Eindrapport - eduweb.hhs.nl13104675/Documenten/jaar 2/bier brouwerij... · THIN3 DE BROUWERIJ...
43
WH29.b2 groep 5 Eindrapport THIN3 DE BROUWERIJ ADVIESRAPPORT ANNE-WICHER VAN DER HEIDE CAS HILLENIUS JAAP HEEMSKERK JASPER HOP WALTER HEEMSKERK THIJS HOOFTMAN ELON HENDRIKSEN
Transcript of Eindrapport - eduweb.hhs.nl13104675/Documenten/jaar 2/bier brouwerij... · THIN3 DE BROUWERIJ...

WH29.b2groep 5
Eindrapport THIN3 DE BROUWERIJ ADVIESRAPPORT
ANNE-WICHER VAN DER HEIDE
CAS HILLENIUS
JAAP HEEMSKERK
JASPER HOP
WALTER HEEMSKERK
THIJS HOOFTMAN
ELON HENDRIKSEN

De brouwerij Conceptenrapport
1
Voorwoord Het THIN3-project is onderdeel van de opleiding HBO Werktuigbouwkunde. De vestiging in Delft verzorgt de opleidingen Academie voor Technology, Innovation & Society Delft en de Academie voor ICT & Media. Alle deelnemers zijn studenten die met het tweede jaar van hun opleiding bezig zijn. Gedurende het project staat het drankje ‘bier’ centraal. Er wordt al eeuwen lang bier gebrouwen. Het drankje heeft tegenwoordig een belangrijke sociale functie voor het uitgangsleven of speciale gelegenheden. Het drankje is bevorderlijk voor de gezelligheid en is bovendien lekker. Dit rapport is technisch van aard. Met dit project is het de bedoeling om de beroepscompetenties aan te tonen die belangrijk zijn voor de toekomstige beroepspraktijk. De projectleden deden hun uiterste best om projectactiviteiten tot een goed einde te brengen. Gedurende het project werd er namelijk uitstekend samengewerkt waardoor er goede resultaten werden geboekt. Thijs Hooftman voerde de taak als voorzitter uit. De begeleiding werd verzorg door de heer N-J Vermeer.
De brouwerij Conceptenrapport
2
Samenvatting Dit eindrapport gaat over het ontwerpproces voor een nieuwe brouwerij met het daar bijbehorende vulmachine ontwerp. In deze brouwerij zal Lentebok worden gebrouwen. Op basis van de opdrachtomschrijving zijn de verschillende ontwerpcriteria bepaald die op hun beurt een belangrijke basis voor het ontwerp hebben gevormd. In dit document zijn alle documenten opgenomen die het ontwerpproces grotendeels hebben bepaald. Alle relevante zaken uit de literatuurstudie komen aan de orde. Ook de resultaten uit de analyse worden uitgebreid besproken. Het bierbrouwerijconcept is uitvoerig onderbouwd. Het onderwerp is op basis van een concept verder uitgedetailleerd. Gedurende het project is er tevens een speciale vulmachine ontworpen. Met deze machine kan het brouwsel worden gebotteld.
De hoofdvraag luid: ‘Wat is nodig voor het ontwerp van een brouwerij die 150.000 hectoliter bier in 23 weken kan brouwen en afvoeren in flesjes van 0.5 liter?’ De procesflow diagrammen, technische tekeningen en berekeningen hielpen bij het beantwoorden van deze vraag. De dagelijkse productie is opgesplitst in twee batches, elk van 75000 liter. De investeringskosten worden geschat op maximaal 2,9 euro. Hiermee is de productie van Lentebok-bier voldoende rendabel. Met dit ontwerp is de realisatie van de brouwerij heel goed mogelijk.

De brouwerij Conceptenrapport
3
Inhoud Voorwoord .............................................................................................................................................................. 1
Samenvatting .......................................................................................................................................................... 2
Inleiding ................................................................................................................................................................... 4
1. Probleemanalyse ............................................................................................................................................. 5
1. Onderzoeksvragen .......................................................................................................................................... 6
2. Procesbeschrijving .......................................................................................................................................... 7
3. Keuze van productiealternatieven .................................................................................................................. 8
4. Procesberekeningen...................................................................................................................................... 10
5. Proces Flow Diagram ..................................................................................................................................... 14
6. Lay-out met goederenstromen ..................................................................................................................... 15
7. Lay-out met relevante afmetingen ............................................................................................................... 16
8. Consequenties HACCP ................................................................................................................................... 18
9. Geschikte materialen .................................................................................................................................... 23
10. Omschrijving hoofdcomponenten brouwerij ........................................................................................... 24
11. Leveranciers Hoofdcomponenten ............................................................................................................ 26
12. Vulmachine ontwerp ................................................................................................................................ 27
13. Investeringskosten ................................................................................................................................... 32
Conclusie ............................................................................................................................................................... 34
Bronnen ................................................................................................................................................................. 35
Bijlage I – Pakket van Eisen ................................................................................................................................... 36
Bijlage II – Recept Lentebok .................................................................................................................................. 37
Bijlage III – Ontwerpschetsen afvulmachine ......................................................................................................... 39
Bijlage IV - Technische tekeningen vulmachine .................................................................................................... 41
Bijlage V – Excursie ................................................................................................................................................ 42

De brouwerij Conceptenrapport
4
Inleiding Het brouwen van Lentebok is geen eenvoudig proces. Hiervoor zijn productiefaciliteiten benodigd die aan
strenge eisen moeten voldoen. De Voedsel en Waren Autoriteiten stellen hoge eisen aan het hygiënische
produceren van voedsel. Anderzijds moeten de productiemachines over voldoende hoge prestaties beschikken
wat voor een rendabele productie heel belangrijk is.
Dit eindrapport gaat over het ontwerpproces gedurende het THIN3 project. Bij het ontwerpproces wordt veel
onderzoek gedaan naar hoe de productie van Lentebok gerealiseerd kan worden. Het resultaat bestaat uit een
ontwerp van een brouwerij dat speciaal geschikt is voor de productie hiervan. Ook wordt er een geheel nieuw
ontwerp voor de vulmachine van de brouwerij gemaakt.
Tijdens het ontwerpproces worden verschillende technieken op het gebied van voedselproductie bestudeerd.
Bij het brouwen zijn geen revolutionaire technologieën gewenst. Het procedé is door de eeuwen heen namelijk
zeer beproeft. De vernieuwing zit hem wel in de details. De informatie die eerder in het project verzameld is
voor het nieuwe ontwerp zeer bepalend. Het brouwen van bier bestaat uit een aantal processtappen. Bij
Lentebok zijn deze stappen net iets anders dan bij gewoon bier. Voor het ontwerp zijn diverse tekeningen
gemaakt waaronder een plattegrond van de brouwerij en een technische tekening voor de vulmachine.

De brouwerij Conceptenrapport
5
1. Probleemanalyse Bij dit project moet een voorontwerp van een brouwerij worden gemaakt en een gedetailleerd ontwerp van een
vulmachine die in deze brouwerij komt te staan.
Bij deze opdracht komen enige competenties kijken die handig zijn om te bezitten. 3D-modelleren is er een van.
Er wordt ook een 2D-tekening gemaakt. Belangrijk is om goede projectgrenzen te stellen. Bij het ontwerpen
wordt vooral gekeken naar de veiligheid, de efficiëntie van de productietechniek van de brouwerij en de
vulmachine en de gezondheid van de consument en van de werknemer. Dit zijn allemaal aspecten waar
aandacht aan besteed moet worden en adviezen over te geven zijn om een goedwerkende brouwerij te
ontwerpen. De brouwerij moet van een onverwerkt ingrediënt een verpakt product kunnen produceren. Er zijn
een aantal problemen waar de ontwerper tegenaan loopt en regels waar rekening mee moet worden gehouden.
Zo zijn er verschillende normen waaraan voldaan moet worden. Ook zijn er eisen die de opdrachtgever heeft
waardoor het ontwerpen wordt beperkt. Een voorbeeld hiervan is de hoeveelheid bier die moet worden
geproduceerd per tijdseenheid. De inhoud van de flesjes is gegeven, de vulmachine moet hier aan voldoen. Ook
hoe het bier wordt afgevoerd en hoe de ingrediënten worden toegevoerd zijn eisen over. Dit beperkt de
ontwerper tot het ontwerpen van een specifiek model, maar geeft nog wel ruimte voor eigen ideeën en
vormgeving van de brouwerij.

