09MEK004 :Layout 4/16/09 10:06 PM Page 2 ... · PDF filebehulp van een waterjet...
3
metaalmagazine 4 2009 30 In dit artikel zal alleen ingegaan worden op snijden dat onder de niet- verspanende scheidingstechnieken valt. Het snijden van plaat, strip, buis en profiel kan met een thermisch snij- proces plaatsvinden. Onder de thermi- sche snijprocessen vallen autogeen- snijden, plasmasnijden en laser- snijden. Daarnaast vindt snijden met behulp van een waterjet (waterstraal- snijden) meer en meer toepassing voor thermisch moeilijk te snijden materia- len. Voor het snijden van een bepaald product moet een keuze gemaakt worden uit de beschikbare snijproces- sen. Veelal ligt de keuze vast door de binnen het bedrijf aanwezige snijtech- nieken. In dit artikel wordt ervan uit- gegaan dat alle vier de genoemde snij- technieken ter beschikking staan. De primaire keuze voor een bepaalde snij- techniek wordt bepaald door: het te bewerken materiaal, de te snijden materiaaldikte, breedte en lengte, de kwaliteitseisen die aan de snijkanten worden gesteld, de afmetingen van de ter beschikking staande machines en ten slotte de soort bewerking: twee- of driedimensionaal. Gassnijden Niet alle materialen kunnen met de genoemde technieken worden gesne- den. Zo is het autogeen of gassnijden ongeschikt voor het snijden van roest- vast staal en aluminiumlegeringen. verbinden www. metaalmagazine.nl Het scheiden van metalen voor het maken van onderdelen van constructies en producten kan op een groot aantal manieren plaatsvinden. Een eerste indeling is die op basis van verspanend of niet-verspanend. Onder de verspanende scheidingstechnieken vallen zagen, steken, slijpen, frezen, draadvonken enzovoorts. Snijden, knippen, ponsen en stansen worden gerekend tot de niet-verspanende scheidingstechnieken. Plasmasnijden is geschikt voor bijna alle metaallegeringen (foto’s: Paul Quaedvlieg) Scheidingsprocessen Theo Luijendijk, TU Delft Joep Buitink, Posmac/Weber Laserservice voor constructies: verschillen en keuzes
Transcript of 09MEK004 :Layout 4/16/09 10:06 PM Page 2 ... · PDF filebehulp van een waterjet...

metaalmagazine 4 200930
In dit artikel zal alleen ingegaan worden op snijden dat onder de niet-verspanende scheidingstechniekenvalt. Het snijden van plaat, strip, buisen profiel kan met een thermisch snij-proces plaatsvinden. Onder de thermi-sche snijprocessen vallen autogeen-snijden, plasmasnijden en laser-
snijden. Daarnaast vindt snijden metbehulp van een waterjet (waterstraal-snijden) meer en meer toepassing voorthermisch moeilijk te snijden materia-len. Voor het snijden van een bepaaldproduct moet een keuze gemaakt worden uit de beschikbare snijproces-sen. Veelal ligt de keuze vast door de
binnen het bedrijf aanwezige snijtech-nieken. In dit artikel wordt ervan uit-gegaan dat alle vier de genoemde snij-technieken ter beschikking staan. Deprimaire keuze voor een bepaalde snij-techniek wordt bepaald door: het tebewerken materiaal, de te snijdenmateriaaldikte, breedte en lengte, dekwaliteitseisen die aan de snijkantenworden gesteld, de afmetingen van deter beschikking staande machines enten slotte de soort bewerking: twee- ofdriedimensionaal.
GassnijdenNiet alle materialen kunnen met degenoemde technieken worden gesne-den. Zo is het autogeen of gassnijdenongeschikt voor het snijden van roest-vast staal en aluminiumlegeringen.
verbinden
www.metaalmagazine.nl
Het scheiden van metalen voor het maken van onderdelen vanconstructies en producten kan op een groot aantal manierenplaatsvinden. Een eerste indeling is die op basis van verspanendof niet-verspanend. Onder de verspanende scheidingstechniekenvallen zagen, steken, slijpen, frezen, draadvonken enzovoorts.Snijden, knippen, ponsen en stansen worden gerekend tot deniet-verspanende scheidingstechnieken.
