







Talen
Pages
Wettelijk


metaalM A G A Z I N E
In dit nummer:
Oude liefde roest niet Kostbare winning titaan
Modulaire systemen Wohlhaupter Schaarsheid
legeringsmetalen Lineaire motor voor klein en
moeilijk werk Toeleverancier kiest voor
specialisme Materials Engineering Efficiënter
verspanen door ontwikkelingen CAM-software
Smeden geeft zirkoon vorm
J a a r g a n g 4 9 | 4 - 2 0 1 1
D é k e n n i s b r o n v o o r d e m e t a a l
w w w . m e t a a l m a g a z i n e . n l
01_Cover 18-04-11 13:17 Pagina 1
Optimale oplossingen groeien uit gedegen klantenkennisUw doelen zijn onze doelen. In een notendop is dit de basis waarop wij partnershipsmet onze klanten aangaan. Wij kennen de specifieke eisen en wensen van de branchewaarin u actief bent. Wij identificeren ons helemaal met uw ideeën en ambitiesen leveren meerwaarde voor uw bedrijfsprocessen, door krachten te bundelen ineen goed geolied team. Alleen de allerbeste oplossingen zijn goed genoeg voor ons.Want uw succes is ons succes. Bosch Rexroth. The Drive & Control Company
Uw succes is ons succesEén gemeenschappelijk doel
Bosch RexrothThe Drive & Control Company
www.boschrexroth.nl

Onze tweets op Twitter zijn een handige, ei-
gentijdse manier om het nieuws in de me-
taalbranche te volgen. Twitter is een internet-
dienst waarbij gebruikers korte berichtjes pu-
bliceren.
Op http://twitter.com/Metaalmagazine krijgt
u een indruk van onze berichtgeving. Meld u
ook aan voor Twitter en ‘follow’ Metaal Ma-
gazine om steeds snel op de hoogte te zijn
van het metaalnieuws. Dus twitter met ons
mee vanaf uw pc of mobiele telefoon.
Voorpagina:De Picomax 825 Versa
van Fehlmann bij het
Helmondse bedrijf Mevi
heeft een bewerkings-
bereik van 820 mm x
700 mm x 450 mm. De
machine heeft een
zwenkbereik van ± 115° en de C-as draait over
360°. Het maximale toerental van de spindel
bedraagt 20.000 min-1; het vermogen 24 kW.
Het gereedschappenmagazijn telt 80 posities.
De machine is uitgerust met een iTNC530-be-
sturing van Heidenhain.
nieuws4 Verlaagd lager vereenvoudigt handling
5 Centerpunt
6 4x automatisering bij Bender
9 Marktimpuls
bedrijvigheid10 Picomax 825 Versa
Om je als toeleverancier te onderscheiden moet
je kiezen voor een specialisme, aldus Jacco
Colen van Mevi in Helmond. Dat specialisme ligt
voor Mevi in het realiseren van een zo hoog mo-
gelijke complexiteit en nauwkeurigheid, en dat
kan met de Picomax 825 Versa van Fehlmann
metaalbewerken12 Jeugdliefde
Tijdens de Metavak, eind 2010, in Gorinchem
toonde Schinfa een gereviseerde AI-draaima-
chine van Hembrug
materialen14 Titaan
Titaan is een van de vijf elementen die het
meeste voorkomen in de aardkorst. De kostbare
winning van dit metaal zorgt ervoor dat titaan
relatief duur is
materialen18 Schaarsheid legeringsmetalen
Veel grondstoffen worden schaars en duur. Bij
de legeringsmetalen lijkt de schaarsheid minder
kritisch, maar ook hier slaat de schaarste met al
zijn consequenties toe
metaalbewerken22 Lineaire motor
Tijdens een show in Schorndorf (D) demon-
streerde GF AgieCharmilles een Mikron-hoge-
snelheidsbewerkingscentrum, uitgerust met di-
recte aandrijvingen. In de visie van dit bedrijf
zijn lineaire motoren belangrijk bij de omslag
van massawerk naar engineering-delen
automatisering24 Ontwikkelingen in CAM-software
Met de nieuwste CAM-software kan de verspa-
nende metaalindustrie in Nederland nog effi-
ciënter verspanen
beurs30 Materials Engineering
‘Functional & Smart Materials’ is het thema van
de tiende editie van het evenement Materials
Engineering. De beursorganisatie wil hiermee
benadrukken dat tegenwoordig niet het mate-
riaal zelf centraal staat, maar de functie die je
met het materiaal kunt vervullen
metaalbewerken34 Smeden geeft zirkoon vorm
Het smeden van zirkoon is een nieuwe activiteit
van ThyssenKrupp VDM. Onlangs werd tijdens
een workshop in het Duitse Unna een grote
pers gedemonstreerd waarop blokken zirkoon
gesmeed werden tot plakken
machine masterclass36 Modulair gereedschapsysteem
Ubroek in Venlo heeft gekozen voor de modu-
laire gereedschappen van Wohlhaupter. Flexibi-
liteit in de opbouw van het gereedschap is van
belang voor het grotere kotter- en draaiwerk,
waar het Venlose bedrijf een duidelijke voor-
keur voor heeft
productnieuws40 Hoge druk breekt spanen
42 Uddeholm breidt ESR-capaciteit uit
45 Terugkoppeling
45 Colofon
inhoud april
metaalM A G A Z I N E
Neem nu een gratis abonnement op de wekelijkse
e-mailnieuwsbrief van Metaal Magazine
Aanmelden: www.metaalmagazine.nl/nieuwsbrief
(Advertentie)
Volg Metaal Magazine op Twitter
metaalM A G A Z I N E
In dit nummer:
Oude liefde roest niet Kostbare winning titaan
Modulaire systemen Wohlhaupter Schaarsheid
legeringsmetalen Lineaire motor voor klein en
moeilijk werk Toeleverancier kiest voor
specialisme Materials Engineering Efficiënter
verspanen door ontwikkelingen CAM-software
Smeden geeft zirkoon vorm
J a a r g a n g 4 9 | 4 - 2 0 1 1
D é k e n n i s b r o n v o o r d e m e t a a l
w w w . m e t a a l m a g a z i n e . n l
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 3
03_Inhoud 18-04-11 13:20 Pagina 3

4 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
N I E U W S
of met vijf grotere pallets van 400 mm x
400 mm. De maximale toegestane werkstuk-
massa’s zijn respectievelijk 8 x 50 kg of 5 x 65 kg.
Hedelius biedt de RS in een aantal uitvoeringen
aan: een single-uitvoering met alleen een draai-
kieptafel voor vijf-assige bewerkingen of twee
uitvoeringen waarbij een gebruiker kan kiezen
uit een langer of korter vast bed naast de draai-
zwenktafel. Daarbij kan bij een keuze voor het
lange bed de machine als vanouds ingericht
worden als een pendelmachine. De Skyloader
kan overigens alleen ingezet worden bij de sin-
gle-uitvoeringen. Anders wordt de langsslag
van de loader relatief te lang en het laden en
lossen van de rondtafel over een vast bed heen
is natuurlijk ook onlogisch.
Als je automatiseert en manloos of onbemand
gaat werken, blijkt vaak al snel dat het aantal
gereedschappen in de standaardmagazijnen
N I E U W S
Hedelius presenteerde onlangs tijdens
een huisshow drie noviteiten:
bewerkingscentra die van opzij
geladen en gelost kunnen worden, een
palletwisselaar voor het laden en
lossen en een grote gereedschaptoren
met een capaciteit voor 190
gereedschappen.
Verlaagd lager vereenvoudigt handling
De basisgedachte achter de nieuwe bewerkings-
centra Hedelius RS 505 en RS 605 is dat bij het
automatiseren van metaalbewerkingsmachines
de voorzijde van de machine toegankelijk moet
blijven voor de operator. Hedelius presenteerde
de nieuwe machines medio maart tijdens de
Huisshow 2011 in Meppen (D). Er komt binnen-
kort ook een grotere uitvoering: de RS 805. Bij
de voorgangermodellen van de RS-machines
was automatische belading alleen mogelijk
vanaf de voorzijde van de machine. Of van
boven via een kraan. Om de machines vanaf de
linkerzijkant te kunnen beladen heeft Hedelius
de hoogte van het tegenlager van de draai-
zwenktafel drastisch verlaagd. Zodanig dat
laden en lossen van de machine mogelijk is over
de tegensteun heen. Voor die handling-activi-
teiten heeft Hedelius de zogeheten ‘Skyloader’
ontwikkeld. In Meppen werden de mogelijkhe-
den van deze palletwisselaar gedemonstreerd in
actie met een Hedelius RS 605. Deze loader kan
werken met acht pallets van 320 mm x 320 mm
Lacom en Promas automatiseren samenLacom in Budel en Promas uit Maasbree,
de Nederlandse vertegenwoordiging van
Hedelius, gaan samen een Hedelius RS125-
bewerkingscentrum van Lacom uitrusten
met een palletwisselaar. Lacom zal zich
daarbij richten op de aanmaak van de
hardware en Promas verzorgt de enginee-
ring en de uitwerking van de cel en de le-
vering van de robot. De nieuwe palletwis-
selaar van Lacom komt naar verwachting
begin juni in bedrijf. De wisselaar krijgt zes
pallets van 1000 mm x 1000 mm. De robot
heeft een capaciteit van 800 kg. Richard
Hermans van Promas vertelde tijdens de
huisshow dat automatiseringsprojecten
een activiteit is die Promas gaat uitbou-
wen. “Niet alleen standaardoplossingen,
maar ook maatwerk.” Samen met Hede-
lius verzorgt Promas ook de automatische
werkstukbelading, met een robot, van het
nieuwe bewerkingscentrum RS505.
DOOR: REINOLD TOMBERG
De nieuwe RS 605 van Hedelius tijdens de huisshow in Meppen. Links de palletwisselaar Skyloader voor het
laden en lossen van het bewerkingscentrum (foto’s: Reinold Tomberg)
Het Standby-gereedschapmagazijn van Hedelius
opgesteld achter een bewerkingscentrum
Een blik in een RS-machine van Hedelius met in het
midden het verlaagde tegenlager voor de
draaizwenktafel. Dit is de uitvoering met een kort
vast machinebed (links)
van de machines te gering is. Je moet voldoende
gereedschappen hebben voor alle bewerkin-
gen, tussentijds handmatig wisselen kan immers
niet meer, en je moet reservegereedschappen
hebben. Om die reden biedt Hedelius nu onder
de naam ‘Standby Magazine’ een extra gereed-
schapmagazijn aan met een capaciteit van 190
gereedschappen. <<<
04-09_Nieuws 18-04-11 13:21 Pagina 4

g
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 5
Amada heeft in overleg met Landré besloten
om vanaf 31 maart jl. de verkoop van de
Amada-machines in Nederland helemaal in
eigen hand te nemen. De verkoop zal in eerste
instantie geschieden vanuit het Amada Solution
Centre in Haan (D). Ook zal Amada van hieruit
service en onderhoud aan Amada-machines ver-
C E N T E R P U N T
Pak een passer en trek een cirkel met een straal van 10 km
of 20 km rondom uw woonplaats. Dan krijgt u enig idee
van de omvang van het nucleaire ongeval in Japan. In
mijn geval is ongeveer mijn gehele familie getroffen. Be-
halve een zus en mijn dochter, die wat verder weg
wonen. Een pessimist zou overigens kunnen opmerken
dat verder weg in dit geval een relatieve veiligheid is; dit
betekent immers ook dichter bij een andere kerncentrale.
Los van de vraag of u voor of tegen kernenergie bent,
daar worden we het nooit over eens, moet u zich wel af-
vragen in hoeverre de veiligheidstechnici in Japan (en dus
ook die bij ons!) zich onbenullig opgesteld hebben. Zelfs
in de basiscursus veiligheid leer je dat een ongeluk altijd
een opeenstapeling is van gebeurtenissen. Dat er in Japan
aardbevingen optreden mag niemand verrassen. Dat die
gevolgd worden door vloedgolven is ook geen geheim.
En dat daaropvolgend je noodstroomaggregaten onklaar
worden en het gehele stroomnet uitvalt, is bijna logisch.
Wat had je anders verwacht van een zware beving, ge-
volgd door een muur van water? En kom nu niet aan met
het argument dat het de grootste beving is in 100 of 200
jaar. Alleen al gelet op de halfwaardetijd van het kernaf-
val is dit een bijzonder idiote opmerking. Veiligheid bij
kernenergie meet je immers in duizenden jaren. Dus is
het onbenullig, om het maar heel vriendelijk te zeggen,
dat die kerncentrales bij die samenvallende gebeurtenis-
sen niet automatisch in een slaap- of een stand-bystand
gaan. Die centrales moeten inherent veilig zijn. Als we
verder willen met deze energie moeten politici dit af-
dwingen en technici dit waarborgen. Is dit niet mogelijk?
Tsja, pak je passer en ga mooi cirkels maken op een land-
kaart. Probeer ook eens een straal van 30 km, dat is de
veiligheidszone rondom Tsjernobyl. En geloof niemand
met een witte jas om zijn lijf of met zijn kont op het plu-
che dat dit bij ons nooit zal gebeuren.
30 kmstraal
Reinold Tomberg
Als onderdeel van het project ‘High Energy Lithium-Ion Batteries’ (HE-Lion) beproeft BASF het
zeefdrukken van kathodemateriaal van een accu op een aluminiumfolie. Het onderzoeksdoel
is het ontwikkelen van accu’s met een veel hogere energiedichtheid. De verwachting is dat de
verhouding tussen eigen massa en beschikbare energie van accu’s de komende jaren drastisch
zal verbeteren (foto: BASF)
Amada neemt verkoop in eigen hand
Kathode zeefdrukken op aluminiumfolie
Erns
t D
irks
en F
otog
rafi
e
lenen. Ook Landré blijft in Nederland vanuit
Vianen service en onderhoud verlenen aan
Amada-machines. Amada zal in ieder geval
Landré nog zeven jaar blijven voorzien van ge-
reedschappen en onderdelen. Voor nieuwe ma-
chines kan de metaalbranche vanaf nu alleen
terecht bij Amada.
Een robot in actie bij
een Amada-kantbank
tijdens de EuroBlech
2010 in Hannover.
Vanwege de
complexiteit van
eigentijdse metaal -
bewerkingen zie je dat
moederbedrijven een
steeds grotere rol
willen en moeten
spelen bij de klant -
ondersteuning
(foto: Paul Quaedvlieg)
04-09_Nieuws 18-04-11 13:21 Pagina 5

N I E U W S
Bendertechniek gaf medio maart tij-
dens de Demoweek Ede-Veenendaal
aan de hand van vier machinedemon-
straties een mooi overzicht van de au-
tomatiseringsmogelijkheden van me-
taalbewerkingsmachines. Gedemon-
steerd werden oplossingen van BMO
Automation, Cellro, Erowa en Teqq.
Automatisering is een must in de metaal-
branche. Daar is iedereen het over eens. Maar
hoe? Daarover verschillen de meningen. Met ro-
bots? Met robotcellen voor, achter of naast de
machines? Of juist geen robots gebruiken? Het
bijzondere van de demonstraties tijdens de
Demoweek was dat verschillende automatise-
ringsoplossingen, van de vier genoemde leve-
ranciers, in de hal van Bendertechniek in Veen-
endaal broederlijk naast elkaar stonden. Dit ver-
eenvoudigde de vergelijking voor de bezoe-
kende metaalbewerkers aanmerkelijk.
De systemen van BMO Automation en Teqq
kwamen in actie gekoppeld aan YCM verticale
bewerkingscentra van het type MV Series 106A.
Het grote verschil tussen beide systemen is dat
BMO Automation werkt met een robot naast de
machine die ingezet wordt voor het laden en
lossen voor de werkstukken en dat bij Teqq de
hoofdspil van het verticale bewerkingscentrum,
met daarin een verwisselbare grijper, functio-
neert als een manipulator voor de werkstukwis-
seling. Nog een verschil: het magazijn bevindt
zich bij Teqq op het machinebed, naast de klem,
en bij BMO Automation staat het magazijn, met
de robot, naast de machine. Beide systemen
hebben uiteraard hun sterke punten: de cel van
BMO Automation kan gekoppeld worden aan
meerdere machines, maar die van Teqq maakt
het de metaalbranche wel heel gemakkelijk om
te automatiseren. Zelfs bestaande verticale be-
werkingscentra kunnen hiermee eenvoudig en
tegen lage kosten geautomatiseerd worden.
De automatiseringssystemen van Cellro en
Erowa stonden bij Bendertechniek naast Mat-
suura-machines. Bij deze systemen is duidelijk
sprake van ‘high end’-automatiseringsoplossin-
gen.
De Fanuc-robot in de cel van Cellro werd inge-
zet voor werkstuk-, gereedschap- en palletwis-
seling bij een Matsuura MX-520-bewerkingscen-
trum.
Kenmerkend voor de Erowa Robot Easy is een
grote schijf met daarop ruimte voor tot 60
werkstukken. Het laden en lossen geschiedt
door een transferrobot die de werkstukken van
en naar de machine brengt. In dit geval de vijf-
assige Matsuura LX-O Dental. <<<
DOOR: REINOLD TOMBERG
De Cellro Skid 2000-70 tijdens de Demoweek bij Bendertechniek gekoppeld aan een Matsuura MX-520. Met
gereedschap-, werkstuk- en palletwisseling is dit duidelijk een systeem voor onbemande productie (foto’s:
Reinold Tomberg)
De automatiseringsoplossing van Teqq: met een
grijper in de hoofdspil worden werkstukken vanuit
en naar het magazijn (op de foto in gesloten
toestand) gebracht
De cel van BMO Automation gekoppeld aan een YCM-
bewerkingscentrum. Deze cel werkt met een robot
De Robot Easy van Erowa gekoppeld aan een
Matsuura-bewerkingscentrum. Door de ruiten heen
is de ronde schijf zichtbaar voor de opslag van
werkstukken
4x automatisering bij
Bender
6 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
04-09_Nieuws 18-04-11 13:21 Pagina 6

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 7
Dormac CNC Solutions in De Goorn heeft het dealerschap van het
Duitse Alzmetall binnengehaald.
Alzmetall produceert drie-, vier- en vijf-
assige freesmachines en verticale mul-
titaskingmachines. Kenmerkend zijn
de dynamische stijfheid, de nauwkeu-
righeid en de machinebetrouwbaar-
heid. De foto toont de kenmerkende
opbouw van een bewerkingscentrum
van Alzmetall (www.dormac.nl).
Op 12 mei aanstaande opent ROVC haar koudetechniekpracti-
cum te Ede. Aanleiding voor dit nieuwe practicum is het nieuwe
cursusaanbod op onder andere het gebied van koel- en airco-
techniek dat ROVC sinds begin dit jaar aanbiedt (www.rovc.nl).
Metalogic in Heverlee, Leuven (B), heeft haar schadeanalysela-
boratorium uitgebreid met verschillende faciliteiten, onder an-
dere met de ‘all-in-one Scanning Electron Microscope’ (SEM) van
de Japanse fabrikant JEOL. Met de SEM kunnen haarscherpe
beelden geproduceerd worden van het te analyseren oppervlak.
De microscoop biedt een han-
dige navigatieoptie tot 300.000 x
vergroting en functioneert in
laag- en hoogvacuüm
(www.metalogic.be).
Eriks breidt haar vestigingennetwerk in Nederland verder uit tot
25 locaties. Begin april start Eriks Servicecentra in Almere en Delf-
zijl. In Almere wordt ingetrokken bij Alfa Techniek, een gespeci-
aliseerd bedrijf voor rubbertechniek. Tot de oplevering deze
zomer van het nieuwe pand is het Eriks Servicecenter Delfzijl tij-
delijk gehuisvest in Farnsum (www.eriks.nl).
De activiteiten van Mufacts zijn overgenomen door Bemet Too-
ling Solutions. Dit is een samenwerkingsverband tussen Bemet
International uit Veenendaal en FMI Bergen op Zoom. Met deze
overname heeft Bemet zijn productenpakket van CAD/CAM- en
ERP-systemen uitgebreid met oplossingen voor werkplaatsauto-
matisering (APM+) (www.bemet.nl).
De branchevereniging Nederlandse Precisie Slijpbedrijven (NPS)
organiseert, in samenwerking met SVMT te Tilburg, voor de elfde
achtereenvolgende keer de jaarlijkse cursus Slijpen. Het doel van
de cursus is nieuwe ontwikkelingen en kennis over het slijpvak
over te dragen en het
op basisniveau bren-
gen van medewerkers
in slijperijen, zowel
voor beginnende als
voor ervaren slijpers
die hun kennis willen
opfrissen
(www.npsonline.nl).
K O R T
US Navy onderzoekt friction stir welding
CNC-vonkboormachine voor startgaten
GF AgieCharmilles heeft onlangs tijdens de In-
ternational Technology Show 2011 in Schorn-
dorf (D) de nieuwe startgatmachine Drill 20
voorgesteld. Dit is een CNC-gestuurde vonk-
boormachine die ingezet kan worden voor het
maken van startgaten voor draadvonkwerk of
voor andere vonkboorwerkzaamheden. De ma-
chine werkt met vonkelektroden met een dia-
meter van 0,3 mm tot 3 mm. Als optie zijn ook
boringen mogelijk in het diameterbereik van
0,15 mm tot 0,3 mm. De maximale vonkboor-
diepte bedraagt 300 mm. De machine heeft een
bereik over X, Y en Z van 300 mm x 200 mm
x 300 mm.
In ons land heeft GF AgieCharmilles een vesti-
ging in Lomm.
De Drill 20 zoals onlangs gedemonstreerd in het World Application Center van GF AgieCharmilles in Schorndorf
(D). De inzet toont de bewerkingsruimte van de Drill 20. De maximale werkstukmassa bedraagt 300 kg
(foto’s: Reinold Tomberg)
Vorig jaar heeft de Amerikaanse marine zich laten voorlichten over de mogelijkheden van fric-
tion stir welding (FSW, wrijvingsroerlassen). De las wordt daarbij gerealiseerd door een laskop
die al draaiende in het materiaal drukt op de plaats waar de verbinding moet komen. Een
schouder aan de kop zal wrijvingswarmte ontwikkelen, waardoor het materiaal deegvormig
wordt. De las ontstaat door het ‘roeren’ met een pen aan de kop. De foto toont een groot
laswerkstuk met twee lasbanen ( foto: US Navy photo by Steve Carlson)
04-09_Nieuws 18-04-11 13:21 Pagina 7

