Snells Law
27
ULTRASONIC TESTING - PRACTICAL LEVEL II A. KNOWLEDGE ABOUT TEST PARAMETERS 1. Surface roughness effects on testing 2. Couplant effects (at high temperature, at rough surface) 3. Scanning speed 4. Scanning directions 5. Probe internal reflections and noise B. EQUIPMENT PARAMETERS 1. Horizontal linearity (Time base Linearity ) 2. Vertical linearity (Amplitude linearity ) 3. Warm-up and variation in response 4. Dynamic range of equipment C. NORMAL BEAM PROBE (SINGLE CRYSTAL) a. Probe characteristics 1. Resolution 2. Sensitivity 3. Dead zone 4. Penetration power (Probe and equipment combination) b. Probe calibration 1. Using IIW -VI calibration block 2. Using IIW-- V2 calibration block 3. Using Step wedge calibration block 4. DAC construction using "flat bottom hole (FBH) "block c. Testing 1. Plate lamination testing 2. Part penetration T - Joint, un-fused width (Land) measurement 3. Full penetration T- Joint, confirmation of full fusion d. Evaluation of findings i. True indication 1. Indication size, 2. depth, 3. length ( 6 dB /20 dB drop methods)and 4. type ii. False indication
-
Upload
satishchidrewar -
Category
Documents
-
view
223 -
download
5
Transcript of Snells Law

ULTRASONIC TESTING - PRACTICAL LEVEL II
A. KNOWLEDGE ABOUT TEST PARAMETERS
1. Surface roughness effects on testing 2. Couplant effects (at high temperature, at rough surface) 3. Scanning speed 4. Scanning directions 5. Probe internal reflections and noise
B. EQUIPMENT PARAMETERS
1. Horizontal linearity (Time base Linearity ) 2. Vertical linearity (Amplitude linearity ) 3. Warm-up and variation in response 4. Dynamic range of equipment
C. NORMAL BEAM PROBE (SINGLE CRYSTAL)
a. Probe characteristics 1. Resolution 2. Sensitivity 3. Dead zone 4. Penetration power (Probe and equipment combination)
b. Probe calibration
1. Using IIW -VI calibration block 2. Using IIW-- V2 calibration block 3. Using Step wedge calibration block 4. DAC construction using "flat bottom hole (FBH) "block
c. Testing 1. Plate lamination testing 2. Part penetration T - Joint, un-fused width (Land) measurement 3. Full penetration T- Joint, confirmation of full fusion
d. Evaluation of findings i. True indication
1. Indication size, 2. depth, 3. length ( 6 dB /20 dB drop methods)and 4. type
ii. False indication
Prepared by C.S. Page 1 of 3 UT-PRACT-REV01 (06-01-2008)

D. NORMAL BEAM PROBE (TWIN CRYSTAL)
a. Probe characteristics 1. Resolution 2. Sensitivity 3. Penetration power (Probe and equipment combination)
b. Probe calibration 1. Using IIW -Vi calibration block 2. Using IIW- V2 calibration block 3. Using Step wedge calibration block
c. Testing 1. Plate lamination testing 2. Partial penetration T - Joint, un-fused width (Land) measurement 3. Full penetration T- Joint, confirmation of full fusion
d. Evaluation of findings i. True indication
1. Indication size, (6 dB /20 dB drop methods) 2. depth, 3. length and 4. type
ii. False indication
5. Acceptance I rejection of indication as per given standard I acceptance norms
6. Report preparation
E. ANGLE BEAM PROBE (SINGLE CRYSTAL)
a. Probe characteristics 1. Resolution (Using resolution block or IOW block) 2. Sensitivity 3. Probe index (Beam exit point) 4. Probe angle 5. Beam plotting (Using IOW block) 6. Probe "squint"
7. Near field 8. Beam spread
b. Probe calibration 1. Using IIW –V1 (Type A) calibration block 2. Using IIW -Vi (Type B ) calibration block 3. Using IIW -V2 calibration block 4. DAC Construction
I. using "Side drilled hole" (SDH) II. using "Flat bottom Hole" (FBH) III. using "Notch Block"

