Downloaden (PDF, 7.28MB)
21
Onafhankelijk vakblad voor lassen, lijmen en snijden Nummer 9 | september 2015 Certificatie Met een certificaat laat je zien dat je het niveau van je kennis en kunde op peil houdt In dit nummer o.a.
Transcript of Downloaden (PDF, 7.28MB)

Onafhankelijk vakblad voor lassen, lijmen en snijden Nummer 9 | september 2015
CertificatieMet een certificaat laat je zien dat je het niveau van je kennis en kunde op peil houdt
In dit nummer o.a.

www.vakbladlastechniek.nlUitgaveISSN 0023-8694Lastechniek wordt uitgegeven in opdracht van het Nederlands Instituutvoor Lastechniek (NIL) in samenwerking met het Belgisch Instituutvoor Lastechniek (BIL).RedactieBert de Jong, Fleur Maas, Rolf Mul, Leo Vermeulen, Bart Verstraeten,Margriet WennekesEindredactieMargriet Wennekes, Leo Vermeulen (techniek)UitgeverBert de JongAdvertentiesCon-Sell, Rolf MulT 06 12 50 90 58 - E [email protected] Barendse, Ruud van Bezooijen, Tim Blok, Leen Dezillie, Rob Helmich, Marcel Hermans, Michel van ‘t Hof, Piet van der Horst,Michael Jak, Pieter Keultjes, Marco Kraaijeveld, Maurice Mol, Ed Mulder, Johan Schelfhorst, Frank Smit, Wil van der Stap, Erik Steenkist, Gregor Tokarenko, Fred Vasquez, Adriaan Visser
Adressen Nederlands Instituut voor LastechniekPostbus 190 - 2700 AD ZoetermeerT 088 018 70 00 - E [email protected] - www.nil.nl
Belgisch Instituut voor Lastechniek vzwTechnologiepark 935 - B-9052 Zwijnaarde, BelgiëT +32 9 292 14 05 - F +32 9 292 14 01, E [email protected] - www.bil-ibs.be
OPUS communicatie-ontwerpFruitweg 24 j - 2321 GK Leiden, T 071 589 56 44 - F 071 541 41 50E [email protected]
Abonnementen Voor particulieren in Nederland € 62,50 op privé-adres, voor bedrijvenin Nederland per abonnement. Voor studenten en senioren geldt in Nederland een speciaal tarief.
Voor abonnementen in België kunt u contact opnemen met [email protected] zijn excl. btw.
Lastechniek verschijnt tien keer per jaar en wordt toegezonden aandeelnemers van het Nederlands Instituut voor Lastechniek (NIL) en hetBelgisch Instituut voor Lastechniek (BIL) en andere geïnteresseerdenen belanghebbenden in de verbindingstechniek. Voor vragen overabonnementen kunt u terecht bij het NIL of het BIL voor België. Het abonnement geldt voor een geheel jaar. Opzeggingen per aan-getekend schrijven vóór 1 oktober van het lopende jaar.
Verzendadres wijzigen? Stuur dan het etiket met verbeterd adres retour.Alle advertentiecontracten worden afgesloten conform de regels voorhet Advertentiewezen gedeponeerd bij de rechtbanken in Nederland.
Ontwerp en lay-out OPUS communicatie-ontwerp, Leiden.
Hoewel de informatie gepubliceerd in deze uitgave zorgvuldig is uitgezocht en waar mogelijk gecontroleerd, sluiten de uitgever en de redactie uitdrukkelijk iedere aansprakelijkheid uit voor eventuele onjuistheden en/of onvolledigheid van de verstrekte gegevens.
©2015 - Overname van artikelen is slechts mogelijk na verkregen schriftelijke toestemming van de uitgever.
Colofon
Wat als het ongeval met de bouwkranen in Alphen aan denRijn niet was gebeurd? Dan zouden de betrokken bedrijveneen volgende keer waarschijnlijk op dezelfde manier te werkgaan. Nu wordt onderzocht wat er precies fout is gegaan enhoe dat kon gebeuren. Het ging tenslotte om drie gecertifi-ceerde bedrijven die werkten met ervaren, gediplomeerd enmogelijk zelfs gecertificeerd personeel. In Alphen bleef hetgelukkig bij materiële schade, maar er zijn genoeg voor-beelden uit de geschiedenis waarbij dodelijke slachtofferszijn gevallen. Het gevolg van dit soort incidenten is dat deeisen op het gebied van kwaliteit en veiligheid steeds ver-der worden aangescherpt. In deze editie van Lastechniekkunt u lezen dat door deze ontwikkelingen onder andere devraag naar breukmechanische beproevingen flink is toege-nomen.
In plaats van een probleem oplossen op het moment dat hetzich voordoet, is de industrie steeds meer genoodzaakt alledenkbare problemen voor te zijn. Dus antwoord te hebbenop vragen die beginnen met ‘wat als’. Wat als de belastingop een constructie verandert? Wat als we de constructie vaneen ander materiaal maken? Wat als er een klein defect ineen las zit? Wat als het hard gaat vriezen of juist heel warmwordt? En zo zijn er nog wel meer ‘wat als’-vragen te be-denken.
Soms is een ‘wat als’-vraag een uitnodiging om creatief nate denken. Wat als we de 3D-printtechniek zouden gebrui-ken om een lastoorts te printen, of een stalen brug, of eenvliegtuigmotor? Op dit gebied lijkt niets te gek om waar tezijn. Het is een enthousiaste hobbyist (hij noemt zichzelf Har-coreta) gelukt om een schaalmodel te printen van de turbo-jetmotor van een Boeing 787. Dat de motor ook nog eensgoed functioneert is te zien op verschillende websites over3D printen en op YouTube.
En die brug? Die komt er ongetwijfeld ook, maar daarovermeer in onze volgende uitgave. In de oktobereditie zullenwe veel aandacht besteden aan de Welding Week in Ant-werpen, maar daarnaast kunt u rekenen op onze vaste ru-brieken en interessante achtergrondartikelen.
We wensen u veel leesplezier.
De makers van Lastechniek
Wat als ...
LASTECHNIEK VOORWOORD - september 2015
Silofabrikant Jansens & Dieperink zet voor het las-
sen van aluminium segmenten een Valk Welding
lasrobotinstallatie in met een Arc-Eye lasnaadvolg-
systeem: “De Arc-Eye heeft als enige lasnaadvolgsysteem geen last van
refl ecties die bij aluminium optreden. Daardoor volgt de lasrobot de
lasnaad exact, zodat we een optimale laskwaliteit behalen.”
Stuurt de lasrobot langs de meest complexe lasnaden
Volgt lasnaden realtime
Geen verstoring door refl ecties
Levert exacte offset en daarmee optimale laskwaliteit
Ook inzetbaar voor snij-, kit- en lijmtoepassingen
The strong connection
‘Lasrobots die exact de
lasnaad blijven volgen’

Inhoud #9 september 2015
LASTECHNIEKwordt uitgegeven door OPUS communicatie-ontwerp in opdracht van het Nederlands Instituut voor Lastechniek in samenwerking met het Belgisch Instituut voor Lastechniek
www.vakbladlastechniek.nl
04 Vanuit de verbindingswereld
12 Het toenemend belang van breuk-
mechanisch onderzoek
16 Certificatie nu ook mogelijk voor
lasinspecteurs met een IWI-diploma
20 Een dagje Damen tijdens Sail 2015
Een scheur of een
ander defect kan het
startpunt zijn van het
falen van een constructie,
maar vanaf welke
defectgrootte en onder
welke spanningscondities
gebeurt dat en hoe
verloopt dit proces? 12 30
24NEWInternational Meet & Match
REGISTREER NU ONLINE MET CODE 8000 VOOR EEN GRATIS TOEGANGSBADGE
WWW.WELDING.BE
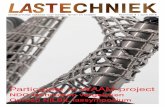
Coverfoto: Heidi Borgart bij Kepser Pro-Metaal B.V.
Foto: Ted Walker
Foto: Erik Steenkist
24 Vaktrots
26 Laskennis opgefrist
30 Lasrookafzuiging is maatwerk
33 Willem de Welder
34 Brancheregister
Het programma van het BILNIL Lassymposium 2015 is bekend. Het tweedaagse symposium zal op 24 november wor-
den geopend door Henk Bodt, de president van de European Welding Federation (EWF). Daarna volgen sessies rond
NDO-technieken in de ochtend, en rond Schadegevallen in de middag. Op 25 november staat in de ochtend Evo-
lutie in de lasprocessen centraal. De middag staat geheel in het teken van Normen in lasprocessen. Het sympo-
sium wordt afgesloten met een netwerkborrel. Inschrijving per sessie is mogelijk. Het complete programma kunt u
raadplegen op de website van het BIL, www.bil-ibs.be. Anders dan vier jaar geleden wordt het symposium niet te-
gelijk met de Welding Week gehouden, maar een maand later.
Tijdens het lassymposium wordt de ‘Professor Soete prijs’ uitgereikt. Het is nog altijd mogelijk om kandidaten voor
te dragen voor deze aanmoedigingsprijs. Kijk voor meer informatie op www.bil-ibs.be/professor-soete-prijs-2015.
Welding Week 2015 20, 21 en 22 oktober, Antwerp Expo Antwerpen
BILNIL Lassymposium 2015 24 en 25 november, Stuurboord Antwerpen
8

4
LASTECHNIEK BERICHTEN - september 2015
5
Bij het niet-destructief onderzoek van lassen en basis-materialen door middel van radiografie wordt gewerktmet ioniserende straling. Om het veilig werken metdeze straling te bevorderen heeft de vereniging KINTop 10 juli jl. de commissie ‘Stralingsbescherming NDO’opgericht.
Twee hoofddoelstellingenKINT, de Nederlandse Vereniging voor Kwaliteitstoe-zicht, Inspectie en Niet-destructieve Techniek, wil eenbreder draagvlak creëren voor stralingsbeschermingbinnen de NDO-beroepsgroep, in nauw overleg met deoverheid. De nieuwe commissie heeft voorlopig tweehoofddoelstellingen geformuleerd. De eerste doelstel-ling is het implementeren van de veiligheidsrichtlijn vande IAEA (International Atomic Energy Agency) in de Ne-derlandse praktijk. Het gaat om richtlijn SSG-11, overhet veilig werken met straling in industriële radiografie.De tweede doelstelling is het opstellen van eindtermenvoor de opleiding van toezichthoudende deskundigenin het NDO. Over beide onderwerpen zal de commissieoverleg voeren met de overheid, met name met de Au-toriteit Nucleaire Veiligheid en Stralingsbescherming(ANVS) en de Directie Gezond en Veilig Werken van hetministerie van SZW.
Commissieleden en statutenDe voorzitter van KINT, Jan Verkooijen, neemt voorlopighet voorzitterschap van de commissie op zich. De ledenvan de commissie zijn vertegenwoordigers vanuit Ap-plus RTD, Materiaal Metingen Testgroep, SGS Neder-land en Vinçotte. Andere belanghebbenden wordennadrukkelijk opgeroepen om ook deel te nemen. Op ditmoment wordt gewerkt aan de statuten, waarin manda-tering vanuit bedrijven, gedragsregels en dergelijke wor-den geregeld.
Vergadering 18 septemberDe eerste vervolgvergadering wordt gehouden op 18september bij Vinçotte in Breda. Vergunninghoudersdie bekend zijn bij KINT ontvangen hiervoor recht-streeks een uitnodiging, maar alle vergunninghoudersen andere belanghebbenden binnen het NDO zijn uit-drukkelijk welkom om deel te nemen aan de vergade-ring en eventueel zitting te nemen in de commissie.Om het belang van de commissie als gesprekspartnertoe te lichten, nodigt KINT vertegenwoordigers uit vande Autoriteit Nucleaire Veiligheid en Stralingsbescher-ming (ANVS) en van het ministerie van SZW.
www.kint.nl
Commissie Stralingsbescherming NDO opgericht
Aardbevingsproblematiek GroningenDe aard, omvang en aanpak van de aardbevingspro-blematiek in de provincie Groningen wordt besprokendoor Rudi Roijakkers (ABT|Wassenaar), Fokko Olden-huis (Rijksuniversiteit Groningen) en Jeroen Rijnhart(EPI-kenniscentrum). De mogelijke oplossingen – con-cepten en methoden voor het aardbevingsbestendigversterken van bestaande gebouwen en voor aardbe-vingsbestendige nieuwbouw – worden toegelicht tijdenshet middagseminar voor constructeurs.
State of the art in staalconstructiesTijdens het plenaire congres komen ook diverse andereonderwerpen aan bod. Zo bespreekt Milan Veljkovic(hoogleraar staal- en hybrideconstructies aan de TUDelft) de state of the art in het onderzoek naar staalcon-structies. Salomé Galjaard (Arup Amsterdam) geeft eenlezing over het 3D-printen van staal. De architectuur, hetconstructief ontwerp en de bouw van het spraakma-kende Timmerhuis in Rotterdam wordt besproken doorAlex de Jong van OMA, Rob Doomen van Pieters Bouw-techniek en Arjan Geelen van Heijmans.
Donderdag 1 oktober 2015 is Nationale Staalbouwdag2015. In de monumentale Kromhouthal aan het IJ inAmsterdam wordt een gevarieerd programma aange-boden, waarin de laatste belangrijke trends en ontwik-kelingen in en voor de staalbouw uitgebreid aan bodkomen. Onder het motto ‘Op de Schaal van Staal’ is erdit jaar speciaal aandacht voor aardbevingsbestendigbouwen.
Veranderende ontwerp- en bouweisenHet ochtendseminar ‘Nieuwe bestemmingen’ is speci-aal bestemd voor architecten. Tijdens dit seminar be-spreken representanten van onder meer RAU Architects,architectenbureau Cepezed, Outokumpu en Curves byKersten de veranderende ontwerp- en bouwopgaven ende uitwerkingen daarvan in staal.
Vakbeurs met ruim 60 exposantenDe Nationale Staalbouwdag omvat ook een dagvullendevakbeurs. Ruim 60 bedrijven en organisaties staan klaarom bezoekers te informeren over hun nieuwste produc-ten en diensten in en voor het ontwerpen en bouwenmet staal.
Praktische informatieDe Nationale Staalbouwdag 2015 wordt gehouden opdonderdag 1 oktober, van 9.30 tot 18.30 uur.Locatie: De Kromhouthal, Gedempt Hamerkanaal 231,1021 KP Amsterdam.De toegang is gratis, na inschrijving via de website vande Nationale Staalbouwdag.De Nationale Staalbouwdag wordt dit jaar mede moge-lijk gemaakt door: ArcelorMittal, Arup, Bressers Metaal,Buildsoft, Construsoft, Construsteel, Hilti, Iv-Groep, Ya-mazaki Mazak, Movares, ROTO Groep, Schöck Neder-land en Slimline Buildings/CRH Structural.
www.nationalestaalbouwdag.nl www.bouwenmetstaal.nl
LASTECHNIEKseptember 2015
Nationale Staalbouwdag 2015Aandacht voor aardbevingsbestendig bouwen