8 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
Groot bewerkingscentrum in actie bij SEWOnze collega’s van Aandrijftechniek bezochten onlangs het ‘Grossgetriebewerk Bruchsal’ van
SEW Eurodrive. Voor de productie van tandwielkasten is hier sinds eind 2009 een indrukwek-
kende fabriek operationeel met veel verspanende metaalproductietechniek. De foto toont een
groot Burkhardt + Weber-bewerkingscentrum met een palletwisselaar met daarop de helft van
een grote tandwielkast. Altijd mooi die maaktechniek bij grote OEM’ers (foto: Benny
Gudde/Aandrijftechniek)
Demoweek gepast geopend
N I E U W S
9 meiTechnology Meeting WFL
Linz (A)www.wfl.at
10 - 14 meiMetpack 2011
Essen (D)www.metpack.de
18 - 21 meiOpen Huis Chiron
Tuttlingen (D)www.chiron.de
23 - 26 meiLaser
München (D)www.world-of-photonics.net
25 meiToekomst modelmakers
Visé (B)www.modelmakerijen.org
25 - 26 meiMaterials Engineering
Eindhovenwww.materialsengineering.nl
26 - 27 meiWerkzeugmaschine-Kolloquium
Aken (D)www.awk-aachen.de
6 - 9 juniBlechexpo en Schweisstec
Stuttgart (D)www.blechexpo-messe.de
28 juni - 2 juliGifa, Metec. Thermprocess enNewcast
Düsseldorf (D)www.messe-duesseldorf.de
19 - 24 septemberEMO Hannover
Hannover (D)www.emo-hannover.de
27 - 29 septemberEurofinish
Gent (B)www.eurofinish.be
18 - 21 oktoberWelding Week 2011
Antwerpen (B)www.fairtec.com
Het had een feestje moeten worden, de ope-
ning van de Demoweek bij de nieuwe show-
room van Mitutoyo in Veenendaal. Maar gezien
de aardbeving en tsunami die Japan getroffen
hebben in combinatie met de nucleaire nasleep,
werd, in het bijzijn van twee Japanse managers
van Mitutoyo, een minuut stilte gehouden.
Daarna volgde de opening van de nieuwe
showroom van Mitutoyo en werden enkele toe-
spraken gehouden door onder meer het Ja-
panse management en vertegenwoordigers van
de Food Valley. Daarbij waren alle bedrijven
aanwezig die meedoen met de Demoweek:
Bemet International, Bendertechniek,
Cellro, DMG, Dormer Tools, Dymato,
Heidenhain, Mitutoyo en 3D Worknet.
Op onze site www.metaalmagazine.nl kunt u
de fotoreportage van de Demoweek bekijken.
Twee draadloze tasters bij Heidenhain tijdens de Demoweek. Op de voorgrond een gereedschaptaster en in de
spil van de machine een werkstuktaster (foto: Reinold Tomberg)
A G E N D A
Zie ook onze meer uitgebreide agenda op
onze site www.metaalmagazine.nl
Metaalmanifestaties
04-09_Nieuws 18-04-11 13:21 Pagina 8

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 9
Microspuitgieten en ponsen geeft hybride product
Koper lassen metgroene schijflaser
M A R K T I M P U L S
Bendertechniek uit Veenendaal heeft een YCM verticaal bewer-
kingscentrum van het type MV Series 106 A verkocht aan ITMS
in Holten. Het is een machine met verplaatsingen van 1020 mm
x 600 mm x 600 mm (X
x Y x Z). ITMS is samen
met zusterbedrijf IMS
een onderdeel van
Klebo Technics en
houdt zich bezig met
revisie van turbines,
gas- en vloeistofcom-
pressoren.
In Duitsland is in het kader van het project
Cubrilas het laserlassen van koper onderzocht.
Het blijkt dat een 200 W ‘groene’ schijflaser
van Trumpf met een golflengte van 515 nm
goed inzetbaar is in vergelijking met een klas-
sieke infrarode laser. Bosch en Siemens hebben
al gebruikerservaringen. Het bijzondere van de
‘groene’ schijflaser van Trumpf is dat er met de
515 nm sprake is van een zogeheten frequen-
tieverdubbeling (ten opzichte van de gebruike-
lijke schijflaser). Het blijkt dat hiermee goed te
lassen is.
De lasresultaten van het laserlassen van koper met
verschillende lasers bij verschillende lassnelheden.
De laser met een golflengte van 515 nm geeft
goede resultaten (foto: IDW)
Machinefabriek De Wilde uit Veenendaal heeft een Style MC-
10-freesbank aangeschaft. Al in 2000 heeft De Wilde zijn eerste
Style-draaibank aangeschaft: een Style 510. De Style-machines
worden bij De Wilde gebruikt voor het produceren van kleine
series en moeilijk te automatiseren grote werkstukken.
CZL Tilburg heeft de capaciteit op het gebied van slijpen uitge-
breid door de aanschaf van een Wotan-binnenslijpmachine. De
machine is sinds januari 2011 operationeel. Hiermee komt de be-
werking van onderdelen met een diameter tot 1400 mm en een
lengte van 2500 mm binnen bereik van CZL.
Jörg Machines uit Dodewaard heeft
een speciale kantpers gebouwd
voor het Limburgse luchtkanalen-
bedrijf Brema: het is een ma-
chine met een open C-
frame die met 8o kN pers-
kracht (8 ton) een capaci-
teit heeft van 1 mm staal.
De werklengte bedraagt
1000 mm.
GF AgieCharmilles uit Lomm heeft een laserbewerkingscentrum
van het type 1200 5Ax uitgeleverd aan Hydrobel in België. De
1200 5Ax is een groot bewerkingscentrum dat met een gepulste
fiberlaser ingezet kan worden voor het bewerken van opper-
vlakken. De foto toont de bewerkingsruimte van de iets kleinere
Laser 1000 5Ax.
Heraeus uit Hanau (D) combineert microspuitgieten van kunststof met ponsen van een metaal-
band om hybride producten te maken. Het deel bestaat uit een gegalvaniseerde en gelami-
neerde metaalband die omspoten wordt met kunststof. De te omspuiten metaalband wordt
vanaf een spoel naar de spuitgietmatrijs gevoerd. Na het omspuiten, maximale shotmasse 3 cm3,
worden de metaalkunststof-delen door middel van beeldverwerking 100% gecontroleerd op
vervuiling, beschadiging, braamvorming en maatafwijkingen met een nauwkeurigheid van
beter dan 25 micrometer (foto: Wittmann/Battenfeld)
04-09_Nieuws 18-04-11 13:21 Pagina 9

10 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
“Het gewone werk kan iedereen, om je als toeleverancier te onderscheiden moet je kiezen voor een specialisme”, aldus de
overtuiging van directeur Jacco Colen van Mevi in Helmond. Voor Mevi ligt dat onderscheidend vermogen in het realiseren van
een zo hoog mogelijke complexiteit en nauwkeurigheid en in dat kader past de jongste investering in het Picomax 825 Versa
vijf-assig bewerkingscentrum van Fehlmann. De machine is afgenomen op een nauwkeurigheid binnen 0,003 mm.
DOOR: JAN OONK
‘Swissmade’ staat er in duidelijke letters onder
de typeaanduiding op de machine, om te on-
derstrepen dat het met de degelijkheid en
nauwkeurigheid van de Versa wel goed moet
zitten. De portaalconstructie zorgt voor een
hoge stabiliteit en datzelfde geldt voor de
robuuste draaikanteltafel met schouderophan-
ging. Het bed neemt daarbij de X-beweging
voor zijn rekening, de kolom de Y- en Z-bewe-
ging, waarbij sprake is van lineaire aandrijvin-
gen. De roterende assen worden direct aange-
dreven met behulp van torquemotoren. Alle
assen worden actief gekoeld en dat geldt ook
voor de elektronicakast. Bovendien wordt ge-
compenseerd voor de uitzetting van de spindel
als gevolg van temperatuurfluctuaties.
De Versa heeft een bewerkingsbereik van
820 mm x 700 mm x 450 mm. Het zwenkbereik
De Picomax 825 Versa van Fehlmann bij Mevi in bedrijf. Operator Chris van Helmond is in februari Nederland kampioen CNC-frezen geworden bij de
Vakkanjer-wedstrijden en neemt in oktober deel aan de WorldSkills in Londen (foto’s: Bart Nijs Fotografie)
Streven naar hoogste graad van
nauwkeurigheid
10-11_Bedrijvigheid 15-04-11 15:32 Pagina 10

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 11
bedraagt ± 115º, terwijl de C-as eindloos over de
volle 360º kan draaien. Het maximale toerental
van de spindel ligt op 20.000 min-1, het vermo-
gen op 24 kW. Het gereedschappenmagazijn
telt 80 posities. De machine is uitgerust met een
iTNC530-besturing van Heidenhain.
Naast de nauwkeurigheid is Colen ook gechar-
meerd van de compacte bouw van de machine.
“Alles is voor de operator vanuit één positie
direct binnen handbereik, de werkruimte, de
machinebesturing en het gereedschappenma-
gazijn. Dat werkt heel bedieningsvriendelijk.”
De Versa is verder uitgerust met een palletwis-
selsysteem van Erowa met zes posities (400 mm
x 400 mm), voldoende om bij de complexe pro-
ducten die Mevi bewerkt de nachtdienst te
overbruggen. In het weekend wordt het maga-
zijn zo nodig nog weer bijgevuld. Om bij storin-
gen tijdens de onbemande uren in te kunnen
grijpen beschikt de Versa over een ethernetver-
binding en over diagnosesoftware. De machines
van Fehlmann worden in Nederland op de
markt gebracht door Gibas in Almere.
CleanroomAls fijnmechanisch toeleverancier neemt Mevi
niet alleen de fabricage van componenten voor
haar rekening, maar ook de complete assem-
blage tot modules en speciaalmachines. “Hele-
maal compleet, inclusief alle bijbehorende elek-
tronica.” Als voorbeelden noemt Colen in dat
verband testequipment voor de chipindustrie en
complete solarmachines. De ‘meest gekke’ ma-
terialen komen daarbij om de hoek kijken, van
staal en kunststof tot allerhande aluminium-,
titaan- en wolfraamlegeringen. Logischerwijs
ligt het accent op enkelstuks (Mevi is ook actief
als prototypebouwer) en kleine series. Onder de
klantenkring veel bekende namen van regio-
nale OEM’ers (“er zitten in deze regio gigan-
tisch veel hoogwaardige bedrijven”), al weten
ook eindproducenten uit Duitsland, België en
Zwitserland inmiddels de weg naar Helmond te
vinden.
Om aan de hoge eisen van de klanten te kun-
nen voldoen heeft Mevi de afgelopen jaren ste-
vig geïnvesteerd in upgrading van het machine-
park. Op het gebied van vijf-assige bewerkings-
centra deden bijvoorbeeld eerder de Fehlmann
Picomax 95 en de Kern Pyramid Nano hun in-
trede. De laatste met hydrostatische aandrijvin-
gen en met een nauwkeurigheid in het micro-
meterbereik. Beide machines zijn uitgerust met
een gezamenlijk Workmaster-palletmagazijn
van System 3R en met name aangeschaft voor
de kleinere producten tot 200 kubieke millime-
ter. Het machinepark telt verder nog vier- en
vijf-assige bewerkingscentra van Mikron en
DMG, een Agiecut Evolution-draadvonkma-
chine van Agie (met een draaddiameter van
0,1 mm tot 0,3 mm) en diverse vlak-, rond- en
CNC-slijpmachines.
Om het hoge nauwkeurigheidsniveau van de
machines tot hun recht te laten komen is de
hele werkplaats geklimatiseerd. “Dankzij ons
up-to-date machinepark en de geklimatiseerde
werkplaats hebben we alles onder controle.”
Op dit moment wordt bij Mevi gewerkt aan een
compleet nieuwe cleanroom ISO 7 en meetka-
mer, inclusief een nieuwe PMM-C-meetmachine
van Leitz die de producten tot nauwkeurighe-
den van 0,6 micrometer kan controleren. <<<
B E D R I J V I G H E I D
MeviMevi telt momenteel zo’n honderd medewerkers, waar-
onder acht engineers. Vanaf een vroeg stadium van het
ontwikkeltraject wordt intensief samengewerkt met klan-
ten en het is dankzij die nauwe contacten dat Colen ervan
overtuigd is dat er in dit hoogwaardige marktsegment
steeds meer behoefte is aan de hoogst mogelijke nauw-
keurigheid. Naast de vestiging in Helmond beschikt Mevi
ook nog over productiefabrieken in Overpelt (B) en in
Tsjechië. De laatste vooral voor de low-costbewerkingen
op het gebied van draaien, frezen en slijpen. Voor meer
informatie zie www.mevi.com.
Pluspunten van de Picomax825 Versa voor Colen:- Zeer nauwkeurige, stabiele en degelijke
machine, met een nauwkeurigheid bin-
nen 0,003 mm.
- Compact en bedieningsvriendelijk, met
alle functies binnen handbereik.
Directeur Jacco Colen: “Dankzij up-to-date machinepark en geklimatiseerde werkplaats hebben we alles onder controle”
10-11_Bedrijvigheid 15-04-11 15:32 Pagina 11

