FACULTY OF ECONOMICS AND BUSINESS …lib.ugent.be/fulltxt/RUG01/002/304/839/RUG01-002304839...Name...
87
UNIVERSITEIT GENT GHENT UNIVERSITY FACULTEIT ECONOMIE EN BEDRIJFSKUNDE FACULTY OF ECONOMICS AND BUSINESS ADMINISTRATION ACADEMIC YEAR 2015 – 2016 THE EFFECT OF CAPACITY CONSTRAINTS IN SCOP SYSTEMS PLANNING Masterproef voorgedragen tot het bekomen van de graad van Master’s Dissertation submitted to obtain the degree of Master of Science in Business Economics Master of Science in Business Engineering Hannes Ryheul Under the guidance of Prof. Tarik Aouam
Transcript of FACULTY OF ECONOMICS AND BUSINESS …lib.ugent.be/fulltxt/RUG01/002/304/839/RUG01-002304839...Name...

UNIVERSITEIT GENT GHENT UNIVERSITY
FACULTEIT ECONOMIE EN BEDRIJFSKUNDE FACULTY OF ECONOMICS AND BUSINESS
ADMINISTRATION
ACADEMIC YEAR 2015 – 2016
THE EFFECT OF CAPACITY CONSTRAINTS IN SCOP SYSTEMS
PLANNING
Masterproef voorgedragen tot het bekomen van de graad van
Master’s Dissertation submitted to obtain the degree of
Master of Science in Business Economics Master of Science in Business Engineering
Hannes Ryheul
Under the guidance of
Prof. Tarik Aouam


UNIVERSITEIT GENT GHENT UNIVERSITY
FACULTEIT ECONOMIE EN BEDRIJFSKUNDE FACULTY OF ECONOMICS AND BUSINESS
ADMINISTRATION
ACADEMIC YEAR 2015 – 2016
THE EFFECT OF CAPACITY CONSTRAINTS IN SCOP SYSTEMS
PLANNING
Masterproef voorgedragen tot het bekomen van de graad van
Master’s Dissertation submitted to obtain the degree of
Master of Science in Business Economics Master of Science in Business Engineering
Hannes Ryheul
Under the guidance of
Prof. Tarik Aouam


III
PERMISSION
Ondergetekende verklaart dat de inhoud van deze masterproef mag geraadpleegd en/of
gereproduceerd worden, mits bronvermelding.
Naam student: Hannes Ryheul
PERMISSION
Undersigned declares that the contents of this master thesis may be consulted and / or
reproduced, provided the source is acknowledged.
Name student: Hannes Ryheul

IV
Nederlandse Samenvatting
Productiebedrijven moeten elke dag opnieuw beslissen hoeveel ze zullen produceren. Om deze
beslissing te nemen zijn er verschillende methodes ontworpen. Het is het doel van deze thesis om twee
van deze methodes te vergelijken en zo te bepalen welke het best presteert onder verschillende
omstandigheden. De eerste methode is gebaseerd op een lineair programma (LP). Een te optimaliseren
kostfunctie wordt geminimaliseerd, rekening houdend met enkele restricties. De tweede methodes is
gebaseerd op de ‘base stock’ (BS) methode. Voor elk product wordt een niveau bepaald. Iedere
periode wordt het verschil tussen dit niveau en de netto-stockpositie geproduceerd. Beide methodes
bepalen dus de dagelijkse productiehoeveelheden. Het doel van deze is kosten te minimaliseren en
terwijl een bepaald minimum serviceniveau te garanderen naar de klanten toe.
Om de twee methodes te kunnen vergelijken zal worden gebruik gemaakt ‘discrete event simulatie’.
Een fictieve supply chain zal worden gesimuleerd. Beide methodes zullen worden gebruikt om de
productiebeslissing te maken, op deze manier kunnen deze vergeleken worden. De chain bestaat uit
verschillende eindproducten die geproduceerd worden uit meerdere subassemblages. Bepaalde van
deze subassemblages zijn product specifiek, andere subassemblages worden gedeeld. Om de
invloeden van doorlooptijden te testen zullen verschillende simulaties gebeuren met verschillende
doorlooptijd structuren. Ook de variabiliteit van de vraag zal verschillen in verschillende simulaties om
de invloed hiervan te kunnen schatten. Uit de literatuurstudie blijkt dat de invloed van gelimiteerde
capaciteit slechts zelfden onderzocht was. Het is echter belangrijk dat dit gedaan wordt. Ten eerste
zijn realistische productiesystemen onderhevig aan capaciteitslimieten. Ten tweede kan dit onderzoek
helpen in het maken van investeringsbeslissingen (zal extra capaciteit leiden tot een daling van de
kosten?). Een procedure om deze capaciteitslimieten te introduceren in de simulaties wordt
geïntroduceerd. Uit de simulaties kunnen enkele belangrijke conclusies getrokken worden:
De base stock methode presteert veel beter dan de methode gebaseerd op een lineair programma.
Deze BS-methode is goedkoper onafhankelijk van variabiliteit van de vraag, doorlooptijd-structuur
of capaciteitslimieten. Tegelijkertijd behaalt de BS-methode een hogere Fill-Rate.
Het verkorten van de productietijd van gedeelde subassemblages leidt tot grote besparingen in
voorraadkosten.
De BS-methode is robuuster de LP-methode wanneer de capaciteit sterk gelimiteerd is. De base
stock methode kan het servicelevel nog garanderen als capaciteit zeer schaars is, het LP kan dit niet.
Ongeacht de methode, variabiliteit van de vraag of doorlooptijd-structuur. Het is optimaal dat de
capaciteit hoger is dan het 90%-punt (dit wil zeggen dat het systeem in 90% van dagen kan
produceren wat het zou produceren als capaciteit ongelimiteerd was).

V
Preface
I would like to thank a couple of people who have supported me in writing this thesis. First of all, I
would like to thank my promoter Prof. Dr. Tarik Aouam and his assistant Kunal Kumar for their
assistance and guidance in writing this paper. Furthermore, I would like to thank Liesbeth Fivez for
proofreading this thesis, and my parents for their support.

VI
Table of Contents
1 Introduction ..................................................................................................................................... 1
1.1 Motivation ............................................................................................................................... 1
1.2 Problem Definition .................................................................................................................. 4
1.3 Methodology ........................................................................................................................... 7
1.4 Outline ..................................................................................................................................... 7
2 Literature Review ............................................................................................................................ 9
2.1 Dealing With Uncertainty ........................................................................................................ 9
2.2 Planning Policies .................................................................................................................... 12
3 The Supply Chain Operations Planning Problem ........................................................................... 16
3.1 Definitions ............................................................................................................................. 16
3.2 Constraints ............................................................................................................................ 20
3.2.1 Material Constraints ...................................................................................................... 20
3.2.2 Resource Constraints ..................................................................................................... 21
3.2.3 The Impact of Lead Times .............................................................................................. 23
4 Base-Stock Policies ........................................................................................................................ 24
4.1 Pure Base-Stock Policies ........................................................................................................ 24
4.2 Modified Base-Stock Policies for Convergent Systems ......................................................... 26
4.3 Base-Stock Policies for Divergent Systems ............................................................................ 26
4.4 Synchronized Base-Stock Policies .......................................................................................... 28
5 Linear Programming Based Policies in a Rolling Schedule Context ............................................... 31
5.1 General .................................................................................................................................. 31
5.2 Rolling Horizon ...................................................................................................................... 35
6 Simulation Procedure to take Capacity into Account ................................................................... 36
6.1 General .................................................................................................................................. 36
6.1.1 Demand ......................................................................................................................... 36
6.1.2 Lead Times ..................................................................................................................... 37
6.1.3 Starting Conditions ........................................................................................................ 37
6.1.4 Number of Time Periods Simulated .............................................................................. 37
6.2 Linear Program ...................................................................................................................... 38
6.3 Base Stock .............................................................................................................................. 43
7 The Case Study .............................................................................................................................. 44
7.1 Description ............................................................................................................................ 44
7.2 Service level ........................................................................................................................... 45

VII
7.3 Demand ................................................................................................................................. 45
7.4 Lead time ............................................................................................................................... 45
7.5 Capacity ................................................................................................................................. 46
7.6 Cost structure ........................................................................................................................ 47
8 Analysis .......................................................................................................................................... 48
8.1 Performance of the Linear Programming Policy ................................................................... 48
8.1.1 No Capacity Limitations ................................................................................................. 48
8.1.2 Separately Capacitated Case ......................................................................................... 50
8.1.3 Common Capacity Restriction ....................................................................................... 54
8.1.4 The Influence of The Lead Time Structure .................................................................... 58
8.2 Base Stock Policy Performance ............................................................................................. 62
8.2.1 No Capacity Limitations ................................................................................................. 62
8.2.2 Common Capacity Restriction ....................................................................................... 64
8.3 Comparison Base Stock and Linear Program ......................................................................... 68
8.3.1 No Capacity Limitations ................................................................................................. 68
8.3.2 Limited Capacity ............................................................................................................ 70
9 Conclusions and Recommendations for Future Research ............................................................ 72
10 Bibliography .................................................................................................................................. I

VIII
List of abbreviations
BOM .................................................................................................................................. Bill of materials
LT ................................................................................................................................................Lead time
WIP ................................................................................................................................. Work in Progress
i.i.d. ............................................................................................. independent and identically distributed
cv ........................................................................................................................... coefficient of variation
LF ..................................................................................................................................... local forecasting
CF ........................................................................................................................collaborative forecasting
EOQ ................................................................................................................... Economic Order Quantity
POQ ..................................................................................................................... Periodic Order Quantity
BS .............................................................................................................................................. Base Stock
SBS ...................................................................................................................... Synchronized Base Stock
CTO ............................................................................................................................. Configure To Order
Avg ................................................................................................................................................. average
BO .............................................................................................................................................. Backorder
Inv ............................................................................................................................................... inventory
LP ....................................................................................................................................... linear program

IX
List of figures
Figure 1: A General Supply Chain (Chopra & Meindl, 2007, figure 1-2) .................................................. 1
Figure 2: terminology .............................................................................................................................. 3
Figure 3: BOM of a bicycle ....................................................................................................................... 5
Figure 4: bicycle production system ........................................................................................................ 5
Figure 5 Pure Base stock policy problem (2) illustration ....................................................................... 25
Figure 6 Pure Base stock policy problem (3) illustration ....................................................................... 25
Figure 7 net inventory distribution shift ............................................................................................... 34
Figure 8 supply chain restriction problem ............................................................................................. 39
Figure 9 Supply chain restriction problem: solution ............................................................................. 39
Figure 10 example of a simple supply chain.......................................................................................... 40
Figure 11 Example of a simple supply chain: with common restriction................................................ 42
Figure 12 The case study (Kok & Fransoo, 2002, figure 5) .................................................................... 44
Figure 13 Performance of the linear programming based policy without capacity limitations. (a) safety
stock; (b) average inventory cost; (c) average backorder cost; (d) average total cost; (e) fill-rate. ..... 48
Figure 14 Performance of the linear programming based policy in a system where each workstation
has a capacity limit. Common component has a long lead time (4 time periods). (a) safety stock; (b)
average inventory cost; (c) average backorder cost; (d) average total cost; (e) fill-rate. ..................... 50
Figure 15 Performance of the linear programming based policy in a system where each workstation
has a capacity limit. Common component has a short lead time (1 time period). (a) safety stock; (b)
average inventory cost; (c) average backorder cost; (d) average total cost; (e) fill-rate. ..................... 52
Figure 16 Performance of the linear programming based policy in a system where a capacity
limitation exists over multiple workstations. Common component has a long lead time (4 time
periods). (a) safety stock; (b) average inventory cost; (c) average backorder cost; (d) average total
cost; (e) fill-rate. .................................................................................................................................... 54
Figure 17 Performance of the linear programming based policy in a system where a capacity
limitation exists over multiple workstations. Common component has a short lead time (1 time
period). (a) safety stock; (b) average inventory cost; (c) average backorder cost; (d) average total
cost; (e) fill-rate ..................................................................................................................................... 56
Figure 18 Influence of the lead-time structure in a system where no capacity limitation exists. (a)
safety stock; (b) average inventory cost; (c) average backorder cost; (d) average total cost. ............. 58
Figure 19 Influence of the lead-time structure in a system where each workstation has a capacity
limit. (a) safety stock & limit = 99%; (b) average total cost & limit = 99%; (c) safety stock & limit =
95%; (d) average total cost & limit = 95%; (e) safety stock & limit = 90%; (f) average total cost & limit
= 90%. .................................................................................................................................................... 59
Figure 20 Influence of the lead-time structure in a system where a capacity limitation exists over
multiple workstations. (a) safety stock & limit = 99%; (b) average total cost & limit = 99%; (c) safety
stock & limit = 95%; (d) average total cost & limit = 95%; (e) safety stock & limit = 90%; (f) average
total cost & limit = 90%. ........................................................................................................................ 60
Figure 21 Performance of the Base Stock policy without capacity limitations. (a) Base Stock of end
product; (b) Base Stock of specific components; (c) average inventory cost; (d) average backorder
cost; (e) average total cost; (f) fill-rate. ................................................................................................. 62
Figure 22 Performance of the Base Stock policy in a system where a capacity limitation exists over
multiple workstations. Common component has a long lead time (4 time periods). (a) Base Stock of
end product; (b) Base Stock of specific components; (c) average inventory cost; (d) average backorder
cost; (e) average total cost; (f) fill-rate .................................................................................................. 64

X
Figure 23 Performance of the Base Stock policy in a system where a capacity limitation exists over
multiple workstations. Common component has a short lead time (1 time period). (a) Base Stock of
end product; (b) Base Stock of specific components; (c) average inventory cost; (d) average backorder
cost; (e) average total cost; (f) fill-rate .................................................................................................. 66
Figure 24 Comparison of LP policy and the SBS policy. No capacity limitations. Common component
with long lead time (4 time periods). (a) average inventory cost; (b) average back order cost; (c)
average total cost; (d) fill rate; (e) comparison of inventories (CV² = 0.25); (f) comparison of
inventories (CV² = 2). ............................................................................................................................. 68
Figure 25 Comparison of LP policy and the SBS policy. No capacity limitations. Common component
with short lead time (1 time period). (a) average inventory cost; (b) average back order cost; (c)
average total cost; (d) fill rate; (e) comparison of inventories (CV² = 0.25); (f) comparison of
inventories (CV² = 2). ............................................................................................................................. 69
Figure 26 Comparison of LP policy and the SBS policy. With capacity limitations. (a) limit = 99% & Lc=
4; (b) limit = 99% & Lc= 1; (c) limit = 95% & Lc= 4; (d) limit = 95% & Lc= 1; (e) limit = 90% & Lc= 4; (f)
limit = 90% & Lc= 1; ................................................................................................................................ 70

1
1 Introduction
1.1 Motivation Walking into a supermarket and picking the detergent you need of a shelf. Ordering new ink cartridges
for your printer and having it delivered at home. Streaming a movie on Netflix. These are all things we,
as consumers, do on a regular basis. In these transactions, customers usually only have contact with
one company, more particularly they only have contact with one department of that company.
However, in most cases, a whole network of different companies and different departments within
these companies are involved in the production and delivery of the goods. This network is what is
called a supply chain.
A supply chain can be defined as “all parties involved, directly or indirectly, in fulfilling a customer
request. The supply chain includes not only the manufacturer and suppliers but also transporters,
warehouses, retailers and even customers themselves. Within each organization, the supply chain
includes all functions involved in receiving and filling a customer request.” (Chopra & Meindl, 2007, p.
13).
A general a supply chain could look like this:
In a first stage, a manufacturer buys raw materials from a supplier. This manufacturer then transforms
these materials into a product fit for consumption. This product is then transported to a distributor,
who in turn sells it to retailers. These retailers make sure the product reaches the final stage in the
chain, the customer. Although it looks very simple, the reality is often more complex. First of all, there
may be multiple players in the different stages, or in some cases, certain stages might not even be in
the chain (by example buying vegetables from a local farmer who grows the vegetables and sells to
the customers directly). There are also other players that might be involved. Independ firms might be
used to transport the products from one place to another (from the manufacturer to the distributor
for example). If a customer orders a product from the retailer using their website, it also involves the
retailers’ website, a bank handling the financial transaction via internet banking and maybe an external
transporting firm is used to deliver the goods to the clients’ home.
Between the different players and stages in a supply chain flows occur. Generally, three types of flows
are distinguished (Chopra & Meindl, 2007):
Product or material flows
Supplier Manufacturer Distributor Retailer Customer
Figure 1: A General Supply Chain (Chopra & Meindl, 2007, figure 1-2)
2
Information flows
Money flows
In figure 1 it looks like there is only a flow from supplier to customer. In reality, however, these flows
often occur in both directions, or even skip stages. A retailer can by example notify a manufacturer of
an unexpected spike in sales (information flow). A distributor can send goods back to the manufacturer
if he is not satisfied with the quality of these goods (product flow). As said before, within each company
the supply chain is identified as the different departments involved in production and delivery of the
goods. This includes departments as customer service, distribution, and marketing but also finance,
operations, and R&D. Between these departments, the same three flows can occur (Chopra & Meindl,
2007).
Each company or party in a supply chain performs certain activities. Three types of activities can be
distinguished in relation to the supply chain network; transformation, transportation and planning
activities (cf, infra) (Kok & Fransoo, 2002). To perform these activities, companies use capital and labor.
For their input, these parties want a financial return. Although there are substantial flows of money
between the different parties of a supply chain, the only real input of money into the chain is the end
customer. A supermarket pays Coca-Cola for the soda it bought, and it pays an external firm to
transport the soda to the different stores. Afterward, the soda is sold to consumers. The only input of
money in the chain in this example was the end consumer buying the soda. Money flows from the
retailer to other stages in the chain and flows between other stages are in principle just a redistribution
of this money over the chain. As said before, the goal of each company in a chain is to get a financial
return, or in other words, make a profit. To do so, a company performs certain actions that add value
to the product. The goal is to add more value than the actions cost (the value of a product can be seen
as the price people are willing to pay for it, also called customer value). The following example will
introduce some terminology. A customer wishes to buy a can of Coca-Cola and is willing to pay €2 for
it. He goes to the supermarket and buys a can for the price of €1,30. This means that the customer has
a surplus of €0,70 (called de consumer surplus). The total cost of producing the can of soda, storing it
and transporting it, is in the example €0,50. This means that over the whole supply chain a profit of
€1,30 – €0,50 = €0,80 was made. This money then gets redistributed over the different players in the
chain. The following figure clarifies the terminology.

