ERRATUM VOORRAADBEHEER (LT), 5.4 MRP-I en 5.5 DRP-I · MRP-I wordt veel toegepast in de...
28
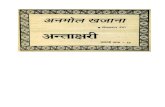
5 161 Met deze input is bekend welke vraag er is naar eindproducten. Deze vraag is de basis voor de behoefte aan artikelen en/of grondstoffen. Ook de vraag naar capaciteit is een gevolg hiervan: de producten moeten gemaakt worden. Aan de hand van deze gegevens wordt een hoofdproductieplan gemaakt dat de basis vormt voor de goederenstroom en de materiaalvoorziening. MRP-I Material Requirements Planning (MRP-I) is een softwaresysteem dat ontworpen is om een programmagestuurd productieproces efficiënter te laten verlopen. MRP-I is een hulpmiddel voor de berekening van de benodigde materialen en voor het plaatsen van interne fabricageopdrachten en/of inkoopopdrachten. De materiaalstroom wordt bestuurd door een centraal plan (het HPP) en onder- steund door een MRP-systeem. Daarom is er sprake van een push-systeem. Een materiaalbehoefteplanning (MRP-I) kan uitgevoerd worden met gegevens uit: X het hoofdproductieplan (HHP) of Master Production Schedule (MPS) X de productstructuur met bijbehorende stuklijst X de voorraadgegevens MRP-I vertaalt de plannen uit het HPP in materiaalbehoeften per planperiode. Aan de hand van de voorraadgegevens en de materiaalbehoeften worden door het systeem tekorten gesignaleerd. Dit gebeurt op basis van de stuklijst. Met de stuklijst kan bepaald worden welke hoeveelheid er op welk moment van ieder onderdeel nodig is. Er wordt bij dit systeem berekend hoeveel voorraad er van de verschillende onderdelen nodig is om de geplande productie mogelijk te maken. DE STUKLIJST De stuklijst is de opsomming van alle grondstoffen, bestanddelen of ingrediën- ten die nodig zijn om een gewenst product te kunnen produceren. Deze lijst geeft de relatie aan tussen producten en hun samenstellende delen. ERRATUM VOORRAADBEHEER (LT), 5.4 MRP-I en 5.5 DRP-I ISBN 9789462834040
Transcript of ERRATUM VOORRAADBEHEER (LT), 5.4 MRP-I en 5.5 DRP-I · MRP-I wordt veel toegepast in de...
5
161
Met deze input is bekend welke vraag er is naar eindproducten. Deze vraag is de basis voor de behoefte aan artikelen en/of grondstoffen. Ook de vraag naar capaciteit is een gevolg hiervan: de producten moeten gemaakt worden. Aan de hand van deze gegevens wordt een hoofdproductieplan gemaakt dat de basis vormt voor de goederenstroom en de materiaalvoorziening.
MRP-IMaterial Requirements Planning (MRP-I) is een softwaresysteem dat ontworpen is om een programmagestuurd productieproces efficiënter te laten verlopen. MRP-I is een hulpmiddel voor de berekening van de benodigde materialen en voor het plaatsen van interne fabricageopdrachten en/of inkoopopdrachten. De materiaalstroom wordt bestuurd door een centraal plan (het HPP) en onder-steund door een MRP-systeem. Daarom is er sprake van een push-systeem.
Een materiaalbehoefteplanning (MRP-I) kan uitgevoerd worden met gegevens uit:XX het hoofdproductieplan (HHP) of Master Production Schedule (MPS)XX de productstructuur met bijbehorende stuklijstXX de voorraadgegevens
MRP-I vertaalt de plannen uit het HPP in materiaalbehoeften per planperiode. Aan de hand van de voorraadgegevens en de materiaalbehoeften worden door het systeem tekorten gesignaleerd.
Dit gebeurt op basis van de stuklijst. Met de stuklijst kan bepaald worden welke hoeveelheid er op welk moment van ieder onderdeel nodig is. Er wordt bij dit systeem berekend hoeveel voorraad er van de verschillende onderdelen nodig is om de geplande productie mogelijk te maken.
DE STUKLIJSTDe stuklijst is de opsomming van alle grondstoffen, bestanddelen of ingrediën-ten die nodig zijn om een gewenst product te kunnen produceren. Deze lijst geeft de relatie aan tussen producten en hun samenstellende delen.
ERRATUM VOORRAADBEHEER (LT), 5.4 MRP-I en 5.5 DRP-IISBN 9789462834040
162
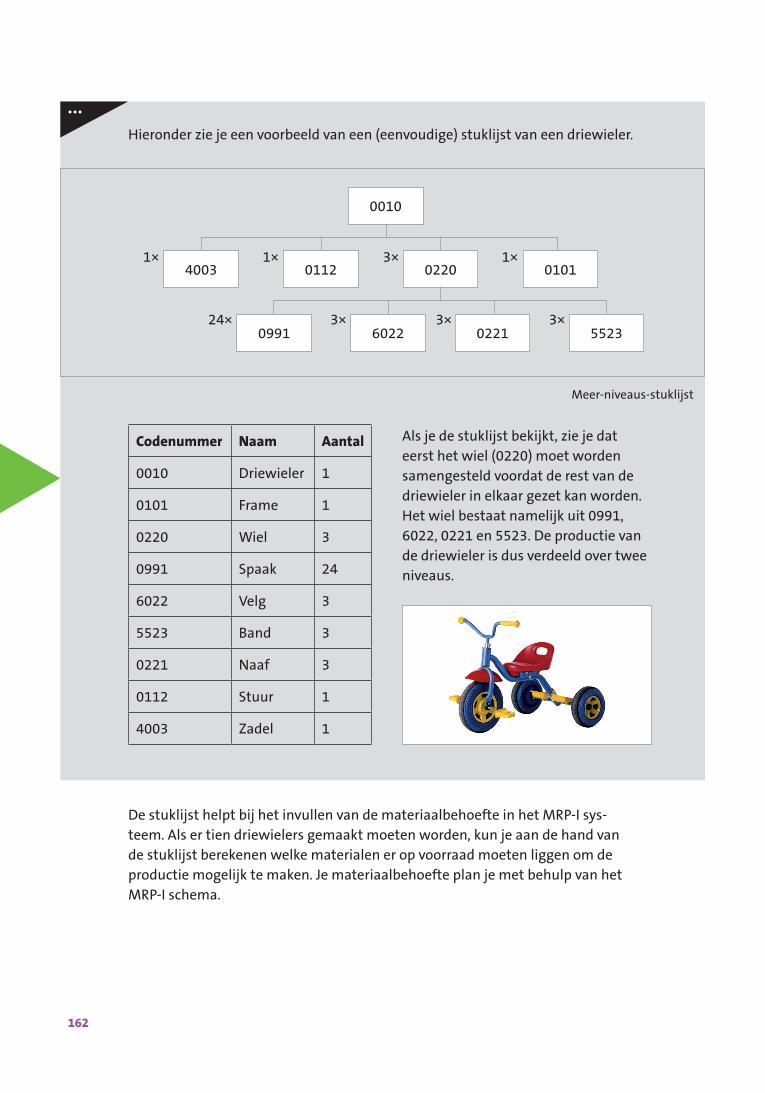
Hieronder zie je een voorbeeld van een (eenvoudige) stuklijst van een driewieler.
Meer-niveaus-stuklijst
Codenummer Naam Aantal
0010 Driewieler 1
0101 Frame 1
0220 Wiel 3
0991 Spaak 24
6022 Velg 3
5523 Band 3
0221 Naaf 3
0112 Stuur 1
4003 Zadel 1
De stuklijst helpt bij het invullen van de materiaalbehoefte in het MRP-I sys-teem. Als er tien driewielers gemaakt moeten worden, kun je aan de hand van de stuklijst berekenen welke materialen er op voorraad moeten liggen om de productie mogelijk te maken. Je materiaalbehoefte plan je met behulp van het MRP-I schema.
...
02200112
0991
1×
24×
1×
3×
3×
3×
1×
3×
0010
55236022 0221
01014003
Als je de stuklijst bekijkt, zie je dat eerst het wiel (0220) moet worden samengesteld voordat de rest van de driewieler in elkaar gezet kan worden. Het wiel bestaat namelijk uit 0991, 6022, 0221 en 5523. De productie van de driewieler is dus verdeeld over twee niveaus.
5
163
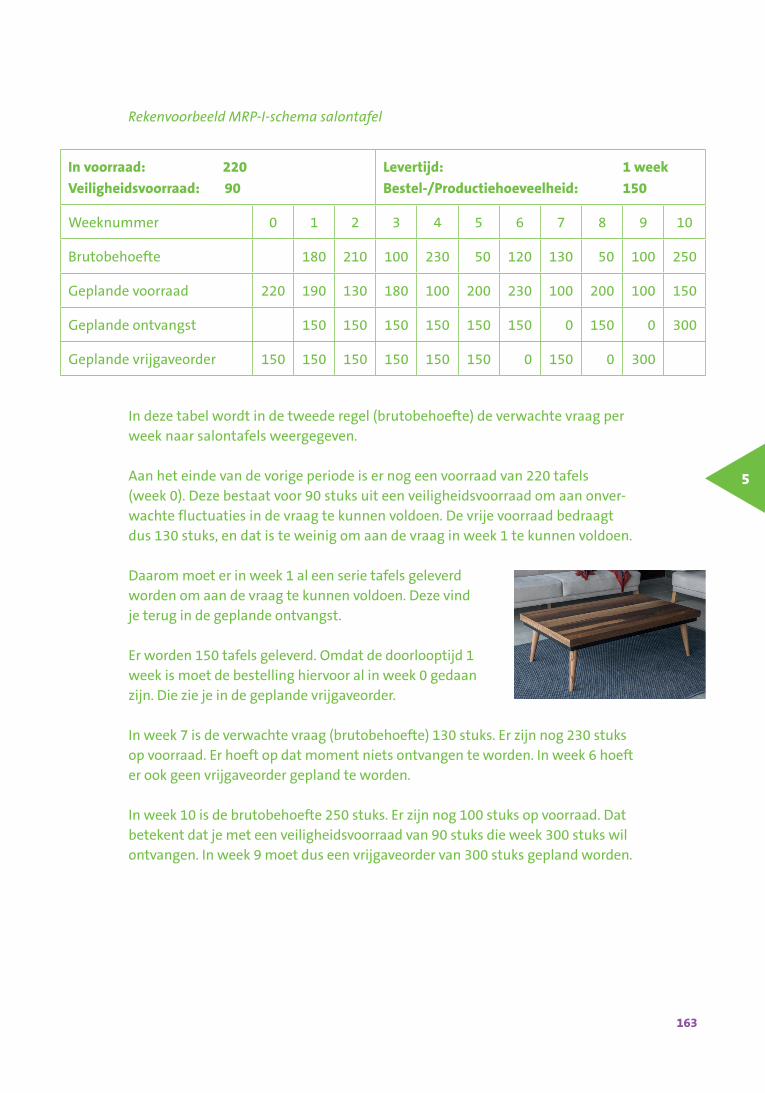
Rekenvoorbeeld MRP-I-schema salontafel
In voorraad: 220Veiligheidsvoorraad: 90
Levertijd: 1 weekBestel-/Productiehoeveelheid: 150
Weeknummer 0 1 2 3 4 5 6 7 8 9 10
Brutobehoefte 180 210 100 230 50 120 130 50 100 250
Geplande voorraad 220 190 130 180 100 200 230 100 200 100 150
Geplande ontvangst 150 150 150 150 150 150 0 150 0 300
Geplande vrijgaveorder 150 150 150 150 150 150 0 150 0 300
In deze tabel wordt in de tweede regel (brutobehoefte) de verwachte vraag per week naar salon tafels weergegeven.