12 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
Eind vorig jaar zag ik haar weer!
Tijdens de vakbeurs Metavak in
Gorinchem op de stand van Schinfa.
‘Haar’ is een jeugdliefde: de
conventionele AI-draaibank van
Hembrug. Helemaal gereviseerd. Wat
stond ze er goed bij! Hoogste tijd voor
een nostalgische lofzang ter ere van de
legendarische draaibank waarop
iedereen draaien geleerd heeft.
DOOR: REINOLD TOMBERG
In de tijd van direct-aandrijvingen, lineaire mo-
toren, elektromechanische servo’s, nanometers,
enzovoort tóch een kort artikel over mooie me-
chanische oplossingen als wisselwielen, enkel-
en dubbelwerk en niet te vergeten het omkeer-
mechanische. Jeugdsentiment? Ja, maar de gou-
den herinnering aan de mooie machinebouw
van het AI’tje is deze twee pagina’s waard.
Eind jaren zestig vorige eeuw. De MTS in Doe-
tinchem. Er waren twee ‘leuke’ dingen die je
met een AI’tje kon uitspoken. De koelmiddel-
pomp aanzetten, de slang met de spuitmond –
en het kraantje open – op de klauwen van de
klauwplaat richten (het liefst bij een maximaal
spiltoerental) en dan de machine aanzetten. Ui-
teraard niet bij jouw bank, maar bij een mede-
scholier. Succes verzekerd: het slachtoffer was te
herkennen aan de brede emulsiestreep vanaf
zijn kruin tot aan zijn kruis.
Ook heel leuk was het laten staan van de sleutel
in de klauwplaat. Alhoewel terugkijkend ‘leuk’
een puberale karakterisering is. Ietwat gevaarlijk
is een betere omschrijving. Het is ons gelukt om
die sleutel dwars door een schoolbord te katapul-
teren. In dezelfde praktijkles waar mijn school-
vriend een vlakslijpwerkstuk door zijn bovenlip
kreeg. Vraag niet hoe het kan, geniet ervan! Wat
heeft een mens veel bloed in zijn bovenlip!
Dat met die klauwplaatsleutel gaat nu niet
meer lukken. De machine die Schinfa uit Em-
meloord gereviseerd heeft is voorzien van een
veiligheidskap met schakelaar. Staat de kap
open, dan start de machine niet. Als ervarings-
deskundige lijkt me dit zinvol. Verder zien we
nu als extra een rode noodstopknop en een
blauwe sticker die attendeert op het dragen van
een veiligheidsbril. Die hadden wij overigens
ook altijd op. In combinatie met een haarnetje:
het waren de jaren zestig: ‘long beautiful hair’.
Enkel- en dubbelwerkHet eerste wat je van een AI’tje leerde was het
zogeheten enkel- en dubbelwerk. De riemschijf
op de hoofdspil, aangedreven door de elektro-
Een door Schinfa gereviseerde AI-draaimachine zoals vorig najaar getoond tijdens de Metavak in Gorinchem. In
het midden van de foto op het machinbed de H-vormige langslede (onderslede), daarop de dwarsslede met de
beitelslede. Links de vaste kop met de hendels voor enkel- en dubbelwerk en de knop voor het
omkeermechanisme (foto: Reinold Tomberg)
Legendarische bank waarop iedereen draaien geleerd heeft
Jeugdsentiment:het AI’tje van Hembrug
12-13_Hemburg 15-04-11 15:33 Pagina 12
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 13
motor, draait los om de hoofdspil. Om de riem
te verleggen open je aan de voorzijde van de
machine een gietijzeren deksel, linksonder op
de grote foto, waardoor de elektromotor kan-
telt en de riem gemakkelijk te verleggen is op
een andere diameter. Dit geeft een eerste toe-
rentalvariatie. Naast de riemschijf is een tand-
wiel op de hoofdspil gespied. Koppelt men dit
tandwiel direct aan de riemschijf, dan is er
sprake van ‘enkelwerk’. Bij ‘dubbelwerk’ wordt
het tandwiel losgekoppeld en wordt via een ex-
centriek een tussenas met een andere overbren-
ging ingeschakeld. Dit verdubbelt het aantal ro-
tatiesnelheden van de hoofdspil mogelijk. Een
volgende stap was een keuze voor bijvoorbeeld
een meertoerentallige elektromotor: ook dit
geeft weer een uitbreiding van het aantal
mogelijke toerentallen. Op deze manier kan de
gereviseerde bank op de grote foto bij dit arti-
kel hoofdspiltoerentallen bereiken tussen de
45 min-1 en 4000 min-1. Enkel- en dubbelwerk
schakel je met twee hefbomen aan de voorzijde
van de machine.
OmkeermechanischeEveneens aan de voorzijde heeft het AI’tje een
bedieningsknop met drie schakelstanden. Hier-
mee is het mogelijk om de draairichting van de
leischroef om te keren. Die leischroef met het
moerslot heb je nodig bij draadsnijden. De twee
draairichtingen zijn van belang bij het snijden
van een linkse of een rechtse draad. In de bo-
venste stand van de bedieningsknop draait een
tussenas in de vaste kop in dezelfde rotatierich-
ting als de hoofdas. In de onderste stand is die
richting omgekeerd. In de middenstand vindt
geen aangrijping plaats en wordt de leischroef
dus niet in beweging gezet.
WisselwielenTen slotte: aan de linkerkant van de AI vind je een
deur, tegenwoordig ook beveiligd met een scha-
kelaar, met daarachter een schaar met wisselwie-
len. Die tandwielen moet je wisselen om ervoor
te zorgen dat de leischroef (ook wel lei-as ge-
noemd) het juiste aantal omwentelingen zal
draaien dat past bij de verlangde aanzet of bij de
spoed van de te snijden schroefdraad. Aanpassin-
gen zijn mogelijk door middel van wisselwielen
met een ander tandenaantal. Met name voor het
snijden van bijzondere draadsoorten moet je
gaan wisselen. De schaarconstructie maakt het
mogelijk om tussen de hoofdas en de lei-as ver-
schillende tandwielcombinaties te maken. Nu doe
je dat met een door de CNC-besturing direct aan-
gedreven torquemotor op een machine-as met
een direct meetsysteem. Eens kijken wat wij daar
over 40 jaar over te vertellen hebben. <<<
M E T A A L B E W E R K E N
Artillerie InrichtingenAI verwijst naar Artillerie Inrichtingen waaruit de huidige onderneming Hembrug Machine
Tools is voortgekomen. De geschiedenis van AI begint meer dan 300 jaar geleden in 1679 en
is intussen afgesloten. Maar, het is zeker de
moeite waard om dit via Google nog eens na te
lezen. Hembrug verwijst naar een vorige locatie
van Hembrug Machine Tools. Sinds begin jaren
tachtig van de vorige eeuw in Haarlem, daar-
voor bij de inmiddels ook verdwenen Hembrug.
Dit was een draaibrug over het Noordzeekanaal
bij Zaandam. Hembrug is nu helemaal gespeci-
aliseerd in precisiemachines (horizontaal en ver-
ticaal) met hydrostatische geleidingen voor me-
taalbewerkingen als harddraaien, al dan niet in
combinatie met finishslijpen.
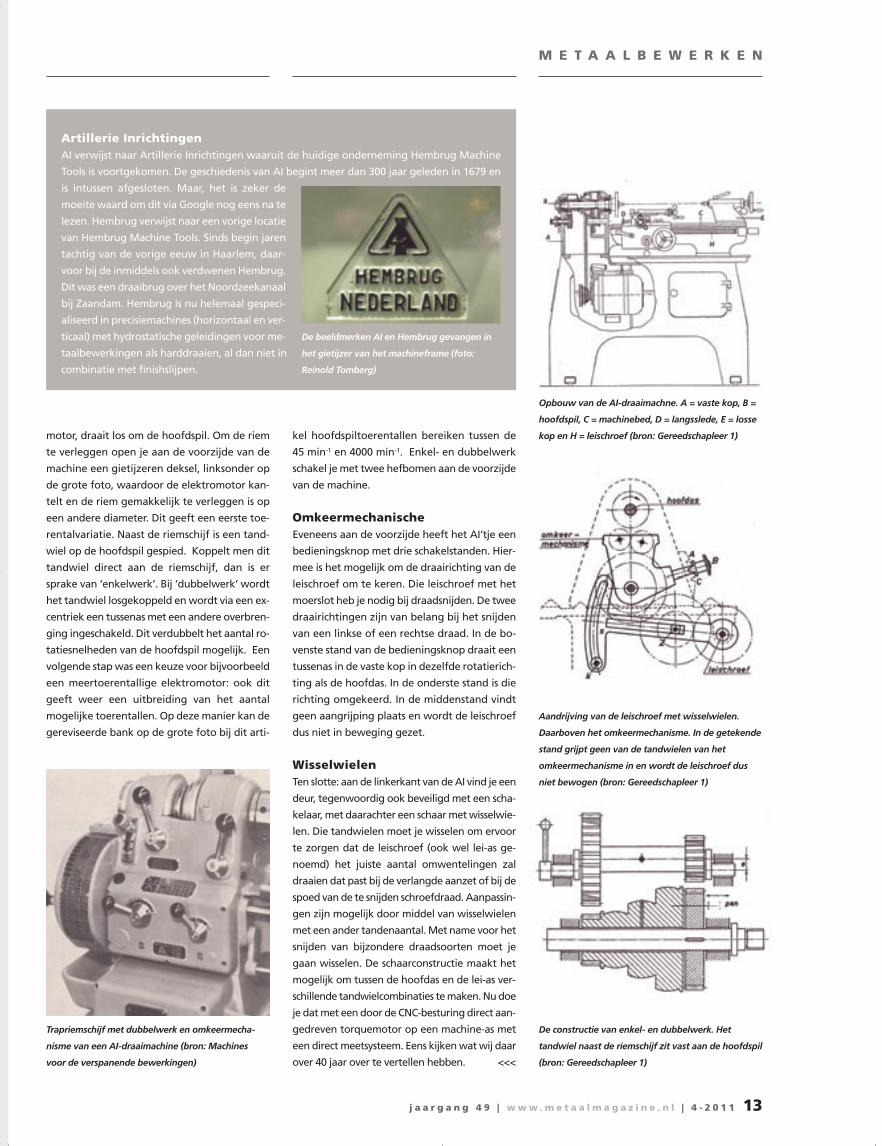
Opbouw van de AI-draaimachne. A = vaste kop, B =
hoofdspil, C = machinebed, D = langsslede, E = losse
kop en H = leischroef (bron: Gereedschapleer 1)
Aandrijving van de leischroef met wisselwielen.
Daarboven het omkeermechanisme. In de getekende
stand grijpt geen van de tandwielen van het
omkeermechanisme in en wordt de leischroef dus
niet bewogen (bron: Gereedschapleer 1)
Trapriemschijf met dubbelwerk en omkeermecha -
nisme van een AI-draaimachine (bron: Machines
voor de verspanende bewerkingen)
De constructie van enkel- en dubbelwerk. Het
tandwiel naast de riemschijf zit vast aan de hoofdspil
(bron: Gereedschapleer 1)
De beeldmerken AI en Hembrug gevangen in
het gietijzer van het machineframe (foto:
Reinold Tomberg)
12-13_Hemburg 15-04-11 15:34 Pagina 13
14 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
Titaan is een licht en zeer corrosiebestendig metaal met een zilverachtige kleur dat bepaald niet
schaars aanwezig is in de aardbodem. Het is namelijk op vier elementen na het meest
voorkomende element in onze aardkorst. De vraag is dan ook gerechtvaardigd waarom dit
metaal dan zo relatief duur is en dat komt voor een groot deel door de kostbare winning.
Alle on-edele metalen worden in de regel ge-
dolven als een metaaloxide en naarmate de
normaalpotentiaal van het metaal lager wordt
in de edelheidreeks, des te moeilijker het wordt
het metaal van de gebonden zuurstof te schei-
den. Het metaal ijzer heeft een potentiaal van
-0,44 V en laat zich vrij gemakkelijk scheiden van
de gebonden zuurstof. Dit is voor te stellen met
de reductieformule 2FeO + C + e g 2Fe + CO2.
Deze reactie speelt zich af in een hoogoven en
de ‘e’ in de formule staat voor de benodigde
energie, want men moet energie toevoegen om
Prijs titaanbepaald door energie
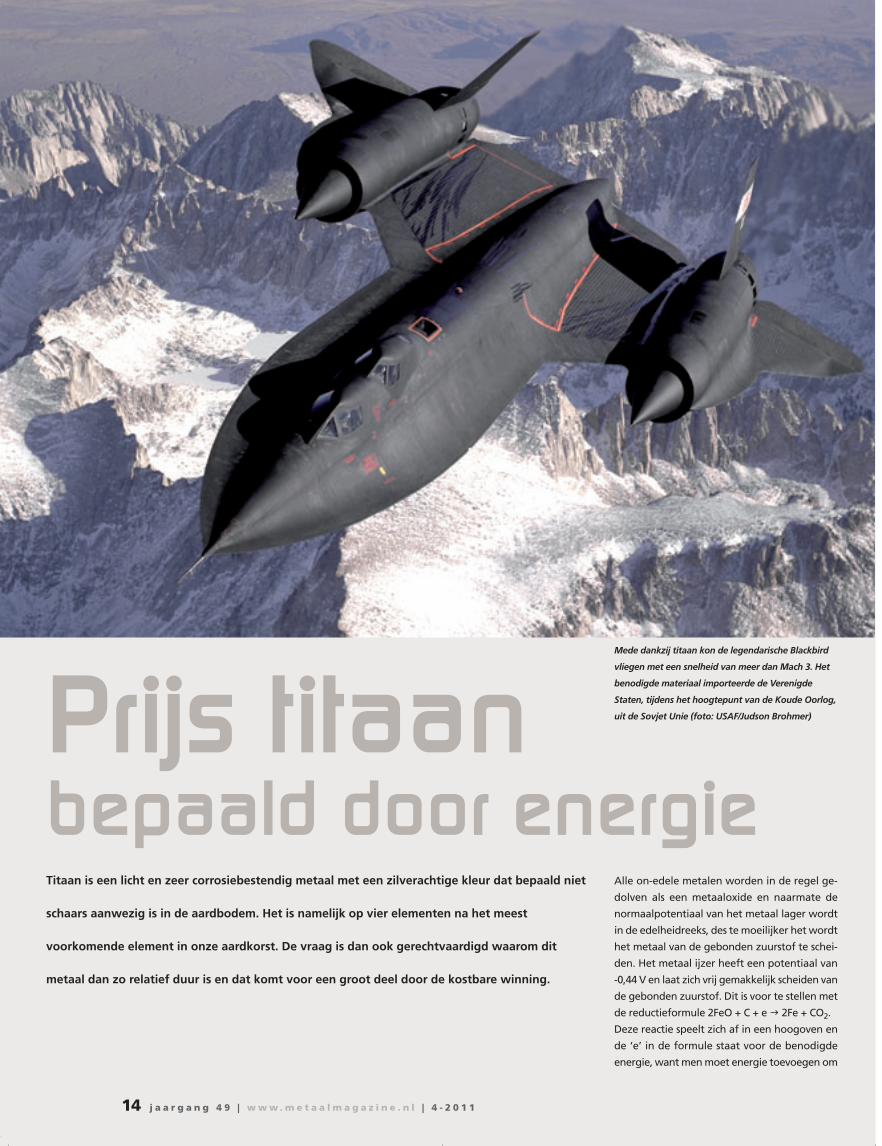
Mede dankzij titaan kon de legendarische Blackbird
vliegen met een snelheid van meer dan Mach 3. Het
benodigde materiaal importeerde de Verenigde
Staten, tijdens het hoogtepunt van de Koude Oorlog,
uit de Sovjet Unie (foto: USAF/Judson Brohmer)
14-15-17_Materiaal titaan 15-04-11 15:37 Pagina 14
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 15
DOOR: KO BUIJS
deze reductie mogelijk te maken. Past men dit
mechanisme toe op titaanoxide, dat ook wel ru-
tiel wordt genoemd, dan gebeurt er helemaal
niets want titaanoxide moet heel anders wor-
den behandeld om deze twee sterk gebonden
elementen van elkaar los te krijgen. Dat proces
verloopt als volgt:
1. Rutiel (TiO2) wordt met cokes gechloreerd
waardoor titaantetrachloride (TiCl4) en kool-
zuur (CO2) ontstaat.
2. Titaantetrachloride is een kleurloze vloeistof
die nog gezuiverd wordt.
3. Daarna wordt aan dit titaantetrachloride
magnesium of natrium toegevoegd in een
inerte omgeving.
4. Daardoor ontstaat de volgende chemische
omzetting:
5. TiCl4 + 2Mg g Ti + 2MgCl2. Zo ontstaat er
uiteindelijk titaanspons en magnesiumchlo-
ride.
6. Titaanspons wordt geperst tot blokken en
daarna inert gesmolten tot gietelingen, even-
tueel aangevuld met legeringelementen en
schroot.
7. De gietelingen worden daarna gewalst tot
allerlei halffabrikaten zoals platen en staven.
Het zal inmiddels wel duidelijk zijn hoeveel
energie het kost om titaan uit zijn erts te bevrij-
den en daar komt ook nog een keer bij dat het
veel energie kost om magnesium of natrium te
bereiden. Daarom is een groot deel van de
titaanprijs bepaald door de energiekosten.
Titaan is een reactief metaal met een normaal-
potentiaal van -1,63 V en dat is zo’n vier keer
meer negatief dan de negatieve potentiaal van
ijzer. Toch gedraagt dit zeer on-edele metaal
zich zo enorm edel omdat de titaanoxidehuid
zo’n geweldig goede bescherming geeft. Titaan
is zo reactief dat zich spontaan een titaanoxide-
huid zal vormen aan de lucht zonder een wate-
rig milieu. Dat in tegenstelling tot ijzer, want
dat heeft wel vocht en lucht nodig om te gaan
oxideren. Daarom is ijzer geen reactief maar
een actief metaal.
Eigenschappen titaanDe fysische eigenschappen van het metaal ti-
taan zijn:
• smeltpunt = 1660 °C
• dichtheid = 4510 kg/m3
• uitzettingscoëfficiënt = 8,9 x 10-6/°C
• elektrische weerstand bij 20 °C = 48,2 micro-
ohmcm
• normaal potentiaal = -1,63 V
• Elasticiteitsmodulus is 105.000 N/mm2
In het kort kan men de algemene eigenschap-
pen van titaan als volgt samenvatten:
• relatief laag soortelijk gewicht;
• hoge corrosiebestendigheid;
• grote erosieweerstand;
• goede efficiënte warmteoverdracht;
• gunstige sterkte/gewichtverhouding;
• geringe thermische uitzetting;
• esthetisch fraai uiterlijk;
• harde gladde oxidehuid;
Deze laatstgenoemde eigenschap belemmert in
hoge mate vuilafzetting en bevordert een drup-
pelvormige condensatie wat van belang is ten
behoeve van het rendement van condensors en
warmtewisselaars.
ZeewaterFactoren zoals een laag soortelijk gewicht,
goede mechanische waarden en corrosiebesten-
digheid zijn belangrijke aspecten die het ge-
bruik van titaan snel zullen rechtvaardigen. In
de afgelopen 50 jaar heeft titaan zich bijzonder
goed bewezen als een optimale materiaalkeuze
in zouthoudend, brak en verontreinigd water.
Meer dan 200 miljoen meter condensorpijp, die
maar liefst over een tijdsbestek van 40 jaar ge-
garandeerd worden, zijn wereldwijd geïnstal-
leerd in elektriciteitscentrales zonder dat er
enige aantasting valt waar te nemen. Aanvan-
kelijk werden brandblussystemen en koelsyste-
men ten behoeve van offshoreplatforms van
koolstofstaal gemaakt die beschermd werden
met allerlei deklagen. Vanwege het beschadi-
gen van deze coatings is men toen snel overge-
stapt naar cupronikkel wat weer leidde tot put-
corrosie en erosie (vooral in bochten) in veront-
reinigd water. Sommige ontwerpers hebben
toen getracht deze problemen te overwinnen
door de wanddiktes te vergroten en de water-
snelheden te verlagen. De nadelige gevolgen
door het beperkte debiet wat zo ontstond,
waren grotere diameters pijpen, grotere bocht -
radiussen en een grote toename in de kosten en
M A T E R I A L E N
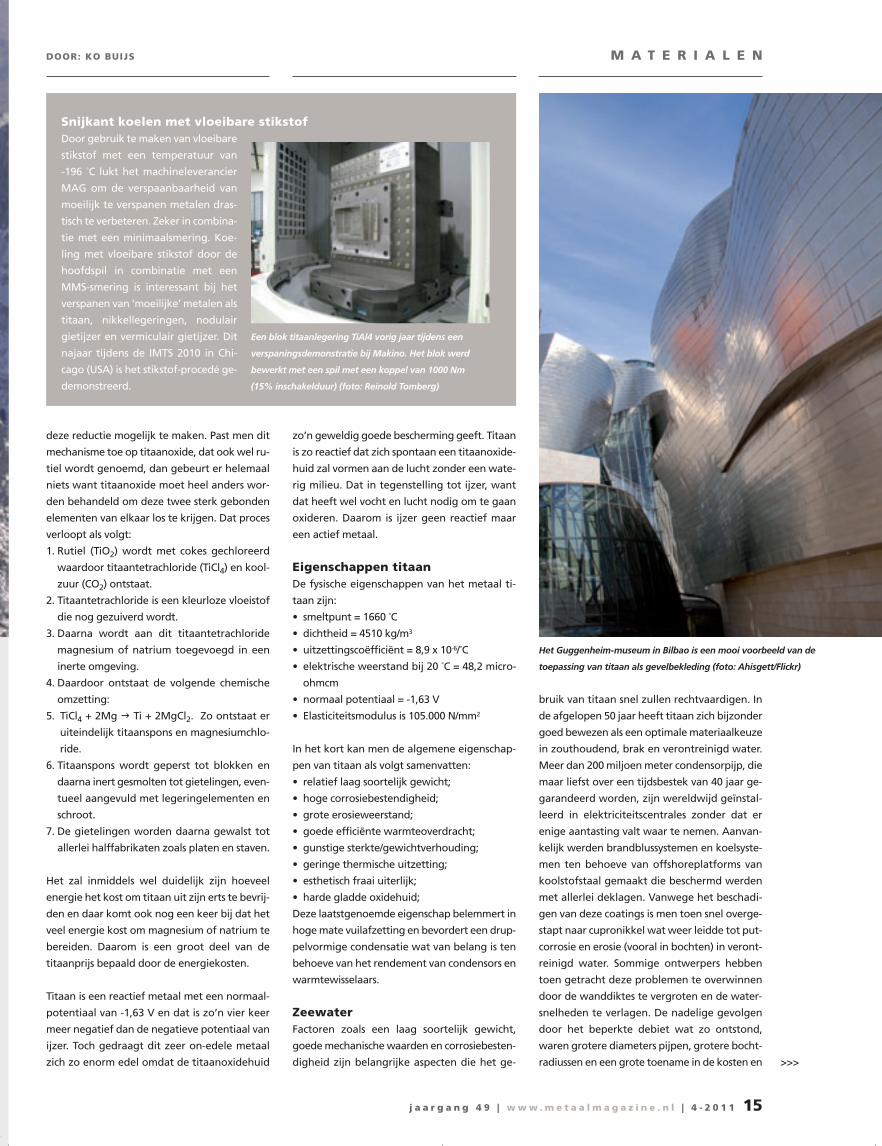
Snijkant koelen met vloeibare stikstofDoor gebruik te maken van vloeibare
stikstof met een temperatuur van
-196 °C lukt het machineleverancier
MAG om de verspaanbaarheid van
moeilijk te verspanen metalen dras-
tisch te verbeteren. Zeker in combina-
tie met een minimaalsmering. Koe-
ling met vloeibare stikstof door de
hoofdspil in combinatie met een
MMS-smering is interessant bij het
verspanen van ‘moeilijke’ metalen als
titaan, nikkellegeringen, nodulair
gietijzer en vermiculair gietijzer. Dit
najaar tijdens de IMTS 2010 in Chi-
cago (USA) is het stikstof-procedé ge-
demonstreerd.
Een blok titaanlegering TiAl4 vorig jaar tijdens een
verspaningsdemonstratie bij Makino. Het blok werd
bewerkt met een spil met een koppel van 1000 Nm
(15% inschakelduur) (foto: Reinold Tomberg)
Het Guggenheim-museum in Bilbao is een mooi voorbeeld van de
toepassing van titaan als gevelbekleding (foto: Ahisgett/Flickr)
>>>
14-15-17_Materiaal titaan 15-04-11 15:37 Pagina 15

Doosan bouwt voor iedere toepassing een specifieke machinelijn, zoals de Doosan Puma 700 serie Doosan bouwt voor iedere toepassing een specifieke machinelijn, zoals de Doosan Puma 700 serie
draaimachines voor de bewerking van lange, zware assen in grote diameters. draaimachines voor de bewerking van lange, zware assen in grote diameters.
De Doosan Puma 700 is leverbaar in draailengtes tot 5055 mm, draaidiameters tot 900 mm ø De Doosan Puma 700 is leverbaar in draailengtes tot 5055 mm, draaidiameters tot 900 mm ø
en 11 kW op de aangedreven gereedschappen.
Laat u eens uitgebreid informeren door één van onze specialisten. Laat u eens uitgebreid informeren door één van onze specialisten.
Altijd een passende oplossing voor uw verspanende productie
Laat u eens uitgebreid informeren door één van onze specialisten. Laat u eens uitgebreid informeren door één van onze specialisten.
0229 54 24 85 - [email protected] - www.dormac.nl
Een Doosan voor Xtra large en heavy cutting
Doosan Puma 700 serie
Gibas Numeriek B.V.Catharijne 11358 CC ALMERETel: 036 - 540 60 00Fax: 036 - 540 60 10
FEHLMANN PICOMAX® VERSA 823 OF 825IN 3- OF 5- ASSIGE UITVOERING
De FEHLMANN Picomax® Versa wordt gekenmerkt door:
Hoge precisie door uiterst stabiele constructie, geschraapte
geleidingen en ultra hoogprecisie meetsystemen
Grote thermische stabiliteit door de gietijzeren constructie en actieve koeling
Zeer hoge nauwkeurigheid door gekoeld frame met dubbelondersteunde zwenkbrug met gekoelde torque
aandrijvingen, kogelomloopspindels, motoren, en een dubbelwandige cabine voor optimale isolatie.
Zwenken aan beide zijden, zwenkbereik van +/- 115°
Zeer gunstige ergonomie, de tafel en de gereedschapwisselaar kunnen van voren worden benaderd.
Groot gereedschappenmagazijn van 44 tot 250 gereedschappen met opname HSK-A63
Perfect overzicht op het bewerkingsgebied, van drie zijden zicht op het werkstuk.
Ook bij uitbreiding met automatisering blijft de Versa van de voorzijde toegankelijk.
Verplaatsing x-y-z 820-700-450 mmToerentallen van de spindel naar keuze: 14.000/20.000/30.000 min-1
Maximale palletafmeting 400 x 400 mmMaximale productafmeting 400 x 400 mm

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 17
gewicht van het pijpsysteem dat bovendien ook
nog meer ruimte innam. Ondanks al deze maat-
regelen kwamen toch weer op den duur allerlei
gebreken openbaar die ertoe leidden dat er een
noodzaak was tot een ommezwaai in de mate-
riaalkeuze en ook een andere benadering met
betrekking tot het ontwerp.
Meer recente ontwerpen eisen naast kosten en
gewichtsbesparingen ook hoog betrouwbare
materialen die het mogelijk maken om met re-
latief kleine diameters vloeistoffen met hoge
snelheden te verplaatsen. Aanvankelijk was een
austenitisch roestvast staal met circa 6% mo-
lybdeen (zoals 254SMO) favoriet, maar later kre-
gen de super duplex roestvast-staalsoorten
meer aandacht in verband met nog betere pres-
taties. Beide kwaliteiten boden meer dan cupro-
nikkel maar bereikten toch niet de gewenste re-
sultaten en bovendien gaven zij ook nog de no-
dige moeilijkheden tijdens het verwerken. De
buitengewone en unieke corrosieprestaties van
het metaal titaan gaven nieuwe perspectieven
voor deze toepassingen. Daarom is het ook niet
verwonderlijk dat titaan tegenwoordig zeer fre-
quent wordt gekozen bij het fabriceren van
zeewatergekoelde warmtewisselaars en pijpsys-
temen; als condensormateriaal bij elektriciteits-
centrales en allerlei apparatuur op schepen
zoals bijvoorbeeld handling-systemen. Tot nu
toe is gebleken dat de toepassing van titaan een
garantie is voor het afdoende oplossen van cor-
rosieproblemen in specifieke milieus. Tit aan
dient in principe altijd overwogen te worden,
zowel ten behoeve van de onshore als offshore,
zodra er chloridenhoudende milieus, zwavelver-
bindingen of koolwaterstofverbindingen in de
processtroom aanwezig zijn. Financiële voorde-
len door deze prestaties zijn door de praktijk
reeds bewezen en de ontwerp- en verwerkings-
parameters zijn afdoende vastgesteld.
ToepassingenTitaan wordt vooral toegepast ten behoeve van
de industriële apparatenbouw zoals in warmte-
wisselaars, leidingsystemen voor de chemie en
offshore alsmede in de procesindustrie zoals
pompen, afsluiters en dergelijke. Daarnaast
vindt men dit materiaal terug in de vliegtuig-
bouw, medische implantaten, sportartikelen als
tennisrackets en golfsticks, brilmonturen, siera-
den et cetera.
Een van de interessante aspecten is dat titaan
geen corrosietoeslag behoeft en dat compen-
seert voor een groot deel de relatief slechte
warmteoverdracht.
Met onderstaande formule kan men de wand-
dikte berekenen van buismateriaal.
Tm = P.D /( 2(σ+ P.Y)) + A
Tm = minimum wanddikte in mm
P = werkdruk in het systeem in MPa
D = uitwendige pijpdiameter in mm
σ = maximaal toelaatbare spanning in MPa
bij de ontwerptemperatuur
Y = een coëfficiënt
A = corrosietoeslag (voor titaan is deze dus 0).
Titaan en titaanlegeringenCommercieel zuivere titaansoorten zijn dus on-
gelegeerd maar men kent wel gradaties in de
mate van verontreinigingen. Hieronder vallen
de typen grade 1 t/m 4 die een oplopende on-
zuiverheid hebben. Grade 1 is vanwege de lage
verontreinigingen het meest ductiel en daarom
geschikt voor het explosieve plateren en diep-
trekken. Grade 2 is de meest voorkomende
kwaliteit terwijl grade 4 de beste mechanische
waarden heeft van de vier typen. Daarom wor-
den van grade 4 veelal bevestigingsmaterialen
gemaakt. Al deze kwaliteiten vallen onder de
α (alfa) -legeringen. Dat geldt ook voor de
typen grade 11 en 7 welke in feite grade 1 en 2
betreffen met een additie van circa 0,2% palla-
dium. Palladium zorgt ervoor dat de weerstand
tegen spleetcorrosie (crevice corrosion) verder
toeneemt in bijvoorbeeld warm zeewater.
Daarnaast zijn er ook ß (béta) -legeringen en
ook α+ß-legeringen. Dit betreffen de soorten
met hoge mechanische waarden. Veelal betreft
dit smeedlegeringen en gietlegeringen. De be-
kendste titaanlegering is grade 5 (Ti-6Al4V) wat
een legering betreft met 6% aluminium en 4%
vanadium. Deze kwaliteit, die ook wel het werk-
paard onder de titaanlegeringen wordt ge-
noemd, wordt veel in de luchtvaart gebruikt
i.v.m. de gunstige gewicht-sterkteverhouding.
Veelal zijn dit kritische onderdelen, zoals bewe-
gende delen in vleugels en airframes. Het mate-
riaal is verkrijgbaar als plaat (ASTM B265), staven
(ASTM B348), gietstukken (ASTM B367), smeed-
stukken (ASTM B381) en ook als bouten en moe-
ren (ASTM F467). Het MIL-nummer is T-9047.
In Tabel 1 ziet men duidelijk de effecten op de
mechanische waarden in afhankelijkheid van de
toenemende hoeveelheid verontreinigingen.
Ook ziet men het opmerkelijk mechanische ge-
drag van het gelegeerde grade 5.
Er zijn titaanproducenten die titaan in zeewater
voor 40 jaar onophoudelijk gebruik garanderen
zonder dat men doet aan corrosiepreventie.
Omdat titaan ook in gebouwen wordt gebruikt
als gevelbekleding en dakbedekking wordt er
zelfs een garantie van 100 jaar afgegeven. Voor-
beelden zijn ruimschoots te vinden in Japan
maar ook het Guggenheim-museum in Bilbao
en het Vincent van Gogh-museum in Amster-
dam hebben respectievelijk een gevelbekleding
en dakbedekking van titaan. Daarnaast kent
men vormgeheugenmetaal dat een legering be-
treft tussen titaan en nikkel (50/50). <<<
Tabel 1. Effecten op de mechanische waarden van titaan in afhankelijkheid van de toene-
mende hoeveelheid verontreinigingen
Ti-Grade rekgrens in MPa treksterkte Mpa rek in %
1 170-190 240-345 25-27
2 240-345 345-450 20-24
3 380-460 450-595 18-25
4 480-560 550-685 15-23
7 280-350 345-480 20-28
11 170-220 240-345 25-37
5 830-910 900-1000 10-18
Een titaanonderdeel voor een Airbus een aantal
jaren geleden gefotografeerd tijdens de EMO in
Hannover (D) (foto: Reinold Tomberg)
Titaan favoriet voor zeewatergekoelde warmtewisselaars
M A T E R I A L E N
14-15-17_Materiaal titaan 15-04-11 15:38 Pagina 17
Veel grondstoffen worden schaars en
duur, het zal u niet ontgaan zijn. Met
zijn huidige levensstijl heeft de
mensheid vroeg of laat aan één aarde
niet meer genoeg. Bij sommige
zeldzame aardmetalen komt de bodem
al in zicht, maar hoe zit dat meer
specifiek bij de legeringsmetalen, de
onmisbare elementen om staal van
hoogwaardige kwaliteit te maken? De
situatie lijkt hier iets minder kritisch,
maar ook hier slaat de schaarste met al
zijn consequenties toe.
DOOR: JAN OONK
Bij de legeringselementen hebben we het met
name over metalen als chroom (Cr), wolfraam
(W), vanadium (V), molybdeen (Mo) en kobalt
(Co). Als we het blikveld iets verder oprekken
kunnen we ook nikkel (Ni), als belangrijk be-
standdeel van roestvast staal, nog in dit over-
zicht betrekken. En om dan maar met de deur
in huis te vallen: de meest kritische situatie doet
zich voor bij molybdeen, nikkel en wolfraam,
met een levensduur van respectievelijk 41 jaar,
44 jaar en 62 jaar. Wat betreft vanadium kun-
nen we nog 223 jaar vooruit en met chroom
zelfs 269 jaar. De genoemde cijfers zijn afkom-
stig van de BGR, de Bundesanstalt für Geowis-
senschaften und Rohstoffe in Hannover (D).
Over kobalt heeft de BGR merkwaardig genoeg
geen gegevens voorhanden, maar de United
States Geological Survey (USGS), die zich vanuit
Amerikaans perspectief bezighoudt met de-
zelfde problematiek, geeft hiervoor een levens-
duur van 59 jaar.
Overigens behoeft de hier gehanteerde term
‘levensduur’ nog wel enige toelichting. De BGR
berekent deze eenvoudig door de bewezen re-
serves van een element te delen door het mon-
diale jaarverbruik op dit moment. De USGS past
een soortgelijke berekening toe, maar met
daarin verwerkt een consumptiegroei van 2%.
De USGS komt dus consequent wat lager uit, al
hanteert het ook wat andere uitgangscijfers
voor wat betreft de reserves en het verbruik.
Voor molybdeen, nikkel en wolfraam noemt de
USGS bijvoorbeeld een levensduur van respec-
tievelijk 33 jaar, 30 jaar en 25 jaar. Enige relati-
vering is dus geboden, al lijkt één conclusie on-
vermijdelijk: de voorraden zijn niet onuitputte-
lijk en als we geen maatregelen nemen houdt
het vroeg of laat op.
Dood spoor?Legeringsmetalen worden schaars
Voor het aanboren van nieuwe voorraden steeds meer aangewezen zijn op minder toegankelijke bronnen. Hier
de aanleg van een spoorbaan in Australië voor het transport van ijzererts (foto: Yaruman5/Flickr)
De levensduur van een element is dus een dyna-
misch getal dat op elk moment kan en zal wisselen.
KazachstanMet de snelgroeiende economieën als China,
India, Brazilië en Rusland in het achterhoofd zal
het duidelijk zijn dat de genoemde levensduur
nog weer naar beneden bijgesteld moet wor-
den. De BGR heeft berekend dat de gemiddelde
Duitser tijdens zijn leven 40 ton aan staal ver-
bruikt. Als iedere wereldburger dat niveau zou
bereiken (en wie zou hen dat recht durven ont-
zeggen) zou het staalverbruik zomaar een fac-
tor drie hoger liggen. En staal is een vrij stan-
daard product, voor wat exotische materialen
kan die factor nog veel hoger uitvallen. De toe-
nemende zuigkracht vanuit de genoemde lan-
den kan bovendien zorgen voor extra schaarste
elders.
18 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
18-19-21_Schaarse metalen 15-04-11 15:45 Pagina 18

