Oppervlaktebehandeling van RVS na lassen - vecom.nl · 4 Samenstelling -Type RVS Corrosieweerstand...
20
1 Specialists in Metal Surface Treatment Maart 2008 B.J.Jongenotter Oppervlaktebehandeling Oppervlaktebehandeling van RVS na lassen van RVS na lassen Inhoud Inhoud Corrosiewerende eigenschappen van roestvast staal Corrosie van roestvast staal Methoden voor oppervlaktebehandeling van roestvast staal met beperkingen en verschil in kwaliteit oppervlak Oppervlaktebehandeling van roestvast staal:
Transcript of Oppervlaktebehandeling van RVS na lassen - vecom.nl · 4 Samenstelling -Type RVS Corrosieweerstand...
1
Specialists in Metal Surface Treatment
Maart 2008B.J.Jongenotter
Oppervlaktebehandeling Oppervlaktebehandeling van RVS na lassenvan RVS na lassen
InhoudInhoud
� Corrosiewerende eigenschappen van roestvast staal
� Corrosie van roestvast staal
� Methoden voor oppervlaktebehandeling van roestvast staal met beperkingen en verschil in kwaliteit oppervlak
Oppervlaktebehandeling van roestvast staal:
2
InleidingInleiding
�Waarom een presentatie over oppervlakte behandeling van roestvast staal na lassen?
-Oppervlakte behandelingen van aluminium en constructie staal is bekend omdat deze materialen een lage corrosieweerstand bevatten.
-Hogere legeringen als Cunifer, Titanium etc. behoeven geen behandeling vanwege de hoge corrosieweerstand
-Er nog steeds misverstanden bestaan over RVS.
Roestvast staalRoestvast staal
� minimaal 12% Chroom
�Door het chroom gehalte kan er een beschermende passieve chroomoxide huid gevormd worden welke het onderliggende materiaal beschermd tegen corrosie.
3
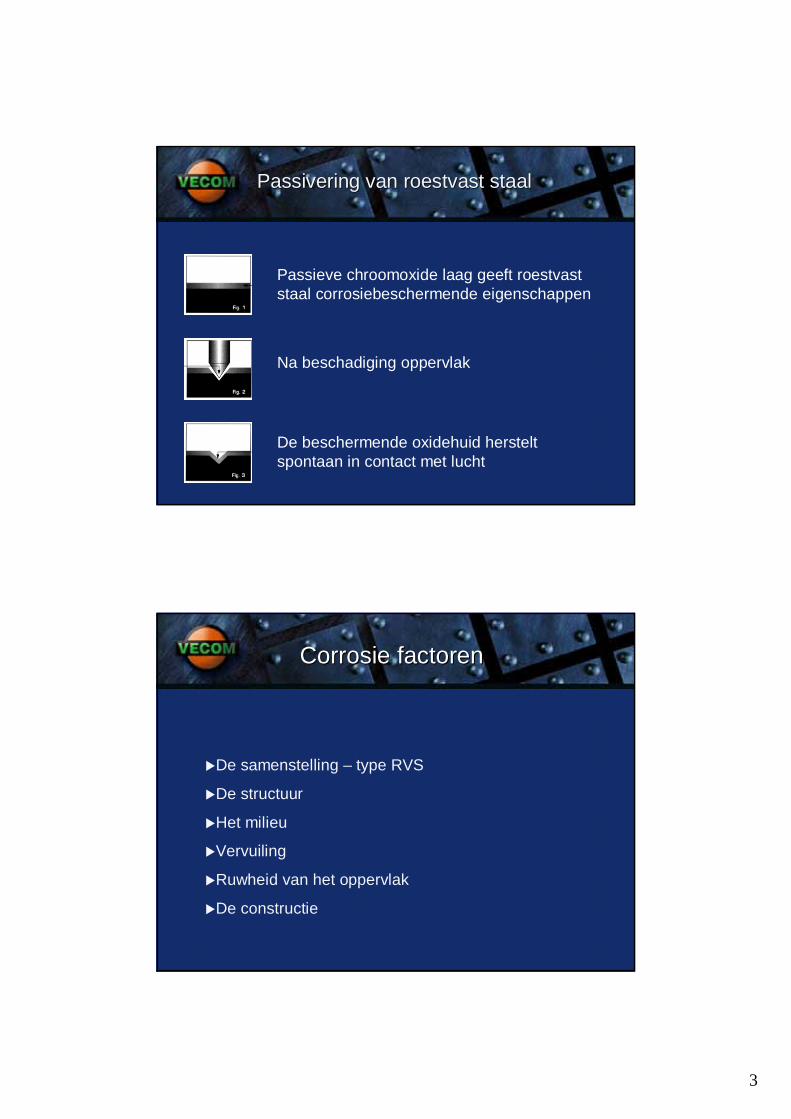
PassiveringPassivering van roestvast staalvan roestvast staal
Passieve chroomoxide laag geeft roestvast staal corrosiebeschermende eigenschappen
