
verbinden Hotstart - metaalmagazine.nl · Bij het TIG-lasproces, waarbij warmtetoevoer en...
3
metaalmagazine 3 2008 40 www. metaalmagazine.nl verbinden Theo Luijendijk Om bindingsfouten te voorkomen zal een lasser bij handmatig las- sen eerst trachten een smeltbad te vormen (foto: Esab) Hotstart Willem Brabander en Rob Veldhoven ontwikkelde een variant van het MIG/MAG-lasproces om bindingsfouten te voorkomen. Zij noemen deze variant “Hotstart”. Duurproeven hebben inmiddels aangetoond dat deze methode succesvol functio- neert. voorkomt bindingsfouten MIG/MAG-lasproces Bij het MIG/MAG-lasproces wordt de elektrische boog ontstoken doordat de lasdraad contact maakt met het werk- stuk. De kortsluiting die dan ontstaat zorgt voor het afsmelten van de las- draad en ionisatie van het gas tussen draad en werkstuk. Het ontsteken van de lasboog verloopt relatief gemakke- lijk. Echter, de hoge warmte-ontwikke- ling als gevolg van de kortsluiting ver- oorzaakt ook spatten van de lasdraad, zie figuur 1. Het spatten kan onderdrukt worden door de lasdraad met een lage draad- aanvoersnelheid te starten. Is de boog eenmaal ontstoken dan kan naar de ingestelde draadaanvoersnelheid wor- den geschakeld. Moderne stroombron- nen hebben meestal deze optie. Een verdere reductie van het spatten wordt verkregen door de lasdraad of de lastoorts iets omhoog te bewegen nadat contact is gemaakt met het werkstuk, zie figuur 2. Als de boog eenmaal ontstoken is, kan de lastoorts weer in de gewenste positie gebracht worden. Bindingsfouten De hier beschreven methoden ter onderdrukking van het spatgedrag bij het starten van het lasproces worden vaak aangeduid met de tem ‘soft start’. Reductie van het spatgedrag is goed mogelijk, maar er doet zich tij- dens de start van het lassen van mate- rialen met een hoog warmtegelei- dingsvermogen nog een ander probleem voor. Bij het MIG/MAG-las- proces zijn warmte-inbreng en materi- aaltransport gekoppeld. Met het ont- steken van de boog wordt gelijktijdig lasmetaal naar het werkstuk getran- sporteerd. Belangrijk is dan wel dat er snel een lasbad wordt gevormd. Ontstaat dat lasbad niet onmiddellijk dan zullen de eerste van de lasdraad afgesmolten druppels onvoldoende samensmelten met het te lassen mate- riaal. De bekende plakfout is ontstaan. Om deze plakfout te voorkomen ont- wikkelden Willem Brabander en Rob Veldhoven de ‘Hotstart’-methode’ (zie kader). De gedachtengang om plakfou- ten met deze methode tegen te gaan, is innovatief, maar de realisatie van deze oplossing ter voorkoming van
Transcript of verbinden Hotstart - metaalmagazine.nl · Bij het TIG-lasproces, waarbij warmtetoevoer en...

metaalmagazine 3 200840 www.metaalmagazine.nl
verbindenT h e o L u i j e n d i j k
Om bindingsfouten te voorkomen
zal een lasser bij handmatig las-
sen eerst trachten een smeltbad
te vormen (foto: Esab)
Hotstart
Willem Brabander en Rob Veldhoven ontwikkelde een variantvan het MIG/MAG-lasproces om bindingsfouten te voorkomen.Zij noemen deze variant “Hotstart”. Duurproeven hebbeninmiddels aangetoond dat deze methode succesvol functio-neert.
voorkomt bindingsfouten MIG/MAG-lasproces
Bij het MIG/MAG-lasproces wordt deelektrische boog ontstoken doordat delasdraad contact maakt met het werk-stuk. De kortsluiting die dan ontstaat
zorgt voor het afsmelten van de las-draad en ionisatie van het gas tussendraad en werkstuk. Het ontsteken vande lasboog verloopt relatief gemakke-
lijk. Echter, de hoge warmte-ontwikke-ling als gevolg van de kortsluiting ver-oorzaakt ook spatten van de lasdraad,zie figuur 1.Het spatten kan onderdrukt wordendoor de lasdraad met een lage draad-aanvoersnelheid te starten. Is de boogeenmaal ontstoken dan kan naar deingestelde draadaanvoersnelheid wor-den geschakeld. Moderne stroombron-nen hebben meestal deze optie. Eenverdere reductie van het spattenwordt verkregen door de lasdraad ofde lastoorts iets omhoog te bewegennadat contact is gemaakt met hetwerkstuk, zie figuur 2. Als de boogeenmaal ontstoken is, kan de lastoortsweer in de gewenste positie gebrachtworden.