Aan het einde van de vorige periode is er nog een voorraad van 220 tafels (week 0). Deze bestaat voor 90 stuks uit een veiligheidsvoorraad om aan onver-wachte fluctuaties in de vraag te kunnen voldoen. De vrije voorraad bedraagt dus 130 stuks, en dat is te weinig om aan de vraag in week 1 te kunnen voldoen.
Daarom moet er in week 1 al een serie tafels geleverd worden om aan de vraag te kunnen voldoen. Deze vind je terug in de geplande ontvangst. Er worden 150 tafels geleverd. Omdat de doorlooptijd 1 week is moet de bestelling hiervoor al in week 0 gedaan zijn. Die zie je in de geplande vrijgaveorder.
In week 7 is de verwachte vraag (brutobehoefte) 130 stuks. Er zijn nog 230 stuks op voorraad. Er hoeft op dat moment niets ontvangen te worden. In week 6 hoeft er ook geen vrijgaveorder gepland te worden.
In week 10 is de brutobehoefte 250 stuks. Er zijn nog 100 stuks op voorraad. Dat betekent dat je met een veiligheidsvoorraad van 90 stuks die week 300 stuks wil ontvangen. In week 9 moet dus een vrijgaveorder van 300 stuks gepland worden.
164
MRP-I wordt veel toegepast in de assemblage-industrie, zoals bij auto’s, vlieg-tuigen of metaalproducten. Voor MRP-I zijn veel standaardsoftwarepakketten beschikbaar.
MRP-I gaat uit van een oneindige capaciteit en houdt geen rekening met de beschikbare capaciteit aan mensen. In de praktijk levert dit wel eens problemen op. Vandaar dat er naast MRP-I ook MRP-II is ontstaan. Dit systeem houdt er wel rekening mee dat er ook mensen nodig zijn.
JITHet aanhouden van voorraden (een paar soorten uitgezonderd) lijkt onverstan-dig, het levert alleen maar risico’s en kosten op. Veel producenten en logistieke bedrijven streven dan ook naar een vermindering van de voorraden. Er is zelfs een systeem ontwikkeld dat als uitgangspunt heeft dat de voorraden nul zijn: Just in time (JIT).
JIT (Just in time) is een manier van werken die gericht is op een optimale bedie-ning van de markt, een markt die voortdurend in beweging is en steeds andere en hogere eisen stelt. Maar behalve op de markt, is JIT ook intern gericht. JIT streeft ernaar alle verspillingen binnen de organisatie, in welke vorm en op welke plaats ook, uit te bannen.
JIT gaat ervan uit dat een grondstof, een halffabricaat of een eindproduct pas op een bepaalde plaats in de logistieke stroom terechtkomt op het moment dat het daar nodig is. Het wordt dus meteen in de stroom verwerkt zonder stil te staan, dus zonder voorraad te zijn.
De bedoeling van JIT is dat een grondstof of halffabricaat precies op het moment dat het in bewerking moet gaan, aankomt op de bewerkingsplaats. Het vrijko-men van capaciteit op de bewerkingsplaats is een seintje voor het halffabricaat daarvóór in de keten, om de bewerkingsplaats in te gaan en te worden bewerkt. Op deze manier worden de goederenstromen door het productieproces ‘getrok-ken’. In tegenstelling tot MRP is er bij JIT sprake van een pull-systeem.
JIT-activiteiten hebben invloed op: XX De besturing en organisatie, bijvoorbeeld het streven naar nul voorraden
en voorraadaanvulling door middel van een pull-systeem.XX Het productieproces, bijvoorbeeld verkorting van de steltijden en
verhoging van de kwaliteit.XX De organisatie, bijvoorbeeld effectieve lay-out.XX De inkoop, bijvoorbeeld co-makership.XX Het product, bijvoorbeeld standaardisatie.
tip
5
165
Vaststellen wat de markt wilJIT eist een flexibele productie en een flexibele instelling van alle betrokkenen. Om de markt flexibel en met lage prijzen op te gaan (dus lage interne kosten), is het belangrijk om vast te stellen wat de markt wil, nu en in de naaste toekomst. De wensen van de klanten moeten de basis van het handelen zijn. Een fout in het vaststellen van de eisen van de markt veroorzaakt direct een fout in de produc-tieplannen. Een fout bij de afdeling Marketing kan door een uitstekend logistiek systeem en voortreffelijke productiemethoden niet meer goedgemaakt worden.
Daarom neemt de marketingfunctie bij het effectief functioneren van het logistieke systeem, en zeker ook bij de gehele JIT-benadering, een belangrijke plaats in.
Werken met JIT betekent streven naar:XX nul voorradenXX omsteltijden van nulXX nul fouten (zero defects)XX nul productiestops (zero stops)XX zo klein mogelijke seriegroottes (in het ideale geval een seriegrootte van
één)
KANBANEen goed voorbeeld van een pull-methode is het kanbansysteem. Hierbij plaatst een productiemedewerker een bestelling met behulp van een kanbankaartje bij een andere productiemedewerker. Elk bewerkingsstation heeft een in- en een uitbak. Dit heet het tweebakkensysteem of two-bin-systeem.
Kanban is in Japan door Toyota ontwikkeld. Het Japanse woord voor kaartje is kanban, vandaar de naam.
tip
166
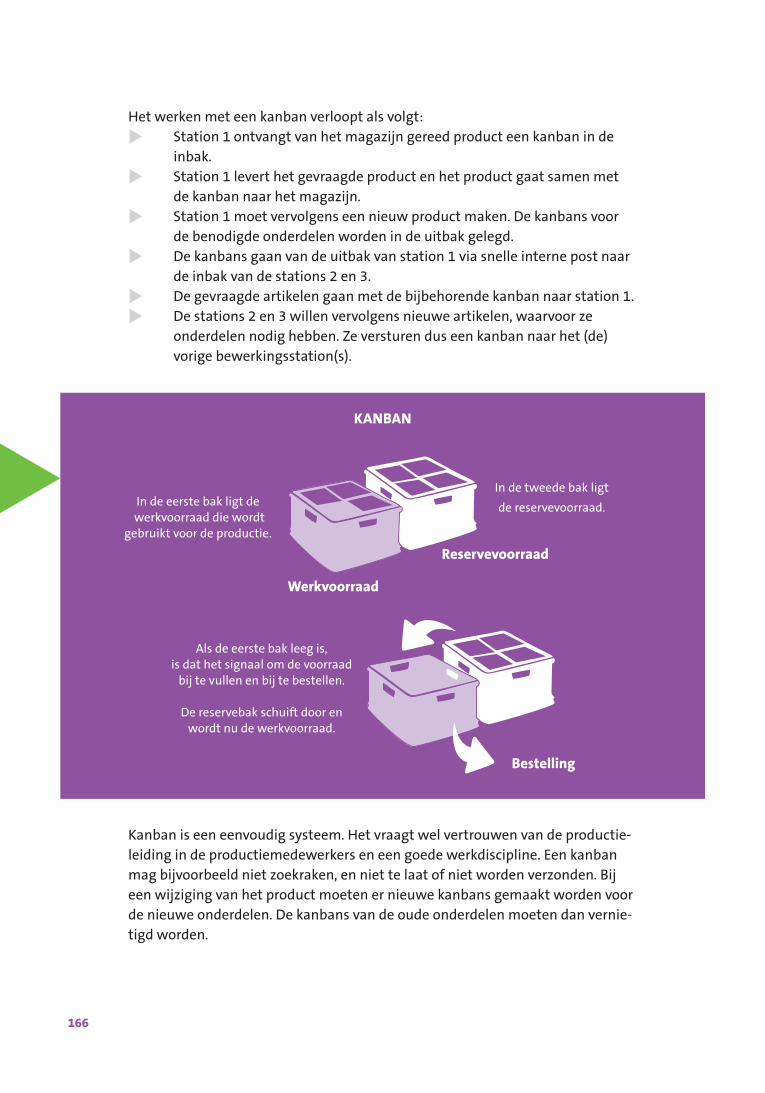
Het werken met een kanban verloopt als volgt:XX Station 1 ontvangt van het magazijn gereed product een kanban in de
inbak.XX Station 1 levert het gevraagde product en het product gaat samen met
de kanban naar het magazijn.XX Station 1 moet vervolgens een nieuw product maken. De kanbans voor
de benodigde onderdelen worden in de uitbak gelegd.XX De kanbans gaan van de uitbak van station 1 via snelle interne post naar
de inbak van de stations 2 en 3.XX De gevraagde artikelen gaan met de bijbehorende kanban naar station 1.XX De stations 2 en 3 willen vervolgens nieuwe artikelen, waarvoor ze
onderdelen nodig hebben. Ze versturen dus een kanban naar het (de) vorige bewerkingsstation(s).
