kennisportfoliodanielle.weebly.comkennisportfoliodanielle.weebly.com/.../2/0/...h3.docx · Web...
20
Logistiek H3 Week 1 Logistiek en het 7S model van McKinsey: invloed op systemen en sleutelvaardigheden Logistiek concept 1= Physical supply (inkoop aanvoerlogistie) 2= material management (productielogistiek) 3= physical distribution (distributielogistiek) 4 = reverse logistics is de 4 de stroom, dus het recycelen, die is er dus bijgekomen 2&3 belangrijk voor de H3 Deze moet je kunnen uitleggen op het tentamen. 1. Grondvorm productielogistiek (fysieke inrichting) 2. Besturingssysteem productielogistiek (beheersing) Welke processen moet je implementeren? 3. Informatiesysteem productielogistiek (informatievoorziening van alle afdelingen) 4. Personele organisatie productielogistiek (realiseren van effectieve coördinatie tussen logistiek en andere functies in de organisatie) Productiegrondvormen !! Hoe richt je de productievloer in? 3 vormen - Continue fabricage de lopende band (KOOP1) Het product van grondstof tot eindproduct blijft doorgaan, het stopt niet. Product stroomt door de machines heen en iedere machine voegt 1
Transcript of kennisportfoliodanielle.weebly.comkennisportfoliodanielle.weebly.com/.../2/0/...h3.docx · Web...

Logistiek H3
Week 1
Logistiek en het 7S model van McKinsey: invloed op systemen en sleutelvaardigheden
Logistiek concept 1= Physical supply (inkoop aanvoerlogistie) 2= material management (productielogistiek) 3= physical distribution (distributielogistiek)4 = reverse logistics is de 4de stroom, dus het recycelen, die is er dus bijgekomen2&3 belangrijk voor de H3
Deze moet je kunnen uitleggen op het tentamen. 1. Grondvorm productielogistiek (fysieke inrichting)2. Besturingssysteem productielogistiek (beheersing) Welke processen moet je implementeren?3. Informatiesysteem productielogistiek (informatievoorziening van alle afdelingen)4. Personele organisatie productielogistiek (realiseren van effectieve coördinatie tussen logistiek en andere functies in de organisatie)
Productiegrondvormen !! Hoe richt je de productievloer in? 3 vormen- Continue fabricage de lopende band (KOOP1) Het product van grondstof tot eindproduct blijft doorgaan, het stopt niet. Product stroomt door de machines heen en iedere machine voegt waarde toe. Integrale productie. - Productproces van tevoren vastgesteld en ingericht - Productie volgens een vaste werkwijze
1

Logistiek H3
- Functionele fabricage (KOOP 4/5Elke afdeling doet afzonderlijk iets met het product. En elke afdeling heeft zijn specialisme omdat deze onafhankelijk van elkaar werken ontstaan er tussenvoorraden.
- Productieproces is op basis van functies ontworpen en ingericht
Functionele fabricage: bv een fietsenfabrikant als er veel variaties mogelijk zijn, product steeds slechts korte tijd in bewerking, tussenvoorraden!! Grote aantallen naast elkaar, series op speciale machines
- Groepsgewijze fabricage (mengvorm)
-
Ontwerp en inrichting van het productieproces volgen de orderstroom: werken in teams, verantwoordelijk voor de uitvoering van de hele order. Ontvangst onderdelen van ene fiets komen binnen. 1 afdeling doet het frame, 1 afdeling doet het stuur, en de ander doet de wielen. Het wordt samengevoegd tot één product. Continu kan Heineken zijn melk, auto’s, glasfabriek. Functioneel kan een meubelmaker zijn je moet veel verschillende producten hebben. Kleine series worden gemaakt in de functionele fabricage. In de groepsgewijze zet je verschillende specialiteiten in een team bij elkaar komen om daar aan een product te werken. Er wordt één eindproduct gemaakt.
2

