三三三‡二二二…圭 - ASAHI NetNN2T-YD/machine-tool/machine-tool.pdf二二∵二二二二j...
8
人間が生きるためには,食物は第一義的に必要な ものであり,これを入れる器もまた必要不可欠なも のであった.そのためこれらをつくる技術は古代か らあり,いつのころか,そのための道具としてロク ロが考えられ,それは現代まで続いている. 2 (16世紀にフランスの数学者ベッソンの装飾旋盤) 図1 旋盤のプロトタイプ L喜′素材を図載遵健で切離する旋盤の発達 ロクロは回転運動を使うが,この運動を手に入れ る手段もいろいろと考えられ,そこには人間の知恵 が凝集されている.器の材料は初期には土であった が,そのうちに工具の発達によって,木材も使われ るようになった. ここで木材を回転させて,器をつくる技術が発達 してくる.旋盤という,素材を回転させて工具で切 削する工作機械が出現する動機は,ここにあった. そしてさまざまな試みがされているが,その中の 記録として有名なのは,16世紀のフランスのフラン シス2世に仕えていた数学者ベッソン(Jacobi Bessom)が木工作業について記した解説書である. 図1はその中の一例で,16世紀以前の例と思われ るが,ここでは動力源として左上方にある弓の弾力 を使い,弦に結びついている紐を足で踏むことで, ワークに回転運動を与えていることがわかる. そして工具は竿の先についていて,テコの原理で 力を増幅させて壷を削っている.ここに旋盤の原型 を見ることができるが,もう少し古い記録では弓の 代わりに竿の弾性を使っていた. この竿のことをLatheと呼び,旋盤の英語名の語 源となっている. 同じころ(16世紀),イタリアの冶金技術者ビリン グチオ(VannoccioBiringuccio)は,大砲の ぐり加工を水車を動力源として行なった.これによ ツールエンジニア
Transcript of 三三三‡二二二…圭 - ASAHI NetNN2T-YD/machine-tool/machine-tool.pdf二二∵二二二二j...

人間が生きるためには,食物は第一義的に必要な
ものであり,これを入れる器もまた必要不可欠なも
のであった.そのためこれらをつくる技術は古代か
らあり,いつのころか,そのための道具としてロク
ロが考えられ,それは現代まで続いている.
2
(16世紀にフランスの数学者ベッソンの装飾旋盤)
図1 旋盤のプロトタイプ
L喜′素材を図載遵健で切離する旋盤の発達
ロクロは回転運動を使うが,この運動を手に入れ
る手段もいろいろと考えられ,そこには人間の知恵
が凝集されている.器の材料は初期には土であった
が,そのうちに工具の発達によって,木材も使われ
るようになった.
ここで木材を回転させて,器をつくる技術が発達
してくる.旋盤という,素材を回転させて工具で切
削する工作機械が出現する動機は,ここにあった.
そしてさまざまな試みがされているが,その中の
記録として有名なのは,16世紀のフランスのフラン
シス2世に仕えていた数学者ベッソン(Jacobi
Bessom)が木工作業について記した解説書である.
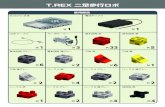
図1はその中の一例で,16世紀以前の例と思われ
るが,ここでは動力源として左上方にある弓の弾力
を使い,弦に結びついている紐を足で踏むことで,
ワークに回転運動を与えていることがわかる.
そして工具は竿の先についていて,テコの原理で
力を増幅させて壷を削っている.ここに旋盤の原型
を見ることができるが,もう少し古い記録では弓の
代わりに竿の弾性を使っていた.
この竿のことをLatheと呼び,旋盤の英語名の語
源となっている.
同じころ(16世紀),イタリアの冶金技術者ビリン
グチオ(VannoccioBiringuccio)は,大砲の砲身の中
ぐり加工を水車を動力源として行なった.これによ
ツールエンジニア

り弓の弾性よりも大きい動力を得ることができたし,
金属加工も可能になった.
この時代はルネッサンスと呼ばれる時期で,次の
産業革命は蒸気機関の出現が契機となったが,その
初期に蒸気機関を開発したニューコメンは,このシ
リンダを黄銅で製作していた.この材料は削りやす
かったが,高価なことが難点であった.
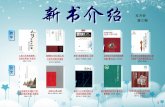
15世紀に鋳鉄が開発されていたこともあり,1769
年に鋳鉄によるシリンダを削る中ぐり盤(図2)をイ
ギリス人スミートン(JohnSmeaton)が製作したが,
このカッタ軸を片持ち支持にしていたために心がで
ず,加工精度がよくなかった.
