Dieptrekken - Pure · 3. Door de toenemende massabehoefte waardoor grote pro Door de toenemende...
59
Dieptrekken Citation for published version (APA): Boer, van den, J. F. C. (1977). Dieptrekken. (TH Eindhoven. Afd. Werktuigbouwkunde, Laboratorium voor mechanische technologie en werkplaatstechniek : WT rapporten; Vol. WT0412). Eindhoven: Technische Hogeschool Eindhoven. Document status and date: Gepubliceerd: 01/01/1977 Document Version: Uitgevers PDF, ook bekend als Version of Record Please check the document version of this publication: • A submitted manuscript is the version of the article upon submission and before peer-review. There can be important differences between the submitted version and the official published version of record. People interested in the research are advised to contact the author for the final version of the publication, or visit the DOI to the publisher's website. • The final author version and the galley proof are versions of the publication after peer review. • The final published version features the final layout of the paper including the volume, issue and page numbers. Link to publication General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal. If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, please follow below link for the End User Agreement: www.tue.nl/taverne Take down policy If you believe that this document breaches copyright please contact us at: [email protected] providing details and we will investigate your claim. Download date: 25. Feb. 2019
Transcript of Dieptrekken - Pure · 3. Door de toenemende massabehoefte waardoor grote pro Door de toenemende...
Dieptrekken
Citation for published version (APA):Boer, van den, J. F. C. (1977). Dieptrekken. (TH Eindhoven. Afd. Werktuigbouwkunde, Laboratorium voormechanische technologie en werkplaatstechniek : WT rapporten; Vol. WT0412). Eindhoven: TechnischeHogeschool Eindhoven.
Document status and date:Gepubliceerd: 01/01/1977
Document Version:Uitgevers PDF, ook bekend als Version of Record
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:
www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:
providing details and we will investigate your claim.
Download date: 25. Feb. 2019
RRK WT 0412
01 I ... IPR
. I r. L. J. .
Eindhoven University of Technology
Department of Mechanical Engineering
DIEPTREKKEN
Stagev~rs ag H.T.S. fling werktuigb w
J.F.C. van den Boer
PT 4 ....
Division of Production Technology Eindhoven Netherlands
•
DIEPTREKKEN
Stageverslag ten behoeve van H.T.S .. /I.fdeling Werktuigbouw
vervuld van mei - oktober 1977 op de Technische Hogeschool
te Eindhoven
J.F.C. van den Boer
Wielewaal 66
Geldrop
Technische Hogeschool Eindhoven
Vakgroep Produktietechnologie
Seetie Omvormtechniek
Rapportnummer: PT 412
, Uitgave: oktober 1977

VOORWOORD
De oorsprong van de plastische omvormtechniek vinden we aan
het einde van het stenen tijdperk. Men begon toen met stenen
vuisthamers (zonder steel) metalen te bewerken die men in ge
degen vorm vond, aanvakelijk koper, brons, goud en zilver.
De oorsprong van de plasticiteitstheorie moet bij Tresca ge
zocht worden. Tresca concludeerde in 1864 dat aIle deformaties
op glijdingen berusten en formuleerde de eerste plasticiteits
voorwaarde: "plastische vormverandering treedt in als bij
toenemende belasting van het materiaal de schuifspanning een bepaalde (maximale) waarde bereiktll.
Fundamenten voor een plasticiteitstheorie werden vervolgens ge
legd door De Saint Venant (1870) en Levy (1870).
In 1913 kwam Von l4ises tot een mathematische vereenvoudiging
om de theorie uit te breiden tot driedimensionale problemen •.
,Het lukte echter maar niet of moeilijk om de theorie in aan
sluiting te brengen bij de omvormtechniek.
Pas na de tweede were"ldoorlog kwam de doorbraak, doordat de
plasticiteitstheorie zich ging richten op probleemgebieden
van de omvormtechniek.
De stageperiode aan de T.H.E. op de afdeling Produktietechnologie
is voor mij een uiterst veelzijdigeervaring geworden in een
zeer prettige werksfeer.
Ik dank aIle medewerkers van de afdeling Produktietechnologie voor de geboden hulp en de gezellige werksfeer.
Met name wil ik danken:
mijn directe begeleiders, de heren: Ir. J.A.G. Kals en J. Smeets:
verdeL, de heren: Dr.Ir. J.A.H. Ramaekers, Ir. L.J.A. Houtackers,
M.Th. de Groot, M. v.d. Maulen en A. van Ierland.
SAl>1ENVATTING
De omvormprocessen kunnen we onderscheiden in drukprocessen,
trekprocessen, buigprocessen en snijdende processen.
Het dieptrekken is een techniek die veeIvuIdig gebruikt wordt
en waarvan de theoretische achtergronden uitvoerig beschreven
worden.
De plastische anisotropie speelt een grote rol bij het diep
trekken en is bepalend voor de zogenaamde "oorvormingn aan
het dieptrekprodukt.
Een nauwkeurig uitgevoerd vergelijkend onderzoek naar de diep
trekbaarheid van molybdeen pIaatmateriaIen Ievert geen grote
verschiIIen op, doch geeft weI weer dat molybdeen niet erg
geschikt is voor dieptrekken.
INIiOUDSOPGAVE
INLEIDING 1
1. DE MOGELIJKHEDEN VA.."'J. DE OMVORNTECHNIEK 2
1.1 Algemeen 2
1.2 De indeling van de omvormprocessen 5
2. GEGEVENS UIT DE LITER~TUUR HET BETREKKING TOT HET DIEPTREKKEN 10
2.1 Het dieptrekken: toepassingsmogelijkheden en problemen 10
2.1.1 Het dieptrekproces 10
2.1.2 De dieptrekstadia 16
2.1.3 De problemen bij het dieptrekken 20
2.2 De plastische anisotropie 24
2.2.1 Enkele begrippen 24
2.2.2 De technologische gevolgen 26
3. HET VERGELIJ1<E:ND ONDERZOEK NAAA DE DIEPTREKBA~~IEID Vlu~ DE MOLl'BDEEN PLAATIv1ATER IhLEN 32'
3.1 De probleemstelling 32
3.2 De toegepaste beproevingsmethoden 32 ,
3.3 De resultaten 35
3.4 De conclusies 51
LITE~~TUuKLIJST 53
- 1 -
INLEIDING
Het slagen van een dieptrekproces is in grote mate van het
blankmateriaal afhankelijk.
Aluminium en messing zijn zeer geschikte materialen veor het
dieptrekken: men kan echter het plaatmateriaal (blank) niet
vrij kiezen, want men is afhankelijk van de toepassing van
het diepgetrekken produkt.
Bij de N.V. Philips' Gloeilampenfabrieken gebruikt men molyb~
deenplaat, een sintermateriaaal, voor het maken van dieptrek
produkten.
De molybdeenplaat die men aankoopt, geeft echter veel hetere
resultaten dan de molybdeenplaat die men zelf vervaardigt.
Een onderzoek bij de N.V. Philips leverde niets op, waarna
men de T.H.E. gevraagd heeft een onderzoek te verrichten.
Van dit onderzoek wordt in dit verslag gerapporteerd.
- 2 -
1. DE MOGELIJRHEDEN VAN DE OMVORMTECHNIEK
1.1 blgemeen
Onder omvormtechniek verstaat men een groep van vervaardi
gingsmethoden waarbij een gegeven vorm van een vast lichaam
- werkstuk - omgezet wordt in een andere vorm zonder dat
hierbij materiaalverlies optreedt of de materiaalsamenhang
verbroken wordt ..
In plaats van het begrip "omvormen" gebruikt men ook weI
eens - ten onrechte - het begrip "vervormen" (3).
Onder vervormen verstaat men echter ook het ongecontroleerd
veranderen van de werkstukgeometrie.
Omvormen is echter het op gerichte wijze realiseren van een
bepaalde eindvorm.
In de vervaardigingstechniek gaat het bij de produktie steeds
om de vraag naar de meest verantwoorde vervaardiging van
een produkt met bepaalde maat- en vormtoleranties. opper
vlaktegesteldheid en materiaaleigenschappen.
De bewerkingen van de mechanische produktie kunnen berusten
op:
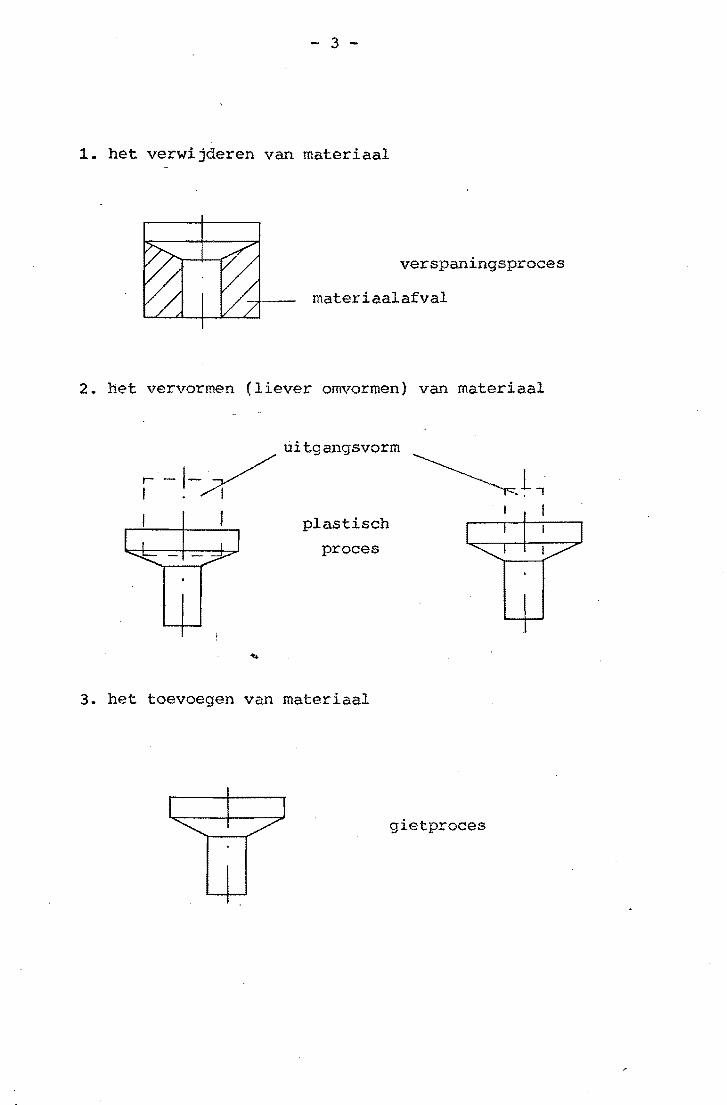
1. het verwijderen van materiaal
2. het vervormen van materiaal
3. het toevoegen van materiaal
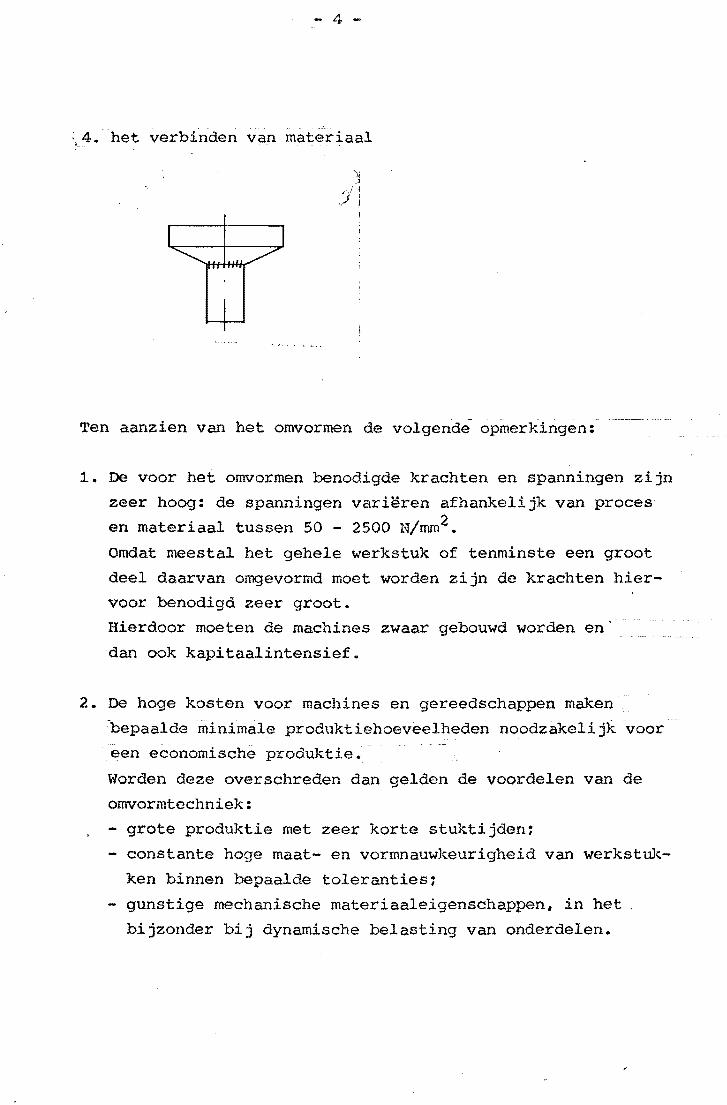
4. het verbinden van materiaal
~e zullen aan de hand van een eenvoudige bout aantonen dat
een dergelijk werkstuk zich in principe door aIle vier ge.
noemde vervaardigingsmethoden laat realiseren.
- 3 -
1. het verwijderen van materiaal
verspaningsproces
materiaalafval
2. het vervormen (liever omvormen) van materiaal
uitgangsvorm
,-!-/ ~l, I plastisch
proces
3. het toevoegen van materiaal
gietproces
- 4 -
\4. het verbinden van materiaal
Ten aanzien van bet omvormen de voigende opmerkingen:
1. De voor het omvormen benodigde krachten en Bpanningen zijn
zeer boag: de spanningen varieren afhankelijk van proceB
en materiaal tUBsen 50 - 2500 N/rr@2.
Omdat meestal bet gebele werkstuk of tenminste een groot
deel daarvan omgevormd moet worden zijn de krachten hiervoor benodigd zeer groot.
Hierdoor moeten de machines zwaar gebouwd worden en'
dan ook kapitaalintensief.
2. De hoge kosten voor machines en gereedschappen maken
-bepaalde minimale produktiehoeveelheden noodzakeli jk voor
een economiscbe produktie.
Worden deze overschreden dan gelden de voordelen van de
omvormtechniek:
- grote produktie met zeer korte stuktijden:
- constante hoge maat- en vormnauwkeurigheid van werkstuk-
ken binnen bepaalde toleranties~
gunstige mechaniscbe materiaaleigenschappen, in het
bijzonder bij dynamiscbe belasting van onderdelen.
- 5 -
3. Door de toenemende massabehoefte waardoor grote pro
duktieseries nodig zijn is de laatste 15 jaar ook in
Europa de orr~ormtechniek meer en meer toegepast, zoals
bijvoorbeeld in de auto-industrie, huishoudelijke appa
raten, machine- en app.aratenbouw, elektro-industrie,
enz.
Werkstukken door omvormen verkregen worden zowel in de
fijnmechanische als ook in de zwaarmechanische en de
groot-apparatenbouw met grootten van 1 gram tot meer
dan 100 ton toegepast (4).
1.2 De indeling van de omvormprocessen
We kunnen de omvormprocessen, oftewel de plastische processen,
op verschillende wijzen indelen.
Een eerste grove indeling is processen te onderscheiden in
warme en koude vervorming, dus het al dan niet optreden van
vervormingsversteviging.
Evenwel kunnen we de processen ook indelen naar de aard van
de spanningstoestand.