Logistiek H3
Dit kan een fietsenmaker zijn. Er is geen tussenvoorraad bij de groepsgewijze!Groepsgewijze fabricage: past bij het principe dat alles tegenwoordig klantgericht is. Complete order wordt aan een team gekoppeld. Machines zo gegroepeerd dat er in kleine series gewerkt kan worden zonder tussenvoorraden! Groepen op elkaar gelijkende producten stromen op een logische wijze door de productieomgeving. Productie opgedeeld in autonome groepen. Ook wel : teamsgewijze fabricage.
Materiaal georiënteerde of capaciteitsgeoriënteerde productiebesturing Productiebesturing - Metaal georiënteerd produceren Voorbeeld: wasmachine. Je kan pas beginnen met maken als je al het materiaal binnen hebt. Daar moet je je van bewust zijn als organisatie. - Aanvoer en voorraadbeheersing van het materiaal staan centraal - Capaciteitsgeoriënteerd produceren Dit is vaak bij een lopende band (continue fabricage. Bottleneck in de machines of capaciteit van machines. Genoeg aanvoer van de grondstoffen maar het moet allemaal wel door machines en daar zit het probleem.
- De beheersing van de gebruikte machines staat centraal - De machines kunnen een bottleneck zijn
Informatiesysteem productielogistiek ProductterminologieEen product is een voorwerp of dienst, al dan niet in de eigen onderneming vervaardigd of van derden betrokken, die bedoeld is om met een meerwaarde te worden verkocht. Producten worden geïdentificeerd m.b.v. een productnummer. Van het product liggen dan meteen de Form, Fit en Function (FFF) vast. Productopbouw: onderscheid in inkoopdelen en maakdelen; chronologische opbouw van product d.m.v. grondstoffen, onderdelen, samenstellen en eindproduct.Entiteit van een product = het kenmerkende en identificerende gegeven dat een product eenduidig vastlegt.
3

Logistiek H3
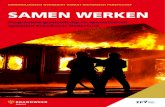
Dit is een functionele fabricage want deze heeft voorraadpunten. En het is koop 3 (assembleren op order)
!BOM (Bill of Material) BOM = De stukslijst. Elk artikel heeft een ingrediëntenlijst of stukslijst. Wie maakt een BOM? De ontwerper van een product. Deze weet wat er nodig is voor de producten. Alle afdelingen moeten dit weten voor het inkopen enz. Waartoe dient de BOM? Inkoop moet weten wat ze moeten bestellen. Verkoop moet weten waaruit een product bestaat. Productie moet weten welke onderdelen er gemaakt moeten worden.
Low level code 1 zorgen voor het verzamelwagentje. Deze producten zorgen voor een winkelwagen. Blauw moet je inkopen.
Logistiek concept: Besturingssysteem productielogistiek. Er zijn 2 Besturingssystemen. Oosterse en westerse besturingssysteem. Westen is niet efficiënt. We produceren op prognose. In de oosterse filosofie ga je pas produceren op basis van klantenorders.
!Werking MRP I (material Requirements Planning) op basis van prognoses! Vroeger werd alles handmatig gepland = cardex systeem; voorraadaanvulsysteem. Dit werd een steeds complexer wordende papierstroom. Tegenwoordig gaat alles via geautomatiseerde systemen. Echter, hierbij ontstond het probleem dat al die systemen los van elkaar werden gebruikt en dat er dus gemakkelijk fouten gemaakt werden en het een grote chaos werd. Daarom werd er een overkoepelend systeem ontworpen: het Material Requirements Planning systeem (MRP-I systeem).
MRP systemen: PUSH systemen: grondstoffen, onderdelen etc worden de fabriek ingeduwd.
Besturingsconcept uit de westerse wereld (start ca. 1970) Voor 1979: kaartenbakken etc MRP 1: set rekenregels waarmee de werkelijke toekomstige behoefte aan materiaal kan worden berekend. (set van rekenregels die je helpen om makkelijk je onderdelen te bestellen voor je eindproduct). Hierbij wordt gebruik gemaakt van twee basisprincipes:▪ Tijdfasering – wanneer moeten de eindproducten beschikbaar zijn? Tijd wordt ingedeeld in
buckets. Uren, dagen, weken of maanden?▪ Afhankelijke vraag – de vraag naar onderdelen uit de productstructuur wordt afgeleid uit de
behoefte/vraag naar eindproducten = onafhankelijke vraag. Bestaat uit 2 onderdelen: Orders van de klant en wat is de prognose.
Essentie van het MRP 1 systeem:
4