De brouwerij Conceptenrapport
6
1. Onderzoeksvragen Bij het ontwerpen van de brouwerij komen een hoop problemen en vragen kijken die invloed hebben op het
gehele proces. Hieronder staat de hoofdvraag met een aantal deelvragen op een rijtje.
Hoofdvraag Wat is nodig voor het ontwerp van een brouwerij die 150000 hectoliter bier in 23 weken kan brouwen en
afvoeren in flesjes van 0.5 liter?
Deelvragen Hoe gedetailleerd wordt het ontwerp van de fabriek? (tekenafspraken)
Hoeveel flesjes gaan er op een pallet om afgevoerd te worden?
Welke materialen worden gebruikt voor de vulmachine in de brouwerij?
Wat zijn de regels qua hygiëne in de fabriek en hoe worden deze toegepast?
In hoeverre word het proces in de fabriek geautomatiseerd? (hoeveel mensen in dienst en waarvoor?)
Wat zijn de normen die gelden voor de brouwerij en de productie en hoe worden deze toegepast?
Welke aspecten zijn het meest bepalend bij het kiezen van een concept?
De brouwerij Conceptenrapport
7
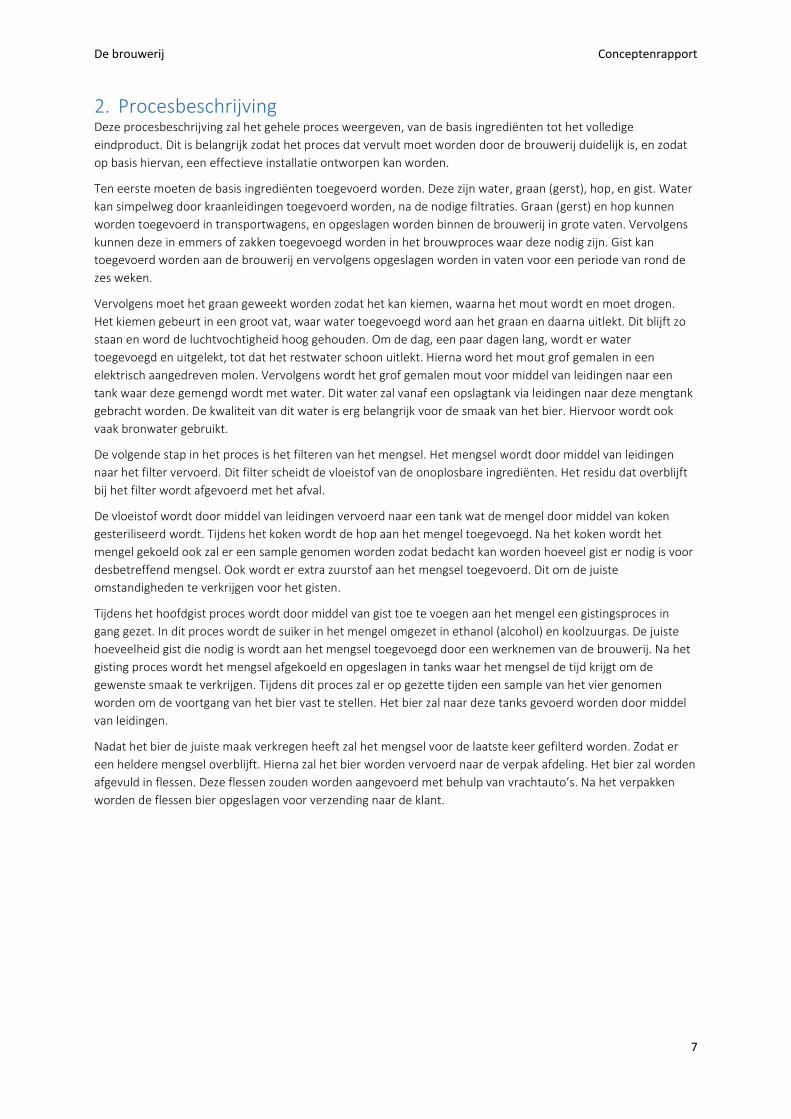
2. Procesbeschrijving Deze procesbeschrijving zal het gehele proces weergeven, van de basis ingrediënten tot het volledige
eindproduct. Dit is belangrijk zodat het proces dat vervult moet worden door de brouwerij duidelijk is, en zodat
op basis hiervan, een effectieve installatie ontworpen kan worden.
Ten eerste moeten de basis ingrediënten toegevoerd worden. Deze zijn water, graan (gerst), hop, en gist. Water
kan simpelweg door kraanleidingen toegevoerd worden, na de nodige filtraties. Graan (gerst) en hop kunnen
worden toegevoerd in transportwagens, en opgeslagen worden binnen de brouwerij in grote vaten. Vervolgens
kunnen deze in emmers of zakken toegevoegd worden in het brouwproces waar deze nodig zijn. Gist kan
toegevoerd worden aan de brouwerij en vervolgens opgeslagen worden in vaten voor een periode van rond de
zes weken.
Vervolgens moet het graan geweekt worden zodat het kan kiemen, waarna het mout wordt en moet drogen.
Het kiemen gebeurt in een groot vat, waar water toegevoegd word aan het graan en daarna uitlekt. Dit blijft zo
staan en word de luchtvochtigheid hoog gehouden. Om de dag, een paar dagen lang, wordt er water
toegevoegd en uitgelekt, tot dat het restwater schoon uitlekt. Hierna word het mout grof gemalen in een
elektrisch aangedreven molen. Vervolgens wordt het grof gemalen mout voor middel van leidingen naar een
tank waar deze gemengd wordt met water. Dit water zal vanaf een opslagtank via leidingen naar deze mengtank
gebracht worden. De kwaliteit van dit water is erg belangrijk voor de smaak van het bier. Hiervoor wordt ook
vaak bronwater gebruikt.
De volgende stap in het proces is het filteren van het mengsel. Het mengsel wordt door middel van leidingen
naar het filter vervoerd. Dit filter scheidt de vloeistof van de onoplosbare ingrediënten. Het residu dat overblijft
bij het filter wordt afgevoerd met het afval.
De vloeistof wordt door middel van leidingen vervoerd naar een tank wat de mengel door middel van koken
gesteriliseerd wordt. Tijdens het koken wordt de hop aan het mengel toegevoegd. Na het koken wordt het
mengel gekoeld ook zal er een sample genomen worden zodat bedacht kan worden hoeveel gist er nodig is voor
desbetreffend mengsel. Ook wordt er extra zuurstof aan het mengsel toegevoerd. Dit om de juiste
omstandigheden te verkrijgen voor het gisten.
Tijdens het hoofdgist proces wordt door middel van gist toe te voegen aan het mengel een gistingsproces in
gang gezet. In dit proces wordt de suiker in het mengel omgezet in ethanol (alcohol) en koolzuurgas. De juiste
hoeveelheid gist die nodig is wordt aan het mengsel toegevoegd door een werknemen van de brouwerij. Na het
gisting proces wordt het mengsel afgekoeld en opgeslagen in tanks waar het mengsel de tijd krijgt om de
gewenste smaak te verkrijgen. Tijdens dit proces zal er op gezette tijden een sample van het vier genomen
worden om de voortgang van het bier vast te stellen. Het bier zal naar deze tanks gevoerd worden door middel
van leidingen.
Nadat het bier de juiste maak verkregen heeft zal het mengsel voor de laatste keer gefilterd worden. Zodat er
een heldere mengsel overblijft. Hierna zal het bier worden vervoerd naar de verpak afdeling. Het bier zal worden
afgevuld in flessen. Deze flessen zouden worden aangevoerd met behulp van vrachtauto’s. Na het verpakken
worden de flessen bier opgeslagen voor verzending naar de klant.

De brouwerij Conceptenrapport
8
3. Keuze van productiealternatieven Iedere bierbrouwerij hanteert in hooflijnen dezelfde methode. Om toch een uniek product te verkrijgen zullen er
keuzes worden gemaakt wat betreft processtappen en grondstoffen. De meeste brouwerijen kiezen zomergerst
als belangrijkste ingrediënt. Dit bestandsdeel kan ook worden vervangen door boekweit. Sommige brouwerijen
kiezen bij het mouten voor branden of roken. Deze productiemethodes hebben veel invloed op de smaak. Bij het
schroten kan nog extra zetmeel worden toegevoegd afkomstig van tarwe, haver of mais. Deze grondstoffen
zorgen voor een uniek eindresultaat.
De meeste bieren worden met zacht water gebrouwen. In gewoon leidingwater is te veel calcium aanwezig.
Soms wordt daarom lokaal bronwater gebruikt. Er zijn tegenwoordig echter allerlei technieken om water te
demineraliseren. Hiervoor kunnen bijvoorbeeld ionenwisselaars worden ingezet.
Tijdens het maischen kan het alcoholpercentage en het glucosegehalte worden geregeld. Bij 65 ̊C worden
vergistbare suikers gevormd. Hoe langer de temperatuur op 65 ̊C blijft hoe hoger het alcoholpercentage. Bij
temperaturen van 75 ̊C wordt het zetmeel in niet vergistbare suikers omgezet. Hiermee is de zoetheid van het
bier te regelen. Deze processtap is belangrijk bij het brouwen van relatief zoet bruin bier. De zoete smaak is niet
bij elk bier gewenst. De vergisting kan vervolgens plaatsvinden bij temperaturen lager dan 5 ̊C (laaggistend) of
hoger dan 5 ̊C (hooggistend). Bij laaggistend bier is het alcohol langzaam gevormd. De meeste speciaalbieren,
waaronder lentebock, zijn echter hooggistend. Bij temperaturen boven de 5 ̊C stijgt het alcoholpercentage
sneller.
Bij het lageren kan worden gekozen voor een RVS tank of een houten vat. Een houten vat kan extra aroma’s aan
het bier afstaan. Wanneer men helder bier wil verkrijgen is filtering een belangrijke nabewerking. Er kan ook
worden gekozen om het gist niet uit het bier te filteren. Dit bier is te herkennen aan zijn troebelheid.
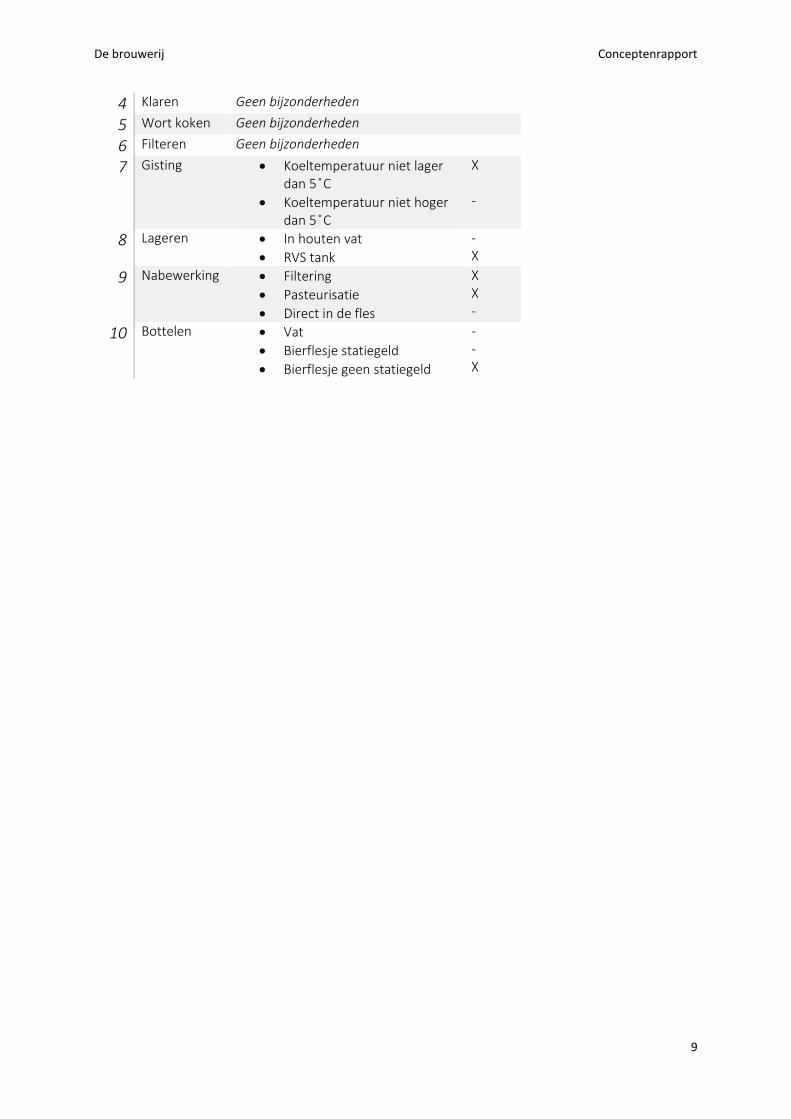
In de volgende tabel zijn belangrijke productiealternatieven opgenomen. Hierin is met een ‘X’ aangegeven welke
voor het lentebok brouwproces in aanmerking komt.
Stap Productie onderdeel
Alternatieven Keuze
1 Mouten Grondstoffen
Zomergerst
Boekweit Procedé
Eesten
Branden
Roken
X - X - -
2 Schroten Grondstoffen
Haver
Tarwe Procedé
Extra zetmeel toevoegen
- - -
3 Maischen Grondstoffen
Met leidingwater
Met zacht bronwater
Met gedemineraliseerd water
Procedé
Verwarmen in twee stappen
Verwarmen in drie stappen
- - X - X
De brouwerij Conceptenrapport
9
4 Klaren Geen bijzonderheden
5 Wort koken Geen bijzonderheden
6 Filteren Geen bijzonderheden
7 Gisting Koeltemperatuur niet lager dan 5 ̊C
Koeltemperatuur niet hoger dan 5 ̊C
X -
8 Lageren In houten vat
RVS tank
- X
9 Nabewerking Filtering
Pasteurisatie
Direct in de fles
X X -
10 Bottelen Vat
Bierflesje statiegeld
Bierflesje geen statiegeld
- - X