In de eerste bak ligt de werkvoorraad die wordt
gebruikt voor de productie.
In de tweede bak ligt de reservevoorraad.
Werkvoorraad
Als de eerste bak leeg is, is dat het signaal om de voorraad
bij te vullen en bij te bestellen.
De reservebak schuift door en wordt nu de werkvoorraad.
De lege bak wordt opnieuw gevuld en wordt de reservebak. En dan begint het opnieuw.
Werkvoorraad
Reservevoorraad
Bestelling
KANBAN
Kanban is een eenvoudig systeem. Het vraagt wel vertrouwen van de productie-leiding in de productiemedewerkers en een goede werkdiscipline. Een kanban mag bijvoorbeeld niet zoekraken, en niet te laat of niet worden verzonden. Bij een wijziging van het product moeten er nieuwe kanbans gemaakt worden voor de nieuwe onderdelen. De kanbans van de oude onderdelen moeten dan vernie-tigd worden.

5
167
Net op tijd
Bron: www.toyota-global.com
Maak nu? Maak nu vraag 9 tot en met 14.
!
‘Just-in-Time’ betekent “alleen maken wat nodig is, wanneer het nodig is en in de benodigde hoeveel-heid.” Om bijvoorbeeld een groot aantal auto’s efficiënt te produceren – een auto kan uit ongeveer 30.000 onderdelen bestaan – is het noodzakelijk om een gedetailleerd productieplan te maken dat inkoop van onderdelen omvat. Het leveren van “wat nodig is, wanneer het nodig is en in de hoeveelheid die nodig is” volgens dit productie-plan kan verspilling, inconsistenties en onredelijke vereisten voorkomen, resulterend in verbeterde productiviteit.
Kanban-systeemIn het TPS (Toyota Production System) speelt een unieke productiecontrolemethode, het kanban-systeem genaamd, een integrale rol. Het kanban-systeem wordt ook wel de ‘supermarktmethode’ genoemd omdat het idee erachter werd geleend van supermarkten. Dergelijke grootwinkelbedrij-ven gebruiken productcontrolekaarten waarop productgerelateerde informatie, zoals de naam van een product, code en opslaglocatie, worden ingevoerd. Omdat Toyota kanbanborden gebruikte in hun productieprocessen, werd de methode het
‘kanban-systeem’ genoemd. Wanneer bij Toyota een proces verwijst naar een voorafgaand proces om onderdelen op te halen, gebruikt het een kan-ban om te communiceren welke onderdelen zijn gebruikt.
Waarom een supermarktconcept gebruiken?Een supermarkt slaat de artikelen op die de klanten nodig hebben wanneer ze nodig zijn in de hoeveelheid die nodig is en heeft al deze items op elk gewenst moment te koop.Taiichi Ohno (een voormalig vice-president van Toyota), die het idee van Just-in-Time promootte, paste dit concept toe, waarbij de supermarkt en de klant gelijk werden gesteld aan respectievelijk het vorige proces en het volgende proces. Door het volgende proces (de klant) naar het vorige proces (de supermarkt) te laten gaan om de benodigde onderdelen op te halen wanneer dat nodig is en in de benodigde hoeveelheid, was het mogelijk om het bestaande inefficiënte productiesysteem te verbeteren. Niet langer maakten de voorgaande processen overtollige onderdelen om die voor het volgende proces af te leveren.
168
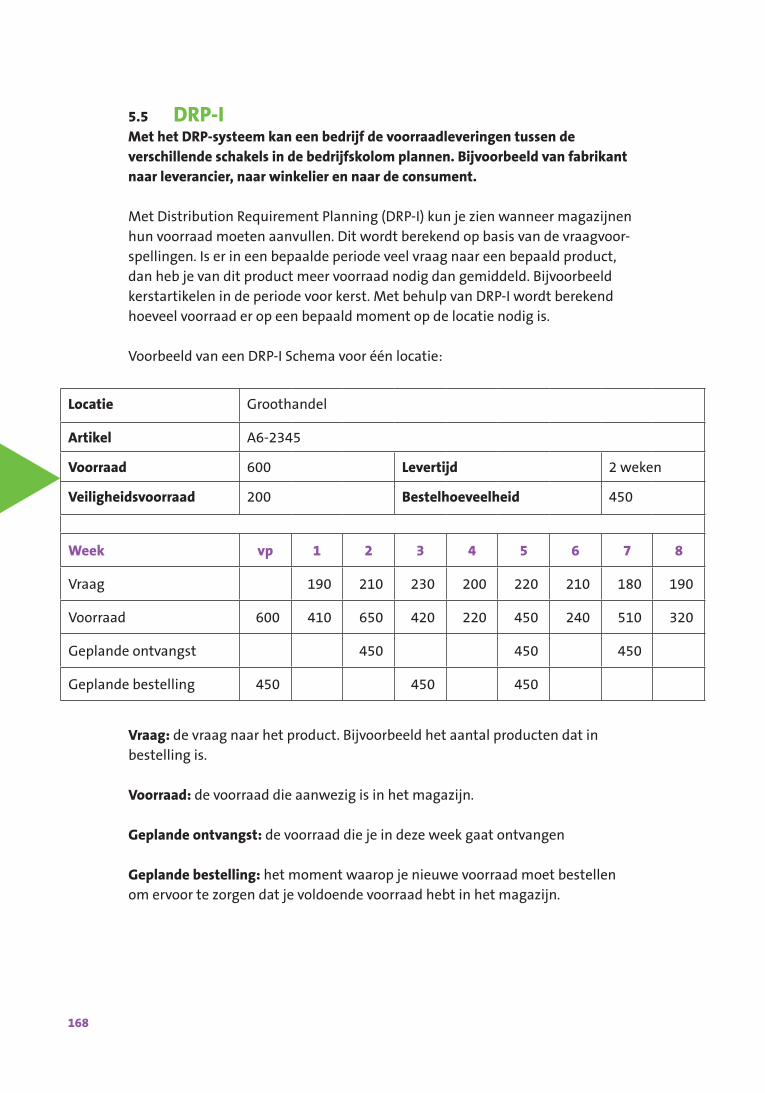
5.5 DRP-IMet het DRP-systeem kan een bedrijf de voorraadleveringen tussen de verschillende schakels in de bedrijfskolom plannen. Bijvoorbeeld van fabrikant naar leverancier, naar winkelier en naar de consument.
Met Distribution Requirement Planning (DRP-I) kun je zien wanneer magazijnen hun voorraad moeten aanvullen. Dit wordt berekend op basis van de vraagvoor-spellingen. Is er in een bepaalde periode veel vraag naar een bepaald product, dan heb je van dit product meer voorraad nodig dan gemiddeld. Bijvoorbeeld kerstartikelen in de periode voor kerst. Met behulp van DRP-I wordt berekend hoeveel voorraad er op een bepaald moment op de locatie nodig is.
Voorbeeld van een DRP-I Schema voor één locatie:
Locatie Groothandel
Artikel A6-2345
Voorraad 600 Levertijd 2 weken
Veiligheidsvoorraad 200 Bestelhoeveelheid 450
Week vp 1 2 3 4 5 6 7 8
Vraag 190 210 230 200 220 210 180 190
Voorraad 600 410 650 420 220 450 240 510 320
Geplande ontvangst 450 450 450
Geplande bestelling 450 450 450
Vraag: de vraag naar het product. Bijvoorbeeld het aantal producten dat in bestelling is.
Voorraad: de voorraad die aanwezig is in het magazijn.
Geplande ontvangst: de voorraad die je in deze week gaat ontvangen
Geplande bestelling: het moment waarop je nieuwe voorraad moet bestellen om ervoor te zorgen dat je voldoende voorraad hebt in het magazijn.
5
169
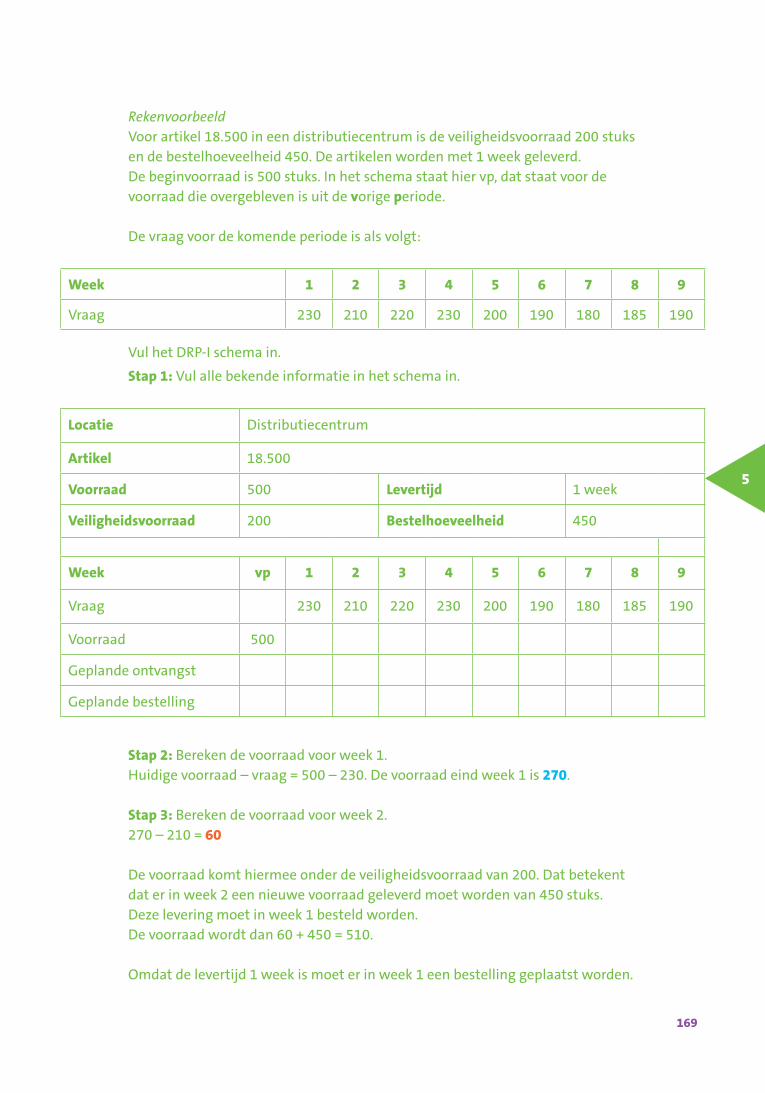
RekenvoorbeeldVoor artikel 18.500 in een distributiecentrum is de veiligheidsvoorraad 200 stuks en de bestelhoeveelheid 450. De artikelen worden met 1 week geleverd. De beginvoorraad is 500 stuks. In het schema staat hier vp, dat staat voor de voorraad die overgebleven is uit de vorige periode.
