Kaz Report
23
REPORT ON TRAINING IN MECHANICAL DEPARTMENT UNDER GUIDANCE OF ARJUN SINGH Submitted to, Submitted by, Dr. D. K. BHALLA Kautuk 1021640017 ME-A 4 th year, 7 th semester IIMT College of Engineering
Transcript of Kaz Report
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 1/23
REPORT ON TRAINING IN
MECHANICAL DEPARTMENT
UNDER GUIDANCE OF ARJUN SINGH
Submitted to, Submitted by,
Dr. D. K. BHALLA Kautuk
1021640017
ME-A 4 th year, 7 th semester
IIMT College of Engineering
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 2/23
ACKNOWLEDGEMENT
Perseverance, inspection and motivation have always played a key role in the
success of any venture. At this level of understanding it is often difficult tounderstand the wide spectrum of knowledge without proper guidance and advice.
Hence we take this opportunity to express my heartfelt gratitude very first to
KALYANPUR CEMNTS LIMITED, Banjari for providing me the platform to
get a glimpse of Cement Plant. Next I would like to thank Mr. MUKESH
PRASAD(DGM /PERSONAL) for extending his support to commence the
training in his department. During this training full co-operation was extended by
our project guide Sh. ARJUN SINGH (ASST MANAGER/CONTROL) and Sh.
RAVIPAL SINGH (ASST MANAGER/OPERATION). I thank them for their
constructive support and guidance that made this project successful.
At the last I would thank ‘ ALM I GH TY GOD ’ for his blessings.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 3/23
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 4/23
1946: The first unit, base on Krupp Concentrator wet process technology,came in operation with a capacity of 46,000 tones per annum.
1957: The second unit on the same technology installed, increasing the
capacity to 1,44,000 tonnes per annum.
1968: Capacity enhanced to 3,46,000 tonnes per annum with addition of athird plant based on Holderbank Chain System imported from Kennedy VanSaun Corporation, USA.
1980: Cumulative capacity increased to 4,00,000 tonnes through plantbalancing.
1995: All three earlier wet process plants replaced with a single milliontonnes dry process plant in technical and financial collaboration withHolderban Management & Consulting Ltd. Switzerland, now known asHolicm Ltd and at the time, the world’s largest cement procedures.
KCL’S modern million -ton plant:
Installed in 1995 with assistance of world bank, Indian Financial Institutionand Holderbank of Switzerland.
The essential features of the plant includes1. 5 stage preheater with pyro clone for clinkerisation, 2. Waste heat recovery system, 3. Separate Roll Presses for Raw materials grinding, clinker and slag 4. PLC controlled operations.
The plant Power consumption of 78 KWH/tonne of cement and thermalenergy consumption of 650 K.cal/Kg of clinker.The average annualturnover of KCL is aggregate to Rs.80.98 crore. But also affected due torecession in market. The plant has achieved one of the best power andfuel efficiencies- power.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 5/23
FACTORY BUILDINGS:
The company has its own buildings for various units of the plant, stores, offices,and workshops etc.
There is one 5 stage pre calcinatory kiln, one HPGR grinding mill for Raw mealgrinder, one HPGR clinker grinding unit, one HPGR slag grinding unit, one blendingunit, one limestone crusher, one slag and gypsum crusher, one coal crusher, oneVRM coal mill, and three packing plant as main machinery buildings.
Factory has own colony for officers and workermen. Colony includes schools,clubs, welfare center, playing fields and gardens.
STARTEGIC INTENT:
MISSION :
“TO BECOME THE NUMBER ONE SUPPLIER OF THE CEMENT BY ENSURINGCUSTOMER SATISFACTION OF ITS PRODUCTS AND CONTINOUS IMPROVEMENT.”
VISION:
“TO BECOME THE PIONEER THROUGH OPERATIONAL EFFECTIVENESS AND
CUSTOMER SATISFACTION.”
QUALITY POLICY:
“KCL IS COMMITTED TO MANUFACTURE AND SUPPLY CEMENTS OF THE BESTQUALITY WHICH SATISFIES THE REQUIREMENTS OF ITS USERS.
