
ESS Transtig_Squarearc 306-456_0702_holländisch.pdf
22
Korte BEDIENINGSHANDLEIDING ESS TIG-inverterlasstroombron TRANSTIG 306/456 DC SQUAREARC 306/456 AC/DC Advies: Stel deze handleiding ter beschikking aan het bedieningspersoneel, zodat het lasapparaat correct in gebruik genomen, bediend en onderhouden kan worden. Technische en/of optische wijzigingen voorbehouden.
-
Upload
erik12342507 -
Category
Documents
-
view
482 -
download
39
description
manual for Ess tig welder
Transcript of ESS Transtig_Squarearc 306-456_0702_holländisch.pdf
KorteBEDIENINGSHANDLEIDING
ESS TIG-inverterlasstroombronTRANSTIG 306/456 DC
SQUAREARC 306/456 AC/DC
Advies:Stel deze handleiding ter beschikking aan het bedieningspersoneel, zodathet lasapparaat correct in gebruik genomen, bediend en onderhouden kanworden.
Technische en/of optische wijzigingen voorbehouden.

Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 1
1 TECHNISCHE GEGEVENS
Technische gegevens: Transtig 306 Squarearc 306
Stroomsoort DC AC/DCNetspanning 3/PE AC 400 (+6/-10%) 3/PE AC 400 (+6/-10%)Netfrequentie 50 - 60 Hz 50 – 60 HzMax. primaire capaciteit 14 kVA 15 kVAMax. primaire stroom 21 A 22 ANetzekering traag 16 A 16 ANetaansluitkabel 4 x 2,5 mm2 4 x 2,5 mm2
Capaciteitsfactor � 0,8 0,8Spanning onbelast TIG (û max) 100 V 100 VSpanning onbelast MMA (û max) 100 V 100 VInstelbereik 5 – 300 A 5 – 300 ALasstroomsterkte
bij 55% ED /MMA 300 A 300 Abij 60% ED TIG/MMA 300/280 A 300/280 Abij 100% ED TIG/MMA 230/230 A 230/230 A
Isolatiesoort IP 23 IP 23Koelingssoort AF AFIsolatieklasse F FAfmetingen stroombron l x b x h 950 x 435 x 980 950 x 435 x 980Gewicht stroombron 110 kg 120 kgGeluidsniveau � 70 dB (A) � 70 dB (A) onbelast gebruikGoedkeuring EN 60 974-1
Technische gegevens: Transtig 456 Squarearc 456
Stroomsoort DC AC/DCNetspanning 3/PE AC 400 (+6/-10%) 3/PE AC 400 (+6/-10%)Netfrequentie 50 - 60 Hz 50 – 60 HzMax. primaire capaciteit 23 kVA 23 kVAMax. primaire stroom 33 A 33 ANetzekering traag 35 A 35 ANetaansluitkabel 4 x 6,0 mm2 4 x 6,0 mm2
Capaciteitsfactor � 0,8 0,8Spanning onbelast TIG (û max) 100 V 100 V/100 VSpanning onbelast MMA (û max) 100 V 100 V/100 VInstelbereik 5 – 450 A 5 – 450 ALasstroomsterkte
bij 60% ED TIG/MMA 450/450 A 450/450 Abij 100% ED TIG/MMA 400/380 A 400/380 A
Isolatiesoort IP 23 IP 23Koelingssoort AF AFIsolatieklasse F FAfmetingen stroombron l x b x h 950 x 435 x 980 950 x 435 x 980Gewicht stroombron 120 kg 130 kgGeluidsniveau � 70 dB (A) � 70 dB (A) onbelast gebruikGoedkeuring EN 60 974-1
Een emissiewaarde in relatie tot de werkplek kan bij het lassen niet worden aangegeven,aangezien deze afhankelijk is van het proces en de omgeving. De waarde is afhankelijk vaneen aantal parameters zoals de lasmethoden (MIG/MAG- of TIG-lassen) de gekozenstroomsoort (gelijkstroom of wisselstroom), het capaciteitsbereik, de aard van hetlasmateriaal, het resonantiegedrag van het werkstuk en de werkomgeving.

Pagina 2 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
2 TECHNISCHE BESCHRIJVING
2.1 Lasstroombron Transtig 306/456
2.1.1 Bedienings- en aansluitelementen
1 Werkstukbus (pluspool)2 Aansluiting aanvoer koelwater TIG-lastoorts3 Aansluiting afvoer koelwater TIG-lastoorts4 Lastoortsbus (minpool)5 Doos voor besturingsleiding van TIG-lastoorts6 Gasaansluiting TIG-lastoorts, schroefdraad R 3/8 x R ¼”7 Interfacedoos voor aansluiting van
afstandsbedieningen en automatisering8 Bedieningspaneel9 Hoofdschakelaar
6
15
4
7
8
9
Afb. 1
3 2

Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 3
2.2 Elektronische besturing Transtig 306/456
2.2.1 Bedienings- en controlevoorzieningen
1 Draaiknop voor gasnastroomtijd 2 – 22 s2 Draaiknop voor tijd van down slope 0 – 10 s3 Draaiknop voor lasstroom I2 % van I14 LED I25 LED I16 Draaiknop voor lasstroom I1 5 – 300 A (Transtig 306)
Draaiknop voor lasstroom I1 5 – 450 A (Transtig 456)7 Programmakeuzeschakelaar8 LED storingsmelding te hoge temperatuur (overbelasting)9 LED storingsmelding, bijvoorbeeld onder- of overspanning10 Digitale aanduiding lasstroom/lasspanning11 Omschakelknop lasstroom/lasspanning12 LED storingsmelding koeling lastoorts
Afb. 2
1234567
11109812

Pagina 4 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
2.2.2 Handmatig booglassenKan worden gekozen met de draaischakelaar (afb. 2, pos.7).Bereik 5–300 A (Transtig 306)Bereik 5–450 A (Transtig 456)
2.2.3 Tweetakt-TIG-pulslassenKan worden gekozen met de draaischakelaar (afb. 2,
pos.7).Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Hetbeschermgas stroomt. Het lasproces begint met de ingesteldewaarde van I1 en een vaste tijd. Na het verstrijken van deze tijd wordt automatischovergeschakeld naar stroom I1 en een eveneens vaste tijd. De LED'sbranden overeenkomstig.
2e takt:
Laat de toortsschakelaar los. De lasstroom verandert pulserendgedurende de ingestelde tijd (afb. 2, pos. 1) (soft down) tot aan deeindkratervulstroom (20% van I1). Het beschermgas stroomt gedurendede ingestelde gasnastroomtijd verder.
