Michiel s PEA

of 52
-
Upload
yureski-belly-s -
Category
Documents
-
view
222 -
download
0
Transcript of Michiel s PEA
-
8/18/2019 Michiel s PEA
1/52
New Amine Technology to Improve
Liquid Epoxy infusion process and EnhanceProductivity for larger offshore Rotor blades
Polymer Science of Everyday ThingsEnergy Generation and storageACS National meeting, August 19-23 , 2012
Huntsman CorporationPerformance Products Division
Everberg, Belgium
Martin M MichielsCommercial Director Alternate Energy
-
8/18/2019 Michiel s PEA
2/52
Page 2 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Presentation Outline
Huntsman Introduction
Introduction to Rotor blades,
materials history Materials and Basic chemistries
used today
Why develop new amine epoxycuring agents
Next generation amine hardener
development and performanceproperties.
Summary
-
8/18/2019 Michiel s PEA
3/52
Page 3 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Introduction: Business Portfolio
Polyurethanes
Adhesives,Coatings &Elastomers
Appliances
Automotive
Composite
Wood ProductsFootwear
Furniture
Insulation
TPU
AdvancedMaterials
FormulatedSystems
Specialty
Components
Base Resins
Pigments
TitaniumDioxide
PerformanceProducts
PerformanceSpecialties
PerformanceIntermediates
MaleicAnhydride &
Licensing
Apparel &Home Textiles
SpecialtyTextiles
Differentiated Inorganic
Textile EffectsCompany2011revenue:> $ 10 b
Wide range of:
Polyetheramines
Specialty Amines
New
CycloaliphaticAmines
-
8/18/2019 Michiel s PEA
4/52Page 4 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Global Presence
Operating more
than 75manufacturing andR&D facilities in
30 countriesworldwide.
-
8/18/2019 Michiel s PEA
5/52Page 5 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Geographically Diverse2Q12 LTM Revenue Distribution
U.S. & Canada33%
Europe29%
Asia Pacific21%
Rest of World
17%
~12,000 Employees
EAME
45%
APAC
30%
U.S. &
Canada
18%
Rest of
World
7%
-
8/18/2019 Michiel s PEA
6/52
Page 6 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Specialty Amines Global Producer
JEFFLINK ®
Amines
JEFFAMINE ®
Polyetheramines
SURFONAMINE ®
Amines
Huntsman Performance Products Division (HPP) is WW one of
the largest producer of amines
Manufacturing in America, Europe, Middle East and Asia
Wide variety of amine products and technologies
Worldwide investment in dedicated facilities to guarantee globalsupply
Global leader in Polyether amineproducts
ELASTAMINE ®
Amines
JEFFCAT ®
Amines
-
8/18/2019 Michiel s PEA
7/52
Page 7 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Presentation Outline
Introduction
Introduction to Rotor blades,
materials history Materials and Basic chemistries
used today
Why develop new amine epoxycuring agents
Next generation amine hardener
development and performanceproperties.
Summary
-
8/18/2019 Michiel s PEA
8/52
Page 8 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Introduction to rotor blades
Since early recorded history (200 BC) , people have beenharnessing the energy of the wind.
Miguel de Cervantes immortalised the windmill with Don Quijote ofLa Mancha.
De La Mancha windmills
are still standing todaybut much has changedsince the 17th century
wind farms
Wind turbines arebecoming increasing
larger
-
8/18/2019 Michiel s PEA
9/52
Page 9 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
0
80,000
160,000
240,000
320,000
400,000
0
20,000
40,000
60,000
80,000
100,000
2011 2012 2013 2014 2015 2016
C u m u l a
t i v e m
i l l . E u r o
m
i l l . E u r o
Forecast world Offshore 2011 Onshore 2011
Forecast onshore Cumulative marketSource: BTM Consult - A Part of Navigant - March 2012
The Global Wind Energy MarketTurnover exceeded 65 billion USD
-
8/18/2019 Michiel s PEA
10/52
Page 10 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
0
50,000
100,000
150,000
200,000
250,000
0
9,000
18,000
27,000
36,000
45,000
1983 1990 1995 2000 2005 2011
C u m u
l a t i v e M W
M W
p e r y e a r
Year
Source: BTM Consult - A Part of Navi ant - March 2012
What is the market size ? MW/a GW/a
-
8/18/2019 Michiel s PEA
11/52
Page 11 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Introduction to rotor blades
The latest generation wind turbines has blades withdiameters approaching:
A) The width of the St Louis Gateway Arch ?B) Double the wing span of Airbus A 380 ?C) Three times the length of a football field ?