IS IT OUR POLICY TO EXCEED CUSTOMER EXPECTATION ATA THE LOWEST COST.
THE QUALITY ASSURANCE SYSTEM OF THE COMPANY SHALL MEET ALL THE
RELEVANT REQUIREMENTS OF ISO 9001:2000. WE ARE COMITTED TO MAINTAINAN EFFECTIVE QUALITY MANAGEMENT SYSTEM THROGH ACTIVE INVELMENT OFALL EMPLYEES. WESHALL COMPLY WITH ALL STATUTORY AND REGULATORYREQUIREMENTS.”
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 6/23
FINANCIAL POSITIONS:
KCL earned an EBITDA of Rs.54.29 crore in the first four years aftercommencement of new manufacturing line. The average annual turnover of KCL
during these four year is Rs.80.98 crore. The operation of the company wasaffected from 1997 in view of recession in cement industry. The problem wasfurther compounded by insufficient working capital, as the bankers, namelyAllahabad bank and other did not release the required capital, as the companydon’t fulfil one of the terms and conditions to relief and concession from stategovernment of Bihar. As a result KCL had to incur a loss of Rs.202.79 crore.
The net worth of the company were completely eroded as on December 31, 2000and the company made a refrences to BIFR. BIFR at its hearing held on 28 th of may
2002 declared the company as a sick company.Then after Holderbank with investment of over Rs.50 crore and KCL had plans forsetting up additional cement capacities and taken steps. KCL would have set upfurther capacities to produce up to additional three million tonnes in a state witha potential of providing employment, generating revenues and contributing to theState Exchequer.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 7/23
HISTORY OF THE ORIGIN OF THE CEMENT:
Early uses
An early version of cement made with lime, sand, and gravel was used inMesopotamia in the third millennium B.C. and later in Egypt. It is uncertain whereit was first discovered that a combination of hydrated non-hydraulic lime anda pozzolan produces a hydraulic mixture (see also: Pozzolanic reaction) , butconcrete made from such mixtures was first used by the AncientMacedonians and three centuries later on a large scale by Roman engineers. Theyused both natural pozzolans (trass or pumice) and artificial pozzolans (groundbrick or pottery) in these concretes. Many excellent examples of structures madefrom these concretes are still standing, notably the huge dome ofthe Pantheon in Rome and the massive Baths of Caracalla. The vast systemof Roman aqueducts also made extensive use of hydraulic cement.
Although any preservation of this knowledge in literary sources from the MiddleAges is unknown, medieval masons and some military engineers maintained anactive tradition of using hydraulic cement in structures suchas canals, fortresses, harbors, and shipbuilding facilities. The technical knowledgeof making hydraulic cement was later formalized by French and British engineersin the 18th century.
Modern cements
Modern hydraulic cements began to be developed from the start of the IndustrialRevolution (around 1800), driven by three main needs:
Hydraulic cement render (stucco) for finishing brick buildings in wet climates. Hydraulic mortars for masonry construction of harbor works, etc., in contact
with sea water. Development of strong concretes.
In Britain particularly, good quality building stone became ever more expensiveduring a period of rapid growth, and it became a common practice to constructprestige buildings from the new industrial bricks, and to finish them witha stucco to imitate stone. Hydraulic limes were favored for this, but the need for afast set time encouraged the development of new cements. Most famous wasParker's "Roman cement ". This was developed by James Parker in the 1780s, and
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 8/23
finally patented in 1796. It was, in fact, nothing like any material used by theRomans, but was a "Natural cement" made by burning septaria – nodules that arefound in certain clay deposits, and that contain both clay minerals and calciumcarbonate. The burnt nodules were ground to a fine powder. This product, made
into a mortar with sand, set in 5 –15 minutes. The success of "Roman Cement" ledother manufacturers to develop rival products by burning artificial mixturesof clay and chalk.