Plasmasnijden is
geschikt voor bijna alle
metaallegeringen
(foto’s: Paul Quaedvlieg)
ScheidingsprocessenTheo Luijendijk, TU Delft
Joep Buitink, Posmac/Weber Laserservice
voor constructies: verschillen en keuzes
09MEK004_Verbinden.qxp:Layout 4/16/09 10:06 PM Page 2
www.metaalmagazine.nl metaalmagazine 4 2009 31
mogelijk tot een dikte van circa 50 mm. Bij het plasmasnijden moet eraltijd rekening worden gehouden meteen gering verloop van de snijkanten.Afhankelijk van de beschikbare snij-toorts en materiaaldikte bedraagt deafschuining 1° tot 5°. Om aan eenkant een loodrechte snede te verkrij-gen, kan de toorts onder de genoemdehoek schuin gezet worden.
LasersnijdenLasersnijden wordt voornamelijk toegepast voor (roestvast) staal en aluminiumlegeringen. Het snijdenvan zuiver koper met de laser is lastig,maar door gebruik te maken van eengepulste laser is ook dit hoog reflec-terende en uitstekend geleidend mate-riaal te snijden. Voor het snijden vanroestvast staal en staal wordt gebruik-gemaakt van een CO2-laser. Die is minder geschikt voor het snijden vanaluminiumlegeringen. Voor deze legeringen wordt de Nd-YAG-lasergebruikt. Naast de Nd-YAG-laser is ookde fiberlaser geschikt voor het snijdenvan aluminium- en koperlegeringen.Het voordeel van deze laser tenopzichte van de Nd-YAG-laser is hetveel hogere rendement. Uiterst schoneen nauwkeurige sneden zijn met ditproces te verkrijgen en nabewerkingvan de snede is meestal niet nodig. Als gevolg van het hoge reflecterendevermogen van de te snijden materia-len zijn lasers met een hoog uitgangs-vermogen nodig en blijft de te snijdenmateriaaldikte beperkt tot 30 mm. Deontwikkeling van fiberlasers met hogevermogens echter, zal gunstig uitwer-ken voor het snijden van grotere materiaaldiktes.
Abrasief waterstraalsnijdenOm met een waterjet metalen te kunnen snijden, moet een abrasiefmiddel toegevoegd worden. Meestal
De energiedichtheid van de gasvlam iste gering om de oxidehuid goed tekunnen smelten. Ook moet er gewaaktworden voor opkoling van het te snijden materiaal bij het snijden vanroestvast staal. Autogeensnijden is inprincipe alleen geschikt voor het snijden van constructiestaal. De smelt-temperatuur van het oxide ligt beneden de smelttemperatuur van hetstaal en als gevolg van de exothermereactie door de verbranding van hetijzer komt er extra warmte vrij om desnede te realiseren. Het autogeen-snijden kenmerkt zich door een bredeinzetbaarheid. De snijtoorts kan aanhet te snijden product worden aan-gepast en meerdere snijtoortsen (tot32) kunnen op de snijbrug gemon-teerd worden. Het proces is zowelgeschikt voor geringe plaatdiktes
(1mm - 2 mm) als voor plaatdiktes tot1 m. De kenmerken van autogeen-snijden zijn in onderstaande tabelsamengevat.
