324426.pdf
73
•r B•y:L'. T :vvA!aS1i Delft, 31 augustus 1998 Geachte heer Ros. Hierbij stuur ik u mijn afstudeerrapport over Het ontwerpen van een sluisdeur in roestvast staal". Het rapport bestaat uit twee delen. Het eerste deel Roestvast staal voor constructieve toepassingen" is een literatuurstudie. Aan de hand van dit rapport zijn ontwerpaspecten afgeleid voor het ontwerp van de sluisdeur. In het tweede deel "Het ontwerp van een roestvast stalen sluisdeur" wordt het ontwerp nader bepaald en uitgewerkt. Tekeningen van de bestaande deur en het roestvast stalen ontwerp zijn afzonderlijk bijgevoegd. Hopelijk tot ziens op de afstudeervoordracht op 8 september. Met vriendelijke groeten, Margriet Krüse Technische Universiteit Delft Subfaculteit Civiele Techniek Tel: 015 -2787026
-
Upload
66apenlullen -
Category
Documents
-
view
26 -
download
0
Transcript of 324426.pdf

•r B•y:L'. T :vvA!aS1i
Delft, 31 augustus 1998
Geachte heer Ros.
Hierbij stuur ik u mijn afstudeerrapport over Het ontwerpen van een sluisdeur in roestvast staal". Het rapport bestaat uit twee delen. Het eerste deel Roestvast staal voor constructieve toepassingen" is een literatuurstudie. Aan de hand van dit rapport zijn ontwerpaspecten afgeleid voor het ontwerp van de sluisdeur. In het tweede deel "Het ontwerp van een roestvast stalen sluisdeur" wordt het ontwerp nader bepaald en uitgewerkt. Tekeningen van de bestaande deur en het roestvast stalen ontwerp zijn afzonderlijk bijgevoegd.
Hopelijk tot ziens op de afstudeervoordracht op 8 september. Met vriendelijke groeten,
Margriet Krüse
Technische Universiteit Delft Subfaculteit Civiele Techniek Tel: 015 -2787026

Z3753
Het oniwerpen van een sluisdeur in roesivast staal
Roestvast staal voor constructieve toepassingen

Het ontwerpen van een sluisdeur in roestvast staal
tcIin1 i<Jksatcrsaai Roestvast staal voor constructieve toepassingen Postbus 20.00O
3502 LA Utïccn
M.G. Krüse Augustus 1998
3OJ'- -L:!<S';.:rERSTAAT 1 NR. 2.DL ....................
Afstudeercom.missie:
prof. dr. ir . J. Wardenier TU Delft ir. J.M.J. Spijkers TU Delft ir. R. Abspoel
TU Delft ir. A.W. Tom TNO Bouw ir. H. van der Weijde Bouwdienst RWS
TUDelft Faculteit Civiele Techniek en Geo-Wetenschappen Subfaculteit Civiele Techniek Sectie Staal- en Houtconstructies
q
Ministerie van Verkeer en Waterstaat Directoraat-Generaal Rijkswaterstaat Bouwdienst Rijkswaterstaat
Nederlandse Organi-satie voor toegepast-natuurwetenschappelijk onderzoek
ij

VooRwoolu
Dit rapport is geschreven in het kader van het afstudeerproject aan de Faculteit Civiele Techniek en Geowetenschappen van de Technische Universiteit Delft. Het rapport maakt deel uit van een onder -zoek naar het ontwerpen van een sluisdeur van roestvast staal.
Hierbij dank ik de afstudeercommissie voor hun inzet en iedereen die geholpen heeft bij het tot stand komen van dit rapport. Met name de heer T. Luijendijk van de subfaculteit Materiaalkunde die mij geholpen heeft bij het zoeken naar informatie. Daarnaast wil ik de heerP.L.F. Rademakers van TNO Industrie te Apeldoorn en de heer K. Bekkers bedanken, omdat zij dit rapport inhoudelijk wilden con-troleren.
Margriet Krüse Delft, augustus 1998
v

SAMENVATTING
Dit rapport is het eerste deelrapport van het afstudeerproject getiteld Het ontwerpen van een sluisdeur in roestvast staal". Het doel van dit deelrapport is een algemeen overzicht te geven van roestvast staal voor constructieve toepassingen. Aan de hand van dit rapport worden ontwerpaspecten afgeleid voor het ontwerpen van een sluisdeur in roestvast staal.
Koolstof staal bestaat voornamelijk uit ijzer. Roestvast staal daarentegen is een legering van ijzer en minimaal 11% chroom. Er bestaan vijf verschillende soorten roestvast staal, die gegroepeerd zijn op basis van hun metallurgische structuur en hun chemische samenstelling. Deze soorten zijn: precipita-tie-hardend roestvast staal, martensitisch roestvast staal, ferritisch roestvast staal, austenitisch roest'vast staal en austenitisch-ferritisch (duplex) roestvast staal.
Deze soorten ontstaan door verschillende percentages legeringselementen aan de ijzer-chroom lege-ring toe te voegen. Zo bestaat ferritisch roestvast staal voornamelijk uit ijzer en chroom. Door een bepaald percentage nikkel toe te voegen aan de ijzer-chroom legering ontstaat austenitisch roestvast staal. Kenmerkend voor austenitisch roestvast staal is dat het niet magnetiseerbaar is in tegenstelling tot de overige soorten roestvast staal. Austenitisch-ferritisch roestvast staal bestaat eveneens uit ijzer, chroom en nikkel, maar het percentage nikkel is lager, waardoor een gemengde austeniet-ferriet structuur ontstaat. Kenmerkend voor austenitisch-ferritisch roestvast staal is de goede weerstand tegen corrosie en de hoge 0.2% rekgrens. Martensitisch roestvast staal bestaat uit chroom, ijzer en een hoger percentage koolstof. Precipitatie hardend roestvast staal ontstaat door martensitisch of austenitisch roestvast staal een warmte behandeling te laten ondergaan.
Het mechanisch gedrag van roestvast staal verschilt in een aantal opzichten met koolstof staal. Zo is de spannings-rek relatie van roestvast staal niet lineair. Er is geen duidelijk vloeiplateau aanwezig, waar-door in plaats van de vloeispanning de spanning behorende bij de 0.2% rekgrens genomen wordt. Daarnaast ligt de proportionaliteitsgrens tussen de 36 en 60 % van de 0.2% rekgrens in plaats van 70% bij koolstof staal. De spannings-rek curve is verschillend onder trek- en drukbelasting. Het derde ver-schil is dat de curve anisotroop is, waardoor het spanningsrek gedrag verschilt in de richting parallel en loodrecht op de walsrichting. Koudvervormen heeft een duidelijk effect op het spannings-rek diagram. De hardheid, treksterkte en 0.2% rekgrens worden vergroot. Vooral austenitisch roestvast staal ontwikkelt een hoge mechanische sterkte tijdens koudvervormen, door de gedeeltelijke transformatie van austeniet naar martensiet.
De fysische eigenschappen zoals de thermische uitzettingscoëfficiënt en de warmtegeleiding verschil-len per soort roestvast staal. Bij austenitisch roestvast staal in het bijzonder verschillen ze met koolstof staal. Koolstof staal heeft een uitzettingscoëfficiënt van 12 x 106 per °C en een warrntegeleiding van 55 W/mK. Bij austenitisch roestvast is de uitzettingscoëfficiënt gelijk aan 16 x 106 per °C en de ther-mische geleiding drie keer zo laag, namelijk 15 W/mK. Dit heeft tot gevolg dat grote vervormingen en restspanningen kunnen optreden tijdens het lassen.
Roestvast staal dankt zijn goede corrosieresistentie aan het laagje chroomoxide op het staaloppervlak. Dit laagje herstelt zichzelf bij beschadiging. Voorwaarde voor de vorming van het chroomoxide laagje is voldoende aanwezigheid van zuurstof. Als onvoldoende zuurstof aanwezig is corrodeert roestvast staal. De volgende corrosiemechanismen kunnen roestvast staal aantasten: putcorrosie, spleetcorrosie, inter -kristallijne corrosie, galvanische corrosie, scheurvormende spanningscorrosie en biologische corrosie. In tegenstelling tot koolstof staal, waarbij het belangrijkste corrosiemechanisme uniforme corrosie is, is corrosie bij roestvast staal sterk lokaal geconcentreerd. Van de genoemde corrosiemechanismen die roestvast staal aantasten, zijn put- en spleetcorrosie de belangrijkste. Roestvast staaltypen met molyb-deen zijn het best bestand tegen put- en spleetcorrosie.
VII

In lucht is voor elk milieu een geschikt roestvast staaltype voorhanden. Voornamelijk in water kan ernstige corrosie optreden. Hierbij spelen de aanwezige organismen en de concentratie chloride-ionen een grote rol, doordat zij de initiatie- en propagatiesnelheid van spleet- en putcorrosie versnellen. Voor constructies in water is het van belang de aanhechtingssnelheid van organismen te bepalen en deze aanhechting regelmatig te verwijderen, zodat biologische corrosie voorkomen kan worden.
De duurzaamheid van constructies in roestvast staal is afhankelijk van het gekozen roestvast staaltype en de detaillering. Door in het ontwerp horizontale delen, waarop vuil zich kan ophopen te vermijden en gladde oppervlaken, die gemakkelijk schoongehouden kunnen worden toe te passen, vermindert de kans op corrosie.
Bij de fabricage van constructies in roestvast staal is het van belang rekening te houden met de speci-fieke materiaaleigenschappen en mogelijkheden van het materiaal. De diversiteit aan verschillende producten is klein door de geringere toepassing van roestvast staal. Zo zijn er minder warmgewalste profielen beschikbaar, waardoor meer gebruik moet worden gemaakt van koudgevormde- en samenge-stelde profielen. Plaatmaterialen zijn in alle soorten roestvast staal verkrijgbaar. Tijdens de opslag en fabricage is het van belang dat schade aan de passieve laag voorkomen wordt. Verontreiniging met koolstof staal en oppervlakte beschadigingen tasten de passieve laag aan en kun-nen corrosie-initiatie tot gevolg hebben. Vanwege de hoge materiaalkosten is speciale zorg tijdens het merken van platen noodzakelijk, zodat de hoeveelheid afvalmateriaal tot een minimum beperkt wordt. Bij het bewerken van het materiaal moet rekening worden gehouden met de sterkte verhoging door koudvervormen.
Het lassen van roestvast staal is enigszins duurder dan het lassen van koolstof staal. Martensitisch roestvast staal en ferritisch roestvast staal zijn matig lasbaar. Austenitisch roestvast staal is goed las-baar, mits het koolstof gehalte van zowel het moederrnateriaal als het lasmetaal laag zijn en het las-metaal 3 tot 8 % ferriet bevat. De lasvervormingen zijn bij austenitisch roestvast staal relatief groot, omdat austenitisch roestvast staal een lagere warmtegeleiding en een hogere uitzettingscoëfficiënt heeft. Austenitisch-ferritisch roestvast staal is eveneens goed te lassen. De problemen die optreden tijdens het lassen zijn van geheel andere aard dan bij austenitisch roestvast staal. Bij te snelle afkoeling wordt te weinig austeniet gevormd. Door tijdens het lassen een toevoegmateriaal met nikkel en stikstof te gebruiken, treedt dit probleem niet op. Bij niet-destruktieve inspectiemethoden van de lassen is het gebruik van ultrasoon onderzoek moeilij-ker, vanwege de overeenkomst tussen de korrelgrootte en de golflengte. Voornamelijk bij groter dik-ten, vanaf 50 mm is ultrasoon onderzoek toepasbaar. Magnetisch onderzoek is niet mogelijk bij auste-nitisch roestvast staal, omdat deze soort niet magnetiseerbaar is. Het lijmen van roestvast staal beperkt zich tot op heden tot niet constructieve toepassingen. In een waterige omgeving bestaat het risico van uitlogen, waardoor de verbindingssterkte van de lijm aange-tast wordt.
Oppervlakte behandelingen kunnen de corrosieweerstand van roestvast staal vergroten, doordat de oude chroomoxide laag verwijderd en een nieuwe aangebracht wordt. De oxidelaag wordt verwijderd door het oppervlak mechanisch of chemisch te reinigen. Mechanisch reinigen bestaat uit stralen, glas-parelen, sljpen of polijsten. Chemische reiniging levert een beter resultaat en bestaat uit elektrolytisch poijsten, elektrolytisch beitsen of beitsen en passiveren. Voor grote objecten zijn elektrolytisch po-lijsten en beitsen niet geschikt, omdat het dompelbad beperkte afmetingen heeft.
Voor het ontwerpen van een sluisdeur in roestvast staal zijn de volgende conclusies getrokken. Vorm-geving en materiaalkeuze zijn de voornaamste aspecten waardoor corrosie kan worden voorkomen. Voor het ontwerp van de deur is gekozen voor twee roestvast staaltypen. Namelijk het austenitische roestvast staaltype 1 .4539 en het austenitisch-ferritische roestvast staaltype 1.4462. Tot slot is gecon-cludeerd dat de aantasting en het onderhoud van de sluisdeur alleen door nader materiaalonderzoek in het betreffende milieu kan worden bepaald.
Kl

SYMBOLENLIJST
B factor afhankelijk van f en f, E Youngs elasticiteitsmodulus [N/mm 2 ] G afschuifmodulus [N/mm 2 ] R inwendige straal [m] f uiterste treksterkte [N/mm 2]
vloeigrens [N/mm 2 ] f proportionaliteitsgrens [N/mm 2 ] f vloeigrens verkregen door koudvervormen [N/mm 2 ] f c uiterste treksterkte door koudvervormen [N/mm 2 ] n factor, die verschilt per roestvast staalsoort - m factor afhankelijk van f en f - t dikte van het materiaal {m] c rek -
rek als de vloeigrens is bereikt - SP rek als de proportionaliteitsgrens is bereikt - CY spanning [N/mm 2]
50.2 spanning, waarbij een blijvende rek van 0.2 % ontstaat [N/mm 2]
XI

INHOUDSOPGAVE
VooRwoolu . V
SAMENVATTING ................................................................................................. VII
SYMBOLENLIJST ................................................................................................. XI
1 INLEIDING ..................................................................................................... 1
2 MATERIAAL EN EIGENSCHAPPEN ................................................................. 3 2.1 Inleiding.................................................................................................................................... 3 2.2 Soorten roestvast staal ................................. . ................ ............................................................. 3
2.2.1 Ferritisch roestvast staal ................ ... ................. ................................................................. 5 2.2.2 Austenitisch roestvast staal ........................ . .............................. .................... .....................7 2.2.3 Martensitisch roestvast staal .............................................................................................. 7 2.2.4 Duplex roestvast staal ........................................................................................................ 9 2.2.5 Precipitatiehardend roestvast staal ....... .................... . ....................................... ............ . .... .9 2.2.6 Samenvatting.................................................................................................................... 11
2.3 Nomenclatuur ............... ............ . ....... ... ............ .... ............. ....................................................... 11 2.3.1 AISI Systeem ................................................................................................................... 11 2.3.2 Abbreviated System of Designation ................................................................................ 11 2.3.3 Materiaalnummer volgens Eurocode ................ . ................... . ............... . .... ......................13
2.4 Mechanisch gedrag.................................................................................................................. 13 2.5 Koudvervormen ................................ . ............... . .......... . ..... .. .................................................... 15 2.6 Legeren met stikstof .................................... . ............ . ............... . .................. .. ... . ............. . .... . ... 17 2.7 Kruip bij kamertemperatuur ..................... . ................ . ............ . ................... . ............................ 17 2.8 Invloed van de reksnelheid. .................................. . .................................................................. 19 2.9 Fysische eigenschappen .......................................................................................................... 19 2.10 Samenvatting........................................................................................................................... 19
3 DUURZAAMHEID 23 ......................................................................................... 3.1 Inleiding .................................................................................................................................. 23 3.2 Passivering van roestvast staal ............................ . .................... . .................. . ........................... 23 3.3 Corrosiemechanismen ........... .. .......................... . ...... . .............................................. . ............... 23
3.3.1 Uniforme corrosie .................................. . .................... . ....................... . .................. .. ........ 25 3.3.2 Putcorrosie ....................................................................................................................... 25 3.3.3 Spleetcorrosie ................................................... . ............. . .................. . ........................... ...25 3.3.4 Interkristallijne corrosie ............... . ................. . .................................... ................... .......... 27 3 .3.5 Galvanische corrosie ......... .............. . ................................................... ...................... . ...... 27 3.3.6 Scheurvormende spanningscorrosie................................................................................. 29 3.3.7 Biologische corrosie ....................... .. ....................................................... . ........ . ................ 1
3.4 Duurzaamheid van roestvast staal in een gespecificeerde omgeving...................... ......... . ....... 3 3.4.1 Duurzaamheid van roestvast staal onder atmosferische condities ....................... . ........... 33 3.4.2 Duurzaamheid van roestvast staal in zeewater ............................ . .................................... 33
3.5 Detailleren ter verhoging van de duurzaamheid 37 ..................................................................... 3.6 Samenvatting........................................................................................................................... 37
XIII

4 FABRICAGE ASPECTEN .41 4.1 Inleiding .................................................................................................................................. 4 4.2 Beschikbare producten ............................................................................................................ 41 4.3 Opslag ..................................................................................................................................... 43 4.4 Bewerking ............................................................................................................................... 43
4.4.1 Merken ............................................................................................................ . ................ 43 4.4.2 Polijsten ............ . ................................................................. . .... . ... . ...... . .................. . .......... 43 4.43 Snijden ............................................................................................................................. 45 4.4.4 Boren en ponsen ...................................................................................... . ................. . ... ... 45 4.4.5 Koud vormen ................................................................................................................... 45
4.5 Lassen ......... ................. . ..................................................... . ............................................... . ..... 47 4.5.1 Inleiding.. .................................................................................................................. . ...... 47 4.5.2 De lasbaarheid van ferritisch roestvast staal ....................... . ............................................ 47 4.5.3 De lasbaarheid van martensitisch roestvast staal ............................................................ .49 4.5.4 De lasbaarheid van austenitisch roestvast staal ............. . ........ . .............. . .......................... 49 4.5.5 De lasbaarheid van austenitisch-ferritisch roestvast staal .................................. . ..... . ....... 53 4.5.6 Nabehandeling ................................................................................................................. 55 4.5.7 Las vervormingen ............................................................................................................ 57 4.5.8 Verontreinigingen ............................................................................................................ 57 4.5.9 Warm scheuren ................................................................................................................ 57 4.5.10 Niet-destructieve inspectiemethoden .............................................. . ...... . ...................... ... 59
4.6 Lijmen ..................................................................................................................................... 61 4.7 Oppervlaktebehandelingen .............. . .... . ......... . ............................. ................................ ........... 63
4.7.1 Inleiding ........ . .................... ............... . ........ . ......................... . ....... . ........................ ......... .. 63 4.7.2 Oppervlaktebehandelingen voor roestvast staal ....... . .......... .. ....... . ......... . ......................... 63 4.7.3 Oppervlakte-uitvoeringen ................................................................................................ 65
4.8 Samenvatting........................................................................................................................... 67
5 CONCLUSIES EN AANBEVELINGEN.............................................................. 69
LITERATUURLIJST ............................................................................................... 73
BIJLAGE 1: SCHADEGEVALLEN DOOR CORROSIE IN DE PRAKTIJK .................... 75 Casus 1: Put corrosie van roestvast stalen pijp ............... .. ..................................................................... 75 Casus 2: Corrosie van warmte wisselaar buizen ................ . ... . .............................. . ................................ 75 Casus 3: Falen van Chroom-Nikkel Staal in een waterkrachtcentrale ....... . .................................... . ... ...76 Casus 4: Putcorrosie van hoog gelegeerde austenitische rvs pijpen voor transport van rivierwater.....77
BIJLAGE II: ONDERZOEKEN NAAR CORROSIE.................................................... 79 Onderzoek 1: Invloed van het molybdeengehalte op austenitisch roestvast staal................................. 79 Onderzoek 2: Het gedrag van NCSD in zeewater ................ . ..................... . ...... . .................................. .80 Onderzoek 3: Gedrag van roestvast staal soort 904L in zeewater toepassingen ................................... 81 Onderzoek 4: Corrosie resistentie van chroom-nikkel roestvast staal soorten. ................................ .. ... 81 Onderzoek 5: Corrosie in zeewater systemen ......... ... ..................................... . ...................................... 82
XV

1 INLEIDING
De doelstelling van dit afstudeerproject is een sluisdeur te ontwerpen in roestvast staal en daarbij te streven naar minimalisering van de totale kosten. Door de hogere materiaal- en fabricagekosten zijn de stichtingskosten van een sluisdeur in roestvast staal hoger. Een roestvast stalen sluisdeur kan qua totale kosten alleen concurreren met een stalen sluisdeur indien de onderhoudskosten gedurende de levensduur aanzienlijk lager zijn. Roestvast staal bezit door de toevoeging van chroom aan de ijzerlegering een chroomoxide huid, die het materiaal tegen corrosie beschermt. Bij toepassing van roestvast staal is daarom een coating over-bodig en zijn wellicht de onderhoudskosten lager.
Het doel van dit deelrapport is een algemeen overzicht te geven van roestvast staal voor constructieve toepassingen. Aan de hand van dit rapport worden ontwerpaspecten bepaald die bij het ontwerpen van een sluisdeur in roestvast staal belangrijk zijn.
Er bestaan vijf verschillende soorten roestvast staal, die gegroepeerd zijn op basis van hun metallurgi-sche structuur en hun chemische samenstelling. Elke soort bestaat weer uit een aantal typen roestvast staal, die ontwikkeld zijn om aan specifieke eisen te voldoen. In hoofdstuk 2 worden deze soorten en hun eigenschappen besproken. In plaats van roestvast staal wordt dikwijls van roestvrij staal gesproken. Dit impliceert dat roestvast staal niet kan roesten. Het tegendeel is waar. In hoofdstuk 3 wordt daarom de duurzaamheid bespro-ken. In het laatste hoofdstuk wordt een overzicht gegeven van de verschillende fabricage aspecten die van belang zijn voor de constructieve toepassing van roestvast staal.