3
It is clear that the value for each customer may differ. Not everybody will value a can of coke at €2.
Only people who value your product higher than or equal to the price will buy your product. That is
why a supply chain should focus on maximizing the total supply chain surplus (in most cases supply
chain profit and surplus are related, offering a product with higher customer value means more people
will buy your product, or it will allow you to ask a higher price). As the total supply chain profit is shared
over the whole supply chain, it is important that the different actors in the different stages take their
decisions in an effort to maximize the total supply chain profit, and not just try to maximize their own
profit. If every actor were to only focus on maximizing his own profit, it would have a negative influence
on the supply chain profit. Thus diminishing the total amount of money that can be distributed
throughout the chain (Chopra & Meindl, 2007).
The reasoning above shows why it is important to take decisions on a supply chain level. The decisions
have to be taken in such a way that they maximize the total supply chain surplus. These decisions
happen on different levels.
Design or strategic decisions in the long term
-By example location and number of stores
Planning decision on mid-term
-By example inventory policy, timing of marketing promotions
Day-to-day operational decisions
-By example assigning customer orders to machines.
The design of a supply chain should fit your strategy and market you want to serve. The design of the
chain will look very different for a company aiming at becoming a cost leader than for a company
aiming to serve a high-quality segment in that market. Once your chain is designed you can think about
the mid-term decisions. Are you going to do promotions? If yes, when, which type, on what products,
Figure 2: terminology
Price
Customer surplus
Supply Chain cost
Customer value
Supply Chain surplus
Supply chain profit

4
etcetera. Given long and mid-term decisions, day-to-day decisions can be taken. These decisions will
all influence the supply chain flows (product, information, and funds). Taking the right decisions will
greatly influence the success of the chain (Chopra & Meindl, 2007). An example can clarify this: Players
in a supply chain have to (among others) decide on their inventory policy. A good inventory policy can
have a significant impact on supply chain costs. Companies often hold safety stocks. This is to make
sure they can provide for their clients when an unexpected spike in demand happens. If all participants
in a chain decide to keep safety stock, then this will probably lead to a suboptimal solution. It is not
necessary that each stage keeps safety stock, to keep the following stage satisfied. In the end, the only
stage that has to be satisfied is the end customer. Rethinking safety stock policy with this in mind can
lead to significant savings on inventory cost and benefit every participant in the supply chain.
Companies like Walmart, Amazon and Dell have known great success because of the right decisions on
all three levels. Other companies have failed because they did not succeed in designing an appropriate
supply chain (Chopra & Meindl, 2007).
This is why it is important to research the influence of different decisions on the supply chain and its
profitability. Designing the right strategy is a very complex task. No two markets require the exact same
supply chain. Research on the different decisions and their impact can help managers think about their
situation, clarify different possibilities and it can help them make the right decisions. This is also the
goal of this dissertation. I wish to research the influence of different decisions on the overall
performance of the supply chain. A more detailed explanation follows in the next section.
1.2 Problem Definition The problem I wish to solve concerns the mid-term, planning decisions (production and inventory
policy), given a supply chain design. The following example will help to define the problem more
concretely.
Suppose that an entrepreneur starts a business in which he will produce and sell bicycles. To do so, he
starts by composing a bill of material (BOM). It is a list of all components and subcomponents of a
product. It can be represented through a ‘tree’. For a bicycle it might look something like this:

5
The figure above shows that a bike is assembled out of four subassemblies or components. These are
in their turn assembled out of other components (a wheel, in its turn, exist out of three different
components). The four subcomponents of ‘bicycle’ are called its children, and ‘bicycle’ is the parent of
the four subcomponents. ‘Wheels’ is then the parent of its three children and so on. It should be clear
that in reality, the BOM of a bike is much more complicated. It has much more subcomponents and
subassemblies, items might have multiple parent items, etcetera. For other more complicated
products, the BOM gets even larger and more complicated.
The BOM allows calculating how much pieces of each subcomponent are necessary for the production
of one end product. For example, each bicycle needs two wheels, and each wheel needs 28 spokes.
This means that per bicycle you need 56 spokes. The production system of the bicycles can be
represented as:
Figure 4: bicycle production system
Bicycle
Frame Saddle Brakes Wheels
Spokes Wheel Rim Tire
Figure 3: BOM of a bicycle
LT = 5
LT = 1

6
The squares represent workstation, the triangles represent stock and the arrows represent material
flows. The company buys the raw materials, when they arrive the materials go to the workstations
where they are transformed. When this is finished the materials go into stock. Here they wait until the
next workstation needs the products, where they get transformed again. This continues until the
product is finished. After which it is stored as a finished good and waits until it gets sold. When
something is ordered from an outside supplier, there are usually a couple of days waiting time until
the materials arrive. This is called procurement lead time. In the figure above the procurement lead
time for the first material is 5 days. Also, production and transportation take time. This means that
there are also internal lead times. In the example, the production of the first assembly takes one day.
In what follows the workstations and the related inventories will be represented using a single symbol.
Products leave the system through external demand. Naturally, there is external demand for end
products, but external demand for intermediate products is also a possibility. Two problems arise here:
In general, demand is unknown and variable.
The lead time offered to the customer is mostly much shorter than the time it takes to create
and assemble the product.
This means that companies have to forecast external demand. Forecasts are mostly based on historical
data (by example the average number of products sold each day in the past), expected market growth
and intuition of the forecaster. Also, the influence of promotions and competition can be taken into
account. However, forecasting is always prone to errors. Although on average 25 bikes are sold daily,
the actual number sold will be different and depend on variables that cannot be foreseen (by example;
an extra competitor enters the market or very bad weather causes the market to grow slower than
initially expected). Based on this forecast, the entrepreneur will have to decide on a production and
inventory policy. How will he decide which policy to choose? The goal of a supply chain is, as said
before, to maximize the supply chain surplus. The right policy will minimize inventory costs, while also
making sure a certain service towards the customers is obtained which will increase customer surplus.
The goal of this dissertation is to research the performance of a supply chain under different
circumstances of:
Demand variability
Lead times
Service level
Capacity utilization
I will research two different policies:

7
Base stock policies
Linear programming based policies.
Researching the performance of these policies under the different conditions can help managers to
make a better-informed decision about which policies to choose, and how it will affect their costs and
the supply chain surplus. Furthermore, the influence of capacity restriction is tested in this dissertation.
Oftentimes managers find themselves wondering if expanding capacity will result in significant savings.
Expanding capacity can by example lead to a decrease in necessary safety stock, the question is, will
this investment pay off? Under the different policies, the answer can be different. This research hopes
to shed some light on this matter; in this way, managers will hopefully be capable of taking better-
informed decisions.
1.3 Methodology In order to compare the different policies and the influence of the different circumstances discrete
event simulation is used. A supply chain, with multiple stages and multiple end-products, will be
simulated, taking into account inventory, lead times, production times, … Both control policies will be
applied under the different circumstances. Day to day demand will be simulated together with the
production decisions and its influence on inventories. This will be done for multiple time periods.
Material flow, inventory, and backlog under the different circumstances and policies will be studied,
and the overall performance of the supply chain will be assessed. The second goal of this dissertation
is to assess the influence of capacity limitations (in terms of the number of products that can be
produced per time period) on performance. To do this, simulations will be done ignoring the capacity
constraints. Later capacity restrictions will be included, using a new procedure, presented in this
dissertation. This will allow gaining insight into the actual influence of these constraints. Finally, the
results will be compared in order to draw conclusions that can help improve real life supply chain
decisions.
1.4 Outline In the next chapter (Literature Review) previous research related to the subject is discussed. In chapter
three the supply chain problem is discussed and translated into mathematical form. These variables
and formulas lie on the basis of the simulation. In chapters four and five, the base stock policy and the
linear program based policy are discussed. Both are translated into mathematical models. Then these
models are used as the basis for the simulations. Finally, I will compare these two policies using discrete
event simulation. The procedure of this will be discussed in detail in part 6. In chapter 7 The case study
is described that will be used to compare the performance of the different policies, under different
levels of demand uncertainty, machine capacity and Lead times. In chapter 8 the results are analyzed

8
and finally, in the last chapter conclusions are drawn and recommendations for future research are
given.

9
2 Literature Review
The literature review can roughly be divided into two parts. In the first part, it is discussed how a
company or chain of companies can deal with uncertainty from within and from outside of the system.
Secondly, different planning methods and models for material release, material production, and
material distribution are discussed.
2.1 Dealing with Uncertainty Mula, Poler, Garcia-Sabater, and lario (2006) and Galbraith (1973) define uncertainty as: “The
difference between the amount of information required to perform a task and the amount of
information already possessed” (Mula et al., 2006, p. 271). According to Ho (1989) uncertainty can be
caused by two different types of variables. Firstly, there is operating variables (uncertainty within the
system), secondly, there are environmental factors (uncertainty outside the system). Ho (1989)
investigated the impact of different operating variables on system nervousness (shocks due to
frequent rescheduling). The operating variables (Lot-sizing rules, the length of lead time, the planning
horizon, component commonality) have a significant impact on the system and affect the systems’
performance. Dynamic lot-sizing rules lead to a higher degree of system performance and nervousness.
Under uncertainty, the system will perform more poorly (Ho, 1989).
Mula et al. (2006) summarize different approaches to coping with uncertainty (by example: linear
programming, Markov decision processes, Monte Carlo techniques, Queuing theory, …).
C. Yano (1987) describes a model where Lead times are variable. Unsuspected events, (like machines
breaking down or suppliers being late) create the need for safety stock. C. Yano (1987) developed an
algorithm that minimizes inventory and backorder cost in case of stochastic lead times. In his model
safety time is added to the average lead time to compensate for this variability. According to Williams
and Whybark (1976) . Adding safety time is preferred to adding safety stock when the timing is
uncertain. The eventual model C. Yano (1987) comes up with is a difficult nonlinear program. The
implication of his model is the following: “If suppliers are perfectly reliable, then safety time is not
needed. But if suppliers are even slightly unreliable, then having fewer parts to assemble, and/or using
fewer suppliers to produce the same number of parts, may result in significant inventory savings and
shorter total lead times” (Yano, 1987, p. 380). However, in his research Yano made many assumptions
(like deterministic demand) that are not realistic. Hopp and Spearman (1993) worked on the same
subject as Yano. However, they also assumed deterministic demand.
Melnyk and Piper (1985) researched the ‘lead time error’ or the difference between planned and actual
lead time and its effect on performance, for different lot-sizing choices. They find that EOQ and POQ

10
(economic order quantity and period order quantity) may result in larger errors and worse delivery
performance.
In most research either demand is assumed variable and lead times known or the other way around.
In reality, however, both are oftentimes uncertain. Brennan and Gupta (1993) claim that these sort of
assumptions can lead to failure of an MRP system (or at least cause lower than expected results). “The
studies that have considered demand and/or supply factors can be grouped into three categories,
namely constant value of the factor, variable value of the factor, and uncertain value of the factor.”
(Brennan & Gupta, 1993, p.1689). Therefor Brennan and Gupta (1993) simulated an MRP production
system as realistically as possible, in a rolling horizon environment with different product structures
and different ways of deciding on the lot-size (lot-for-lot, EOQ, POQ, Wagner-Whitin, etcetera). They
concluded that given uncertainty in demand and lead times product structure influences cost
performance. Another conclusion is that when uncertainty exists EOQ outperforms al other lot sizing
models. Thirdly their results indicate that when lead time uncertainty rises, costs rise but the
uncertainty also has an influence on product structure, choice of the lot-sizing rule and the setup to
holding cost ratio and even demand variance. On the other hand, the variance of demand has no
influence on product structure, but it does interact with the lot-sizing choice.(Brennan & Gupta, 1993).
While Brennan and Gupta (1993) researched the impact of lead-time and demand uncertainty on
product structure (and other factors) E. Mohebbi and F. Choobineh (2005) researched the impact of
product structure (in particular component commonality) given demand and lead-time uncertainty.
Both uncertainty (in lead-time and demand) and commonality of components influence the
performance of assembly systems. If components are designed in a way that they can be used in
different products, it may increase production costs, but it won’t increase the number of units in stock.
The economies of scale can result in productivity gains and there will be cost savings in warehousing
and operations (Choobineh & E.Mohebbi, 2005) and (Bagchi & Gutierrez, 1992). In order to investigate
the impact of component commonality Choobineh and E.Mohebbi (2005) simulated an ATO (assembly-
to-order) environment. The characteristics were a rolling planning horizon, lot for lot sizing policy,
demand was random, planned lead time was one period for assembly, the planned procurement Lead
time was four periods, but the actual procurement lead time was random. The results of their research
are summarized below:
Firstly inventory, inventory costs, and backorders do not go down with more common components,
however, there is more on-time order delivery. Secondly, component commonality is more beneficial
in sectors where both demand and lead time uncertainty exist (Choobineh & E.Mohebbi, 2005). One
big limitation of this research is that Choobineh and E.Mohebbi (2005) do not take into account the
costs of designing and implementing a multi-functional common component.

11
Song, Yano, and Lerssrisuriya (2000) consider a situation where both supply lead time and Demand
quantity are unsure and random (but the demand happens only once, and it is known when). Song et
al. (2000) tried four heuristics to get the optimal value. Their research shows that the newsvendor-
heuristic proves to be very efficient at finding the optimal solution.
The paper of Bertrand and Rutten (1999) takes a different approach to uncertainty. What if the raw
material a company buys and uses as input in their assembly system varies a lot in quality (by example
input from the agricultural sector)? What if a company wants to minimize productions cost by using
the cheapest materials (but still ensuring a minimum quality)? What if demand for a certain product is
high but there are material shortages and long replenishment lead times? For these reasons (and
others) a company might want to change its assembly ‘recipe’ from time to time. Bertrand and Rutten
(1999) evaluate three planning procedures to deal with this kind of flexibility and uncertainty. For their
models, they assume short customer order lead time but long material replenishment lead time. The
first and optimal procedure “minimizes the expected value of the total alternative recipe costs over a
horizon that is equal to the material replenishment lead time.”(Bertrand & Rutten, 1999, p. 181). The
second procedure i.e. the deterministic planning procedure covers the complete material
replenishment lead time. Deterministic demand is set equal to the expected value of demand. This
version is suboptimal to the first one but easier to compute and thus more applicable in realistic
situations. The third and last procedure, i.e. the myopic procedure, uses only customer order
information (Bertrand & Rutten, 1999).
Aviv (2001) compared three different models. In the first model –which was called local forecasting
(LF) – each member of the supply chain made his own future demand forecast. In the second model –
collaborative forecasting (CF) – the forecasting information becomes central and every party has the
same information. The third model –only used as a benchmark – did not use any forecasts at all. The
first two cases took place in a rolling schedule context where forecasting information is periodically
updated. Aviv (2001) modeled his cases with only two players in the supply chain. Both parties with
their own inventory holding cost and cost per back ordered product. The research revealed that
collaborative forecasting performs 10% better in comparison to local forecasting and 20% better than
no forecasting at al. When the forecasting capabilities differ a lot across the supply chain, collaborative
forecasting has an even bigger impact (Aviv, 2001). These results are not surprising but another
conclusion from their research is this one: “ the absolute and the marginal benefits of CF are larger
when the lead times are smaller.” (Aviv, 2001, p. 1337). One would think that CF is more beneficial
when lead times are longer, but as it turns out initiatives aimed at reducing lead times and CF are
complementary (Aviv, 2001).

12
2.2 Planning Policies Clark and Scarf (1960) state that in a lot of papers lead time is assumed independent of the order/lot
size, however on many occasions this is not the case. In their paper Clark and Scarf (1960) research if
hard to implement theoretical mathematical models can be simplified for a multi-installation problem
without getting suboptimal solutions. They state that when you solve your problem to optimality for
each sub-installation, you get the optimal solution for the total multi-installation system. They find
that this is possible if the right assumptions are incorporated in the model. These assumptions are: (I)
there is only demand for end-products. (II) The cost of shipping one item from one station to another
is a linear function. (III) The holding and backorder costs for the end products are linear. The holding
and backorder costs for other products are functions of the inventory at that level and the inventory
at levels later in the system (but they can be zero). (IV) Each echelon backlogs excess demand. Even
when assumption (I) is relaxed Clark and Scarf (1960) find that their method gets the optimal solution,
although it is easier. However, assumption (II) and (III) are necessary for the simplification to give the
optimal solution (Clark & Scarf, 1960).
Agrawal and Cohen (2001) analyze the allocation of different components in an assembly system based
on a fair shares method. It is claimed the fair shares method is used in practice a lot, because “a heavy
mathematical program is very hard to implement in the context of a multiproduct assembly system
with many common components. Consequently, in practice, specific (albeit suboptimal) allocation
policies are used”(Agrawal & Cohen, 2001, p. 410). In their model, Agrawal and Cohen (2001) assume
demand for finished products is uncertain and resupply lead times for components differ. This policy
allocates components to orders of finished goods, without checking the availability of other required
components. The quantity is determined by the ratio of demand for that specific end product to total
demand of all orders. According to their research this fair shares makes it possible to predict what
effect component inventory level decisions have on the service level. Making this prediction while
using other models is harder. The second conclusion of their research was that in cases with a higher
degree of commonality, lower costs can be achieved (Agrawal & Cohen, 2001).
Schmidt and Nahmias (1985) considered an inventory system where one end product is assembled out
of two components, both are bought from external suppliers. There is no external demand for the two
components, only for the end product. The demand for the end products is assumed to be random.
Their results indicate that there is an optimal inventory level for both components, depending on the
lead time (Schmidt & Nahmias, 1985). Although the theory seems plausible at first, its assumptions
make it far from realistic.
Houtum, Inderfurth, and Zijm (1996) review the theories behind stochastic multi-echelon systems and
emphasize on materials coordination problems. The first thing stated is that centralized control of

13
multistage inventory systems is superior to a decentralized system cf. Forrester (1961). In their paper
Houtum et al. (1996) concentrate on a periodic review multi-echelon planning and control system.
However, they assume stationary conditions (which might not be realistic). They prove that multi-
echelon models are a good way to control materials flow in large production systems. However, the
conditions and assumption of their model can be considered too generalizing and thus unrealistic.
Hax and Meal (1973) describe a planning and scheduling policy for a system with multiple products,
and plants, and a varying demand pattern. They described four different levels of decision making,
each time on a lower hierarchy level or on a shorter term. The decisions made on a higher level are
considered constraints for the lower level. Although a decent framework for decision making, Hax and
Meal (1973) fail to implement uncertainty in their model. Gfrerer and Zäpfel (1995) added parameters
of uncertain demand. Future demand has an upper and a lower bound in their model. Meybodi and
Foote (1995) added uncertain demand and production failure (Mula et al., 2006).
Barbarosoğlu and Özgür (1999) developed a mixed integer mathematical model that addresses
production and distribution decisions. They then use a Lagrangian relaxation to split the production
and distribution problem. The model in itself functions like a decentralized system, but with a central
agent taking care of the information flow. The model looks good, but it seems that certain conditions
can make the model fail (however only slightly) (Barbarosoğlu & Özgür, 1999).
“The economic lot scheduling problem (ELSP) is the problem of accommodating cyclical production
patterns when several products are made in a single facility.”(Elmaghraby, 1978, p. 587). What if a
machine cannot produce enough components to fulfill demand, how should you minimize the cost of
the resulting schedule? This was the question Elmaghraby (1978) wanted to answer. “Two broad
categories of different approaches arise (I) analytical: achieve the optimum of a restricted version of
the original problem. (II) Heuristic approaches that achieve ‘good’ (and sometimes ‘very good’)
solutions of the original problem. In some sense, each category presents a penalty to be paid.”
(Elmaghraby, 1978, p. 587). Because parameters might be infeasible in a lot of these models
Elmaghraby (1978) adds a test for feasibility and a method on how to escape from infeasibility.
Another study on the ELSP was done by Raza and Akgunduz (2008). They compare different existing
solution algorithms and test them on two problems. They use the ELSP model of Dobson (1987) “which
uses the time-varying lot size approach. It has the following assumptions: (I) Items do not have any
precedence over each other. They compete for the same production facility. (II) Back-orders are not
allowed. (III) The production facility is assumed to be failure free and produce at perfect quality.” (Raza
& Akgunduz, 2008, p. 97). It is immediately clear that these assumptions might make the model

14
unrealistic. They propose different algorithms and the best performing one seems to be the ‘simulated
annealing’ method. (Raza & Akgunduz, 2008).
Song and Zipkin (2003) discuss stochastic models in assemble-to-order (ATO) systems with a focus on
pure base stock policies. “An ATO system is an efficient way to deliver a high level of product variety
to customers while maintaining reasonable times and costs.” (Song & Zipkin, 2003, p. 561). They
discuss one-period, multi-period and continuous time models. For one period models, a linear program
is given that minimizes the cost of inventory and the cost of orders lost, given some demand and supply
constraints. For the Multi-Period, Discrete-Time Models Song and Zipkin (2003) state that within one
time period the problem is the same as the first model. But when you link different periods, the end
state of the first period, is the beginning of the second, and that is where new problems arise. Lead
times for component replenishments complicate the equations, certainly when we get different lead
times for the different products (which is normally the case). Furthermore, lead times can be uncertain,
shortages and backorders can arise, but also excess inventory. Song and Zipkin (2003) propose several
different linear programs for different cases (where each time different assumptions are made) and
evaluate the performance of them all.
Because of the recent trend in the PC manufacturing industry where customers decide out of which
components their PC’s consist (An example of a PC manufacturer who does this very successfully is
Dell), researchers have been studying the field of Configure-to-Order (CTO) systems. In CTO systems
not only are back orders possible for end products, but also for the components (Cheng, Ettl, Lin, &
Yao, 2002). In other words, the optimization model where we assume there is only demand for the
end-products is wrong (in this case). In order to quantify the inventory-service tradeoff, Cheng et al.
(2002) develop a nonlinear optimization model. In this model, no finished goods inventory is kept, but
each component has its own inventory, and they all follow a base stock policy. An interesting result of
this research is that the cost savings because of the lower level of end-product-inventory are much
higher than the extra cost of component inventory that is needed in a CTO environment. Another
interesting result is that forecasting is significantly more accurate in a CTO environment. (Cheng et al.,
2002).
In their paper: ‘Planning Supply Chain Operations: Definition and Comparison of Planning Concepts’,
G.de Kok and J.Fransoo (2002) discuss different planning models. In particular, they discuss two
different types of policies/methods that decide on the daily produced amounts in a productions system.
The first one is a policy based on the optimization of a linear program. An objective function that sums
all costs of inventory and backorders is minimized. This minimization is subject to a set of constraints
such as the customer satisfaction rate. This model is made assuming a rolling schedule context, where

15
future demand is unknown and has to be forecast. The second policy investigated is the base stock
policy, where for each product in the chain an order-up-to-level is decided upon. Each time period the
produced amounts are based on the difference between this order-up-to-level and the inventory of
that product. Kok and Fransoo (2002) translate supply chains and their activities into mathematical
form. This mathematical expression of a supply chain is then used to research the performance of both
concepts using discrete event simulation.
The literature review reveals that a lot of different planning and production decision models have been
developed and tested on their performance under different circumstances of demand and lead time
variability, product structures, etcetera. However, to my knowledge the performance of these policies
under capacity restrictions has hardly been researched. In reality, all machines and production systems
have a maximum capacity, a maximum number of products produced per time period. Researching
how these policies perform under restricted capacity is important. Firstly, adding this factor to
simulations will make it more realistic. Secondly, researching the performance of supply chains under
capacity restrictions can help managers make investment decisions (will extra capacity lead to the
hoped performance improvement).
In this paper, two planning policies are compared, namely Base Stock policies and Linear Programming
based policies. The performance of supply chains controlled by these two policies has already been
researched by (Kok & Fransoo, 2002). This research will expand on theirs by adding capacity restrictions
to their models and testing the performance using simulations. In the next three chapters (chapters
three, four and five), the work of Kok and Fransoo (2002) is discussed in detail. The models and
formulas introduced by them form the basis of the simulations. In Chapter six it is discussed how these
models can be used to implement capacity restrictions in the simulations.

