouwbaar. Hij heeft een gemiddelde lead time van 5 dagen en een standaardafwijking van
de lead time van 2 dagen. De vraag per dag is normaal verdeeld met een gemiddelde van 25
ton en een standaardafwijking van 5 ton.
Via simulatie worden voor elke individuele lead time en voor de vraag per dag telkens 1000
willekeurige waarden gegenereerd. Deze waarden worden dan gecombineerd om de
verdeling van de vraag gedurende de lead time te bepalen. Daarna kan de gemiddelde vraag
gedurende elke lead time afgelezen worden. Vervolgens kan men voor elke cumulatieve
verdeling het reorder point bepalen dat overeenkomt met een gegeven cycle service level. In
dit voorbeeld wordt een cycle service level van 70% nagestreefd. Uiteindelijk kan dan voor
elke lead time de bijhorende veiligheidsvoorraad berekend worden.
De vraag gedurende de eerste lead time wordt in deze specifieke situatie het best benaderd
door een bèta verdeling met als parameters een minimum, maximum, alfa en bèta van
respectievelijk -76,92; 613,31; 12,28 en 34,63. Deze grafiek wordt getoond in de
onderstaande figuur.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
48
Fig.24: De verdeling van de vraag gedurende de eerste lead time.
De bèta verdeling in onderstaande figuur is in deze situatie de best passende verdeling voor
de vraag gedurende de tweede lead time. De parameters van deze verdeling zijn een
minimum, maximum, alfa en bèta van respectievelijk -89,19; 902,92; 10,81 en 39,16.
Fig.25: De bovenstaande bèta verdeling is de best passende verdeling voor de vraag gedurende de
tweede lead time.
Daarna maken we gebruik van de formules die aan bod komen in verklaring 2 van het
gedeelte 3.3.4. Op deze manier is het mogelijk om een goede benadering te bekomen voor
het gemiddelde en de standaardafwijking van de effectieve lead time, vertrekkend van het
opgegeven gemiddelde en de standaardafwijking van elke individuele lead time. Dit levert
het volgende resultaat op:
• µ1 = 4 dagen.
• σ1 = 1,5 dagen.
• µ2 = 5 dagen.
• σ2 = 2 dagen.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
49
Men bekomt dan:
• A2 = √(ϭ1² + ϭ2²) = 2,5 dagen.
• α2 = (- µ1 + µ2)/A2 = 0,4.
• ψ(α2) = [1/√(2*π)]*e^(- α2^2/2) = 0,37
• �(α2) = � �ψ�t � dt ��
�= 0,66
• �(-α2) = � �ψ�t � dt���
�= 0,34
Men krijgt dan uiteindelijk voor het gemiddelde, de variantie en de standaardafwijking van de
effectieve lead time respectievelijk:
• E effectieve lead time = -[(-µ1)*�(α2) + (-µ2)*�(-α2) + A2*ψ(α2)] = 3,42 dagen.
• Veffectieve lead time = (µ1² + σ1²)*�(α2) + (µ2² + σ2²)*�(-α2) + [(-µ1) + (-µ2)]*A2*ψ(α2) −
(Eeff. lead time)² = 1,93 dagen².
• б effectieve lead time = √(1,93 dagen²) = 1,39 dagen.
Het bovenstaande bevestigt de stelling van (Sculli & Shum,1990) dat een order splitting
bestelbeleid ervoor zal zorgen dat het gemiddelde van de effectieve lead time kleiner zal zijn
dan de beide gemiddeldes van de individuele lead times, en dat de variantie van de
effectieve lead time zal kleiner zijn dan de beide varianties van de individuele lead times,
indien de beide individuele lead times een normale verdeling volgen.
De bovenstaande uitkomsten worden op hun beurt gebruikt om opnieuw 1000 willekeurige
waarden te genereren voor de effectieve lead time. De gesimuleerde waarden worden dan
vermenigvuldigd met dezelfde 1000 willekeurige waarden voor de vraag per dag als bij
bovenstaande individuele lead times. Daarna wordt de best passende verdeling gezocht voor
de vraag gedurende de effectieve lead time. In deze situatie is dit de onderstaande bèta
verdeling.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
50
Fig.26: De verdeling van de vraag gedurende de effectieve lead time.
De parameters van deze verdeling zijn een minimum, maximum, alfa en bèta van
respectievelijk -13,47; 315,94; 3,74 en 8,40.
Daarna wordt een beroep gedaan op de formule 11.9 uit (Chopra & Meindl, 2007). Op basis
hiervan kan men het verloop van de veiligheidsvoorraad in functie van het cycle service level
bepalen. De formule is als volgt:
� SS = F-1(CSL, DL, �L)�DL
Waarbij:
• SS = veiligheidsvoorraad.
• F-1 = inverse van de cumulatieve verdeling.
• CSL = cycle service level.
• DL = gemiddelde vraag gedurende de lead time.
• �L = standaardafwijking van de vraag gedurende de lead time.
De bekomen resultaten worden voorgesteld in de volgende tabel. Hierin stellen LT1, LT2 en
eff.LT respectievelijk de lead time van de eerste leverancier, de lead time van de tweede
leverancier en de effectieve lead time voor.
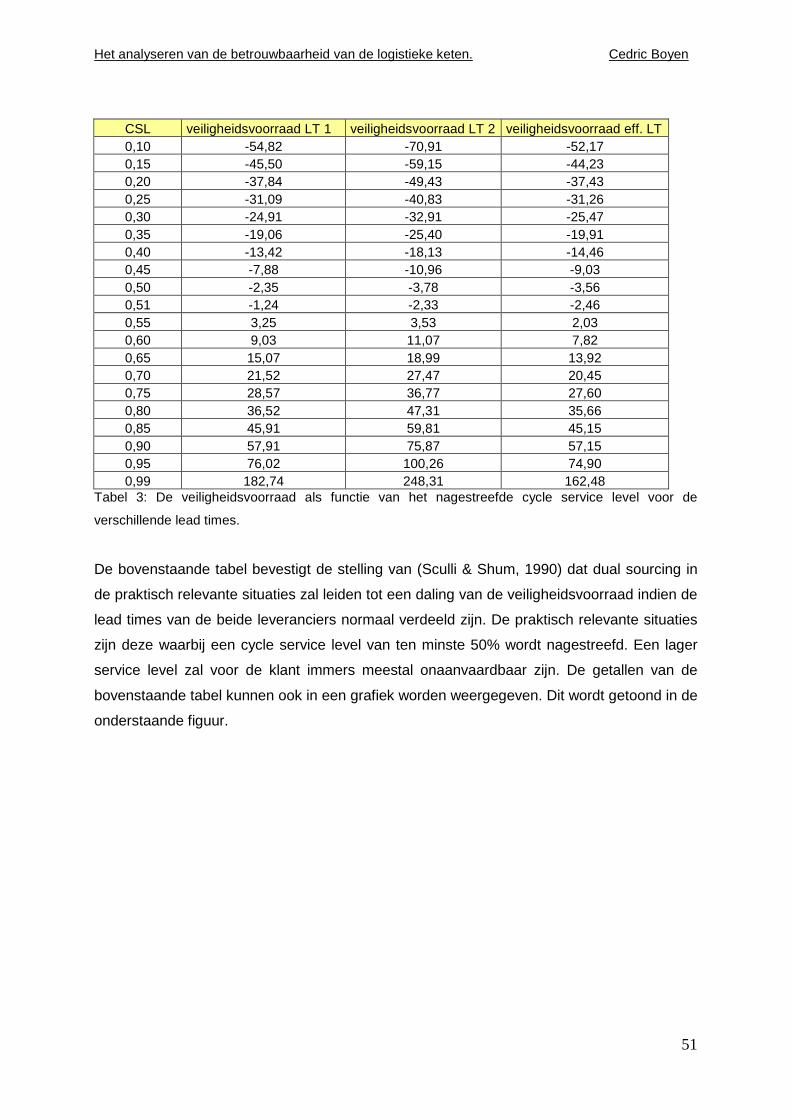
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
51
CSL veiligheidsvoorraad LT 1 veiligheidsvoorraad LT 2 veiligheidsvoorraad eff. LT 0,10 -54,82 -70,91 -52,17 0,15 -45,50 -59,15 -44,23 0,20 -37,84 -49,43 -37,43 0,25 -31,09 -40,83 -31,26 0,30 -24,91 -32,91 -25,47 0,35 -19,06 -25,40 -19,91 0,40 -13,42 -18,13 -14,46 0,45 -7,88 -10,96 -9,03 0,50 -2,35 -3,78 -3,56 0,51 -1,24 -2,33 -2,46 0,55 3,25 3,53 2,03 0,60 9,03 11,07 7,82 0,65 15,07 18,99 13,92 0,70 21,52 27,47 20,45 0,75 28,57 36,77 27,60 0,80 36,52 47,31 35,66 0,85 45,91 59,81 45,15 0,90 57,91 75,87 57,15 0,95 76,02 100,26 74,90 0,99 182,74 248,31 162,48
Tabel 3: De veiligheidsvoorraad als functie van het nagestreefde cycle service level voor de
verschillende lead times.
De bovenstaande tabel bevestigt de stelling van (Sculli & Shum, 1990) dat dual sourcing in
de praktisch relevante situaties zal leiden tot een daling van de veiligheidsvoorraad indien de
lead times van de beide leveranciers normaal verdeeld zijn. De praktisch relevante situaties
zijn deze waarbij een cycle service level van ten minste 50% wordt nagestreefd. Een lager
service level zal voor de klant immers meestal onaanvaardbaar zijn. De getallen van de
bovenstaande tabel kunnen ook in een grafiek worden weergegeven. Dit wordt getoond in de
onderstaande figuur.