Zo worden onderscheiden:
1. de drukprocessen, die voornamelijk onder (samengestelde)
drukspanningen verlopen
2. de trekprocessen, die voornamelijk onder (samengestelde)
trekspanningen verlopen
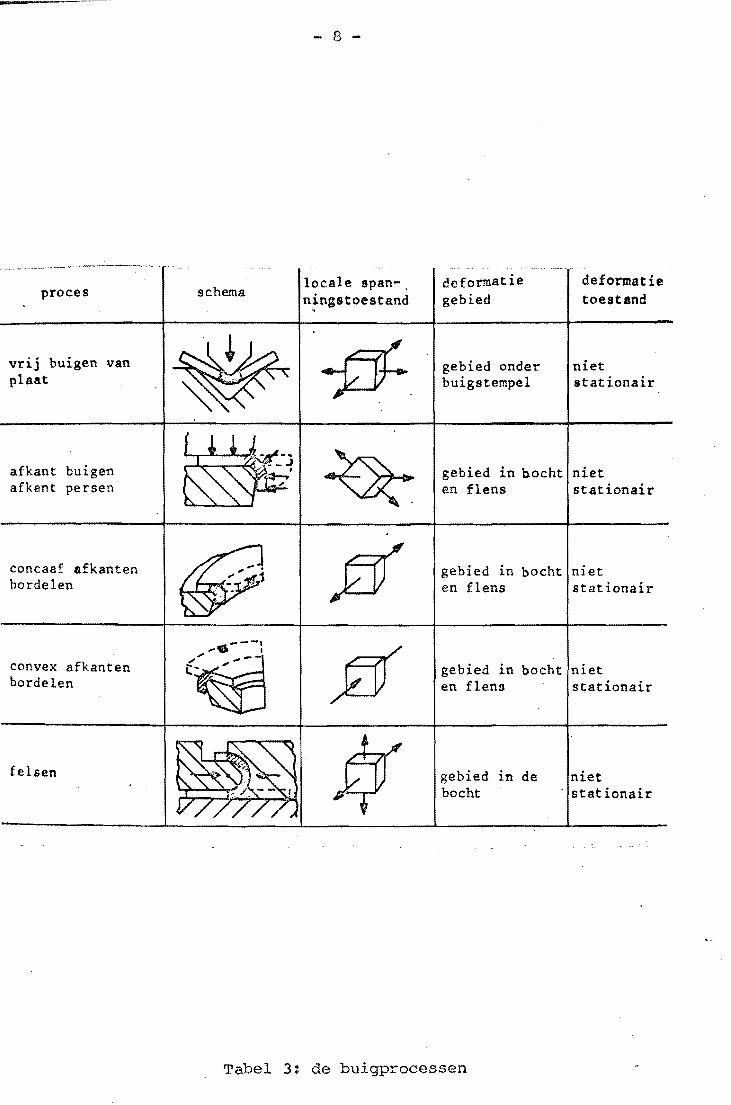
3. de buigprocessen, die onder invloed van een buigend moment
en dus.door samenwerking van druk- en trekspanningen verlopen
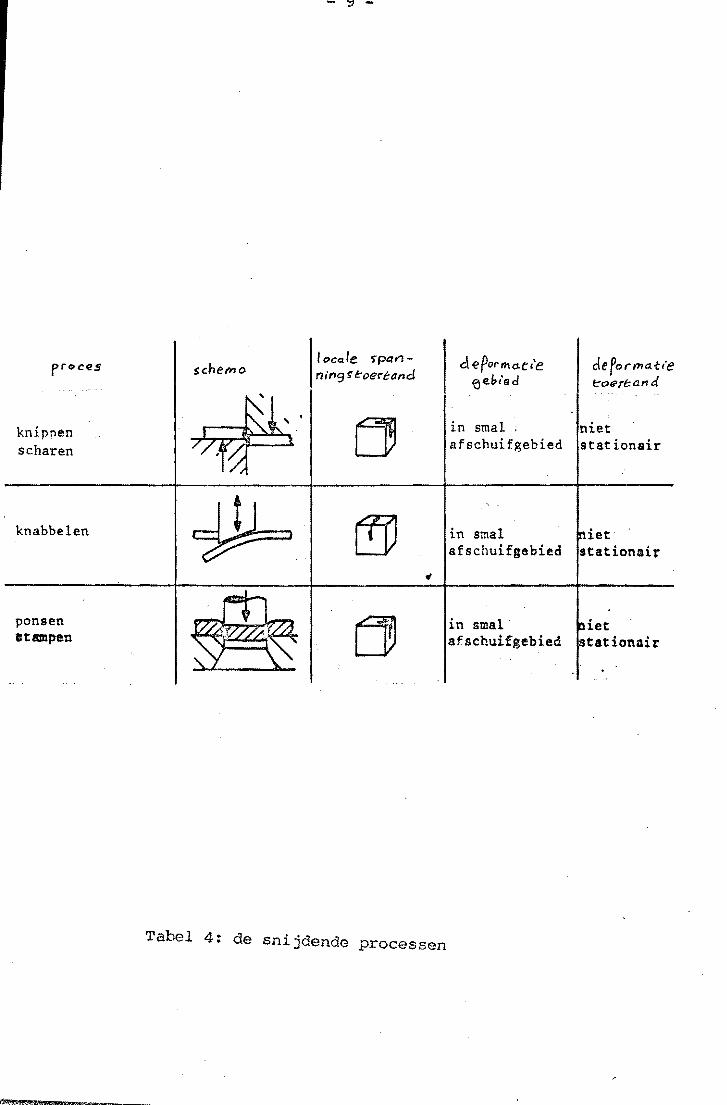
4. de snijdende processen, die door de inwerking van schuif
spanningen verlopen (spaanloos en verspanend)
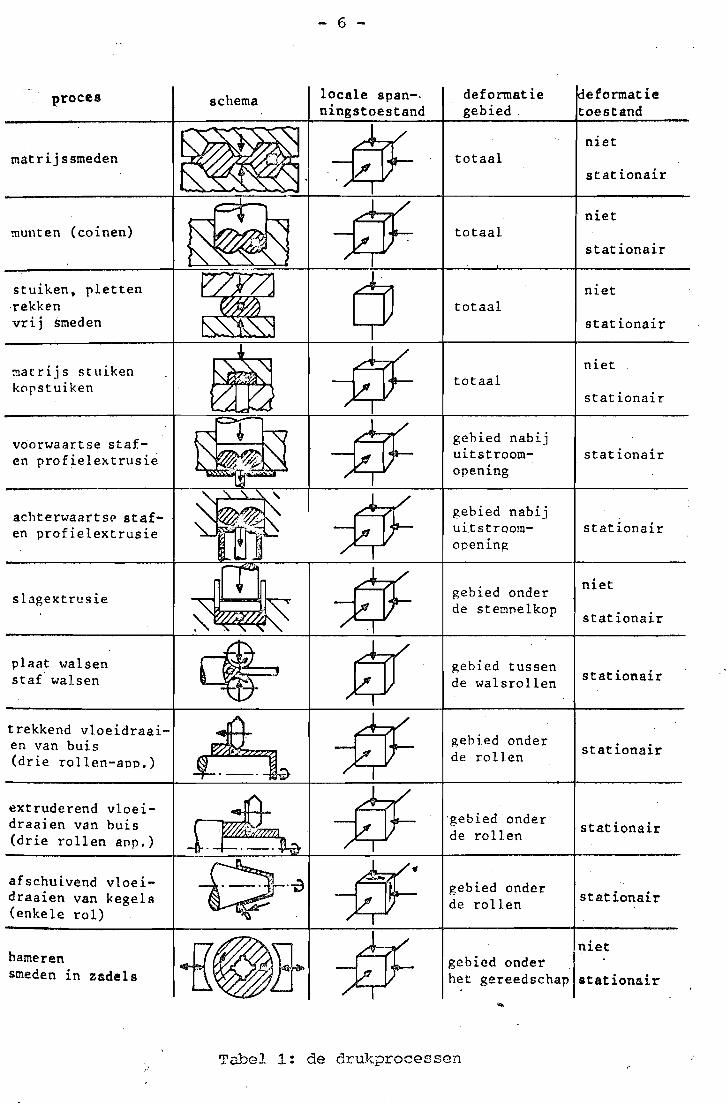
Een overzicht van de voornaamste processen in ieder van deze
groepen geven de tabellen 1 tot en met 4 op de bladzijden
6 tot en met 9.
proces
matrijssmeden
!!lunten (coinen)
stuiken. pletten rekken vrij smeden
::1atrlJS stuiken korstuiken
voorwaartse stafen profielextrusie
achterwaartsp stafen profielextrusie
slagextrusie
plaat walsen staf walsen
trekkend vloeidraaien van buis (drie rollen-aoo.)
extruderend vloeidraaien van huis (drie rollen app.)
afschuivend vloeidraaien van kegels (enkele rol)
hameren smeden in zadels
schema
- 6 -
locale span-, ningstoestand
deformatie gebied "
totaal
totaal
totaal
totaal
gehied nabij uitstroomopening
gebied nabij uitstroomopenin~
gehied onder de stemnelkop
gebied tussen de wal srollen
gebied onder de rollen
"gebied onder de rollen
gebied onder de rollen
gebied onder
eformatie toestand
niet
stationair
niet
stationair
niet
stationair
niet
stationair
stationair
stationair
niet
stationair
stationair
stationair
stationair
stationair
niet
het gereedschap stationair
Tabel 1: de drukprocessen
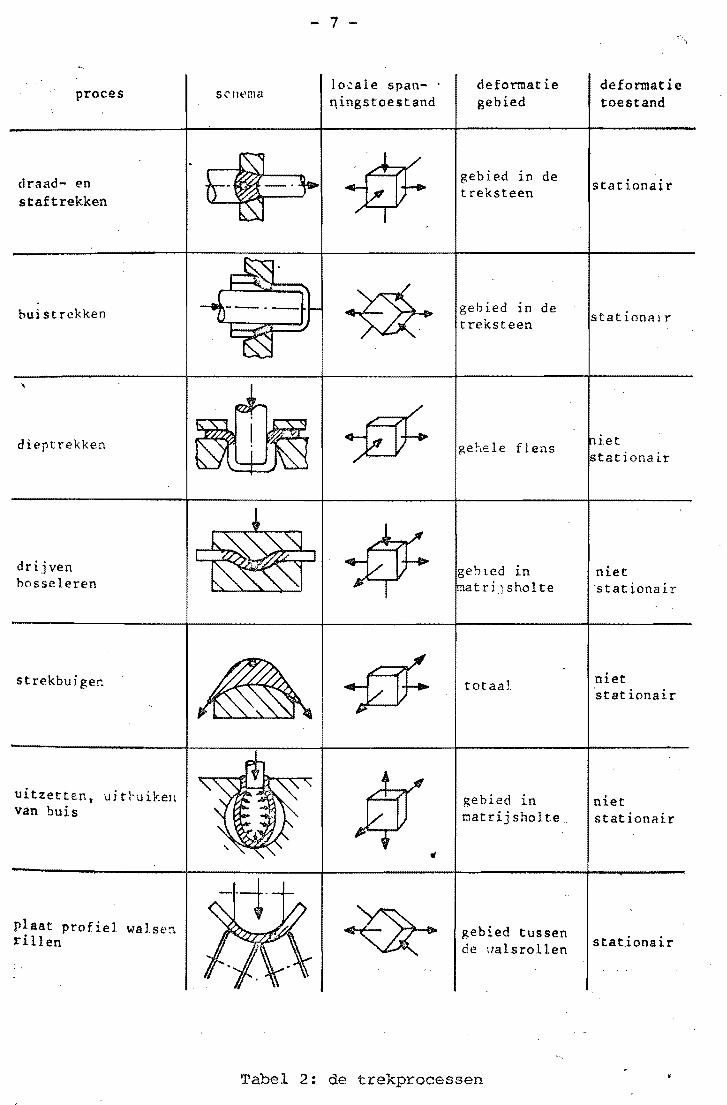
proces
dr1'lad- en staftrekken
huistrekken
"
dieptrekken
drijven bosseleren
strekbuiger:.
uitzetten. uithuikell van buis
plaat profiel walsen rillen
sctlt:'ma
- 7 -
locale span- . f\ingstoestand
deformatie gebied
gebied in de treksteen
gebied in de treksteen
gehele flens
gehted in . at r i .1 s ho 1 t e
totaal
gebied in natrijsholte
gebied tussen de ;ralsrollen
Tabel 2: de trekprocessen
deformatie toestand
stationair
stationflir
iet stationair
niet stationair
niet 'stat ionair
niet stationair
stat.ionair
•
proces
vrij buigen van plaat
afkant buigen afkant persen
concaaf afkanten borde len
convex afkanten borde len
felsen
schema
~ : -."1
---a
'~ c:~ '"
- 8 -
locale span-, ningstoestand
~
d d ~
deformatie gebied
gebied onder buigstempel
gebied in bacht en £lens
gebied in bacht en flens
gebied in bocht en flens
gebied in de
deformatie toestand
niet stationair
niet statianair
niet stationair
niet stationair
niet bocht . stationair
Tabel 3: de buigprocessen
- ::1 -
locClle spa" - depot'mo.c,'e de forma.·tte prl>ces $chemo ning r eoel"tafld 'O~d~I'ed f::'oereana ,
in smal ; niet knipnen afschuifgebied stationair scharen
~. ~ in smal iet knabbelen afschuifgehied stationaiT
'"
l) in smal· iet ponsen afsehuifgebied stationdT lit_pen
Tabel 4: de snijdende processen
~<'.4
- 10 -
2. GEGEVENS UIT DE LITERATUUR MET BETREKKING TOT BET DIEPTREKKEN
2.1 Bet dieptrekkeni toepassingsmogelijkheden en problemen
In dit hoofdstuk zal het dieptrekken in het algemeen met zijn
problemen en toepassingsmogelijkheden besproken worden.
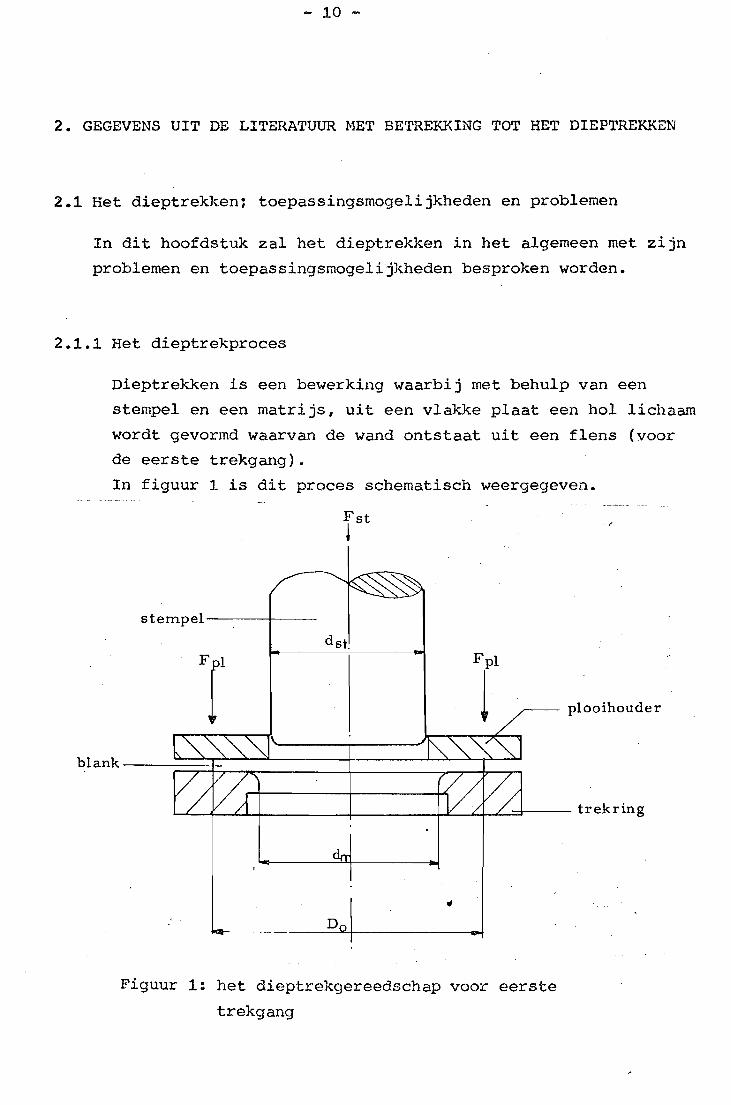
2.1.1 Bet dieptrekproces
Dieptrekken is een bewerking waarbij met behulp van een
stempel en een matrijs, uit een vlakke plaat een hoI lichaarn
wordt gevormd waarvan de wand ontstaat uit een flens (voor
de eerste trekgang).
In figuur 1 is dit proces schematisch weergegeven.
Fst !
sternpel------~----
dst.
T T ,-- plooihouder
~~+--L~ ________ ~ ________ ~~~~~=r-----trekring
D
Figuur 1: het dieptrekgereedschap voor eerste
trekgang
- 11 -
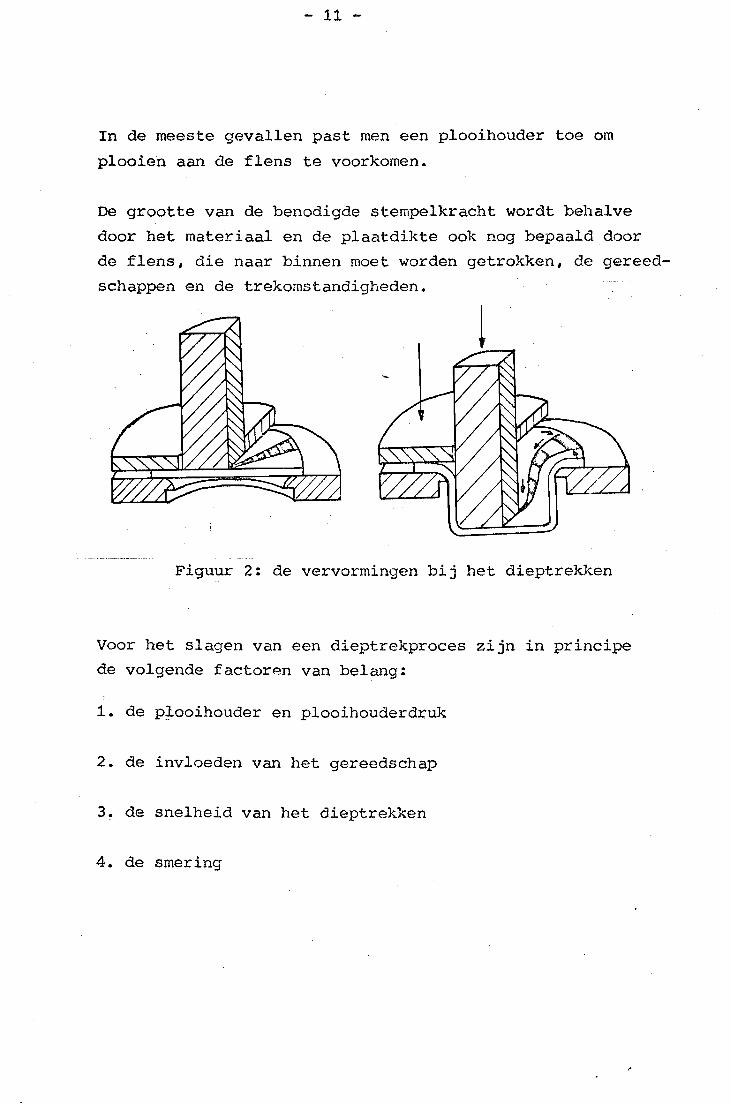
In de meeste gevallen past men een plooihouder toe om
plooien aan de flens te voorkomen.
De grootte van de benodigde stempelkracht wordt behalve
door het materiaal en de plaatdikte ook nog bepaald door
de flens, die naar binnen moet worden getrokken, de gereed
schappen en de trekomstandigheden.
Figuur 2: de vervormingen bij het dieptrekken
Voor het slagen van een dieptrekproces zijn in principe
de volgende factorAn van belang:
1. de pJ.ooihouder en plooihouderdruk
2. de invloeden van het gereedschap
3. de snelheid van het dieptrekken
4. de smering
- 12 -
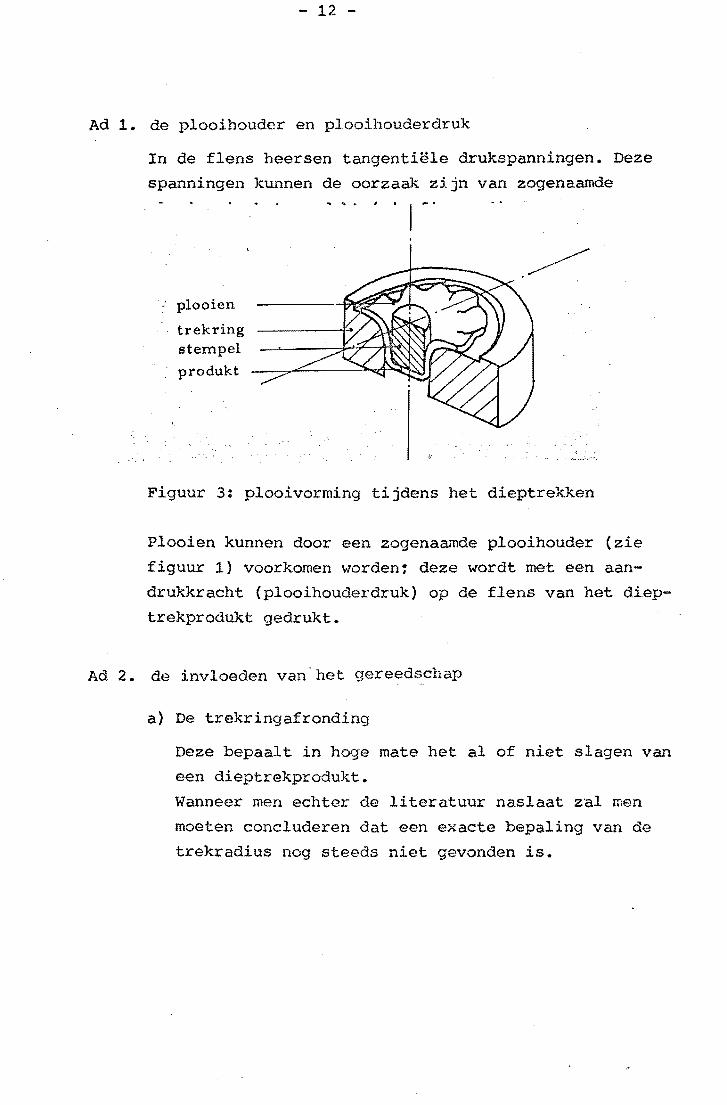
Ad 1. de plooihouder en plooihouderdruk
In de flens beersen tangentiele drukspanningen. Deze
spanningen kunnen de oorzaak zijn van zogenaamde
. , plooien
trekring stempel
produkt
.. ..... , .
Figuur 3: plooivorming tijdens bet dieptrekken .
Plooien kunnen door een zogenaamde plooibouder (zie
figuur 1) voorkomen worden: deze wordt met een aan
drukkracht (plooihouderdruk) op de flens van het diep
trekprodukt gedrukt.