De brouwerij Conceptenrapport
10
4. Procesberekeningen Volumestromen en benodigde energie
In dit hoofdstuk wordt aangegeven hoeveel energie er nodig is voor de verschillende brouwprocessen en welke
volumestromen daarbij komen kijken. De processtappen worden in volgorde van brouwen benoemd. De
gebruikte berekeningen worden uitgeschreven om de getallen te verantwoorden.
Verwarming gebeurd door middel van met gas gestookt verwarmingssysteem, gezien dit per kW drie maal
goedkoper is dan stroom.
Benodigde hoeveelheden De brouwerij maakt 150.000 hectoliter lentebock in een half jaar tijd. Het gebeurd in tijdsperiode van 23 weken
omdat de lentebock seizoenafhankelijk is. Het andere half jaar wordt er herfstbock in de fabriek gebrouwen.
Er wordt uitgegaan van 23 weken met vijf werkdagen, om 150.000 hectoliter lentebock te brouwen. Ook, moet
het bier twee weken lageren. Van de totale productietijd moeten er dus drie weken afgetrokken worden. Als het
totale productievolume door twintig weken gedeeld word, blijkt er dat er 750000 liter per week geproduceerd
moet worden (150000 liter per dag). De dagelijkse productie wordt opgesplitst in twee batches, elk van 75000
liter.
Het mouten gebeurd buiten de fabriek, dus wordt er mout geleverd aan de brouwerij, klaar voor gebruik. Er is
een gemiddelde capaciteit nodig van 18750 liter bier per uur, uitgaande van 8 uur per dag continue productie.
Andere uren op een werkdag worden gebruikt voor opstarten, schoonmaken en dergelijke activiteiten.
Schroten Per batch is er 15000 kg aan mout nodig. De verschillende moutsoorten worden in de juiste hoeveelheden
gemengd en vermalen. Om de kwaliteit van de mout te waarborgen moet dit binnen een uur gebeuren, wat een
massastroom van 15000 kg per uur oplevert. Hiermee zijn vier schrootmolens met een capaciteit van 4000 kg
per uur voldoende.
Maischen De ingangstemperatuur van de 150000 liter geschoten mout is 20 graden Celsius, wat verwarmd moet worden
naar 50 graden (30 min), dan 65 graden (30 min), en dan 75 graden (45 min). Hiervoor is warmtetoevoer nodig,
om de temperatuur te verhogen, en de verliezen aan de omgeving tegen te werken. Om de temperatuur te
verhogen is de formule 𝑄 = 𝑚 ∙ 𝐶 ∙ Δ𝑇 gebruikt. Met 151500 kg, 4186 J/kgK, en 30/15/10 graden Celsius,
respectievelijk als waardes. Voor verliezen aan de omgeving word de formule 𝑊 = 𝑘 ∙ 𝐴 ∙ Δ𝑇/𝑑 gebruikt. De
respectievelijke waardes hiervoor zijn 0.045 W/mK (gebruikelijk waarde voor rockwool), 37.7 m2, 30/45/55
graden Celsius, en 0.1 m, voor elk van de zes tanks. Om watts om te zetten naar joules worden 30/30/45
minuten gebruikt, respectievelijk. Om de temperatuur te verhogen blijkt er een totaal van 34.9 GJ nodig te zijn,
en is er een totaal verlies van 28.9 GJ aan de omgeving. Samen is dit dus 63.8 GJ. Het maximum verlies per
seconde is 5.6 kW, en heeft de installatie dus een verwarmingselement nodig dat hier boven zit.
Echter, zal het minimaal vermogen waarschijnlijk bepaald worden door het nodige om de te temperatuur in de
vaten te laten stijgen met een degelijk tempo. De verwarming van 20 tot 50 graden kan gebeuren door
voorverwarmd water aan het mout toe te voegen. De verwarming van 50 tot 65 graden moet binnen ongeveer
15 minuten kunnen gebeuren. Opgesplitst in 6 tanks, kan dit verwarmt worden door verwarmingselementen van
1.67 GW elk. Het totale nodige vermogen is dus ongeveer 10 GW. De cilindrische tanks zijn een meter hoog en
hebben een diameter van 4 meter.

De brouwerij Conceptenrapport
11
Filteren na maischen debiet Elke batch van 75000 liter moet in 20 minuten kunnen worden gefilterd. Dit komt neer op een minimale
volumestroom van 63 liter per seconde. Per tank is dit een uitgaande volumestroom van 11 liter per seconde.
Koken We gaan ervan uit dat het water binnenkomt op een temperatuur van 70 graden, vanwege warmteverliezen tijdens het filteren. Het water verblijft gedurende 75 minuten in de ketels en het kookt daarbij enkel de laatste 20 minuten. Het moet dus opwarmen van 70 naar 100 graden in 55 minuten. Opnieuw gebeurd dit proces in zes verschillende ketels. Het totaal benodigde vermogen per ketel Q = m · c · ΔT is gelijk aan 75.000 · 4186 · 30 = 9,4 GJ P = Q/t = 9,4/(55 · 60) = 2,9 MW Per ketel is er daarvoor een vermogen van 0,5 MJ nodig om de kooktemperatuur te bereiken. De warmtestroom
Φw naar de omgeving wordt als volgt berekend:
Φw = φw · A, waarbij φw de warmtestroomdichtheid is en A de oppervlakte van de tanks. In de berekening van
φw is een gemiddelde temperatuur tijdens het kookproces van 89 graden gebruikt en een
omgevingstemperatuur van 18 graden. De warmteoverdrachtcoëfficienten van water (het brouwsel bij
benadering) en lucht zijn 0,6 W/m2K en 8 W/m2K. De warmtegeleidingscoëfficient van rockwool is 0,045 W/mK
en van RVS in het slechte geval 27 W/mK. Er is 5 cm rockwool gebruikt als isolatie tussen twee platen RVS van
2mm.
φw = ( ,1) ( , 2)
1 1
(1) (2)
T fl T fl
d
= 89−18
1
0.6+
0.05
0.045+
2 ∙0,002
27+
1
8
= 24,5 W/m2
Er zijn zes tanks met elk een oppervlakte A van 37,7 m2 Φw = φw · A = 24,5 · 6 · 37,7 = 5532W = 5,5kW
Tijdens het opwarmen en het koken wordt er gemiddeld 5,5 kW verloren aan de omgeving. Het totaal benodigde vermogen per batch voor dit proces komt daardoor neer op: P = 2,9 MW De totaal gebruikte energie is Q = 9,4 · 109 + 5,5 · 103 · 60 · 75 = 9,4 GJ

De brouwerij Conceptenrapport
12
Afkoelen (warmtewisselaar) Als er gekookt is, moet het bier weer terug naar 24 graden Celsius om te gisten. Hier kan met een
warmtewisselaar veel energie uitgehaald worden om te gebruiken in andere processen. Processen die dit
kunnen gebruiken zijn bijvoorbeeld het verwarmen of het koken. Als deze processen gelijktijdig met het afkoelen
gebeuren, kan het rendement van de warmtewisselaar wel 70% zijn (een gebruikelijke waarde). Echter, als deze
niet gelijktijdig gebeuren moet er gebruik gemaakt worden van een buffervat voor warmteopslag (1.82 m hoog
met een radius van 3.64 m). Hierdoor daalt het rendement van de warmtewisseling sowieso naar 49%. Dit komt
voort uit dat er in deze situatie twee keer warmte gewisseld wordt (0.7 ∙ 0.7 = 0.49). De verliezen van het
buffervat komen hier nog bovenop. Om te berekenen hoeveel er met deze methode bespaard kan worden,
wordt de formule 𝑄 = 𝑚 ∙ 𝐶 ∙ Δ𝑇 ∙ 𝜂 ∙ 0.5 gebruikt. Respectievelijk op volgorde zijn deze waardes 75000 kg,
4186 J/kgK, 100 − 24 graden Celsius, en 0.7 of 0.49. Per batch wordt hier dus ongeveer 8.35 GJ of 5.84 GJ
respectievelijk bespaard. Verliezen van het buffervat worden berekend via de formule 𝑊 = 𝑘 ∙ 𝐴 ∙ Δ𝑇/𝑑, met de
waardes 0.045 W/mK, 124.87 m2, 100 min 24, 100 min 24, en 0.2 m. Dit komt neer op een verlies van 2.135 kW
aan de omgeving.
Gisten Tijdens het gisten wordt een temperatuur van 24 graden gehandhaafd. De vloeistof zit in tanks 28 tanks met elk een inhoud van 19000 liter en een oppervlakte van 37,7 m2. De tanks hebben een grotere inhoud met een factor 1,4 ten opzichte van de ketels vanwege het slak (schuim) die gevormd wordt bij het gisten. De warmtestroom
Φw naar de omgeving wordt als volgt berekend:
Φw = φw · A, waarbij φw de warmtestroomdichtheid is en A de oppervlakte van de tanks.
φw = ( ,1) ( , 2)
1 1
(1) (2)
T fl T fl
d
= 18 24
1 0.05 2 0.002 1
0.6 0.04 27 8
= 3 W/m2
Φw = φw · A = 3 · (6 · 37,7) = 226,2W
Gedurende zeven dagen, de benodigde tijd voor het gisten van een enkele batch bier, levert dit een verlies op
van:
226,2 · 7 · 24 · 3600 = 137 MJ
Lageren Er wordt per dag 150.000 liter bier geproduceerd en het bier moet twee weken lageren op een temperatuur van
2 °C. Hier zijn 15 tanks van 100.000 liter voor nodig. Cilindrische afmetingen van 5.04m hoog en een radius van
2.52 m zijn voldoende om de dagelijkse productie op te vangen. Energie nodig om te temperatuur te verlagen
word gevonden doormiddel van 𝑄 = 𝑚 ∙ 𝐶 ∙ Δ𝑇, met de waardes 150000 kg, 4186 J/kgK, en 18 min 2 graden,
respectievelijk. Dit komt neer op 3.35 GJ als totaal voor alle tanks. De warmteverliezen aan de omgeving per tank
wordt uitgerekend door 𝑊 = 𝑘 ∙ 𝐴 ∙ Δ𝑇/𝑑, met 0.045 W/mK, 119.7 m2, 30/45/55 graden Celsius, 30/30/45
minuten, en 0.1 m, voor elk van de zes tanks. Om watts om te zetten in joules word een tijd van twee weken
gebruikt. Het verlies per tank is 0.86 kW. Gedurende het lageren gaat er 10.42 GJ verloren aan de omgeving. Er is
dus een totaal verbruik van 13.77 GJ.