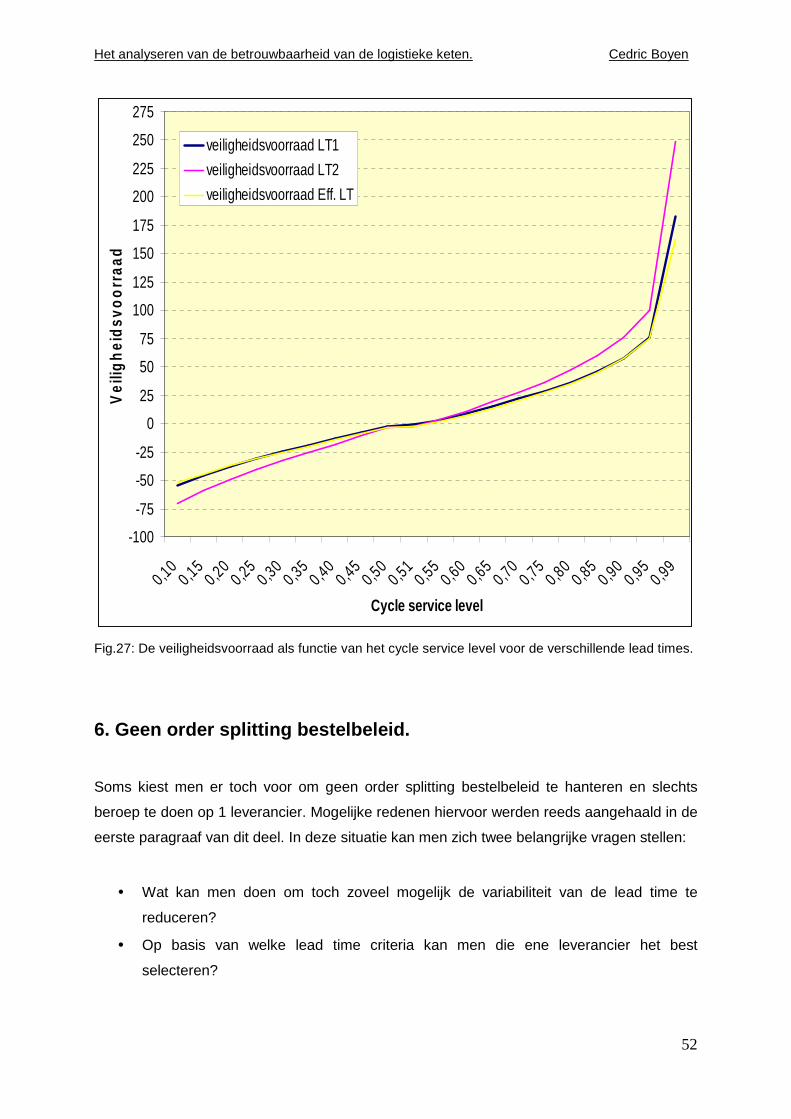
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
52
Fig.27: De veiligheidsvoorraad als functie van het cycle service level voor de verschillende lead times.
6. Geen order splitting bestelbeleid.
Soms kiest men er toch voor om geen order splitting bestelbeleid te hanteren en slechts
beroep te doen op 1 leverancier. Mogelijke redenen hiervoor werden reeds aangehaald in de
eerste paragraaf van dit deel. In deze situatie kan men zich twee belangrijke vragen stellen:
• Wat kan men doen om toch zoveel mogelijk de variabiliteit van de lead time te
reduceren?
• Op basis van welke lead time criteria kan men die ene leverancier het best
selecteren?
-100
-75
-50
-25
0
25
50
75
100
125
150
175
200
225
250
275
0,100,15
0,200,25
0,300,35
0,400,45
0,500,51
0,550,60
0,650,70
0,750,80
0,850,90
0,950,99
Cycle service level
Vei
lighe
idsv
oorr
aad
veiligheidsvoorraad LT1
veiligheidsvoorraad LT2
veiligheidsvoorraad Eff. LT
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
53
Een mogelijk antwoord op de eerste vraag is dat men opteert voor een lot-splitting
bestelbeleid (Van Nieuwenhuyse & Vandaele, 2006). Dergelijk beleid houdt in dat men een
order gaat plaatsen bij één leverancier en vanaf het ogenblik dat een deeltje van het order
klaar is, gaat de leverancier dit reeds versturen naar zijn klant. Op deze manier slaagt men
erin de betrouwbaarheid van de leveringen te verhogen en wordt het voor de klant mogelijk
om een lagere veiligheidsvoorraad aan te houden. Daarnaast wordt het productieschema
van de klant ook stabieler omdat er minder aanpassingen moeten verricht worden omwille
van inaccurate leveringen. Het nadeel van dergelijk beleid is de stijging in transportkosten
die ermee gepaard gaan.
Wat de tweede vraag betreft, kan het volgende gezegd worden. Indien de lead times van
beide leveranciers ongeveer dezelfde kansdichtheidsfunctie volgen, er een continuous
review voorraadbeleid wordt gehanteerd en order crossing mogelijk is, dan geldt (Ernst,
Kamrad & Ord, 2007):
� Indien de variatiecoëfficiënt van de vraag per periode klein is, zal men beter af
zijn door een leverancier te kiezen met een kleinere variantie van de lead time. Dit
zal immers leiden tot een lagere operating cost (bestel- plus voorraadkosten) en
een kleinere veiligheidsvoorraad dan het geval waarin men een leverancier kiest
op basis van een kleinere gemiddelde lead time.
� Indien de variatiecoëfficiënt van de vraag per tijdseenheid groot is, zal men beter
af zijn met een leverancier van wie de gemiddelde lead time kleiner is. Onder
deze omstandigheden verkrijgt men immers een lagere operating cost en een
kleinere veiligheidsvoorraad.
De bovenstaande aanbevelingen steunen gedeeltelijk op de formule die de relatie weergeeft
tussen de variabiliteit van de lead time en de veiligheidsvoorraad (cfr. Deel 1, sectie
2.2.1.2.1).
7. Besluit.
Indien men beslist om over te stappen naar een order splitting bestelbeleid, zal men enkele
afwegingen moeten maken. Dergelijk beleid zal enerzijds aanleiding geven tot een stijging
van de transportkosten en de kosten verbonden aan de in-transit voorraad. Anderzijds zal
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
54
het een reductie van de cyclusvoorraad en de veiligheidsvoorraad teweegbrengen. Men mag
dus niet zomaar besluiten dat order splitting altijd aanleiding zal geven tot een reductie van
de totale logistieke kosten. Dit zal afhangen van de specifieke situatie (Thomas & Tyworth,
2006;Thomas & Tyworth, 2007).
Er kan wel gezegd worden dat een dergelijk beleid effectiever zal zijn in het reduceren van
de totale logistieke kosten naarmate de lead times onafhankelijk zijn van elkaar, er meer
onzekerheid is over de lead times, er hogere service levels worden nagestreefd, de
bestelhoeveelheid relatief groot is ten opzichte van de vraag gedurende de effectieve lead
time en er lage incrementele transport- en bestelkosten zijn (Thomas & Tyworth, 2006;
Thomas & Tyworth, 2007).
Vanuit het standpunt van de totale logistieke keten is een order splitting bestelbeleid vooral
interessant omwille van de reductie in veiligheidsvoorraad die ermee gepaard gaat (Thomas
&Tyworth, 2006;Thomas & Tyworth, 2007). Deze reductie zal ontstaan indien de lead times
een gamma, normale, uniforme, exponentiële of weibull verdeling volgen (Guo & Ganeshan,
1995; Sculli & Shum,1990; Ramasesh et al.,1991; Kelle & Silver,1990) en zal des te groter
zijn naarmate de lead times onafhankelijk zijn van elkaar (Thomas & Tyworth, 2006).
Order splitting is dus een goed alternatief voor single sourcing zolang de variabiliteit van de
lead time en de gemiddelde lead time groot zijn (Kelle & Miller,2001) en zolang de
leveringskenmerken van de tweede leverancier niet veel slechter zijn dan deze van de eerste
(Kelle & Miller, 2001; Lau & Zhao, 1994).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
55
Deel 3: Plaatsing van de veiligheidsvoorraad in een
complexe logistieke keten.
1. Algemeen.
De term complexe logistieke keten wordt hier gebruikt om logistieke ketens aan te duiden
waarbij er meerdere leveranciers en klanten kunnen zijn voor een bepaalde schakel en/of er
zich meerdere tussenstappen bevinden tussen de eerste schakel van de keten en de
eindklant.
Het bestuderen van dergelijke logistieke ketens en meerbepaald de beslissingen die moeten
genomen worden betreffende de hoeveelheid veiligheidsvoorraad die men moet aanhouden
in elke locatie, worden aanzienlijk bemoeilijkt door twee factoren (Jung, Blau, Pekny,
Reklaitis & Eversdyk, 2008). Enerzijds is er het feit dat men dikwijls te maken krijgt met niet-
lineaire functies. Anderzijds zijn de prestaties van de verschillende partijen afhankelijk van
elkaar.
In wat volgt zal vooral nadruk gelegd worden op het bepalen van de geschikte hoeveelheid
veiligheidsvoorraad voor elke schakel in complexe logistieke ketens. Belangrijke
determinanten op dit vlak zijn o.a. de structuur van de logistieke keten, het verloop van de
vraag, het soort service level dat nagestreefd wordt, de positie van de bottleneck speler, het
verloop van de holding costs en de beschikbare capaciteit.
2. Structuur van de logistieke keten.
In de praktijk kunnen logistieke ketens een samenstelling zijn van drie verschillende soorten
ketens: een seriële, een convergente en een divergente keten (Minner,1997). In de volgende
paragrafen zal wat dieper worden ingegaan op elk van deze ketens.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
56
2.1. Seriële logistieke keten.
Een eerste soort logistieke keten is de seriële keten. Bij dergelijke ketens heeft een bepaalde
schakel maximum één leverancier en één klant. Figuur 10 illustreert deze situatie. Een pijl
duidt de richting van de leveranciersrelatie aan.
Fig. 28: Een seriële logistieke keten.
Voor een seriële logistieke keten waarin de set up kosten verwaarloosbaar zijn en de vraag
van de klant onzeker is, zal een echelon base-stock voorraadbeleid optimaal zijn omdat het
de kosten van de (veiligheids)voorraad in de hele logistieke keten gaat minimaliseren
(Minner,1997; Gallego & Zipkin, 1999; Chen & Zheng, 1994; Clark & Scarf, 1960). Dergelijk
voorraadbeleid is zowel optimaal bij een periodic review voorraadbeleid als bij een
continuous review voorraadbeleid (Chen & Zheng, 1994).
Bij een echelon base-stock voorraadbeleid (ook kortweg echelon voorraadbeleid genoemd)
gaat elke partij in de keten een geïntegreerd voorraadbeleid voeren in die zin dat er ook
rekening wordt gehouden met de (voorraad)beslissingen van de andere partijen in de
logistieke keten.
De echelonvoorraad (of echelon base-stock) van een bepaalde partij in de logistieke keten,
wordt gedefinieerd als volgt (Minner, 1997; van der Heijden, Diks & de Kok, 1999):
EV = FV + O + SV − BO
Waarbij:
• EV = echelonvoorraad van een partij.
• FV = voorraad aanwezig bij die partij.
• O = reeds geplaatste bestellingen door die partij.
• SV = voorraad die aanwezig is bij of op weg is naar zijn meer stroomafwaarts
gelegen partijen.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
57
• BO = backorders; vraag waaraan in eerste instantie niet kon voldaan worden en die
dus verschoven wordt naar een volgende periode.