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 19
M A T E R I A L E N
Maar aan de andere kant zijn er ook nog steeds
voorraden die wachten op ontdekking en ex-
ploitatie. Kazachstan is bijvoorbeeld een van de
grote leveranciers van chroom en volgens de ex-
perts is de kans reëel dat daar nog meerdere
chroomaders worden ontdekt. En bij de USGS
heeft men wat kobalt betreft zijn hoop geves-
tigd op de mangaanknollen op de oceaanbo-
dem, die naar verwachting ook zekere hoeveel-
heden kobalt bevatten. Als het meezit kan de
levensduur van kobalt zomaar een factor tien of
meer worden opgerekt en hoeven we ons voor
dit metaal voorlopig geen zorgen meer te
maken.
Een andere reddingsboei is dat door verbeterde
en efficiëntere wintechnieken ook aders met la-
gere concentraties en oude ‘uitgeputte’ mijnen
nog weer rendabel te exploiteren zijn. Zie de re-
vival van de olievelden bij Nieuweschans.
MonopolieDuidelijk is wel, de bovenstaande voorbeelden
geven dat al aan, dat we voor het aanboren van
nieuwe voorraden steeds meer aangewezen
zijn op minder toegankelijke bronnen (zowel
geografisch als politiek) met lagere metaalcon-
centraties. Alle rijke aders op eenvoudig toe-
gankelijke plaatsen zijn onderhand wel aange-
boord. Met de exploratie en de winning zijn
met andere woorden steeds hogere bedragen
en risico’s gemoeid. Dat is alleen rendabel te
maken bij hogere prijsniveaus en dat is dan ook
een van de meest voor de hand liggende conse-
quenties.
Neem bijvoorbeeld nikkel. Tot begin deze eeuw
schommelde de prijs rond 10.000 dollar per ton,
in de jaren daarna (tot de economische crisis
eind 2008 toesloeg) steeg deze prijs tot rond
25.000 dollar per ton. Dat had niet alleen te
maken met een sterk stijgende vraag, maar ook
met oplopende exploitatiekosten. Die liggen in-
middels rond 20.000 dollar per ton en, kortston-
dige inzinkingen daargelaten, vormt dat de hui-
dige bodemprijs. Bij lagere prijsniveaus is het
niet rendabel om de mijnen open te houden.
Een bijkomend probleem van schaarste is dat de
wereld in toenemende mate afhankelijk wordt
van een beperkt aantal bronnen. Zie bijvoorbeeld
de zeldzame aardmetalen, waar de huidige we-
reldmarkt voor 97% in handen is van de Chine-
zen. Ook omdat elders mijnen gesloten zijn.
Bij de hier besproken legeringselementen is de
situatie over het algemeen minder extreem, al
is men voor een metaal als wolfraam ook voor
75% aangewezen op datzelfde China. Voor wat
kobalt betreft is de wereld voor 40% afhanke-
lijk van Congo (waar het als bijproduct van
koper wordt gewonnen in Katanga) en de ko-
baltprijs is dan ook sterk afhankelijk van de po-
litieke situatie daar. Kortom: een staatsgreep
hier, een aardbeving daar of zelfs alleen maar
een staking en de hele markt is ontredderd. En
dan hebben we het nog niet eens over bewuste
strategieën van overheden om hun monopolie-
positie te gebruiken om het maximale gewin uit
hun bodemschatten te halen.
FluctuatiesHogere prijzen zijn dus een onvermijdelijk ge-
volg van toenemende schaarste, maar ook gro-
tere prijsfluctuaties. Bij de Wirtschaftsvereini-
gung Stahl, onder welke vlag de Duitse staalpro-
ducenten zich hebben verenigd, ziet men dat als
Prijs kobalt sterk afhankelijk van politieke situatie
Een zogeheten ‘false color image’ uit 2001 van Nasa van het mijngebied Norilsk. Ertsen als nikkelerts worden hier gewonnen in de
vorm van zwavelcompounds. Bij het winnen van metalen komt een enorme hoeveelheid zwaveldioxide vrij (links van het midden
op de foto). Ongeveer 1% van de totale wereldwijde uitstoot aan zwaveldioxide komt van deze stad in Siberië, een enorme belas-
ting voor één aarde (foto: Nasa Image by Jesse Allen)
>>>
18-19-21_Schaarse metalen 15-04-11 15:45 Pagina 19

NIET ALLEEN SURPLUS, MAAR OOK gecertificeerde buizen!
www.deboerbuizen.nl • 0251 36 22 70
ONZE KENNIS, UW SUCCES kijk voor meer informatie op
www.eisma.nl/industrialmedia
Blech trifft BusinessSHEET METAL MEETS BUSINESS
10th BLECHEXPO – International trade fair for sheet metal processing
3rd Schweisstec – International trade fair for joining rechnology
6th – 9th June STUTTGART
P.E. Schall GmbH & Co. KG Fon +49 (0) 7025.9206 - 0 [email protected]
A 8Directly adjacent to the airport and the motorway
www.schall-virtuell.dewww.blechexpo-messe.de
www.schweisstec-messe.de
2011
List of products
List of products
BlechSchweiss 2011 90x267-2c-gb.indd 1 31.03.11 13:39
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 21
M A T E R I A L E N
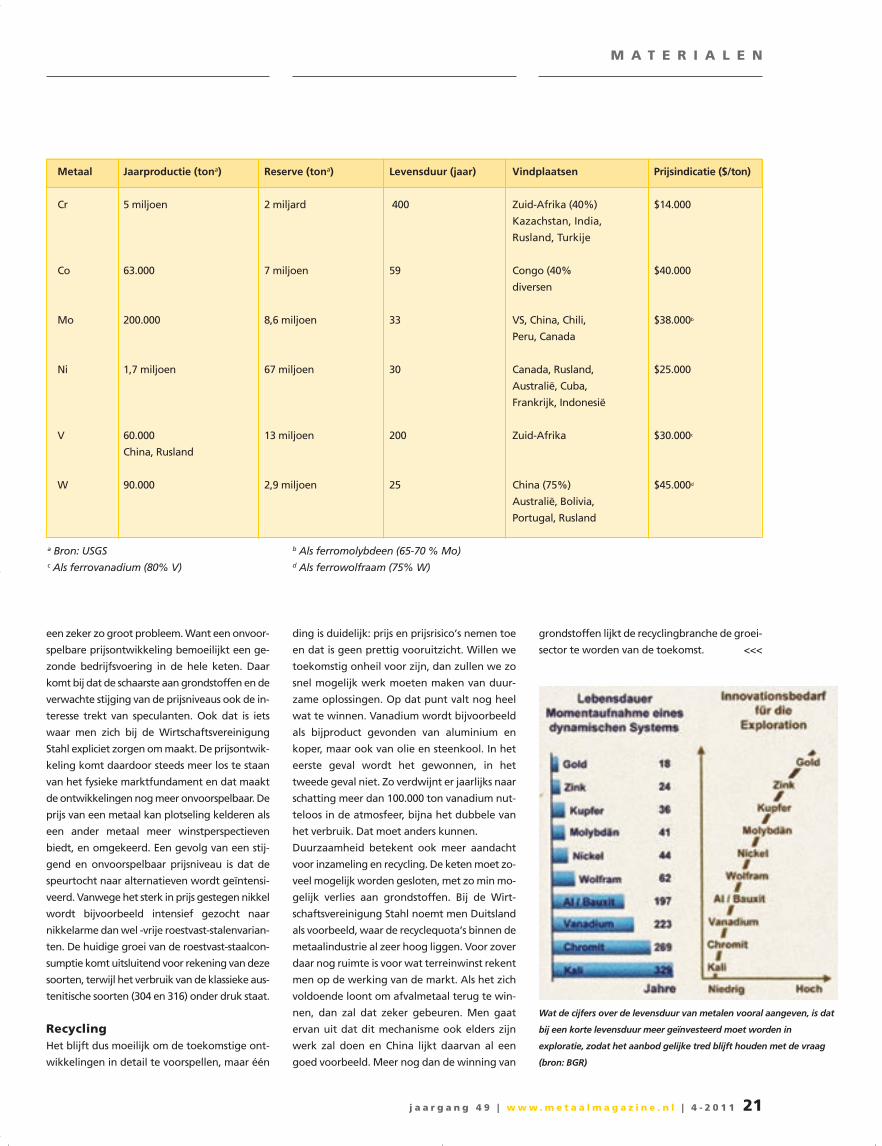
a Bron: USGS b Als ferromolybdeen (65-70 % Mo)c Als ferrovanadium (80% V) d Als ferrowolfraam (75% W)
een zeker zo groot probleem. Want een onvoor-
spelbare prijsontwikkeling bemoeilijkt een ge-
zonde bedrijfsvoering in de hele keten. Daar
komt bij dat de schaarste aan grondstoffen en de
verwachte stijging van de prijsniveaus ook de in-
teresse trekt van speculanten. Ook dat is iets
waar men zich bij de Wirtschaftsvereinigung
Stahl expliciet zorgen om maakt. De prijsontwik-
keling komt daardoor steeds meer los te staan
van het fysieke marktfundament en dat maakt
de ontwikkelingen nog meer onvoorspelbaar. De
prijs van een metaal kan plotseling kelderen als
een ander metaal meer winstperspectieven
biedt, en omgekeerd. Een gevolg van een stij-
gend en onvoorspelbaar prijsniveau is dat de
speurtocht naar alternatieven wordt geïntensi-
veerd. Vanwege het sterk in prijs gestegen nikkel
wordt bijvoorbeeld intensief gezocht naar
nikkel arme dan wel -vrije roestvast-stalenvarian-
ten. De huidige groei van de roestvast-staalcon-
sumptie komt uitsluitend voor rekening van deze
soorten, terwijl het verbruik van de klassieke aus-
tenitische soorten (304 en 316) onder druk staat.
RecyclingHet blijft dus moeilijk om de toekomstige ont-
wikkelingen in detail te voorspellen, maar één
ding is duidelijk: prijs en prijsrisico’s nemen toe
en dat is geen prettig vooruitzicht. Willen we
toekomstig onheil voor zijn, dan zullen we zo
snel mogelijk werk moeten maken van duur-
zame oplossingen. Op dat punt valt nog heel
wat te winnen. Vanadium wordt bijvoorbeeld
als bijproduct gevonden van aluminium en
koper, maar ook van olie en steenkool. In het
eerste geval wordt het gewonnen, in het
tweede geval niet. Zo verdwijnt er jaarlijks naar
schatting meer dan 100.000 ton vanadium nut-
teloos in de atmosfeer, bijna het dubbele van
het verbruik. Dat moet anders kunnen.
Duurzaamheid betekent ook meer aandacht
voor inzameling en recycling. De keten moet zo-
veel mogelijk worden gesloten, met zo min mo-
gelijk verlies aan grondstoffen. Bij de Wirt-
schaftsvereinigung Stahl noemt men Duitsland
als voorbeeld, waar de recyclequota’s binnen de
metaalindustrie al zeer hoog liggen. Voor zover
daar nog ruimte is voor wat terreinwinst rekent
men op de werking van de markt. Als het zich
voldoende loont om afvalmetaal terug te win-
nen, dan zal dat zeker gebeuren. Men gaat
ervan uit dat dit mechanisme ook elders zijn
werk zal doen en China lijkt daarvan al een
goed voorbeeld. Meer nog dan de winning van
grondstoffen lijkt de recyclingbranche de groei-
sector te worden van de toekomst. <<<
Metaal Jaarproductie (tona) Reserve (tona) Levensduur (jaar) Vindplaatsen Prijsindicatie ($/ton)
Cr 5 miljoen 2 miljard 400 Zuid-Afrika (40%) $14.000
Kazachstan, India,
Rusland, Turkije
Co 63.000 7 miljoen 59 Congo (40% $40.000
diversen
Mo 200.000 8,6 miljoen 33 VS, China, Chili, $38.000b
Peru, Canada
Ni 1,7 miljoen 67 miljoen 30 Canada, Rusland, $25.000
Australië, Cuba,
Frankrijk, Indonesië
V 60.000 13 miljoen 200 Zuid-Afrika $30.000c
China, Rusland
W 90.000 2,9 miljoen 25 China (75%) $45.000d
Australië, Bolivia,
Portugal, Rusland
Wat de cijfers over de levensduur van metalen vooral aangeven, is dat
bij een korte levensduur meer geïnvesteerd moet worden in
exploratie, zodat het aanbod gelijke tred blijft houden met de vraag
(bron: BGR)
18-19-21_Schaarse metalen 15-04-11 15:40 Pagina 21

22 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
In de visie van GF AgieCharmilles zijn de eigentijdse
directe aandrijvingen als lineaire motoren belangrijk
bij de omslag die de maakproductie moet maken van
massawerk naar engineering-delen. Eind maart
tijdens een show in Schorndorf (D) werd een
Mikron-hogesneldheidsbewerkingscentrum
gedemonstreerd dat helemaal uitgerust is met
directe aandrijvingen. Een machine toegesneden
voor het verspanen van kleine werkstukken uit
moeilijke materialen.
DOOR: REINOLD TOMBERG
‘Technologyleader in HSM’, dat is het doel van
Jean-Pierre Wilmes, CEO en President van
GF AgieCharmilles. Goed beschouwd is dit stre-
ven van hem een soort ‘back to the future’. Im-
mers de Mikron-bewerkingscentra van AgieChar-
milles hebben zich altijd al behoorlijk kunnen on-
derscheiden op het gebied van ‘High Speed Mil-
ling’. Dat AgieCharmilles nu een kernactiviteit als
het hogesnelheidsfrezen weer volop in de schijn-
werpers zet, heeft alles te maken met de drasti-
sche veranderingen in de markt van de afgelo-
pen jaren. Volgens Wilmes hebben we het ergste
gehad. Tijdens de International Technology Show
2011 sprak hij van een ‘herstart van de markt en
een goed beeld voor Europa in 2011’. Maar hij
signaleert wel dat de crisis een aanjager is ge-
weest voor grote verschuivingen. China is intus-
sen dé grote afnemer voor machinebouwers en
hét wereldwijde centra voor massafabricage.
Ook met de opkomst van de BRIC-landen zal dit
beeld voor Europa in elk geval niet veranderen.
Beeld gekanteldVeranderingen blijken helder uit statistieken,
maar iedereen die in Nederland om zich heen
kijkt, kan dit ook zelf zien. Mike Onida, salesma-
nager bij GF AgieCharmilles in Lomm, vertelt
dat pakweg tien jaar geleden de afzet voor
vonkmachines in Nederland voor de helft be-
stond uit zinkvonk- en de andere helft uit
draadvonkmachines. Dit beeld is nu volledig ge-
kanteld: 90% draadvonkers en 10% zinkvonk-
machines. De verklaring is simpel: het leeuwen-
deel van de massafabricage vindt momenteel
plaats buiten Europa en dus geschiedt de aan-
maak van bijbehorende productiegereedschap-
pen als spuitgietmatrijzen ook buiten ons we-
relddeel. Gevolg: minder behoefte aan zink-
vonkmachines. Eenzelfde beeld zie je overigens
ook voor de aanmaak voor stempels, mallen en
andere gereedschappen voor massaproductie.
Als gevolg hiervan hebben veel gereedschap-
makerijen in West-Europa al stevig moeten re-
organiseren.
In de verschuiving van 50%/50% naar 90%/10%
heeft ook meegespeeld dat het hogesnelheids-
bewerken een concurrerende techniek is voor
het zinkvonken. Die trend sluit overigens goed
aan bij de technologische ontwikkelingsrichting
die de Europese maakindustrie zou moeten vol-
gen. De aandacht van een Europese metaalbe-
werker moet zich richten op het maken van
kleinere werkstukken (miniaturisatie), op het
bewerken van moeilijke en exotische materialen
én dit in combinatie met het bereiken van op-
pervlaktekwaliteiten die hoge eisen stellen aan
oppervlakteruwheid en vormnauwkeurigheid.
“Herstart van de markt”
Lineaire motor voor klein en
moeilijk werk
Het frame van polymeerbeton van een LP-machine van Mikron met daarop de geleidingen en de lineaire
motoren voor de X- en Y-as. Kenmerkend is het O-vormige, krachtgesloten machineportaal dat de stijfheid van
de machine waarborgt. Ook de asgeleidingen staan zo ver mogelijk uit elkaar voor een maximale stabiliteit
(afbeelding: Mikron/GF AgieCharmilles)
22-23_GFAC 15-04-11 15:40 Pagina 22

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 23
Denk aan de mogelijkheid om door middel van
verspanen optische eigenschappen te kunnen
meegeven aan steeds kleiner wordende werk-
stukken. De markt voor led-verlichting is bij-
voorbeeld een groeimarkt. Hetzelfde beeld zie
je bij medische toepassingen en voor lucht- en
ruimtevaart. Bij onze oosterburen is ook auto-
motive een markt waar je nog geld kunt verdie-
nen.
Linear PerformanceMet het bovenstaande in het achterhoofd is het
logisch dat AgieCharmilles tijdens de show in
Schorndorf de nieuwe drie-assige Mikron HSM
400 LP demonstreerde (de noviteiten op vonk-
gebied bespreken we in een volgend artikel in
een van de komende nummers). De bouwwijze,
een krachtgesloten portaalframe van polymeer-
beton, is bekend. Nieuw is dat nu ook voor de
as-aandrijvingen van X, Y en Z gekozen is voor
directe aandrijvingen door middel van lineaire
motoren. De LP-machines (‘Linear Performance’)
zijn daarmee de eerste machines van AgieChar-
milles die volledig voorzien zijn van directe aan-
drijvingen. Voor de roterende assen van de vijf-
assige uitvoering werden al eerder direct drives
ingezet. Deze machines passen in het beeld
waarbij de maakindustrie in ons land meer en
meer verschuift van massaproductie naar een
engineering-omgeving.
Kenmerkend voor HSM-bewerkingen is het
kleine spaanvolume in combinatie met hoge
snij- en voedingssnelheden waarbij niet de na-
druk ligt op de verspaningscapaciteit per tijds -
eenheid, maar veel meer op het maximaal haal-
bare te bewerken oppervlak per tijdseenheid.
Bij dit type bewerkingen zie je machine- en ge-
reedschapbewegingen die geconcentreerd zijn
op één verspaningsplek op het werkstuk. Het is
dan van belang dat je bijvoorbeeld bij het pas-
seren van een hoek in een pocket je gereed-
schap snel kunt herpositioneren. Dus met hoge
versnellingen (hoge snelheidsveranderingen per
tijdseenheid). Wil je een dergelijke dynamiek,
dan kan de omkeerspeling van kogelomloop-
spillen roet in het eten gooien. Deze speling, als
gevolg van het elastische gedrag van de massa
van de kogelomloopspilaandrijving, geeft bij
hoge versnellingen een dipje in de machine- en
gereedschapverstellingen en dus een afteke-
ning op het werkstuk. Voor engineering-pro-
ducten veelal niet toelaatbaar en daar kan dus
de lineaire motor, ondanks dat je meer aandrijf-
energie en meer koelcapaciteit nodig hebt, nut-
tige diensten bewijzen.
Met de LP-machines kun je geharde, hooggele-
geerde materialen (tot 65 HRC) of moeilijke ma-
terialen als titaan bewerken, waarbij als gevolg
van de lage verspaningskrachten ook heel dun-
wandig werk mogelijk is. Tijdens de show de-
monstreerde AgieCharmilles op de HSM 400 LP
de aanmaak van een persmatrijs van wolfraam-
koperlegering voor het sinteren van hardmeta-
len wisselplaten waarbij een oppervlaktenauw-
keurigheid van Ra 0,04 micrometer werd bereikt
(zie ook de foto bij artikel). <<<
M E T A A L B E W E R K E N
FotoreportageOp onze site www.metaalmagazine.nl
hebben we een fotoreportage geplaatst
van de vonkmachines en de bewerkings-
centra die GF AgieCharmilles liet zien in
het World Application Center in Schorn-
dorf.
Informatief boekjeMeer nuttige informatie over HSM
(High Speed Milling) is te vinden in het
boekje ‘HSM Talk’ van GF AgieCharmil-
les, op te vragen bij de Benelux-vesti-
ging in Lomm.
De drie-assige Mikron HSM 400 LP in actie tijdens de International Technology Show 2011 in Schorndorf (D).
Mikron levert de LP-machine in een aantal uitvoeringen: drie- of vijf-assig (U), hogesnelheids- of
ultrahogesnelheidsuitvoering (respectievelijk HSM tot 60/min en 1,7g of XSM tot 100 m/min en 2,5g ) en in een
‘Precision’-uitvoering voor extreem nauwkeurige bewerkingen (42 m/min en 1,2g). Voor het Y-bereik is er een
keuze uit 450 mm of 240 mm. Het X- en Z-bereik is 500 mm en 360 mm (foto: Reinold Tomberg)
Werkstuk van een wolfraamkoperlegering,
verspaand op de HSM 400 LP tijdens de show van
AgieCharmilles in Schorndorf. Het kleinste
gereedschap dat ingezet wordt heeft een diameter
van 0,3 mm. Het maximale toerental gaat tot 42.000
toeren per minuut. Gefreesd wordt met een
oppervlaktenauwkeurigheid van Ra 0,04 micrometer
(foto: Reinold Tomberg).
22-23_GFAC 15-04-11 15:40 Pagina 23