Na beschadiging oppervlak
De beschermende oxidehuid herstelt spontaan in contact met lucht
Corrosie factorenCorrosie factoren
�De samenstelling – type RVS
�De structuur
�Het milieu
�Vervuiling
�Ruwheid van het oppervlak
�De constructie
4
Samenstelling Samenstelling -- Type RVSType RVS
� Corrosieweerstand neemt toe bij verhoging van het chroomgehalte
�Ook door toevoeging van nikkel wordt de corrosieweerstand verbeterd
�Toevoeging van Molybdeen verhoogd de weerstand tegen corrosieve stoffen en versnelt het passivatie proces
�Titaan en niobium verlagen de kans op interkristallijne corrosie
Legeringelementen RVS
StructuurStructuur
�Austenitische RVS soorten zijn corrosievaster dan martensitische of ferritische RVS soorten:
-Hoger chroom gehalte
-Uniforme austenietstructuur
�Door hoge verhitting en koud bewerken kan de austenitische structuur omgezet worden in martensitiet of ferriet (b.v. vorming van delta ferriet in de lasnaden)
5
Het milieuHet milieu
� Binnen toepassing in corrosief milieu
� Buiten toepassing (industrie, wegen, spoorwegen etc.)
� Kuststreken (chloriden)
VervuilingVervuiling
� Diverse metalen kunnen corrosie veroorzaken
� Vreemd ijzer besmetting
- Verstoring van de chroomoxidehuid door verrijking van ijzeroxiden
- Vorming van putcorrosie
� Oorzaken
- Gereedschap, stellingen, werkbanken
- Borstels, slijpschijven met staal vervuilingen
- IJzerstof van spoorbanen
6
Ruwheid van het oppervlakRuwheid van het oppervlak
� Aan een ruwer oppervlak zullen meer stoffen hechten
� Reinigbaarheid neemt af indien het materiaal ruwer is
� Door vuilaanhechting neemt de corrosieweerstand af
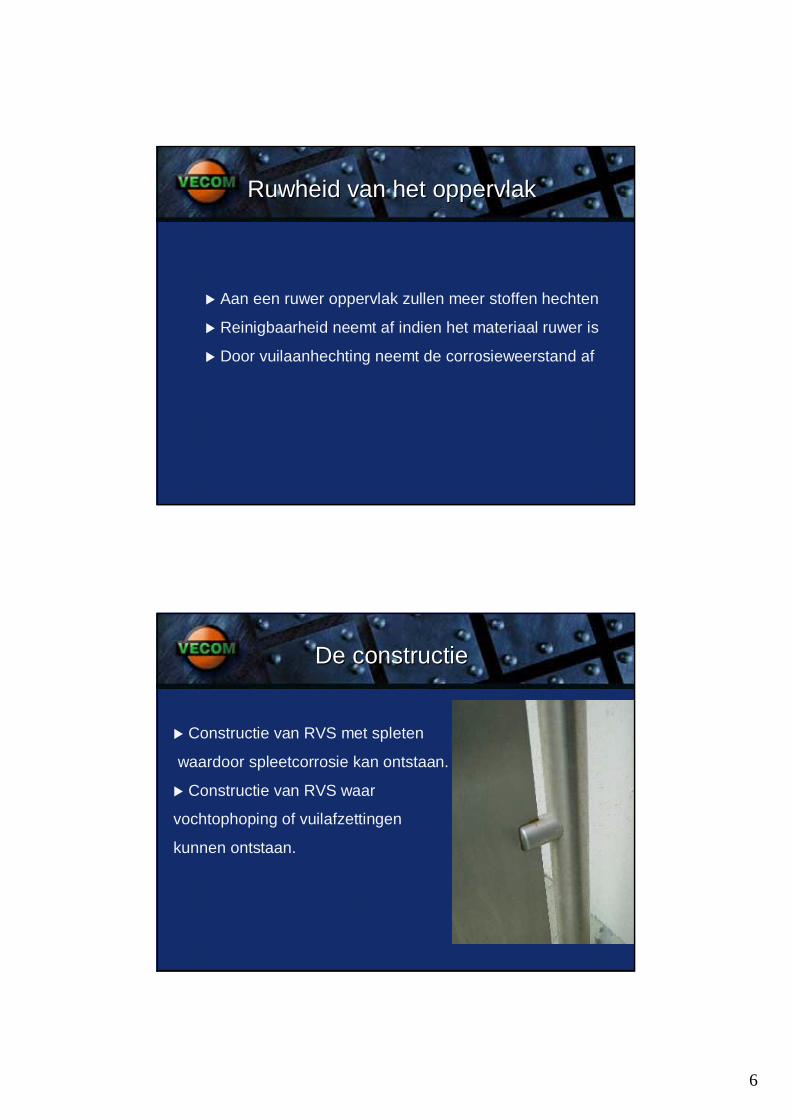
De constructieDe constructie
� Constructie van RVS met spleten
waardoor spleetcorrosie kan ontstaan.
