Testaansluiting t.b.v. druktesten - cadcollege.com · Polyflex produceert een uitgebreid...
60
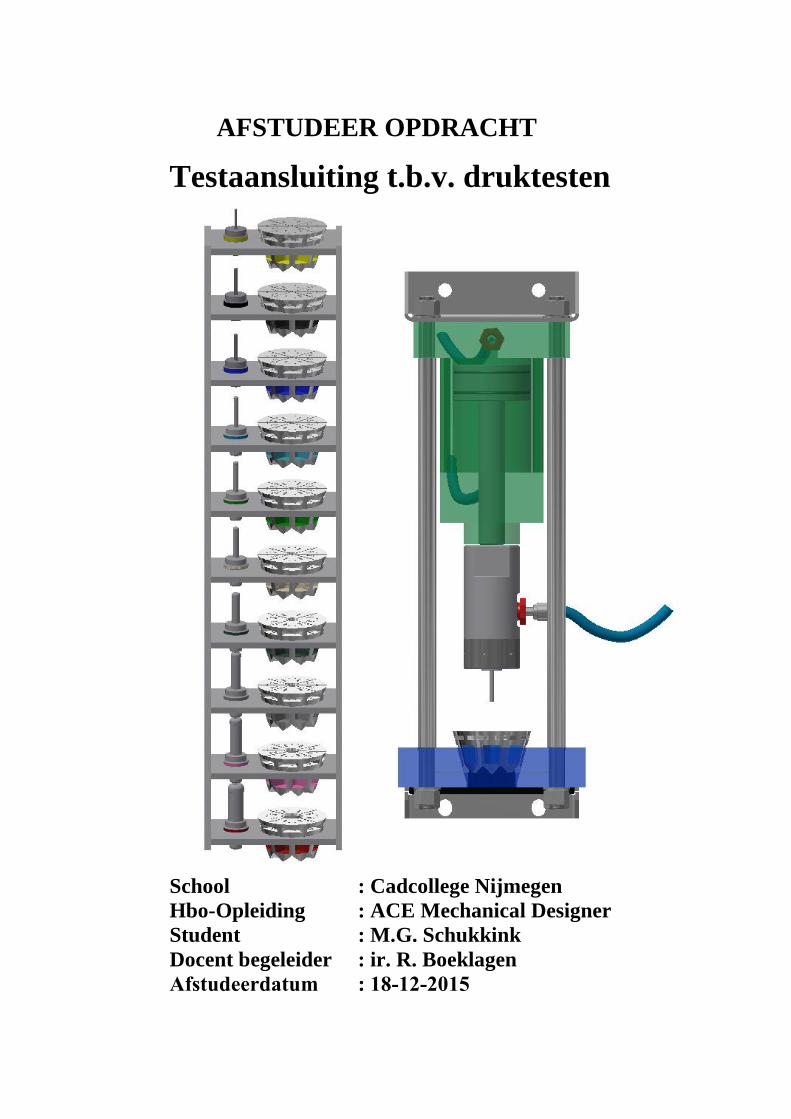
AFSTUDEER OPDRACHT Testaansluiting t.b.v. druktesten School : Cadcollege Nijmegen Hbo-Opleiding : ACE Mechanical Designer Student : M.G. Schukkink Docent begeleider : ir. R. Boeklagen Afstudeerdatum : 18-12-2015
Transcript of Testaansluiting t.b.v. druktesten - cadcollege.com · Polyflex produceert een uitgebreid...
AFSTUDEER OPDRACHT
Testaansluiting t.b.v. druktesten
School : Cadcollege Nijmegen
Hbo-Opleiding : ACE Mechanical Designer
Student : M.G. Schukkink
Docent begeleider : ir. R. Boeklagen
Afstudeerdatum : 18-12-2015
1
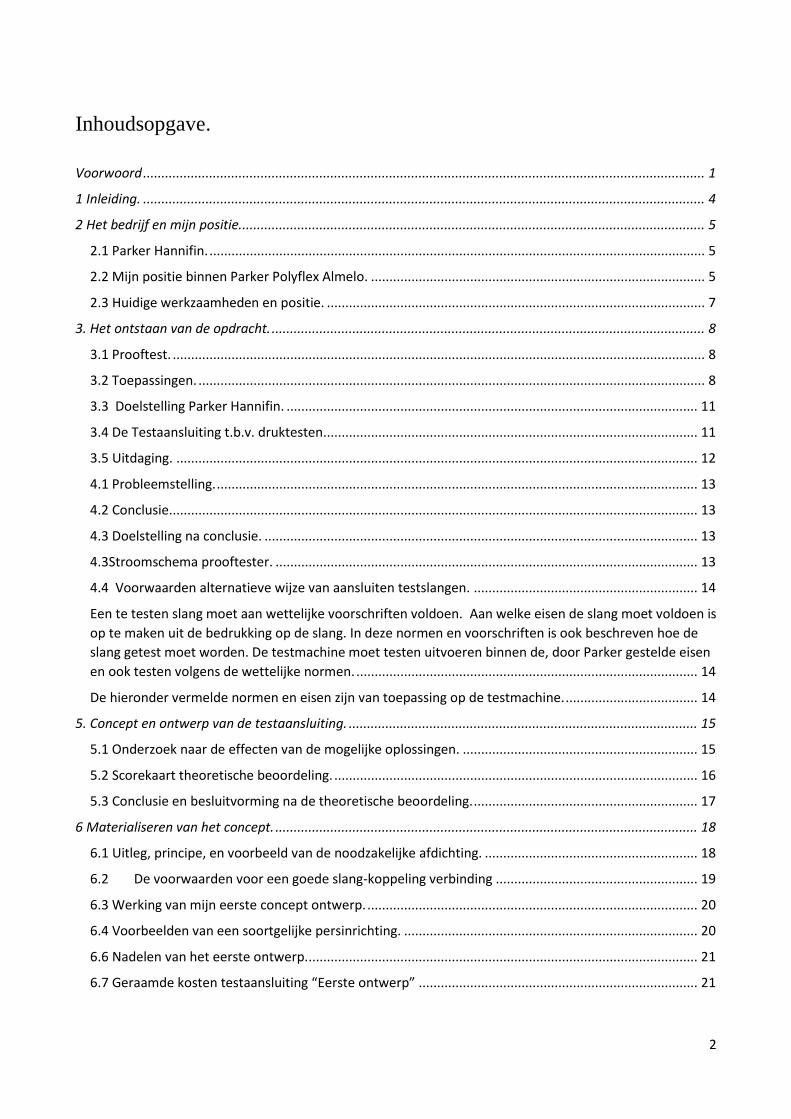
Voorwoord
Voor u ligt de afstudeeropdracht welke de afsluiting vormt van mijn opleiding Mechanical Designer
aan het Cadcollege in Nijmegen.
In 2014 ben ik gestart met min afstudeeropdracht nadat ik meerdere cursussen gevolgd had bij het
Cadcollege in Nijmegen. Door drukke werkzaamheden, het afgelopen jaar heeft dit bijna een jaar
langer geduurd dan ik voorzien had.
Mijn doel is mijn Inventor kennis te optimaliseren en mij te bekwamen en het 3D ontwerpen. Op
deze wijze hoop ik hierdoor , ook op 56 jarige leeftijd, nog steeds interessant te zijn en blijven voor
de arbeidsmarkt.
Het onderwerp van deze afstudeeropdracht, “Testaansluiting t.b.v. druktesten”, heb ik gekozen
omdat deze unieke testaansluiting een door mij ontwikkelde oplossing is voor het testen van
slangen.
De doelstelling van de testaansluiting is het verkrijgen van een vloeistof en drukdichte aansluiting,
zonder het gebruik van koppelingen. Deze wordt gebruikt in een testinstallatie voor testen op
hydrauliek slangen op drukken tot 1600 Bar. Voor deze aansluiting is er in de markt geen alternatief
te koop. Normaliter worden hydrauliek slangen altijd getest door eerst koppelingen te monteren op
de te testen slang. Na het testen worden deze koppelingen verwijderd en weggegooid.
Mijn ontwerp maakt het gebruik van koppelingen overbodig met als gevolg een aanzienlijke
besparing in kosten en tijd.
Dit ontwerp is inmiddels gebouwd en toegepast in een, tevens door mij ontworpen, testinstallatie
voor het testen en vrijgeven van nieuw geproduceerde hydrauliek slangen op lengtes van 100 tot
3000 meter.
In dit voorwoord wil ik tevens mijn Docent ir. R. Boeklagen bedanken voor de vakkundige lessen
en adviezen en prettige samenwerking, die tot dit resultaat geleid hebben.
Ook wil ik mijn vrouw Marijke bedanken voor het geduld en de steun tijdens de vele dagen en
avonden die ik bezig ben geweest met mijn studie.
Marten Schukkink
2
Inhoudsopgave.
Voorwoord ......................................................................................................................................................... 1
1 Inleiding. ......................................................................................................................................................... 4
2 Het bedrijf en mijn positie. .............................................................................................................................. 5
2.1 Parker Hannifin. ....................................................................................................................................... 5
2.2 Mijn positie binnen Parker Polyflex Almelo. ........................................................................................... 5
2.3 Huidige werkzaamheden en positie. ....................................................................................................... 7
3. Het ontstaan van de opdracht. ...................................................................................................................... 8
3.1 Prooftest. ................................................................................................................................................. 8
3.2 Toepassingen. .......................................................................................................................................... 8
3.3 Doelstelling Parker Hannifin. ................................................................................................................ 11
3.4 De Testaansluiting t.b.v. druktesten...................................................................................................... 11
3.5 Uitdaging. .............................................................................................................................................. 12
4.1 Probleemstelling. ................................................................................................................................... 13
4.2 Conclusie. ............................................................................................................................................... 13
4.3 Doelstelling na conclusie. ...................................................................................................................... 13
4.3Stroomschema prooftester. ................................................................................................................... 13
4.4 Voorwaarden alternatieve wijze van aansluiten testslangen. ............................................................. 14
Een te testen slang moet aan wettelijke voorschriften voldoen. Aan welke eisen de slang moet voldoen is
op te maken uit de bedrukking op de slang. In deze normen en voorschriften is ook beschreven hoe de
slang getest moet worden. De testmachine moet testen uitvoeren binnen de, door Parker gestelde eisen
en ook testen volgens de wettelijke normen. ............................................................................................. 14
De hieronder vermelde normen en eisen zijn van toepassing op de testmachine. .................................... 14
5. Concept en ontwerp van de testaansluiting. ............................................................................................... 15
5.1 Onderzoek naar de effecten van de mogelijke oplossingen. ................................................................ 15
5.2 Scorekaart theoretische beoordeling. ................................................................................................... 16
5.3 Conclusie en besluitvorming na de theoretische beoordeling. ............................................................. 17
6 Materialiseren van het concept. ................................................................................................................... 18
6.1 Uitleg, principe, en voorbeeld van de noodzakelijke afdichting. .......................................................... 18
6.2 De voorwaarden voor een goede slang-koppeling verbinding ....................................................... 19
6.3 Werking van mijn eerste concept ontwerp. .......................................................................................... 20
6.4 Voorbeelden van een soortgelijke persinrichting. ................................................................................ 20
6.6 Nadelen van het eerste ontwerp. .......................................................................................................... 21
6.7 Geraamde kosten testaansluiting “Eerste ontwerp” ............................................................................ 21
3
7 Optimalisatie Materialisatie. ........................................................................................................................ 22
7.1 Ontstaan van het nieuwe idee. ............................................................................................................. 22
7.2 Overeenkomsten en verschillen eerste en nieuw ontwerp. ....................................................................... 24
7.3 Prototype t.b.v. testen: ......................................................................................................................... 26
7.4 Weergave van de prototype testinrichting ........................................................................................... 29
7.5 Resultaat Testen prototype ................................................................................................................... 30
8.0 Definitief ontwerp testaansluiting ............................................................................................................. 31
8.2 Inventarisatie te testen slangtypes. ...................................................................................................... 32
8.3 Uitwerking en keuze onderdelen. ......................................................................................................... 34
8.3.1 Pennen Ø3.0-Ø7.0 .......................................................................................................................... 34
8.3.2 Materiaalkeuze en methode van produceren Pennen Ø3.0-Ø7.0. ................................................ 35
8.3.4 Opname voor pen Ø3.0-Ø7.0: ........................................................................................................ 35
8.3.5 Pennen Groter dan Ø7.0 mm ......................................................................................................... 37
8.3.6 Moer (opname voor de doorn). ...................................................................................................... 38
8.3.7 De wateraansluiting. ....................................................................................................................... 39
8.3.8 Aansluiting aan de hogedrukpomp (1600Bar):............................................................................... 40
9 Testaansluiting: ............................................................................................................................................ 41
9.1 Opbouw en werking .............................................................................................................................. 41
9.1 Het uitwisselen van doorn en bekken. .................................................................................................. 42
10 Eindresultaat en toepassing in de Prooftestmachine. ................................................................................ 43
11Nawoord ...................................................................................................................................................... 44
12 Geraadpleegde Bronnen: ............................................................................................................................ 45
13 Beschrijving Prooftestmachine waarin de testaansluiting is opgenomen. ................................................. 46
13.1 Machine kenmerken ............................................................................................................................ 46
13.2 Pc en PLC-functies. .............................................................................................................................. 47
13.3 Parameters gecontroleerd door de computer. ................................................................................... 47
13.4 Vormgeving en afmetingen van de Testcabines. ................................................................................ 48
13.5 Environment. ....................................................................................................................................... 49
13.6 Het principe van de test. ..................................................................................................................... 51
14 Productie en bouw prooftestinstallatie ...................................................................................................... 52
14.1Foto’s gemaakt tijdens bouw Prooftestinstallatie .................................................................................... 53

4
1 Inleiding.
Mijn naam is Marten Schukkink. Ik heb deze afstudeeropdracht en presentatie gemaakt in het kader
van de opleiding ACE Mechanical Designer aan het Cadcollege in Nijmegen.
Dit verslag gaat over het ontwerp van een speciale testaansluiting t.b.v. druktesten op hydraulische
slangen die geproduceerd worden door Parker Hannifin.
Ik heb gekozen voor dit onderwerp omdat de testaansluiting een, door mij ontwikkelde, toepassing
is voor het testen van hydrauliek slangen waarvoor in de markt geen alternatief te koop is.
Doelstelling is het testen van hydrauliek (bulk) slangen zonder gebruik van koppelingen.
Het ontwerp behelst een “snel wissel inrichting” met uitwisselbare gereedschappen voor
hydrauliekslangen met een binnendiameter van 1/5” tot 1 ½” ( ±Ø5mm tot ±Ø37.5mm )
De inrichting is een vloeistof en drukdichte test-aansluiting die getest is tot 3000Bar.
De gewenste testdrukken lopen op tot 1600 Bar en het testmedium is water.
De testinrichting wordt in viervoud toegepast in een testinstallatie waarin continu slangen getest
worden die uit de productie van Parker Hannifin komen.

5
2 Het bedrijf en mijn positie.
2.1 Parker Hannifin.
Parker Hannifin is een wereldwijde organisatie in de ontwikkeling, productie en verkoop van
technologieën, systemen en componenten op het gebied van aandrijving, besturing en
procesbeheersing. Parker levert producten in negen technologieën: hydrauliek, pneumatiek, slangen
& koppelingen, afdichtingen, procesbeheersing, filtratie, klimaatbeheersing, elektromechanica en
luchtvaart.
Naast producten levert Parker ook complete systemen, aggregaten en power-units. Parker is actief
in veel uiteenlopende markten zoals lucht- en ruimtevaart, chemische industrie,
voedingsmiddelenindustrie, olie en gas industrie, transport, landbouw, constructie, medische
industrie, bosbouw, mijnbouw, procesindustrie, verpakkingsindustrie, scheepvaart, enz.
Parker Polyflex is een onderdeel binnen het Parker Hannifin concern.
Parker, Polyflex Division Europe is de specialist binnen Parker voor thermoplastische slangen.
Polyflex produceert een uitgebreid assortiment van slangen met alle voordelen van de
thermoplastische technologie. Van de kleinste diameters, van Ø2.0 mm (DN 2) tot lange lengtes
boven de 1000 meter. Van pneumatische slang tot hydrauliek slangen van meer dan 2000 bar
werkdruk.
Parker Polyflex Almelo waar ik sinds 1994 werkzaam was als engineer is in 2014 gesloten en het
gehele bedrijf inclusie machines is verplaatst naar Weissenbourg in Frankrijk.
2.2 Mijn positie binnen Parker Polyflex Almelo.
In 1994 ben ik gestart als leidinggevende van de automotive afdeling bij Polypenco Almelo. Hier
was ik verantwoordelijk voor de toen net opgestarte productie voor Power Packer in Oldenzaal.
Hiervoor werden hydrauliek slangassemblages gemaakt voor het systeem van het cabrio dak van de
Volkswagen Golf cabriolet. Binnen anderhalf jaar is deze afdeling gegroeid van 4 Fte naar meer dan
25 Fte in 3 ploegendienst. Polypenco maakte destijds alle slangensets voor cabrioletdaken van o.a.
Renault, Opel, Saab, Audi, Alfa Romeo, Maserati en ook Bentley. Door deze productietoename
ontstond er een grote noodzaak om te gaan automatiseren aangezien kwaliteit, en het bewijs
hiervoor met productie FMEA’s e.d. een onontkoombare eis van de automobielindustrie zijn. Ook
de korte levertijden (Just in Time) speelden hierin een grote rol. Dit is voor mij het begin geweest
van mijn carrière als engineer.

6
Ik ben toen namelijk gestart met het tekenen in Autocad en het bedenken en ook bouwen van mijn
eerste door mij zelf ontwikkelde machine. Dit was een lucht bediend apparaat met als functie het
monteren van een hydrauliek nippel in een slang. Tot op dat moment was dit altijd handwerk
waarbij de nippel met een kunststof hamer in de slang geslagen werd. Dit ontwerp werkte zo goed
dat er vier van deze apparaten gebouwd zijn waarop er in de daarop volgende jaren meer dan 2
miljoen slangen gemonteerd zijn.
In deze periode heb ik mij verder bekwaamd in het tekenen in autocad. Nadat Polypenco
overgenomen was door Parker Hannifin heb ik mij verder bekwaamd in het ontwerpen en tekenen
met Inventor. In deze periode heb ik een geheel geautomatiseerde productie lijn gebouwd voor het
efficiënt en foutloos assembleren van meerder types slangen. Hierbij heb ik diverse denkwijzen en
technieken toegepast zoals Lean manufacturing*, Poka Yoke* en One-Piece-Flow*. Hiervan zijn in
totaal 4 lijnen gebouwd die gestationeerd waren in Chomutov in Tsjechië. Deze afdeling heb ik ca.
2 jaar ondersteund naast mijn werk als engineer in Almelo. Later is deze volledige
productieafdeling verkocht aan onze klant en verhuisd naar Turkije. Deze lijnen zijn momenteel nog
steeds in productie en leveren een hoge mate van betrouwbaarheid.
Na het beëindigen van deze productie heb ik mij toegelegd op het ontwerpen van diverse machines
en verbeteringen voor de productieafdelingen. Tevens heb ik alle productiegereedschappen op
tekening gezet waarbij ik veel gebruik gemaakt heb van parametrische tekeningen om nieuwe
maatvoeringen snel en flexibel op tekening te kunnen zetten. Als laatste grote opdracht ben ik
bedenker, ontwerper en projectleider geweest van een nieuw te bouwen “Prooftester”.
Een “Prooftester” is een productiemachine voor het volcontinu testen van uit productie gekomen
hydrauliek- en rioolreiniging-slangen.
Dit heeft geresulteerd in een volledige “Prooftest Machine” die momenteel in de dagelijkse
productie gebruikt wordt in Frankrijk door |Parker Hannifin Weissenbourg.
In het begin van 2014 ben ik gestart met de opleiding Autodesk Certified Engineer bij het
Cadcollege in Nijmegen aangezien ik de ambitie heb om ook in de toekomst werkzaam te blijven
als engineer..
Helaas is mijn werk als Engineer bij Parker geëindigd door de verhuizing van de gehele
productielocatie naar Frankrijk en de sluiting van Parker Almelo.