2 MATERIAAL EN EIGENSCHAPPEN
2.1 Inleiding
Het is al circa 200 jaar bekend dat toevoeging van chroom aan koolstof staal de corrosieresistentie in lucht en water verbetert. Verhoging van het percentage chroom verbetert deze resistentie nog meer. Staal waar chroom aan toegevoegd is, wordt roestvast staal genoemd. Het is niet eenvoudig om roestvast staal te bereiden. Er is vakmanschap voor nodig om het percentage legeringselementen binnen bepaalde grenzen te houden. Tweehonderd jaar geleden was de technologie om het koolstofgehalte in staal terug te brengen tot zeer lage percentages en het chroomgehalte onder controle te houden nog niet aanwezig. Een te hoog koolstof en/of chroom gehalte resulteert in brosse legeringen en precipitatie van chroomcarbiden. Een te laag chroomgehalte geeft onvoldoende weer-stand tegen corrosie. Omdat roestvast staal een behoorlijke hoeveelheid dure legeringselementen bevat en er vele soorten bestaan die in kleine hoeveelheden geproduceerd worden, is de materiaalprijs ongeveer 5 keer de prijs van koolstof staal.
Koolstof staal bestaat voornamelijk uit ijzer (Fe). Roestvast staal daarentegen bestaat voor minimaal 48 % en maximaal 85 % uit ijzer en minimaal 11 % chroom. Een typische samenstelling van koolstof staal is (in percentages van het gewicht):
C Mn Si P 1 S Fe 0.1 0.6-0.9 0.05 <0.05 1 <0.05 > 98
Het staalbereidingsproces is de oorzaak van de aanwezigheid van de overige elementen. Roestvast staal heeft naast minimaal 11 % chroom een afwijkend percentage silicium en mangaan, dit wordt veroorzaakt door de toevoeging van chroom. Een chemische samenstelling van roestvast staal is bij-voorbeeld:
C 1 Mn 1 Si 1 P 1 S 1 Cr 1 Fe 0.10 1 1.0 1 1.0 1 0.03 1 0.030 1 11 1 87
Er bestaan verschillende soorten roestvast staal. Niet elke soort is geschikt voor constructieve toepas-singen, met name voor gelaste constructies is een zorgvuldige keuze van de roestvast staalsoort be-langrijk. In dit hoofdstuk zal de samenstelling van de verschillende roestvast staalsoorten behandeld worden alsmede de overige materiaaleigenschappen, waarmee rekening moet worden gehouden bij de constructieve toepassing van roestvast staal.
2.2 Soorten roestvast staal
Men onderscheidt 5 verschillende soorten roestvast staal, die gegroepeerd zijn op basis van metallur -gische structuur en chemische samenstelling. Deze soorten zijn: ferritisch roestvast staal, austenitisch roestvast staal, austenitisch-ferritisch roestvast staal (duplex rvs), precipitatiehardend roestvast staal en martensitisch roestvast staal. Elke soort bestaat weer uit een aantal typen roestvast staal, die ontwikkeld zijn om aan specifieke ei sen, zoals betere corrosieresistentie, verbeterde mechanische eigenschappen, verbeterde lasbaarheid of verbeterde bewerkingsmogelijkheden, te voldoen.

%Ni
20
15
10 -
Precipi typen
5 -
M arçiiiii.ii typen
0 _
typen
ische
Ferritische typen
% Cr 10 15 20 25 30
Figuur 2.1: Classificatie van de soorten roestvast staal op basis van hun chroom en nikkel gehalte [16].
El

De functie van enige, voor roestvast staal belangrijke, legeringselementen wordt hieronder kort sa-mengevat:
• Chroom (ferrietvormer): Chroompercentages> 11 % gew. leiden tot passivering van staal. Chroom is daarmee het belangrijkste legeringselement in roestvast staal.
• Molybdeen (ferrietvormer):Dit element verbetert de weerstand tegen corrosie van roestvast staal in reducerende omgevingen. Ook de weerstand tegen putvormige corrosie door chloorionen wordt verbeterd.
• Titaan (ferrietvormer): Titaan wordt aan roestvast staal toegevoegd om koolstof en stikstof te binden, waardoor de weerstand tegen met name interkristallijne corrosie verbeterd wordt.
• Nikkel (austenietvormer): Bij voldoende hoog nikkelpercentage is het austeniet ook bij kamer-temperatuur stabiel. Het is naast chroom het belangrijkste legerings-element voor de austenitische kwaliteiten.
• Koolstof: Koolstof komt in staal altijd voor. Het is een zeer sterke austenietvor- mer. Uit corrosieoverwegingen wordt het koolstofpercentage in roestvast staal zoveel mogelijk beperkt.
• Stikstof (austenietvormer): In de austenitische kwaliteiten verhoogt stikstof de sterkte zonder de taaiheid te verlagen. In duplex roestvast staal verhoogt stikstof de weerstand tegen putcorrosie.
• Zwavel: Zwavel verbetert in verbinding met bijvoorbeeld mangaan de verspaanbaarheid. Toevoeging van zwavel vermindert echter de weerstand tegen corrosie, de vervormbaarheid en de lasbaarheid.
De samenstelling van een legering bepaalt de structuur van het roestvast staal, waarvan de eigenschap-pen door een geschikte warmtebehandeling worden geoptimaliseerd. De structuur bepaalt de mechani-sche en fysische eigenschappen en tot op zekere hoogte ook de corrosieeigenschappen. Roestvast staaikwaliteiten worden meestal onderverdeeld op basis van hun structuur bij kamertemperatuur (zie figuur 2.1).
2.2.1 Ferritisch roestvast staal
Ferritisch roestvast staal bevat 12 tot 18 % chroom en heeft een maximum koolstof gehalte van 0.08 %. De microstructuur van ferritisch roestvast staal bestaat uit alpha- ijzer. Naast chroom worden andere elementen als molybdeen (tot 1.2 %), titanium of niobium toegevoegd. Molybdeen verhoogt de corrosieresistentie verder en door titanium of niobium toe te voegen aan roestvast staal wordt koolstof in plaats van aan chroom aan deze elementen gebonden, waardoor pre-cipitatie van chroomcarbiden moeilijker op kan treden. Dit voorkomt interkristalljne corrosie (zie Hoofdstuk 3: Duurzaamheid). Sulfiden worden toegevoegd om de bewerking van roestvast staal te verbeteren. Door kleine hoeveelheden stikstof toe te voegen (0.10 - 0.30 %) wordt de sterkte alsmede de corrosieweerstand verhoogd, doch de taaiheid verlaagd.
Ferritisch roestvast staal is over het algemeen minder taai, slechter te lassen en de corrosieweerstand is in vergelijking met austenitisch roestvast staal ook slechter. Ferritisch roestvast staal is magnetisch en kan niet gehard worden door een warmtebehandeling, omdat bij roestvaste staalsoorten met meer dat 12 % chroom de ct-structuur tot aan het smeltpunt niet verandert (zie figuur 2.2). Net als austenitisch roestvast staal wordt de sterkte verhoogd door koudvervormen.
Het lassen van ferritisch roestvast staal kan praktische problemen opleveren, zoals bijvoorbeeld kor-relgroei. Bij het lassen van dikkere platen kunnen brosse lassen ontstaan. Typische toepassingen van ferritisch roestvast staal zijn: containers, heet water tanks, als bekleding van stalen tanks, afwasmachi-nes en keukengerei.

T L
-' - 1 5 38 0 1516 0 _-
21% - 1394 0
(a-Fe,Cr)
(y-Fe) 12.7
912° / Curie = jO/ t empera uur 821°. 6% -
770°
__ __ 1
---.- 1 --
4750 -- --
= = 20 30 40 50 60 70 80 90 Cr
Chroom, wt %
3000
2800
'4"
0
2000
1)
1600 -
1200
1000
S"
1400
L) 1200 0
CIJ
1000
800
wel
400 Fe 10
1863°
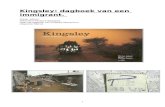
Figuur 2.2: Chroom-ijzer dia gram [16].
*verklaring bij figuur 2.2: L = vloeibaar ijzer; a = ijzer met een ferritische structuur; 7 = ijzer met een austen jet structuur; cy = brosse fase langs de korrelgrenzen, de zogenaamde szgma-fase, dit is geen structuurver
andering.
body centered cube (bcc)
9 face centered cube (fcc)
Figuur 23: Verschil in kristaistructuur tussen femèt (links) en austeniet (rechts).

2.2.2 Austenitisch roestvast staal
Austenitisch roestvast staal wordt gevormd door toevoeging van nikkel aan de ijzer-chroom legering en heeft de structuur van gamma-ijzer, dat een dichtere pakking van de atomen heeft dan ferriet (zie figuur 2.3).
De basissamenstelling van austenitisch roestvast staal bestaat uit een toevoeging van 18% chroom en 8 % nikkel. Om bij kamertemperatuur een austenitische structuur te behouden moet een minimum percentage van 8 % nikkel toegevoegd worden. Door nikkel wordt namelijk de lus van y-ijzer in figuur 2.2 vergroot, waardoor ook bij hogere chroomgehalten de gammastructuur niet transformeert in alpha-ijzer. Dit is ook de reden dat austenitisch roestvast staal niet gehard kan worden door een warmte be-handeling. De sterkte kan wel verhoogd worden door koud vervormen.
Molybdeen (2 - 6 %) kan toegevoegd worden om de resistentie tegen put- en spleetcorrosie te verho-gen. Titanium stabiliseert het materiaal doordat het koolstof beter bindt dan chroom, zodat de weer-stand tegen interkristalljne corrosie (zie Hoofdstuk 3: Duurzaamheid) behouden blijft en er geen pre-cipitatie van chroomcarbiden optreedt tijdens bewerkingen bij temperaturen tussen de 450 en 800°C (bijvoorbeeld tijdens het lassen).
Het koolstof gehalte in austenitisch roestvast staal is minder dan 0.08% en voor "L grades" zelfs min-der dan 0.03 %. De "L grades" worden aanbevolen om lasbederf te voorkomen tijdens het lassen. Bij lasbederf treedt precipitatie van chroomcarbiden op. Dit wordt voorkomen door een laag koolstofge-halte of door stabilisatie met titanium.
De corrosieresistentie van koud vervormd austenitisch roestvast staal is minder dan voor oplossend gegloeid austenitisch roestvast staal. Verder is austenitisch roestvast staal in tegenstelling tot ferritisch en martensitisch roestvast staal niet magnetiseerbaar. Austenitisch roestvast staal wordt gebruikt in de chemische- en farmaceutische industrie, in ziekenhuizen en voor nucleaire installaties, vanwege de goede corrosie-eigenschappen (zie Hoofdstuk 3: Duurzaamheid) en omdat het hygiënisch is door het harde en gladde oppervlak.
2.2.3 Martensitisch roestvast staal
Martensitisch roestvast staal is ontwikkeld om roestvast staallegeringen te krijgen die corrosieresistent zijn en gehard kunnen worden door een warmte behandeling. Om martensitisch roestvast staal te kun nen harden wordt meer koolstof (0.2 -1.2%) aan de ijzer-chroom legering toegevoegd, waardoor de gamma lus in figuur 2.2 net als door toevoeging van nikkel, ook wordt vergroot en de legering rea-geert op zeer snelle afkoeling (schrikken). Door het schrikken ontstaat martensiet op een soortgelijke wijze als bij koolstof ijzer. Dit houdt in dat de legering zeer snel wordt afgekoeld op een temperatuur waarbij de structuur uit gamma-ijzer bestaat, zodat de koolstofatomen niet de gelegenheid hebben zich af te scheiden. Hierdoor worden de koolstofatomen als het ware gevangen in de alfa-structuur, bij de transformatie van een austenitische- naar een ferritische structuur, met als gevolg dat martensitisch roestvast staal een verhoogde hardheid heeft door de spanning in het kristalrooster.
Door de warmte behandeling verkrjgt martensitisch roestvast staal een hoge hardheid en sterkte (tot± 1800 N/mm2). Wat betreft overige mechanische eigenschappen, zoals taaiheid, presteren ze minder goed dan de andere groepen roestvast staal.
Een nadeel van martensitisch roestvast staal is dat het door het hoge koolstofpercentage niet zo corro-sieresistent is als ferritisch- en austenitisch roestvast staal.

Sommige typen martensitisch roestvast staal bevatten nikkel (tot 2.5 %) en molybdeen (tot 0.6 %) om de corrosieresistentie te verhogen. Martensitisch roestvast staal wordt normaal gesproken niet gelast. Typische toepassing zijn turbine bladen en messen voor huishoudelijk en industrieel gebruik. vanwege de hoge sterkte en hardheid.
Noot: Er bestaat tegenwoordig een nieuw soort n2artensitisch roestvast staal, zogenaamd super inar-tensitisch roestvast staal. De super martensieten zijn wel lasbaar en hebben naast een hoge sterkte ook een goede corrosieresistentie. Omdat mij dit niet bekend was en deze soort net op de markt is, is in dit verslag verder geen melding van deze nieuwe super marzensieten gemaakt.
2.2.4 Duplex roestvast staal
Bij deze soort roestvast staal treedt een gemengde austeniet-ferriet structuur op. In duplex roestvast staal zijn de goede eigenschappen van austenitisch- en ferritisch roestvast staal gecombineerd Daar-door heeft het een zeer hoge corrosieresistentie in combinatie met een hoge sterkte. De spanning. waarbij een blijvende rek van 0.2 % ontstaat, is tweemaal zo hoog als van austenitisch roestvast staal. Duplex roestvast staal is minder gemakkelijk te fabriceren dan austenitisch roestvast staal.
Duplex roestvast staal bezit een chroompercentage tussen de 21 en 25 % en een nikkel percentage van 5 tot 7%. Overige legeringselementen zijn: molybdeen 0.2-4 %, stikstof 0.1-0.3 % en koper tot 2.5%. Duplex roestvast staalsoorten bevatten lage percentages koolstof (minder dan 0.03 %) en hebben een uitstekende bescherming tegen putcorrosie, spleetcorrosie en spanningscorrosie. Vooral de goede weerstand tegen spanningscorrosie als gevolg van de gedeeltelijke ferritische structuur, is een groot voordeel van duplex roestvast staal ten opzichte van de andere roestvast staalsoorten.
Belangrijk bij het lassen zijn de toe te passen lasmetalen. Om in de las ook dezelfde verhouding tussen austeniet en ferriet te handhaven is het van belang dat het lastoevoegmetaal voldoende stikstof (0.15 - 0.20 %) en nikkel (7 - 9 %) bevatten. Duplex roestvast staal is magnetisch en het wordt toegepast in de papier-, chemische- en olie industrie, voor chemische tankers en in de on- en offshore in verband met de goede corrosieresistentie.
2.2.5 Precipitatiehardend roestvast staal
Precipitatiehardend roestvast staal ontstaat door roestvast staal met een martensitische- of austeniti-sche structuur een warmte behandeling te laten ondergaan. Hierdoor verkrjgt precipitatiehardend roestvast staal een grote hardheid, hoge vloeigrens en treksterkte en een betere vermoeiingsweerstand. Deze verbeterde mechanische eigenschappen worden verkregen door een goed gecontroleerde warm-tebehandeling, die bestaat uit het afschrikken en vervolgens nagloeien van de legering.
Het austenitisch roestvast staal dat gebruikt wordt om precipitatiehardend roestvast staal te produceren heeft een lager nikkel gehalte om transformatie naar martensiet mogelijk te maken.
Behalve de legeringen met een hoog fosfor gehalte, kan precipitatiehardend roestvast staal gelast wor-den. Verder is het magnetisch in tegenstelling tot austenitisch roestvast staal dat niet magnetisch is. Precipitatiehardend roestvast staal vindt toepassing in de lucht- en ruimtevaart industrie, als onderde-len voor turbines, motoren en compressors in verband met de hoge sterkte.

Tabel 2.1: Percentage legeringselementen per soort roestvast staal.
Soort roestvast staal
Percentage legerings- elementen (%)
Percentage eventueel toe te voegen legeringselementen_(%)
Cr Ni C Mo N Cu Ti S ferritisch austenitisch
12- 18 17-20
- 8- 17
<0.08 <0.08
<1.2 2-6
0.10 - 0.30 -
- - +
>0.15 >0.15
martensitisch 12-18 <2.5 0.2- 1.2 <0.6 - - +' >0.15 duplex 1 20 - 25 1 5 - 7 1 <0.03 1 0.2 - 4 0.07 - 0.3 1 <2.5 1
+ Titanium kan bij alle soorten in kleine hoeveelheden toegevoegd worden.
Tabel 2.2: Eigenschappen per soort roesivast staal.
Soort roestvast staal Eigenschappen Corrosie- Magnetisch Sterkte Taaiheid Lasbaarheid resistentie
ferritisch 0 + 0 0 0 austenitisch ± - + + martensitisch - + + - -- duplex ++ +1- + + +1- precipitatiehardend 0 ±/2) ++ - --
De sterkte wordt verhoogd door koudvervormen. Het magnetisch zijn van precipitatiehardend roestvast staal is afhankelijk van het uitgangsmateri- aal; austeniet of martensiet.
10

2.2.6 Samenvatting
Van de verschillende soorten roestvast staal wordt austenitisch roestvast staal het meest gebruikt voor constructieve toepassingen. In bepaalde omstandigheden kan duplex roestvast staal met hogere sterkte en betere corrosie resistentie overwogen worden of het goedkopere ferritisch roestvast staal met een lagere corrosie resistentie. In de tabellen 2.1 en 2.2 zijn de eigenschappen van de soorten roestvast staal nog eens op een rijtje gezet.
2.3 Nomenclatuur
Er zijn verschillende manieren om het percentage legeringselementen in roestvast staal te beschrijven, de belangrijkste zijn: AISI Systeem, Abbreviated System of Designation en Materiaalnummer volgens de Eurocode.
2.3.1 AISI Systeem
Dit systeem wordt gebruikt door the American Iron and Steel Institute (AISI) en wordt wereldwijd gebruikt. Het definieert elke soort roestvast staal met een nummer en een letter.
C = hoog koolstofgehalte B = lager koolstofgehalte dan C A = lager koolstofgehalte dan B L = zeer lage koolstofpercentages F = vrije machinale bewerking (hoog zwavelgehalte) N = verhoogd stikstofgehalte Se = selenium Ti = titanium Cb = columbium = Nb= niobium
De 200 en 300 series in de Amerikaanse normen zijn gereserveerd voor austenitisch roestvast staal en de 400 serie voor martensitisch en ferritisch roestvast staal. De 600 serie is voor precipitatiehardend roestvast staal. Bijvoorbeeld 304LN betekent een austenitisch roestvast staal met een laag koolstofgehalte en een ver-hoogd stikstofgehalte.
2.3.2 Abbreviated System of Designation
Het Abbreviated System of Designation bestaat uit een serie letters en cijfers, die de metallurgische samenstelling weergeven. Het wordt eveneens wereldwijd gebruikt om de benaming volgens de ver-schillende codes met elkaar te kunnen vergelijken. Bijvoorbeeld:
X2CrNi 1911
X = hoog gelegeerd staal 2 = koolstofgehalte in 1/100 van het percentage, C = 0.02 % Cr = chroom met percentage 19 % Ni = nikkel met percentage 11 %
X 2 CrNi 19 11 correspondeert met AJSI type 304L en met materiaal nummer 1.4306 volgens de Eu-rocode.

cr N/mm2
600
400
200
Tabel 2.3: Soorten roest-vast staal en hun benaming volgens de Eurocode of de AlS!.
Micro-structuur Chemische samenstelling Eurocode USA UK materiaal nr.: AISI:
X7CrAII3 405 ferriet X8CrI7 430
X1OCr22 442 X1OCr25 ________ 446 X5CrNi18-10 1 .4301 304
austeniet X2CrNi19-1 1 1.4306 304L X2CrNi18-9 1.4307 X6CrNiTi18-10 1.4541 321 X5CrNiMo17-12-2 1.4401 316 X2CrNiMo 17-12-2 1.4404 31 6L
austeniet X2CrNiMo17-12-3 1.4432 X2CrNiMo18-14-3 1.4435 316L X1NiCrMoCu25-20-5 1.4539 3I7LMN X6CrNiMoTi17-12-2 1.4571 316T1 X2CrNiNI8-10 1.4311 304LN
austeniet X2CrNiMoNI7-1 1-2 1.4406 316LN X2CrNiMoN17-13-5 1.4439 904L X1NiCrMoCuN25-20-7 1.4529
austeniet X2CrNiNI8-7 1.4318 30ILN (302LN) XI2CrI3 410/416 X20CrI3 1.4021 420 X30CrI3 420
martensiet X40CrI3 420 X90Cr17 440B X15CrN1I7-2 431
______ X3SCrMoI7 1.4122 austeniet-ferriet X2CrNiMoN22-5-3 1.4462 S3 1803 2205
X4CrNiMoN27-5-2 1.4460 329 X2CrNiMoCuWN25-7-4 1.4410 J S3270 2507
0.002 0.005 0.010 0.015
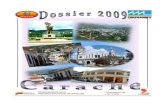
Figuur 2.4: Spanning-rek gedrag van verschillende staalsoorten.
12

2.3.3 Materiaalnummer vol gens Eurocode
Het materiaalnummer wordt gehanteerd in de Eurocode en wordt niet alleen voor roestvast staal ge-bruikt, maar voor alle materialen. Het materiaalnummer bestaat uit vijf cijfers. Bijvoorbeeld 1 .4306 betekent: "1" het eerste getal geeft aan dat het om een ijzerlegering gaat "43" de volgende twee cijfers geven aan dat het om roestvast staal gaat met een nikkel percentage ~
2.5 %, zonder molybdeen, niobium en titanium "06" de laatste twee cijfers definiëren het specifieke type roestvast staal
Naast "43" zijn er nog andere aanduidingen voor roestvast staal, zoals:
betekent een nikkel percentage < 2.5 % zonder molybdeen, niobium en titanium: betekent een nikkel percentage < 2.5 % met molybdeen, maar zonder niobium en titanium;
• '44" betekent een nikkel percentage ~ 2.5 % met molybdeen , maar zonder niobium en titanium; • "45" betekent speciale toevoegingen.
De correlatie tussen de verschillende staalaanduidingen in verschillende landen staat weergegeven in tabel 2.3.
2.4 Mechanisch gedrag
De spannings-rek relatie van roestvast staal verschilt van koolstof staal in een aantal opzichten (zie figuur 2.4):
• Niet lineair Het belangrijkste verschil is de vorm van de spannings-rek curve, die bij koolstof staal tot aan de vloeispanning lineair is en waarbij vôdr versteviging een duidelijk vloeiplateau optreedt. Roestvast staal heeft geen duidelijke vloeigrens. Daarom wordt in plaats van de vloeispanning die spanning genomen, waarbij een blijvende rek van 0.2 % ontstaat, O2.
Daarnaast is de proportionaliteitsgrens van roestvast staal laag in vergelijking tot koolstof staal. De proportionaliteitsgrens geeft het punt aan waar het spanningsrek verloop ophoud lineair te zijn. Voor koolstof staal is de proportionaliteitsgrens tenminste 70 % van de vloeigrens. Bij roestvast staal ligt de proportionaliteitsgrens tussen de 36 en 60 % van de vloeigrens. Een lage proportiona-liteitsgrens beïnvloedt het knikgedrag nadelig en vermindert de sterkte van constructie-elementen.
Niet symmetrisch Het verloop van de curve is verschillend onder trek- en druk belasting. Voor de gegloeide conditie lijkt de curve onder trek minder lineair (niet altijd) te zijn. Dit gedrag behoeft niet noodzakelijk ook op te treden bij koud vervormde materialen.
• Anisotroop Ook het spannings-rek gedrag van gewalste elementen verschilt in de richting parallel aan de wals-richting en loodrecht op de walsrichting, met andere woorden het materiaal is anisotroop. Voor austenitische soorten blijkt de treksterkte in de transversale richting (loodrecht op de walsrichting) lager te zijn dan in de longitudinale richting (parallel aan de walsrichting). Voor testen worden daarom transversale coupons gebruikt.
Samengevat betekent dit dat er vier karakteristieke spannings-rek relaties zijn, wanneer gekeken wordt naar symmetrie (trek en druk) en anisotropie (transversaal en parallel).
13