Logistiek H3
Als je de vraag van een klant naar een product kent (= de onafhankelijke vraag) en weet wanneer (= tijd) de klant het product wil hebben kun je de afhankelijke vraag (= wanneer zijn onderdelen etc nodig?) middels MRPI berekenen
Welke informatie moet er beschikbaar zijn om het mogelijk te maken een MRP-run te laten plaatsvinden?Je moet veel info beschikbaarstelling aan het systeem. Huidige stand van onderdelen dus voorraad. Je moet weten wat de levertijd is, wat is je productietijd? Soms wil je ook een veiligheidsvoorraad in je systeem hebben en je moet weten in welke hoeveelheden je kan bestellen, per stuk of in kratten? Het is ook fijn om te weten wat je al in bestelling hebt staan bij een leverancier.
Wat gebeurd er feitelijk als een MRP-run draait? Van alle gegevens word de onafhankelijke vraag berekend. Je krijgt een concreet advies over wanneer je de onafhankelijke vraag (onderdelen) moet bestellen.
MRP is dus een uitgebreider systeem dan een gewoon voorraad aanvulsysteem.
MRP-I is een set rekenregels waarmee de werkelijke toekomstige behoefte aan materiaal kan worden berekend! Hierbij wordt gebruik gemaakt van twee basisprincipes:▪ Tijdfasering – wanneer moeten de eindproducten beschikbaar zijn? Tijd wordt ingedeeld in
buckets▪ Afhankelijke vraag – de vraag naar onderdelen uit de productstructuur wordt afgeleid uit de
behoefte naar eindproducten (= onafhankelijke vraag).
Welke informatie heb je nodig om een MRP I systeem te laten draaien? Belangrijkste:Onafhankelijke vraag en de vraagtijd is bekend, wordt zichtbaar gemaakt in een MPS (master production schedule) ofwel Hoofd Productie PlanBOM’s beschikbaar Voorraadstanden bekend Lopende inkooporders bekend Lopende productieorders bekend Inkooptijden/doorlooptijden bekend
5

Logistiek H3
MRP I Geeft advies, houd geen rekening met de mensen die iets in elkaar te moeten zetten of de machines die je moet hebben. II Kijkt wel naaf de mensen, machines etc. die je nodig hebt. Capaciteit van de machines word ook ingepland en wat zijn de roosters van mensen, wat voor geld is er voor voorraden. Alles van productie word aan elkaar geknoopt. Alleen materiaal die binnen komt.
Werking MRP II (manufacturing Resources Planning)
Manufacturing Resource Planning (MRP-II) is ontstaan vanuit het MRP-I systeem. Bij het eerste systeem was er namelijk geen sprake van terugkoppeling vanuit de productie. Door een productie- en verkoopplan op te stellen, zijn er terugkoppelingen op het MRP systeem aangebracht. Voor een duidelijk MRP-II overzicht, zie volgende afbeelding
Door middel van het MRP-II systeem wordt er naast de geplande voorraad ook een schema opgesteld met de geplande capaciteit. MRP 1 alleen onderdelenMRP 2 dat je alles in elkaar moet zetten, dus ook rooster etc.
ERP systeem (Enterprise Resources Planning)MRP I en II gaan over productie. Je hebt customer service, magazijn, inkoop, verkoop financiën. Alle afdelingen werken samen in één systeem. Enterprise Resources Planning (ERP) = naast materiaal en capaciteit worden ook financiële resources in de afweging genomen. Nadeel: systemen zijn vaak te complex. Het ERP systeem is wel een logische uitbreiding op MRP-systemen. Het is een standaard informatiesysteem die verantwoordelijk is voor de integrale ondersteuning van de activiteiten binnen een organisatie.
ERP-systemen: het ERP systeem werkt met geïntegreerde software: gegevens slechts één keer invoeren. Structuur ERP-systeem: een centrale database met daaromheen een schil van applicaties voor verschillende functionaliteiten voor bv:- productie - financiële activiteiten - voorraad/inkoopactiviteiten - HRM- verkoop/marketing- distributie - verslagleggingactiviteiten
Leveranciers: SAP, Baan en Exact (voor het MKB) Het ERP systeem is een soort centrale database / een grote dropbox, handig voor een organisatie.
Week 2
6