� Constructie van RVS waar
vochtophoping of vuilafzettingen
kunnen ontstaan.
7
Corrosie vormenCorrosie vormen
�Oppervlakte corrosie
�Putcorrosie
�Interkristallijne corrosie
�Spleet corrosie
�Spanningscorrosie
Putcorrosie (of Putcorrosie (of PittingPitting))
� Veroorzaakt door:
- Aanwezigheid van vreemd ijzer aan het oppervlak
- Chloriden
� Proces:
- Aantasten van de beschermende chroomoxidehuid
- uitdiepen waar de corrosie weestand is verlaagd
- Autocatalytisch

8
InterkristallijneInterkristallijne corrosiecorrosie
� Corrosie langs de korrelgrenzen
� Door warmte inbreng; Gloeien of lassen
Ar + 50 ppm O2
316L
Voorbeeld: lassen kan blauwe of gele corrosiehuid geven
Ar + 2 ppm O2
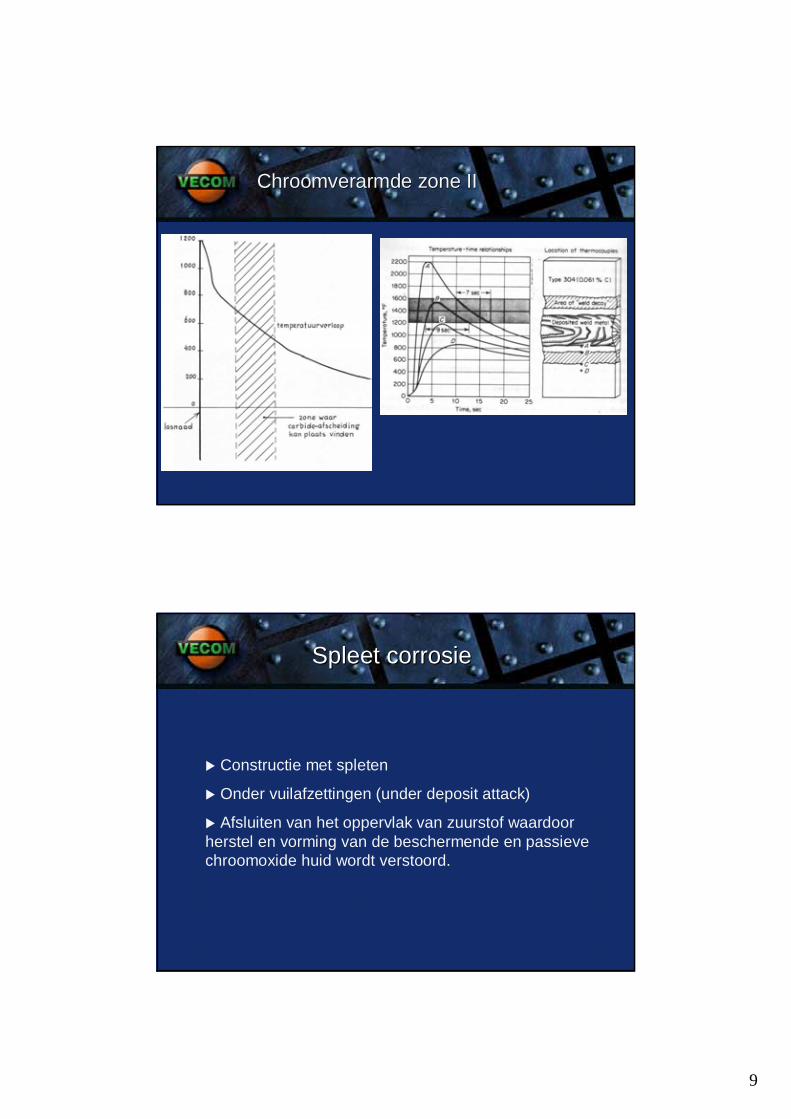
Chroomverarmde zoneChroomverarmde zone
� Bij een bepaalde temperatuur (550-750 °C) reageert het chroom in het RVS met het aanwezige koolstof en vormt aan de randen van de kristallen chroomcarbiden.