24 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
In Nederland draait het in de verspanende metaalindustrie vaak maar om één ding: snel en
efficiënt producten maken; alleen zo kan er geld verdiend worden. Dat kan onder meer door
een hoge mate van automatisering toe te passen, zoals minder mensen per machine en
onbemand verspanen. Maar door nieuwe ontwikkelingen op het gebied van de CAM-software
kan een machine nog efficiënter verspanen. Echter welke CAM-software is nu echt efficiënt en
helpt de metaalbewerker in korte tijd aan een volkomen betrouwbaar NC-programma met een
zo kort mogelijke bewerkingstijd?
DOOR: PAUL QUAEDVLIEG
De nieuwste versies van de diverse CAM-soft-
warepakketten draaien veelal om dezelfde ken-
merken zoals gebruiksgemak, minder handelin-
gen en sneller kunnen verspanen. Hoe korter
een product op de machine staat opgespannen,
des te eerder kan er een nieuw product op en
kunnen er meer producten per uur gemaakt
worden. Die optimaliseringsslag wordt gemaakt
in de CAM-software. Maar vooral bij de eerste
handeling, van CAD-ontwerp naar CAM-pro-
gramma, valt winst te halen.
In het tweede kwartaal van 2011 komt de
nieuwste versie van Hypermill uit. “De trend in
deze nieuwe versie is het verder automatiseren
van CAM-programmeren”, legt Maarten van
Teeffelen, directeur van CNC-Consult & Automa-
Dankzij de nieuwste ontwikkelingen op CAM-gebied kan er anno 2011 veel efficiënter verspaand worden (foto: Bemet)
Efficiënt verspanen
met nieuwste CAM
24-29_CADCAM 18-04-11 13:34 Pagina 24

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 25
tion uit. “De handelingen die moeten worden
verricht om tot een NC-programma te komen,
worden steeds minder. Daarnaast wordt de be-
trouwbaarheid van de NC-banen groter en wor-
den de controlemogelijkheden erg groot. Met
controlemogelijkheden bedoel ik het feit dat
een operator of werkvoorbereider tijdens de
programmering het complete overzicht heeft
van de machine, de opspanning en het product.
Dit alles wordt gevolgd door een machinesimu-
latie waarmee het complete bewerkingsproces
van het frezen en het draaien kan worden ge-
controleerd op mogelijke botsingen en bereik
van de machine.”
Verkorte bewerkingtijdenBij het optimaliseren van een NC-programma
wordt onder meer gekeken naar een verkorting
van de bewerkingstijd. Meerdere leveranciers
claimen een kortere bewerkingstijd met de
nieuwste releases van hun software. Van Teef-
felen: “In de nieuwe versie van Hypermill heb-
ben we op de gebruikersdag in november vorig
jaar de module Hypermaxx gepresenteerd.
Deze uitbreiding op de voorfreesstrategie is in
staat de bewerkingstijd met soms wel 60%
terug te dringen en de standtijd van het gereed-
schap aanzienlijk te verlengen. Dat gebeurt
door middel van ‘high speed cutting’ bewegin-
gen in combinatie met een stuk intelligentie
over de situatie op ieder punt van de beweging
waar de frees zich bevindt. Deze module werd
op de gebruikersdag positief ontvangen, omdat
het tastbare en aantoonbare terugverdientijden
geeft waar iedereen naar op zoek is.”
Er kan ook veel tijd (en geld) bespaard worden
met een goede CAM-bibliotheek. “Van groot
belang voor de eindgebruiker is het KBM
(Knowledge Based Machining)”, legt Edwin
Schlief van LCMC (Esprit) uit. “Door het herge-
bruik van gegevens kunnen automatisch be-
paalde bewerkingen gegenereerd worden. De
software herkent soortgelijke bewerkingen,
zodat deze niet steeds opnieuw geprogram-
meerd hoeven te worden.”
Verspanen met grote stappenEenzelfde hunkering naar efficiëntie vinden we
bij Mastercam. Onlangs werd een nieuwe versie
geïntroduceerd onder de naam Mastercam X5.
Ook hier verbeteringen en optimalisering bij het
frezen. Bij het voorfrezen maakt Mastercam ge-
bruik van de nieuwe 3D OptiRough Toolpath-
techniek in combinatie met ‘dynamic milling
motion.’ Hans Derks, Business Unit Manager bij
Cadmes, leverancier van Mastercam, legt dat uit:
“Eerst wordt er veel verspaand met grote stap-
pen, daarna gaat het gereedschap in kleinere
stappen terug, waardoor het voorfrezen veel
sneller gaat. Maar ook het normale frezen is ge-
optimaliseerd, waardoor zo’n 60% van de be-
werkingstijd bespaard kan worden. Bepaalde
functies stellen continu het freespad bij voor de
meest efficiënte bewerking en gebruikt onder
meer de volledige snijlengte van de frees. Hier-
door wordt in een aantal lagen frezen overbo-
dig. Bij weer andere functies worden de rest-
stukken van een voorgaande freesbewerking zo
efficiënt mogelijk weggewerkt en waar mogelijk
grote sprongen gemaakt met het gereedschap.”
Bij PowerMill 2011 zit de belangrijkste winst qua
tijd en efficiëntie juist bij de nafrees-strategieën.
Met de functie ‘stock model engagement’ krijgt
de metaalbewerker nauwkeurige controle over
de hoeveelheid te verspanen ruwmateriaal bij
het nafrezen. “Deze optie biedt diverse voorde-
len”, legt Michel Peters, accountmanager
CAD/CAM bij Bemet International uit. “Het voor-
komt onder meer overbelasting van gereed-
schap en machine. Tevens zijn hogere voedingen
haalbaar omdat men niet meer rekening hoeft
te houden met aanwezig restmateriaal. Het ge-
reedschap freest alleen daar waar nodig, waar-
door een grote tijdsbesparing te halen valt. Bo-
vendien is er een vloeiender verloop van het af-
ronden van de banen bij interne hoeken.”
Esprit biedt op dit vlak ‘stock automation’ aan,
waarmee real-time het resterende materiaal
wordt berekend voor zowel 2D- en 3D-frezen
maar ook bij draaibewerkingen. Schlief: “Hier-
Nieuwe optimalisatiefuncties in Hypermill bij 3D-strategieën: ondersnijdingen,
wegtrimmen en het markeren van platte vlakken om die niet te frezen (bron:
CNC-Consult & Automation)
Dit vijf-assig Mastercam-voorbeeld is geheel voorbereid inclusief een machinesimulatie. Het totale
traject kan eenvoudig gecontroleerd worden en geeft een goed beeld van de uiteindelijke uitvoering
(bron: Cadmes)
A U T O M A T I S E R I N G
Eisen metaalbewerker CAM-software- Goede gebruikersinterface
- Eenvoudige en intuïtieve software
- Snelle insteltijden
- Integratie in CAD-software
- Modulaire opbouw van 2D naar vijf-assig
- Goede simulatiemogelijkheden
- Goede virtuele omgeving
- Betrouwbare postprocessor
- Ondersteuning leverancier
>>>
24-29_CADCAM 18-04-11 13:34 Pagina 25

26 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
drijven moeten immers steeds meer optimalise-
ren en efficiënter te werk gaan. Een integratie
tussen CAD en CAM zou daarbij zeker helpen en
veel tijd besparen. Maar er zitten haken en
ogen aan. Derks: “Indien een geïntegreerde
CAD/CAM-oplossing wenselijk is, moet hier aan
het begin van het keuzetraject rekening mee
gehouden worden. Achteraf integreren is niet
mogelijk omdat de CAM-data in een separaat
CAM-systeem anders bewaard worden dan in
een geïntegreerd systeem. In een echt geïnte-
greerd systeem zijn de importmogelijkheden
van het CAD-gedeelte bepalend voor de com-
municatie met de buitenwereld. Tussen CAD en
CAM is geen import/export meer nodig, want
dan is het geen echt geïntegreerd systeem. Dan
is er puur een koppeling.” Cadmes biedt bij-
voorbeeld CamWorks aan, de eerste volledig
geïntegreerde CAM-oplossing binnen Solid-
Works.
Volgens Peters moet een gebruiker op diverse
punten letten bij de integratie tussen CAD en
CAM: “Belangrijk is de uitwisseling in geome-
trie. Hoe gaat de CAD/CAM-software afhanke-
lijk en onafhankelijk (bij geen contact met CAD-
ontwerper) om met asymmetrische toleranties?
Hoe wordt een wijziging in geometrie noodza-
kelijk doorgevoerd of verwerkt? Oplossingen
zijn niet altijd voorhanden en als ze er wel zijn,
past het dan wel in de werkwijze van de metaal-
bewerker? Daarnaast is een uitwisseling in toe-
gevoegde kenmerken aan de geometrie van be-
lang. Maar ook een uitwisseling in de gewij-
zigde geometrie. Kan een CAD-model met een
wijziging, bijvoorbeeld een schuine kant op het
product onder een andere hoek, eenvoudig
doorgevoerd worden?”
PostprocessorenVan groot belang voor een succesvolle CAM-
implementatie is het gebruik van een goede
postprocessor. Een postprocessor zorgt ervoor
dat de CAD/CAM-data omgezet worden naar
de CNC-taal van de bewerkingsmachine. Vol-
gens van Teeffelen wordt het thema postpro-
cessor nog altijd onderschat. “Niet zo zeer het
bouwen van de postprocessor zelf, maar meer
het verkrijgen van de juiste informatie om tot
het bouwen te komen. Met name geldt dit
voor de wat zeldzamere machines die minder
vaak verkocht worden. Veelal zijn dit machines
met wisselbare koppen of machines met onbe-
kende besturingen. Hierbij is het van groot be-
lang dat in een driehoeksverhouding de klant,
de machineleverancier en de CAD/CAM-leve-
rancier informatie wordt uitgewisseld, want de
klant weet alleen iets van zijn producten, de
machineleverancier weet alles van zijn ma-
chine en de besturing, en de CAD/CAM-leve-
Aanschaf CAM-software, wat is handig om te weten?- Welke CAD-systemen worden ondersteund?
- Welke bewerkingen worden ondersteund?
- Welke CNC-machines en configuraties worden
ondersteund? (liefst zonder trucage of beperkingen)
- Simulatiefunctie is een must
- Zijn er al veel gebruikers? Ervaringen delen?
- Kan de leverancier op tijd leveren?
- Kan de leverancier voldoende support bieden?
Vijf-assig kamerfrezen bij Hypermill voor zowel het voorfrezen als nafrezen (bron: CNC-Consult & Automation)
Een modern CAM-pakket moet goed om kunnen
gaan met multitaskingmachines met een driekanaals
aansturing, zoals hier een Esprit-simulatie van een
Nakamura NTY3 (bron: LCMC)
Stock model engagement is een nieuwe optie in
Powermill 2011 die zorgt voor een nauwkeurige
controle over de hoeveelheid te verspanen
ruwmateriaal bij nafrezen (bron: Bemet)
mee worden de opvolgende bewerkingen al-
leen daar geplaatst, waar nog materiaal aanwe-
zig is. Het geavanceerde hieraan is dat Esprit dit
hardwarematig op de tweede core van de pro-
cessor doet waardoor de gebruiker niet hoeft te
wachten tijdens het programmeren. Deze bere-
keningen maken het bovendien mogelijk om
midden in een productsimulatie in te stappen
zodat de gebruiker niet alle voorgaande tijdro-
vende bewerkingen hoeft te simuleren om een
nieuwe bewerking te controleren.”
Integratie met CADEen andere trend binnen het CAD/CAM gebeu-
ren is dat een verdere integratie tussen CAD en
CAM steeds belangrijker zal gaan worden. Be-
24-29_CADCAM 18-04-11 13:34 Pagina 26

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 27
rancier weet hoe de postprocessor er dan uit
moet zien. Bij het ontbreken van één van deze
drie deelnemers gaat het geheid fout.”
Bij Mastercam worden de postprocessoren zelf
gemaakt. “Dat gebeurt op basis van een reeds
ontwikkelde postprocessor die op maat ge-
maakt wordt voor de machine-uitvoering en
wensen van de klant”, legt Derks uit. “Dit is een
van de meest belangrijke onderdelen van een
CAM-implementatie. Daarvoor hebben wij ook
mensen in dienst die naast CAM-ervaring ook
echte bewerkingservaring hebben en de taal
van de gebruiker spreken. Het is een onderdeel
van de CAM-implementatie die gezamenlijk
met de klant uitgevoerd moet worden.”
Vijf-assig simultaanVeel metaalbewerkers willen hun vijf-assige ma-
chines maximaal benutten en ook vijf-assig si-
multaan kunnen inzetten. Het vijf-assig bewer-
ken is voor de meeste volwaardige CAM-syste-
men geen probleem. Er zijn voldoende freesstra-
tegieën aanwezig met een voor de gebruikers
begrijpelijke interface. Peters: “Vijf-assige be-
werkingen in de software programmeren is niet
complex. Met basis-softwarekennis en simulatie
in het pakket kan de programmeur iets goeds
programmeren. Allereerst is het dan handig dat
de programmeur het kan uitproberen in een vir-
tuele omgeving in de software. Voor een pro-
grammeur is het dan wel van zeer groot belang
dat er voldoende vijf-assige parameters zijn om
de toolbaan te sturen (controleren) en dat de si-
mulatie 100% overeenkomt met de werkelijk-
heid, zodat er geen verrassingen meer zijn aan
de CNC-machine.”
Bij de aanschaf van CAD/CAM-software wordt
nog maar zelden een benchmark-test op de NC-
machine gedaan. Met name voor het vijf-assig
simultaan frezen is dit wel degelijk een zinvolle
actie omdat daar toch wel het onderscheid
wordt gemaakt tussen de verschillende
CAD/CAM-systemen. “Tevens is het van belang
dat bij de keuze van een CAD/CAM-systeem
breed in de functionaliteit wordt gezocht”, legt
van Teeffelen uit. “Weliswaar is de reden voor
de aanschaf vaak een bepaalde order van een
klant of een specifieke technische behoefte,
maar de selectie zou het complete CAD/CAM-
traject moeten bevatten van 2D, 3D en meerzij-
debewerking en/of vijf-assig simultaan bewer-
ken.”
MultitaskingmachinesBemet ontwikkelt al meer dan twintig jaar post-
processoren. Inmiddels is een hele bibliotheek
aan basis-postprocessoren beschikbaar. “Omdat
de software, CNC-machines, automatisering van
de machine, machinebesturingen en het ge-
bruik van de machine continu in ontwikkeling
zijn, worden deze basis-postprocessoren voor
elke klant op maat afgestemd en getest”, legt
Peters uit. “Zo ontstaan ook de postprocessoren
voor de multitaskingmachines, waarbij ervaring
van de postprocessorontwikkelaar van groot
belang is. Verder is, afhankelijk van de software-
functionaliteit, de postprocessorfunctionaliteit
zeer of juist minder complex. Kan de software
minder aansturen, dan moet het in de postpro-
cessor opgelost worden. In tijdsdiagrammen re-
gisseren van aansturing naar meerdere kanalen
is in de postprocessor geen probleem (als het
mogelijk is binnen de software). Als de software
dan de gesynchroniseerde bewegingen op bot-
sing kan controleren, is het helemaal top.”
Dat de CAM-softwareontwikkelaars niet stilzit-
ten blijkt ook uit de nieuwste ontwikkelingen
bij Mastercam. In oudere versies waren er drie
verschillende vijf-assige strategieën aanwezig
Ervaringen metaalbewerkerHet bedrijf Heemskerk Fijnmechanica uit Waddinxveen heeft al vijftien jaar ervaring met het
Mastercam van Cadmes. Lucien Heemskerk, directeur van Heemskerk Fijnmechanica: “We heb-
ben in totaal meer dan 20 CAM-stations staan, elke operator bij elke machine moet er over
kunnen beschikken. In principe maakt elke man aan de machine de producttekening in Mas-
tercam en exporteert de data naar de betreffende machine. Alles is geïntegreerd, van product-
tekening naar gereedschapsbanen. Elke machine heeft zijn eigen postprocessor. Verbeteringen
aan nieuwe releases zijn vooral een eenvoudigere toegankelijkheid, het herkennen van gaten
en het maken van solids. Dit is van belang omdat de machines ook sneller worden. Dankzij een
goed CAM-pakket wordt de machine efficiënter gebruikt. Het draaien en drie-assig frezen is
eenvoudig te programmeren, vijf-assig is wat complexer. Een modern CAM-pakket kan op zich
goed omgaan met multitaskingmachines met een driekanaals aansturing, maar de postpro-
cessor nog niet altijd. Vraag daarom altijd 100% garantie aan de CAM-leverancier.” LCMC le-
verde onlangs Esprit aan Heemskerk om aan de multitaskingbehoefte te voldoen en inmiddels
stuurt het bedrijf hiermee twee Nakamura NTY-machines aan. De machines zijn voorzien van
drie turrets met C- en Y-as waar nu zelfs 3D mee kan worden gefreesd op een draaibank.
Bij Heemskerk Fijnmechanica is bijna elke machine voorzien van een lokaal CAM-station
(foto: Paul Quaedvlieg)
Mastercam heeft nieuwe highspeed hybrid toolpaths
die een horizontale en verticale strategie naadloos in
elkaar over laten lopen. Resultaat: een mooi
nafreesbeeld met weinig ijlgangen en
overstapbewegingen (bron: Cadmes)
>>>
A U T O M A T I S E R I N G
24-29_CADCAM 18-04-11 13:34 Pagina 27

Fritz Studer AGCH-3602 ThunTelephone +41-33-439 11 11 · Telefax +41-33-439 11 12www.studer.com
De RidderTHO bvIBC-weg 105683 PK Best Tel: 0499-392050Fax: [email protected]
De nieuwe standaardin zwitserse precisie.
S41