Tabel 2.4: Mechanische eigenschappen van enkele typen roestvast staal.
Type Uiterste trek- Rek Soort sterkte
materiaal nr.: (N/mm2) N/mm2)
X7CrAI13 405 <300 500-650 20 X8CrI7 430 <300 450-600 20 ferritisch X1OCr22 442 300 450-600 20 X1OCr25 446 350 500-650 20 X2CrNi 18-11 (304L) 1.4306 180 460-680 40 X2CrNiMo 17-13-2 1.4404 190 490-690 40 X2CrNiN18-7 1.4318 350 700-900 40 austenitisch X5CrN118-10 1.4301 200 500-700 50 X1NiCrMoCu 25-20-5 1.4539 220 520 -720 40 X6CrNiTi18-10 1.4541 200 500-700 40 X2CrNiMo18-14-3 1.4435 200 500-700 45 X2CrNiMoN 22-5-3 1.4462 480 640 - 880 25 duplex X2CrNiMoCuN 25 - 7-4 1.4410 530 730 - 880 1 20 super duplex
Tabel 2.5: Elastische eigenschappen van enkele typen roestvast staal.
Type Initiële elasticiteitsmodulus, E (N/mm2)
Afschuifrnodulus, G (N/mm 2 )
transversaal longitudinaal 1.4306 76900 200000 200000 1.4404 195000 190000 74000 1.4539 195000 190000 1.4462 205000 200000 177900
Tabel 2.6: Vloeigrens en treksterkte van koudvervormde producten.
Nominale sterkte
Product vorm Koud gewalste strip en plaat Koud gewalste staven
2 N/mm f
N/mm N/mm2 f
N/mm C 700 350 700 350 700' C 850 / C800 530 850 500' 800 C 100011 750 1000 - -
C 1150" 900 1150 - -
C 1300" - 1300 - -
'Voor berekening volgens de EUROCODE Deel 1.4 geldt f ~ 480 N/mm 2 . 2) De maximum diameter voor deze sterkte klasse is afhankelijk van de fabrikant, maar moet in elk geval groter zijn dan 35 mm voor C 700 en niet meer dan 25 mm voor C 800.
14

Met behulp van de Ramberg-Osgood curve kan het ware spannings-rek gedrag van roestvast staal beschreven worden.
0.002(- E c0.2}
waarin:
c de rek; E de elasticiteitsmodulus;
de spanning; O.2 de spanning waarbij een blijvende rek 0.2 % ontstaat; n een factor is, die verschilt per soort roestvast staal;
Het niet lineaire gedrag van de spannings-rek curve wordt gekarakteriseerd door de factor n. Een lage-re waarde van n impliceert een grotere niet-lineariteit. De waarde van n wordt verkregen uit de ver-houding tussen de proportionaliteitsgrens (Oüi = f) en de 0.2% rekgrens (O2 = f):
lo SPJ - log(0.05) n=
- i0cfY
Voor koolstof staal wordt de curve beschreven met behulp van een n factor groter dan 30.
2.5 Koudvervormen
Koudvervormen heeft een duidelijk effect op het spannings-rek diagram. Door koudvervormen wordt de hardheid vergroot evenals de treksterkte en de 0.2% rekgrens. De taaiheid en de elasticiteitsmodu-lus nemen af. De mate waarin de vloeigrens wordt verhoogd door koudvervormen is het kleinst bij druk in de longitudinale richting en het grootst bij druk in transversale richting. De anisotropie van het materiaal wordt groter door koudvervormen. Lassen en warmtebehandelingen doen de sterkte verho-ging door koudvervormen deels te niet.
Speciaal, austenitisch roestvast staal ontwikkelt een hoge mechanische sterkte door koudvervormen. Dit gedrag wordt deels veroorzaakt door een gedeeltelijke transformatie van austeniet naar martensiet. De sterkte toename wordt bepaald door de chemische samenstelling. Nikkel, mangaan, koolstof en stikstof verlagen de mate van versterking. Om voor austenitisch roestvast staal een taaiheid van 15% te behouden moet het koudvervormen beperkt worden tot 30%.
Tijdens de fabricage moet men rekening houden met het lokaal verhogen van de sterkte in profielen. Een toename van O.2 met 50 % is typisch voor hoeken in profielen (15% koudvervormen). Omdat het effect lokaal is, is de verhoging van de sterkte van het profiel afhankelijk van de plaats van de hoeken. Gebruik maken van dit effect bij berekeningen is niet toegestaan, omdat er nog niet voldoende onder-zoek is gedaan en er geen ontwerpregels ten aanzien van vergroting van de doorsnedegrootheden zijn. Een onderzoek van G.J. van den Berg en P. van der Merwe [4] beschrijft de volgende relatie tussen de vloeigrens en de straal verkregen door koudvervormen:
15

B f. f, c
(Rit)
waarin:
B =3.289-0.861[ —1.340;
m = 0.060 --+ 0.031 f y
f. = vloeigrens van het originele materiaal; R = inwendige straal; t = dikte van het materiaal;
Het onderzoek had alleen betrekking op Rit verhoudingen van 2 Rit 7 en hoeken van 90°. De ver-houding van flf. lag tussen de 1.57 en 2.27.
2.6 Legeren met stikstof
Door toevoeging van stikstof aan austenitisch roestvast staal wordt de 0.2% rekgrens verhoogd. Een sterkte verhoging met een faktor 2 is haalbaar, zodat de 0.2% rekgrens vergelijkbaar is met duplex roestvast staal of met kouddeformeren. In tabel 2.4 staat vermeld dat type 1.4318 een 0.2% rekgrens van 350 N/mm 2 heeft. Aan dit type austenitisch roestvast staal is stikstof (N) toegevoegd.
2.7 Kruip bij kamertemperatuur
In de meeste metaallegeringen, hoewel niet in koolstof staal, treedt kruipvervorming op, evenzo in roestvast staal. Dit gedrag is voornamelijk van belang bij belasting gedurende lange perioden in de buurt van O2. Maximale kruip vervorming treedt op bij een temperatuur van 50°C en verdwijnt weer bij een temperatuur van 300 °C. Het precieze mechanisme waardoor kruip bij roestvast staal ontstaat is niet bekend.
Het meeste onderzoek naar kruipvervorming beslaat een tijdspanne van slechts 2 dagen en is daarom van minder belang. Een onderzoek van M. Tendo, T. Takeshita, T. Nakazawa en H. Abo [12] beslaat 42 dagen en zij komen tot de volgende conclusies:
Koud vervormde materialen zijn minder gevoelig voor kruip; De kruiprek is niet afhankelijk van het koolstof gehalte; Austenitisch roestvast staal met stikstof is gevoeliger voor kruip.
Een onderzoek door Avesta AB [12] constateerde een totale rek (na 1000 uur) van 0.03 tot 0.05 o,/ bij koudvervormd roestvast staal en bij gegloeid roestvast staal van 1 tot 2 %. Het ging om austenitisch en duplex roestvast staal. In de meeste gevallen is kruip bij kamertemperatuur geen probleem. Als de doorbuiging op lange ter-mijn een probleem is, dan wordt geadviseerd de spanningen te beperken tot 0.6o 2 . Deze kruip mani-festeert zich als extra doorbuiging bij balken [12].
17

reksnelheid curve (per sec.) <7 reksnelheid curve (per sec.) Nlrnrn2 1 10 1 0.4 x 10 2 10 2 15
800 350 . iio 800 344
4 420
304L \1 200 200 316L
0 0 - 15 30 45 60 75 0 15 30 15 60 75%c 0
Figuur 2.5: Invloed van de reksnelheid op 304L en 316L. [12]
Tabel 2.7: Fysische eigenschappen van een aantal typen roestvast staal
Roestvast staalsoort Materiaalnummer Dichtheid Warmtegeleiding Thermische uitzet- (kgIdm) W/mK ting 20-100 °C (10
6/°C) Niet gelegeerd staal 1.0345 7.8 55 12.0 Martensitisch X20Cr13 1.4021 7.7 25 10.0 X35CrMo 17 1.4122 7.7 25 10.0 Austenitisch X5CrNi18-10 1.4301 7.9 15 16.0 X2CrNi19-11 1.4306 7.9 15 16.0 X2CrNi18-9 1.4307 7.9 15 16.0 X2CrNiN18-10 1.4311 7.9 15 16.0 X2CrNiN18-7 1.4318 7.9 15 16.0 X5CrNiMoI7-12-2 1.4401 8.0 15 16.5 X2CrNiMo17-12-2 1.4404 8.0 15 16.5 X2CrNiMoN17-11-2 1.4406 8.0 15 16.0 X2CrNiMo17-12-3 1.4432 15 16.0 X2CrNiMo18-14-3 1.4435 8.0 15 16.5 X2CrNiMoN17-13-5 1.4439 8.0 14 16.5 X1NiCrMoCuN25-20-7 1.4529 8.1 15 15.8 X1NiCrMoCu25-20-5 1.4539 8.0 12 15.8 X6CrNiTi18-10 1.4541 7.9 15 16.0 X6CrNiMoTi17-12-2 1.4571 8.0 15 16.5 Duplex X2CrNiMoN22-5-3 1.4462 7.8 15 12.0 X2CrNiMoCuN25-7-4 1 1.4410 1 7.8 15 1 12.0
18

2.8 Invloed van de reksnelheid
De gevoeligheid voor de reksnelheid is bij roestvast staal groter dan bij koolstof staal. Dat wil zeggen dat proportioneel een grotere sterkte bereikt kan worden bij hoge reksnelheden.
De meeste onderzoeken naar de invloed van de reksnelheid concentreren zich op hoge reksnelheden en op het plastisch gebied. Een aantal typische rekspannings-curven zijn weergegeven in figuur 2.5. De Euro Inox [12] heeft een onderzoek gedaan naar lage reksnelheden van 1.5 x 10 en 1.5 x 10 per seconde en komt tot de conclusie dat de 0.2 % rekgrens gemiddeld 4 % lager wordt.
2.9 Fysische eigenschappen
Voor enkele typen roestvast staal worden de fysische eigenschappen gegeven in tabel 2.7. Ferritisch roestvast staal heeft dezelfde thermische uitzettingscoëfficiënt als koolstof staal (12 x 10 6/°C), maar voor austenitisch roestvast staal is de uitzettingscoëfficiënt groter. Daarnaast is de thermische gelei-ding laag in vergelijking met koolstof staal (circa 1/3). Dit heeft tot gevolg dat grote vervormingen en restspanningen kunnen optreden tijdens het lassen. Maar ook bij slijpbehandelingen kan de lokale verhitting tot krom trekken leiden.
2.10 Samenvatting
Koolstof staal bestaat voornamelijk uit ijzer (Fe). Om roestvast staal te maken moet minimaal 11% chroom aan staal toegevoegd worden. Er bestaan vijf verschillende soorten roestvast staal, die gegroe-peerd zijn op basis van hun metallurgische structuur en hun chemische samenstelling. Deze soorten zijn: • precipitatie-hardend roestvast staal; • martensitisch roestvast staal; • ferritisch roestvast staal; • austenitisch roestvast staal; • austenitisch-ferritisch (duplex) roestvast staal.
Deze soorten ontstaan door verschillende percentages legeringselementen aan de ijzer-chroom lege-ring toe te voegen. Zo bestaat ferritisch roestvast staal voornamelijk uit ijzer en chroom. Door een bepaald percentage nikkel toe te voegen aan de ijzer-chroom legering ontstaat austenitisch roestvast staal. Kenmerkend voor austenitisch roestvast staal is dat het niet magnetiseerbaar is in tegenstelling tot de overige soorten roestvast staal. Austenitisch-ferritisch roestvast staal bestaat eveneens uit ijzer, chroom en nikkel, maar het percentage nikkel is lager, waardoor een gemengde austeniet-ferriet structuur ontstaat. Kenmerkend voor austenitisch-ferritisch roestvast staal is de goede weerstand tegen corrosie en de hoge 0.2% rekgrens. Martensitisch roestvast staal bestaat uit chroom, ijzer en een hoger percentage koolstof. Precipitatie hardend roestvast staal ontstaat door martensitisch of austenitisch roestvast staal een warmte behandeling te laten ondergaan.
Het mechanisch gedrag van roestvast staal verschilt in een aantal opzichten met koolstof staal. Zo is de spannings-rek relatie van roestvast staal: • niet lineair, er is geen duidelijk vloeiplateau aanwezig, waardoor in plaats van de vloeispanning
de spanning behorende bij de 0.2% rekgrens genomen wordt. Daarnaast ligt de proportio-naliteitsgrens tussen de 36 en 60 % van de 0.2% rekgrens in plaats van 70% bij koolstof staal.
• niet symmetrisch, de curve is verschillend onder trek- en drukbelasting. • anisotroop, het spannings-rek gedrag verschilt in de richting parallel en loodrecht op de walsrich-
ting.
19

Koudver'vormen heeft een duidelijk effect op het spannings-rek diagram. De hardheid. treksterkte en 0.2% rekgrens worden vergroot. Vooral austenitisch roestvast staal ontwikkelt een hoge mechanische sterkte tijdens koudvervormen. door de gedeeltelijke transformatie van austeniet naar martensiet.
De fysische eigenschappen zoals de thermische uitzettingscoëfficiënt en de warmtegeleiding verschil-len per soort roestvast staal. Bij austenitisch roestvast staal in het bijzonder verschillen ze met kool-stofstaal. Vooral austenitisch roestvast heeft een hogere uitzettingscoëfficiënt en een lagere thermische geleiding. Dit heeft tot gevolg dat grote vervormingen en restspanningen kunnen optreden tijdens het lassen. De overige roestvast staalsoorten hebben vergelijkbare fysische eigenschappen als koolstof staal.
21

3 DIJURZAAMHEID
3.1 Inleiding
In plaats van roestvast staal wordt dikwijls van roestvrij staal gesproken. Dit impliceert dat roestvast staal niet kan roesten. Dit is niet het geval, roestvast staal kan wel degelijk roesten. In dit hoofdstuk zal daarom de duurzaamheid van roestvast staal worden besproken. In paragraaf 3.2 worden de eigenschappen van het oxidehuidje op roestvast staal besproken. De ver-schillende corrosiemechanismen, die roestvast staal kunnen aantasten, worden in paragraaf 3.3 be-schreven. De gevoeligheid voor deze aantastingsmechanismen verschilt per roestvast staaltype en is tevens afhankelijk van het milieu waarin het roestvast staal zich bevindt. In paragraaf 3.4 wordt de aantasting onder atmosferische condities en in water besproken. Corrosie van roestvast staal kan voor-komen worden door een goede detaillering van de constructie. Deze detailleringen ter verhoging van de duurzaamheid worden behandeld in paragraaf 3.5.
3.2 Passivering van roestvast staal
De meeste metalen vormen een oxidelaagje op het oppervlak als ze blootgesteld zijn aan lucht en wa-ter. De oxidelaag, die zich op koolstof staal vormt, wordt gemakkelijk afgebroken. Er vindt een reactie plaats tussen staal (Fe). vocht (H20) en zuurstof (02), waarbij roest ontstaat. Deze reactie is complex en wordt schematisch beschreven door de volgende chemische vergelijking:
4Fe + 21120+302 => 2Fe70 3 H70
Het product 2Fe203 H20 wordt roest genoemd en beschermt het staal slechts in geringe mate tegen verdere corrosie.
Het chroom, dat toegevoegd wordt aan roestvast staal, zorgt voor een dun en dicht laagje chroomoxi-de op het staaloppervlak. Dit laagje geeft roestvast staal zijn goede corrosieresistentie en voorkomt dat het staal reageert met de atmosfeer. Voorwaarde voor het ontstaan van het chroomoxide huidje is wel dat staal blootgesteld wordt aan lucht of een ander oxiderend medium. Omdat het laagje roestvast staal als het ware passiveert, hetgeen inhoudt dat roestvast staal niet actief corrodeert, wordt het laagje ook wel passieve laag genoemd.
De dikte van het laagje chroomoxide is slechts 1 - 10 nm. waardoor het staal een min of meer glim-mend metallisch uiterlijk heeft. De samenstelling en dikte van het laagje zijn afhankelijk van de sa-menstelling van roestvast staal, de oppervlaktebehandeling en de omgeving waarin het staal zich be-vindt.
De passieve laag herstelt zichzelf bij beschadiging, waardoor het niet noodzakelijk is de laag te repare ren. Wanneer de passieve laag beschadigd wordt en zich niet opnieuw kan vormen, omdat er onvol-doende zuurstof aanwezig is, treedt corrosie van roestvast staal op.
3.3 Corrosiemechanismen
In het algemeen geldt dat de materiaalkosten hoger worden indien het materiaal door toevoeging van legeringselementen corrosieresistenter wordt. Uit onderzoeken blijkt dat als ernstige corrosie van roestvast staal optreedt, dit gebeurt in de eerste drie jaren na in gebruik name van de constructie. Met dien verstande dat de omstandigheden, waarin het materiaal zich bevindt, onveranderd zijn. Een ander
23

Figuur 3.1: Putcorrosie.
Tabel 3.1: PRE (pitting resistance equivalent) voor verschillende roestvast staaltypen.
Roestvast staalsoort Materiaalnummer PRE Martensitisch X20Cr13 1.4021 13 X35CrMo 17 1.4122 17 Austenitisch X5CrN118-10 1.4301 18 X2CrN1I9-11 1.4306 19 X2CrNi18-9 1.4307 18 X2CrNiNI8-10 1.4311 22.2 X2CrNiNI8-7 1.4318 22.2 X5CrN1Mo17-12-2 1.4401 23.6 X2CrNiMo17-12-2 1.4404 23.6 X2CrNiMoN17-11-2 1.4406 27.8 X2CrNiMoI7-12-3 1.4432 26.9 X2CrNiMoI8-14-3 1.4435 27.9 X2CrNiMoNI7-13-5 1.4439 37.7 XINiCrMoCu25-20-5 1.4539 3 6. 5 X6CrNiTi18-10 1.4541 18 X6CrNiMoTiI7-12-2 1.4571 23.6 Duplex X2CrNiMoN22-5-3 1.4462 37 X2CrNiMoCuN25-7-4 1.4410 46.3
24

medium, vervuiling van het oppervlak of het ontstaan van spleten kunnen ook later leiden tot ernstige corrosie. In de volgende paragrafen worden de verschillende corrosiemechanismen besproken.
3.3.1 Uniforme corrosie
Vanwege de beschermende chroomoxidelaag is uniforme corrosie in de meeste milieus verwaarloos-baar en heeft het geen invloed op roestvast staal.
3.3.2 Putcorrosie
Bij deze vorm van corrosie is de aantasting sterk gelokaliseerd. De aantasting ontstaat doordat lokaal de passieve laag doorbroken wordt door aanwezigheid van chloride-ionen of de andere halogenen en sulfaten. Chloride-ionen penetreren de passieve laag op zwakke plekken. Er wordt op die plek een anode ge-vorrnd en het overige oppervlak dient als kathode. Ter plaatse van de anode wordt het staal geoxi-deerd, terwijl bij de kathode water wordt gereduceerd (zie figuur 3.1). De volgende reacties vinden plaats aan de anode en de kathode:
21-1,0 ± Q + 4 e =::> 40ff kathode Fe =' Fe2 + 2 e anode
Doordat het oppervlak van de anode klein is en die van de kathode groot, is bij de anode de stroom-dichtheid groot en de corrosiesnelheid van het materiaal hoog. De lokaal geconcentreerde chloride-io-nen vormen een film, waardoor repassivatie moeilijker wordt.
Doordat chloride-ionen voornamelijk voorkomen in kustgebieden en zeewater zijn dit de meest agres-sieve milieus. De gevoeligheid voor putcorrosie neemt toe bij toenemende concentratie chioride, bij toenemende temperatuur, en zuur2raad (lagere pH). Molybdeen bevattend roestvast staal heeft een hogere corrosieweerstand tegen putcorrosie en wordt aangeraden voor agressieve maritieme- en indu-striële milieus. De weerstand tegen putcorrosie wordt bepaald door de chemische samenstelling van roestvast staal. Chroom, molybdeen en stikstof verhogen deze weerstand. Met behulp van de pitting index (PRE) kan de invloed van legeringselementen op de weerstand tegen putcorrosie bepaald wor-den.
PRE=%Cr+3.3 x%Mo±30x%N
In tabel 3.1 staat voor enkele roestvast staaltypen de PRE-waarde weergegeven.
3.3.3 Spleetcorrosie
Spleetcorrosie treedt onder dezelfde omstandigheden op als putcorrosie. Corrosie initieert gemakkelij-ker in een spleet, omdat zuurstof nodig is om de passieve laag in stand te houden. Diffusie van zuur-stof in de spleet is moeilijker, waardoor de passieve laag zich moeilijker ontwikkelt ter plaatse van een spleet.
De mate van corrosie is afhankelijk van de geometrie van de spleet. Een smallere spleet betekent zwaardere corrosie en een grotere kans op toename van het gehalte chloride-ionen. Indien de passieve laag doorbroken wordt (put of spleet). treedt in het medium lokaal verzuring op. Verzuring en migratie van chloride-ionen zorgen ervoor dat het corrosieproces continueert (autokatalvtisch). Een typische plek voor spleten is tussen moeren en onderlegringen of in lassen die niet goed doorgelast zijn. Net als bij putcorrosie kunnen legeringselementen als chroom, molybdeen en stikstof de weerstand tegen deze vorm van corrosie verhogen.
25

IllhU . . Figuur 3.2: lnterknstallijne corrosie.
Figuur 3.3: Galvanische corrosie.
mwei