Prepared by C.S. Page 2 of 3 UT-PRACT-REV01 (06-01-2008)

c. Testing
1. Raw material testing i. Rolled product - plate ii. Rolled product - shafts, bars iii. Forged Items iv. Casting items
2. Weld Testing
2.1 Pre requisite of weld testing i. Selection of probe angels ii. Skip distance calculation and marking in the specimen
2.2 Types of Welds Ultrasonic testing i. Butt welding ii. Fillet welding - partial penetration iii. Fillet welding - full penetration iv. T-K-Y Weld configuration
d. Evaluation of findings i. True indication
1. Indication size, ( 6dB / 20dE drop methods) 2. depth, 3. length and 4. type
ii. False indication
e. Acceptance I rejection of indication as per given standard / acceptance norms
f. Report preparation
Prepared by C.S. Page 3 of 3 UT-PRACT-REV01 (06-01-2008)


A. KNOWLEDGE ABOUT TEST PARAMETERS
1. Surface roughness effects on testing Surface Finish. The finish on the scanningsurfaces of the block shall be representative of thescanning surface finishes on the component to beexamined.
2. Couplant effects (at high temperature, at rough surface)
The coupling medium should be selected so that its viscosity is appropriate for the surface finish of the material to be examined. The following list is presented as a guide:
Roughness Average (Ra μin.)
Equivalent CouplantViscosity
5 to 100 SAE 10 wt. motor oil50 to 200 SAE 20 wt. motor oil80 to 600 glycerin
100 to 400 SAE 30 wt. motor oil
Approximate Surface Roughness Average (Ra), μin. [μm]
Equivalent Couplant Viscosity, Weight
Motor Oil
5–100 [0.1–2.5] SAE 1050–200 [1.3–5.1] SAE 20
100–400 [2.5–10.2] SAE 30250–700 [6.4–17.8] SAE 40
Over 700 [18–] cup grease
At elevated temperatures as conditions warrant, heat-resistant coupling materials such as silicone oils, gels, or greases should be used. Further, intermittent contact of the search unit with the surface or auxiliary cooling of the search unit may be necessary to avoid temperature changes that affect the ultrasonic wave characteristics of the search unit. At higher temperatures, certain couplants based on inorganic salts or thermoplastic organic materials, high-temperature delay materials, and search units that are not damaged by high temperatures may be required.

3. Scanning speed Maximum speed 150 mm /second when doing manually
4. Scanning directions Normal probe Either full area scanning or grid scanning Angle probe
Generally two opposite direction with swiveling at least 20 º per side and as also per the requirement
5. Probe internal reflections and noise
Typical Display Response for Determination of Sensitivity and noise
B. EQUIPMENT PARAMETERS
1. Horizontal linearity (Time base Linearity ) 2. Vertical linearity (Amplitude Linearity ) 3. Warm-up and variation in response 4. Dynamic range of equipment
Calibration of UT Equipment
EquipmentProbe : NB, Ø 10mm, 4MHzCalibration block : IIW V1 Block

Horizontal Linearity
A measure of proportionality of the signals appearing on the time or distance axis of the display and the input signals to the receiver from a calibrated time generator or from multiple echoes from a plate of material of known thickness
1. Set the equipment range to 125mm (or 250mm) only. (5 or 10 Back wall echoes only)2. Place the Normal probe on 25mm thickness of V1 Block.3. Adjust the 1st and 4th back wall echo only to set the required range and the BW echoes will fall on 2nd and 8th division.4. Check the calibration with other known dimension. (Say 100mm width of the V1 Block should fall at 8th division5. See that all other BW echoes 2nd, 3rd and 5th falling at exactly 4th, 6th and 10th
division. (Place the probe on 25mm thickness of V1 Block)6. Care should be taken while recording such that echoes should have same height (Amplitudes). Tolerance: ± 1% of Full screen distance or Less than half division.