Een tweede soort base-stock voorraadbeleid is het installation base-stock voorraadbeleid
(ook wel het local base-stock voorraadbeleid genoemd). Bij een dergelijk beleid gaat elke
schakel enkel rekening houden met de beslissingen van zijn directe voorganger en opvolger
in de keten. Men gaat dus een locale optimalisatie nastreven (Simchi-Levi & Yao Zhao,
2005). Indien de voorraad onder het nagestreefde niveau (de base-stock) zakt, wordt een
bestelling geplaatst zodanig dat het voorraadniveau opnieuw aangevuld wordt tot aan de
base stock (Gallego & Zipkin, 1999). Hier kan nog vermeld worden dat de term base-stock in
de literatuur ook dikwijls gebruikt wordt om het reorder point en het order-up-to level aan te
duiden.
Vanuit het standpunt van de logistieke keten is het beter om een echelon voorraadbeleid te
voeren omdat men op die manier ook een coördinatie bewerkstelligt tussen de verschillende
partijen en tracht de winst voor de gehele logistieke keten te maximaliseren (Chopra &
Meindl, 2007). Het is wel zo dat de impact van de positie van de veiligheidsvoorraad op de
prestatie in een seriële logistieke keten relatief klein zal zijn eens de totale hoeveelheid aan
veiligheidsvoorraad dicht aanleunt bij de optimale hoeveelheid (Gallego & Zipkin, 1999).
2.1.1. De invloed van de holding costs op de veilig heidsvoorraad.
In deze en de hierop volgende paragraaf (2.1.2.) wordt uitgegaan van de volgende
veronderstellingen:
• De vraag wordt gekenmerkt door een poisson proces en vindt enkel plaats ter hoogte
van de laatste schakel. Bovendien is het zo dat elke vraag waaraan niet kan worden
voldaan, volledig verschoven wordt naar de volgende periode. Het verschuiven van
de vraag naar een volgende periode wordt ook wel backlogging of backordering
genoemd. Men gaat hiervoor een zekere boete (of penalty cost) aanrekenen.
• De transportkosten zijn een lineair stijgende functie van de vervoerde hoeveelheid.
• De lead times zijn constant.
• De meest stroomopwaarts gelegen schakel beschikt altijd over voldoende aanvoer
van goederen.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
58
2.1.1.1. Constante holding costs.
Indien elke schakel in de seriële logistieke keten geconfronteerd wordt met eenzelfde holding
cost, is het optimaal om enkel in de laatste schakel van de keten een veiligheidsvoorraad
aan te houden. Dergelijk beleid zal, gegeven het nagestreefde service level, de totale
hoeveelheid veiligheidsvoorraad in de keten minimaliseren (Gallego & Zipkin, 1999).
2.1.1.2. Lineair stijgende holding costs.
Het is ook mogelijk dat de holding costs lineair toenemen naarmate men meer
stroomafwaarts gaat in de seriële logistieke keten. In dit geval kan er nog een onderscheid
worden gemaakt tussen een aantal verschillende situaties. In wat volgt zullen deze kort
besproken worden.
2.1.1.2.1. Zuiver lineair stijgende holding costs.
Indien de holding costs lineair toenemen met een constante richtingscoëfficiënt naarmate
men meer stroomafwaarts gaat in de keten, is het optimaal om vooral veiligheidsvoorraad
aan te houden in de schakels die dichter bij de eindklant gelegen zijn (Gallego & Zipkin,
1999).
2.1.1.2.2. Lineair stijgende holding costs met een knik ter hoogte
van een bepaalde schakel.
Het is ook mogelijk dat de holding costs lineair toenemen naarmate men meer
stroomafwaarts gaat in de keten en dat er een bepaalde schakel is vanaf dewelke de lineaire
holding costs plots sneller stijgen. Een voorbeeld van deze situatie wordt gegeven in de
onderstaande figuur. Deze figuur is gebaseerd op (Gallego & Zipkin, 1999). De knik in het
verloop van de holding costs bevindt zich hier ter hoogte van de derde schakel.
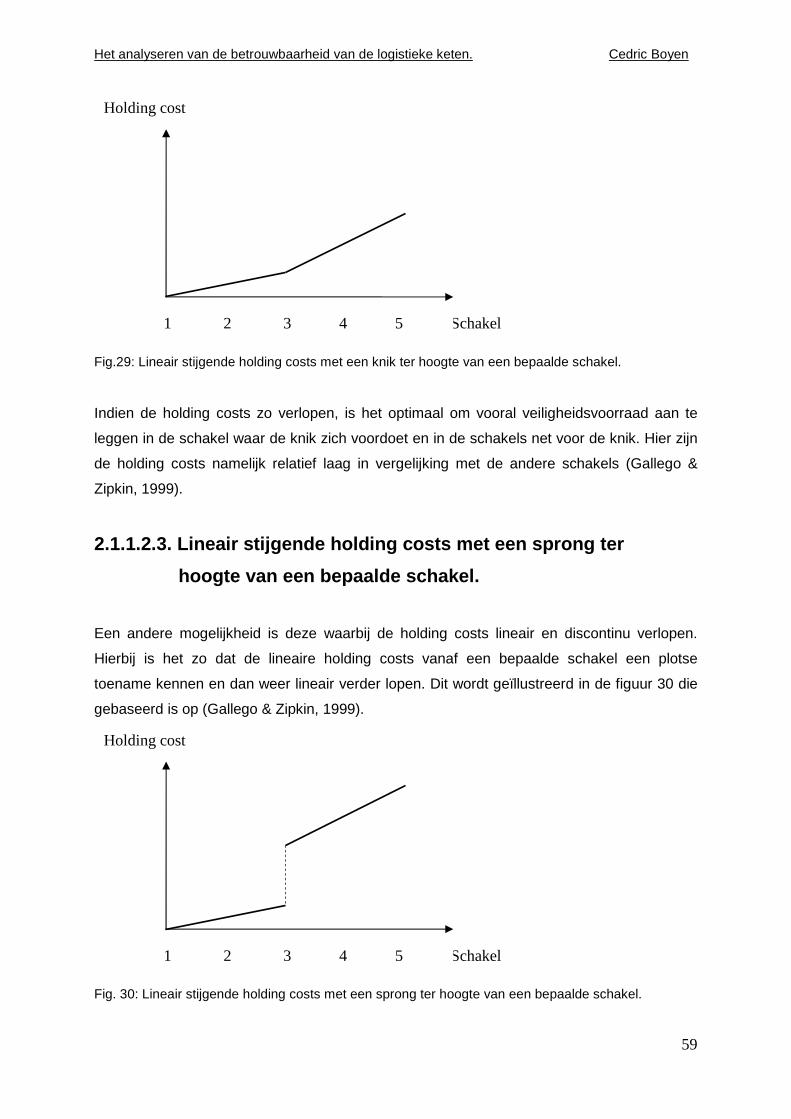
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
59
Fig.29: Lineair stijgende holding costs met een knik ter hoogte van een bepaalde schakel.
Indien de holding costs zo verlopen, is het optimaal om vooral veiligheidsvoorraad aan te
leggen in de schakel waar de knik zich voordoet en in de schakels net voor de knik. Hier zijn
de holding costs namelijk relatief laag in vergelijking met de andere schakels (Gallego &
Zipkin, 1999).
2.1.1.2.3. Lineair stijgende holding costs met een sprong ter
hoogte van een bepaalde schakel.
Een andere mogelijkheid is deze waarbij de holding costs lineair en discontinu verlopen.
Hierbij is het zo dat de lineaire holding costs vanaf een bepaalde schakel een plotse
toename kennen en dan weer lineair verder lopen. Dit wordt geïllustreerd in de figuur 30 die
gebaseerd is op (Gallego & Zipkin, 1999).
Fig. 30: Lineair stijgende holding costs met een sprong ter hoogte van een bepaalde schakel.
Schakel
Holding cost
1 2 3 4 5
Schakel
Holding cost
1 2 3 4 5
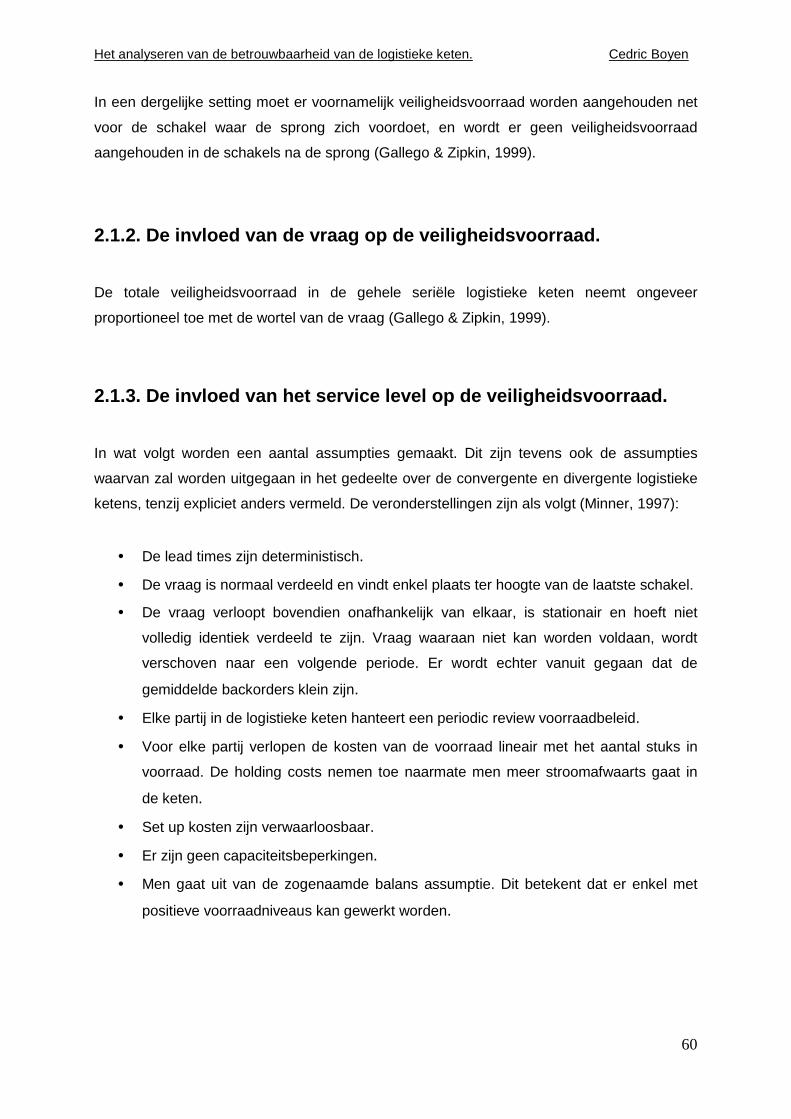
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
60
In een dergelijke setting moet er voornamelijk veiligheidsvoorraad worden aangehouden net
voor de schakel waar de sprong zich voordoet, en wordt er geen veiligheidsvoorraad
aangehouden in de schakels na de sprong (Gallego & Zipkin, 1999).