3.3.4 Interkristallijne corrosie
Interkristallijne corrosie is het gevolg van een inhomogene microstructuur. Bij precipitatie van chroomcarbiden kan nabij delen van de microstructuur minder chroom aanwezig zijn, waardoor de beschermende passieve laag niet effectief is. Langs de korrelgrenzen ontstaan gebieden waar teveel chroom aan de metaalmatrix onttrokken is en in carbide is omgezet. De anodische gebieden liggen langs de korrelgrenzen. terwijl de kristaivlakken als kathode dienst doen (zie figuur 3.2).
Precipitatie van chroomcarbiden kan optreden tijdens het lassen of bij verwarmen tussen een tempe-ratuur van 450 °C en 850 °C. Of precipitatie van chroomcarbiden optreedt is afhankelijk van het kool-stof gehalte en de tijd waarin de legering zich in het kritische temperatuurgebied bevindt. Omdat de staalsoorten 304L, 31 6L en duplex 2205 lage koolstofpercentages (0.03 %) bevatten is precipitatie van chroomcarbiden over het algemeen geen probleem.
Een andere mogelijkheid om precipitatie van chroomcarbiden te voorkomen, is het toevoegen van de elementen, titanium of niobium, welke een grotere affiniteit met koolstof hebben dan chroom, waar-door de matrix niet plaatselijk ontchroomd wordt.
3.3.5 Galvanische corrosie
Deze vorm van lokale corrosie kan optreden wanneer er elektrisch contact is tussen verschillende me-talen, die in contact staan met hetzelfde milieu (zie figuur 33). Wanneer de evenwichtspotentialen van de materialen verschillen, zal de combinatie een potentiaalwaarde aannemen die ergens tussen de af-zonderlijke waarden in ligt. Dit betekent voor het onedele metaal (met de meest negatieve even-wichtspotentiaal) een potentiaal verhoging, waardoor de corrosiesnelheid van het metaal zal toenemen (anode). Bij het edeler metaal is het omgekeerde het geval (kathode).
Afhankelijk van factoren als geometrie en elektrische geleiding van de oplossing, zal de aantasting dicht bij het contactvlak optreden of zich meer over het oppervlak uitspreiden. De intensiteit van de extra aantasting is, behalve van de elektrochemische karakteristiek van de metalen, sterk afhankelijk van de oppervlakteverhouding van het onedele en het edele deel. Vooral een klein onedel oppervlak is nadelig, zoals bij putcorrosie.
Deze vorm van corrosie is relevant als roestvast staal en koolstof staal of laag gelegeerde staalsoorten met elkaar in contact komen. Het treedt ook op, maar in veel mindere mate, tussen verschillende soorten roestvast staal. Dit is van belang bij de keuze van geschikte lastoevoegmaterialen. Het lastoe-voegmateriaal moet even edel of edeler zijn als het moedermateriaal.
Austenitisch roestvast staal is gewoonlijk edeler en vormt de kathode, waardoor het niet corrodeert. In corrosieve omgevingen, zoals industriële- of maritieme milieus, kunnen geen martensitische of ferriti-sche bouten toegepast worden om austenitisch roestvast staal te verbinden.
Galvanische corrosie kan voorkomen worden door • isolatie aan te brengen tussen de metalen en zo het elektrisch contact te verbreken; • verf of coating aan te brengen op het meest edele metaal. Als het kathode oppervlak (edeler metaal)
veel groter is dan het oppervlak van het onedeler metaal is het risico van ernstige corrosie veel groter;
• bedekken van het meest onedel oppervlak is ook een mogelijkheid, maar bij een klein defect in de deklaag treedt meteen ernstige corrosie op door de ongunstige oppervlakte verhoudingen.
27

3.3.6 Scheurvormende spanningscorrosie
In vrijwel alle technisch gebruikte constructiemetalen kunnen. als zij in een bepaalde corrosieve om-geving onderhevig zijn aan een op zichzelf onschadelijke trekspanning, scheuren ontstaan die tot een breuk kunnen leiden. Dit verschijnsel dat geheel of gedeeltelijk wordt veroorzaakt door elektrochemi-sche reacties wordt scheurvormende spanningscorrosie genoemd.
Voor het falen door spanningscorrosie is een bepaalde incubatietijd nodig tot de eerste scheur. Propa-gatie van de scheur gaat daarna snel. Het corrosieproces gaat gepaard met zo weinig materiaalverlies dat het ontstaan van de scheuren vaak met het blote oog niet kan worden waargenomen, waardoor de scheuren een onverwacht verloop hebben.
Het optreden van spanningscorrosie is afhankelijk van: • de aanwezigheid van een trekspanning; • het milieu, van belang zijn met name de chioridenconcentratie, zuurstofgehalte en de temperatuur; • de materiaalsoort en de conditie, waarin het materiaal zich bevindt.
Het optreden van spanningscorrosie is alleen mogelijk als er in het materiaal een trekspanning heerst. Niet de gemiddelde trekspanning in een onderdeel is maatgevend voor het verloop van het corrosie-proces, maar een spanningsconcentratie. Spanningsconcentratie ontstaan door een plotselinge verande-ring in de geometrie. Bijvoorbeeld ter plaatse van een put, kerf of voor een scheurfront. Een spanningsconcentratie wordt gekarakteriseerd met de spanningsintensiteitsfactor K. De scheur ontstaat bij een bepaalde initiële waarde van K Bij het voortiopen van de scheur kan K een kritieke waarde bereiken, waarbij breuk optreedt.
Tijdens de groei van de scheur (van Kinitjee] tot aan Klu-itiek) geldt:
vrijkomende vervorming- energie nodig om nieuw energie nodig om nieuw energie bij voortiopen van de ~ scheuroppervlak te vormen + plastisch gedeformeerd scheur gebied te vormen
Bij het optreden van elektrochemische corrosiereacties wordt de hierboven gegeven energiebalans voor de directe omgeving van de scheur:
vrijkomende vrijkomende energie nodig om nieuw energie nodig om vervor- + elektro- > scheuroppervlak te vor- + nieuw plastisch gede- mingenergie chemische men formeerd gebied te
energie vormen
Hierdoor kan scheurgroei plaatsvinden bij een lagere K-waarde, dan de initiële K-waarde.
Bij toepassing van martensitisch roestvast staal in een maritiem- of industrieel milieu moet voorname-lijk rekening worden gehouden met spanningscorrosie. Over het algemeen treedt spanningscorrosie niet op bij austenitisch roestvast staal bij kamertemperatuur, maar het kan voorkomen bij temperaturen boven de 50 °C in een omgeving met chlorideionen. Verlaging van het percentage nikkel, zoals bij ferritisch- of duplex roestvast staal reduceert de gevoeligheid voor spanningscorrosie. Bij austenitisch roestvast staal reduceert juist verhoging van het percentage nikkel (>20%) de gevoeligheid voor span-ningscorrosie. Niet alleen nikkel, maar ook verhoging van het percentage molybdeen (>4%) reduceert de gevoeligheid voor spanningscorrosie. Door de microstructuur van duplex roestvast staal heeft du-plex roestvast staal een betere weerstand tegen spanningscorrosie dan austenitisch roestvast staal.
pis

3.3.7 Biologische corrosie
Onder biologische corrosie wordt de aantasting van materialen door micro-organismen verstaan. Mi-cro-organismen zijn aanwezig in alle natuurlijke vochtige omgevingen en gebruiken alles wat voor-handen is als voedselbron. Ze hechten zichzelf aan bijna alle oppervlakken, vermenigvuldigen zich en bouwen biomassa op. Terwijl ze dit doen, scheiden ze een slijmachtige substantie af waarin ze zich nestelen, dit wordt de biofilm genoemd. Biologische corrosie wordt gekarakteriseerd door twee ken-merken. Deze zijn: • verandering van de overgang tussen metaal en oplossing door microbiologische activiteiten; • groei van bacteriën in de biofilm, waardoor microbiologisch activiteiten versterkt worden.
De wijze waarop de biologische aangroei op metaaloppervlakken de passieve laag kan veranderen wordt nog niet begrepen. In Microbially influenced corrosion of materials [14] wordt beschreven dat corrosieresistente metalen als titanium en roestvast staal door hun homogene oxide laag een goede ondergrond voor biologische aangroei vormen. Niet-passieve metalen als koper-nikkel legeringen daarentegen, hinderen de aanhechting door de verschillende soorten corrosieproducten en het giftig zijn van koperionen, die uit het oppervlak weken. Van koper en koperlegeringen werd gedacht dat ze niet vatbaar zijn voor biologische corrosie, omdat koper giftig is voor organismen. Maar gebleken is dat enkele bacteriën wel bestand zijn tegen koper en door vorming van de biofilm andere organismen niet meer in contact staan met koper, waardoor corrosie verder wordt gepropageerd. Tot nu toe blijkt titanium het best bestand te zijn tegen aantasting door organismen, vanwege de uiterst stabiele oxide laag.
Als roestvast staal blootgesteld wordt aan stromend zeewater, treedt er binnen een periode van 24-72 uur hechting van pioneer bacteriën aan de passieve oxide laag op. Na een week zullen grotere orga-nismen zich hechten aan het oppervlak. De structuur op het oppervlak is als een lappendeken. De vervuiling is niet homogeen en als gevolg daarvan treden anodische en kathodische oppervlakken op, waarbij de niet aangetaste oppervlakken als kathode dienst doen, terwijl de plekken waar het oppervlak bedekt wordt door verschillende orga-nismen dienst doet als anode door gebrek aan zuurstof. Bij het voortschrijden van het corrosieproces worden corrosieproducten gevormd door het oplossen van het metaal. Hierdoor wordt de vervuiling heterogener. Deze corrosieproducten kunnen roestvast staal tegen verdergaande aanval beschermen. Deze bescherming hangt af van de mate waarin deze passieve film zich aan het oppervlak hecht, blijft zitten bij stroming en zich opnieuw vormt bij be-schadiging.
Biologische corrosie is geen nieuwe vorm van corrosie. maar versnelt de initiatie tijd en de propagatie-snelheid van andere corrosiemechanismen. Over het algemeen wordt verondersteld dat biofllms pit-tinginitiatie van roestvast staal stimuleren door: • verschil in beluchting van het oppervlak; • vergroten van de snelheid waarmee oxide gereduceerd wordt aan de kathode;
introductie van nieuwe kathodische reacties.
Door verschil in beluchting verandert het zuurstofgehalte. Aan de binnenzijde van de biofilm is gebrek aan zuurstof, waardoor sulfaat-afbrekende bacteriën zich kunnen voortplanten. Deze bacteriën hebben geen zuurstof nodig en reduceren sulfaat tot zwavelzuur. Hierdoor wordt de pH lager en wordt de cor-rosie reactie bevorderd. Een ander gevolg van verschil in beluchting is de versterking van put- en spleetcorrosie. Het afwezig zijn van zuurstof is een dominant mechanisme bij de eerste stap tot spleet corrosie en kan initiatie van locale aantasting versnellen. Selectieve aantasting door bacteriën ter plaatse van lassen kan optreden bij aanwezigheid van ijzeroxi-derende bacteriën. Deze bacteriën vormen concentraties van cellen en kunnen austeniet aantasten bij lassen van duplex ferriet-austeniet.
31

Tabel 3.2: Geschiktheid van roestva.st staal typen onder atmosferische condities.
Staal type Milieu Platteland Stedelijk Industrieel Maritiem
L M H L M H L M H L M H 430 (volgens AISI is een
ferritisch rvs) V ( () X X X X X X X X X 1.4301 1 .43 11 1.4541 V V V V V (V) (V) (V) X V (V) X 1.4318 1.4306 1.4541 1.4401 1.4404 1.4406 0 0 0 0 V V V V (V) V V (V) 1.4571 1.4435 1.4462 1.4439 0 0 0 0 0 0 0 0 V 0 0 V 1.4529 1.4539 Low - Weinig gevaar voor corrosie in dit milieu door lage temperatuur en lage vochtigheid. Medium - Normaal corrosiegevaar in dit milieu. High - Meer kans op corrosie in het betreffende milieu. 0 - Waarschijnlijk beter bestand dan noodzakelijk voor corrosiebestrjding. V - Waarschijnlijk de beste keuze uit het oogpunt van corrosiebestrjding. X - Er treedt ernstige corrosie op. (V) - Kan eventueel overwogen worden als voorzorgsmaatregelen worden genomen.
Tabel 3.3: Vatbaarheid van roestvast staal soorten voor spieet- en putcorrosie in zeewater.
Zeer vatbaar martensitisch en ferristisch roestvast staal. Vatbaar de meeste austenitische roestvast staaltypen en de
prec ipitatiehardende roestvast staaltypen. Matig vatbaar 1.4462. 1.4539 Resistent 254 SMO, AL-6XN
1 2'

Mangaan oxiderende bacteriën vergroten de reductie aan de kathode, door de vorming van een elek-trochemische cel. Deze bacteriën produceren mangaandioxide, dat putcorrosie kan veroorzaken op roestvast staal.
Deze uitleg van biologische corrosie is zeer globaal. Het precieze mechanisme is niet compleet be-kend, maar de productie van bepaalde enzymen en bepaalde chemische reacties, die niet relevant zijn voor dit verslag, kunnen de corrosie van roestvast staal bevorderen.
3.4 Duurzaamheid van roestvast staal in een gespecificeerde omgeving
3.4.1 Duurzaamheid van roestvast staal onder atmosferische condities
Voor alle atmosferische condities zijn geschikte roestvast staal typen voorhanden, zoals uit tabel 3.2 blijkt. Voor toepassing in zeewater ligt dit anders. In de 3.4.2 paragraaf wordt de duurzaamheid van roestvast staal in zeewater besproken.
3.4.2 Duurzaamheid van roestvast staal in zeewater
Het toepassen van roestvast staal in een maritieme omgeving kan leiden tot falen door de aanwezig-heid van hoge concentraties chlorideionen, sulfaten en biologische activiteit. Onderzoek en ervaring van experimenten uitgevoerd in zee is van groter belang dan onderzoek met oplossingen van natrium-chloride. De reden hiervoor is niet dat er meer elementen dan chloride aanwezig zijn in zeewater, maar dat het uitvoeren van een corrosie experiment met een beperkte hoeveelheid corroderende elementen, die niet variëren, misleidende resultaten oplevert. Daarnaast kunnen zeeorganismen het corrosieproces aanzienlijk beïnvloeden. Hieronder volgt een beschrijving van corrosie processen, die van belang zijn, in zeewater.
Uniforme corrosie
In zeewater is uniforme corrosie van roestvast staal niet van praktisch belang
Spieet- en putcorrosie
In zeewater wordt de beschermende passieve laag door het hoge chloridengehalte gemakkelijk afge-broken in spleten. Deze spieten worden veroorzaakt foutief construeren cq afzettingen, zoals schelpen. Dit is sterk gelokaliseerde corrosie in de vorm van putjes en gaatjes, waarbij het grootste deel van het oppervlak onaangetast blijft. Alhoewel hier spleetcorrosie en putcorrosie samen worden besproken, zijn het de spleten die de aantasting in constructieve toepassingen veroorzaken en niet de putjes. Het aangetaste oppervlak is zo klein, dat de gemiddelde corrosiesnelheid, bepaald door het metaalverlies gedeeld door het totale oppervlak, aanvaardbaar klein is. Gemiddelde corrosiesnelheden kunnen dan ook niet gebruikt worden, omdat ze misleiden en daardoor gevaarlijk zijn. Het is de lokale aantasting die maatgevende is voor de levensduur en het functioneren van de constructie. Alle typen roestvast staal zijn vatbaar voor aantasting door spleet- en putcorrosie, maar er is een groot verschil in de vatbaarheid (zie tabel 33). Als deze vorm van corrosie eenmaal plaatsvindt, maakt het niet uit of het specifieke type er minder vatbaar voor is of niet. De corrosiesnelheid in de put is dan net zo snel als voor de vatbaardere soorten, soms zelfs 5 mm/jaar.
Hoewel de pH-waarde van zeewater gelijk aan 8 is, kan de pH-waarde in de spleten gelijk aan 2 wor-den. Deze verzuring is het gevolg van de hydrolyse van de chroomionen en heeft tot gevolg dat de passieve laag zichzelf niet herstelt. Als deze verzuring eenmaal heeft plaatsgevonden is ze alleen door externe interventie te stoppen.
33

Tabel 3.4: Samenstelling van 254 SMO; een super roestvast staal.
Super roestvast staal Samenstelling (in percentage van gewicht) soort Cr Ni Mo N 254 SMO 20 18 6 0.20
34

Kathodische bescherming, waarbij het staal op een potentiaal van —1 .05V wordt gebracht, is een op-lossing voor austenitisch roestvast staal, maar niet voor martensitisch, ferritisch of precipitatie hardend roestvast staal, omdat er scheuren door waterstof ontstaan. Beschermen van austenitisch roestvast staal op deze manier gaat zowel spleet- en putcorrosie, alsmede verdergaande corrosie in reeds ontstane spleten en putten tegen, doordat het de verzuring opheft, waardoor de passieve laag zich kan herstellen. Als anode kunnen zink of koolstof staal gebruikt wor-den. In de spatwaterzone is kathodische bescherming geen oplossing, omdat er geen contact is met het roestvast staal. Regelmatig afspoelen met water is misschien een mogelijkheid.
Een ander manier van beschermen, is zorgen voor verversing van het zeewater, waardoor verzuring niet kan plaatsvinden. Onder turbulente conditie en hoge watersnelheden is voldoende zuurstof aan-wezig, waardoor de passieve laag zich kan herstellen en is kathodische bescherming niet noodzakelijk. Er kan wel erosie optreden bij hoge watersnelheden door het schuren van zandkorrels langs het opper-vlak. De betrouwbaarheid van bescherming door coatings is niet onderzocht, maar is waarschijnlijk ook geen oplossing. Ter plaatse van defecten in de coating kan spleetcorrosie optreden.
Scheurvormende spanningscorrosie
Dit bezwijkmechanisme is nog niet waargenomen bij constructies in zeewater bij omgevingstempera-turen. Er zijn wel een aantal gevallen van spanningscorrosie in een maritieme atmosfeer waargeno-men. Het betreft dan zwaar koudvervormde roestvast staal typen als: 301,302 en 303, evenals de typen 430 en AM 355. Vaak zijn deze typen dan blootgesteld aan spatwater en heeft verwarmen door de zon ook een rol gespeeld. Precipitatiehardende roestvast staaltypen presteren het beste en voor deze groep zijn dan ook K-waarden gemeten in zoutwater.
Biologische corrosie
In paragraaf 3.2.7 is biologische corrosie reeds besproken. Het bleek dat bepaalde organismen aanwe-zig in water, zich hechten aan het oppervlak van roestvast staal en daardoor corrosie initiëren of ver-snellen. In zeewater zijn alle roestvast staalsoorten onderhevig aan biologische aanhechting. De weer-stand tegen biologische corrosie is afhankelijk van de weerstand tegen spleet- en putcorrosie. De vat-baarheid hiervoor staat weergegeven in tabel 3.3.
De typen 304 en 116 zijn niet bestand tegen deze vorm van corrosie. De weerstand van duplex roest-vast staal 1.4462 is hoger, evenals die van het austenitische roestvast staal 1.4539 ( 904L), dankzij de toevoeging van koper. Van 1 .4539 is slechts één geval van falen door biologische corrosie bekend. Het betrof een warmtewisselaar die zeewater behandelde. Naast de hiervoor genoemde soorten roestvast staal bestaan er ook nog de zogenaamde "super auste-nieten". Dit zijn austenitische roestvast staaltypen met een molybdeen gehalte van 6 % of meer. In tabel 3.4 is de samenstelling van een super roestvast staal, 254 SMO, weergegeven. Van deze roest-vast staaltypen zijn geen schadegevallen bekend ten gevolge van biologische corrosie. Het meeste onderzoek vindt echter plaats in een korte tijd, zodat het gedrag na tientallen jaren niet voorspelbaar is. Daarnaast is biologische corrosie afhankelijk van de watersamenstelling. Deze kan in de loop der tijd veranderen.
Door constructies van roestvast staal in water regelmatig schoon te maken, wordt de biologische aan-hechting verwijderd en de kans op corrosie verkleind.
35

Lv
A
Figuur 3.4: Vermijd vuilophoping,
puntias
corrosie 10- gelast
Figuur 3.5: Creëer geen spleten.
36

3.5 Detailleren ter verhoging van de duurzaamheid
De belangrijkste maatregel ter voorkoming van corrosie is, gelet op het medium, het juiste type roest-vast staal kiezen. Daarnaast is een goede detaillering belangrijk. De volgende lijst bevat belangrijke tips, maar geeft niet altijd het beste detail uit het oogpunt van sterkte. Tevens is in omgevingen met weinig corrosiegevaar of daar waar regelmatig onderhoud wordt gepleegd een aantal maatregelen niet nodig.
Vermijd detailleringen waarin vuil zich kan ophopen door: • te zorgen voor afwateringskanaaltjes van voldoende grootte; • horizontale oppervlakken te vermijden; • een kleine helling op kopplaten te specificeren; • gebruik te maken van ronde buisprofielen; • gladde oppervlakken toe te passen met geringere neigingen tot aanhechting; • vermijd verstijvingen die vocht en vuil vasthouden.
Voorkom spieten, nauwe openingen en overlapte verbindingen door: • bij verbindingen in plaats van boutverbindingen gelaste verbindingen toe te passen.
Reduceer de kans op spanningscorrosie door: • fabricage trekspanningen te minimaliseren door de juiste lasvolgorde te kiezen.
Reduceer de kans op putcorrosie door: • lasspetters te verwijderen; • contaminatie met koolstof te vermijden door oppervlakken en gereedschappen te gebruiken die
alleen voor roestvast staal worden gebruikt.
Reduceer de kans op galvanische corrosie door: • isolatie; • gebruik van geschikte verven; • metalen te gebruiken die ongeveer dezelfde potentiaal hebben;
3.6 Samenvatting
Roestvast staal dankt zijn goede corrosieresistentie aan het laagje chroomoxide op het staaloppervlak. Dit laagje herstelt zichzelf bij beschadiging. Voorwaarde voor de vorming van het chroomoxide laagje is voldoende aanwezigheid van zuurstof. Als onvoldoende zuurstof aanwezig is, corrodeert roestvast staal.
De volgende corrosie mechanismen kunnen roestvast staal aantasten: • putcorrosie; • spleetcorrosie; • interkristallijne corrosie; • galvanische corrosie; • scheurvormende spanningscorrosie; • biologische corrosie.
In tegenstelling tot koolstof staal, waarbij het belangrijkste corrosiemechanisme uniforme corrosie is, is corrosie bij roestvast staal sterk lokaal geconcentreerd. Van de genoemde corrosiemechanismen die roestvast staal aantasten, zijn put- en spleetcorrosie de belangrijkste. Roestvast staaltypen met molyb-deen zijn het best bestand tegen put- en spleetcorrosie.
37

