
De Trayloader - wiskundetrainer.nl · Pallet Fix mobiel Mobiel Max. pallet maat 1420 x 1120 1420 x...
67
1 De Trayloader Bart van Straalen Coen Verwer Mario Kortenoever Pieter Bosma Nico Oudshoorn Silvester Wulffers WH21B1
-
Upload
truongthuy -
Category
Documents
-
view
219 -
download
0
Transcript of De Trayloader - wiskundetrainer.nl · Pallet Fix mobiel Mobiel Max. pallet maat 1420 x 1120 1420 x...
1
De Trayloader
Bart van Straalen Coen Verwer Mario Kortenoever Pieter Bosma Nico Oudshoorn Silvester Wulffers WH21B1

2
Voorwoord Dit verslag is geschreven als onderdeel van blok H2.1 van de studie werktuigbouwkunde aan de Haagse Hogeschool te Rijswijk. Dit blok staat in het teken van Flexibele Productie Automatisering (FPA). Dit project is gericht op het ontwerpen van een sauzenproductie met flessenvullijn voor de firma Wehrmeijer & Co. De flessen moeten gevuld worden met verschillende sauzen (zoet of pittig), waarna deze gelabeld en verpakt moeten worden per 12 stuks. Ook moet er rekening gehouden worden met de reiniging van de flessen, leidingen en vulmachine binnen de vullijn. Voor dit project zouden wij graag de volgende leraren willen bedanken voor hun hulp tijdens dit project:
• Tutor A. van der Vlugt • W. H. Wehrmeijer • R. N. Van Rest • R. Van der Meulen
3
Samenvatting Dit verslag gaat over een sausproductie met flessen vullijn. Er wordt stilgestaan bij de keuze van het ontwerp, zoals:
• De keuze van de fles • De keuze van de machines in lijn
De hygiëne binnen de vullijn is ook erg belangrijk. Er mogen natuurlijk geen stoffen in de saus komen waardoor de consument ziek kan worden. Ook moet de trayloader, shrinkwrapper en de labeller zelf ontworpen worden en dat moet door een goede onderbouwde keuze. Deze worden ook behandeld. Ook is het belangrijk dat het ontwerp van de trayloader, shrinkwrapper en de labeller goed in elkaar moeten overlopen zonder dat er flessen kapot gaan. Het onderhoud is ook nog van toepassing. Alle componenten moeten goed werken om de 200 flessen p/m te kunnen halen. Het is dus belangrijk dat alle componenten worden gecontroleerd gemakkelijk te vervangen zijn.
4
Inhoudsopgave
Voorwoord....................................................................................................................................2 Samenvatting ...............................................................................................................................3 Inhoudsopgave ............................................................................................................................4 1. Inleiding....................................................................................................................................6 3. Onderzoek ...............................................................................................................................7
3.1 Flessen onderzoek .............................................................................................................7 3.2 Machine onderzoek ............................................................................................................9 3.3 Trayloader onderzoek ......................................................................................................14
4. Concept keuze .......................................................................................................................15 4.1 Concept vullijn ..................................................................................................................16 4.2 Inleiding ............................................................................................................................17 4.3 Keuze machines...............................................................................................................18 4.4 Concept trayloader ...........................................................................................................20 4.5 De concepten ...................................................................................................................21 4.6 Keuze verantwoording......................................................................................................22 4.6.1. Inleiding ........................................................................................................................22 4.6.2 Bepaling weegfactor......................................................................................................22 4.6.3 Keuze concept...............................................................................................................23
5 Uitleg en ontwerp trayloader ...................................................................................................25 5.1 De linesplitter....................................................................................................................25 5.2 De lopende band ..............................................................................................................26 5.3 De verdeler.......................................................................................................................28 5.4 Uitvoermal ........................................................................................................................31 5.5 Uitvoerarm........................................................................................................................32 5.6 De stopper........................................................................................................................33 5.7 Uitvoergeleider .................................................................................................................34 5.8 Doorschuiver ....................................................................................................................35 5.9 Frame ...............................................................................................................................37 5.10 Besturing ........................................................................................................................38 5.11.1 De labelmachine..........................................................................................................40 5.11.2 Materiaalkeuze ............................................................................................................40 5.11.3 Motorisch.....................................................................................................................40 5.12.1 De shrinkwrapper ........................................................................................................41 5.12.2 Materiaalkeuze ............................................................................................................41 5.12.3 Motorisch.....................................................................................................................41
6. Ontwerp productielijn .............................................................................................................43 7. Hygiëne..................................................................................................................................45 8. Onderhoud .............................................................................................................................47 9. Sausproductie ........................................................................................................................49 10. P&I schema..........................................................................................................................50
10.1 Mengsysteem .................................................................................................................50 10.2 Pijpleidingen ...................................................................................................................50 10.3 Pompsysteem.................................................................................................................50 10.4 Transportbanden ............................................................................................................50
11. Sensoren en actuatoren.......................................................................................................51 11.1 Stromingssensor ............................................................................................................51 11.2 Temperatuursensor ........................................................................................................51 11.3 Niveau sensor ................................................................................................................51 11.4 Druksensor .....................................................................................................................52
12. Leiding & pomp berekeningen .............................................................................................53 12.1.1 leiding ..........................................................................................................................53
5
12.1.2 Het materiaal van de leiding........................................................................................53 12.1.3 De inwendige diameter van de leiding ........................................................................53 12.1.4 De dikte van de leidingwand .......................................................................................53 12.2.1 pompkarakteristieken ..................................................................................................54 12.2.2 vermogen van de pomp...............................................................................................54 12.3 Keuze van de pomp .......................................................................................................55
Bronvermelding..........................................................................................................................56 Bijlage ........................................................................................................................................57
Bijlage I...................................................................................................................................57 Bijlage II..................................................................................................................................58 Bijlage III.................................................................................................................................60 Bijlage IV ................................................................................................................................62 Bijlage V .................................................................................................................................64

6
1. Inleiding Voor de firma Wehrmeijer & Co moet er een sauzenproductielijn met flessenvullijn ontworpen worden. Dit om de groeiende vraag van de consument te kunnen beantwoorden. Ook moet er rekening gehouden worden met de hygiëne bij het produceren van de saus en het vullen van de flessen. Voordat het project kan worden opgestart, moet eerst het pakket van eisen en wensen worden opgesteld van de opdrachtgever. Deze eisen en wensen worden in hoofdstuk 2 behandeld. In hoofdstuk 3 wordt onderzoek gedaan naar de flessen, machines en de trayloader. Het concept wordt in hoofdstuk 4 gekozen. In hoofdstuk 5 wordt stilgestaan bij de hygiëne. Er wordt in hoofdstuk 6 aandacht besteed aan het onderhoud. In hoofdstuk 7 wordt het P&I schema uitgelegd. De sensoren en actuatoren komen in hoofdstuk 8 aan bod en in hoofdstuk 9 worden de leidingen & pomp berekeningen behandeld.

7
2. Pakket van eisen en wensen Hieronder staat het pakket van eisen en wensen. In dit pakket zijn de harde en zachte eisen opgenomen evenals onze eigen wensen. Deze zijn hieronder na te lezen in de volgende tabellen. Deze zijn ingedeeld in de volgende aspecten:
• Harde eisen De eisen waaraan de productie vullijn moet voldoen worden de harde eisen genoemd.
• Zachte eisen De zachte eisen hebben minder groot aandeel in het productieproces
• Eigen wensen Dit zijn de eisen die wijzelf gesteld hebben aan ons eindproduct. Deze eisen hebben ook het minst grote belang bij het ontwerp van de productie vullijn.
Tabel 2.1: Eisen
Flessen Harde eisen Zachte eisen Eigen wensen 2 soorten flessen Dop 200 p/m HACCP 12 flessen per tray Machines Harde eisen Zachte eisen Eigen wensen Materiaal Buffers HACCP Roeren Afsluiting Flessen vullen In elkaar overlaten lopen
Foutpreventie
Vat Harde eisen Zachte eisen Eigen wensen Materiaal Grootte van vat Gemakkelijk te
fabriceren. HACCP Afsluiting Bedrijfhal Harde eisen Zachte eisen Eigen wensen Indeling
3. Onderzoek
3.1 Flessen onderzoek Voor de fles is er gekozen voor een bestaande fles, welke ook gebruikt wordt door Calvé (afbeelding 3.1).
8
Afbeelding 3.1: afbeelding flessen
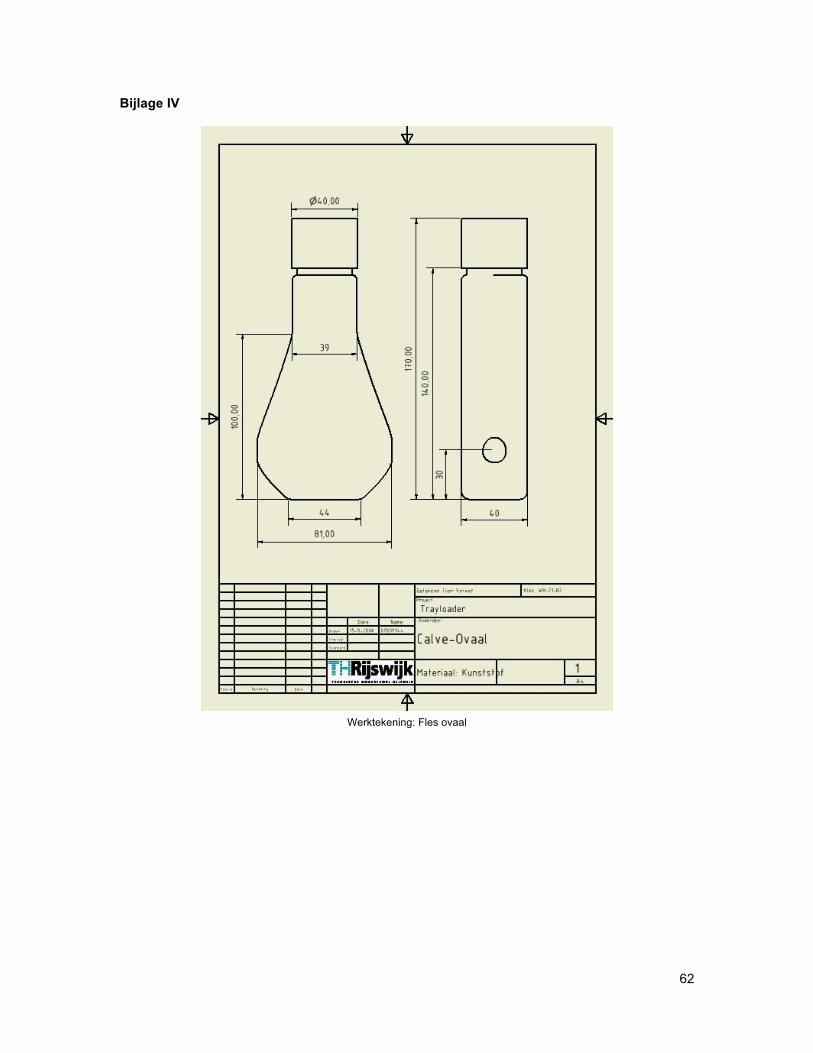
De inhoud van deze flessen zijn 250 ml en 235 ml. Door deze kleine inhoud is het te realiseren om 200 flessen per minuut te vullen. Een andere reden dat er voor deze flessen gekozen is, is omdat deze flessen in de maten weinig met elkaar verschillen zodat het afstellen van de machine geminimaliseerd wordt. Aan de hand van deze voordelen zijn we tot de conclusie gekomen dat deze flessen het meest geschikt zijn om een zo eenvoudig mogelijke productielijn te realiseren. De werktekeningen van de flessen zijn te vinden in bijlage IV.