PlasmasnijdenHet plasmasnijden is geschikt voorbijna alle metaallegeringen. De ener-giedichtheid van de plasmaboog (plasmakolom) is zo hoog dat de oxide-huid op aluminiumlegeringen en oproestvast staal wordt gesmolten enweggeblazen door de druk van hetplasma. Ook koper en koperlegeringenkunnen met de plasmaboog gesnedenworden, evenals titaan. Nabewerkingvan de laskanten en omgeving van hettitaan is daarbij wel nodig door dehoge reactiviteit van dit materiaal metzuurstof, stikstof en waterstof.Plasmasnijden van constructiestaal is
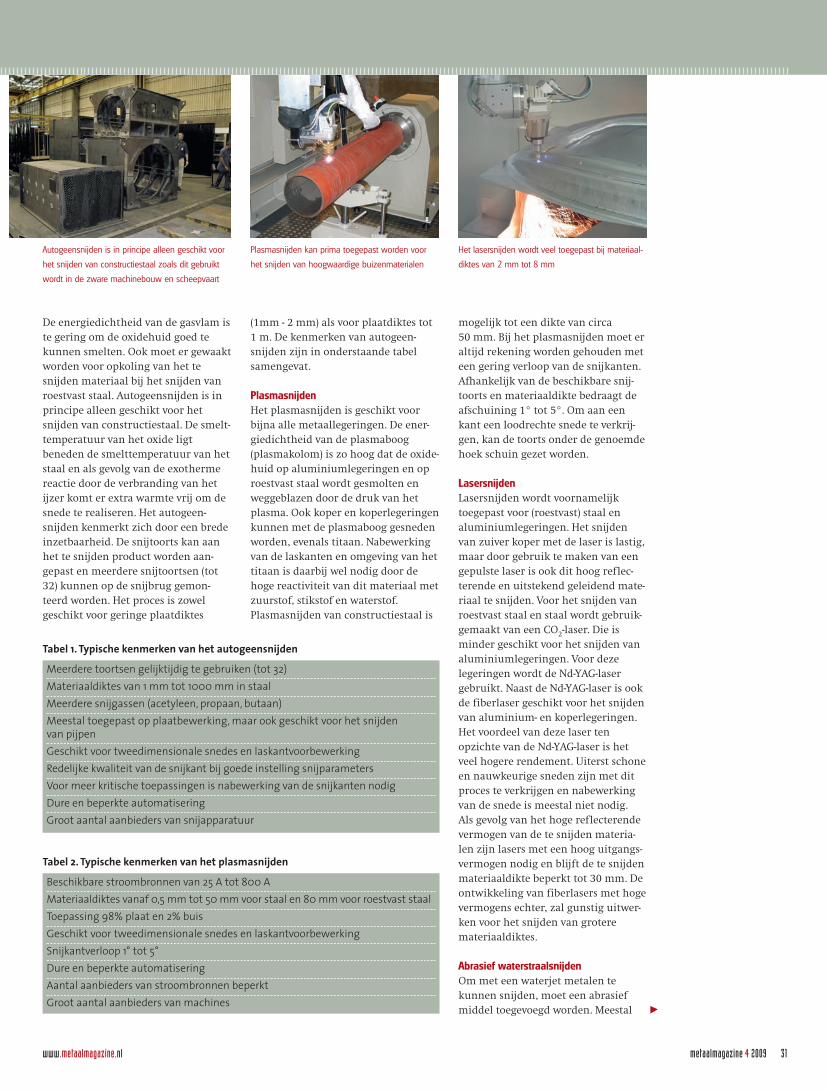
Autogeensnijden is in principe alleen geschikt voor
het snijden van constructiestaal zoals dit gebruikt
wordt in de zware machinebouw en scheepvaart
Plasmasnijden kan prima toegepast worden voor
het snijden van hoogwaardige buizenmaterialen
Het lasersnijden wordt veel toegepast bij materiaal-
diktes van 2 mm tot 8 mm
Meerdere toortsen gelijktijdig te gebruiken (tot 32)Materiaaldiktes van 1 mm tot 1000 mm in staalMeerdere snijgassen (acetyleen, propaan, butaan)Meestal toegepast op plaatbewerking, maar ook geschikt voor het snijden van pijpenGeschikt voor tweedimensionale snedes en laskantvoorbewerkingRedelijke kwaliteit van de snijkant bij goede instelling snijparametersVoor meer kritische toepassingen is nabewerking van de snijkanten nodigDure en beperkte automatiseringGroot aantal aanbieders van snijapparatuur
Tabel 1. Typische kenmerken van het autogeensnijden
Beschikbare stroombronnen van 25 A tot 800 AMateriaaldiktes vanaf 0,5 mm tot 50 mm voor staal en 80 mm voor roestvast staal Toepassing 98% plaat en 2% buisGeschikt voor tweedimensionale snedes en laskantvoorbewerkingSnijkantverloop 1° tot 5°Dure en beperkte automatiseringAantal aanbieders van stroombronnen beperktGroot aantal aanbieders van machines
Tabel 2. Typische kenmerken van het plasmasnijden
09MEK004_Verbinden.qxp:Layout 4/16/09 10:06 PM Page 3
metaalmagazine 4 2009 33
wordt hiervoor granaatzand gebruikt.Granaatzand bestaat grotendeels uitijzer II- en ijzer III-oxides. De gebruiktekorrelgrootte is circa 0,1 mm in eendosering van 300 g/min. De abrasieve waterstraal wordt in tweestappen gemaakt. Water wordt meteen pomp tot op een druk van 600 MPa (6000 bar) gebracht en viaeen mondstuk uit saffier met een gatmet een diameter van 0,1 mm tot 0,3 mm naar een mengkamer geleid.De door het gat geperste waterstraalheeft een snelheid van circa 850 m/s.In de mengkamer wordt als gevolg vaneen ontstane onderdruk het abrasieve