In lucht is voor elk milieu een geschikt roestvast staaltype voorhanden. Voornamelijk in water kan ernstige corrosie optreden. Hierbij spelen de aanwezige organismen en de concentratie chloride-ionen een grote rol, doordat zij de initiatie- en propagatie snelheid van spieet- en putcorrosie versnellen. Voor constructies in water is het van belang de aanhechtingssnelheid van organismen te bepalen en deze organismen regelmatig te verwijderen, zodat biologische corrosie voorkomen kan worden.
De duurzaamheid van constructies in roestvast staal is afhankelijk van het gekozen roestvast staaltype en de detaillering. Door het vermijden van horizontale delen, waarop vuil zich kan ophopen en toepas-sing van gladde oppervlakken, die gemakkelijk schoongehouden kunnen worden, vermindert de kans op corrosie.
39

Tabel 4.1: Productinformatie van 14539 en 1.4462
Roestvast staaltype
Uitvoering Dikte in mm.
Max. breedte in mm.
Max. lengte in mm.
Opmerkingen
1.4462 C_________
2 6- < 10 2500" 10000 max. 6.5 ton per stuk 10 - < 12 2700" 10000 De minimum 12 - <29 2800 10000 breedte 29 - <50 2800** 5000 bij de produktie van
een enkele plaat is _________ 1400 mm.
1.4539 C 2 6-<10 2000 11500 max. 7.6 ton per stuk 10-<11 2600 11500 11- <12 3100 11500 12-<24 3400 11500 24-<35 3400 8000*
Lie voor betekenis oppervlakte uitvoering tabel 4.6.
Tabel 4.2: Productin formatie van Teuling staal over beschikbare ronde buisprofielen in duplex roestvast staal.
Profiel Verkrijgbare lengte
Profiel Verkrijgbare lengte
01683x10.97mm 7-11m ge 0273x22.2 mm 10-12m ge 0 168.3 x 14.27 mm 7-10m ge 0273 x25.4 mm 10-12 m ge 0 168.3x17.5 mm 7-8 m ge 0273x28.6 mm 11-12m ge 0 168.3 x 18.3 mm 7-8 m ge 0 168.3 x 21.95 mm 5-7 m ge 0 323.9 x 9.52 mm 5-6 m wx
0 323.9 x 12.7 mm 5-6 m VVx
0219.1 x9.52 mm 5-6m wx 0323.9x 14.27mm 3.5-4.5m wx 0 219.1 x 12.7 mm 3 -5 m ge 0 323.9 x 17.47 mm 11 - 13 m wx 0219.1x15.09mm 4 - 6 m ge 0 323.9 x 25.4 mm 10-12 m ge 0 219.1 x 17.5 mm 4- 5 m ge 0 323.9 x 28.6 mm 10- 12 m ge 0 219.1 x 20.62 mm 3 -4 m ge 0 323.9 x 33.34 mm 10- 12 m -ge 0219.1x23.01mm 3-4m ge 0219.1 x25 mm 2-4m ge 0355.6x 11.1 mm 4.5-5.5 m
0355.6x14.2mm 10-12 m Wx
0 273 x 9.27 mm 5 - 6 m 0273x11 mm 11-12m wx 0406.4x10mm 4.68 m Vrx
0273x12.7 mm 5-6 m wx 0406.4x16mm 10-12m 0 273 x1.99 ... I 6 m WIX 0 406.4 x 40.49 mm 4.03 m ge wx = welded inciudeci 100 U/ X-ray ge = geëxtrudeerd

4 FABRICAGE ASPECTEN
4.1 Inleiding
Tijdens het ontwerp en de fabricage van constructies in roestvast staal is het van belang rekening te houden met de specifieke eigenschappen en mogelijkheden van het materiaal. In dit hoofdstuk worden verschillende aspecten van de fabricage behandeld. Zo is de diversiteit aan verschillende producten kleiner dan bij koolstof staal door de geringere toepassing van roestvast staal. In paragraaf 4.2 worden de producten die in roestvast staal voorhanden zijn, besproken. In de paragrafen 4.3 tot en met 4.7 komen opslag, bewerking, lassen en lijmen en oppervlakte behandelingen aan de orde.
4.2 Beschikbare producten
Vergeleken met koolstof staal zijn er minder verschillende soorten warmgewalste profielen beschik-baar, daarom wordt er meer gebruik gemaakt van koudgevormde- en gelaste profielen dan van warm-gewalste profielen. Hieronder volgt een kort overzicht van de verkrjgbare producten.
Plaatmaterialen
Platen zijn in alle soorten roestvast staal te verkrijgen. Plaatmaterialen zijn het uitgangspunt van koud-vervormde- en gelaste profielen. Uit de productinformatie over roestvast staalsoorten blijkt dat de breedte en hoogte van warmgewalste platen aan beperkingen zijn gebonden. In tabel 4.1 staat de pro-ductinformatie weergegeven van Thyssen Edelstaal Nederland B.V. voor de roestvast staaltvpen 1.4462 en 1.4539.
Buisprofielen
Gelaste- en naadloze buisprofielen zijn in vele maten verkrijgbaar in de volgende soorten: 304, 316, 304L en 316L. Daarnaast zijn ze beschikbaar in de gangbare duplex soorten, die gebruikt worden voor leidingen. In tabel 4.2 staat de productinformatie weergegeven van Teuling Staal B.V. voor duplex roestvast staal 2205.
Geëxtrudeerde profielen
Geëxtrudeerde profielen zijn als het om grote hoeveelheden gaat verkrijgbaar, maar navraag bij de fabrikant is noodzakelijk.
Warmgewalste producten
Deze producten zijn beschikbaar voor type 304 en 316 tot een breedte van 300 mm. Over het alge-meen zijn ze duur in vergelijking met koudgevormde- en gelaste profielen.
Koudgetrokken producten
Koudgetrokken producten zijn alleen beschikbaar in kleine afmetingen en voor een beperkt aantal soorten. Deze producten hebben een hoge 0.2% rekgrens door de versteviging die tijdens het fabricage proces optreedt.
Koudgewalste en koudvervormde producten
Deze producten worden algemeen gebruikt voor constructieve toepassingen en zijn in alle soorten roestvast staal verkrijgbaar.
41

Tabel 4.3. Vloeigrens en uiterste treksterkte van verschillende producten.
Product vorm Koud gewalste strip Warm gewalste strip Warm gewalste plaat 1 Profielen
Nominale dikte t Nominale
sterkte t ~ 6 mm t ~ 12 mm t :~ 75 mm t ~ 250 mm
fy
N/mm2 f
N/mm2 f
N/mm2 f
N/mm 2 f
N/mm 2 f
N/mm 2 f
N/mm 2 NImm2 S220 220 520 200 520 200 500 180 460 S240 240 530 220 530 220 520 200 500 S290 290 580 270 580 270 580 270 580 S350 350 650 330 650 330 630 - -
S480 480 660 460 660 460 1 640 450 650 De nominale sterkte in deze tabel kan in het ontwerp gebruikt worden zonder rekening te houden met anisotropie.
2 t:~ 160 mm
Tabel 4.4: Verhoogde vloeigrens en treksterkte van koudvervormde produkten.
Nominale sterkte
Product vorm Koud gewalste strip en plaat Koud gewalste profielen
f N/mm 2
f N/mm 2 N/mm2 N/mm 2
C 700 350 700 35021 700 C 800/C 850' 530 850 5002 ) 8002 ) C iOOO 750 1000 - -
C1150 1 900 1150 - -
C 1300' - 1300 - -
Voor berekening volgens de EUROCODE Deel 1.4 geldt f. ~ 480 N/mm 2 . De maximum diameter voor deze sterkte klasse is afhankelijk van de fabrikant, maar moet in elk geval groter zijn dan 35 mm voor C 700 en niet meer dan 25 mm voor C 800.
42

In de tabellen 4.3 en 4.4 zijn voor verschillende producten de 0.2 % rekgrens en de uiterste treksterkte weergegeven, zoals die in de NVN-ENV 1993-1-4 [11] voor roestvast staal staan.
4.3 Opslag
Tijdens opslag, gebruik en lassen is het van essentieel belang dat het oppervlak niet beschadigd wordt. Dit is belangrijk, omdat roestvast staal vanwege zijn corrosieresistentie of esthetisch uiterlijk wordt gebruikt.
Tijdens opslag en gebruik moet op ijzerverontreiniging en oppervlaktebeschadigingen gelet worden, omdat beide corrosie initiatie kunnen veroorzaken. Terwijl ijzer makkelijk verwijderd kan worden, zijn oppervlakte krassen moeilijk te verwijderen (duur).
De volgende procedures zijn van belang:
• Het roestvast staal moet meteen na bezorging geïnspecteerd worden op oppervlakte beschadigi en.
n- g
• Het roestvast staal kan een beschermende plastic laag of andere coating hebben. Deze moet zo lang mogelijk intact gelaten worden en pas verwijderd worden na de laatste fabricage fase.
• Opslag in een maritiem milieu wordt ontraden. Opslag rekken mogen geen contactvlakken met koolstof staal bezitten, maar dienen van hout, rubber of kunststof te zijn. Platen moeten verticaal en niet horizontaal geplaatst worden, omdat horizontale platen belopen kunnen worden met het risico van ijzer verontreiniging en oppervlakte beschadiging.
• Koolstof stalen hijskettingen, bevestigingsmiddelen, enz. zijn uit den boze. Gebruik daarom isolatie materiaal. Evenzo zullen de vorken van vorkheftrucks beschermd moeten worden.
• Daarnaast moet contact met chemicaliën, oliën en vetten vermeden worden. • Afzonderlijke fabricageruimtes voor koolstof staal en roestvast staal zijn noodzakelijk. Gereed-
schap voor roestvast staal moet alleen voor roestvast staal gebruikt worden. Borstels en schuurwol moeten van roestvast staal zijn.
• Tijdens transport moet roestvast staal beschermd worden.
4.4 Bewerking
4.4.1 Merken
Sommige merkpennen zijn moeilijk te verwijderen of veroorzaken vlekken als ze direct op het opper-vlak gebruikt worden. Hierdoor wordt de corrosie resistentie, de duurzaamheid en het uiterlijk van roestvast staal aangetast. Merkstiften en -pennen moeten daarom gecontroleerd worden. Door een beschermende folie aan te brengen en hierop te merken, wordt dit probleem voorkomen.
4.4.2 Polijsten
Bij het polijsten van roestvast staal moet rekening worden gehouden met de slechte warmtegeleiding die typisch is voor alle soorten roestvast staal, maar speciaal voor austenitisch roestvast staal. Plaatse-lijke oververhitting kan samen met lokaal torderen en koudvervormen optreden, wat kan leiden tot precipitatie van chroomcarbiden en/of spanningscorrosie. Het is belangrijk dat de slijpmiddelen geen ijzer bevatten. Er mogen geen slijpwielen voor roestvast staal gebruikt worden die al gebruikt zijn voor koolstof staal, omdat contaminatie met ijzer of laag gelegeerd staal lokaal corrosie kan initiëren.
43

4.4.3 Snijden
Roestvast staal is een duur materiaal vergeleken met koolstof staal, zodat speciale aandacht nodig is voor het merken van platen om de hoeveelheid afvalmateriaal te beperken. Roestvast staal kan afge-kort worden met bestaande methoden, zoals zagen en knippen. Voor het zagen en knippen van roest-vast staal is meer kracht nodig dan voor dezelfde dikten koolstof staal, doordat de sterkte verhoging door koudvervormen groter is. Abrasive water jet cutting is ook mogelijk, zeker als het noodzakelijk is om metallurgische structuur-verandering in het materiaal ten gevolge van verwarmen te vermijden. Plasma-arc technieken zijn oorspronkelijk ontwikkeld voor het snijden van materialen die niet ge-schikt waren voor het autogene proces. Autogeen snijden is een oxidatieproces. Voordat het materiaal wil verbranden moet het eerst op ontstekingstemperatuur worden gebracht. Als het staal plaatselijk tot ca. 1000 °C wordt verhit en er daarna zuivere zuurstof op wordt "gespoten", verbrandt het staal (ijzer) spontaan. Om autogeen te kunnen snijden moet aan de volgende voorwaarden worden voldaan: • het materiaal moet boven een bepaalde temperatuur snel met zuurstof reageren: • de ontstekingstemperatuur moet lager zijn dan de smelttemperatuur; • de ontstane oxiden moeten een lager smeitpunt hebben dan het materiaal zelf en dun vloeibaar
zijn; • bij het proces moet voldoende warmte vrijkomen opdat het in de diepte- en in de snijrichting van-
zelf voortgang vindt. Anders gezegd : het materiaal moet een hoge verbrandingswaarde hebben; • de varmtegeleiding van het materiaal moet laag zijn.
Bij roestvast staal wordt niet voldaan aan de voorwaarde dat de ontstane oxiden (slak) een lager smelt-punt moeten hebben dan het materiaal. De smelttemperatuur van Cr 203 (chroomoxide), een belangrijk deel van de slak, is 1990 °C en ligt ver boven de smelttemperatuur van roestvast staal (< 1500 °C). Autogeen snijden komt dus niet in aanmerking voor roestvast staal. Plasma snijden wel, omdat er geen sprake van verbranden is. Bij plasmasnijden wordt het materiaal gesmolten (smeltsnijden). Plasma-snijden is geschikt voor het snijden van dikke platen en bewerking van randen voor las preparatie. Lasersnijden is geschikt voor het snijden van platen en als de grootte van de warmtebeïnvloede zone beperkt moet worden.
4.4.4 Boren en ponsen
Gaten kunnen geboord of geponst worden. Tijdens het boren moet op koudvervormen gelet worden. Daarom zijn scherpe koppen, juiste hoeken en correcte boorsnelheden noodzakelijk. Geponste gaten kunnen in austenitisch roestvast staal gemaakt worden bij plaatdikten tot 20 mm. De minimale gatdiameter die geponst kan worden is 2 mm groter dan de plaatdikte. De minimum afstand tussen de gaten is een halve gatdiameter. Geponste gaten moeten vermeden worden in corrosieve om-gevingen vanwege de koudvervormde hoek, tenzij het gat nog geruimd wordt. Gaten die onderhevig zijn aan vermoeiing dienen een zo glad mogelijk inwendig oppervlak te hebben.
4.4.5 Koud vormen
Roestvast staal moet meer doorgebogen worden dan koolstof staal, omdat het effect van terugspringen groter is. Door de grote taaiheid kunnen kleine buigstralen gerealiseerd worden. Over het algemeen worden de volgende minima aangehouden; 2t voor 304L en 316L en 2.5t voor duplex roestvast staal. Waarbij t de dikte van het te buigen materiaal is. Voor het buigen van buizen, worden de volgende adviezen gegeven [12]:
• De verhouding tussen de uitwendige buisdiameter en de dikte dient niet groter te zijn dan 15. • De straal bij het buigen om de as van de buis, moet groter zijn dan 2.513 (D is uitwendige buisdia-
meter) om de vorm van de doorsnede te behouden.
45

E 800
1400
1200
1000
1800
400 Fe
600
'II L
-
1538 0 1516 o ___ — - 21% -
1394° - (a-Fe,Cr)
(y-Fe)
9120 / Curie - tempera uur t 821 0 . 6% -
770° 1 .
475 0
10 20 30 40 50 60 70 80 90 Cr
Chroom, wt %
3000
2800
2400
2000
1600
1200
1000
1863°
Figuur 4.1: Chroom-ijzer diagram [16].
Verklaring bij figuur 4.1. L = vloeibaar ijzer; a = ijzer met een ferritische structuur,
= ijzer met een austeniet structuur; = brosse fase langs de korrelgrenzen, sigma fase.
En

Matrjzen van elastomeren worden gebruikt om plaat- en stripmaterialen te vouwen. Het voordeel ten opzichte van matrijzen van staal is dat verontreiniging wordt voorkomen.
Het rolvormen van strip gebeurt door het materiaal te buigen om de as parallel aan de waisrichting. Daarbij wordt geadviseerd het materiaal tijdens het vormen onder trek te houden, door de diameter van opeenvolgende walsstations te vergroten.
Indien grote vervormingen nodig zijn, dient tussentijds een gloeibehandeling plaats te vinden voor herstel van de eigenschappen (opheffen versteviging). Boven ca. 15% deformatie dient afhankelijk van het materiaaltype een gloeibehandeling toegepast te worden.
4.5 Lassen
4.5.1 Inleiding
Een lasspecificatie moet de volgende punten bevatten:
• kwalificatie van de lassers; • type lasproces, lastoevoegmateriaal. beschermgas. backinggas, warmte inbreng enz.; • vorm van de lasnaad en voorbewerking; • controle van de lasoperaties gedurende de voorbereiding, het lassen zelf en de nabehandeling; • de mate van inspectie en de non destructieve testmethoden die gebruikt dienen te worden; • welke lasfouten geaccepteerd worden.
Het is belangrijk bij het lassen van roestvast staal, lasfouten zoals onvoldoende penetratie, lasspetters, slak en boog aanrakingen te voorkomen, omdat op deze plekken corrosie kan ontstaan. In de volgende paragrafen wordt de lasbaarheid van ferritisch roestvast staal, martensitisch roestvast staal, austeni-tisch roestvast staal en austenitisch-ferritisch roestvast staal behandeld.
4.5.2 De lasbaarheid van ferritisch roestvast staal
Ferritisch roestvast staal is matig lasbaar. Bij het lassen van ferritisch roestvast kunnen de volgende problemen ontstaan:
Korrelgroei
Bij een hoge temperatuur kan een aanzienlijke korrelgroei optreden. Omdat bij afkoeling geen fase-overgang plaatsvindt, treedt geen korrelverfijning meer op. Het gevolg van deze korrelgroei is een forse verlaging van de taaiheid en de rekgrens. Als lastoevoegmateriaal wordt vaak een austenitische chroom-nikkellegering gekozen, waardoor de taaiheid van het lasmetaal verbeterd wordt.
475 °C brosheid
Bij langdurige verhitting tussen 350 en 550 °C is ferritisch roestvast staal gevoelig voor verbrossing. Een langzame afkoeling na het lassen of lassen in meerdere lagen in hetzelfde temperatuurgebied kan verbrossing veroorzaken.
Sigma-fase (a-fase)
Roestvast staal kan afhankelijk van de chemische samenstelling bij langdurig verblijf op temperaturen tussen + 600 en 850 °C verbrossen door de vorming van intermetallische verbindingen, zoals bijvoor-beeld c-fase (zie figuur 4.1). Een snelle afkoeling, weinig warmteinbreng (<1.5 kJ/mm) en niet voor-verwarmen voorkomt deze verbrossing.
47

Harding
Er kan harding optreden in ferritisch roestvast staal, indien het koolstofgehalte aan de hoge kant is. Koolstofatomen gaan door diffusie naar de korreigrenzen toe (meer ruimte). Hierdoor kan plaatselijk een austeniet structuur ontstaan, welke bij afkoeling omgezet wordt in martensiet. Dit kan aanleiding geven tot verbrossing of koudscheuren.
Afhankelijk van de chemische samenstelling en dikte moet bij het lassen voorgewarmd worden op 150 â 250 T. Als lastoevoegmateriaal kan het beste uitgegaan worden van een 309 lastoevoegmateriaal type. Indien het om corrosie gaat dient een Arosta 309S gekozen te worden en voor hittebestendige toepassingen een Arosta 309H. Bij grote te lassen dikten kunnen de grondlagen, ter verkrijging van een hoge ductiliteit, gelast worden met een 309 type en afgevuld met een 329 lastoevoegmateriaal. Een secundair voordeel is, dat de uitzettingscoëfficiënt van een 329 en ferritisch chroomstaal nage-noeg aan elkaar gelijk zijn. Een 329 lastoevoegmateriaal is gevoelig voor korrelgroei. Het lassen met gecontroleerde warmte- inbreng is noodzakelijk.
4.5.3 De lasbaarheid van martensitisch roestvast staal
De lasbaarheid van de meeste soorten martensitisch roestvast staal is slecht. Als het koolstofgehalte lager is dan 0.20% dan is de lasbaarheid redelijk, daarboven treedt een te grote harding op. De optre-dende harding kan koudscheuren veroorzaken. Om deze reden moet met toevoegmaterialen gewerkt worden, die een laag waterstofgehalte bevatten. Als na het lassen de martensiet te hard is, zal direct aansluitend aan het lassen, ontlaten moeten worden. Ook is het noodzakelijk om voor te verwarmen. Staalsoorten met een hoger koolstofgehalte moeten gelast worden boven de martensiet transformatie temperatuur (Ma). Men kiest meestal een austenitisch toevoegmateriaal om de las voldoende taai te houden.
4.5.4 De lasbaarheid van austenitisch roestvast staal
De problemen die optreden bij het lassen van ferritisch en martensitisch roestvast staal, zijn bij het lassen van austenitisch roestvast staal niet of nauwelijks aanwezig. Er treedt geen harding, omdat de structuur austenitisch blijft. Hoewel austenitisch roestvast staal evenals ferritisch roestvast staal, een eenfasige structuur heeft, is het gevaar voor korrelgroei minder groot. Slechts bij lange verhittingstij-den kan zich in austenitisch staal, dat chroom, nikkel en molybdeen bevat, een sigma-fase vormen. Er treedt geen 475 °C brosheid op.
De lasbaarheid van austenitisch roestvast staal is goed, maar er kunnen een aantal andere problemen optreden, die tegenwoordig door technische ontwikkelingen van staal en lasmetaal oplosbaar zijn. De factoren die de lasbaarheid bepalen zijn:
Koolstofgehalte van het lasmetaal en het moedermateriaal
Het chroom in roestvast staal heeft een grote affiniteit tot koolstof. Hierdoor kunnen bij temperaturen boven de 600 °C gemakkelijk carbiden gevormd worden. Carbiden vormen zich bij voorkeur langs de korreigrenzen, waar meer ruimte is. Koolstof wordt vanuit een groot gebied van de korreigrens aange-voerd door de snelle diffusie van het koolstofatoom. Het chroom komt echter uit de directe omgeving. Hierdoor ontstaat een ernstig chroom tekort van de matrix, direct langs de korreigrens. Afhankelijk van de hoeveelheid gevormde carbiden, dus het koolstofpercentage, en de tijdsduur bij hogere tempe-raturen kunnen doorlopende zones met carbiden ontstaan. In deze zones is het chroomgehalte ver be-neden de 12 %, waardoor de beschermende chroomoxide laag niet gevormd kan worden. Het gevolg is interkristallijne corrosie (lasbederf cq weld decay).
49