Logistiek H3
Uit het logistieke concept:Besturingssysteem productielogistiekWesterse systeem op basis van prognoses, zodat je zo snel mogelijk kan leveren Oosterse systeem wachten op klant order, de werkelijke order. Dit komt vandaag aanbod
!Westerse systeem push systeem !Oosterse systeem pull systeem
Toyota Production Systemd (TPS) Het Toyota Production System (TPS) is gebaseerd op twee kenmerken:
Jidohka – beslissingsbevoegdheid ligt bij de medewerkers op de productievloer. Zij kunnen de productielijn stilleggen en dan wordt er gekeken wat er fout gaat en wordt er gecorrigeerd. Het gevaar is dat alles stil staat en er is al een klantenorder en je levert dus waarschijnlijk te laat.Dit is dus een groot nadeel van dit Oosterse systeem.
JIT-concept – Just In Time concept = het precieze aantal benodigde onderdelen op de juiste tijd naar de volgende bewerkingsstap brengen. Werkt m.b.t. pullsystemen = pas reageren als de marktvraag veranderd.
Het TPS/JIT systeem wordt uitgewerkt m.b.v. een Kanban = communicatiemiddel in vorm van kaart. Ieder bakje met onderdelen heeft een kanban (met vermelding van de inhoud) ® als inhoud bakje bij volgende productieschakel wordt verbruikt wordt de kanban teruggestuurd ® deze kanban is het signaal dat er weer geproduceerd mag worden. Twee soorten kanbans: productiekanbans en transportkanbans. Veel gebruikt Þ two-bin systeem.
Lean concept (LEAN=verspilling)7 verspillingen. Je kijkt naar wat de klant wil, wat zijn wensen zijn. Als je kijkt naar je productieproces weet je gelijk waar de verspillingen zijn.
Het just in time concept is gebaseerd op:- Voorkomen van verspillingen - Jidohka beslissingsbevoegdheid op de werkvloer: leg productie stil, spoor fout op en los op
Het TPS/JIT systeem is ontwikkeld om verspilling te voorkomen! Er zijn 7 verspillingen:Alles wat niet bijdraagt aan het leveren van een goed product!!1. Overproductie meer produceren dan er klantvraag is2. Wachten wachten op elkaar of volgende stap, of totdat er info beschikbaar is3. Transport Verplaatsen van materialen / producten 4. Overprocessing onnodige bewerkingen, iets maken waar de klant niet om vraagt5. Voorraad onnodige grondstoffen en (tussen)voorraad, halffabricaten6. Beweging zoeken en onnodig lopen / verplaatsen 7. Fouten Fouten, afkeur, scrap of slechte kwaliteit (8. Onbenutte kennis niet gebruiken van aanwezige kennis / kunde)
!!Just in time: Kanban systeem Kanban = kaartje (pull systeem)Je gaat pas produceren als de markt (klant) erom vraagt. Alle bedrijfsprocessen moeten op het pull-systeem worden afgestemd (JIT) De order wordt de fabriek uitgetrokken (door klant). Elke schakel gaat terug de fabriek in. Bewerkingstap 2, je hebt 2x X product en 2x Y product. Klant besteld een Y en X dus er gaan 2 lege bakjes naar stap 1, hier worden de bakjes gevuld. Of het lege bakje wordt
7