16
3 The Supply Chain Operations Planning Problem
In this part, the supply chain operations planning problem is introduced. In order to build the computer
simulation, the supply chain has to be described in a mathematical fashion. The variables needed to
do so are introduced in this chapter (variables describe goals of the supply chain, the status of
inventory, …). Secondly, the physical restrictions and constrictions, which every supply chain has to
meet (inventory cannot be negative for example), are discussed and translated into mathematical
form. These variables and formulas form the basis of the simulations. The simulations have to meet
these restrictions to be considered valid.
3.1 Definitions “The Supply Chain Operations Planning (SCOP) problem has the objective of coordinating the release
of materials and resources in the supply network in such a way that a certain customer service level is
met, at minimal cost” (Kok & Fransoo, 2002, p.1).
In the Supply Chain network three different activities can be distinguished:
Manufacturing activities: physically transform inputs into outputs.
Transportation activities: move goods from one place to another.
Planning activities: all administrative activities needed to enable manufacturing and
transportation.
“In order to solve the SCOP problem, it is essential that all activities their characteristics and their
relationships in a certain supply chain network are identified” (characteristics of manufacturing
activities are by example processing times, resource requirements,...) (Kok & Fransoo, 2002, p.2).
In the following paragraph, some symbols and variables relating to supply chain activities are
introduced. The same symbols are used by De Kok & Fransoo (2002).
Consider a supply network consisting of N items. For each item 𝑖, 𝑖 = 1,2, … 𝑁:
𝑎𝑖𝑗 number of items 𝑖 required to produce one item 𝑗, 𝑖 = 1,2, … , 𝑁 , 𝑗 = 1,2, … , 𝑁
(The matrix [𝑎𝑖𝑗] is another way of representing the Bill of Materials)
𝐸 {𝑖|𝑎𝑖𝑗 = 0, 𝑖 = 1,2, … , 𝑁, 𝑗 = 1,2, … , 𝑁}
𝐸 is the set of end-items; an end-item is not used in any other item. It is delivered to
the customers of the supply chain.
𝐼 {𝑖|∃ 1 ≤ 𝑗 ≤ 𝑁 𝑤𝑖𝑡ℎ 𝑎𝑖𝑗 > 0 𝑖 = 1,2, … , 𝑁}
𝐼 is the set of intermediate items. Each item that is used in another item in the supply
chain (by example in an assembly process) is in this set.

17
𝑉𝑖 {𝑗|𝑎𝑖𝑗 > 0 , 𝑗 = 1,2, … , 𝑁}
𝑉𝑖 is the set of successors of item 𝑖.
𝑊𝑖 {𝑗|𝑎𝑗𝑖 > 0, 𝑗 = 1,2, … , 𝑁}
𝑊𝑖 is the set of predecessors of 𝑖.
𝐷𝑖(𝑡) independent demand for item 𝑖 in period 𝑡.
Independent demand is generated by customers, it is usually unknown and must be
forecasted.
𝐺𝑖( 𝑡) dependent demand for item 𝑖 in period 𝑡.
(demand for item 𝑖 that is derived from demand for items in 𝐼 ∪ 𝐸)
𝑝𝑖(𝑡) quantity of item 𝑖 that becomes available at the start op period 𝑡.
(because of the transformation activity generating item 𝑖)
𝑟𝑖(𝑡) quantity of item 𝑖 released at the start of period t immediately after receipt of 𝑝𝑖(𝑡).
notice that {𝑟𝑖(𝑡)}are the set of decision variables, these are part of the outcome of
the SCOP problem.
𝐼𝑖(𝑡) physical inventory of item 𝑖 at the start of period 𝑡, immediately before receipt of
𝑝𝑖(𝑡)
𝐵𝑖(𝑡) backlog of item 𝑖 at the start of period 𝑡, immediately before receipt of 𝑝𝑖(𝑡).
𝐽𝑖(𝑡) net inventory of 𝑖, at the start of period 𝑡, immediately before receipt of 𝑝𝑖(𝑡)
𝐽𝑖(𝑡) = 𝐼𝑖(𝑡) – 𝐵𝑖(𝑡)
𝑃 Set of items 𝑖 with 𝐷𝑖(𝑡) > 0 for some 𝑡 ≥ 0
In order to manufacture and transport resources are necessary. The following set of variables takes
this into account:
𝐶𝑘𝑡 Amount of capacity available in units of time of resource 𝑘 in period 𝑡 ,
𝑘 = 1, … , 𝐾, 𝑡 ≥ 1.
With K the number of available resources.
𝑈𝑘 Set of items that can be processed on resource 𝑘.
𝑐𝑖 Time required to process one unit of item 𝑖 on its resource.
all symbols and definitions can be found in Kok and Fransoo (2002)
18
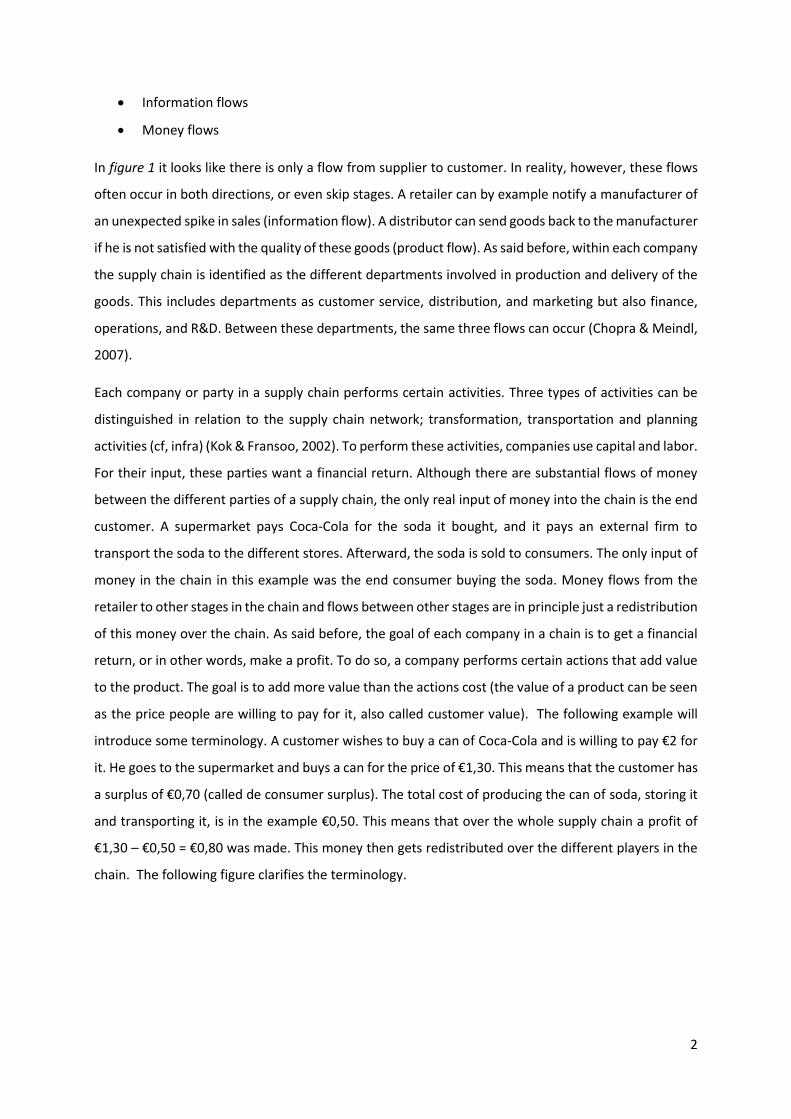
The decision variables related to the release of resources at the start of a period are given by the set
{𝑞𝑖(𝑡)}where 𝑞𝑖(𝑡) is defined as
𝑞𝑖(𝑡) Amount of item 𝑖 processed in period 𝑡, 𝑡 ≥ 0
Transformation and transportation activities take time. The time needed for a product 𝑖 to become
available is called the lead time of 𝑖. The lead time of a product consists of processing time and waiting
time (Kok & Fransoo, 2002).
𝐿𝑖 Lead time of product 𝑖.
throughput time between the time of the release of an order for item 𝑖 and time at
which the ordered items are available for usage in other items and/or delivery to
customers.
In this paper, it is assumed that 𝐿𝑖 is an integer number. This means that a product
cannot become available for further processing or sale in the middle of a time period.
The items 𝑖 released at the start of period 𝑡 are available for usage in period 𝑡 + 𝐿𝑖.
The goal of this paper is to compare different planning concepts in different situations and under
different conditions. The performance will be measured based on costs. Kok and Fransoo (2002)
defined as a cost function:
𝐶(𝑡) the cost incurred at the end of period t, t≥ 0
𝐶(𝑡) = ∑ ℎ𝑖𝐼𝑖(𝑡)
𝑁
𝑖=1
( 1 )
with
ℎ𝑖 value of item 𝑖, ∀𝑖
The cost function 𝐶(𝑡) represents the holding costs that occur in one specific time period. This
however does not represent the actual performance of the chain. To measure the actual performance,
the long-term average cost has to be calculated:
C average long- term cost
C = lim𝑡→∞
1
𝑡 ∑ 𝐶(𝑠)
𝑡
𝑠=1

19
( 2 )
This function only calculates average inventory costs. Also, backlog costs have to be taken into
account, to do so, the following functions are defined:
C’(t) cost incurred at the end of period 𝑡, 𝑡 ≥ 0, including backlog costs
𝐶′(𝑡) = ∑ ℎ𝑖𝐼𝑖(𝑡) + 𝜃ℎ𝑖𝐵𝑖(𝑡)
𝑁
𝑖=1
( 3 )
With
𝜃 = 𝛼
1−𝛼 , (𝑤𝑖𝑡ℎ 𝛼 𝑡ℎ𝑒 𝑠𝑒𝑟𝑣𝑖𝑐𝑒 𝑙𝑒𝑣𝑒𝑙 (𝑐𝑓𝑟 𝑖𝑛𝑓𝑟𝑎)) ( 4 )
The actual performance is measured using the average long-term cost:
𝐶′̅̅̅ = lim𝑡→∞
1
𝑡∑ 𝐶′(𝑠)
𝑡
𝑠=1
( 5 )
The backlog is included in the cost function for two reasons. Firstly, shortages of products lead to an
immediate loss of sales and unsatisfied customers. Customers that are unsatisfied are difficult to retain
and shortages can lead to big losses of sales in the future. Unsatisfied customers often file complaints
with the company, this then leads to extra costs because of complaint handling. When comparing the
supply chain performance, it is important to keep in mind that back orders lead to extra costs and to
take these into account. Secondly, capacity restrictions can influence average shortages. When backlog
costs are taken into account it will be possible to measure the influence of the different policies under
the different conditions on the shortages.
Shortages cost money, but shortages can be avoided by increasing the inventories of products. How
high should a company set these inventories? The actual answer depends on a lot of criteria. However,
the inventories are always set at a level high enough in order to assure a certain minimum service
towards the customer. This service level has to be defined for all items in P (all items with independent
demand). Generally, two different types of service levels are used (Kok & Fransoo, 2002):
𝛼𝑖 the non-stock out probability of product 𝑖, ∀𝑖 ∈ 𝑃
𝛼𝑖 = lim𝑡→∞
𝑃{𝐼𝑖(𝑡) > 0}, ∀ 𝑖 ∈ 𝑃 ( 6 )
𝛽𝑖 the fill rate of product 𝑖, ∀𝑖 ∈ 𝑃

20
𝛽𝑖 = lim𝑡→∞
1 −𝐸[(𝐼𝑖(𝑡)+𝑝𝑖(𝑡)−𝐷𝑖(𝑡))
+]−𝐸[(−𝐼𝑖(𝑡)−𝑝𝑖(𝑡))
+]
𝐸[𝐷𝑖(𝑡)], ∀i ∈ P ( 7 )
Each planning concept has the goal of solving the next problems (Kok & Fransoo, 2002):
Problem (𝑃𝛼):
Min C
s.t. 𝛼𝑖 (𝑃) ≥ 𝛼𝑖∗
Problem (𝑃𝛽):
Min C
s.t. 𝛽𝑖(𝑃) ≥ 𝛽𝑖∗
𝛼𝑖∗ and 𝛽𝑖
∗ are two variables endogenous to the SCOP problem. In practice these two are a strategic
decision made by higher management. These are considered a given for the Supply Chain Operations
Planning Problem. The actual values 𝛼𝑖 and 𝛽𝑖 are results of the planning system.
3.2 Constraints The BOM and the use of resources for manufacturing lead to a set of constraints (Kok & Fransoo, 2002).
In this paragraph, these constraints are discussed.
3.2.1 Material Constraints
The next set of constraints should be satisfied by any SCOP concept.
Given the definition of physical inventory and backlog:
𝐼𝑖(𝑡), 𝐵𝑖(𝑡) ≥ 0, 𝑡 ≥ 0, ∀𝑖 ( 8 )
It is clear that backlog only exists when physical inventory is zero:
𝐼𝑖(𝑡)𝐵𝑖(𝑡) = 0 , 𝑡 ≥ 0, ∀𝑖 ( 9 )
The net inventory is defined as:
𝐽𝑖(𝑡) = 𝐼𝑖(𝑡) − 𝐵𝑖(𝑡), 𝑡 ≥ 0, ∀𝑖 ( 10 )
The increase in backlog cannot exceed exogenous demand:
𝐵𝑖(𝑡 + 1) − 𝐵𝑖(𝑡) ≤ 𝐷𝑖(𝑡), ∀𝑖, 𝑡 ≥ 0 ( 11 )
This equation only makes sense if dependent demand is not back ordered. In this paper, the
assumption is made that dependent demand cannot be back ordered. Kok and Fransoo (2002) argue
that back ordering of dependent demand does not make sense. If you were to back order an item by

21
releasing more than available, physically you would only release all available material. The earliest
moment in time to resolve this back order would be the beginning of the next period. However, now
you have exact information about demand during that period and possibly better information about
future demand. So the decision to back order is not better than the decision to just release all
available material (Kok & Fransoo, 2002).
This has as a consequence that if a product 𝑖 has Di(t) = 0, ∀t, then there is no independent demand
for this product, and for this item applies:
𝐵𝑖(𝑡) = 0 ∀𝑡 ≥ 0 ( 12 )
Dependent demand 𝐺𝑖(𝑡) for item 𝑖, is generated by items in 𝑉𝑖. In order to calculate 𝐺𝑖(𝑡), the sum is
made of all released quantities of items in 𝑉𝑖 at the start of period 𝑡:
𝐺𝑖(𝑡) = ∑ 𝑎𝑖𝑗𝑟𝑗(𝑡), ∀𝑖 ∈ 𝐼
𝑗∈𝑉𝑖
( 13 )
As stated above dependent demand is not back ordered, so there must be sufficient inventory of 𝑖 to
start the manufacturing processes involved (Kok & Fransoo, 2002).
At the start of period 𝑡 the physical beginning inventory equals
𝑝𝑖(𝑡) + max (0, 𝐼𝑖(𝑡) − 𝐵𝑖(𝑡) ) ( 14 )
Consequentially:
𝐺𝑖(𝑡) ≤ 𝑝𝑖(𝑡) + max(0, 𝐼𝑖(𝑡) − 𝐵𝑖(𝑡)) , ∀𝑖, 𝑡 = 1, … , 𝑇 ( 15 )
All released quantities are assumed to be positive. In reality, this means that no returns are possible.
𝑟𝑖(𝑡) ≥ 0, ∀𝑖, 𝑡 = 1, … , 𝑇 ( 16 )
Given these definitions and constraints the next balancing constraint can be written:
𝐼𝑖(𝑡 + 1) − 𝐵𝑖(𝑡 + 1) = 𝐼𝑖(𝑡) − 𝐵𝑖(𝑡) − 𝐺𝑖(𝑡) − 𝐷𝑖(𝑡) + 𝑝𝑖(𝑡), ∀𝑖, 𝑡 = 0, … , 𝑇 ( 17 )
This constraint states that the net inventory (physical inventory minus backlog) in a period of a certain
product equals the net inventory of the previous period minus what was taken out of inventory
(independent and dependent demand) plus what is put in (because of the manufacturing activities).
(Kok & Fransoo, 2002).
3.2.2 Resource Constraints
Each supply chain is constrained by capacity. These constraints are represented through the next set
of constraints.
First of all, for all items that use the same resource or (𝑎𝑙𝑙 𝑖 ∈ 𝑈𝑘) applies

22
∑ 𝑐𝑖𝑟𝑖(𝑡) ≤ 𝐶𝑘𝑡+𝐿𝑖−1
𝑖∈𝑈𝑘
( 18 )
If a product is released in time period 𝑡 then it becomes available in 𝑡 + 𝐿𝑖 , which means it has to be
processed in 𝑡 + 𝐿𝑖 − 1. This constraint makes sure no more resources are released then can be
produced on resource K. However the constraint above is only necessary if it is required that resources
released in t, are produced in 𝑡 + 𝐿𝑖 − 1, or in other words if the decision is made that production
happens as late as possible with respect to the lead time (Kok & Fransoo, 2002). This constraint can be
relaxed (cf. infra).
Comparably the next constraints can be derived:
∑ 𝑐𝑖𝑞𝑖(𝑡) ≤ 𝐶𝑘𝑡
𝑖∈𝑈𝑘
( 19 )
And
∑ 𝑟𝑖(𝑠) ≥ ∑ 𝑞𝑖(𝑠)
𝑡
𝑠=1
𝑡
𝑠=1
( 20 )
This one makes sure that if a processing decision in a certain time period is made, the release decision
has also been made (this way the items are available) (Kok & Fransoo, 2002).
When a certain amount of product 𝑖 is released in period 𝑡, it becomes available in period 𝑡 + 𝐿𝑖 . This
means that in order for it to become available on time, it has to be produced in the periods 𝑡, … , 𝑡 +
𝐿𝑖 − 1. It follows that
∑ 𝑟𝑖(𝑠) ≤ ∑ 𝑞𝑖(𝑠)
𝑡+𝐿𝑖−1
𝑠=1
𝑡
𝑠=1
( 21 )
When equations 18 to 21 are combined:
∑ ∑ 𝑐𝑖𝑟𝑖(𝑠) ≤ ∑ 𝐶𝑘𝑠 , 𝑘 = 1 , … , 𝐾 𝑡 ≥ 1
𝑡+𝐿𝑖−1
𝑠=1𝑖∈𝑈𝑘
𝑡
𝑠=1
( 22 )
(Kok & Fransoo, 2002)

23
3.2.3 The Impact of Lead Times
Lead times allow describing the relationships between {𝑟𝑖(𝑡)}{𝑞𝑖(𝑡)}{𝑝𝑖(𝑡)}.
First, we have that
𝑝𝑖(𝑡) = 𝑞𝑖(𝑡 − 1) ( 23 )
This means that what is produced becomes available in the next time period. Within the constraints
described above this leads to flexibility about when products are actually manufactured. This can also
mean that products can become available earlier (this can be seen as favorable but keeping more in
inventory costs extra) (Kok & Fransoo, 2002).
In the following, the assumption is made that products only become available one lead time after being
released. This will make sure there is certainty about the availability of goods:
𝑝𝑖(𝑡) = 𝑟𝑖(𝑡 − 𝐿𝑖) ( 24 )
With this last constraint the balancing constraint can be rewritten:
𝐼𝑖(𝑡 + 1) − 𝐵𝑖(𝑡 + 1) =
𝐼𝑖(𝑡) − 𝐵𝑖(𝑡) − 𝐷𝑖(𝑡) − 𝐺𝑖(𝑡) + 𝑟𝑖(𝑡 − 𝐿𝑖), ∀𝑖, 𝑡 = 0, … , 𝑇 ( 25 )
(Kok & Fransoo, 2002)
In this chapter, the SCOP problem was discussed in a mathematical fashion. First, the necessary
variables were introduced. These variables represent the different activities of a supply chain or
describe the status of a supply chain. Next, the cost functions were introduced, that will measure the
performance of the supply chain. Thirdly, two different service level concepts were discussed. After
which the SCOP problem was introduced mathematically; minimizing costs, while attaining a minimum
service level. Finally, some constraints were introduced. Every supply chain is subject to these. For the
simulations to be considered correct, these are a necessary condition.