Carbidevorming kan op de volgende manieren voorkomen worden
Laag koolstofpercentage Door het koolstofgehalte in austenitisch roestvast staal tot beneden de 0.03 % te verlagen, kunnen geen nadelige hoeveelheden carbiden gevormd worden. Roestvast staalsoorten met dergelijke lage koolstofpercentages, staan bekend als L-grades. Het op deze wijze voorkomen van carbidevorming wordt tegenwoordig als standaardoplossing gezien en geeft de beste resultaten. Het nadeel van deze oplossing is een verlaging van de 0.2% rekgrens.
Carbidevormer toevoegen Carbidevorming kan eveneens voorkomen worden door koolstof te binden met een sterkere carbide-vormer dan chroom, namelijk titanium (Ti) of niobium (Nb). Toevoeging van Ti (5 x %C) of Nb (10 x %C) aan staal tijdens de fabricage wordt stabiliseren genoemd. Voorbeelden van gestabiliseerde roest-vast staaltypen zijn AJSI 347. 321( 3 04 met Ti) en 31 6Ti. Het voordeel van gestabiliseerd roestvast staal is het behoud van een hogere 0.2% rekgrens. Toch heeft deze methode belangrijke nadelen, waardoor ze niet standaard wordt toegepast. Deze nadelen zijn: • Titaniumcarbide lost bij boven de 1100 °C op. Als na verhitting te snelle afkoeling plaatsvindt,
wordt titaniumcarbide onvoldoende gevormd. Hierdoor ontstaat bij lagere temperaturen toch chroomcarbide. In sterk oxiderende zuren leidt dit tot interkristalljne corrosie;
• Bij toevoeging van teveel niobium wordt austenitisch roestvast staal gevoelig voor warmscheuren. Niobium moet zeer exact gedoseerd worden. Hetgeen moeilijk is.
De niet molybdeen houdende legeringen zijn minder gevoelig voor het optreden van intermetallische fasen. De Mo-houdende en in nog sterkere mate de Ti en/of Nb houdende legeringen zijn dit wel. Langdurig verblijf in temperatuurgebieden tussen 600 en 800 °C moet vermeden worden.
Oplossend gloeien en afschrikken met water Als het metaal boven de 1000 °C verhit wordt, komt het chroom weer in oplossing. Door snelle afkoe-ling na verhitten wordt nieuwe carbidevorming voorkomen. Dit is voor kleine onderdelen mogelijk, maar niet voor een complete gelaste constructie.
Gloeien Door na het lassen het metaal enige tijd te gloeien op ca. 900°C en daarna in de lucht af te koelen, kan het chroom uit de matrix, het tekort langs de korrelgrens enigszins aanvullen. Deze methode komt in aanmerking bij reparatie van oude installaties, die bestaan uit materiaal met een hoog koolstofgehalte.
Het delta ferriet gehalte van het lasmetaal
Een homogene éénfasige structuur is gunstig voor de corrosie-eigenschappen. dat geldt zeker voor een austenitische structuur. Austenitisch roestvast staal is zeer gevoelig voor warmscheuren. Warm scheu-ren ontstaan bij een ongunstige combinatie van krimpspanningen en laagsmeltende fases die zich langs de korrelgrens uitspreiden. Dit kan in het lasmetaal, waar zich tussen de stollende korrels nog een vloeistof met een lager smeltpunt bevindt, maar ook in het basismateriaal, waar uitscheidingen op de korrelgrens kunnen gaan smelten, lang voordat de rest dat doet. In austenitisch roestvast staal zijn vooral P en S verantwoordelijk voor deze laagsmeltende verbindingen. De oplossingen voor dit pro-bleem zijn:
Laag fosfor- en zwavelpercentage Met speciale vacuüm spoeltechnieken kan het percentage fosfor en zwavel teruggebracht worden tot 0.03 %. Hierdoor kunnen geen laagsmeltende verbindingen van zwavel en fosfor ontstaan. Dit is een dure oplosssing en wordt toegepast als een zuivere austenietstructuur noodzakelijk is om corrosie te voorkomen.
51

Binden met mangaan Zwavel kan gebonden worden met mangaan. Deze verbinding heeft een hoger smeitpunt, waardoor warmscheuren niet ontstaat.
Ferriet toevoegen aan het lasmetaal Zwavel en fosfor zijn ferrietvormers en lossen daardoor gemakkelijker op in ferriet dan in austeniet. Als het lasmetaal zowel ferriet als austeniet bevat, kan warmscheuren voorkomen worden. Een te laag ferrietpercentage kan leiden tot warmscheuren. Een te hoog ferrietaandeel tot de vorming bij grotere dikten van ongewenste intermetallische fasen. Het is voldoende 3 - 8 % ferriet aan het lasmetaal toe te voegen. Het ferriet dat bij stolling wordt gevormd, wordt delta ferriet genoemd. Het toevoegen van ferriet aan het lasmetaal wordt standaard toegepast, omdat het eenvoudig en goedkoop is.
4.5.5 De lasbaarheid van austenitisch-ferritisch roestvast staal
De lasbaarbaarheid van austenitisch-ferritisch roestvast staal is goed, maar niet vergelijkbaar met aus-tenitisch roestvast staal. De problemen die optreden bij het lassen van austenitisch-ferritisch roestvast staal zijn van een geheel ander aard. De volgende problemen kunnen ontstaan bij het lassen van auste-nitisch-ferritisch roestvast staal:
475 °C brosheid
Bij verhitting of bij langzame afkoeling in een temperatuurgebied tussen de 400 en 550°C ontstaat verbrossing van austenitisch-ferritisch roestvast staal. Om deze reden dient langdurige verhitting bij temperaturen boven de ca. 300 °C beperkt te worden.
Ontstaan van brosse intermetallische fases
Door hoge chroom-, molybdeen- en stikstofgehaltes ontstaan bij langere gloeitijden diverse brosse uitscheidingen langs de korrelgrenzen. Om deze uitscheidingen te voorkomen is lassen met hoge warmte inbreng of gloeien na het lassen slechts in bepaalde gevallen mogelijk.
Waterstofbrosheid
Austenitisch-ferritisch roestvast staal met een zeer hoog ferrietgehalte is gevoelig voor waterstofbros-heid. Bij het lassen van austenitisch-ferritisch roestvast staal kunnen insluitsels van waterstof ontstaan, die tot gevolg hebben dat het metaal bros wordt. Opname van waterstof moet voorkomen worden door goed gedroogde electroden en waterstofvrj beschermgas te gebruiken. Daarnaast mag de lasnaad niet verontreinigd worden met vet, verf of water.
Percentage austeniet
Standaard austenitisch-ferritisch roestvast staal heeft bij temperaturen boven de 1050 °C een ferriti-sche structuur. Wordt vanaf hoge temperatuur snel afgeschrikt dan wordt de ferritische structuur ge-handhaafd tot kamertemperatuur. Deze ferriet is bros en gevoelig voor scheurvorming. Om het ontstaan van deze ferritische structuur tegen te gaan moet een toevoegmateriaal met een hoger nikkel- en stikstofgehalte worden gebruikt. waardoor de austenietvorming gemakkelijker is. De las-elektrode moet 2 a 3 % meer nikkel dan het moedermateriaal bevatten. Het percentage stikstof van het moedermateriaal moet verhoogd worden naar 0.15-0.20 %, zodat austeniet bij opwarming minder makkelijk in ferriet overgaat.
53

4.5.6 Nabehandeling
Een aantal gevolgen van het lassen kunnen zijn: • vervormingen; • spanningen; • spatten; • plaatselijk verbrand oppervlak; • verschillen in chemische samenstelling tussen basismateriaal en lasmetaal.
Teneinde eventuele negatieve gevolgen te vermijden kunnen meerdere nabehandelingen worden uit-gevoerd, zoals: • mechanisch of vlamrichten; • spanningsarm of oplossend gloeien; • stralen of glasparelen; • slijpen of polij sten; • beitsen en passiveren
Lassen geeft in de praktijk vervormingen. Veelal zijn deze vervormingen onder controle, zodat ze slechts weinig tot problemen voeren. Indien plaatselijk ongewenste sterke vervormingen moeten wor-den opgeheven, zal het materiaal over haar vloeigrens belast moeten worden. Dit resulteert in plaatse-lijk hoge spanning. Als deze lokaal verhoogde spanningstoestand voor een gegeven toepassing niet tot bijvoorbeeld corrosie en/of vermoeiing kan leiden is er geen probleem. Is dit wel het geval dan moet er gegloeid worden. De te kiezen temperatuur is afhankelijk van het type staal, de gewenste restspanning en de aard van de constructie.
Afhankelijk van het type roestvast staal kan vlamrichten toegepast worden. De roestvast staaltypen AISI 304L. 316L, 321, 347, 318 en duplex1.4462 kunnen met succes vlamgericht worden. Noodza-kelijk is het instellen van een oxiderende vlam. De verhitting dient lokaal te worden uitgevoerd ge-volgd door een waterkoeling. De lokaal verhitte plaats is omgeven door een relatief koud moedermate-riaal waardoor de vervorming na afkoeling wordt opgeheven. Het geoxideerde oppervlak moet nader -hand hersteld worden door een nabehandeling (beitsen + passiveren of schuren/polijsten).
In het algemeen gesteld is gloeien van gelast roestvast staal niet nodig. Het is belangrijk vooraf na te gaan of de constructie bij de gegeven gloeitemperatuur "stijf' genoeg is. Moet oplossend worden ge-gloeid op bijvoorbeeld 1050 °C. gevolgd door afschrikken met water, dan dient aandacht te worden besteed aan de mechanische eigenschappen van het lastoevoegmateriaal. Vooral het lassen in stikstof gelegeerde staalsoorten kan de mechanische eigenschappen na een oplosgloeibehandeling beïnvloe-den.
Stralen, glasparelen, slijpen en polijsten zijn mechanische methoden, waarbij ijzerverontreiniging moet worden voorkomen. Door stralen of parelen worden drukspanningen in het oppervlak opgewekt. Hierdoor wordt het materiaal minder gevoelig voor spanningscorrosie. Slijpen kan nadelig zijn, omdat veel warmte wordt ontwikkeld en het oppervlak ruw wordt.
Het beitsen en passiveren is een chemische methode. Bij het beitsen wordt het metaaloppervlak inge-smeerd met een beitspasta of ondergedompeld in een beitsbad. Door te beitsen wordt het metaalop-pervlak ontdaan van olie- en verfresten, slakresten en metaalstof. Daarnaast wordt de dunne oxidehuid verwijderd. Na het beitsen wordt het oppervlak goed schoongespoeld om alle beitsstoffen te verwijde-ren, waarna het metaal gepassiveerd wordt. Het passiveren wordt uitgevoerd met een 10% oplossing van salpeterzuur. De passiverende oxidehuid wordt daarmee hersteld.
55

4.5.7 Las vervormingen
Evenals koolstofstaal is roestvast staal onderhevig aan vervormingen door het lassen. De vervorming bij het lassen van roestvast staal is groter. Deze grotere vervorming wordt veroorzaakt door de lagere geleidingscoëfficiënt, waardoor de warmte niet geleid wordt door het materiaal, maar bij de laszone blijft. Deze zone zet zich snel uit, waardoor grote vervormingen ontstaan. De vervormingen kunnen alleen gecontroleerd worden, maar niet vermeden. De volgende maatregelen kunnen genomen worden door de ontwerper en de fabrikant:
Ontwerper: Verklein het lasvolume.
• Maak symmetrische verbindingen; • Probeer de lassen bij de neutrale as te situeren; • Houdt rekening met maattoleranties.
Fabrikant: • Gebruik efficiënte inklemming. Als het mogelijk is inklemmingen met koper of aluminium om de
warmte weg te geleiden van het lasgebied; • Als inklemming niet mogelijk is, moeten hechtlassen gebruikt worden die dicht op elkaar liggen en
aangebracht zijn in de juiste volgorde; • Stel de delen voor het lassen op de juiste plaats; • Breng bij platen een zeeg aan; • Gebruik niet meer lasmetaal dan nodig, want overmatig gebruik van lasmetaal vergroot de vervor-
ming; • Zorg voor een las volgorde die de krimpkrachten in evenwicht houdt; • Gebruik een zo laag mogelijke warmteinbreng.
Indien mogelijk is het raadzaam te lassen met zo weinig mogelijk lagen. Het beste is te lassen in de zogenaamde laag/tegenlaag techniek. Daarnaast is het belangrijk dat opgegeven openingen en hoeken aangehouden worden, omdat vergroting leidt tot extra gebruik van lasmetaal en meer ingebracht warmte. De las moet tot 150°C zijn afgekoeld voordat een nieuwe las gelegd wordt.
4.5.8 Verontreinigingen
Bij het lassen moet verontreiniging worden voorkomen. Olie, vuil en stof in of vlakbij het lassen kun-nen een bron van koolstof vormen. Roestvast staal heeft een laag koolstof percentage, zodat door toe-voeging van grote hoeveelheden koolstof lasbederf ontstaat. Verontreiniging door verf, was en marke-ringsstiften enz. moet vermeden worden. Daarnaast moeten machines voor walsen, snijden enz. gerei-nigd worden met aceton om verontreiniging te voorkomen. Slijpbladen die voor koolstof staal zijn gebruikt, kunnen niet voor roestvast staal gebruikt worden.
4.5.9 Warm scheuren
Als het bad van lasmetaal afkoelt en grote percentages zwavel (S) en fosfor (P) met een laag smeltpunt aanwezig zijn, zullen die als laatste stollen en proberen de kristalvlakken binnen te dringen. Daar vormt zich een substantie van ijzer en zwavel of fosfor atomen, die bij een relatief lage temperatuur nog vloeibaar is. De optredende krimpspanningen kunnen niet door de aanwezige vloeistoffilm opge-nomen worden. Scheuren kan optreden als de te lassen platen te stijf worden vastgehouden. Als het lasmetaal voor een deel uit ferriet bestaat worden de verontreinigingen hierin opgelost. Toevoeging van mangaan voorkomt eveneens warmscheuren.
57

penetrant vloeistof
object
schoonmaken object
ontwikkelaar
object
Figuur 4.2: Principe van penetrant onderzoek.
bron (rontgen of isotoop)
rontgenfi im
Figuur 4.3: Principes van radiografisch onderzoek.
58

4.5.10 Niet-destructieve inspectiemethoden
De principes van het Niet-Destructief Onderzoek aan lassen in roestvast staal zijn niet anders dan bij koolstof staal. De volgende niet-destructieve inspektie methoden kunnen toegepast worden op roest-vast staal: • Visuele inspektie: om oppervlakte fouten te detecteren: • Penetrant onderzoek: om oppervlakte fouten vast te stellen, speciaal in de lassen ; • Radiografisch en gamma onderzoek: om fouten in de las te onderzoeken die niet aan het opper-
vlak zichtbaar zijn; • Ultrasoon onderzoek: om fouten in de las te onderzoeken. Ultrasoon onderzoek is erg gevoelig,
waardoor de positie van fouten nauwkeurig is vast te stellen. Bij roestvast staal is ultrasoon On-derzoek moeilijker, omdat de korreigrootte in de las even groot is als de golflengte, waardoor het interpreteren van het ultrasonische gedrag anders is dan bij koolstof staal;
• Magnetisch onderzoek: om fouten te detecteren aan het oppervlak of juist daaronder. Dit onder-zoek is gelimiteerd tot roestvast staalsoorten die magnetisch zijn.
De afwijkende eigenschappen van lassen in roestvast staal, vooral wat de structuur betreft, hebben echter tot gevolg dat bij sommige NDO-methoden speciale voorzorgen in acht moeten worden geno-men. De gebruikelijke NDO-methoden [20] zullen daarom in het kort worden behandeld.
Visuele inspectie Ondanks de beschikbaarheid van NDO-methoden. blijft het oog een zeer essentieel middel tot lasin-spectie. Net als bij lassen in koolstof staal het geval is, vervult ook bij roestvast staal de visuele in-spectie een belangrijke rol en dienen de resultaten van het NDO altijd in combinatie met die van de visuele inspectie te worden gezien.
Oppervlakte onderzoek Voor het opsporen van oppervlaktedefecten in roestvast staal is het penetrantonderzoek de gangbare methode. Voor het principe van het penetrant onderzoek zie figuur 4.2. Soms is magnetisch onderzoek mogelijk; dit is bijvoorbeeld het geval bij ferritisch en duplex roestvast staal, die beide magnetiseerbaar zijn. Er zal echter per geval moeten worden bekeken of dit verstandig is, omdat als gevolg van permeabiliteitsverschillen en verschillen in samenstelling tussen las- en moe-dermateriaal, schijnindicaties kunnen optreden.
Radiografisch lasonderzoek Radiografisch onderzoek aan roestvast staal-lassen verschilt weinig met dat aan lassen in koolstof staal. De absorptie van rontgen- en gammastraling kan, bij bepaalde legeringen, wat afwijken van die van koolstofstaal. Voor het principe van radiografisch onderzoek zie figuur 4.3.
De verschillen bij onderzoek aan gewoon staal en roestvast staal zijn meestal klein, maar soms is het nodig een belichtingscorrectie toe te passen. Vooral bij lassen in materiaal met geringe (minder dan 2 mm) wanddikten kan het voorkomen, dat als gevolg van diffractie vage lijnvormige indicaties op de film ontstaan. Deze kunnen door een geoefend filmiezer worden onderscheiden van foutindicaties. Na de beoordeling van de radiografie wordt door de filmbeoordelaar een rapport opgesteld waarin wordt aangegeven of de onderzochte las wel of niet voldoet aan de opgestelde specificatie. Eventueld onvol-komenheden worden hierin, met hun positie in de las, vastgesteld. Hiervoor wordt veelas de "oude" 11W-codering gebruikt:
hm

beeldscherm taster
werkstuk
taster
beeldscherm F.- werkstuk
Figuur 4.4: Principe van uifrasoon onderzoek.
Tabel 4.5: Enkele voordelen en beperkingen van /jmverbind,ngen.
Voordelen Beperkingen Mogelijkheid om verschillende materialen te Oppervlakte behandelingen vaak noodzakelijk, verbinden voornamelijk om maximale verbindingssterkte en Mogelijkheid om dun plaatmateriaal efficiënt te duurzaamheid te bereiken binden Slechte weerstand tegen vuur en hoge temperatu- Door een uniformere spanningsverdeling in de ren verbinding is een grotere vermoeiingssterkte te Sommige producten zijn erg bros, vooral bijlage bereiken temperaturen Gewichtsbesparing ten opzichte van mechani- Slechte kruipweerstand van flexibele producten sche verbindingsmiddelen Slechte kruipweerstand bij hoge temperaturen van Verkrijgen van gladde oppervlakken alle producten Corrosie tussen verschillende materialen kan Giftigheid en brandbaarheid bij sommige lijmen voorkomen of verkleind worden Jigging kosten kunnen hoog zijn De lijm werkt als een afsluitend membraan Lange termijn duurzaamheid, speciaal onder zwa- Geen gebruik van hoge energie input tijdens het re omstandigheden vaak onzeker. verbinden Water kan de lijm aantasten, waardoor verbin- Arbeidskosten zijn meestal lager dingssterkte niet gewaarborgd is.
zo

Benaming 11W-codering (iasholten A Slakinsluitsels B Bindingsgebreken C Doorlassingsgebreken D (niet officieel) Scheuren E Randinkarteling F
Ultrasoon lasonderzoek Tot het begin van de jaren zeventig werd ervan uitgegaan, dat roestvast staallassen niet ultrasoon te onderzoeken waren. Pas toen zijn speciale technieken en hulpmiddelen beschikbaar gekomen, waar-mee een betrouwbaar onderzoek in veel gevallen toch mogelijk is. Deze technieken maken meestal gebruik van hoektasters voor longitudinale golven. Het principe van ultrasoon onderzoek is in figuur 4.4 weergegeven. Het gebruik van ultrasoon onderzoek heeft voor lassen in roestvast staal een aantal praktische consequenties. die hieronder worden genoemd: • De mogelijkheid tot onderzoek en de te gebruiken tasters moeten van geval tot geval worden be-
keken. Dit houdt verband met het feit, dat de structuur van het te onderzoeken materiaal kan ver-schillen als gevolg van lasnaadvorm, lasmethode, opmenging, legering en wanddikte.
• Van binnen een project voorkomende lasvormen en/of wanddikten moeten proefstukken beschik-baar zijn, waarin zich een representatieve las bevindt. Dergelijke proefstukken worden gebruikt om tasters te selecteren en de foutdetectie in termen van de geldende acceptatiecriteria op kunst-matige reflectoren in de las na te gaan. Later kunnen de proefstukken tijdens het onderzoek als re-ferentiestuk dienen.
• Voor een bepaalde dikte zijn vaak meer tasters nodig dan bij conventioneel onderzoek aan lassen in koolstof staal. Deze tasters zijn dan veelal op bepaalde diepten werkzaam en onderzoeken dus slechts een zone van de las. Hoeveel tasters nodig zijn, zal per geval moeten blijken en hangt af van de wanddikte, de lasvorm en de structuur. Op deze manier is toch het hele volume van de las te onderzoeken.
• Het is sterk aan te bevelen de te gebruiken techniek samen met de acceptatiecriteria in een pro-jectgericht procedure vast te leggen.
• Het onderzoek moet, gezien de bijzondere eigenschappen van de tasters, worden uitgevoerd door gekwalificeerd personeel, dat ervaring heeft met het onderzoek aan roestvast staal.
• Mechanisatie van het onderzoek kan leiden tot een grotere betrouwbaarheid een reproduceerbaar-heid. Vooral wanneer meerdere gelijksoortige lassen moeten worden onderzocht, kan het zinvol zijn deze mogelijkheid te overwegen.
4.6 Lijmen
De ervaring met het lijmen van roestvast staal beperkt zich tot interieurbeplating, waarbij de ge-bruiksomgeving relatief lage eisen stelt. Lijmverbindingen zijn sterk als ze belast worden op afschui-ving en op druk, maar niet bij trek, zeker in vergelijking met gelaste verbindingen. In tabel 4.5 uit[]J zijn de voordelen en beperkingen van lijmen naast elkaar gezet.
Een waterige omgeving kan de lange termijn duurzaamheid van de lijmverbinding aantasten. De lijm kan water absorberen en daardoor worden veranderingen in de verbindingssterkte teweeg gebracht. Bij roestvast staal is voor de corrosieweerstand een glad oppervlak vereist, voor een goede lijmverbinding is dit niet het geval omdat hechting plaats moet vinden.
61