John Smeaton made an important contribution to the development of cementswhen he was planning the construction of the third Eddystone Lighthouse (1755 –9) in the English Channel. He needed a hydraulic mortar that would set anddevelop some strength in the twelve hour period between successive high tides.He performed an exhaustive market research on the available hydraulic limes,visiting their production sites, and noted that the "hydraulicity" of the lime wasdirectly related to the clay content of the limestone from which it was made.Smeaton was a civil engineer by profession, and took the idea no further.Apparently unaware of Smeaton's work, the same principle was identifiedby Louis Vicat in the first decade of the nineteenth century. Vicat went on todevise a method of combining chalk and clay into an intimate mixture, and,burning this, produced an "artificial cement" in 1817 .James Frost, working inBritain, produced what he called "British cement" in a similar manner around thesame time, but did not obtain a patent until 1822. In 1824, JosephAspdin patented a similar material, which he called Portland cement, because therender made from it was in color similar to the prestigious Portland stone.
Setting time and "early strength" are important characteristics of cements.Hydraulic limes, "natural" cements, and "artificial" cements all rely upontheir belite content for strength development. Belite develops strength slowly.Because they were burned at temperatures below 1250 °C, they containedno alite, which is responsible for early strength in modern cements. The firstcement to consistently contain alite was made by Joseph Aspdin's son William inthe early 1840s. This was what we call today "modern" Portland cement. Because
of the air of mystery with which William Aspdin surrounded his product, others(e.g., Vicat and I.C. Johnson) have claimed precedence in this invention, butrecent analysis of both his concrete and raw cement have shown that WilliamAspdin's product made at Northfleet, Kent was a true alite-based cement.However, Aspdin's methods were "rule-of-thumb": Vicat is responsible forestablishing the chemical basis of these cements, and Johnson established theimportance of sintering the mix in the kiln.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 9/23
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 10/23
MODERN CEMENTS AND ITS TYPES:
A cement is a binder, a substance that sets and hardens independently, and canbind other materials together. The word "cement" traces to the Romans, whoused the term opus caementicium todescribe masonry resemblingmodern concrete that was made from crushed rock with burnt lime as binder.The volcanic ash and pulverized brick additives that were added to the burnt limeto obtain a hydraulic binder were later referred to as cementum ,cimentum , cäment , and cement .
Cements used in construction can be characterized as beingeither hydraulic or non-hydraulic . Hydraulic cements ( e.g., Portland cement) harden because of hydration, a chemical reaction between the anhydrous cementpowder and water. Thus, they can harden underwater or when constantlyexposed to wet weather. The chemical reaction results in hydrates that are notvery water-soluble and so are quite durable in water. Non-hydraulic cements donot harden underwater; for example, slaked limes harden by reaction withatmospheric carbon dioxide.
The most important uses of cement are as an ingredient in the productionof mortar in masonry, and of concrete, a combination of cement and an
aggregate to form a strong building material.
TYPES OF CEMENTS:
1. Portland cement
Portland cement is by far the most common type of cement in general use aroundthe world. This cement is made by heating limestone (calcium carbonate) with
small quantities of other materials (such as clay) to 1450 °C in a kiln, in a processknown as calcination, whereby a molecule of carbon dioxide is liberated from thecalcium carbonate to form calcium oxide, or quicklime, which is then blendedwith the other materials that have been included in the mix. The resulting hardsubstance, called 'clinker', is then ground with a small amount of gypsum into apowder to make 'Ordinary Portland Cement', the most commonly used type of
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 11/23
cement (often referred to as OPC). Portland cement is a basic ingredientof concrete, mortar and most non-specialty grout. The most common use forPortland cement is in the production of concrete. Concrete is a compositematerial consisting of aggregate (gravel and sand) , cement, and water. As a
construction material, concrete can be cast in almost any shape desired, and oncehardened, can become a structural (load bearing) element. Portland cement maybe grey or white.
2. Energetically modified cement
The grinding process to produce energetically modified cement (EMC) yieldsmaterials made from pozzolanic minerals that have been treated using a patentedmilling process ("EMC Activation"). This yields a high-level replacement
of Portland cement in concrete with lower costs, performance and durabilityimprovements, with significant energy and carbon dioxide savings. The resultantconcretes can have the same, if not improved, physical characteristics as "normal"concretes, at a fraction of the cost of using Portland cement.
3. Portland cement blends
Portland cement blends are often available as inter-ground mixtures from cementproducers, but similar formulations are often also mixed from the groundcomponents at the concrete mixing plant.