D) All of the above ?
ANSWER ?
“ D “Largest turbine prototype installed today have diameter of
155 meters and with a 6 -7 MW output.
-
8/18/2019 Michiel s PEA
12/52
Page 12 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Blade Materials :past History
First blades where made from wood andduring the 1960’s and 70’s metal was used .
Polyester (UPR)started in the early 80’s
-
8/18/2019 Michiel s PEA
13/52
Page 13 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Presentation Outline
Introduction
Introduction to Rotor blades,
materials history Materials and Basic chemistries
used today
Why develop new amine epoxycuring agents
Next generation amine hardener
development and performanceproperties.
Summary
-
8/18/2019 Michiel s PEA
14/52
Page 14 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Current Blade Materials Technology
Polyester (UPR)Early 80’s
Liquid Epoxies
Wet Lay-upLate 80’s
Infusion MoldingStart 1995
Prepreg
Solid epoxy ResinFull prepreg 1996
-
8/18/2019 Michiel s PEA
15/52
Page 15 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
WW the LER
infusion movedfrom 25% in2000 to 71 % in2010
-
8/18/2019 Michiel s PEA
16/52
Page 16 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Today LER Infusion technologyis the dominant product and process technology used
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
Tonnes
Polyester
Infusion
Total pre preg
Wet lay up
-
8/18/2019 Michiel s PEA
17/52
Page 17 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
What is Unsaturated Polyester Resin(UPR)?
-
8/18/2019 Michiel s PEA
18/52
Page 18 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
NH
H
R1
+
O
R R
HO NH
R1
Epoxy Primary amine
Aminoalcohol,secondary amine
When the curing agent is a primary diamine like a JEFFAMINE ® PEAs, two
reactions take place.
2. In a second step, the secondary aminecan react with another epoxy, or oxirane,
group to further build molecular weight
and to give crosslinking
Basic Epoxy-Amine Crosslinking ReactionThermoset Network
N
N
OH
OH
OH
N
N
OH
OH
N
HO
N
OH
N
N
OH
OH
N
HON
OH
OH
OH
OH
N
HO
N
OH
N
OH
HO
N
HO
N
HON
N
OH
OH
N
1. Linear MW build up: the oxirane ring of the epoxy resin opens up to
produce an aminoalcohol
-
8/18/2019 Michiel s PEA
19/52
Page 19 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Commitment to Polyether Amines made thisrapid development of using the infusion
processing possible
In 1992, Texaco Chemical/ Huntsman demonstrated inEurope the concept of using Polyether amines
combined with cyclo aliphatic amines for infusionprocess
In June1994, first commercial application of LERinfusion blade production using PEAs together withcyclo aliphatic amines had started
In 1995 fully commercial series production started.
Since 1995 Huntsman guaranteed its manufacturingcapacity to be available for the growth of that industry
-
8/18/2019 Michiel s PEA
20/52
Page 20 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Conventional Hardeners Used Today
NH2
NH2
JEFFAMINE ® polyoxypropylene amines
Low viscosity, good fibre wetting
Low temperature curing, long pot life
Lower glass transition temperature (Tg),toughness, higher elongation
Cycloaliphatic amines, such as isophorone
diamine (IPDA)
Low viscosity
Faster cure
Higher Tg, less flexible Curing at an elevated temperature is
necessary to give the best properties
Accelerators
(x
)H2NO
NH2
CH3 CH3
-
8/18/2019 Michiel s PEA
21/52
Page 21 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
-
8/18/2019 Michiel s PEA
22/52
Page 22 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Fatigue testing Montana state
-
8/18/2019 Michiel s PEA
23/52
Page 23 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Fatigue testing Montana stateUniversity (1)
Copyright Montana State
Fatigue testing Montana state
-
8/18/2019 Michiel s PEA
24/52
Page 24 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Fatigue testing Montana stateUniversity (2)
Copyright Montana State
-
8/18/2019 Michiel s PEA
25/52
Page 25 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Presentation Outline
Introduction
Introduction to Rotor blades,materials history
Materials and Basic chemistriesused today
Why develop new amine epoxycuring agents
Next generation amine hardener
development and performanceproperties.