9
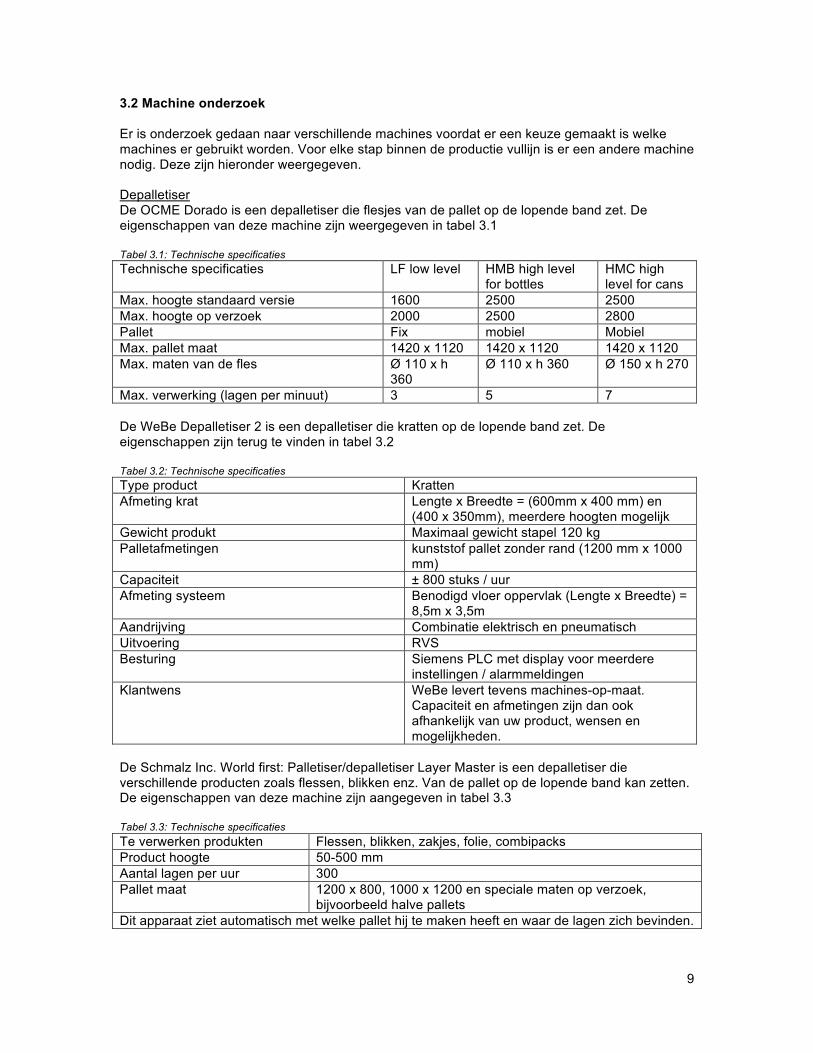
3.2 Machine onderzoek Er is onderzoek gedaan naar verschillende machines voordat er een keuze gemaakt is welke machines er gebruikt worden. Voor elke stap binnen de productie vullijn is er een andere machine nodig. Deze zijn hieronder weergegeven. Depalletiser De OCME Dorado is een depalletiser die flesjes van de pallet op de lopende band zet. De eigenschappen van deze machine zijn weergegeven in tabel 3.1
Tabel 3.1: Technische specificaties Technische specificaties LF low level HMB high level
for bottles HMC high level for cans
Max. hoogte standaard versie 1600 2500 2500 Max. hoogte op verzoek 2000 2500 2800 Pallet Fix mobiel Mobiel Max. pallet maat 1420 x 1120 1420 x 1120 1420 x 1120 Max. maten van de fles Ø 110 x h
360 Ø 110 x h 360 Ø 150 x h 270
Max. verwerking (lagen per minuut) 3 5 7 De WeBe Depalletiser 2 is een depalletiser die kratten op de lopende band zet. De eigenschappen zijn terug te vinden in tabel 3.2
Tabel 3.2: Technische specificaties Type product Kratten Afmeting krat Lengte x Breedte = (600mm x 400 mm) en
(400 x 350mm), meerdere hoogten mogelijk Gewicht produkt Maximaal gewicht stapel 120 kg Palletafmetingen kunststof pallet zonder rand (1200 mm x 1000
mm) Capaciteit ± 800 stuks / uur Afmeting systeem Benodigd vloer oppervlak (Lengte x Breedte) =
8,5m x 3,5m Aandrijving Combinatie elektrisch en pneumatisch Uitvoering RVS Besturing Siemens PLC met display voor meerdere
instellingen / alarmmeldingen Klantwens WeBe levert tevens machines-op-maat.
Capaciteit en afmetingen zijn dan ook afhankelijk van uw product, wensen en mogelijkheden.
De Schmalz Inc. World first: Palletiser/depalletiser Layer Master is een depalletiser die verschillende producten zoals flessen, blikken enz. Van de pallet op de lopende band kan zetten. De eigenschappen van deze machine zijn aangegeven in tabel 3.3 Tabel 3.3: Technische specificaties Te verwerken produkten Flessen, blikken, zakjes, folie, combipacks Product hoogte 50-500 mm Aantal lagen per uur 300 Pallet maat 1200 x 800, 1000 x 1200 en speciale maten op verzoek,
bijvoorbeeld halve pallets Dit apparaat ziet automatisch met welke pallet hij te maken heeft en waar de lagen zich bevinden.
10
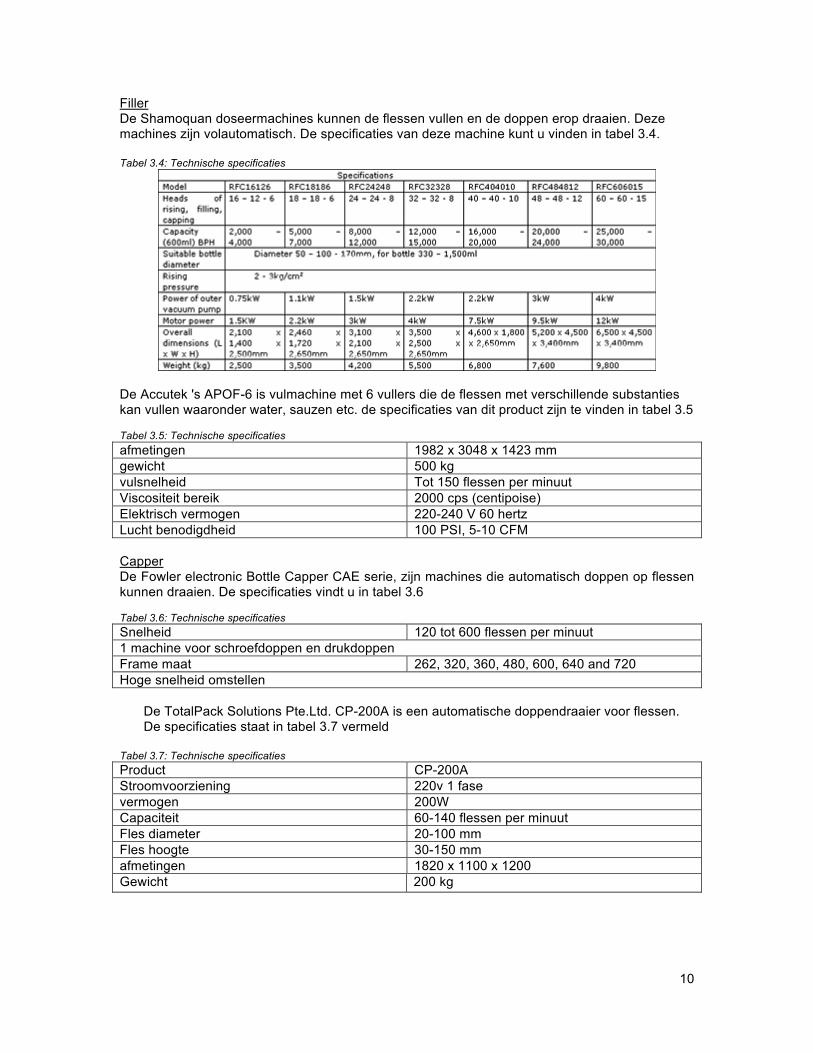
Filler De Shamoquan doseermachines kunnen de flessen vullen en de doppen erop draaien. Deze machines zijn volautomatisch. De specificaties van deze machine kunt u vinden in tabel 3.4. Tabel 3.4: Technische specificaties
De Accutek 's APOF-6 is vulmachine met 6 vullers die de flessen met verschillende substanties kan vullen waaronder water, sauzen etc. de specificaties van dit product zijn te vinden in tabel 3.5 Tabel 3.5: Technische specificaties afmetingen 1982 x 3048 x 1423 mm gewicht 500 kg vulsnelheid Tot 150 flessen per minuut Viscositeit bereik 2000 cps (centipoise) Elektrisch vermogen 220-240 V 60 hertz Lucht benodigdheid 100 PSI, 5-10 CFM
Capper De Fowler electronic Bottle Capper CAE serie, zijn machines die automatisch doppen op flessen kunnen draaien. De specificaties vindt u in tabel 3.6 Tabel 3.6: Technische specificaties Snelheid 120 tot 600 flessen per minuut 1 machine voor schroefdoppen en drukdoppen Frame maat 262, 320, 360, 480, 600, 640 and 720 Hoge snelheid omstellen
De TotalPack Solutions Pte.Ltd. CP-200A is een automatische doppendraaier voor flessen. De specificaties staat in tabel 3.7 vermeld
Tabel 3.7: Technische specificaties Product CP-200A Stroomvoorziening 220v 1 fase vermogen 200W Capaciteit 60-140 flessen per minuut Fles diameter 20-100 mm Fles hoogte 30-150 mm afmetingen 1820 x 1100 x 1200 Gewicht 200 kg
11
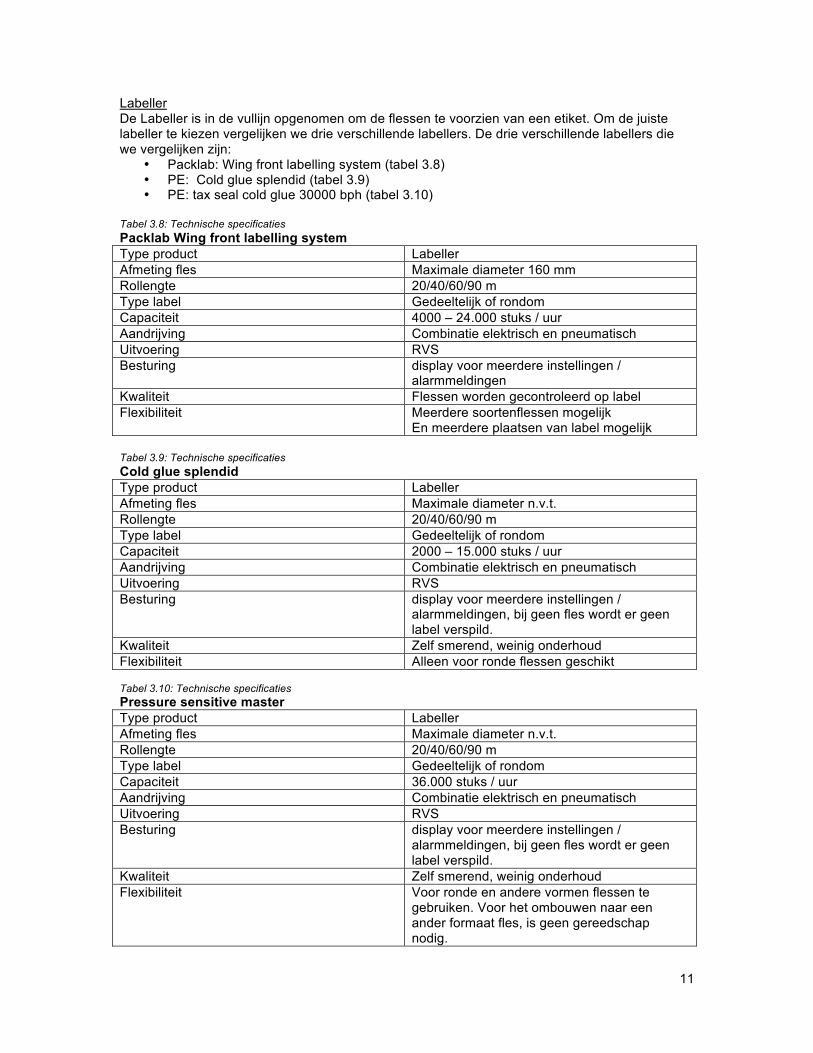
Labeller De Labeller is in de vullijn opgenomen om de flessen te voorzien van een etiket. Om de juiste labeller te kiezen vergelijken we drie verschillende labellers. De drie verschillende labellers die we vergelijken zijn:
• Packlab: Wing front labelling system (tabel 3.8) • PE: Cold glue splendid (tabel 3.9) • PE: tax seal cold glue 30000 bph (tabel 3.10)
Tabel 3.8: Technische specificaties Packlab Wing front labelling system Type product Labeller Afmeting fles Maximale diameter 160 mm Rollengte 20/40/60/90 m Type label Gedeeltelijk of rondom Capaciteit 4000 – 24.000 stuks / uur Aandrijving Combinatie elektrisch en pneumatisch Uitvoering RVS Besturing display voor meerdere instellingen /
alarmmeldingen Kwaliteit Flessen worden gecontroleerd op label Flexibiliteit Meerdere soortenflessen mogelijk
En meerdere plaatsen van label mogelijk Tabel 3.9: Technische specificaties Cold glue splendid Type product Labeller Afmeting fles Maximale diameter n.v.t. Rollengte 20/40/60/90 m Type label Gedeeltelijk of rondom Capaciteit 2000 – 15.000 stuks / uur Aandrijving Combinatie elektrisch en pneumatisch Uitvoering RVS Besturing display voor meerdere instellingen /
alarmmeldingen, bij geen fles wordt er geen label verspild.