De vraag voor de komende periode is als volgt:
Week 1 2 3 4 5 6 7 8 9
Vraag 230 210 220 230 200 190 180 185 190
Vul het DRP-I schema in. Stap 1: Vul alle bekende informatie in het schema in.
Locatie Distributiecentrum
Artikel 18.500
Voorraad 500 Levertijd 1 week
Veiligheidsvoorraad 200 Bestelhoeveelheid 450
Week vp 1 2 3 4 5 6 7 8 9
Vraag 230 210 220 230 200 190 180 185 190
Voorraad 500
Geplande ontvangst
Geplande bestelling
Stap 2: Bereken de voorraad voor week 1.Huidige voorraad – vraag = 500 – 230. De voorraad eind week 1 is 270.
Stap 3: Bereken de voorraad voor week 2.270 – 210 = 60
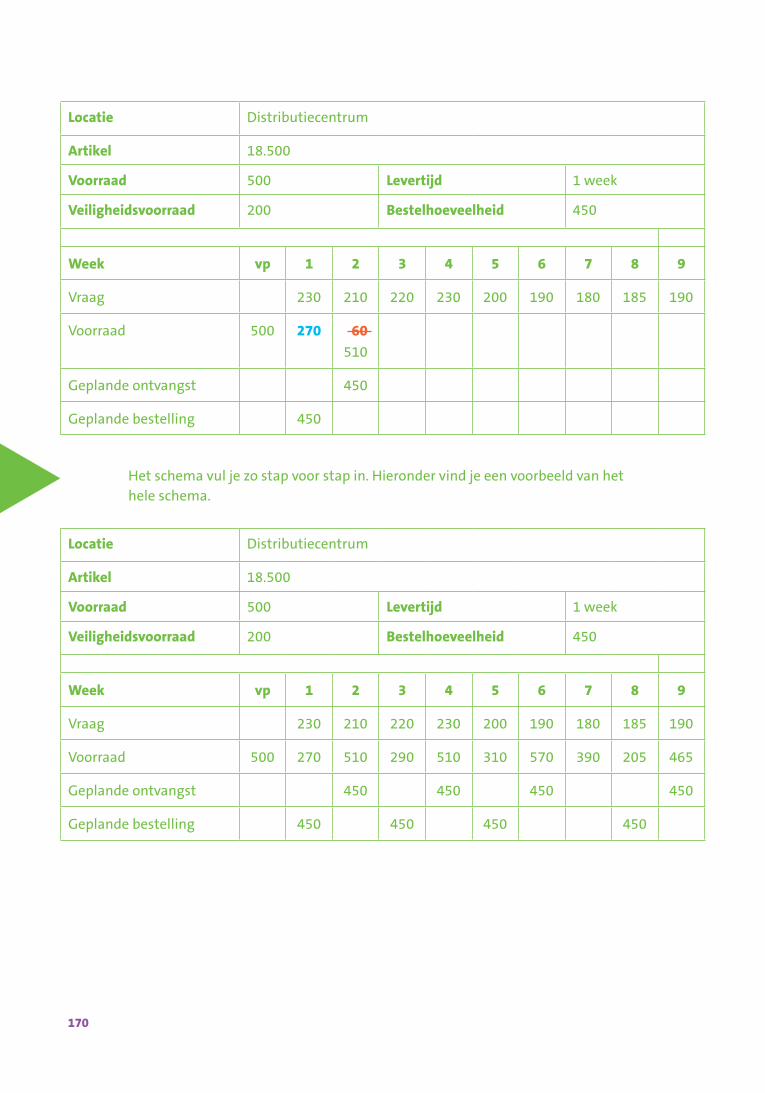
De voorraad komt hiermee onder de veiligheidsvoorraad van 200. Dat betekent dat er in week 2 een nieuwe voorraad geleverd moet worden van 450 stuks. Deze levering moet in week 1 besteld worden. De voorraad wordt dan 60 + 450 = 510.
Omdat de levertijd 1 week is moet er in week 1 een bestelling geplaatst worden.
170
Locatie Distributiecentrum
Artikel 18.500
Voorraad 500 Levertijd 1 week
Veiligheidsvoorraad 200 Bestelhoeveelheid 450
Week vp 1 2 3 4 5 6 7 8 9
Vraag 230 210 220 230 200 190 180 185 190
Voorraad 500 270 60 510
Geplande ontvangst 450
Geplande bestelling 450
Het schema vul je zo stap voor stap in. Hieronder vind je een voorbeeld van het hele schema.
Locatie Distributiecentrum
Artikel 18.500
Voorraad 500 Levertijd 1 week
Veiligheidsvoorraad 200 Bestelhoeveelheid 450
Week vp 1 2 3 4 5 6 7 8 9
Vraag 230 210 220 230 200 190 180 185 190
Voorraad 500 270 510 290 510 310 570 390 205 465
Geplande ontvangst 450 450 450 450
Geplande bestelling 450 450 450 450

5
171
Alle schakels in de bedrijfskolom zijn met elkaar verbonden. Dit merk je ook als het gaat om de vraag naar voorraad. Als je de DRP-planning van de verschillende locaties achter elkaar legt, kun je zien waar in de keten er voorraad nodig is om de producten op tijd bij de consument te kunnen leveren. Dit is belangrijk om te weten, want als er een periode meer vraag is, kan er een opslingereffect ontstaan. Een opslingereffect houdt in dat de toegenomen vraag van een consument ‘doorgeslingerd’ wordt naar de winkelier, de leverancier en de producent. Als consumenten structureel meer behoefte hebben aan een bepaald product, dan wordt in elke schakel van de bedrijfskolom de voorraad verhoogd.
De vraag van de consument is niet altijd een structurele behoefte. Bijvoorbeeld als er sprake is van een trend. Als het gaat om een eenmalige verhoging van de vraag, dan wil je het opslingereffect voorkomen. Het DRP-systeem maakt dat mogelijk.Bedrijven kunnen naast de voorraadgroottes in andere magazijnen namelijk ook de planning zien. Daaruit is gemakkelijk af te leiden of de vraag een structurele of een incidentele behoefte is.
Behalve DRP-I bestaat er ook DRP-II. DRP-II is een uitbreiding van DRP-I. Het systeem richt zich naast de voorraden in magazijnen ook op het plannen en sturen van de goederenstroom, zoals de beschikbaarheid van capaciteit, personeel en financiën.
Met behulp van het DRP-I-systeem kunnen bedrijven de voorraadplanning beter op elkaar afstemmen. Hierdoor kunnen kosten bespaard worden onder andere doordat:XX er minder voorraden nodig zijn in de hele bedrijfskolom.XX er een kleiner magazijnruimte nodig is.XX een betere planning van transport mogelijk is.XX kortere doorlooptijden mogelijk zijn.
Het schema van DRP-I lijkt veel op het schema van MRP. Het grote verschil is dat het bij MRP gaat om de planning op een afdeling of werkplek binnen een bedrijf. Bij DRP is het de bedoeling om de planning op de verschillende plaatsen in de bedrijfskolom op elkaar af te stemmen.
Maak nu? Maak nu vraag 15 tot en met 19.
tip
!
172
5.6 SamenvattingDe logistieke keten wordt onderverdeeld in materials management en fysiek distributiemanagement. Maar tegenwoordig wordt er steeds meer gekeken naar de hele logistieke keten. Er wordt dan gesproken van integrale goederenstroom-beheersing of supply chain management.
Hoeveel voorraad een bedrijf in het magazijn heeft liggen, heeft te maken met de leverstrategie. Er bestaat een pushstrategie (duwen). Hierbij worden produc-ten gemaakt of ingekocht zonder dat er zekerheid is dat ze worden verkocht. Bij een pullstrategie (trekken) is de vraag vooraf bekend en wordt op basis hiervan geproduceerd of voorraad aangelegd.
Op het moment dat in de logistieke keten wordt overgegaan van een pushstra-tegie naar een pullstrategie ontstaan er voorraden. Dit punt wordt het klantontkoppelpunt genoemd (KOOP). Er zijn vijf klantontkoppelpunten:X KOOP 1: Maken en verzenden uit lokale voorraadX KOOP 2: Maken voor centrale voorraadX KOOP 3: Assembleren op orderX KOOP 4: Maken op orderX KOOP 5: Inkopen en maken op order
Aan de hand van de leverstrategie worden productieprocessen vastgesteld. Er zijn verschillende processen die helpen bij het goed organiseren van de produc-tie. Een aantal processen zijn:X MRP-I. Material Requirements Planning is een hulpmiddel bij het
vaststellen van de materiaalbehoefte en voor plaatsing van interne fabricage en/of inkoopopdrachten. Bij MRP-I wordt gebruikgemaakt van stuklijsten. Dit wordt ook wel een push-methode genoemd.
X JIT. Just in time is een manier van werken om de markt optimaal te bedienen. Er wordt uitgegaan van de vraag van de markt. JIT probeert om verspilling te voorkomen en voorraden zo klein mogelijk te houden. Dit wordt ook wel een pull-methode genoemd.
X Kanban. Dit is een systeem om te signaleren wanneer je een voorraad moet aanvullen. Het wordt ook wel een pull-methode genoemd. Er wordt gewerkt met een inbak en een uitbak: het two-bin systeem.
X DRP-I. Distribution Requirement Planning is een systeem om de voorraadleveringen tussen de verschillende schakels in de bedrijfskolom te plannen.
Vragen?