Ad 2. de invloeden van'het gereedschap
a) De trekringafronding
Deze bepaalt in hoge mate het al of niet slagen van
een dieptrekprodukt.
Wanneer men echter de literatuur naslaat z'al men
moeten concluderen dat een exacte bepaling van de
trekradius neg steeds niet gevonden is.
- 13 -
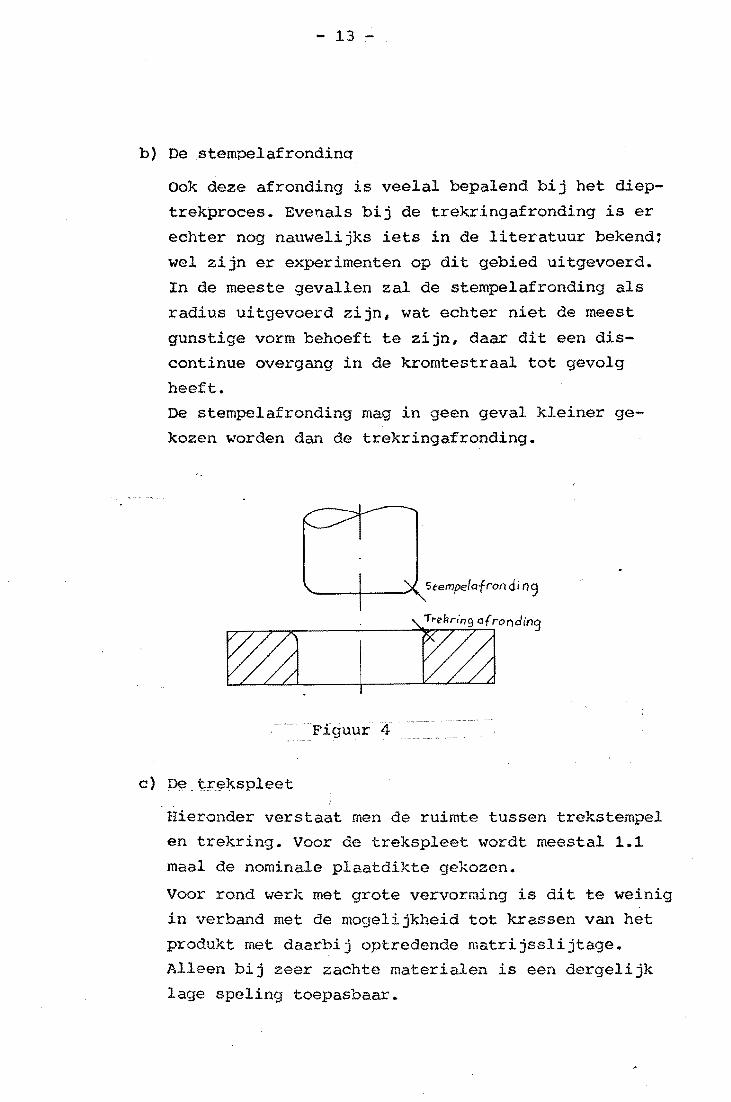
b) Destempelafrondinq
Ook deze afronding is veelal bepalend bij het diep
trekproces. Evenals bij de trekringafronding is er
echter nog nauwelijks iets in de literatuur bekend:
weI zijn er experimenten op dit gebied uitgevoerd.
In de meeste gevallen zal de stempelafronding als
radius uitgevoerd zijn, wat echter niet de meest
gunstige vorm behoeft te zijn, daar dit een dis
continue overgang in de kromtestraal tot gevolg
heeft. De stempelafronding mag in geen geval kleiner ge
kozen worden dan de trekringafronding.
---t--~ StempefafrOfldin9
c) De.t:rekspleet
Hieronder verstaat men de ruimte tussen trekstempel
en trekring. Voor de trekspleet wordt meestal 1.1
maal de nominale plaatdikte gekozen.
Voor rond werk met grote vervorming is dit te weinig
in verband met de mogelijkheid tot krassen van het
produkt met daarbij optredende matrijsslijtage. AIleen bij zeer zachte materialen is een dergelijk
lage speling toepasbaar.
- 14 -
Bij grotere vervormingen is een speling van ten
minste 1.3 maal de nominale plaatdikte gewenst,
tenzij hoge eisen aan het verticaal staan van de
zijwand van het produkt gesteld worden.
Dat de juiste afmeting van de trekspleet vaak be
palend is voor het slagen van een dieptrekprodukt,
is weI duidelijk.
Een te klein gekozen trekspleet resulteert in vloei
trekken. De wand kan hierdoor zo verzwakken dat de
bodem inscheurt.
Wordt de trekspleet te groot gekozenj dan hebben de
produkten een te grote maatonnauwkeurigheid.
Onder de dieptreksnelheid verstaat men die snelheid van
neerkomen van de stempel op het diep te trekken materi
aal. Op dit punt bestaat een groot verschil tussen prak
tijk en experiment.
Het is gebleken uit zorgvuldige experimenten dat de ver
vorwbaarheid van het materiaal zeker niet afneemt bij
verhoogde snelheid, doch eerder iets toeneemt.
De verhoogde vervormingsmogelijkheid bij verhoogde snel
heden wordt teruggevoerd op een verbeterde werking van
het smeermiddel. Op dit punt bestaat echter nog niet
voldoende klaarheid.
In de praktijk blijkt meestal dat met lagere snelheden
bi j moeili jk dieptrekwerk minder ui tval optreedt dan bij
hogere snelheid en dat dit onafhankelijk van het werken
met hydraulische of mechanische persen is.
De oplossing ligt waarschijnlijk in het feit, dat wat
men in de praktijk als moeilijk dieptrekwerk ondervindt,
in het algemeen van het soort is, waarbij weinig diep
trekken en veel strekken voorkomt.
- 15 -
Het laatste proces is blijkens experimenten sterk
afhankelijk van snelheidsinvloeden.
Als conclusie zou men kunnen stellen dat in het nor
male bereik van snelheden voor rond werk geen invloed
van de snelheid wordt ondervonden, mits de stempelkop
niet te sterk afgerond is.
Ad 4. ¢l~ . .$mering .
Bij het dieptrekproces en in het bijzonder voor rond
werk geldt in het algemeen dat bet ere resultaten worden
verkregen naarmate de wrijving minder is, dus naarmate
het smeermiddel betere smeereigenschappen bezit.
Deze smeermiddelen hebben echter dikwijls de moeilijk
heid, dat zij slecht te verwijderen zijn. Uit kosten
oogpunt zal men daarom soms gedwongen zijn tot het ge
bruik van minder geschikte smeermiddelen.
De meest belangrijke eisen die men aan het smeermiddel kan ste1len zijn:
1. Bestand tegen hoge druk.
2. Ge1ijkmatige verde1ing over de gehele oppervlakte
en tevens goede hechting.
3. Sne1 te verwijderen.
4. Geen chemisch of mechanisch nadelige invloed op het oppervlak van produkt en gereedschap.
5. Niet duur in gebruik.
De wrijvingscoefficient bij het dieptrekproces zijn voor
verschi11ende materialen en smeermiddelen in de tabel
bovenaan de volgende bladzijde gegeven.
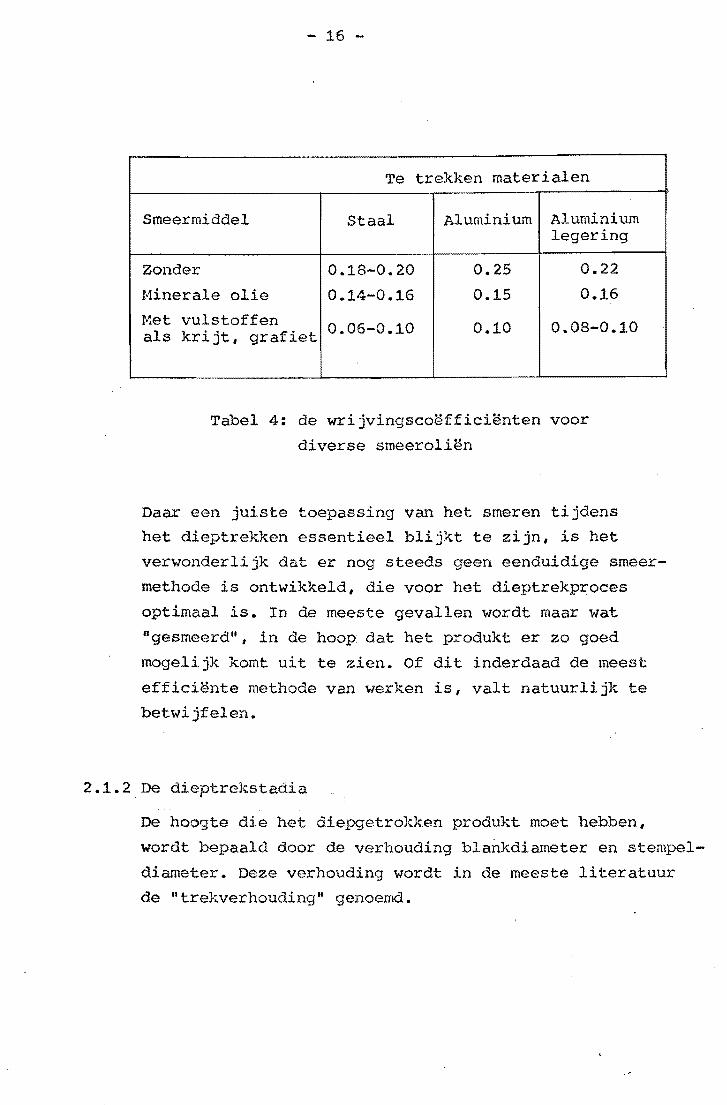
- 16 -
Te trekken materialen
Smeermiddel Staal Aluminium Aluminium legering
Zonder 0.18-0.20 0.25 0.22
r1inerale olie 0 .. 14-0.16 0.15 0.16
Het vulstoffen 0.06-0.10 0.10 0.08-0.10 als krijtt grafiet
Tabel 4: de wrijvingscoefficienten voor
diverse smeerolien
Daar een juiste toepassing van het smeren tijdens
het dieptrekken essentieel blijkt te zijn, is het
verwonderlijk dat er nog steeds geen eenduidige smeer
methode is ontwikkeld, die voor het dieptrekproces
optimaal is. In de meeste gevallen wordt maar wat
"gesmeerd", in de hoop dat het produkt er zo goed
mogelijk komt uit te zien. Of dit inderdaad de meest
efficiente methode van werken is, valt natuurlijk te
betwijfelen.
2.1.2 De dieptrekstadia
De hoogte die bet diepgetrokken produkt moet hebben,
wordt bepaald door de vcrhouding blankdiameter en stempel
diameter. Deze verhouding wordt in de meeste literatuur
de "trekverhouding lf genoemd.
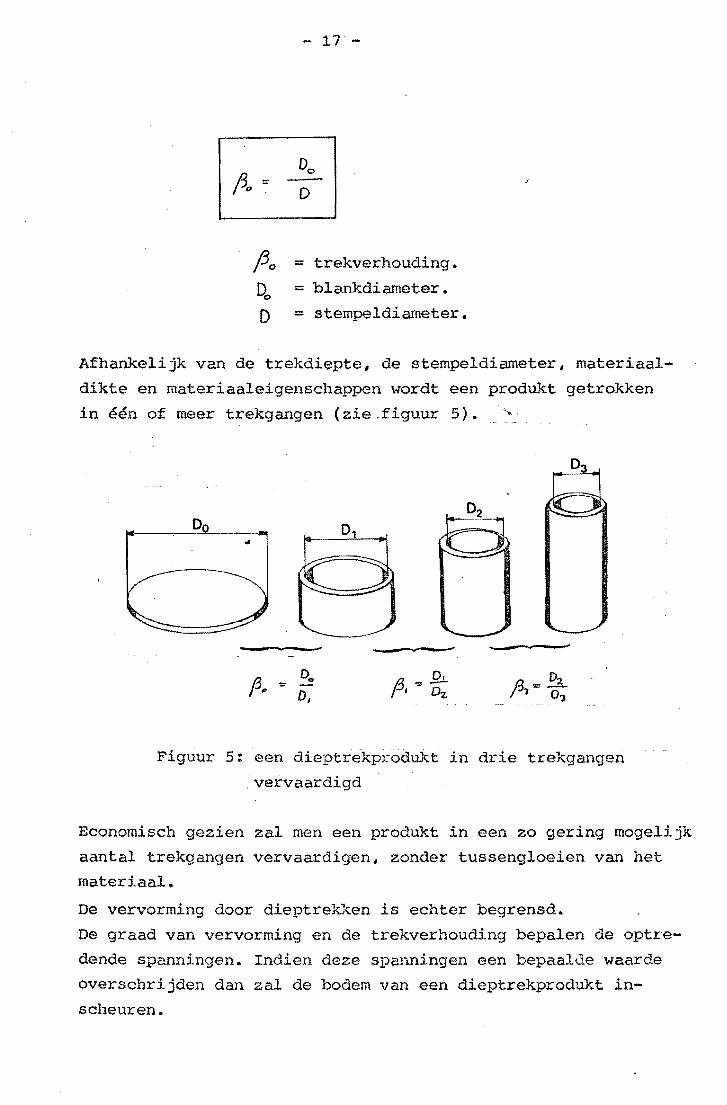
- 17 -
/
o
(30 = trekverhouding.
Do = blankdiameter.
D = stempeldiameter.
Afhankelijk van de trekdiepte, de stempeldiameter, materiaal
dikte en materiaaleigenschappen wordt een produkt getrokken
in een of meer trekgangen (zie.figuur 5). "'"
o
13 .. '= DO" I
p. =~ r 1 0,
Figuur 5: een dieptrekprodukt in drie trekgangen
vervaardigd
Economisch gezien zal men een produkt in een zo gering mogelijk
aantal trekgangen vervaardigen, zonder tussengloeien van het
materiaal.
De vervorming door dieptrekken is echter begrensd.
De graad van vervorming en de trekverhouding bepalen de optre
dende spanningen. Indien deze spanningen een bepaalde waarde
overschrijden dan zal de bodem van een dieptrekprodukt in
scheuren.
- ..L{J -
Tijdens het dieptrekken treedt namelijk versteviging in
het materiaal op. Dit verstevigen zal een hogere spanning
met zich meebrengen en dientengevolge zal een grot ere
stempeikracht nodig zijn om het dieptrekproces verder te Iaten Iopen.
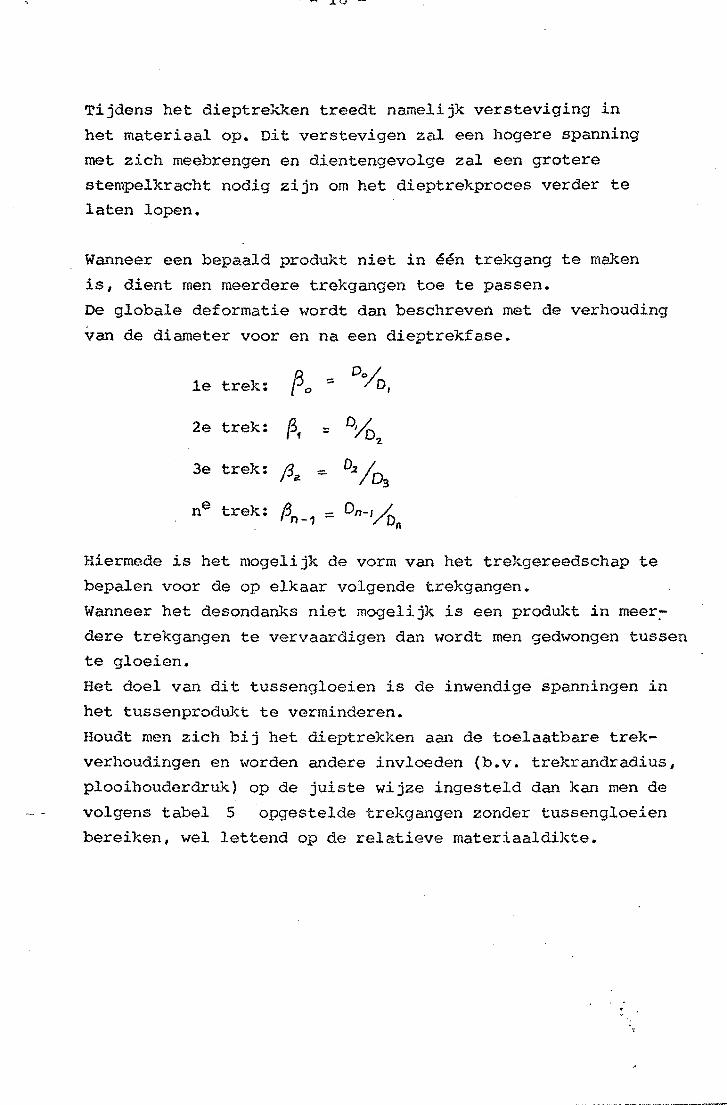
Wanneer €len bepaald produkt niet in een trekgang te maken
is, dient men meerdere trekgangen toe te passen.
De globale deformatie wordt dan beschreven met de verhouding
van de diameter voor en na een dieptrekfase.
1e trek: Po :::: Do/,. D,
2e trek: ~f = Dy;, D'2,.
3e trek: /32- :. D2 /t 0'3
ne trek: Pn-1 = On-I/o n
Hiermede is het mogelijk de vorm van het trekgereedschap te
bepalen voor de op elkaar volgende trekgangen.
Wanneer het desondanks niet mogelijk is een produkt in meer
dere trekgangen te vervaardigen dan wordt men gedwongen tussen te gloeien.
Het doel van dit tussengloeien is de inwendige spanningen in
het tussenprodukt te verminderen.
Houdt men zich bij het dieptrekken aan de toelaatbare trek
verhoudingen en worden andere invloeden (b.v. trekrandradius,
plooihouderdruk) op de juiste wijze ingesteld dan kan men de
volgens tabel 5 opgestelde trekgangen zonder tussengloeien
bereiken, weI lettend op de relatieve materiaaldikte.