2.2.4 Viertakt-TIG-pulslassenKan worden gekozen met de draaischakelaar(afb. 2, pos. 7). Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Het beschermgasstroomt gedurende een vaste tijd. Na het verstrijken van deze tijdwordt de boog ontstoken met 20% van I1 (zoekboog).
2e takt:
Laat de toortsschakelaar los. Het lasproces begint met de ingesteldewaarde van I1 en de bijbehorende vaste tijd. Na het verstrijken van deze tijd wordtautomatisch overgeschakeld naar stroom I2 en een eveneens vaste bijbehorendetijd. De LED's branden overeenkomstig.
3e takt:
Druk de toortsschakelaar in en houd deze vast. De lasstroom vermindertpulserend gedurende de ingestelde tijd tot aan de eindkrater-vulstroom (20% van I1).
4e takt:
Laat de toortsschakelaar los. De boog dooft. Het beschermgasstroomt gedurende de ingestelde gasnastroomtijd verder.
Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 5
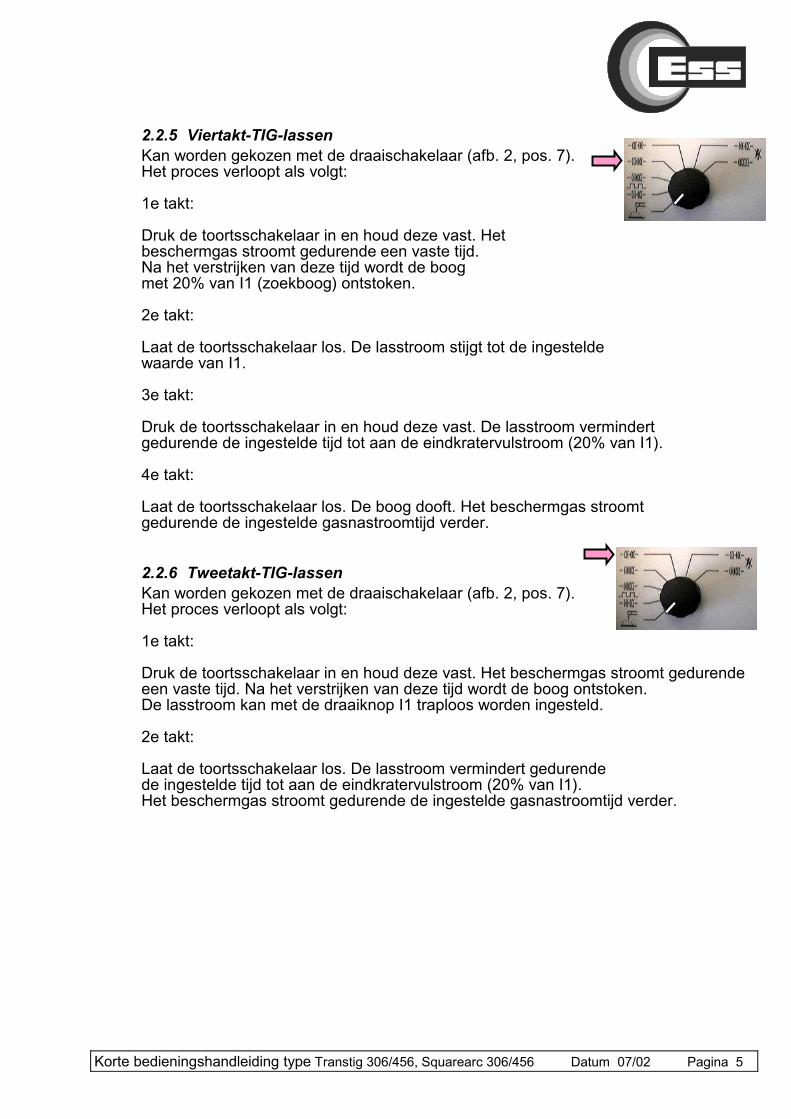
2.2.5 Viertakt-TIG-lassenKan worden gekozen met de draaischakelaar (afb. 2, pos. 7).Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Hetbeschermgas stroomt gedurende een vaste tijd.Na het verstrijken van deze tijd wordt de boogmet 20% van I1 (zoekboog) ontstoken.
2e takt:
Laat de toortsschakelaar los. De lasstroom stijgt tot de ingesteldewaarde van I1.
3e takt:
Druk de toortsschakelaar in en houd deze vast. De lasstroom vermindertgedurende de ingestelde tijd tot aan de eindkratervulstroom (20% van I1).
4e takt:
Laat de toortsschakelaar los. De boog dooft. Het beschermgas stroomtgedurende de ingestelde gasnastroomtijd verder.
2.2.6 Tweetakt-TIG-lassenKan worden gekozen met de draaischakelaar (afb. 2, pos. 7).Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Het beschermgas stroomt gedurendeeen vaste tijd. Na het verstrijken van deze tijd wordt de boog ontstoken.De lasstroom kan met de draaiknop I1 traploos worden ingesteld.
2e takt:
Laat de toortsschakelaar los. De lasstroom vermindert gedurendede ingestelde tijd tot aan de eindkratervulstroom (20% van I1).Het beschermgas stroomt gedurende de ingestelde gasnastroomtijd verder.