middel aangezogen. De abrasieve deel-tjes worden door de waterstraal ver-sneld tot een snelheid van 250 m/s tot300 m/s. In een focuseerbuis wordt deabrasieve waterstraal gefocusseerd toteen diameter die in de praktijk tussen0,8 mm en 1,1 mm ligt. Het snijprocesbij het abrasief waterstraalsnijden isop te vatten als het slijpen met eenvrij bewegende slijpkorrel maar danwel een slijpproces van heel veel slijp-korreltjes achter elkaar. De ontwikke-lingen gaan in de richting van ver-hogen van de snijsnelheid, verbeteringvan de snedekwaliteit en het verklei-nen van de straaldiameter voor een
grotere maatnauwkeurigheid enmogelijkheid tot detaillering van hetproduct. Materiaaldiktes van 1 mm tot500 mm kunnen probleemloos gesneden worden.
Abrasief waterstraalsnijden veroor-zaakt geen warmtebeïnvloede zonezoals de thermische snijprocessen.Naast het snijden van de gebruikelijkeconstructiematerialen is de methodeuitermate geschikt voor harde en slijt-vaste metaallegeringen. Abrasiefwaterstraalsnijden is al lang niet meerde langzame snijmethode voor hetalleen snijden van harde materialen.In tabel 4 zijn de kenmerken van dezesnijmethode samengevat.
Dit beperkte overzicht van drie thermische snijprocessen en abrasiefwaterstraalsnijden is slechts bedoeldals handreiking bij de keuze van eenzo geschikt mogelijk snijproces vooreen bepaald product. Er kan niet uitgebreid ingegaan worden op demogelijkheden en beperkingen van dediverse processen. Meer informatieover een specifiek snijproces is te vinden in de publicaties over hetbetreffende proces en bij de leveran-ciers van de apparatuur. In deel twee van deze publicatie zullen toepassingen gegeven wordenvan de vier behandelde technieken.Daarnaast zullen de vier snijtech-nieken onderling vergeleken wordenwat betreft snijkwaliteit, snijsnel-heden en kosten. ■
www.metaalmagazine.nl
verbinden
Krachtbron tot 8 kWTe snijden materialen: staal, roestvast staal en aluminiumlegeringenPlaatdikte van 0,5 mm tot circa 30 mm80% van de plaatdiktes ligt tussen 2 mm en 8 mmToepassing 85% plaat en 15% buisZowel twee- als driedimensionale snedesHoge maatnauwkeurigheid en hoog rendement tot 80% Snede met geringe afmetingen, dus minimaal materiaalverliesGebruik van wisseltafels en automatisering van het snijprocesRelatief veel aanbieders op de markt
Tabel 3. Typische kenmerken van het lasersnijden
Pompdrukken tot 600 MPa (6000 bar)Alle metaallegeringen met dit proces te snijdenMateriaaldiktes van 1 mm tot 500 mmToepassing voor 99% plaat en 1% buisTweedimensionale snedes probleemloos, driedimensionale snedes lastig (2,5 d)Vaak meerdere plaatlagen op elkaar gelijktijdig te snijdenGeen warmtebeïnvloede zone, geen structuurveranderingenGering materiaalverliesMaatnauwkeurig en goede snijkwaliteitBeperkte automatiseringRedelijke keuze uit aantal aanbieders van dit proces
Tabel 4. Kenmerken van het abrasief waterstraalsnijden
Dit artikel is een bewerking van de voordracht vanJoep Buitink op de Multiweld Lasdagen die op 1 en 2oktober 2008 gehouden werden.