Summary
Diameter evolution continues to grow
-
8/18/2019 Michiel s PEA
26/52
Page 26 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Diameter evolution continues to grow
Why Develop New Amine Epoxy
-
8/18/2019 Michiel s PEA
27/52
Page 27 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Why Develop New Amine EpoxyCuring Agents
Increasing size evolution for rotor blades leads to industryrequests for LER infusion systems that can achieve
A longer pot life - open time – with good cure speed
Lower viscosity - fast infusion
Reliable cure with lower exotherm
Faster property development (green strength)
Reduced manufacturing cycle time – increasedproductivity
Improve mechanical properties like thoughness andbetter fatigue resistance, improved processing
-
8/18/2019 Michiel s PEA
28/52
Page 28 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Largest Prototype OffshoreTurbine
Siemens SWT 6.0- 154 MW
154 m diameter, 75 m long,246 feet.
Copyright Siemens Windpower
-
8/18/2019 Michiel s PEA
29/52
Page 29 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Presentation Outline
Introduction
Introduction to Rotor blades,materials history
Materials and Basic chemistriesused today
Why develop new amine epoxycuring agents
Next generation amine hardener
development and performanceproperties.
Summary
-
8/18/2019 Michiel s PEA
30/52
Page 30 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Large rotor blade requirements (1)
Vacuum infusion process – mould design
Multi-point injection line
Moulds:
Current Heated with hot water, which means temperature limited to70 - 75ºC
New design is Electrically heated , computer controlled procesoption to heat to 80-85 ºC
Max. cure temperature is 80ºC because of heat sensitive sandwichstructures inside
Lower exotherm is required to avoid scorching and stress from shrinkage.Exotherm should not exceed 80ºC
During injection, temperature on the mould is kept low (40ºC or below) bycooling to avoid exothermic issues.
Once the peak exotherm is reached (80ºC max.), then put some heat onthe moulds
-
8/18/2019 Michiel s PEA
31/52
Page 31 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
WTG rotor blade requirements (2)
Vacuum infusion process – processing criteria
Formulation viscosity
Initial mix viscosity:
200 - 350 mPa.s at 25ºC
150 - 200 mPa.s at 30ºC, 100-150 mPa.s at 40ºC
Reactivity
Injection temperature / injection times
30ºC / 1 to 1.5 hrs
40ºC / 1 to 1.5 hours
System open time: min. 1.5 hours
Exotherm of blade system should not exceed 80ºC Baking cycles:
Max. 6 hrs at 70ºC to 80ºC (mould temperature – oven temperature)
-
8/18/2019 Michiel s PEA
32/52
Page 32 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
WTG rotor blade requirements (3)
Vacuum infusion process – performance criteria Glass transition temperature
Onset Tg of 70ºC to 75ºC
Which means: midpoint Tg of 75ºC to 80ºC. Inflection Tg is about 2ºC >midpoint Tg
Tensile properties of binder (not filled) system – received from formulators
70 MPa tensile strength
5-8 % elongation
3 GPa tensile modulus
Green strength
For demoulding, the curing system should have reached min. 80% of fullcured properties
Using the min. 80% (80-90%) rule on the onset Tg of 70ºC-75ºC wouldmean that a curing system would need to have an onset Tg of min. 62ºC(calculated from the averages - 85% cure of onset Tg of 72.5ºC)
-
8/18/2019 Michiel s PEA
33/52
Page 33 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Conventional Hardeners Used Today
NH2
NH2
JEFFAMINE ® polyoxypropylene amines
Low viscosity, good fibre wetting
Low temperature curing, long pot life
Lower glass transition temperature (Tg),toughness, higher elongation
Cycloaliphatic amines, such as isophorone
diamine (IPDA) Low viscosity
Faster cure
Higher Tg, less flexible Curing at an elevated temperature is
necessary to give the best properties
Accelerators
(x
)H2NO
NH2
CH3 CH3
Epoxy Infusion Formulations
-
8/18/2019 Michiel s PEA
34/52
Page 34 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
p yMaterials
Hardeners
Commercial 2-component amine hardener A
Commercial 3-component amine hardener B
Longer open time 2-component developmentalhardeners C & D Based on:
Commercial JEFFAMINE ® polyetheramine (PEA)
New developmental polyetheramines Standard Cycloaliphatic amines