7
2.3 Huidige werkzaamheden en positie.
Na het ontslag in Juli 2014 ben ik na een korte periode van werkeloosheid op 13 Oktober 2014
gestart als Technical Designer bij van Merksteijn Plastics in Boekelo. Hier was ik verantwoordelijk
voor nieuwe machineontwerpen en het op tekening zetten van diverse onderdelen. Ik was
verantwoordelijk voor de werkvoorbereiding, de productietekeningen van de nieuw te bouwen
machinedelen, het begeleiden van de verspanende afdeling, het bestellen van onderdelen en
uitbesteden van werkzaamheden van de te bouwen projecten. Als laatste project heb ik in oktober
een nieuw belijmings-systeem voor het belijmen van folie afgerond en was de contractperiode
waarvoor ik aangenomen was afgelopen. Momenteel ben ik nu dus op zoek naar een nieuwe
uitdaging.
* Lean manufacturing of lean production: (Wikipedia) is een managementfilosofie die
erop gericht is om maximale waarde voor de klant te realiseren met zo min mogelijk
verspillingen (無駄, Muda). Door de 'slanke productie' gaan de kosten omlaag, wat leidt tot
een verbetering van het bedrijfsresultaat. De methode is afkomstig van de Japanse
autofabrikant Toyota waar men zich baseerde op de gedachten van Henry Ford en de
scientific management school. Door de successen van Toyota kreeg deze filosofie meer
bekendheid en navolgers. Begin eenentwintigste eeuw wordt het in veel bedrijven toegepast.
* ` Poka yoke (ポカヨケ): (Wikipedia) is een Japanse term gebruikt in lean manufacturing en
betekent zoveel als foolproof (een poka is een onbedoelde fout en yoke is 'voorkómen'). Het
is een methode om een productieproces zodanig te vormen dat het bijna onmogelijk wordt
om fouten te maken. Een operatie wordt uitgevoerd op een manier dat de correcte handeling
geforceerd wordt. Het concept werd geïntroduceerd door Shigeo Shingo als deel van het
Toyota Production System. Een voorbeeld is de simkaart in gsm's. Deze is zodanig
vormgegeven dat ze maar op één manier in het gsm-toestel geplaatst kan worden. Er is
namelijk een bepaald hoekje "afgeknipt".
* One-Piece-Flow : (Wikipedia) In de filosofie van Lean Management willen we
verspillingen voorkomen en streven we naar het uitsluitend toevoegen van klantwaarde. De
term One-Piece-Flow wordt gebruikt voor het direct afhandelen van een activiteit. ‘One
Piece’ staat voor ‘Per Stuk’. ‘Flow’ staat voor ‘Continue Doorstroming’.
8
3. Het ontstaan van de opdracht.
3.1 Prooftest.
Parker Hannifin produceert thermoplastische en rubber slangen op lengtes tot 3000meter.
Alle geproduceerde slangen moeten getest worden op werkdruk en lekdichtheid.
Deze test wordt ook wel “Prooftest” genoemd.
Op de Prooftestmachine worden 24 uur per dag alle uit productie komende thermoplastische en
rubber slangen getest.
De prooftest wordt uitgevoerd om aan te tonen dat de geteste slang aan de wettelijke ISO en SAE
normen voldoet.
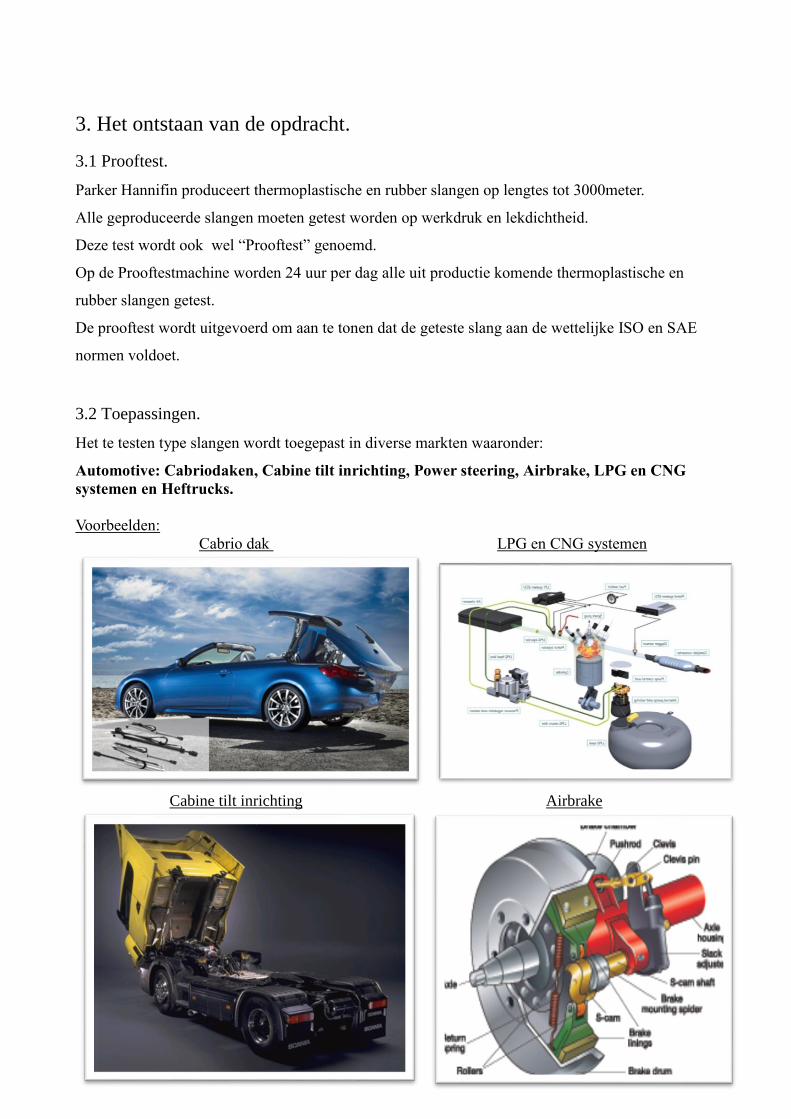
3.2 Toepassingen.
Het te testen type slangen wordt toegepast in diverse markten waaronder:
Automotive: Cabriodaken, Cabine tilt inrichting, Power steering, Airbrake, LPG en CNG
systemen en Heftrucks.
Voorbeelden:
Cabrio dak LPG en CNG systemen
Cabine tilt inrichting Airbrake
9
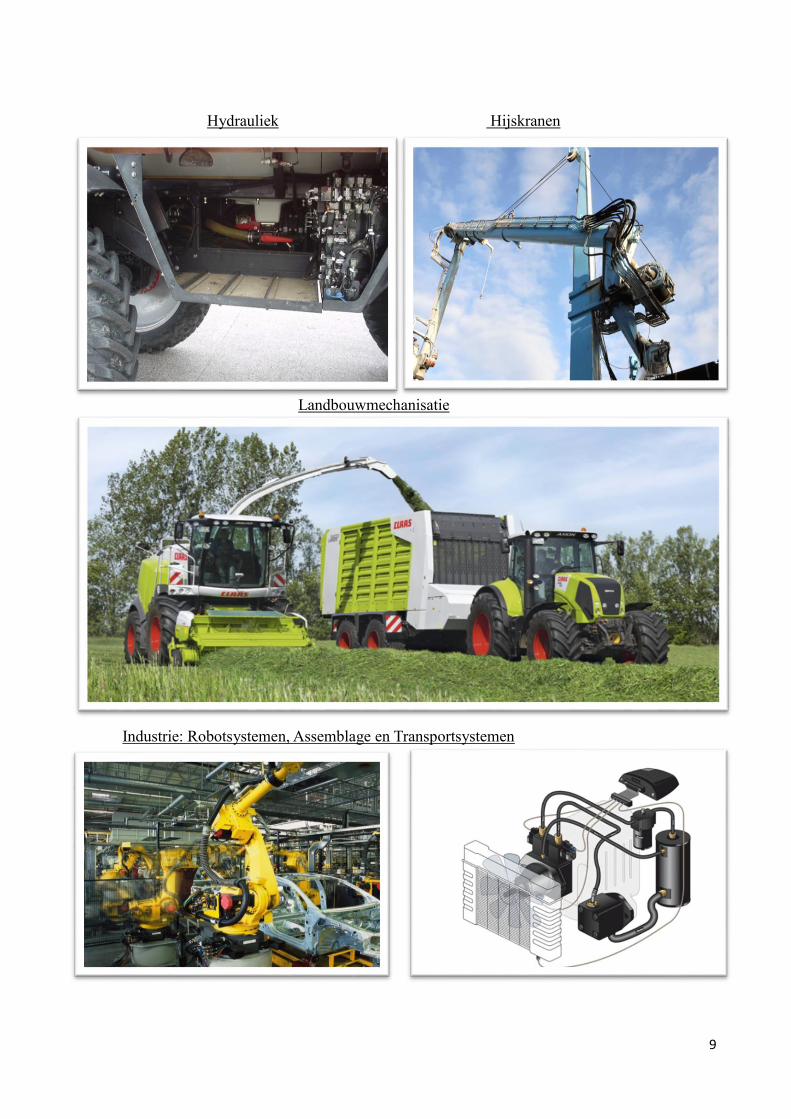
Hydrauliek Hijskranen
Landbouwmechanisatie
Industrie: Robotsystemen, Assemblage en Transportsystemen
Industrie: Robotsystemen, Assemblage en Transportsystemen
10
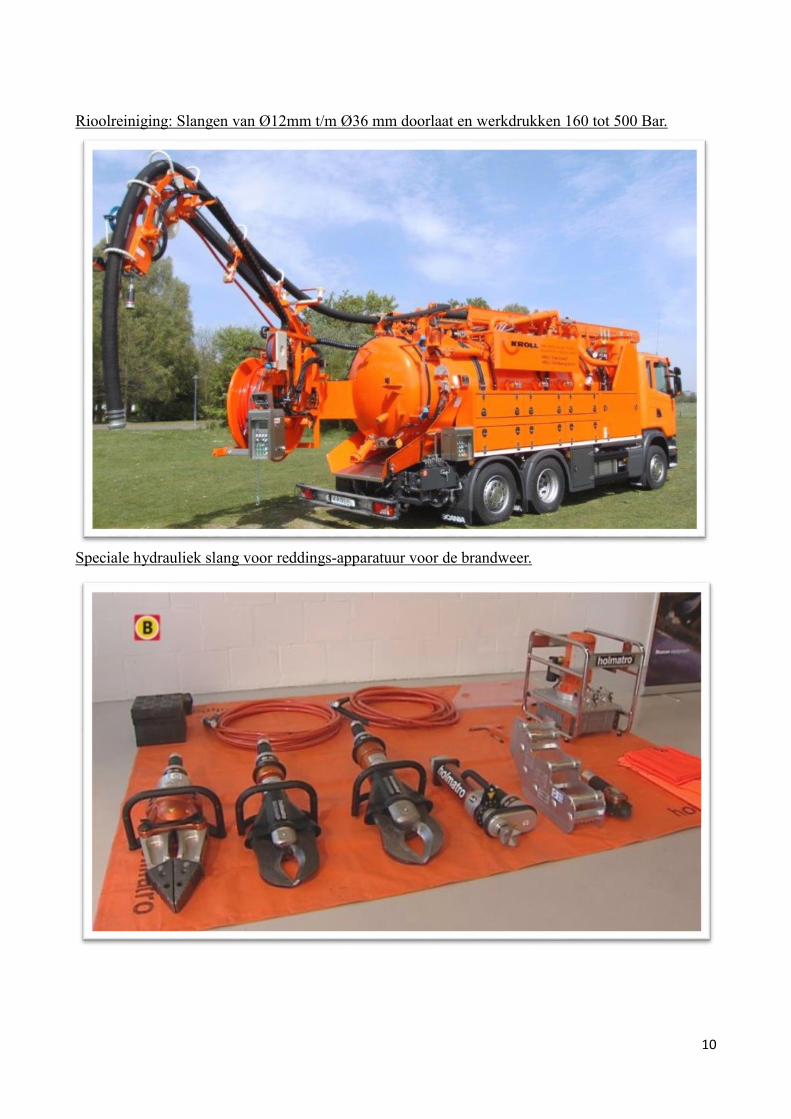
Rioolreiniging: Slangen van Ø12mm t/m Ø36 mm doorlaat en werkdrukken 160 tot 500 Bar.
Speciale hydrauliek slang voor reddings-apparatuur voor de brandweer.
11
3.3 Doelstelling Parker Hannifin.
Het doel van Parker Hannifin was de ontwikkeling van een nieuwe testinstallatie voor het
prooftesten van de complete range van slangen die in Almelo gefabriceerd werden.
De reden voor Parker Hannifin om een nieuwe prooftester te bouwen ontstond doordat de bestaande
testmachine niet meer aan de huidige eisen voldoen kon. De machine was verouderd en er waren
ook steeds meer reparaties en elektrische storingen.
De in de machine toegepaste testaansluitingen zijn een door mij bedachte oplossing die niet eerder
gebruikt is.
Parker Hannifin is producent en leverancier van bijna alle hydraulische, elektronische en
luchtcomponenten die in een dergelijke machine voorkomen. Daarom heb ik waar mogelijk ook
Parker componenten toegepast in de nieuwe prooftestmachine.
3.4 De Testaansluiting t.b.v. druktesten.
Ik heb als onderwerp in mijn opdracht één belangrijk onderdeel uit de Prooftestmachine gekozen.
Dit is de door mij ontwikkelde testaansluiting. De reden hiervoor is dat dit namelijk “het unieke’’
onderdeel in deze complete testinstallatie.
Het door mij ontworpen testsysteem is uniek omdat het niet eerder toegepast is in deze vorm en ook
niet in de markt verkrijgbaar.
Op alle, in de markt verkrijgbare systemen voor het testen van slangen moeten de te testen slangen
voorzien worden van koppelingen aan beide zijden om te kunnen testen.
Dit is noodzakelijk om daarmee te bewerkstelligen dat er een 100% vloeistof- en lucht- dichte
testverbinding ontstaat. Het nieuwe ontwerp geeft de mogelijkheid slangen te testen zonder
koppelingen. Het ontworpen systeem maakt het gebruik van koppelingen voor 99% overbodig.
Dit levert een aanzienlijke kostenbesparing aangezien de voorheen gebruikte koppelingen, na het
testen van de slang, verwijderd werden en weggegooid werden.
Tevens is er een aanzienlijke tijdsbesparing te behalen doordat de voormontage vervalt en het aan
en afkoppelen, aan de test, veel sneller gaat.
Er zijn in de markt alleen testmachines te koop waarbij er altijd fittingen gemonteerd moeten
worden om slangen te kunnen testen.
Doordat de testaansluiting een onderdeel is van de complete “Prooftester” is het noodzakelijk dat ik
in het verslag regelmatig naar de testinstallatie moet teruggrijpen voor uitleg of verwijzingen.
12
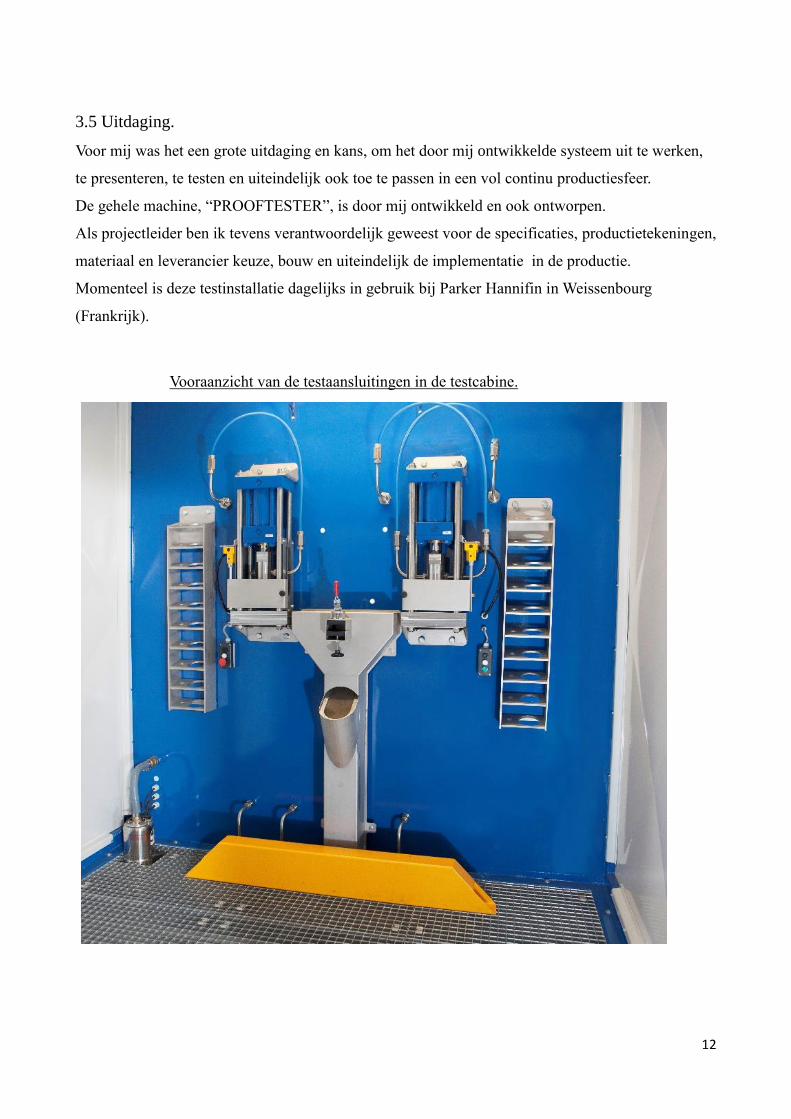
3.5 Uitdaging.
Voor mij was het een grote uitdaging en kans, om het door mij ontwikkelde systeem uit te werken,
te presenteren, te testen en uiteindelijk ook toe te passen in een vol continu productiesfeer.
De gehele machine, “PROOFTESTER”, is door mij ontwikkeld en ook ontworpen.
Als projectleider ben ik tevens verantwoordelijk geweest voor de specificaties, productietekeningen,
materiaal en leverancier keuze, bouw en uiteindelijk de implementatie in de productie.
Momenteel is deze testinstallatie dagelijks in gebruik bij Parker Hannifin in Weissenbourg
(Frankrijk).
Vooraanzicht van de testaansluitingen in de testcabine.
13
4.1 Probleemstelling.
De oude “prooftestmachine” werkt nog maar gedeeltelijk en er wordt getest.
Er werkt nog maar één van de twee testinrichtingen.
Er zijn veel lekkages in het druksysteem.
De intensifier, merk Resato, haalt de gewenste druk niet meer.
De druktesten zijn hierdoor niet meer 100% betrouwbaar.
Beide testcabines zijn lek en zwaar verroest door het testwater.
4.2 Conclusie.
Het proof-testsysteem moet gereviseerd of vervangen worden
Er wordt een groep van specialisten samengesteld die zal beoordelen of, en hoe, er delen van de
oude machine hergebruikt kunnen worden.
Er moet onderzoek gedaan worden naar een alternatieve wijze van aansluiten van de slangen. (Met
of zonder koppelingen)
4.3 Doelstelling na conclusie.
Vervanging van het huidige (aansluit-) systeem door een “nieuw” en vooral betrouwbaar systeem
waarop alle noodzakelijke druktesten uitgevoerd kunnen worden.
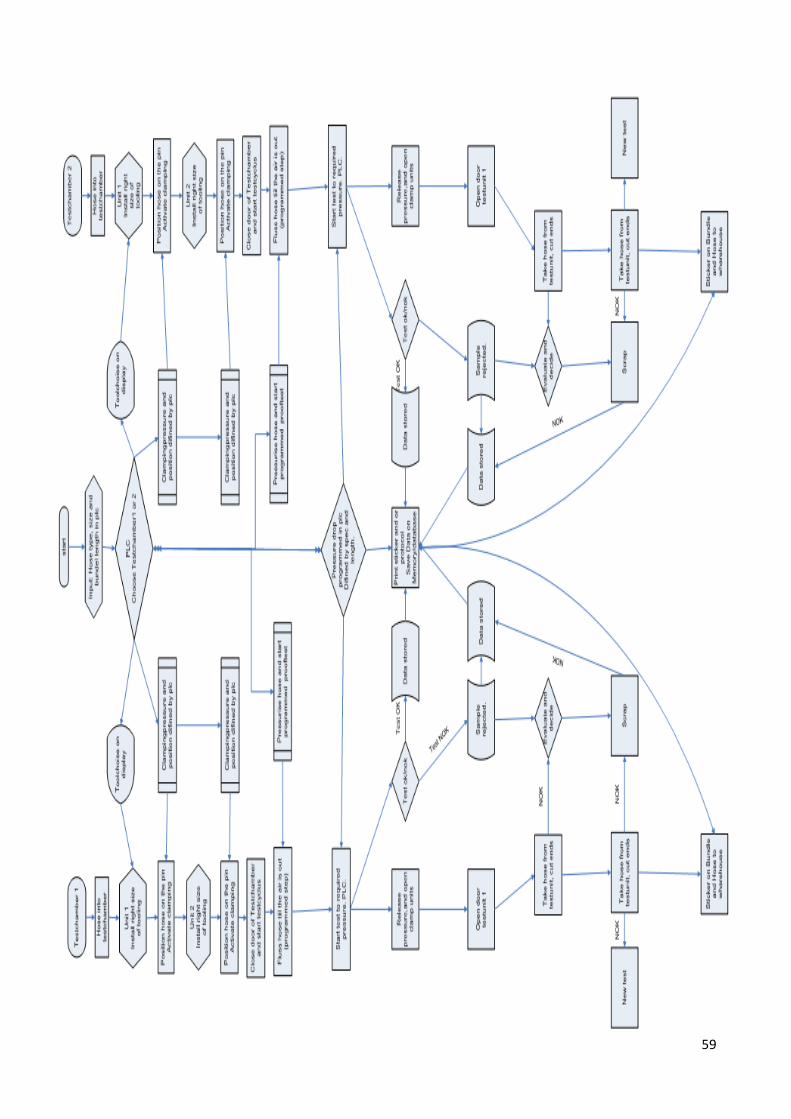
4.3Stroomschema prooftester.
Om tot een goed werkende machine te komen was het noodzakelijk eerst alle functies, handelingen
en voorkomende situaties in kaart te brengen.
Nadat alles in kaart gebracht was heb ik een stroomschema gemaakt voor de werking van de te
ontwikkelen machine.
Hierin wordt alle mogelijke stappen beschreven en ook de situaties van goed en afkeur. volledige
afhandeling van een te testen slang beschreven.
Het stroomschema is i.v.m. de leesbaarheid in A3 afgedrukt en toegevoegd. Deze is als bijlage in
A3 formaat toegevoegd.