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 29
(wireframe, surface en moduleworks). Iedere
strategie had daarbij zijn eigen user interface. In
de nieuwste release is er één user interface voor
alle strategieën. Derks: “Toch moet vijf-assig be-
werken niet te eenvoudig bekeken worden.
Vijf-assig simultaan bewerken is anders als het
drie-assig of geïndexeerd bewerken. Het vergt
een andere manier van werken waardoor het
door de gemiddelde metaalbewerker zonder
vijf-assige ervaring wordt onderschat.”
Service en trainingCAM-software gebruiken en zelf implemente-
ren is niet voor elke metaalbewerker wegge-
legd. Service en training op dit gebied is dus es-
sentieel. Maar al te vaak belandt een mooi pak-
ket zonder goede postprocessor en support al
vrij snel in de kast. “LCMC kiest voor korte lijnen
waardoor de klant direct geholpen wordt en
waardoor het productieproces niet in gevaar
komt”, legt Edwin Schlief uit. “Daarnaast bege-
leiden we de klant niet alleen on-site met
training, maar ook met support specifiek naar
behoefte van de klant. Daardoor kunnen we
postprocessoren op maat maken en optimalise-
ren.”
Eenzelfde geluid horen we bij CNC-consult. Van
Teeffelen: “Bij de aanschaf is het essentieel dat
de training, ondersteuning en on-sitebegelei-
ding optimaal worden afgestemd op de be-
hoeftes van de klant. Alleen dan komt een
CAD/CAM-systeem tot zijn volle recht. Hetzelfde
geldt eigenlijk voor een softwarepakket als
Word, waarbij men zonder training en begelei-
ding weliswaar een brief kan maken en deze
kan uitprinten, maar daar blijft het dan wel bij.
Maar als de investeringen hoog zijn, zoals bij
een goed CAD/CAM-pakket, is het van het
grootste belang de begeleiding optimaal af te
stemmen op de behoeftes van het bedrijf. Daar-
bij is een ondersteuning van de CAD/CAM-leve-
rancier uit de praktijk van groot belang.”
ConclusieDe metaalbewerker anno 2011 heeft volkomen
betrouwbare NC-programma’s nodig die bin-
nen zo kort mogelijke tijd te maken zijn en
waarbij het product een zo kort mogelijke be-
werkingstijd op de machine heeft. Dan is de me-
taalbewerker in staat om geld te verdienen. De
nieuwste releases van de diverse CAM-software-
leveranciers spelen daar op in. De meest vol-
waardige CAM-systemen zijn in staat om zowel
eenvoudige 2D- als complexe vijf-assige bewer-
kingen uit te voeren. De meeste verbeteringen
en aanpassingen van de nieuwe releases CAM-
software gaan in op een kortere bewerkingstijd,
een eenvoudigere bediening en steeds betere
simulatiemogelijkheden. Wat veel bedrijven wil-
len is meer en meer een naadloze overgang van
de CAD-data naar de CAM-data. Maar dat is
niet altijd even makkelijk. Alleen een metaalbe-
werker die anno 2011 ’ from scratch’ begint, kan
kiezen voor een optimaal afgestemde combinatie
tussen CNC-machine en CAD- en CAM-software.
Echter bij een integratie tussen bestaande CAD-
en CAM-systemen zitten bepaalde haken en
ogen. Gelukkig zien de meeste CAM-leveranciers
wel dit probleem en wordt daar hard aan ge-
werkt om de CAM-software nog meer af te stem-
men op de wensen van de metaalbewerker. <<<
Edwin Schlief,
LCMC
(Esprit)
Maarten van Teeffelen,
CNC-Consult & Automation
(Hypermill)
Michel Peters,
Bemet International
(Delcam Powermill)
Hans Derks,
Cadmes
(Mastercam)
Dit artikel kwam mede tot stand door input van de volgende gesprekspartners:
Esprit simuleert en controleert ook niet in gebruik zijnde gereedschappen. Eventueel vijf-assig en simultaan
zoals op deze Mazak Integrex (bron: LCMC)
A U T O M A T I S E R I N G
24-29_CADCAM 18-04-11 13:35 Pagina 29
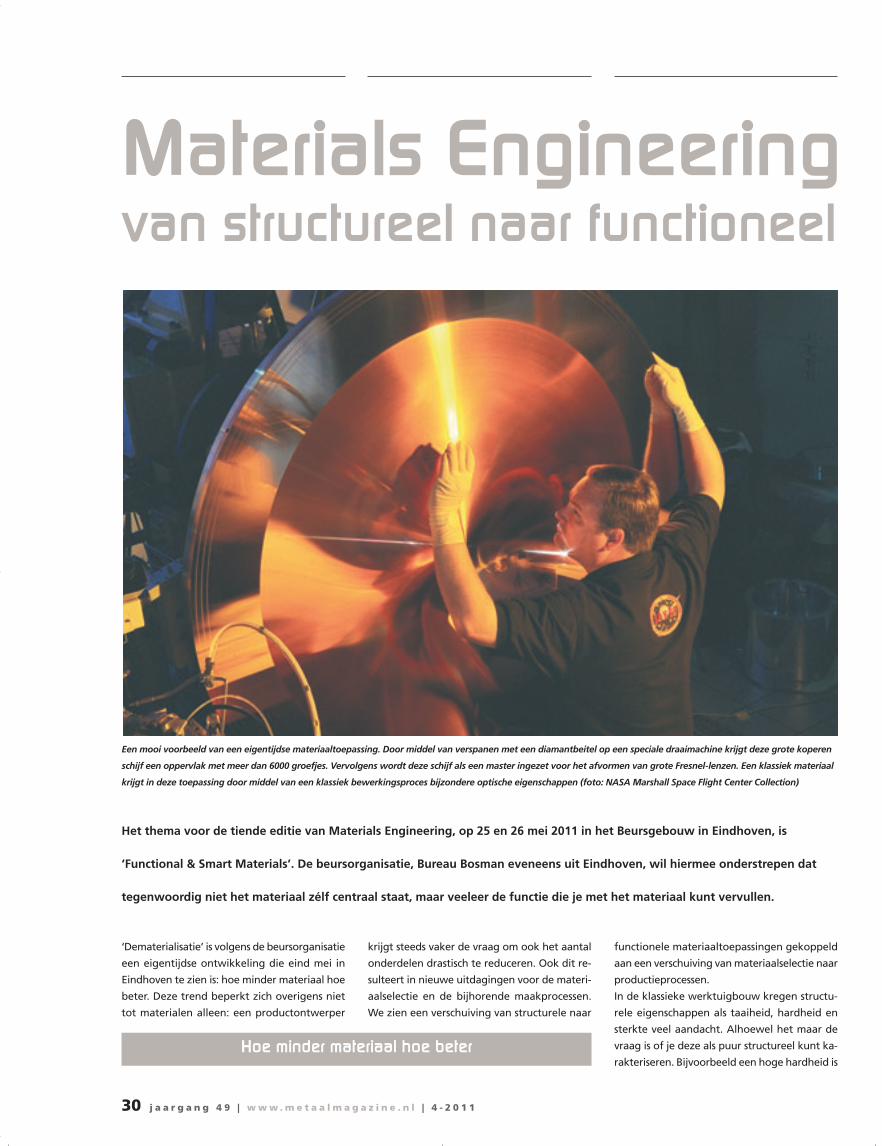
30 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
Het thema voor de tiende editie van Materials Engineering, op 25 en 26 mei 2011 in het Beursgebouw in Eindhoven, is
‘Functional & Smart Materials’. De beursorganisatie, Bureau Bosman eveneens uit Eindhoven, wil hiermee onderstrepen dat
tegenwoordig niet het materiaal zélf centraal staat, maar veeleer de functie die je met het materiaal kunt vervullen.
‘Dematerialisatie’ is volgens de beursorganisatie
een eigentijdse ontwikkeling die eind mei in
Eindhoven te zien is: hoe minder materiaal hoe
beter. Deze trend beperkt zich overigens niet
tot materialen alleen: een productontwerper
krijgt steeds vaker de vraag om ook het aantal
onderdelen drastisch te reduceren. Ook dit re-
sulteert in nieuwe uitdagingen voor de materi-
aalselectie en de bijhorende maakprocessen.
We zien een verschuiving van structurele naar
functionele materiaaltoepassingen gekoppeld
aan een verschuiving van materiaalselectie naar
productieprocessen.
In de klassieke werktuigbouw kregen structu-
rele eigenschappen als taaiheid, hardheid en
sterkte veel aandacht. Alhoewel het maar de
vraag is of je deze als puur structureel kunt ka-
rakteriseren. Bijvoorbeeld een hoge hardheid is
Een mooi voorbeeld van een eigentijdse materiaaltoepassing. Door middel van verspanen met een diamantbeitel op een speciale draaimachine krijgt deze grote koperen
schijf een oppervlak met meer dan 6000 groefjes. Vervolgens wordt deze schijf als een master ingezet voor het afvormen van grote Fresnel-lenzen. Een klassiek materiaal
krijgt in deze toepassing door middel van een klassiek bewerkingsproces bijzondere optische eigenschappen (foto: NASA Marshall Space Flight Center Collection)
Hoe minder materiaal hoe beter
Materials Engineeringvan structureel naar functioneel
30-31-33_Beurs 15-04-11 15:46 Pagina 30

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 31
B E U R S
Materials Engineering inteken van veranderingDe eerste Materials Engineering vond
plaats in 1993. Termen als nanotechnolo-
gie, cradle2cradle, upgrading van herver-
werkte materialen en smart materials
hoorde je niet of nauwelijks. Hightech-
materialen, waaronder composieten,
werden in die periode beschouwd als de
toekomst voor de industrie, maar nu vor-
men ze tevens onderwerp van kritische
discussie.
vaak ook een gewenste functie. We zien nu dat
andere functies aan belang winnen. Denk aan
lichtgeleiding, kleurverandering, opslag van
warmte in faseverandering, omslag van water-
afstotend naar wateraantrekkend, vormveran-
dering, elektrische geleiding en zelfherstellende
materialen. De meeste innovaties op dit mo-
ment vinden plaats op het gebied van uitbrei-
ding en verbetering van die extra functionele ei-
genschappen. Dit is goed herkenbaar tijdens
Materials Engineering.
Het tweede punt, de verschuiving van materiaal
naar productieprocessen, komt omdat de pro-
ductiemogelijkheden worden aangepast aan
gewenste functionele eigenschappen. De trend
is zoveel mogelijk gewenste eigenschappen in
één materiaal samen te brengen. Het is te ver-
wachten dat het ontwerpen van materialen zich
aan het ontwikkelen is tot een apart vak. Toch
bestaat er nog geen beroepsgroep materiaal-
ontwerpers, naast bijvoorbeeld constructeurs en
productontwerpers. Bijzonder is dat materialen
steeds meer ten behoeve van één specifieke
producttoepassing ontworpen worden, met
name composieten. Anderzijds zien we dat in
één materiaal steeds meer functies geïnte-
greerd worden.
Hieronder wat trends en nieuwsfeiten die tij-
dens Materials Engineering aandacht krijgen en
het bovenstaande betoog illustreren.
Dit jaar neemt Agentschap NL deel aan de vak-
beurs Material Engineering. Deze organisatie
voert het Nederlandse Innovatiegerichte Onder-
zoeksprogramma (IOP) Self Healing Materials uit.
Dit IOP houdt zich bezig met de ontwikkeling van
zelfherstellend gedrag in vijf verschillende mate-
riaalklassen: polymeren en composieten, metalen
en keramische materialen, asfalt en beton, coat-
ings en, meer recent, functionele materialen zoals
zelfherstellende batterijen, zelfherstellende mi-
crochips en andere micro-elektronica. Een voor-
beeld is het zelfherstellende asfalt. Dit asfalt is
ontwikkeld door de TU Delft en het IOP Self He-
aling Materials. Beschadigingen en kleine scheu-
ren in de weg herstellen zichzelf, doordat in het
asfalt metalen deeltjes zijn verwerkt die een zelf-
herstellende werking van het asfalt bewerkstelli-
gen (www.agentschapnl.nl/iop).
CZL vraagt tijdens Materials Engineering aan-
dacht voor twee recente investeringen. De ca-
paciteit op het gebied van slijpen is uitgebreid
door de aanschaf van een Wotan-binnenslijp-
machine. De machine is sinds januari 2011 ope-
rationeel. Hiermee komt de bewerking van on-
derdelen met een diameter tot 1400 mm en een
lengte van 2500 mm binnen bereik van CZL. In
het laatste kwartaal van 2010 heeft CZL een
nieuwe Trumpf-laserlasser aan het machinepark
toegevoegd. Deze laserlasser heeft een ‘teach -
able’ bereik van één kubieke meter. De installa-
tie is uitgerust met de ‘puls-shaping’ technolo-
gie die borg staat voor een hoge mate van
nauwkeurigheid (www.czltilburg.nl).
Medische toepassingen zijn een groeimarkt. Op de foto een POM-clip met een massa van 0,003 g die in een
viervoudig gereedschap gespoten wordt met een cyclustijd van 4 s. Hier zie je dat een nieuw toepassingsgebied
voor een bekende kunststof ontsloten wordt door de microspuitgiettechniek. Ook metalen als bijvoorbeeld
titaan vinden in toenemende mate hun weg naar medische toepassingen (foto: Wittmann Battenfeld)
Met de opgroeitechnologie selectief lasersmelten zijn metalen producten te maken met complexe vormen, met
contourvolgende inwendige kanalen en het is bijvoorbeeld mogelijk om een RFID-chip in het deel te integreren.
Dit is een chirurgisch instrument. Het opgroeien kan van kobaltchroomstaallegeringen of van titaan. Hier zie je
dat je productiemogelijkheid resulteert in gewenste functionele eigenschappen (foto: Fraunhofer)
>>>
30-31-33_Beurs 15-04-11 15:46 Pagina 31
metaalM A G A Z I N E
Bent u ook al druk in de weer met de voorbereidingen voor uw deelname aan de EMO in Hannover?
Vergeet niet uw doelgroep te informeren dat u hier aanwezig bent.Metaalmagazine editie 7 geeft een voorbeschouwing van de EMO en
op de website wordt het dossier dagelijks bijgehouden.
Ook voor u hebben wij speciale mogelijkheden in deze uitgave gecombineerd met onze digitale e-mail nieuwsbrief.
Voor meer informatie kunt u bellen met Ilse of Cobie Tel. 088-2944739 of per e-mail: [email protected]
Neem dan contact op met Limas BV, tel. 0475-510159
[email protected] | www.matec.de
Heeft u Matec News
editie 1 2011 gemist bij deze uitgave
van Metaalmagazine?
THE SKY IS NO LIMIT.
ww
w.d
ymat
o.n
ly
tm
atn.no.o
ll
Voor een u i tgebre id o r iën te rend gesprek kunt u be l len met onze spec ia l i s ten 0318-550800 in [email protected] l
RÖ
DER
S T
EC a
t D
ymat
oS T
ECat
Dym
ato
In de ruimtevaartindustrie is precisie van het allerhoogste belang. Daarom gebruikt Carl Zeiss Jena GmbH alleen de beste CNC-machines. Ze kozen de Röders RXP500DS voor de productie van het ultra-nauwkeurige (2 µm) filterwiel in de James Webb Space Telescope die de beroemde Hubble ruimte-telescoop gaat vervangen.
Dymato levert het complete vijfassige programma van Röders in de Benelux.
11010286_RODER_ADV_191x130.indd 1 3/23/11 10:34 AM
Wij doen dit direct:
.nl/rups+kabel+stekkersTel. 0346-35 39 32 Fax 0346-35 38 49 Ma-vr 8 tot 20u za tot 12u
– klaar om in te bouwen ... binnen 1-10 dagen ... met systeemgarantie.ReadyChain® kabelrupssystemen
Bezoek ons: Indumation, Kortrijk - Stand 4E15
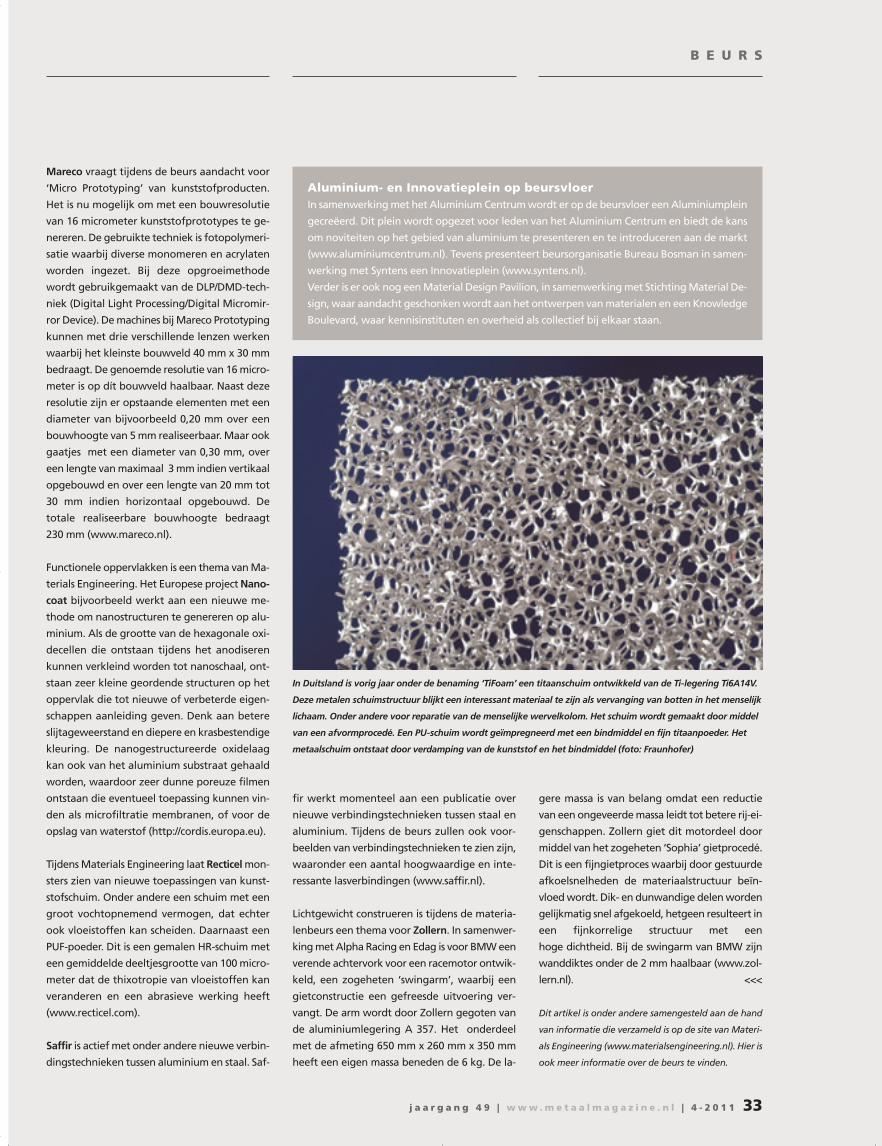
j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 33
Aluminium- en Innovatieplein op beursvloerIn samenwerking met het Aluminium Centrum wordt er op de beursvloer een Aluminiumplein
gecreëerd. Dit plein wordt opgezet voor leden van het Aluminium Centrum en biedt de kans
om noviteiten op het gebied van aluminium te presenteren en te introduceren aan de markt
(www.aluminiumcentrum.nl). Tevens presenteert beursorganisatie Bureau Bosman in samen-
werking met Syntens een Innovatieplein (www.syntens.nl).
Verder is er ook nog een Material Design Pavilion, in samenwerking met Stichting Material De-
sign, waar aandacht geschonken wordt aan het ontwerpen van materialen en een Knowledge
Boulevard, waar kennisinstituten en overheid als collectief bij elkaar staan.
Mareco vraagt tijdens de beurs aandacht voor
‘Micro Prototyping’ van kunststofproducten.
Het is nu mogelijk om met een bouwresolutie
van 16 micrometer kunststofprototypes te ge-
nereren. De gebruikte techniek is fotopolymeri-
satie waarbij diverse monomeren en acrylaten
worden ingezet. Bij deze opgroeimethode
wordt gebruikgemaakt van de DLP/DMD-tech-
niek (Digital Light Processing/Digital Micromir-
ror Device). De machines bij Mareco Prototyping
kunnen met drie verschillende lenzen werken
waarbij het kleinste bouwveld 40 mm x 30 mm
bedraagt. De genoemde resolutie van 16 micro-
meter is op dít bouwveld haalbaar. Naast deze
resolutie zijn er opstaande elementen met een
diameter van bijvoorbeeld 0,20 mm over een
bouwhoogte van 5 mm realiseerbaar. Maar ook
gaatjes met een diameter van 0,30 mm, over
een lengte van maximaal 3 mm indien vertikaal
opgebouwd en over een lengte van 20 mm tot
30 mm indien horizontaal opgebouwd. De
totale realiseerbare bouwhoogte bedraagt
230 mm (www.mareco.nl).
Functionele oppervlakken is een thema van Ma-
terials Engineering. Het Europese project Nano-
coat bijvoorbeeld werkt aan een nieuwe me-
thode om nanostructuren te genereren op alu-
minium. Als de grootte van de hexagonale oxi-
decellen die ontstaan tijdens het anodiseren
kunnen verkleind worden tot nanoschaal, ont-
staan zeer kleine geordende structuren op het
oppervlak die tot nieuwe of verbeterde eigen-
schappen aanleiding geven. Denk aan betere
slijtageweerstand en diepere en krasbestendige
kleuring. De nanogestructureerde oxidelaag
kan ook van het aluminium substraat gehaald
worden, waardoor zeer dunne poreuze filmen
ontstaan die eventueel toepassing kunnen vin-
den als microfiltratie membranen, of voor de
opslag van waterstof (http://cordis.europa.eu).
Tijdens Materials Engineering laat Recticel mon-
sters zien van nieuwe toepassingen van kunst-
stofschuim. Onder andere een schuim met een
groot vochtopnemend vermogen, dat echter
ook vloeistoffen kan scheiden. Daarnaast een
PUF-poeder. Dit is een gemalen HR-schuim met
een gemiddelde deeltjesgrootte van 100 micro-
meter dat de thixotropie van vloeistoffen kan
veranderen en een abrasieve werking heeft
(www.recticel.com).
Saffir is actief met onder andere nieuwe verbin-
dingstechnieken tussen aluminium en staal. Saf-
fir werkt momenteel aan een publicatie over
nieuwe verbindingstechnieken tussen staal en
aluminium. Tijdens de beurs zullen ook voor-
beelden van verbindingstechnieken te zien zijn,
waaronder een aantal hoogwaardige en inte-
ressante lasverbindingen (www.saffir.nl).
Lichtgewicht construeren is tijdens de materia-
lenbeurs een thema voor Zollern. In samenwer-
king met Alpha Racing en Edag is voor BMW een
verende achtervork voor een racemotor ontwik-
keld, een zogeheten ‘swingarm’, waarbij een
gietconstructie een gefreesde uitvoering ver-
vangt. De arm wordt door Zollern gegoten van
de aluminiumlegering A 357. Het onderdeel
met de afmeting 650 mm x 260 mm x 350 mm
heeft een eigen massa beneden de 6 kg. De la-
gere massa is van belang omdat een reductie
van een ongeveerde massa leidt tot betere rij-ei-
genschappen. Zollern giet dit motordeel door
middel van het zogeheten ‘Sophia’ gietprocedé.
Dit is een fijngietproces waarbij door gestuurde
afkoelsnelheden de materiaalstructuur beïn-
vloed wordt. Dik- en dunwandige delen worden
gelijkmatig snel afgekoeld, hetgeen resulteert in
een fijnkorrelige structuur met een
hoge dichtheid. Bij de swingarm van BMW zijn
wanddiktes onder de 2 mm haalbaar (www.zol-
lern.nl). <<<
Dit artikel is onder andere samengesteld aan de hand
van informatie die verzameld is op de site van Materi-
als Engineering (www.materialsengineering.nl). Hier is
ook meer informatie over de beurs te vinden.
B E U R S
In Duitsland is vorig jaar onder de benaming ‘TiFoam’ een titaanschuim ontwikkeld van de Ti-legering Ti6A14V.
Deze metalen schuimstructuur blijkt een interessant materiaal te zijn als vervanging van botten in het menselijk
lichaam. Onder andere voor reparatie van de menselijke wervelkolom. Het schuim wordt gemaakt door middel
van een afvormprocedé. Een PU-schuim wordt geïmpregneerd met een bindmiddel en fijn titaanpoeder. Het
metaalschuim ontstaat door verdamping van de kunststof en het bindmiddel (foto: Fraunhofer)
30-31-33_Beurs 15-04-11 15:46 Pagina 33

34 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
Het smeden van zirkoon is een nieuwe activiteit van
ThyssenKrupp VDM. Eind maart werd in Unna (D)
tijdens een workshop een grote pers gedemon -
streerd waarop blokken zirkoon gesmeed werden
tot plakken. Metaal Magazine was onder de indruk
van de hydraulische 4500 tons vrijvormkrachtpatser.
DOOR: REINOLD TOMBERG
Het vrijvormsmeden van zirkoon (Zr) is voor
ThyssenKrupp VDM een nieuwe activiteit op de
indrukwekkende smeedpers die sinds april 2008
in Unna actief is. De pers werd de afgelopen jaren
ingezet voor het omvormen van bijzondere ma-
terialen als bijvoorbeeld nikkellegeringen, speci-
ale roestvaste staalsoorten en titaan. Met het
smeden van gegoten blokken zirkoon tot plak-
ken breidt ThyssenKrupp VDM het leveringspro-
gramma uit met een uitzonderlijk metaal. Zir-
koon is een reactief metaal dat nooit puur wordt
gevonden in de aardkorst maar meestal als een
zirkoonsilicaat (ZrSiO4). Dankzij het zogeheten
Kroll-proces kan men door een vrij gecompli-
ceerd reductieproces er metallisch zirkoon van
maken. Oorspronkelijk werd zirkoon alleen toe-
gepast in de nucleaire industrie vanwege de lage
thermische neutronenabsorptie en de relatief
hoge mechanische sterkte. Later is het ook ont-
dekt door de chemische industrie die dit metaal
gebruikt vanwege de uitstekende corrosiebe-
stendigheid en een redelijk goede warmtege-
leidbaarheid. Zirkoon is zeer corrosiebestendig
en gelet op mechanisch gedrag en fysische ei-
genschappen komt het behoorlijk overeen met
titaan. Het metaal reageert uiterst snel met
Detail van het smeedproces. Door drukkrachten (persen of hameren) ontstaan tijdens het smeden een gewenste vormverandering.
Bovendien heeft smeden een gunstige invloed op de materiaalstructuur (foto’s: ThyssenKrupp VDM)
Zirkoon straalt op puntje van piramide
Smeden geeft zirkoon vorm
34-35_ThK 15-04-11 15:47 Pagina 34