Sterke internationale positioneringVolgens de Nominatiecommissie heeft Venvulas zichontwikkeld tot een toonaangevende onderneming ophet gebied van lastechniek, met een zeer sterke inter-nationale positionering. Het juryrapport zegt hierover:“Venvulas wordt algemeen als een van de leidende be-drijven in de branche gezien. Het bedrijf biedt een breedscala aan hoogwaardige lasapparatuur en lasbeno-digdheden en heeft hiermee een uitstekende reputatieopgebouwd.”
Wat doet Venvulas?Directeur Hans van de Ven staat aan het hoofd van hetwereldwijd opererende Venvulas Techniek. Het bedrijfontwikkelt en produceert lasapparatuur en levert alledenkbare lasbenodigdheden, waaronder een breedscala aan lasdraden, lashelmen, persoonlijke bescher-mingsmiddelen, lasrookafzuigsystemen, kabelverlen-gingssets, enzovoort. Naast het hoofdkantoor in Vught
Venvulas Techniek B.V. uit Vught is door de NationaleBusiness Succes Award uitgeroepen tot branchewin-naar 2015 in de lastechniekbranche. Dit was onlangste zien in het wekelijkse programma ‘De Succesfactor’van RTL7, waarin succesvolle Nederlandse bedrijvende aandacht krijgen.
Venvulas Lastechniek branchewinnaar bij
‘De Succesfactor’
Altrex bouwtinnovatieve lasstraat
6
LASTECHNIEK BERICHTEN - september 2015
7
LASTECHNIEKseptember 2015
heeft het bedrijf een omvangrijke ontwerp-, productie-en logistieke vestiging in Dodewaard. “Venvulas onder-scheidt zich door het brede assortiment van kwalitatiefhoogwaardige producten, een grote vakbekwaamheidvan het personeel en een bijzonder klantgerichte instel-ling”, aldus de jury van de Nationale Business SuccesAward. Vrijwel alle lassystemen van Venvulas wordenspecifiek voor een speciale branche ontwikkeld en ge-produceerd. Ditzelfde geldt voor de innovatieve las-rookafzuigsystemen, waarvoor lichte, ergonomischelastoortsen en een geavanceerd filtersysteem zijn ont-wikkeld. “Met name in de scheepsbouw, waar de doorVenvulas geleverde Röwac lasmachines goed zijn ver-tegenwoordigd, zorgen de afzuig- en filtersystemen vooreen belangrijke verbetering van de arbeidsomstandig-heden”, aldus Van de Ven.
Gezonde groeiDe jury van de Nationale BusinessSucces Award prijst met name decontinue investeringen in het(door)ontwikkelen van appara-tuur. De mede door Venvulas ont-wikkelde lasdraden hebben incombinatie met ergonomischelassystemen hun weg gevondennaar grote constructies als cruise-schepen en de Petronas Towersin Kuala Lumpur. “Het bedrijfmaakt een gezonde groei door enwerkt inmiddels aan een nieuwebedrijfshal van 5.000 m2 voor deopslag van onder andere lastoe-voegmaterialen, zodat direct uitvoorraad geleverd kan worden. In
een markt die continu in beweging is, weet Venvulasdoor zijn vooruitstrevende instelling uitstekend te antici-peren op de laatste trends en is het bedrijf zijn concur-renten vaak een slag voor”, aldus Robert Zwaan, hoofdvan de Nominatiecommissie van de Nationale BusinessSucces Award.
www.venvulas.nl
Altrex, de bekende fabrikant van aluminium ladders,bouwt een nieuwe, innovatieve lasstraat. De bouw isinmiddels in volle gang. “Uiteindelijk vinden vijf lasro-bots hun weg over in totaal 75 meter pure techniek.Aangestuurd door een centraal systeem én door zich-zelf, want zo slim zijn de nieuwe robots. De lastech-niek van de toekomst”, aldus Hoofd Techniek BramKuijsten.
Verbetering in flow, flexibiliteit en continuïteitAlle robots kunnen lassen over de volle 75 meter lengtevan de lasstraat. Individueel of samen, als dat gewenstis. “Deze opstelling zorgt voor een optimale flexibiliteit.En door hun slimme design hebben ze meer bewe-gingsvrijheid dan ooit. Daarmee wordt elke lasjob nauw-keuriger en strakker. De robots staan bovendien nooitstil.”
CMT AdvancedIn de nieuwe lasstraat wordt gewerkt met de nieuwstetechnieken. Altrex werkt al 11 jaar met het CMT-proces(Cold Metal Transfer). “Deze innovatieve techniek maakthet mogelijk zeer dunne materialen te lassen, biedtgrote spleetoverbrugging én geeft optisch een mooielas”, weet Kuijsten.
Kijk mee achter de schermenDe voortgang van het project is ook online te volgen. Opde site van Altrex worden geregeld updates en blogsover de lasstraat geplaatst. Belangstellenden kunnenzich inschrijven op een nieuwsbrief, om automatisch opde hoogte te worden gebracht zodra een nieuwe updatebeschikbaar is.
www.altrex.com/innovation
3-daagse Workshop
AWS D1.1 en D1.6Meer informatie over deze workshop vindt u op www.nil.nl
advertentie

Masterclasses en demoroutesTijdens de vakbeurs worden diverse masterclasses ge-organiseerd, in samenwerking met onder andere het BILen VCL. De onderwerpen voor deze masterclasses zijnbepaald aan de hand van een enquête onder specialis-ten uit de metaal- en lassector.Verder kunt u op de beursvloer live demonstraties vanexposanten verwachten. Voor een overzicht en het pro-gramma kunt u terecht op de website van de WeldingWeek.
Onderzoek uw samenwerkingsmogelijkhedenNieuw is het ‘Matchmaking Event’. Dit wordt op woens-dag 21 oktober 2015 samen met Enterprise Europe Net-work georganiseerd. Doel is om bedrijven in contact tebrengen met potentiële binnen- en buitenlandse part-ners om samenwerkingsmogelijkheden te onderzoekenmet betrekking tot zakendoen, overdracht van techno-logie of R&D.
De 10e editie van Welding Week vindt plaats op 20, 21en 22 oktober 2015 in Antwerp Expo. Dit vierjaarlijkseevenement geeft een goed overzicht van het actueleaanbod van producten en diensten op het gebied vanlassen, verbinden en snijden van metalen en kunst-stoffen. Masterclasses, een Matchmaking Event en De-moroutes zorgen voor de nodige dynamiek op debeursvloer. Welding Week wordt dit jaar gelijktijdig ge-organiseerd met Subcontracting, de vakbeurs voor in-dustriële toelevering.
Bent u al klaar voor een bezoek aan Welding Week 2015?
8
LASTECHNIEK BERICHTEN - september 2015
9
LASTECHNIEKseptember 2015
Universiteiten, onderzoeksinstellingen, bedrijven en on-dernemers uit Nederland, Frankrijk, Duitsland (Noord-rijn-Westfalen), Oost-Europese en Scandinavischelanden worden hiervoor uitgenodigd.Belangstellenden kunnen een ‘rendez-vous’ van 20 mi-nuten aanvragen. Enkele dagen van tevoren ontvangtelke deelnemer een agenda met het tijdslot en de loca-tie. Het team van Enterprise Europe Network steunt dedeelnemers gedurende het hele traject: van het opstel-len van een profiel en ondersteuning tijdens het evene-ment, tot het opvolgen van eventuele onderhandelingenachteraf. Belangstellenden kunnen zich tot 19 oktoberinschrijven via de site van Welding Week 2015. Deel-name is gratis, maar het aantal plaatsen is beperkt.
SubcontractingTijdens de laatste twee dagen van Welding Week wordtde beurs Subcontracting 2015 gehouden. De focus zaldaarbij liggen op thermische- en oppervlaktebehande-ling. ‘Surface & Coatings technology’ is een specialezone waar professionals die op zoek zijn naar opper-vlaktetechnieken, gespecialiseerde aanbieders kunnenontmoeten.
Kenniscentrum en innovatie-ondersteunende organisa-tie Clusta verzorgt op donderdagochtend 22 oktober en-kele lezingen op het gebied van trends en innovaties incoatings en het vermijden van transportschade. Aan-melden voor deze lezingen kan via www.clusta.be. Dekosten bedragen € 50,- per persoon (excl. btw).
Welding Week FotowedstrijdNet als vier jaar geleden is er eenfotowedstrijd, die open staat vooriedereen die een mooie foto weette maken van eigen laswerk. Denkaan een foto van een bijzondereconstructie die u thuis of op uwwerk heeft gelast, een mooie fotovan een lasproces, enzovoort. Deinzendingen worden op de web-site van Welding Week geplaatst,waar bezoekers hun stem kunnenuitbrengen op hun favoriete foto.De winnaar van de wedstrijd krijgtde kans op een interview en eengratis publicatie in Metallerie.
Zie ook de toegangskaart elders in dit blad.
Praktische informatie
Locatie:Antwerp ExpoJan Van Rijswijcklaan 191BE-2020 Antwerpenwww.antwerpexpo.be
Data en openingstijden:Dinsdag 20 oktober 2015 10:00-17:00Woensdag 21 oktober 2015 10:00-20:00Donderdag 22 oktober 2015 10:00-17:00
In dit blad treft u een toegangskaart aan vooreen gratis bezoek aan Welding Week 2015. Ukunt zich ook online registreren via de websitevan Welding Week 2015.
www.welding.be