14
4.4 Voorwaarden alternatieve wijze van aansluiten testslangen.
Een te testen slang moet aan wettelijke voorschriften voldoen.
Aan welke eisen de slang moet voldoen is op te maken uit de bedrukking op de slang.
In deze normen en voorschriften is ook beschreven hoe de slang getest moet worden.
De testmachine moet testen uitvoeren binnen de, door Parker gestelde eisen en ook testen volgens
de wettelijke normen.
De hieronder vermelde normen en eisen zijn van toepassing op de testmachine.
Wettelijke Testnormen : SAE J343, DIN 20024, ISO 7241, ISO 7242.
Het testmedium : Water.
Testdrukken : 70 Bar tot 1600 Bar.
Slanglengtes : 100 m. tot 3000 m.
Slangdiameters : ID-Ø2.0mm tot Ø32mm.
Ombouwtijd : 5 min. tot maximaal 10 min.
15
5. Concept en ontwerp van de testaansluiting.
Er zijn theoretisch drie mogelijkheden om de slangen aan te sluiten.
Door middel van het slangkoppeling.
Dit type wordt normaliter ook op het betreffende type slang gekrompen wordt.
Deze methode wordt veelvuldig in de markt toegepast.
Door Parker Hannifin wordt deze methode wereldwijd, toegepast.
Een aansluiting met een soort snelkoppeling.
Deze wordt vooral gebruikt bij lagere drukken waarbij een borging van de slang op de
koppeling niet altijd noodzakelijk is.
Een test met doorn in de slang en klemming aan de buitenzijde van de slang.
Methode waarmee de slang op de één of andere wijze gefixeerd wordt.
Een aantal jaren geleden heb ik hiervoor een nieuw ontwerp/voorstel gemaakt
Dit is een aansluiting zonder aan de slang geperste koppelingen. Door de zeer hoge
maakkosten van dit concept bleek dit destijds niet haalbaar.
5.1 Onderzoek naar de effecten van de mogelijke oplossingen.
Het was erg lastig om een eerste keuze te maken uit de nogal van elkaar verschillende
mogelijkheden.
Om meer inzicht te krijgen in het effect van de verschillende mogelijkheden is er een (theoretische)
afweging gemaakt.
Drie methodes : De drie hierboven beschreven theoretische test methodes
Criteria : De criteria zijn opgesteld door medewerkers van productie en engineering.
Weging : D.m.v. een score, van 1 tot 5, waarbij de hoogste score het beste is.
Beoordeling : zijn beoordeelt op een aantal punten.
Scorekaart :Gegevens zijn in de scorekaart verwerkt om een beter inzicht te krijgen.
16
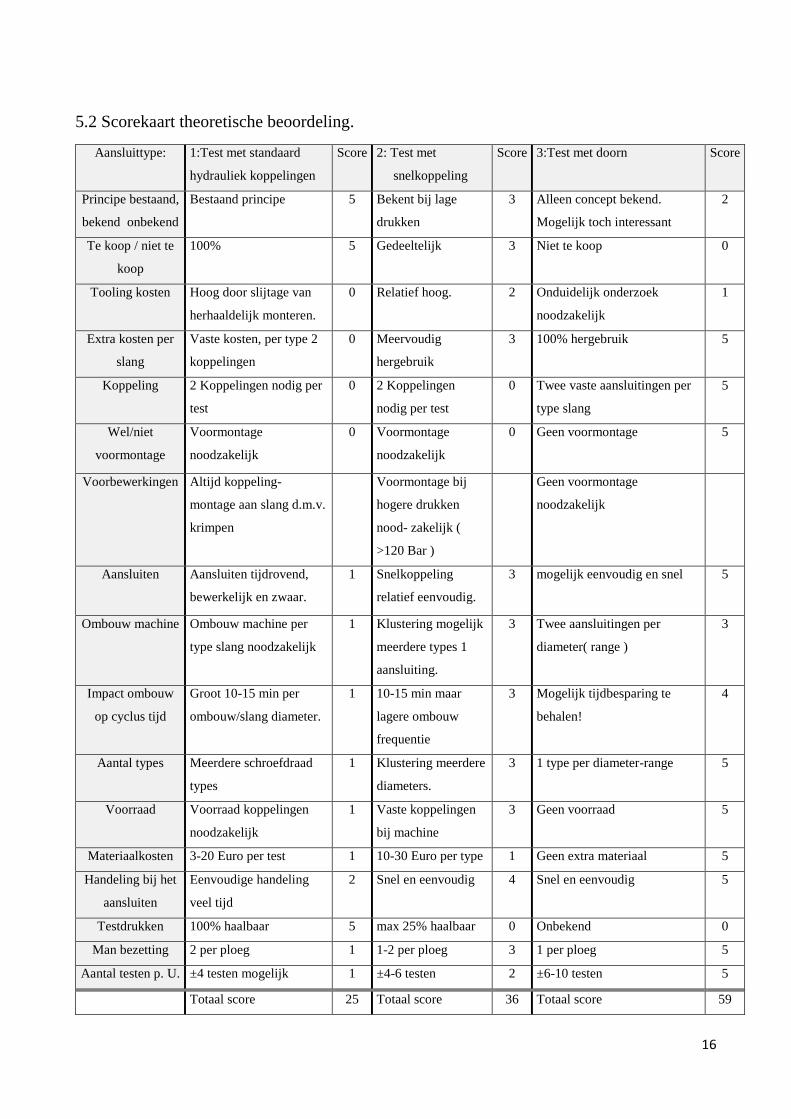
5.2 Scorekaart theoretische beoordeling.
Aansluittype: 1:Test met standaard
hydrauliek koppelingen
Score 2: Test met
snelkoppeling
Score 3:Test met doorn Score
Principe bestaand,
bekend onbekend
Bestaand principe 5 Bekent bij lage
drukken
3 Alleen concept bekend.
Mogelijk toch interessant
2
Te koop / niet te
koop
100% 5 Gedeeltelijk 3 Niet te koop 0
Tooling kosten Hoog door slijtage van
herhaaldelijk monteren.
0 Relatief hoog. 2 Onduidelijk onderzoek
noodzakelijk
1
Extra kosten per
slang
Vaste kosten, per type 2
koppelingen
0 Meervoudig
hergebruik
3 100% hergebruik 5
Koppeling 2 Koppelingen nodig per
test
0 2 Koppelingen
nodig per test
0 Twee vaste aansluitingen per
type slang
5
Wel/niet
voormontage
Voormontage
noodzakelijk
0 Voormontage
noodzakelijk
0 Geen voormontage 5
Voorbewerkingen Altijd koppeling-
montage aan slang d.m.v.
krimpen
Voormontage bij
hogere drukken
nood- zakelijk (
>120 Bar )
Geen voormontage
noodzakelijk
Aansluiten Aansluiten tijdrovend,
bewerkelijk en zwaar.
1 Snelkoppeling
relatief eenvoudig.
3 mogelijk eenvoudig en snel 5
Ombouw machine Ombouw machine per
type slang noodzakelijk
1 Klustering mogelijk
meerdere types 1
aansluiting.
3 Twee aansluitingen per
diameter( range )
3
Impact ombouw
op cyclus tijd
Groot 10-15 min per
ombouw/slang diameter.
1 10-15 min maar
lagere ombouw
frequentie
3 Mogelijk tijdbesparing te
behalen!
4
Aantal types Meerdere schroefdraad
types
1 Klustering meerdere
diameters.
3 1 type per diameter-range 5
Voorraad Voorraad koppelingen
noodzakelijk
1 Vaste koppelingen
bij machine
3 Geen voorraad 5
Materiaalkosten 3-20 Euro per test 1 10-30 Euro per type 1 Geen extra materiaal 5
Handeling bij het
aansluiten
Eenvoudige handeling
veel tijd
2 Snel en eenvoudig 4 Snel en eenvoudig 5
Testdrukken 100% haalbaar 5 max 25% haalbaar 0 Onbekend 0
Man bezetting 2 per ploeg 1 1-2 per ploeg 3 1 per ploeg 5
Aantal testen p. U. ±4 testen mogelijk 1 ±4-6 testen 2 ±6-10 testen 5
Totaal score 25 Totaal score 36 Totaal score 59
17
5.3 Conclusie en besluitvorming na de theoretische beoordeling.
Uiteindelijk heeft de eindscore van de theoretische beoordeling tot de volgende beslissingen geleid:
Het testen met doorn komt veruit het beste uit de score en moet verder onderzocht worden.
De gedane onderzoeken en conclusies zijn gepresenteerd aan de directie Parker Almelo.
In de presentatie is ook mijn voorstel voor een complete nieuwe Prooftester gepresenteerd.
Er is besloten om budget vrij te maken om het testen met doorn verder te onderzoeken.
Er wordt tevens een geheel nieuwe prooftestmachine gebudgetteerd.
Doel is deze testunit te integreren in de nieuw te ontwikkelen prooftestmachine.
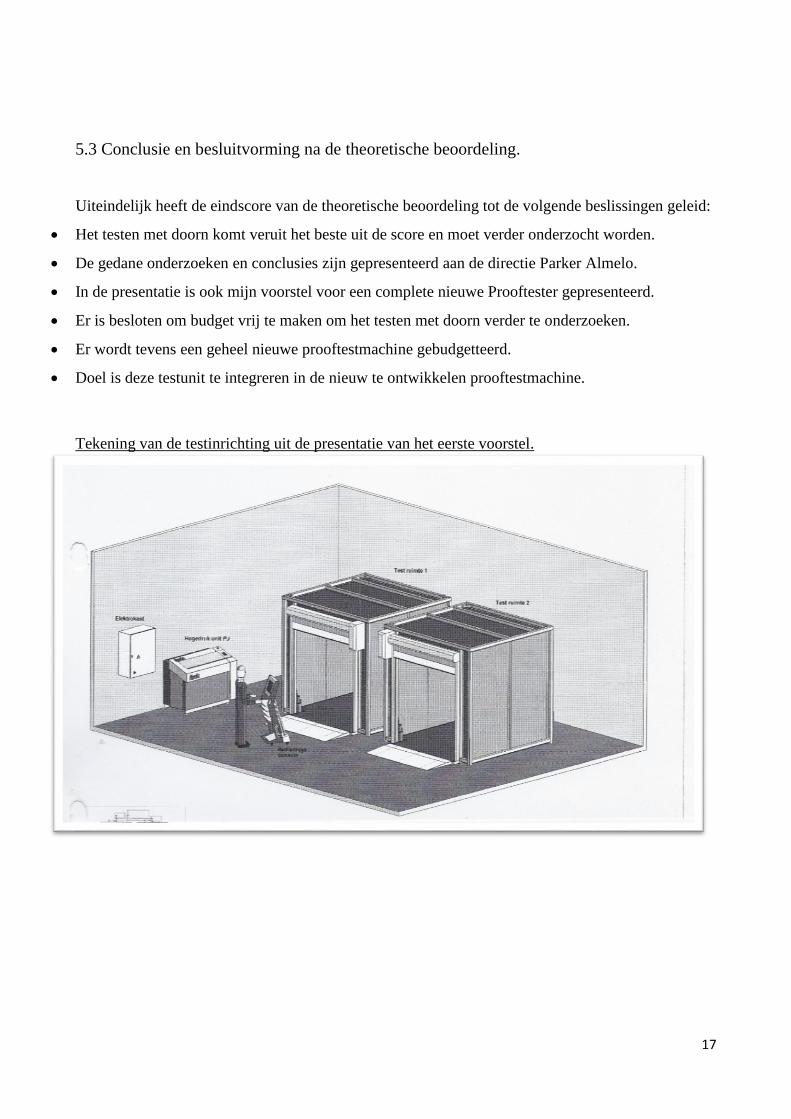
Tekening van de testinrichting uit de presentatie van het eerste voorstel.
18
6 Materialiseren van het concept.
6.1 Uitleg, principe, en voorbeeld van de noodzakelijke afdichting.
Onderstaande uitleg is noodzakelijk om de werking van het concept te begrijpen.
Om een goede afdichting te verkrijgen is het bij gebruik van een hydrauliek koppeling,
noodzakelijk dat de slangwand geklemd wordt tussen insert en koppeling.
Om dit in de nieuwe testaansluiting te verkrijgen zal de klemming overeen moeten komen met die
van een normale koppeling verbinding.
Bij een normale koppeling verbinding wordt er door een stalen huls, ook wel ferrule genoemd, en
een insert in de slang, na het persen deze verbinding gecreëerd.
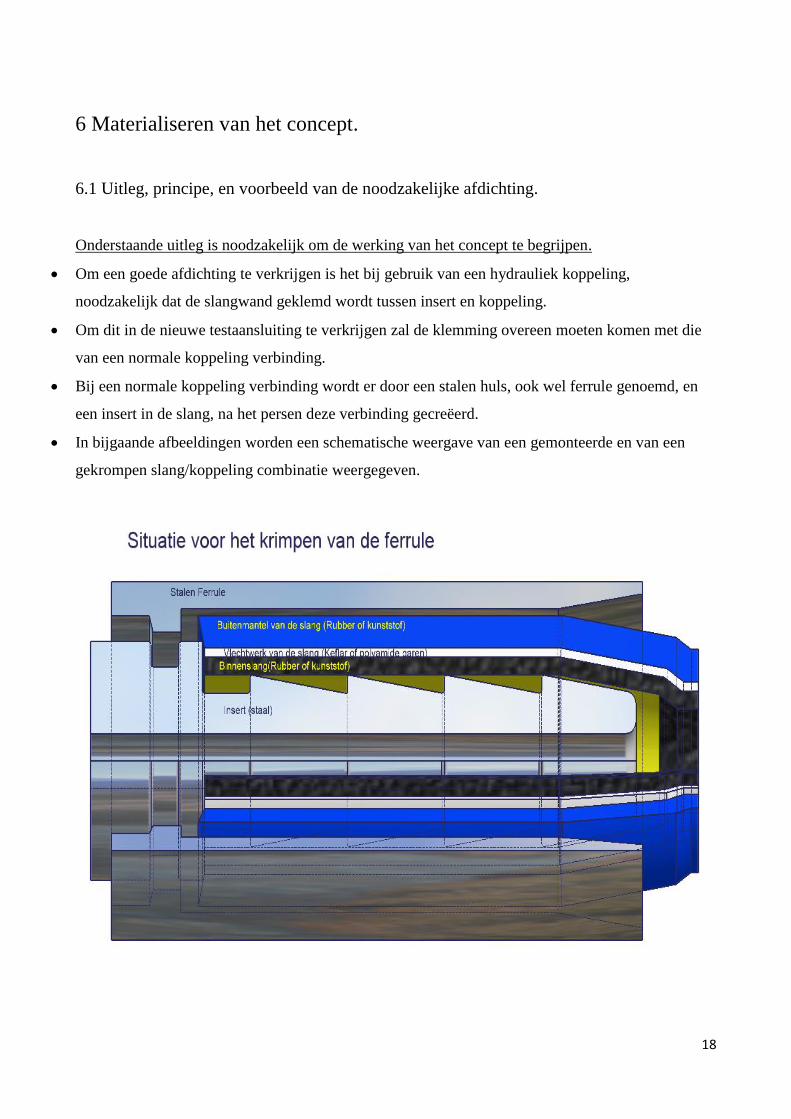
In bijgaande afbeeldingen worden een schematische weergave van een gemonteerde en van een
gekrompen slang/koppeling combinatie weergegeven.
19
Werkvolgorde:
Eerst wordt de huls om de slang geschoven.
De koppeling wordt in de slang gedrukt.
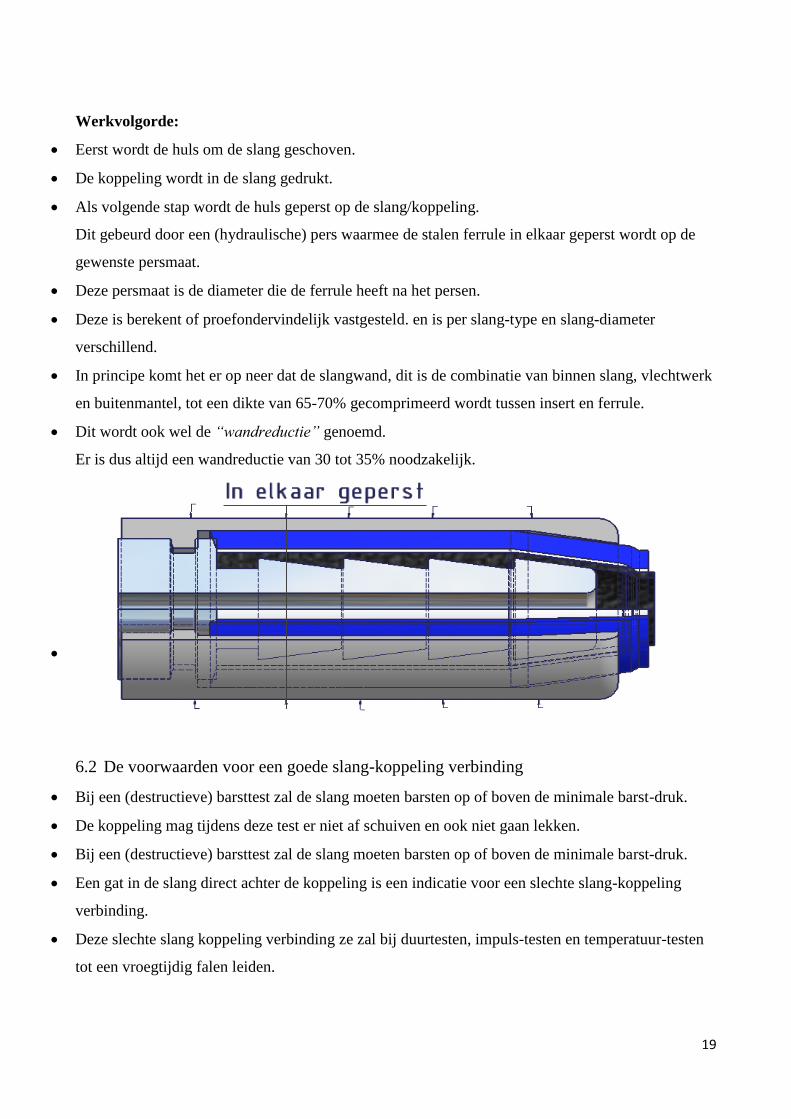
Als volgende stap wordt de huls geperst op de slang/koppeling.
Dit gebeurd door een (hydraulische) pers waarmee de stalen ferrule in elkaar geperst wordt op de
gewenste persmaat.
Deze persmaat is de diameter die de ferrule heeft na het persen.
Deze is berekent of proefondervindelijk vastgesteld. en is per slang-type en slang-diameter
verschillend.
In principe komt het er op neer dat de slangwand, dit is de combinatie van binnen slang, vlechtwerk
en buitenmantel, tot een dikte van 65-70% gecomprimeerd wordt tussen insert en ferrule.
Dit wordt ook wel de “wandreductie” genoemd.
Er is dus altijd een wandreductie van 30 tot 35% noodzakelijk.
Na het persen, volgens bovenstaande methode, ontstaat er een verbinding die tot drie keer de
werkdruk van de slang kan weerstaan zonder te lekken.
6.2 De voorwaarden voor een goede slang-koppeling verbinding
Bij een (destructieve) barsttest zal de slang moeten barsten op of boven de minimale barst-druk.
De koppeling mag tijdens deze test er niet af schuiven en ook niet gaan lekken.
Bij een (destructieve) barsttest zal de slang moeten barsten op of boven de minimale barst-druk.
Een gat in de slang direct achter de koppeling is een indicatie voor een slechte slang-koppeling
verbinding.
Deze slechte slang koppeling verbinding ze zal bij duurtesten, impuls-testen en temperatuur-testen
tot een vroegtijdig falen leiden.