Pagina 6 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
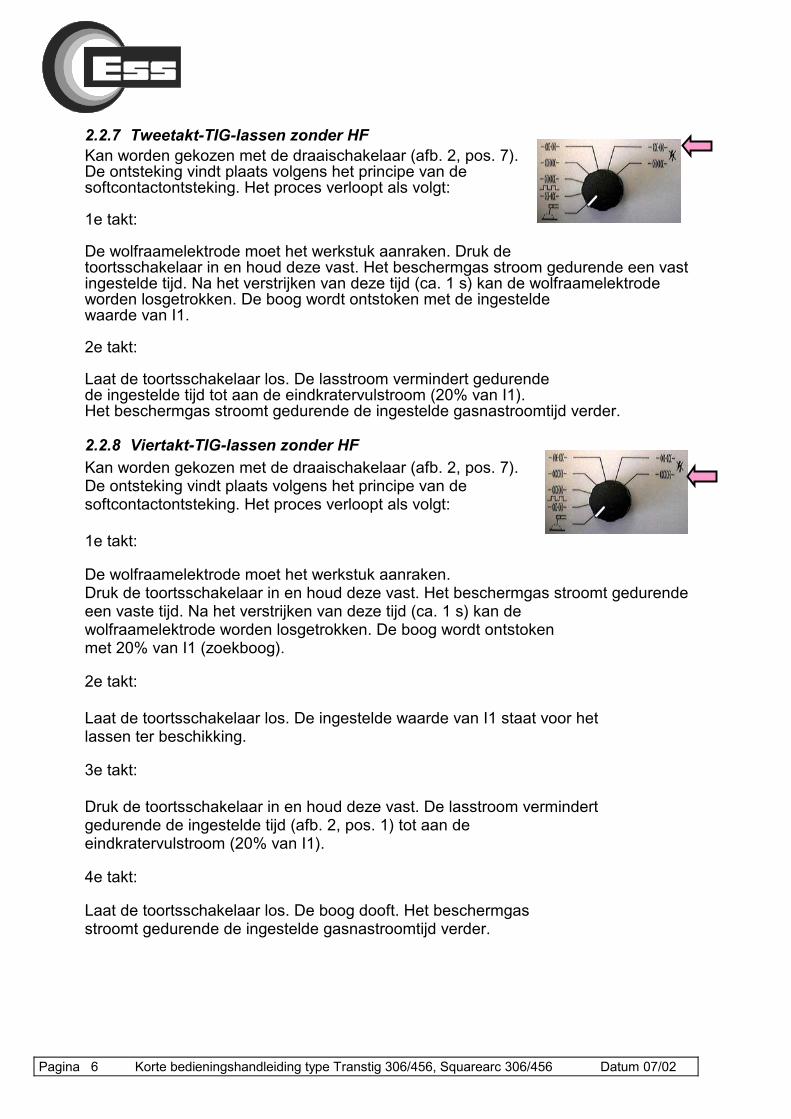
2.2.7 Tweetakt-TIG-lassen zonder HFKan worden gekozen met de draaischakelaar (afb. 2, pos. 7).De ontsteking vindt plaats volgens het principe van desoftcontactontsteking. Het proces verloopt als volgt:
1e takt:
De wolfraamelektrode moet het werkstuk aanraken. Druk detoortsschakelaar in en houd deze vast. Het beschermgas stroom gedurende een vastingestelde tijd. Na het verstrijken van deze tijd (ca. 1 s) kan de wolfraamelektrodeworden losgetrokken. De boog wordt ontstoken met de ingesteldewaarde van I1.
2e takt:
Laat de toortsschakelaar los. De lasstroom vermindert gedurendede ingestelde tijd tot aan de eindkratervulstroom (20% van I1).Het beschermgas stroomt gedurende de ingestelde gasnastroomtijd verder.
2.2.8 Viertakt-TIG-lassen zonder HFKan worden gekozen met de draaischakelaar (afb. 2, pos. 7).De ontsteking vindt plaats volgens het principe van desoftcontactontsteking. Het proces verloopt als volgt:
1e takt:
De wolfraamelektrode moet het werkstuk aanraken.Druk de toortsschakelaar in en houd deze vast. Het beschermgas stroomt gedurendeeen vaste tijd. Na het verstrijken van deze tijd (ca. 1 s) kan dewolfraamelektrode worden losgetrokken. De boog wordt ontstokenmet 20% van I1 (zoekboog).
2e takt:
Laat de toortsschakelaar los. De ingestelde waarde van I1 staat voor hetlassen ter beschikking.
3e takt:
Druk de toortsschakelaar in en houd deze vast. De lasstroom vermindertgedurende de ingestelde tijd (afb. 2, pos. 1) tot aan deeindkratervulstroom (20% van I1).
4e takt:
Laat de toortsschakelaar los. De boog dooft. Het beschermgasstroomt gedurende de ingestelde gasnastroomtijd verder.

Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 7
2.2.9 LED te hoge temperatuur (overbelasting)
Geeft een overschrijding van de toegestane bedrijfstemperatuuraan. Er kan niet meer worden gelast. Na afkoeling is hetapparaat weer gereed voor gebruik. De LED dooft.
2.2.10 LED inverterstoring
Geeft een storing van het vermogensgedeelte aan, bijvoorbeelddoor een te hoge of te lage netspanning.
2.2.11 LED koeling lastoorts
Deze LED brandt bij een storing in het koelwatercircuit.Bijvoorbeeld wanneer zich geen of te weinig koelmediumin het koelcircuit bevindt.
2.2.12 Gedwongen uitschakeling
Wanneer bij viertakt-TIG-lassen niet binnen 5 secondenontsteking plaatsvindt, wordt het apparaat automatisch uitgeschakeld.Daarna kan zonder overige maatregelen de boog weer wordenontstoken.
2.2.13 TIG-tweewaardenschakeling (viertakt)
Voor de tweewaardenschakeling is een TIG-lastoorts metdubbele drukknop nodig. Het proces verloopt als volgt:
Tijdens de tweede takt van het viertakt-TIG-lassen kan door het indrukkenvan de tweede toortsschakelaar lasstroom I2 worden opgeroepen.Deze kan op 0-100% van I1 worden ingesteld. Na het loslatenvan deze schakelaar wordt automatisch weer overgeschakeldnaar lasstroom I1.