Portland blastfurnace cement contains up to 70% ground granulated blastfurnace slag, with the rest Portland clinker and a little gypsum. Allcompositions produce high ultimate strength, but as slag content isincreased, early strength is reduced, while sulfate resistance increases andheat evolution diminishes. Used as an economic alternative to Portlandsulfate-resisting and low-heat cements.
Portland flyash cement contains up to 35% fly ash. The fly ashis pozzolanic, so that ultimate strength is maintained. Because fly ashaddition allows a lower concrete water content, early strength can also bemaintained. Where good quality cheap fly ash is available, this can be aneconomic alternative to ordinary Portland cement.
Portland pozzolan cement includes fly ash cement, since fly ash isa pozzolan, but also includes cements made from other natural or artificialpozzolans. In countries where volcanic ashes are available
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 12/23
(e.g. Italy, Chile, Mexico, the Philippines) these cements are often themost common form in use.
Portland silica fume cement . Addition of silica fume can yieldexceptionally high strengths, and cements containing 5 –20% silica fumeare occasionally produced. However, silica fume is more usually added toPortland cement at the concrete mixer.
Masonry cements are used for preparing bricklaying mortars and stuccos, and must not be used in concrete. They are usually complex proprietaryformulations containing Portland clinker and a number of otheringredients that may include limestone, hydrated lime, air entrainers, retarders, waterproofers and coloring agents. They are formulated to yieldworkable mortars that allow rapid and consistent masonry work. Subtle
variations of Masonry cement in the US are Plastic Cements and StuccoCements. These are designed to produce controlled bond with masonryblocks.
Expansive cements contain, in addition to Portland clinker, expansiveclinkers (usually sulfoaluminate clinkers), and are designed to offset theeffects of drying shrinkage that is normally encountered with hydrauliccements. This allows large floor slabs (up to 60 m square) to be preparedwithout contraction joints.
White blended cements may be made using white clinker and whitesupplementary materials such as high-purity metakaolin.
Colored cements are used for decorative purposes. In some standards,the addition of pigments to produce "colored Portland cement" is allowed.In other standards (e.g. ASTM), pigments are not allowed constituents ofPortland cement, and colored cements are sold as "blended hydrauliccements".
Very finely ground cements are made from mixtures of cement with sandor with slag or other pozzolan type minerals that are extremely finelyground together. Such cements can have the same physical characteristicsas normal cement but with 50% less cement particularly due to theirincreased surface area for the chemical reaction. Even with intensivegrinding they can use up to 50% less energy to fabricate than ordinaryPortland cements.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 13/23
4. Pozzolan-lime cements.
Mixtures of ground pozzolan and lime are the cements used by the Romans, andcan be found in Roman structures still standing (e.g. the Pantheon in Rome). Theydevelop strength slowly, but their ultimate strength can be very high. Thehydration products that produce strength are essentially the same as thoseproduced by Portland cement.
Slag-lime cements. Ground granulated blast furnace slag is not hydraulic onits own, but is "activated" by addition of alkalis, most economically usinglime. They are similar to pozzolan lime cements in their properties. Onlygranulated slag (i.e. water-quenched, glassy slag) is effective as a cementcomponent.
Supersulfated cements. These contain about 80% ground granulated blastfurnace slag, 15% gypsum or anhydrite and a little Portland clinker or limeas an activator. They produce strength by formation of ettringite, withstrength growth similar to a slow Portland cement. They exhibit goodresistance to aggressive agents, including sulfate. Calcium aluminatecements are hydraulic cements made primarily from limestone and bauxite. The active ingredients are monocalcium aluminate CaAl 2O4 (CaO · Al2O3 or
CA in Cement chemist notation, CCN) and mayenite Ca12Al14O33 (12 CaO · 7Al2O3, or C12A7 in CCN). Strength forms by hydration to calcium aluminatehydrates. They are well-adapted for use in refractory (high-temperatureresistant) concretes, e.g. for furnace linings.