Kwaliteit Zelf smerend, weinig onderhoud Flexibiliteit Alleen voor ronde flessen geschikt Tabel 3.10: Technische specificaties Pressure sensitive master Type product Labeller Afmeting fles Maximale diameter n.v.t. Rollengte 20/40/60/90 m Type label Gedeeltelijk of rondom Capaciteit 36.000 stuks / uur Aandrijving Combinatie elektrisch en pneumatisch Uitvoering RVS Besturing display voor meerdere instellingen /
alarmmeldingen, bij geen fles wordt er geen label verspild.
Kwaliteit Zelf smerend, weinig onderhoud Flexibiliteit Voor ronde en andere vormen flessen te
gebruiken. Voor het ombouwen naar een ander formaat fles, is geen gereedschap nodig.
12
Carton/Casepacker De Carton/Casepacker kan ingesteld worden op het in elkaar zetten van een doos, of het vouwen van stuk karton. In deze doos of op dit stuk karton worden de flesjes neergezet. Omdat we er niet voor kiezen om de kracht uit de dozen te halen, maar uit de glazen flessen zelf, is er voor gekozen om alleen een bodemplaatje van karton te gebruiken. Hierop komen de twaalf flesjes en dit pakket wordt in een krimpfolie verpakt waardoor het geheel strak verpakt zit. Doordat er in plaats van dozen alleen een bodem van karton wordt gebruikt scheelt dit heel veel opslag van karton (bijna 6 keer minder), en is het niet nodig om een carton/casepacker te gebruiken. In plaats hiervan wordt er gewoon een depalletiser gebruikt, deze pakt de kartonnen plaatjes van de pallet en zet deze op de lopende band. Shrinkwrapper De shrinkwrapper zorgt ervoor dat er folie om het pakket komt, zodat de flessen op hun plek blijven tijdens transport. Eerst rolt een shrinkwrapper de folie eromheen, waarna het pakket dat een verhitter wordt gedaan waardoor de folie om het pakket heen krimpt. De volgende shrinkwrappers worden vergeleken:
• Dimac one (tabel 3.11) • Semi-Auto Bundle Wrapper (tabel 3.12) • Automatic Bundle Wrapper (tabel 3.13)
Tabel 3.11: Technische specificaties Type product shrinkwrapper Afmeting fles Maximale diameter n.v.t. Type verpakking Plastic, met of zonder merknaam Capaciteit 1200 pakketten per minuut Aandrijving Combinatie elektrisch en pneumatisch Uitvoering RVS Besturing display voor meerdere instellingen /
alarmmeldingen, bij geen fles wordt er geen label verspild.
Kwaliteit Constante bewaking door fotocellen Flexibiliteit Geschikt voor flessen in alle vormen, blikjes
potjes, pakketten
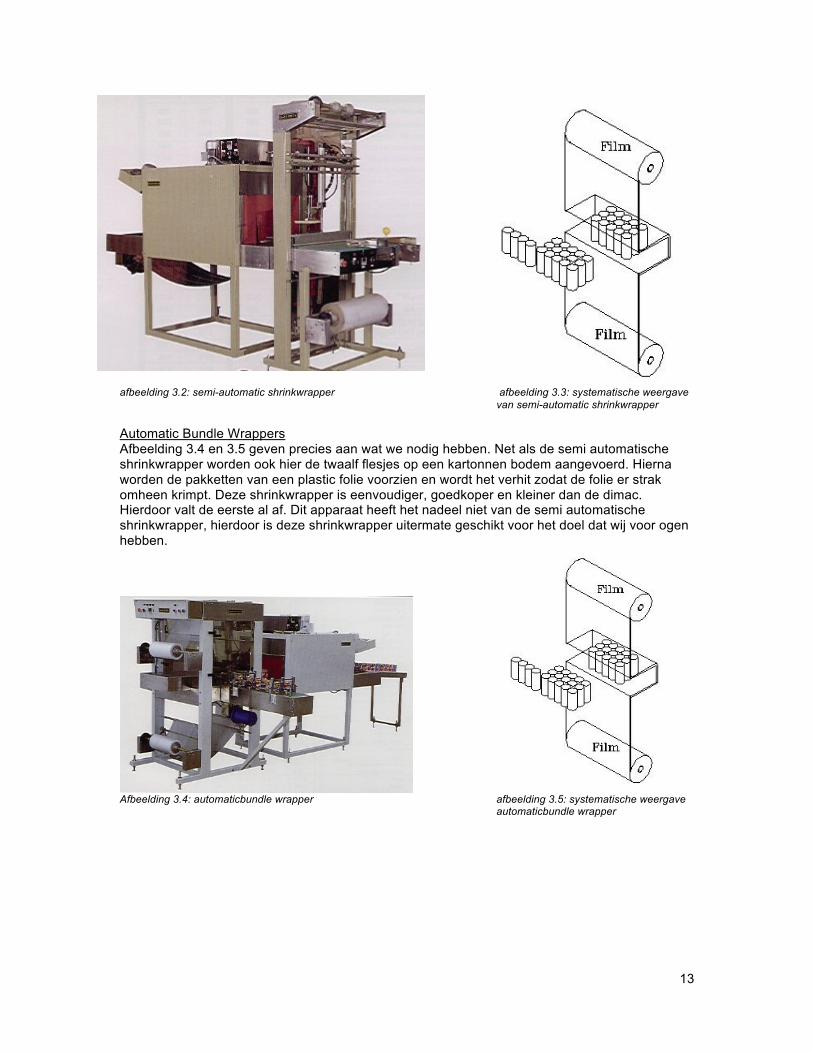
Het voordeel van deze machine is: dat in is te stellen hoeveel flesjes er per pakket worden ingepakt. Omdat we de trayloader zelf ontwerpen, en hier al een soortgelijk systeem in komt, valt deze machine eigenlijk al af. Er is in principe alleen een schrinkwrapper nodig die de folie om het pakket heen doet. Deze shrinkwrapper wordt dan gekoppeld aan de zelf ontworpen trayloader. Semi-Auto Bundle Wrapper Afbeelding 3.2 en 3.3 geven een semi automatische shrinkwrapper aan. De twaalf flesjes op een kartonnen bodem worden aangevoerd. Hierna worden de pakketten van een plastic foelie voorzien en wordt het verhit zodat de folie er strak omheen krimpt. Deze shrinkwrapper is een stuk eenvoudiger, goedkoper en kleiner dan de eerder genoemde. Hierdoor valt de eerste al af. Deze shrinkwrapper heeft echter een groot nadeel. Dit nadeel is dat het apparaat semi automatisch is, dit betekend dat het gedeeltelijk met de hand gedaan moet worden. Aangezien er 17 pakketten per minuut gehaald moet worden, is dit apparaat niet geschikt.
13
afbeelding 3.2: semi-automatic shrinkwrapper afbeelding 3.3: systematische weergave van semi-automatic shrinkwrapper
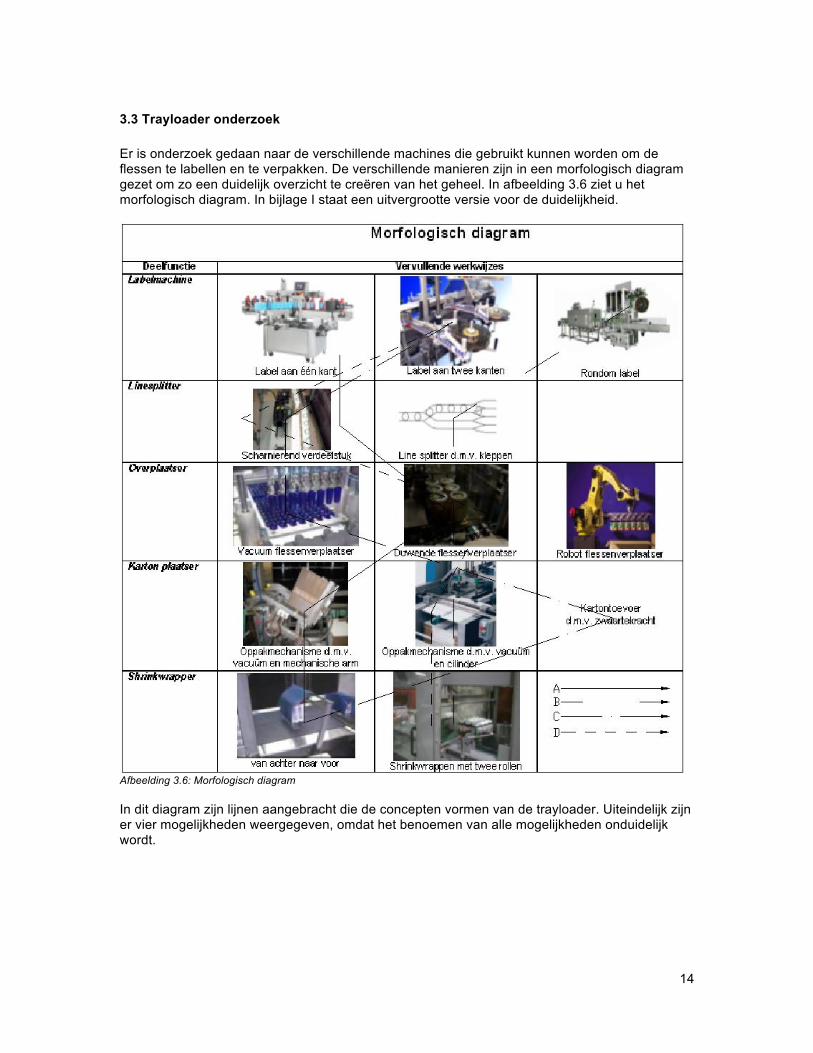
Automatic Bundle Wrappers Afbeelding 3.4 en 3.5 geven precies aan wat we nodig hebben. Net als de semi automatische shrinkwrapper worden ook hier de twaalf flesjes op een kartonnen bodem aangevoerd. Hierna worden de pakketten van een plastic folie voorzien en wordt het verhit zodat de folie er strak omheen krimpt. Deze shrinkwrapper is eenvoudiger, goedkoper en kleiner dan de dimac. Hierdoor valt de eerste al af. Dit apparaat heeft het nadeel niet van de semi automatische shrinkwrapper, hierdoor is deze shrinkwrapper uitermate geschikt voor het doel dat wij voor ogen hebben.
Afbeelding 3.4: automaticbundle wrapper afbeelding 3.5: systematische weergave automaticbundle wrapper
14
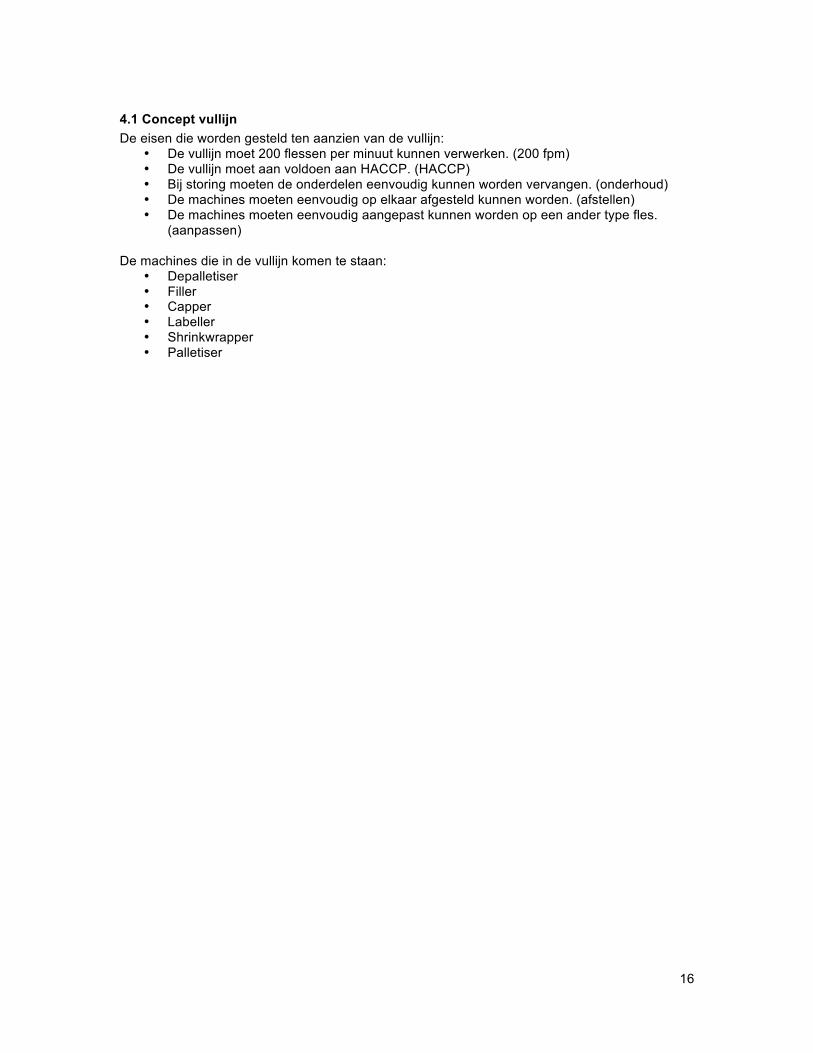
3.3 Trayloader onderzoek Er is onderzoek gedaan naar de verschillende machines die gebruikt kunnen worden om de flessen te labellen en te verpakken. De verschillende manieren zijn in een morfologisch diagram gezet om zo een duidelijk overzicht te creëren van het geheel. In afbeelding 3.6 ziet u het morfologisch diagram. In bijlage I staat een uitvergrootte versie voor de duidelijkheid.