Pagina 8 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
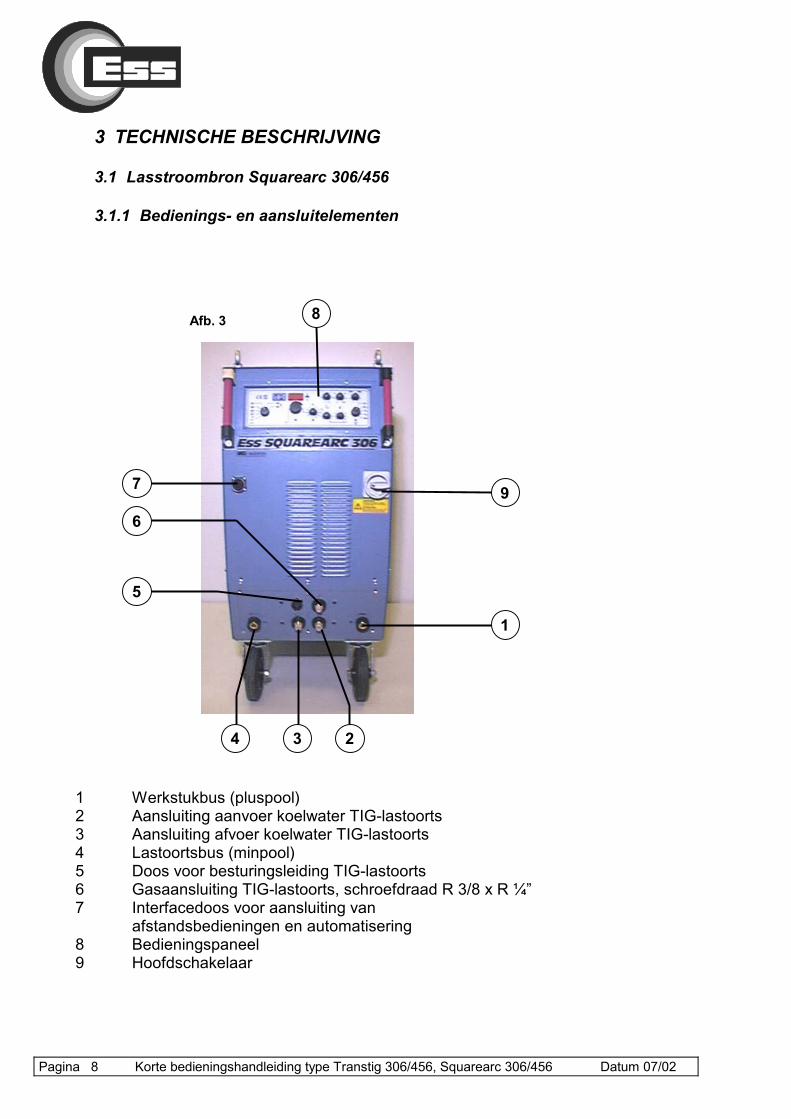
3 TECHNISCHE BESCHRIJVING
3.1 Lasstroombron Squarearc 306/456
3.1.1 Bedienings- en aansluitelementen
1 Werkstukbus (pluspool)2 Aansluiting aanvoer koelwater TIG-lastoorts3 Aansluiting afvoer koelwater TIG-lastoorts4 Lastoortsbus (minpool)5 Doos voor besturingsleiding TIG-lastoorts6 Gasaansluiting TIG-lastoorts, schroefdraad R 3/8 x R ¼”7 Interfacedoos voor aansluiting van
afstandsbedieningen en automatisering8 Bedieningspaneel9 Hoofdschakelaar
6
1
3
5
7
4 2
8
9
Afb. 3
Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 9
8
3.2 Elektronische besturing Squarearc 306/456
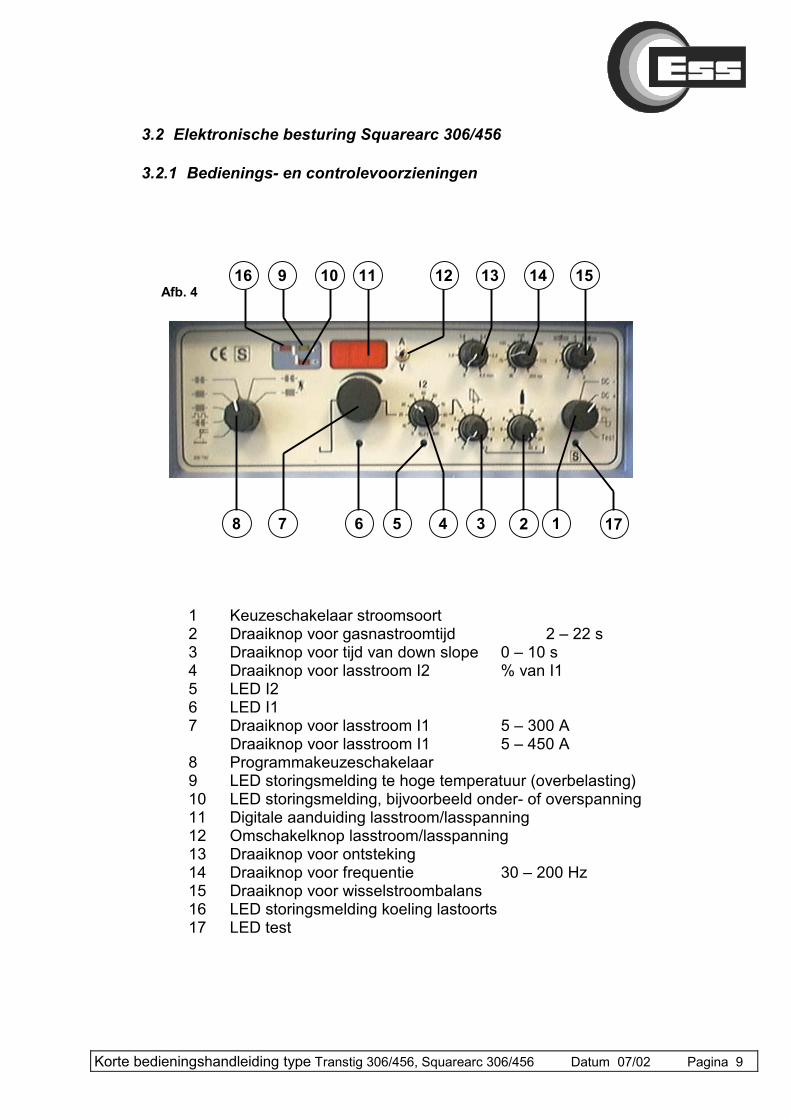
3.2.1 Bedienings- en controlevoorzieningen
1 Keuzeschakelaar stroomsoort2 Draaiknop voor gasnastroomtijd 2 – 22 s3 Draaiknop voor tijd van down slope 0 – 10 s4 Draaiknop voor lasstroom I2 % van I15 LED I26 LED I17 Draaiknop voor lasstroom I1 5 – 300 A
Draaiknop voor lasstroom I1 5 – 450 A8 Programmakeuzeschakelaar9 LED storingsmelding te hoge temperatuur (overbelasting)10 LED storingsmelding, bijvoorbeeld onder- of overspanning11 Digitale aanduiding lasstroom/lasspanning12 Omschakelknop lasstroom/lasspanning13 Draaiknop voor ontsteking14 Draaiknop voor frequentie 30 – 200 Hz15 Draaiknop voor wisselstroombalans16 LED storingsmelding koeling lastoorts17 LED test
1
Afb. 4
23567
121110916
4
13 14 15
17
Pagina 10 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
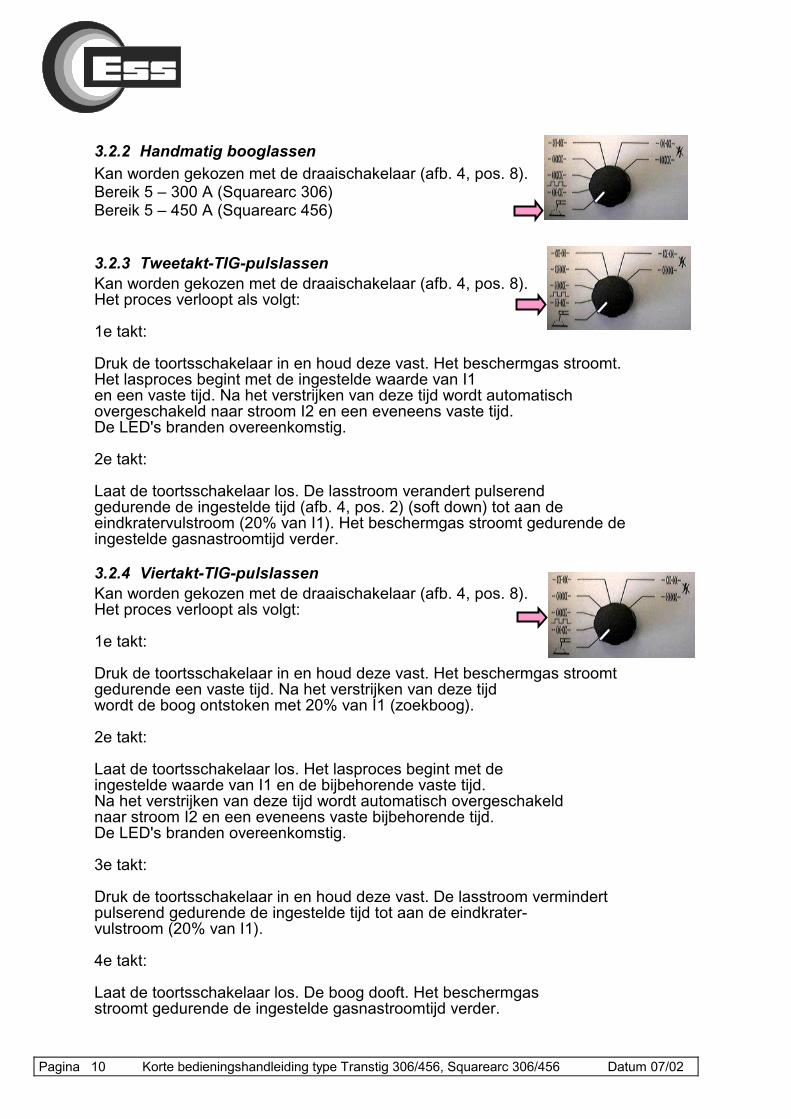
3.2.2 Handmatig booglassenKan worden gekozen met de draaischakelaar (afb. 4, pos. 8).Bereik 5 – 300 A (Squarearc 306)Bereik 5 – 450 A (Squarearc 456)