24
4 Base-Stock Policies
Above the general characteristics of a supply chain are discussed. In this chapter and the next chapter,
two planning policies are introduced. The goal of a planning policy is to decide on the amounts to
release and produce in each time period, for each product ({𝑟𝑖(𝑡)} and {𝑞𝑖(𝑡)} for t ≥ 0). Each
planning policy has its own characteristics, advantages and disadvantages. In this chapter the so called
“Base Stock Policy” is discussed. New variables and restrictions specific to these policies have to be
introduced. The variables and formulas introduced in this part are used in the simulations.
The following variables are at the basis of every base stock policy:
𝑂𝑖(𝑡) Cumulative amount of orders outstanding at start of period t
𝑋𝑖(𝑡) = 𝐽𝑖(𝑡), ∀𝑖 ∈ 𝐸 ( 26 )
𝑌𝑖(𝑡) = 𝑋𝑖(𝑡) + 𝑂𝑖(𝑡), ∀𝑖 ∈ 𝐸 ( 27 )
𝑋𝑖(𝑡) = 𝐽𝑖(𝑡) + ∑ 𝑌𝑗(𝑡), ∀𝑖 ∈ 𝐼
𝑗∈𝑉𝑖
( 28 )
𝑌𝑖(𝑡) = 𝑋𝑖(𝑡) + 𝑂𝑖(𝑡), ∀ 𝑖 ∈ 𝐼 ( 29 )
𝑋𝑖 is the echelon inventory stock and 𝑌𝑖 the echelon inventory position of 𝑖. 𝑌𝑖 represents the future
coverage of demand for item 𝑖 (Kok & Fransoo, 2002).
In the first part of this chapter, the very basic ‘pure base stock policy’ is discussed. A few problems will
arise with pure base stock policies, and expansions to the policy will be necessary. In part 4.2; 4.3 and
4.4 these expansions are discussed.
4.1 Pure Base-Stock Policies For each product 𝑖 a company decides on a base stock level:
𝑆𝑖 Base stock level van product 𝑖,
When using a pure base stock policy, the release decision is made like this:
𝑟𝑖(𝑡) = 𝑆𝑖 − 𝑌𝑖(𝑡) ( 30 )
Basically, the company decides on an order-up-to level (𝑆𝑖) for each product. Every time period net
inventory is checked in the number of products short is ordered (Kok & Fransoo, 2002).
In general, pure base stock policies lead to several problems:
(1) It does not take capacity constraints into account,
(2) It is possible that backlog exceeds exogenous demand, which would violate the constraints
defined above; consider the following example:
25
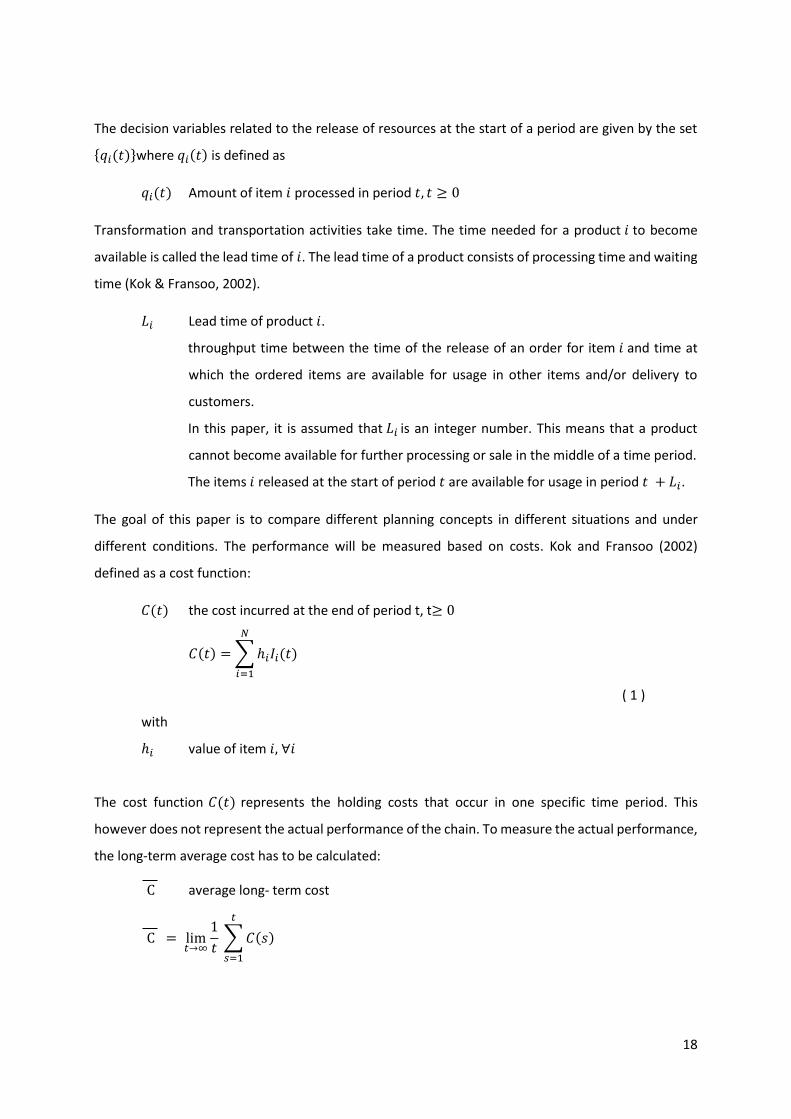
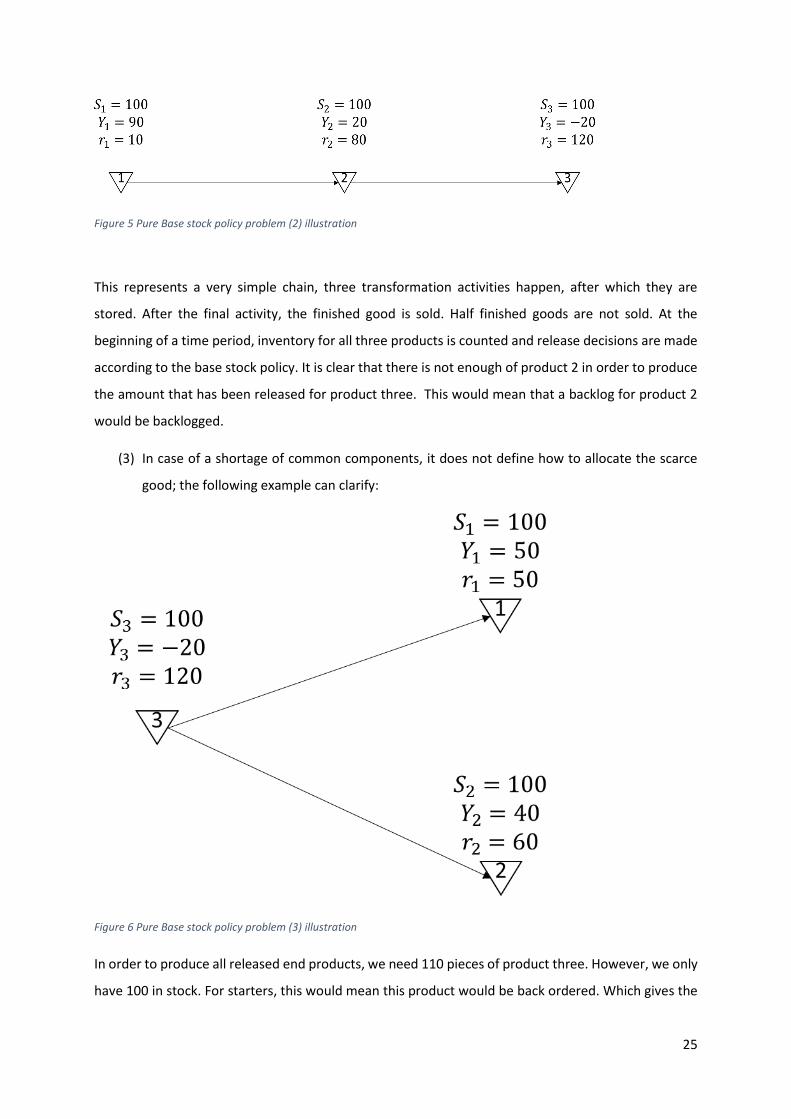
Figure 5 Pure Base stock policy problem (2) illustration
This represents a very simple chain, three transformation activities happen, after which they are
stored. After the final activity, the finished good is sold. Half finished goods are not sold. At the
beginning of a time period, inventory for all three products is counted and release decisions are made
according to the base stock policy. It is clear that there is not enough of product 2 in order to produce
the amount that has been released for product three. This would mean that a backlog for product 2
would be backlogged.
(3) In case of a shortage of common components, it does not define how to allocate the scarce
good; the following example can clarify:
Figure 6 Pure Base stock policy problem (3) illustration
In order to produce all released end products, we need 110 pieces of product three. However, we only
have 100 in stock. For starters, this would mean this product would be back ordered. Which gives the

26
same violation as described above. Secondly, the pure base stock policy does not define how to
allocate the 100 pieces of product 3 that we do have.
4.2 Modified Base-Stock Policies for Convergent Systems In order to solve the second problem (so we don’t release more than available), Kok and Fransoo (2002)
propose to modify the pure base stock policy. When releasing a product, we have to take into account
the availability of its predecessors. For now, a pure assembly system (There is one end product. Each
item has exactly one successor) is assumed. In this sort of system, it is easy to define cumulative lead
times:
𝐿𝑖 𝑐 = 𝐿𝑖, 𝑖 ∈ 𝐸 ( 31 )
𝐿𝑖𝑐 = 𝐿𝑖, +𝐿𝑠𝑢𝑐(𝑖), 𝑖 ∈ 𝐼 ( 32 )
In this case “𝑌𝑖(𝑡) represents the coverage by item 𝑖 of the end-product demand from the start of
period t until the start of period 𝑡 + 𝐿𝑖𝑐 just before releasing the item ordered at the start of period t.
For all items with a longer cumulative lead time, we know exactly their coverage of end-product
demand from the start of period t until the start of period 𝑡 + 𝐿𝑖𝑐. “ (Kok & Fransoo, 2002, p. 10)
𝑍𝑖𝑗(𝑡) coverage of end-product demand by item j from the start of period t
until the start of period 𝑡 + 𝐿𝑖𝑐 , 𝐿𝑗
𝑐 > 𝐿𝑖𝑐
Then the modified base stock policy can be defined as:
𝑟𝑖(𝑡) = 𝑚𝑎𝑥 (0 , 𝑚𝑖𝑛 {𝑆𝑖, min{𝑗|𝐿𝑗
𝑐 ≥𝐿𝑖𝑐}
{𝑍𝑖𝑗(𝑡)}} − 𝑌𝑖(𝑡)) ( 33 )
(Kok & Fransoo, 2002). Although the released quantity will no longer exceed the amount of materials
available, another problem remains. This new policy will only work if a product has maximum 1
successor. It does not tell us how to calculate 𝐿𝑖𝑐 if an item is used in multiple assemblies.
4.3 Base-Stock Policies for Divergent Systems A supply network is divergent when each item has one child, but may have multiple parents. There is
one root item (with a single supplier, with infinite material availability). If a child item is shared and the
cumulative orders for parent items exceed available stock, then parts of the available stock have to be
appointed to different parents. Diks and de Kok (1998) propose a balancing assumption to solve this.
The goal is to balance holding costs and backorder costs (both are assumed linear in the paper). In
order to go into further detail the following variables are introduced (in accordance with Kok and
Fransoo (2002)):
𝑝𝑖 penalty cost for item i, at the end of a period, 𝑖 ∈ 𝐸

27
𝑈𝑖 all items on the path of the root item(inclusive) to item i (exclusive), 𝑖 = 1,2, … , 𝑁
𝐸𝑖 Set of end products downstream of item i,
𝛼𝑘𝑖 non-stockout probability of 𝑘 ∈ 𝐸𝑖 under the optimal policy under the balance
assumption for the subtree of the divergent system with item 𝑖 as root item, 𝑖 =
1,2, … , 𝑁
It follows that:
𝐸𝑖 = {𝑖}, 𝑖 ∈ 𝐸 ( 34 )
𝐸𝑖 = ⋃ 𝐸𝑗 , 𝑖 ∈ 𝐼𝑗∈𝑉𝑖 ( 35 )
“Under the balance assumption, the optimal base stock level Si and optimal allocation policies satisfy
𝛼𝑘𝑖 = ( ∑ ℎ𝑚 + 𝑝𝑘
𝑚∈𝑈𝑖
) (ℎ𝑘 + ∑ ℎ𝑚 + 𝑝𝑘), ∀ 𝑘 ∈ 𝐸𝑖 , 𝑖 = 1,2, … , 𝑁
𝑚∈𝑈𝑘
⁄
( 36 )
From this, one can recursively compute the optimal 𝑆𝑖 and optimal allocation policies. However, this
turns out to be computationally infeasible for realistic instances” (Kok & Fransoo, 2002, p.34).
In order to make this problem computationally feasible (Diks & de Kok, 1999) assume linear allocation
functions:
𝑞𝑗 fraction of shortage allocated to item 𝑗
𝑋𝑡,𝑖 echelon stock of item 𝑖 at time 𝑡 immediately before allocation
𝐼𝑡,𝑗 amount of item 𝑖 allocated to 𝑗, 𝑗 ∈ 𝑉𝑖
A linear allocation rule:
𝐼𝑡,𝑗 = 𝑆𝑗 − 𝑞𝑗 ( ∑ 𝑆𝑚
𝑚∈𝑉𝑖
− 𝑋𝑡,𝑖)
+
( 37 )
In order to decide on the right 𝑞𝑗:
𝐷𝑘 demand per period of item 𝑘 ∈ 𝐸

28
𝜇𝑗 = ∑ 𝐸[𝐷𝑘]
𝑘∈𝐸𝑗
( 38 )
𝜎𝑗 = 𝜎( ∑ 𝐷𝑘)
𝑘∈𝐸𝑗
( 39 )
(Kok & Fransoo, 2002) find the following expression:
𝑞𝑗 = 𝜇𝑗
2
2 ∑ 𝜇𝑚2
𝑚∈𝑉𝑖
+ 𝜎𝑗
2
2 ∑ 𝜎𝑚2
𝑚∈𝑉𝑖
, 𝑗 ∈ 𝑉𝑖 , 𝑖 = 1,2, … , 𝑁
( 40 )
4.4 Synchronized Base-Stock Policies To summarize, in the beginning of the chapter pure base stock policies and the problems that arise
with this kind of policy were discussed. Subsequently, solutions to these problems were discussed. Of
course, in realistic instances, the problems will all arise in one chain. A supply chain normally is not
exclusively convergent or divergent. This means that the solutions above are not immediately
applicable in real life situations. Two new problems arise (Kok & Fransoo, 2002):
(1) The variable 𝑍𝑖𝑗(𝑡) cannot be defined since it is impossible to uniquely define 𝐿𝑖𝑐 in case of
multiple successors.
(2) In the case of a shortage, no procedure is defined for allocating shortage to successors in
general systems.
In order to solve the first problem de Kok and Visschers (1999) introduce a variable similar to 𝑍𝑖𝑗(𝑡),
and an allocation mechanism based on the one used for divergent systems.
Kok and Fransoo (2002) define:
𝐿𝑖𝑐 = 𝐿𝑖, 𝑖 ∈ 𝐸 ( 41 )
𝐿𝑖𝑐 = 𝐿𝑖 + max
𝑗∈𝑉𝑖
𝐿𝑗 , 𝑖 ∈ 𝐼. ( 42 )
𝑠 root node
𝑠 = arg (𝑚𝑎𝑥𝑖
𝐿𝑖𝑐) ( 43 )
By consequence:
𝐿𝑠𝑐 ≥ 𝐿𝑖
𝑐 , 𝑖 ∈ (𝐼 ∪ 𝐸) ( 44 )
The set 𝐶𝑖 is defined as follows:
29
𝐶𝑖 = {𝑗|𝐿𝑗𝑐 > 𝐿𝑖
𝑐 , 𝐸𝑗 ∩ 𝐸𝑖 ≠ ∅ } ( 45 )
Kok and Fransoo (2002) assume:
𝐸𝑗 ∩ 𝐸𝑖 = 𝐸𝑖∀𝑗 ∈ 𝐶𝑖 ( 46 )
The following variables are also defined:
𝐸(𝐶𝑖) = ⋂ 𝐸𝑗𝑗∈𝐶𝑖 ( 47 )
𝑍𝑐𝑖(𝑡) Represents the coverage of future end-product demand for all items 𝐸(𝐶𝑖) at the start
of period 𝑡.
Two different situations will occur:
(1) 𝐸𝑖 = 𝐸(𝐶𝑖)
(2) 𝐸𝑖 ≠ 𝐸(𝐶𝑖)
In what follows, the allocation system in general supply chains is discussed.
The first decision that has to be made is how much to order from the root node item (s). Because this
item has the longest cumulative lead time in the system it has to be ordered before all other goods, if
it has to be available at a certain time period 𝑡. (it is assumed s is unique and thus has the longest
cumulative lead time). The release decision for s is made according to a pure base stock policy (Kok &
Fransoo, 2002):
𝑟𝑠(𝑡) = 𝑆𝑠 − 𝑌𝑠(𝑡) ( 48 )
The release decision of the other goods depends on the situation.
If situation (1) occurs:
𝑍𝑐𝑖(𝑡) is fully dedicated to future demand of end products in 𝐸𝑖. The target coverage is 𝑆𝑖 but it does
not make sense to release above 𝑍𝐶𝑖(𝑡) (Kok & Fransoo, 2002). The release decision becomes:
𝑟𝑖(𝑡) = max (0, min (𝑆𝑖, 𝑍𝑐𝑖(𝑡)) − 𝑌𝑖(𝑡)) ( 49 )
If situation (2) occurs:
𝑍𝑐𝑖(𝑡) is also intended to cover future demand for other goods. How decide on the amount to order
for item 𝑖? To do so Kok and Fransoo (2002) introduce an artificial base stock level 𝑆𝐸(𝐶𝑖)\𝐸𝑖. This relates
to the end products in 𝐸𝐶𝑖\𝐸𝑖. It implies that the target coverage of future demand for all end products

30
in 𝐸(𝐶𝑖) equals 𝑆𝑖 + 𝑆𝐸(𝐶𝑖)\𝐸𝑖. If 𝑍𝐶𝑖
(𝑡) is below this level, part of the deficit must me assigned. Kok
and Fransoo (2002) find the following release policy:
𝑟𝑖(𝑡) = max (0, 𝑆𝑖 − 𝑞𝑖 (𝑆𝑖 + 𝑆𝐸(𝐶𝑖)\𝐸𝑖− 𝑍𝐶𝑖
(𝑡))+
− 𝑌𝑖(𝑡)) ( 50 )
In this chapter, the first planning policy ‘Base Stock’ was described in detail. First, a pure base-stock
policy was discussed, quickly a few shortcomings became clear. In the following parts, modifications
on the pure base-stock policy are discussed that solve these problems. Finally, the ‘Synchronized Base-
Stock’ (SBS) policy is discussed. This policy is fit for most supply chains, and this is the one that will be
tested in the simulations. In the following chapter, a linear program based policy is introduced. This
policy has the same goal as the SBS: making production and release decisions. These two policies will
then be compared later in this dissertation.