2.1.2. De invloed van de vraag op de veiligheidsvoo rraad.
De totale veiligheidsvoorraad in de gehele seriële logistieke keten neemt ongeveer
proportioneel toe met de wortel van de vraag (Gallego & Zipkin, 1999).
2.1.3. De invloed van het service level op de veili gheidsvoorraad.
In wat volgt worden een aantal assumpties gemaakt. Dit zijn tevens ook de assumpties
waarvan zal worden uitgegaan in het gedeelte over de convergente en divergente logistieke
ketens, tenzij expliciet anders vermeld. De veronderstellingen zijn als volgt (Minner, 1997):
• De lead times zijn deterministisch.
• De vraag is normaal verdeeld en vindt enkel plaats ter hoogte van de laatste schakel.
• De vraag verloopt bovendien onafhankelijk van elkaar, is stationair en hoeft niet
volledig identiek verdeeld te zijn. Vraag waaraan niet kan worden voldaan, wordt
verschoven naar een volgende periode. Er wordt echter vanuit gegaan dat de
gemiddelde backorders klein zijn.
• Elke partij in de logistieke keten hanteert een periodic review voorraadbeleid.
• Voor elke partij verlopen de kosten van de voorraad lineair met het aantal stuks in
voorraad. De holding costs nemen toe naarmate men meer stroomafwaarts gaat in
de keten.
• Set up kosten zijn verwaarloosbaar.
• Er zijn geen capaciteitsbeperkingen.
• Men gaat uit van de zogenaamde balans assumptie. Dit betekent dat er enkel met
positieve voorraadniveaus kan gewerkt worden.
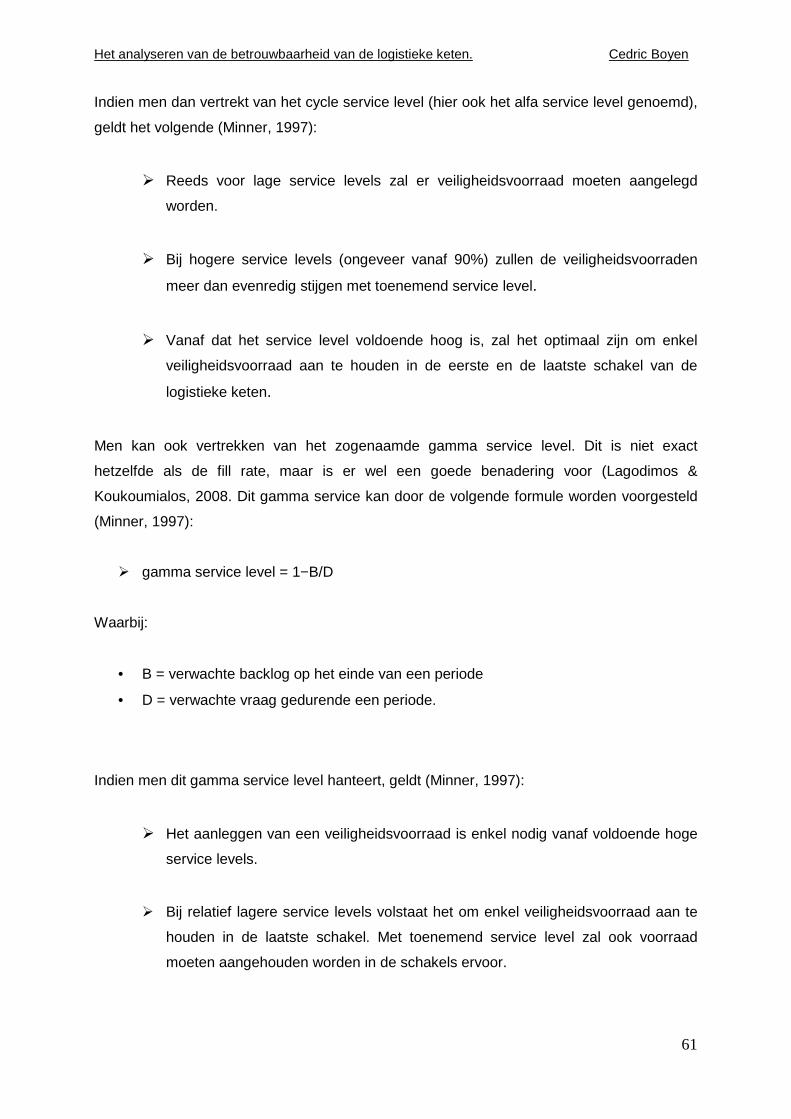
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
61
Indien men dan vertrekt van het cycle service level (hier ook het alfa service level genoemd),
geldt het volgende (Minner, 1997):
� Reeds voor lage service levels zal er veiligheidsvoorraad moeten aangelegd
worden.
� Bij hogere service levels (ongeveer vanaf 90%) zullen de veiligheidsvoorraden
meer dan evenredig stijgen met toenemend service level.
� Vanaf dat het service level voldoende hoog is, zal het optimaal zijn om enkel
veiligheidsvoorraad aan te houden in de eerste en de laatste schakel van de
logistieke keten.
Men kan ook vertrekken van het zogenaamde gamma service level. Dit is niet exact
hetzelfde als de fill rate, maar is er wel een goede benadering voor (Lagodimos &
Koukoumialos, 2008. Dit gamma service kan door de volgende formule worden voorgesteld
(Minner, 1997):
� gamma service level = 1−B/D
Waarbij:
• B = verwachte backlog op het einde van een periode
• D = verwachte vraag gedurende een periode.
Indien men dit gamma service level hanteert, geldt (Minner, 1997):
� Het aanleggen van een veiligheidsvoorraad is enkel nodig vanaf voldoende hoge
service levels.
� Bij relatief lagere service levels volstaat het om enkel veiligheidsvoorraad aan te
houden in de laatste schakel. Met toenemend service level zal ook voorraad
moeten aangehouden worden in de schakels ervoor.
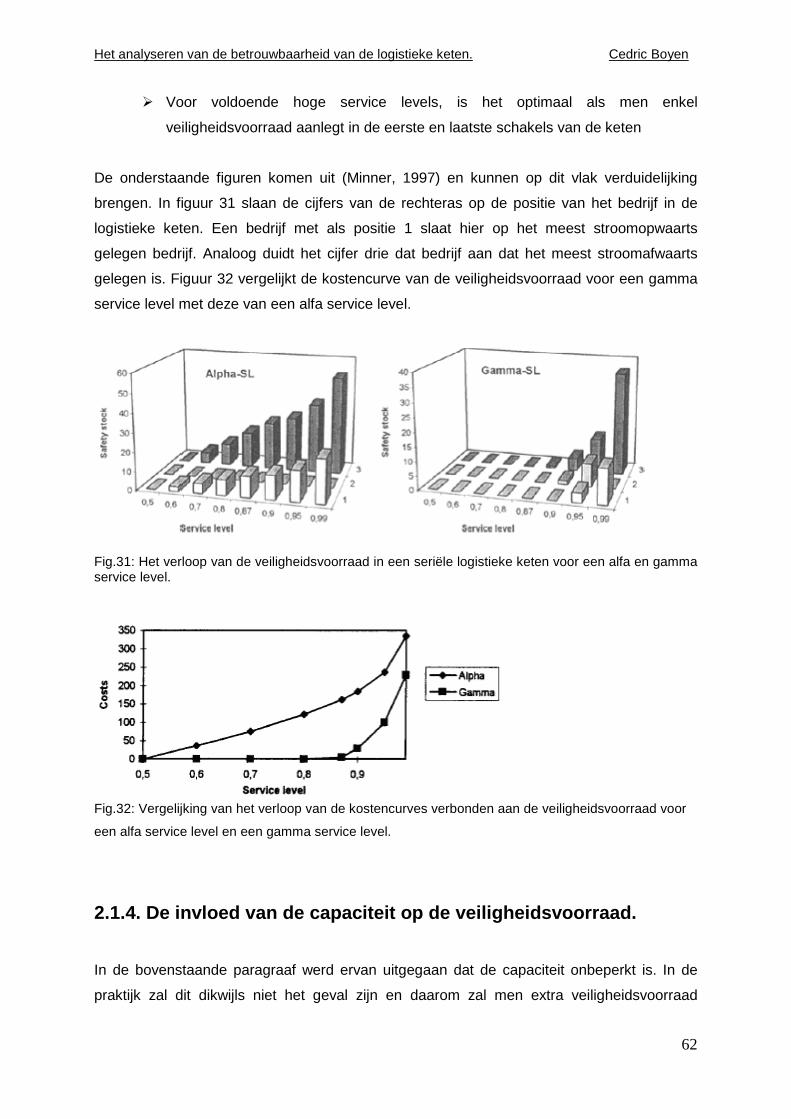
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
62
� Voor voldoende hoge service levels, is het optimaal als men enkel
veiligheidsvoorraad aanlegt in de eerste en laatste schakels van de keten
De onderstaande figuren komen uit (Minner, 1997) en kunnen op dit vlak verduidelijking
brengen. In figuur 31 slaan de cijfers van de rechteras op de positie van het bedrijf in de
logistieke keten. Een bedrijf met als positie 1 slaat hier op het meest stroomopwaarts
gelegen bedrijf. Analoog duidt het cijfer drie dat bedrijf aan dat het meest stroomafwaarts
gelegen is. Figuur 32 vergelijkt de kostencurve van de veiligheidsvoorraad voor een gamma
service level met deze van een alfa service level.
Fig.31: Het verloop van de veiligheidsvoorraad in een seriële logistieke keten voor een alfa en gamma service level.
Fig.32: Vergelijking van het verloop van de kostencurves verbonden aan de veiligheidsvoorraad voor
een alfa service level en een gamma service level.
2.1.4. De invloed van de capaciteit op de veilighei dsvoorraad.
In de bovenstaande paragraaf werd ervan uitgegaan dat de capaciteit onbeperkt is. In de
praktijk zal dit dikwijls niet het geval zijn en daarom zal men extra veiligheidsvoorraad
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
63
moeten aanhouden om hetzelfde service level te kunnen bereiken. Men moet dan de
veiligheidsvoorraad voor elke partij in het geval van onbeperkte capaciteit aanpassen met
een zekere correctiefactor (Sitompul, Aghezzaf, Dullaert & van Landeghem, 2008).