� Hierdoor ontstaat een zogenoemde chroomverarmde zone
� Door het verlaagde chroomgehalte zal daar de corrosieweerstand lager zijn
9
Chroomverarmde zone IIChroomverarmde zone II
Spleet corrosieSpleet corrosie
� Constructie met spleten
� Onder vuilafzettingen (under deposit attack)
� Afsluiten van het oppervlak van zuurstof waardoor herstel en vorming van de beschermende en passieve chroomoxide huid wordt verstoord.
10
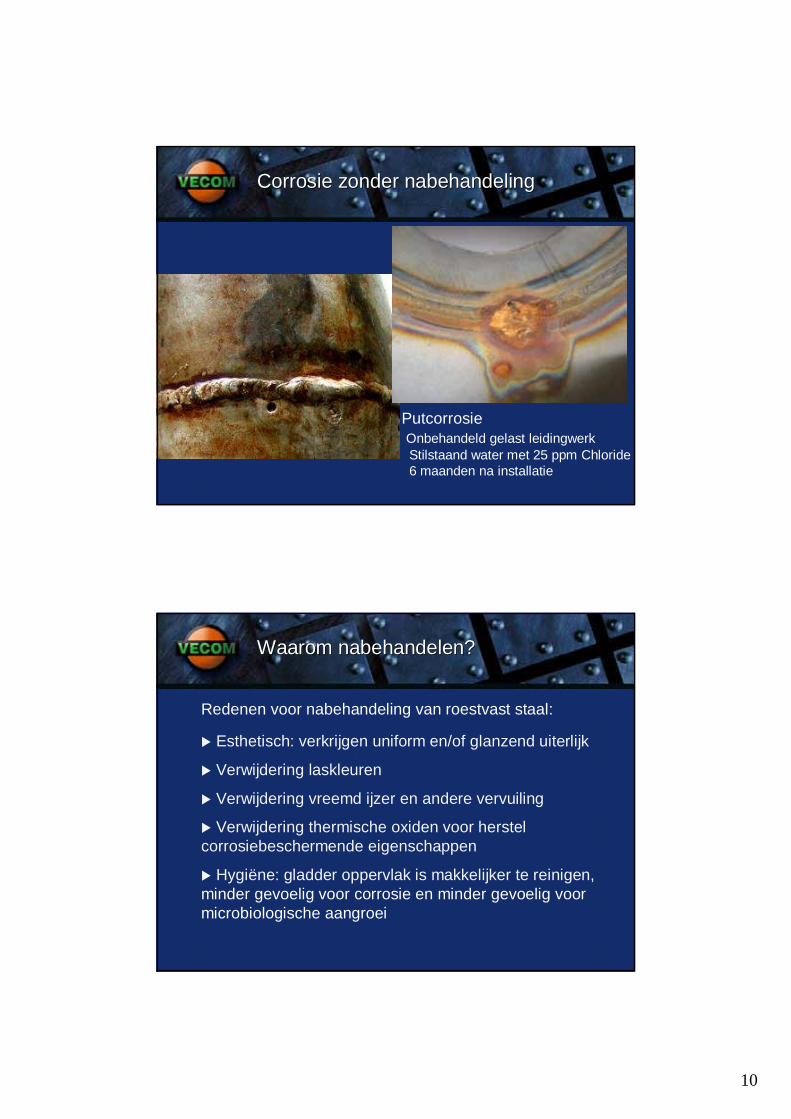
Corrosie zonder nabehandelingCorrosie zonder nabehandeling
PutcorrosieOnbehandeld gelast leidingwerkStilstaand water met 25 ppm Chloride6 maanden na installatie
Waarom nabehandelen?Waarom nabehandelen?