Developmental Cycloaliphatic amines
Accelerator
Epoxy resin
Diluted Bisphenol A/F epoxy resin
EEW = 161-181. Viscosity = 1100-1450 mPa.s
New Amine Hardeners
-
8/18/2019 Michiel s PEA
35/52
Page 35 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Slower – more Latent - Polyetheramine
Slow PEA Curing Agent B
New polyether backbone structure, with larger group
hindrance (aminoalkyl termination) and lower viscosity
Benefits:
Gives improved performance in terms of
Better control of reactivity - thus longer working times
Lower exotherm
Improved Tg performance
Larger groups -
more hindrance,
slower reaction
H2N
NH2
New Amine Hardeners
-
8/18/2019 Michiel s PEA
36/52
Page 36 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Cyclo Curing Agent C Cyclo Curing Agent D
Benefits:
Low viscosity and low colour liquids
Faster curing, at lower mold temperature
Provide enhanced Tg, modulus and hardness
Provide faster build-up of Tg and strength
Improved demoulding time
Improved mechanical properties
Rigid
SegmentH2N
NH2
Novel Cycloaliphatic Amines
New Amine Hardeners
-
8/18/2019 Michiel s PEA
37/52
Page 37 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
RFD Curing Agent E
Novel aliphatic amine with both rigid (cycloaliphatic) and
flexible (polyetheramine) segments
Benefits:
Higher Tg capability - up to 20°
C higher than conventionalPEA
Excellent mechanical properties
Faster viscosity growth and strength development
H2N NH2
Rigid
Segment
Flexible Segment
Novel Rigi-Flex Amine
Epoxy Performance PropertiesT i O i
-
8/18/2019 Michiel s PEA
38/52
Page 38 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Testing Overview
Thermal properties (Tg) by Differential Scanning Calorimetry (DSC) On cured castings using different baking cycles
Tg development as function of baking time & temperature(green strength)
Isothermal viscosity - cure profiles - at 30°C, at 40°C
Gel time - exotherm temperature testing
Mechanical property testing – after different baking cycles
Tensile properties
Flexural three-point bend test Durometer hardness
Development of strength as function of baking time &temperature (green strength)
New Polyetheramine ComparisonVi i B ild 0 C F i f Ti
-
8/18/2019 Michiel s PEA
39/52
Page 39 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
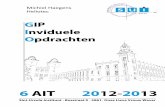
Viscosity Build at 40 ° °° ° C as Function of Time
PEA Curing Agent A is faster curing than conventional PEA
PEA Curing Agent B is our slowest curing PEA – LATENCY EFFECT
C ure P rof ile at 40°C w ith di luted B is A/F e po xy resin
0
0.5
1
1.5
2
0 5 0 100 150 2 00 2 50 3 00
T i m e ( m i n )
V i s c o s i t y ( P a . s )
A ccelerator (87 m Pa.s) Conventional PE A (66 m Pa.s)PE A Curing Agent A (111 m Pa.s) S low PEA Curing A gent B (115 m P a.s )
( In it ia l mix v iscosi ty is s how nin the legend in paren th eses)
Cycloaliphatic Amine Curative ComparisonVi it B ild t 40°°°°C F ti f Ti
-
8/18/2019 Michiel s PEA
40/52
Page 40 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Viscosity Build at 40 ° °° ° C as Function of Time
The initial mix viscosity is shown in the legend in parentheses
Initial viscosity and viscosity build, with a diluted Bis A/F epoxyresin, EEW 161-181, 1200 mPa.s
C u r e P r o f i le a t 4 0 °C , w it h D i lu t e d B i s A / F E p o x y R e s in
0
1
2
3
4
0 2 0 4 0 60 8 0 1 00 1 2 0 1 4 0
T im e (m in )
V i s c o s
i t y ( P a . s
)
A c c e le ra to r (8 7 m P a .s ) C yc lo C u r in g A g e n t C (1 5 5 m P a .s )
IP D A a m in e (1 8 3 m P a .s ) C yc lo C u r in g A g e n t D (1 9 8 m P a .s )
R F D C u r in g A g e n t E ( 1 4 7 m P a . s )
Gel Time Tests – 200 gram Mass atRoom Temperature
-
8/18/2019 Michiel s PEA
41/52
Page 41 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Room TemperatureGel Time Tests (200 g)
0
1,000
2,000
3,000
4,000
5,000
6,000
7,000
8,000
9,000
10,000
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0
Time (hours)
B r o o k
f i e
l d V i s c o s
i t y
i n
m P a . s
Conventional I (2 comp.) Conventional II (3 comp.)
Form. III with New PEA A / IPDA Form. IV with Conv. PEA / Cyclo C
Form. V with New PEA A / Cyclo C Form VI with RFD Curing Agent E
Form. VII with Slow PEA B / IPDA
All formulations use a 1:1 amine-hydrogen to epoxide stoichiometry.