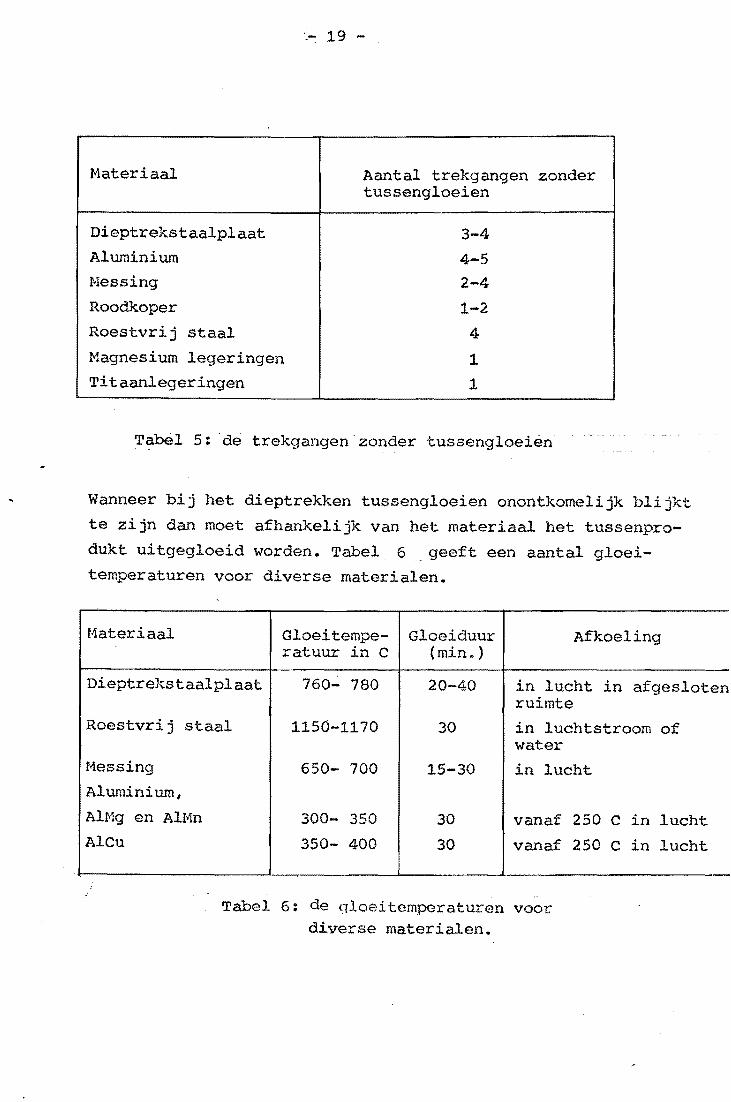
19 -
Materiaal Aantal trekgangen zander tussengloeien
Dieptrekstaalplaat 3-4 Aluminium 4-5 Messing 2-4
Raodkoper 1-2
Roestvrij staal 4
Magnesium legeringen 1
Titaanlegeringen 1
Tabel 5: de trekgangenzonder tussengloeien
Wanneer bij het dieptrekken tussengloeien onontkomelijk blijkt
te zijn dan moet afhankelijk van het materiaal het tussenpro
dukt uitgegloeid worden. Tabel 6 geeft een aantal glaeitemperaturen voar diverse materialen.
Hateriaal Gloeitempe- Glaeiduur Afkoeling ratuur in C (min. )
Dieptrekstaalplaat 760":' 780 20-40 in lucht in afgesloten ruimte
Roestvrij staal 1150-1170 30 in luchtstroom of water
Messing 650- 700 15-30 in lucht Aluminium, All\1g en AlMn 300- 350 30 vanaf 250 C in lucht AlCu 350- 400 30 vanaf 250 C in lucht
Tabel 6: de qloeitemperaturen voor diverse materialen.
- 20 -
Nogmaais dient er op gewezen te worden dat tussengloeien
een economisch duur proces is, omdat het de nodige conse
quenties met zich meebrengt.
Als nadelen kunnen worden genoemd:
1. Produkt dient IIschoon" te zijn.
2. Tussenprodukt vergt bij tussengloeien een vrij nauw
keurige gloeitemperatuur.
3. TussengIoeien komt produktoppervlakniet ten goede.
4. n~ tijdsduur.
2 .1. 3~ De problem.en bijbet dieptrekken
De meeste problemen bij het dieptrekproces doen zich voor
bij bet ontwikkelen van gereedschappen, maar vaak ook nog
tijdens de produktie.
nit aIIes als een gevolg van het complex van iactorendie
ontstaan bij het ontwerpen van een dieptrekproces, zoals
a) f.1achinekeuze,
b) Blankvorm en -afmetingen,
c) Gereedschapconstructie,
d) Smeermethode en smeermiddel,
e) Optimale plooihouderdruk,
f) Optimale indeling in trekfasen, g) Materiaalkeuze,
h) Hulpmaterialen en materiaaibehandeling.
Dit aIIes heeft tot gevolg, dat de gereedschappen na hun
materiele realisatie moeten worden getest.
Bet bIijkt dan vaak noodzakelijk over te stappen op een
materiaal met een bet ere vervormbaarheid, bet gereedschap
ontwerp aan te_passen en vaak zelfs ook het produktontwerp
te veranderen t.b.v. een succesvol procesverioop.
- 21 -
Dit kost tijd en geld, en illustreert de noodzaak van
een beter inzicht in de vervormbaarheid, oftewel diep
trekbaarheid van plaatmateriaal.
Er voIgt nu een opsomming van de meest voorkomende fouten
bij het dieptrekken:
a)·· de plaatselijke sCheurtjes. Ben gevolg van materJ..aalfouten (insluitsels, dubbelingen, etc.).
- --
b)e~n~scheefgetrokken (evt. gescheurd) produkt. Vaakhet gevolg van foutieve positionering van de blank.
c) een -sterke spreiding vail_=-c!~~~ieEtrekresultaten. Dit kan bijv. het gevolg zijn van te grote variaties in de (plaatselijke)
plaatdikte.
d)een eenzi jdige beschadigJng v ClIl..l!_~t_12rodukt (wr i jfplekken, scheur) ..
Oorzaak: slechte centrering of schuine bewegingsrichting
van het trekstempel t.a .. v. de trekring.
e) !het uitscheurenvan de bodem over bijnade gehe1e omtrek.
Dit kan verschillende oorzaken hebben:
- te grote stempelsnelheid
- te grote p1ooihouderdruk
- trekverhouding te groot gekozen
- weinig effectieve smering van trekring
- te nauwe trekspleet.
f) een gerimpelde produktrand. De rimpels zijn gedeeltelijk
- in de trekspleet - weggeplette p100ien, die het gevolg
zijn van bijv.:
- te geringe plooihouderdruk
- te grote trekringafronding
- ongunstige produktvorm (kegel, halve bol).
- 22 -
g)" het uitscheuren van de bodem (zonder dat reeds een gedeelte
van de wand is gevormd).
Oorzaken zijn bijv.:
- veel te geringe afronding van de trekring
- veel te grote trekverhouding gekozen.
h). _c1~.y.l9~i;ti jnen, oak weI "LUders:-li jnen" genoemd. Di t zi jn schoonheidsfouten, die geen invloed hebben op de mecha
nische eigenschappen. Ze komen voor bij materialen met
een "vlag" in de trekkromme. Dit kan worden voorkomen
door licht nawalsen na de laatste gloeibewerking. Ze
kunnen ook het gevolg zijn van verouderingsverschijnselen.
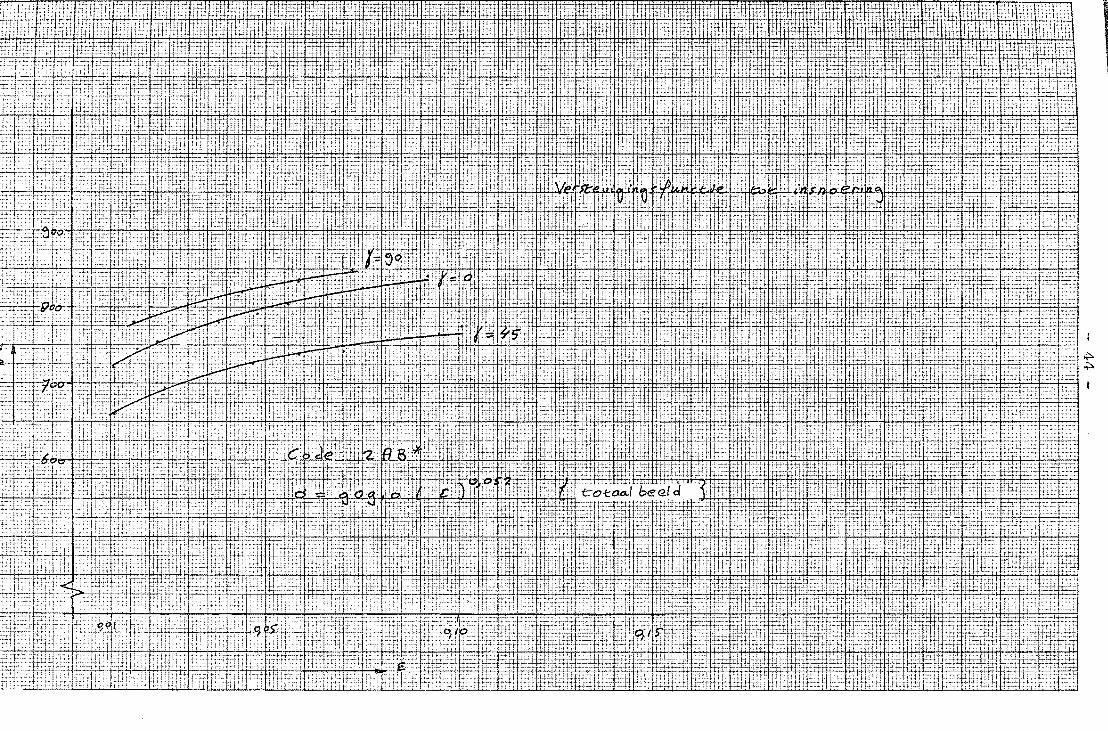
i) de insnoerlijnen. Deze hebben een soortgelijk maar duidelijker
uiterlijk dan vloeilijnen. Het zijn instabiliteiten op
plaatsen van kritische defarmatie. Doorgaans inleiding
tot scheuren van de bodem.
j) de oorvorming. Een gevolg van- planaire plastische anisotropie
van het plaatmateriaal.
k) De zogenaamde "sinaasappelhuid". Dit is een ongewenste
toename van de oppervla~teruwheid, dus nadelig voor het
uiterlijk van een produkt.
Hiervan is nog vrij weinig bekend. Vermoedelijk is dit
afhankelijk van de
- deformatieweg
- filmdikte van het (v1aeibaar) smeermiddel
- korre1grootte van het materiaal.
1) de plooivorming. Hieronder verstaat men een knikverschijnsel
t.g.v. grote tangentiele drukspanningen. Dit verschijnsel
treedt op bij geringe plooihouderdruk of ongunstige plaat
ondersteuning.
- 23 -
m)het terugveren, met als gevolg maatafwijkingen. De mate
van terugveren is afhankelijk van o.a.
- produktvorm
- de verstevigingsexponent n van het materiaal
- anisotropie
- elasticiteitsmodulus van het materiaal.
n) de vormfouten t~g.v. velerlei oorzaken zoals normaalaniso
tropie, samengeperste lucht tussen stempel en produkt,
etc.
0) de krassen (ook op gereedschap). Nadelig voor hetuiterlijK.
Vaak nog zichtbaar na het lakken etc., en soms ongewenst
voor het goed functioneren van vele apparaten in de
electronische industrie.
Oorzaken zijn bijv.:
- ongeschikt gereedschapsmateriaal
- te nauwe trekspleet voor het desbetreffende materiaal
en trekverhouding
- verontreinigingen van binnen (losgewreven deeltjes) of buiten.·
2.2 De plastische anisotropie
2.2.1 Enkele begrippen
Uit ervaring is bekend, dat naast de verstevigingseigen
schappen ook de mate waarin een plaatmateriaal anisotroop
is invloed heeft op de vorm van een dieptrekprodukt, de
deformatieverdeling en het procesverloop.
Gedurende de fabricage van plaatmateriaal - het gieten van de zogenaamde "ingots" en het uitwalsen van het materiaal -
ontstaat in nagenoeg aIle metalen een zekere gerichtheid van
de mechanische eigenschappen. Deze niet te vermijden aniso
tropie is meestal ongewenst.
Bij het dieptrekken ontstaat hierdoor de zogenaamde "oor
vorming~ waardoor materiaal verloren gaat.
De laatste jaren heeft de zogenaamde "R-factor" meer bekendheid gekregen.
De R-factor wordt bepaald met behulp van een trekstrip en
is gedefinieerd als de verhouding van de natuurlijke dwars
rekken evenwijdig aan en loodrecht op het plaatoppervlak
(resp. t d en £ n). Beide rekken in een vlak loodrecht op de trekrichting, dus
R r =
Uit proeven is gebleken dat de normall op het plaatoppervlak steeds een anisotropiehoofdrichting is.
E is in feite dikterek. n
In het algemeen is de anisotropiefactor geen constante,
maar afhankelijk van:
- de hoek tussen trekrichting en walsrichting:
- de voorgeschiedenis van het plaatmateriaal:
- de langsrek van de trekstrip:
- toevallige oorzaken, zoals gasinsluitsels, etc.
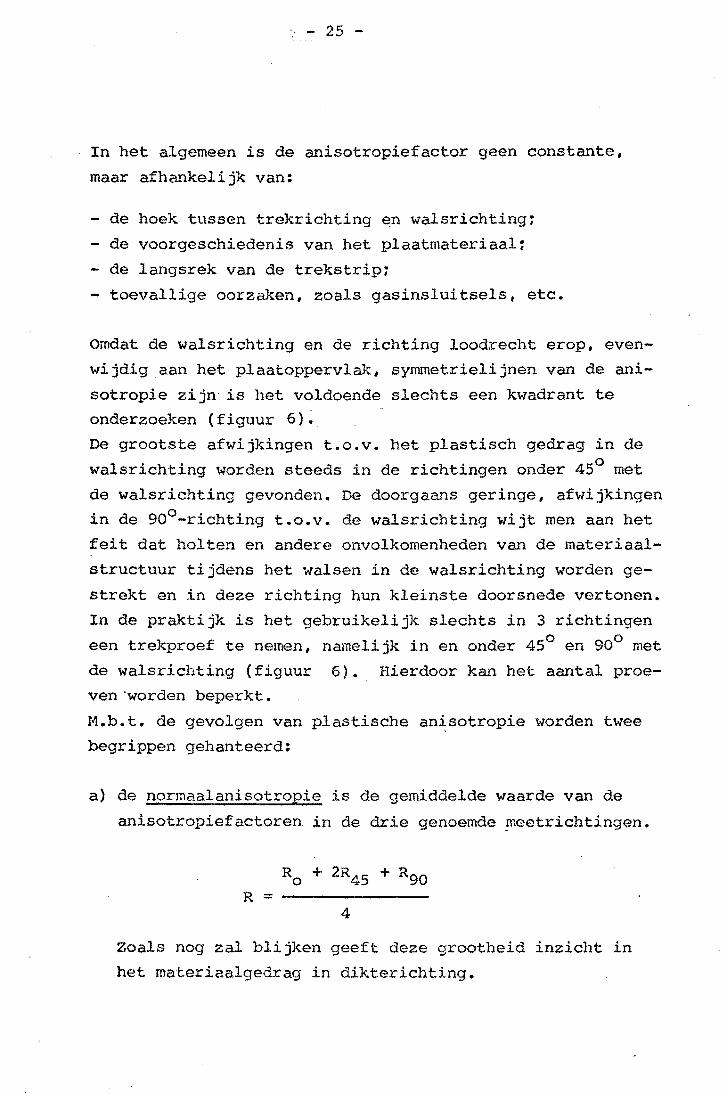
Omdat de walsrichting en de richting loodrecht erop, even
wijdigaan het plaatoppervlak, symmetrielijnen van de ani
sotropie zijn: is het voldoende slechts een kwadrant te onderzoeken (figuur 6).
De grootste afwijkingen t.o.v. het plastisch gedrag in de
walsrichting worden steeds in de richtingen onder 450 met
de walsrichting gevonden. De doorgaans geringe, afwijkingen
in de 900 -richting t.o.v. de walsrichting wijt men aan het
feit dat holten en andere onvolkomenheden van de materiaal
structuur tijdens het walsen in de walsrichting worden ge
strekt en in deze richting hun kleinste doorsnede vertonen.
In de praktijk is het gebruikelijk slechts in 3 richtingen
een trekproef te nernen, namelijk in en onder 450 en 900 met
de walsrichting (figuur 6). Hierdoor kan het aantal proe
ven'worden beperkt.
M.b.t. de gevolgen van plastische an~sotropie worden twee
begrippen gehanteerd:
a) de normaalanisotropie is de gemiddelde waarde van de
anisotropiefactoren in de drie genoemde !lleetrichtingen.
R = 4
Zoals nog zal blijken geeft deze grootheid inzicht in
het materiaalgedrag in dikterichting.
- 26 -
._-- .- --
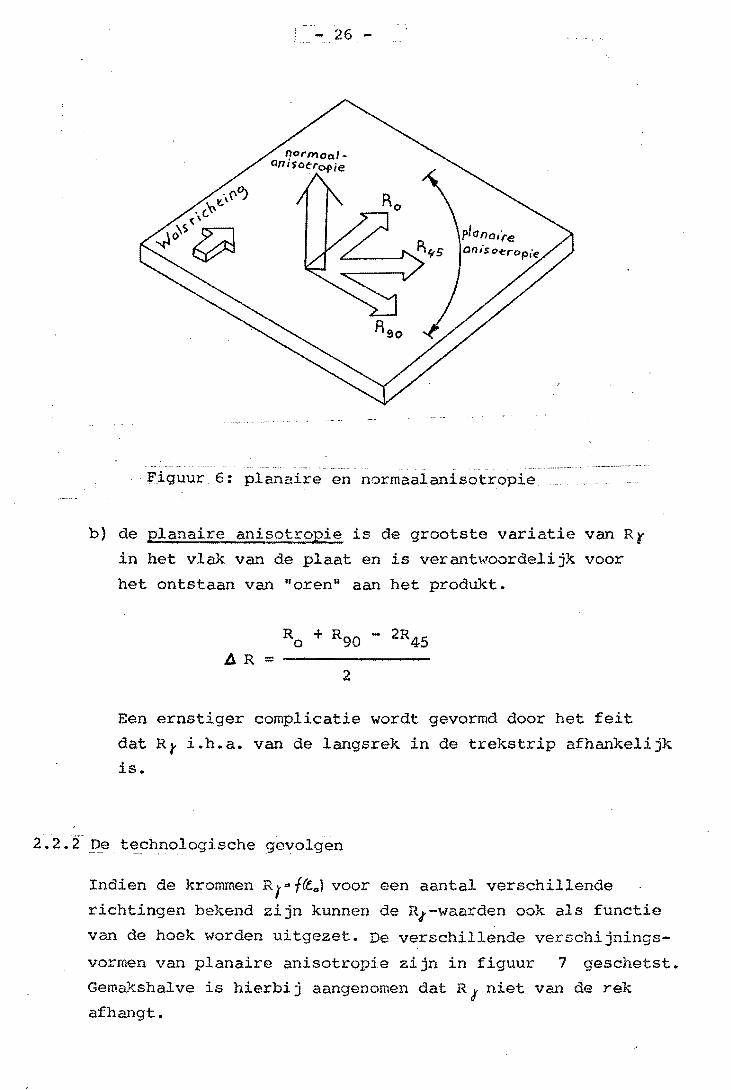
Figuur.6: planaire en normaalanisotropie
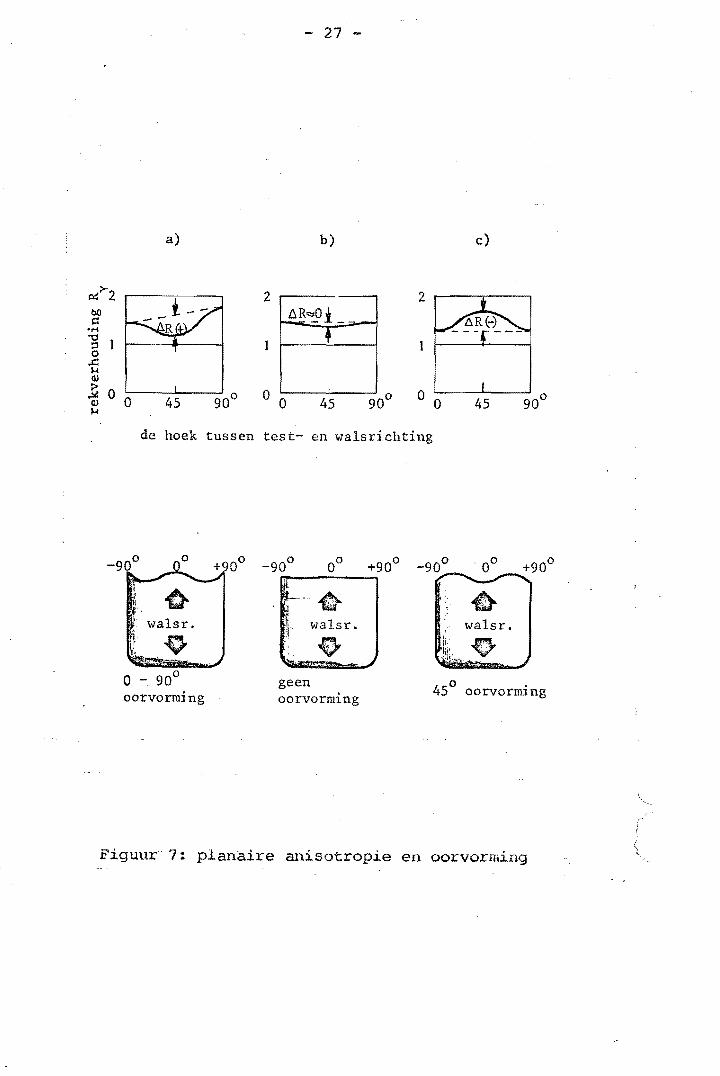
b) de planaire anisotropie is de grootste variatie van Ry
in het vlak van de plaat en is verantwoordelijk voor
het ontstaan van "oren" aan het produkt.