3.2.3 Tweetakt-TIG-pulslassenKan worden gekozen met de draaischakelaar (afb. 4, pos. 8).Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Het beschermgas stroomt.Het lasproces begint met de ingestelde waarde van I1en een vaste tijd. Na het verstrijken van deze tijd wordt automatischovergeschakeld naar stroom I2 en een eveneens vaste tijd.De LED's branden overeenkomstig.
2e takt:
Laat de toortsschakelaar los. De lasstroom verandert pulserendgedurende de ingestelde tijd (afb. 4, pos. 2) (soft down) tot aan deeindkratervulstroom (20% van I1). Het beschermgas stroomt gedurende deingestelde gasnastroomtijd verder.
3.2.4 Viertakt-TIG-pulslassenKan worden gekozen met de draaischakelaar (afb. 4, pos. 8).Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Het beschermgas stroomtgedurende een vaste tijd. Na het verstrijken van deze tijdwordt de boog ontstoken met 20% van I1 (zoekboog).
2e takt:
Laat de toortsschakelaar los. Het lasproces begint met deingestelde waarde van I1 en de bijbehorende vaste tijd.Na het verstrijken van deze tijd wordt automatisch overgeschakeldnaar stroom I2 en een eveneens vaste bijbehorende tijd.De LED's branden overeenkomstig.
3e takt:
Druk de toortsschakelaar in en houd deze vast. De lasstroom vermindertpulserend gedurende de ingestelde tijd tot aan de eindkrater-vulstroom (20% van I1).
4e takt:
Laat de toortsschakelaar los. De boog dooft. Het beschermgasstroomt gedurende de ingestelde gasnastroomtijd verder.
Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 11
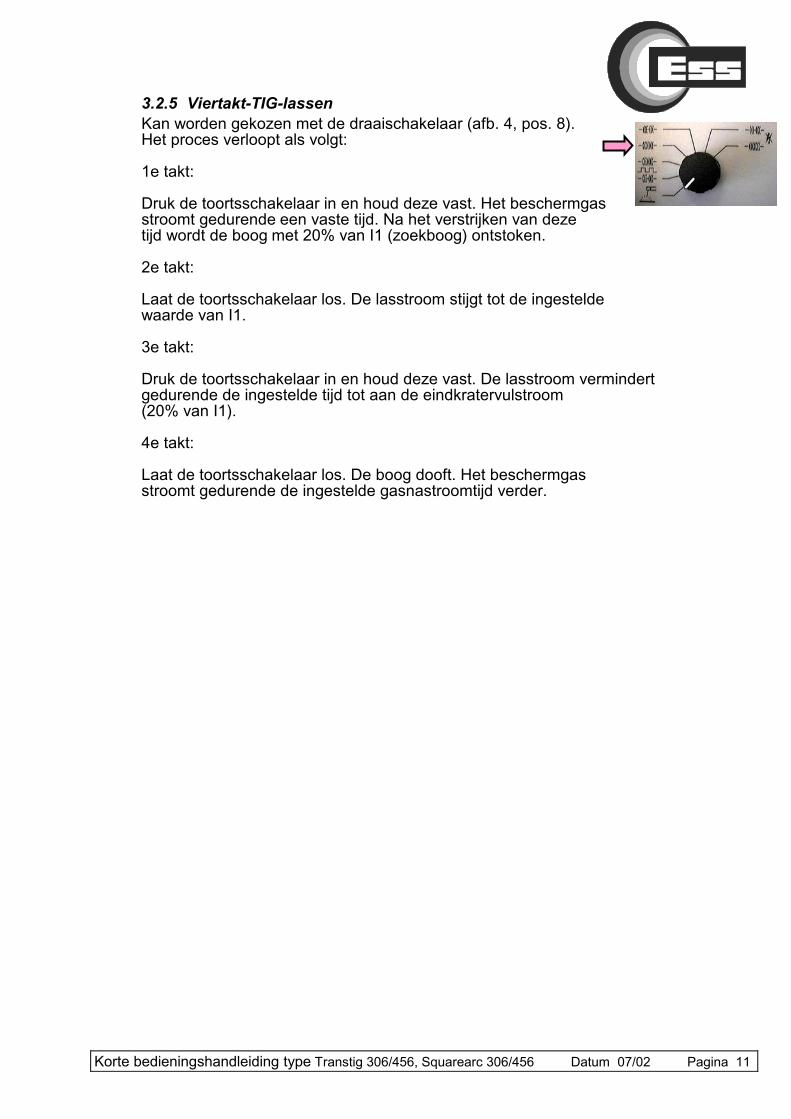
3.2.5 Viertakt-TIG-lassenKan worden gekozen met de draaischakelaar (afb. 4, pos. 8).Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Het beschermgasstroomt gedurende een vaste tijd. Na het verstrijken van dezetijd wordt de boog met 20% van I1 (zoekboog) ontstoken.