Latency behaviour
New Polyetheramine ComparisonThermal Properties by DSC
-
8/18/2019 Michiel s PEA
42/52
Page 42 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Formulations and thermal (Tg) properties with a diluted Bis A/Fepoxy resin, EEW 161-181, 1200 mPa.s
1 2 3
Part A: pbw Diluted Bis A/F epoxy resin 100 100 100
Part B: phr
Conventional PPG diamine 35.5
PEA Curing Agent A 31
Slow PEA Curing Agent B 33
Tg, °C, @ 6 hrs at 70°C 63.5 76 70
Tg, °C, @ 6 hrs at 80°C 65 78.5 76.5
Thermal Properties by DSC
New PEA Curing Agent A provides about 12°C higher Tg
compared to the conventional PPG based diamine
DSC heating rate of 20°C/min. Inflection method used for Tg
Temperature Rise During Gel TimeTesting 200 g Mass at RT
-
8/18/2019 Michiel s PEA
43/52
Page 43 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Testing – 200 g Mass at RT
Tem perature Rise D uring G el Time Testing (200 g)
10
30
50
70
90
110
130
150
170
190
0.0 1.0 2 .0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0Time (hours)
T e m p e r a
t u r e ( º C ) n e a r c e n
t e r
Conventional I (2 comp.) Conventional II (3 comp.)
Form. III w ith New PEA A / IPDA Form. IV w ith Conv. PEA / Cyclo C
Form. V w ith New PEA A / Cyclo C Form VI w ith RFD Curing Agent E
Form. V II with Slow PEA B / IPDA
All formulations use a 1:1 am ine-hydrogen to epoxide stoichiom etry.
Low exotherm
Formulation Overview –Properties with Conventional Baking Cycles
-
8/18/2019 Michiel s PEA
44/52
Page 44 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Formulation Convent. I Convent. II III IV V VI VII VIII
Part A: pbw2 comp. 3 comp.
New PEA A /
IPDA
Conv. PEA /
Cyclo C
New PEA A /
Cyclo CRFD-E
Slow PEA B /
IPDA
Slow PEA B /
Cyclo C
Diluted Bis A/F
eepoxy resin 100 100 100 100 100 100 100 100
Part B: (wt.%) Optimum phr 34 33 29.5 31 29 39 35 32
Initial mix
vviscosity, mPa.s
At 30°C 172 260 194 248 210 358 195 175 At 40°C 111 109 103 137 127 147 106 110
1st heat
iinflection Tg, °C
@ 6 hrs at 70°C 77 (**) 79 (**) 82.5 (*) 78 (*) 84 (*) 84.5 (*) 80 83
@ 6 hrs at 80°C 81 (*) 82 89 84.5 90 90.5 84 86.5
Properties with Conventional Baking Cycles
(*) About 2 to 4°C difference between 1st and 2nd heat.(**) About 5°C to 8°C difference between 1st and 2nd heat.
DSC heating rate of 20°C/min. Inflection method used for Tg
Performance with Non ConventionalBaking Conditions
-
8/18/2019 Michiel s PEA
45/52
Page 45 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Development of glass transition temperature (Tg)
Development of mechanical strength
At lower baking temperatures
In the 50°C-60°C range
After shorter baking times 1.5 to 3 hours
Baking Conditions
TG Developmentat Different Baking Conditions
-
8/18/2019 Michiel s PEA
46/52
Page 46 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
1st
heat inflection point Tg data
Formulation Convent. I Convent. II III IV V VI
2 comp. 3 comp.New PEA A /
IPDA
Conv. PEA /
Cyclo C
New PEA A /
Cyclo CRFD-E
Optimum phr of Part B 34 33 29.5 31 29 39
1st heat inflect. Tg, °C
@ 1.5 hrs at 70°C 54 (77) 66.5 (79) 69 (82.5) 72 (78) 76 (84) 70.5 (84.5) @ 6 hrs at 50°C 57.5 60 56 63 65.5 63.5
@ 3 hrs at 55°C No meas.TG 48.5 47 55 63 60
@ 1.5 hrs at 80°C 75 (81) 82 (82) 76 (89) 79.5 (84.5) 84 (90) 86.5 (90.5)
83%
The values in parenthesis are the Tg value after 6 hrs
cure at the particular temperature.