10
LASTECHNIEK BERICHTEN - september 2015
•
•
•
•
ModulairBij de nieuwe ontwikkelingen is gekozen voor de opzetvan modulaire laserlasmallen. “Componenten van demal kunnen eenvoudig worden uitgewisseld, zodat pro-ductaanpassingen en -omstellingen snel en efficiënt ge-realiseerd kunnen worden. Ook wordt hiermee hetproductspecifieke deel van een mal verlegd naar eenminder complex gedeelte, waardoor de ‘time to market’van het product wordt verkort.”
www.awl.nl
In de afgelopen jaren heeft AWL veel ervaring op-gedaan met het ontwikkelen en bouwen van laser-lasmallen voor de automobielindustrie. De eisenvanuit de markt worden steeds strenger en ook degebruikte materialen vragen om optimale conditiestijdens het lasproces. De nieuw ontwikkelde, mo-dulaire laserlasmallen bieden volgens AWL diversevoordelen.
Nieuwe laserlasmallen voor beteren efficiënter produceren
Euroweld B.V. | Steenstraat 16d | 4751GS Oud Gastel
T 0165 31 78 55 | [email protected] | www.euroweld.nl
Laskolommen, rollenbanken en manipulatie-apparatuur voor de zware industrie
Uitgebreid assortiment
voor verkoop en verhuur:
• Laskolommen• O.P. Lasapparatuur• Rollenbanken• Manipulators• Horizontale draaitafels• Fit Up rollenbanksets• Growing lines
Dealer voor de Benelux
Euroweld is Benelux dealer van RedRock laskolommen, rollenbanken en manipulatie-apparatuur. Wij zijn gespecialiseerd in customer based solutions en bieden zowel verkoop als verhuur aan van onze producten voor grote complexe turn-key oplossingen, waaronder assemblagelijnen voor windmolens, pijpleidingen en nog veel meer.
Krachtig, robuust en flexibel: ABIMIG® WT.
Hoog performantevloeistofgekoelde pistolen met snel wisselbare hals
McCorapproved
■ Slechts 3 types met capaciteit van 350 tot 600A
■ Onovertroffen verhouding capaciteit /grootte
■ Snel wisselbare en positioneerbare zwanenhals
■ Groot aantal zwanenhalzen met aangepaste geometrie
T E C H N O L O G Y F O R T H E W E L D E R ’ S W O R L D .
Uw talent, ons vak! De Groot Lasopleidingen in Breda is het grootste lasopleidingscentrum van Zuid-Nederland.
____________________________________________________________
DE GROOT LASOPLEIDINGEN
T I
lasopleidingscentrum van Zuid-Nederland.De Groot Lasopleidingen in Breda is het grootste
Uw talent, ons vak!
lasopleidingscentrum van Zuid-Nederland.De Groot Lasopleidingen in Breda is het grootste
Uw talent, ons vak!
IT
LASOPLEIDINGENT DE GROO
____________________________________________________________
I
LASOPLEIDINGEN
____________________________________________________________
De omschakeling van hydraulische naar pneumati-sche cilinders zorgen voor minder lekkage en ver-vuiling.Een constante luchtstroom binnen de laserlasmal-len verhoogt de kwaliteit van de las en vergroot delassnelheid.Lokaal geplaatste luchtnozzles zorgen voor een pre-cieze luchtstroom.Het inregelproces is verkort.
SandwichmallenVoor het lassen van rugleuningen van de achterbankvan auto’s wordt vooral gewerkt met de zogehetensandwichmallen, een principe waarbij twee platen op el-kaar klemmen en het te lassen product ertussen ge-klemd zit. Vooral in dit soort mallen heeft AWL veeldoorontwikkeld. Groot voordeel is dat bij de sandwich-mallen geen schermgas nodig is zoals bij andere laser-lasmallen.
Voordelen nieuwe laserlasmallen“Door vooral te kijken naar de aandruktechniek en deluchtkwaliteit binnen de mal, hebben we vernieuwingenin de lasmallen doorgevoerd die een aantal voordelenbieden”, vertelt een woordvoerder van het bedrijf.

12
BREUKMECHANISCH ONDERZOEK - september 2015LASTECHNIEK
Buigen ofbarsten
Buigen ofbarsten
13
LASTECHNIEKseptember 2015
Brosse breuk is een gevaarlijk verschijnsel dat rampzalige gevolgen kan hebben. Historisch voorbeeld zijn de Liberty-schepen, gelaste vrachtschepen die werden ingezet tijdens de Tweede Wereldoorlog. Een tiental schepen brak tijdens gebruik onverwacht in tweeën en zonk. Om het risico op falende constructies terug te dringen, worden steeds uitgebreiderebreukmechanische beproevingen vereist, zoals de CTOD-bepaling.
waarom deze zo veel wordt toegepast op lasverbindingen.
“Eigenlijk is het niet helemaal correct om te praten over
een CTOD-test”, begint Erwin. “De CTOD is namelijk
een waarde, de uitkomst van een buigtest aan een speciaal
geprepareerde proefstaaf.” CTOD staat voor Crack Tip
Opening Displacement (CTOD). Het is een van de breuk-
mechanische bepalingen waarmee de breuktaaiheid van
materialen kan worden bepaald. Het doel van deze test is
nagaan in welke mate plastische vervorming optreedt tij-
dens buiging aan de tip van een kunstmatig aangebracht
scherp defect (vermoeiingsscheur) in een proefstaaf. Sim-
pel gezegd: een CTOD-waarde geeft informatie over de
mate waarin een belaste constructie lokaal vervormt voor-
dat ze breekt. Peter van Houten: “Een CTOD-bepaling is
in het bijzonder geschikt voor dikwandige constructies die
semi-statisch belast worden. Voor constructies die onder-
hevig zijn aan andere soorten belastingen, zoals stootbe-
lasting of wisselende belastingen, zijn andere
beproevingen nodig.”
elfs in de sterkste materialen kunnen scheuren ont-
staan. Een scheur of een ander defect kan het start-
punt zijn van het falen van een constructie, maar
vanaf welke defectgrootte en onder welke spanningscon-
dities gebeurt dat en hoe verloopt dit proces? Dat is het
onderwerp van breukmechanisch onderzoek. In plaats van
reageren op een probleem zodra het zich voordoet, is de
industrie in het kader van de steeds strenger wordende vei-
ligheids- en milieuwetgeving genoodzaakt om problemen
te vermijden door vooraf uitgebreide beproevingen uit te
voeren. Een van die beproevingen is de CTOD-bepaling.
In het laboratorium van Element Materials Technology in
Breda wordt deze test op grote schaal toegepast voor op-
drachtgevers uit de olie- en gasindustrie.
BuigtestErwin de Rijcke en Peter van Houten, beiden werkzaam
voor Element, hebben veel ervaring met breukmechanisch
onderzoek. Zij leggen uit wat de CTOD-test inhoudt en
Zdoor Margriet Wennekes, fotografie Element Materials Technology
Het toenemend belangvan breukmechanisch
onderzoek
Het toenemend belangvan breukmechanisch
onderzoek“Een CTOD-bepaling is in het bijzonder
geschikt voor dikwandige constructies
die semi-statisch belast worden.
Voor constructies die onderhevig zijn
aan andere soorten belastingen, zoals
stootbelasting of wisselende belastingen,
zijn andere beproevingen nodig.”

14
BREUKMECHANISCH ONDERZOEK - september 2015LASTECHNIEK
15
LASTECHNIEKseptember 2015
De praktische beperkingen van de CTOD-
bepaling liggen vooral in de afmetingen en
sterkte van de proefstaven. Voor zeer dik-
wandige constructies moeten de krachten
enorm hoog zijn om over de volledige ma-
teriaaldikte te kunnen testen. In de labo-
ratoria van Element is een belasting tot
2000 kN mogelijk.
Toenemende vraagDe laboratoria van Element hebben te
maken met een toenemende vraag naar
breukmechanische testen. Sinds 2011 is
het aantal uitgevoerde testen bijna ver-
drievoudigd. Dat komt omdat deze be-
proevingen steeds meer worden vereist als
onderdeel van kwalificaties. Erwin de
Rijcke noemt als voorbeeld de afbouw
van onderdelen van het het grootste hef-
schip ter wereld. “Dit hefschip ontmantelt
o.a. platforms op zee, maar moet ook
pijpleidingen leggen. Op het schip is daar-
toe een lasstraat gebouwd, en achter op
het schip is een grote constructie gemaakt, die zorgt voor
het leggen van de pijpen. We hebben hiervoor veel de-
structieve testen ten behoeve van laskwalificaties gedaan”.
CTOD-bepalingDe CTOD-proefstaaf, de zogenaamde SENB-proef-staaf, is te vergelijken met een grote proefstaaf vooreen Charpy kerfslagproef. (SENB staat voor SingleEdge Notch Bend.) Aan de wortel van een machinaalaangebrachte kerf (notch) wordt een vermoeiings-scheur van nauwkeurig bepaalde afmetingen geïn-troduceerd. In plaats van het toedienen van eenstootbelasting (zoals bij de kerfslagproef) wordt deCTOD-staaf in een driepuntsbuigtest belast met eenlangzaam oplopende statische belasting, totdat hetproefstuk breekt. Tijdens de proef worden de belas-ting (N) en de verandering van de scheurtipopening(mm) geregistreerd en in een grafiek uitgezet. Opbasis van de analyse van de meetgegevens kan deCTOD-waarde berekend worden. De minimaal ver-eiste waarde wordt voorgeschreven in de normen,maar minimale vereiste CTOD-waarden van 0,13 mm(0.005 inch) en 0,25 mm (0.01 inch) komen veel voor.Uit de resultaten van de CTOD-proef, in combinatiemet de gegeven belastingscondities tijdens installatieen gebruik, wordt middels een ECA bepaald wat demaximaal toegestane defectgrootte is. Dit is de de-fectgrootte die nog net geen aanleiding geeft tot in-stabiele (plotselinge) breuk.
PersonaliaDr. ir. Peter van Houten (IWE) werkt als senior me-taalkundige en manager van de afdeling schadeon-derzoek bij Element Materials Technology in Breda.Hij is nauw betrokken geweest bij de implementatievan de diverse breukmechanische testen bij ElementMaterials Technology.
Ing. Erwin de Rijcke, werktuigbouwkundige met veeloperationele ervaring, houdt zich sinds enkele jarenbezig met de commerciële ontwikkeling van ElementMaterials Technology binnen Europa.
Naast het uitvoeren van beproevingen
doet Element steeds meer aan consul-
tancy op dit gebied. Erwin de Rijcke:
“Het gaat steeds meer om de enginee-
ring erachter, zoals Engineering Critical
Assessment (ECA). Dat betekent dat we
aan de hand van beproevingen bekijken
of een pijpleiding voldoende levensduur
heeft. Bij ECA worden nog veel meer pa-
rameters meegenomen, zoals de belas-
ting tijdens optillen, lassen, leggen op de
zeebodem, enzovoorts. De CTOD-bepa-
ling is een van de onderdelen van ECA.”
ConservatiefPeter van Houten: “Voor dunwandige
pijpleidingen is de bepaling van een
CTOD-waarde niet altijd representatief,
wat leidt tot een te kleine toegestane
foutgrootte en onnodig hoge vervaardi-
gingskosten. In plaats daarvan wordt
steeds vaker de zogenaamde J-test uitge-
voerd. Bij deze test wordt de energie be-
paald die nodig is om een proefstaaf met een
vermoeiingscheur te deformeren tot maximum sterkte. De
proefstaaf voor een J-test is een zogenaamde SENT-proef-
staaf (Single Edge Notch Tension). De proefstaaf lijkt op
die voor de CTOD-bepaling, maar de geometrie is iets an-
ders. Bij SENT-staaf zit de notch aan het materiaalopper-
vlak. Daardoor deformeert de staaf (het materiaal aan de
scheurtip) makkelijker. Het idee daarachter is dat lasfou-
ten in pijpleidingen vaak bindingsfouten zijn, die dicht aan
het oppervlak liggen. De J-test geeft minder conservatieve
resultaten, maar benadert de werkelijkheid van gelaste
pijpleidingen beter. Het is wel mogelijk om de resultaten
van een CTOD-bepaling te converteren naar een J-
waarde. Er zijn zelfs mogelijkheden om met één test beide
waarden te verkrijgen.”
Lassen zijn belangrijkBijna alle CTOD-bepalingen worden uitgevoerd op las-
verbindingen in dikwandige constructies. “Een construc-
tie moet zich kunnen zetten. Je krijgt het bijvoorbeeld bij
een platform nooit voor elkaar dat de zetting op alle hoe-
ken gelijk is. De rek moet uit de lassen komen. Ook bij
het leggen van pijpleidingen concentreren de spanningen
zich in de lassen. “Het leggen van een pijpleiding op zee is
te vergelijken met een ketting van spaghetti die naar de
zeebodem moet; de spanningen als gevolg van het buigen
concentreren zich bij de lassen. Daarom is de kwaliteit van
de lassen zo belangrijk.” Het lassen gaat gepaard met
warmte-inbreng en structuurveranderingen waardoor er
lokaal materiaalverbrossing kan optreden die gepaard
gaat met hoge restspanningen in het materiaal. Kwalitatief
onvoldoende lassen kunnen daardoor leiden tot voortij-
dig scheuren of plotselinge breuk.
HogesterktematerialenBreukmechanische testen zijn altijd aan nieuwe ontwik-
kelingen onderhevig, zoals het gebruik van nieuwe mate-
rialen. Het uitvoeren van een CTOD-bepaling op
hogesterktematerialen brengt extra moeilijkheden met
zich mee. Bij deze materialen liggen namelijk de rekgrens
(vloeigrens) en treksterkte dicht bij elkaar. Het grootste
praktische probleem bij de uitvoering van de test is dan
het gecontroleerd aanbrengen van een vermoeiingsscheur.
Die vermoeiingsscheur, aan de tip van de kerf (notch),
wordt aangebracht door middel van een driepuntsbuiging
met een lage wisselende belasting. Daarbij mag de staaf
niet kromtrekken. Je moet dus gedurende het scheur-
groeiproces onder de rekgrens blijven, maar dat is bij ho-
gesterktestaal heel moeilijk. Vaak buigt of breekt de staaf.
Het laboratorium bij Element in Breda
Een ander voorbeeld is een nieuw groot project in Tur-
kije, waar een 1800 km lange pijpleiding moet worden
gelegd vanuit de Kaspische Zee en over land, verder Eu-
ropa in. “Bij dit project zijn zeven staalmills betrokken,
acht pijpleveranciers en meerdere contractors. Je hebt
dan te maken met een grote en ingewikkelde matrix aan
materialen en leveranciers, en elke lasverbinding moet
apart getest worden: pijp A aan B, B aan C, maar ook A
aan A, enzovoorts. Dat vraagt enorm veel beproevin-
gen.”
Kwalitatief onvoldoende lassen
kunnen daardoor leiden tot voortijdig
scheuren of plotselinge breuk.