BindingsfoutenDe hier beschreven methoden teronderdrukking van het spatgedrag bijhet starten van het lasproces wordenvaak aangeduid met de tem ‘softstart’. Reductie van het spatgedrag isgoed mogelijk, maar er doet zich tij-dens de start van het lassen van mate-rialen met een hoog warmtegelei-dingsvermogen nog een anderprobleem voor. Bij het MIG/MAG-las-proces zijn warmte-inbreng en materi-aaltransport gekoppeld. Met het ont-steken van de boog wordt gelijktijdiglasmetaal naar het werkstuk getran-sporteerd. Belangrijk is dan wel dat ersnel een lasbad wordt gevormd.Ontstaat dat lasbad niet onmiddellijkdan zullen de eerste van de lasdraadafgesmolten druppels onvoldoendesamensmelten met het te lassen mate-riaal. De bekende plakfout is ontstaan. Om deze plakfout te voorkomen ont-wikkelden Willem Brabander en RobVeldhoven de ‘Hotstart’-methode’ (ziekader). De gedachtengang om plakfou-ten met deze methode tegen te gaan,is innovatief, maar de realisatie vandeze oplossing ter voorkoming van
����������������������������������������������������

Via een PLC wordt de lasproceduregevolgd, tot het moment van onder-breken door opnieuw de startbuttonin te drukken. Het lasproces begintzoals bij alle MIG/MAG-varianten metvoorgasstroom, daarna wordt de TIG-boog op de Carbotip ontstoken, destroomsensor in de schakeling is dangeactiveerd en na de ingestelde TIG-boogtijd wordt de MIG/MAG-stroom-bron ingeschakeld. De TIG-boogtijdkan, afhankelijk van de te lassen plaat-dikte, ingesteld worden van 10 ms tot100 ms. De draad wordt na de ingestel-
metaalmagazine 3 2008www.metaalmagazine.nl 41
bindingsfouten bleek minder gemak-kelijk dan gedacht.
Plakfouten voorkomen Een aantal problemen moest eerstoverwonnen worden. De elektrischeboog kan niet op de lasdraad wordenontstoken, want dan smelt deze gelijkaf. Om dit te voorkomen wordt deelektrische boog gestart op een kool-stof voorzetstuk van de contactbuis,de zogenoemde Carbotip, zie figuur 3.Koolstof is een goede stroomgeleideren de lasboog wordt op de Carbotipontstoken met een hoogfrequent span-ning. Het starten van de boog doormiddel van een hoog spanningspuls iseveneens mogelijk. De boog blijft ver-volgens enige milliseconden op deCarbotip branden totdat zich eensmeltbad heeft gevormd. Dan wordt
de in de Carbotip teruggetrokken las-draad aangevoerd en verspringt de las-boog van de Carbotip naar de lasdraaden kan gelast worden met de voorafingestelde draadaanvoersnelheid.Plakfouten worden, door op dezemanier te starten, absoluut voorko-men, evenals extra materiaalopeenho-ping aan het begin van de las. Om bin-dingsfouten te voorkomen zal eenlasser bij het handmatig lassen eersttrachten een smeltbad te vormen enautomatisch treedt dan een extra over-dikte op.
Lassen met nieuwe vartiantBij het lassen met de nieuwe variantvan het MIG/Mag-lassen moet onder-scheid gemaakt worden tussen hetvoor het eerst lassen met een nieuwedraad en het opnieuw lassen met dezedraad. De programmatuur van destroombron is hierop aangepast. Bij deeerste keer dat de draad wordt inge-bracht wordt de draad als deze uit deCarbotip steekt door de lasser afge-knipt. De lasser drukt dan kort op destartknop. Dit heeft tot gevolg dat dedraad ± 60 mm in de toorts wordtteruggetrokken. Dezelfde startknopwordt nu voor de tweede keer inge-drukt en het lasproces wordt gestart.