Vooraleer hier dieper op in te gaan, is het nodig om drie begrippen nader te verklaren. Het
betreft de inbound service time, de outbound service time en de net replenishment
time(Sitompul et al., 2008).
De outbound service time van een partij j, voorgesteld door Sj, is de tijd waarbinnen die partij
gegarandeerd aan de vraag van zijn klant zal voldoen. De inbound service time voor een
partij j, voorgesteld door SIj, is de tijd die nodig is voor die partij om inputs van zijn
leverancier te ontvangen. In een seriële logistieke keten is de outbound service time van een
partij gelijk aan de inbound service time voor zijn klant. De net replenishment time voor een
partij j, is de tijd die verloopt tussen de productie en het voldoen aan de vraag en is gelijk aan
SIj + Tj − Sj. Hierin stelt Tj de productietijd van partij j voor. De productietijd wordt constant
verondersteld en is gelijk aan één.
Men gaat uit van de volgende assumpties (Sitompul et al., 2008):
• De eerste partij in de keten beschikt altijd over een oneindige toevoer van inputs. Zijn
inbound service time is dus nul.
• De vraag van de eindklant is normaal verdeeld met als gemiddelde µ en
standaardafwijking σ.
• Vraag vindt enkel plaats ter hoogte van de laatste schakel. Indien er aan de vraag
niet kan worden voldaan, kan ze niet verschoven worden naar een volgende periode
maar is ze volledig verloren (lost sales).
• Er wordt meteen voldaan aan de vraag van de eindklant. De outbound service time
naar de eindklant toe is dus gelijk aan nul.
• Maximum allowable demand assumptie: de voorraad laat toe om te voldoen aan de
vraag gedurende een zeker percentage van de tijdsintervallen.
• Een geproduceerd item in elke fase vergt exact één eenheid input.
• Er wordt een maximum service time opgelegd voor elke partij.
• Er is geen vertraging wat betreft informatie over de vraag.
• Het base-stock level (order-up-to level) wordt zodanig gekozen dat er kan voldaan
worden aan de vraag gedurende de netto replenishment time.
• Elke partij hanteert een periodic review voorraadbeleid.
• Als maatstaf voor het service level, wordt het CSL gehanteerd.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
64
De correctiefactor waarvan boven sprake was, wordt voorgesteld door Өj. Via niet-lineaire
regressie (nl.: de exponentiële functie) bekomt men (Sitompul et al., 2008):
� Өj = 1 + 5,25*e^(-5,25*( ρj−0,075))
Waarbij:
• Ρj = het capaciteitsoverschot over de standaardafwijking van de vraag voor
van een partij j, gedurende de net replenishment time.
Indien de net replenishment time van een partij j strikt positief is, geldt (Sitompul et al., 2008):
� ρj = (Cj−µ)*√(1+ SIj−Sj)/σ
Waarbij:
• Cj = capaciteit van de partij j.
• µ = gemiddelde vraag.
• SIj = inbound service time van de partij j.
• 1 = productietijd van de partij j.
• Sj = outbound service time van de partij j.
• σ = standaardafwijking van de vraag.
En:
� SSj = Өj*Za*σ*√(1+ SIj−Sj)
Waarbij:
• Za = waarde van de standaard normale verdeling zodanig dat de kans dat aan de
vraag voldaan wordt, gelijk is aan (1−a).
• SSj = veiligheidsvoorraad van de partij j.
• Өj = correctiefactor voor de partij j.
• De andere variabelen worden gedefinieerd als hierboven.
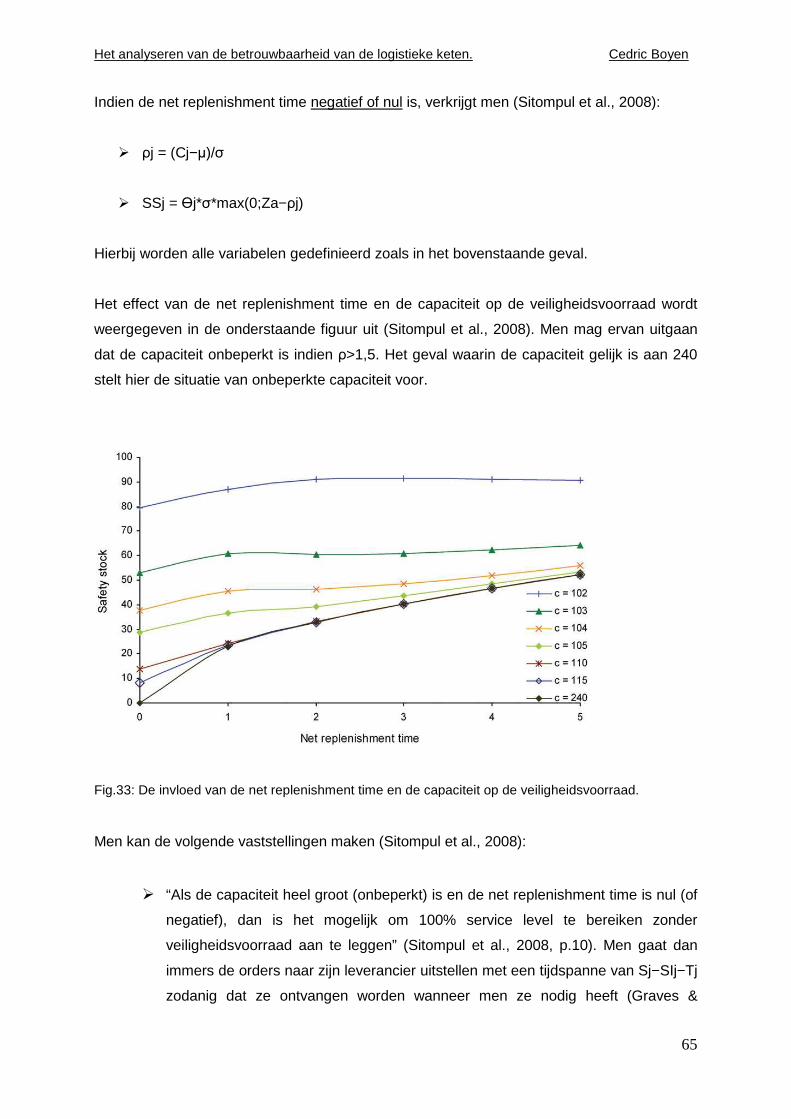
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
65
Indien de net replenishment time negatief of nul is, verkrijgt men (Sitompul et al., 2008):
� ρj = (Cj−µ)/σ
� SSj = Өj*σ*max(0;Za−ρj)
Hierbij worden alle variabelen gedefinieerd zoals in het bovenstaande geval.
Het effect van de net replenishment time en de capaciteit op de veiligheidsvoorraad wordt
weergegeven in de onderstaande figuur uit (Sitompul et al., 2008). Men mag ervan uitgaan
dat de capaciteit onbeperkt is indien ρ>1,5. Het geval waarin de capaciteit gelijk is aan 240
stelt hier de situatie van onbeperkte capaciteit voor.
Fig.33: De invloed van de net replenishment time en de capaciteit op de veiligheidsvoorraad.
Men kan de volgende vaststellingen maken (Sitompul et al., 2008):
� “Als de capaciteit heel groot (onbeperkt) is en de net replenishment time is nul (of
negatief), dan is het mogelijk om 100% service level te bereiken zonder
veiligheidsvoorraad aan te leggen” (Sitompul et al., 2008, p.10). Men gaat dan
immers de orders naar zijn leverancier uitstellen met een tijdspanne van Sj−SIj−Tj
zodanig dat ze ontvangen worden wanneer men ze nodig heeft (Graves &
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
66
Willems, 2000). Het voordeel van een order uit te stellen is significant indien men
over een grotere capaciteit beschikt.
� Indien de capaciteit beperkt is, zal de veiligheidsvoorraad o.a. afhangen van de
capaciteit en de net replenishment time. Als men uitgaat van een onbeperkte
capaciteit is de veiligheidsvoorraad niet afhankelijk van de capaciteit.
In dit tweede gedeelte wordt uitgegaan van de volgende assumpties (Vanteddu, Chinnam ,
Yang & Gushikin, 2007):
• De lead times zijn stochastisch en onafhankelijk van elkaar.
• De vraag is normaal verdeeld, stationair, onafhankelijk van elkaar en vindt enkel
plaats ter hoogte van het laatste echelon in de keten.
• Elk echelon beschikt over voldoende capaciteit om aan de vraag van zijn klant te
kunnen voldoen.
• Elke partij neemt lokale beslissingen op basis van de voor hem relevante informatie.
De totale kosten voor de veiligheidsvoorraad in een seriële logistieke keten zijn onder deze
omstandigheden ook afhankelijk van de positie van de bottleneck speler. Dit is het bedrijf dat
het minste overschot heeft in zijn capaciteit om aan de vraag van zijn klant te kunnen
voldoen. Anders gezegd is zijn ratio vraag/capaciteit het grootst.
Dan kan men het volgende concluderen:
� Naarmate de bottleneck speler zich meer stroomafwaarts bevindt in de logistieke
keten, zullen de totale kosten van de veiligheidsvoorraad voor de hele logistieke
keten progressief toenemen (Vanteddu et al., 2007).