20
6.3 Werking van mijn eerste concept ontwerp.
In het eerste uitgewerkte ontwerp werd er gebruik gemaakt van een wateraansluiting met een
conische doorn en een testaansluiting volgens onderstaand concept:
Deze hydraulische testaansluiting was een omgebouwde hydraulische pers voor slangmontage.
De testaansluiting was voorzien van 8, verwisselbare, klembekken.
In deze klembekken was een radius gefreesd, gelijk aan de te bereiken kleinst diameter na het
inklemmen.
Deze vormen gezamenlijk, na een volledige klemming, een gesloten cirkel.
Tevens wordt er, voor het inklemmen van de slang een conische holle stift in de slang geplaatst.
6.4 Voorbeelden van een soortgelijke persinrichting.
De werking van dit systeem is te zien op internet. (uitleg in het Duits):
21
6.6 Nadelen van het eerste ontwerp.
Bij het op de doorn schuiven is het niet zichtbaar of de slang volledig op de doorn geschoven is.
De doorn is conisch om deze tijdens de klemming in de slang te positioneren.
Deze conisch vorm heeft als nadeel dat de slang makkelijk tijdens het aanklemmen van de doorn
kan schuiven.
Er is een niet altijd volledige aansluitende klemming gewaarborgd.
Uitwisselen van de doorn is alleen mogelijk als alle bekken uit de testaansluiting gehaald zijn.
Het plaatsen en uitnemen van de bekken is omslachtig en tijdrovend.
Bij elke nieuw te testen diameter moet de klemming opnieuw ingesteld worden.
De maakkosten van één set bekken bedraagt ca. €1200,-
Om alle maten te bestrijken zijn er 17 verschillende diameters klembekken noodzakelijk.
Voor de klemming op de slang moet gebruik gemaakt worden van een, om te bouwen, hydraulische
koppelingenpers.
6.7 Geraamde kosten testaansluiting “Eerste ontwerp”
Er moeten twee testcabines voorzien worden van een testaansluiting.
Eén testaansluiting bestaat uit twee aansluitingen per testcabine met de daarvoor benodigde doorns
en klembekken.
Omschrijving: Prijs per stuk Totaal kosten
4x Testaansluiting a: € 5000,- € 20.000,-
17x 4 Doorns a: € 175,- € 11.900
17x 4 sets klembekken a: € 1200,- € 81.600,-
2x hydraulische pomp a: € 4600,- € 9.200,-
€122.700,-
De bovenstaande kosten en de, op dat moment, krimpende markt waren destijds doorslaggevend om
niet verder te gaan met dit voorstel.
De ontwikkeling van een nieuwe prooftestmachine is destijds van de investeringslijst gehaald en
voorlopig in de koelkast gezet.
22
7 Optimalisatie Materialisatie.
7.1 Ontstaan van het nieuwe idee.
Aangezien ik overtuigd ben van de werking van mijn ontwerp ben ik altijd zoekende geweest om tot
een oplossing te komen waardoor de door mij voorgestelde methode wel haalbaar wordt.
De behoefte en uiteindelijke aanschaf van een nieuwe prooftest installatie heeft meerdere jaren in
beslag genomen. Mede door ontwikkelingen in de markt en de beperkte budgetten waardoor de
investering meerdere jaren doorgeschoven is.
In deze periode moest ik als engineer een nieuwe krimpmachine uitzoeken voor de
productieafdeling van hydrauliekslangen.
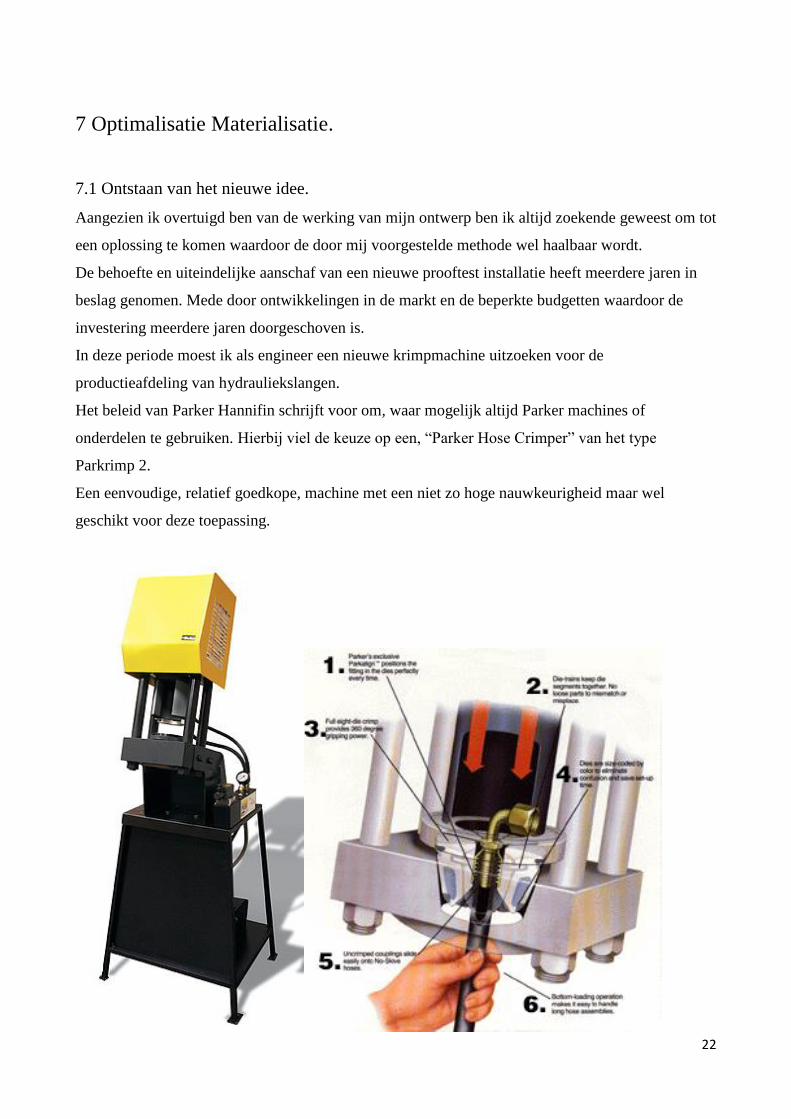
Het beleid van Parker Hannifin schrijft voor om, waar mogelijk altijd Parker machines of
onderdelen te gebruiken. Hierbij viel de keuze op een, “Parker Hose Crimper” van het type
Parkrimp 2.
Een eenvoudige, relatief goedkope, machine met een niet zo hoge nauwkeurigheid maar wel
geschikt voor deze toepassing.
23
Aangezien Parker Hannifin Almelo thermoplastische slangen produceert met afwijkende
slangdiameters t.o.v. de rubber slangen waarvoor deze machine gemaakt is, was het noodzakelijk
dat er aangepaste gereedschappen (krimpbekken) besteld werden.
Tijdens het uitwerken van de bestelopdracht met de daarbij behorende tekening voor de
maatvoering viel mij op dat de te bestellen bekken veel goedkoper waren dan de gebruikelijke
bekken van de meeste hydraulische krimpmachines.
Hierdoor kwam ook mijn oude idee, voor een prooftest aansluiting, met de hydraulische krimper,
weer in beeld. Dit is ook de aanleiding geweest om een nieuw aangepast ontwerp te maken.
Er was nog steeds behoefte aan een nieuwe prooftest installatie waardoor ik groen licht kreeg om
een voorstel te maken voor een nieuwe testaansluiting.
In het nieuwe ontwerp heb ik gebruik gemaakt van het principe en ook de bekken uit de parkrimp
koppeling pers.
Ik heb hiervan een gedetailleerd ontwerp gemaakt in Inventor en een kostenraming.
Aangezien de aanschafprijs van de bekken per complete set ongeveer 85% goedkoper is dan die van
mijn eerste voorstel waren de kosten van de installatie aanzienlijk lager.
Dit idee heb ik gepresenteerd aan het hoofd engineering en de directie wat uiteindelijk geleid heeft
tot een opdracht om een prototype te bouwen en te testen.
24
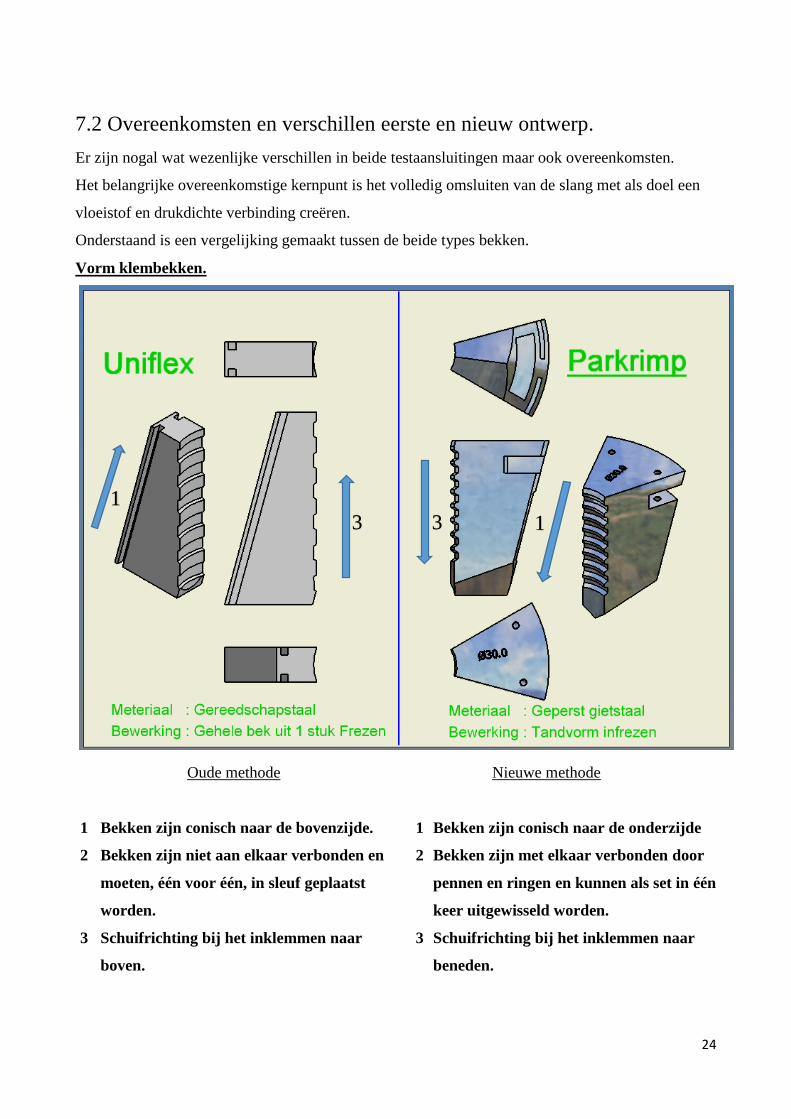
7.2 Overeenkomsten en verschillen eerste en nieuw ontwerp.
Er zijn nogal wat wezenlijke verschillen in beide testaansluitingen maar ook overeenkomsten.
Het belangrijke overeenkomstige kernpunt is het volledig omsluiten van de slang met als doel een
vloeistof en drukdichte verbinding creëren.
Onderstaand is een vergelijking gemaakt tussen de beide types bekken.
Vorm klembekken.
Oude methode Nieuwe methode
1 Bekken zijn conisch naar de bovenzijde. 1 Bekken zijn conisch naar de onderzijde
2 Bekken zijn niet aan elkaar verbonden en
moeten, één voor één, in sleuf geplaatst
worden.
2 Bekken zijn met elkaar verbonden door
pennen en ringen en kunnen als set in één
keer uitgewisseld worden.
3 Schuifrichting bij het inklemmen naar
boven.
3 Schuifrichting bij het inklemmen naar
beneden.
1
1 3 3
25
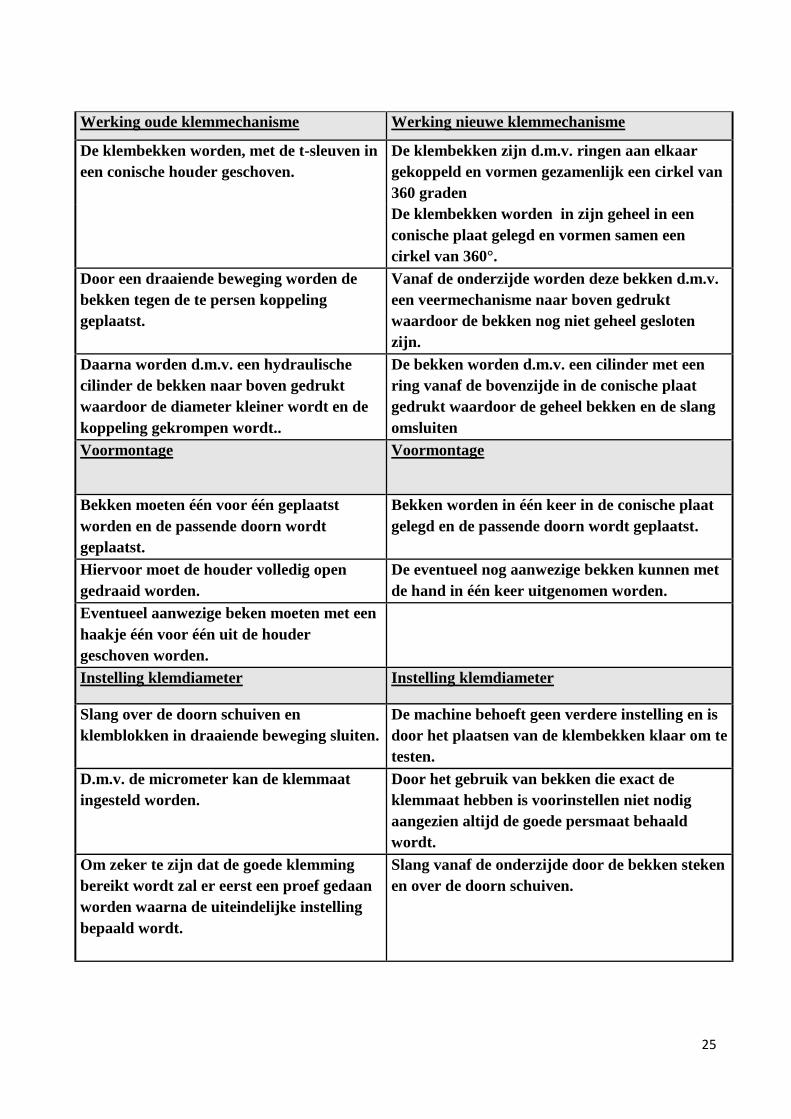
Werking oude klemmechanisme Werking nieuwe klemmechanisme
De klembekken worden, met de t-sleuven in
een conische houder geschoven.
De klembekken zijn d.m.v. ringen aan elkaar
gekoppeld en vormen gezamenlijk een cirkel van
360 graden
De klembekken worden in zijn geheel in een
conische plaat gelegd en vormen samen een
cirkel van 360°.
Door een draaiende beweging worden de
bekken tegen de te persen koppeling
geplaatst.
Vanaf de onderzijde worden deze bekken d.m.v.
een veermechanisme naar boven gedrukt
waardoor de bekken nog niet geheel gesloten
zijn.
Daarna worden d.m.v. een hydraulische
cilinder de bekken naar boven gedrukt
waardoor de diameter kleiner wordt en de
koppeling gekrompen wordt..
De bekken worden d.m.v. een cilinder met een
ring vanaf de bovenzijde in de conische plaat
gedrukt waardoor de geheel bekken en de slang
omsluiten
Voormontage Voormontage
Bekken moeten één voor één geplaatst
worden en de passende doorn wordt
geplaatst.
Bekken worden in één keer in de conische plaat
gelegd en de passende doorn wordt geplaatst.
Hiervoor moet de houder volledig open
gedraaid worden.
De eventueel nog aanwezige bekken kunnen met
de hand in één keer uitgenomen worden.
Eventueel aanwezige beken moeten met een
haakje één voor één uit de houder
geschoven worden.
Instelling klemdiameter Instelling klemdiameter
Slang over de doorn schuiven en
klemblokken in draaiende beweging sluiten.
De machine behoeft geen verdere instelling en is
door het plaatsen van de klembekken klaar om te
testen.
D.m.v. de micrometer kan de klemmaat
ingesteld worden.
Door het gebruik van bekken die exact de
klemmaat hebben is voorinstellen niet nodig
aangezien altijd de goede persmaat behaald
wordt.
Om zeker te zijn dat de goede klemming
bereikt wordt zal er eerst een proef gedaan
worden waarna de uiteindelijke instelling
bepaald wordt.
Slang vanaf de onderzijde door de bekken steken
en over de doorn schuiven.