H o t s t a r t
Bij het TIG-lasproces, waarbij warmtetoevoer en materi-aaltoevoer gescheiden zijn, zullen ook bij materialenmet een hoog warmtegeleidingsvermogen zoals alumi-nium en koper geen bindingsfouten ontstaan. Het toe-voegmateriaal wordt pas aangevoerd als er zich eenlasbad heeft gevormd. Dit principe is ook de basis vande door Willem Brabander en Rob Veldhoven ontwikkel-de variant van het MIG/MAG-lasproces. Zij hebben dezevariant ‘Hotstart’ genoemd. Net als bij het TIG-lassenwordt eerst een lasbad gevormd voordat er materiaal-transport van lasdraad naar lasbad optreedt.
Figuur 1. Spatvorming bij het starten van het MIG/MAG-lasproces (figuur Tawers, Japan)
L a s m e t h o d e nMetaal Magazine publiceert regelmatigover ontwikkelingen in lasmethoden.Deze publicaties zijn te raadplegen in hetarchief verbinden op se sitewww.metaalmagazine.nl.
Figuur 2. Onderdrukken van spatvorming door de lastoorts omhoog te bewegen (figuur Tawers).
Figuur 3. Links een standaard contactbuis en rechts dezelfde contactbuis met
daarop geschroefd een koolstof voorzetstuk (Carbotip). Koolstof is een redelijke
stroomgeleider met een hoge smelttemperatuur. De Carbotip zal dan ook niet
smelten tijdens het starten van de lasboog en kan keer op keer gebruikt worden
voor een nieuwe start (foto’s: W. Brabander)
����������������������������������������������������
verbinden
metaalmagazine 3 200842 www.metaalmagazine.nl
de TIG-boogtijd aangevoerd en er kangelast worden. Bij het stoppen van hetMIG/MAG-lasproces wordt de draadautomatisch in de lastoorts terugge-trokken, maar voordat dat gebeurt,wordt eerst met behulp van eenstroomstoot al het vloeibare metaal
van de lasdraad afgestoten naar hetlasbad (het zogenoemde afpinchenvan de draad). Dit is nodig om te voor-komen dat de draad vast zou lopen inhet koperen deel van de contactbuis,zie figuur 4. Bij het maken van de vol-gende las hoeft maar eenmaal op destartknop gedrukt te worden voor hetopnieuw starten van de TIG-boog enz.
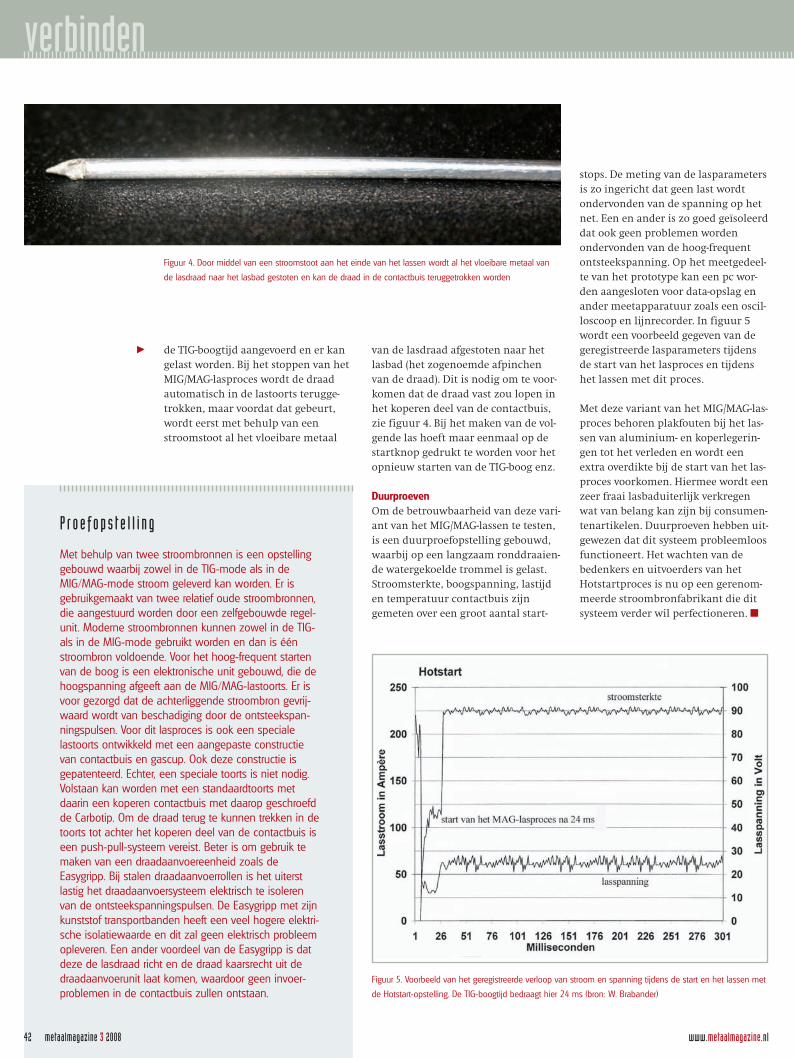
DuurproevenOm de betrouwbaarheid van deze vari-ant van het MIG/MAG-lassen te testen,is een duurproefopstelling gebouwd,waarbij op een langzaam ronddraaien-de watergekoelde trommel is gelast.Stroomsterkte, boogspanning, lastijden temperatuur contactbuis zijngemeten over een groot aantal start-
stops. De meting van de lasparametersis zo ingericht dat geen last wordtondervonden van de spanning op hetnet. Een en ander is zo goed geïsoleerddat ook geen problemen wordenondervonden van de hoog-frequentontsteekspanning. Op het meetgedeel-te van het prototype kan een pc wor-den aangesloten voor data-opslag enander meetapparatuur zoals een oscil-loscoop en lijnrecorder. In figuur 5wordt een voorbeeld gegeven van degeregistreerde lasparameters tijdensde start van het lasproces en tijdenshet lassen met dit proces.