5
173
1 Wat is de relatie tussen materials management en fysieke distributiema-nagement?
2 Bij supply chain management gaat het om het beheersen van de goede-ren-, geld- en informatiestroom. Welke van deze stromen gaat bij het normale leverproces zowel van fabrikant naar consument als van consu-ment naar fabrikant?A GoederenstroomB GeldstroomC Informatiestroom
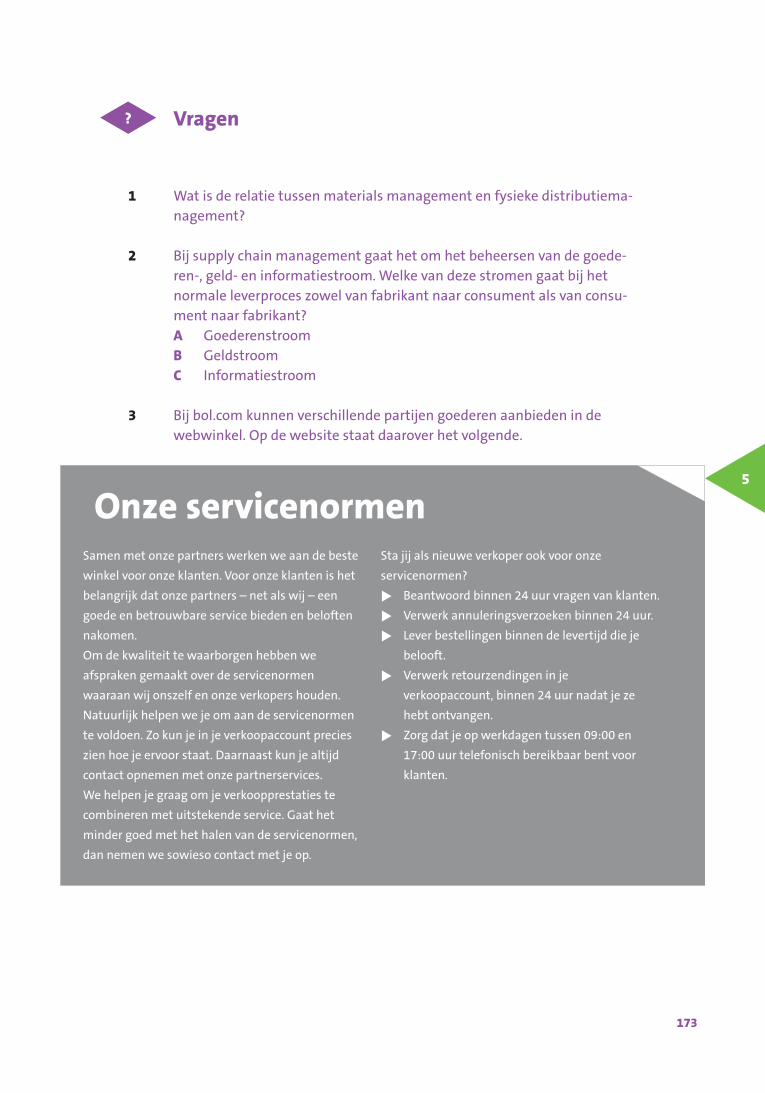
3 Bij bol.com kunnen verschillende partijen goederen aanbieden in de webwinkel. Op de website staat daarover het volgende.
Onze servicenormen!
Samen met onze partners werken we aan de beste winkel voor onze klanten. Voor onze klanten is het belangrijk dat onze partners – net als wij – een goede en betrouwbare service bieden en beloften nakomen. Om de kwaliteit te waarborgen hebben we afspraken gemaakt over de servicenormen waaraan wij onszelf en onze verkopers houden.Natuurlijk helpen we je om aan de servicenormen te voldoen. Zo kun je in je verkoopaccount precies zien hoe je ervoor staat. Daarnaast kun je altijd contact opnemen met onze partnerservices. We helpen je graag om je verkoopprestaties te combineren met uitstekende service. Gaat het minder goed met het halen van de servicenormen, dan nemen we sowieso contact met je op.
Sta jij als nieuwe verkoper ook voor onze servicenormen?
XX Beantwoord binnen 24 uur vragen van klanten.
XX Verwerk annuleringsverzoeken binnen 24 uur.
XX Lever bestellingen binnen de levertijd die je belooft.
XX Verwerk retourzendingen in je verkoopaccount, binnen 24 uur nadat je ze hebt ontvangen.
XX Zorg dat je op werkdagen tussen 09:00 en 17:00 uur telefonisch bereikbaar bent voor klanten.
Vragen
174
a Voor welke schakel in de supply chain is dit bericht bedoeld? Kies het juiste antwoord.A FabrikantB TussenhandelC WebwinkelD Consument
b Welke stroom in de supply chain probeert bol.com met dit bericht beter te stroomlijnen?A GoederenstroomB GeldstroomC Informatiestroom
4 Een groothandel in sportartikelen krijgt hockeysticks van een fabrikant geleverd. Deze levering is gebaseerd op de verkopen van de afgelopen vijf jaar. Het is de totale voorraad die de fabrikant per seizoen maakt. Leg uit van welke leverstrategie hier gebruik wordt gemaakt.
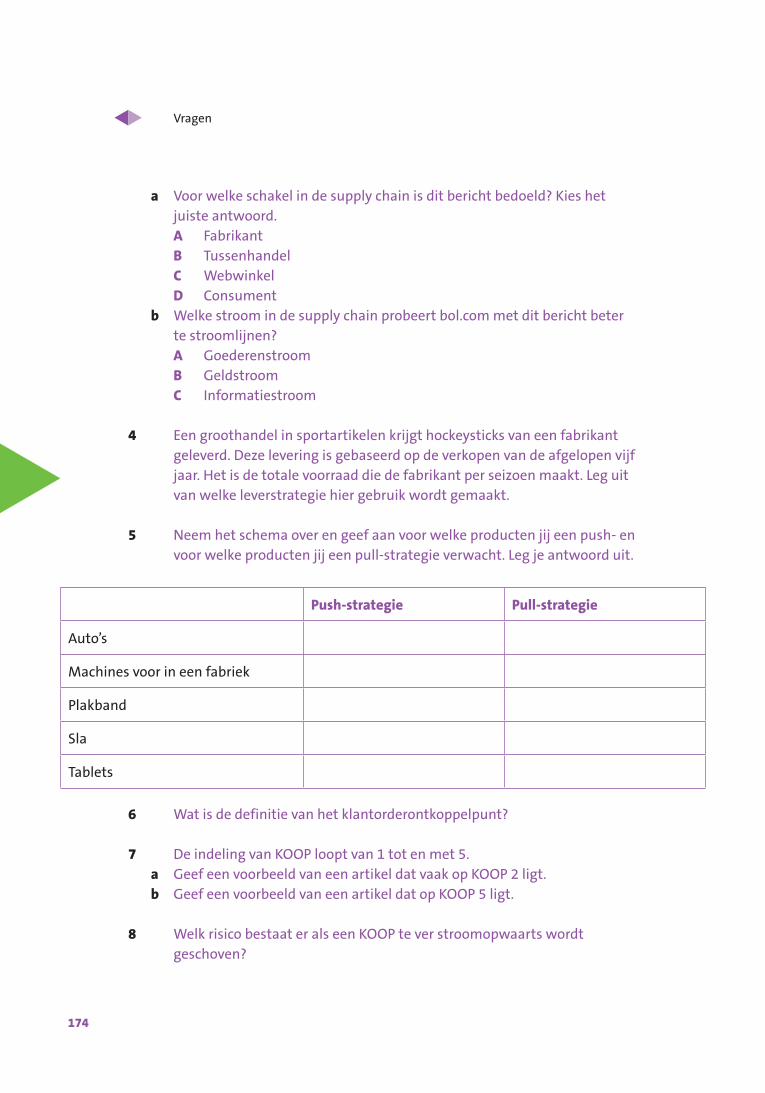
5 Neem het schema over en geef aan voor welke producten jij een push- en voor welke producten jij een pull-strategie verwacht. Leg je antwoord uit.
Push-strategie Pull-strategie
Auto’s
Machines voor in een fabriek
Plakband
Sla
Tablets
6 Wat is de definitie van het klantorderontkoppelpunt?
7 De indeling van KOOP loopt van 1 tot en met 5.a Geef een voorbeeld van een artikel dat vaak op KOOP 2 ligt.b Geef een voorbeeld van een artikel dat op KOOP 5 ligt.
8 Welk risico bestaat er als een KOOP te ver stroomopwaarts wordt geschoven?
Vragen
5
175
9 Waarvoor staat MRP-I? Kies het juiste antwoord.A berekening van materiaalbehoefteB vaststelling van materiaalbehoefteC berekening en vaststelling van materiaalbehoefteD berekening, vaststelling van materiaalbehoefte en capaciteit van mensen
10 Wat is de relatie tussen MRP-I en een stuklijst?
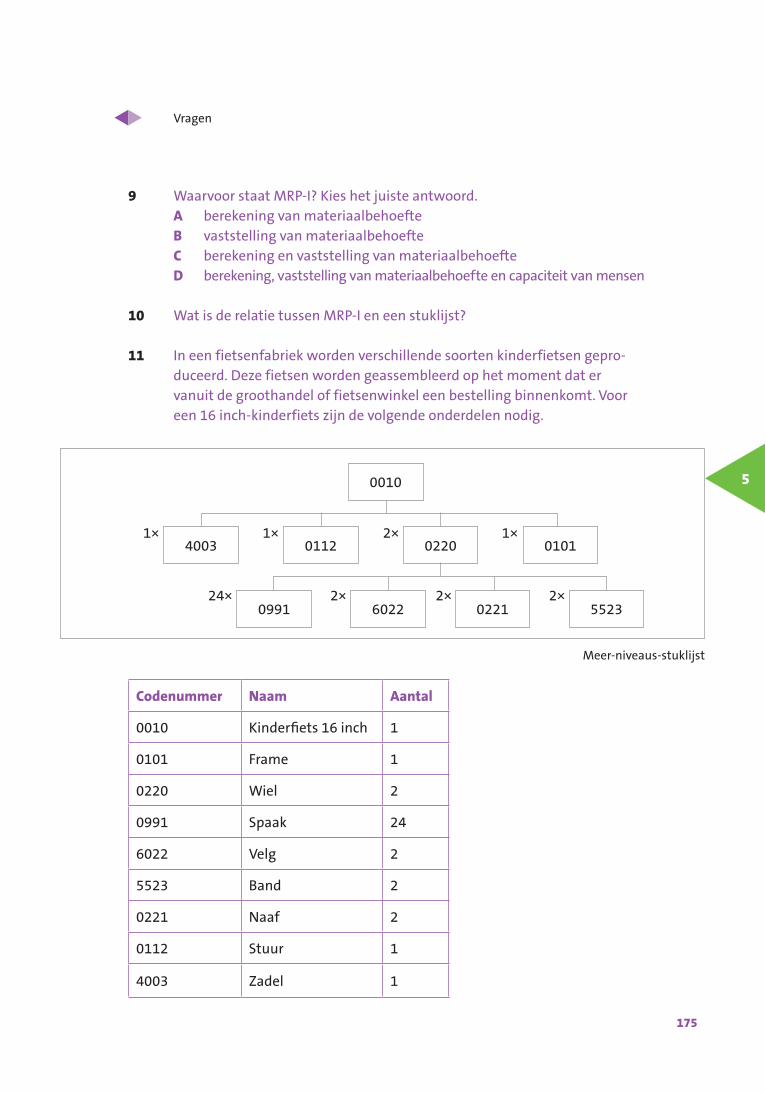
11 In een fietsenfabriek worden verschillende soorten kinderfietsen gepro-duceerd. Deze fietsen worden geassembleerd op het moment dat er vanuit de groothandel of fietsenwinkel een bestelling binnenkomt. Voor een 16 inch-kinderfiets zijn de volgende onderdelen nodig.