De brouwerij Conceptenrapport
13
Filteren na lageren Elke batch van 75000 liter moet in 40 minuten kunnen worden gefilterd. Dit komt neer op een volumestroom
van 31.25 liter per seconde.
Bottelen Er wordt aangenomen dat de bottelmachine gedurende de hele werkdag van 8 uur kan draaien, min een uur
voor opstarten en instellen. Er moet dus 21429 liter bier per uur gebotteld worden, wat neer komt op een
volumestroom ongeveer 5.95 liter per seconde. Omdat elk flesje 0.50 liter is, moeten er bijna 12 flesjes per
seconde gevuld worden. Dit is het makkelijkst haalbaar als er meerdere flesjes tegelijkertijd gevuld worden,
mogelijk op meerdere vulmachines tegelijk.
Benodigde hoeveelheid gas en kosten Voor de processen maischen, koken en gisten wordt een gasinstallatie gebruikt om warmte te leveren. Ook wordt er energie teruggehaald uit een warmtewisselaar bij het eerste koelproces. Hierdoor is er per batch 73,4 GJ nodig. De energetische waarde van aardgas is 31,65 MJ/m3 wat betekent dat er 2319 m3 gas per batch nodig is. De kosten hiervan zijn voor grootverbruikers €0,31 p/m3 wat per batch een kostenplaatje oplevert van afgerond €719,- aan gas. Per batch worden er 150.000 flesjes gevuld, wat dus een kostprijs van €0,005 per flesje voor energiekosten aan gas betekent. Hoewel de getallen dus erg groot lijken, valt dit uiteindelijk wel mee wanneer we de kosten bekijken. Deze getallen zijn gebruikelijk bij massaproductie op deze schaal.

De brouwerij Conceptenrapport
14
5. Proces Flow Diagram

De brouwerij Conceptenrapport
15
6. Lay-out met goederenstromen Binnen de fabriek zijn er ruimtes waar bepaalde processen plaats vinden, waar de juiste ingrediënten aan
toegeleverd moeten worden. Hieronder zijn de nodige goederenstromen voor een batch van 75000 liter bier te
zien.
Het proces begint bij de import van de ingrediënten, en de opslag hiervan. Vanuit de opslagruimte worden mout,
gist, bronwater, en hop naar hun respectievelijke stappen in het brouwproces gebracht. Hiervoor wordt een
heftruck gebruikt voor de droge ingrediënten, en een leiding voor het bronwater. Om de batch tussen stappen
te verplaatsen worden ook leidingen gebruikt, aangegeven door de zwarte pijlen.
De hoeveelheden voor de ingrediënten per batch konden in het recept gevonden worden. Echter, moesten de
aantallen flesjes, kratten, en pallets uitgerekend worden. Elke fles heeft een inhoud van 0.5 liter. 75000 liter bier,
gedeeld door 0.5 liter per fles, betekend dat er 150000 flessen nodig zijn. Elke krat houdt 18 flessen. 150000
flessen, gedeeld door 18 flessen per krat, betekend dat er afgerond 8334 kratten nodig zijn. 8334 kratten
gedeeld door 84 kratten per pallet, betekend dat er afgerond 100 pallets nodig zijn. Er wordt omhoog afgerond
zodat er een overschot is aan flessenopslag, in plaats van een tekort. Ten slotte worden de gevulde pallets
geëxporteerd.
27 meter23 meter23 meter
52
met
er
27 meter
26
met
er
20
me
ter
100 meter
25 meter 26 meter30 meter 19 meter
26
me
ter
6 m
ete
r
7 m
ete
r
5 meter
MoutHop
Gist
Pallets
Kratten
Flessen
Bronwater
Import en opslagruimte
Export
Mouten Maaischen en Filteren
Koken en Koelen
Hoofdgisten, Afkoelen, en Lageren
Filteren en Afvullen
Afvoer restafval
Afvoer restafval
15000kg mout
75000l bronwater
48.15kg gist
225kg hop
Inpakken
150000 flessen (capaciteit 0.5l)100 pallets
(capaciteit 84 kratten)
8334 kratten (capaciteit 18
flessen)

De brouwerij Conceptenrapport
16
7. Lay-out met relevante afmetingen In dit hoofdstuk van het technisch product dossier zal de plattegrond nader toegelicht worden. Tijdens het
ontwerpproces is er besloten binnen het projectteam om de verschillende soorten mout in te kopen in plaats
van zelf te mouten. Hierdoor moest het oorspronkelijk ontwerp aangepast worden.

De brouwerij Conceptenrapport
17

De brouwerij Conceptenrapport
18
8. Consequenties HACCP
De belangrijkste problemen die zich bij het brouwen van lentebok kunnen voordoen zijn:
Productcontaminatie door slechte reiniging apparatuur,
Vorming van methylalcohol door een fout productieproces,
In de productielijn kunnen verschillende besmettingsbronnen voorkomen. De oorzaak ligt vooral bij productieapparatuur die slecht te reinigen is. Na gebruik moet alles goed schoon worden gemaakt. Wanneer de apparatuur niet goed schoon te maken is groeien er te veel bacteriën. Deze bacteriën zijn namelijk nadelig voor de voedselveiligheid. Ondanks de voorzorgsmaatregel die bij het machineontwerp getroffen zijn blijft het risico op productcontaminatie bestaan. Het ene onderdeel is namelijk slechter te reinigen dan het ander. Hier volgen een aantal controlepunten (CCP’s):
Magazijn Het magazijn moet onbereikbaar zijn voor ongedierte. Openingen waar muizen en ander ongedierte toegang tot het gebouw hebben moeten worden afgedicht. Het gebouw moeten een gladde vloer hebben zonder spleten waar zich vuil kan ophopen. Hoeken die niet met schoonmaakapparatuur bereikbaar zijn moeten zoveel mogelijk worden voorkomen. De juiste temperatuur en luchtvochtigheid moet het bederf van de levensmiddelen voorkomen.
Ventilatiesysteem Via dit systeem mogen geen insecten of ander ongedierte het gebouw binnendringen. De luchtfiltering heeft daarom openingen die kleiner zijn dan de insecten zelf.
Sproei installatie (mouten) Wanneer deze installatie enige tijd niet wordt gebruikt kan zich legionella in het leidingwerk vormen. Dit levert vooral een bedreiging op voor het personeel. Voor de voedselveiligheid is dit probleem te verwaarlozen omdat de bacterie later in het proces automatisch gedood wordt.
Maalmachine (schroten) Een maalmachine kan een hygiëne probleem veroorzaken door de draaiende en niet-gladde onderdelen. Een maximale ruwheid 0,8 μm Ra-waarde is belangrijk voor de reinigbaarheid. Een maalmachine leen zijn functie aan onderdelen die een ruwe structuur hebben. Ook bevat de machine een hoop spleten waar zich vuil kan ophopen. Vanwege het gebrek aan productiealternatieven ontkomt men hier toch niet aan.
Transportband Het oppervlak van de transportband is goed te reinigen. De PTFE transportband is wel gevoelig voor veroudering. Op den duur zullen er barsten ontstaan waar zich vuil kan ophopen. Het is belangrijk om deze transportband tijdig te vervangen. Er hoopt zich wel stof op in de machine zelf. Het kost veel tijd om de machine te openen en te reinigen.
Tanks Het productproces bevat een aantal tanks waarin het brouwproces plaatsvindt. In deze tanks wordt verhit, geroerd, vergist en gelagerd. Deze tanks zijn van austenitisch roestvast staal vervaardigd. Hierdoor wordt het risico op putcorrosie tot een minimum beperkt. Het deel wat in contact staat met het brouwsel heeft een Ra-waarde van 0,8 μm. De hoeken zijn afgerond met een radius van 20 mm. Hierdoor kunnen de tanks gemakkelijk worden gereinigd. Bij de roer installatie en verwarmingselement is de constructie niet geheel spleetvrij. Deze plekken zorgen voor een verhoogd hygiëne risico.

De brouwerij Conceptenrapport
19
Leidingen De leidingen vormen de verbinding met de verschillende productiestappen. Deze leidingen zijn niet horizontaal gemonteerd maar hebben een helling van 3 ̊. Hierdoor blijft er geen vloeistof in het leidingwerk staan zodat deze schonen blijft. De koppelingen zijn eenvoudig los neembaar zodat deze goed te reinigen zijn.
Pompen De pompen kunnen een bron van bacteriën vormen. In deze machine komen veel spleten voor waar zich vuil kan ophopen. Over dit probleem is echter goed nagedacht. Er zijn goede mogelijkheden om te spoelen.
Vulmachine Bij deze machine is veel nagedacht over de hygiëne. Het reinigen van deze machine is zeer eenvoudig.
CCP’s monitoring
Wanneer bepaalde maatregelen genomen zijn moet ook worden onderzocht of het gewenste effect bereikt is. Bij de productie van bier is het belangrijk om bepaalde bacteriegroei in de gaten te houden. De vorming van methylalcohol kan serieuze bedreiging voor de voedselveiligheid zijn. Hier volgen twee methoden waarmee de CCP’s gemonitord kunnen worden:
Onderzoek naar bacteriegroei De bacteriegroei kan met een microscoop worden vastgesteld. Hiervoor wordt eerst een preparaat gemaakt. Het monster hiervoor kan op een slecht reinigbare plek bij de productieapparatuur worden genomen. Het is ook waardevol om de bacteriegroei in het eindproduct te meten. De snelheid van de groei wordt uitgedrukt in generatietijden. Het aantal bacteriën kan met de volgende formule worden berekend:
N=N0 x 2n
Hierin is N0 de oorspronkelijke hoeveelheid en n het aantal generatietijden. Voor de waarneming van deze ééncellige organismen is een vergroting van 1000x vereist. Op die manier kan worden onderzocht of de maximale infectiegraad niet worden overschreden.
Onderzoek naar methylalcohol De aanwezigheid van methylalcohol kan met een laboratoriumproef worden getest. Voor deze proef zijn een aantal chemische stoffen en een reageerbuis benodigd. Namelijk:
-reageerbuis -kaliumpermanganaat -fosforzuur -oxaalzuur -zwavelzuur -fuchsine- oplossing -verwarmingstoestel
De alcohol wordt gemengd met de kaliumpermanganaat en fosforzuur. Na een kwartier ontstaat er een bruine neerslag. Nu wordt oxaalzuur toegevoegd waarna het geheel verwarmd wordt. De oplossing wordt kleurloos. Daarna wordt zwavelzuur toegevoegd en tot slot de fuchsine. Wanneer de oplossing helder blijft is er geen sprake van methylalcohol. De aanwezigheid van methylalcohol is aangetoond als de vloeistof roze is.