e afgelopen maanden hebben weer
vele lassers en lastechnici examens
afgelegd om in het bezit te komen
van een diploma. Voor lassers gaat het om
een handvaardigheidsdiploma; voor las-
technici om een EWF- of een IIW-laskader-
diploma. Al deze diploma’s worden
verstrekt door het Nederlands Instituut
voor Lastechniek (NIL). Tijdens de oplei-
ding doen cursisten in relatief korte tijd veel
kennis en kunde op, die tijdens het examen
worden getoetst. Is een diploma eenmaal
behaald, dan blijft dat altijd geldig. Het is
een startkwalificatie om een bepaald beroep
te kunnen gaan uitoefenen. Maar daarmee
houdt het natuurlijk niet op. Na het behalen
van een diploma zul je je vaardigheden en
kennis continu op peil moeten houden.
Door middel van certificatie maak je dit bo-
vendien aantoonbaar voor je werkgever, op-
drachtgever of klant.
Handvaardigheidsdiploma’s en certifi-catie van lassersDe praktische lasdiploma’s spelen een be-
langrijke rol bij de werving en selectie van
personeel. Bedrijven kunnen bijvoorbeeld
een bepaald handvaardigheidsniveau ver-
langen van nieuw aan te nemen personeel.
Bovendien kunnen bedrijven aan de hand
van de handvaardigheidsniveaus het kwali-
teitsniveau aangeven van hun uitvoerend
laspersoneel. Voor het behalen van een las-
diploma moet je een praktijk- en een theo-
rie-examen succesvol afleggen. Naast de
bekende NIL Handvaardigheidsdiploma’s
niveau 1 tot en met 4 zijn er op dit gebied
ook de diploma’s International Welder van
17
LASTECHNIEKseptember 2015
16
LASTECHNIEK CERTIF ICATIE - september 2015
Sinds begin dit jaar kun je als lasinspecteur met een IWI-diploma gecertifi-ceerd worden door het NIL. Het Nederlands Instituut voor Lastechniek geefthiermee gehoor aan een veelgehoorde wens vanuit de industrie. Diploma’szijn onbeperkt geldig en gaan een leven lang mee, maar met een certificaattoon je aan dat je je vakbekwaamheid op peil houdt. Dit artikel gaat in op het belang van persoonscertificatie voor iedereen meteen las- of laskaderdiploma.
Ddoor Leo Vermeulen, fotografie Heidi Borgart bij Kepser Pro-Metaal B.V.
het IIW (International Institute of Welding) voor hoek-,
plaat- en pijplassen. Ben je lasser, dan is het belangrijk dat
je je handvaardigheid op peil houdt door het regelmatig
uitvoeren van laswerk. In toenemende mate wordt van las-
sers verwacht dat ze niet alleen gediplomeerd, maar ook
gecertificeerd zijn. Voor het handmatig smeltlassen ge-
beurt dit volgens afspraken die zijn vastgelegd in de nor-
menserie EN-ISO 9606. De certificatie van lassers gebeurt
door middel van het maken van een op de productie ge-
richte proeflas. In tegenstelling tot een lasdiploma wordt
een certificaat uitgegeven met beperkte geldigheidsduur
en beperkte geldigheidsgebieden.
Hoe houd je als lasser je kennis op peil?Wil je je vakkennis bijhouden, dan heb je daartoe meer-
dere mogelijkheden. Het lezen van vakliteratuur, zoals
vakblad Lastechniek, is daar een goed voorbeeld van.
Maar denk ook eens aan het bijwonen van evenementen.
Leveranciers en opleidingsinstituten organiseren regelma-
tig bijeenkomsten waarin lastechnische thema’s centraal
staan. Of bezoek een vakbeurs. Tijdens de Welding Week
of de NIL Verbindingsweek krijg je in relatief korte tijd
een goed beeld van het aanbod aan lasapparatuur en an-
dere lasgerelateerde producten en diensten. Verder zijn in
Nederland en België regionale lasgroepen actief. Deze las-
groepen zijn zeer laagdrempelig. Iedereen, van lasser tot
ingenieur, kan tegen een kleine vergoeding lid worden. De
lasgroepen bieden, naast een interessant programma van
lezingen en bedrijfsbezoeken, ook de mogelijkheid je re-
latienetwerk binnen de lastechniek te vergroten. Tot slot is
het belangrijk om aandacht te besteden aan de arbeids-
omstandigheden voor lassers. Hiertoe is het noodzakelijk
deel te nemen aan bedrijfsgebonden werkoverleg, de zo-
genaamde ‘toolboxmeetings’.
Lascoördinator en certificatieHet laskader is een verzamelnaam voor functies binnen de
lastechniek die niet primair gericht zijn op het uitvoeren
‘Met een certificaat laat je zien dat je het niveau van je kennis en kunde op peil houdt’
Certificatienu ook mogelijk voor lasinspecteursmet een IWI-diploma

19
LASTECHNIEKseptember 2015LASTECHNIEK CERTIF ICATIE - september 2015
van het laswerk, maar op de aansturing daarvan. Een
voorbeeld van een kaderfunctie is de functie van lascoör-
dinator. Als lascoördinator ben je verantwoordelijk voor
het aansturen en coördineren van alle activiteiten die met
het lassen te maken hebben. De EN-ISO 14731 ‘Lascoör-
dinatietaken en verantwoordelijkheden’ geeft een zeer uit-
voerige lijst van taken die hiertoe kunnen behoren.
Afhankelijk van de aard van het bedrijf en het soort werk-
zaamheden zal iedere lascoördinator daar zijn eigen in-
vulling aan moeten geven. Het opleidingsniveau van een
lascoördinator kan dan ook per bedrijf verschillen. De
RWC-opleiding is speciaal in het leven geroepen voor be-
drijven die vallen onder de lagere uitvoeringsklassen (EXC
2) van de EN 1090 en die hun lascoördinator door mid-
del van deze opleiding willen voorbereiden op hun taak.
Diepgaander en op meerdere sectoren gericht, zijn de las-
kaderopleidingen IWP, IWS, IWT en IWE.
Ook als lascoördinator moet je je kennis en kunde aan-
toonbaar op peil houden, ongeacht het diploma dat je op
zak hebt. De genoemde mogelijkheden voor lassers (vak-
bladen, lastechnische bijeenkomsten, beursbezoek, las-
groepen) zijn ook voor lascoördinatoren van toepassing.
Echter voor lascoördinatoren en ander laskaderpersoneel
ligt de nadruk nog veel meer op het onderhouden van ken-
nis. Kennis van lasprocessen, materialen, constructie, re-
18
gelgeving enzovoort. Deelname aan het jaarlijks door het
NIL en BIL georganiseerde Lassymposium is een goede
manier om dit soort kennis bij te houden. Maar ook the-
madagen en beurzen op het gebied van materiaaltoepas-
singen, engineeringsvraagstukken en corrosieproblematiek
lenen zich hier goed voor. Ook als gediplomeerd lascoör-
dinator kun je gecertificeerd te worden. Bij lassers is het
certificatietraject voornamelijk gericht op de praktische
vaardigheden, maar bij de lascoördinator is dit meer ge-
richt op het kennisniveau, ofwel de vakbekwaamheid.
Certificaat van vakbekwaamheidOm de vakbekwaamheid van laskaderpersoneel te beoor-
delen en te erkennen door middel van een certificaat,
werkt het NIL met een Certificatieschema. Het schema de-
finieert het onderwijsprofiel, de kennis, ervaring en ver-
antwoordelijkheden die vereist worden voor een scala aan
lastaken en het biedt een professionele beoordelingspro-
cedure. Certificatie heeft betrekking op de ‘actuele be-
kwaamheid’ in plaats van de ‘historische bekwaamheid’
(die door middel van een diploma is bewezen). Daarom
heeft een certificaat een beperkte geldigheidsduur en moet
het elke drie jaar worden vernieuwd. Een certificaat laat
zien dat je aantoonbaar activiteiten onderneemt om je
vakbekwaamheid op peil te houden. Voor alle eerder ge-
noemde opleidingen, met uitzondering van de IWP, is het
Nederland
Nederlands Instituutvoor Lastechniek (NIL)
Certificatie van lasinspecteur
n.v.t.
NIL Certified Welding Inspector (CWI)Gebaseerd op diploma IWI-B
NIL Certified Senior Welding Inspector
(CSWI)Gebaseerd opdiploma IWI-S
NIL Certified Comprehensive Welding
Inspector (CCWI)Gebaseerd op diploma IWI-C
Nederland en België
Hobéon/SKO (NL)DNV Certification BV
Alleen voor visueleinspectie van de las
Visual Welding Inspector VTw1Gebaseerd op ISO 9712
Visual Welding Inspector VTw2Gebaseerd op ISO 9712
n.v.t.
n.v.t.
USA
American Welding Society (AWS)
Certification
Certified AssociateWelding Inspector
(CAWI)
Certified Welding Inspector (CWI)
Certified Senior WeldingInspector (SCWI)
n.v.t.
UK
Certification Scheme forWelding and Inspection
Personnel (CSWIP)Certification
CSWIP 3.0 Visual Welding Inspector
CSWIP 3.1 Welding Inspector
CSWIP 3.2 Senior Welding Inspector
n.v.t.
Niveau
1
2
3
4
NIL Certificatieschema al vele jaren actief. Sinds begin dit
jaar is dit schema uitgebreid met de mogelijkheid om ook
lasinspecteurs met een IWI-diploma te certificeren.
Certificaten lasinspecteurs en visuele inspectiesHet NIL verstrekt de volgende certificaten voor vakbe-
kwaamheid van lasinspecteurs:
•
•
•
Eén van de vele taken van de lasinspecteur is de visuele
inspectie van de las. De meeste laskwaliteitsnormen schrij-
ven voor dat de visuele inspectie conform de norm EN-
ISO 17637 uitgevoerd moet worden. Deze norm verwijst
voor kwalificatie van het personeel voor de uitvoering van
visuele inspectie naar de EN-ISO 9712 of gelijkwaardig.
Het schema voor certificatie van de lasinspecteur is mede
hierop gebaseerd.
De onderstaande tabel geeft een overzicht van de diverse
certificaten die er (ook in het buitenland) bestaan op het
gebied van de lasinspectie. De aangegeven vier niveaus zijn
niet geformaliseerd en zijn slechts bedoeld als een globale
indicatie van het toenemende kennisniveau.
Certificaat aanvragenVoor het aanvragen van een NIL-certificaat voor vakbe-
kwaamheid kun je terecht bij de afdeling Certificatie. Op
de NIL-website vind je meer informatie, zoals het regle-
ment, hoe je een aanvraag indient, en de voorwaarden
waaraan je moet voldoen. Het NIL onderhoudt een sys-
teem waarin de geldigheid van de certificaten wordt be-
waakt. Deze gegevens zijn in te zien via de certificatie-
database (www.nil.nl/certificatie). Zo is voor iedereen
zichtbaar wie gecertificeerd is.
NIL Certified Welding Inspector (CWI)Vereist IIW-diploma: International Welding Inspector - Basic (IWI-B)
NIL Certified Senior Welding Inspector (CSWI)Vereist IIW-diploma: International Welding Inspector - Standard (IWI-S)
NIL Certified Comprehensive Welding Inspector(CCWI)
Vereist IIW-diploma: International Welding Inspector - Comprehensive (IWI-C)