Meer-niveaus-stuklijst
Codenummer Naam Aantal
0010 Kinderfiets 16 inch 1
0101 Frame 1
0220 Wiel 2
0991 Spaak 24
6022 Velg 2
5523 Band 2
0221 Naaf 2
0112 Stuur 1
4003 Zadel 1
02200112
0991
1×
24×
1×
2×
2×
2×
1×
2×
0010
55236022 0221
01014003
Vragen
176
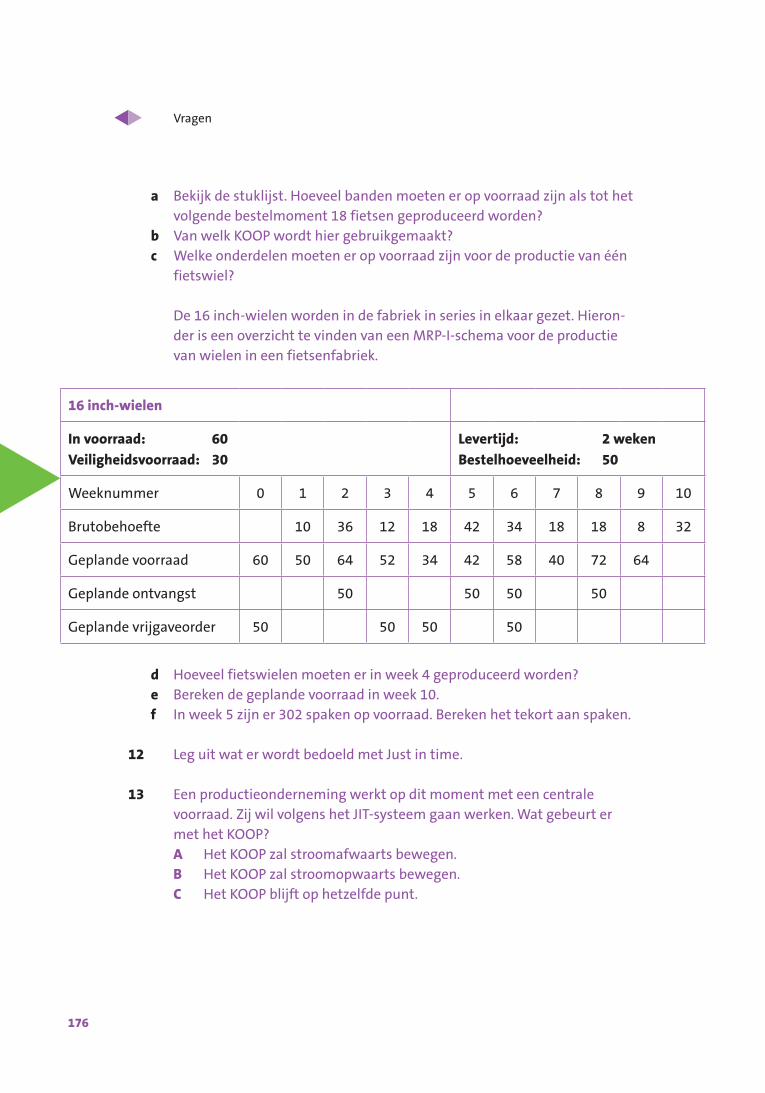
a Bekijk de stuklijst. Hoeveel banden moeten er op voorraad zijn als tot het volgende bestelmoment 18 fietsen geproduceerd worden?
b Van welk KOOP wordt hier gebruikgemaakt?c Welke onderdelen moeten er op voorraad zijn voor de productie van één fietswiel?
De 16 inch-wielen worden in de fabriek in series in elkaar gezet. Hieron-der is een overzicht te vinden van een MRP-I-schema voor de productie van wielen in een fietsenfabriek.
16 inch-wielen
In voorraad: 60Veiligheidsvoorraad: 30
Levertijd: 2 wekenBestelhoeveelheid: 50
Weeknummer 0 1 2 3 4 5 6 7 8 9 10
Brutobehoefte 10 36 12 18 42 34 18 18 8 32
Geplande voorraad 60 50 64 52 34 42 58 40 72 64
Geplande ontvangst 50 50 50 50
Geplande vrijgaveorder 50 50 50 50
d Hoeveel fietswielen moeten er in week 4 geproduceerd worden?e Bereken de geplande voorraad in week 10.f In week 5 zijn er 302 spaken op voorraad. Bereken het tekort aan spaken.
12 Leg uit wat er wordt bedoeld met Just in time.
13 Een productieonderneming werkt op dit moment met een centrale voorraad. Zij wil volgens het JIT-systeem gaan werken. Wat gebeurt er met het KOOP?A Het KOOP zal stroomafwaarts bewegen.B Het KOOP zal stroomopwaarts bewegen.C Het KOOP blijft op hetzelfde punt.
Vragen
5
177
14 Hoe werkt een kanbansysteem?
15 Leg uit hoe het DRP-systeem het fysieke distributiemanagement onder-steunt.
16 Wat houdt de beschikbare voorraad in het DRP-I-schema in? Kies het juiste antwoord.A De hoeveelheid goederen die al in voorraad is en is besteld.B De hoeveelheid goederen die in het magazijn op voorraad ligt.C De hoeveelheid goederen die is gereserveerd voor klanten.
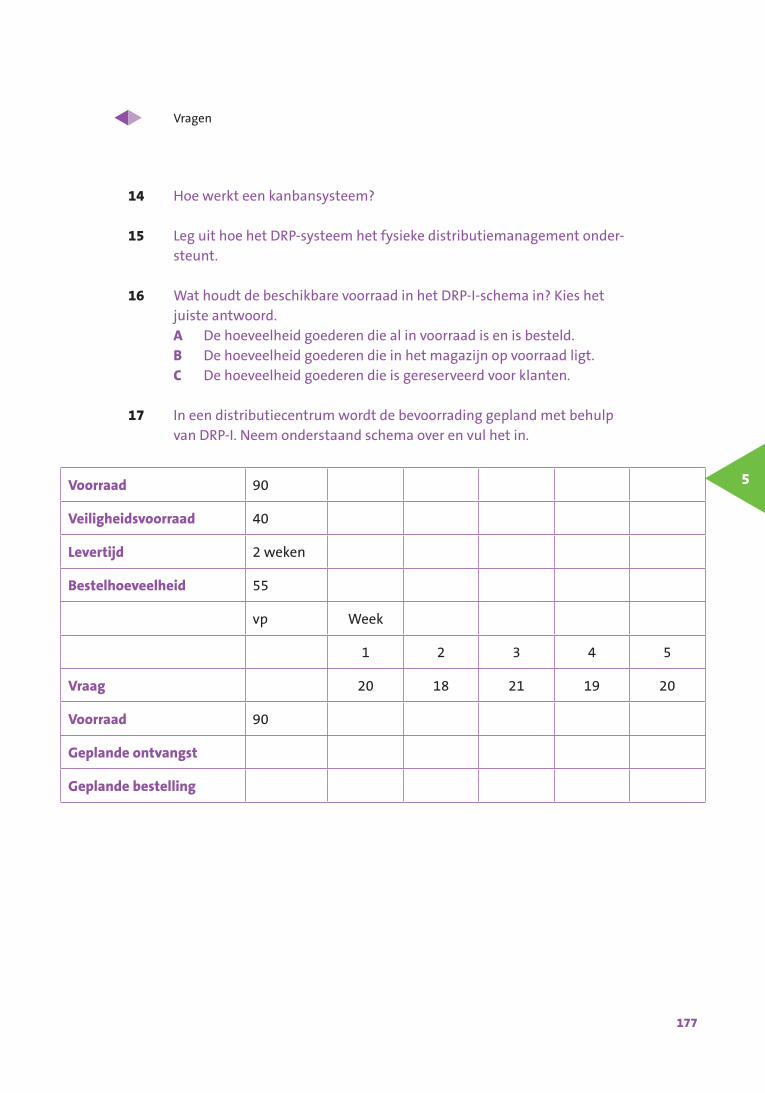
17 In een distributiecentrum wordt de bevoorrading gepland met behulp van DRP-I. Neem onderstaand schema over en vul het in.