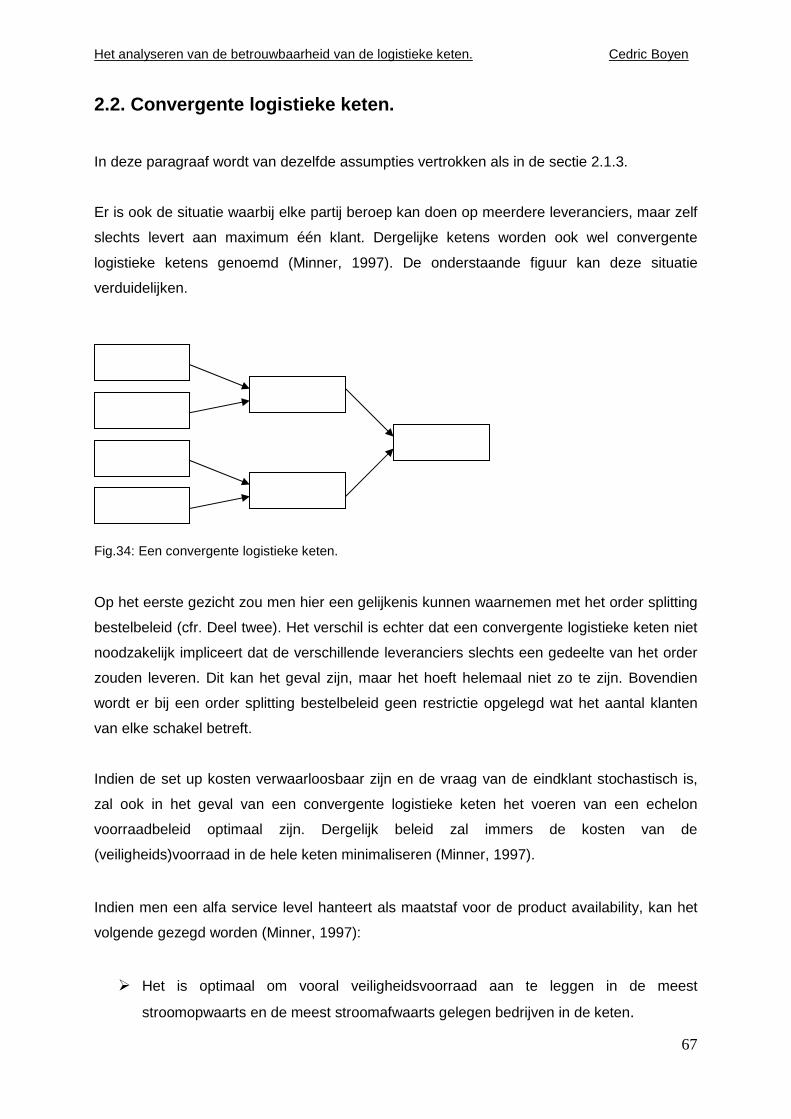
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
67
2.2. Convergente logistieke keten.
In deze paragraaf wordt van dezelfde assumpties vertrokken als in de sectie 2.1.3.
Er is ook de situatie waarbij elke partij beroep kan doen op meerdere leveranciers, maar zelf
slechts levert aan maximum één klant. Dergelijke ketens worden ook wel convergente
logistieke ketens genoemd (Minner, 1997). De onderstaande figuur kan deze situatie
verduidelijken.
Fig.34: Een convergente logistieke keten.
Op het eerste gezicht zou men hier een gelijkenis kunnen waarnemen met het order splitting
bestelbeleid (cfr. Deel twee). Het verschil is echter dat een convergente logistieke keten niet
noodzakelijk impliceert dat de verschillende leveranciers slechts een gedeelte van het order
zouden leveren. Dit kan het geval zijn, maar het hoeft helemaal niet zo te zijn. Bovendien
wordt er bij een order splitting bestelbeleid geen restrictie opgelegd wat het aantal klanten
van elke schakel betreft.
Indien de set up kosten verwaarloosbaar zijn en de vraag van de eindklant stochastisch is,
zal ook in het geval van een convergente logistieke keten het voeren van een echelon
voorraadbeleid optimaal zijn. Dergelijk beleid zal immers de kosten van de
(veiligheids)voorraad in de hele keten minimaliseren (Minner, 1997).
Indien men een alfa service level hanteert als maatstaf voor de product availability, kan het
volgende gezegd worden (Minner, 1997):
� Het is optimaal om vooral veiligheidsvoorraad aan te leggen in de meest
stroomopwaarts en de meest stroomafwaarts gelegen bedrijven in de keten.
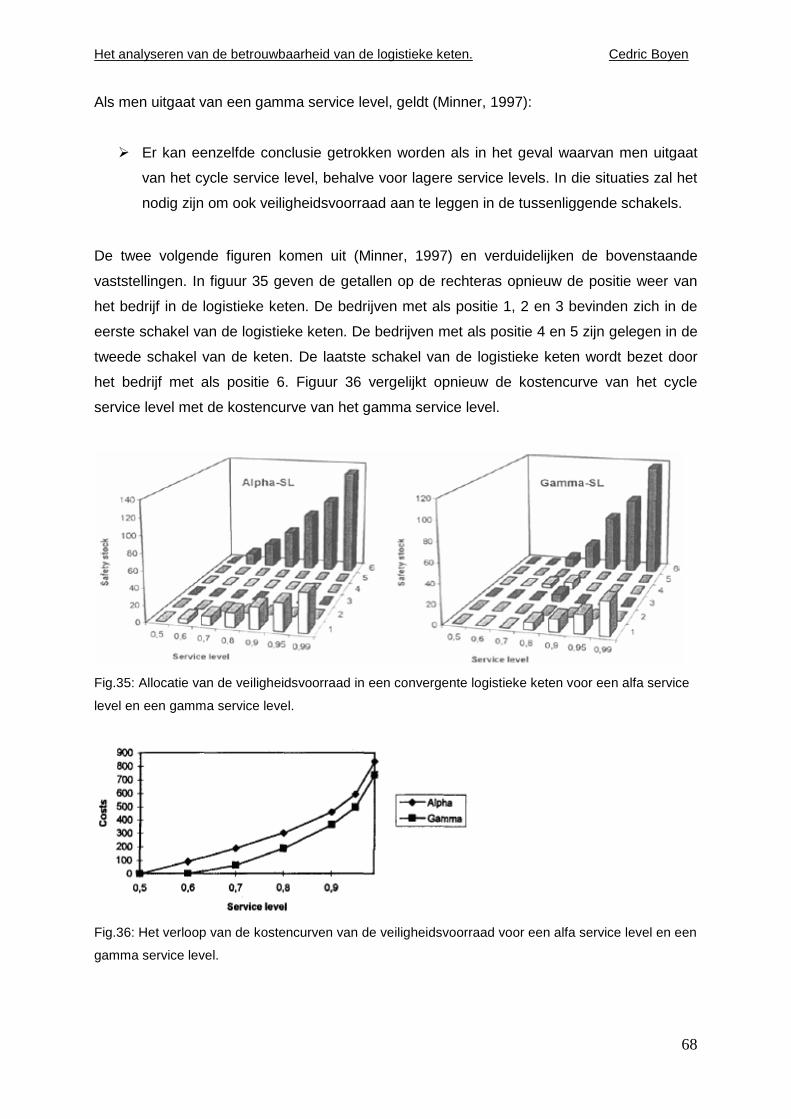
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
68
Als men uitgaat van een gamma service level, geldt (Minner, 1997):
� Er kan eenzelfde conclusie getrokken worden als in het geval waarvan men uitgaat
van het cycle service level, behalve voor lagere service levels. In die situaties zal het
nodig zijn om ook veiligheidsvoorraad aan te leggen in de tussenliggende schakels.
De twee volgende figuren komen uit (Minner, 1997) en verduidelijken de bovenstaande
vaststellingen. In figuur 35 geven de getallen op de rechteras opnieuw de positie weer van
het bedrijf in de logistieke keten. De bedrijven met als positie 1, 2 en 3 bevinden zich in de
eerste schakel van de logistieke keten. De bedrijven met als positie 4 en 5 zijn gelegen in de
tweede schakel van de keten. De laatste schakel van de logistieke keten wordt bezet door
het bedrijf met als positie 6. Figuur 36 vergelijkt opnieuw de kostencurve van het cycle
service level met de kostencurve van het gamma service level.
Fig.35: Allocatie van de veiligheidsvoorraad in een convergente logistieke keten voor een alfa service
level en een gamma service level.
Fig.36: Het verloop van de kostencurven van de veiligheidsvoorraad voor een alfa service level en een
gamma service level.
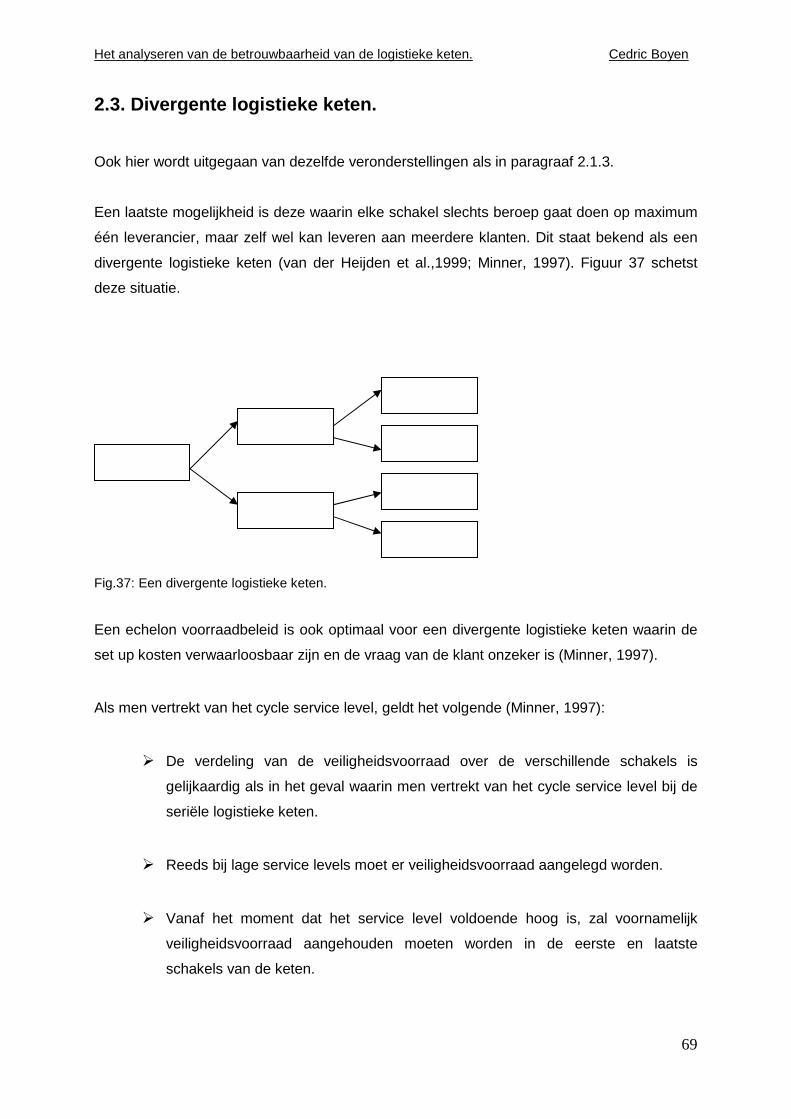
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
69
2.3. Divergente logistieke keten.
Ook hier wordt uitgegaan van dezelfde veronderstellingen als in paragraaf 2.1.3.
Een laatste mogelijkheid is deze waarin elke schakel slechts beroep gaat doen op maximum
één leverancier, maar zelf wel kan leveren aan meerdere klanten. Dit staat bekend als een
divergente logistieke keten (van der Heijden et al.,1999; Minner, 1997). Figuur 37 schetst
deze situatie.
Fig.37: Een divergente logistieke keten.
Een echelon voorraadbeleid is ook optimaal voor een divergente logistieke keten waarin de
set up kosten verwaarloosbaar zijn en de vraag van de klant onzeker is (Minner, 1997).