90%92%84%70% 84%
at Different Baking Conditions
Reaching faster higher Tg
DSC heating rate of 20°C/min. Inflection method used for Tg
Tensile Properties Development @Baking for 3 hrs at 70°°°°C
-
8/18/2019 Michiel s PEA
47/52
Page 47 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Baking for 3 hrs at 70 C
The values in ( ) are the tensile properties for
baking cycle of 6 hrs at 80°C.
Formulation Convent. I Convent. II III IV V VI VII VIII
Part A: pbw
2-comp. 3-compNew PEA A /
IPDA
Conv. PEA /
Cyclo C
New PEA A /
Cyclo CRFD-E
Slow PEA B
/ IPDA
Slow PEA B
/ Cyclo C
Diluted Bis A/Fepoxy resin
(EEW 172) 100 100 100 100 100 100 100 100
Part B: (wt.%)
Optimum phr of Part B (DSC) 34 33 29.5 31 29 39 35 32
Shore D, 0 - 10 sec 78.5 - 76.5 81.5 - 80.5 78.5 - 76.5 n.a. n.a. 79 - 77 80.5 - 79.5 81.5 - 80
Tensile modulus, GPa 2.5 (3.1) 3.1 (3.0) 2.8 (3.2) 3.1 (3.0) 3.2 (3.0) 2.8 (2.8) 3.1 (3.0) 3.1 (2.9)
Max. tensile strength, M Pa 37 (76.5) 48 (78) 40.3 (83.5) 75.5 (78.7) 75 (81.7) 62 (70.5) 64 (71.2) 66.3 (69.9)
% Elongation at max strength 2.6 (4.4) 1.7 (4.5) 2.3 (4.2) 4.1 (4.3) 3.5 (4.8) 3.1 (4.1) 3.3 (4.1) 3.5 (4.3)
% Elongation at break 11 (6.3) 1.7 (6.0) 3.4 (5.5) 5.9 (5.8) 4.2 (6.7) 3.7 (5.1) 5.9 (6.2) 4.9 (6.6)
Faster development of tensile
strength and modulus
Presentation Outline
-
8/18/2019 Michiel s PEA
48/52
Page 48 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Presentation Outline
Introduction
Introduction to Rotor blades,materials history
Materials and Basic chemistriesused today
Why develop new amine epoxycuring agents
Next generation amine hardener
development and performanceproperties.
Summary
New Amine Curing Agents for NextGeneration Rotor Blades – Summary 1
-
8/18/2019 Michiel s PEA
49/52
Page 49 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
Generation Rotor Blades Summary 1
The new epoxy amine curatives offer
Property performance improvements Semi latent effect without catalytic cure
No catalytic cure → controlled cure & uniform properties
Controlled exotherm Higher Tg capability
Homogeneous, and faster Tg and strength development
H2NNH2
Rigid
Segment
Flexible polyethersegmentH2N
NH2
New flexiblepolyether segment
New Amine Curing Agents for NextGeneration Rotor Blades – Summary 2
-
8/18/2019 Michiel s PEA
50/52
Page 50 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
The new epoxy amine curatives offer:
Blade process improvements
Longer infusion time
Faster property (green strength) development
Allows curing at lower baking temperatures and/orshorter baking times
Indicates faster demoulding
Which means potential reduction in manufacturingprocess time - increased productivity
Potential energy cost savings
Generation Rotor Blades Summary 2
New
Summary
-
8/18/2019 Michiel s PEA
51/52
Page 51 ACS National meeting, Aug 19 – 23,2012, Philadelphia Performance Products
JEFFLINK®
Chain extenders
NewPEAswith
higher Tgcapability
Lowviscosity – fast
infusion
Cycloamine
replacingIPDA/
Accel.
Longerpot life –reactivitycontrol
Faster Tgand
strengthbuild-up
Potentialcycletime
reduction
Potentialenergy
costsavings
Fastercure -
without
catalyst
New Amine EpoxyCuratives for the
Formulator
y
Open thedoors for
newapplications
-
8/18/2019 Michiel s PEA
52/52













![PEA-RP200, 250, 400, 500 GAQ · 2012. 11. 16. · PEA-200, 250 : 4-ø12 holes PEA-400, 500 : 4-ø15 holes G Control box H Drain pan I Main body [Fig. 3.2.1] [Fig. 3.2.2] F G H A B](https://static.fdocuments.nl/doc/165x107/610394bcd3addf540b527b1d/pea-rp200-250-400-500-gaq-2012-11-16-pea-200-250-4-12-holes-pea-400.jpg)