AR= 2
Een ernstiger complicatie wordt gevormd door het feit
dat Rt i.h.a. van de langsrek in de trekstrip afhankelijk is.
i.2.2De technologischegevolgen
Indien de krommen R/=f~c} voor een aantal verschillende
richtingen bekend zijn kunnen de Rj-waarden ook als functie
van de hoek worden uitgezet. De verschillende verschijnings
vormen van planaire anisotropie zijn in figuur 7 geschetst.
Gemakshalve is hierbij aangenomen dat R j niet van de rek
afhangt.
~>-2 bO s:: .....
't:I :::s o
..c:: J,..I (J)
a)
~ 00 ~----4~5----~900 J,..I
2
o 0
.- 27 -
b) c)
2 .__----r---..., ~R~i __
45 o 0 45
de hoek tussen test- en walsrichting
o - 900
oorvorming
-900
00
+900
-----.... ~ . ! walsr.
Ii~
geen oorvorrning 45 0 . oorvormlng
Figuur7: planaire anisotropie en oorvorrning
- 28 -
De oren ontstaan in de richtingen waarin Rr maximaal is.
De hoogte van de oren is groter naarmate de planaire anisotropie £ R groter is.
Indian AR = 0 worden geen oren gevormd.
Na het dieptrekken is in de meeste gevallen een trimbewerking
vereist. Bij planair anisotrope materialen wordt hierdoor
de nuttige produkthoogte verminderd. Hierdoor is soms een
bijkomende trekfase nodig. Bij materialen met sterke oor
vorming bestaat de mogelijkheid, dat in latere trekfasen
de eerder gevorrnde oren tegen elkaar worden gedrukt.
Hierdoor ontstaan - voor het oog vaak niet zichtbare -
EEoduktfouten.
Andere verschijnselen die op planaire anisotropie w~Jzen
zijn bijvoorbeeld het optreden van plaatselijke plooien
op vier plaatsen op de omtrek van produkten, het ver
springen van de richtingen van zichtbare glijlijnen op
onderling 900 verschoven plaatsen, etc.
Vaak wordt ten onrechte aangenornen, dat het ontbreken van
eengegolfde produktrang op isotroop materiaal wijst.
Hieruit voIgt namel!jk geen enkele aanwijzing m.b.t. de
vraag of de eigenschappen in het vlak van de plaat en
loodrecht erop (normaalanisotropie) gelijk zijn. Afwijkingen
van de plastische eigenschappen in de dikterichting zijn
visueel minder opvallend. Het is mogelijk dat een materiaal
een vrij sterke normaalanisotropie bezit, terwijl de pla
naire anisotropie nagenoeg ontbreekt.
- 29 -
De invloed van normaalanisotropie kan als voIgt worden
gekarakteriseerd:
Bi j een materiaal waarbi j R i' > 1 t bestaat een
- in vergelijking met isotroop materiaal - ver
hoogde \.,reerstand tegen dikteverandering.
Het materiaal deformeert bij voorkeur in het
vlak van de plaat.
Het omgekeerde geldt eveneens:
In het qeval dat R ~ 1, bestaat - in verge
lijking met isotroop materiaal - een verminder
de weerstand teqen dikteverandering.
De anisotropiefactor R geeft in eerste instantie aIleen
een indruk van de deformatieverdeling bij de trekproef.
De invloed op de deformatieverdeling bij andere spannings
condities en op de spru1ningsverdeling zelf kan nog niet
worden beoordeeld. Om deze reden is slechts een zeer glo
bale verklaring voor de invloed van R mogelijk.
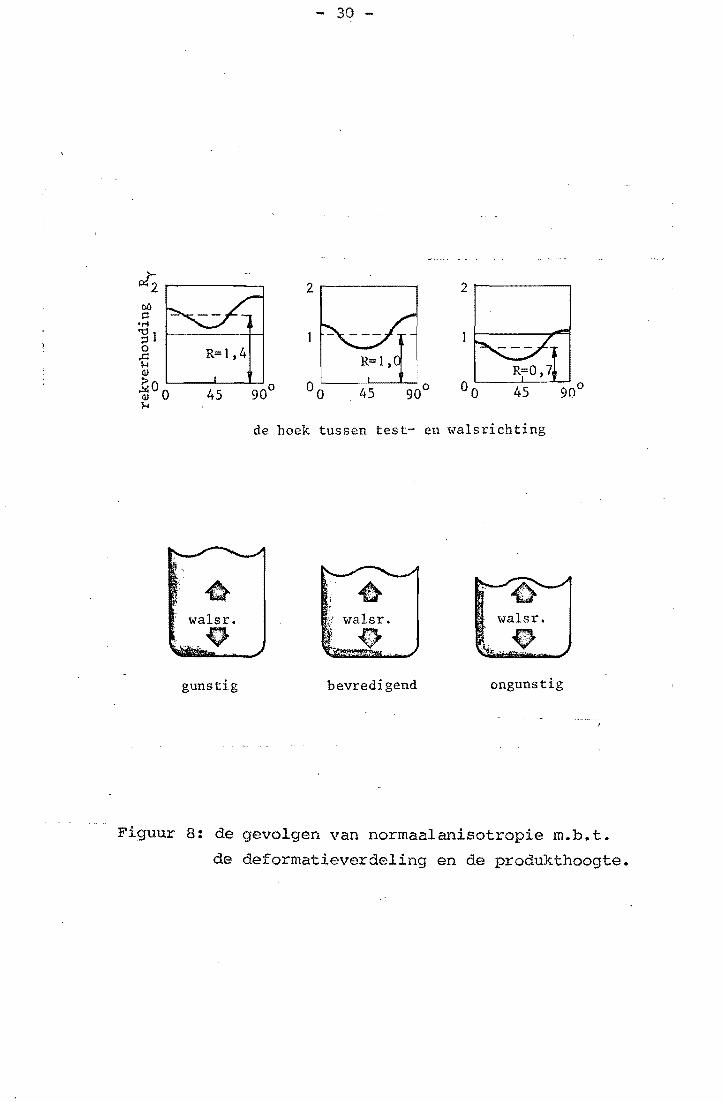
Bij het dieptrekken wordt het materiaal in de blankrand
gestuikt in tangentiele richting. De volume-invariantie
dwingt het materiaal daarbij te rekken in radiale en in
dikterichting. Naarmate de normaalanisotropie groter is,
en dus ook de weerstand tegen diktetoename, zal het mate
riaal tijdens de radiale verplaatsing minder in dikte
toenemen. Het ligt voor de hand te veronderstellen, dat
dan ook de (grootste) dieptrekkrachtgeringer zal zijn.
Een geringere toename houdt in dat de radiale rekken gro
ter moesten zijn. Geintegreerd over de blankrand betekent dit een hoger produkt (zie figuur 8) ~~.
bl) r:: ..... ] J I-------I--i o tl R= 1,4
CI.J
~oo 1-4
- 30 -
2.------..... 2r------,
de hoek tussen test- en walsrichting
gunstig
walsr. ~.' V
bevredigend ongunstig
Figuur 8: de gevolgen van normaalanisotropie m.b.t.
de deformatieverdeling en de produkthoogte.

- 31 -
Het zwakke punt van een dieptrekprodukt is het overgangs
gebied tussen bodem en wand. Dit rnateriaal draagt de
sternpelkracht over op de produktrand. Zolang deze kracht
toeneemt wordt het rnateriaal in axiale richting gerekt. Omdat het stempel een tangentiele contractie volledig ver
hindert gaat hiermee een dikteverrnindering gepaard.
Een hoge R-waarde werkt dit, tegen en betekent a.h.w. een
ingebouwde versterking van het bedreigde gebied.
Orndat een bodemscheur de grens van de rnogelijkheden tot
dieptrekken betekent is het duidelijk dat de dieptrekbaar
heid (of de "grenstrekverhouding") groter is naarmate R
grater is. Bovendien zijn in dat geval minder grate ver
schillen in wanddikte aanwezig in de wand van het gerede produkt.
Omgekeerd voeren laqe waarden ( < 1) van R tot grote wand
dikteverschillen en een verminderde geschiktheid tot dieptrekken.
- 32 -
3. BET VERGELIJKEND ONDERZOEI< NAAR DE DIEPTREKBAARHEID VAN
DE r40LYBDEEN PLAATVlATERIALEN
3.1 De probleemstelling
Vier blankmaterialen, die blijkens eerdere onderzoekingen
bij de N.V. Philips' geen grote verschillen in plastische
eigenschappen hebben, geveh in het produktieproces grote
verschillen in uitvalpercentages van diepgetrokken pro
dukten.
De vier blankmaterialen worden aIle aangeduid als molybdeen.
Molybdeen is een sintermateriaal.
Van de blankmaterialen is het volgende bekend:
a) Brie blankmaterialen worden op precies dezelfde wijze
vervaardigd, doch ondergaan hierna verschillende warmte
behandelingen
b) over de bereidingswijze van het vierde blankmateriaal is
niets bekend omdat dit materiaal van een andere firma
wordt aangekocht
Een vergelijkend onderzoek kan de kleine verschillen tussen
de vier plaatmaterialen aantonen.
3.2 De toegepaste beproevingsmethoden
a) Wanneer men wil onderzoeken of er verschillen zijn in
plastische eigenschappen tUBsen plaatmaterialen, bepaalt
men als eerste de verstevigingsrelatie en de voor het
dieptrekken belangrijke anisotropiefactor R.
- 33 -
Hier betreft het een onderzoek naar vier plaatmaterialen
met aIle dezelfde aanduiding: Itrnolybdeen". Het is dus
noodzakelijk, gezien de ogenschijnlijk kleine verschillen
tussen de platen, ge proeven zeer nauwkeurig uit te voeren
en op elk detail te letten.
Met behulp van een simpele trekproef waarbij ook de breedte
en dikteverandering van de trekstrip gemeten wordt kunnen
we zowel de verstevigingsrelatie als de anisotropiefactor
bepalen •
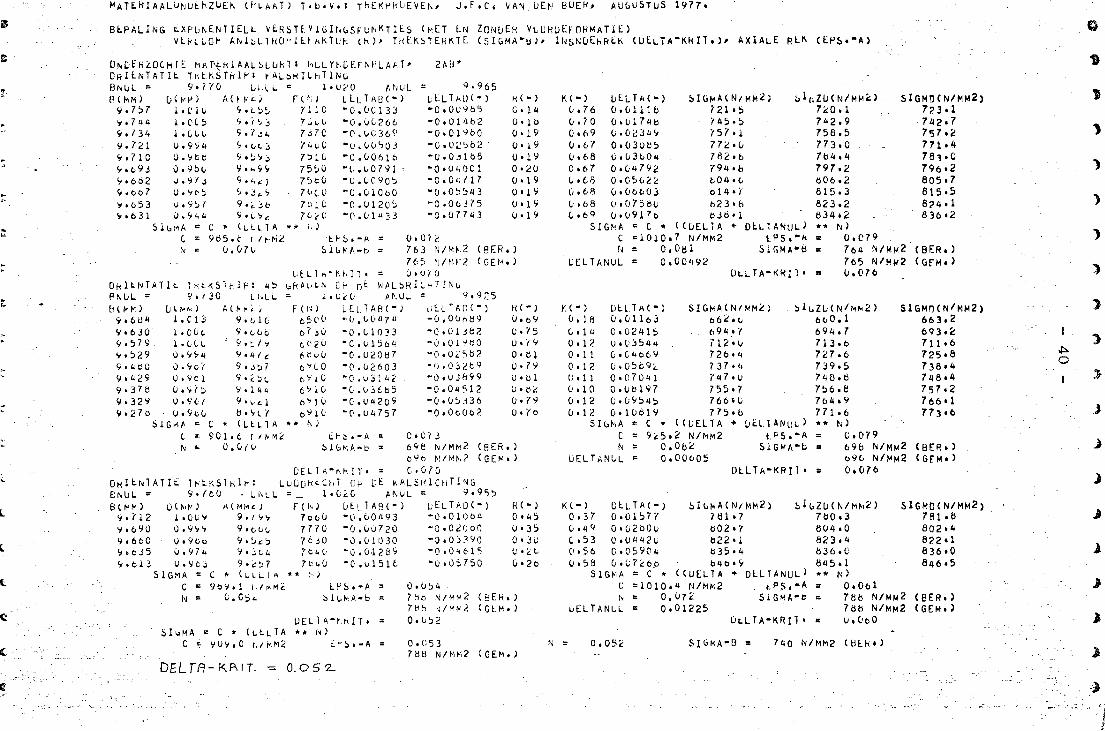
. Dankzij de moderne techniek kunnen zeer nauwkeurig en ge
makkelijk een aantal meetpunten vastgelegd worden die
dan met behulp van een computer verwerkt worden tot ta
bellen met de gewenste gegevens. Tevens kan direct het
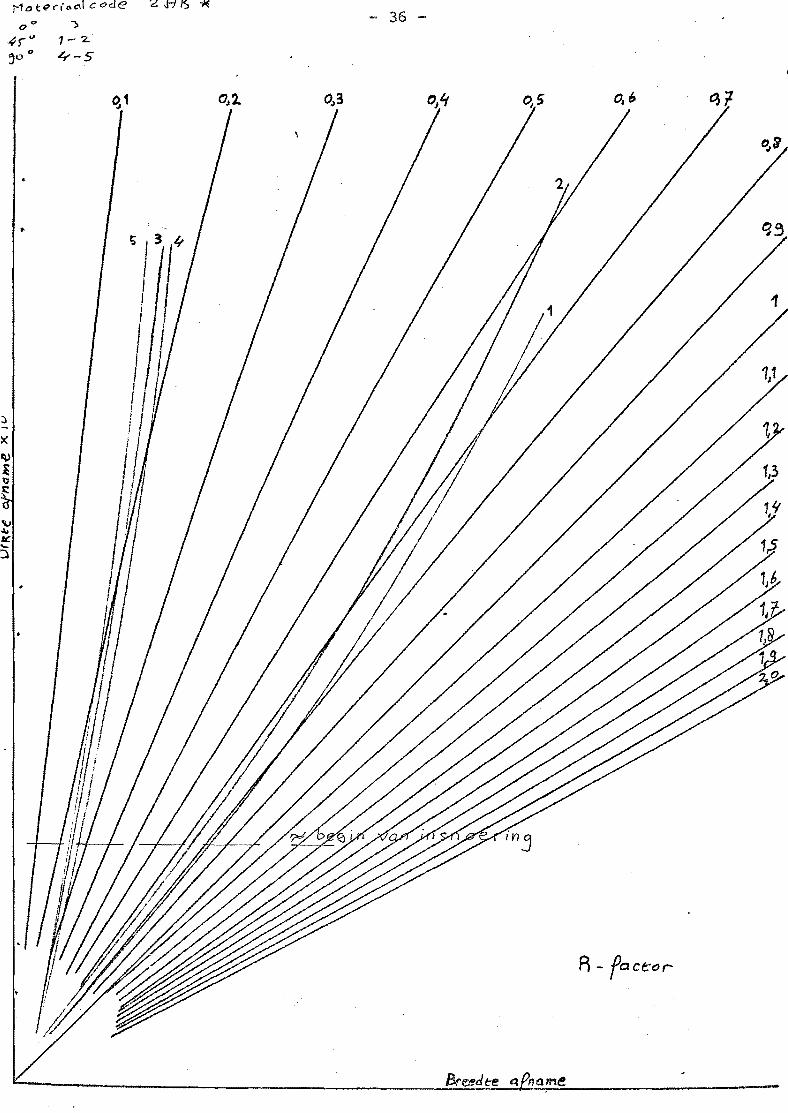
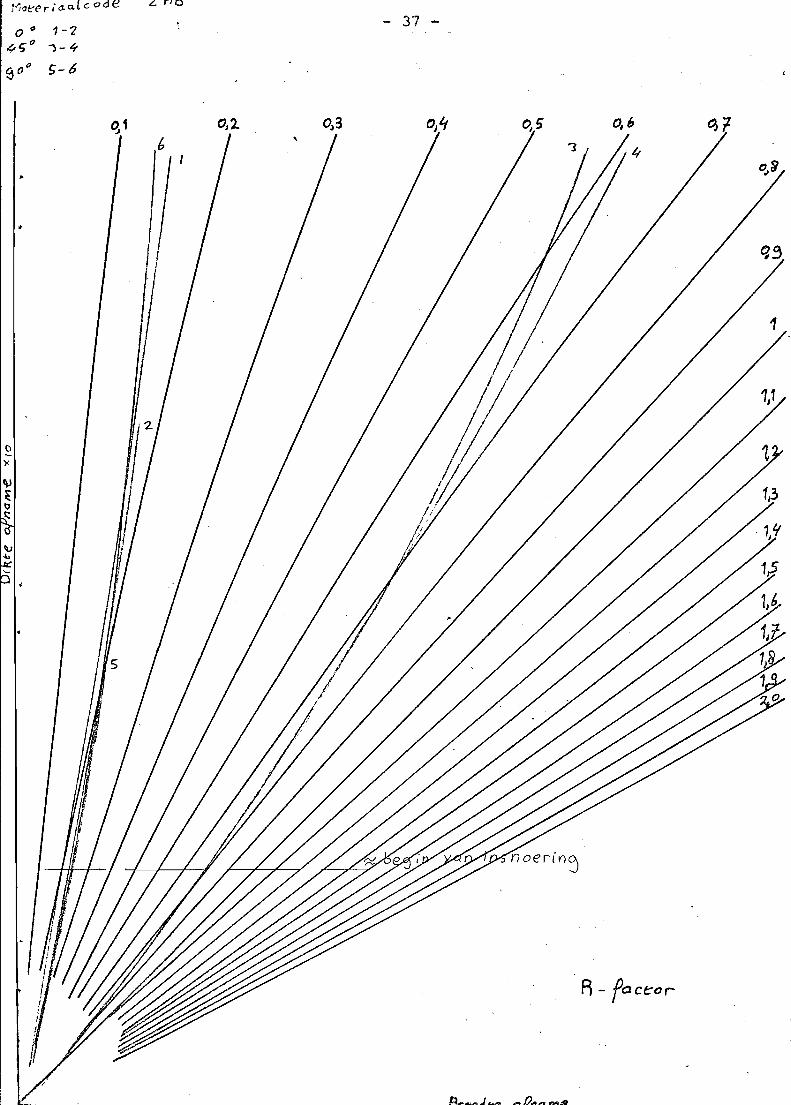
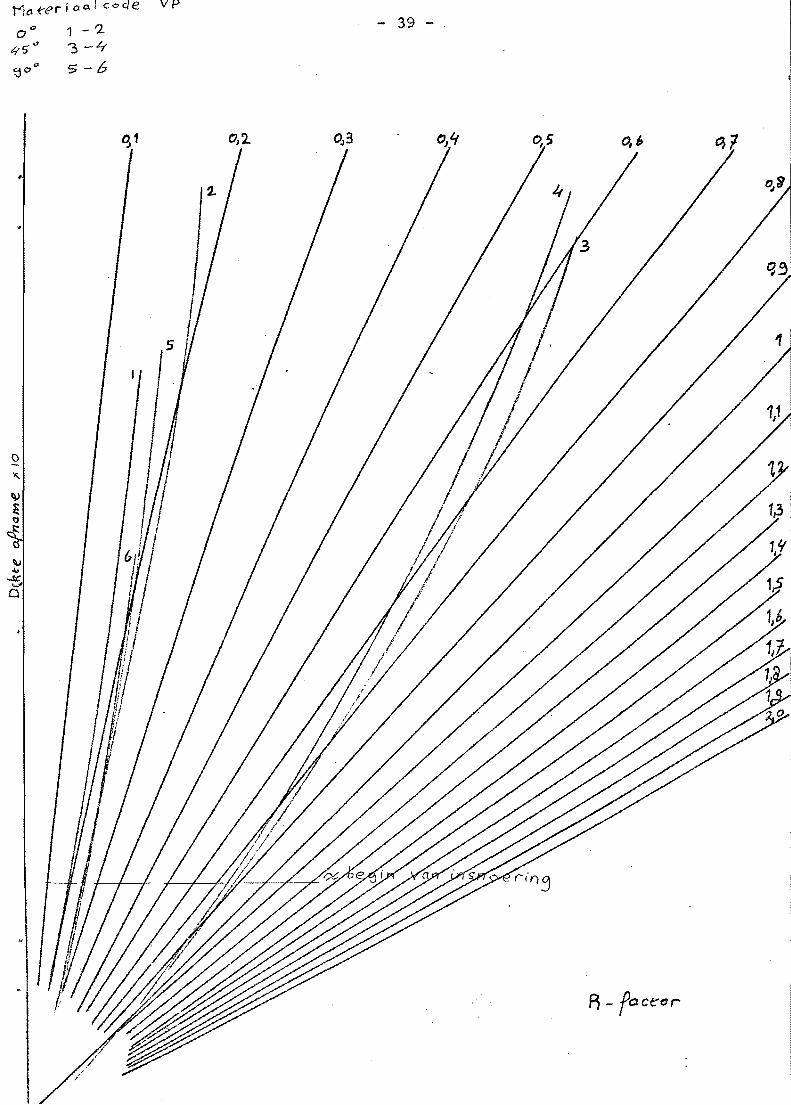
verband tussen breedte- en dikte-afname van de strip in
een grafiek.vastgelegd worden, waardoor een globale in
druk van het verloop van de anisotropiefactor R verkregen wordt.