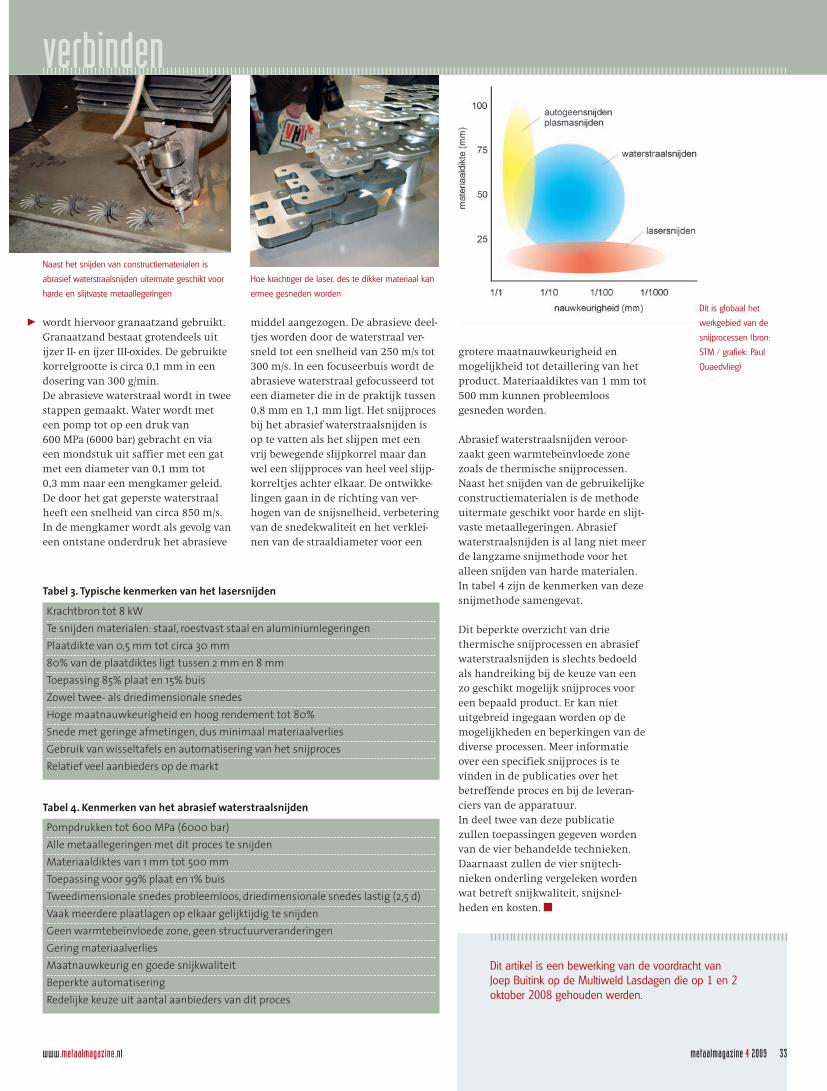
Naast het snijden van constructiematerialen is
abrasief waterstraalsnijden uitermate geschikt voor
harde en slijtvaste metaallegeringen
Hoe krachtiger de laser, des te dikker materiaal kan
ermee gesneden worden
Dit is globaal het
werkgebied van de
snijprocessen (bron:
STM / grafiek: Paul
Quaedvlieg)
09MEK004_Verbinden.qxp:Layout 4/16/09 10:06 PM Page 5