Logistiek H3
naar de leverancier gestuurd. Uiteindelijk zet de klantenorder alles in werking. Bij het westerse systeem zullen de bakjes dus altijd gevuld zijn. Hier niet zo!Onderdelen gaan pas naar de volgende schakel in het productieproces als er daar behoefte aan is Þ voorkom (voorraad-) verspillingen
Verbetermethodieken
Imai – werkt met kwaliteitscontrole en kwaliteitsmanagement; verbeter en innoveer, zonder ophouden en iedereen erbij betrekken; kwaliteitszorg: moeizaam, jaren durend en in kleine stappen; basisprincipes: Deming cirkel (Plan, Do, Check, Act):
regelkring Voortdurend meten van deelprocessen
en terugkoppelen Werken met kwaliteitskringen - kleine
groep medewerkers van dezelfde afdeling op vrijwillige basis periodiek bij elkaar komen om kwaliteitsproblemen op te sporen, te analyseren en op te lossen
Standpunten Imai-filosofie:1. Mensen zijn het belangrijkste goed in organisaties2. In plaats van bestraffen van fouten, moet het signaleren hiervan worden beloond.3. Kijk op werkvloer zelf, hier vindt waardetoevoeging plaats4. Werk met harde informatie, alleen op basis van concrete, meetbare gegevens kunnen rationele
beslissingen worden genomen.
Vanuit deze standpunten, stelt Imai dat er in elke organisatie op drie aspecten moet worden gelet! Ze worden ook wel de drie Mu’s genoemd: Muda – voorkomen van verspilling (zie pag. 7) Muri – optimale inspanning Mura – beperken afwijkingen
Naast de drie Mu’s beschrijft Imai vier M’s: Mens, Machine, Materialen en Methode. Daarbij hoort een visgraat als hulpmiddel/checklist (zie boek pag. 375).
5S-methode – werkplek zo slim mogelijk inrichten m.b.v. 5 Japanse woorden die met een S beginnen: Seiri – selecteren en scheiden Seiton – schikken en sorteren Seiso – schoonmaken en schrobben Seiketsu – systematisch leren, standaardiseren en structureren Shitsuke – stimuleren en stijlvol werken
Lean – kern van Lean is dat de onderneming waarde weet toe te voegen voor de klant, dit d.m.v. vijf stappen (zie figuur hiernaast). Verschil met Imai = gehele waardeketen wordt in beschouwing genomen. Wordt ook wel Value Stream Map (VSM ) genoemd. Ook
8

Logistiek H3
bij Lean mag de productie van een nieuw product pas starten als er een product is afgeleverd. Dit kan gebeuren door het two-bin systeem.
Agile – gaat om wendbaarheid, snel kunnen manoeuvreren om te voldoen aan de klantwensen. Daarbij wordt het accent gelegd op proactief handelen, korte doorlooptijden, flexibel inzetbare capaciteit en inspelen op klant. Hoe wordt een bedrijf nu agile? Door de verschuiving van het KOOP in de richting van de markt.
Six Sigma – raamwerk om kwaliteit te managen: processen kun je pas goed beheersen als je weet hoe elk proces verloopt en om dat te weten moet er gemeten worden. Six Sigma methode maakt gebruik van DMAIC = Define (definiëren), Measure (meten), Analyze (analyseren), Improve (verbeteren) en Control (controleren).
9

Logistiek H3
HST 6 productielogistiek: paraplu van KaizenKAIZEN = continue verbeteren vanuit de werkvloerVeel gebruikt two-bin systeem JIT vaak bij eenvoudige producten (fiets etc.) vaak toegepast na KOOPJIT in combinatie met Kaizen bezig zijn met continue verbeteren (Masaaki Imai)
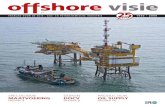
TOC (theory of contraints = knelpunt) door Eli Goldratt OPT (optimized production technology) Hij heeft iets verteld over knelpunten Je kijkt naar de output, hoeveel producten levert het bedrijf - Doel van de ondermeningen: winst en continuïteit - In het bedrijf wordt de effectiviteit bepaald door dat stuk van het proces waar de grootste botlle-neck zit. (daar hopen voorraden zich op, het proces loopt niet door, er wordt te weinig geld gegenereerd) - Los de bottle-neck op en ga op zoek naar de volgende Concentreer je op de knelpunten los dit op!
Brede interpretatie: managementfilosofie die bestaat uit drie aparte, maar verbonden thema’s:1. Analyseren – wat te veranderen?
Prestatiemeting (throughput: snelheid waarmee het totale proces geld genereert door verkopen)2. Creëren – naar wat te veranderen?
Inventory (al het geld dat in het proces nodig is om zaken te verkopen die men uiteindelijk weer wil verkopen; dit is geen toegevoegde waarde) D.m.v. logistiek: De 5 stappen tot continue verbetering drum-buffer-rope scheduling Buffermanagement VAT analyse
3. Implementeren – hoe de verandering te implementeren?Operating expenses (al het geld dat nodig is om de inventory om te zetten in throughput) D.m.v. logisch denken
Daarbij is een constraint (beperking) alles wat een systeem belet om z’n doel te bereiken.Brede interpretatie constraint: elk gebied, aspect of proces dat de performantie van een organisatie belemmert vanuit het oogpunt van de klant, competitiviteit of winst.
Goldratt gaat uit van een systeembenadering. Stappen om tot de perfecte TOC te komen:
10
Inputs Output
50/hr
1 2 3200/hr 200/hr