Vertical Linearity
A measure of proportionality of the amplitude of the signal input to the receiver and the amplitude of the signal appearing on the display of the ultrasonic equipment or on an auxiliary display
1. Use the above calibration and place the probe on 25mm thickness of V1 Block2. Set the 1st BW echo to 80 of the Full Screen Height (FSH) 3. Record equipment gain in dB4. Take care the 1st BW echo should not fall within the Near Field.5. Record all (5echoes) BW echoes amplitude.6. Reduce 6dB and record the amplitudes.7. It should be half of the initial amplitude. Tolerance: ± 5% of Full screen distance.
A. NORMAL BEAM PROBE (SINGLE CRYSTAL)
a. Probe characteristics

1. Resolution 2. Sensitivity 3. Dead zone 4. Penetration power (Probe and equipment combination)
SensitivityA measure of the smallest ultrasonic signal which will produce a discernible indication on the display of an ultrasonic system.
1. Use the above calibration with a range of 125 mm and place the probe
on 100mm width of V1 Block such that it pick up 1.5mm Side Drill Hole (SDH).
2. Move the probe back and forth to get the maximized amplitude from the SDH
3. Theoretically the least discontinuity size pick up by the probe is half wave length.
ResolutionThe ability of ultrasonic equipment to give simultaneous, separate
indications from discontinuities having nearly the same range and lateral position with respect to the beam axis.
1. Use the above calibration and place the probe on 100mm width of V1 Block such that it picks up 85mm 91mm and 100mm distances.
2. Move the probe back and forth to get the maximized amplitude from the distances.
3. If all BW echoes distinguish and clearly visible the resolution said to be good otherwise it’s poor.
Dead zone
The distance in the material from the surface of the test object to the depth at which a reflector can first be resolved under specified conditions. It is determined by the characteristics of the search unit, the ultrasonic test instrumentation, and the test object.
1. Use the above calibration and place the probe on the step wedge
2. Which least step gives clear BW echo is dead zone3. Otherwise use 5mm and10 mm metal distances of V1 block and
determine.4. The width of the initial pulse within which discontinuity indications
cannot be seen is the size of the dead zone.
Penetrating Power This term is used in BS 4331 To compare the energy output for a particular equipment and probe
with the past performance or with similar equipments PLACE LONG ITUDINAL PROBE ON PERPEX INSERT OF IIW BLOCK

GAIN OF THE INSTRUMENTS IS SET TO MAXIMUM NOTE THE NUMBER OF MULTIPLE ECHOES AND THE AMPLITUDE OF LAST
ECHO WHICH EXPRESS THE MAXIMUM PENETRATION POWER OF THE EQUIPMENT AND PROBE
1. Use the above calibration and place the probe on Perspex thickness.
2. Set the gain to maximum.3. Use delay and shift the BW echoes and find how many echoes in
the screen preferably 5 BW echoes.4. Record the amplitude of the last echo.5. With the same setup we can check the UT equipment gain at the
maximum at regular intervals.
b. Probe calibration
1. Using IIW -VI calibration block
2. Using IIW-- V2 calibration block 3. Using Step wedge calibration block
Step wedge is used for calibration of TR Probe and it can be used to ascertain dead zone
4. DAC construction using "flat bottom hole (FBH) "block


c. Testing
1. Plate lamination testing
Part penetration T - Joint, un-fused width (Land) measurement
Full penetration T- Joint, confirmation of full fusion
d. Evaluation of findings i. True indication
1. Indication size, 2. depth, 3. length ( 6 dB /20 dB drop methods)and 4. type
ii. False indication
B. NORMAL BEAM PROBE (TWIN CRYSTAL) a. Probe characteristics
1. Resolution 2. Sensitivity 3. Penetration power (Probe and equipment combination)
b. Probe calibration 1. Using IIW -Vi calibration block 2. Using IIW- V2 calibration block 3. Using Step wedge calibration block
c. Testing 1. Plate lamination testing 2. Partial penetration T - Joint, un-fused width (Land) measurement 3. Full penetration T- Joint, confirmation of full fusion
d. Evaluation of findings i. True indication
1. Indication size, (6 dB /20 dB drop methods) 2. depth, 3. length and

4. type
ii. False indication
5. Acceptance I rejection of indication as per given standard I acceptance norms
6. Report preparation
E. ANGLE BEAM PROBE (SINGLE CRYSTAL) angle beam shear waves, where incident angles inwedges produce only refracted shear waves in the materialunder examination are generally termed angle beamexaminations.
a. Probe characteristics 1. Resolution (Using resolution block or IOW block) 2. Sensitivity 3. Probe index (Beam exit point)
4. Probe angle 5. Beam plotting (Using IOW block) 6. Probe "squint"
7. Near field 8. Beam spread
b. Probe calibration 1. Using IIW –V1 (Type A) calibration block