ウイルキンソン(JohnWilkinson)は1775年ころ,
これを両持ち支持に改良して加工精度を向上させた
機械を設計した(図3).この機械でワットの蒸気機
関のシリンダを加工したので,産業革命を推進する
ための黒子的な役割を果たしたといえる.一方,旋盤は木工用から始ったが,産業革命が始
まり強度を要求する部品が求められるにしたがっ
て,材料は金属類に移っていく.それに従って削る
ための動力も,竿や弓を足踏み動力で引張っている
だけでは間に合わない.
毒三.‾‾■二≠
二 _∴
ゝ竺竺‘雲竺ヨ
●‘‾′ごて
図2 蒸気機関用シリンダ向け中ぐり盤(スミートン型:英国)
2013年12月号臨時増刊

二二∵二二二二j
三三三‡二二二…圭、 ′ 、」
図3 ウイルキンソンの中ぐり盤(1775年:英国)
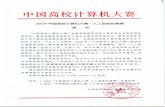
上部ワークにねじをカロ工するために,送りねじで動く移動台にダイヤモンドチップの加工用刃異でワークとなる焼戻し鋼にねじを切る
図4 ラムスデンのねじ切り機構
そのためフライホイールの回転エネルギが使われ
るようになり,ベッドも木製から金属ベッドに変化
した.さらにベッドに山形断面の案内を持つ構造が
出現し,加工精度も上昇した.
このような技術を背景にして,ラムスデン(Jesse
Ramsden)が1778年につくったねじ
は,1inch当り125個(ピッチ0.2mm)
のねじ山があった.図4に,ねじ切
り機構を示す.
また機械的な割出し機構を用いた
歯車も製作され,時計や自動人形の
製作が行なわれるようになった.
18世紀ごろの旋盤は,装飾品や工
芸品をつくるための道具であり,加
工対象の大きさは小さかった.これ
をより大きな力に耐えられる金属部
品を切削するための近代旋盤の基礎
をつくったのが,モズレイ(Henry
Maudslay)である(写真1).
モズレイは,1771年に英国のKent
州WooIwichに生まれた.父親はそ
の地にあった兵器庁の職人であった
ことから,12歳の時から火薬つめ職人として,この
工場で働いていた.しかし天賦の器用さを持ってい
るのを,錠の開発をしていた親方に見出され,彼の
下で18歳の時から9年間働いている.
錠は複雑な構成をしており精密な加工が要求され
るので,このときに彼は旋盤の技術
を磨き上げたと考えられる.
その後,自立して造船所向けの生
産機械ラインを受注したのを契機と
して工場も経営し,19世紀代の英国
の主要な企業に育てた.
自立した1779~1780年ころにモ
ズレイは,ねじ切り旋盤(写真2)を
開発したが,この旋盤は後に機械工
作に革命をもたらしたとされている.
その理由は工具を取付けるスライド
ーレスト送りねじ,送りねじ用切替
え歯車を精密に加工し,それら‾の機
能を一体化したことにある.
これらの要素は,このとき突然出
現したのではなく,個別にはすでに
存在していた.モズレイはこれらの要
素の高機能・総合化により,この旋
盤で加工されたねじの品質を飛躍的
に引上げることに成功したのである.
写真118世紀に工作機械の開発に関わった機械技術者:モズレイ(1771~1831/英国) この当時に,製作されたボルトと
4 ツールエンジニア

写真2 モズレイが開発したねじ切り旋盤
ナットは組合せに不整合があり,合うものどうしを
探す手間が,機械を組立てる際に非常に大きな障害
になっていた.
この旋盤の出現により,このような問題はなくな
り,その効果は絶大であった.
ねじの互換性の確保は標準化に繋がる.このこと
は後にウイトウオース(JosephWitworth)によるウ
イットねじとして知られるinch系列の標準ねじに繋
がって行く.このねじ規格は,ユニフアイねじが国
際規格に採用されるまで,世界中に広がった.
モズレイは何人もの有能な人材を育てたが,ウイ
トウオースもその一人で,ウイットねじのほかに,3
枚合わせ法と呼ばれる精密な平面を得る方法を開発
したことでも知られている.
この方法は顔料を塗った3個の平面を交互に摺り
合わせて,塗料の付着した部分だけをキサゲで削っ
ていくもので,現在でも精密平面を得る方法として一般に使われている.
ナスミス(JasmesNasmyth)もモズレイが育てた
一人で,ボルトの頭を六角形にしたことに貢献した.
モズレイは加工精度を上げるために必要な計測器と
してのマイクロメータの開発も行なった.