Logistiek H3
Samenvattend overzicht verbetermethodieken:
Hoofdstuk 7 Distributielogistiek leveren en op voorraad houden van eindproducten richting de klant.
Distributielogistiek bestaat uit 3 punten 1. Voorraadbeheer gereed product (in je eigen onderneming/magazijn, hoeveel staat er klaar)2. Magazijnen en depots (kan ook een de-centraal magazijn zijn waar je eindproducten liggen) 3. Transport
In principe zijn de schakels van distributielogistiek redelijk overeenkomstig met de schakels van productielogistiek, alleen richt de distributiebesturing zich vooral op het beheersen van voorraadhoogtes in het gehele distributiekanaal. Bij distributielogistiek gaat het dus ook om dezelfde doelstellingen als bij productielogistiek:- Kostenreductie: minder voorraad / beter benutten van capaciteit - Verbeteren van de flexibiliteit en de leverbetrouwbaarheid
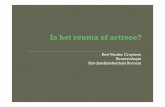
Voorraadlocaties
11

Logistiek H3
Er zijn hier 4 voorraadpunten voor bijv. bier. Jipuler koopt voorraad in, maakt het dan heeft weer voorraad. Gaat naar de groothandel, weer voorraad en het café heeft ook voorraad. Voorraad is een verspilling, op basis van afspraken kan je voorraadniveaus verlagen op alle punten.
DRP-I is een methodiek waarmee we de in de tijd gefaseerde behoefte aan herbevoorrading in distributiepunten kunnen bepalen; het heeft iets weg van het MRP-systeem, echter het DRP-systeem heeft een beter beheer van voorraden in distributieketens ten doel. Bij DRP-I gaat het over voorraadaanvulsystemen.
Wanneer elke schakel in een distributieketen op basis van een eigen voorraadaanvulsysteem beslissingen over voorraden neemt, onafhankelijk van het voorraadverloop bij andere schakels in de keten, resulteert dit in een opslinger- of keteneffect in ongebalanceerde voorraden:
Keteneffect / opslingen-effect (bij aanbiedingen) Schakels in een keten werken niet samen; eigen beslissingen; eigen veiligheden inbouwenHet feit dat een afnemer gaat stunten met een actie, daar moet de schakel daarvoor op aanpassen, en zo iedereen heeft dus meer voorraden = keteneffect / opslinger-effect
!!Functies van een distributiecentrum (DC) 1. Opslaan van goederen (voorraadfunctie) 2. Het hergroeperen van goederen (groupagefunctie) 3. Het overladen op andere transportmiddelen (overslag)
Waardedichtheid ó verpakkingsdichtheid Belangrijk bij beslissingen t.a.v. fysieke distributie Waardedichtheid = geldwaarde vh product per kubieke meter (bij sieraden heel hoog bij wc papier heel laag)Verpakkingsdichtheid = aantal producten per kubieke meter (diamanten is heel veel producten per m2, bij banken is dat een lage verpakkingsdichtheid)
DRP I: Distribution Requirements Planning DRP II: Distribution Recources planning
12
©Wolters-Noordhoff