De brouwerij Conceptenrapport
20
Hygiënisch ontwerpen Hygiënisch ontwerpen houdt in essentie in dat er wordt ontworpen zodat de machines te gebruiken zijn voor het produceren van producten voor de voedsel industrie. Voor deze industrie zijn allerlei eisen vast gelegd. Er zijn 3 hoofdgroepen met allerlei subonderdelen waarover moet worden nagedacht bij hygiënisch ontwerpen. De hoofdgroepen zijn: Constructiematerialen, functionele eisen en criteria voor hygiënisch ontwerpen.
Constructiematerialen Niet giftig De ontwerper moet er voor zorgen dat alleen niet-giftige constructiematerialen gebruikt worden in het ontwerp. De aanwezigheid van giftige stoffen in voedingsmiddelen is uiteraard onaanvaardbaar.
Roestvast staal Een veel gebruikt materiaal in de voedingsindustrie is roestvast staal, gezien zijn goede slijtvastheid en bescherming tegen corrosie. De juiste soort roestvaste staalsoort wordt uitgekozen op het corroderend karakter waarbij de pH en de temperatuur van belang zijn.
Kunststoffen Kunststoffen moeten voldoen aan de volgende criteria
- Naleving wettelijke eisen en aanbevelingen - Bestendigheid tegen levensmiddelen en ingrediënten (chemische bestendigheid tegen olie, vet,
conserveermiddelen) - Chemische bestandheid tegen reinigingsmiddelen en ontsmettingsmiddelen - Bestendig tegen hoge en lage gebruikstemperatuur - Bestendig tegen stoom - Scheurbestendig - Waterafstotend karakter - Reinig baar - Adsorptie / desorptie - Uitloging - Minimale hardheid - Minimale veerkracht - Koude vloeiweerstand - Slijtbestendig
Kunststoffen die vaak gebruikt worden zijn:
- Acetaat (Homo- en Co-polymeren) (POM) - Gefluoreerde kunststoffen, bijv: o
o Ethyleen-Tetrafluoroethyleen Copolymeren (ETFE) o Perfluoroalkoxy Hars (PFA) o Polytetrafluoroethyleen (PTFE) o Polyvinylideen Fluoride (PVDF) o Gefluoreerde Ethyleen Propyleen Copolymeren (FEP)
- Polycarbonaat (PC) Polyetheretherketon (PEEK) - Polyether Sulfon (PESU) - Polyethyleen met hoge dichtheid (HDPE) - Polyphenyleen Sulfon - Polypropyleen (PP) - Polysulfon (PSU) - Polyvinyl Chloride, - Ongeplastificeerd (PVC)

De brouwerij Conceptenrapport
21
Elastomeren Voor elastomeren gelden dezelfde eisen als bij de eerder genoemde kunststoffen. Ook dienen ze te voldoen aan
de voorschriften van de Amerikaanse Food and Drug Administration.
Elastomeren worden voornamelijk gebruikt voor pakkingen, afdichtingen en verbindingsringen. Dit zijn de meest
voorkomende:
- Ethyleen Propyleen Dieen Monomeer (EPDM)
- Fluorhoudend elastomeer (FKM)
- Gehydrogenereerd Nitril/Butyl rubber (HNBR)
- Natuurlijk rubber (NR)
- Nitril/Butyl rubber (NBR)
- Siliconenrubber (VMQ)
- Perfluorelastomeer (FFKM)
Hechtmiddelen Hechtmiddelen moeten altijd in overeenstemming zijn met de regels van het Amerikaanse FDA. Ze mogen geen
plaatselijke corrosie veroorzaken of giftige componenten vrijlaten onder normale omstandigheden.
Smeermiddelen Het ontwerp moet zo in elkaar zitten dat de smeermiddelen niet in contact kunnen komen met de producten. Bij
incidenteel contact dienen de smeermiddelen te voldoen aan de NSF Non-Food Compounds Registration
Program.
Isolatiemateriaal Het isolatiemateriaal mag niet nat kunnen worden en mag geen chloor bevatten.
Signaaloverdrachtsvloeistoffen Vloeistoffen die gebruikt worden voor overbrengen van signalen dienen ‘Food-Grade’ te zijn.
Functionele eisen Reinigbaarheid en desinfectie Apparaten moeten eenvoudig schoon te maken zijn en alles moet visueel te inspecteren zijn.
Voorkomen van het binnendringen van micro-organismen Het binnendringen van deze organismen moet worden voorkomen of tot een minimum te worden gehouden.
Criteria voor het hygiënisch ontwerp Er moet worden rekening gehouden met de volgende basis criteria.
Oppervlakken en geometrie Alle oppervlakken moeten goed reinig baar zijn en mogen niet giftig zijn en niet uitlogen. Alle
productcontactoppervlakken moeten bestand zijn tegen alle reinigingsmiddelen. Ook mogen de
productcontactoppervlakken niet absorberend zijn en voldoen aan alle ruwheidseisen.
Oppervlakteafwerking Productcontactoppervlakken mogen geen onvolkomenheden vertonen. Hieronder vallen putten, vouwen en
spleten. Een minimale oppervlakteruwheid van 0,8µm is vereist. Bij uitzondering is een ruwer oppervlak
toegestaan mits door middel van onderzoeksresultaten kan worden aangetoond dat het niet hygiënisch
onverantwoord is.
Draineerbaarheid en lay-out In het systeem moeten vloeistoffen altijd gemakkelijk kunnen weglopen. Horizontale oppervlakte moeten
vermeden worden en dus altijd naar een kant aflopen.

De brouwerij Conceptenrapport
22
Installatie Condensvorming op de apparatuur moet te allen tijde voorkomen worden. Wanneer het niet te voorkomen is
moet de condens worden afgevoerd, weg van het product.
Lassen Lasnaden moeten ononderbroken zijn en mogen geen gebreken vertonen. Verder mag er geen lasnaad
achterblijven dik genoeg om resten achter te laten hangen.
Steunen Steunen van leidingen of apparatuur moet zo geplaatst zijn dat er geen vuil of water op of in kan blijven staan. Er
moet rekening worden gehouden met ongunstige galvanische reacties tussen gelijke metalen.
Isolatie Isolatie kan op 2 manieren worden toegepast:
1. Afgesloten ommanteling
Isolatiematerialen dienen ommanteld te worden met een volledige gelaste roestvaststalen mantel.
2. Vacuüm
Door middel van het vacuüm zuigen tussen de leiding en de omhullende wand kan een uiterst
effectieve isolatie worden verkregen.
Het testen van de hygiënische kenmerken van procesapparatuur Er is een serie door de EHEDG aanbevolen tests gepubliceerd voor het beoordelen van de hygiënische
kenmerken van apparatuur:
- Een methode om de in-place reinigbaarheid van procesapparatuur voor de voedingsmiddelenindustrie
te beoordelen, EHEDG Doc. 2
- Een methode om de in-line pasteuriseerbaarheid van procesapparatuur voor de
voedingsmiddelenindustrie te beoordelen, EHEDG Doc. 4
- Een methode om de in-line steriliseerbaarheid van procesapparatuur voor de
voedingsmiddelenindustrie te beoordelen, EHEDG Doc. 5
- Een methode om de bacteriedichtheid van procesapparatuur voor de voedingsmiddelenindustrie te
beoordelen, EHEDG Doc. 7
- Een methode om de in-place reinigbaarheid van open en grootschalige procesapparatuur voor de
voedingsmiddelenindustrie te beoordelen, EHEDG Doc. 7

De brouwerij Conceptenrapport
23
9. Geschikte materialen
Eisen en wensen Aan het te gebruiken materiaal wordt de eis gesteld dat dit niet toxisch is, niet reageert met het product en
gemakkelijk te bewerken is. Bij dit laatste is vooral belangrijk dat het materiaal lasbaar is.
Daarnaast moet het materiaal en de eventuele coating duurzaam en goed reinigbaar zijn. Indien vereist moeten
ze ook gedesinfecteerd kunnen worden. Ze mogen geen breuken vertonen, niet barsten, splinteren of schilferen.
Er mogen geen ongewenste materialen in kunnen doordringen tijdens het beoogde gebruik. Wanneer aan deze
eisen voldaan wordt voldoet het materiaal aan de 1672-2 EN norm die voor de voedingsindustrie is opgesteld.
Koperlegeringen Koper wordt in de voedingsindustrie en in brouwerijen traditioneel veel gebruikt vanwege de goede
geleidingseigenschappen van het materiaal. Hierdoor wordt de op te warmen substantie homogeen verwarmd.
Bij het gebruik van zuren kunnen echter koper-ionen vrijkomen in het materiaal waardoor alle koperlegeringen,
ondanks de andere goede eigenschappen, niet geschikt is. Het materiaal kan toxisch zijn en voldoet daarmee
niet aan de eisen van een hygiënisch ontwerp.
AISI 316L AISI 316L is een austenitische roestvaste staalsoort welke in de voedingsindustrie heeft bewezen aan deze eisen
te voldoen. Dit materiaal wordt aangeraden als hoofdmateriaal voor de verschillende vaten en leidingen van de
bierbrouwerij.
316L heeft ten opzichte van het ‘gewone’ 316 de eigenschap dat het veel beter lasbaar is. Het is daardoor beter
te bewerken. Daarnaast is het maar een fractie duurder dan 316. Het materiaal behoort tot de austenitische
RVS-soorten waardoor het chemisch bestendig is en niet reageert met het product. Het is bestand tegen zuren
die gebruikelijk zijn in de voedingsindustrie en goed bestand tegen temperaturen rondom het kookpunt. RVS
reageert wel met chlorides en zal daarmee niet in contact mogen komen.
Oppervlaktekwaliteit Om het oppervlak goed reinigbaar te houden wordt geadviseerd om het oppervlak elektrolytisch te polijsten.
Door deze (eind)behandeling bevat het materiaaloppervlak geen structuren die vuil kunnen insluiten. Het
voldoet hiermee aan NEN-EN ISO 4288, een norm voor de oppervlaktegesteldheid van materialen in de
voedingsindustrie die stelt dat het materiaal niet ruwer mag zijn dan 0,8µm.
Met het gebruik van elektrolytisch gepolijst AISI316L wordt voldaan aan alle eisen die aan het materiaal gesteld
kunnen worden. Daarom adviseren wij dit materiaal voor alle vaten, leidingen en andere apparatuur die in
contact komt met het product.
In het hoofdstuk over hygiënisch ontwerpen dat in dit rapport is opgenomen worden verder te gebruiken
materialen genoemd, waaronder eventuele kunststoffen voor pakkingen, afsluitringen en dergelijke
toepassingen.