31
5 Linear Programming Based Policies in a Rolling Schedule Context
In this part, the linear programming based allocation policy is discussed. It has the same goal as the
SBS: making production and release decisions. The linear program is discussed in part 5.1. This policy
takes place in a rolling schedule context, which is discussed in part 5.2.
5.1 General This policy is used in a rolling horizon situation. When the program is solved also release decisions for
future periods are made. These future time periods are of course not fixed, as they will be affected by
future events (more on this can be found below). When using the linear program, information about
future demand is needed. However, future demand is usually unknown. This means that demand has
to be forecasted (Kok & Fransoo, 2002). To take this into account, the following variables are
introduced:
�̂�𝑖(𝑡, 𝑡 + 𝑠) exogenous demand for item 𝑖 in period 𝑡 + 𝑠 as recorded at the start of
period 𝑡, 𝑡 ≥ 1, 𝑠 ≤ −𝑡 ∀𝑖
𝐺𝑖(𝑡, 𝑡 + 𝑠) endogenous demand for item 𝑖 in period 𝑡 + 𝑠 as recorded at the start of
period 𝑡, 𝑡 ≥ 1, 𝑠 ≤ −𝑡 ∀𝑖
�̂�𝑖(𝑡, 𝑡 + 𝑠) backlog of item 𝑖 released at the start of period 𝑡 + 𝑠 as recorded at the start
of period 𝑡, 𝑡 ≥ 1, 𝑠 ≤ −𝑡 ∀𝑖
�̂�𝑖(𝑡, 𝑡 + 𝑠) quantity of item 𝑖 released at the start of period 𝑡 + 𝑠 as recorded at the start
of period 𝑡, 𝑡 ≥ 1, 𝑠 ≤ −𝑡 ∀𝑖
�̂�𝑖(𝑡, 𝑡 + 𝑠) quantity of item 𝑖 processed at the start of period 𝑡 + 𝑠 as recorded at the
start of period 𝑡, 𝑡 ≥ 1, 𝑠 ≤ −𝑡 ∀𝑖
For 𝑠 ≥ 0, these variables represent forecasts made at the start of period t. For −𝑡 < 𝑠 < 0, these
variables represent actuals. To solve this problem, the assumption has to be made that there is a time
0, at which the state of the supply network is known. At this time, the linear program is solved for the
first time (Kok & Fransoo, 2002).
In chapter three, the general restrictions of every supply chain were discussed. When building a linear
program, these constraints have to be included:

32
𝐼𝑖(𝑡, 𝑡 + 𝑠 + 1) − �̂�𝑖(𝑡, 𝑡 + 𝑠 + 1)
= 𝐼𝑖(𝑡, 𝑡 + 𝑠) − �̂�𝑖(𝑡, 𝑡 + 𝑠) − ∑ 𝑎𝑖𝑗 �̂�𝑗(𝑡, 𝑡 + 𝑠)
𝑁
𝑗=1
− �̂�𝑖(𝑡, 𝑡 + 𝑠)
+ �̂�𝑖(𝑡, 𝑡 + 𝑠 − 𝐿𝑖), ∀𝑖, 𝑠 = 0, … , 𝑇 − 1
( 51 )
�̂�𝑖(𝑡, 𝑡 + 𝑠 − 1) − �̂�𝑖(𝑡, 𝑡 + 𝑠) ≤ �̂�𝑖(𝑡, 𝑡 + 𝑠), ∀𝑖, 𝑠 = 0, … , 𝑇 − 1 ( 52 )
∑ �̂�𝑖(𝑡, 𝑡 + 𝑤)
𝑠
𝑤=1−𝑡
≥ ∑ �̂�𝑖(𝑡, 𝑡 + 𝑤)
𝑠
𝑤=1−𝑡
, ∀𝑖, 𝑠 = 0, … , 𝑇 − 1
( 53 )
∑ �̂�𝑖(𝑡, 𝑡 + 𝑤)
𝑠
𝑤=1−𝑡
≤ ∑ �̂�𝑖(𝑡, 𝑡 + 𝑤)
𝑠+𝐿𝑖−1
𝑤=1−𝑡
, ∀𝑖, 𝑠 = 0, … , 𝑇 − 1
( 54 )
∑ 𝑐𝑖�̂�𝑖(𝑡, 𝑡 + 𝑠) ≤ 𝐶𝑘𝑡+𝑠
𝑖∈𝑈𝑘
, 𝑘 = 1, … , 𝐾, 𝑠 = 0, … , 𝑇 − 1
( 55 )
�̂�𝑖(𝑡, 𝑡 + 𝑠) ≥ 0, ∀𝑖, 𝑠 = 0, … , 𝑇 − 1 ( 56 )
�̂�𝑖(𝑡, 𝑡 + 𝑠) ≥ 0, ∀𝑖, 𝑠 = 0, … , 𝑇 − 1 ( 57 )
𝐼𝑖(𝑡, 𝑡 + 𝑠) ≥ 0 , ∀𝑖, 𝑠 = 0 , … , 𝑇 − 1 ( 58 )
�̂�𝑖(𝑡, 𝑡 + 𝑠) ≥ 0, ∀𝑖, 𝑠 = 0, … , 𝑇 − 1 ( 59 )
(Kok & Fransoo, 2002)
In a rolling schedule context, the decision variables ({𝑟𝑖(𝑡)}, {𝑞𝑖(𝑡)})are implemented. In the model
they are represented by:
𝑟𝑖(𝑡) = �̂�𝑖(𝑡, 𝑡), ∀𝑖, 𝑡 ≥ 1 ( 60 )
𝑞𝑖(𝑡) = �̂�𝑖(𝑡, 𝑡), ∀𝑖, 𝑡 ≥ 1 ( 61 )
Kok and Fransoo (2002) suggest two objective functions:
∑ (∑ ℎ𝑖𝐼𝑖(𝑡, 𝑡 + 𝑠)
𝑇
𝑠=1
+ ∑ 𝜃ℎ𝑖�̂�𝑖(𝑡, 𝑡 + 𝑠)
𝑠∈𝐸
)
𝑁
𝑖=1
( 62 )

33
And
∑ (∑ ℎ𝑖(𝐼𝑖(𝑡, 𝑡 + 𝑠) − 𝑣𝑖)+
𝑇
𝑠=1
+ ∑ 𝜃ℎ𝑖 (𝑣𝑖 − 𝐼𝑖(𝑡, 𝑡 + 𝑠))+
𝑠∈𝐸
)
𝑁
𝑖=1
( 63 )
With
𝑣𝑖 the safety stock of product 𝑖.
In the first objective function, the holding costs are predicted, and a term has been added to take costs
of back orders into account. This is to make sure a certain priority is given to satisfy exogenous demand
(without this, the optimal solution would be to not release or produce anything). However, solving
this to optimality does not make sure the correct service level is attained. Even changing 𝜃 and further
increasing it will not solve the problem. For a value of 𝜃 above a certain 𝜃0 the optimal solution will
not change (Kok & Fransoo, 2002, p. 26). In order to be able to control the service level in a better
fashion the second objective function and the variables 𝑣𝑖 are introduced. 𝑣𝑖 represents the safety
stock of product 𝑖. The higher the service level, the higher 𝑣𝑖 has to be set. In other words, the term 𝑣𝑖
makes sure a certain service level is attained (Kok & Fransoo, 2002). The two terms in the second
objective function make sure that any deviation from the safety stock is punished. This has as a
consequence that if for all end-items 𝐼𝑖(0) = 𝑣𝑖 ∀𝑖 ∈ 𝐸, the optimal solution will have the same value
for the decision variables ({�̂�𝑖(𝑡, 𝑡 + 𝑠)}, {�̂�𝑖(𝑡, 𝑡 + 𝑠)}) for each value of 𝑣𝑖 ∈ 𝐸. Proof of this can be
found in (Kok & Fransoo, 2002). If in the first time periods inventories are at 𝑣𝑖 than for a given demand
pattern in the next periods, the optimal solution will have the same release and processing decisions
(if we assume that backlogged demand has to be fulfilled and is not lost). If one were to plot out the
occurrence of net inventory positions, he would always get the same shape. Only the curve would shift,
depending on the safety stock levels. Imagine a company that sells one type of product and at the end
of each hour net inventory is recorded. After 10000 hours the results are plotted in the following curve:

34
Figure 7 net inventory distribution shift
In this example, the net inventory position follows a normal distribution (this is not necessarily the
case). The company notices that in 2369 out of the 10000 time periods net inventory was negative.
This means a non-stock out service level of 76%. What if the company aims at obtaining non-stock out
service level of 95%? The solution is increasing the safety stock. The reasoning above shows that
changing 𝑣𝑖 means that the shape of the curve won’t change but the curve will shift. An 𝛼∗ of 95%,
means the curve has to shift to the right until 95% of the case is higher than zero. The 5 percentile is
calculated. In this example we see that it is -133. This means that we need to increase 𝑣𝑖 with 133. (Kok
& Fransoo, 2002)
This last observation has as a consequence that “𝑝𝛼 and 𝑝𝛽 for the SCOP concept defined by the LP
constraints and the second objective function have a unique solution {𝑣𝑖}𝑖∈𝐸, where each 𝑣𝑖, 𝑖 ∈ 𝐸,
can be determined independent of all other 𝑣𝑗, 𝑗 ∈ 𝐸, 𝑗 ≠ 𝑖” (Kok & Fransoo, 2002, p.27).
To determine the optimal 𝑣𝑖 Kok and Fransoo (2002) propose the following procedure:
(1) Run a discrete event simulation is, with 𝑣𝑖 = 0, where each period the LP is solved with the
first objective function.
(2) Compute the empirical distribution of 𝐽𝑖(𝑡) − 𝑣𝑖 ≤ 𝑥, based on the simulation in (1).
Calculating the empirical distribution and afterwards the percentiles is time consuming. If the
simulation runs a high enough number of time periods, the actual distribution does not have
to be calculated. The net inventories can be saved in a list, and the percentiles can be easily
calculated.
(3) Compute 𝑣𝑖∗ such that the required service level is achieved.
(4) Run another simulation to compute 𝐶̅(𝑃).

35
However, the second objective function proposed by Kok and Fransoo (2002) causes another difficulty.
The first and the second term of the equation are only calculated when they are positive.
Consequentially, the function is no longer linear. This means the objective function has to be linearized.
To do so a slack variable was added:
𝑆𝐿𝐴𝐶𝐾̂𝑖(𝑡, 𝑡 + 𝑠) Indicates the difference between the net inventory and the Safety stock, for
item 𝑖 in period 𝑡 + 𝑠 as recorded at the start of period 𝑡, 𝑡 ≥ 1, 𝑠 ≤ −𝑡 ∀𝑖.
two constraints were added:
𝐼𝑖(𝑡, 𝑡 + 𝑠) − �̂�𝑖(𝑡, 𝑡 + 𝑠) + 𝑆𝐿𝐴𝐶𝐾̂𝑖(𝑡, 𝑡 + 𝑠) ≥ 𝑣𝑖 , ∀𝑖, 𝑠 = 0, … , 𝑇 − 1 ( 64 )
𝑆𝐿𝐴𝐶𝐾̂𝑖(𝑡, 𝑡 + 𝑠) ≥ 0, ∀𝑖, 𝑠 = 0, … , 𝑇 − 1 ( 65 )
The objective function was adjusted:
∑ (∑ ℎ𝑖𝐼𝑖(𝑡, 𝑡 + 𝑠)
𝑇
𝑠=1
+ ∑ 𝜃ℎ𝑖𝑆𝐿𝐴𝐶𝐾̂𝑖(𝑡, 𝑡 + 𝑠)
𝑠∈𝐸
)
𝑁
𝑖=1
( 66 )
This objective function represents the same thing as the second objective function proposed by (Kok
& Fransoo, 2002), but there is a small difference. In this equation, if inventory for a product 𝑖 is positive
but lower than the safety stock for that product, the calculated cost will be higher because both terms
in the equations will be positive. However, the optimal solution is no different than when the second
objective function would be used. Only the end value of the optimized function would differ but not
the values of the decision variables. This means that the optimal value for the objective function does
not represent the actual costs 𝐶(𝑃). These will have to be calculated afterwards.
5.2 Rolling Horizon The linear program is solved in a rolling horizon context. Essentially, every day you produce you need
to decide on the amount to release and to process that day. To decide on these amounts, the linear
program is solved to optimality, given a starting inventory and forecast of future demand. The linear
program will not only give the amount to produce and release for the current time period, but also for
future time periods. It can do this, because of the forecasts. If a 30-day demand forecast serves as an
input in the program, it will calculate the optimal amounts to produce and release for the following
thirty days. However, forecasts are always prone to error. If the forecast was wrong, it would be
illogical to follow the decisions of the linear program. That is why every time period the linear program
has to be resolved, with the new information.

36
6 Simulation Procedure to take Capacity into Account
Previously, the general supply chain problem was discussed. Then two decisions policies –
synchronized base stock & linear program – were discussed. In this section, the simulation procedure
that is followed to test the performance of the different planning methods under the different
conditions is introduced. The first part handles issues that arise in both cases. In the second part, the
simulation procedure for the linear program based policy is discussed. Finally, in the last part, the base
stock policy simulation procedure can be found.
6.1 General In order to compare both policies under the different circumstances, the conditions of demand and
lead time have to be the same.
6.1.1 Demand
As described above there are two types of demand. Internal and external demand. Internal demand
arises because a product is needed further downstream in the chain. External demand arises from
outside the chain; a customer who buys the product. Although there are exceptions, generally external
demand is unknown and has to be forecast based on history and market projections. A company might
know that on average it will sell x-amount of product each day, and how variable this number is. In
order to implement this in the simulation and make it more realistic, a random number generator is
used to simulate actual demand. Given a distribution and the right parameters (average, standard
deviation, …) this generates a sequence of random numbers that fit that distribution. Although the
actual demand in each period is unknown on beforehand, the input parameters are assumed to be
known to the players in the supply chain. A few problems arise with this approach. Random number
generators are mathematical tools. This means that they will generate numbers that are not realistic.
In this case, it is possible that the system generates sequences that contain decimal numbers and
negative numbers. For decimal numbers, rounding provides an easy solution. For the negative
numbers, a more complex approach is needed. An easy solution is every time a negative number is
generated it means no demand for that time period. However, one of the goals of this research is to
see what the influence is of demand variation. If this solution was applied in a high variation case it is
possible that the actual average demand would be higher than the average that was decided upon.
Another solution is needed. The following logarithm was followed:
Balance = 0
Get_demand():
Demand = randomNumber(average; standard deviation)
Balance = Balance + Demand

37
If Balance >= 0 : balance = 0
Return Maximum(Balance; 0)
This procedure uses a balance that is either zero or negative. If a negative number is generated, for
that period a demand of zero is assumed, and the balance is set at the negative number. In the next
period, the negative amount will be subtracted from the generated number. This way the average will
actually be what was decided upon. To prove this, multiple lists of random numbers have been
generated and the results confirm that this approach solves the problem. This then allows for better
comparisons between cases of different demand variation and allows assessing the influence of
demand variation.
6.1.2 Lead Times
When simulated, lead times will be assumed to be known and fixed. Different lead time structures will
be used, in order to assess the impact of lead times.
6.1.3 Starting Conditions
Another problem is the first period of the simulation. It is best to assume the whole system has been
up and running. In other words, there is inventory and there is work in progress. Starting inventories
are best set at the safety stock levels. It is more difficult for work in progress. If a product takes 5 time
periods to make, how much of it is finished in the first 5 time periods? It is impossible to look at the
production and release decisions of 5 periods earlier because this information is not yet available. In
order to solve this, assume that every period the average periodical demand (sum of external and
internal demand) is finished. This way, when actual processing and production decisions are available
(at the end of period five), the beginning inventory will be at a normal level. Lastly, it is also better not
to include the first time periods in the calculations. If you wish to calculate average inventory, do not
include the inventories in the first periods of the simulation. This warm-up period should be long
enough to overcome the influence of the ‘errors’ in the beginning. How long this warm-up period must
be, depends on the lead times and the number of time periods simulated.
6.1.4 Number of Time Periods Simulated
The actual number of time periods simulated should be long enough to make sure the influence of
outliers (by example because of random demand) is zero. The numbers calculated should represent
the actual values. The only way to know how many time periods are necessary is by running multiple
simulations with the same input and the same number of time periods. If the results differ, more time
periods are necessary. Secondly, the number of time periods has to be high enough so a long ‘warm-
up period’ (see 6.1.3) can be used.
38
6.2 Linear Program The goal is to see how a linear programming based planning policy performs under different conditions
of demand variability, lead times and of course see how capacity constraints influence this. The linear
program policy is based on the equations discussed in section 5.
Taking capacity constraints into account is not difficult in this case. Equation 55 is specifically designed
to take these into account. The difficulty lies in finding the correct height of the capacity Limitations.
To find these the following procedure was used:
1. Run a discrete event simulation without capacity restrictions and with safety stock equal to
zero.
2. Following the procedure described in section 5, calculate the safety stock
3. Rerun the simulation without capacity constraints but with safety stocks
4. Save the amount each machine produces each time period in a list (one list for each machine)
5. Sort the lists from small to large.
6. Calculate the percentiles you need for each machine
Now that you have the right height of the restrictions, the costs are calculated with this procedure:
7. Input the percentiles as maximum capacity for that machine and rerun the simulation without
safety stocks
8. Following the procedure in section 5, calculate the safety stock
9. Rerun the simulation with capacity constraint and safety stock to calculate the costs and
performance of the system.
A few remarks have to be made here. First of all, it would be more correct, theoretically to calculate
the distribution of the produced amounts (step 5 and 6). When this is done, the percentiles should be
calculated out of the distribution. However, this requires a lot of extra calculation time. With enough
time periods, the error made by using the method described above is negligible. Secondly, because
one of the goals is to see the influence of capacity limitations, it is important to calculate an array of
percentiles, from high percentiles to lower. This will give an idea about the performance of the system
in low utilization and high utilization cases. Finally, it is important to redo this exercise for each
different scenario and to recalculate the capacity percentiles for each scenario. Otherwise, it is not
possible to know if a low or a high utilization case is simulated.
The procedure described above works well for implementing restrictions for each machine individually
(e.g. the maximum amount a machine can produce per time period). However, it is also possible that
capacity restrictions exist over multiple machines. An example is people. Often employees can man
multiple workstations. But if an employee has to man one workstation, another station will be idle

39
because of this decision. This means that a tradeoff exists. The decision to produce one product means
that you cannot produce another at that same moment. The equations for the linear program allow
implementing capacity restrictions that exist over multiple machines. If this kind of capacity restriction
exists, it is difficult to simply use the procedure described above. It is not possible to calculate the
percentiles of the capacity used because this information is not available. Another procedure is
needed.
1. Add another machine in the simulation program that serves as an input to all machines that
are capacitated together.
2. Save the amount the machine produces each period in a list
3. Sort the list from small to large amounts
4. Calculate the percentiles you need
The following figure will clarify:
Figure 8 supply chain restriction problem
Four machines are depicted here. To produce one product on machine 1 you need one hour, on
machine 2 you need two man-hours and so on. This can be incorporated into the system using the
following adjustment:
Figure 9 Supply chain restriction problem: solution

40
Machine 5 is added and provides for all other machines. The lead time of machine 5 must then be set
to zero. Using the procedure described above it is possible to calculate how many man-hours if there
was no restriction in that sense. Using discrete event simulation, you can compile a list of how much
you need every time period, sort that list and calculate the percentiles. These percentiles can then be
used as maximum capacity parameters.
In order to clarify, a small example is provided. Imagine a supply chain manufacturing two end-
products, using two workstations. The inputs come from several suppliers; these inputs get
transformed in workstations 1 and 2, into two different end-products. When finished the products go
into inventory and eventually exit the system through sales. As can be seen on the picture the number
of man-hours needed to produce end-product two, is double of what is needed to produce end-
product one.
Figure 10 example of a simple supply chain
In the first case, the assumption is made that for both workstations specialized training is needed. In
other words, when an employee is trained to work on station one, he cannot be used to man station
two. It is clear that the amounts produced daily are constrained by the number of people trained to
work on a specific workstation. A manager in charge of the production decision can easily input this
information into the linear program discussed in section 5, and the optimal solution will show how
many people are needed to man each station. This manager can wonder what would happen if he had
less or more people available. He wishes to determine the influence of capacity restrictions on his
system. To do so the procedure discussed above can be used.
1. Run a first simulation where capacity is unlimited, and the safety stocks are set equal to zero.
2. Out of this first simulation, calculate the optimal safety stocks:
a. Every time period safe the net inventories (for product one and two) in a list
b. Sort the lists from small to large
c. Calculate the 5th percentiles (5th percentile if 𝛼∗ is 95%)