Afbeelding 3.6: Morfologisch diagram In dit diagram zijn lijnen aangebracht die de concepten vormen van de trayloader. Uiteindelijk zijn er vier mogelijkheden weergegeven, omdat het benoemen van alle mogelijkheden onduidelijk wordt.

15
4. Concept keuze In deze fase van het project moeten alle losse onderdelen samengevoegd worden tot een geheel. Dit samenvoegen worden uiteindelijk de concepten die afgewogen gaan worden. In de volgende paragraven wordt uitgelegd hoe het samenstellen is gebeurt en waar de concepten uit bestaan. Als eerst wordt er gekeken naar het concept van de vullijn, daarna naar het concept van de trayloader, omdat die apart ontworpen moet worden.
16
4.1 Concept vullijn De eisen die worden gesteld ten aanzien van de vullijn:
• De vullijn moet 200 flessen per minuut kunnen verwerken. (200 fpm) • De vullijn moet aan voldoen aan HACCP. (HACCP) • Bij storing moeten de onderdelen eenvoudig kunnen worden vervangen. (onderhoud) • De machines moeten eenvoudig op elkaar afgesteld kunnen worden. (afstellen) • De machines moeten eenvoudig aangepast kunnen worden op een ander type fles.
(aanpassen) De machines die in de vullijn komen te staan:
• Depalletiser • Filler • Capper • Labeller • Shrinkwrapper • Palletiser
17
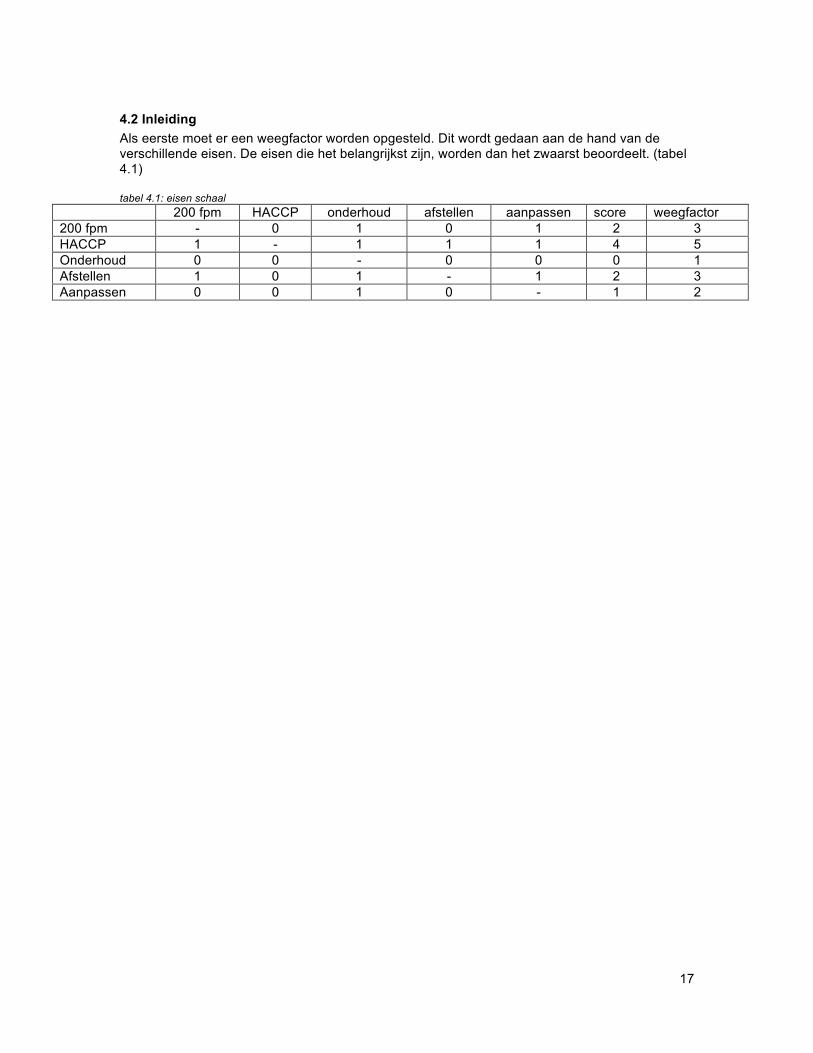
4.2 Inleiding Als eerste moet er een weegfactor worden opgesteld. Dit wordt gedaan aan de hand van de verschillende eisen. De eisen die het belangrijkst zijn, worden dan het zwaarst beoordeelt. (tabel 4.1) tabel 4.1: eisen schaal
200 fpm HACCP onderhoud afstellen aanpassen score weegfactor 200 fpm - 0 1 0 1 2 3 HACCP 1 - 1 1 1 4 5 Onderhoud 0 0 - 0 0 0 1 Afstellen 1 0 1 - 1 2 3 Aanpassen 0 0 1 0 - 1 2
18
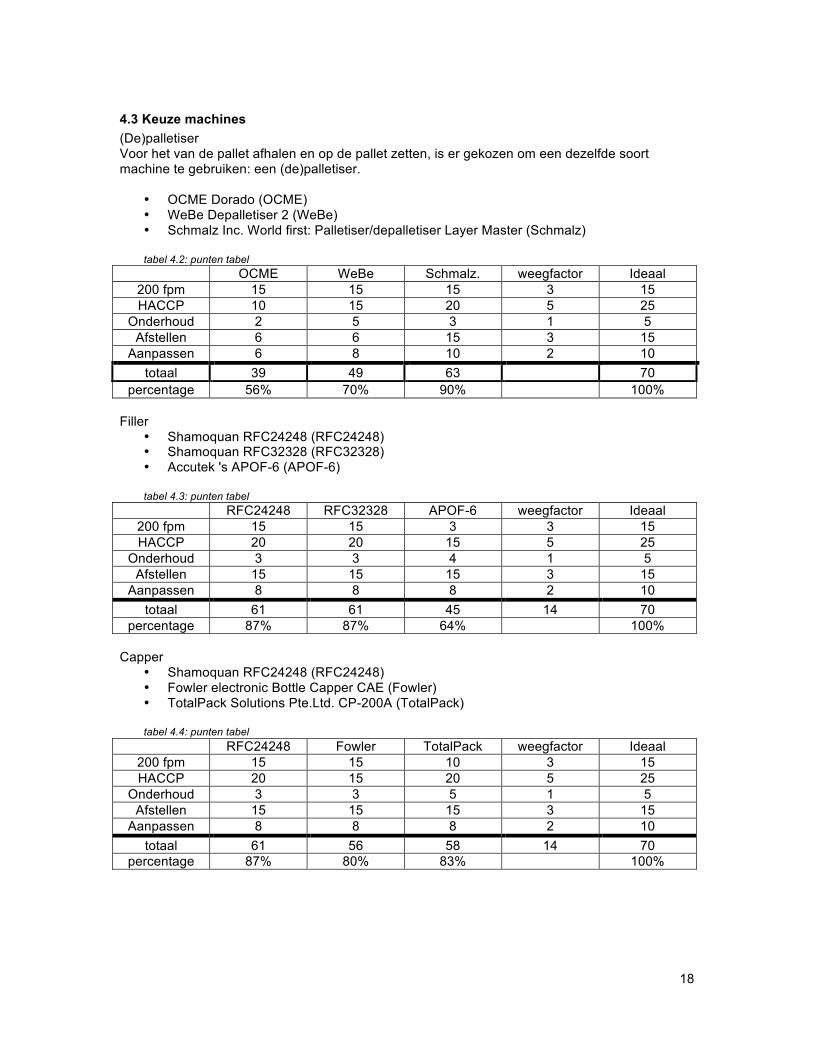
4.3 Keuze machines (De)palletiser Voor het van de pallet afhalen en op de pallet zetten, is er gekozen om een dezelfde soort machine te gebruiken: een (de)palletiser.
• OCME Dorado (OCME) • WeBe Depalletiser 2 (WeBe) • Schmalz Inc. World first: Palletiser/depalletiser Layer Master (Schmalz)
tabel 4.2: punten tabel
OCME WeBe Schmalz. weegfactor Ideaal 200 fpm 15 15 15 3 15 HACCP 10 15 20 5 25
Onderhoud 2 5 3 1 5 Afstellen 6 6 15 3 15
Aanpassen 6 8 10 2 10 totaal 39 49 63 70
percentage 56% 70% 90% 100% Filler
• Shamoquan RFC24248 (RFC24248) • Shamoquan RFC32328 (RFC32328) • Accutek 's APOF-6 (APOF-6) tabel 4.3: punten tabel
RFC24248 RFC32328 APOF-6 weegfactor Ideaal 200 fpm 15 15 3 3 15 HACCP 20 20 15 5 25
Onderhoud 3 3 4 1 5 Afstellen 15 15 15 3 15
Aanpassen 8 8 8 2 10 totaal 61 61 45 14 70
percentage 87% 87% 64% 100% Capper
• Shamoquan RFC24248 (RFC24248) • Fowler electronic Bottle Capper CAE (Fowler) • TotalPack Solutions Pte.Ltd. CP-200A (TotalPack) tabel 4.4: punten tabel
RFC24248 Fowler TotalPack weegfactor Ideaal 200 fpm 15 15 10 3 15 HACCP 20 15 20 5 25
Onderhoud 3 3 5 1 5 Afstellen 15 15 15 3 15
Aanpassen 8 8 8 2 10 totaal 61 56 58 14 70
percentage 87% 80% 83% 100%
19
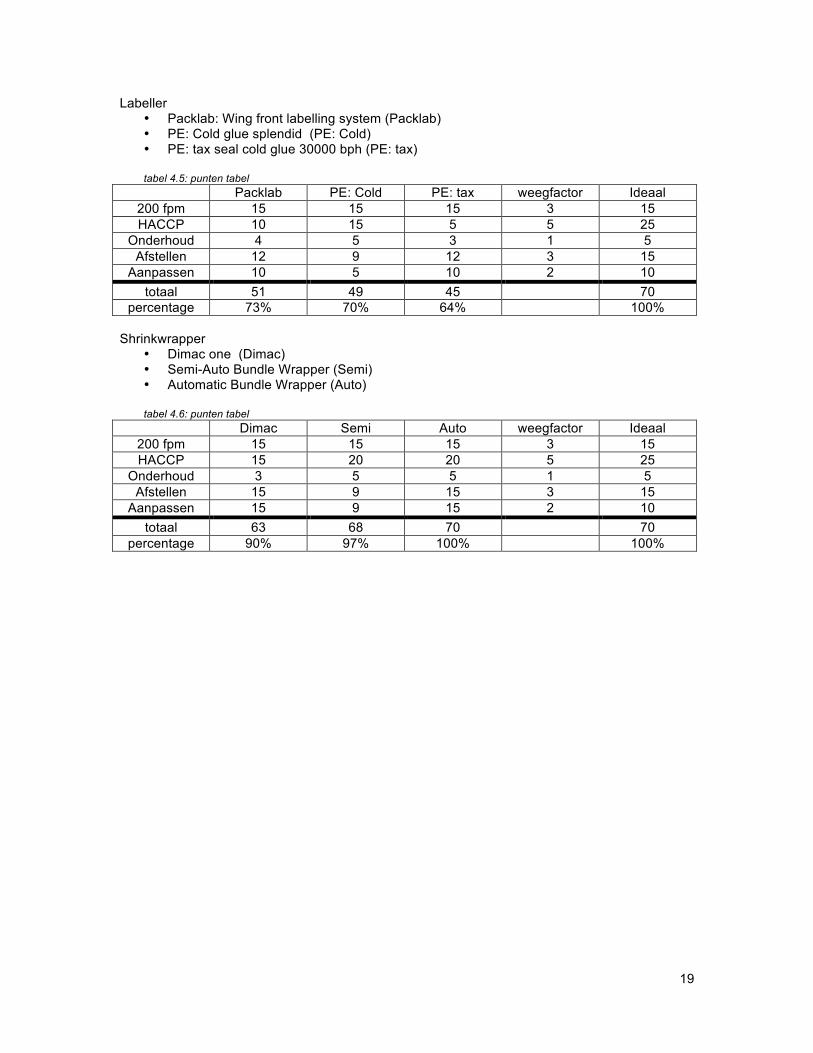
Labeller • Packlab: Wing front labelling system (Packlab) • PE: Cold glue splendid (PE: Cold) • PE: tax seal cold glue 30000 bph (PE: tax)
tabel 4.5: punten tabel
Packlab PE: Cold PE: tax weegfactor Ideaal 200 fpm 15 15 15 3 15 HACCP 10 15 5 5 25
Onderhoud 4 5 3 1 5 Afstellen 12 9 12 3 15
Aanpassen 10 5 10 2 10 totaal 51 49 45 70
percentage 73% 70% 64% 100%
Shrinkwrapper • Dimac one (Dimac) • Semi-Auto Bundle Wrapper (Semi) • Automatic Bundle Wrapper (Auto)
tabel 4.6: punten tabel
Dimac Semi Auto weegfactor Ideaal 200 fpm 15 15 15 3 15 HACCP 15 20 20 5 25
Onderhoud 3 5 5 1 5 Afstellen 15 9 15 3 15
Aanpassen 15 9 15 2 10 totaal 63 68 70 70
percentage 90% 97% 100% 100%
20
4.4 Concept trayloader De eisen die worden gesteld aan de trayloader zijn:
• De trayloader moet 200 flessen per minuut kunnen verwerken. (200 fpm) • De trayloader moet aan voldoen aan HACCP. (HACCP) • Bij storing moeten de onderdelen eenvoudig kunnen worden vervangen. (onderhoud) • De trayloader moet eenvoudig op andere machines afgesteld kunnen worden. (afstellen) • De trayloader moet eenvoudig aangepast kunnen worden op een ander type fles.