26
Klemmen van de slang op het oude
klemmechanisme
Klemmen van de slang op het nieuwe
klemmechanisme
Slang goed (her)positioneren in de
klemblokken en deze weer met een
draaiende beweging sluiten.
Met de voet de hydraulische cilinder bedienen
die de bekken in de conische plaat aandrukt tot
aan de eindaanslag,.
D.m.v. de lucht/hydraulische pomp wordt
het klemmen in gang gezet. De machine
klemt op de eindaanslag die met een
micrometer vooringesteld is.
De bekken zijn op een vooraf ingestelde maat
aangemaakt en creëren een gesloten cirkel met
daarin de goede klemmaat. Voorinstellen is niet
noodzakelijk.
Na het testen wordt de machine druk loos
gemaakt waardoor deze terug komt in de
uitgangsstand waarbij de bekken geopend
zijn.
Na het testen wordt de cilinder weer naar boven
gestuurd waarna de slang van de doorn en uit de
machine genomen kan worden.
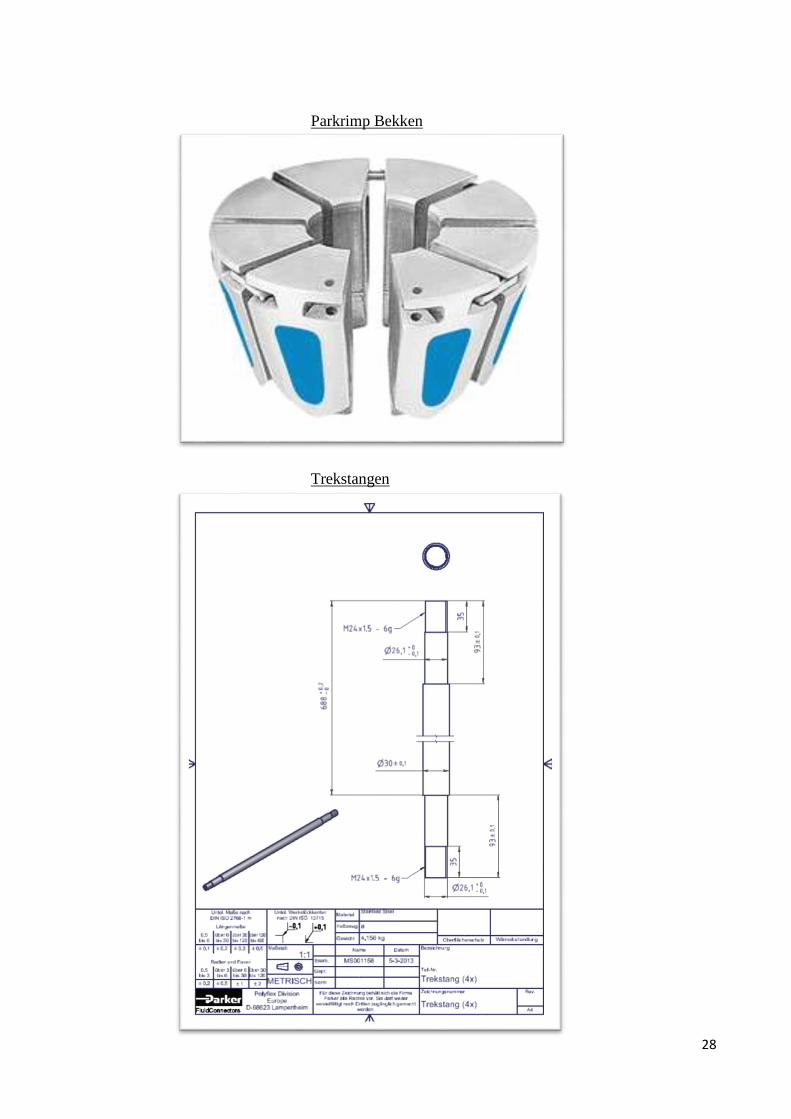
7.3 Prototype t.b.v. testen:
Om zeker te stellen dat het klemsysteem met Parkrimp bekken ook zou werken heb ik eerst een
prototype gespecificeerd, getekend en laten maken.
Dit prototype bestond uit:
Een Hydraulische cilinder Ø125 mm (Dit is een koopdeel).
Parkrimp baseplate, gemaakt volgens een tekening van de parkrimp-2 krimper.
Vier verbindingsstangen tussen cilinder en baseplate.
3 sets standaard parkrimp bekken voor slangen met ID Ø4.4mm , Ø1/4” en Ø3/4”.
3 stuks pennen Ø4.4mm, Ø6.35mm en Ø19.8mm
Een hogedruk wateraansluiting
Een moer waarmee de pennen gecentreerd en vastgezet kunnen worden in de wateraansluiting.
Aangezien het prototype maar één slangzijde kan inklemmen was het noodzakelijk dat er aan de
andere zijde van de te testen slangen wel een koppeling geperst werd. Via deze koppeling kon de
slang op de gewenste drukken gebracht worden en het prototype van de aansluiting, aan de andere
zijde, met water, op dichtheid en druk getest worden. De koppeling werd aangesloten aan een
handbediende hoge druk pomp met een drukbereik tot 3000 Bar. Deze hogedrukpomp was voorzien
van een geijkte manometer waarop de toegepaste testdrukken afgelezen werden.
(Helaas zijn er geen foto’s bewaard gebleven van de uitgevoerde testen en testinrichting.)
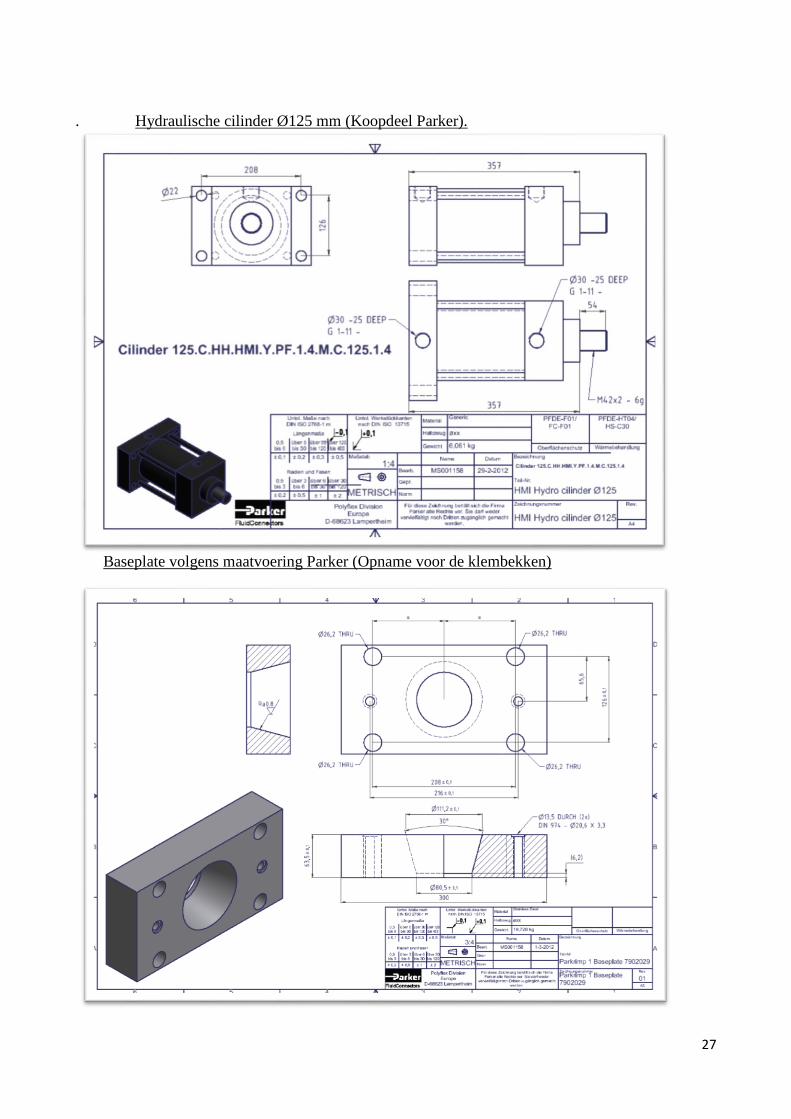
27
. Hydraulische cilinder Ø125 mm (Koopdeel Parker).
Baseplate volgens maatvoering Parker (Opname voor de klembekken)
28
Parkrimp Bekken
Trekstangen
29
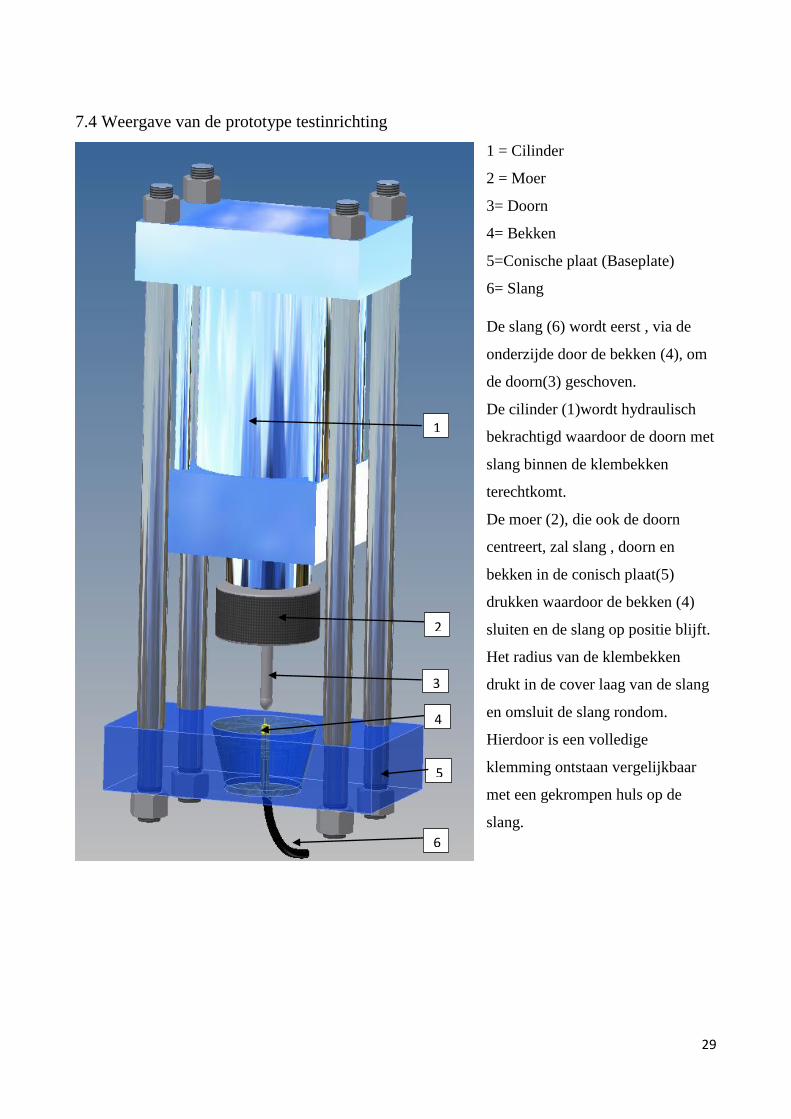
7.4 Weergave van de prototype testinrichting
1 = Cilinder
2 = Moer
3= Doorn
4= Bekken
5=Conische plaat (Baseplate)
6= Slang
De slang (6) wordt eerst , via de
onderzijde door de bekken (4), om
de doorn(3) geschoven.
De cilinder (1)wordt hydraulisch
bekrachtigd waardoor de doorn met
slang binnen de klembekken
terechtkomt.
De moer (2), die ook de doorn
centreert, zal slang , doorn en
bekken in de conisch plaat(5)
drukken waardoor de bekken (4)
sluiten en de slang op positie blijft.
Het radius van de klembekken
drukt in de cover laag van de slang
en omsluit de slang rondom.
Hierdoor is een volledige
klemming ontstaan vergelijkbaar
met een gekrompen huls op de
slang.
6
3
1
2
5
4
30
7.5 Resultaat Testen prototype
De testresultaten waren zeer tot tevredenheid en hadden een beter resultaat dan voorheen verwacht
werd.
De drie geteste types slang konden tot aan de barst op druk gebracht worden.
Helaas zijn de foto’s van de testen verloren gegaan.
De verwachting van het hoofd engineering was dat de testaansluiting de slangen tot hooguit 50%
van de barst druk kon vasthouden.
Eveneens was hij ervan overtuigd dat er maximaal 1000 Bar gehaald zou kunnen worden.
Het tegendeel bleek waar, een barst druk van 2000 Bar! werd zonder problemen gehaald.
Om aan te tonen welke drukken het ontwerp kon weerstaan is er een extra test uitgevoerd op een
slang met een barst druk van ± 3200 Bar. Dit was het Parker slangtype Nylaflow 2244N-025V00
Nylaflow 2244N-025V00
Deze slang wordt normaal gesproken alleen buiten ons bedrijf getest aangezien er geen inrichting
voorhanden was die deze slangen op deze drukken veilig kon testen.
Na het inklemmen in de testaansluiting heb ik de slang aangesloten aan een handpomp met
manometer die tot ca. 3000 Bar kon pompen.
Het resultaat van de test was dat de slang op een druk van 3000 Bar nog steeds op de testaansluiting
zat en niet lekte.
Hiermee was er voldoende bewijs geleverd om groen licht te krijgen voor de ontwikkeling van deze
testaansluiting en de daarbij horende gereedschappen.
Hiermee was de beslissing genomen de testaansluiting toe te passen in de nieuw te bouwen
prooftestmachine.
31
8.0 Definitief ontwerp testaansluiting
8.1 toepassing in nieuwe Prooftest machine
Aangezien ik bedenker, ontwerper en ook projectleider van de nieuw te bouwen prooftestmachine
ben, waren er een aantal zaken die uitgewerkt moesten worden alvorens met de bouw begonnen kon
worden. De testaansluiting moest meegenomen worden in de te maken offerte voor de
prooftestmachine.
Na het offreren is gekozen voor onderstaande leveranciers waarbij Parker Almelo gekozen heeft
voor een opsplitsing naar twee leveranciers, te weten Parker Hannifin Oldenzaal (hoofdkantoor van
Parker Nederland) en Machinefabriek Delwi Groenink in Enschede.
Parker Hannifin Oldenzaal:
-Het ontwerp van het hydraulische systeem wordt onder supervisie van ondergetekende bij Parker
Oldenzaal gemaakt.
Alle hydraulische, pneumatische of automatisering onderdelen worden geleverd door Parker
Oldenzaal.
Delwi Groenink:
Bouwt de twee testcabines inclusief afwatering roldeuren (constructie en spuitwerk).
Levert de testcabines aan Parker Oldenzaal waarna de gehele hydraulische installatie en alle andere
componenten in kunnen worden gebouwd.
Zal in overleg met Parker Oldenzaal de wettelijk noodzakelijke CE-markering, boekwerken en
instructieboeken verzorgen.
Zal alle verspanende bewerkingen en verdere noodzakelijke onderdelen fabriceren, waaronder de
testaansluiting, volgens tekening aangeleverd door ondergetekende.
32
8.2 Inventarisatie te testen slangtypes.
Er zijn 379 verschillende types slangen met de daarbij behorende combinaties van binnendiameter,
buitendiameter en dus ook wanddikte.
Daarom heb ik een inventarisatie gemaakt van de diverse, te testen, slangtypes en de daarbij
behorende parameters.
Het gaat hier om zowel binnendiameter als buitendiameter en wanddikte van de slang.
De binnendiameter is nodig voor de toe te passen doorn.
De buitendiameter is noodzakelijk om de wanddikte en de daarbij behorende klemdiameter van
70% van de wanddikte te berekenen.
De verschillende maten lopen op met stapjes van soms maar 0.05mm voor de binnendiameter en
0.1mm voor de buitendiameter.
Om niet een onmogelijke verscheidenheid (379 stuks) in bekken en doorns te krijgen heb ik alle
types slangen, in een Excel sheet opgenomen en daarna gesorteerd.
Per type slang is een berekening gemaakt voor de optimale wand-reductie en de daarbij behorende
maatvoering van pen en bekken.
Deze zijn daarna nogmaals gesorteerd in groepen met hetzij gelijke pendiameter, bekdiameter en/of
tanddiepte.
Hierdoor ontstond er een beter overzicht en werd het duidelijk dat het mogelijk is met 13
verschillende diameters pennen en 12 diameters klembekken alle slangen te testen.
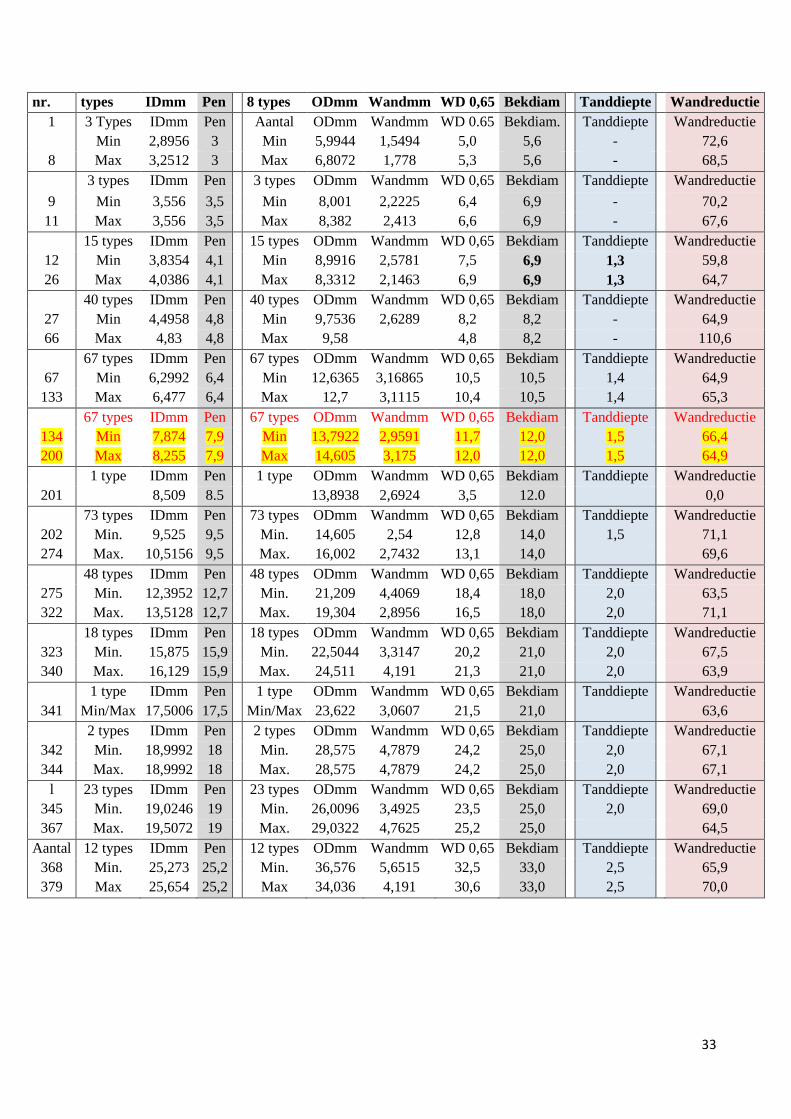
In de tabel op volgende pagina zijn alle maatvoeringen van de slangen opgenomen en geclusterd
naar pen en bekdiameter.
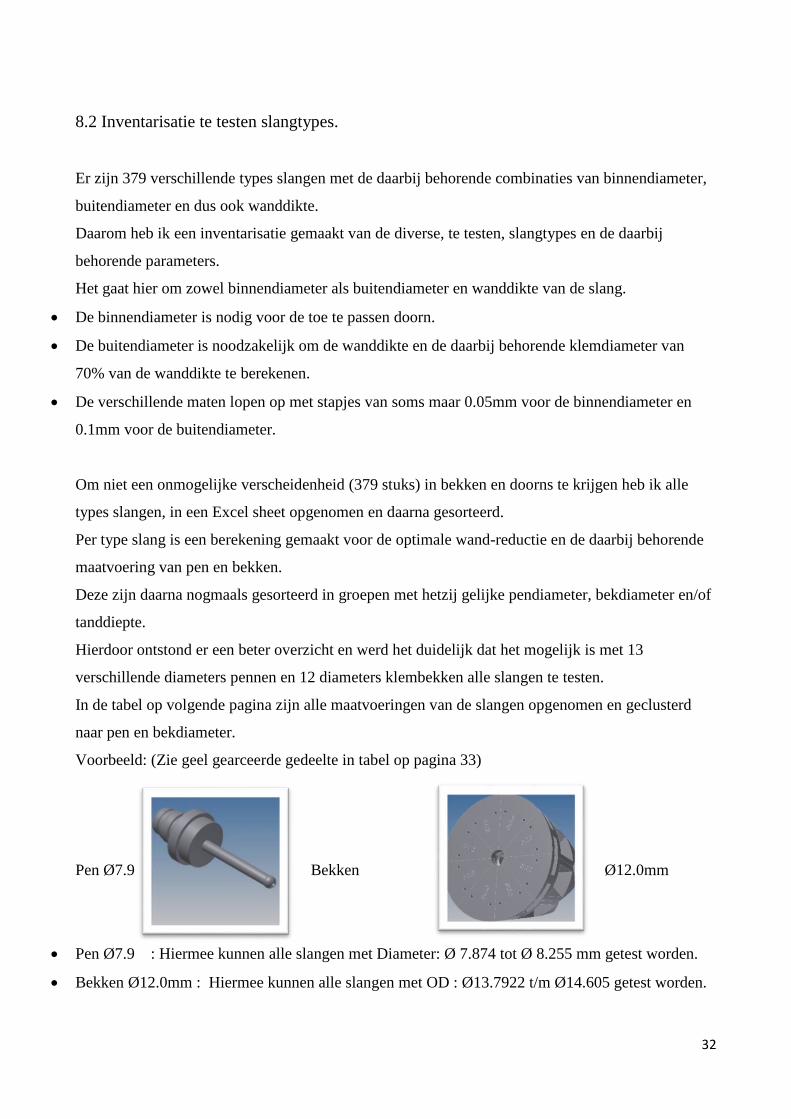
Voorbeeld: (Zie geel gearceerde gedeelte in tabel op pagina 33)
Pen Ø7.9 Bekken Ø12.0mm
Pen Ø7.9 : Hiermee kunnen alle slangen met Diameter: Ø 7.874 tot Ø 8.255 mm getest worden.
Bekken Ø12.0mm : Hiermee kunnen alle slangen met OD : Ø13.7922 t/m Ø14.605 getest worden.
33
nr. types IDmm Pen 8 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
1 3 Types
Min
IDmm
2,8956
Pen
3
Aantal
Min
ODmm
5,9944
Wandmm
1,5494
WD 0.65
5,0
Bekdiam.
5,6
Tanddiepte
-
Wandreductie
72,6
8 Max 3,2512 3 Max 6,8072 1,778 5,3 5,6 - 68,5
3 types IDmm Pen 3 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
9 Min 3,556 3,5 Min 8,001 2,2225 6,4 6,9 - 70,2
11 Max 3,556 3,5 Max 8,382 2,413 6,6 6,9 - 67,6
15 types IDmm Pen 15 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
12 Min 3,8354 4,1 Min 8,9916 2,5781 7,5 6,9 1,3 59,8
26 Max 4,0386 4,1 Max 8,3312 2,1463 6,9 6,9 1,3 64,7
40 types IDmm Pen 40 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
27 Min 4,4958 4,8 Min 9,7536 2,6289 8,2 8,2 - 64,9
66 Max 4,83 4,8 Max 9,58 4,8 8,2 - 110,6
67 types IDmm Pen 67 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
67 Min 6,2992 6,4 Min 12,6365 3,16865 10,5 10,5 1,4 64,9
133 Max 6,477 6,4 Max 12,7 3,1115 10,4 10,5 1,4 65,3
67 types IDmm Pen 67 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
134 Min 7,874 7,9 Min 13,7922 2,9591 11,7 12,0 1,5 66,4
200 Max 8,255 7,9 Max 14,605 3,175 12,0 12,0 1,5 64,9
1 type IDmm Pen 1 type ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
201 8,509 8.5 13,8938 2,6924 3,5 12.0 0,0
73 types IDmm Pen 73 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
202 Min. 9,525 9,5 Min. 14,605 2,54 12,8 14,0 1,5 71,1
274 Max. 10,5156 9,5 Max. 16,002 2,7432 13,1 14,0 69,6
48 types IDmm Pen 48 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
275 Min. 12,3952 12,7 Min. 21,209 4,4069 18,4 18,0 2,0 63,5
322 Max. 13,5128 12,7 Max. 19,304 2,8956 16,5 18,0 2,0 71,1
18 types IDmm Pen 18 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
323 Min. 15,875 15,9 Min. 22,5044 3,3147 20,2 21,0 2,0 67,5
340 Max. 16,129 15,9 Max. 24,511 4,191 21,3 21,0 2,0 63,9
1 type IDmm Pen 1 type ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
341 Min/Max 17,5006 17,5 Min/Max 23,622 3,0607 21,5 21,0 63,6
2 types IDmm Pen 2 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
342 Min. 18,9992 18 Min. 28,575 4,7879 24,2 25,0 2,0 67,1
344 Max. 18,9992 18 Max. 28,575 4,7879 24,2 25,0 2,0 67,1
l 23 types IDmm Pen 23 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
345 Min. 19,0246 19 Min. 26,0096 3,4925 23,5 25,0 2,0 69,0
367 Max. 19,5072 19 Max. 29,0322 4,7625 25,2 25,0 64,5
Aantal 12 types IDmm Pen 12 types ODmm Wandmm WD 0,65 Bekdiam Tanddiepte Wandreductie
368 Min. 25,273 25,2 Min. 36,576 5,6515 32,5 33,0 2,5 65,9
379 Max 25,654 25,2 Max 34,036 4,191 30,6 33,0 2,5 70,0
34
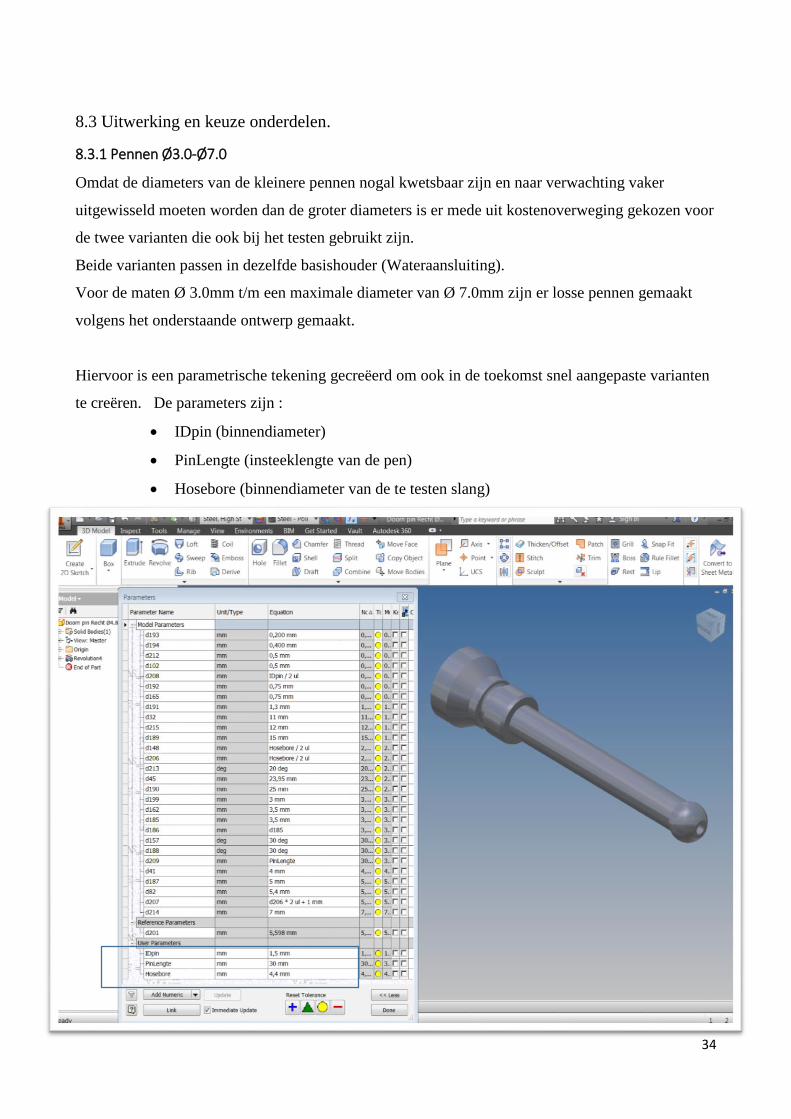
8.3 Uitwerking en keuze onderdelen.
8.3.1 Pennen Ø3.0-Ø7.0
Omdat de diameters van de kleinere pennen nogal kwetsbaar zijn en naar verwachting vaker
uitgewisseld moeten worden dan de groter diameters is er mede uit kostenoverweging gekozen voor
de twee varianten die ook bij het testen gebruikt zijn.
Beide varianten passen in dezelfde basishouder (Wateraansluiting).
Voor de maten Ø 3.0mm t/m een maximale diameter van Ø 7.0mm zijn er losse pennen gemaakt
volgens het onderstaande ontwerp gemaakt.
Hiervoor is een parametrische tekening gecreëerd om ook in de toekomst snel aangepaste varianten
te creëren. De parameters zijn :
IDpin (binnendiameter)
PinLengte (insteeklengte van de pen)
Hosebore (binnendiameter van de te testen slang)