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 35
zuurstof waardoor het een hechte stabiele oxi-
dehuid vormt. Daarom valt zirkoon onder de zo-
geheten reactieve metalen. Het heeft net als ti-
taan een hoge oplosbaarheid voor zuurstof, wa-
terstof en stikstof bij verhoogde temperatuur.
Geringe opnamen van deze gassen zorgen voor
een toename van de hardheid en een afname
van de ductiliteit van het zirkoon. In een van de
komende nummers van Metaal Magazine geeft
onze medewerker Ko Buijs meer informatie over
zirkoon en andere bijzondere metalen als Ti, Ta,
Nb, W, Ni, en Mo (bovenstaande alinea komt
overigens ook uit zijn pen).
SandvikOp het gebied van zirkoon werkt ThyssenKrupp
sinds midden vorig jaar samen met Sandvik.
Sandvik levert het zirkoon, meestal betreft het
de standaardlegering Zr702, in de vorm van
blokmateriaal aan ThyssenKrupp VDM. De to-
tale markt wereldwijd voor zirkoon wordt door
ThyssenKrupp ingeschat op pakweg 6000 ton
per jaar. Ongeveer 10% tot 20% vindt een toe-
passing in de chemie, de resterende 80% wordt
ingezet in de nucleaire industrie.
Bij ThyssenKrupp VDM, in ons land gevestigd te
Zwijndrecht, wordt zirkoon beschouwd als de
glanzende ster op de metaalpiramide. De basis
wordt gevormd door de bekende koolstofstaal-
soorten met vervolgens de marktsegmenten
voor roestvast staal, nikkellegeringen, titaan en
op het puntje van de piramide straalt zirkoon.
De marktsegmenten nemen in groottes steeds
af, maar de prijs neemt richting top van de pira-
mide (stevig toe). Voor edelstalen zien we een
prijsindicatie van pakweg 2000 euro per ton,
voor nikkellegeringen, titaan en zirkoon praten
we over prijsniveaus van respectievelijk 25.000,
35.000 en 50.000 tot 60.000 euro per ton. Zijn de
prestaties van zirkoon niet meer toereikend,
dan komt een metaal als tantaal in beeld. Dit is
echter een vrij kostbaar metaal.
GecompliceerdZoals gezegd is het productieproces van zirkoon
een gecompliceerd proces. ZrSiO4 wordt eerst
omgezet naar ZrO2 en vervolgens door chlore-
ring in ZrCl4. Door het al genoemde Kroll-proces
ontstaat door reductie in een helium-atmosfeer
het metallische zirkoon in sponsachtige vorm.
Dit wordt samengeperst tot een elektrode en
vervolgens omgesmolten in een VAR-installatie
(vacuum arc remelting). Alhoewel Thyssen-
Krupp in Unna de beschikking heeft over een
tweetal VAR-omsmeltinstallaties, geschiedt het
eigenlijke omsmelten bij Sandvik zelf en komt
het zirkoon als blokmateriaal naar de smeed-
pers in Sauerland. Op die pers in Unna worden
de gegoten blokken na een warmtebehande-
ling omgesmeed tot plakken. Vervolgens gaan
de plakken naar een warmwalserij in Siegen (D)
waar het plaatmateriaal ontstaat. Ten slotte on-
dergaat het zirkoon in Altena (D) nabehande-
lingen als gloeien, richten, stralen en beitsen.
ThyssenKrupp levert het zirkoon (naast Zr702
ook als legeringen 700 en 705) als plaatmate -
riaal in diktes van 3 mm tot 65 mm, in een
breedte tot 2,5 m en een lengte tot 8 m. Sandvik
blijft zelf de markt leveren met zirkoon buizen.
De vrijvormsmeedpers van ThyssenKrupp in
Unna die ingezet wordt voor het omvormen
van zirkoon, is een indrukwekkende machine:
een hoogte van 13 m en een eigen massa van
8000 kg. De perskracht is met drie perscilinders
met een hydraulische druk boven de 350 bar in-
stelbaar tussen 13 MN (1300 ton) tot 45 MN
(4500 ton). De maximale slagfrequentie van de
vierkolomspers is 120 slagen per minuut en de
perssnelheid gaat tot 170 mm/s. De pers is voor-
zien van een unit om snel de persgereedschap-
pen te kunnen wisselen. Links en rechts van de
pers staan op rails twee manipulatoren om de
smeedwerkstukken te kunnen positioneren.
Deze hebben maximale lastmomenten van
1500 kNm en 360 kNm. Beide manipulatoren
samen kunnen een blokmassa van 18.000 kg
aan. En zeker in gloeiende toestand is dat een
heel spektakel. <<<
De smeedpers van het fabrikaat SMS Meer in een van de hallen van ThyssenKrupp
VDM in Unna. Links en rechts twee manipulatoren voor de gloeiende
smeedstukken. In het midden de wisselunit voor de smeedgereedschappen
Het smeedproces gezien door de ruit van de operator. Het materiaal wordt als het
ware in de vorm gekneed. Nadat het smeedstuk een aantal keren door de pers is
gegaan, is weer een opwarming nodig. De ovens in Unna kunnen 1350 °C bereiken
M E T A A L B E W E R K E N
FotoreportageOp onze site www.metaalmagazine.nl
kunt u een fotoreportage bekijken met
meer foto’s van de grote smeedpers van
ThyssenKrupp VDM in Unna.
Renaissance van het smedenTer gelegenheid van de workshop voor de vakpers kondigde ThyssenKrupp een renaissance
voor het smeden aan. De vrijvormsmeedpers in Unna (Sauerland) is daarvan een mooi voor-
beeld. Bij de dochteronderneming Societá delle Fucine van ThyssenKrupp in Italië zien we,
gelet op de grootte, een overtreffende trap. Een pers met een smeedkracht van 126 MN
(12.600 ton). Ander huzarenstukje van het Italiaanse bedrijf zijn gietstukken met een ingot-
gietmassa van 500.000 kg (500 ton in één keer). De bijbehorende manipulator heeft een hand-
lingscapaciteit van 700 tonmeter. Hiermee is het bijvoorbeeld mogelijk om generatorassen uit
één stuk te maken met een eigen massa van 250 ton.
34-35_ThK 15-04-11 15:47 Pagina 35

36 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
Bij Ubroek in Venlo heeft men duidelijk een voorkeur
voor het grotere kotter- en draaiwerk. Boorgaten
met een diameter van een meter of nog wat meer
zijn er dan ook geen uitzondering. “Omdat het
veelal gaat om enkelstuks en kleine series is het voor
ons daarbij van belang dat we het gereedschap
flexibel op kunnen bouwen”, geeft hoofd productie
John Teelen aan. Bij Ubroek is bij het kotteren en
frezen daarom gekozen voor de modulaire
gereedschapsystemen van Wohlhaupter.
DOOR: JAN OONK
“Sinds een jaar of twee is het de klant die de le-
vertijden bepaalt”, constateert productiechef
John Teelen. “Hij geeft aan wanneer hij een
product wil hebben en als toeleverancier moet
je daar op in kunnen spelen.” Dat stelt de no-
dige eisen aan mensen en machinepark, maar
ook aan de gereedschappen, zo wordt duidelijk.
“Het ontbreekt in zo’n situatie vaak aan de tijd
om eerst nog weer een speciaalgereedschap te
bestellen, dus het is essentieel dat je zelf met de
beschikbare hulpstukken het gewenste gereed-
schap samen kunt stellen.” Bovendien draait het
bij Ubroek voornamelijk om enkelstuks en
kleine series. “Een serie van zes stuks is voor ons
al veel”, zoals Theelen aangeeft. “Als je voor elk
volgend product nieuw gereedschap aan moet
schaffen wordt het al gauw onbetaalbaar.”
“Flexibiliteit, daar staat of valt dus alles mee voor
ons”, stelt Theelen vast en de modulaire gereed-
schapsystemen van Wohlhaupter komen volle-
dig tegemoet aan die randvoorwaarde. “Bij
Wohlhaupter is alles uitwisselbaar.” Of zoals
sales engineer Jan van Breugel van Laagland het
Modulair metersgroot kotteren
Een brugstuk op een kotterbank bij Ubroek
(foto: Jan Oonk)
EssentiesDe essenties van de Wohlhaupter-gereed-
schapsystemen voor Ubroek:
- de modulaire opbouw, waardoor de ge-
reedschappen flexibel op te bouwen
zijn qua hoogte, diameter en opname.
“Bij Wohlhaupter is alles uitwisselbaar.”;
- stabiel, nauwkeurig en betrouwbaar;
- licht in gewicht, dankzij het gebruik van
hard geanodiseerd aluminium; en
- de ondersteuning vanuit Wohlhaupter
bij speciale uitdagingen.
36-37-39_Masterclass 15-04-11 15:48 Pagina 36

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 37
formuleert: “Door het uitwisselen van individu-
ele componenten kan een gereedschap geschikt
worden gemaakt voor allerlei wisselende bewer-
kingssituaties.” Laagland in Dordrecht brengt de
gereedschapsystemen van Wohlhaupter in ons
land op de markt.
Van 3 mm tot 3255 mmMet het gereedschap en de basishouder als uit-
gangspunt kan met behulp van verleng- en/of re-
duceerstukken elke gewenste gereedschaplengte
worden gerealiseerd en geschikt worden ge-
maakt voor alle steilkegel- (SK) en HSK-opnames.
“Op die manier kunnen we diameters van
200 mm tot wel 1000 mm diep vliegend bewer-
ken”, noemt Theelen als voorbeeld uit de praktijk.
Diezelfde flexibiliteit geldt ook in de breedte:
dankzij brugstukken in allerlei lengtes, waarop
de (twee) sledes worden gemonteerd met
daarin de gereedschappen, kan in feite elke ge-
wenste diameter worden gerealiseerd bij het
kotteren van gaten. Het zijn de zogenoemde
tweesnijders, waarbij de onderlinge afstand tus-
sen de twee gereedschappen bepalend is voor
de gekotterde diameter. Bij Ubroek gaat dat tot
diameters van ongeveer 1000 mm, maar Van
Breugel noemt voorbeelden waarbij wel gaten
van 3000 mm worden geboord. “Van 3 mm tot
3255 mm kunnen we het hele bereik aan.”
In het geval van die 3 mm betreft het overigens
fijnkotterkoppen, met schaalverdeling waar-
mee de positie van de gereedschaphouders en
hun onderlinge afstand exact kan worden inge-
steld. Vanaf 24,5 mm is sprake van de ge-
noemde brugstukken met sledes; ook hier zorgt
een schaalverdeling ervoor dat diameters met
een nauwkeurigheid tot in het micrometerbe-
reik kunnen worden ingesteld. De modernste
gereedschapsystemen zijn daarbij uitgerust met
een digitale uitlezing. “Meer bedienersgemak,
minder kans op foutinstellingen en nauwkeuri-
ger”, noemt Van Breugel als pluspunten. Vol-
gens hem zijn daarmee diameters met nauw-
keurigheden binnen 2 micrometer te realiseren.
AluminiumEen ander kenmerk van de gereedschapsystemen
van Wohlhaupter is dat hulp- en brugstukken
worden vervaardigd uit speciaal hard geanodi-
seerd aluminium, waardoor de spindel minder
wordt belast. Vandaar de typeaanduiding Alu-
Line voor deze producten. “Licht en sterk kortom,
en dat is een belangrijke voorwaarde om de on-
balans tijdens de bewerking tot een minimum te
beperken”, geeft Van Breugel aan. Bij Ubroek
speelt dat weliswaar minder, daar wordt vooral
staal, gietijzer en roestvast staal bewerkt en be-
perken de snijsnelheden zich tot waardes tussen
100 m/min en 150 m/min, maar bij de bewerking
van aluminium is dat een cruciale factor. Volgens
Van Breugel zijn daardoor bij de bewerking van
aluminium passingen van H6 en H7 haalbaar. Al
spelen daarbij naast het gereedschap uiteraard
ook de stabiliteit van de machine en van de op-
spanning mee, zoals Theelen aangeeft.
Naast de mechanische aspecten is Theelen ook
gecharmeerd van de ondersteuning die
Wohlhaupter biedt. “Als ik problemen heb en ik
kom er telefonisch niet uit, dan staat er binnen
een paar dagen iemand van Wohlhaupter voor
de deur”, geeft hij aan. “Bij speciale opdrachten
kan dat doorslaggevend zijn.” Dat betreft
onder meer de geometrie van het gereedschap,
al gaat het daarbij voor Ubroek eerder om de
stabiliteit van het proces dan om de snelheid.
“De betrouwbaarheid van het gereedschap is
M A C H I N E M A S T E R C L A S S
>>>
Nieuwe uitdaging in hogere complexiteitAls machinefabriek heeft Ubroek (met 40 medewerkers) zich vooral gespecialiseerd in het
grote kotter- en freeswerk voor de algemene machinebouw. De helft van de omzet wordt
daarbij bereikt in Duitsland. Nieuwe uitdagingen zoekt het bedrijf in producten met hogere
complexiteit en nauwkeurigheidseisen, waarbij de beheersing van het bewerkingstraject nog
zwaarder weegt. Theelen noemt in dit verband met name de turbinebouw.
Voor het grotere draaiwerk beschikt Ubroek onder andere over draaimachines van Montforts
en FAT en over twee carrouseldraaibanken waarop zelf de machinebesturing is gebouwd. In
opbouw is nog een derde carrouseldraaibank van Titan, voor werkstukdiameters tot 4 m. Voor
het grote kotter- en freeswerk kan het bedrijf een beroep doen op twee CNC-gestuurde en
drie conventionele kotterbanken, twee bedfreesmachines van Anayak en, als nieuwste aan-
winst, een UniSpeed 5-freesmachine van SHW. Voor het kleinere freeswerk staan twee machi-
nes van Hermle opgesteld. Verder telt het machinepark nog een schaafbank en enkele vlak -
slijpmachines (tot 6 m x 1 m x 1m) en een rondslijpmachine voor diameters tot 600 mm en met
een afstand van 6 m tussen de centers. Voor meer informatie zie www.ubroek.nl.
Bij de gereedschappen van het type Balance zorgt
een contragewicht automatisch voor een exacte
balans bij de fijninstelling van de kotterkoppen. Bij
de moderne uitvoeringen vindt die afstelling plaats
via een digitale aflezing (foto’s: Wohlhaupter)
Dankzij een breed scala aan verleng- en/of
reduceerstukken bestaat de mogelijkheid om naar
behoefte te variëren in gereedschaplengte en kan
het gereedschap geschikt worden gemaakt voor elk
type opname
Weergave van de onderdelen (opname, brugstuk,
sledes en gereedschappen) zoals die bij de zoge-
noemde tweesnijders om de hoek komen kijken
36-37-39_Masterclass 15-04-11 15:48 Pagina 37

ww
w.k
raas
-lac
hman
n.co
m
Walter Benelux N.V./S.A. B-1932 Zaventem0900 265 85 [email protected]
Concurrentie
Tiger·tec®
Tiger·tec®Silver
Nieuwe Tiger, nieuwe benchmark:
100 %productiviteits-
verhoging
Tot wel
Tiger·tec®Silver – zo heet het nieuwe prestatiewonder van Walter. Voor het frezen van staal en gietwerk. Extreem taai, extreem hard en extreem duur-zaam. Zorgt bij gebruik voor tot wel 100 procent betere prestaties.
Verspanen is voorbij. Welkom in het Tijger-tijdperk
T-tecSilverAnz2_nl_A4.indd 1 07.05.2010 15:35:03 Uhr

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 39
voor ons belangrijker dan de maximale snel-
heid”, zoals Theelen aangeeft. “Vooral omdat
het gaat om enkelstuks en kleine series moeten
we er zeker van zijn dat het proces goed wordt
beheerst; afkeur van een product kost veel geld
en brengt de leverbetrouwbaarheid in gevaar.
Tien minuten meer of minder in cyclustijd vin-
den we hier niet terug.” Voor het echte serie-
werk, waar elk procent tijdwinst direct doortikt,
ligt die afweging uiteraard anders.
Automatische balansModulaire gereedschapsystemen, dat is bij uit-
stek het werkterrein van Wohlhaupter, waarbij
het zowel gaat om standaarduitvoeringen als
klantspecifieke oplossingen. Tot de nieuwere
ontwikkeling op dat gebied behoort bijvoor-
beeld het Alu-Line Balance-gereedschap, in 2010
werd de digitale versie daarvan geïntroduceerd
(Digital Balace). Daarbij zorgt een contragewicht
automatisch voor een exacte balans bij de fijnin-
stelling van de kotterkoppen. “Met name bij
hoge toerentallen verhoogt dat de kwaliteit van
de boringen”, aldus Van Breugel. Dit gereed-
schap is geschikt voor toerentallen tot
30.000 min-1 en in aluminium kunnen snijsnelhe-
den tot 3000 m/min worden bereikt zonder dat
de nauwkeurigheid in het gedrang komt. Voor-
delen, naast kortere cyclustijden, zijn bijvoor-
beeld een hogere oppervlaktekwaliteit en min-
dere slijtage van de wisselplaten. Een verlenging
van de standtijd van het gereedschap met een
factor twee is volgens Wohlhaupter haalbaar.
Tot het programma behoort ook de CombiLine,
waarbij de voor- en nabewerking in één gereed-
schapsysteem zijn geïntegreerd. Dat scheelt een
extra plaats in het gereedschappenmagazijn,
maar van meer belang is dat de productiviteit
omhoog kan (met 60% volgens Wohlhaupter)
en dat de concentriciteit van het boorgat opti-
maal is gewaarborgd. “Een echt productiege-
reedschap voor de seriematige bewerking van
bijvoorbeeld gietstukken”, zoals Van Breugel
aangeeft. Vermeldenswaard is verder ook het
nieuwe MTS-gereedschap, waarbij MTS staat
voor ‘Modular Turning Tool System’. Het gaat
hier om een modulair gereedschap volgens de
nieuwe HSK-T-norm (met een hogere nauwkeu-
righeid en een gereedschap om zowel statio-
naire als roterende bewerkingen uit te voeren),
dat speciaal is ontwikkeld voor draaifreescentra
met hun combinatie aan bewerkingen. In com-
binatie met deze gereedschapsystemen levert
Wohlhaupter uiteraard het hele scala aan bei-
tels, boren en wisselplaatjes in alle denkbare
snijmaterialen en geometrieën. Ook opspange-
reedschappen heeft het bedrijf op het menu
staan. Voor een compleet overzicht van het pro-
gramma van Wohlhaupter zie www.wohlhaup-
ter.com en www.laagland.nl. <<<
Ervaringen van andere gebruikersGereedschapbeheerder Joop de Bont van Smits Machinefabriek in Valkenswaard noemt de
modulaire opbouw als belangrijkste reden waarom is gekozen voor de gereedschapsystemen
van Wohlhaupter. “Je kunt naar hartelust verlengen en reduceren. Met behulp van de univer-
sele hulpstukken kun je een gereedschap toepassen op elke machine en elk type opname.”
Het bedrijf maakt fijnmechanische onderdelen in zowel kleine als middelgrote series tot enkele
honderden stuks en de Wohlhaupter-gereedschappen worden daarbij vooral ingezet bij het
opsteken, frezen en kotteren. Over de nauwkeurigheid en stabiliteit is hij ronduit tevreden.
Sinds enige tijd worden ook de zelfbalancerende kotterkoppen van Wohlhaupter ingezet. “Bij
onze nauwkeurige vijf-assige bewerkingsmachines van Hermle is het effect daarvan zeker
merkbaar in de kwaliteit van het product.”
Bij Machinefabriek Gebrs. Frencken in Eindhoven noemt productieleider Geert Sevriens
naast de modulariteit van het gereedschap (“je kunt het zo gek niet bedenken of er is wel een
adapter voor te krijgen”) en de zelfbalancerende uitvoeringen ook de diversiteit in snijgeo-
metrieën en de uitvoering in aluminium als pluspunten. “Door het gebruik van aluminium zijn
ook de grotere gereedschapsystemen, die soms wel 20 kg of meer kunnen wegen, beter han-
teerbaar.” De gereedschappen van Wohlhaupter worden hier vooral toegepast bij fijnmecha-
nische bewerkingen aan kleinere producten (“tweesnijders komen bij ons vrijwel niet voor”).
Het gaat daarbij veelal om bescheiden series vanaf enkelstuks tot zo’n vijftig stuks. Het ge-
reedschap voldoet voor hem aan de eisen die worden gesteld. “Ook bij geautomatiseerde pro-
cessen staat het garant voor een hoge betrouwbaarheid en dat is heel belangrijk.”
“We dachten dat het voor ons de perfecte gereedschappen zouden zijn”, zegt directeur Frans
Jansen van Buja Metaal in Luyksgestel over de keuze voor Wohlhaupter. De flexibiliteit die
het gereedschapsysteem biedt dankzij de modulaire opbouw was daarbij een van de factoren
die meewogen. Het gereedschap wordt met name gebruikt bij allerhande kotterbewerkingen,
waarbij de aard en het formaat van de producten heel divers kan zijn. “We doen alles wat met
metaal te maken heeft”, zo omschrijft Jansen het werkterrein van Buja, waarbij het meestal
wel gaat om de kleinere series. “Het bevalt uitstekend, zowel qua stabiliteit als nauwkeurig-
heid”, stelt hij vast na vele jaren ervaring met het gereedschap van Wohlhaupter.
Het ‘Modular Turning Tool System’ (MTS) is door
Wohlhaupter speciaal ontwikkeld voor bewerkingen
op draaifreescentra
Bij het CombiLine-gereedschap is de voor- en
nabewerking in één gereedschapsysteem
geïntegreerd
Met de juiste combinatie van brugstuk en sledes zijn
zelfs kottergaten mogelijk tot een diameter van
3255 mm
M A C H I N E M A S T E R C L A S S
36-37-39_Masterclass 15-04-11 15:48 Pagina 39