20
SAIL 2015 - september 2015LASTECHNIEK
21
LASTECHNIEKseptember 2015
door Margriet Wennekes, fotografie Bert de Jong
et is druk in Amsterdam. Grote drommen toeristen
lopen vanaf het Centraal Station richting de IJha-
ven. Maar ook andere delen van Amsterdam zijn
betrokken bij de festiviteiten. Het evenementengebied van
SAIL 2015 is opgedeeld in vijf ‘oceanen’, met elk een eigen
kleur en thematiek. Het gebied op en rondom de voor-
malige NSDM-werf, waar ook Damen Shiprepair Am-
sterdam gevestigd is, is deze week omgedoopt tot de
‘Groene Oceaan’. Op dit terrein staat de toekomst cen-
traal, met de nadruk op duurzaamheid, innovatie & tech-
nologie.
Groene oceaanEen speciale veerdienst brengt bezoekers tot vlakbij de
werf. Sarah de Waart, medewerker marketing & sales bij
Damen: “Wij willen vooral de generatie van nu kennis te
laten maken met het mooie en veelzijdige vak van scheeps-
bouw en scheepsreparatie. Daarom hebben we gericht
scholen uitgenodigd ons een bezoek te brengen. We ver-
wachten vandaag en morgen zo’n 2000 studenten.”
Elk halfuur rijdt er een elektrisch treintje om bezoekers
rond te leiden over het terrein en door de machinefabriek
van Damen Shiprepair om te zien hoe het eraan toegaat op
een reparatiewerf. Per keer kunnen twaalf mensen mee.
De belangstelling is groot en de wachttijd loopt dan ook
snel op. Gelukkig is er elders op de kade genoeg te bele-
ven. Veel toeleveranciers van Damen hebben gehoor ge-
geven aan de oproep om tijdens de
Damen Experience Days zoveel mo-
gelijk doe-activiteiten te organise-
ren. Zelf geeft Damen het goede
voorbeeld. “Las hier je eigen
anker”, staat te lezen op een grote
rode afscheidingswand, waarachter
jonge, maar ook oudere bezoekers
kunnen ervaren hoe het voelt om
zelf een laspistool te hanteren. Ook
bij Lashuis Haprotech kan gelast
worden. Na in een overall gehesen
te zijn en voorzien van alle bescher-
mende middelen, kunnen zelfs de
jongste kinderen aan de slag met het
lassen van het SAIL-logo of hun
eigen naam op een plaatje. De erva-
ren lasdocent Peter Boon en de ne-
gentienjarige Casey Lagrand, een
enthousiaste leerlinge die een lasop-
leiding volgt bij Haprotech, zorgen
voor deskundige begeleiding. Casey
vertelt hoe zij tot haar beroepskeuze
is gekomen: “Ik ben geïnteresseerd
Een dagje Damen
Vanaf 19 augustus vormde Amsterdam een week lang het decor voor honderden fraaie,historische zeilschepen tijdens SAIL, het vijfjaarlijkse evenement dat liefhebbers vanover de hele wereld trekt. De maritieme sector was altijd al belangrijk voor de Neder-landse economie, en is dat nog steeds. Dit jaar was er daarom niet alleen aandachtvoor de rijke scheepvaarthistorie. Onder het motto ‘Van Gouden verleden naar Goudentoekomst’ pakte Damen Shiprepair Amsterdam uit met de Damen Experience Days.
geraakt in het lassersvak door de technieklessen op school.
Vooral mijn vader heeft me daarin verder gestimuleerd.
Hij heeft lang geleden zelf een aantal lasdiploma’s behaald
en begrijpt wat me er zo in aantrekt. Ik ben nu in oplei-
ding voor mijn MAG-diploma niveau 2, en ik hoop snel
aan het werk te kunnen, misschien wel bij Damen Shipre-
pair. Dit wereldje bevalt me wel.”
Dame bij DamenDe scheepsbouw en -reparatie mag dan nog steeds een
mannenwereld zijn, de lasingenieur die bij Damen Shi-
prepair & Conversion verantwoordelijk is voor het kwa-
liteitsmanagement, is een vrouw. Karin Kromhout
verdiende haar sporen als maritiem officier en werkt nu al
ruim negen jaar als IWE’er voor het bedrijf. Zij staat als
vakvrouw goed aangeschreven, onder andere bij de toele-
veranciers van lasapparatuur. Een van die toeleveranciers
is Perk Technische Handelsonderneming. Bas Jonkman,
productspecialist bij Perk Lastechniek presenteert samen
met Johan van Lenten van Kemppi de SuperSnake, die met
het lange en flexibele slangenpakket speciaal ontwikkeld
is voor MIG/MAG-lassen in beperkte en moeilijk toegan-
kelijke ruimtes. Perk richt zich vandaag op de meer erva-
ren lassers en kwaliteitsmanagers, zoals Karin Kromhout.
Zo demonstreert Johan een nieuwe app voor het beheer-
sen en registreren van lasparameters en andere gegevens.
“Deze app maakt het werk voor bijvoorbeeld lascoördi-
natoren een stuk eenvoudiger”, aldus Johan van Lenten.
tijdens Sail 2015H
Damen Shiprepair Amsterdam is een scheepswerfgelegen aan de westzijde van de voormalige NDSM-werf. Na het faillissement van de NDSM zijn de dok-ken en ligplaatsen in gebruik genomen doorscheepsreparatiebedrijf Shipdock BV. Na een aantalsuccesvolle jaren viel het oog van scheepsbouwgi-gant Damen op het kleine Amsterdamse team ensinds 2015 heet het bedrijf Damen Shiprepair Am-sterdam. De activiteiten bestaan uit onderhoud, conversie- enreparatieprojecten voor schepen tot 450 meter lang.Het werk varieert enorm: van het herstellen van scha-de aan baggerschepen en het schilderen van vis-trawlers, tot het installeren van extra onderdelen bijmobiele boorplatforms (jack-ups). Tijdens al dezewerkzaamheden wordt geprobeerd het milieu zo minmogelijk te belasten. Constant wordt gezocht naareen duurzamere manier van werken. Damen Shipre-pair Amsterdam streeft ernaar om de groenste werfvan Nederland te worden.

Afwisselend en spannendOok het niet-destructief onderzoek vormt een belangrijke
activiteit voor de scheepswerf, zowel tijdens nieuwbouw
als bij de inspectie van bestaande schepen. Leon de Ridder
van Mistras wil deze dagen vooral benutten om jongeren
mee te geven hoe spannend en afwisselend het werk van
een NDO’er kan zijn. “De ene dag sta je in een bakkerij
leidingen te inspecteren, de andere dag ben je buiten, en
klim je in een mast om je onderzoek te doen. Het is altijd
anders en je komt op de gekste plekken.” Hij laat ver-
schillende onderzoeksopstellingen zien waar bezoekers
zelf mee mogen ‘spelen’, om een idee te geven van mag-
netisch onderzoek, ultrasoon onderzoek en filmlezen. “We
staan te springen om mensen. Als je lasser bent en je breidt
je vakkennis uit met NDO-diploma’s, dan ben je goud
waard op de arbeidsmarkt.”
Dat is ook de belangrijkste boodschap van Derkjan Beunk
van MME Group. “Wij zijn vooral op zoek naar mts’ers
die we kunnen opleiden voor het uitvoeren van niet-de-
structief onderzoek. Het NDO wordt steeds belangrijker
en de behoefte aan goed opgeleide NDO’ers groeit. Daar-
naast zoeken we klimmers. Sinds kort hebben we een af-
deling ‘Rope Access’. Voor het uitvoeren van onderzoek
aan bijvoorbeeld windmolens heb je mensen nodig die niet
bang zijn om op grote hoogte hun werk te doen. Ik denk
dat veel jongeren dit werk aanspreekt, en die hopen we
vandaag en morgen te bereiken.”
Aan het werkOp het moment van ons bezoek is het nog rustig op de
werf. Zojuist is het indrukwekkende Zr. Ms. Friesland
aangemeerd, een van de vier patrouilleschepen van de Ko-
ninklijke Marine. Bezoekers zijn welkom om een kijkje
aan boord te nemen, maar de verwachte grote groep stu-
denten laat nog even op zich wachten. Wel treffen we aan
de lunchtafels verderop een groep van twee docenten en
tien leerlingen van Scheepswerf ‘De Chinook’ een leer-
werkbedrijf in IJmuiden. Vandaag zijn ze naar Amsterdam
gekomen in het kader van hun introductieweek. Een van
de leerlingen heeft al eens een tijdje gewerkt voor Damen
Shiprepair en kent het bedrijf dus al een beetje. Docenten
Michel Kaspers en Ed Zijlstra vertellen dat hun leerlingen
in het reguliere onderwijs hun draai niet konden vinden.
In het kader van het project ‘Perspectief’ krijgen deze jon-
geren de kans om alsnog een goede opleiding te voltooien.
Op de werf in IJmuiden bouwen ze aan een lesboot voor
het Maritiem College Velsen. De leerlingen, jongens tussen
16 en 20 jaar, zijn echte doeners. “Een leuk dagje uit,
maar eigenlijk ben ik het liefst gewoon zelf aan het werk”,
is de algehele mening. We worden spontaan uitgenodigd
om snel eens naar het schip in aanbouw te komen kijken
op de werf in IJmuiden. Een mooi besluit van een dagje
Damen.
22
SAIL 2015 - september 2015LASTECHNIEK
In het najaar start TSH met
NIL-lasopleidingen niveau 1 t/m 4
TIG | BMBE | Autogeen | MIG/MAG
Kaderopleidingen• Meesterlasser, IWP• Lasspecialist, IWS• Schakelopleiding IWT, SIWT• International Welding Technologist, IWT• Lascoördinator IWC B/S• Visueel lasinspecteur level 2, vt-W2
T 0591 66 93 99 | E [email protected] | www.tshvakopleidingen.nl
“Las hier je eigen anker”
de volgende lasopleidingenin Emmen

LASTECHNIEKseptember 2015
25
VAKTROTS - september 2015LASTECHNIEK
24
Nederlandse taalDe 29-jarige Rogowski spreekt goed Nederlands, maar
had daar geen lesboeken of cursus voor nodig. “Geleerd
op de steiger en in de bouwkeet”, verklaart hij. “Het enige
dat ik in het in het begin verstond, was ‘die Pool’. Telkens
dacht ik: ze hebben het over mij. Wat zeggen ze toch alle-
maal? Nieuwsgierigheid was mijn drijfveer. Door veel te
vragen heb ik de taal onder de knie gekregen.”
ToekomstperspectiefAls dakdekker en steigerbouwer was Rogowski totaal on-
bekend met de wereld van de metaalwaren. Voordat hij
oen Rogowski als achttienjarige zijn opleiding tot
dakdekker voltooide in zijn Poolse vaderland,
begon hij al snel over grenzen heen te kijken. “Het
buitenland trok, ik wilde de wereld ontdekken.” Zo’n
acht jaar geleden ging hij, samen met twee vrienden, aan
de slag in de Nederlandse steigerbouw. “Leuk werk voor
een aantrekkelijk salaris. Maar na drie jaar hield dat op.”
Begin 2010 greep hij de kans om bij Metaalwarenfabriek
Latenstein aan de slag te gaan als sorteerder. “Hé, zei mijn
chef. Een Pool die Nederlands spreekt! Dat is handig. Er
werkten namelijk meer Polen. En dan is het prettig als ie-
mand kan optreden als vertaler.”
Wie nieuwsgierig en leergierig is komt een heel eind. Dat bewijst de opmerkelijke loop-baan van lasrobotprogrammeur Robert Rogowski. Of het nu gaat om het leren van eentaal of het programmeren van een lasrobot – hij wil altijd precies weten hoe het zit.
door Jaap van Sandijk, fotografie Ted Walker
T
als sorteerder aan de slag ging wist hij twee dingen: alu-
minium is licht, staal is zwaar. “En dat was het. Maar ik
leerde veel in de praktijk.” Dat viel zijn chef ook op. “Eind
2010 vroeg hij of ik voorman wilde worden van de afde-
ling Finishing. Leuk werk: ontbramen, wassen, inpakken.
Daarna werd ik meewerkend voorman van de afdeling
SME – stamperij, montage en eindafwerking.”
Een mooie loopbaanontwikkeling voor iemand die min of
meer toevallig in de metaal is beland. Maar Rogowski
wilde meer. En keek goed om zich heen in het bedrijf.
Begin dit jaar hoorde hij dat de lasrobotprogrammeur ver-
trok. “Een baan met toekomstperspectief. Ik stelde mijn
chef voor om die functie over te nemen. Dat kon. Ik deed
een driedaagse cursus en combineer het programmeer-
werk nu met mijn werk als meewerkend voorman.”
Perfecte lasRogowski is enthousiast over zijn werk als programmeur.
Hij schudt direct alle voordelen uit zijn mouw. “Je wordt
niet vies, het is beter voor je gezondheid, je levert betere
kwaliteit, het werktempo ligt hoger, je hebt geen gespeci-
aliseerde lassers nodig en je bent voorbereid op de toe-
komst.”
Op het gebied van handlassen heeft Rogowski geen erva-
ring. Maar hij weet dat dat een heel andere tak van sport
is. “Voor de handlasser is de perfecte las vaak het hoog-
ste doel, maar voor mij is dat een minimale eis. Het hoort
er gewoon bij. We hebben zeer kritische klanten - vooral
uit de auto-industrie - die de hoogste kwaliteit eisen. Voor
die kwaliteit ben ik als programmeur verantwoordelijk.
En dat luistert heel nauw: wij produceren onder meer ba-
jonetten voor tanks van vrachtwagens en onderdelen voor
Isofix, een internationaal gestandaardiseerd systeem voor
bevestiging van kinderzitjes in auto's.”
Mooiste wekenHet klinkt misschien wat oncollegiaal, maar de beste
werkmomenten beleeft Rogowski als hij de operators van
de lasrobot niet hoort of ziet. “Dat betekent namelijk dat
er geen storingen zijn en ik niets hoef bij te stellen. Soms
gaan er weken voorbij dat ik geen operator spreek. Dat
zijn voor mij de mooiste weken. Dan ben ik echt trots op
mezelf!”
Op lascursusOndertussen blijft de radar van Rogowski actief. Zo is nu
zijn nieuwsgierigheid gewekt naar het handlassen. “Als ik
hier lassers aan het werk zie, denk ik vaak: waarom las je
met die dikte? Waarom kies je een bepaalde snelheid?
Waarom gebruik je koper? Dat wil ik weten. Ook wil ik
graag Fingerspitzengefühl voor het lassen ontwikkelen.”
Nog dit jaar gaat de ambitieuze Pool op lascursus. “Hoe
meer diploma’s, hoe beter.”
‘De perfecte las ismijn minimale eis’
“Voor de handlasser is de perfecte las
vaak het hoogste doel, maar voor mij is
dat een minimale eis. Het hoort er
gewoon bij. We hebben zeer kritische
klanten - vooral uit de auto-industrie -
die de hoogste kwaliteit eisen.