その形状は現在のマイクロメータの形とは異なり,
形はノギスに似ている.その最小読取り寸法は1万
分の1inch(2.5〟m)であったといわれている(写真3).
】l暮.障漏腰碁霧禦撰滴陳潮勝撰涛撥掌審動輪錬裟磯
人工的なワークには,必ずしも丸ものばかりでな
い,平面上の加工が必要とされるものもある.木工
工具として鞄があることで,そのことはよくわかる.
木工用平削り盤は,18世紀初めにはあったらしい.
しかし,金属を対象としたこの種の機械の起源は
はっきりせず,1790年ころには出現していた痕跡が
ある.
そのころの工具は回転ヤスリで,これは1760年こ
ろフランス人で自動人形師のバウカッソン(Jacques
deVaucanson)が試作したとされている.そして1820
年ころになると,いくつかの平削り盤が出現している.
たとえばいろいろな加工機械を開発したイギリス
人ロバーツ(RichardRoberts)は,1817年に写真4の
写真3 モズレイが試作したマイクロメータ
2013年12月号臨時増刊
写真4 平削り盤(1817年)
5

図5 フライス盤
平削り盤を製作している.また米国コネッチカット
州のミドルタウンの小銃工場で使われていた図5の
フライス盤が1818年製であるとされている.
このころ米国では1812年に第2次米英戦争が発生
し,その銃器にフランス製のマスケット銃が使われ
た.戦場の近くにあったマサチュウセッツ州のスプ
リングフィールドには独立戟争の時,1777年に兵器
庁が置かれていたのでマスケット銃の補修部品の製
造に忙殺された.
そのときに図5のような,フライス盤が使われた
ものと思われるが,回転ヤスリを使っていた工具も
その後,切れ刃のある工具に改良されたものの,こ
の機械による加工は租仕上げまでで,仕上げ加工は
手仕事として残っていた.
そのために互換性が問題になり,1824年に兵器庁
は別べつの工場でつくった100丁の銃を分解し,互
いに互換性があるかどうかのチェックをする試みを
している.このことにより3次元ゲージの開発や標
写真5 実用的なフライス盤(1856年)
6
準化技術が進み,多量生産方式の確立のきっかけを
つくったとされている.
米国の北東部で起こったこのような動きは,多様
な工作機械を生み出す原動力になり,平削り盤から
現在のフライス盤に発展させるきっかけをつくった.
当初の平削り盤は溝加工に用いられていたが,
1852年ころアメリカ人ホウ(FredrickHowe)によっ
て,カッタスピンドルの支持方法を変え,手動でベッ
ドを横方向に移動できる方法を採用し,ヘッドス
トックに対する垂直方向の調整を可能にした機械が
現れた.
これは英国の兵器工場にも売られたが,この設計
はLincoln Miller社に引き継がれ世界中に行き渡っ
ている(写真5).これを動機として3次元造形機械
としてのフライス盤の開発が精力的に行なわれるよ
うになり,重切削用万能フライス盤(写真6)をBrown
&Sharpe社が1876年に製作している.
三 才 -t:1こ.‾■二事い す三.ご ざパー′ ■÷‾ ぐ一三
古代から人間は天然のエネルギを使うことを考え
た.それは畜力であり,水力や風力であった.そし
てそれらを使いやすい速度に変えるために,歯車が
考え出された.
そのころの歯車は,木製の車輪の周辺に等間隔に
杭のような出っ張りを付けたもので,同様の相手と
かみ合って動力を伝えていた.
一方,占星術も古くからあったが,これが発達す
るに従って,天空の星の動きを見たいという欲望が
出てきて紀元前から天球儀がつくられ,時代が下が
るに従って精密なものが製作されるようになった.
そこにスペインの皇帝チヤールス5世のために,
1800個の歯車を使った天球儀をトリアーノ(Juanelo
Torriano)が3年半をかけて1540年につくったが,
その製作のために歯切り盤を開発し,それで天球儀
をつくったとされている.
ツールエンジニア

これが記録に残る最古の歯切り盤とされ,刃物は
回転ヤスリで構成され歯の仕上げは手仕事であっ
た.この種の技術はその後,時計師にも受け継がれ,
ルネッサンス時代には小型の時計用歯車が製作され
るようになるが,動力伝達用には使えなかった.
またこれらの技術では,円周上の正確な位置に歯
をつくっていくために,割出し盤は不可欠な工具で
あった.
その一方で17世紀の終わりころから,歯車の歯形
についてヨーロッパの数学者の興味が集まり,2個
の回転体が最小限の摩擦で連続的に接触するために
必要な条件を求めて,研究が始められた.