35
8.3.2 Materiaalkeuze en methode van produceren Pennen Ø3.0-Ø7.0.
Tijdens het inklemmen van de slang komen er hoge krachten op de diameter van de pennen.
Ook bleek bij proeven dat de kleinere diameters nogal onderhevig waren aan zogenaamde
“borecolapse”.
Borecolapse is het kleiner worden van de boring in de pen doordat het materiaal ingedrukt wordt
tijdens het klemmen.
Dit is een bekend fenomeen dat ook veel bij fittingen voorkomt.
Aangezien er zeer kleine diameters en ook wanddiktes getest moeten worden is een hoge weerstand
tegen borecolapse gewenst. Anders zouden deze pennen reeds na enkele keren testen vervormd zijn
en geheel verstopt. Ook de buitendiameter zal dan dusdanig kleiner geworden is dat er geen goede
verbinding meer tot stand kan komen.
8.3.3 Materiaalkeuze en methode van produceren Pennen Ø3.0-Ø7.0.
Als materiaal is er gekozen voor staal volgens Werkstof nr. 1.2516. Dit is hardbaar materiaal met
hoge treksterktesterkte. Alleen bij het boren van kleine diameters, dieper dan 8 x de boordiameter,
ontstaan er altijd problemen zoals breuk en scheef boren. Om dit probleem te omzeilen heb ik, bij
de kleinere boordiameters diameters (< Ø 6.0mm) stafmateriaal geboord op een diameter van 6mm.
De hierdoor ontstane buis heb ik d.m.v. een krimpmachine in elkaar geperst tot de boring de
gewenste binnendiameter had. Hierdoor ontstaat een zeer vast materiaal met een goede weerstand
tegen borecolapse. Dit materiaal kan daarna gebruikt worden om hieruit de gewenste vorm te
draaien en eventueel te harden. Zeer kleine diameters worden niet gehard aangezien deze bij het
inklemmen zullen barsten.
Deze methode had ik enkele jaren daarvoor getest en ook gebruikt voor het fabriceren van zeer
speciale fittingen met een boordiameter van Ø 1.00mm en een buitendiameter van 2.2mm.
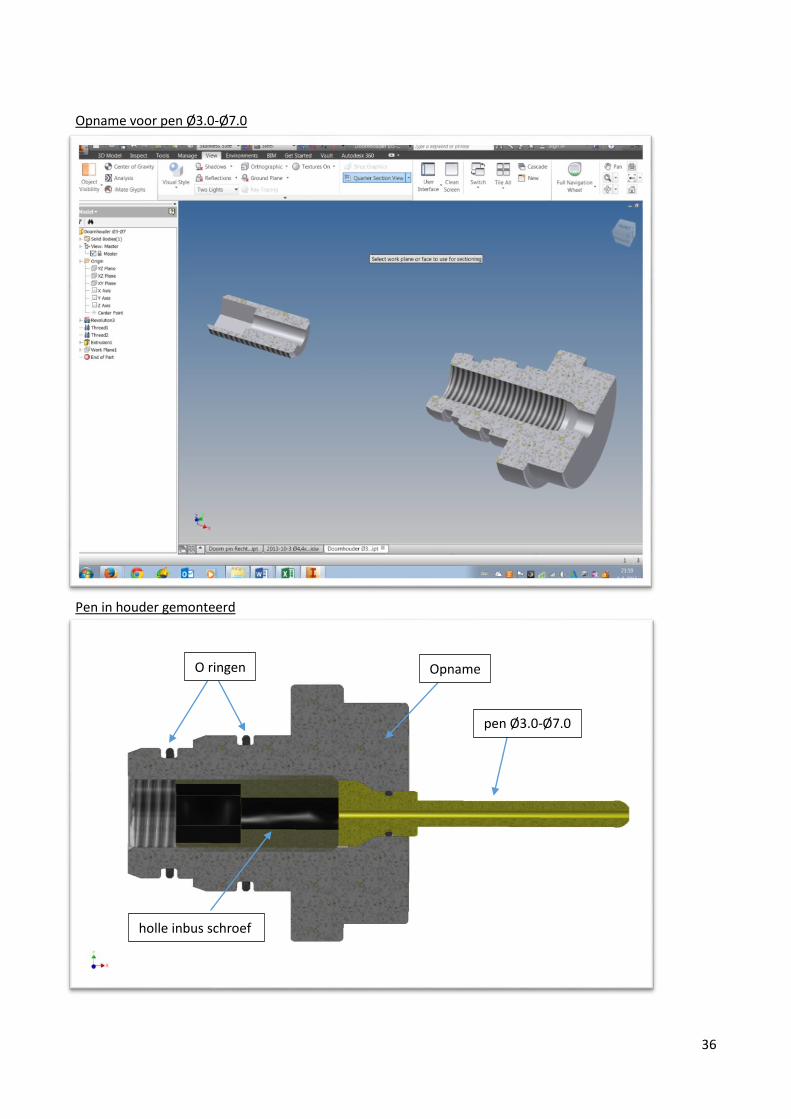
8.3.4 Opname voor pen Ø3.0-Ø7.0:
Voor de opname van de pennen heb ik gekozen voor een basis waarin alle bovengenoemde, kleine,
doorns, met een o-ring kunnen worden geplaatst. De doorn wordt d.m.v. een holle inbus-schroef
aangedraaid en sluit op de conus en een o-ring af. Deze verbinding is tot drukken boven de 2800 bar
getest. De opname heeft een dusdanige vorm dat deze eenvoudig geplaatst en uitgewisseld kan
worden tijdens het voorbereiden van iedere test. De opname wordt, net als de grotere doorns, in een
moer geplaatst en op de wateraansluiting geschroefd. Deze kan met de hand zonder gereedschappen
aangedraaid worden. Dit is wenselijk aangezien een snelle wisseltijd noodzakelijk is.
36
Opname voor pen Ø3.0-Ø7.0
Pen in houder gemonteerd
O ringen
holle inbus schroef
pen Ø3.0-Ø7.0
Opname
37
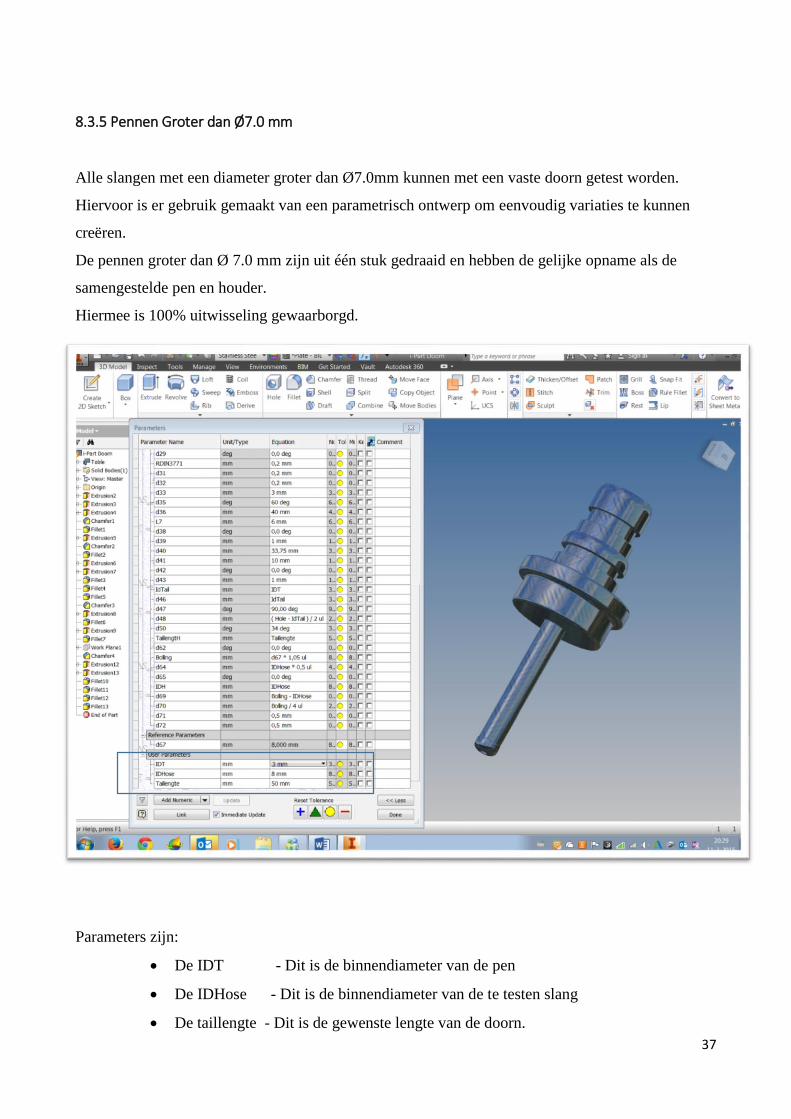
8.3.5 Pennen Groter dan Ø7.0 mm
Alle slangen met een diameter groter dan Ø7.0mm kunnen met een vaste doorn getest worden.
Hiervoor is er gebruik gemaakt van een parametrisch ontwerp om eenvoudig variaties te kunnen
creëren.
De pennen groter dan Ø 7.0 mm zijn uit één stuk gedraaid en hebben de gelijke opname als de
samengestelde pen en houder.
Hiermee is 100% uitwisseling gewaarborgd.
Parameters zijn:
De IDT - Dit is de binnendiameter van de pen
De IDHose - Dit is de binnendiameter van de te testen slang
De taillengte - Dit is de gewenste lengte van de doorn.
38
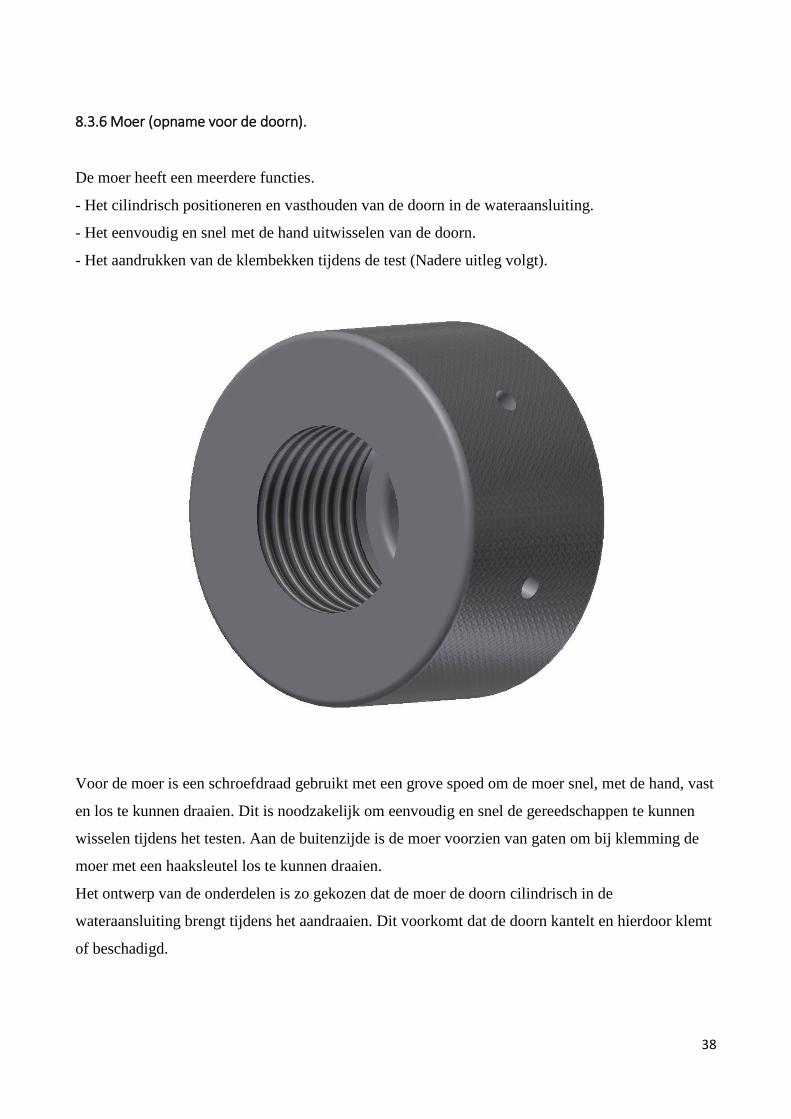
8.3.6 Moer (opname voor de doorn).
De moer heeft een meerdere functies.
- Het cilindrisch positioneren en vasthouden van de doorn in de wateraansluiting.
- Het eenvoudig en snel met de hand uitwisselen van de doorn.
- Het aandrukken van de klembekken tijdens de test (Nadere uitleg volgt).
Voor de moer is een schroefdraad gebruikt met een grove spoed om de moer snel, met de hand, vast
en los te kunnen draaien. Dit is noodzakelijk om eenvoudig en snel de gereedschappen te kunnen
wisselen tijdens het testen. Aan de buitenzijde is de moer voorzien van gaten om bij klemming de
moer met een haaksleutel los te kunnen draaien.
Het ontwerp van de onderdelen is zo gekozen dat de moer de doorn cilindrisch in de
wateraansluiting brengt tijdens het aandraaien. Dit voorkomt dat de doorn kantelt en hierdoor klemt
of beschadigd.