Calcium sulfoaluminate cements are made from clinkers thatinclude ye'elimite (Ca4(AlO2)6SO4 or C4A3S in Cement chemist's notation) asa primary phase. They are used in expansive cements, in ultra-high earlystrength cements, and in "low-energy" cements. Hydration producesettringite, and specialized physical properties (such as expansion or rapidreaction) are obtained by adjustment of the availability of calcium andsulfate ions. Their use as a low-energy alternative to Portland cement hasbeen pioneered in China, where several million tonnes per year areproduced. Energy requirements are lower because of the lower kilntemperatures required for reaction, and the lower amount of limestone(which must be endothermically decarbonated) in the mix. In addition, the
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 14/23
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 15/23
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 16/23
These chemistry contributes to the chemical bonding of cement an dhardeninginto a hardest substance having a high compressive strength.
Cement harden itself more with course of time and application of hydrationfactors.
PRODUCTION PROCESS:
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 17/23
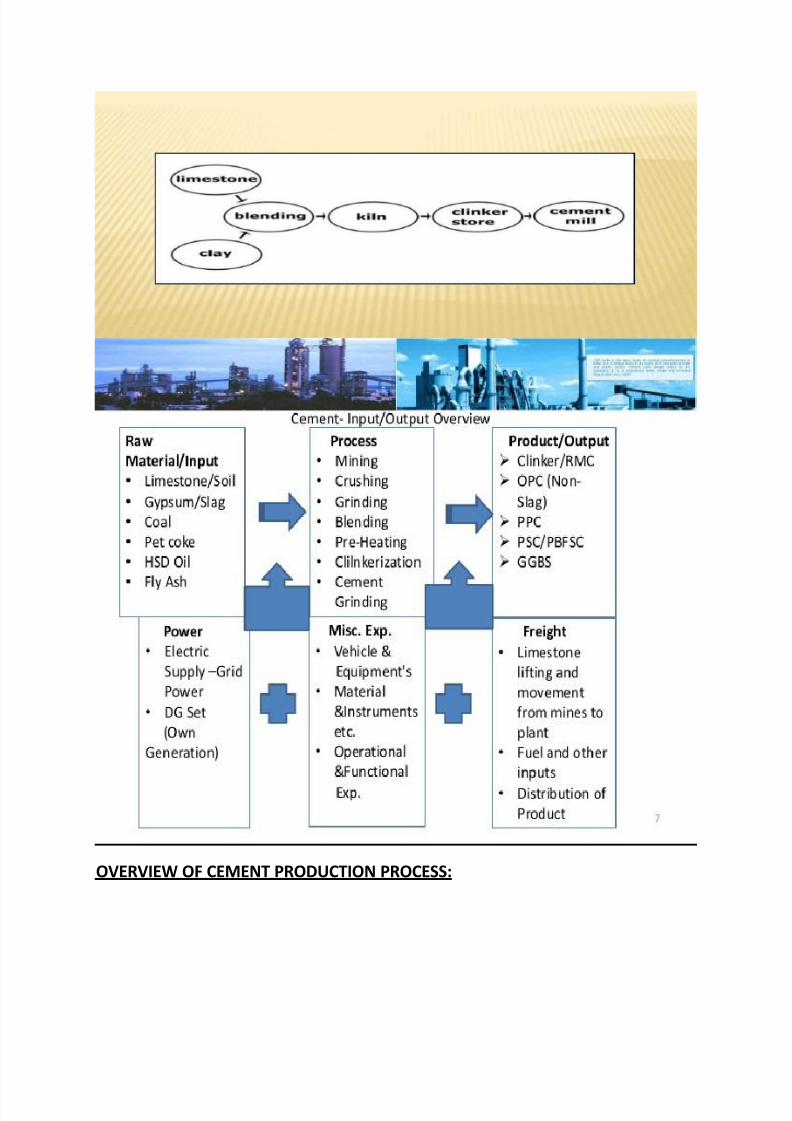
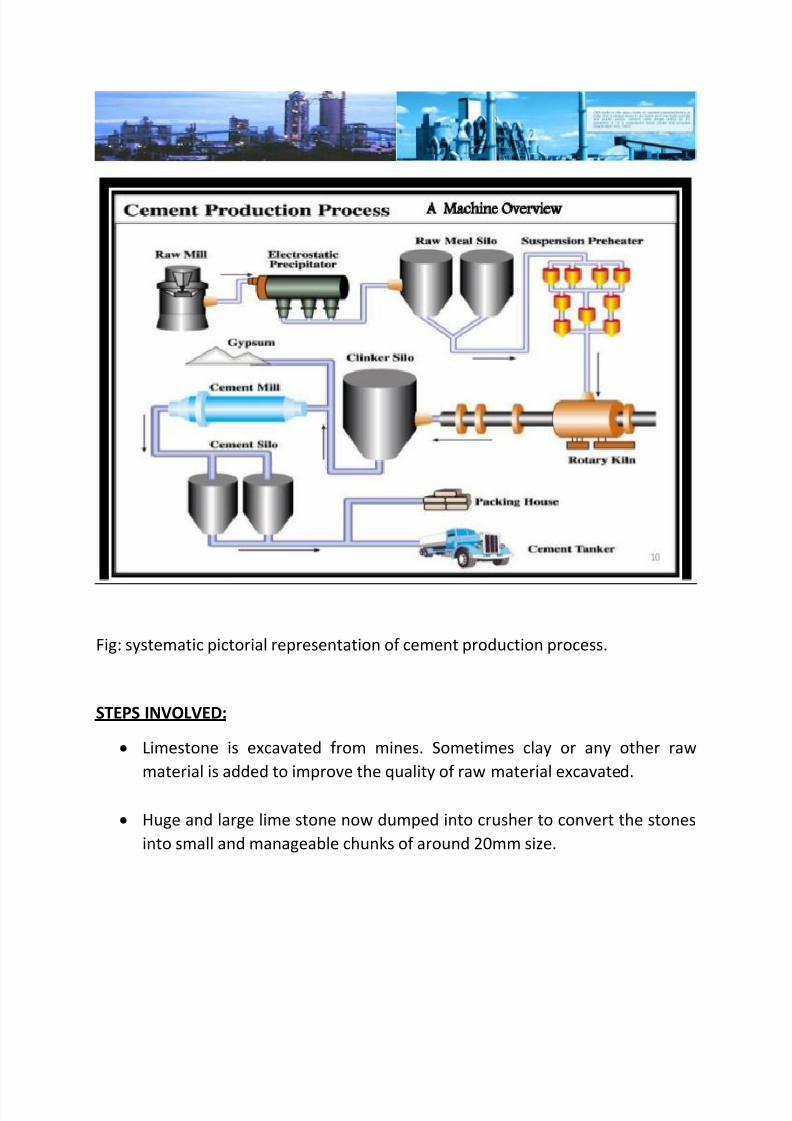
OVERVIEW OF CEMENT PRODUCTION PROCESS:
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 18/23
Fig: systematic pictorial representation of cement production process.
STEPS INVOLVED:
Limestone is excavated from mines. Sometimes clay or any other rawmaterial is added to improve the quality of raw material excavated.
Huge and large lime stone now dumped into crusher to convert the stonesinto small and manageable chunks of around 20mm size.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 19/23
Limestone obtained from crusher goes for quality check then after sortingout unsutaible limestone passing through conveyor belt it goes to verticalraw mill (VRM) for grinding material.
Small crushed stones through conveyor belt is fed to raw mill, here they arerolled into fine powder.
These fine powder are passed to cyclones where the fine powder isseparated from small granules by rotating them at high speed(just likecyclone) and the powder stuck to boundaries and filter through sieve. Smallgranules again passed through roller.
These are the cyclones where powdered material is separated from smallgranules while rotating at high speed cyclones .
Now through conveyor belt powdered limestone from RM comes toBlending silos to mix them homogeneously.
Before calcination it comes to preheating and then to kiln to a temperatureof 1400- 1500˚С
After calcination raw material gets cooled in an air cooling system whilepassing through tubes and gets into gray coloured nodules which is calledclinker
Clinker from kiln goes to silo through conveyor belt, there it’s get mixedwith gypsum and some additives as per need and demand.
After mixing cement from silo comes to packaging unit. Here an automaticpackaging machine pack the cement in sacks.