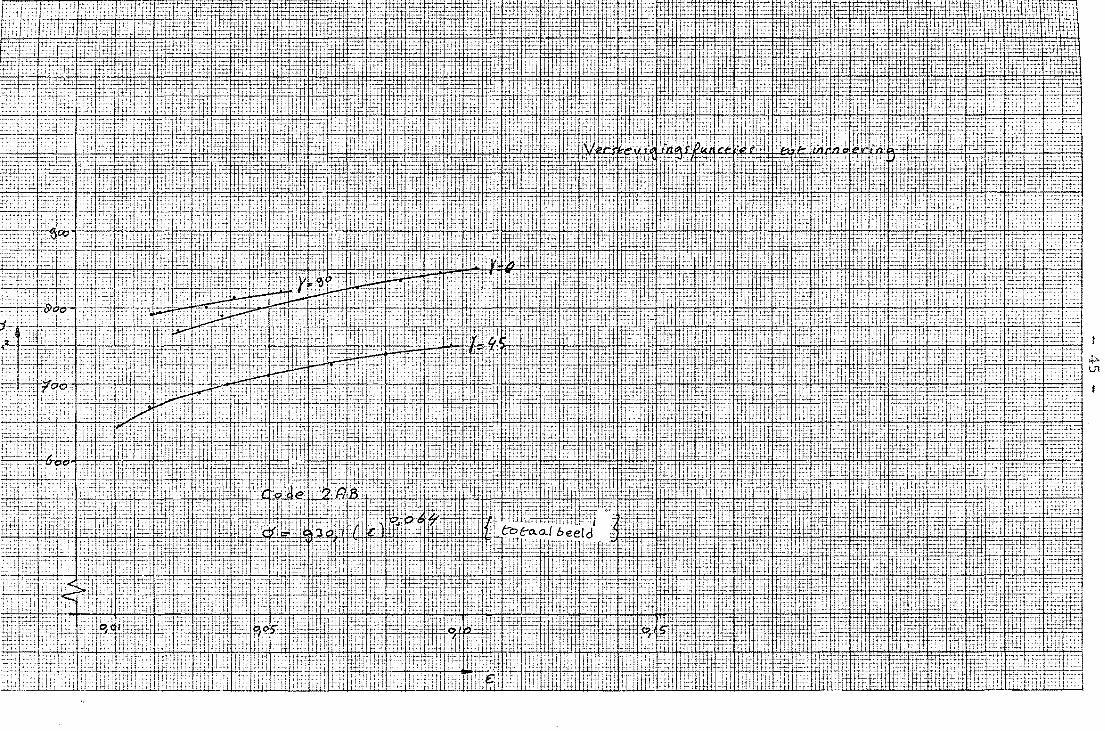
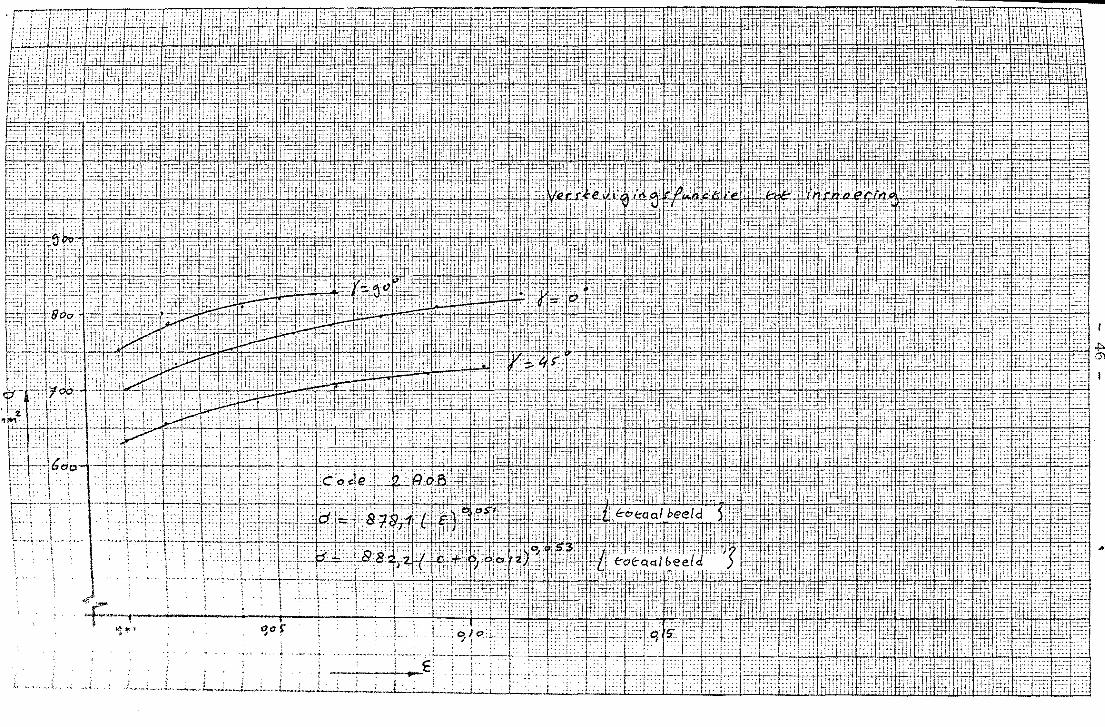
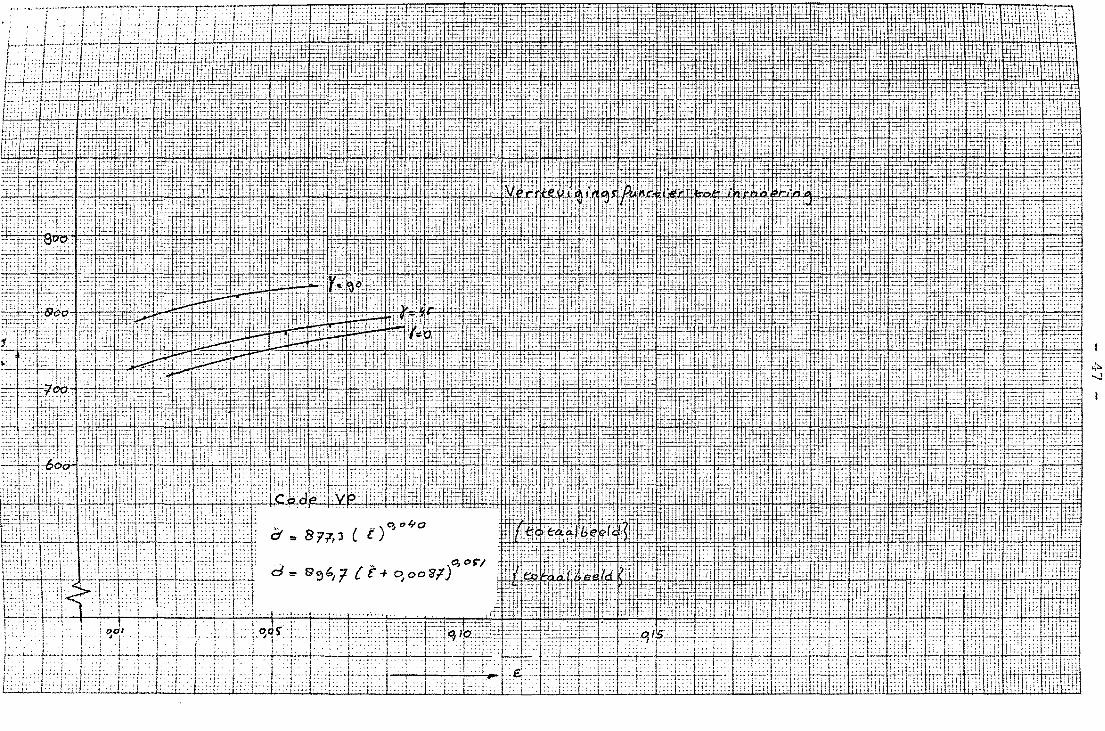
Deze grafieken z~Jn op de bladzijden 36 tot en met 39 vermeld, terwijl de outputtabellen op de bladzijden 40 tot en met
43 zijn weergegeven.
Op bladzijde 48 staan de hardheidsmetingen volgens Vickers. Voor de lezer die meer wil weten over de werkwijze en
achtergronden van de trekproef .ter bepaling van verste
vigingsrelaties en anisotropiefactoren wordt verwezen
naar (3).
b) Als dieptrekproef hebben we een rond potje genomen met
zo gering mogelijk afmetingen om zo weinig mogelijk
materiaal te verbruiken. Uiteraard zijn we hier beperkt
doordat we slechts proeven kunnen doen met het aanwezige
gereedschap. Hierdoor zijn de verschillen in trekver
houdingen van de trekgangen vrij groot.
- 34 -
Verder kan hier opgemerkt worden dat deze diepproeven
slechts als grove indicatie kunnen dienen en zeker niet
met absolute waardes van trekverhoudingen gerekend mag
worden omdat elk dieptrekproces anders is t.g.v. produkt
vorm, afmetingen, trekomstandigheden, enz.
Op bladzijde 50 staan de dieptrekproeven met stempel
afmetingen en plooihouderdruk vermeld.
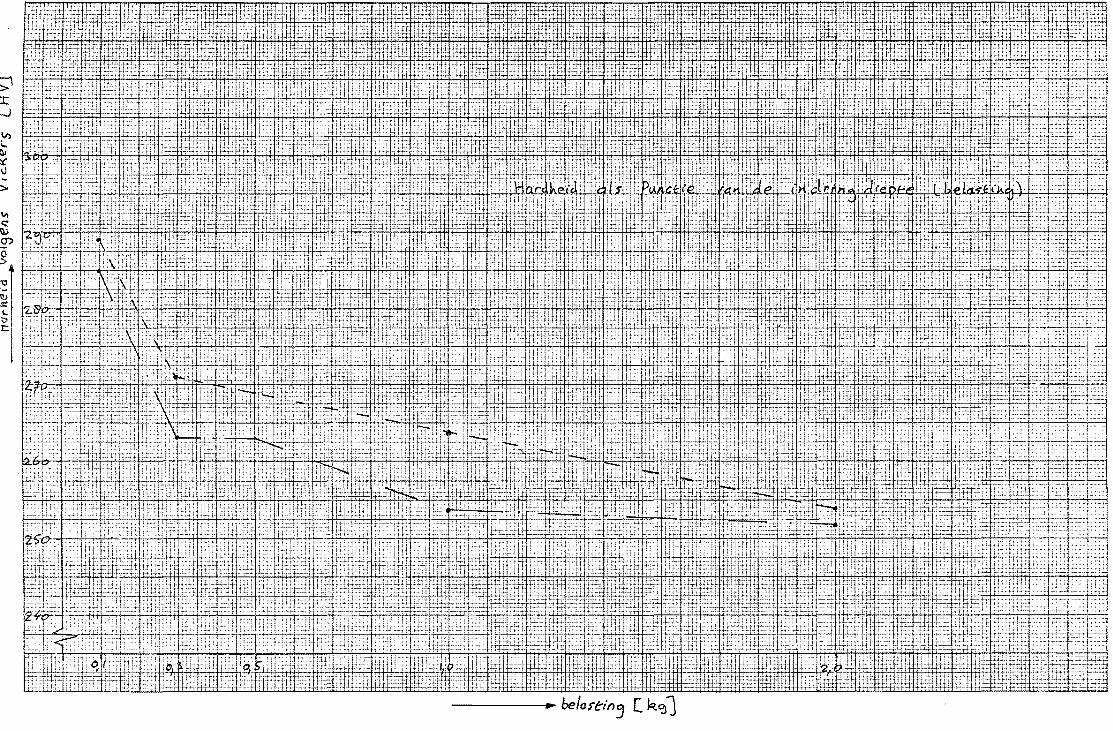
c) Een van de beproevingsmethoden die niet vaak voorkomen
zijn hardheidsmetingen met oplopende belasting.
Concreet: met behulp van Vickers pyrrunide maken we indruk
king in de plaat, maar telkens laten we de indrukbelasting
toenemen. Het gevolg hiervan is dat bij elke nieuwe meting
de indringdiepte van de pyramide groter wordt.
Wanneer we in gedachte de doorsnede van de plaat in lagen
verdelen dau.hebben bij groter wordende indringdieptes
steeds meer lagen invloed op de hardheidsmeting.
Hierdoor kunnen we bepalen of de hardheid van de opper
vlaktelaag anders is dan die van de onderliggende lagen.
Verschil in hardheid zou kunnen ontstaan doordat tijdens
het uitwalsen van het sinter.materiaal tot plaat de ver
vormingen aan het oppervlak van de plaat groter zijn dan
daaronder. Dus een grotere voordeformatie aan het opper
vlak van de plaat, waardoor de kritische deformatierek
bij het dieptrekken eerder bereikt wordt.
We moeten echter een correctie toepassen, t.g.v. het feit
dat de deformaties aan de top van de pyrrunide het grootst
zijn. Hierdoor meet men bij een kleinere indrukking een
grotere hardheidswaarde omdat de totale deformatie bij
een kleine indrukking relatief groter is, dus er relatief
meer versteviging optreedt (gesteld dat de hardheid van
de plaat overal gelijk is).
Wekrijgen dus een afnemende hardheidswaarde bij toenemende
indrukdiepte.
- 35 -
Onze bedoeling is echter de plaatmaterialen onderling te
vergelijken zodat dit verder niet relevant is voor de
uitkomsten.
Het verwerken van de meetgegevens gaat als voIgt:
indien bij kleine indringdiepte (kleine belasting) een
groot hardheidsverschil tussen twee platen wordt gemeten
dat bij toenemende indringdiepte verdwijnt, dan duidt
dit op verschillen in de oppervlaktelaag van de platen.
Voer theoretische achtergronden van deze bepreevingsmethede
wordt verwezen naar (6).
3.3 De resultaten
Tijdens de proeven is de volgende codering gebruikt voor
de vier blankmaterialen:
- het plaatmateriaal wat aangekocht wordt door N.V. Philips:
VP
- de. plaatmaterialen die de N.V. Philips zeIt vervaardigd:
2>.AB *, 2 AB en 2 AOB.
Mo tC?t"i"".1 code 2 FJ IS II(
0° "}
4r~ 1-2.. ,0 <> 4--5
•
- 36 -
0,5 0,6
R - fact:or
Yiot'e,..ja.o,(code
0" 4t;tJ
BOo
()
)<
1-'2 ")-~
5-6
~1
L no
- 37 -
OJl O,J3 0/1 0,5 ~b
I:, ,
r I
R - face-or

Mat-eriQQ ( code 2 ROB 0" 1-2- - 38 -
45"' 3-~
90° S- b
q1 ('),2- 0.)3 O/f ",5 0,6
r
.... a
R - fact:'or
t'1(lt-eriOQI code vp
0<:1 1-2- - 39 - .
4'5''' '3 -Lt
~o" S - 6
Q
R - fact:'cr
".
" p
'.
r
;-.
..
l
l
l
c::
(:
C!
.•.
B~PALING ~XP~~ENTIELl V(RST[V'6I~6SFUNKTI(S (~[T IN ZONUEH V~UHuEfnHMATIE) v E. f<L L n I- A 1'. , :, L Ht Cn- 1 U "K T LJ h (k)' T I( E K:, TE H K rr: (S I C. M A - b ). If, S N CJ E h R E K (U E L T A - K R IT • ), A X I ALE R L K (E f' S • - A )
o t. N R L 0 (. H r E t11\ T{ ~( I A A L ~ L lJ k T I I" L L n.U: r N f' L A AT' ORIENTATIL TKlKSTkll-1 rAL:'HIlhT1NL B 1'. U L = ':I • ; i' 0 I" /. L L C 1 • lJ (: 0 MIl: l. ("",M) l,(t-<tO AU:f"') r(I',i L,lLTII[jC-) y.7~7 l.ellJ 9.L~~ 7110 ·0.00133 ~.7q. 1.0C5 ~.i~~ 7~~lJ ·0.00266 9.734 '.LLL 9.1;~ 7j7C -O.lJC36 D
9.721 U.9~4 9'~Lj i'4lJC -0.00503 9.710 0.9tb 9.~~~ 7~10 -0.00610 9.6<}j 0.9bL ~.·~9 7550 -O.L0791, 9.6b2 ~.9fJ 9'~~l 75cO -U.0C90~ 9.007 0.905 ~.j,~ 7~LO -0.01000 9.053 v.9~1 9.~jb 701C -0.U1205 9.631 ~.9~q 9'L~~ 7L~C -0.01 8 33
Slt.:1A" C" (l..ll1A ** I.)