2e takt:
Laat de toortsschakelaar los. De lasstroom stijgt tot de ingesteldewaarde van I1.
3e takt:
Druk de toortsschakelaar in en houd deze vast. De lasstroom vermindertgedurende de ingestelde tijd tot aan de eindkratervulstroom(20% van I1).
4e takt:
Laat de toortsschakelaar los. De boog dooft. Het beschermgasstroomt gedurende de ingestelde gasnastroomtijd verder.

Pagina 12 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
3.2.6 Tweetakt-TIG-lassenKan worden gekozen met de draaischakelaar (afb. 4, pos. 8).Het proces verloopt als volgt:
1e takt:
Druk de toortsschakelaar in en houd deze vast. Het beschermgasstroomt gedurende een vaste tijd. Na het verstrijken van deze tijdwordt de boog ontstoken. De lasstroom kan met de draaiknop I1traploos worden ingesteld.
2e takt:
Laat de toortsschakelaar los. De lasstroom vermindert gedurendede ingestelde tijd tot aan de eindkratervulstroom (20% van I1).Het beschermgas stroomt gedurende de ingestelde gasnastroomtijd verder.
3.2.7 Tweetakt-TIG-lassen zonder HFKan worden gekozen met de draaischakelaar (afb. 4, pos. 8).De ontsteking vindt plaats volgens het principe van desoftcontactontsteking. Het proces verloopt als volgt:
1e takt:
De wolfraamelektrode moet het werkstuk aanraken. Druk detoortsschakelaar in en houd deze vast. Het beschermgas stroom gedurende een vastetijd. Na het verstrijken van deze tijd (ca. 1 s) kan de wolfraamelektrodeworden losgetrokken. De boog wordt ontstoken met de ingestelde waarde van I1.
2e takt:
Laat de toortsschakelaar los. De lasstroom vermindert gedurendede ingestelde tijd tot aan de eindkratervulstroom (20% van I1).Het beschermgas stroomt gedurende de ingestelde gasnastroomtijd verder.

Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 13
3.2.8 Viertakt-TIG-lassen zonder HFKan worden gekozen met de draaischakelaar (afb. 4, pos.8).De ontsteking vindt plaats volgens het principe van desoftcontactontsteking. Het proces verloopt als volgt:
1e takt:
De wolfraamelektrode moet het werkstuk aanraken.Druk de toortsschakelaar in en houd deze vast. Het beschermgasstroomt gedurende een vaste tijd. Na het verstrijken van dezetijd (ca. 1 s) kan de wolfraamelektrode worden losgetrokken. Deboog wordt ontstoken met 20% van I1 (zoekboog).
2e takt:
Laat de toortsschakelaar los. De ingestelde waarde van I1 staat voor hetlassen ter beschikking.
3e takt:
Druk de toortsschakelaar in en houd deze vast. De lasstroomvermindert gedurende de ingestelde tijd (afb. 4, pos. 2) tot aan deeindkratervulstroom (20% van I1).
4e takt:
Laat de toortsschakelaar los. De boog dooft. Het beschermgasstroomt gedurende de ingestelde gasnastroomtijd verder.
3.2.9 LED te hoge temperatuur (overbelasting)Geeft een overschrijding van de toegestanebedrijfstemperatuur aan. Er kan niet meer worden gelast. Naafkoeling is het apparaat weer gereed voor gebruik. De LED dooft.
3.2.10 LED inverterstoringGeeft een storing van het vermogensgedeelte aan,bijvoorbeeld door te hoge of te lage netspanning.
3.2.11 LED watergebrekDeze LED brandt bij een storing in het koelwatercircuitvan de TIG-lastoorts, bijvoorbeeld wanneer zich geenof te weinig koelvloeistof in het reservoir bevindt.

Pagina 14 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
3.2.12 Gedwongen uitschakeling
Wanneer bij viertakt-TIG-lassen niet binnen 5 secondenontsteking plaatsvindt, wordt het apparaat automatisch uitgeschakeld.Daarna kan zonder overige maatregelen de boog weer wordenontstoken.
3.2.13 TIG-tweewaardenschakeling (viertakt)
Voor de tweewaardenschakeling is een TIG-lastoorts metdubbele drukknop nodig. Het proces verloopt als volgt:
Tijdens de tweede takt van het viertakt-TIG-lassen kan door het indrukkenvan de tweede toortsschakelaar lasstroom I2 worden opgeroepen.Deze kan op 0-100% van I1 worden ingesteld. Na het loslatenvan deze schakelaar wordt automatisch weer overgeschakeldnaar lasstroom I1.
3.2.14 Polariteit van de lasstroom
Kan worden gekozen met de draaischakelaar (afb. 4, pos. 1).
DC - lassen met gelijkstroom
De elektrode is negatief. TIG-laswerkzaamheden vindendoorgaans plaats bij deze stroomsoort.
DC + lassen met gelijkstroom
De elektrode is positief.
Lassen met wisselstroom
Bij deze schakelaarstand is TIG-lassen met wisselstroommogelijk. De boog is hier geluidgereduceerd.
Lassen met wisselstroom
Bij deze schakelaarstand is TIG-lassen met rechthoekvormigestroom mogelijk.

Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 15
S
S
S
3.2.15 Test
De lasstroombron is goedgekeurd voor laswerkzaamheden metverhoogd elektrisch gevaar. Om dit te waarborgen, isde stroombron Squarearc 306/456 voorzien van een bewakings-schakeling. Deze bewakingsvoorziening wordt alsvolgt gecontroleerd:
� Schakel de stroombron in met de hoofdschakelaar.
Groene LED moet branden.
� Zet de draaischakelaar (afb. 4, pos. 1) op "Test".
Groene LED dooft, rode LED storing gaat branden.
De stroombron is niet meer standby.
� Schakel de stroombron uit met de hoofdschakelaar.
� Zet de draaischakelaar weer op de gewenste stroomsoort.
� Schakel het apparaat in met de hoofdschakelaar.
De stroombron is weer gereed voor gebruik.
Geadviseerd wordt om deze test dagelijks uit te voeren.
Let op: Tijdens de testfase staat op de uitgangsbussen gedurende0,5 seconde een gevaarlijk hoge wisselspanning. Debewakingsvoorziening moet deze spanning herkennen en hetapparaat binnen 0,3 seconden buiten bedrijf stellen.Raak de wolfraamelektrode en de staafelektrode tijdens detestfase niet aan.