Voorraad 90
Veiligheidsvoorraad 40
Levertijd 2 weken
Bestelhoeveelheid 55
vp Week
1 2 3 4 5
Vraag 20 18 21 19 20
Voorraad 90
Geplande ontvangst
Geplande bestelling
Vragen
178
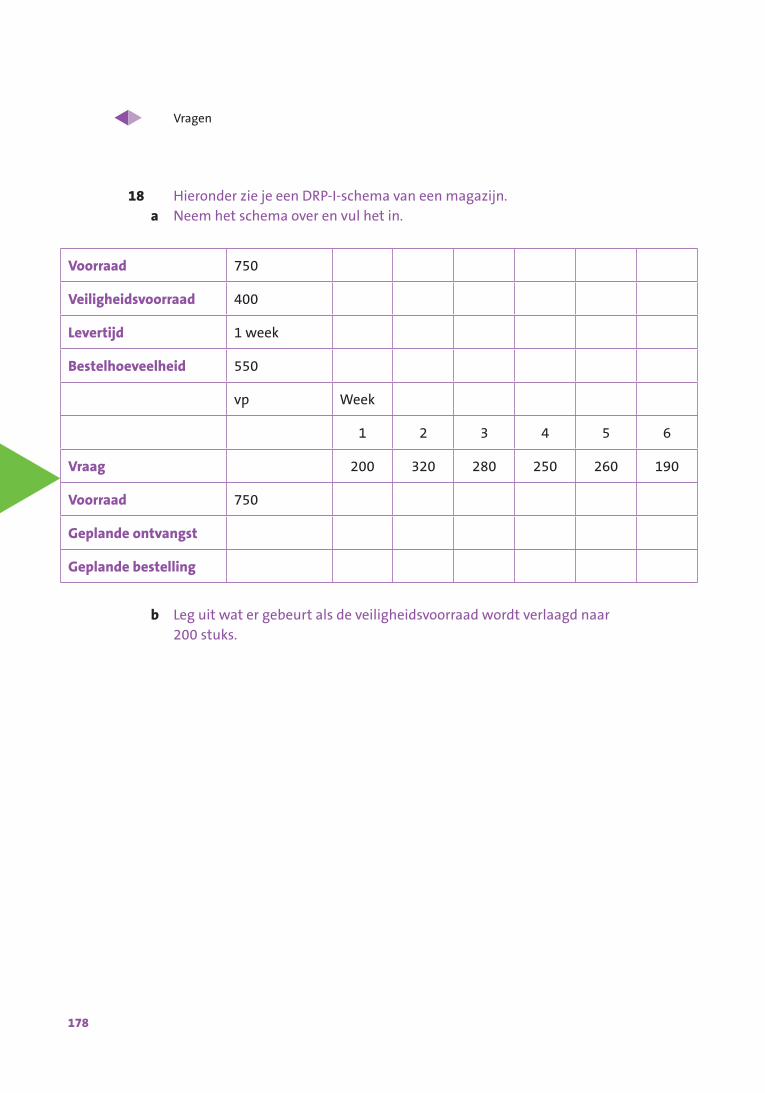
18 Hieronder zie je een DRP-I-schema van een magazijn.a Neem het schema over en vul het in.
Voorraad 750
Veiligheidsvoorraad 400
Levertijd 1 week
Bestelhoeveelheid 550
vp Week
1 2 3 4 5 6
Vraag 200 320 280 250 260 190
Voorraad 750
Geplande ontvangst
Geplande bestelling
b Leg uit wat er gebeurt als de veiligheidsvoorraad wordt verlaagd naar 200 stuks.
Vragen
5
179
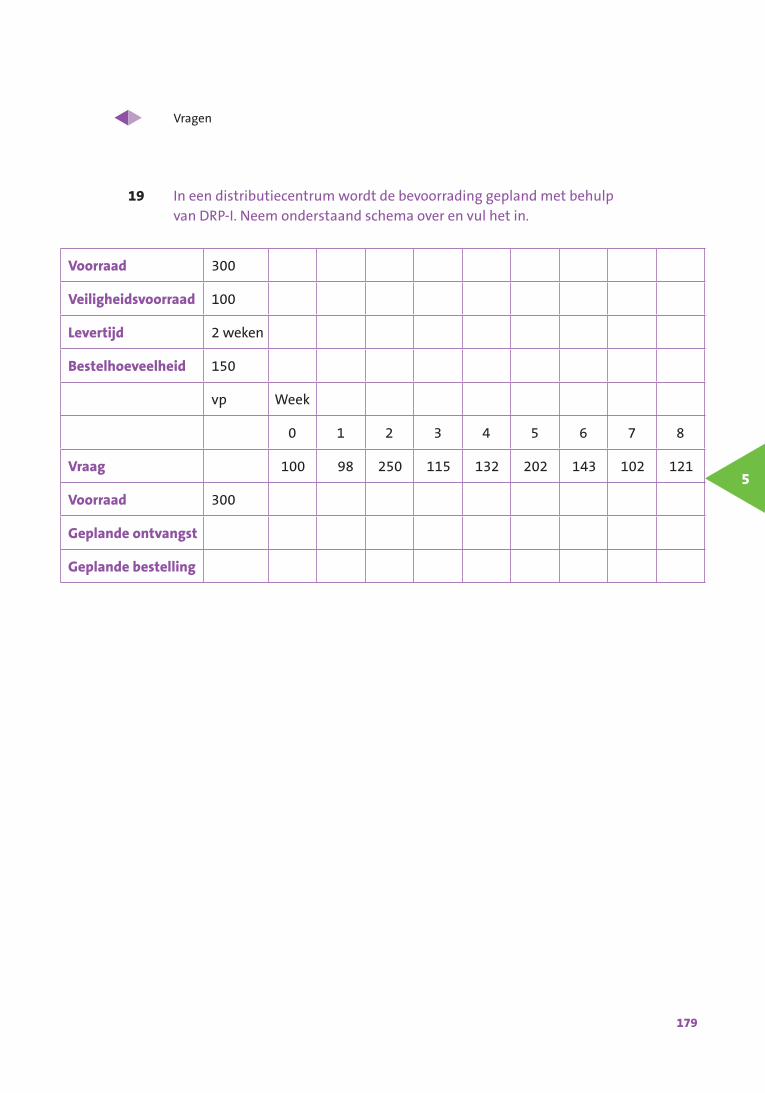
19 In een distributiecentrum wordt de bevoorrading gepland met behulp van DRP-I. Neem onderstaand schema over en vul het in.