De brouwerij Conceptenrapport
24
10. Omschrijving hoofdcomponenten brouwerij In de brouwerij zijn een aantal hoofdcomponenten nodig om het proces te kunnen laten verlopen. Deze
componenten zijn in ieder geval nodig om een bierbrouwerij te kunnen laten draaien. Er word kort verteld wat
elke component inhoud en waar het voor nodig is. Hieronder is een lijstje met deze hoofdcomponenten en hun
specificaties.
- Los- en laadinstallaties
- Loopbanden
- Verwarmingsmachine voor de tanks
- Filters
- Pompen
- Hoofdleidingen
- Vulmachine
- Opslag tank 5*8 meter
- Kook tanks 4*1 meter
- Beluchting tank 8*2 meter
- Lager tank 4*8 meter
Los- en laadinstallaties: Dit zijn openingen in de muren aan 2 zijden van de fabriek. Hier komen de ingrediënten
en lege flesjes binnen. Bij de laadinstallatie worden de gevulde flesjes op pallets op de laadvrachtwagen geladen.
Loopbanden: Er zijn verschillende loopbanden. Na de losinstallatie krijg je loopbanden waar de ingrediënten en
lege flesjes op worden vervoerd richting de opslag. Dan zijn er loopbanden vanaf de opslag naar de
maalmachines en loopbanden voor de lege flesjes naar de vulmachine. Vervolgens zijn er loopbanden voor de
gevulde flesjes met pallets naar de laadinstallatie.
Verwarmingsmachine voor de tanks: De tanks moeten soms verwarmd worden om bepaalde processen goed te
laten verlopen. Hiervoor zijn verwarmingsmachines naast die tanks geïnstalleerd.
Filters: de filters zorgen er voor dat alleen de benodigde producten van het ene proces naar het andere proces
kunnen stromen zonder dat er vervuilingen mee komen die eerder in het proces nodig waren. Er moet in totaal
drie keer gefilterd worden. Vervuilingen moeten ten eerste uit kraanwater worden gefilterd. Vervolgens moet er
na het maischen de draf worden gefilterd. Ten slotte word er nog een laatste keer gefilterd na het lageren. Voor
het filteren van water heb je een filter grootte nodig van 1 micronmeter.
Voor de filter die na het maischen word gebruikt kan rvs fijngaas worden gebruikt met een maximale gat grootte
van tussen de 1 en 2 mm. De laatste filter is weer een fijnere filter om de laatste restanten uit het bier te
filteren. Deze filters hebben een gatgrootte van 0.5 millimeter.
Pompen: Voor het filteren van de stoffen en het verplaatsen van de vloeistoffen zijn pompen nodig. Voor elke stap is ook een andere volumestroom nodig en daarmee dus ook verschillende pompen. Hier onder de verschillende volumestromen op een rij. Filteren na maischen: 11 l/s = 660l/min, een pomp van 700l/min voldoet. Membraanpomp FDM 80 Deze pomp is te koop bij http://nl.flux-pompen.nl/ en heeft een maximale volume stroom van 700l/min. Verder is de maximale viscositeit tot 30.000 mPas (cP) en is hij droogloopbestendig Filteren na lageren: 31,25 l/s 1875 l/minuut dus een pomp van 2000l/min moet voldoen: JST-55 KZN Deze pomp is te koop bij www.pompdirect.nl en heeft een maximale volume stroom van 2000l/min verder zijn de technische gegevens: Persaansluiting: 4” buitendraad Gewicht: 120 kg

De brouwerij Conceptenrapport
25
Vrachtgewicht: 145 kg Vuildoorlaat: 25mm Afmetingen L x B x H: 820 x 410 x 420 Bottelen: 6 l/s = 360 l/minuut, een pomp van 380l/minuut zal voldoen: Membraanpomp FDM 40 Deze pomp is te koop bij http://nl.flux-pompen.nl/ en heeft een maximale volume stroom van 380l/min. Verder
is de maximale viscositeit tot 30.000 mPas (cP) en is hij droogloopbestendig
Hoofdleidingen:
Om te voorkomen dat leidingen ongewild geluid gaan produceren mogen de vloeistoffen die door de leidingen
gaan niet sneller bewegen dan 5m/s. op basis van de volume stroom die bekend is moet de leiding worden
aangemeten. De formule die gebruikt word is volume stroom / maximale snelheid = doorsnede oppervlakte buis.
Deze oppervlakte deel je door pi, trek je de wortel uit en vermenigvuldig je met twee.
𝜙𝑣
𝑣= 𝑚2
2√𝑚2
𝜋= 𝜙
De bovenste 3 volumestromen worden gebruikt en omgerekend in de volgende tabel, in deze berekening is
rekening gehouden met een maximale snelheid die 10% lager ligt dan 5m/s om een buffer op te bouwen.
Volumestroom [m^3/s] oppervlakte doorsnede leiding [m^2] diameter leiding [m] diameter [mm]
0,006 0,001333333 0,041202582 41,20258155
0,011 0,002444444 0,055788559 55,78855914
0,03125 0,006944444 0,094031597 94,03159725
Leidingen varierend tussen de 50mm en de 100 millimeter is dus voldoende om het bier zonder geluidsoverlast
te verplaatsen. Echter, is het aan te raden om in de latere stappen het bier onder een nog lagere snelheid te
verplaatsen om zo schuimvorming te voorkomen.
Vulmachine: deze machine zorgt voor het vullen van de lege flesjes met het geproduceerde lentebokbier. De
lege flesjes worden met een loopband aangevoerd precies onder de machine. Dan wordt het bier in de flesjes
gevuld. Vervolgens wordt het flesje weer afgevoerd en wordt er een dopje opgeschroefd. Er wordt aangenomen
dat de bottelmachine gedurende de hele werkdag kan draaien, min een uur voor opstarten en instellen. Er moet
dus 21429 liter bier per uur gebotteld worden, wat neer komt op een volumestroom ongeveer 5.95 liter per
seconde. Omdat elk flesje 0.50 liter is, moeten er bijna 12 flesjes per seconde gevuld worden. Dit is het
makkelijkst haalbaar als er meerdere flesjes tegelijkertijd gevuld worden, mogelijk op meerdere vulmachines
tegelijk.
Tanks: In de opslag tanks worden de het gerst mout bewaart voordat het gebruikt wordt. Deze tanks hebben per stuk een inhoud van 157000 liter zodat er per tank 1 dag aan productie opgeslagen kan worden. De kook tanks worden gebruikt om het bier te koken. Per batch worden er 6 tanks gebruikt om het product te koken. Elke tanks heeft een inhoud van 12500 liter. Beluchting tank in deze tank zal er extra zuurstof aan het mengsel toegevoegd worden voor een beter gist proces ook zal hier het gist bijgevoegd worden. Deze tank heeft een inhoud van 100000 liter Lager tank in deze tanks zal het bier gelagerd worden. Zodat het een heldere vloeistof wordt. Deze tanks hebben een inhoud van 100000 liter.