Pagina 16 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
3.2.16 TIG-wisselstroomlassen: variabele frequentieMet de draaiknop (afb. 4, pos. 14) kan delasstroomfrequentie bij wisselstroom van 30 – 200 Hz wordenveranderd. De frequentie geeft aan hoe vaak de lasstroom zijnpolariteit per seconde wisselt. Met elke positieve halve golf in delasstroom worden de oxiden in het lasbad opengebroken en wordt hetsmeltbad gereinigd. Dit betekent dat het reinigingseffecttoeneemt naarmate de frequentie hoger is. Bijzonder dunplaatmateriaal kan bij hoge frequenties optimaal worden gelast.
3.2.17 TIG-wisselstroomlassen: wisselstroombalansMet de instelknop (afb. 4, pos. 15) kan de duur van de positieve ennegatieve halve golf worden veranderd. In de middelste standbedraagt het aandeel van de negatieve en het aandeel van depositieve halve golf 50%. Door de draaiknop naar links te draaienwordt de duur van de positieve halve golf groter. Door de draaiknopnaar rechts te draaien wordt de duur van de negatieve halve golf groter.Voor het vinden van een optimale instelling, moet bij stand "0" wordenbegonnen. De instelling moet altijd in kleine stappen plaatsvinden.
Draaiknop naar links betekent:
� Verhoging van de temperatuur aan de wolfraamelektrode
� Bredere lasnaad, minder inbranding
� Groter reinigingseffect
Draaiknop naar rechts betekent:
� Meer inbranding
� Lagere temperatuur aan de wolfraamelektrode
� Smallere lasnaad
� Geringer reinigingseffect
Wanneer dunnere wolframelektroden hoger moeten worden belast,moet de draaiknop worden bijgedraaid.

Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 17
(
Instelknop voor keuze van wolfraamelektrodendiameter(afb. 4, pos. 13)
AC (wisselstroom)Uitgaand van een spitse of stompe wolfraamelektrode wordthier volgens de ingestelde diameter een kogel gevormd. Deingestelde waarde is tegelijkertijd de ontstekingsstroom.Hoogte en tijd worden automatisch opgegeven.
DC (gelijkstroom)
Hier kan met de draaiknop de startstroom apart aan de desbetreffendewolfraamelektrodendiameter worden aangepast.
3.3 Afstandsbediening Transtig 306/456 en Squarearc 306/456De afstandsbediening is als optie verkrijgbaar. Deze wordt aangeslotenop de interfacedoos (afb. 1/3, pos. 7).De volgende afstandsbedieningapparaten kunnen worden gebruikt:
� Handafstandsbediening FS 100
� Voetafstandsbediening FP 100
� Pulseerafstandsbediening FSP 100
3.3.1 Handafstandsbediening FS 100Deze afstandsbediening dient uitsluitend voor de lasstroomverstelling van I1. Deingestelde lasstroom wordt op het display van de ingebouwde besturingweergegeven. De draaiknop I1 is niet actief. De codering vindt automatischplaats.
3.3.2 Voetafstandsbediening FP 100De voetafstandsbediening kan worden gebruikt voor het inschakelen en regelenvan de lasstroom. Het instelbereik wordt begrens door draaiknop I1. Bijtweetaktlassen met de draaiknop down slope (afb. 2/4, pos. 2/3) op nul wordengezet.
Pagina 18 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
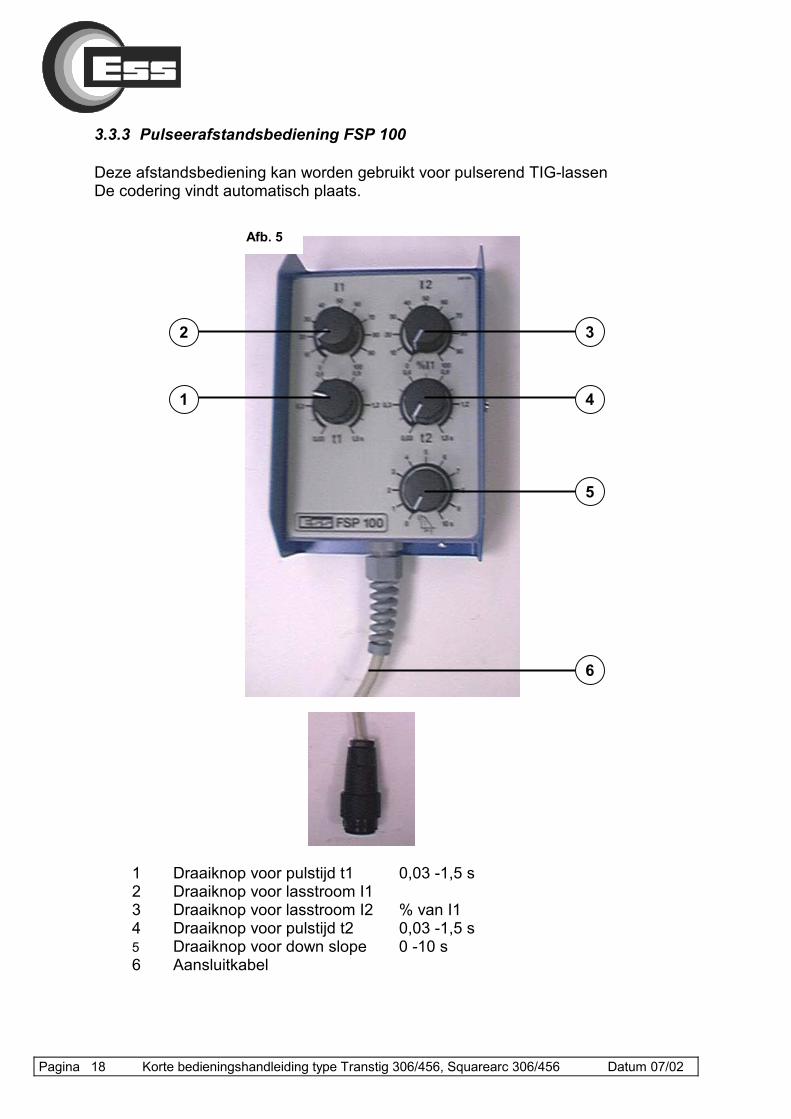
3.3.3 Pulseerafstandsbediening FSP 100
Deze afstandsbediening kan worden gebruikt voor pulserend TIG-lassenDe codering vindt automatisch plaats.