GeschiedenisDe verbindingstechniek van koper en koperlegeringen
kent een lange geschiedenis. Aanvankelijk werden deze
materialen aan elkaar verbonden door middel van smeed-
lassen (wellen) en zachtsolderen. Later deden andere ver-
bindingstechnieken hun intrede, zoals autogeen lassen,
koolbooglassen en lassen met beklede elektroden. In de
periode na de Tweede Wereldoorlog kwamen daar tech-
nieken bij: TIG-, MIG- en plasmalassen en hardsolderen.
Tegenwoordig worden ook nieuwere verbindingstechnie-
ken toegepast, zoals elektronenbundellassen, magnetisch
pulslassen, wrijvingslassen en ultrasoon lassen. Deze tech-
nieken hebben een aantal voordelen ten opzichte van de
traditionele verbindingsprocessen:
•
•
•
Ondanks deze lange geschiedenis is het verbinden van
koper en zijn legeringen tot op de dag van vandaag een
specialisme waar nog regelmatig problemen bij worden
ondervonden.
Soorten koperlegeringenNaast zuiver koper kennen we inmiddels een groot aantal
koperlegeringen. Deze koperlegeringen worden meestal
ingedeeld op basis van hun typerende legeringselementen.
Voor de aanduiding van koper en koperlegeringen op te-
keningen en in bestellingen bestaan gedetailleerde Britse,
Franse, Duitse en Amerikaanse normbladen. In Nederland
hanteren we normen die zijn afgeleid van de Europese nor-
men, zoals NEN-EN 1412:1995, NEN-EN 1172:2011 en
NEN-EN 1173:2008.
Koper en koperlegeringen hebben over het algemeen een goede weerstandtegen corrosie en het zijn goede geleiders van elektriciteit en warmte. Om aandeze materialen te lassen en daarbij de gunstige eigenschappen te behouden,moeten de juiste voorzorgsmaatregelen genomen worden. Daarover gaat deze aflevering van Laskennis Opgefrist.
Laskennis opgefrist
Lasbaarheid van koper en koperlegeringen
23
2726
LASTECHNIEK LASBAARHEID VAN KOPER - september 2015
In het dagelijks spraakgebruik worden koperlegeringen
meestal aangeduid met hun populaire benamingen, zoals:
•
•
•
•
•
•
•
•
•
LASTECHNIEKseptember 2015
De materialen kunnen meestal gelast worden zonderlastoevoegmateriaal.De warmte-beïnvloede zone (WBZ) blijft beperkt,waardoor er minder verbrossing en minder sterkte-verlies optreedt.Twee verschillende soorten materialen kunnen aanelkaar worden verbonden, de zogenaamde ‘hetero-gene verbindingen’. Voorbeelden zijn koper aan alu-minium of koper aan roestvast staal.
zuiver koper of OFHC-koper (zuurstofvrij - hoogst geleidend)handelskoper of HC-koper(koper met kleine toevoegingen/verontreinigingen)messing of koper-zinklegeringnikkelzilver of koper-zink-nikkellegeringbrons of koper-tinlegeringen(soms met fosfortoevoeging voor fosforbrons)gunmetaal of koper-tin-zinklegering(soms met toevoeging van lood)aluminiumbrons of cupro-aluminiumsiliciumbrons of koper-siliciumlegeringcupronikkel of koper-nikkellegering (Cunifer)
zuurstofhoudend roodkoperfosfor gedesoxideerd koperzuurstofvrij (hooggeleidend) koper
Tabel 1 Een aantal specifieke koperlegeringen met hun aanbevolenlastoevoegmateriaal voor het MIG-, TIG- en plasmalassen.
Zuurstofvrij OFHC, fosfor gedesoxideerdLaag zink < 30%Hoog zink (40%)20% Zn / 15% Ni45% Zn / 10% Ni4,5 - 6% Sn / 0,4 P3% Si< 7,8 % Al> 7,8 % Al6Al / 2% SiZonder loodLoodhoudend10% Ni30% Ni
Zuiver koperMessing
Nikkelzilver
FosforbronsSiliciumbronsAluminiumbrons
Gunmetaal
Cupronikkel
Legeringsgroep Specifieke legering
S Cu 1897, S Cu 1898S Cu 6328, S Cu 6560niet aanbevolenS Cu 6328, S Cu 6560niet aanbevolenS Cu 5180S Cu 6560S Cu 6240, S Cu 6100S Cu 6180, S Cu 6328S Cu 6100S Cu 5180, S Cu 6560, S Cu6180niet aanbevolenS Cu 7061, S Cu 7158S Cu 7158
Aanbevolen lastoevoegmateriaalNEN-EN-ISO 24373:2009
Foto 1 Magnetisch pulslassen van koper aan aluminium (Foto : Belgisch Instituut voor Lastechniek)
Foto 2 Wrijvingslassen van koper aan aluminium(Foto : Belgisch Instituut voor Lastechniek)
LastoevoegmaterialenTabel 1 geeft een overzicht van een aantal populaire ko-
perlegeringen en de aanbevolen lastoevoegmaterialen vol-
gens NEN-EN-ISO 24373:2009 voor het TIG-, MIG- en
plasmalassen. Soortgelijke informatie over de samenstel-
ling van aanbevolen lastoevoegmaterialen wordt gegeven
in de AWS A5.7/A5.7M:2008. Beklede elektroden zijn ge-
specificeerd in AWS A5.6/A5.6M:2007.
Sommige legeringen kunnen beter niet gelast worden.
Zoals ook blijkt uit tabel 1, wordt het lassen aan messing
met hoog zinkgehalte, nikkelzilver (45% Zn, 10% Ni) en
loodhoudend gunmetaal niet aanbevolen.
LasbaarheidDe verschillende koperlegeringen vertonen karakteristieke
verschillen op het gebied van lasbaarheid. Zuiver koper
heeft een zodanig hoog warmtegeleidingsvermogen dat
voorwarmen op hoge temperatuur (tot 500 °C) vaak
nodig is om de snelle warmteafvoer te compenseren en zo-
doende bindingsfouten en poreusheid te voorkomen. Als
het werkstuk bereikbaar is van twee kanten, wordt om die
reden ook wel door twee lassers gelijktijdig gelast. Alleen
met het elektronenbundellasproces kan tot grote dikten
zonder voorwarmen worden gelast. Dit komt door de
hoge energiedichtheid van de bundel (1.106 W/mm2).
Sommige koperlegeringen, zoals de cupronikkellegerin-
gen, hoeven helemaal niet voorgewarmd te worden,
omdat zij een warmtegeleidingsvermogen hebben dat ver-
gelijkbaar is met dat van ongelegeerd staal.
Op basis van de lasbaarheid van de verschillende koper-
legeringen is er in de ISO/TR 15608 een aparte groepsin-
deling gemaakt.
Deze groepsindeling (tabel 2) wordt gebruikt bij het cer-
tificeren van lasmethoden en lassers.
Ongelegeerd koperOngelegeerd koper wordt geleverd in drie versies:
•
•
•
Zuurstofhoudend koper bevat ketens van koperoxide-in-
sluitsels (< 0,1% zuurstof als Cu2O). Deze insluitsels heb-
ben - in beperkte mate - een nadelige invloed op de mecha-
nische eigenschappen en geleidbaarheidseigenschappen.