De brouwerij Conceptenrapport
26
11. Leveranciers Hoofdcomponenten
Vulmachine De rijendoseermachines van 12 Pack Verpakkingsmachines lijken een goede optie omdat deze geschikt zijn voor
de voedingsindustrie en de juiste viscositeit aankunnen. De maximale afvulsnelheid is 120 afvullingen per
minuut, wat neerkomt op twee per seconde. Om het benodigde 12 afvullingen per seconde te realiseren, zijn er
dus zes van deze machines nodig. Gezien er zo’n aantal machines nodig is, zou het potentieel bevorderlijk zijn
om een ingenieursbureau in te schakelen om een machine op maat te ontwerpen.
http://www.12pack.nl/nl/producten/groepen/afvulmachines/vloeistofafvulmachines
Loopbanden De loopbanden van het bedrijf Uni Chains, van het bedrijf Ammeraal Beltech lijken een goede keuze omdat deze
geschikt zijn voor de voedingsindustrie en zowel rechtlijnig goederen kunnen transporteren, als kromlijnig. Dit
kan handig zijn als er bijvoorbeeld lijnen van meerdere machines samen moeten komen op een locatie.
http://www.ammeraalbeltech.nl
Los- en laadinstallaties De goederen worden aan- en afgevoerd op pallets, die gemakkelijk te transporten zijn met behulp van een
heftruck. Goederen die aangevoerd worden in zakken kunnen hierdoor ook opgepakt worden, aan de slingers of
de pallet waar deze op kunnen staan. Het laden van flessen in kratten, en kratten op pallets kan
geautomatiseerd gebeuren of met de hand. Om een krat te pakken en te vullen is ongeveer 30 seconden nodig,
wat betekend dat er ongeveer 20 werknemers nodig zijn om met de nodige snelheid te vullen. Zou het stapelen
van kratten op pallets handmatig gebeuren, zou dit met 10 werknemers die elk een krat per 15 seconde stapelen
op de pallets. Geautomatiseerd zouden er 35 kratten per minuut gevuld moeten worden, en gemiddeld een
pallet per 2 minuut 24 seconde.
Verwarmingsmachine voor de tanks Er zijn gasgestookte boilers te vinden op handelswebsites online maar het vermogen hiervan is waarschijnlijk
niet groot genoeg voor deze functie. Het zou dus verstandig zijn om een ingenieursbureau in te schakelen die
deze zouden kunnen ontwerpen.
Filters Op dutch.alibaba.com verkopen ze veel verschillende filters voor brouwerijen. De specificaties zijn niet altijd
even duidelijk, maar bij aankoop van de filters kan natuurlijk gevraagd worden welke filters het best passen in de
bierbrouwerij.
Pompen De Membraanpompen zijn het best te bestellen op http://www.membraanpompenwebshop.nl/ . Hier zijn verschillende types verkrijgbaar met alles specificaties. Voor de filter die na het lageren word gebruikt is http://nl.machinerypark.com/ een site die deze pomp verkoopt. Anders is http://nl.machinerypark.com/dompelpompen ook nog een optie. Er zijn in ieder geval genoeg mogelijkheden voor het aanschaffen voor deze pompen.
Hoofdleidingen: Er kan een set hoofdleidingen worden besteld op http://cvonderdelen.snelbesteld.nl/cgi-bin/shop/shop.cgi. Of
het de juiste afmetingen zijn is niet meteen te zien. Maar als dat niet zo is, is het mischien handig om een in
genieursbureau in te schakelen die deze zouden kunnen ontwerpen.
De brouwerij Conceptenrapport
27
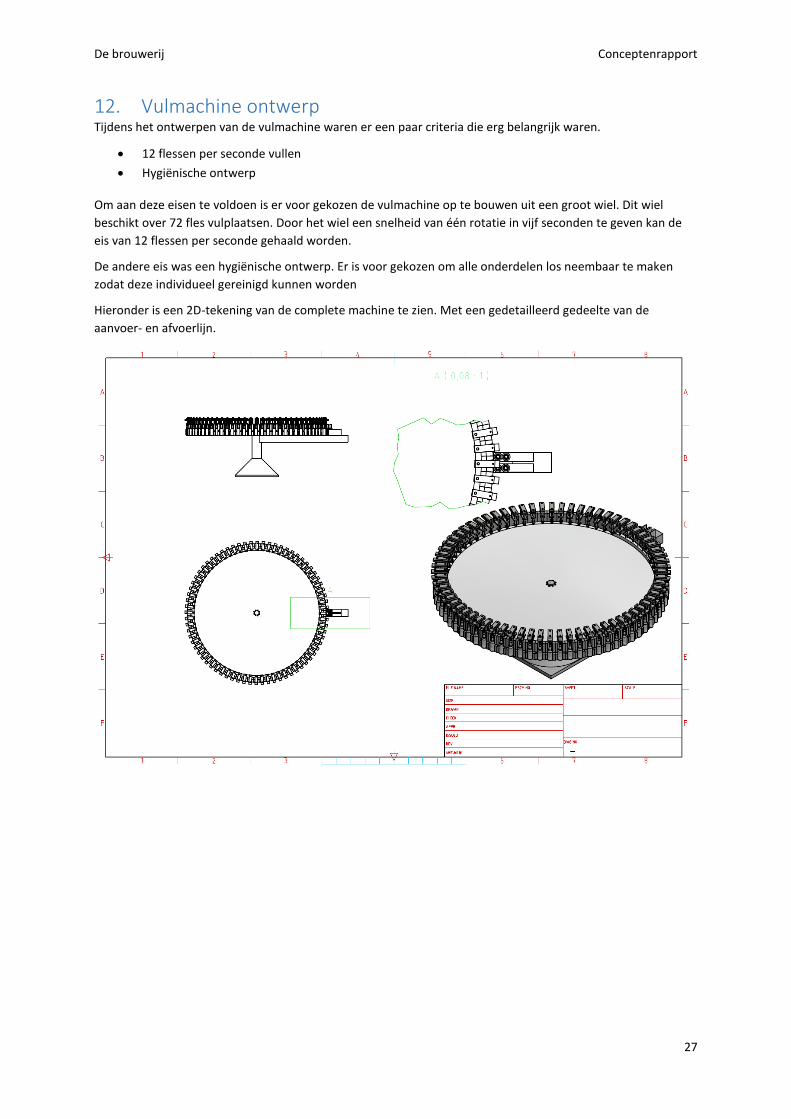
12. Vulmachine ontwerp Tijdens het ontwerpen van de vulmachine waren er een paar criteria die erg belangrijk waren.
12 flessen per seconde vullen
Hygiënische ontwerp
Om aan deze eisen te voldoen is er voor gekozen de vulmachine op te bouwen uit een groot wiel. Dit wiel
beschikt over 72 fles vulplaatsen. Door het wiel een snelheid van één rotatie in vijf seconden te geven kan de
eis van 12 flessen per seconde gehaald worden.
De andere eis was een hygiënische ontwerp. Er is voor gekozen om alle onderdelen los neembaar te maken
zodat deze individueel gereinigd kunnen worden
Hieronder is een 2D-tekening van de complete machine te zien. Met een gedetailleerd gedeelte van de
aanvoer- en afvoerlijn.

De brouwerij Conceptenrapport
28
Hieronder staat de basis steun pilaar afgebeeld. hierop steunen alle onderelen van de draaiende schijf tot de
aanloop en afvoer van de flesjes.

De brouwerij Conceptenrapport
29
De twee onderdelen die hieronder afgebeeld zijn vormen samen het rolsysteem van het vulmechanisme. Het
systeem rolt over een verhoging zodat een fles kan worden geplaatst. Nadat de fles geplaatst is rolt het
systeem weer van de verhoging en word de fles gevuld en kan hij afgesloten worden.

De brouwerij Conceptenrapport
30
Hieronder is de plaat van 72 armen te zien waarin de flesjes terecht komen en 360 graden rond draaien om
vervolgens gevuld het wiel te verlaten.
In de volgende tekening is de plaat te zien waarover de armen rollen die de fles afsluiten en vullen.

De brouwerij Conceptenrapport
31
Hieronder is de aanloop- en afvoerbaan te zien van de flesjes. De twee uitstekende delen zorgen voor een
goede geleiding van de flesjes in en uit het wiel.
In bijlage IV van dit rapport zijn A3-formaat technische tekeningen te vinden.

De brouwerij Conceptenrapport
32
13. Investeringskosten
Kosten hoofdcomponenten De kosten van de hoofdcomponenten zijn een schatting op basis van online te vinden apparatuur. De
hoofdcomponenten zijn benoemd in het hoofdstuk dat daaraan is gewijd. Over de gevonden prijzen van
apparatuur is een korting van 10% gerekend omdat er een grote hoeveelheid producten tegelijk gekocht wordt
en daardoor de prijs daalt.
Tanks Er zijn in totaal 12 mengtanks nodig van 13.000L. Verder zijn er 28 tanks met een inhoud van 19.000L nodig voor
het gistproces en 15 tanks van 100.000L voor het lageren. Precieze prijzen zijn op de gebruikte websites niet
gegeven, maar een schatting is dat dit het volgende kost:
Mengtanks €468.000 Gisttanks €720.000 Lagertanks €625.000
Hoofdleidingen Er worden twee soorten leidingdiameters gebruikt. Dit zijn 50mm en 100mm. We gaan uit van 70 meter 50mm leiding en 40 meter 100mm leiding. Er worden naadloze RVS buizen gebruikt, waarvan de kosten voor 100mm en 50mm respectievelijk €58,68 en €38,64 40m 100mm €2347,20 70m 50m €2704,08
Filters Sheetpadfilters €73.800
Vulmachine De kosten van de vulmachine wordt op basis van vergelijkbare apparatuur geschat op €450.000. De totale kosten van de hoofdcomponenten komt hiermee uit op afgerond 2,1 miljoen euro. Wanneer hier 40%
bij opgeteld wordt, wat redelijk is gezien de hoge mate van schattingen, dan komt er een maximale investering
in hoofdcomponenten van 2,9 miljoen euro uit.
Fabriekshal De locatie ligt bij voorkeur aan een rivier, vanwege de grote hoeveelheden water die gebruikt worden voor
schoonmaken en -spoelen. Voor een dergelijke locatie, gebruiksklaar, rekenen we 5,5 miljoen.
Kosten per flesje Lentebok wordt 23 weken per jaar gebrouwen, maar de fabriek wordt 50 weken per jaar gebruikt. De
resterende 27 weken worden gebruikt voor het brouwen van herfstbok. Hierbij wordt in totaal 32,6 · 106 liter
bier gebrouwen, genoeg voor 65 · 106 flesjes bier.
De investeringskosten worden begroot op 7,6 miljoen á 10,6 miljoen euro. Hierbij wordt een kostenmarge van
40% over de eigenlijke raming van 6,6 miljoen gerekend. Wanneer we met deze cijfers de prijs per flesje bier
uitrekenen komen we op €0,12 á €0,16 cent per flesje voor de investeringskosten.
Conclusie Los van de investeringskosten staan kosten voor personeel, energiekosten en kosten voor grondstoffen. Dit
geheel zal de volledige prijs per flesje vormen, maar de raming van deze kosten valt buiten dit adviesrapport.
De huidige raming van de investeringskosten voldoet aan de verwachting dat de brouwerij zichzelf bij
voldoende productiejaren vrij gemakkelijk terug zal verdienen.

De brouwerij Conceptenrapport
33
Energiekosten
Gasverbruik Voor de processen maischen, koken en gisten wordt een gasinstallatie gebruikt om warmte te leveren. Ook wordt er energie teruggehaald uit een warmtewisselaar bij het eerste koelproces. Hierdoor is er per batch 73,4 GJ nodig. De energetische waarde van aardgas is 31,65 MJ/m3 wat betekent dat er 2319 m3 gas per batch nodig is. De kosten hiervan zijn voor grootverbruikers €0,31 p/m3 wat per batch een kostenplaatje oplevert van afgerond €719,- aan gas. Per batch worden er 150.000 flesjes gevuld, wat dus een kostprijs van €0,005 per flesje voor energiekosten aan gas betekent.
Electriciteitverbruik Naast gas wordt er bij deze brouwerij ook elektriciteit verbruikt. In dit hoofdstuk wordt een schatting van het elektriciteitsgebruik gemaakt. De elektriciteit-kosten worden hoofdzakelijk door verlichting en pompen veroorzaakt. We gaan er van uit dat het brouwen van Lentebok een half jaar in beslag neemt. Een fabriekshal wordt gemiddeld 5000 uur per jaar verlicht. Tijdens het brouwproces stonden de lampen dus 2500 uur aan. Volgens het document ‘Standaard Programma van eisen’ van het Ministerie van Economische zaken, Landbouw en Innovatie zou 16 W/m² aan verlichting nodig zijn. Men verwijst hier naar de NEN-EN 12464-1 norm. Het oppervlak van het pand bedraagt 5200 m². Energiegebruik = t * P * oppervlakte E = 2500 * 3,6 * 16 * 5200 = 7,5 . 108 kW/h De tanks voor het maischen en lageren hebben een hoogte van 8 meter. De gemiddelde hoogte van de vloeistof bedraagt ongeveer 4 meter. De 150.000 hectoliter bier wordt tweemaal naar deze hoogte gepompt. De pompen leveren hiervoor de benodigde arbeid. De hoeveelheid zwaarte-energie wordt met deze formule berekend: E = m . g . h E= 15 .106. 9,81 . 4 . 2 = 1,2 . 109J wat theoretisch neerkomt op een verbruik van 327 kW/h Deze arbeid wordt door elektrische energie opgewekt. Overigens vinden er wel veel verliezen plaats. Een rendement van 50% lijkt aannemelijk. Het elektriciteitsverbruik is dus naar schatting 654 kW/h. Het werkelijke rendement kan met proeven worden bepaald maar dat valt buiten deze opdracht. Dit verbruik valt in het niet bij het verbruik voor de verlichting. Everlichting + Epompen = 7,5 . 108 + 654 ≈ 7,5 . 108 kW/h De Nuon hanteert een stroomtarief van €0,1874 per kW/h. De kosten lopen dan uit op 140 miljoen euro per jaar. Dit bedrag is veel te hoog om door een brouwerij op te kunnen brengen. Niet alle ruimtes worden altijd bemand. Het is daarom verstandig om de lampen zo veel mogelijk uit te laten. Het bedrag mag niet hoger dan 1 miljoen zijn. De lampen staan dan niet meer dan 18 uur per jaar aan.