=
2Afj"
9.965 ulLTH)(-) -0.Ou9b5 -0.01 /I1J2 -O.OI'lbO -0 .0;2Sb2 . -U.Ojlb8 ·0·0,,001 -0.0',117 NO.0~:'43
-0.00375 -0.07743
C 91:l5.t r./~~\<' O.Oi~
H (~)
(;.14 0.1 /) 0·19 0'1 <}
0'1 ~ O·~O 0.19 0'1'01 O'l'ii 0·19
N 0.070 u .. t,. -A
Slbt'<A"b = 763 N/M~;2 (BER.) 765 ~1/~IH2 C GE~ •• )
OkltNTAllL lktKS1~1~: q5 PNuL '" "Ii 30 LI,l,l B'~~) ~\~~) A(~~.)
Y.6U4 1.C13 9.~lO
9.630 1.QOc 9'Lbb ~.~79 1.~C~ ~.~/~ Y.~29 0.9~4 9.4f, Y.4DO O.~ti 9'~~1 9.429 O.~tl 9"~L 9.378 O.~i~ ".l44 9.329 U.Vtl 9'~,1 9.27b U.geL b'~lf
l: l L 1 !... K h I 1 • = (j.viO uK ~ L, t.1~ Of- nt. rIAL!:>RILrT IN" ::: l.lid) ~.~, Ul. ~.9;:5
F(N) l L l. 1 A 8 C - ) lill TAil C - ) H C -) 6~C'O ~O.\'('~7~ -O.OUl1b9 U'b9 b7~O -O.Ll0~3 -0.01J82 U.75 (, t, 20 -C.lJ1564 -0.01':1tlO 0./9 6b,,0 -C.u~QI:l7 ·O.O<:Sb2 o otn 6~(,0 -('.02603 -'i. O:i 2 t 9 0·79 6'i~(; ·0.\..1314£' -0.03899 U. (j 1
6"~0 -O.li3tb5 -0.04512 o.ti~
6"'10 -C.vq209 -0.0~:d36 (;.79 0'110 -O.U4757 -o.0t-002 0.(0
~. 1\)
C.O'3 SIG~_ '" C * (UlL1A
( '" 901.6 r.t~M" N" O. (ill'
L I- ~ ." A Si6t<;~.-b " 64~ N/Mf.!2 (eER.)
o % N I M ~, ? (G 0: • ) CElTA-ftkIr. (.070
OHII:.NIAlIt: Hd:.K5h:lt-·: LulJDh~Ct,l Dp Col'. \lIIL:;II1(HT1N6 8110UL = 9.1/;.0· L/ld.L 1.(;,(, ~l\vL C 9.95:' BCI"'M) D(~'~·) A(MM£) F(") C,[,lAR(-) uELTAi)(·)
9.712 1.oliV 9.f9~ 70bU -0:~Oq93 -O.010b4 '1.690 O.9~~ 9'D~~ 7770 9.660 v.9uo 9.~~~ 7tJO 9.035 u.974 9'~~4 7c~0
9.613 U.90j 9'~~7 7c~O SIGMA C ~ (~~Ll" •• ~i
C c: 9 ()" • 1 I , I ~. M ;:
-0.(;0720 -0.01030 -0.01289 -O.vI51E-
~0.02(Jdn
·0.0:>:190 -O.O~61<;
-0.0~750
0.0:'4
O·:Ju (..'.£:t..
v'20
N = C'O~'-lP!:>.-A =
!:>1L~;~.-b =
UEL1A-r.tlIT' SI~MA ~ C * (lilLTA ** N)
?M~. !\I/MM2 (fiER.) 7tH, i~/M"',2 C GtM.) 0.(;52
0.OS3 7bH N/MM2 (GEM.)
DELTA-kP.IT. -= 0.052....
K(-) ~ElTA(-) !:>IGf.!ACN/MM2) :,lr.Z()(N/MM<:) 7~O .1
SIGMD(N/MM2) 723.1 742.7 757.2 771·4 78l'0
0.76 O.0111b 121'5 0.70 0.~174b 145.5 0.~9 0.02349 {S7'l 0.67 0.0)U85 77~.0 0.68 v.03bO~ 782.b 0.67 0.04792 794'b 0.68 0.05622 b04.6 0.68 0.00603 tll4.r 0.08 u.07580 h23.b 0.69 0.09170 b30.1
SIGMA'" C * «UELIA + D~LIANUL) C =1010.7 N/MM2 lPS.-A ~ ~ O.O~1 SIGMA-a
LELTANUl C 0.0049~
742.9 756.5 773.0 7b4.4 797.2 tl06.2 81503 823.2 834.2 ** f\j) = 0.079 = 764 N/MM2
765 N/MM2 v.(l76 DlL lA-KRI 1. =
796 .2 805.7 815.5 624.1 836.2
(BER.) (GEM.>
~(.) UllTA(-) SIGMA(N/MM~) :,lbZ~(N/M~2) SlGMO(N/MM2) 663.2 0.18 0.01163 062.~ 660.1
0.14 0.0~415 694~1 694.7 0.12 0.03544 712'~ 713.6 0.11 0.C406Y 726.~ 727.6 0.1? 0.05b9~ 737,4 739.5 0.11 0.(:7041 747.0 746.0 0.10 O.Ob197 755.7 7~6.8
0.12 0.09545 766\0 7b4,9 0.12 0.1081Y 77S./) 771.6
SIb~A C * (CUElTA • DEL1ANUL) ** ~) C = 9~5.2 N/~M2 lPS.-A = 0.(179 N = 0.082 SIGMA"U. 69b N/MM2
GELTANUL = 0.00605 096 N/MM2 DELTA-KRI1' = 0.076
693.2 711 .6 725.8 738.4 748.4 757.2 766.1 773·6
K(-) OlLTAC-) ~Ib~A(N/MM2) ~lbZ~C~/M~2) SlGMDCN/MM2) 781.8 0.37 0.01577 7~1'7 780.3
0.4 Q 0'02bOV 802'7 804.0 c.53 O.U442u 822.1 823.4 0.56 0.05904 835.q ~36.0
0.58 O.C726~ b40.9 845.1 SIGMA = C * «UELTA + DELTANUL) ** N)
C =1010.4 N/MM2 LPS.-A = 0.Ob1 ~ = 0.072 SIGMA-8. 78b N/MM2
0ELTANuL = 0.01225 71:lb N/MM2 elLIA-KRI1'. 0.000
N = 0.052 740 N/MM2 (Illk')
802·4 822 .1 836.0 846.5
(BER.> (GEM. )
0
'I
, )
)
)
)
')
)
) ~ 0
)-
J
j
l
.J
j
j
1
l
,)
."'.; -' ( .. '
J t
B~PALINb LXPLNENTIElL ~LHS1EVIGl~0SFUNKTlL5 (~'ET IN ZONDER VUORUEFORMATIE) vERL~UP ANlbLlhU~lEfAhlU~ Ch)- ThEKS1ERKTE <sIGMA-a). INSNOERREK (UELTA-KNIT." AXIALE RLK CEPS.-A)
OhO~HLOLHTE ~"TEHIAAL~LLHTI h~LYbDEE~PLAAT. ORIlNTATIL TkLKSTHIPI ~"L~HIChT&~b B~UL • 9.150 DhLL· 1,'00 ANLL fHMM) [HMM) AIM,,",;) F(f';) tELlASC-) 9.'U6 W.91e 9.4~~ 7J2U ~0.v0452
W,oH8 u.9~Y 9.3bb 74~0 ·0.00638 9.673 O,9LI 9.~~u 74~U ·0.00793 9'058 ~.9~~ 9.19q 7-/0 ·O.LC94D 9.638 v.94~ 9.vu~ 7~~0 ~0.ull~5 9,623 v.9jc 8'Yb~ 7~UO ·0.u1311 9.610 0.924 a.beD 7~LO ·0.01440 ~.5'J6 v.91v e./'.i\ 75(;0 ~0.(!l'5<t2
=
2Ab
9.750 (JEll AlH-) -0.02225 -0.03149 -o.OJ'f7l~ .0.0<1 9 19 ·o.UoltS ·0.07042 -O.U7'l()4 -0 -(.!o nil
slbhA • C • (LILlA -* h) C ".0(17.2 l.lj,I.;: ().c!f 8
He - ) 0.20 (J.<!u (1·2\1 0'19 0'1 \I 0'19 0'1 u () • III
ill" 0,07:> 770 N/~\M2 (BER.) 769 N/I'IM2 (GEM-)
UELTA-Y~IT' ~ U.075 o.d I:. ill T A Tl t:: TI- l K & Th I H q;, ~,R II l- l" l. r l, l V. A L:' ttl C H Tl r. (, B/liUL = <).1'50 Lhl,L" 1.(dO ANUL 1<1.1)43 HIMM) ULM~J Atl'l~£j F(N) LELTAHC-) DELTAOl-) ~.7~6 I,O~3 9.~,v 64jU -0.(;0452 -0,00682 9.~71 1.01~ 9,b~~ 65~O ~Q.U0814 -0.01074 ~.b13 1.01£ 9.7 L L 672u -O.~1415 -0.01763 9.~78 1.0Ub 9.~~~ 671u ·0.v17eo -U.021~9 ~.~j3 1.OL, ·9.~~~ 6~lO ·O.L~251 -O.027~6
9.402 U.9Vj 9.jVL 6~~O ·0.L2998 ~0.0J658
9.~uo u.9~~ V.,~~ bb~C -G.L~592 ·0.044D7 9.3J~ u.9l~ 9.111 6b~u -O.Lq]~O -O.0~3b5
9.~a3 u.9~~ e.9~~ 6DND ·0.049C8 -0.06105 9.245 O.90J o.9Uj 6b4U -O.(~31b .0.00 726
SIGMA C C • (ULL1A ** hI C " e H Y • 2 I.I,~: 2 (). (, f 5
(J.bO O.7el 0·8U 0·62 U-bt: (j.e;;: o ttlU
O-bl O,5v 0-7<i
t~" O,C, .. De" N/MM2 (8E~.) ()62 N/MM2 (GEM.)
aHltNTAll~ Tk~K~lhl~; ~u 81~LJl .: If. r 80 vi'l,L B{~~l DLMM) AlM~~J
'1,733 l.OvJ 9.i"" 9.712 u.~9~ 9.~~~ Y.690 J.9u! If.~iv
v.~77 v.9rL 9'~~4 SIGMA C * (lLL1A
C " 9 j 2 • 5 r, n- ~12
N '" u.O~;,
O[L1A"thIr. = 0.072 bHALL~ 0~ nL "AL~HlchTrNb = 1.~~O AN~L 9.Q76 ~(~) LEllA8C·) ~[lTAO(-) He-)
77&D -0.LU4e2 -0.01681 L.29 7760 ·0.lU698 ·0.0£502 U-27 77iO ·0.VV8b3 ·0.OJ2e9 0'26 7710 ·O.UIDS9 -0.042U~ 0'25
* * I,,) LP:H~"
::db~:A-b = O. l!4-"
UlLTA-l'ddr· = ~lbMA R C * (~LLTA ** ~)
f7 9 N I M M 2 (e E if • ) 779 tln1~12 (G[l.h) o.u .. ::s
C • 930.1 ~/MN2 EPS.-A • o • .cc,b 77" NtMM2 (GEM,) (J.O(,4
KIM) DlL1A(-) SIGMA(N/NM2) 0.66 O.O~077 771.1 0.66 0.03787 78U'3 0.67 0.0 1 771 bDl._ (;.68 v.0~66? bl~'4 0.69 0.07343 026.1 0.69 O.(;835~ 836.~
0.69 0.09351 b44'~ C.tJ9 O.10Jbb a5J'~
~1(;Z\;(N/H~t2) 7(,8.5 7b8.7 802.4 814 _ 9
Bi8.7 836.7 84).8
SIGMA = C * ({DELlA. DllTANUL) 8~0e3
** N) C ,,1076.4 iII/MH2 lPS.~A = 0.(,90
SIGMD(N/MI<l2) " 711.6
787.9 600·4 812·8 627 .5 836.6 844.8 852·6
N. 0.116 SlGMA-U uELTANUL = 0.02927
• 71(; N/MM2 ltJ9 Nllt.M2 a.Clbo
K'-) ulLTA(-) ~IGMA(N/MH21 ~1~ZUIN/MM2) O.~O 0.01134 047.u 643.3 0.14 0.01881 66b-1 667.5 0.11 0,Ol17H 690.~ 693_1 0.10 u.03939 701.( 703.9 V.l0 0.05007 712.9 716.2 (;.10 0.06657 72d.0 731.1 0.11 0.0605~ 73~'J 741.3 0.11 0.0973~ 151-0 751 •• v-II 0.11013 760'4 758.2 0.12 0.1204~ 76d.~ 763.1
SIGMA ~ C • «UELTA • DlL1ANUL) ** N) C ~ 925.0 N/MM2 lP$.-A = 0.086
SlGMD(N/IoIM2) 648.9 667.0 689.<,1 700.6 713.3 729.4 740.8 7;2·5 760 •. 4 766'~
N c 0.09J SlGMA-b = 683 N/M~2 ~ElTANUl = 0.01044 682 N/MN2
DLLTA-KRI'o. O.Ob2
K(-) ~LLTA(-) SIGMA(N/MM2> ~lbZU(N/MM2) 0.55 D.021o~ 7e9'b 7b9.6 0.57 O.03~80 80J.~ 804.0 0,58 0.04151 bll.y ~12.3 0.60 0.05264 b21,O 820.7
SIGMA ~ C * (CUElTA • DlLl~NUL) ** NJ C = ~~o.o N/MM2 lPS.-A = 0.046
SlGMOCN/MM2) 789.8 803.7 81201 820,9
N = 0.052 SlG~A-~ a 779 N/MM2 (BER.) (GEM- ) uELTANUL ~ 0,00615 779 N/MM2
DllTA·~RIT. = 0.045
0.064 733 N/MM2 (~Ek')
....
0
" 0
• 11
• • " • • ,f:::.
I-"
a
:t
:a
, .. Ii
Ii
~
1#
ill J "): ~ ~
.' f .
MATERIAAlUNOL"ZUE~ l~LAAT) l.ti.V.: THEKPRUEVE~, ~.F.C. VAN DEN BUER, AUGUSTUS 1977.
BiPALIN& ~XPU~ENTIEL~ V~HSTEv'G1Nb5~U~KT!lS (kET fN ZONOEH VUOMUEFOR~ATIE) VEKLUOP AN15UTRU~IEfMKTuH IH)' T~EKSTERKTE (SIGMA·~). INSNOEHREK (OELTA-KRIT.), AXIALE RlK CEPa'-A)
O~DEHlUCHTE MATlM1AALbuuRTl ~uLYburENPLAAT' OHIENTATI~ TKlKSTHl~1 ~ALSR'tHTlhG ~NUL = 9.770 ~hUL· l·uIO ANUL BLMM) O(MM) A'MM~J FIN) CELTAe(-) ~.7q9 . ,.000 9.749 6b80 ·0.00215 ¥.729 0.990 9.~~~ 7U~O -0.00421 9./08 0.97g 9.qyq 7110 ·0.U0037 9.bdq O.9b~ 9'3u~ 7250 -0.0088q 9.609 u.9~{ 9.~~j 7270 -0.01039 ~.6S0 J.9q( 9.lj9 729u ·0.01236 9.630 O.~j~ 9'~~4 7300 ·0.U1443 ... 600 u.':Ilo B'L1J 73~O ·0.01755
2AOli
::: ':I.el68 Lf:LTAO(-) ·o.Ou9Y, ·0.02000 -(l.on2Q -o.0'l'l:'8 -0.053<;0 -(l.Do441 -o.Q77l6 -0.0\1551
::d(;MA " C * lULL)}; *" IU {; " 9bO. 5 Id~,M2 0.074
R(-) 0·2", 0·21 0·20 0'19 0'19 0-19 0-19 0'1 ti
III '" o,Or .. !:YS.-A
:'ll.i~.A-b " 74U N/~N2 (AER,) 740 ~/f'l1~2 (GEM.)
utL1A-K~IT' = D.Of2 OFdt.NTIITlI. Hl:.K:)rt':IH 1;:' (, R II lJ L~: G t" (, L W A l ~:"d C r' Tl III to fll~UL :: 9.7 eu 1.;/·'11'- ::: 1.010 ~NuL::: ~.H70
8IMM) DCNM) A\M~~J F(h) UEL1~HC-) UELTAO(-' 9.734 1.Q04 9.7fJ 619~ -O.LO~71 ·0.00596 9.b80 U,9~~ 9.0/~ 6310 -0.01028 -0.01095 9.632 U.9"j 9.~1.~ 64~L ·0.01525 ·0.01697 9.508 0.Ye7 9'444 65u0 -0.02192 ·0.02304 <;.,;(6 U.9((' '9'~~1 654U -0.031]7 -O.03~24 ",.4etl u.yell ".3/ti u.90J <;>321 v.9;'t>
SiGMA C :::
c ..
9'1~() 65 u v -0.03666 -0.04247 9'UJI 653l -O.CuI97 -0.04'65 H.gll 65j0 -O.~4807 ·O.O~~~' (l,iLI..·IA " .. Id
0.Ob6
1«"') u.7'f 0·94 0,90 0·9:;, ,it 9.,: O-tic O.tjb (.I-tl7
N '" 84J.t! td~"i2
0.Ob4 i:.P::;.-,:. '"
:.1 (jr-,A-u = 063 N/M~l·~ (sER.i 002 t'l/r.;~12 (laY.)