Als men vertrekt van het cycle service level, geldt het volgende (Minner, 1997):
� De verdeling van de veiligheidsvoorraad over de verschillende schakels is
gelijkaardig als in het geval waarin men vertrekt van het cycle service level bij de
seriële logistieke keten.
� Reeds bij lage service levels moet er veiligheidsvoorraad aangelegd worden.
� Vanaf het moment dat het service level voldoende hoog is, zal voornamelijk
veiligheidsvoorraad aangehouden moeten worden in de eerste en laatste
schakels van de keten.
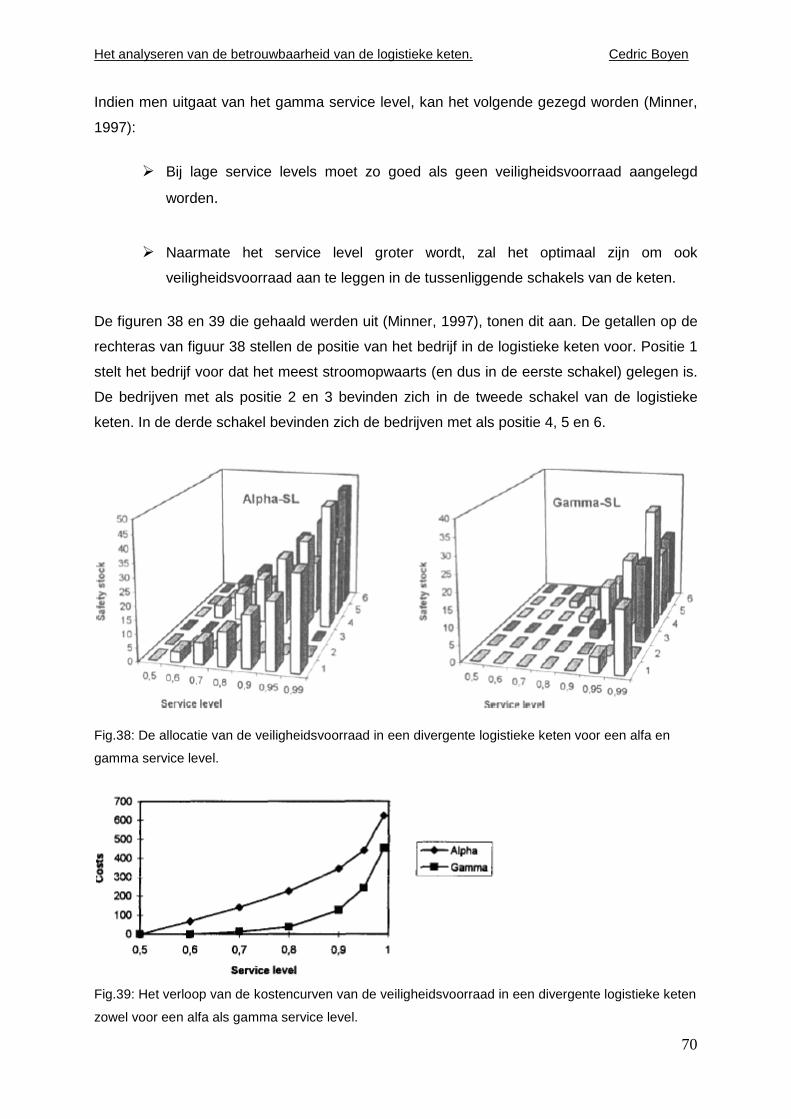
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
70
Indien men uitgaat van het gamma service level, kan het volgende gezegd worden (Minner,
1997):
� Bij lage service levels moet zo goed als geen veiligheidsvoorraad aangelegd
worden.
� Naarmate het service level groter wordt, zal het optimaal zijn om ook
veiligheidsvoorraad aan te leggen in de tussenliggende schakels van de keten.
De figuren 38 en 39 die gehaald werden uit (Minner, 1997), tonen dit aan. De getallen op de
rechteras van figuur 38 stellen de positie van het bedrijf in de logistieke keten voor. Positie 1
stelt het bedrijf voor dat het meest stroomopwaarts (en dus in de eerste schakel) gelegen is.
De bedrijven met als positie 2 en 3 bevinden zich in de tweede schakel van de logistieke
keten. In de derde schakel bevinden zich de bedrijven met als positie 4, 5 en 6.
Fig.38: De allocatie van de veiligheidsvoorraad in een divergente logistieke keten voor een alfa en
gamma service level.
Fig.39: Het verloop van de kostencurven van de veiligheidsvoorraad in een divergente logistieke keten
zowel voor een alfa als gamma service level.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
71
2.4. Complexe logistieke keten.
Wat het optimale voorraadbeleid precies is voor een complexe logistieke keten met een
meer algemene structuur (een combinatie van twee of meer van de bovenstaande types) is
nog niet bekend (Simchi-Levi & Yao Zhao, 2005). Het is wel geweten dat een installation
base-stock voorraadbeleid algemeen gesproken niet optimaal zal zijn voor dergelijke
logistieke ketens. Toch wordt dit in de praktijk dikwijls gehanteerd omdat het een gemakkelijk
te implementeren beleid is (Zipkin, 2000).
3. Besluit.
Een complexe logistieke keten is meestal een combinatie van een seriële, convergente en
divergente keten (Minner, 1997). Het bestuderen van de positionering van de
veiligheidsvoorraad in complexe logistieke ketens wordt onder andere bemoeilijkt door het
feit dat men te maken krijgt met niet-lineaire functies en dat de prestaties van de
verschillende partijen in de keten afhankelijk zijn van elkaar (Jung et al., 2008).
De hoeveelheid veiligheidsvoorraad die moet aangehouden worden in elke locatie van de
logistieke keten wordt onder meer bepaald door de structuur van de keten (Minner, 997), het
verloop van de vraag (Gallego & Zipkin, 1999), het soort service level dat men nastreeft
(Minner, 1997), het verloop van de holding costs (Gallego & Zipkin, 1999) en de beschikbare
capaciteit (Sitompul et al., 2008; Vanteddu et al., 2007).
Voor een seriële en convergente logistieke keten moet er vanaf voldoende hoge service
levels voornamelijk veiligheidsvoorraad worden aangelegd in de eerste en laatste schakels
van de keten. In de divergente keten moet er toch nog een aanzienlijke hoeveelheid
veiligheidsvoorraad worden aangelegd in de tussenliggende niveaus. Als men vertrekt van
een gegeven service level zullen in alle drie de soorten ketens de totale kosten van de
veiligheidsvoorraad groter zijn voor het cycle service level dan voor het gamma service level
(Minner,1997).
In een seriële logistieke keten neemt de totale hoeveelheid veiligheidsvoorraad ongeveer
proportioneel toe met de wortel van de vraag indien er geen onzekerheid is op het vlak van
de lead time (Gallego & Zipkin, 1999). Bovendien zorgen capaciteitsbeperkingen voor een
stijging van de veiligheidsvoorraad in de hele keten (Sitompul et al., 2008).
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
72
Het voeren van een echelon base-stock voorraadbeleid is voor elk van de drie verschillende
structuren optimaal indien de set up kosten verwaarloosbaar zijn en de vraag van de klant
onzeker is (Minner, 1997). Een dergelijk voorraadbeleid minimaliseert immers de totale
kosten van de (veiligheids)voorraad voor de hele keten en tracht de coördinatie tussen de
verschillende partijen te bewerkstelligen. Ondanks deze vaststellingen wordt in de praktijk
toch dikwijls een installation base-stock voorraadbeleid gevoerd omdat het gemakkelijker te
implementeren is (Zipkin, 2000).
ALGEMEEN BESLUIT
Dit werk had als doel een analyse te maken van de betrouwbaarheid van de logistieke keten
en wou een stap verder gaan dan de reeds veelvuldig bestudeerde enkelvoudige
leverancier-afnemer relatie.
In het eerste deel werd de relatie tussen de variabiliteit van de lead time en de
veiligheidsvoorraad bestudeerd. Deze relatie wordt voornamelijk beïnvloed door de verdeling
van de vraag gedurende de lead time en de hoogte van het nagestreefde service level. Er
werden twee belangrijke conclusies genomen. Ten eerste kwam tot uiting dat het
verkeerdelijk uitgaan van een normaal verdeelde vraag gedurende de lead time ertoe kan
leiden dat er te weinig veiligheidsvoorraad wordt aangehouden en het gewenste service level
dus niet zal bereikt worden. Daarnaast werd duidelijk dat het in praktisch relevante situaties
onder bepaalde omstandigheden mogelijk is dat een reductie van de variabiliteit van de lead
time aanleiding geeft tot een stijging van de veiligheidsvoorraad.
Het tweede deel wou onderzoeken wat de invloed is van een order splitting bestelbeleid op
de totale logistieke kosten in het algemeen en op de veiligheidsvoorraad in het bijzonder. Het
effect van een dergelijk beleid op de totale logistieke kosten bleek afhankelijk te zijn van de
specifieke situatie. Men moet immers verschillende afwegingen maken. Er werd ook
aangetoond onder welke specifieke omstandigheden order splitting zal leiden tot een daling
van de veiligheidsvoorraad. Het is net deze reductie die een order splitting bestelbeleid
interessant maakt. Bovendien kwam ook tot uiting in welke situaties een dergelijk beleid
effectiever zal zijn in het reduceren van de totale logistieke kosten. Order splitting is een
goed alternatief voor single sourcing zolang de lead times van de ene leverancier
onbetrouwbaar en lang zijn en de leveringskenmerken van de tweede leverancier niet veel
slechter zijn dan deze van de eerste.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
73
Het laatste deel probeerde meer inzicht te verwerven in de optimale positie van
veiligheidsvoorraad in complexe logistieke ketens. Deze positionering bleek onder andere af
te hangen van de structuur van de keten, het verloop van de vraag, het soort service level
dat nagestreefd wordt, het verloop van de holding costs en de beschikbare capaciteit.
Hoewel het onder bepaalde omstandigheden optimaal is om een echelon base-stock
voorraadbeleid te voeren, wordt dit in praktijk niet altijd toegepast omdat dergelijk
voorraadbeleid moeilijker te implementeren is. Hier dient nog een belangrijke opmerking
gemaakt te worden. In het laatste deel werd er geen rekening gehouden met stochastische
lead times. Dit komt omdat er zo goed als geen literatuur beschikbaar is over het
positioneren van de veiligheidsvoorraad in complexere logistieke ketens waarin men te
maken heeft met stochastische lead times. Verder onderzoek is zeker nodig op dit vlak.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
VII
LIJST VAN GERAADPLEEGDE WERKEN
About.com (2009), a part of the New York Times Company, Ecoterms,
URL:<http://economics.about.com/cs/economicsglossary/g/order_stat.htm>.(03/03/2009).