(aanpassen)
21
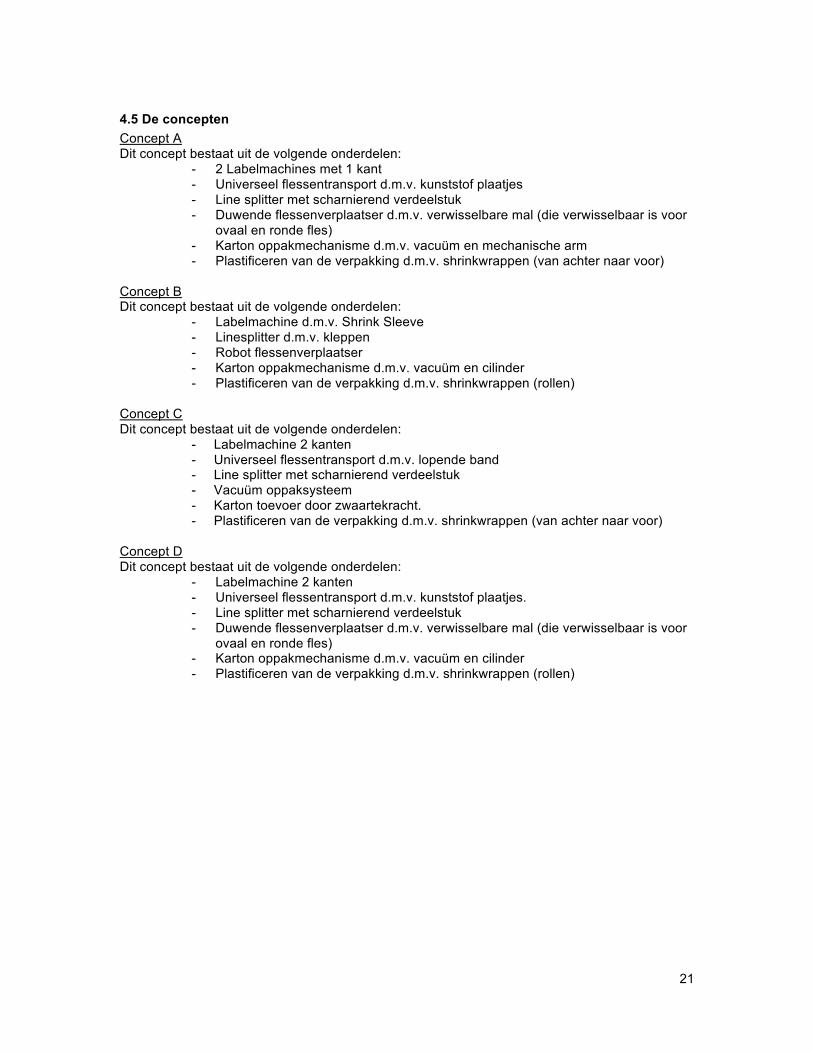
4.5 De concepten Concept A Dit concept bestaat uit de volgende onderdelen:
- 2 Labelmachines met 1 kant - Universeel flessentransport d.m.v. kunststof plaatjes - Line splitter met scharnierend verdeelstuk - Duwende flessenverplaatser d.m.v. verwisselbare mal (die verwisselbaar is voor
ovaal en ronde fles) - Karton oppakmechanisme d.m.v. vacuüm en mechanische arm - Plastificeren van de verpakking d.m.v. shrinkwrappen (van achter naar voor)
Concept B Dit concept bestaat uit de volgende onderdelen:
- Labelmachine d.m.v. Shrink Sleeve - Linesplitter d.m.v. kleppen - Robot flessenverplaatser - Karton oppakmechanisme d.m.v. vacuüm en cilinder - Plastificeren van de verpakking d.m.v. shrinkwrappen (rollen)
Concept C Dit concept bestaat uit de volgende onderdelen: - Labelmachine 2 kanten - Universeel flessentransport d.m.v. lopende band - Line splitter met scharnierend verdeelstuk - Vacuüm oppaksysteem - Karton toevoer door zwaartekracht. - Plastificeren van de verpakking d.m.v. shrinkwrappen (van achter naar voor) Concept D Dit concept bestaat uit de volgende onderdelen:
- Labelmachine 2 kanten - Universeel flessentransport d.m.v. kunststof plaatjes. - Line splitter met scharnierend verdeelstuk - Duwende flessenverplaatser d.m.v. verwisselbare mal (die verwisselbaar is voor
ovaal en ronde fles) - Karton oppakmechanisme d.m.v. vacuüm en cilinder - Plastificeren van de verpakking d.m.v. shrinkwrappen (rollen)

22
4.6 Keuze verantwoording
4.6.1. Inleiding Om tot een goede keuze te kunnen komen, moeten de vier concepten tegenover elkaar worden afgewogen. Het tegenover elkaar afwegen wordt gedaan door middel van de gestelde eisen. Deze eisen bepalen uiteindelijk welk concept het best is. In de volgende paragraven wordt de keuze behandeld.
4.6.2 Bepaling weegfactor Om een keuze voor het concept te kunnen maken moeten de betreffende eisen worden geselecteerd. Met deze eisen kunnen de weegfactoren worden bepaald voor de betreffende eis. In de onderstaande tabellen 4.7 en 4.8 zit u hoe de weegfactoren voor de fabricage- en gebruikerseisen is gekozen. Tabel 4.7: Waardering gebruikerseisen
Weegfactor Gebruikerseisen
Vei
lighe
id
Erg
onom
ie
Uni
vers
alite
it
Ond
erho
ud
Bet
rouw
baar
heid
Sne
lhei
d
Sco
re
Wee
gfac
tor
Veiligheid - 1 1 1 1 1 5 4 Ergonomie 0 - 0 0 1 0 1 1 Universaliteit 0 1 - 0 0 0 1 1 Onderhoud 0 1 1 - 0 0 2 2 Betrouwbaarheid 0 0 1 1 - 0 2 2 Snelheid (200 p/min.) 0 1 1 1 1 - 4 3 Tabel 4.8: Waardering fabricage-eisen
Weegfactor Fabricage-eisen
Een
voud
Mat
eria
alke
uze
Kos
ten
Goe
d in
elk
aar o
verlo
pen
Hyg
iëne
Sco
re
Wee
gfac
tor
Eenvoud - 0 0 0 0 0 1 Materiaalkeuze 1 - 1 0 0 2 2 Kosten 1 0 - 0 0 1 2 Goed in elkaar overlopen 1 1 1 - 0 3 3 Hygiëne 1 1 1 1 - 4 4
23
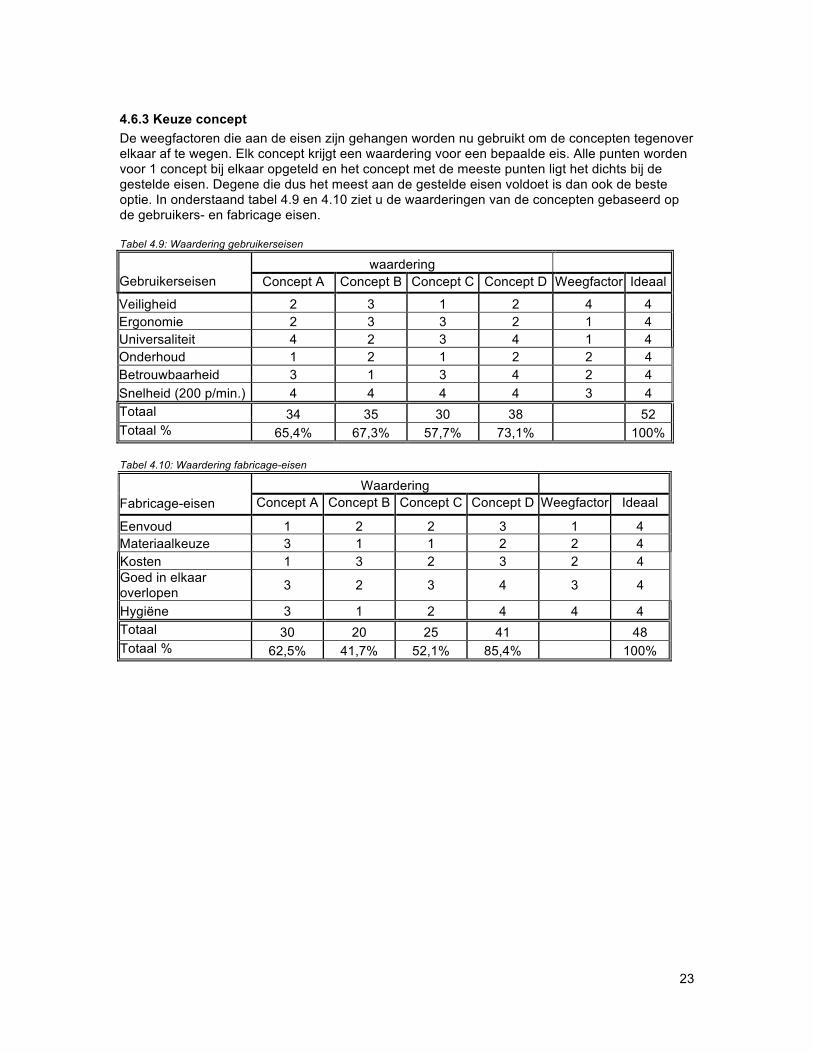
4.6.3 Keuze concept De weegfactoren die aan de eisen zijn gehangen worden nu gebruikt om de concepten tegenover elkaar af te wegen. Elk concept krijgt een waardering voor een bepaalde eis. Alle punten worden voor 1 concept bij elkaar opgeteld en het concept met de meeste punten ligt het dichts bij de gestelde eisen. Degene die dus het meest aan de gestelde eisen voldoet is dan ook de beste optie. In onderstaand tabel 4.9 en 4.10 ziet u de waarderingen van de concepten gebaseerd op de gebruikers- en fabricage eisen. Tabel 4.9: Waardering gebruikerseisen
waardering Gebruikerseisen Concept A Concept B Concept C Concept D Weegfactor Ideaal
Veiligheid 2 3 1 2 4 4 Ergonomie 2 3 3 2 1 4 Universaliteit 4 2 3 4 1 4 Onderhoud 1 2 1 2 2 4 Betrouwbaarheid 3 1 3 4 2 4 Snelheid (200 p/min.) 4 4 4 4 3 4 Totaal 34 35 30 38 52 Totaal % 65,4% 67,3% 57,7% 73,1% 100% Tabel 4.10: Waardering fabricage-eisen