1 Draaiknop voor pulstijd t1 0,03 -1,5 s2 Draaiknop voor lasstroom I13 Draaiknop voor lasstroom I2 % van I14 Draaiknop voor pulstijd t2 0,03 -1,5 s5 Draaiknop voor down slope 0 -10 s6 Aansluitkabel
1
2 3
4
6
Afb. 5
5

Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 19
4 Aansluitingen
4.1 NetaansluitingDe lasstroombron is geconstrueerd voor de op het typeplaatje aangegevennetspanning. De netkabel en de netstekker zijn reeds gemonteerd. De hoogtevan de zekering staat vermeld bij de technische gegevens. De aansluiting dientte worden uitgevoerd door een erkende vakman voor elektriciteit.
4.2 Aansluiting voor TIG-lastoorts met schroefaansluitingDe lasstroombronnen zijn geconstrueerd voor de aansluiting van lastoortsen metschroefaansluiting. Alle in de handel verkrijgbare lastoortsen kunnen wordenaangesloten.
4.3 Aansluiting voor staafelektrodenhouder voor handmatig booglassenAfhankelijk van het verwerkingsvoorschrift van de fabrikant van de elektrodenstaan beide bussen ter beschikking (afb. 1/3, pos. 1 en 4).
4.4 ToepassingenInverterlasstroombronnen zijn ontworpen voor TIG-lassen en handmatig boog-lassen. De gebruiker kan beschikken over een maximum aan laskwaliteit, las-capaciteit, betrouwbaarheid en bedieningscomfort. Door het lage gewicht enovereenkomstige afmetingen zijn de lasstroombronnen ook geschikt voor hetgebruik in werkplaatsen en voor montagewerkzaamheden.
4.5 WerkstukaansluitingVoor het TIG-lassen wordt het werkstuk aangesloten op de werkstukbus resp."Plusbus" (afb. 1/3, pos. 1). Bij handmatig booglassen kunnen beide bussen(afb. 1/3, pos. 1 en 4) worden gebruikt.
4.6 BeschermgasaansluitingHet beschermgas wordt aan de achterzijde van het apparaat aangesloten (aansluit-schroefdraad R ¼").
4.7 Aansluiting voor afstandsbediening (interfacedoos)Op de voorzijde van het apparaat bevindt zich een 17-polige aansluiting (afb.1/3, pos. 7) voor de afstandsbedieningen FS 100, FP 100 en FSP 100.Bovendien zijn op deze doos signalen beschikbaar die aansluitingen voorgemechaniseerd lassen mogelijk maken.
Pagina 20 Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02
5 INGEBRUIKNEMING
Eerste ingebruiknemingNeem het apparaat alleen in gebruik nadat een erkende vakman voorelektriciteit conform de voorschriften heeft vastgesteld dat het apparaat zich ineen correcte toestand bevindt.
5.1 OpstellingKies de opstellingsplaats zodanig dat de lasstroombron niet is blootgesteld aanagressieve invloeden of stof. De omgevingstemperatuur mag maximaal 40 °Cbedragen. Houd de ventilatie-openingen vrij om voldoende koeling tewaarborgen.
5.2 NetaansluitingDe lasstroombron is geconstrueerd voor de op het typeplaatje aangegevennetspanning. De netkabel en de netstekker zijn reeds gemonteerd. De hoogtevan de zekering staat vermeld bij de technische gegevens. De aansluiting dientte worden uitgevoerd door een erkende vakman voor elektriciteit.
5.3 Aansluiting TIG-lastoortsBereid de lastoorts voor, afhankelijk van de uit te voeren laswerkzaamheden(stroomsoort, stroomsterkte, keuze van de wolfraamelektrode). Sluit de TIG-lastoorts op de daarvoor bedoelde schroefaansluiting aan.
5.4 Koeling voor de TIG-lastoorts� Schroef het deksel van de vulaansluiting op de achterzijde van het apparaat.
� Vul de tank met het koelmedium. Zie voor de samenstelling het plaatje opde achterzijde van het apparaat. Tankinhoud 5 liter.
� Schakel de lasstroombron in met de hoofdschakelaar.
� Na het starten van de pomp wordt het slangpakket gevuld metkoelmedium. Daardoor ontstaat een verlies in de tank dat onmiddellijkmoet worden bijgevuld.
� Schroef het deksel van de vulaansluiting weer vast.
� Een ingebouwde doorstromingsbewaking bewaakt het koelcircuit.Wanneer de in de fabriek ingestelde doorstroomhoeveelheid wordtoverschreden, schakelt de deze de besturing uit en wordt op deelektronische besturing de storingsmelding optisch weergegeven (afb. 2,pos. 12 en afb. 4, pos. 16).
Korte bedieningshandleiding type Transtig 306/456, Squarearc 306/456 Datum 07/02 Pagina 21
5.5 Standbyschakeling voor de koelingNa beëindiging van het lassen wordt de koeling van het apparaat vertraagduitgeschakeld. Bij het begin van het lassen wordt de koeling weer in werkinggesteld. Bij apparaten met een geïntegreerde waterkoeling voor de lastoortswordt deze eveneens uitgeschakeld.
5.6 WerkstukaansluitingGebruik laskabels met een minimumdiameter van 25 mm2. De laskabelstekkervan de werkstukkabel kan in de lasbus "Pluspool" (afb. 1, resp. afb. 3, pos. 1)of "Minpool" (afb. 1 resp. afb. 3, pos. 4) worden gestoken. Deze wordt rechtsomvastgedraaid.
Let op: Losse insteekverbindingen worden warm. Voor het handmatigbooglassen staan volgens het verwerkingsvoorschrift van de fabrikant van deelektroden beide bussen ter beschikking. De werkstukaansluiting moet op hetwerkstuk goed geleidend en in de onmiddellijke nabijheid van de lasplaatsworden bevestigd. Deze verbinding dient voor het terugvoeren van delasstroom.
Let op: Constructiedelen, rails, kogellagers, machinedelen etc. mogen in geengeval worden gebruikt voor het terugvoeren van de lasstroom wanneer dezeniet het werkstuk zijn. Delen kunnen gaan gloeien. Staalkabels en dergelijkekunnen breken. Brandgevaar!
5.7 Apparaat inschakelenSchakel het apparaat in met de hoofdschakelaar (afb. 1/3, pos. 9). Na hetinschakelen wordt het versienummer van de software gedurende 3 seconden inhet display weergegeven. Daarna wordt in het display de gewenste waarde vande lasstroom I1 of, afhankelijk van de stand van de schakelaar (afb. 2/4, pos.11/12), de werkelijke waarde van de lasspanning weergegeven.













![Zomer 16 Ess De Essenburgh_Essentie_zomer2016-def [546926]](https://static.fdocuments.nl/doc/165x107/58a3283a1a28ab71398b5e49/zomer-16-ess-de-essenburghessentiezomer2016-def-546926.jpg)