4.7 Oppervlaktebehandelingen
4.7.1 Inleiding
Roestvast staal verkrijgt zijn goede corrosieweerstand door de op het oppervlak aanwezige passieve laag. Deze laag kan een ongunstige samenstelling hebben en daardoor een verminderde bescherming tegen corrosie geven.
De verminderde corrosieweerstand kan ontstaan door: laswerkzaamheden; warrntebehandelingen; op of in het oppervlak aanwezige vreemde metaaldeeltjes, met name ijzer- of ijzeroxydedeeltjes.
In paragraaf 4.7.2 worden de verschillende methoden om de oxidehuid te verwijderen besproken. De verschillende oppervlakte uitvoeringen worden behandeld in paragraaf 4.7.3.
4.7.2 Oppervlaktebehandelingen voor roestvast staal
De methoden om de oxidehuid te verwijderen kunnen in twee groepen verdeeld worden.
mechanische methoden
De mechanische methoden zijn schuren. slijpen, borstelen. stralen en dergelijke. Het mechanisch rei-nigen kan echter tot gevolg dat het oppervlak gedeformeerd wordt en mogelijke verontreinigingen niet verwijderd worden, maar in het oppervlak worden gedrukt.
chemische methoden
Veel toegepaste chemische oppervlaktebehandelingen zijn: • elektrolytisch polijsten; • elektrolytisch beitsen; • beitsen en passiveren.
Elektrolytisch pol ijsten Het doel van het elektrolytisch poljsten is het verlagen van de oppervlakteruwheid. Om dit te bereiken worden de voorwerpen in een geschikt elektrolyt (vaak op basis van zwavelzuur en fosforzuur) ge-bracht. Door toepassing van een gelijkstroom, waarbij de producten anodisch zijn, wordt selectief materiaal van het productoppervlak opgelost. Omdat de stroomdichtheid op uitstekende delen groter is dan op dieper liggende delen, neemt de oppervlakteruwheid af. Elektrolytisch gepolijste producten worden met name toegepast in de levensmiddelenindustrie, de farmaceutische industrie en in de lucht- en ruimtevaart.
Elektrolytische beitsen Het doel van elektrolytisch beitsen is het verwijderen van gloeihuid, walshuid en aanloopkieuren. Om dit te bereiken worden de producten in een geschikt elektrolvt (vaak op basis van natriumsulfaat of salpeterzuur) gebracht. De ondergedompelde producten worden afwisselend anodisch en kathodisch geschakeld. Tijdens de kathodische fase wordt waterstof ontwikkeld op het scheidingsvlak metaaloxi-de, waardoor oxiden verwijderd worden.
Beitsen en pass iveren Voor austenitisch roestvast staal is het beitsen en passiveren de meest toegepaste chemische opper- vlaktebehandeling. Bij het beitsen en passiveren worden oxyden en vreemde metaaldeeltjes verwijderd
63

Tabel 4.6: Oppervlakte-uitvoeringen
DIN 17440 ASTM 480 Uitvoering Oppervlaktegesteidheid Opmerkingen al warmgewalst, niet met waishuid bedekt, voor delen die na de
warmtebehandeld, eventueel gepoetste plaat- fabricage worden met waishuid sen gegloeid of bewerkt
b of Ic warmgewalst, warm- met walshuid bedekt voor delen die na de tebehandeld, met fabricage worden waishuid gegloeid of bewerkt
cl of Ila no. 1 warmgewalst, warm- metalliek zuiver methode van verwijde- tebehandeld, wals- ren van de walshuid huid mechanisch wordt aan de produ-
____________ verwijderd cent overgelaten c2 warmgewalst, warm- metalliek zuiver
tebehandeld, gebeitst f of Illa warnitebehandejd, glad en blank, belangrijk door het koudvervor-
mechanisch of che- gladder dan bij de uitvoe- men zal door de optre- misch van waishuid ringen cl of c2 dende versteviging de ontdaan, aansluitend vervormbaarhejd af-
___________ koudvervormd nemen hof Ilib no. 2D mechanisch of che- gladder dan bij de uitvoe-
misch van walshuid ringen cl of c2 ontdaan, koud- gewaist, warmtebe-
____________ handeld. gebeitst m of Ilid bright annea- mechanisch of che- glanzend en gladder dan bijzonder geschikt
led (BA) misch van waishuid bij uitvoering h voor slijpen en polijs ontdaan, koudge- ten walst, blankgegloeid en licht nagewaist
n of Ilic no. 2B mechanisch of che- mat en gladder dan bij producten zijn wat misch van walshuid uitvoering h harder dan bij de uit- ontdaan, koudge- voeringen h of m. walst, warmtbehan- Bijzonder geschikt deld, gebeitst en licht voor slijpen borstelen nagewalst of polij sten
o of IV no. 4 geslepen slijpmethode, korrel- als uitgangstoestand grootte en de te slijpen worden in het alge- zijden moeten bij de be- meen de uitvoeringen stelling opgegeven wor- b, cl, c2, f, m of n den gebruikt
p of V no. 7/no. 8 gepolijst kwaliteit en glansgraad als uitgangstoestand moeten bij de bestelling worden in het alge- opgegeven worden meen de uitvoeringen
b, c 1, c2, f, m of n gebruikt
q no. 6 geborsteld zijdemat de beste uitgangstoe- stand is de uitvoering n
Df UU. ivieiaai compagnie iiraoant JiV (MLJ5), uitgave juni JY!O

en een nieuwe passieve oppervlaktelaag van goede kwaliteit aangebracht. Het totale proces bestaat uit meerdere stappen. Deze stappen zijn ontvetten, beitsen, spoelen en passiveren.
Ontvetten Voor het eigenlijke beitsen moeten de te behandelen producten Vrij gemaakt worden van olie, vetten en verf- en inktmerken. Het ontvetten kan ofwel alkalisch gebeuren, ofwel in oplosmiddelen (het zgn. 'solvent reinigen').
Beitsen Tijdens het beitsen worden gloeihuid, walshuid en aanloopkieuren evenals corrosieproducten en vreemde metaaldeeltjes verwijderd. Praktisch kan het beitsen uitgevoerd worden door: te dompelen in een beitsbad; het circuleren van de beitsvloeistof; gebruik te maken van beitspasta's of beitsgel.Bij het dompelen en het circuleren worden complete producten behandeld. De beitsvloeistof voor het beitsen van austenitisch roestvast staal bestaat uit een mengsel van salpeterzuur en fluorwaterstofzuur. Het salpeterzuur in het mengsel beschermt door zijn oxiderende werking het roestvast staal tegen te sterke aantasting en zorgt tevens voor het oplossen van aanwezige ijzerdeeltjes. Het fluorwaterstofzuur lost metaaloxiden op, zoals de chroomoxidelaag. Voor het plaatselijk beitsen van bijvoorbeeld lasverbindingen kunnen beitspasta's of beitsgels gebruikt worden. De werkzame bestanddelen zijn, evenals in beitsvloeistoffen, salpeterzuur en fluorwaterstof-zuur. Deze middelen kunnen met een kwast opgebracht worden. Beitsgel kan op de lasverbinding ge-sproeid worden.
Spoelen Na het beitsen moeten de producten grondig gespoeld worden met gedemineraliseerd water om de verontreinigingen en het beitsmiddel te verwijderen. Het spoelwater en de kwasten, waarmee de beits-pasta is aangebracht, zijn chemisch afval.
Passiveren Na het beitsen en spoelen is het roestvast staaloppervlak ontdaan van alle oxiden, dus ook van de be-schermende chroomoxidelaag. Het oppervlak is nu zeer reactief is, zodat zich onder oxiderende om-standigheden een goed hechtende, gesloten en passieve oppervlaktelaag kan vormen. Het passiveren vindt meestal plaats door de producten direct na het spoelen aan de buitenlucht bloot te stellen. De vormingssnelheid van de oxidelaag is afhankelijk van het type roestvast staal en bedraagt slechts enige minuten voor met molybdeen gelegeerde austenitische typen. Als de buitenlucht verontreinigd is, bijvoorbeeld met chloorionen (maritieme milieus) is het raadzaam om in vloeistof te passiveren, bijvoorbeeld in salpeterzuuroplossing. Deze methode geeft geen betere oxidelaag, maar is sneller. Bijkomend voordeel is dat bij een goede procescontrole geen verontreini-gingen in de laag ingebouwd worden. Na het passiveren in salpeterzuur (of waterstofperoxide) moeten de producten weer met gedemineraliseerd water gespoeld worden.
4.7.3 Oppervlakte-uitvoeringen
Roestvast staal is leverbaar in een groot aantal oppervlakte-uitvoeringen, van warmgewalst met wals-huid tot hoogglans gepolijst. Zowel de ASTM 480 als DIN 17440 kennen een systeem om de ge-wenste oppervlakte uitvoering nader aan te duiden. In tabel 4.6 zijn beide systemen opgenomen met een korte omschrijving. De oppervlaktegesteldheid van roestvast staal speelt een belangrijke rol bij corrosie. Bij de toepassing van roestvast staal in aggressieve milieus moet van een glad oppervlak uitgegaan worden om aan-hechting van vuil te beperken. In deze milieus zijn uitvoering 2D en 2B de beste keus.
65

4.8 Samenvatting
Bij de fabricage van constructies in roestvast staal is het van belang rekening te houden met de speci-fieke materiaaleigenschappen en mogelijkheden van het materiaal. De diversiteit aan verschillende producten is klein door geringere toepassing van roestvast staal. Er zijn minder warmgewalste profielen beschikbaar, waardoor meer gebruik moet worden gemaakt van koudgevormde- en gelaste profielen. Plaatmaterialen zijn in alle soorten roestvast staal verkrijgbaar. Tijdens de opslag, bewerken en lassen is het van belang dat schade aan de passieve laag voorkomen wordt. Verontreiniging met koolstof staal en oppervlakte beschadigingen tasten de passieve laag aan en kunnen corrosie initiatie tot gevolg hebben. Vanwege de hoge materiaalkosten is speciale zorg tijdens het merken van platen noodzakelijk, zodat de hoeveelheid afval materiaal tot een minimum beperkt wordt. Bij het bewerken van het materiaal moet rekening worden gehouden met de sterkte verhoging door koudvervormen.
Het lassen van roestvast staal is enigszins duurder dan het lassen van koolstof staal. Martensitisch roestvast staal en ferritisch roestvast staal zijn slecht lasbaar. Austenitisch roestvast staal is goed lasbaar, mits het koolstof gehalte van zowel het moedermateriaal als het lasmetaal laag zijn en het lasmetaal 3 tot 8 % ferriet bevat. De lasvervormingen zijn bij auste-nitisch roestvast staal relatief groot, omdat austenitisch roestvast staal een lagere warmtegeleiding en een hogere uitzettingscoëfficiënt heeft. Austenitisch-ferritisch roestvast staal is eveneens goed te lassen. De problemen die optreden tijdens het lassen zijn van geheel ander aard dan bij austenitisch roestvast staal. Bij te snelle afkoeling wordt te weinig austeniet gevormd. Door tijdens het lassen een toevoegmateriaal met nikkel en stikstof te gebruiken, treedt dit probleem niet op. Bij niet-destruktieve inspectiemethoden van de lassen is het gebruik van ultrasoon onderzoek moeilij-ker, vanwege de overeenkomst tussen de korreigrootte en de golflengte. Hierdoor ontstaan storingen. Voornamelijk bij groter dikten, vanaf 50 mm is ultrasoon onderzoek toepasbaar. Magnetisch onderzoek is niet mogelijk bij austenitisch roestvast staal, omdat deze soort niet magneti-seerbaar is. Het lijmen van roestvast staal beperkt zich tot op heden niet tot dragende toepassingen. In een wateri-ge omgeving bestaat het risico van uitlogen, waardoor de verbindingssterkte van de lijm aangetast wordt.
Oppervlakte behandelingen kunnen de corrosieweerstand van roestvast staal vergroten, doordat de oude chroomoxide laag verwijderd en een nieuwe aangebracht wordt. De oxidelaag wordt verwijderd door het oppervlak mechanisch of chemisch te reinigen.
Mechanisch reinigen bestaat uit: • stralen of glasparelen; • slijpen of polijsten.
Chemische reiniging levert een beter resultaat en bestaat uit: • elektrolytisch polijsten; • elektrolytisch beitsen; • beitsen en passiveren.
Voor grote objecten zijn elektrolytisch poljsten en -beitsen niet geschikt, omdat het dompelbad be-perkte afmetingen heeft.
67

5 CONCLUSIES EN AANBEVELINGEN
Conclusies
Het doel van dit rapport is een algemeen overzicht te geven van roestvast staal voor constructieve toepas-singen.
Soorten roestvast staal
Er bestaan meer dan 200 verschillende roestvast staaltypen die onderverdeeld kunnen worden in vijf groe-pen, afhankelijk van hun metallurgische structuur en hun chemische samenstelling. Deze gro epen zijn: austenitisch, ferritisch, martensitisch, precipitatiehardend en austenitisch-ferritisch (duplex) roestvast staal. De meest gebruikte soort voor constructieve toepassingen zijn de austenitische roestvast staaltypen, zoals 304L en 316L. Afhankelijk van de toepassing van het materiaal moet een geschikte soort gekozen worden.
Duurzaamheid van roestvast staal
Als corrosie van groot belang is, spelen diverse factoren bij de materiaalkeuze een rol. De meest corrosie-resistente roestvast staalsoorten zijn austenitisch- en duplex roestvast staal. In tegenstelling tot koolstof staal, waarbij het belangrijkste corrosiemechanisme uniforme corrosie is, is corrosie bij roestvast staal sterk locaal geconcentreerd. Dit betekent dat een corrosie toeslag geen zin heeft, omdat de aantasting niet gelijkmatig over het oppervlak gespreid is. Als lokale aantasting eenmaal plaatsvindt, kan de corrosiesnel-heid tot 5 mm/jaar oplopen. De belangrijkste aantastingsmechanismen bij roestvast staal zijn putcorrosie, spleetcorrosie, spanningscor-rosie, biologische corrosie en bij toepassing van verschillende metalen galvanische corrosie. Bij de keuze van het roestvast staaltype moet tegen put- en spleetcorrosie een legering met chroom, mo-Iybdeen en stikstof gekozen worden. De gevoeligheid voor spanningscorrosie is het laagst bij austenitisch-ferritische roestvast staal en ferritisch roestvast staal. Door het percentage nikkel in austenitisch roestvast staal te verhogen tot boven de 20%, neemt eveneens de gevoeligheid voor spanningscorrosie af. Ook verhoging van het percentage molybdeen boven de 4% verlaagd de gevoeligheid voor spanningscorrosie. Biologische corrosie speelt een rol bij toepassing van roestvast staal in water. Bepaalde organismen aan-wezig in water, hechten zich aan het oppervlak van roestvast staal en initiëren of versnellen daardoor cor-rosie. Toevoeging van chroom, molybdeen en stikstof verbetert de weerstand tegen biologisch corrosie. Bij toepassing van verschillende materialen die met elkaar in elektrisch contact staan kan galvanische corrosie optreden. Door materialen te kiezen met eenzelfde potentiaal kan deze vorm van corrosie niet optreden. Als het oppervlak van het meest onedele metaal groot is in verhouding tot het oppervlak van het edele metaal is de corrosiesnelheid zo laag dat galvanisch corrosie geen rol speelt.
Vormgeving
Naast de juiste keuze van het roestvast staaltype speelt de vormgeving, in het bijzonder de detaillering van de constructie, een grote rol bij het voorkomen van bovengenoemde aantastingsmechanismen. Om spleetcorrosie te voorkomen is het van belang in het ontwerp spleten te vermijden. Typische plaatsen waar spleten ontstaan, is tussen moeren en onderlegringen of in lasverbindingen die niet goed doorgelast zijn. Aanhechting van schelpen kan eveneens spleetcorrosie veroorzaken. Het optreden van spanningscorrosie treedt op ter plaatse van spanningsconcentraties. Spanningsconcen- traties ontstaan door een plotseling verandering in de geometrie. Bijvoorbeeld ter plaatse van een put of

kerf. Onregelmatigheden in de las kunnen verwijderd worden door het slijpen van de lassen. Bij het optre-den van spanningscorrosie zijn naast de spanningsconcentratie, de temperatuur, de concentratie chioride ionen en het zuurstofgehalte van belang. Galvanische corrosie kan worden voorkomen door isolatie aan te brengen tussen de metalen met verschil-lende evenwichtspotentialen. Bij de detaillering is het van belang horizontale vlakken, waarop vuil zich kan ophopen te vermijden en gladde gestroomlijnde oppervlakken toe te passen. Hierdoor neemt de kans op biologisch corrosie af. Door het oppervlak van de constructie regelmatig te reinigen worden reeds aangehechte organismen ver-wij derd.
Toepassingen in water
Onder atmosferische condities is voor elke toepassing een geschikt roestvast staaltype voorhanden. Bij toepassing van roestvast staal in water zijn de watersamenstelling en de aanwezige organismen van be-lang. Chloride ionen breken de beschermende passieve laag gemakkelijk af. Hoe hoger de concentratie chloride ionen des te agressiever het milieu. Zeewater vormt daardoor een grote bedreiging voor de meeste typen roestvast staal. De meest geschikte typen roestvast staal voor toepassing in zeewater zijn de super austenieten. Deze roestvast staaltypen bevatten meer dan 6 % molybdeen, waardoor de corrosie-weerstand ook in zeewater afdoende is. De prijs van roestvast staal stijgt naarmate het type beter bestand is tegen corrosie. De duurzaamheid van roestvast staal in water is, afhankelijk van de geëiste levensduur, moeilijk te voor-spellen. Zeker bij toepassingen met een levensduur van tientallen jaren is een voorspelling moeilijk, omdat gedurende deze periode de watersamenstelling en de aanwezige organismen in het water kunnen verande-ren. Hierdoor verandert de agressiviteit van het milieu. Het onderhoud van constructies in water moet voornamelijk bestaan uit het regelmatig schoonmaken van liet oppervlak. De onderhoudsfrequentie kan na ingebruikname worden vastgesteld en/of afgeleid worden uit proeven met het materiaal in het betreffende milieu. De frequentie is onder meer afhankelijk van de aangroeisnelheid van organismen.
Mechanische eigenschappen
Bij het construeren in roestvast staal moet rekening worden gehouden met de verschillen in mechanische eigenschappen ten opzichte van koolstof staal. Zo is de spannings-rek relatie van roestvast staal niet line-air. Er is geen duidelijk vloeiplateau aanwezig, waardoor in plaats van de vloeispanning de spanning beho-rende bij de 0.2% rekgrens genomen wordt. Daarnaast ligt de proportionaliteitsgrens tussen de 36 en 60 % van de 0.2% rekgrens in plaats van 70% bij koolstof staal. Doordat de proportionaliteitsgrens lager ligt, moet eerder rekening gehouden worden met instabiliteitverschijnselen. Bij spanningen boven de proporti-onaliteitsgrens geldt de initiële elasticiteitsmodulus niet. In de norm wordt alleen met betrekking tot ver-vorming rekening gehouden met deze verlaging van de elasticiteitsmodulus door uit te gaan van de tan-gentiele modulus. De normen en richtlijnen met betrekking tot roestvast staal zijn op dit moment in de maak. De voorlopige norm van de Eurocode verwijst op dit moment nog vaak naar de norm voor koolstof staal.
Als hoge sterkte en hardheid gewenst zijn, komen de martensitische roestvast staaltypen in aanmerking. Deze typen kunnen een 0.2% rekgrens van wel 1800 N/mm 2 hebben. Als een hoge sterkte en taaiheid van belang zijn, zijn de duplex soorten geschikt. Deze hebben een rekgrens van 460 N/mm 2 . Door aan auste-nitische roestvast staaltypen stikstof als legeringselement toe te voegen, wordt een 0.2% rekgrens verge-lijkbaar met duplex roestvast staal verkregen.
70

Beschikbare producten
De diversiteit van verschillende producten in roestvast staal is klein door geringere toepassing van het materiaal. Er zijn minder warmgewalste profielen beschikbaar, waardoor meer gebruik moet worden ge-maakt van koudgevormde en samengestelde profielen. Plaatmaterialen zijn in alle soorten roestvast staal voorhanden.
Lassen
De fysische eigenschappen zoals de thermische uitzettingscoëfficiënt en de warmtegeleiding verschillen per soort roestvast staal. Koolstof staal heeft een uitzettingscoëfficiënt van 12 x 10 6 per°C en een warm-tegeleiding van 55 W/mK. Bij austenitisch roestvast is de uitzettingscoëfficiënt gelijk aan 16 x 106 per°C en de thermische geleiding drie keer zo laag, namelijk 15 W/mK. Dit heeft tot gevolg dat grote vervor-mingen en restspanningen kunnen optreden tijdens het lassen. Het lassen van roestvast staal is enigszins duurder dan het lassen van koolstof staal. Martensitisch roest-vast staal en ferritisch roestvast staal zijn matig lasbaar. Austenitisch roestvast staal is goed lasbaar, mits het koolstof gehalte van zowel het moedermateriaal als het lasmetaal laag zijn en het lasmetaal 3 tot 8 % ferriet bevat. Austenitisch-ferritisch roestvast staal is eveneens goed te lassen. Bij te snelle afkoeling wordt te weinig austeniet gevormd, waardoor de corrosieweerstand afneemt. Door tijdens het lassen een toevoegmateriaal met nikkel en stikstof te gebruiken, treedt dit probleem niet op. Bij niet-destruktieve inspectiemethoden van de lassen is het gebruik van ultrasoon onderzoek moeilijker, vanwege de overeenkomst tussen de korrelgrootte en de golflengte. Voornamelijk bij groter dikten, vanaf 50 mm is ultrasoon onderzoek toepasbaar. Van belang bij alleNDO-methoden is dat deze uitgevoerd wor-den door gekwalificeerde personen, die ervaring met roestvast staal hebben. Magnetisch onderzoek is niet mogelijk bij austenitisch roestvast staal, omdat deze soort niet magnetiseerbaar is.
Conclusie voor het ontwerp van een sluisdeur
Voor het ontwerpen van een sluisdeur in roestvast staal zijn de volgende conclusies getrokken. Vormge-ving en materiaalkeuze zijn de voornaamste aspecten waardoor corrosie kan worden voorkomen. Voor het ontwerp van de deur is gekozen voor twee roestvast staaltypen. Namelijk het austenitische roestvast staaltype 1.4539 en het austenitisch-ferritische roestvast staaltype 1.4462. Tot slot is geconcludeerd dat de aantasting en het onderhoud van de sluisdeur alleen door nader materiaalonderzoek in het betreffende milieu kan worden bepaald.
Aanbevelingen
Bij toepassing van roestvast staal in water is het raadzaam een materiaaldeskundige te consulteren en proeven in het betreffende milieu te doen met het gekozen roestvast staaltype. Tijdens de eindfase van het onderzoek is mij bekend geworden dat een super martensitisch roestvast staal beschikbaar is, die in tegen-stelling tot de overige martensieten een zeer hoge corrosieweerstand bezit. Over dit type moet meer in-formatie ingewonnen worden, zeker omdat dit type beter lasbaar is dan overige typen martensiet.
Consultatie van een lasspecialist op het gebied van roestvast staal is noodzakelijk. Een lasspecialist weet welke problemen op kunnen treden en hoe ze voorkomen kunnen worden. In dit rapport is geen aandacht besteed aan de verschillende lasprocessen en de toepasbaarheid bij roestvast staal. Bij nader onderzoek zou dit uitgewerkt moeten worden.
71