28 29
LASTECHNIEK LASBAARHEID VAN KOPER - september 2015
Het aanwezige zuurstof kan leiden tot verbrossing van de
warmte-beïnvloede zone (WBZ) en porositeit in het las-
metaal.
Fosfor gedesoxideerd koper en zuurstofvrij koper zijn be-
duidend beter lasbaar, maar bij het lassen met te weinig of
zonder lastoevoegmateriaal kan door residuele zuurstof
poreusheid in het lasmetaal ontstaan. Dit gebeurt vooral
bij aanwezigheid van waterstofatomen in het bescherm-
gas. Poreusheid bij het gasbooglassen is het best te voor-
komen door gebruik van voldoende en geschikt
lastoevoegmateriaal dat desoxidanten bevat als alumi-
nium, mangaan, silicium, fosfor en/of titaan.
Bij voorkeur wordt dit type gelast met het TIG- of het
MIG-proces. (Voor reparatiewerkzaamheden wordt ook
wel autogeen lassen of lassen met beklede elektroden toe-
gepast.) Om de sterke warmteafvoer te compenseren, wor-
den beschermgassen gebruikt op helium- of stikstofbasis,
vanwege de hetere lasboog (hogere boogspanning) verge-
leken met argon.
Dun materiaal kan gelast worden zonder voorwarmen,
maar bij materiaaldikten boven de 5 mm moeten alle ko-
perlegeringen voorgewarmd worden om een vloeibaar las-
bad te creëren. Dik materiaal moet soms voorgewarmd
worden tot wel 600 °C.
Laaggelegeerd koperAan koper worden vaak kleine hoeveelheden van de lege-
ringselementen zwavel of tellurium toegevoegd om de ver-
spaanbaarheid te vergroten. Deze legeringstypen zijn
hierdoor echter niet of slecht lasbaar.
Precipitatiehardende legeringen bevatten kleine hoeveel-
heden chroom, zirkoon of beryllium. Deze legeringen heb-
ben goede mechanische eigenschappen. Chroom- en
berylliumhoudende legeringen moeten altijd voorge-
warmd worden om scheuren in de WBZ te voorkomen.
Het lassen van berylliumhoudende legerin-
gen vraagt om extra zorgvuldigheid bij de
bescherming tegen lasrook. De lasrook van
berylliumhoudende legeringen is namelijk
zeer giftig. Om gezondheidsschade te voor-
komen, is een zeer goede lasrookafzuiging
noodzakelijk.
Messing en nikkelzilverMessing kan worden onderscheiden in twee
groepen: messing met een laag zinkgehalte
(< 20% Zn) en messing met een hoog zink-
gehalte (30-40% Zn). Messingsoorten met
een hoog zinkgehalte worden als niet-las-
baar beschouwd. Nikkelzilver bevat 20 -
45% zink en nikkel ter verbetering van de
sterkte. Het belangrijkste probleem bij het
lassen van deze legeringen is de uitdamping
van zink, wat resulteert in witte dampen en neerslag van
zinkoxide en poreusheid in het lasmetaal. Goede per-
soonlijke bescherming tegen het inademen van zinkdam-
pen is noodzakelijk. Om poreusheid in te perken moeten
zinkvrije lasdraden worden gebruikt, of siliciumbrons (S
Cu 6328) of aluminiumbrons (S Cu 6560). Hoge lassnel-
heden zijn nodig om de mate en afmetingen van de po-
reusheid te beperken.
Het TIG- en MIG-lassen van deze soorten wordt uitge-
voerd met argon of een argon-heliummengsel als be-
schermgas (dus geen stikstof). Voorwarmen is gewenst om
bindingsfouten te voorkomen. Bij de hoger zinkhoudende
legeringen bevordert voorwarmen een langzame afkoeling
van de lasomgeving, waardoor er minder kans is op
scheurvorming. Gloeien na het lassen verkleint het risico
van scheurvorming door spanningscorrosie.
Fosforbrons, siliciumbrons en gunmetaalTinbrons kan 1-10% tin bevatten. Fosforbrons bevat
LASTECHNIEKseptember 2015
Deze aflevering in de rubriek 'Laskennis opgefrist' is een bewerking van 'Job Knowledge for Welders Part 23’ uitTWI Connect (TWI Ltd, Cambridge, UK), geactualiseerd in 2015. Met dank aan Bart Verstraeten en Wim Verlinde.
Tabel 2 Groepsindeling van de koperlegeringen volgens ISO/TR 15608:2013
32.132.2
3132
3334353637
38
Groep SubgroepKoper met maximaal 6% zilver en 3% ijzerKoper-zinklegeringenKoper-zinklegeringen, binairKoper-zinklegeringen, complexKoper-tinlegeringenKoper-nikkellegeringenKoper-aluminiumlegeringenKoper-nikkel-zinklegeringenLaaggelegeerde koperlegeringen (minder dan 5% anderelementen) die niet binnen de groepen 31 t/m 36 vallenAndere koperlegeringen (met ≥5% legeringselementen)die niet binnen de groepen 31 t/m 36 vallen.
Type koperlegering daarnaast nog 0,4%
fosfor. Gunmetaal is in
wezen een tinbrons,
waaraan tot ca. 5%
zink is toegevoegd,
soms in combinatie met
maximaal 5% lood. Si-
liciumbrons bevat in
het algemeen 3% sili-
cium en 1% mangaan
en is daarmee van de
genoemde bronstypen
het makkelijkst te las-
sen.
De genoemde brons-
soorten zijn over het al-
gemeen probleemloos
lasbaar met lastoevoeg-
materialen met een-
zelfde samenstelling als
het basismateriaal, met
uitzondering van het
loodhoudende gunme-
taal en fosforbrons.
Het loodhoudende
gunmetaal is vrijwel
niet te lassen vanwege
de vorming van warm-
scheuren in het lasme-
taal en de WBZ.
Fosforbrons moet ter
vermijding van poreus-
heid altijd worden ge-
last met toevoegmateriaal met een hoog gehalte aan
desoxidanten als silicium, aluminium, mangaan en/of ti-
taan.
AluminiumbronsEr zijn twee typen aluminiumbrons:
•
•
Deze legeringen moeten bij voorkeur gelast worden met
gasbooglasprocessen (MIG, TIG of plasma). Bij het TIG-
lassen wordt aanbevolen te lassen met wisselstroom in
de enkelfase-legeringen die tussen 5 en 10% alumi-nium bevatten, met toevoeging van kleine hoeveel-heden ijzer of nikkel;de tweefasenlegeringen die max. 12% aluminium be-vatten met daarnaast nog ca. 5% ijzer en soms nogtoevoegingen van nikkel, mangaan en/of silicium.
verband met de aanwezigheid van een hardnekkige alu-
miniumoxidefilm op het metaaloppervlak. Ook wordt
wel TIG-gelast op de pluspool van een gelijkstroombron
onder helium of heliumrijk beschermgas. Vanwege hun
lage warmtegeleidingsvermogen hoeven de aluminium-
bronslegeringen in dikten onder 10 mm niet voorge-
warmd te worden.
Om poreusheid te vermijden moet het lasoppervlak gron-
dig worden schoongemaakt, liefst door middel van schu-
ren of slijpen (frezen) voor aanvang van het lassen en na
elke lasrups. De enkelfase-legeringen zijn gevoelig voor
scheurvorming in de las en de WBZ onder invloed van
lasspanningen. Uit corrosie-overwegingen is het vaak
noodzakelijk om lastoevoegmateriaal te gebruiken dat
qua samenstelling overeenkomt met het basismateriaal,
maar een afwijkend legeringstype, zoals toevoegmateriaal
uit het tweefasenassortiment, verkleint de kans op
scheurvorming in het lasmetaal aanzienlijk. De tweefa-
senlegeringen zijn mede daardoor sowieso beter te las-
sen.
Cupronikkellegeringen (Cunifer 5/10 of 30)De cupronikkellegeringen bevatten tussen 5 en 30% nik-
kel met soms toevoegingen van kleine hoeveelheden ijzer
en/of mangaan. De legeringen met 10% (90/10) of 30%
(70/30) nikkel komen het meest voor in gelaste con-
structies. Het zijn enkelfase-legeringen die goed lasbaar
zijn met gasbooglasprocessen. Lassen met beklede elek-
troden kan ook, maar wordt niet aanbevolen.
Normaal gesproken wordt een gelijksoortig lastoevoeg-
materiaal aanbevolen, maar het 70/30 type met 30% nik-
kel wordt ook wel gezien als universeel lastoevoeg-
materiaal voor de gehele cupronikkelgroep. Voorwarmen
is vrijwel nooit nodig.
Omdat deze legeringen zelf geen of onvoldoende des-
oxidanten bevatten, is het lassen ervan zonder toevoeg-
materiaal niet aan te bevelen in verband met het risico
van ernstige poreusheid. Lastoevoegmaterialen bevatten
over het algemeen 0,2 à 0,5% titaan om poreusheid te
voorkomen. Meestal wordt argon als beschermgas ge-
bruikt bij het MIG-, TIG- en plasmalassen, maar toe-
voeging van een kleine hoeveelheid waterstof (5 à 10%)
verbetert de vloeibaarheid van het lasmetaal, wat resul-
teert in een strakker en schoner lasuiterlijk. Backinggas,
meestal argon of argon + 10% H2 wordt aanbevolen,
speciaal bij het pijplassen, om een gladde en niet-ver-
brande doorlassing te krijgen.

31
LASTECHNIEKseptember 2015
Verbetercheck niet ingesteld op robotlassenBij robotlassen is sprake van een hogere inschakelduur
dan bij handlassen en dus ook een hoger verbruik aan las-
draad. “Neem je bij een wat grotere lasrobotinstallatie
geen maatregelen de lasrook af te zuigen, dan staat binnen
de kortste keren de hele werkruimte blauw.” De verbeter-
check en de acties van 5xBeter zijn alleen afgestemd op
handlassen. Gelukkig bespreken de meeste robotintegra-
tors lasafzuiging al in het offertestadium met de klant en
betrekken daar een externe leverancier bij. Bij lasrobotin-
stallaties vindt lasrookafzuiging altijd plaats bij de bron,
dus boven de lasrobot. Bij robots die op een track wor-
den verplaatst loopt de afzuiging vaak mee. Soms wordt
een lasrobot in een afgesloten cabine geplaatst. Omdat
vaak op een bestaande afzuiginstallatie moet worden aan-
gesloten is lasrookafzuiging bij een robot altijd maatwerk.
Aan tafel met arbeidsinspectieOmdat de Inspectie SZW wil weten welke installatietech-
nische factoren er spelen op het gebied van lasrookafzui-
ging en Lemtech moet weten hoe de richtlijnen moeten
worden toegepast, zitten beide partijen regelmatig met el-
kaar aan tafel. “Uitwisseling van kennis kost veel tijd,
maar is onontbeerlijk wanneer je er voor wilt zorgen dat
lassers op een gezonde manier hun vak kunnen blijven uit-
oefenen”, besluit Jacquelien van der Lem.
30
LASTECHNIEK LASROOK - september 2015
De gevaren van lasrook zijn in de afgelopen tijd al uitvoerig besproken. Tijd om dieper in te gaan op de oplossingen voor lasrookafzuiging, want voor iedere situatie kan jeeen gezonde werkomgeving creëren. Alhoewel in Nederland de handhaving niet strengis, heb je als werkgever de plicht daarvoor te zorgen. Waar je zoal op moet letten vroegen we aan Jacquelien van der Lem, directeur vanLemtech Lucht- en Milieutechniek.
door Erik Steenkist
Lasrookafzuiging is maatwerk
dustriegebieden is dit vaak niet het geval. Met een gecer-
tificeerde filterunit voldoet recirculatie aan de eisen van
de EN-norm. Wanneer er geen bronafzuiging wordt ge-
bruikt, maar alleen recirculatie wordt toegepast, is gebruik
van goede adembescherming vereist volgens de arboregels,
liefst in de vorm van een overdruksysteem. Lasrook kan je
immers nog steeds inademen voordat deze door de ruim-
telijke afzuigunits wordt gefilterd.
Meten is wetenOm te bepalen welke voorzieningen voor lasrookafzuiging
nodig zijn, wordt de werksituatie eerst geanalyseerd: de
afmetingen van de ruimte, reeds aanwezige ventilatie, het
aantal lasplekken, het soort lasproces, de afmetingen van
de te lassen werkstukken, de verbruikte hoeveelheid las-
draad per uur en per dag, het type lastoevoegmateriaal en
de samenstelling van het beschermgas. Ventilatie is ver-
plicht bij een verbruik van 6000 kg lasdraad per jaar. “Het
verdient ook aanbeveling de samenstelling van de lucht in
de werkruimte door een onafhankelijk bedrijf te laten
meten, zowel in een nul- als een eindsituatie na toepassing
van afzuiging.”
BiomonitoringOmdat de schadelijke gevolgen van het inademen van las-
rook vaak pas op langere termijn van soms tientallen jaren
aan het licht komen, biedt biomonitoring een oplossing
om al in een vroeg stadium vast te stellen of schadelijke
stoffen als mangaan, chroom-6, lood, beryllium en mo-
lybdeen in het bloed of de urine voorkomen. In België is
het verplicht dergelijke concentraties van bovengenoemde
elementen jaarlijks te laten meten. In Nederland bestaat
die verplichting niet, maar worden de grenswaardes aan-
gescherpt en ligt de verantwoordelijkheid voor veilig wer-
ken bij de ondernemers en werknemers zelf.
erwijl in Nederland de grenswaarde voor lasrook
ten opzichte van andere EU-landen het strengst is,
is de Inspectie SZW (Arbeidsinspectie) in Neder-
land minder actief met controles dan in het buitenland.
Gevolg is dat de wetgeving op dit punt nog niet voldoende
wordt nageleefd. Maar los van de wetgeving heb je als
werkgever ook een inzetverplichting de lasafdeling kritisch
te beoordelen op de mogelijkheden voor lasrookafzuiging.
“Veel bedrijven zien dat echter nog als een noodzakelijk
kwaad, hebben daar geen geld voor over en volstaan met
het openzetten van de deuren. Maar wil je een gezonde
werkomgeving voor je werknemers, dan tref je daarvoor
de juiste voorzieningen”, stelt Jacquelien van der Lem.
Je ontkomt niet aan ruimtelijke afzuiging“Afzuiging direct bij de bron is de beste oplossing. Maar
lassers zijn niet altijd op een vaste plek aan het werk. Moet
je vaker dan 6 keer per uur de arm van de afzuigunit ver-
plaatsen, dan werkt dat al vaak niet meer. In de praktijk
wordt daarom bijna altijd bronafzuiging met ruimtelijke
afzuiging gecombineerd om onder de wettelijke norm van
1 mg/m3 over de gehele werkdag te komen. Hoeveel er
ook aan bronafzuiging wordt toegepast, er blijft altijd een
restwaarde die alleen ruimtelijk kan worden afgezogen”,
benadrukt Jacquelien van der Lem.
70/30 toepassingRuimtelijke afzuigunits zuigen de lucht met de lasrook
weg, filteren de schadelijke lasrook, dampen en slijpstof
uit de lucht en blazen de gefilterde, schone lucht weer in
de ruimte. Het ideaalbeeld is dat de ruimtelijke recircula-
tie wordt aangevuld met buitenluchtventilatie, liefst in een
70/30 verhouding: 70% recirculeren en 30% buiten-
luchtventilatie. Van der Lem wijst er op dat dit alleen kan
wanneer de buitenlucht ook echt schoon is; in zware in-
T
Lemtech Lucht- en Milieutechniek biedt oplossingenop maat bij hinderlijke- en/ of gezondheidsgevaarlijkestoffen, dampen en geuren. Het bedrijf ontwerpt,bouwt en installeert afzuiginstallaties voor de staal-,apparaten-, jacht- en scheepsbouw-, robot-, beton-,bouw, farmacie- en food-, kunststof-, en recyclingin-dustrie. De afgelopen jaren ligt de focus meer op las-rookafzuiging bij lasrobotinstallaties. Het bedrijf isexclusief leverancier van Teka afzuigsystemen.Lemtech is 15 jaar geleden opgericht door Jacque-lien van der Lem. Zij had de ervaring dat lasrookaf-zuiging in de praktijk vaak onvoldoende is en wildedaar oplossingen voor gaan ontwikkelen en realise-ren. Jacquelien van der Lem is EWT en benadert deproblematiek van lasrookafzuiging vanuit haar theo-retische en praktische kennis van het lassen.
Ruimtelijke afzuiging, gecombineerd met buitenluchtventilatie bij Van de Sandt Constructions (foto Lemtech)