41
d. These percentiles are now the safety stocks (𝑣1 𝑎𝑛𝑑 𝑣2).
3. Rerun the simulation with capacity unlimited and the safety stocks equal to the 5th percentiles
4. Save the daily produced amounts by machine one and two in two different lists.
5. Sort these lists from small to large. The largest numbers in these lists show how much capacity
(in this case how many man-hours) is needed if the manager wants to be capable of producing
everything, every time period. However, investing so much is usually uneconomical. A large
part of the capacity would practically never be used. In how much man-hours to invest then?
6. To solve this question, take a look at the other numbers in the lists. Calculate the 99th, 95th,
90th, 85th and 80th percentile (and others if deemed necessary).
7. Set the 99th percentiles of both machines as maximum man-hours each day, set the safety
stocks to zero and rerun the simulation.
8. Repeat step two to calculate the safety stocks.
9. Rerun the simulation with the new safety stocks and capacity limitations to calculate costs.
10. Repeat steps 7 to 9 with the other percentiles as the maximum capacity.
11. Out of the calculations, a decent idea exists of the necessary capacity.
In reality, however, it is often the case that people can man multiple machines. In the example, this
would mean that the workstations are not separately restricted, but a capacity restriction exists over
both. It is clear that the total amount of product finished each day depends on the total number of
man-hours available. The tradeoff is also very clear if the manager decides to produce a unit of product
two, he loses two units of product one. Again, given the total number of man-hours available, the
person(s) responsible for the production decision could very easily just input the data into the linear
program. Solve it, and then find the optimal product mix. Again, the managers responsible can wonder
what the influence would be of increasing or decreasing capacity. The difference with the first example
is that the employees can now work both machines. Other characteristics of the chain are the same
(demand, lead time, ….). Again there is a need to determine the percentiles. One could argue that the
same method as above can be used. Eventually, two lists would be available with production
information for each machine. As maximum capacity, the production amounts of each time period are
summed up, and the percentiles are calculated out of this list. However, if the efficiencies of both
machines are different, this too would have to be taken into account, while calculating the percentiles.
Although it is not a big problem for this small example, it can be in realistic situations with multiple
machines or workstations that are constricted by the same resource. It is easier to program the supply
chain in the following way:

42
Figure 11 Example of a simple supply chain: with common restriction
With machine three providing the other two of man-hours, and the lead time of this equal to zero.
Now the same procedure as above can be followed. Only the capacity percentiles for machine three
have to be calculated, and this is the only machine that has to be restricted later. For machine three
you do not have to set any safety stocks. However, the inventory always needs to be “full” at the
beginning of every period.
1. Run the first simulation, with an unlimited capacity assumption, and the safety stocks are set
equal to zero. The production time for workstation three is equal to zero, it can immediately
provide to the other workstation.
2. Out of this first simulation calculate the optimal safety stocks:
a. Every time period safe the net inventory in a list (not for workstation three)
b. Sort the list from small to large
c. Calculate the 5th percentile (5th percentile if 𝛼∗ is 95%)
d. This percentile is now the safety stock
3. Rerun the simulation with capacity unlimited and safety stocks equal to the 5th percentile
4. Save the daily amounts produced by workstation three in a list.
5. Sort this list from small to large. The largest numbers in these lists show how much capacity
(in this case how many man-hours) is needed if the manager wants to be capable of producing
everything, every time period.
6. Calculate the 99th, 95th,90th ,85th and 80th percentile (and others if deemed necessary).
7. Set the 99th percentiles as the number of man hours in inventory every day, set the safety
stocks to zero and rerun the simulation.
8. Repeat step two to calculate the safety stocks
9. Rerun the simulation with safety stock and capacity constraint to calculate costs
10. Repeat steps 7 to 9 with the other percentiles as maximum capacity
11. Out of the calculations, a decent idea exists of the necessary capacity
43
6.3 Base Stock In this part, the simulation procedure of a supply chain controlled by a base stock policy (as described
in part four) is discussed. The procedure to find the right height of the restrictions is very similar to the
one used for a linear program.
1. Calculate base stocks (𝑆𝑖) for each product using formula 36.
2. Adjust base stocks if the alpha level is not met.
rules for adjusting:
if service level > 𝛼∗: decrease the safety stock level of only that product (not of products
upstream in the chain)
if service level < 𝛼∗: increase safety stock level of that product (not products upstream
in the chain). If this increase does not affect service level, then also increase the safety
stock of the products upstream.
3. Run a discrete event simulation.
4. Save the amount each machine produces each time period in a list (one list for each machine)
5. Sort the lists from small to large.
6. Calculate the percentiles for each machine.
7. Input the percentiles as maximum capacities for the respective machines and rerun the
simulation.
8. Check service levels and adjust if necessary
9. After adjusting rerun the simulation
10. Repeat steps 8 and 9 until the service level is equal to 𝛼∗
The procedure above is fitted for situations where machines are separately constrained. When a
situation arises where a restriction over multiple workstations exists another procedure has to be
followed. In this case, the same procedure as for the linear program has to be followed. An extra
workstation has to be added to the simulation that provides to all workstations that are restricted
together, and the lead time of the machine is then set to zero. The same procedure as above can then
be followed to assess the influence of capacity limitations. Save all the amounts produced each time
period on the extra workstation. Sort this list and calculate the percentiles. These then serve as
maximum capacities The starting inventory of this machine is set at the maximum capacity and every
time period it has to be reset at this level.
In this chapter, the simulation procedures to incorporate capacity limitations were discussed. In the
following chapter, a case study where these procedures are used is introduced.

44
7 The Case Study
Previously, the supply chain planning problem and two planning policies were discussed in detail. In
chapter 6 a procedure is introduced that allows implementing capacity limitations into simulations.
The goal of this paper is to test the performance of these planning policies under different
circumstances. In order to do this, a case is simulated. In this chapter, this case is described in detail.
This case has been used before and can be found in Kok and Fransoo (2002).
7.1 Description The following figure represents the case used:
Figure 12 The case study (Kok & Fransoo, 2002, figure 5)
The figure depicts a two stage system. In a first stage, inputs come into the system and get transformed
in workstation 5 to 11. The outputs of these workstations are subassemblies 5 to 11. In the following
stage, these seven subassemblies are assembled to make four different end products (products 1 to
45
4). For the end-products, only one piece of each component is needed. The finished goods are then
sold to consumers. In this case, it is assumed that the subassemblies (products 5 to 11) are not sold to
external consumers. Within the group of subassemblies, three different types can be distinguished:
The specific components. Components that are only used in one specific end-product.
These are subassemblies 5 to 8.
The common component. This component is used in every end-product.
In this case, this is component 11.
The semi-common component. Used in more than one, but not all end-products.
In this case components 9 and 10.
7.2 Service level In this case, the goal of the supply chain is to get a non-stock out probability 𝛼 of 95%, for each end
product. No minimum level of 𝛽 will be used.
7.3 Demand There is only external demand for the four different end products. This demand for the four different
products is assumed to be i.i.d. it is also independent of demand in other time periods.
In this case, demand for the end-product follows a normal distribution with an average of 100 pieces
sold each time period. In order to determine the influence of demand variability different standard
deviations have to be used. Four different scenarios are tested, each with a different coefficient of
variance; 𝑐𝑣2 = 0.25; 0.5; 1; 2.
7.4 Lead time Three different lead time structures will be used in order to assess the effect of lead times. In the first
structure, a long lead time will be assumed for the common component and a short lead time for the
specific components. The second structure assumes the opposite: a long lead time for the specific
assemblies, a short lead time for the common component. The third lead time structure assumes a
long lead time for the semi-common components.
(𝐿𝑒 , 𝐿𝑠𝑝, 𝐿𝑠𝑐 , 𝐿𝑐) = (1,1,2,4); (1,4,2,1); (1,1,4,2)
With
𝐿𝑒 = lead time for end products
𝐿𝑠𝑝 = Lead time for specific components
𝐿𝑠𝑐 = Lead time for semicommon components
𝐿𝑐 = Lead time for the common compontent

46
In this case:
𝐿𝑖 = 𝐿𝑒 𝑓𝑜𝑟 𝑖 = 1,2,3,4
𝐿𝑖 = 𝐿𝑠𝑝 𝑓𝑜𝑟 𝑖 = 5 ,6,7,8
𝐿𝑖 = 𝐿𝑠𝑐 𝑓𝑜𝑟 𝑖 = 9,10
𝐿𝑖 = 𝐿𝑐 𝑓𝑜𝑟 𝑖 = 11
The combination of the different lead time structures with the different demand variability leads to 12
different situations.
7.5 Capacity To calculate the influence of capacity restriction on the performance of the system, the procedure
described in section 6 is used. The different percentiles used as maximum capacity are: 99%; 95%;
90%; 85%; 80%. The 99% case means that in 99% of the time periods the workstation will be capable
of delivering everything that would normally be asked of it if no capacity restriction existed. If the
capacity is restricted at 80%, in one out of 5 time periods, the machine will not be capable of producing
everything it would normally be asked to produce. These restrictions will be used for every
combination of lead time structure and demand variability.
When testing the linear program policy, three different case types are simulated:
No capacity restrictions.
In these cases, capacity is assumed unlimited. The different structures of demand variability
and lead time are implemented and the percentiles needed for capacity maximums are
calculated.
Separately capacitated.
Each workstation has a maximum amount of products it can produce each time period. This
maximum is based on the percentiles calculated in the no capacity restriction case with the
same demand variability and lead time structure.
Common capacity restriction.
In this last case, it is assumed that workstations one to four are restricted together. There is
an input these four use together that limits the total number of end products made each time
period.
When testing the base stock policy two different case types are simulated. The uncapacitated case and
the case where capacity is commonly restricted. The cases where the machines are assumed to be
separately capacitated is not simulated. The reason being that when separate capacitation is assumed,

47
the formulas in part four have to be adapted to take this into account. This is not the goal of this paper,
and would take us too far.
7.6 Cost structure To calculate the costs of the system, the following structure is used:
(ℎ𝑒 , ℎ𝑠𝑝, ℎ𝑠𝑐 , ℎ𝑐) = (100,10,30,50)
With
ℎ𝑒 = holding cost for end products
ℎ𝑠𝑝 = holding cost for the specific components
ℎ𝑠𝑐 = holding cost for the semicommon components
ℎ𝑐 = holding cost for the common component
In this case, this means:
ℎ𝑖 = ℎ𝑒 𝑓𝑜𝑟 𝑖 = 1,2,3,4
ℎ𝑖 = ℎ𝑠𝑝 𝑓𝑜𝑟 𝑖 = 5,6,7,8
ℎ𝑖 = ℎ𝑠𝑐 𝑓𝑜𝑟 𝑖 = 9,10
ℎ𝑖 = ℎ𝑐 𝑓𝑜𝑟 𝑖 = 11.
The cost for the backlog is calculated using formula 4. This gives a 𝜃 of 19. In other words, the cost of
backlog is 19 times the cost of a product in inventory. Backlog only exists for the four end-products.
The formulas and planning methods introduced in chapters three, four and five are now applied to
that case study introduced in this chapter. The procedure described in chapter six allows incorporating
capacity restrictions in the system. In the following chapter, the results of the simulations are described
and discussed.

48
8 Analysis
8.1 Performance of the Linear Programming Policy
8.1.1 No Capacity Limitations
Figure 13 Performance of the linear programming based policy without capacity limitations. (a) safety stock; (b) average inventory cost; (c) average back order cost; (d) average total cost; (e) fill-rate.
89%
90%
91%
92%
93%
94%
95%
96%
97%
98%
99%
0,25 0,5 1 2
Fill-
Rat
e
CV²
Lc = 4 Lc = 1 Lc = 2e
€-
€10 000,00
€20 000,00
€30 000,00
€40 000,00
€50 000,00
€60 000,00
0,25 0,5 1 2
Avg
BO
Co
st
CV²
Lc = 4 Lc = 1 Lc = 2c
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Avg
To
tal c
ost
CV²
Lc = 4 Lc = 1 Lc = 2d
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
0,25 0,5 1 2
Avg
Inv
Co
stCV²
Lc = 4 Lc = 1 Lc = 2b
0
100
200
300
400
500
600
0,25 0,5 1 2
Safe
ty S
tock
CV²
Lc = 4 Lc = 1 Lc = 2a

49
In the first part, the performance of the linear program based policy is discussed. We start with the
performance under no capacity limitations.
On the graphs above, you can see four groups of bars. Grouped per variance of demand. In each group
the first bar signifies the case where the lead time is long for the common components and short for
the specific components. The second bar signifies the opposite (long lead time for specific, short lead
time for common components). The third bar shows the results for the cases where semi-common
components have a long lead time (see lead time structure part 7.4).
The upper left graph shows how high the safety stock of an end product has to be set in order to obtain
a 95% non-stock-out probability when no capacity restrictions exist. It has to be noted that under the
linear program based policy, safety stocks are only set for finished goods. Because of the symmetry of
the case, one can assume that the safety stocks for the end products are for all four equally high. This
is not necessarily the case, but the simulations confirmed this assumption. As expected, when demand
variability increases, the safety stock necessary to obtain the service level increases as well. Another
observation that can be made based on the graph is that when components that are commonly used
have a long lead time, a higher safety stock is needed to obtain the same service level. When the lead
time of the common components is shorter, safety stocks can go down. The reason lies in the fact that
when in a single time period, higher than average demand occurs for multiple products, the number
of the common components in stock decreases fast, and if this component has a long lead-time, it
takes a while until it is refilled. To buffer against this longer lead time the safety stocks of the end
products have to increase.
Graphs b, c, and d show the average daily inventory, back order and total costs associated with the
different lead time structures and demand variance. It is immediately clear that the costs follow the
same evolution as the safety stocks. If demand variance rises inventory and backorder costs rise too.
Inventory costs are higher when the lead time of the common component is longer. This is caused
partly by the higher necessary safety stocks. Reducing lead time of the common component can
positively influence the performance of the system as it reduces necessary safety stock, inventory costs
and backorder costs.
In graph e, the fill rate is depicted. The goal was attaining a minimum non-stock-out level. The
simulation was not subject to a minimum fill rate. It is clear that the fill rate decreases when demand
variance increases. Secondly, fill rate is generally higher when the common component has a short
lead time.
In the following part, capacity restrictions are introduced. Because it was clear from the previous that
the lead time of the common component greatly influences the costs, only the cases where the lead
time is long and short are discussed in detail.

50
8.1.2 Separately Capacitated Case
8.1.2.1 Common Component with Long Lead Time
Figure 14 Performance of the linear programming based policy in a system where each workstation has a capacity limit. The common component has a long lead time (4 time periods). (a) safety stock; (b) average inventory cost; (c) average back order cost; (d) average total cost; (e) fill-rate.
88%
90%
92%
94%
96%
98%
100% 99% 95% 90%
Fill-
Rat
e
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2
€150 000,00
€170 000,00
€190 000,00
€210 000,00
€230 000,00
€250 000,00
€270 000,00
€290 000,00
€310 000,00
100% 99% 95% 90%
Avg
Inv
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 b
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
100% 99% 95% 90%
Avg
To
tal C
ost
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 d
€10 000,00
€20 000,00
€30 000,00
€40 000,00
€50 000,00
€60 000,00
€70 000,00
€80 000,00
€90 000,00
100% 99% 95% 90%
Avg
BO
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 c
200
300
400
500
600
700
800
100% 99% 95% 90%
Safe
ty S
tock
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 a
e

51
In order to test the influence of capacity, the average demand was kept at the same height, while the
maximum amount produced daily was decreased. In the case without capacity limitation, the daily
produced amounts on each machine were saved and several percentiles of that list were calculated.
These percentiles then served as maximum capacities in later simulations. In the graphs above you can
see the horizontal axis ranges from 100% to 90%. These are the percentiles. 100% means no capacity
limitation. 90% means that the 90th percentile was used as maximum (this means that in 10% of time
periods the machines could not produce as much as it would have with unlimited capacity). This first
paragraph focusses on separately restricted machines (each machine has its own maximum capacity).
In graph a, the influence of capacity restriction on the safety stock necessary to obtain the 95% service-
level is depicted. As can be seen, the safety stocks are more or less stable until the 95% point, after
which a strong increase is necessary. This 95% point means that in 95% of the cases the machines are
capable of producing what would have been asked of it if capacity was unlimited. Inventory costs
follow a slightly different evolution (graph b). When capacity is restricted below 95%, a strong increase
in inventory cost happens (because of the increased safety stock). However, the simulations show that
this 95% point is optimal in terms of inventory costs. In other words, having more capacity has a
negative influence on the inventory policy. Backorder costs (graph c) seem to be fluctuating more
strongly. Generally, a high demand variance leads to higher BO costs, which also means a lower fill-
rate (graph e). In terms of total costs (graph d), it seems that some capacity limitation leads to a better
performance of the linear program. It seems that the optimal point is the 95% capacity limitation (this
means that each machine is capable of producing what it would produce under unlimited capacity in
95 percent of the time). In the case where demand variance is very low, capacity can even be lower.
It should be noted that situations, where capacity was restricted even further, were also simulated. In
these cases, safety stocks had to be set extremely high (above one hundred times average daily
demand). This can be explained. In the first time period, the inventories are assumed to be equal to
the safety stock. The extremely high inventories are the starting inventories that decline over the
number of time periods simulated. The capacity of the chain is too low, to rebuild the inventory. As a
solution, the system sets the starting inventory extremely high. This is confirmed by doing the same
simulation but doubling the number of time periods simulated. The safety stock, in this case, is much
higher (or the beginning inventory has to be much higher).
In the following part, the same simulations will be done, but with a different lead time structure. In
the next graphs lead time of the common component is assumed to be short, while the lead time for
the specific components is assumed to be longer (the opposite of what was simulated in this
paragraph).

52
8.1.2.2 Common Component with Short Lead Time
Figure 15 Performance of the linear programming based policy in a system where each workstation has a capacity limit. The common component has a short lead time (1 time period). (a) safety stock; (b) average inventory cost; (c) average back order cost; (d) average total cost; (e) fill-rate.
200
400
600
800
1000
1200
1400
100% 99% 95% 90% 85%
Safe
ty S
tock
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 a
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
100% 99% 95% 90% 85%
Avg
Inv
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 b
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
€450 000,00
€500 000,00
100% 99% 95% 90% 85%
Avg
To
tal C
ost
Capacity limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 d
€-
€20 000,00
€40 000,00
€60 000,00
€80 000,00
€100 000,00
€120 000,00
€140 000,00
€160 000,00
100% 99% 95% 90% 85%
Avg
BO
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 c
80%
85%
90%
95%
100%
100% 99% 95% 90% 85%
Fill-
rate
Capacity limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 e

53
In the situation without capacity restrictions, safety stocks were smaller when the lead time of the
common component was shorter. This is still the case when capacity is limited (and the workstation
are separately restricted). In only two cases the safety stocks have to be higher when the lead time of
the common component is shorter (99% & CV²=2 and 95% and CV²=2), but it is only a small difference.
A second striking difference is that in the case where the common component had a long lead time,
capacity restriction below 90% was impossible, the service level could not be obtained. In this case, it
seems that the system is more robust. Although the increase in necessary safety stock is considerable,
if the capacity is below 90% it is still possible to obtain a 95% service level. When the capacity is below
85% it is no longer possible to do so. In this case (just like before) the necessary safety stock is stable
until the 95% point. When capacity is restricted further, large increases in safety stock are necessary.
A big difference with before is that capacity, in this case, can be restricted to 85%. Very large safety
stocks are necessary but the service level is attained (see graph a). In graph b, inventory costs are
depicted. It is clear that when capacity is more and more scarce, inventory costs rise. Starting from an
unlimited capacity situation and restricting capacity more and more, it can be seen that inventory costs
are stable as long as capacity is above 90%. Even less capacity will lead to very big increases in inventory
costs. Backorder costs are a different story (graph c). The backorder costs seem to be fluctuating more.
Certainly in the high demand variability case. The backorder costs increase dramatically when capacity
is constricted below 90%. Although the 95% non-stock-out service level is obtained, the fill rate is much
lower (79%) (graph e). All costs together one can conclude that capacity should certainly be above 90
percent (this means in 90% of the time periods, the workstations can produce what they would have
if capacity was unlimited). If capacity is lower, the cost increase is enormous. Although costs are higher
when demand variability is higher, there seems to be no influence on how strong the cost increase is
when less capacity is available (graph d). The actual point of optimal capacity is different when demand
variability is different. It seems that the higher the demand variability, the higher the optimal capacity.
In the following paragraph commonly used capacity is restricted. This means that a capacity restriction
exists over multiple machines. In this case, a capacity restriction exists over the four workstations that
produce the end-products. The paragraph is divided into two different parts, in the first part the lead
time of the common component is long, in the second part, the lead time of the common component
is assumed to be short. These two lead time structures represent both the least performing and best-
performing cases.