Redenen voor nabehandeling van roestvast staal:
� Esthetisch: verkrijgen uniform en/of glanzend uiterlijk
� Verwijdering laskleuren
� Verwijdering vreemd ijzer en andere vervuiling
� Verwijdering thermische oxiden voor herstel corrosiebeschermende eigenschappen
� Hygiëne: gladder oppervlak is makkelijker te reinigen,minder gevoelig voor corrosie en minder gevoelig voor microbiologische aangroei
11
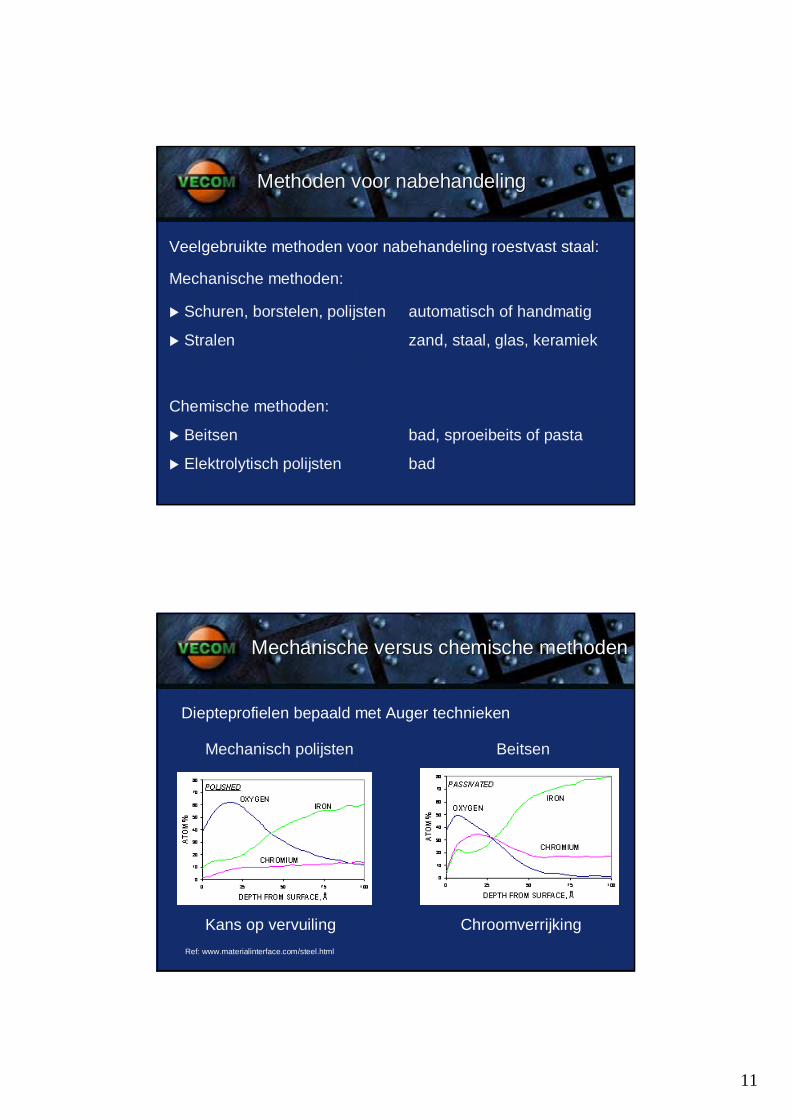
Methoden voor nabehandelingMethoden voor nabehandeling
Veelgebruikte methoden voor nabehandeling roestvast staal:
� Schuren, borstelen, polijsten automatisch of handmatig
� Stralen zand, staal, glas, keramiek
� Beitsen bad, sproeibeits of pasta
� Elektrolytisch polijsten bad
Mechanische methoden:
Chemische methoden:
Mechanische versus chemische methodenMechanische versus chemische methoden
Diepteprofielen bepaald met Auger technieken
Mechanisch polijsten
Ref: www.materialinterface.com/steel.html
Chroomverrijking
Beitsen
Kans op vervuiling
12
BorstelenBorstelen
Vervuilde borstel kan vreemd ijzer bevattenAlleen buitenzijdeVerruwing v/h oppervlak
GoedkoopEenvoudig
NadelenVoordelen
GlasGlas-- en keramisch parelenen keramisch parelen