Waardering Fabricage-eisen Concept A Concept B Concept C Concept D Weegfactor Ideaal
Eenvoud 1 2 2 3 1 4 Materiaalkeuze 3 1 1 2 2 4 Kosten 1 3 2 3 2 4 Goed in elkaar overlopen 3 2 3 4 3 4
Hygiëne 3 1 2 4 4 4 Totaal 30 20 25 41 48 Totaal % 62,5% 41,7% 52,1% 85,4% 100%
24
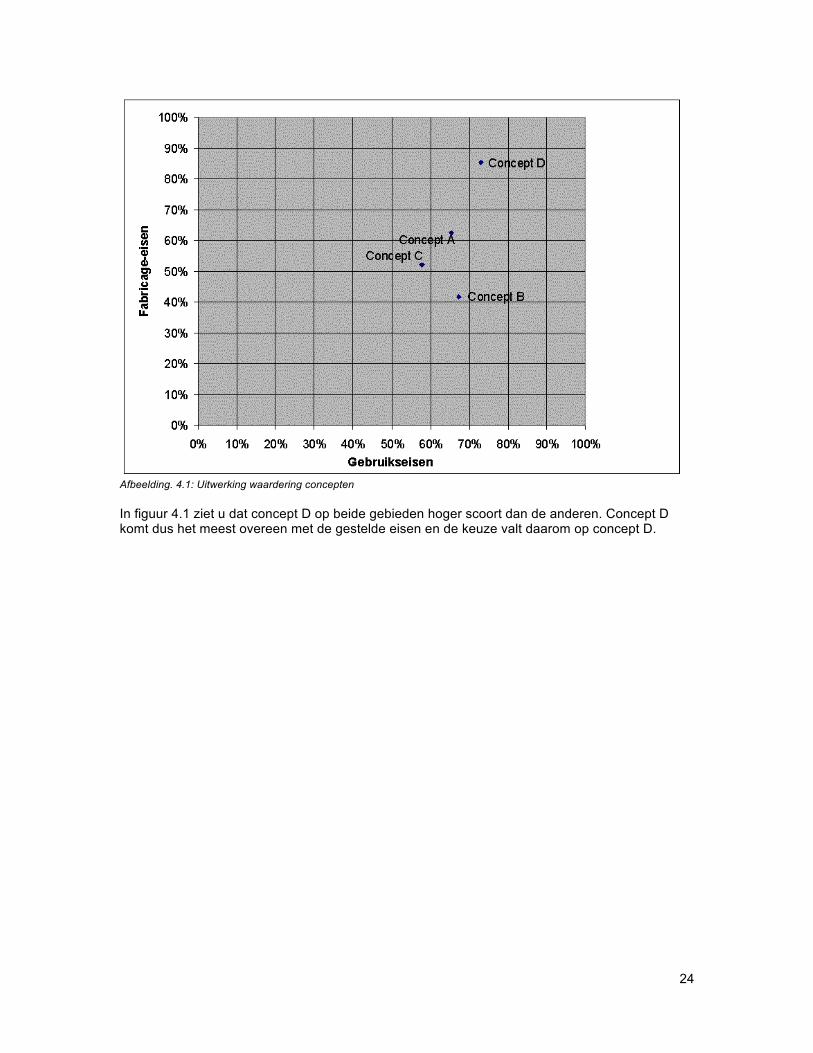
Afbeelding. 4.1: Uitwerking waardering concepten In figuur 4.1 ziet u dat concept D op beide gebieden hoger scoort dan de anderen. Concept D komt dus het meest overeen met de gestelde eisen en de keuze valt daarom op concept D.
25
5 Uitleg en ontwerp trayloader
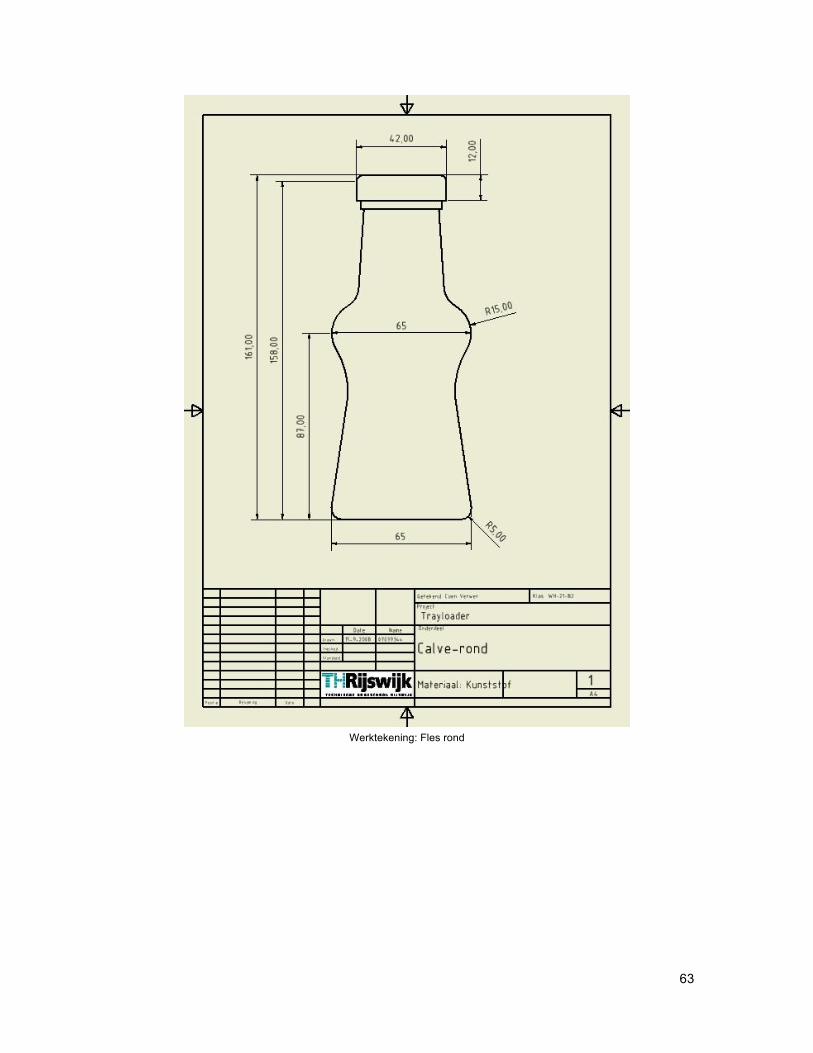
5.1 De linesplitter Volgende de opdracht moest de gehele te ontwerpen productie en verpakkingslijn geschikt zijn voor 2 verschillende zelf te kiezen types kunststof flessen. Wij hebben gekozen voor de volgende twee varianten: Type: ROND Dit is een gemakkelijke fles om te gebruiken aangezien deze fles netjes rond is. De ronde vorm heeft de volgende voordelen:
• Gebruik van simpelere machines aangezien deze fles niet aan één bepaalde zijde door de machines gevoerd hoeft te worden.
• Makkelijker labellen, twee labels om de gehele fles • Makkelijker vullen, dop opdraaien en handelen.
De fles heeft de volgende specificaties: Diameter: 65 mm Hoogte: 162 mm Gewicht: 350 Gr. Zie bijlage:VI voor de tekening van deze fles. Type: OVAAL Dit is een ongemakkelijke fles om te gebruiken aangezien deze fles ovaal is. De ovale vorm geeft de volgende problemen:
• De machines moeten omgesteld worden om de ovale flessen op een bepaalde kant te kunnen verwerken.
• Moeilijker labellen, label aan elke zijde en ook nog eens precies in het midden. • De gehele transport baan en linesplitter moet aangepast worden een de breedte van
deze fles. De fles heeft de volgende specificaties: Breedte: 40 mm Lengte: 81 mm Hoogte: 170 mm Gewicht: 320 Gr. Zie bijlage: IV voor de tekening van deze fles. De linesplitter moet dus universeel zijn.
26
Bij het ontwerpen van de linesplitter is rekening gehouden met de volgende eisen: • Constructie volgens voorwaarden HACCP • 200 Flessen p/min. 3.33 per seconde • Linesplitter moet binnen een uur om te bouwen zijn. • Wisseldelen en instellingen moeten goed bereikbaar zijn. • Flesjes moet bij eventuele product wissels makkelijk uitneembaar zijn. • Machine moet in hoogte verstelbaar zijn. • Betrouwbaar zijn.
Aan de hand van veel vergaderingen en overleggen is begonnen met het ontwerp van de linesplitter.
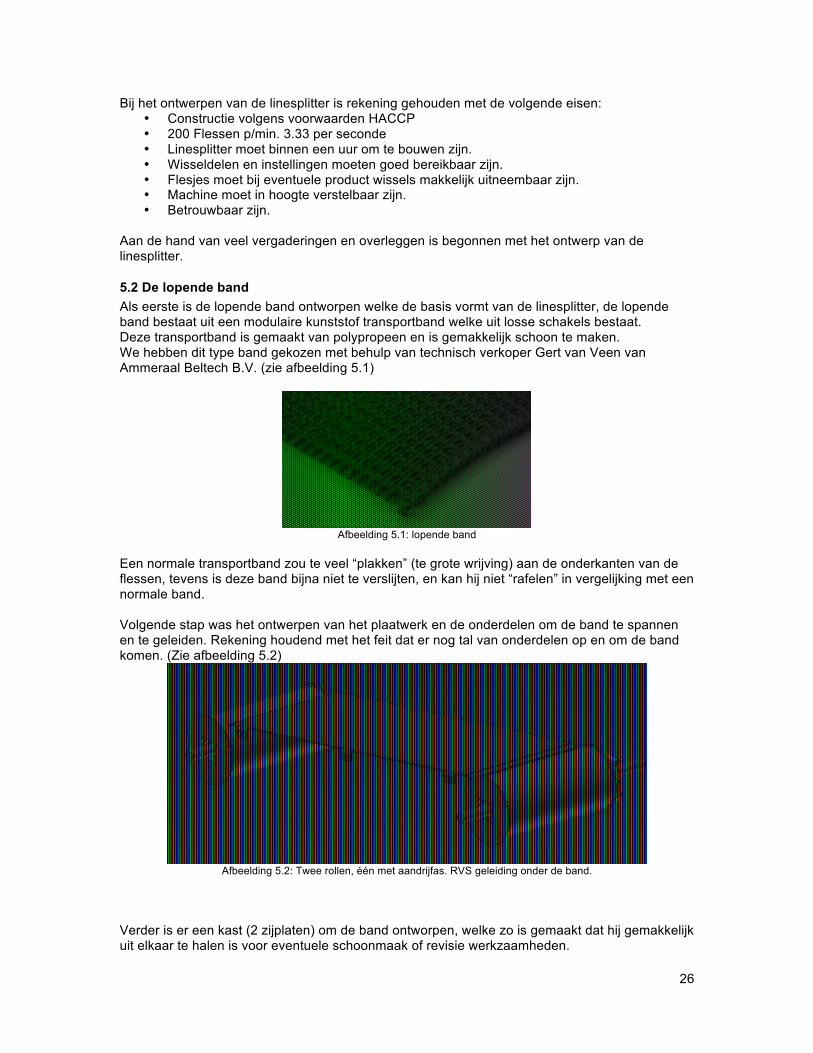
5.2 De lopende band Als eerste is de lopende band ontworpen welke de basis vormt van de linesplitter, de lopende band bestaat uit een modulaire kunststof transportband welke uit losse schakels bestaat. Deze transportband is gemaakt van polypropeen en is gemakkelijk schoon te maken. We hebben dit type band gekozen met behulp van technisch verkoper Gert van Veen van Ammeraal Beltech B.V. (zie afbeelding 5.1)
Afbeelding 5.1: lopende band
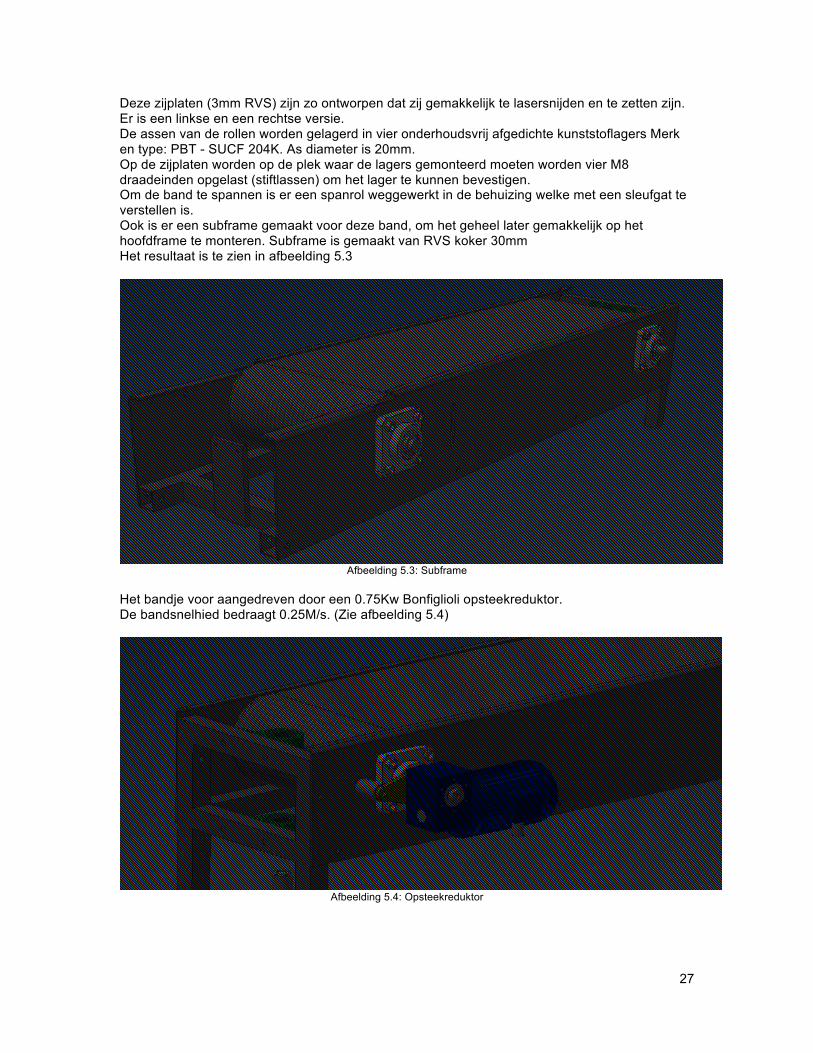
Een normale transportband zou te veel “plakken” (te grote wrijving) aan de onderkanten van de flessen, tevens is deze band bijna niet te verslijten, en kan hij niet “rafelen” in vergelijking met een normale band. Volgende stap was het ontwerpen van het plaatwerk en de onderdelen om de band te spannen en te geleiden. Rekening houdend met het feit dat er nog tal van onderdelen op en om de band komen. (Zie afbeelding 5.2)
Afbeelding 5.2: Twee rollen, één met aandrijfas. RVS geleiding onder de band.