UEL1~-K~IT' = O.0~q OF/lt:.NTATH. Ttd';.KSTldfl "C! i..lfHuLN ur' i)t. WAU,idclcTINl1 B~Ul = 9.650 LhLL = l_U~O ANul 10.047 BI~M) O(~~) A(~M'J FeN) l;EllAAC-' I,;ELTAOC-'
9.e25 1.01J 9.9)3 7q~U -0.1.0~54 -O.U06a9 9.b00 1.01.;J 9.u,9 7'10 .0.00509 -0.01081 ".7D5 u.~1..1 9'b~a 7blO ·0.0u867 -O.Oj2a~ <0149 . u ,':17'1 9';;'''4 7U,,0 -0.VI031 "'0.01I1u3 9.726 u.9~a 9.415 7b;O -O.u1267 -o.U52J]
SlGMA C C .. (l,iLllA ** ~)
C " 9~5.;: l"N~12 0.U;,3
O'JU 0'26 0'25 O'2Q
III" O.OS. U':'.-A
:)lu~:A~H '" n'y '1~ltll,,2 7711 ti/l~I~;:
(BEl<. l (G[I~. )
Sl~MA = C .. (ULL1A C " e7bol [.n,~i;:
N" 0.051
UEl.1A-KHlT. " ,,* 1'<)
lP:;, .... ..- :: Slut:A-b =
O.O~l
o tI)52 71d H/~~2 C~EH.) 771j tI/rH12 (GE~'.) O,()51
K(*) ullTA(-) 5IuMA(N/MM2) ~IijZO(N/MM~) 0.64 0.01210 705.7 699.7 0.65 0.0,421 73400 735.4 0.61 O.03~56 755.t 7DO.4 O,6~ 0.05442 775'0 779.4 0.68 0.0642v 765.7 7bB.e 0.68 0.07677 797'7 798.9 0_68 0.09159 tilO.? 809.1 U.6Q O.1130b b2ti.J 821.4
SIG~A = C * (COELTA • UtL1ANUL) .* N) C =1033.5 N/MM2 tPS.-A" 0.095
SIGMnCN/MM2) 706.6 732.2 75504 77,).7 786·5 7QAIS 811-2 827.2
N" 0.110 SIGMA-b" 740 N/MM2 DELTANDL" 0.01972 740 N/MM2
D~LTA-MRI1. = 0.091
K(-) DLLTAC-) SIuMA(N/MM2) 0.12 0.01067 033.Q 0.03 0-02123 058./
::.1('ZD(N/MM2) 630.5 65/l.9
SiGMO(N/MM2) 63401 651.1 67401 6A9.1 707.6 717·2 723·6 731·2
O.OS 0.0322~ 67q'4 0.02 0.04t!9~ 08~'J
0.04 0.06561 707.u 0.07 0.0791j 716.b 0.06 O.~8~bJ 72J'1 0.07 0.lU30~ 732.(.>
SIGMA C ... '(DELTA • O~L1ANUL) C ~ 872.2 ~/MM2 ~PS.MA N:::. O,Ogu SIG~A·b
OELTANUL" 0.00612
676.7 691.3 70803 7'16.9 722.6 729.1 * .. N> = 0.075 " 663 N/MM2
662 N/MM2 0.072
KC-} fJELTA(~) 5I(;MA(N/~lM2) ~1(,ZIJ(N/MM2) S1GMO(N/M",2) O.Ab 0.(J()'i/4j 751. tJ 7;il.3 7'51.6 0.54 0.0c19u 184.q 704.6 7811.0 0.58 O.0415~ 010'J 810.\/ 810-7 O-bO 0·O~13J a19'J 819.7 81908 v·lll 0·061;9'1 O)UI\> 829.8 830-1
SIGI"A :::. I: .. «uELlA + DELT4~JUL.) <t'" N)
C .. 9(.>1.9 t<./Mf.12 t"<;.~A • 0.055 II .. .. O.(j~4 SlGNA-!; .. 779 N/MM2 (BER.'
IJU T ANUl " O.OOlH> 77b N//o1M2 (GEM.) DLL H-MRtT. .. O.O!)3
SIGMA " C * « OELT A • DEL 141'UI.) ..* 1-/)
C C 802.2 tUMM2 l"S.-A " 0.053 Ii .. 0.053 SlG"'A-b .. 718 NIMM2 (6E~.)
liEL T Af'UL " 0.00117 771l N I "Hf2 (GEM') lJlL T AkKR Il • .. u.O~2
'*'
G
't.
..,
1.
...
,. ")
It
" I
~ ') l\.)
}
~
}.
J,
1
.J
~
• •
·f , J
,-1 .. ,
f ."",." .. 1 •
I
BEPALING ~kPL~ENTIELL ~LR~TEV'blN~SrUNKTI~S (~ET IN ZO~D~H V00HOEFUHMATIE) VtRLLO~ ~Nl~LT~O~rEFAKT~~ (~), THEKblERKTE (SIGMA-H), IN&NOEHHEK (LELTA-KHIT.ll AXIALE pLK (~PS.·A)
0NDERZULHIE hATlH1AAL~~LH11 M~LYelE~~PLAA1, O~:H.NTATIt. H:lKSTrdH I.ALi)Hl(.hTlN("
vP
BhOL = ~.71C L~LL" 1.V~C A~WL = 10.001 S(NN) U'MN) A(M~~J fCh) LEL1AR(-J LlLTAQ'-'
Y.b66 1.0~Y V"~j 7U~O -O.~O.54 ·O.O~OtO ~,040 O.~~~ 9.~Yt 7110 -O.006~1 ·0.03457 9.617 V.9~~ ~'4'~ 71LO ·O.Lu9~2 ·O~0~C7H Y.~84 v.geL ~'~~l 71L~ ·O.0130t ·0.07030
SluMA C. (LLL1A *. N) C " 91 j • 9 I" I t· ~; 2 O. Ot, 7
~H· ) O'i,; 0tlY l) • 1 'J 0.1<1
N .. LP~.~A "
:'l~~;A~t.: " 717 N/r~M2 (RER.) 716 td M M 2 (G E I'i • )
LEL1A-~KI1' = O.Ut5 a i'( 11:. N T A Tl i:.. 'I H. K S T I: ! H 4' t. fi Ali L~. L:f. fit W A l.;' R !C h T ltJ I> 6i11uL. .. 9.t6v ~1,lL '" 1";;;'0 ANvL = 10.053 AI~M) U'M~) AL~~') F(~) LELTABC-' LELTAOI-, v.lU2 1.0~1 ~.~~L 720~ ·0.vu596 -O.008~8
9.06~ I.OID W'~~li 7~liU -U.0U97tl -O.~13DQ ~.~H3 1.OL~ 9'~liY 73~O ·O.L1B30 -O.020~O i.~IO l.001 9'~~0 737u ·C.l~5Y~ ·'O.O~e~6 9 •• 00 U.99~ Y.4'~ 7310 ·O.131~2 -O.034~7 9.399 U.WL! 9'~71 73/0 ·O.~3769 ·O.042~4
:'l(.,MA " C ~ (\..L ... 'III *. 1<) C 9U<!.5 "/~~i! 0,0;,)
hl-' 0.60' 1.1.71 0'611 \}.91
,\)190
I,:: O. ()~~ £tJ~. -Po ==
;,lU'A.~ " 735 N/,"·M2 (I;ERd 7.B r,/MM2 (GEM.)
UlL1A-~fIT' = 0.U~2 Of(IEI"ITAllt: Tht,K!;Thlf-t "V lIi':Aut.N (;r nt, wAL~klChT !N" ih.UL " 9.rl0 !.J.t,L It' 1.030 AlliuL '" 10.001 BIMM) DIMM) AlM~~J f(h) LElTAAI-' LELTAUI-,
9.059 1.011 9.b~~ 7/YU -0.L0527 -0.UI270 9.619 u.9Yi ~'~~li 7l~0 -0.00942 -O.OJ2S6 .".SHe U.9b~ 91~'J 7b/L ·0.uI265 -0.04712
SlGMA C. (llL1A **~) C :; 940.9 jjq.~,;o {" U .. 4
to(( -)
O.4~
lJ'i:!'Y \)'27
N:.: 0,04J u'~ .-/1 "
::) I" ~,A" b =
IJtllA-I'f<lr· " SlGMA = C * (LLL1A •• h)
7~b N/MM2 (HER.) ~'I:li' N/J.W,2 (GEM.) 0.043
C " 877.3 ~/tM~ L~5.-~ " N:; O.04U ;,l~~A-L =
(i.O"1 7nv 1,/MM2 (BER.) 7hi' N/f~M2 (GEM.) 0.0 .. 0
KC-) DELTAC·) SIGMA(N/MM2~ bl~ZU(N/MM2) 0.64 O.~2514 71V.b 718.7 0.68 O.~411o '4V'L 742.3 v.08 a,vcC41 760.~ 701.0 (.! • 6 9 0 o{l a 34" 77 8 • " 7 7 7 • 2
SIGMA = C • (CUELTA • DELlANUL) .- ~) c ~ 956.5 N/MM2 lPS.~A" 0.010
. SlGMO(N/MM2) 7'19.7 741.0 76003 7'1'8.3
~ = 0.09U SIGMA-b. 710 N/MM2 (BER.) (GEM.) LELTANUL ~ 0.01666 716 N/MM2
DLLTA·~RI)'. 0.v73
KC-) UlLTAC·) SIOMACN/MM2, :,ILZUCN/MM2J C.19 0.01474 120.~ 721,7 0.17 0.C2347 711'~ 712 •• 0.06 O.C3b90 76~'1 702.2 L.ns 0.U~4S1 77 •• ~ 775.7 0.05 O.c657Y 78J.L 7b3.' 0.06 0.O~033 79 •• ~ 791,5
SIGMA ~ C • (eWELTA • DEL1ANUL) .- ~) C t 956 0 6 N/NM2 lPS.-A '" 0.064
SIGMO(N/MM2) 727.1 740. 9 759.6 774.7 7B3·7 793.6
N '" O.O~l 51G~A·~ = 734 N/NM2 (eER .) (GEM. ) ~ELTAN~L ~ O.Qlb64 733 N/MM2
ULLTA·~RIT' m 0.062
If, ( - ) [) E L TA C ,., ) bIG M A nh' M M 2 } ~ 1 (; Z U oJ! M ~l;: ) 0.41 0.01797 7930v 792." t.s5 Ol0419b bl9'b 821.6 LISS 0.Ob05b b3b'C 834.6
SIGMA ~ C • «DELTA • D~L1ANUL) .* NI C =1055.3 N/MM2 lPS.~A = 0.059
SIGMO( N/MM2) 793.0 61906 836.0
h '" 0.104 SlG~A·U '" 7B7 N/MM2 uELTANUL ~ 0004b66 787 N/MM?
SIGMA = C - «UELTA C '" 8'io.7 N/MM£' N '" 0.051
UELTANUL = 0.OU873
2.552
OlLTA·~Rllo" 0.058 • DELT~~UL) .- H)
t.f'S.-A. 0.043 SIGMA-~ '" 739 N/MM2
787 N/"W2 0.042
1 ~)
tr i'
<)
.,
.,
., ....
.,.
~
, I • ~ w
:a
* ..-
It
• ... foi)
.. • I)
I ,
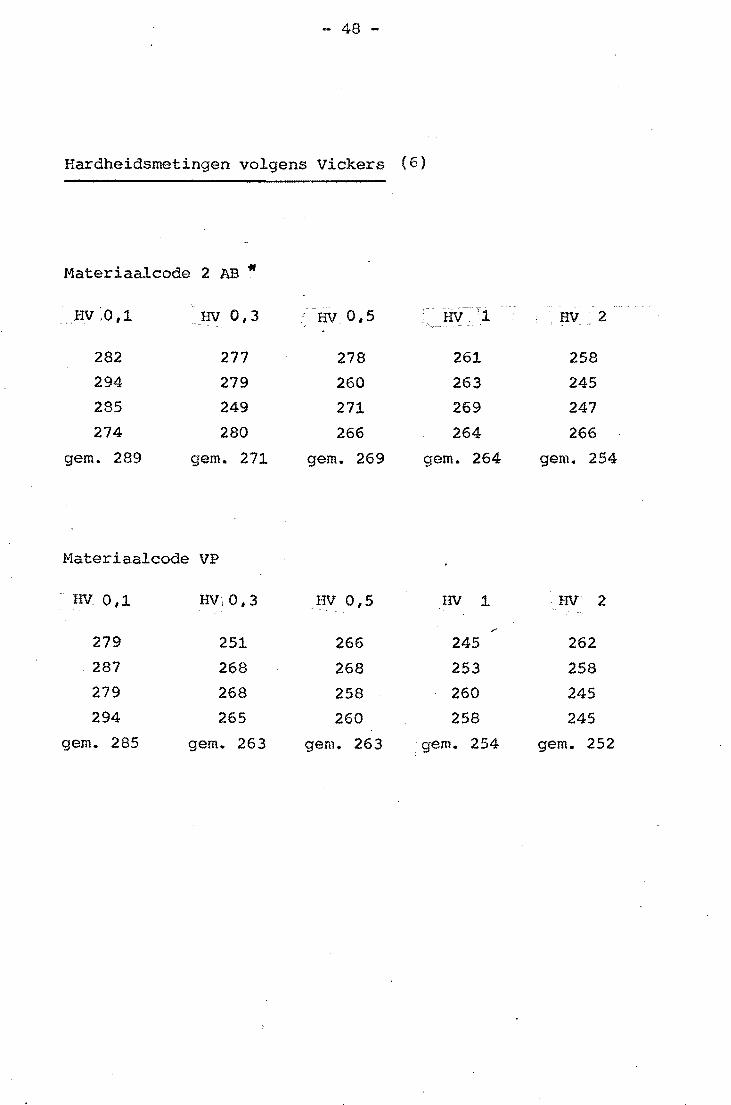
- 48 -
Hardheidsmetingen volgens Vickers (6)
Materiaalcode 2 AB 'If
.HV ·;0,1 IN 0,3 HV 0,5 -
HV) .. HV' 2
282 277 278 261 258
294 279 260 263 245
285 249 271 269 247
274 280 266 264 266
gem. 289 gem. 271 gem. 269 gem. 264 gem. 254
Ivlateriaalcode VP
HV. 0,1 . HV·, 0,3 HV 0,5 HV 1 ·HV' 2
r
279 251 266 245 262
.287 268 268 253 258
279 268 258 260 245
294 265 260 258 245
gem. 285 gem. 263 gem. 263 . gem. 254 gem. 252
;:' :r: ..J
- 50 -
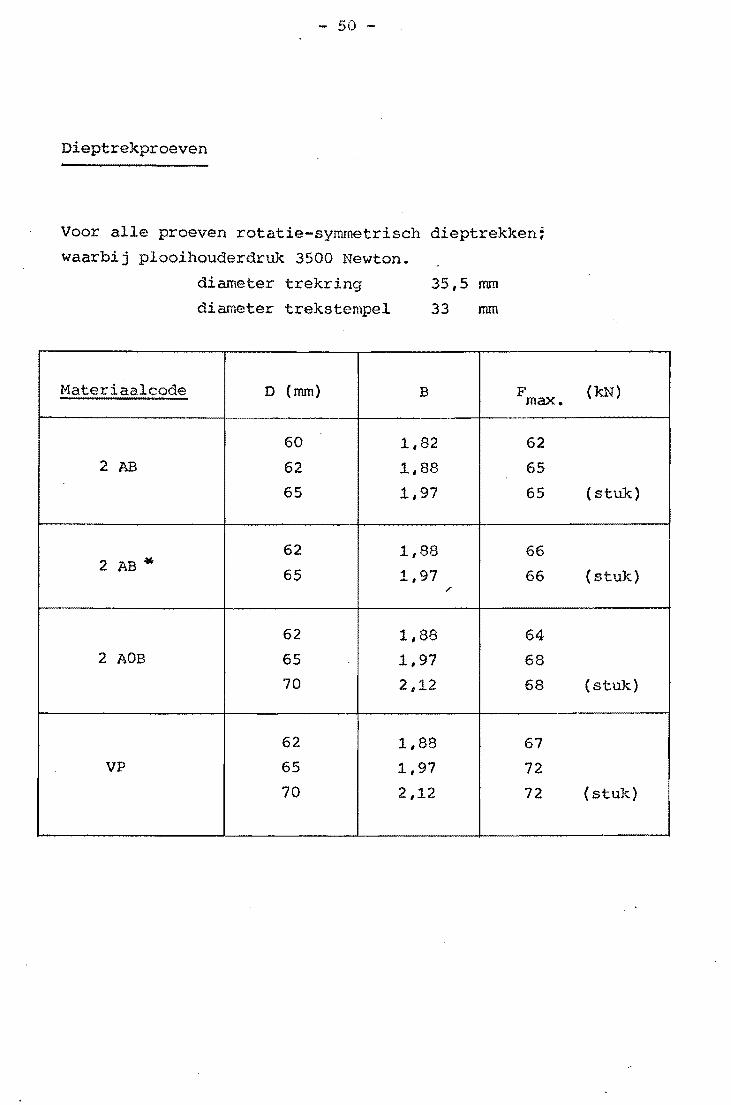
Dieptrekproeven
V~~r aIle proeven rotatie-symmetrisch dieptrekken:
waarbij plooihouderdruk 3500 Newton.
Materiaalcode
2AB
2 AB '*
2 AOB
VP
diameter trekring
diameter trekstempel
D (mm)
60
62
65
62
65
62
65
70
62
65
70
35,5 mm
33 mm
B F max.
1,82 62
1,88 65
1,97 65
1,88 66
1,97 66 ,r
1,88 64
1,97 68
2,12 68
1,88 67
1,97 72
2,12 72
(kN)
(stuk)
(stuk)
(stuk)
(stuk)
- 51 -
3.4 De conclusies
1. We zien vrijwel geen verschillen in de kar~(teristieke
spanning c en de verstevigingsexponent n, uit de ver
stevigingsfunctie van Nadai, tussen de vier plaat
materialen.
Opvallend zijn weI de kleine n-waarden.
2. ~'le zien grote verschillen tussen de plaatmaterialen
in de C- en n-waarde in de verschillende richtingen
(0,450 en 900 op de walsrichting), in vergelijking tot
de c- en n-waarde van de andere platen in dezelfde
richting.
Het materiaal VP wijkt duidelijk af van de andere
materialen, vooral voor r = 450 ..
3. De anisotropiefactoren van de verschillende platen in
de verschillende richtingen zijn vrijwel gelijk, ondanks
de verschillen in C- en n-waarden.
4. De hardheidsmetingen tonen geen noernenswaardig verschil
in hardheidsverdeling, zodat aangenomen kan worden dat
de oppervlaktelagen van de materialen vrijVlel gelijk zijn
en geen reden geven tot slechtere dieptrekbaarheid.
5. Opvallend is het gedrag van de plaatmaterialen wanneer
men een strip hiervan + 1700 ombuigt en daarna weer
terugbuigt.
In plaats van scheuren aan de buitenzijde van de plaat
wordt nu de materiaalsamenhang in het midden van de plaat
verbroken ten gevolge van een soort "knikwerkingn.
- 52 -
Figuur 9: hetplaatselijk inscheuren van de plaat '-'- "
6. AIle vier plaatrnaterialen zijn zeer gevoelig voor
kerfwerking, zodat de oppervlaktegesteldheid van de
walsrollen een belangrijke invloedsfactor kan zijn.
7. Het onderzoek naar de plastische eigenschappen levert
weinig verschillen op: een onderzoek naar het breuk
gedrag is daarorn gewenst.
- 53 -
LITERATUURLIJST
1. Kals, J.A.G., Ir., Dieptrekken, Collegedictaat Technische
Hogeschool Eindhoven, 1976
2. Kals, J.A.G. en Smeets, M., A note on the practical definition
of the parameter of plastic anisotropy, W .. T. Rapport 0270,
T.H.E., March 1971
3. Kals, J.A.G .. , Ir., Ramaekers, J.A.H., Dr.Ir., Houtackers,
L.J.A., Ir., Plastisch omvormen van metalen,T.H .. E.,
september 1976
4. Lange, Kurt, Lehrbuch der Umformtechnik, Band 1: Grundlagen,
Springer Verlag, 1972
5. Tournooy, J.\'1.f.'I., Theoretische aspecten bij hetdieptrer..ken,
afstudeerverslag T.H.E., oktober 1976
6. Hartemessung Theorie und Praxus, VDl Berichte, Nr. 41 (1961),
14-20
7. Veenstra, P.C., Prof.Dr., Technische plasticiteitsleer,
Collegedictaat Technische Hogeschool Eindhoven, 1976