And sacks of cement under the brand of KC Special and KC super cementsend to sales unit either store or directly loaded to transportation meansfor delivery.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 20/23
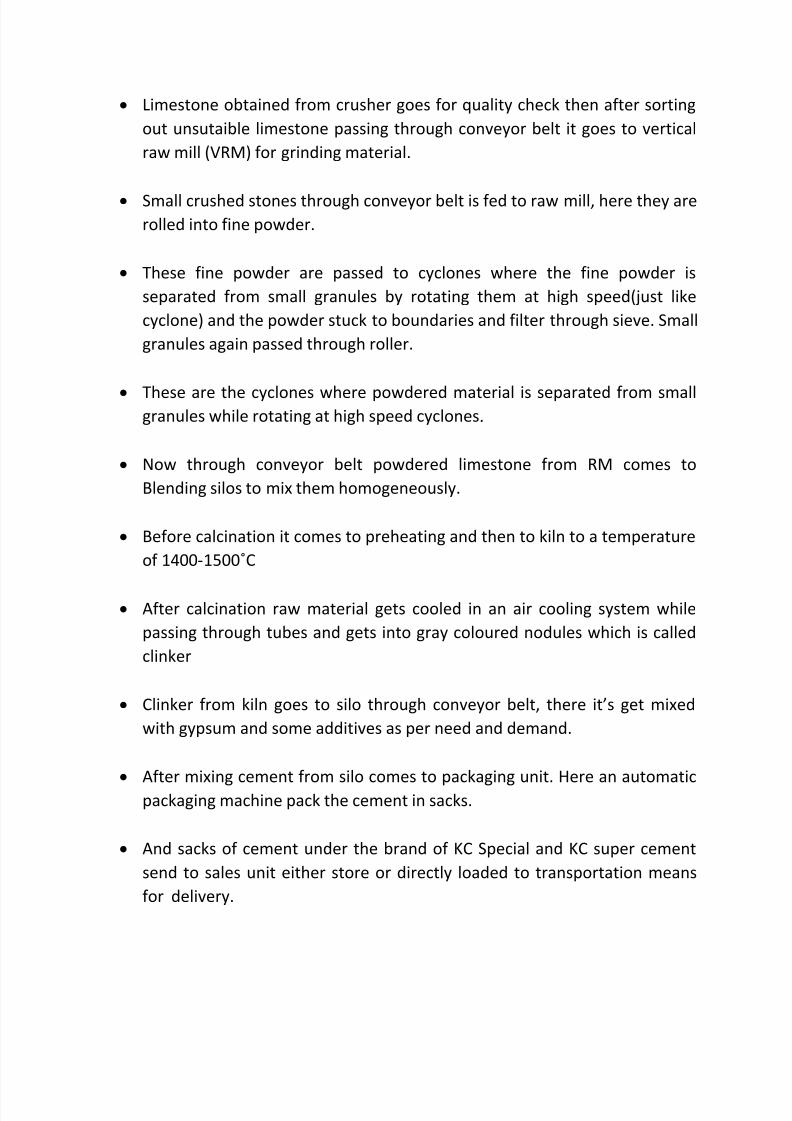
COST & PRICE:
Fig: chart representing the cost associated in production process.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 21/23
ENVIRONMENTAL IMPACTS:
Cement manufacture causes environmental impacts at all stages of the process.These include emissions of airborne pollution in the form of dust, gases, noise andvibration when operating machinery and during blasting in quarries, and damageto countryside from quarrying. Equipment to reduce dust emissions duringquarrying and manufacture of cement is widely used, and equipment to trap andseparate exhaust gases are coming into increased use. Environmental protectionalso includes the re-integration of quarries into the countryside after they havebeen closed down by returning them to nature or re-cultivating them.
CO2 emissions
Carbon concentration in cement spans from ≈5% in cement structures to ≈8% inthe case of roads in cement. Cement manufacturing releases CO 2 in theatmosphere both directly when calcium carbonate is heated,producing lime and carbon dioxide, and also indirectly through the use of energyif its production involves the emission of CO 2. The cement industry producesabout 5% of global man-made CO 2 emissions, of which 50% is from the chemicalprocess, and 40% from burning fuel.