Verder is er een kast (2 zijplaten) om de band ontworpen, welke zo is gemaakt dat hij gemakkelijk uit elkaar te halen is voor eventuele schoonmaak of revisie werkzaamheden.
27
Deze zijplaten (3mm RVS) zijn zo ontworpen dat zij gemakkelijk te lasersnijden en te zetten zijn. Er is een linkse en een rechtse versie. De assen van de rollen worden gelagerd in vier onderhoudsvrij afgedichte kunststoflagers Merk en type: PBT - SUCF 204K. As diameter is 20mm. Op de zijplaten worden op de plek waar de lagers gemonteerd moeten worden vier M8 draadeinden opgelast (stiftlassen) om het lager te kunnen bevestigen. Om de band te spannen is er een spanrol weggewerkt in de behuizing welke met een sleufgat te verstellen is. Ook is er een subframe gemaakt voor deze band, om het geheel later gemakkelijk op het hoofdframe te monteren. Subframe is gemaakt van RVS koker 30mm Het resultaat is te zien in afbeelding 5.3
Afbeelding 5.3: Subframe
Het bandje voor aangedreven door een 0.75Kw Bonfiglioli opsteekreduktor. De bandsnelhied bedraagt 0.25M/s. (Zie afbeelding 5.4)
Afbeelding 5.4: Opsteekreduktor

28
5.3 De verdeler De verdeler is een onderdeel van de linesplitter om de aangevoerde flessen te verdelen is drie of vier rijen. De ovale flessen worden verdeeld in 4 rijen en drie flessen achter elkaar, 4x3 formatie. De ronde flessen worden verdeeld in 3 rijen en vier flessen achter elkaar, 3x4 formatie. Zie onderstaande afbeelding 5.5
Afbeelding 5.5: ovale en ronde flessen in verpakkingsstand
Het verdelen in deze configuratie heeft een aantal voordelen, de belangrijkste is dat de verschillende flessen nu bijna dezelfde afmetingen/ grondvlak hebben. Dit scheelt ombouwen naar een andere foliemaat in de shrinkwrapper. Voor het verdelen in rijen gebruiken we een verdeelarm, de flessen welke gevuld en gelabeld zijn komen via het kettingtransport bij de verdeelarm waar deze afhankelijk van het type fles verdeeld worden in rij 1 t/m 4. (Zie afbeelding 5.6)
Afbeelding 5.6: Het lichtblauwe onderdeel is de verdeelarm, gedraaid naar rij 3
29
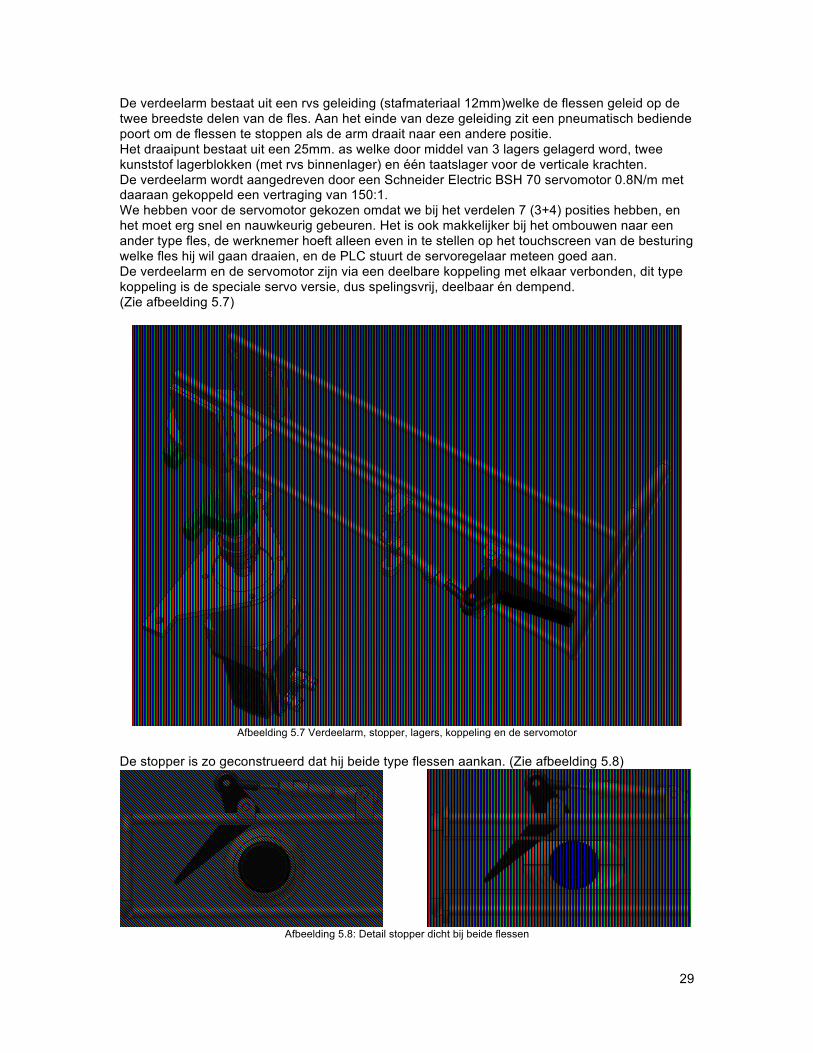
De verdeelarm bestaat uit een rvs geleiding (stafmateriaal 12mm)welke de flessen geleid op de twee breedste delen van de fles. Aan het einde van deze geleiding zit een pneumatisch bediende poort om de flessen te stoppen als de arm draait naar een andere positie. Het draaipunt bestaat uit een 25mm. as welke door middel van 3 lagers gelagerd word, twee kunststof lagerblokken (met rvs binnenlager) en één taatslager voor de verticale krachten. De verdeelarm wordt aangedreven door een Schneider Electric BSH 70 servomotor 0.8N/m met daaraan gekoppeld een vertraging van 150:1. We hebben voor de servomotor gekozen omdat we bij het verdelen 7 (3+4) posities hebben, en het moet erg snel en nauwkeurig gebeuren. Het is ook makkelijker bij het ombouwen naar een ander type fles, de werknemer hoeft alleen even in te stellen op het touchscreen van de besturing welke fles hij wil gaan draaien, en de PLC stuurt de servoregelaar meteen goed aan. De verdeelarm en de servomotor zijn via een deelbare koppeling met elkaar verbonden, dit type koppeling is de speciale servo versie, dus spelingsvrij, deelbaar én dempend. (Zie afbeelding 5.7)
Afbeelding 5.7 Verdeelarm, stopper, lagers, koppeling en de servomotor
De stopper is zo geconstrueerd dat hij beide type flessen aankan. (Zie afbeelding 5.8)
Afbeelding 5.8: Detail stopper dicht bij beide flessen
30
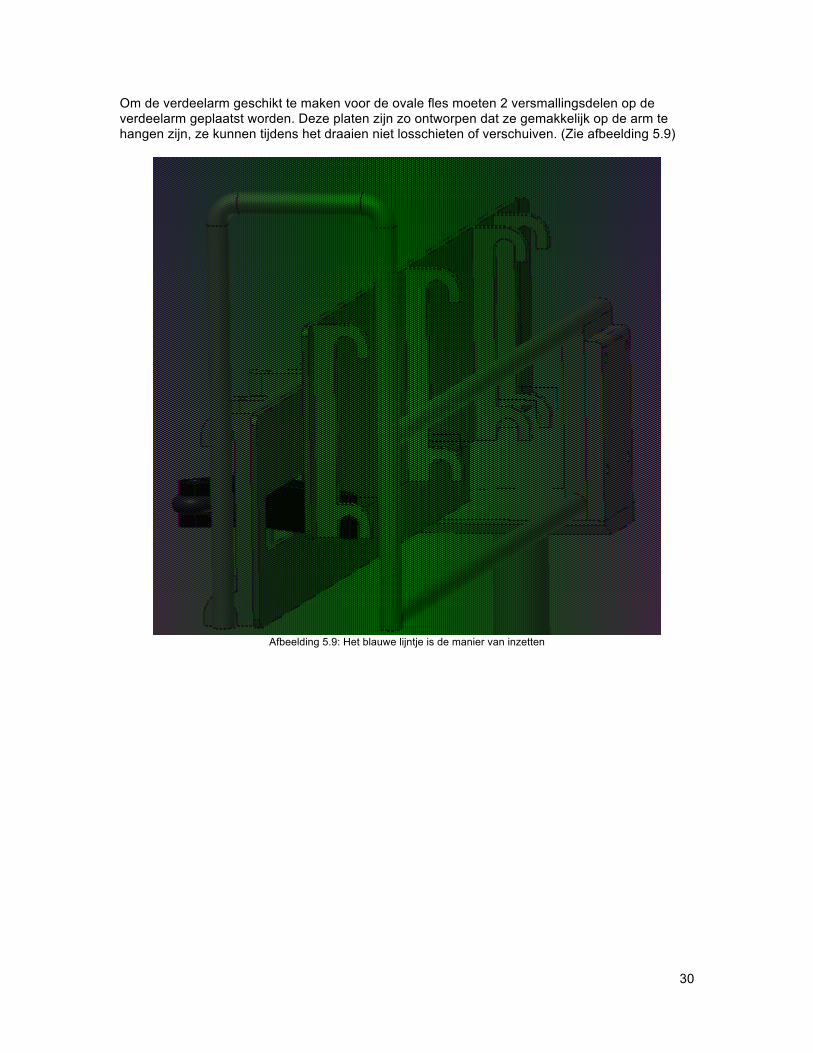
Om de verdeelarm geschikt te maken voor de ovale fles moeten 2 versmallingsdelen op de verdeelarm geplaatst worden. Deze platen zijn zo ontworpen dat ze gemakkelijk op de arm te hangen zijn, ze kunnen tijdens het draaien niet losschieten of verschuiven. (Zie afbeelding 5.9)