Bent u toe een nieuwe lashelm, dan moet u mijn co-lumn eens goed lezen. U kunt allereerst kiezen uit hetassortiment van een redelijk aantal leveranciers, maarook kunt u bij de fabrikant van uw keuze, kiezen vooreen bepaald type. Wel of geen automatisch venster bij-voorbeeld. Ook het materiaal van de helm, de vorm enhet uiterlijk zullen een rol spelen bij wat u besluit aan teschaffen. Als ik me goed herinner, was het de fabrikantESAB die een aantal jaren geleden helmen aanboodmet een flitsend uiterlijk. Niet meer van die grauwe grijs-zwarte fantasieloze helmen, maar helmen met frissekleuren en opdrukken van raceauto’s en motoren, ofvoorzien van vrouwelijk of mannelijk schoon. Met dehuidige techniek is het zelfs mogelijk een maathelm aante schaffen door je hoofd te laten scannen met eenlaser en daarvan een driedimensionaal beeld te latenmaken. Dat beeld kun je dan weer gebruiken om een3D-print te maken van een exact passende helm. Jewordt tegenwoordig overspoeld met voorbeelden vande 3D-printtechniek, tot aan de constructie van eenbrug over een Amsterdamse gracht. Een brug vollediggemaakt door naar elkaar toewerkende robots. Kijkmaar eens naar het filmpje op YouTube. Er komt echtgeen mens meer aan te pas.
Terug naar het materiaal van de lashelm. Een lashelmvan een thermoplast is relatief goedkoop, maar niet zosterk en niet langer dan vijf jaar te gebruiken. Een ve-zelversterkte lashelm is weliswaar duurder, maar gaat
langer mee en kan ook beter tegen een stootje. Maar erzijn nog meer mogelijkheden. U kunt ook kiezen vooreen helm gemaakt van worteltjes. De TU Delft is al jarenbezig met het maken van afbreekbare plastics, ook welbioplastics genoemd. De helm van worteltjes behoorttot die categorie. Het Schotse bedrijf CelluComp heeftin samenwerking met een Zwitsers onderzoekinstituuteen helm gemaakt uit de vezels die vrijkomen bij deproductie van wortelsap. De door dit bedrijf gemaaktehelmen uit wortelvezels zijn zelfs sterker dan glasvezel-of koolstofvezel-versterkte helmen. Ze zouden ookgoedkoper kunnen zijn dan de standaard vezel-ver-sterkte helmen, doordat afvalmateriaal wordt gebruikt.Het grote voordeel echter van de helmen uit wortelve-zel is de afbreekbaarheid. Niet dat u aan het einde vande levensduur van de helm er een lekker en voedzaamsoepje van kunt koken, maar de helm wordt wel in denatuur afgebroken en dat is toch gunstig voor het mi-lieu. Welke fabrikant van lashelmen durft het aan omdeze helmen te gaan maken? Via de 3D-printtechniekkan elke lasser een exact passende helm aanschaffen.Wel uw haar regelmatig laten knippen, anders past dehelm niet meer.
Lashelm van peentjes
Lastechniek #10
Voor redactionele bijdragen en advertenties kunt u ons bellen071 589 56 44 of mailen naar [email protected]
Themanummer Welding Week 2015 en vooruitblik op het Lassymposium in november
33
LASTECHNIEKseptember 2015 COLUMN
HELP VAKCOLLEGA’S IN AFRIKA!
O
AKVHELP
odneeteM
INS’OLLEGACAK
kiurbegwufoeitano
!AAFRIKIN
tplehpahcsdeeregtk
niicinhcet-agellocut
a kirfAn
edeogneeG.keinhcetetraantehhcsdeerGe
emasfeGedihk
obetpotsmokeoteazpahcsdeereGdereG
nenelohcsehcsinhce!tkrewpa
sdeerGederGetemntt
poneetemnewuonipahcsdeeregtlemamenrednoednetrats
unaagnilluvnipahcskfjiijdbf’ll
naabneenegnidielsrevnepotidtpank,nsgnilekkiwtnonisrem
ekjiijleppahcstaamwuddditk
e dnint peehcs. nednal
korteb -dl
nediehnek
kueohkjKiij
ereg.www
wutemnemasnuets
:poneplehtnuk
av/ln.pahcsdeeregde
kavfjiijrdebfos’’sagellocw
namka
edrededninetonegk
. dlerew

Lincoln Smitweld B.V.Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
ADVIES en CONSULTANCY AFZUIGINSTALLATIES ENLUCHTBEHANDELING
GEAUTOMATISEERD SNIJDEN
LASAPPARATUUR ENANDERE TOEBEHOREN
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
AIB-Vinçotte Nederland B.V.Takkebijsters 8 - 4817 BL BredaPostbus 6869 - 4802 HW BredaT 076 571 22 88 - F 076 587 47 60E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Nederman Nederland BVWiekenweg 33 - 3815 KL AmersfoortPostbus 2646 - 3800 GD AmersfoortT 033 298 81 22 - F 033 201 12 10E [email protected]
KEURINGEN
HoofdkantoorDukdalf 11 - 9206 BE DrachtenPostbus 505 - 9200 AM DrachtenT 0512 52 40 08E [email protected]
Kwaliteitsmanagement |Lasconsultancy | Inspectie
Drachten | Zutphen | Rotterdam
HoofdkantoorDukdalf 11 - 9206 BE DrachtenPostbus 505 - 9200 AM DrachtenT 0512 52 40 08E [email protected]
Kwaliteitsmanagement |Lasconsultancy | Inspectie
Drachten | Zutphen | Rotterdam
Lincoln Smitweld B.V.Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Lincoln Smitweld B.V.Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
LASTOEVOEGMATERIALEN MANIPULATOREN ENMECHANISATIE
MECHANISATIE EN AUTOMATISERING
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Dumeta import / export B.V.Marconistraat 26 - 7575 AR OldenzaalT 0541 53 33 69 - F 0541 53 33 71E [email protected]
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Lorch Lastechniek B.V.Postbus 5 - 2200 AA NoordwijkT 071 362 56 27 - F 071 362 38 85E [email protected]
Magnatech International B.V.De Amer 24 - 8253 RC DrontenT 0321 38 66 77 - F 0321 31 41 65E [email protected]
LASKWALIFICATIES/CERTIFICERING
34 35
Materiaal Metingen Testgroep B.V.MME GroupRietdekkerstraat 16 - RidderkerkPostbus 4222 - 2980 GE RidderkerkT 0180 48 28 28 - F 0180 46 22 40E [email protected]
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
NDO/DO ONDERZOEK ONDERHOUD EN NIEUWBOUWINSPECTIE
3P Project Services B.V.Nijverheidsweg 4 - 4854 MT BavelT 0161 43 85 00 - F 0161 43 85 01E [email protected]
Totaalproject in inspectie, lastechnischeondersteuning en projectmanagement
De Groot Lasopleidingen B.V.Weidehek 24 - 4824 AS BredaT 076 541 07 20 - F 076 542 72 95E [email protected]
Lastechnische opleidingen, adviseringen certificering.
LASTECHNIEK BRANCHEREGISTER - september 2015 LASTECHNIEKseptember 2015

In de lasindustrie gaat vaak veel tijd verloren met het positioneren
van grote werkstukken. Kostbare tijd, waarin de lasser moet wach-
ten tot hij verder kan met zijn werk.
Met een relatief kleine investering in een manipulator of rolstelling
is dit probleem verleden tijd. Zo kan de lasser zijn tijd en energie
optimaal benutten en comfortabel zijn werk doen.
Kies ook voor gemak en efficiëntie op uw werkvloer.Kies voor Dumeta.
• Manipulatoren, draaitafels, lasrolstellingen, klauwplaten, etc.• Lage investeringskosten, hoge kwaliteit• Oplossingen op maat• Goede tussenstap naar verdere automatisering
ROBOTS EN ROBOTISERING
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
VOORBEWERKINGSAPPARATUURVOOR PIJP EN PLAAT
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
ORBITAAL EN APPARATUUROPLEIDINGEN EN CURSUSSEN
De Groot Lasopleidingen B.V.Weidehek 24 - 4824 AS BredaT 076 541 07 20 - F 076 542 72 95E [email protected]
Lastechnische opleidingen, adviseringen certificering.
Hogeschool Utrecht, Centrum voor Natuur & Techniek en ROC Midden NederlandNIL erkende opleidingen voor alle niveau’s en processen. • International Welding Engineer (IWE/ LPI)
• International Welding Technologist (IWT/ MLT)
• Verkorte combinaties van IWT met Inspectie en
keuring mogelijk.
• Lastechnisch construeren, Workshop lasnormen,
Lasopleidingen MIG/MAG, BMBE, TIG, Autogeen,
Laskwalificalties/ certificeringen, SMLT
Ook cursussen op gebied van Materia-len, Procestechnologie, Onderhoud &Inspectie, Engineering, Bedrijfskunde(hbo, post-hbo en masterniveau).
Meer informatie CvNT Lenneke KokT 088 481 88 88E [email protected]
Meer informatie ROC Joost ZijderveldT 030 754 69 03E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Magnatech International B.V.De Amer 24 - 8253 RC DrontenT 0321 38 66 77 - F 0321 31 41 65E [email protected]
Rolan Robotics B.V.De Corantijn 6 - 1689 AP ZwaagPostbus 135 - 1620 AC HoornT 0229 24 84 84 - F 0229 27 27 07E [email protected]
WEERSTANDLASSEN
Laskar Puntlastechniek B.V.Avelingen West 26 - 4202 MS GorinchemPostbus 3604 - 4200 EB GorinchemT +31 (0)183 61 88 88F +31 (0)183 66 61 01E [email protected]
Puntlas- en ProjectielasmachinesRolnaadlas- en Stuiklasmachines
Puntlaselektroden | ComponentenStiftlasmachines en bouten
Automatisering en mechaniseringTraining, onderhoud en Verhuur
PUNTLASSEN
Laskar Puntlastechniek B.V.Avelingen West 26 - 4202 MS GorinchemPostbus 3604 - 4200 EB GorinchemT +31 (0)183 61 88 88F +31 (0)183 66 61 01E [email protected]
Puntlas- en ProjectielasmachinesRolnaadlas- en Stuiklasmachines
Puntlaselektroden | ComponentenStiftlasmachines en bouten
Automatisering en mechaniseringTraining, onderhoud en Verhuur
STIFTLASSEN
Laskar Puntlastechniek B.V.Avelingen West 26 - 4202 MS GorinchemPostbus 3604 - 4200 EB GorinchemT +31 (0)183 61 88 88F +31 (0)183 66 61 01E [email protected]
Puntlas- en ProjectielasmachinesRolnaadlas- en Stuiklasmachines
Puntlaselektroden | ComponentenStiftlasmachines en bouten
Automatisering en mechaniseringTraining, onderhoud en Verhuur
36
LASTECHNIEK BRANCHEREGISTER - september 2015
WARMTEBEHANDELING
Delta Heat Services B.V.Scheelhoekweg 2 - 3251 LZ StellendamPostbus 52 - 3250 AB StellendamT 0187 49 69 40 - F 0187 49 68 40E [email protected]
• Elektrisch voorwarmen en gloeien• Inductie verwarmen• Stationaire gloeiovens• Mobiele gloeiovens• Uitdrogen beton / coatings• Verhuur / verkoop• Advisering

Gelijktijdig met
&
NEWInternational Meet & Match
NEW
ANTWERP EXPO | 20, 21 & 22 OKTOBER 2015APPARATEN EN TECHNOLOGIEËN VOOR HET LASSEN,
VERBINDEN EN SNIJDEN VAN METALEN EN KUNSTSTO FFEN
TRADE SHOWWelding week 2015
REGISTREER NU ONLINE MET CODE 8000 VOOR EEN GRATIS TOEGANGSBADGE
WWW.WELDING.BE
Subcontracting 2015
Belgisch Instituut voor Lastechniek
METAALMETAAL
MEDIAPARTNERS STRATEGISCHE PARTNERS