Niet altijd mogelijkStraal unit nodigChemische passivatienoodzakelijkVerruwing oppervlak
Geeft een bepaalde finish
NadelenVoordelen
13
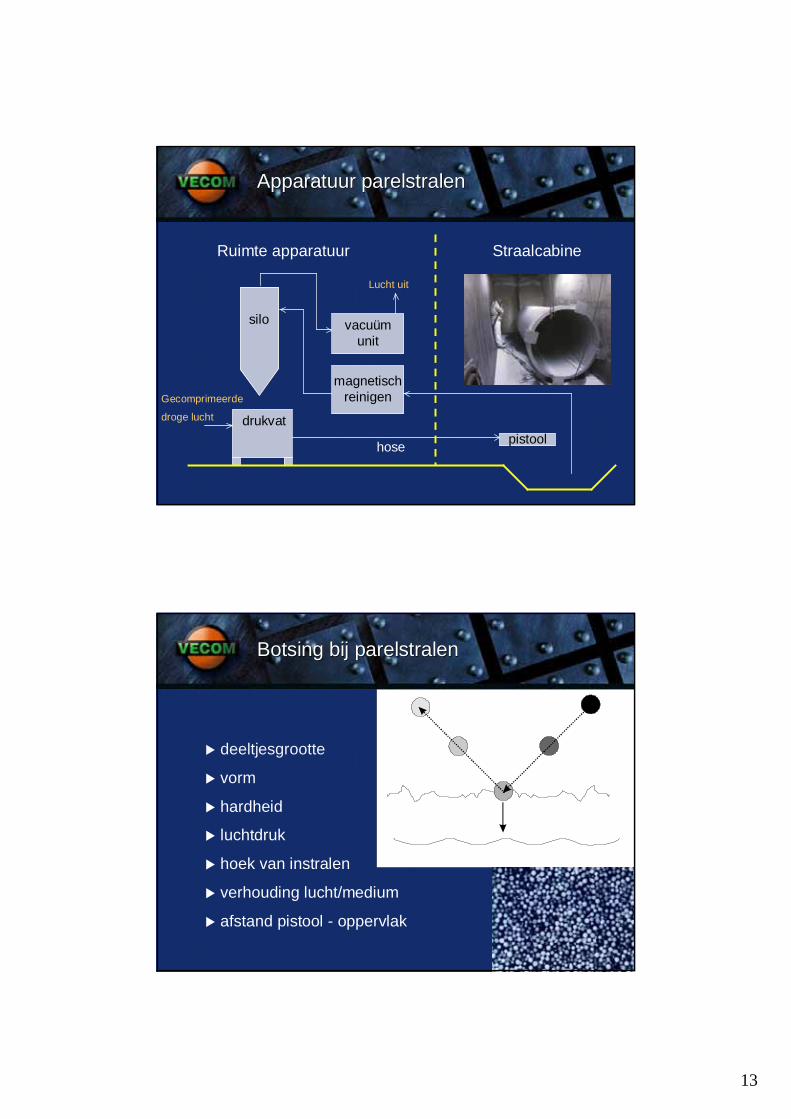
Apparatuur parelstralenApparatuur parelstralen
silo vacuüm unit
Lucht uit
Ruimte apparatuur Straalcabine
drukvat
Gecomprimeerde
droge lucht
pistoolhose
magnetisch reinigen
Botsing bij parelstralenBotsing bij parelstralen
� deeltjesgrootte
� vorm
� hardheid
� luchtdruk
� hoek van instralen
� verhouding lucht/medium
� afstand pistool - oppervlak
14
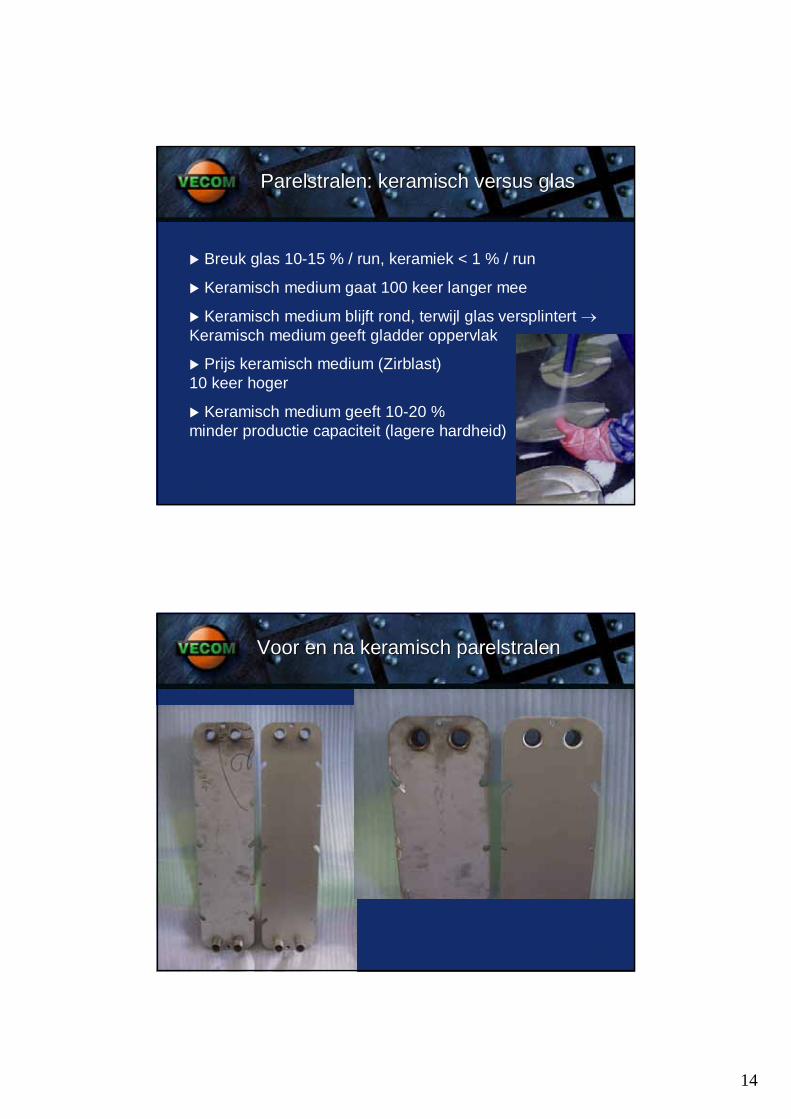
Parelstralen: keramisch versus glasParelstralen: keramisch versus glas
� Breuk glas 10-15 % / run, keramiek < 1 % / run
� Keramisch medium gaat 100 keer langer mee
� Keramisch medium blijft rond, terwijl glas versplintert →Keramisch medium geeft gladder oppervlak
� Prijs keramisch medium (Zirblast) 10 keer hoger
� Keramisch medium geeft 10-20 % minder productie capaciteit (lagere hardheid)
Voor en na keramisch parelstralenVoor en na keramisch parelstralen

15
Elektrolytisch polijstenElektrolytisch polijsten
Niet altijd mogelijkDuurWerken met sterke zuren
Zeer glad oppervlak (minder vuilaanhechting)Uniform uiterlijkVerbeterde corrosieweerstand