Bagchi U., Hayya J.C. and Chu C.H. (1986) The effect of lead time variability: The case
of independent demand, Journal of Operations Management, 6(2), pp.159-177.
Bagchi U., Hayya J.C. and Ord J.K. (1984) Modeling demand during lead time, Decision
Sciences, 15(2), pp.157-176.
Bagchi U, Hayya J.C. and Ord, J.K. (1983) The Hermite distribution as a model of
demand during lead time for slow-moving items, Decision Sciences, 14(4), pp. 447-466.
Boute R.N., Disney S.M., Lambrecht M.R., Van Houdt B. (2007) An integrated production
and inventory model to dampen upstream demand variability in the supply chain.
European Journal of Operational Research, 178(1), pp. 121-142.
Chen F.R. and Zheng Y.S. (1994) Lower bounds for multiechelon stochastic inventory
systems. Management Science, 40(11), pp.1426-1443.
Chopra S. and Meindl P. (2007) Supply chain management: strategy, planning &
operations, Pearson international edition, third edition, Upper Saddle River, New Jersey,
536 blz.
Chopra S., Reinhardt G. and Dada M. (2004) The effect of lead time uncertainty on safety
stocks, Decision Sciences, 35(1), pp. 1-24.
Clark A.J. and Scarf H. (1960) Optimal policies for a multi-echelon inventory problem,
Management Science, 6(4), pp. 475-490.
Clark C.E. (1961) The greatest of a finite set of random variables, Operations Research,
9(2), pp.145-162.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
VIII
Diks E.B. and van der Heijden M.C. (1997) Modeling stochastic lead times in multi-
echelon systems, Probability in the engineering and informational sciences, 11(4), pp.
469-485.
Eppen G.D. and Martin R.K. (1988) Determining safety stock in the presence of
stochastic lead time and demand, Management science, 34(11), pp. 1380-1390.
Ernst R., Kamrad B. and Ord K. (2007) Delivery performance in vendor selection
decisions, European Journal of Operational Research, 176(1), pp.534-541.
Fong D.K.H., Gempesaw V.M. and Ord J.K. (2000) Analysis of a dual sourcing inventory
model with normal unit demand and Erlang mixture lead times, European Journal of
Operational Research, 120(1), pp. 97-107.
Gallego G. and Zipkin P. (1999) Stock Positioning and Performance Estimation in Serial
Production-Transportation Systems, Manufacturing & Service Operations Management,
1(1), pp. 77-88.
Graves S.C. and Willems S.P. (2000) Optimizing Strategic Safety Stock Placement in
Supply Chains, Manufacturing & Service Operations Management, 2(1), pp. 68-83.
Guo Y. and Ganeshan R. (1995) Are more suppliers better, Journal of the Operational
Research Society, 46(7), pp. 892-895.
Hayya J.C., Bagchi U., Kim J.G., Sun D. (2008) On static stochastic order crossover,
International Journal of Production Economics, 114(1), pp. 404-413.
He X.J., Kim J.G. and Hayya J.C. (2005) The cost of lead-time variability: The case of the
exponential distribution, International Journal of Production Economics, 97(2), pp. 130-
142.
Heydari J., Kazemzadeh R.B. and Chaharsooghi S.K. (2009) A study of lead time
variation impact on supply chain performance, International Journal of Advanced
Manufacturing Technology, 40(11-12), pp. 1206-1215.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
IX
Humphrey A.S., Taylor G.D. and Landers T.L. (1998) Stock level determination and
sensitivity analysis in repair/rework operations, International Journal of Operations &
Production Management, 18(5-6), pp. 612-630.
Jung J.Y., Blau G., Pekny J.F., Reklaitis G.V., Eversdyk D. (2008) Integrated safety stock
management for multi-stage supply chains under production capacity constraints,
Computers & Chemical Engineering, 32(11), pp. 2570-2581.
Kelle P. and Miller P.A. (2001) Stockout risk and order splitting. International Journal of
Production Economics, 71(1-3), pp. 407-415.
Kelle P. and Silver E.A. (1990) Safety stock reduction by order splitting, Naval Research
Logistics , 37(5), pp. 725-743.
Lagodimos A.G. and Koukoumialos S. (2008) Service performance of two-echelon supply
chains under linear rationing, International Journal of Production Economics, 112(2), pp.
869-884.
Lau H.S. and Zhao L.G. (1994) Dual sourcing cost-optimization with unrestricted lead-
time distributions and order-split proportions. IIE Transactions, 26(5), pp. 66-75.
Lu J.Y., Toellner J.D. and Kaufman N. (1962) A practical method for calculating reorder
points for conditions of stochastic demand and lead time, Journal of Industrial
Engineering, 13, pp. 503-506.
Lutz S., Löedding H. and Wiendahl H.P. (2003) Logistics-oriented inventory analysis.
International Journal of Production Economics, 85(2), pp. 217- 231.
McFadden F.R. (1972) On lead time demand distributions, Decision Sciences, 3(2), pp.
106-126.
Mentzer J.T. and Krishnan R. (1985) The effect of the assumption of normality on
inventory control/customer service, Journal of Business Logistics, 6(1), pp.101-120.
Minner S. (1997) Dynamic programming algorithms for multi-stage safety stock
optimization, OR Spektrum, 19(4), pp. 261-271.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
X
Minner S. (2003) Multiple-supplier inventory models in supply chain management: A
review, International journal of production economics, 81(2), pp. 265-279.
Ramasesh R.V. (1991b) Procurement under uncertain supply lead times: a dual sourcing
technique could save costs, Engineering costs and production economics, 21(1), pp. 59-
68.
Ramasesh R.V., Ord J.K., Hayya J.C., Pan A. (1991) Sole versus dual sourcing in
stochastic lead-time (S, Q) inventory models, Management Science, 37(4), pp. 428-443.
Ramasesh R.V., Ord J.K. and Hayya J.C. (1993) Dual sourcing with non-identical
suppliers, Naval Research Logistics, 40(2), pp. 279-288.
Riezebos J. (2006) Inventory order crossovers, International Journal of Production
Economics, 104(2), pp. 666-675.
Robinson L.W., Bradley J.R. and Thomas L.J. (2001) Consequences of order crossover
under order-up-to inventory policies, Manufacturing & Service Operations Management,
3(3), pp.175-188.
Ryu S.W. and Lee K.K. (2003) A stochastic inventory model of dual sourced supply chain
with lead-time reduction, International Journal of Production Economics, 81(2), p. 513-
524.
Sculli D. and Shum Y.W. (1990) Analysis of a continuous review stock-control model with
multiple suppliers, Journal of the operational research society, 41(9), p. 873-877.
Sculli D. and Wu S.Y. (1981) Stock control with two suppliers and normal lead times,
Journal of the operational research society, 32(11), pp.1003-1009.
Silver E.A. and Peterson R. (1985) Decision Systems for Inventory Management and
Production Planning, 2, Wiley, New York.
Silver E.A. and Robb D.J. (2008) Some insights regarding the optimal reorder period in
periodic review inventory systems, International Journal of Production Economics,
112(1), pp. 354-366.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
XI
Simchi-Levi D. and Yao Zhao (2005) Safety Stock Positioning in Supply Chains with
Stochastic Lead Times. Manufacturing & Service Operations Management, 7(4), pp. 295-
318.
Sitompul C., Aghezzaf E.H., Dullaert W., van Landeghem H. (2008) Safety stock
placement problem in capacitated supply chains, International Journal of Production
Research, 46(17), pp. 4709-4727.
So K.C. and Zheng X.N. (2003) Impact of supplier's lead time and forecast demand
updating on retailer's order quantity variability in a two-level supply chain, International
Journal of Production Economics, 86(2), pp.169-179.
Song J.S. (1994) The effect of leadtime uncertainty in a simple stochastic inventory
model, Management Science, 40(5), pp. 603-613.
Song J.S. and Zipkin P.H. (1996) The joint effect of leadtime variance and lot size in a
parallel processing environment, Management Science, 42(9), pp. 1352-1363.
Thomas D.J. and Tyworth J.E. (2006) Pooling lead-time risk by order splitting: A critical
review. Transportation research part E-Logistics and transportation review, 42(4), pp.
245-257.
Thomas D.J. and Tyworth J.E. (2007) Is pooling lead-time risk by splitting orders
simultaneously worthwhile?, Journal of business logistics, 28(1), pp. 169-193.
Tyworth J.E. (1991) The inventory theoretic approach in transportation selection models:
A critical review, The Logistics and Transportation Review, 27(4), pp. 299-318.
Tyworth J.E. (1992) Modeling transportation-inventory trade-offs in a stochastic setting,
Journal of Business Logistics, 13(2), pp. 97-124.
Tyworth J.E. and O’Neill L. (1997) Robustness of the normal approximation of lead-time
demand in a distribution setting, Naval Research Logistics, 44(2), pp. 165-186.
van der Heijden M., Diks E. and de Kok T. (1999) Inventory control in multi-echelon
divergent systems with random lead times, OR Spektrum, 21(3), pp. 331-359.
Het analyseren van de betrouwbaarheid van de logistieke keten. Cedric Boyen
XII
Van Nieuwenhuyse I. and Vandaele N. (2006) The impact of delivery lot splitting on
delivery reliability in a two-stage supply chain, International Journal of Production
Economics, 104(2), pp. 694-708.
Vanteddu G., Chinnam R.B., Yang K., Gushikin O. (2007) Supply chain focus dependent
safety stock placement, International Journal of Flexible Manufacturing Systems, 19(4),
pp. 463-485.
Vernimmen B., Dullaert W., Willemé P., Witlox F. (2008) Using the inventory-theoretic
framework to determine cost-minimizing supply strategies in a stochastic setting,
International Journal of Production Economics, 115(1), pp. 248-259.
Vollmann T.E., Berry, W.L. and Whybark, D.C. (1997) Manufacturing Planning and
Control Systems, 4, Irwin/McGraw-Hill, New York.
Wang P. and Hill J.A. (2006) Recursive behaviour of safety stock reduction: the effect of
lead-time uncertainty, Decision Sciences, 37(2), pp. 285-290.
Wiendahl H.P., von Clemenski G. and Begamann C. (2003) A systematic approach for
ensuring the logistic process reliability of supply chains, CIRP annals-manufacturing
technology, 52(1), pp. 375-380.
Yang B.B. and Geunes J. (2007) Inventory and lead time planning with lead-time-
sensitive demand, IIE Transactions, 39(5), pp. 439-452.
Zipkin P. (2000) Foundations of Inventory Management, McGraw-Hill, Boston, MA.