Logistiek H3
Week 3
Tot nu toe: telkens inzicht in één schakel in distributieketen (consument (KOOP), productie, distributie, etc.). Echter, de besproken logistieke beslissingen zijn relevant voor zowel afzonderlijke schakels als toeleveranciers, fabrikant, groothandel of importeur als voor de laatste schakel in een distributiekolom, dealer of detaillist.
MRPI gaat om materiaal: onderdelen inkopen M=maken D=distributieMRPII manufacturing: machines, mensen (westers besturingssysteem, prognoses)DRPI eindproducten bestellen (distributie eindproducten) (oosters, Kanban & JIT)DRPII distributions recourse planning, wanneer wat bestellen en mensen: transportmateriaal
Vandaar het ontstaan van ketenlogistiek / ketenintegratie, ofwel: Supply Chain Management (SCM):
Je wil naar pie-growing wel intensief samenwerken met de leveranciers omdat de voorraad op peil te houden. Je geeft bijv. de actuele voorraadstanden. Door samenwerken zorg je dat je samen beter wordt. Wel leg je alles bloot zoals winstmarges. Pie-sharing Verleggen van probleem en het rendement niet groter maken
SCM Paradox Hele goede organisaties zijn bezig met de buitenwereld. Als het goed gaat ben je niet bereid te veranderen. Als het slecht gat ben je wel bereid maar dan heb je geen externe focus. Dus je moet met de buitenwereld bezig zijn en durven te veranderen.
Supply Chain Management kan nu als volgt worden gedefinieerd: de activiteiten die er op gericht zijn om alle partijen in de keten zodanig te laten samenwerken dat de consument optimaal wordt bediend en waarbij de gezamenlijke ketenkosten zo laag mogelijk zijn.
• Supply Chain Management gaat een stap verder!• SCM: Logistiek in de keten; leverancier – klant relatie, minstens 3 partijen• Doel: Kosten ↓, Customer serviceniveau ↑
Naast het feit dat de gezamenlijke kosten zo laag mogelijk moeten zijn, wordt er ook een steeds grotere druk gezet op het beheer van de voorraad. Oorzaken:
– Hyperconcurrentie– Groot aantal nieuwe producten– Consumentengedrag
(zie schema hiernaar)SCM gaat ervan uit dat als je elkaar op de hoogte stelt alle kosten omlaag gaan.
13

Logistiek H3
Waarom? Oorzaken van steeds grotere druk op voorraden. Consument wordt steeds onvolspelbaarder. Dus het gedrag is anders en dat geeft druk op de voorraden. Ook de toenemende concurrente en het groot aantal nieuwe producten geeft druk op voorraden. Bedrijven moeten dus wel genoeg voorraad hebben.
Vroeger was er meer sprake van een supply chain (leveringen/aanbod): PUSH (westers)Nieuwe producten worden een beetje doorgedrukt door degene die het maakt. Dat komt bij AH die het wel moet opnemen en dan komt het bij de consument
Tegenwoordig is er meer sprake van een demand chain (vraag): PULLPrecies andersom. Vraag komt hier uit de markt.
Vier vormen van ketenintegratie (gezien vanuit logistiek concept!):4 vormen van samenwerking; dus ketenintegratie.
14

Logistiek H3
1. Fysieke integratie Heeft te maken met de goederenstroom. Je gaat elkaar vragen om de leveringen makkelijker te laten lopen. Bijv. je gaat met je leveranciers afspreken dat ze moeten lever op pallets en lever altijd 10 kratjes want dat stapelt makkelijker. Richten op vergroting van efficiency bij verwerking van fysieke goederenstroom; verlagen van totale handlingskosten. Standaardisering van omverpakkingen zal mechanisering en automatisering in distributiecentra mogelijk maken.
2. Informatie-integratie Informatiestromen koppelen/delen met elkaar. Afspraken over facturen en orders, hoe je die informatie van elkaar wil ontvangen. Dit kan doormiddel van Electronic Data Interchange (EDI) = de elektronische uitwisseling zonder menselijke interacties van gestructureerde en genormeerde gegevens tussen computers van de bij een handelstransactie betrokken partijen. Getallen reeks maken, je zend die getallenreeks, met de aantallen, datum en plaats
3. Besturingsintegratie – op systematische wijze gebruik maken van stuurinformatie uit andere schakels binnen de keten; doel: verbeteren van het customer-serviceniveau, dit door middel van voorraadbeheer. (werkt met klantinformatie die je aan elkaar doorgeeft)
4. Grondvormintegratie – een gedeelte van de aansturende activiteiten wordt neergelegd (overnemen) bij een andere partij in de schakel. Dit betreft meer dan het uitbesteden van uitvoerende activiteiten; het gaat om het overdragen van logistieke-planningtaken. Voorbeeld: Leverancier moet de voorraad bij de MAC aanvullen. Vooral de secundaire taken geef je weg.
MRPI berekeningen
15