40 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
Met een hogere druk van koelsmeer -
vloeistoffen is het mogelijk de
spaanvorming tijdens verspanende
bewerkingen drastisch te verbeteren
en de standtijd van de verspanende
gereedschappen te verlengen. Ook
heeft een hogere druk van de koel -
smeervloeistof een positief effect op
de spaanvorming.
DOOR: REINOLD TOMBERG
Bij koelen en smeren van het snijvlak met een
hoge druk wordt de koelsmeervloeistof met be-
hulp van spuitneuzen heel gericht gestuurd naar
het contactvlak tussen de snijkant van de wissel-
plaat en het werkstuk. De stralen vormen dank-
zij de hoge druk als het ware een hydraulische
wig tussen het oppervlakte van de wisselplaat en
de onderzijde van de spaan. Net als bijvoorbeeld
in een glijlager wordt er een hydraulische druk
opgebouwd. Een hogere druk van de koel -
smeervloeistof heeft een positief effect op de
spaanvorming. De vier foto’s met spanen bij dit
artikel laten dit duidelijk zien. Ze zijn geschoten
bij het WZL in Aken (D) bij het groefsteken in de
titaanlegering TiAl6V4. De verspaningscondities
zijn bij het groefsteken niet gevarieerd. Wel de
druk van de koelsmeervloeistof. Deze was res-
pectievelijk 6 bar, 70 bar, 150 bar en 300 bar. De
spaanvorm varieert van een uiterst lastige lint-
spaan bij de laagste druk tot een gemakkelijk af
te voeren kleine spaan bij een hoge druk. Die
kleine spanen voorkomen opeenhopingen van
de spanen in de machine of vervlechtingen van
de spanen om het gereedschap. Een verklaring
voor de kleinere spanen is dat onder hoge druk
de koelsmeervloeistof een effect heeft dat verge-
lijkbaar is met waterstraalsnijden.
Bij voorbewerken en grofverspanen is het met
een hogedrukkoeling bovendien mogelijk om
heel effectief de temperatuur van de snijkant te
laten dalen. Gebruikers melden verder een ho-
gere snijsnelheid en verbeterde standtijden.
De combinatie van koeling onder hoge druk en
de toevoer door middel van spuitneuzen zorgt
ervoor dat het koelmiddel met een hoge druk
de snijzone vloeibaar bereikt en wordt niet ver-
stoven. In de vloeibare fase smeert het koelmid-
del het verspaningsproces en koelt en breekt de
spanen. Bovendien blijven de hoofdspil, de ge-
reedschaphouder, de wisselplaat en het werk-
stuk koeler. Dit verbetert niet alleen de standtijd
van de wisselplaat, maar ook van de houder.
Een hogedrukkoeling is niet alleen zinvol voor
het verspanen van titaan- of nikkellegeringen
maar ook bij het bewerken van staal. De druk
van het koelmiddel kan daarbij waarden berei-
ken tot wel 400 bar, maar bij de meeste toepas-
singen ligt het bereik in de buurt van 100 bar.
Experimenten laten zien dat bestaande wissel-
platen, hardmetaalsoorten en coatings goed
kunnen functioneren met hogedrukkoeling.
Er is dus geen noodzaak om te investeren in een
nieuw of een breder assortiment wisselplaten.
Wel moeten houders gebruikt worden die
fors genoeg zijn om de hoge drukken te weer-
staan. <<<
noot:
Bij het schrijven van dit artikel is ook gebruikgemaakt
van informatie van Sandvik en Iscar die we eerder op
www.metaalmagazine.nl gepubliceerd hebben.
Hoge druk breekt spanen
Hoe hoger de druk, hoe fijner de spaanMet als verspaningscondities: vc = 100 m/min, f = 0,1 mm, ap = 4 mm, ae = 6 mm, beitelmateriaal HM-K10/20 en de gebruikte emulsie had een concentratie van
10%. Deze drukken van de koelsmeervloeistof was – van links naar rechts – respectievelijk 6 bar, 70 bar, 150 bar en 300 bar (foto’s: Reinold Tomberg)
Het aggegraat bij het WZL dat ingezet wordt voor het opwekken van
drukken in het bereik van 80 bar tot 350 bar
40-45_TN 18-04-11 13:43 Pagina 40

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 41
T E C H N I S C H N I E U W S
nNieuw catalogus-conceptLVD Company introduceert Touch-L, een touch -
screen grafische gebruikersinterface die gele-
verd wordt op bepaalde modellen CO2-lasersnij-
systemen. Touch-L brengt het comfort van de In-
telli-Touch-gebruikersinterfacetechnologie van
LVD naar de laserverwerking, zodat routinema-
tige en complexe bewerkingen snel en efficiënt
en met minimale operator-input kunnen wor-
den gerealiseerd. Touch-L vereenvoudigt het la-
Sandvik Coromant heeft, in samenwerking met
zijn klanten, een nieuwe aanpak ontwikkeld om
producten en toepassingen te presenteren in
zowel een gedrukte als elektronische catalogus.
Het assortiment in de nieuwe catalogi wordt
zowel in metrische als Engelse maateenheden
beschreven. Dit om te voldoen aan de vraag van
een toenemend aantal bedrijven die in meer-
dere landen actief zijn en met beide stelsels
werken. Bovendien kan er meer gereedschap in
tussenliggende maten worden aangeboden.
Een andere grote verandering is het splitsen van
de hoofdcatalogus in twee delen: een voor al-
gemene draaibewerkingen(C-2900:09) zoals
draaien, afsteken, groefsteken en draadsnijden;
het andere deel voor roterende gereedschaps-
toepassingen (C-2900-10) waaronder frezen,
boren en kotteren. Deze aanpak geeft het grote
voordeel omdat veel machinewerkplaatsen ‘ver-
deeld’ kunnen zijn in aparte afdelingen voor
draai- en freesbewerkingen. De nieuwe catalogi
zijn vanaf 1 maart 2011 in verschillende Euro-
pese talen te downloaden van de website van
Sandvik Coromant, waaronder ook een iPad-
versie. Verder zijn er een dvd-, een USB- en een
gedrukte versie te krijgen. Sandvik Nederland is
gevestigd in Schiedam.
Zie www.products4engineers.nl
Infonummer: 64946
Gebruikersinterface lasersnijmachines
Nieuwe machinesOp zoek naar een nieuwe machine?
Bezoek www.Products4Engineers.nl
Sandvik Coromant introduceert een nieuw
catalogusconcept met de laatste productpublicaties
(foto: Sandvik Coromant)
sersnijproces met intuïtieve grafische picto-
grammen en visuele elementen om diverse
functies weer te geven, zoals de selectie van lens
en straaltuit, het downloaden van een NC-be-
stand naar het machinegeheugen, snel bestan-
den zoeken en bewerken, de voorbeeldweer-
gave van de nesting en de real-time reproductie
van de snijweg. Na het selecteren van de onder-
delen zorgt Touch-L voor de automatische nes-
ting en jobcreatie om daarna de productie te star-
ten. LVD Company is gevestigd in Gullegem (B).
Zie www.products4engineers.nl
Infonummer: 64945
De gebruiker kan op eenvoudige en intuïtieve
wijze de snijkwaliteit, de positie en de inloop
wijzigen, en voor alle online gegenereerde jobs
microjoints toevoegen of verplaatsen (bron: LVD)
Veelzijdige lijstenreiniger
De nieuwe TruTool-lijstenreiniger van Trumpf past zichzelf aan op de verschillende slakdiktes.
Daarbij kan de bediener de lijstenreiniger tot aan het uiteinde van het bed begeleiden. De
nieuwe lijstenreiniger kan voor verschillende materiaalsoorten worden ingezet, waaronder
staal, roestvast staal en aluminium. De lijstdikte die gereinigd kan worden ligt tussen de
2,0 mm en 3,9 mm. De maximale slakdikte is 25 mm en de minimale afstand tussen de lijsten
is 33,5 mm. De TruTool heeft een maximale snelheid van tussen de 4 m/min en 8 m/min. Het
vermogen bedraagt 1400 W en de TruTool weegt 16,3 kg. De lijstenreiniger kan op willekeu-
rige lasersnijmachines worden ingezet. Trumpf Nederland is gevestigd in Hengelo (O).
Zie www.products4engi-
neers.nl
Infonummer: 64947
Een laserbed reinigen van
1500 mm bij 3000 mm zal met
de nieuwe TruTool-
lijstenreiniger ongeveer 30
minuten in beslag nemen
(foto: Trumpf)
40-45_TN 18-04-11 13:43 Pagina 41

42 j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1
DOOR: PAUL QUAEDVLIEG
Uddeholm wil niet alleen de capaciteit uitbrei-
den, maar ook een groter marktaandeel verkrij-
gen op het gebied van homogeen gereed-
schapsstaal met een hoge kwaliteit. Het basis-
materiaal van het Uddeholm-gereedschapsstaal
is zorgvuldig geselecteerd schroot. Samen met
de benodigde legeringelementen en slakvor-
mers wordt het schroot gesmolten in een elek-
trische vlamboogoven. Hierna wordt het ge-
smolten staal uitgegoten in een gietpan. In de
ontslakkingsinstallatie wordt de zuurstofrijke
slak verwijderd. Na de verwijderen van de oxi-
des en het toevoegen van de legering -
elementen wordt het vloeibaar staal opge-
warmd in de smeltpan. Het vacuüm ontgassen
zorgt ervoor dat elementen zoals watersof, stik-
stof en zwavel worden verwijderd.
Door middel van gecontroleerd stijgend gieten
vanuit de smeltpan in speciale matrijzen wor-
den de zogenaamde ‘ingots’ gemaakt.
ESR-installatieVanaf deze processtap kan het materiaal naar
de walserij of naar de smeedpers, maar ook
naar een ESR-installatie waar de moderne ge-
reedschapsstaalkwaliteiten opnieuw worden
omgesmolten. Het omsmelten in de ‘Electro
Slag Remelting’-installatie gebeurt door het on-
derdompelen van de elektrode in een overver-
hit slakkenbad. Door het gecontroleerde afkoe-
len van het smeltbad worden macro-segregaties
verwijderd en ontstaat er een ‘ingot’ met een
hoge homogeniteit. Het smelten onder een be-
schermde atmosfeer geeft een zuiverdere staal-
kwaliteit. Na de ESR-behandeling gaat het ma-
teriaal naar de walserij of naar de smeedpers
om er ronde of platte staven van te maken.
Voordat het materiaal wordt afgeleverd onder-
gaan alle Uddeholm-kwaliteiten een warmtebe-
handeling, afhankelijk van de kwaliteit gereed-
schapsstaal is dit zacht gloeien of veredelen.
Deze stappen zijn nodig om te zorgen voor een
juiste balans tussen de hardheid en taaiheid van
het gereedschapsstaal.
Voordat het gereedschapsstaal naar het maga-
zijn gaat wordt het eerst ruw voorbewerkt om
de juiste afmetingen en toleranties te verkrij-
gen. Bij bewerken van grote ronde afmetingen
gereedschapsstaal draait het materiaal tegen
een stilstaande snijplaat. Bij het schillen van de
kleinere diameters staat het materiaal stil en be-
weegt de snijplaat. Om de kwaliteit van onze
gereedschapsstalen zeker te stellen, worden
zowel oppervlakte-inspecties alsook inwendige
ultrasoon inspecties uitgevoerd op alle staven.
Hierna worden de eventueel gevonden af-
keurde delen en de uiteinden van de staven ver-
wijderd.
SandvikHet Zweedse Uddeholm, met voor de Benelux
verkoopkantoren in Amsterdam en Sint-Niklaas,
is vooral gespecialiseerd in hoogwaardige kwa-
liteiten gereedschapsstaal. Sandvik gebruikt
onder meer het Uddeholm-materiaal THG 2000
voor de gereedschaphouders. Sandvik Coro-
mant in Zweden heeft zijn concurrentiepositie
verbeterd in de markt voor het maken van ge-
reedschaphouders. Dit vanwege de goede
maatvastheid, slijtvastheid, hardheid en goede
bewerkbaarheid van dit staal. <<<
Het Zweedse staalbedrijf Uddeholm
heeft onlangs besloten de ESR-
capaciteit uit te breiden. Deze Electro
Slag Remelting-installatie is de
negende ESR in Hagfors. Voor de
energievoorziening stapt het bedrijf
over van olie en gas op LNG (vloeibaar
aardgas). Het betreft een investering
van circa 10 miljoen euro.
Uddeholm heeft inmiddels acht ESR-installaties staan, vooral voor het maken van gereedschapsstaal
(foto’s: Uddeholm)
Principeschema van een ESR-installatie
Uddeholm breidt ESR-capaciteit uit
40-45_TN 18-04-11 13:44 Pagina 42

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 43
T E C H N I S C H N I E U W S
De ICV 4030 van Isel Automation is een compleet, robuust en on-
derhoudsvriendelijk tafelmodel CNC-machine. Een besturings-
computer en een CAN-controller zijn geïntegreerd. Het mecha-
nisch ontwerp zorgt voor een stabiel, trillings- en geluidsarme
werking. De ICV heeft een gesloten werkruimte en is snel toe-
gankelijk doordat de deur naar boven openschuift. De servomo-
tor gestuurde lineaire sledes lopen op geslepen stalen precisie-
assen met gepatenteerde lagering. De geharde, gepolijste koge-
lomloopsystemen zijn spelingvrij. Het machinewerkblad met
T-profielen biedt optimale opspanmogelijkheden voor diverse
soorten werkstukken. De ICV kan zowel op een speciale Isel-
werktafel of op een reguliere tafel worden geplaatst. De slag-
lengtes (X, Y, Z) zijn 400 mm x 300 mm x 140 mm, de verplaat-
singssnelheid bedraagt 200 mm/s en heeft een herhaalnauwkeu-
righeid van 0,02 mm. Leverancier Elmekanic kan zorgen voor de
juiste integratie van een laser- of freesmachine.
Zie www.products4engineers.nl
Infonummer: 64629
Onlangs introduceerde Zayer een nieuwe CNC-
bedfreesmachine onder de naam Xios. Deze ma-
chine is leverbaar met een X-aslengte tussen de
3000 mm en 5000 mm. De Y-as is leverbaar in
1200 mm en 1500 mm uitvoering en de Z-as is
standaard 1200 mm (optioneel 1600 mm of
2000 mm). Op de machine bevindt zich een
draaizwenkkop die een traploos toerental af-
geeft van tussen de 35 min-1 en 3000 min-1.
Het vermogen van de standaard spil bedraagt
Snel en accuraatlaagdikte meten
Met de nieuwe
Elcometer 456 zijn
meer dan 70
metingen per
minuut mogelijk
(foto: Elcometer)
Tafelmodel laser of frees
De ICV 4030 is een compacte drie-
assige opstelling voor laser- of frees-
bewerkingen (foto: Elmekanic)
De belangrijkste eigenschappen van de nieuw-
ste generatie Elcometer 456 zijn een 6 cm kleu-
renscherm, een overzichtelijke menustructuur
en grote knoppen. Daarnaast is het meetappa-
raat schokbestendig en stof- en waterdicht vol-
gens IP 64. Er is geheugencapaciteit voor opslag
van 75.000 metingen in alfanumerieke groepen,
er zijn verwisselbare sondes en eenvoudige ge-
gevensoverdracht naar Elcomaster 2.0-software.
De meetnauwkeurigheid is ±1% op gladde,
ruwe, dunne en gebogen oppervlakken. Elco-
meter Nederland is gevestigd in Utrecht.
Zie www.products4engineers.nl
Infonummer: 64649
Hydraulische gieterijwig
De nieuwe serie hydraulische gieterijwiggen van Holmatro uit Raamsdonksveer is het resultaat van een
reeks intensieve onderzoeken die Holmatro uitvoerde in grote gieterijen in Duitsland. Daarbij werd het
werken met een gieterijwig, hangend aan een balancer, nader bekeken. Bevindingen: de gebruiker, die
achter het gereedschap staat, heeft de grootst mogelijke bewegingsvrijheid wanneer de slangen in het
midden boven op het gereedschap zijn gemonteerd. Een dergelijke positionering van de slangen zorgt er
bovendien voor dat het kantelpunt van het gereedschap naar voren ligt. Hierdoor is de wig in een soepele
beweging naar voren te kantelen en in elke gewenste richting te draaien. Het is bovendien niet meer
nodig om de gietstukken eerst in een betere positie te schikken. Andere kenmerkende eigenschappen zijn
de ‘pistool’-bedieningsgreep, een hoge werksnelheid, duurzame wigbladen en de mogelijkheid om deze in
slechts 30 seconden te vervangen (foto: Holmatro)
32 kW. Optioneel is er een 6000 min-1 spil
verkrijgbaar met 40 kW. De machine heeft
een ijlgang van 30 m/min. De maximale belading
op de tafel is 10.000 kg. Zayer wordt in Neder-
land vertegenwoordigd door Bender Techniek in
Veenendaal.
Zie www.products4engineers.nl
Infonummer: 64948
Bedfreesmachine met traploze spil
De machine heeft een ijlgang van 30 m/min
(foto: Zayer)
40-45_TN 18-04-11 13:44 Pagina 43

Vol gas!Met 2 ,5t in 5 assen
Hermle, een van de grootste producenten van 5-assige bewerkingscentra, breidt het productprogramma uit: onze perfecte nauwkeurigheid, betrouwbare service en automatiseringskennis zijn vanaf nu beschikbaar voor productgewichten tot en met 2500 kg.
www.hermle-nederland.nlHermle Nederland B.V. · Moliérelaan 176 · NL-5924 AN Venlo-Blerick · Telefoon: 0773961761 · www.hermle-nederland.nl

j a a r g a n g 4 9 | w w w . m e t a a l m a g a z i n e . n l | 4 - 2 0 1 1 45
Oplosmiddelvrij lakken
Door de geringe vloerruimte van een EMB-installatie kan deze eenvoudig geïntegreerd worden in bestaande
installaties (bron: EMB-Technology)
C O L O F O NMetaal MagazineOnafhankelijk vakblad voor ondernemers en leiding -gevenden in de metaalbranche, constructeurs en hoofdenvan technische diensten in industriële bedrijven. Technische,actuele en praktijkgerichte informatie over metaalproductie-technieken.Metaal Magazine is een uitgave van Eisma Industrialmediaen een voortzetting van Metaal en Kunststof.
Hoofdredacteur: ing. R. TombergRedactie: J. Aalberts, P. QuaedvliegBureauredactie: IkmediaVormgeving: ZeeDesignE-mail redactie: [email protected] redactie: +31 088 2944707Internet: www.metaalmagazine.nlAdres: Informaticaweg 3c, NL-7007 CP Doetinchem
Uitgave: Eisma Industrialmedia BV, postbus 361, 7000 AJ Doetinchem
Directie: E. van Hes, algemeen directeurB. Hoving, financieel directeurG. Tiecken, uitgeefdirecteur
Uitgever: H. Meinen
Marketing: I. Hammerman, tel.: +31 88 2944760
Advertentie-exploitatie:Sales: I. Bomhof, accountmanager binnendienst, tel.: +31 88 2944739, e-mail: [email protected]. te Nijenhuis, salesmanager buitendienst,tel.: +31 88 2944735, e-mail: [email protected]
Traffic:ZeeDesign, tel.: (0517) 531672, fax: (0517) 531810,[email protected]
Abonnementeninformatie:Abonneeservice: Postbus 2238, 5600 CE Eindhoven. Tel.: +31 88 2266648 , e-mail [email protected]: € 232 per jaar (excl. 6% BTW) (bij auto-matische incasso bespaart u € 3 administratiekosten). Dit isbij vooruitbetaling verschuldigd.Abonnementsprijs voor andere landen op aanvraag.Abonnementen kunnen op elk gewenst moment van hetjaar ingaan en worden genoteerd tot wederopzegging. Op-gave via www.metaalmagazine.nl of via [email protected]. Opzegging dient schriftelijk en minimaal eenmaand voor het einde van de abonnementsperiode te ge-schieden. U ontvangt van ons een schriftelijke bevestiging.
Bankrelatie:Voor Nederland: Friesland Bank: 29.80.05.298Voor België: Postcheque Brussel: 000-0007463-91
Druk: Scholma Druk b.v.
©2011 Eisma Industrialmedia BV, Leeuwarden
Algemene VoorwaardenNiets uit deze uitgave mag worden verveelvoudigd en/ofovergenomen in enige vorm of op enige wijze, hetzij elek-tronisch, mechanisch, door fotokopieën, of enige anderemanier, zonder voorafgaande schriftelijke toestemming vande uitgever. Uitgever en auteurs verklaren dat dit blad opzorgvuldige wijze en naar beste weten is samengesteld,evenwel kunnen uitgever en auteurs op geen enkele wijzeinstaan voor de juistheid en/of volledigheid van de informa-tie. Uitgever en auteurs aanvaarden dan ook geen enkeleaansprakelijkheid voor schade, van welke aard ook, die hetgevolg is van handelingen en/of beslissingen die gebaseerdzijn op bedoelde informatie. Gebruikers van dit blad wordtmet nadruk aangeraden deze informatie niet geïsoleerd tegebruiken, maar af te gaan op hun professionele kennis enervaring en de te gebruiken informatie te controleren.
w w w . m e t a a l m a g a z i n e . n l
T E C H N I S C H N I E U W S
TerugkoppelingValk Welding 50 jaar
Valk Welding te Alblasserdam bestaat dit jaar 50 jaar. In 1961 werd de LAS Verkoopmaatschappij
opgericht als vertegenwoordiging van Cloos Schweisstechnik. Al in 1978 werden de eerste hy-
draulische Unimation-lasrobots in de Benelux
geïntroduceerd. In 1981 start LAS Verkoop-
maatschappij via dochteronderneming Valk Inc.
met de verkoop van IGM-robots in de Ver-
enigde Staten. Op de foto is wijlen Henk J.L.
Valk te zien bij een IGM-lasrobot. In 1986 be-
staat LAS verkoopmaatschappij 25 jaar en
wordt de naam veranderd in Valk Welding. In
1990 is er de grote doorbraak van lasrobots en
worden op de Techni-Show meer dan 50 Pana-
sonic-lasrobots verkocht.
Het bedrijf heeft anno 2011, naast het bedrijf in
Alblasserdam, ook vestigingen in Denemarken,
Tsjechië en Frankrijk en levert haar producten
aan bedrijven in 25 landen buiten de Benelux
(foto: Valk Welding)
EMB-Technology in Eerbeek presenteerde on-
langs een EMB-poedercoatmachine. Deze ma-
chine is ontwikkeld voor het poedercoaten
van vlakke substraten door middel van de
EMB-techniek (Electro Magnetic Brush). Met
deze techniek is het mogelijk om met relatief
hoge snelheid een goed instelbare en gelijk-
matige poederlaag aan te brengen op bijna
elk gewenst vlak materiaal. Aluminium, staal,
glas, keramiek, hout, papier en verschil-
lende soorten kunststof kunnen
met EMB gelakt worden.
De beschikbaarheid van
de EMB-technologie
maakt een groot scala
aan nieuwe innovatieve
mogelijkheden voor het toe-
passen van poedercoating moge-
lijk, omdat tot dusver de beperkte dikte-
nauwkeurigheid van de conventionele tech-
nieken een beperkte factor was voor het aan-
brengen van poeders op vlakke materialen.
EMB maakt een zeer gelijkmatige en instel-
bare laagdikte (tussen 2 micrometer tot 120
micrometer) mogelijk, en maakt de weg vrij
om meer oplosmiddelhoudende laktoepassin-
gen te vervangen. Het lakken met EMB is con-
tactloos en elimineert daarom de
risico’s van oppervlaktedefecten in de lak.
De EMB-machine kan gebouwd worden
voor materiaalbreedtes van 10 mm tot
1650 mm voor zowel flexibele als rigide mate-
rialen.
Zie www.products4engineers.nl
Infonummer: 64944
40-45_TN 18-04-11 13:44 Pagina 45

01233 506100 | [email protected] | www.radan.com
Save Time | Save Money | Save WasteKijk hoeveel u kunt besparen op www.radan.nl/radbend
Radan B.V. | T: 0318 43 92 00 | E: [email protected] | W: www.radan.nl
Haal het maximale uit uw kantbankmet buigsimulatie en offline programmeren

Maak nu voordelig kennis met Metaal Magazine
En meld u aan voor de gratis nieuwsbrief!
Top Related