54
8.1.3 Common Capacity Restriction
8.1.3.1 Common Component with Long Lead Time
Figure 16 Performance of the linear programming based policy in a system where a capacity limitation exists over multiple workstations. The common component has a long lead time (4 time periods). (a) safety stock; (b) average inventory cost; (c) average back order cost; (d) average total cost; (e) fill-rate.
300
350
400
450
500
550
600
650
700
100% 99% 95% 90%
Safe
ty S
tock
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2a
€170 000,00
€190 000,00
€210 000,00
€230 000,00
€250 000,00
€270 000,00
€290 000,00
€310 000,00
100% 99% 95% 90%
Avg
Inv
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2b
€20 000,00
€30 000,00
€40 000,00
€50 000,00
€60 000,00
€70 000,00
100% 99% 95% 90%
Avg
BO
Co
st
Capacity limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2c
€200 000,00
€220 000,00
€240 000,00
€260 000,00
€280 000,00
€300 000,00
€320 000,00
€340 000,00
€360 000,00
€380 000,00
100% 99% 95% 90%
Avg
To
tal C
ost
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2d
91%
92%
93%
94%
95%
96%
97%
100% 99% 95% 90%
Fill
Rat
e
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 e

55
These graphs depict a situation where workstations 1 to 4 all share a common resource that is limited.
On the horizontal axis’s the capacity limitation is depicted. The more to the left, the less capacity is
available. The 100% capacity point means that capacity is unlimited. The 95% capacity point means
that in 5% of the time periods, not enough resources are available. During the simulations, it seemed
impossible to restrict the capacity lower than the 90% point. The supply chain was incapable of
producing enough, to keep up with demand and assure a 95% service level.
In graph a, the necessary safety stock is depicted. It is clear that no matter the demand variance, the
necessary safety stock increases dramatically if capacity is restricted below the 95% point. If capacity
is lower than this point, extra investment will lead to a decrease in necessary safety stock. Given a
certain capacity, safety stock depends on demand variability. The higher the demand variability, the
more end- products have to be kept in inventory to assure the 95% non-stock-out probability. Naturally,
the inventory costs follow the same evolution. No matter the demand variance, if capacity is limited
below the 95% point, inventory costs increase strongly. Given a certain capacity, inventory costs
increase if demand variance is higher (graph b). No matter the demand variability it seems that the 95%
point is the optimal capacity point. Backorder costs, however, seem to follow a less predictable
evolution. The number of back orders goes down significantly in the high demand variance case when
capacity is limited to the 90% point. This is remarkable because it is not what one would expect. The
higher necessary safety stock to cope with the high variability and the limited capacity leads to a higher
fill rate (see graph e). Stock-outs still occur in 5% of the time periods, but the amount that is short is
much lower in comparison with the other cases. This decrease in back orders leads to a decrease in
total costs (graph d). For the high demand variability case, the optimal capacity point is at 90%.
Investing in more capacity will lead to a cost increase. However, when demand variability is lower,
more capacity is needed. In the other cases, the 95% point is optimal in terms of total costs.
In this paragraph, the analysis was done given that the lead time of the common component was long
(4 time-periods). In the following paragraph the same analysis is done, but on the cases where the lead
time of the common component is short (1 time-period).

56
8.1.3.2 Common Component with Short Lead Time
Figure 17 Performance of the linear programming based policy in a system where a capacity limitation exists over multiple workstations. The common component has a short lead time (1 time period). (a) safety stock; (b) average inventory cost; (c) average back order cost; (d) average total cost; (e) fill-rate
250
300
350
400
450
500
550
600
100% 99% 95% 90% 85%
Safe
ty S
tock
Capicity limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 a
€100 000,00
€120 000,00
€140 000,00
€160 000,00
€180 000,00
€200 000,00
€220 000,00
€240 000,00
100% 99% 95% 90% 85%
Avg
Inv
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 b
€10 000,00
€15 000,00
€20 000,00
€25 000,00
€30 000,00
€35 000,00
€40 000,00
€45 000,00
€50 000,00
€55 000,00
€60 000,00
100% 99% 95% 90% 85%
Avg
BO
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 c
€100 000,00
€120 000,00
€140 000,00
€160 000,00
€180 000,00
€200 000,00
€220 000,00
€240 000,00
€260 000,00
€280 000,00
€300 000,00
100% 99% 95% 90% 85%
Avg
To
tal C
ost
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 d
92%
93%
94%
95%
96%
97%
98%
99%
100% 99% 95% 90% 85%
Fill
rate
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 e

57
Necessary safety stock is generally lower when the lead time of the common component is shorter
(see 8.1.1 and 8.1.4). In this case, the same conclusions can be drawn; higher safety stocks are
necessary when variability of demand is higher and when capacity is scarcer (graph a). In graph b, the
average inventory costs per time period are depicted. Inventory costs remain stable when capacity
gets more and more scarce, certainly in the low variability cases. The lower the demand variability, the
lower the inventory costs. If demand variability is low, investing in extra capacity will probably not
influence the inventory cost much. But a bigger influence can be expected if demand variability is high
(graph b). Back orders are less stable and fluctuate strongly. It is important to remember that in all
case a 95% non-stock-out service level was obtained. The cause of the fluctuation is because of the
change in fill rate (graph e).
Everything together, the total costs are stable, although small savings can be made, by having the right
amount of capacity available. Finding ways to reduce demand variability will have a bigger influence
on costs.
It is clear the lead time of the common component largely influences the average inventory and
backorder costs. For that reason, this will be discussed in detail. In the following paragraph, the
influence of reducing lead time of the common component is discussed in three different cases of
capacity restrictions (no limitations, separately restricted workstations, workstations limited by a
common resource).

58
8.1.4 The Influence of The Lead Time Structure
In this first part, the influence of reducing lead time of the common component when no capacity
limitations exist is discussed.
8.1.4.1 Unconstrained Case
Figure 18 Influence of the lead-time structure in a system where no capacity limitation exists. (a) safety stock; (b) average inventory cost; (c) average back order cost; (d) average total cost.
It seems that no matter the demand variability, if the lead time of the common component increases,
so does necessary safety stock (graph a), average inventory costs (graph b), average back order cost
(graph c), and average total cost (graph d). It seems that investments in reducing common component
lead time greatly influence costs. It should be noted that when the lead time of the common
component was low, lead time of the specific component was high (see case study, part 7.4). This in
that changing lead times of a specific component will not influence costs as much.
0
100
200
300
400
500
600
0,25 0,5 1 2
Safe
ty S
tock
CV²
Lc = 1 Lc = 2 Lc = 4a
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
0,25 0,5 1 2
Avg
Inv
Co
st
CV²
Lc = 1 Lc = 2 Lc = 4b
€-
€10 000,00
€20 000,00
€30 000,00
€40 000,00
€50 000,00
€60 000,00
0,25 0,5 1 2
Avg
BO
Co
st
CV²
Lc = 1 Lc = 2 Lc = 4c
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Lc = 1 Lc = 2 Lc = 4d

59
8.1.4.2 Separately Capacitated
Figure 19 Influence of the lead-time structure in a system where each workstation has a capacity limit. (a) safety stock & limit = 99%; (b) average total cost & limit = 99%; (c) safety stock & limit = 95%; (d) average total cost & limit = 95%; (e) safety stock & limit = 90%; (f) average total cost & limit = 90%.
0
100
200
300
400
500
600
0,25 0,5 1 2
Safe
ty S
tock
CV²
cap = 99%
Lc = 1 Lc = 2 Lc = 4a
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
0,25 0,5 1 2
Tota
l Co
sts
CV²
cap = 99%
Lc = 1 Lc = 2 Lc = 4b
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Safe
ty S
tock
CV²
Cap = 90 %
Lc = 1 Lc = 2 Lc = 4f
0
100
200
300
400
500
600
700
800
0,25 0,5 1 2
Safe
ty S
tock
CV²
cap = 90%
Lc = 1 Lc = 2 Lc = 4e
0
100
200
300
400
500
600
0,25 0,5 1 2
Safe
ty S
tock
CV²
Cap = 95%
Lc = 1 Lc = 2 Lc = 4c
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
0,25 0,5 1 2
Tota
l Co
st
CV²
cap = 95 %
Lc = 1 Lc = 2 Lc = 4d

60
8.1.4.3 Commonly Restricted Capacity
Figure 20 Influence of the lead-time structure in a system where a capacity limitation exists over multiple workstations. (a) safety stock & limit = 99%; (b) average total cost & limit = 99%; (c) safety stock & limit = 95%; (d) average total cost & limit = 95%; (e) safety stock & limit = 90%; (f) average total cost & limit = 90%.
0
100
200
300
400
500
600
0,25 0,5 1 2
Safe
ty S
tock
CV²
cap = 99%
Lc = 1 Lc = 2 Lc = 4a
0
100
200
300
400
500
600
700
0,25 0,5 1 2
Safe
ty S
tock
CV²
cap = 90 %
Lc = 1 Lc = 2 Lc = 4e
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Safe
ty S
tock
CV²
cap = 90%
Lc = 1 Lc = 2 Lc = 4f
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Safe
ty S
tock
CV²
cap = 99%
Lc = 1 Lc = 2 Lc = 4b
0
100
200
300
400
500
600
0,25 0,5 1 2
Safe
ty S
tock
CV²
cap = 95%
Lc = 1 Lc = 2 Lc = 4c
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Tota
l Co
st
CV²
cap = 95%
Lc = 1 Lc = 2 Lc = 4d

61
In the first set of graphs, each workstation has its own maximum capacity. In the second set, a common
resource is used by workstation 1 to 4 that has a limited capacity. Graphs a and b depict the situation
where capacity is limited to the 99% point, in graphs c and d capacity is limited to 95% and in graphs e
and f capacity is limited to 90% (in both sets of graphs). The bars represent the respective lead times
of the common component. It is important to keep in mind that the lead-time structures described in
7.4 were used. Only the lead times of the common component are given in the graphs.
In the case of unlimited capacity, safety stocks had to go up when the lead time of the common
component increased. This is not necessarily the case when capacity is limited. In most cases, however,
this general trend can be seen. This means that reducing lead time on the common component has a
positive influence on necessary safety stock. It is important to note that while the lead time of the
common component decreased, lead time of the specific component increased. This means that the
lead time of the common component determines the safety stocks more than the lead time of specific
components. This finding is true, whether or not capacity is limited.
Total costs follow the same evolution in every case. The higher the common component lead time, the
higher the total cost. It does not matter, whether the demand variability is high or low, or whether
capacity is high or low, decreasing common component lead time leads to significant savings. This is
due to two reasons:
Reducing lead time on a component means that less of this component has to be held in stock.
The common component is the most expensive component in this case, so a big influence is
noticed.
When the common component is short, none of the end products can be produced. Although
component commonality has numerous advantages, it does imply a higher risk. To cope with
this higher risk, the safety stock of end products has to be higher to assure the 95% service
level. Keeping finished goods in stock is very costly, hence the increased total cost.

62
8.2 Base Stock Policy Performance
8.2.1 No Capacity Limitations
Figure 21 Performance of the Base Stock policy without capacity limitations. (a) Base Stock of end product; (b) Base Stock of specific components; (c) average inventory cost; (d) average back order cost; (e) average total cost; (f) fill-rate.
0
100
200
300
400
500
600
700
0,25 0,5 1 2
Bas
e St
ock
En
d-P
rod
uct
CV²
Lc = 4 Lc = 1 Lc = 2a
0
100
200
300
400
500
600
700
800
900
1000
0,25 0,5 1 2
Bas
e St
ock
Sp
ecif
ic C
om
po
nen
t
CV²
Lc = 4 Lc = 1 Lc = 2b
€-
€20 000,00
€40 000,00
€60 000,00
€80 000,00
€100 000,00
€120 000,00
€140 000,00
€160 000,00
0,25 0,5 1 2
Avg
Inv
Co
st
CV²
Lc = 4 Lc = 1 Lc = 2c
€-
€2 000,00
€4 000,00
€6 000,00
€8 000,00
€10 000,00
€12 000,00
€14 000,00
0,25 0,5 1 2
Avg
BO
Co
st
CV²
Lc = 4 Lc = 1 Lc = 2d
€-
€20 000,00
€40 000,00
€60 000,00
€80 000,00
€100 000,00
€120 000,00
€140 000,00
€160 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Lc = 4 Lc = 1 Lc = 2e
96,0%
96,5%
97,0%
97,5%
98,0%
98,5%
99,0%
99,5%
100,0%
0,25 0,5 1 2
Fill-
Rat
e
CV²
Lc = 4 Lc = 1 Lc = 2f

63
The height of the base stock level (𝑆𝑖) of a product under the base stock policy assumption is decided
upon using formula 36. This formula takes factors into account such as holding costs and penalty costs
of that item and its child items. For each product, a base stock level has to be calculated. The height of
the level includes a safety stock. This is the first big difference compared to the linear program where
safety stocks are decided upon by simulation. During the simulations it became clear that the base
stock level was not always high enough to assure a non-stock-out probability of 95%. When this
happened, the base stock levels of the end products were adjusted. This adjustment did not always
suffice. When this was the case, the base stock levels of the specific components were adjusted as
well. In graph a you can find the base stock level of the end products. It can be seen that they are
higher when demand variability increases. The base stock levels of the end products have to be higher
when lead times of the common and semi common components are high. When these lead times are
low (but lead time of the specific component is high), the base stock level of the end products lower.
To compensate however, the base stock level of the specific components has to increase. Furthermore,
the base stock levels of the specific components have to increase as demand variability rises (graph b).
In graphs c and d, the inventory and backlog costs in the unconstrained case are depicted. As the
variability of demand increases, it is necessary to increase inventory (higher base stock levels) to buffer.
Naturally, the inventory costs increase along with the order up to levels. Inventory costs are clearly
lower when the lead time of the common component is shorter. This is the same conclusion that was
drawn supply chain was controlled by the linear programming policy. Shorter common product lead
times, lead to lower base stock levels for both the end-products and the common component. These
are the two most expensive parts in this case. Reducing this lead time positively affects costs. As
variability rises, inventory (order up-to levels) has to increase, leading to fewer back-orders. Although
the difference looks very high on the graph, you have to keep in mind that the costs of backlog are
extremely high (19 times the costs of holding, the cost of one backlog is €1900). The actual backlog
decreases only a little. However, this evolution is opposite from what was noticed in the simulation
using the linear program. The overall performance of the system decreases when the demand
variability increases, the decrease in backlog costs is not enough to counter the increase in inventory
expenditures. The same influence of lead time structure can be seen as was noticed under the linear
program based policy. The longer the lead time of the common component, the higher the average
costs.
In the following paragraph capacity is limited. Workstations 1 to 4 use a common resource that is
limited. The graphs can be read in the same way as before. The 100% point on the x-axis means capacity
is unlimited. The more to the right, the less capacity is available. The 90% point means only in 90% of
the time periods the workstation can produce what it would have if capacity was unlimited.

64
8.2.2 Common Capacity Restriction
8.2.2.1 Common Component with Long Lead Time
Figure 22 Performance of the Base Stock policy in a system where a capacity limitation exists over multiple workstations. The common component has a long lead time (4 time periods). (a) Base Stock of end product; (b) Base Stock of specific components; (c) average inventory cost; (d) average back order cost; (e) average total cost; (f) fill-rate
400
450
500
550
600
650
700
750
800
850
100% 99% 95% 90% 85% 80%
Bas
e St
ock
En
d P
rod
uct
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2a
400
450
500
550
600
650
700
750
800
850
100% 99% 95% 90% 85% 80%
Bas
e St
ock
Sp
ecif
ic C
om
po
nen
t
Capacity limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 b
€55 000,00
€75 000,00
€95 000,00
€115 000,00
€135 000,00
€155 000,00
€175 000,00
Avg
Inv
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 c
€2 000,00
€4 000,00
€6 000,00
€8 000,00
€10 000,00
€12 000,00
€14 000,00
Avg
BO
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2d
98,0%
98,2%
98,4%
98,6%
98,8%
99,0%
99,2%
99,4%
99,6%
99,8%
100% 99% 95% 90% 85% 80%
Fill-
rate
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2f
€60 000,00
€80 000,00
€100 000,00
€120 000,00
€140 000,00
€160 000,00
€180 000,00
Avg
To
tal C
ost
Capacity limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2e

65
In this first part, the focus lies on the cases where the common component has the longest lead time.
In the first graph, the increase in base stock levels of the end products is shown when capacity gets
more and more constricted. Of course, when less capacity is available, higher base stock levels are
necessary. It also seems that the increase in necessary base stock is higher when demand variability is
higher. In the case with the lowest variability, the base stock increased with 50 pieces when capacity
was restricted from 100% to 80%. In the high variability case, the base stock had to increase with 190
pieces. Only increasing the base stock levels of the end-products was, however, not enough to assure
the 95% non-stock-out probability. In order to do so, the base stock levels of the specific components
had to be adjusted as well. The results can be seen in graph b. The exact same evolution is noticed as
for the reorder levels of the end-products. As every end component needs one specific component,
this is normal. It has no use increasing the base stock level of the end products if not enough
components are in stock to assure that the end-products can be produced. On the other hand, it is
illogical to increase the reorder point of the specific components more, than the increase of the base
stock of the end products. The components would just remain in stock. Increasing the base stocks of
the other components was also a possibility. However, the simulations showed that this did not
influence the service level strongly. This means that when using a synchronized base stock policy,
specific component availability determines service level more strongly than the availability of
commonly used components.
Graphs c, d, and e show inventory costs, backorder costs, and total costs under capacity restrictions.
As expected, the inventory costs roughly follow the evolution of the of the base stock levels. If demand
variability is low, inventory costs remain stable when capacity decreases. However, if demand
variability is higher, inventory costs increase more strongly when capacity decreases. The backorder
costs fluctuate more. Interestingly, the backorder costs in the high demand variability case are lower,
compared to the cases where demand is less variable. The higher variability causes the base stock level
of each product to be higher. This increase leads to higher inventories. Although the non-stock-out
probability is still at 95%, the fill rate is much higher in comparison to the low demand variability cases.
In general, the total costs follow the expected pattern. They are stable, but when capacity is limited,
costs start to increase. The higher the demand variability the higher the costs and the stronger the cost
increase when less and less capacity is available.
In the following, the cases where the lead time of the common component is short are discussed. There
is still a common resource that workstations 1 to 4 use. Of this resource only a limited amount is
available.
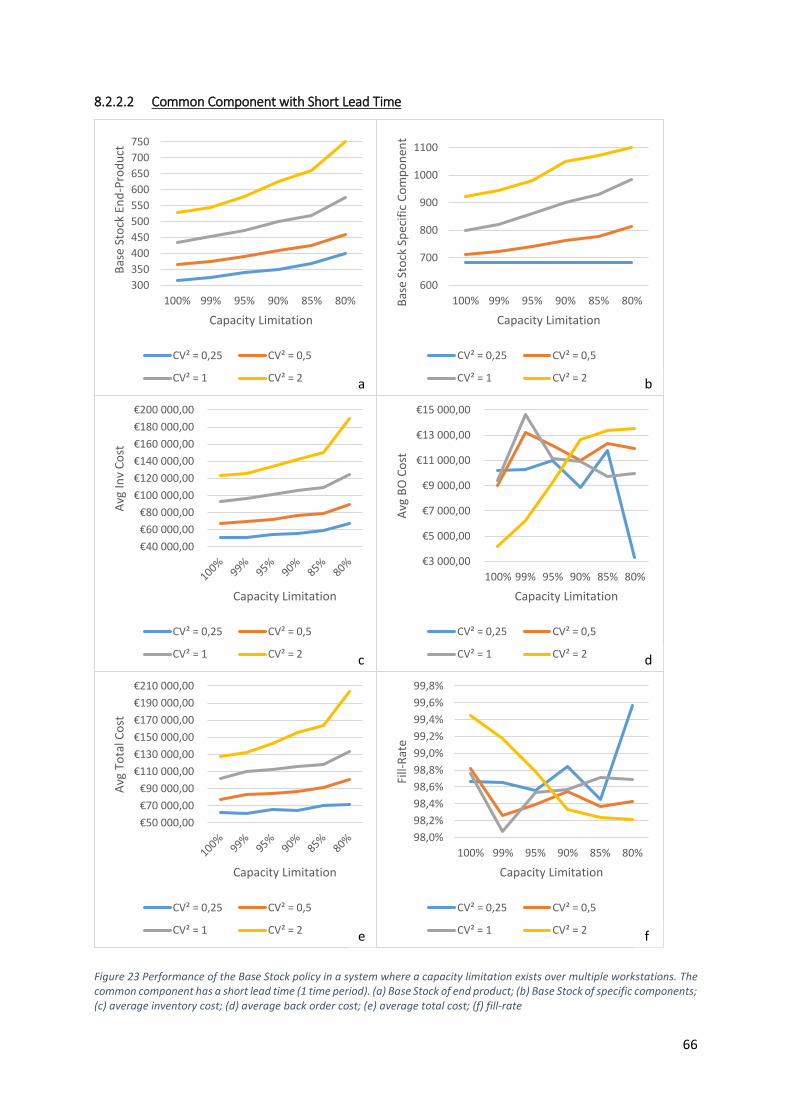
66
8.2.2.2 Common Component with Short Lead Time
Figure 23 Performance of the Base Stock policy in a system where a capacity limitation exists over multiple workstations. The common component has a short lead time (1 time period). (a) Base Stock of end product; (b) Base Stock of specific components; (c) average inventory cost; (d) average back order cost; (e) average total cost; (f) fill-rate
300
350
400
450
500
550
600
650
700
750
100% 99% 95% 90% 85% 80%
Bas
e St
ock
En
d-P
rod
uct
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 a
600
700
800
900
1000
1100
100% 99% 95% 90% 85% 80%Bas
e St
ock
Sp
ecif
ic C
om
po
nen
t
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 b
€40 000,00
€60 000,00
€80 000,00
€100 000,00
€120 000,00
€140 000,00
€160 000,00
€180 000,00
€200 000,00
Avg
Inv
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 c
€3 000,00
€5 000,00
€7 000,00
€9 000,00
€11 000,00
€13 000,00
€15 000,00
100% 99% 95% 90% 85% 80%
Avg
BO
Co
st
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 d
€50 000,00
€70 000,00
€90 000,00
€110 000,00
€130 000,00
€150 000,00
€170 000,00
€190 000,00
€210 000,00
Avg
To
tal C
ost
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 e
98,0%
98,2%
98,4%
98,6%
98,8%
99,0%
99,2%
99,4%
99,6%
99,8%
100% 99% 95% 90% 85% 80%
Fill-
Rat
e
Capacity Limitation
CV² = 0,25 CV² = 0,5
CV² = 1 CV² = 2 f