LITERATUTJRLIJST
Allen. K.W., Adhesion 2. Applied Science Publishers Ltd, 1978, Londen. Associazione Italiana di Metallurgia. Advanced stainless steels for seawater applications. AIM. 1980. Piacenza. Avesta Sheffiel AB Research foundation, Stainless Slee/s and their Properties. 1996. Stock-holm. Berg, G.J. van den en P. van der Merwe. Prediction of corner mechanical properties for stainless steels due to coldforming. Eleventh International Specialty Conference on Cold-Formed Steel Structures, 1992, U.S.A. Bekker, K. en F. Neessen, Lassen van roestvast staal constructies in de ketel- en apparaten-bouw. Lastechniek, januari 1998, pag. 3 - 11. Bijen, J., Behoud en Onderhoud van Materialen en Constructies. Sectie Materiaalkunde, Vak-groep Mechanica en Constructies, Faculteit der Civiele Techniek, TU Delft, 1996. Delft. Bodt, H.J.M., Lastechnisch construeren. Nederlands Instituut voor Lastechniek, 1995. Burgan, B.A., Concise Guide to the Structural Design of Stainless Steel. The steel construction institute, Groot Brittanië. Chandler, K.A., Marine and offshore corrosion. Butterwordths, 1985, Londen. Duplex stainless steel seminar, 1994. NVN-ENV 1993-1-4, Eurocode 3. Ontwerp en berekening van staalconstructies: Deel 1-4, Algemeneregels; Aanvullende regels voor corrosievasle staalsoorten. Nederlands Normalisa-tie-instituut, 1997. Euro Inox, Design Manual for Structural Stainless Steel. Nickel Development Institute, 1994. ESDEP working group 18, European Steel Design Education Programme. Heitz, E. e.a., Microbially influenced corrosion of materials. Springer, 1996, Berlijn. International nickel company limited, Corrosion resistence of the austenitic chromium-nickel stainless steels in chemical environments. Thames House, 1964, Londen. MCB: Metaalcompagnie "Brabant" B.V., Roestvast staal produkt informatie. MCB. 1995, Valkenswaard. Nordic liaison committee for atomic energy, Corrosion in seawater systems. NKA, 1988, KjeI Ier. Ouden, G. den en B.M. Korevaar, Metaalkunde, deel 2. Delftse Uitgevers Maatschappij, 1991, Delft. Peckner, D en I.M. Bernstein Handbook of Stainless Steels. McGraw-Hill Book Company, 1977, U.S.A. Scheepens, C.P. en D. van der Torre. Lassen van roest- en hittevast staal. Nederlands Instituut voor Lastechniek en vereniging FME. Verein Deutscher Eisenhüttenleute, Düsseldorf und der Schiffbautechnischen Geselischaft, Hamburg, Korrosion- und bewuchs-probleme bei metallen in meer- und braclovasser. Verlag chemie, 1972, Weinheim. Videla, H.A., Man ual of Biocorrosion. Lewis Publishers, 1996, New York.
73

BIJLAGE 1: SCHADEGEVALLEN DOOR CORROSIE IN DE PRAKTIJK
Casus 1: Put corrosie van roestvast stalen pijp
Toepassing
In een nieuw gebouw van een farmaceutische fabriek werd een systeem voor gedemineraliseerd (ont-hard. ontzoutl 21 mg/l chioride /pH 8.5) water geïnstalleerd. De pijpleidingen werden gemaakt van een Cr-Ni roestvast staal met een laag koolstofgehalte (Type 1.4306/ X2CrN1I9-11/304L). Het systeem zou een keer per week worden gedesinfecteerd met een hypochioride oplossing. Vlak voor de start-up werd het systeem grondig gecontroleerd. Meerdere malen werd gedemineraliseerd water door het sys-teem gepompt om lekkage van de pijpen te controleren. De nieuwe watervoorziening was een verlen-ging van een ouder systeem, waarbij vaak problemen met algengroei optraden.
Schade
Toen schade optrad kon niet vastgesteld worden of tijdens het testen water van het ene systeem naar het andere systeem ging. Korte tijd na de eerste desinfectie werd lekkage van de pijpen bij de lassen vastgesteld. De lekkage werd veroorzaakt door putjes. Het vreemde was echter dat de putjes niet lood-recht maar evenwijdig aan de pijpwand waren ontstaan.
Analyse en conclusie
Na analyse in een laboratorium kon de oorzaak van de corrosie niet vastgesteld worden. Bij onderzoek van het oude systeem bleek sulfide aanwezig te zijn. Hieruit werd geconcludeerd dat het om corrosie door micro-organismen ging.
Bron [22]
Casus 2: Corrosie van warmte wisselaar buizen
Toepassing
Aan buizen van roestvast staal van twee warmtewisselaars ontstond schade na 9 jaar gebruik in een energie installatie. De buizen waren gemaakt van roestvast staal soort 304 (1.4301). De warmte wis-selaars werden als volgt gebruikt:
Voor het verwarmen van water. Hierbij was het inkomende water 8-10 C en het uitkomende water 5 °C. De stroomsnelheid betrof 2.5 m/s. Voor het afkoelen van water. Hierbij was het inkomende water 8-10 C en het uitkomende water 12-14 °C. De stroomsnelheid betrof 1 m/s.
Beide warmtewisselaars werden niet altijd gebruikt. Over perioden van enkele weken stond het water stil in de buizen.
Schade
Van beide warmte wisselaars werden buissecties nader onderzocht. De bodem van de buis was bedekt met een dunne geelbruine laag van ijzeroxide/hydroxide. Het ging om roest van niet gelegeerde staal-soorten. Verder waren over het hele oppervlak aan de binnenkant van de buis donkerbruine en zwarte afzettingen zichtbaar. Naast deze afzettingen werd lokale corrosie vastgesteld, die in sommige geval len de buiswand geperforeerd had.
75

Analyse en conclusie
Omdat sulfide gevonden werd, kwam men tot de conclusie dat het om biologische corrosie ging. Het chloride gehalte van het water was erg laag, zodat dit niet als oorzaak van de corrosie beschouwd kon worden.
Bron [22]
Casus 3: Falen van Chroom-Nikkej Staal in een waterkrachtcentrale
Toepassing
In een waterkrachtcentrale in de Maas, dichtbij Roerrnond, trad een halfjaar na ingebruikname putcor-rosie van de schoepbladen en de afvoerringen van de vier turbines op. Het ging om martensitisch roestvast staal (materiaal G X5CrNi 13 4 en X3 CrNi 13 4), dat al meer dan 20 jaar was gebruikt voor deze toepassing vanwege de goede mechanische eigenschappen.
De kwaliteit van het maaswater is onderhevig aan sterke fluctuaties in het oxidegehalte, de tempera-tuur en de chloride concentraties in de zomer met piek waarden van 25 °C en 171 mg/l. waren verras-send. In de winter daalde de chlorideconcentraties tot 20 mg/l.
Schade
Putten met een diameter van 5 mm en een diepte van 2 mm werden geconstateerd. Alle oppervlakken in de buurt van de turbine waren bedekt met zwartbruine afzettingen, deels bestaande uit een slijmeri-ge substantie en deels hard. Eén turbine was zwaar aangetast de andere drie niet. Het bleek dat de an-dere drie minder vaak stil hadden gestaan in perioden van laag water.
Analyse en conclusie
Van te voren uitgevoerde testen gaven geen indicatie van vatbaarheid voor put- of spleet corrosie van dit materiaal. Analyse van kalkhoudende afzettingen op het metaal oppervlak onthulde hoge hoeveel-heden van mangaandioxide. Het bleek dat mangaan oxiderende bacteriën en mogelijk schimmels de afzettingen vormden. Dit geval mag opgevat worden als microbiologische corrosie onder aërobe om-standigheden.
Uit onderzoek bleek dat deze soort roestvast staal bij deze chlorideconcentratie niet vatbaar is voor put corrosie. Maar spleten kunnen de gevoeligheid voor corrosie door chloride verhogen. Daarom werd ook onderzocht of de afzettingen putcorrosie door chloride bevorderden. Dit bleek niet het geval. Het blijkt dat mangaan oxiderende bacteriën de vrije corrosie potentiaal veranderen boven de kritische pitting potentiaal, en dus leidend tot put corrosie bijlage chioride gehalten. De biofilm was niet zicht-baar met het blote oog, zodat zelfs klein hoeveelheden voldoende zijn om de potentiaal te veranderen.
Tijdens inspectie van de turbines een jaar later bleek dat de corrosieplekken kunnen repassiveren. De verklaring hiervoor is dat in de zomer de fabriek stilstaat vanwege de lage waterstanden en dan ook het chloride gehalte in het water het hoogst is, zodat initiatie van putcorrosie mogelijk is. Daarna daalt het chloride gehalte en is de fabriek weer volledig in functie. Dit verwijdert dan gedeeltelijk de biofilm en daardoor kan repassivatie plaats vinden.
De beste maatregelen bleken het niet volledig stilzetten van de turbines en het regelmatig schoonma-ken van de bladen.
Bron [14]
76

Casus 4: Putcorrosie van hoog gelegeerde austenitische rvs pijpen voor transport van rivierwater
Toepassing
Water uit de Rijn. gebruikt voor koeling. veroorzaakte putcorrosie van pijpen ter plaatse van de lassen. Het ging om de volgende roestvast staalsoorten 321 en 316 Ti. De eerste bij omgevingstemperatuur en de tweede bij temperaturen tussen de 35 en 55 °C. Bij deze temperaturen ondervonden geen van beide materialen putcorrosie in het verleden. Onderzoek wees uit dat het om biologische corrosie ging.
Water uit de Rijn wordt door chemische productie fabrieken gebruikt om te koelen. Voorwaarde is dat het onttrokken water niet in samenstelling verandert door gebruik en dat de maximum temperatuur bij terugstorten in de Rijn 30 °C is. Na inname wordt het water gezuiverd door zandfilters. Na gebruik wordt het water direkt terug geloosd in de Rijn zonder zuiverings behandeling. Om het water te koelen wordt het gemengd met rivierwater. De pijpsystemen voor rivierwater en koelwater zijn gekoppeld.
Gemiddeld bevat Rijnwater 100 ± 30 mg/l chloride, maar bij extreem lage waterstanden kan dit verho-gen tot 200 mg/l. Het zuurstof gehalte is 9 mg/1. Dit kan iets lager zijn bij passage door de fabriek, afhankelijk van de temperatuur.
Schade
Pijpleidingen voor vervoer van koud rivierwater worden normaal gemaakt van ongelegeerd staal en moeten na 5 tot 20 jaar vervangen worden, afhankelijk van de wanddikte. Hier werden de volgende roestvast staalsoorten gebruikt: X6CrNiTi 18-10 (321) en X6 CrNiMoTi 17-12-2 (316 Ti). Lekken ten gevolge van put corrosie traden voornamelijk op in de omgeving van rondomgaande lassen. Materiaal 321 voldoet niet. Hiervan is noch de fabricage van de pijpen noch de kwaliteit van het materiaal de oorzaak.
Analyse en conclusie
Na openen van de beschadigde pijpen bleek zich een dikke slijmachtige laag afgezet te hebben. Deze afzettingen en zebra mossels (lengte tot 20 mm) en slakken (zelfde grootte) zijn eerder gevonden in warmtewisselaars. Deze ontdekking indiceert dat een verhoogde microbiologische activiteit verant-woordelijk is voor de corrosie van het materiaal in rivier water.
Bron [14]
77

BIJLAGE II: ONDERZOEKEN NAAR CORROSIE
Onderzoek 1: Invloed van het molybdeengehalte op austenitisch roestvast staal
Samenvatting onderzoek
Blootstelling van vier austenitische roestvast staal soorten met verschillende molybdeengehalten aan zeewater in spatwaterzone, volledig ondergedompeld en atmosferisch. Onderzocht werd het gedrag t.a.v. spleet- en put corrosie na 1,2 en 3 jaar. Het ging om de volgende soorten: X5CrNi 189, X5CrNiMo 18 10, XSCrNiMo 18 12, X2CrNiMo 18 16 met de volgende materiaalnummers 1.4301, 1.4401. 1.4436 en 1.4438.
De volgende proeven werden uitgevoerd
proefopstelling waarbij roestvast staal bevestigd werd met schroeven en onderlegringen; proefopstelling waarbij roestvast staal aan een PVC schijf bevestigd werd; proefopstelling waarbij aan het proefstuk een plaat werd gelast; proefopstel 1 ing om spanningscorrosie te onderzoeken.
Met proef 1 konden de corrosiesnelheden van vlakke oppervlakken bepaald worden. Proef 2 werd gedaan, omdat bekend is dat spleetcorrosie ernstiger is bij aansluiting op een niet geleidend materiaal. Proef 3 teste de invloed van lassen op de corrosie snelheid. Terwijl proef 4 uitsluitsel moest geven over spanningscorrosie.
Spatwaterzone
In de spatwaterzone werden na twee jaar de eerste tekenen van corrosie zichtbaar. Daarvoor waren alleen lichte roestvlekken zichtbaar. Bij alle proeven waren aan het oppervlak putjes zichtbaar met een middellijn kleiner dan 0.1 mm. Na drie jaar waren op het oppervlak vele bruine vlekken zichtbaar. De staalsoort met het grootste molybdeen gehalte 3.3 % was het minst aangetast.
In de wisselend in water gedompelde zone werd na 1 jaar zwakke spleetcorrosie vastgesteld. Bij de molybdeenvrije soort was de aantasting het sterkst. Na twee jaar was de toestand niet wezenlijk veran-derd. Na drie jaar was bij X5CrNi 18-9 spleetcorrosie onder de onderlegringen en deels putcorrosie in de omgeving van de bevestigingsmiddelen opgetreden. Waarbij de spleetcorrosie erger was onder de PVC-schijf dan onder de metaalschijf. Bij de met molybdeen gelegeerde soorten trad eveneens spleet-corrosie op, maar geen putcorrosie. Tussen de verschillende met molybdeen gelegeerde soorten is geen wezenlijk onderscheid in de mate van aantasting. Conclusie is dat 2 % molybdeen putcorrosie verhindert in de dompelzone.
Onder water
De sterkste aantasting trad onder water op als gevolg van de turbulentie en de aanwezigheid van dier-ljke organismen. Door deze oorzaken traden verschillende concentraties van elementen op en was de beluchting ook niet gelijkmatig. waardoor de passieve laag aangetast wordt.
X5CrNi 1 8-9: Bij deze soort trad de sterkste aantasting op. Al na een jaar werden talrijke putjes ge-constateerd. Na 2 jaar waren sommige oude corrosieplekken gerepassiveerd maar bij anderen was de putcorrosie nog sterker opgetreden. Na drie jaar waren sommige platen volledig doorgecorrodeerd (5mm). De lasnaad wees putcorrosie uit, waarbij de indruk bestond dat aan het oppervlak aanwezige poriën en slakinsluitsels oorzaak of uitgangspunt van de corrosie waren.
79

X5CrNiMo 18 10: Bij proeven met staal met een molybdeen gehalte van 2.3% waren al na een jaar tekenen van putcorrosie zichtbaar. Maar het aantal en de diepte was minder als bij de hierboven be-sproken soort. Onder de PVC- en metaalschijf werd spleetcorrosie vastgesteld, maar wederom was de aantasting geringer. Na twee jaar traden alleen nog geïsoleerde nieuwe putten op. De spleetcorrosie onder de onderlegringen werd erger met de tijd. Wederom was deze ernstiger onder de PVC schijf. Spanningscorrosie werd niet waargenomen.
X5CrNiMo 18 12: Zelfde observaties als bij vorige roestvast staal soort. De diepte van de putjes was iets geringer bij staal met een molybdeen gehalte van 2.8 %.
X2CrNiMo 18 16: De corrosie weerstand bij deze soort met 3.3 % molybdeen was beter als bij de vorige twee roestvast staal soorten. Maar ook hier traden na een jaar al putjes op. Aantal, grootte en diepte waren desondanks veel minder. Onder de schijven konden geïsoleerde plekken met beginnende spleetcorrosie vast gesteld worden. In de volgende twee jaren traden alleen noch geisoleerde putjes af en toe op. Bijna alle oude putjes waren gerepassiveerd. De spleetcorrosie onder de schijven verergerde in zeer geringe mate. Bij de metalen schijf trad geen corrosie van de schijf zelf op. De schijf bestond uit een roestvast staal soort met 4.5 % molybdeen.
Bron [21]: Einfluss des molybdangehaltes nichtrostender austenitischer stahie auf die korrionsbestandig/eeit in seewasser bei naturversuchen auf Helgoland, pag. 76180.
Onderzoek 2: Het gedrag van NCSD in zeewater
NCSD = 17%Cr- 16 %Ni - 5.5 %Momettot3% Cu en minder dan 0.03% C
Zeewater is een omgeving met relatief geconcentreerd aanwezige chloriden van 30 gr/liter NaC1. In zeewater is roestvast staal compleet ongevoelig voor uniforme corrosie, terwijl koolstof staal dat niet is. Roestvast staal is in zeewater gevoelig voor twee soorten corrosie, namelijk putcorrosie en spleet-corrosie. Eventueel is spanningscorrosie een probleem als de temperatuur hoog genoeg is en spannin-gen aanwezig zijn.
Van deze legering wordt gezegd dat de weerstand tegen putcorrosie zeer goed is. Dit wordt uitgelegd aan de hand van de pitting potentiaal. Daarnaast wordt een grafiek gegeven van de weerstand bij ver-schillende chioride concentraties, zoals die in verschillende soorten zeewater worden aangetroffen. De vraag hierbij is of door biofouling de concentraties niet plaatselijk verschillen en toch putcorrosie op-treedt. Daarom zijn testen in de praktijk uitgevoerd zo belangrijk.
Test uitgevoerd in natuurlijk zeewater (lokatie Sete and Brest) Sete 1 1 Brest
legering 6 maanden 1 jaar 1 jaar 2 jaar 5 jaar 304L V - - - -
31 6L 111* IV' III V -
316T1 111* IV III V -
NCSD 1 1 en 11* 1 en IV J J
1: geen zichtbaar teken van corrosie lichte spleetcorrosie, diepte <0.1 mm begin van spleetcorrosie, diepte 0.1-0.2 mm stadia spleetcorrosie, diepte 0.5 mm
gevorderde spleetcorrosie, diepte> lmm * corrosie onder bevestigde schijven
80

Uit deze testen bleek dat NCSD geen spleetcorrosie vertoonde ten gevolge van schelpen en zeewier. Maar wel werd spleetcorrosie vastgesteld door bevestiging van rubber of plastic schijven. Hieruit blijkt dat ook bij deze soort roestvast staal corrosie optreedt.
Daarnaast werden testen uitgevoerd in warm zeewater bij een temperatuur van 60 tot 100 °C op ge-laste buizen en platen (belast op buiging) en platen met spleten. Het zeewater werd belucht en gefil-terd. De snelheid door de buizen was 1.5 m/s. Er traden grote afzettingen op bij 80 °C. Er werd geen spanningscorrosie geconstateerd na 6 maanden. Daarnaast trad ook geen spleetcorrosie op in de kunstmatige spieten. Gezien de duur van de tests kan corrosie nog optreden, omdat 6 maanden geen lange periode is.
Bron [2]
Onderzoek 3: Gedrag van roestvast staal soort 904L in zeewater toepassingen.
904L = C <0.02 %, Cr 20% Ni 25 %, Mo 4.5 % Cu 1.5 % (materiaalnummer 1.4539). Verkrijgbaar in gelaste buizen met een diameter tot 1050 mm en platen met een dikte tot 76 mm. Over de corrosie weerstand wordt gezegd dat die in agressieve milieus beter is dan 316, maar niet dat het niet corro-deert.
Applicaties en ervaring
Iran: buizen, naadloos. Zeewater 30.000 ppm chloride, na 1.5 jaar overgestapt op zoet water. Geen falen vanafjuni 1975 tot 1980. Belgie: buis, naadloos. Kanaalwater, 4000 ppm chioride, 6 jaar geen falen. Zweden: buis. naadloos. Brakwater 1000 ppm chloride, 9jaar geen falen. Australie: buis met doorsnede van 2 m. van gelaste plaat. Geen gegevens over samenstelling zeewater. Snelheid 1 m/s, 7 jaar geen falen. Zweden: buis, 200-500 mm. Brakwater 1000 ppm chloride, 9 jaar geen falen.
Er staat tevens vermeld dat toevoeging van koper aan de legering het vastzetten van aanslag, biofou-ling tegengaat, omdat koper giftig is voor een groot aantal organismen. Daarnaast wordt fouling te-gengegaan door een hogere watersnelheid en schoonmaken.
Bron [2]
Onderzoek 4: Corrosie resistentie van chroom-nikkel roestvast staal soorten
In dit verslag werd corrosie door verschillende soorten water onderzocht, Het ging om roestvast staal soorten 304 (materiaalnummer 1.4301) en 302 (materiaalnummer 1.43 18).
Kraanwater: Aantasting van 304
Locatie tijdsduur dagen corrosie snelheid diepte put Hollis, L.I. 1555 <3 jim 25 .tm Pittsburgh, Pa. 466 <3 m 25 jim Kingston,N.Y. 1448 <3 gm niet Camden, N.J. 630 <3 j.tm niet Deze tabel heeft betrekking op 304 (X5CrNi 18-9) bij temperatuur van 60 C.
81

Rivierwater: Aantasting van 302 (X12 CrNi 18-8)
Locatie tijdsduur dagen corrosie snelheid Allegheny 330 <3 im/j Monongahela 338 <3a) jm/j Monongahela 178b)
<3 j.tm/j Potomac 394b)
<3 im/j Mississippi 1095 <3 .tm/j Savannah 148
<3 im/j Colorado 300 Delavare 70 <3 tm/j
Hudson 60 <3 im/j
- -- <3 .im/j Ier vergelijking koolstof staal corrosiesnelheid van 686 jim/j in deze test
b) Test in heet water condenser systeem
In dit onderzoek is geen sprake van putcorrosie bij 302 in rivierwater. Dit is tegenwoordig niet meer waarschijnlijk, omdat de waterkwaliteit sindsdien veranderd is, maar de resultaten stammen dan ook uit 1964. Dit geeft aan dat onderzoek van 20 jaar geleden niet de huidige situatie weergeven.
Bron [15]
Onderzoek 5: Corrosie in zeewater systemen
In dit rapportje worden de resultaten van onderzoek naar corrosie van hooggelegeerde roestvast staal soorten besproken. Het onderzoek betreft onder andere de roestvast staal soorten 904L (1.4539) en duplex 2205 (1.4462). Ter plaatse van de lassen werden 904L en duplex 2205 aangetast. De putdiepte bij 904L was 0.1 mm en bij duplex 2205 1 mm na 3 maanden. Spleetcorrosie trad eveneens op bij deze soorten. De diepte bij duplex 2205 was 0.7 mm.
Bron [17]
82