Voorraad 300
Veiligheidsvoorraad 100
Levertijd 2 weken
Bestelhoeveelheid 150
vp Week
0 1 2 3 4 5 6 7 8
Vraag 100 98 250 115 132 202 143 102 121
Voorraad 300
Geplande ontvangst
Geplande bestelling
Vragen
180
Plusvraag
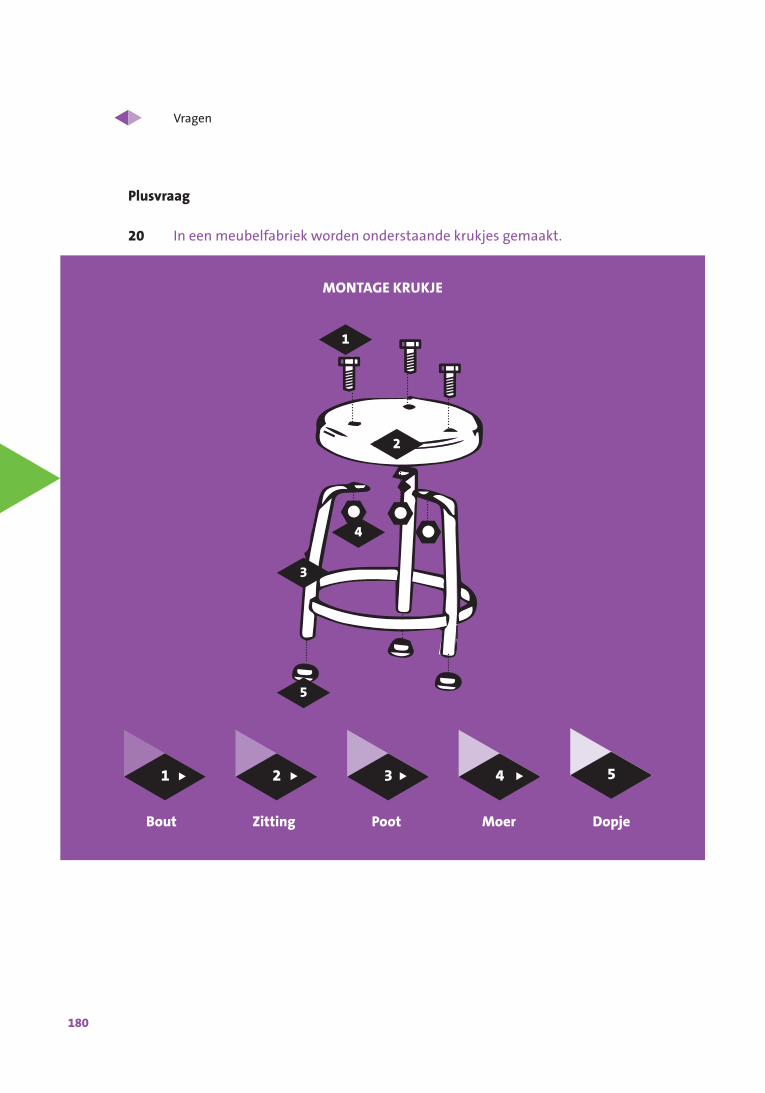
20 In een meubelfabriek worden onderstaande krukjes gemaakt.
MONTAGE KRUKJE
Bout Zitting Poot Moer Dopje
1 2 3 54
1
2
3
4
5
Vragen
5
181
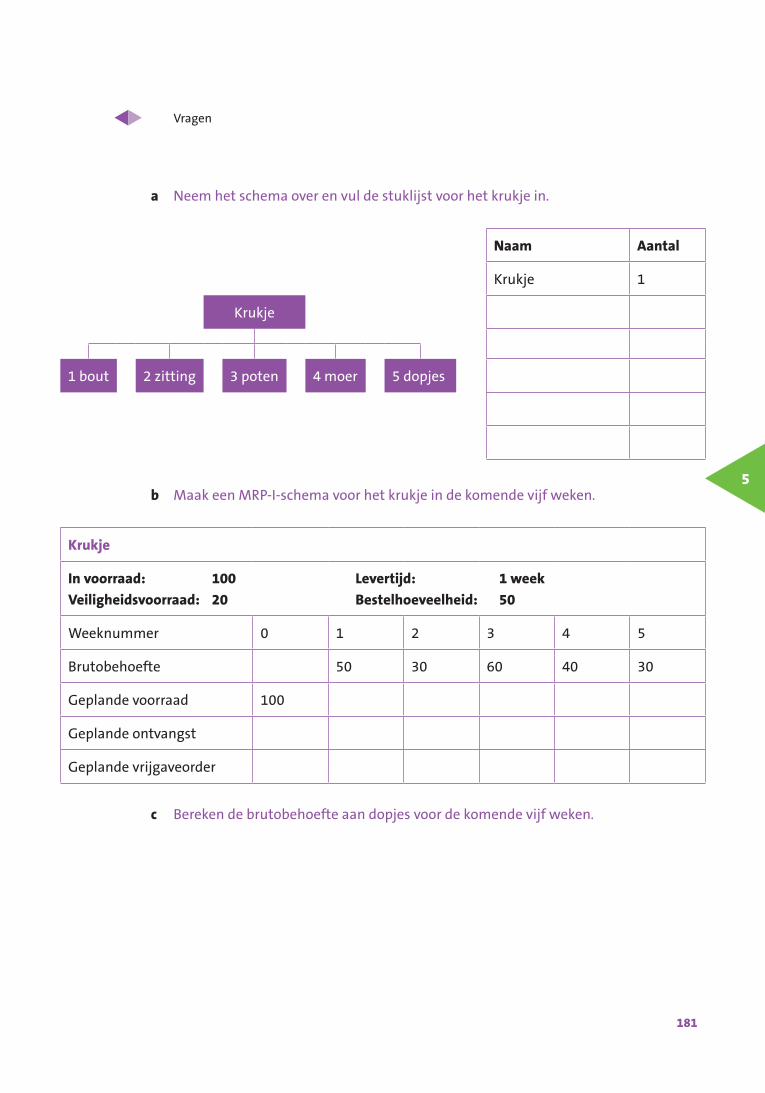
a Neem het schema over en vul de stuklijst voor het krukje in.
Naam Aantal
Krukje 1
Krukje
1 bout 2 zitting 3 poten 4 moer 5 dopjes
b Maak een MRP-I-schema voor het krukje in de komende vijf weken.
Krukje
In voorraad: 100 Levertijd: 1 weekVeiligheidsvoorraad: 20 Bestelhoeveelheid: 50
Weeknummer 0 1 2 3 4 5
Brutobehoefte 50 30 60 40 30
Geplande voorraad 100
Geplande ontvangst
Geplande vrijgaveorder
c Bereken de brutobehoefte aan dopjes voor de komende vijf weken.

Begrippen*
182
Distribution Requirement Planning (DRP-I) Systeem waarmee je kunt zien wanneer een magazijn zijn voorraad in welke hoeveelheden moet aanvullen.Fysiek distributiemanagement Houdt zich bezig met de besturing en beheersing van de goederenstroom van het gereed product.JIT Just in time Methode waarbij je precies op tijd de goederen levert bij de klant.Kanban Systeem om te signaleren wanneer je een voorraad moet aanvullen.Klantorderontkoppelpunt (KOOP) Punt dat aangeeft hoe ver in de bedrijfskolom een order van een klant doordringt in het productie- of distributieproces.Materials management Alle activiteiten die ervoor zorgen dat de grondstoffen- en halffabricaten-stromen zo efficiënt mogelijk door het productieproces heen gaan.Material Requirements Planning (MRP-I) Systeem waarmee je de materiaalbehoefte en de behoefte aan mensen en machines voor het produceren van goederen plant.Pushstrategie (duwen) Hier worden producten gemaakt of ingekocht zonder dat er zekerheid is dat ze worden verkocht.Pullstrategie (trekken) Bij deze strategie is de vraag vooraf bekend en wordt op basis hiervan geproduceerd of voorraad aangelegd.Supply chain management Bestaat uit het beheersen, organiseren en optimaliseren van de goederen-, informatie- en geldstromen binnen en tussen de opeenvolgende schakels in de bedrijfskolom.

Trefwoordenabc
184
AABC-analyse 81, 123administratiekosten 137administratieve voorraad 13, 35afzet 41
Bbatch-orderverzamelen 96beginvoorraad 39benuttingsgraad 68besteleenheid 132, 147bestelfrequentie 132, 147bestelkosten 137, 147bestellen 131, 147bestelmoment 131bestelniveau 9, 35bestelpunt 9, 35bezettingsgraad 53, 68BQ-bestelmethode 133, 147BS-bestelmethode 134, 147buffervoorraad 18, 35bulkvoorraad 19, 35
Cconsignatievoorraad 17, 35
Ddirecte kanaal 127, 147directe uitgifte 73, 123distribution Requirement Planning (DRP-I)
168, 182dynamisch orderverzamelen 98
EEconomic Order Quantity (EOQ) 138, 147economische voorraad 15, 35eindvoorraad 39
Ffast movers 77, 123fifo-methode 50, 68formule van Camp 138, 147fysiek distributiemanagement 150, 182
Ggemiddelde voorraad in aantallen 39, 68gemiddelde voorraad in waarde 39, 68gesloten magazijn 73, 123GIP-methode 51, 68grijpvoorraad 19, 35
Hhoofdgangensysteem 91
Iijzeren voorraad 8, 35indirecte korte kanaal 127, 147indirecte lange kanaal 126, 147indirecte uitgifte 73, 123inkoopkosten 137, 147inkoopwaarde van de omzet 44inkopen 125, 147integrale goederenstroombeheersing 150I-routing 90
JJIT (Just in time) 164, 182
Kkanban 165, 182kanbansysteem 165kengetal 38klantorderontkoppelpunt (KOOP) 155, 182klassieke inkoopkanaal 126, 147
abc
Trefwoorden
185
Llangzaamlopers 77, 123largest gap 93lifo-methode 48, 68locatiesysteem 88
Mmaterial Requirements Planning
(MRP-I) 161, 182materials management 150, 182maximumvoorraad 10, 35minimumvoorraad 8, 35multi picking 96
Oomloopsnelheid 41, 68omzet 41omzetduur 44, 68omzetsnelheid 41, 68ontkoppelvoorraad 17ontvangstkosten 138open magazijn 73, 123opslagduur 43, 68optimale bestelgrootte 138, 147optimale bestelhoeveelheid 138
Pparallel orderverzamelen 96pick-by-vision 100pick-to-light 100pijplijnvoorraad 16, 35pullstrategie 153, 182pushstrategie 153, 182
Rrentekosten 55risicokosten 55routing 90ruimtekosten 55
Sscanning 100seizoensvoorraad 17, 35sequentieel orderverzamelen 95seriegroottevoorraad 17, 35servicegraad 46, 68single picking 95slow movers 77, 123snellopers 77, 123sQ-bestelmethode 135, 147sS-bestelmethode 135, 147S-shape 93statisch orderverzamelen 98strategische voorraad 19, 35stuklijst 161supply chain management 150, 182systematische handling analyse
(SHA) 107, 123systematische lay-outplanning
(SLP) 108, 123
Ttechnische voorraad 12, 35Transport Management Systeem
(TMS) 22, 35tweegangensysteem 91two-bin-systeem 165
UU-routing 90
Trefwoorden
186
WWarehouse Management Systeem
(WMS) 20, 35werkelijke voorraad 12werkvoorraad 19, 35
Zzijgangensysteem 91
Vvaste verrekenprijs (VVP) 48veiligheidsvoorraad 9, 18, 35vendor rating 129voice-picking 100voorraadkaart 13voorraadkosten 54, 68voorraadnorm 47, 68voorraadwaardering 48vullingsgraad 53, 68

187
Beeldverantwoording
Omslagfoto | Jurjen PoelesPagina 2 (colofon) | Jurjen PoelesPagina 6 | Sirtravelalot | ShutterstockPagina 11 | 06photo | ShutterstockPagina 12 | Lopolo | ShutterstockPagina 17 | Xieyuliang | ShutterstockPagina 18 | StintumPagina 19 | CoolbluePagina 21 | Phonlamai Photo | ShutterstockPagina 23 | Lisa S | ShutterstockPagina 36 | Alpa Prod | ShutterstockPagina 40 | Ti-Ja | iStockPagina 45 | StockStudio | ShutterstockPagina 47 | Ramilya Bogens | ShutterstockPagina 53, 110 (afb. 2) | Dmitry Kalinovsky | ShutterstockPagina 55 | Madritoiu | ShutterstockPagina 57 | Asharkyu | ShutterstockPagina 70 | Albert HeijnPagina 73 (links) | SligroPagina 73 (rechts) | Yuri Acurs | IstockPagina 73 (onder) | Sergey Mihilovich | ShutterstockPagina 74 | Mr. Kosal | ShutterstockPagina 78 | Migren art | ShutterstockPagina 80 | Dafinchi | ShutterstockPagina 85 | Sasin Tipchai | ShutterstockPagina 98 (boven) | Nordroden | ShutterstockPaigna 98 (onder) | TGWPagina 102 | Nor Gal | ShutterstockPagina 103 | DutchScenery | ShutterstockPagina 110 (afb. 1) | Monkey Business Images | ShutterstockPagina 110 (afb. 3) | Melnikof | ShutterstockPagina 124 | Monkey Business Images | IstockPagina 132 | AlexLMX | IstockPagina 134, 139 | Pressmaster | ShutterstockPagina 137 | Fotografia Basica | iStock Pagina 148 | Maxim Blinkov | ShutterstockPagina 152 | Tony ChocolonelyPagna 158 | Indonesiapix | ShutterstockPagina 162 | Boris Medvedev | ShutterstockPagina 163 | Parvin Maharramov | Shutterstock
9 789462 834040
In de uitgaven van Uitgeverij Sarphati is ook gebruikgemaakt van beeldmateriaal van: Ben Lohuis, Ferroli Nederland, Foter, Marije Jellema, Ingimage, Kega, Ritel, ROC Midden Nederland en ROC van Twente.






![,r 1 ll~Cj...,r 1 ]Lll-ll~Cj I 11 . ,. ONTWERP TRACEBESLUIT I I HAZELDONKSESTRAAT 11 r HOGESNELHEIDSLIJN -ZUID 11 I I I I I I Verkeersveiligheidstoets Mei 2000 I ( I I I Ir …](https://static.fdocuments.nl/doc/165x107/5ff9c9f23423653617488aaa/r-1-llcj-r-1-lll-llcj-i-11-ontwerp-tracebesluit-i-i-hazeldonksestraat.jpg)