The amount of CO 2 emitted by the cement industry is nearly 900 kg of CO 2 forevery 1000 kg of cement produced. In the European union the specific energy
consumption for the production of cement clinker has been reduced byapproximately 30% since the 1970s. This reduction in primary energyrequirements is equivalent to approximately 11 million tonnes of coal per yearwith corresponding benefits in reduction of CO2 emissions.
The high proportion of carbon dioxide produced in the chemical reaction leads tolarge decrease in mass in the conversion from limestone to cement. So, to reducethe transport of heavier raw materials and to mimimize the associated costs, it ismore economical for cement plants to be closer to the limestone quarries ratherthan to the consumer centers.
In certain applications, lime mortar reabsorbs the same amount of CO 2 as wasreleased in its manufacture, and has a lower energy requirement in productionthan mainstream cement. Newly developed cement types fromNovacem and Eco-cement can absorb carbon dioxide from ambient air duringhardening. Use of the Kalina cycle during production can also increase energyefficiency.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 22/23
Heavy metal emissions in the air
In some circumstances, mainly depending on the origin and the composition ofthe raw materials used, the high-temperature calcination process of limestoneand clay minerals can release in the atmosphere gases and dust rich in
volatile heavy metals, a.o, thallium, cadmium and mercury are the most toxic.Heavy metals (Tl, Cd, Hg, ...) are often found as trace elements in commonmetal sulfides (pyrite (FeS 2), zinc blende (ZnS), galena (PbS), ...) present assecondary minerals in most of the raw materials. Environmental regulations existin many countries to limit these emissions. As of 2011 in the United States,cement kilns are "legally allowed to pump more toxins into the air than arehazardous-waste incinerators.
Heavy metals present in the clinkerThe presence of heavy metals in the clinker arises both from the natural rawmaterials and from the use of recycled by-products or alternative fuels. The highpH prevailing in the cement porewater (12.5 < pH < 13.5) limits the mobility ofmany heavy metals by decreasing their solubility and increasing their sorptiononto the cement mineral phases. Nickel, zinc and lead are commonly found incement in non-negligible concentrations.
Use of alternative fuels and by-products materialsA cement plant consumes 3 to 6 GJ of fuel per tonne of clinker produced,depending on the raw materials and the process used. Most cement kilns todayuse coal and petroleum coke as primary fuels, and to a lesser extent natural gasand fuel oil. Selected waste and by-products with recoverable calorific value canbe used as fuels in a cement kiln (referred to as co-processing) , replacing aportion of conventional fossil fuels, like coal, if they meet strict specifications.Selected waste and by-products containing useful minerals such as calcium, silica,alumina, and iron can be used as raw materials in the kiln, replacing raw materials
such as clay, shale, and limestone. Because some materials have both usefulmineral content and recoverable calorific value, the distinction betweenalternative fuels and raw materials is not always clear. For example, sewagesludge has a low but significant calorific value, and burns to give ash containingminerals useful in the clinker matrix.
8/11/2019 Kaz Report
http://slidepdf.com/reader/full/kaz-report 23/23
Normal operation of cement kilns provides combustion conditions which aremore than adequate for the destruction of even the most difficult to destroyorganic substances. This is primarily due to the very high temperatures of the kilngases (2000 °C in the combustion gas from the main burners and 1100 °C in the
gas from the burners in the precalciner). The gas residence time at hightemperature in the rotary kiln is of the order of 5 –10 seconds and in theprecalciner more than 3 seconds.
Due to bovine spongiform encephalopathy (BSE) crisis in the European beefindustry, the use of animal-derived products to feed cattle is now severelyrestricted. Large quantities of waste animal meat and bone meal (MBM), alsoknown as animal flour, have to be safely disposed of or transformed. Theproduction of cement kilns, together with the incineration, is to date one of thetwo main ways to treat this solid effluent of the food industry.
Applications of cement:-
• Cement is one of the fundamental elements for setting up strong andhealthy infrastructure of the country and plays an important role ineconomic development and welfare of the nation.
• Roads, dams, bridges, tracks, buildings all infrastructure in front of eyeshave cement necessity etc.