De brouwerij Conceptenrapport
34
Conclusie Alle resultaten van het ontwerpproces zijn in dit document vastgelegd. De opdracht luid: ontwerp een brouwerij speciaal voor de productie van 150.000 hectoliter lentebok. De literatuurstudie vooral inzicht over het brouwproces en welke hygiëne-maatregelen er genomen moeten worden. Met het flowchart, de procesbeschrijving en plattegronden werd het ontwerp al grotendeels vastgelegd. Bij de detaillering werd het definitieve ontwerp samengesteld. Hierin zijn de gegevens opgenomen over het proces, van schroten tot bottelen. De fabriekslay-out is met behulp van een CAD-programma vastgelegd in de vorm van een plattegrond. Het gebouw heeft een vloeroppervlak van 5200 m². In een andere plattegrond staan de goederenstromen aangegeven. De leveranciers van de hoofdcomponenten zijn geselecteerd. Deze bedrijven zijn verantwoordelijk voor het leveren van alle tanks, leidingen en pompen. De raming van de investeringskosten zijn op offertes van deze bedrijven gebaseerd. Volgens deze kostprijsberekening is de investering niet hoger 2,9 miljoen euro. De JST en TDM Membraampompen zorgen mede voor de juiste prestaties van de brouwerij. Het brouwproces is verantwoordelijk voor het verbruik van aanzienlijke hoeveelheden aardgas. Echter, de kosten zijn met €0,005 per flesje goed te overzien. De 3D tekeningen van het vulmachine zijn met behulp van het programma Autodesk Inventor vervaardigd. Alle technische tekeningen zijn in de bijlage van dit verslag terug te vinden. Het is met deze bierbrouwerij mogelijk om in een half jaar tijd en met achturige werkdagen 150.000 hectoliter lentebok te produceren. In het resterende half jaar kan met dezelfde productiefaciliteiten ook ander bier worden gebrouwen. Het is mogelijk om de brouwerij nog verder te detailleren. Met het gedetailleerde ontwerp zou de brouwerij daadwerkelijk gerealiseerd kunnen worden. Het ontwerp voldoet namelijk aan alle eisen die in het PvE zijn vermeld.

De brouwerij Conceptenrapport
35
Bronnen - www.deleidinggroothandel.nl - www.altermij-degouwe.nl - http://nl.paulmueller.com/producten/procestanks - ‘Standaard Programma van eisen’ van het Ministerie van Economische zaken, Landbouw en Innovatie - www.nuon.nl - www.alibaba.com - http://wittepaard.roodetoren.nl/index.php?option=com_content&view=article&id=6:de-optimale-
giststarter&catid=5:artikelen&Itemid=6 - http://www.ehedg.org/uploads/DOC_08_NL_2004.pdf - http://www.biernet.nl/algemeen/bier-brouwen - https://www.twortwat.nl/recepten?id=38 - http://home.zonnet.nl/mc.hollander/brouwen/bierbrouwen.htm - Budinski (2011), Materiaalkunde (pp. 553-584), Amsterdam: Pearson Education - NEN-EN 1672-2: 2005 nl, Machines voor voedselbereiding - Algemene basisregels - Deel 2: Hygiën-eisen,
gedownload op 2 maart 2015 van https://blackboard.hhs.nl/webapps/portal/frameset.jsp?tab_tab_group_id=_2_1&url=%2Fwebapps%2Fblackboard%2Fexecute%2Flauncher%3Ftype%3DCourse%26id%3D_49147_1%26url%3D
- http://home.zonnet.nl/mc.hollander/brouwen/bierbrouwen.htm, geraadpleegd op 13-03-2015 - http://www.brewersfriend.com/mash, geraadpleegd op 13-03-2015 - http://www.engineeringtoolbox.com/liquids-densities-d_743.html, geraadpleegd op 16-03-2015 - http://www.engineeringtoolbox.com/thermal-conductivity-d_429.html, geraadpleegd op 16-03-2015 - http://eshop.czechminibreweries.com/product/malt-mill-mm-4013, geraadpleegd op 11-03-2015 - home.scarlet.be - http://dutch.barefootsongs.com/sale-3075651-wine-beer-juice-10-micron-water-filter-cartridge-for-
water-treatment.html - Taal, A (2012), Toegepaste Energieleer, Warmte- en stromingsleer (H13), Den Haag: Sdu uitgevers - Reader: De rol van hygiënische apparatuur in de voedselindustrie.

De brouwerij Conceptenrapport
36
Bijlage I – Pakket van Eisen Om zoveel mogelijk aan de klanteneisen tegemoet te komen is het Plan van Eisen opgesteld. In het Plan van
Eisen zijn alle ontwerpcriteria opgenomen die bepalend zijn voor het uiteindelijke ontwerp. In dit geval gaat het
om het algemeen plan voor de gehele bierbrouwerij en het ontwerp van een vulmachine. Met deze eisen is het
mogelijk om het ontwerp te toetsen. Mochten er afwijkingen ontstaan dan zal het plan worden herzien.
Eventuele aanpassingen moeten zorgvuldig worden gekozen. Dit kan alleen wanneer er overeenstemming met
de klant bereikt is.
Eisen bierbrouwerij
Nummer Eis Eenheid Bron Datum
1.1 Productie van 150.000 hectoliter hoog gistend bier.
Liter Bierfabriek 13-2-2015
1.2 Als het bier in flesjes van 0,5 liter.
Liter Bierfabriek 13-2-2015
1.3 Het bier verlaat de fabriek op Euro1-pallets.
- Bierfabriek 13-2-2015
1.4 Tenminste twee vrachtwagens moeten de fabriekshal tot 0 meter kunnen bereiken.
Meter Bierfabriek 13-2-2015
1.5 Alle gebieden met vorkheftruck bereikbaar.
Overleg 13-2-2015
1.6 Ontwerp volgens bouwbesluit.
Bouwbesluit -
Vulmachine
Nummer Eis Eenheid Bron Datum
2.1 Het doseren van telkens 0,5 liter bier per flesje
Liter Bierfabriek 13-2-2015
2.2 8 flesjes per seconde kunnen vullen.
Aantal Berekening 13-2-2015
2.3 Tenminste tien jaar mee kunnen.
Jaar Overleg 13-2-2015
2.4 Hooguit 1 Liter verlies per dag.
Liter Overleg 13-2-2015
2.5 Bij defect raken binnen 24 uur weer in bedrijf.
Uur Overleg 13-2-2015
2.6 Bewegende delen buiten het bereik van bedienend personeel.
- Overleg 13-2-2015
2.7 Goed reinig baar. - De rol van hygiënische apparatuur.
-
2.8 Geen productcontaminatie door materiaalgebruik
- De rol van hygiënische apparatuur.
-
2.9 Voldoet aan alle NEN machine normen.
- NEN -
2.10 Gedetailleerde technische tekening volgens NEN-ISSO normen.
- 13-2-2015

De brouwerij Conceptenrapport
37
Bijlage II – Recept Lentebok
Het Bergsche Bierbrouwers Gilde Recept voor 10 liter bier
Type bier: lentebock
Korte omschrijving: uit "'t wort wat" november 2000.
Keuringsklasse (ABCDV) : D
Alcoholpercentage : 6,5
Ingrediënten:
Mout/granen Gram Hopsoorten Pallets/
bloemen
Gram
Hop+ %
alfa
Bitterheid
IBE
Tijdstip
toevoegen
Pilsmout 1750 Northern brewer bl 20gr 7,5% 35 Begin koken
Ambermout saaz bl 10gr2,5% Na-hop
Caramout 50
Pale Ale mout
Cristalmout
Tarwemout Andere toevoegingen gram Tijdstip toevoegen
Chocolademout rietsuiker 200
Munchenermout 200 koriander 7 Laatste 10 min koken
Tarwevlokken
Maisvlokken
Havervlokken
Rijstvlokken
Totaal gram
Maischwater : 9 liter Maischschema: aangegeven de temperatuur en het aantal minuten dat op deze temp. gerust moet worden.
Temp. Min.rust Temp. Min.rust Temp. Min.rust Temp. Min.rust Temp. Min.rust

De brouwerij Conceptenrapport
38
50 30 65 30 75 45
Kooktijd : 75 min.
Begin S.G. :
Te verwachten eind S.G. :
Gistsoort : bovengist
Notities :

De brouwerij Conceptenrapport
39
Bijlage III – Ontwerpschetsen afvulmachine
Een ontwerpschets voor de vulmachine

De brouwerij Conceptenrapport
40
Parallelvullen voor een grotere productiesnelheid

De brouwerij Conceptenrapport
41
Bijlage IV - Technische tekeningen vulmachine

De brouwerij Conceptenrapport
42
Bijlage V – Excursie In het derde blok van het tweede jaar is groep WH29b2-5 op excursie geweest naar de koperen kat. Het was
een leuke ervaring om te zien hoe bier nou daadwerkelijk wordt gebrouwen maar ook voornamelijk leerzaam.
We konden goed zien hoe de productielijn was opgebouwd, iets waar wij zelf ook nog wat aan hadden voor de
invulling van onze eigen fabriek. De koperen kat is wel een stuk kleiner maar al met al was het een geslaagde
excursie en een leuke afsluiting van een mooi project.