39
8.3.7 De wateraansluiting.
De wateraansluiting is het onderdeel dat ervoor zorgt dat er een verbinding ontstaat met de
hydraulische cilinder, de doorn, de moer en de te klemmen bekken.
Aan de bovenzijde (M42x2) wordt deze op de hydraulische cilinder geschroefd.
Aan de zijkant zit de, hoge druk, wateraansluiting.
En aan de onderzijde is de opname voor de doorns die d.m.v. de moer vastgezet worden.
M42x2 Hoge druk
wateraansluitin
g
opname doorns
Schroefdraad voor moer
40
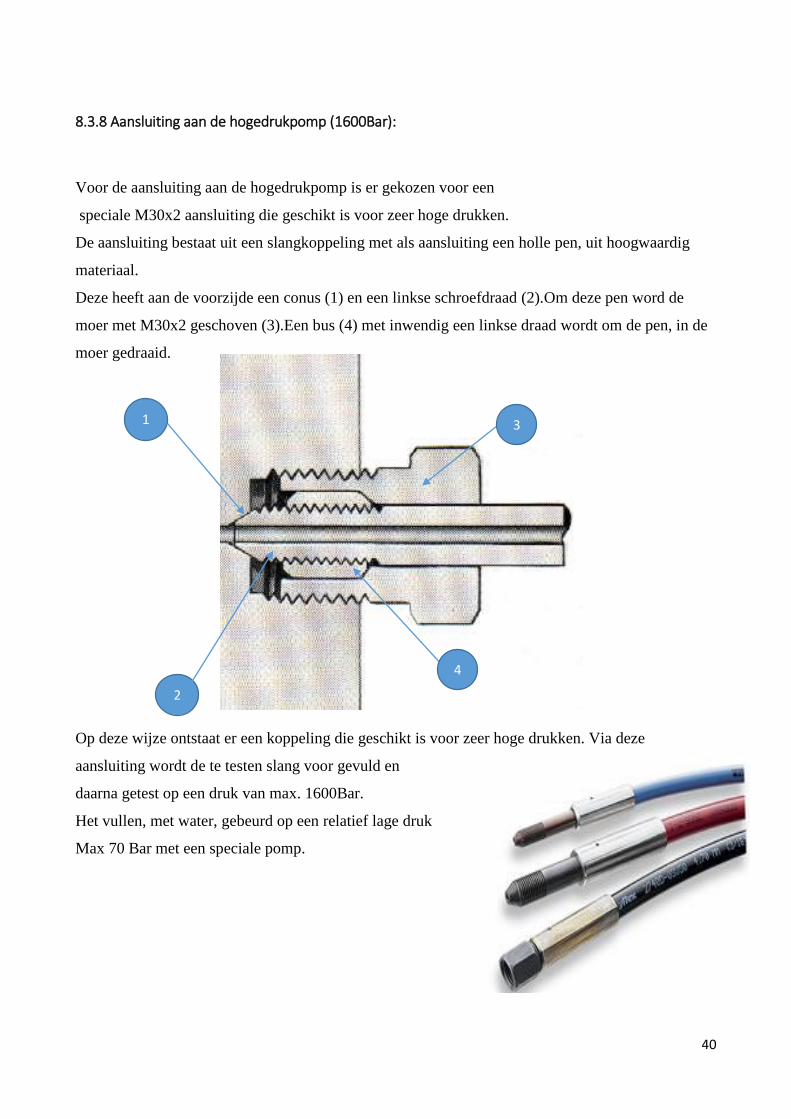
8.3.8 Aansluiting aan de hogedrukpomp (1600Bar):
Voor de aansluiting aan de hogedrukpomp is er gekozen voor een
speciale M30x2 aansluiting die geschikt is voor zeer hoge drukken.
De aansluiting bestaat uit een slangkoppeling met als aansluiting een holle pen, uit hoogwaardig
materiaal.
Deze heeft aan de voorzijde een conus (1) en een linkse schroefdraad (2).Om deze pen word de
moer met M30x2 geschoven (3).Een bus (4) met inwendig een linkse draad wordt om de pen, in de
moer gedraaid.
Op deze wijze ontstaat er een koppeling die geschikt is voor zeer hoge drukken. Via deze
aansluiting wordt de te testen slang voor gevuld en
daarna getest op een druk van max. 1600Bar.
Het vullen, met water, gebeurd op een relatief lage druk
Max 70 Bar met een speciale pomp.
1
2
4
3
41
9 Testaansluiting:
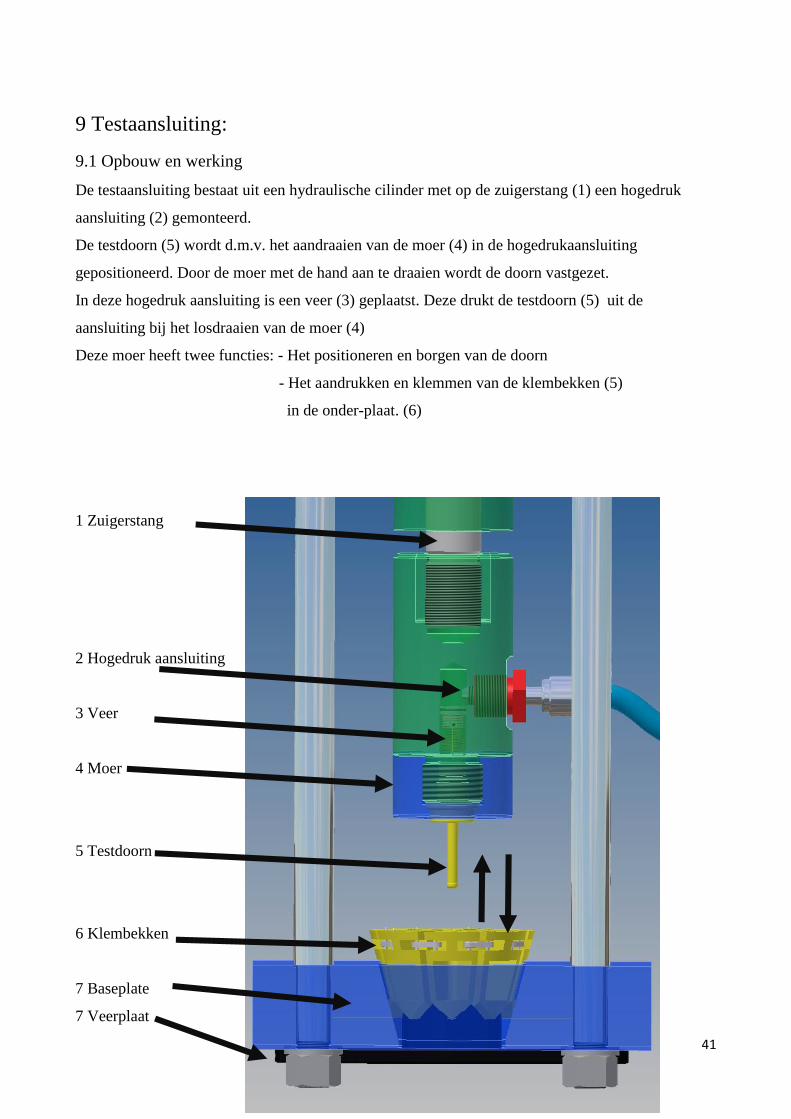
9.1 Opbouw en werking
De testaansluiting bestaat uit een hydraulische cilinder met op de zuigerstang (1) een hogedruk
aansluiting (2) gemonteerd.
De testdoorn (5) wordt d.m.v. het aandraaien van de moer (4) in de hogedrukaansluiting
gepositioneerd. Door de moer met de hand aan te draaien wordt de doorn vastgezet.
In deze hogedruk aansluiting is een veer (3) geplaatst. Deze drukt de testdoorn (5) uit de
aansluiting bij het losdraaien van de moer (4)
Deze moer heeft twee functies: - Het positioneren en borgen van de doorn
- Het aandrukken en klemmen van de klembekken (5)
in de onder-plaat. (6)
1 Zuigerstang
2 Hogedruk aansluiting
3 Veer
4 Moer
5 Testdoorn
6 Klembekken
7 Baseplate
7 Veerplaat
42
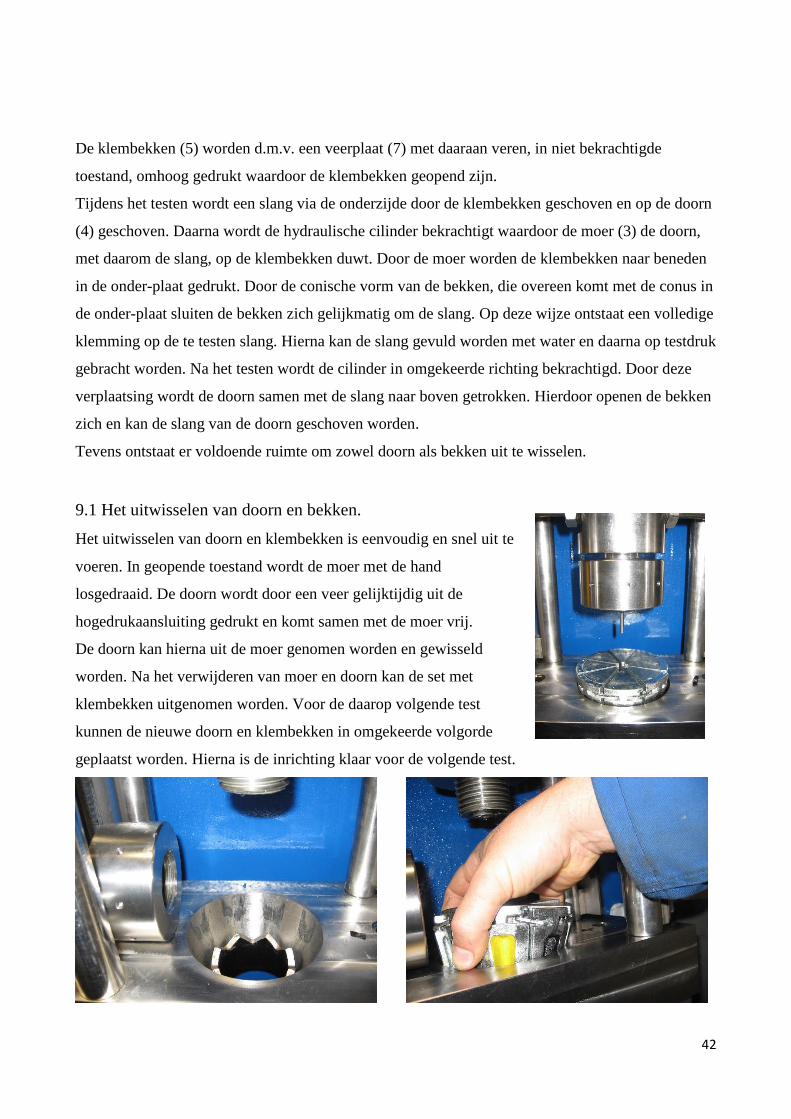
De klembekken (5) worden d.m.v. een veerplaat (7) met daaraan veren, in niet bekrachtigde
toestand, omhoog gedrukt waardoor de klembekken geopend zijn.
Tijdens het testen wordt een slang via de onderzijde door de klembekken geschoven en op de doorn
(4) geschoven. Daarna wordt de hydraulische cilinder bekrachtigt waardoor de moer (3) de doorn,
met daarom de slang, op de klembekken duwt. Door de moer worden de klembekken naar beneden
in de onder-plaat gedrukt. Door de conische vorm van de bekken, die overeen komt met de conus in
de onder-plaat sluiten de bekken zich gelijkmatig om de slang. Op deze wijze ontstaat een volledige
klemming op de te testen slang. Hierna kan de slang gevuld worden met water en daarna op testdruk
gebracht worden. Na het testen wordt de cilinder in omgekeerde richting bekrachtigd. Door deze
verplaatsing wordt de doorn samen met de slang naar boven getrokken. Hierdoor openen de bekken
zich en kan de slang van de doorn geschoven worden.
Tevens ontstaat er voldoende ruimte om zowel doorn als bekken uit te wisselen.
9.1 Het uitwisselen van doorn en bekken.
Het uitwisselen van doorn en klembekken is eenvoudig en snel uit te
voeren. In geopende toestand wordt de moer met de hand
losgedraaid. De doorn wordt door een veer gelijktijdig uit de
hogedrukaansluiting gedrukt en komt samen met de moer vrij.
De doorn kan hierna uit de moer genomen worden en gewisseld
worden. Na het verwijderen van moer en doorn kan de set met
klembekken uitgenomen worden. Voor de daarop volgende test
kunnen de nieuwe doorn en klembekken in omgekeerde volgorde
geplaatst worden. Hierna is de inrichting klaar voor de volgende test.

43
10 Eindresultaat en toepassing in de Prooftestmachine.
Het eindresultaat van de ontwikkelde testaansluiting voldoet volledig aan de verwachtingen.
De onderdelen zijn allemaal uit RVS gemaakt zodat roest voorkomen wordt.
De bediening is eenvoudig en vraagt geen speciale kennis van de operator. Na een korte instructie
kan de operator de testaansluiting bedienen en ombouwen. Het ombouwen is operator vriendelijk en
kan eenvoudig en snel gebeuren. Binnen 5 minuten is de testinrichting omgebouwd naar een andere
slangdiameter.
Het uitnemen van de doorn heeft in de startup problemen gegeven doordat de doorn niet door de
veer uit de wateraansluiting gedrukt werd. Dit is verholpen door een zwaardere veer toe te passen
en door voor het aanbrengen van de doorn deze, en ook de schroefdraad in de moet, in te vetten
waardoor deze niet meer klemt. Het vast en losdraaien van de moer, met de hand, gaat eenvoudig en
het is niet noodzakelijk deze strak aan te draaien. Er is een haaksleutel aanwezig in de testkamer
maar deze wordt zelden gebruikt. Het uitnemen en inleggen van de bekken gaat zeer eenvoudig en
snel. De bekken en doorns zijn allemaal van een kleur voorzien zodat verwisseling voorkomen
wordt. Ook wordt er bij het ingeven van de slangdata, bij het begin van de test, in het beeldscherm
weergegeven welke kleur bekken en doorn er gekozen moet worden voor de uit te voeren test.
Om de bekken en doorns snel uit te kunnen wisselen heb ik een “Toolrek” ontworpen waar de
bekken en de doorns eenvoudig ingezet en uitgenomen kunnen worden. Deze is, aan beide zijden,
direct naast de testaansluiting geplaats en onder handbereik.
Tijdens de voorbereidingen en bouw kon het aantal bekken en doorns terug gebracht worden naar
10 sets. Dit kwam doordat bepaalde types slang vervangen werden door reeds bestaande slangen die
in hetzelfde bereik lagen.
Ook kwam de vraag van een klant of de rioolreinigingsslangen op lengte geleverd konden worden
met koppeling eraan. Het gaat hier om slangen ESH16 en ESH20 met binnendiameters van Ø26 en
Ø32 mm. Deze assemblages moeten in lengtes van 100 tot 600 meter geleverd worden. Er is
besloten om deze met koppelingen te gaan testen. Hiervoor heb ik een aantal tools ontworpen die in
plaats van de doorn en moer op de wateraansluiting gedraaid kunnen worden. Ook deze kunnen met
de hand aangedraaid en geopend worden.
44
De vier testaansluitingen zijn opgenomen in de nieuwe Proof-testmachine waarbij er gekozen is
voor twee testcabines met dus elk twee testaansluitingen. De Prooftestmachine is na uitlevering
binnen twee weken in productie gegaan en voldoet volledig aan de verwachtingen. Met de oude
prooftestmachine waren er veel problemen. Een belangrijk probleem was ook de capaciteit van deze
testmachine. Deze had, ook zonder slijtage en problemen, niet voldoende capaciteit om de gehele
productie te testen. De wisseltijden waren lang en het vullen ging erg langzaam.
De capaciteit van de nieuwe prooftestmachine is, door de snelle ombouwtijden en het met hoge
druk voor vullen van de slang, ruim voldoende.
De capaciteit is zo groot dat de machine een bezettingsgraad van 50% heeft waardoor er ook voor
de toekomst voldoende capaciteit is.
Helaas is Parker Almelo inmiddels volledig gesloten en is de machine, met alle andere
productiemachines, verplaatst naar Parker Hannifin Weissenbourg. Doordat de machine eenvoudig
af te koppelen en met een heftruck te verplaatsen was heeft de hele operatie van afbouwen in
Almelo en opbouwen en opstarten in Frankrijk maar enkele dagen geduurd. Ondanks dat ik niet
meer bij Parker Hannifin werk heb nog steeds contact met Frankrijk. Na mijn ontslag heb ik, als
tussenpersoon, bemiddeld bij het bestellen van nieuwe tooling, voor de prooftester en ook andere
productiegereedschappen voor Frankrijk. Onlangs zijn er nog weer nieuwe sets met bekken besteld
in andere diameters voor slangen die in Frankrijk geproduceerd worden.
11Nawoord
Ik kan terugkijken op een zeer leerzame periode bij Parker maar ook bij het Cadcollege.
Mede hierdoor heb ik mijn kennis Inventor en van het ontwerpen in 3D op een veel hoger niveau
kunnen brengen. Dit geeft ook weer hoop voor de toekomst tijdens mijn zoektocht naar een nieuwe
baan. Ik hoop dat ik in mijn werk mijn kennis en ervaring van Inventor kan en mag gebruiken
omdat hierin toch wel mijn passie ligt.
Omdat ik trots ben op het uiteindelijke resultaat, “De prooftester”, waarin mijn testaansluiting een
belangrijk onderdeel is heb ik, op de hierop volgende pagina’s, een beschrijving met foto’s gemaakt
van de prooftestmachine en de bouw.
45
12 Geraadpleegde Bronnen:
Literatuur :
- Inventor 2014 - R. Boeklagen
- Managing to Learn - John Shook
- Business Improvement & Quality Management - symbol
- Langentechnik Din Taschenbuch - Beuth
- Schlauchleitungen Din Taschenbuch - Beuth
- Tabellenbuch Metall - Verlag Europa Lehrmittel
Internet :
- https://Autodesk.com
- https://nl.wikipedia.org
- https://www.parker.com
- https://www.traceparts.com
Gebruikte programma’s :
- Autodesk Inventor
- Microsoft Word
- Microsoft Excel
- Microsoft Access
- Microsoft Power Point
46
13 Beschrijving Prooftestmachine waarin de testaansluiting is opgenomen.
13.1 Machine kenmerken
- De machine moet beschikken over 2 aparte testkamers.
- De testkamers moeten eenvoudig verplaatsbaar zijn.
- De afmetingen, L x B x H, van de testkamers is 2.6 x 2.6 x 2.25 Meter.
- Elke kamer moet dusdanig uitgevoerd worden dat afkoppelen en verplaatsen eenvoudig is,
de elektrische aansluitingen voorzien zijn van stekkers en de vloeistofleidingen, waar mogelijk,
voorzien zijn van snelkoppelingen.
- De testkamers moeten tegelijkertijd worden gebruikt waarbij het hydraulische systeem en het
hoge druk watersysteem voor beide kamers, door het gebruik van kleppen gescheiden wordt.
- Als test medium wordt water gebruikt.
- De maximale berekende inhoud van de grootste en langste slang is 300Ltr.
- Alle activiteiten, het vullen, het testen en het afpompen moeten zo effectief mogelijk op elkaar
afgestemd worden.
- Beide testkamers hebben hun eigen afvoerpomp om het vrijgekomen water af te voeren.
- De testkamer wordt voorzien van een water opvangbak en een vloer met een open structuur
waardoor het vrijgekomen water eenvoudig kan worden weggepompt.
- De testkamer moet bestand zijn tegen het vrijkomen van een slang of het loslaten van een fitting
tijdens het op druk testen.
- De Werkdruk van het systeem is 70 - 1600 bar.
- Het max, geluidsniveau ( piek) bedraagt 80Db.

47
13.2 Pc en PLC-functies.
- Het systeem moet de test volgens het bijgevoegd stroomschema voltooien.
- Op het beeldscherm moet de status van de huidige test gevolgd kunnen worden.
- D.m.v. een grafiek worden de drukveranderingen en de druk-verliezen getoond.
- Het systeem moet communiceren en verbonden zijn met het Parker netwerk.
- De computer moet werken onder Windows.
- Er moet een aansluitmogelijkheid zijn voor een barcode reader.
- Het moet systeem moet barcodes kunnen lezen.
- Er moet een dagelijkse back-up van de gemeten resultaten en de gegevens gemaakt worden.
13.3 Parameters gecontroleerd door de computer.
- Gereedschap keuze moet bij het ingeven van het slangtype op het scherm weergegeven worden.
- Klemdruk van de testaansluiting moet afgestemd zijn op het type slang.
- Vullen en ontluchten van de slang.
- Na het afvullen automatisch overschakelen naar de druktest.
- Testen uitvoeren volgens een geprogrammeerd protocol op de vooraf bepaalde druk.
- Monitoring van de druk-val en de inspectie eisen tijdens het testen.
- Alle testgegevens zoals, Datum, tijd, duur van de test, ordernummer, type en lengte van de slang
moeten worden opgeslagen.
- Na het testen moet er automatisch een goed of afkeur sticker geprint worden.
- De printer moet aangestuurd kunnen worden om een test-protocol met grafiek en de testgegevens
te kunnen printen.