NadelenVoordelen
Elektrolytisch polijstenElektrolytisch polijsten
16
Mechanisch polijstenMechanisch polijsten
Niet altijd mogelijkResultaat afhankelijk van ervaringChemische passivatie door actief oppervlak
Glad oppervlak (minder vuilaanhechting)Uniform uiterlijkVerbeterde corrosieweerstand
NadelenVoordelen
Mechanisch polijsten plaatmateriaalMechanisch polijsten plaatmateriaal

17
BeitsenBeitsen
Werken met sterke zuren w.o. HFChemisch afvalAlleen austenitisch RVS
Uniform uiterlijkVerbeterde corrosie weerstandRelatief goedkoop
NadelenVoordelen
DompelbeitsenDompelbeitsen
dompelen
afspuiten

18
Voor en na sproeibeitsenVoor en na sproeibeitsen
voor
na
Materiaal of structuur beperkingenMateriaal of structuur beperkingen
Elektrolytisch polijsten ~ X ~ X X 50-20Beitsen (bad) ~ X X 3-1
Beitsen (sproeien, pasta) ~ 3-1
Keramisch parelstralen X 100-30
Glas parelstralen X 100-30
Automatisch polijsten X X 100-30
Handmatig polijsten ~ 100-30
Alleen
aus
tenit
isch
RVS
Alleen
pla
at o
f sta
ndaa
rd b
uis
Kans
shad
uwvo
rmin
g
Gee
n bi
nnen
kant
(~ la
stig
)
Niet t
e gr
oot v
oor b
ad
Gee
n sp
lete
n of
ges
lote
n se
ctie
s
Verwijd
erin
g (µ
m)
19
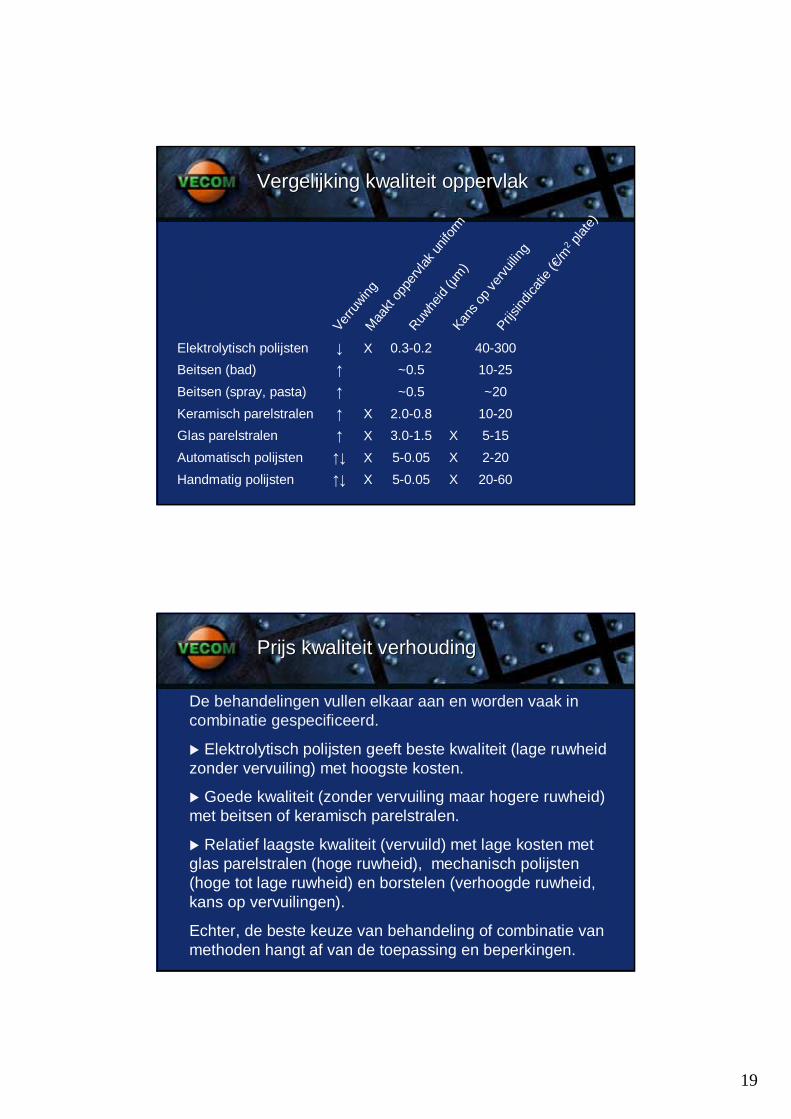