研究対象となったのはサイクロイド曲線とインポ
リュウト曲線であった.サイクロイド曲線そのもの
についての研究は15世紀に研究が始まり,1557年
にカルダン(Gerolamo Cardano)が歯車への適用に
関する論文を書いている.
そして17世紀の中ごろまでには,数学的な問題は
解決したとされていた.これらの成果として1694年
ド・ラ・ヒル(PhillipedeLaHire)は,エビサイクロ
イド曲線を歯車に適用する例を発表した.彼はここ
でサイクロイド曲線の歯の接触条件を工学的な観点
で検討していることが,従来の観点より優れていた
が,これを実現する方法までは触れなかった.
インポリュート曲線についてはスイス人オイラー
(LeonhardEuler)が1754年にインポリュート幾何
学を確立し,時計への応用について提案したが,時
計業界はこれを無視した.彼の理論ではサイクロイ
ド曲線でもインポリュート曲線でも歯車の歯への適
用方法についても示されていた.
このようにして18世紀の終わりには,エビサイク
ロイドとインポリュトを実際に歯車の歯に適用する
ための数学的手段は整備された.
しかしこのような数学界の成果は,実際に歯車を
製作する実務家にはほとんど知られていなかった.
この両者の隔たりを埋めたがホーキンズ(John
Hawkins),ウイリス(RobertWillis),ブキヤナン
(RobertsonBuchanan)の3人である.
彼らの努力によって歯切り方法についても革命的
な手法が提供され,それまで割出し盤で歯を刻んで
いた手法が,工具とワークの相対的な運動を決定す
ることで理論通りの歯形が作れる方法を提供したば
かりでなく,これまでの手工業的な歯切作業を,工
業レベルに引き上げることに貢献した.
この理論をもとに,創成法による歯切り盤が最初
2013年12月号臨時増刊
写真6 重切削可能なフライス盤(ブラウン&シャープ社製/1876年)
に登場したのが1842年で,アメリカ人サクストン
(JosephlSaxton]によって実現された.その方法は,
図6に示すように,転がり円盤に取り付けられたヤ
スリ円盤の切り刃平面が,転がり円にくっついて回
転する方法で,これによってワークの歯面はエビサ
イクロイド曲線を措くので,サイクロイド歯形が創
成される.
また完成時期は明確でないが,1834から1844年
ころにねじのウイット・ウォーズがインポリュート
歯車の歯切り盤をつくり,べリフィード(Henry
Bel?eld)が1871年にホブの特許を申請している.
またオイラーの理論は傘歯車への展開が可能なこ
とから,Gleason社が1899年に傘歯車歯切り盤を開
発した(写真7).
これらの機械をベースにして工作機械は,現在の
姿に変貌していくが,これまでの課程で大きく影響
を受けた外部要因に,超硬工具の出現と情報・制御
技術の発達がある.
まず超硬工具は,炭化タングステンやコバルトあ
るいは炭化チタンなどのセラミックス金属からなる
ダイヤモンドなみの硬度を持つ複合材科で,1923年
7

図6 創成歯切り法の原理
タングステンを扱うドイツの電球製造企業Osram
Lamp社のシュレ一夕(KarlSchroeter)とバウハウ
ア(HeinrichBaumhauer)が開発した.
これをKrupp社が1927年に,工具として使う特許
を獲得した.これにより,切削速度の高速化が可能
になったが,その機能を満足させるためには工作機
械に高速,高剛性が要求された.そのため工作機械
の形態そのものが,大幅に見直されるようになった.
(1)1945年以降の日本の工作機械
この技術的な潮流は日本には第2次世界大戦後に
もたらされたが,戦後8年を経た昭和28(1953)年の
時点でも,そのころ国内で使用されている工作機械
の74%は,10年以上前に生産されたマシンであった.
当時,昭和27(1952)年度の工作機械の国内生産額
は16億円であったが,輸入される工作機械の総額は
25億円に達し,著しい輸入超過で国産工作機械の競
争力は圧倒的に劣っていた.
この状態は国産品優遇策がなかったからではな
く,日本工作機械工業会も認めているほどの厳しい
輸入品品質基準を設けていたにもかかわらず,それ
に対抗できる国産品がないため輸入品に負けた結果
であった.そこで昭和28(1963)年度には新たに工作
機械産業のテコ入れのため,工作機械の試作補助金
(工作機械等試作補助金)として26社に対して1億円
が投入された.
このように特定の業界のために補助金を充当する
ことは例のない政策であったが,これによって日本
の工作機械業界が息を吹き返し,その後の基盤を整
えたとされている.