Using IIW -Vi (Type B ) calibration block
3. Using IIW -V2 calibration block
4. DAC Construction
I. using "Side drilled hole" (SDH)
II. using "Flat bottom Hole" (FBH)

III. using "Notch Block"
c. Testing
1. Raw material testing i. Rolled product – plate Normal beam testing, Where ever necessary angle beam testing
ii. Rolled product - shafts, bars Normal beam testing,
iii. Forged Items Normal beam testing
iv. Casting items Normal beam testing
2. Weld Testing
2.1 Pre requisite of weld testing i. Selection of probe angels ii. Skip distance calculation and marking in the specimen
2.2 Types of Welds Ultrasonic testing
i. Butt welding ii. Fillet welding - partial penetration iii. Fillet welding - full penetration
d. Evaluation of findings i. True indication
1. Indication size, ( 6dB / 20dE drop methods) 2. depth, 3. length and 4. type
ii. False indication
Periodic Examination Checks. A calibrationcheck on at least one of the basic reflectors in thebasic calibration block or a check using a simulator shallbe made at the finish of each examination or series ofsimilar examinations, every 4 hr during the examination,and when examination personnel (except for automatedequipment) are changed. The distance range points andsensitivity setting(s) recorded shall satisfy the requirements
e. Acceptance I rejection of indication as per given standard / acceptance norms f. Report preparation

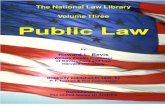
Where:
VL1 is the longitudinal wave velocity in material 1. VL2 is the longitudinal wave velocity in material 2. VS1 is the shear wave velocity in material 1. VS2 is the shear wave velocity in material 2.
Mode conversion occurs every time a wave encounters an interface at an angle
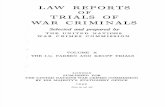
FIG. 2 Technique 1, for Examining Butt Welds with Angle Beams
FIG. 3 Supplementary Technique 2, for Examining Butt Welds for Suspected Cross-Cracking when the Weld Bead is Ground Flush

FIG. 4 Supplementary Technique 3, for Examining Butt Welds for Suspected Cross-Cracking when the Weld Bead is not Ground Flush
FIG. 5 Two-Search-Unit Technique 4, for Use with Thick Weldments
FIG. 6 Technique 5, for Examining the Weld Volume of T-Welds
FIG. 7 Technique 6, for Examining the Fusion Zone of T-Welds

8(a) Technique 7, forSearching T-Welds for Discontinuities
FIG. 8 (b) Alternative Technique 7, for Searching T-Welds for Discontinuities
FIG. 9 Technique 8, for Examining the Weld Volume of Double-Vee Corner Welds

FIG. 10 Technique 9, for Examining the Fusion Zone of Double-
Vee Corner WeldsFIG. 11 Techniques 10 and 11, for Examining Full-Penetration Double-Fillet Corner Welds


BASIC CALIBRATION BLOCK

Probe Movement
Lateral movementTo measure the length of the discontinuity
Orbital movementTo identify nature of the discontinuity
Swivel movementTo cover additional volume with angle probe
Transverse movementTo give information of size and location of the discontinuity
Techniques
Pulse echo techniqueThrough Transmission techniqueResonance technique
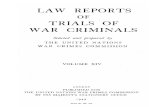
Normal Probe calibration Using IIW –V1 calibration block
Equipment detailProbe detail
Normal Probe Range Calibration with V1 block
1. Select and set required Range.2. Select appropriate mode (single crystal/Double crystal)3. Select appropriate sound wave velocity in the Material (otherwise exact
sound wave velocity in the Material will be established during calibration).4. Set appropriate gain on the instrument.5. Adjust the initial pulse to position zero with artificial zero control. 6. Place the probe on the Calibration block with adequate couplant7. Maintain the distance between the back wall echoes with velocity control.8. See that all back wall echoes falls with equal division (gap) and as per
calculation if not fine tune velocity. 9. Adjust zero control to position the first BW echo appropriately. Calibration is completed.10. Check the calibration with other known metal distance/dimension.
Distance × 10No. Main scale division = ----------------------
Range