48
13.4 Vormgeving en afmetingen van de Testcabines.
- De buiten afmetingen van de machine en componenten worden door leverancier en Parker
gezamenlijk vastgesteld.
- De minimale binnen afmetingen, l x b x h, van de testkamers bedraagt : 2.6 x2.6 x 2.25 Meter.
- De testkamer moet voorzien zijn van een rooster met daaronder een waterdichte vloer.
- Het vrijgekomen testwater dient automatisch afgepompt te worden.
- De testcabine moet verlicht zijn d.m.v. waterdichte verlichting.
- Elke kamer moet dusdanig uitgevoerd worden dat verplaatsen eenvoudig door een heftruck kan
gebeuren.
- De elektrische verbindingen op de testunits moeten d.m.v. stekkerverbindingen eenvoudig
losgekoppeld kunnen worden.
- De testkamer moet d.m.v. een roldeur spatvrij afgesloten zijn tijdens het testen.
49
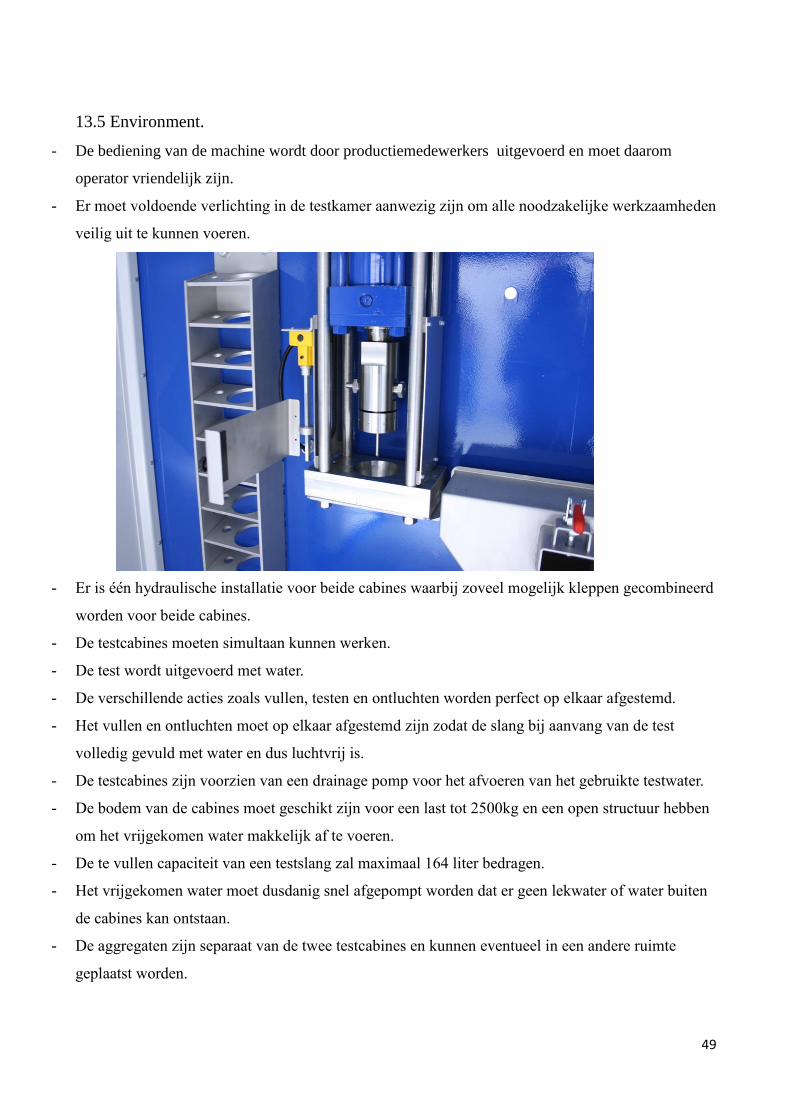
13.5 Environment.
- De bediening van de machine wordt door productiemedewerkers uitgevoerd en moet daarom
operator vriendelijk zijn.
- Er moet voldoende verlichting in de testkamer aanwezig zijn om alle noodzakelijke werkzaamheden
veilig uit te kunnen voeren.
- Er is één hydraulische installatie voor beide cabines waarbij zoveel mogelijk kleppen gecombineerd
worden voor beide cabines.
- De testcabines moeten simultaan kunnen werken.
- De test wordt uitgevoerd met water.
- De verschillende acties zoals vullen, testen en ontluchten worden perfect op elkaar afgestemd.
- Het vullen en ontluchten moet op elkaar afgestemd zijn zodat de slang bij aanvang van de test
volledig gevuld met water en dus luchtvrij is.
- De testcabines zijn voorzien van een drainage pomp voor het afvoeren van het gebruikte testwater.
- De bodem van de cabines moet geschikt zijn voor een last tot 2500kg en een open structuur hebben
om het vrijgekomen water makkelijk af te voeren.
- De te vullen capaciteit van een testslang zal maximaal 164 liter bedragen.
- Het vrijgekomen water moet dusdanig snel afgepompt worden dat er geen lekwater of water buiten
de cabines kan ontstaan.
- De aggregaten zijn separaat van de twee testcabines en kunnen eventueel in een andere ruimte
geplaatst worden.
50
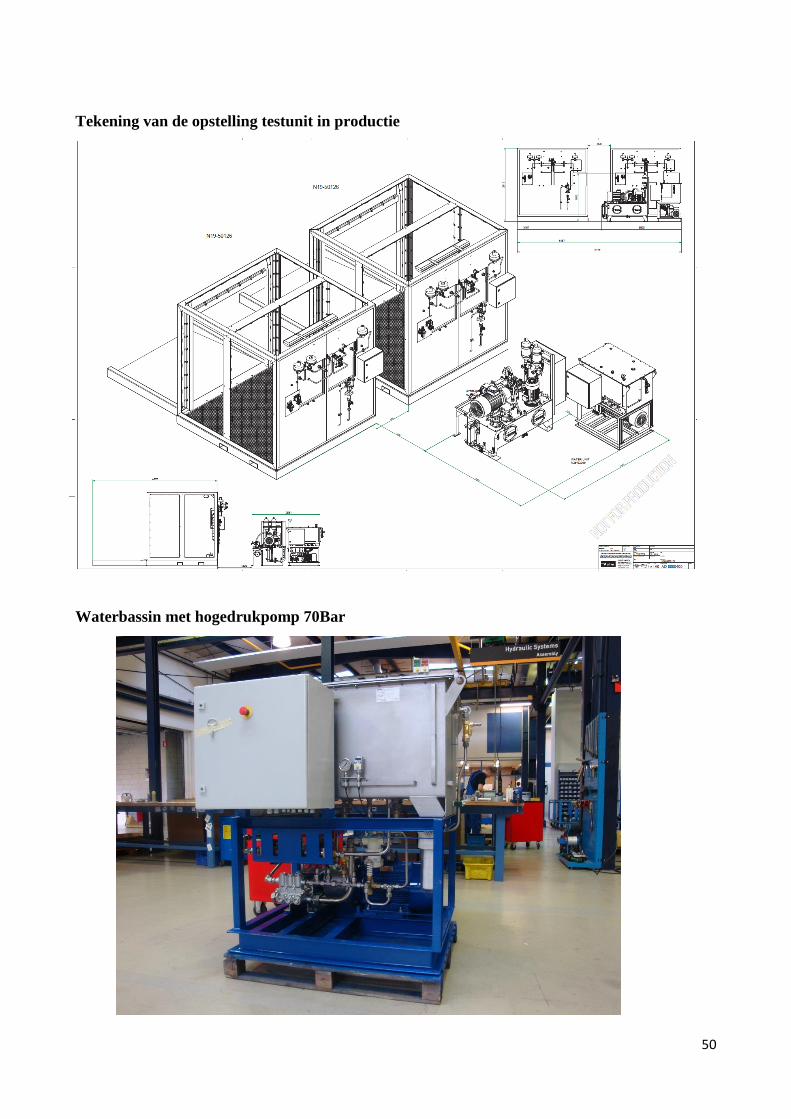
Tekening van de opstelling testunit in productie
Waterbassin met hogedrukpomp 70Bar
51
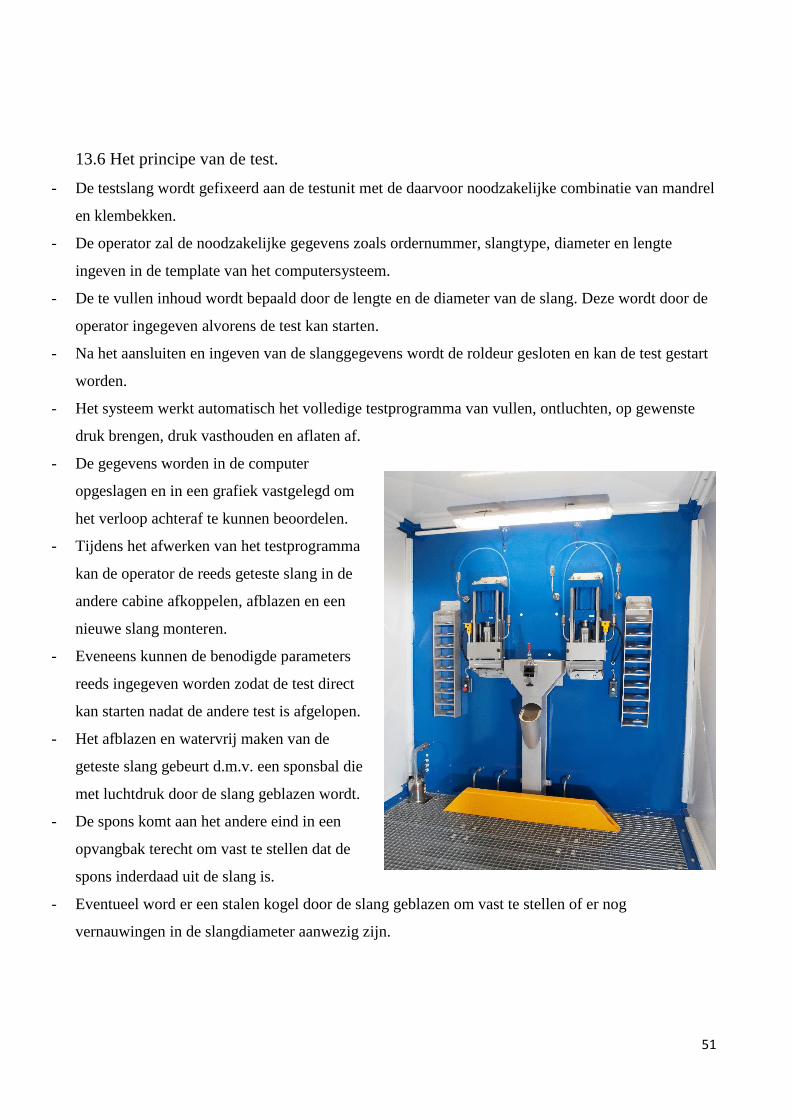
13.6 Het principe van de test.
- De testslang wordt gefixeerd aan de testunit met de daarvoor noodzakelijke combinatie van mandrel
en klembekken.
- De operator zal de noodzakelijke gegevens zoals ordernummer, slangtype, diameter en lengte
ingeven in de template van het computersysteem.
- De te vullen inhoud wordt bepaald door de lengte en de diameter van de slang. Deze wordt door de
operator ingegeven alvorens de test kan starten.
- Na het aansluiten en ingeven van de slanggegevens wordt de roldeur gesloten en kan de test gestart
worden.
- Het systeem werkt automatisch het volledige testprogramma van vullen, ontluchten, op gewenste
druk brengen, druk vasthouden en aflaten af.
- De gegevens worden in de computer
opgeslagen en in een grafiek vastgelegd om
het verloop achteraf te kunnen beoordelen.
- Tijdens het afwerken van het testprogramma
kan de operator de reeds geteste slang in de
andere cabine afkoppelen, afblazen en een
nieuwe slang monteren.
- Eveneens kunnen de benodigde parameters
reeds ingegeven worden zodat de test direct
kan starten nadat de andere test is afgelopen.
- Het afblazen en watervrij maken van de
geteste slang gebeurt d.m.v. een sponsbal die
met luchtdruk door de slang geblazen wordt.
- De spons komt aan het andere eind in een
opvangbak terecht om vast te stellen dat de
spons inderdaad uit de slang is.
- Eventueel word er een stalen kogel door de slang geblazen om vast te stellen of er nog
vernauwingen in de slangdiameter aanwezig zijn.

52
14 Productie en bouw prooftestinstallatie
- De hydraulische inrichting wordt waar mogelijk voorzien van Parker componenten.
- Het hydraulische schema en de bouw van de hydraulische en vulinrichting wordt door Parker
Hannifin Oldenzaal uitgevoerd.
- Het benodigde computerprogramma en de interfaces worden geprogrammeerd door Parker Hannifin
Oldenzaal in overleg met Parker Almelo.
- De constructie en bouw van de testcabines wordt door een nog te bepalen leverancier uitgevoerd.
- Elektrisch: 240/380Volt
- Luchtdruk: maximaal 6 Bar
- Water: Consumptie/kwaliteit moet door de leverancier gedefinieerd worden.
- De machine moet worden gepoedercoat in blauw Ral: 5010 of 5017
- De verf moet bestendig zij tegen: Gasoline, Isopropanol, Alcohol, Cleaner (koud),Petroleum en
oliën.12.1 CE Label
- De testmachine moet voorzien zijn van een CE label.
- De handleiding moet verstrekt worden in het Nederlands en het Engels.
- Alle te wisselen onderdelen moeten waar mogelijk voorzien zijn van een snel wisselsysteem.
Hydraulische aggregaat met druk intensifier (>1600 Bar)

53
14.1Foto’s gemaakt tijdens bouw Prooftestinstallatie
Frame Vloerplaat
Oprijplaten

54
Bouw Cabine
55
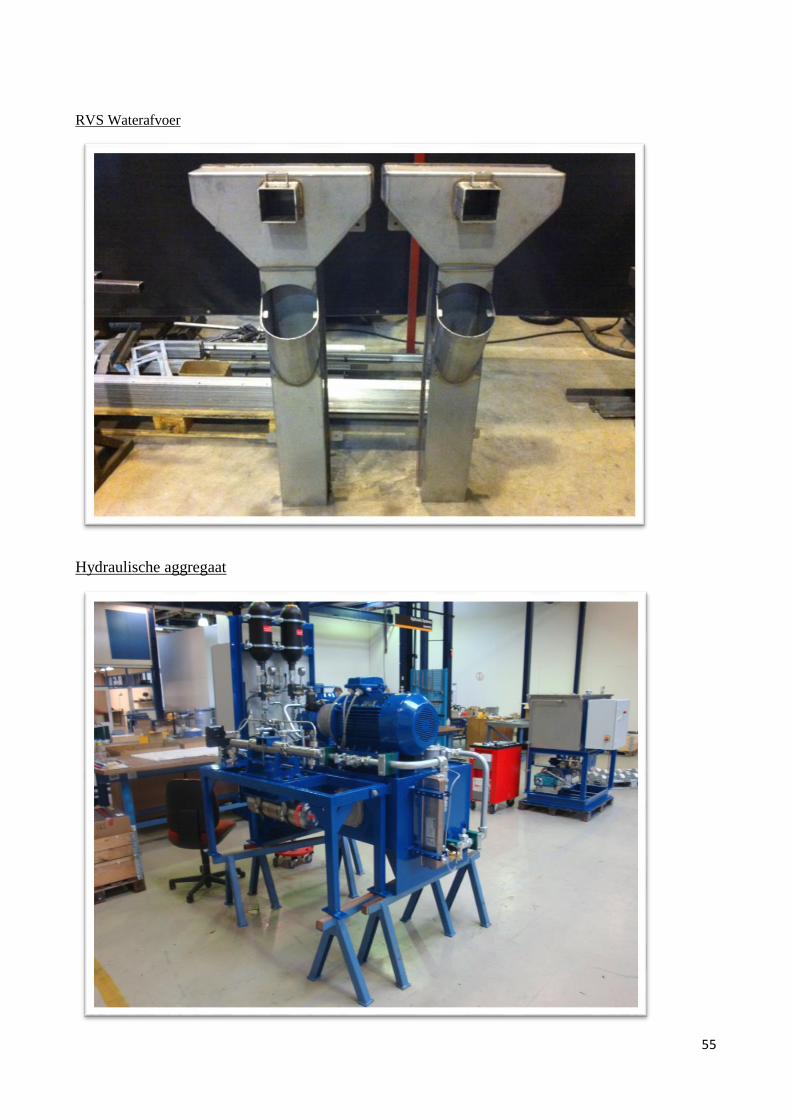
RVS Waterafvoer
Hydraulische aggregaat

56
Waterbassin met hogedrukpomp
Plaatsing Machine in Almelo
57
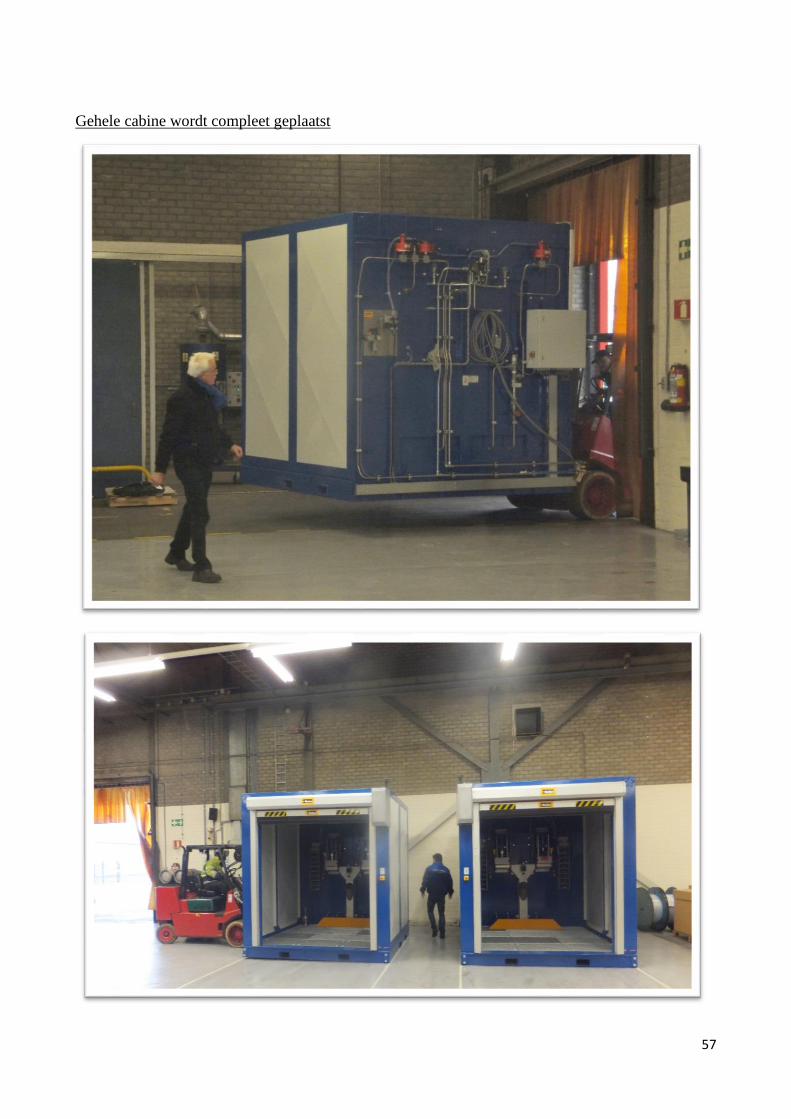
Gehele cabine wordt compleet geplaatst
58
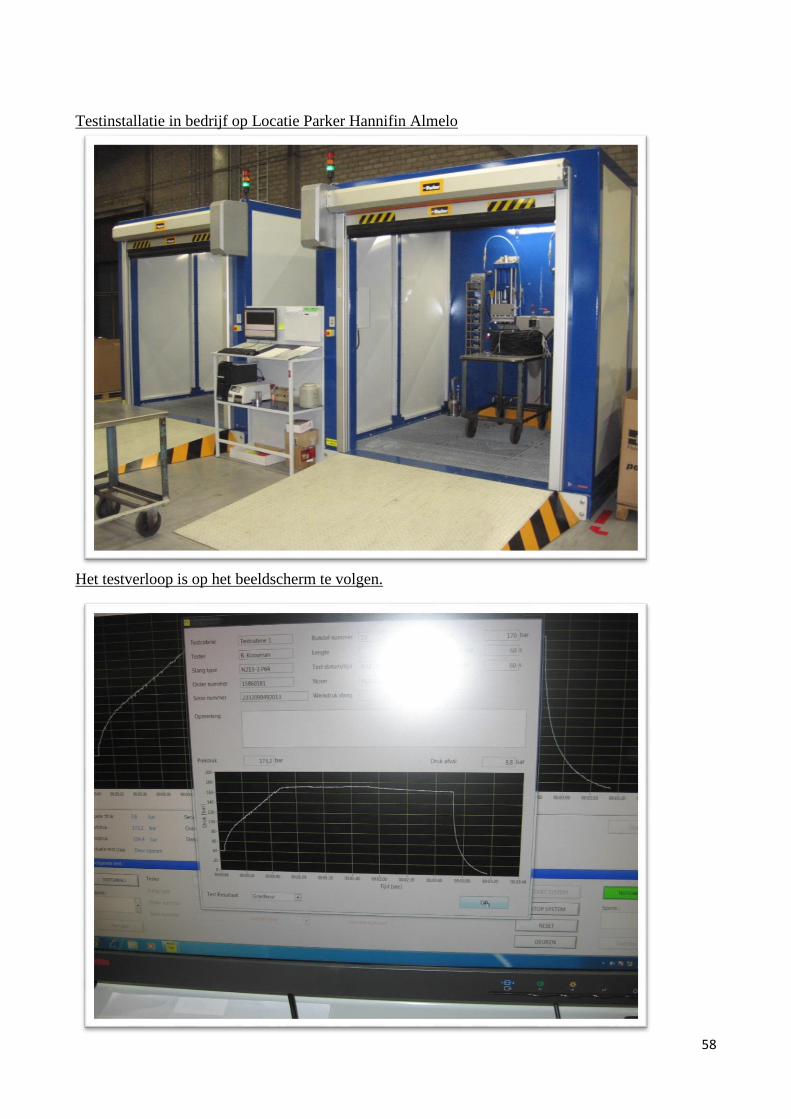
Testinstallatie in bedrijf op Locatie Parker Hannifin Almelo
Het testverloop is op het beeldscherm te volgen.
59