67
The base stock levels of end products in the cases where the common component has short lead time,
follow the same pattern as in the cases with other lead time structures; the higher the demand
variability, the stronger the increase in base stock levels when capacity gets limited. However, these
base stock levels are lower in comparison with the other cases (see 8.2.1). In graph b, the base stock
levels of the specific component are depicted. The follow the same evolution but are higher in
comparison with the other lead time structures. In these cases, the lead time of the specific
components are the longest, logically the base stock levels of these have to be higher. On the other
hand, the lead time of the common components is very short, which positively influences the overall
costs. It can also be seen that, the higher the demand variability, the higher the increase of the base
stock levels when capacity is limited. The graphs c, d, and e show inventory, backlog and total costs
and how they are influenced by a base stock policy. As can be seen in the next graph, inventory costs
follow the same evolution as the base stock levels of the end-products. Backorder costs are much less
predictable. In total, the costs are higher when demand variability is higher. If a company faces high
demand variability extra capacity can positively affect average costs. This is still the case when demand
variability is low, but it will be much less effective (see graph e).
In the following paragraph, the performance of the base stock is compared with the performance of
the linear program. In the first part, a comparison is made where no capacity restriction was imposed.
Secondly, the comparison is made between both policies under the assumption that workstations 1 to
4 are restricted together.
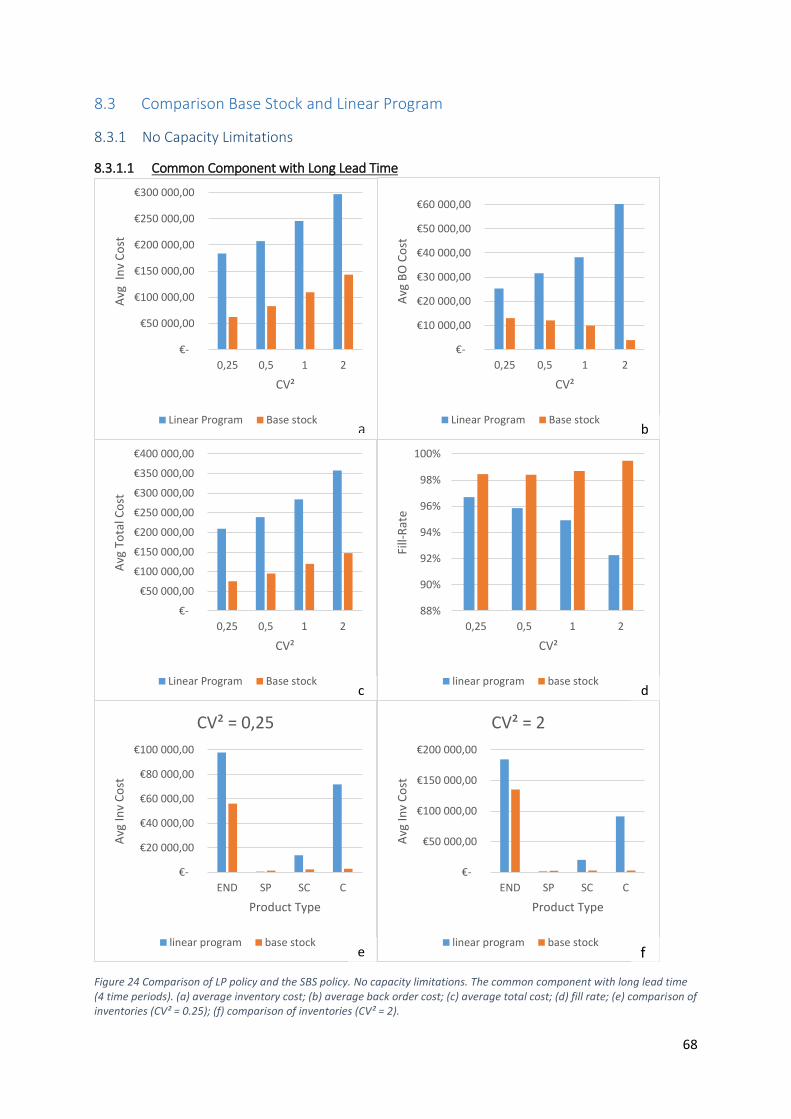
68
8.3 Comparison Base Stock and Linear Program
8.3.1 No Capacity Limitations
8.3.1.1 Common Component with Long Lead Time
Figure 24 Comparison of LP policy and the SBS policy. No capacity limitations. The common component with long lead time (4 time periods). (a) average inventory cost; (b) average back order cost; (c) average total cost; (d) fill rate; (e) comparison of inventories (CV² = 0.25); (f) comparison of inventories (CV² = 2).
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
0,25 0,5 1 2
Avg
In
v C
ost
CV²
Linear Program Base stocka
€-
€10 000,00
€20 000,00
€30 000,00
€40 000,00
€50 000,00
€60 000,00
0,25 0,5 1 2
Avg
BO
Co
stCV²
Linear Program Base stockb
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Linear Program Base stockc
€-
€20 000,00
€40 000,00
€60 000,00
€80 000,00
€100 000,00
END SP SC C
Avg
Inv
Co
st
Product Type
CV² = 0,25
linear program base stocke
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
END SP SC C
Avg
Inv
Co
st
Product Type
CV² = 2
linear program base stockf
88%
90%
92%
94%
96%
98%
100%
0,25 0,5 1 2
Fill-
Rat
e
CV²
linear program base stockd

69
8.3.1.2 Common Component with Short Lead Time
Figure 25 Comparison of LP policy and the SBS policy. No capacity limitations. The common component with short lead time (1 time period). (a) average inventory cost; (b) average back order cost; (c) average total cost; (d) fill rate; (e) comparison of inventories (CV² = 0.25); (f) comparison of inventories (CV² = 2).
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
0,25 0,5 1 2
Avg
Inv
Co
st
CV²
Linear Program Base Stocka
€-
€10 000,00
€20 000,00
€30 000,00
€40 000,00
€50 000,00
€60 000,00
0,25 0,5 1 2
Avg
BO
Co
st
CV²
Linear Program Base Stockb
€-
€20 000,00
€40 000,00
€60 000,00
€80 000,00
€100 000,00
END SP SC C
Avg
Inv
Co
st
Product Type
CV² = 0.25
linear program base stocke
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Linear Program Base Stockc
88%
90%
92%
94%
96%
98%
100%
0,25 0,5 1 2
Fill-
Rat
e
CV²
Linear Program Base Stockd
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
END SP SC C
Avg
Inv
Co
st
Product Type
CV² = 2
linear program base stockf
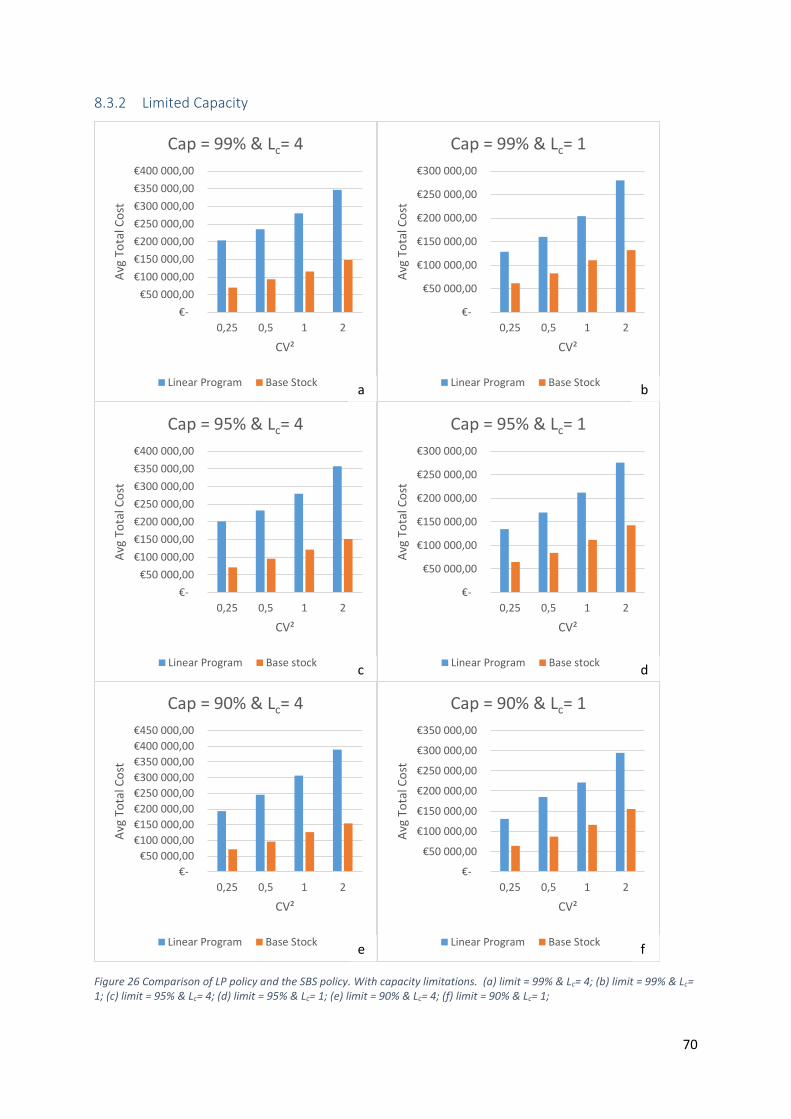
70
8.3.2 Limited Capacity
Figure 26 Comparison of LP policy and the SBS policy. With capacity limitations. (a) limit = 99% & Lc= 4; (b) limit = 99% & Lc= 1; (c) limit = 95% & Lc= 4; (d) limit = 95% & Lc= 1; (e) limit = 90% & Lc= 4; (f) limit = 90% & Lc= 1;
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Cap = 95% & Lc= 4
Linear Program Base stockc
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Cap = 95% & Lc= 1
Linear Program Base stockd
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Cap = 99% & Lc= 4
Linear Program Base Stocka
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Cap = 99% & Lc= 1
Linear Program Base Stockb
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
€400 000,00
€450 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Cap = 90% & Lc= 4
Linear Program Base Stocke
€-
€50 000,00
€100 000,00
€150 000,00
€200 000,00
€250 000,00
€300 000,00
€350 000,00
0,25 0,5 1 2
Avg
To
tal C
ost
CV²
Cap = 90% & Lc= 1
Linear Program Base Stockf

71
It is clear that the synchronized base stock policy outperforms the linear programming based policy in
every instance. When no capacity limitations assumed the synchronized base stock has lower inventory
and backorder costs while achieving a higher fill rate, no matter the demand variance. If we take a look
at the inventories we see that this is mainly caused by a lower end-product inventory in the
synchronized base stock case. In the low variability case the average end-product inventory when using
SBS is almost half of the average end-product inventory when using the linear program. When
variability is higher the difference in end-product inventory is still enormous. The inventories of other
products are also lower when using the SBS policy. Certainly when the lead time of the common
component is long. It seems that under the LP based policy large inventories of the common
component are needed (which is expensive). This is not necessary when the SBS policy is used.
When capacity restrictions are implemented, the same conclusion can be drawn; the linear program
based policy is far more expensive than the SBS policy. No matter the capacity limitation or lead time
structure.
Another striking result is that under the SBS policy, the supply chain was better capable of handling
limited capacity. When the planning decisions were made using the linear program, capacity could be
limited to 90% (or 85% if the lead time of the common component was short). Under the SBS policy,
however, capacity could be limited to 80% and the system could still obtain the 95% service level.

72
9 Conclusions and Recommendations for Future Research
In this paper, two different supply chain planning policies are compared through discrete event
simulation. The performance of both policies was tested under different circumstances of demand
variability and lead time structure. The literature review revealed that the influence of capacity
limitations on the systems’ performance was only rarely researched. For this reason, a procedure was
proposed that could implement capacity limitations in simulations. Two different types of capacity
limitations were researched. In the first type, every workstation had its own maximum capacity (i.e. a
maximum number of products each time period). In the second type, it was assumed that several
machines used the same resource, that was limited. In order to compare the performance of both
policies under the different circumstances, the problem was first described in mathematical form.
Later a simulation procedure necessary to include these capacity limitations was proposed. Finally, the
performance of both policies was tested using discrete event simulation on a fictitious case. Out of
these simulations, several conclusions can be drawn.
Firstly, the base stock policy outperforms the linear program based policy in every case. It is
much cheaper to make processing and release decisions using a synchronized base stock
policy. No matter the capacity limitations, lead time structure or demand variability, the SBS
policy outperformed the linear programming based policy every time. It assures the service
level at lower costs and even obtains a higher fill rate.
The second conclusion that can be drawn is that lead time structure has a big influence on
average holding costs. In this case, the influence of the commonly used component was
extremely high. Reducing common component lead times resulted in significant inventory and
back order savings under both policies. In most cases, it also allows reducing safety stocks.
Thirdly, the base stock policy is more robust when capacity becomes more and more limited.
When capacity is very scarce, the SBS will oftentimes still be capable of assuring the service
level. This is not the case for the LP-based policy.
Finally, under both policies, it is optimal to have the capacity at least at or above the 90% point
(this means that in 90% of the time periods the system is capable of producing what it would
have produced if capacity was unlimited). The actual optimal capacity usage depends on
various factors such as demand variability. Capacity investments seem to pay off the best when
demand variability is high.
The influence of the cost structure has not been researched in this paper. This is a limitation and should
be further investigated. Other assumptions were made for these simulations that are not always
realistic. Lead times were considered fixed and known. In reality, this is not always the case. Only end-

73
products could be bought by customers, oftentimes customers also buy parts or subassemblies (as a
replacement part for example). It was assumed no returns could happen. Relaxing these assumptions
will make the case more realistic and thus give further insight into the performance under both
policies.
It is clear that the linear program based policy does not perform well. One of the reasons can be that
it only calculates safety stocks for end-products, because of this more inventory is needed over the
whole system. Further research should go into the linear program, especially into the procedure that
decides on safety stocks and how high to set them for non-end products.
There are other planning policies (like Kanban) of which the performance was not researched.
Simulating Kanban and other policies may lead to new insights on their performance and help
managers decide on an appropriate policy.
Product structure can influence costs greatly. These two policies were only tested in one case.
Simulating the same policies in other product structures (more or less component commonality,
multiple stages, …) can lead to new insights.
In the case of the SBS policy, when the order-up-to-level did not suffice to assure a 95% non-stock-out
probability, the levels were adjusted manually. Although this policy already outperformed the LP-
based policy, it is not sure that these base-stock levels are the optimum. Other combinations of base
stock levels could exist that assure the service level, at a lower cost. Future research can focus on a
procedure that helps determine the optimal base – stock set.

I
10 Bibliography
Agrawal, N., & Cohen, M. A. (2001). Optimal Material Control in an Assembly System with Component Commonality. Naval Research Logistics, 48, 21.
Aviv, Y. (2001). The effect of collaborative forecasting on supply chain performance. Management Science, 47(10), 1326-1343.
Bagchi, U., & Gutierrez, G. (1992). Effect of increasing component commonality on service level and holding cost. Naval Research Logistics, 39(6), 815-847.
Barbarosoğlu, G., & Özgür, D. (1999). Hierarchical design of an integrated production and 2-echelon distribution system. European Journal of Operational Research, 118(3), 464-484.
Bertrand, J. W. M., & Rutten, W. G. M. M. (1999). Evaluation of three production planning procedures for the use of recipe flexibility. European Journal of Operational Research, 115(1), 179-194.
Brennan, L., & Gupta, S. M. (1993). A structured analysis of material requirements planning systems under combined demand and supply uncertainty. International Journal of Production Research, 31(7), 1689 - 1707.
Cheng, F., Ettl, M., Lin, G., & Yao, D. D. (2002). Inventory-service optimization in configure-to-order systems. Manufacturing & Service Operations Management, 4(2), 114-132.
Choobineh, F., & E.Mohebbi. (2005). The impact of component commonality in an assemble-to-order environment under supply and demand uncertainty. Omega, 33(6), 472-482.
Chopra, S., & Meindl, P. (2007). Supply chain management. Strategy, planning & operation Das Summa Summarum des Management (pp. 265-275): Springer.
Clark, A. J., & Scarf, H. (1960). Optimal policies for a multi-echelon inventory problem. Management Science, 6(4), 475-490.
de Kok, T. G., & Visschers, J. W. C. H. (1999). Analysis of assembly systems with service level constraints. International Journal of Production Economics, 59(1–3), 313-326. doi:http://dx.doi.org/10.1016/S0925-5273(98)00236-9
Diks, E. B., & de Kok, A. G. (1998). Optimal control of a divergent multi-echelon inventory system. European Journal of Operational Research, 111(1), 75-97. doi:http://dx.doi.org/10.1016/S0377-2217(97)00327-5
Diks, E. B., & de Kok, A. G. (1999). Computational results for the control of a divergent N-echelon inventory system. International Journal of Production Economics, 59(1–3), 327-336. doi:http://dx.doi.org/10.1016/S0925-5273(98)00023-1
Dobson, G. (1987). The economic lot-scheduling problem: achieving feasibility using time-varying lot sizes. Operations Research, 35(5), 764-771.
Elmaghraby, S. E. (1978). The economic lot scheduling problem (ELSP): review and extensions. Management Science, 24(6), 587-598.
Forrester, J. W. (1961). Industrial Dynamics: MIT Press, Cambridge,MA. Galbraith, J. (1973). Designing complex organizations: Addison-Wesley. Gfrerer, H., & Zäpfel, G. (1995). Hierarchical model for production planning in the case of uncertain
demand. European Journal of Operational Research, 86(1), 142-161. Hax, A. C., & Meal, H. C. (1973). Hierarchical integration of production planning and scheduling:
Citeseer. Ho, C.-J. (1989). Evaluating the impact of operating environments on MRP system nervousness.
International Journal of Production Research, 27(7), 1115-1135. Hopp, W. J., & Spearman, M. L. (1993). Setting Safety LeadTimes for purchased components in
Assembly Systems. IEE Transactions, 25(2), 2-11. Houtum, G. J. v., Inderfurth, K., & Zijm, W. H. M. (1996). Materials coordination in stochastic multi-
echelon systems. European Journal of Operational Research, 95(1), 1-23. Kok, T. G. d., & Fransoo, J. C. (2002). Planning Supply Chain Operations: Definition and Comparison of
Planning Concepts. Working Paper, 65.

II
Melnyk, S. A., & Piper, C. J. (1985). Lead time errors in MRP: the lot-sizing effect. International Journal of Production Research, 23(2), 253-264.
Meybodi, M. Z., & Foote, B. L. (1995). Hierarchical production planning and scheduling with random demand and production failure. Annals of Operations Research, 59(1), 259-280.
Mula, J., Poler, R., Garcia-Sabater, J. P., & lario, F. C. (2006). Models for production planning under uncertainty: A review. International Journal of Production Economics, 103(1), 271-285.
Raza, A. S., & Akgunduz, A. (2008). A comparative study of heuristic algorithms on economic lot scheduling problem. Computers & Industrial Engineering, 55(1), 94-109.
Schmidt, C. P., & Nahmias, S. (1985). Optimal Policy for a Two-Stage Assembly System under Random Demand. Operations Research, 33(5), 1130-1145.
Song, J.-S., Yano, C. A., & Lerssrisuriya, P. (2000). Contract assembly: dealing with combined supply lead time and demand quantity uncertainty. Manufacturing & Service Operations Management, 2(3), 287-296.
Song, J.-S., & Zipkin, P. (2003). Supply chain operations: Assemble-to-order systems. Handbooks in operations research and management science, 11, 561-596.
Williams, J. G., & Whybark, D. C. (1976). Material Requirements Planning Under Uncertainty. Decision Sciences, 7(4), 595 - 606.
Yano, C. A. (1987). Stochastic Leadtimes in Two-Level Assembly Systems. IIE Trans, 19(4), 371-378.