(2)NCフライス盤の開発
工作機械の自動制御技術は,20世紀の初めころに
自動送り装置の装着という形態で始まったが,1920
年代には米国で旋盤にならい制御方式が導入された.
その流れを革命的に変換したのが,MIT(マサ
チューセッツ工科大学)とGE社が協力して開発し
たNCフライス盤(写真8)である.
この開発を担当したのは,パーソンズ(John T.
Parsons)で,彼はヘリコブタのブレードの加工にこ
の技術を使おうと考えた.
そして空軍の援助を得て1952年に制御コードを
読込むためのテープ式のNC制御フライス盤を開発
した.
この情報は,そのころの東京工業大学精密工学研
究所の中田孝教授の関心をひき,同じNC加工機の
開発を進めることになった.研究の手がかりは
Scientific American誌vol.187,N03に掲載された
MITの成果報告で,中田グループはこの論文の掲載
写真7米国グリーソン社の傘歯車歯切り盤(1899年)
β
図を詳細に調べ,虫眼鏡を使って電子回路
を読取り,テープの穴の持つ意味について
検討したと伝えられている.
(3)日本のNC工作機械開発
これにより池月鉄工製の油圧倣い旋盤を
改造したNC旋盤が1956年度に完成した.
これが日本最初のNC工作機械であるが,
独力で完成したとはいえ,中田教授も回想
しているとおりMITのコピーであった.
東京工業大学の研究は文部省の予算で行
なわれたが,通産省はこの技術を産業界に
普及することを目的として特別研究に取り
上げ,フライス盤とジグ中ぐり盤の開発が
1956年から行なわれた.
ツールエンジニア

研究の主体は工業技術院機械試験所があ
たり,国内の工作機械メーカーと電機メー
カーの協力体制を組織した.
フライス盤は,将来の発展の可能性を秘
めた工具経路の連続制御を行なう3軸制御
の技術開発を目的として開発対象に選ば
れ,サーボ機構としては,電気式と,油圧
式の2方式が試作された.
機械本体は牧野フライス製と,日立精機
製の既存品を用い,制御方式の研究に重点
が置かれた.これは既存の工作機械に取付
ければNC制御ができる制御装置の開発を
狙ったためで,ファナックの基礎技術はこ
こで培われた.
一方,ジグ中ぐり盤が選ばれたのはデジ
タル技術による位置決め制御の限界を究め
ることを目的としたもので,この機械が必
要とする高い位置決め精度の実現の可能性
を探るためであった.
ここでは機械本体を機械試験所と三井精機が協同
して試作し,NC工作機械に必要な機械構造を追求
するとともに,位置決めのための駆動機構や,制御
方式などが研究され,日本独自のNC工作機械が
1959年3月に完成しJidicと名付けられた(写真9).
通産省が主導したこの一連の研究プロジェクト
は,その後の日本のNC工作機械技術の土壌となっ
た.これらの研究成果を自社製品として最初に売り
出したのは,牧野フライス製作所と富士通によるNC
フライス盤で,1958年のことである.
当時のコンピュータの計算速度は,加工速度に追
いつかず,プログラム制御にとどまっていた.その
後インテル社が8ビットマイクロプロセッサ「i8080」
を1974年に発表して以後,計算速度は飛躍的に上昇
し,情報処理技術も発展して,CAD/CAMは一般化
し,現在では同時5軸を制御できるNC加工機が出
現していることは周知の通りである.
<参考文献>
(1)JacobiBessom,THEATRVMINSTRVMENTORVMET
MACHINARUM,(1578)
(2)vannoccioBiringuccio,DelaPirotechnia,(1559)、p240
(3)Joseph Wickham Roe,Englidh and American TooI
Builders,(1926),p15,p43,p59
(4)http://commons.wikimedia.org/wiki/File:Middletown
milling_maChine_1818”001.png
(5)Ian McNeil,An Encyclopedia of the History of
Technology,(1990)
(6)http://vintagemachinery.org/photoindex/detail.
2013年12月号臨時増刊
写真8 MITが開発したNCフライス盤(1952年)
aspx?id=12985
(7)Robert Woodbury,History ofgear cuttingmachine,
TechnologyPressofMIT,(1958),p75
(8)http://www.geartechnology.com/issues/0309Ⅹ/maiuri.
(9)矢田恒二 機械技術協会史、(2013)、p28
(10)中田孝追想録刊行会;工学者中田孝の多彩な人生,(2002)
(11)機械試験所二十五年史,(1963)
写真9 NCジグ中ぐり盤「Jidic」(1959年)
9