Vergelijking kwaliteit oppervlakVergelijking kwaliteit oppervlak
Elektrolytisch polijsten ↓ X 0.3-0.2 40-300
Beitsen (bad) ↑ ~0.5 10-25
Beitsen (spray, pasta) ↑ ~0.5 ~20
Keramisch parelstralen ↑ X 2.0-0.8 10-20
Glas parelstralen ↑ X 3.0-1.5 X 5-15
Automatisch polijsten ↑↓ X 5-0.05 X 2-20
Handmatig polijsten ↑↓ X 5-0.05 X 20-60
Verru
wing
Maa
kt o
pper
vlak
unifo
rm
Ruwhe
id (µ
m)
Kans
op v
ervu
iling
Prijsin
dica
tie (€
/m2 pl
ate)
Prijs kwaliteit verhoudingPrijs kwaliteit verhouding
De behandelingen vullen elkaar aan en worden vaak in combinatie gespecificeerd.
� Elektrolytisch polijsten geeft beste kwaliteit (lage ruwheid zonder vervuiling) met hoogste kosten.
� Goede kwaliteit (zonder vervuiling maar hogere ruwheid) met beitsen of keramisch parelstralen.
� Relatief laagste kwaliteit (vervuild) met lage kosten met glas parelstralen (hoge ruwheid), mechanisch polijsten (hoge tot lage ruwheid) en borstelen (verhoogde ruwheid, kans op vervuilingen).
Echter, de beste keuze van behandeling of combinatie van methoden hangt af van de toepassing en beperkingen.
20
Specialists in Metal Surface Treatment
www.vecom.nl
- Technical Bulletins -
Bedankt voor de aandacht