Met deze variant van het MIG/MAG-las-proces behoren plakfouten bij het las-sen van aluminium- en koperlegerin-gen tot het verleden en wordt eenextra overdikte bij de start van het las-proces voorkomen. Hiermee wordt eenzeer fraai lasbaduiterlijk verkregenwat van belang kan zijn bij consumen-tenartikelen. Duurproeven hebben uit-gewezen dat dit systeem probleemloosfunctioneert. Het wachten van debedenkers en uitvoerders van hetHotstartproces is nu op een gerenom-meerde stroombronfabrikant die ditsysteem verder wil perfectioneren. ■
P r o e f o p s t e l l i n g
Met behulp van twee stroombronnen is een opstellinggebouwd waarbij zowel in de TIG-mode als in deMIG/MAG-mode stroom geleverd kan worden. Er isgebruikgemaakt van twee relatief oude stroombronnen,die aangestuurd worden door een zelfgebouwde regel-unit. Moderne stroombronnen kunnen zowel in de TIG-als in de MIG-mode gebruikt worden en dan is éénstroombron voldoende. Voor het hoog-frequent startenvan de boog is een elektronische unit gebouwd, die dehoogspanning afgeeft aan de MIG/MAG-lastoorts. Er isvoor gezorgd dat de achterliggende stroombron gevrij-waard wordt van beschadiging door de ontsteekspan-ningspulsen. Voor dit lasproces is ook een specialelastoorts ontwikkeld met een aangepaste constructievan contactbuis en gascup. Ook deze constructie isgepatenteerd. Echter, een speciale toorts is niet nodig.Volstaan kan worden met een standaardtoorts metdaarin een koperen contactbuis met daarop geschroefdde Carbotip. Om de draad terug te kunnen trekken in detoorts tot achter het koperen deel van de contactbuis iseen push-pull-systeem vereist. Beter is om gebruik temaken van een draadaanvoereenheid zoals deEasygripp. Bij stalen draadaanvoerrollen is het uiterstlastig het draadaanvoersysteem elektrisch te isolerenvan de ontsteekspanningspulsen. De Easygripp met zijnkunststof transportbanden heeft een veel hogere elektri-sche isolatiewaarde en dit zal geen elektrisch probleemopleveren. Een ander voordeel van de Easygripp is datdeze de lasdraad richt en de draad kaarsrecht uit dedraadaanvoerunit laat komen, waardoor geen invoer-problemen in de contactbuis zullen ontstaan.
Figuur 4. Door middel van een stroomstoot aan het einde van het lassen wordt al het vloeibare metaal van
de lasdraad naar het lasbad gestoten en kan de draad in de contactbuis teruggetrokken worden
Figuur 5. Voorbeeld van het geregistreerde verloop van stroom en spanning tijdens de start en het lassen met
de Hotstart-opstelling. De TIG-boogtijd bedraagt hier 24 ms (bron: W. Brabander)
����������������������������������������������������


