Afbeelding 5.9: Het blauwe lijntje is de manier van inzetten
31
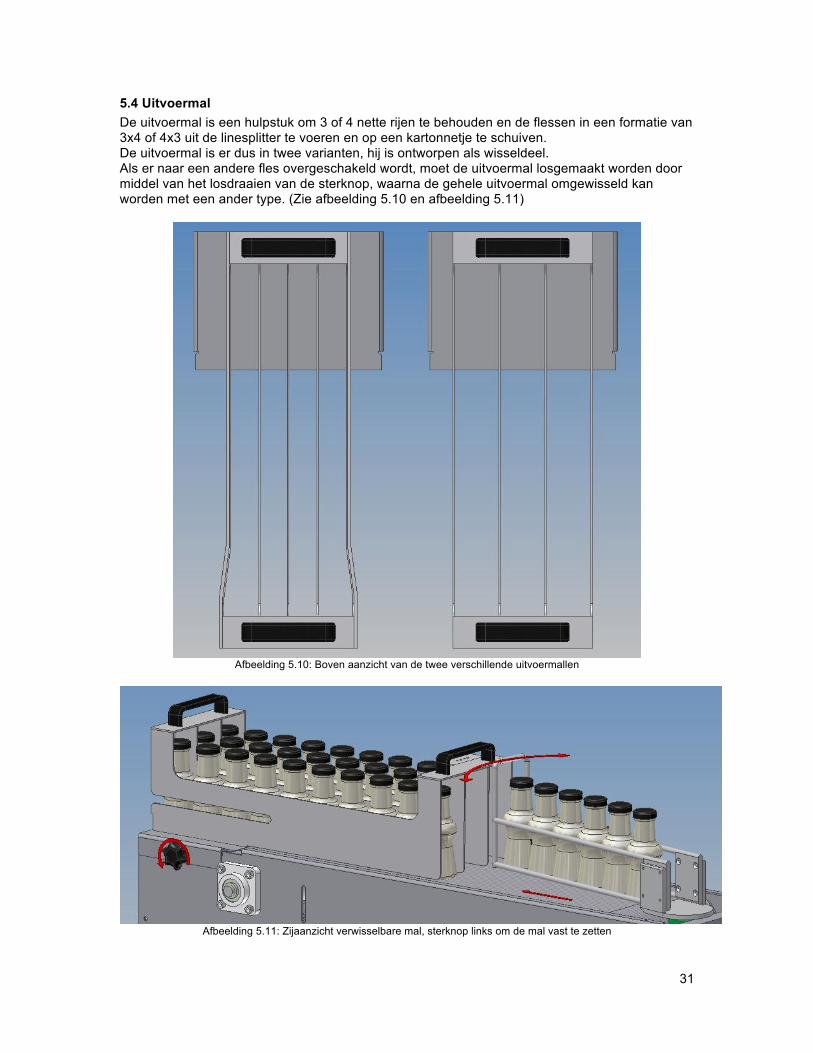
5.4 Uitvoermal De uitvoermal is een hulpstuk om 3 of 4 nette rijen te behouden en de flessen in een formatie van 3x4 of 4x3 uit de linesplitter te voeren en op een kartonnetje te schuiven. De uitvoermal is er dus in twee varianten, hij is ontworpen als wisseldeel. Als er naar een andere fles overgeschakeld wordt, moet de uitvoermal losgemaakt worden door middel van het losdraaien van de sterknop, waarna de gehele uitvoermal omgewisseld kan worden met een ander type. (Zie afbeelding 5.10 en afbeelding 5.11)
Afbeelding 5.10: Boven aanzicht van de twee verschillende uitvoermallen
Afbeelding 5.11: Zijaanzicht verwisselbare mal, sterknop links om de mal vast te zetten
32
De uitvoermal is voorzien van twee kunststof handvaten voor makkelijk plaatsen en verwijderen. In de voorgaande figuren is te zien dat bij een eventuele productwisseling de flesjes gemakkelijk uit de mal te pakken zijn.
5.5 Uitvoerarm De uitvoerarm is een arm om 12 flesjes in één beweging uit de uitvoermal te halen. De uitvoerarm bestaat uit een RVS arm gemonteerd op twee Festo DGPL cilinders met ingebouwde geleiding, één in een X richting en één in een Y richting. In de uitvoermal zit een grote sleuf, de arm steekt tussen de flessen, stopper gaat omlaag en voert zo de flessen uit naar een kartonnetje op de transportband. (Zie afbeelding 5.12 en afbeelding 5.13)
Afbeelding 5.12: Uitvoerarm in wachtpositie
Afbeelding 5.13: Uitvoerarm heeft 12 flessen uitgevoerd
33
5.6 De stopper Direct achter de uitvoermal zit een stopper, deze stopper zorgt ervoor dat de wachtende flessen niet zelf uit de uitvoermal gedrukt worden. Aangezien alle flesjes op een draaiende lopende band staan drukken ze continu tegen de stopper. De stopper gaat pas omlaag als de uitvoerarm een commando krijgt om uit te voeren. De stopper is een soort hoeklijn welke aan een Festo SLT cilinder gemonteerd zit, het grote voordeel van deze SLT cilinder is dat deze een eigen geleiding en ingebouwde demping heeft. Dit een veel eenvoudigere constructie. (Zie afbeelding 5.14)
Afbeelding 5.14 De stopper in de positie omhoog (stopper is lichtblauw aangegeven)
34
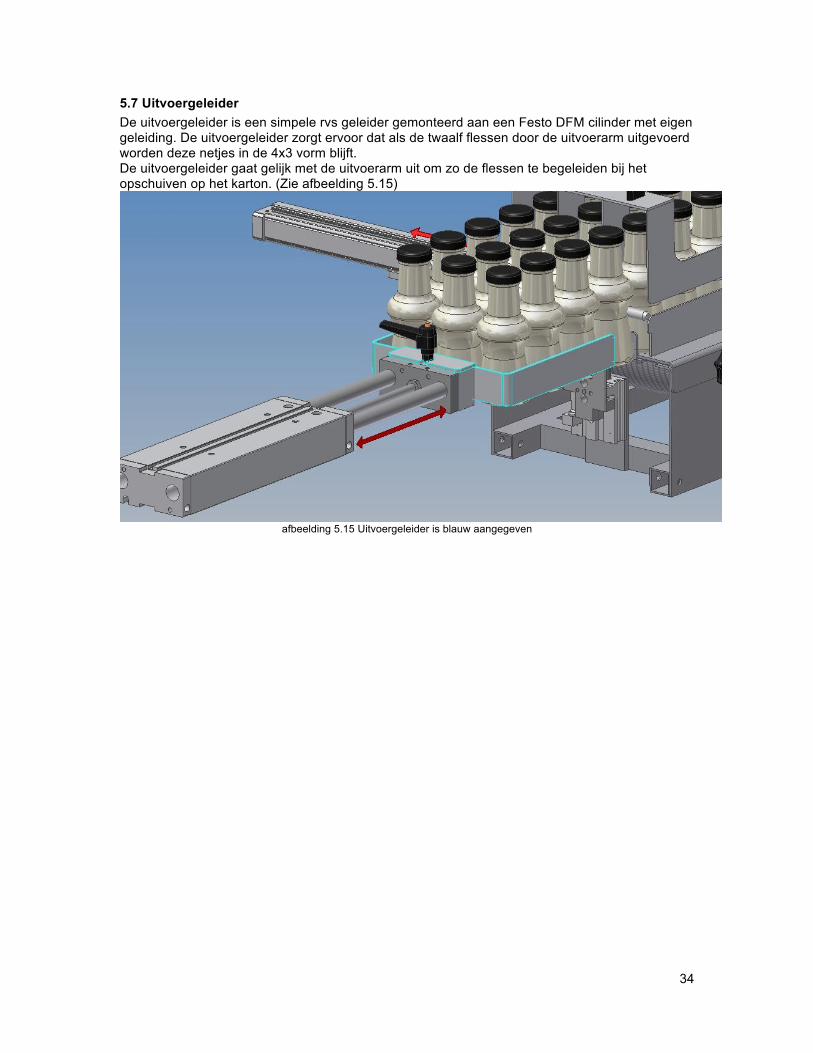
5.7 Uitvoergeleider De uitvoergeleider is een simpele rvs geleider gemonteerd aan een Festo DFM cilinder met eigen geleiding. De uitvoergeleider zorgt ervoor dat als de twaalf flessen door de uitvoerarm uitgevoerd worden deze netjes in de 4x3 vorm blijft. De uitvoergeleider gaat gelijk met de uitvoerarm uit om zo de flessen te begeleiden bij het opschuiven op het karton. (Zie afbeelding 5.15)
afbeelding 5.15 Uitvoergeleider is blauw aangegeven
35
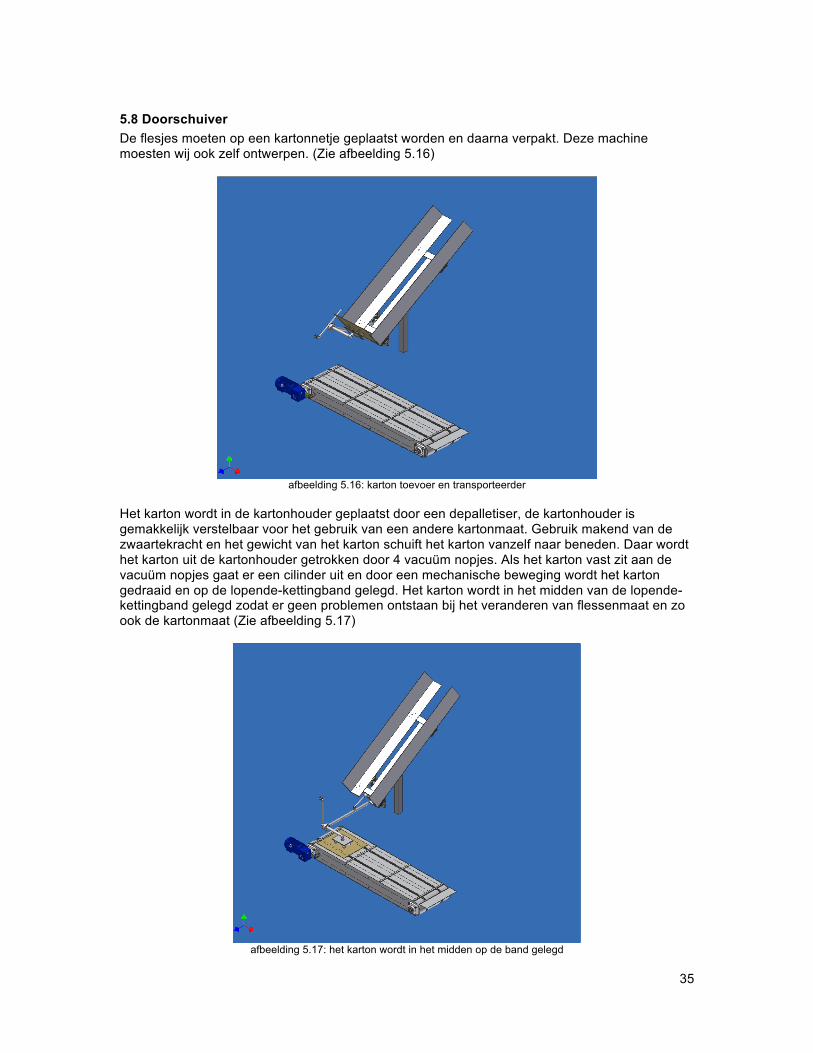
5.8 Doorschuiver De flesjes moeten op een kartonnetje geplaatst worden en daarna verpakt. Deze machine moesten wij ook zelf ontwerpen. (Zie afbeelding 5.16)
afbeelding 5.16: karton toevoer en transporteerder
Het karton wordt in de kartonhouder geplaatst door een depalletiser, de kartonhouder is gemakkelijk verstelbaar voor het gebruik van een andere kartonmaat. Gebruik makend van de zwaartekracht en het gewicht van het karton schuift het karton vanzelf naar beneden. Daar wordt het karton uit de kartonhouder getrokken door 4 vacuüm nopjes. Als het karton vast zit aan de vacuüm nopjes gaat er een cilinder uit en door een mechanische beweging wordt het karton gedraaid en op de lopende-kettingband gelegd. Het karton wordt in het midden van de lopende-kettingband gelegd zodat er geen problemen ontstaan bij het veranderen van flessenmaat en zo ook de kartonmaat (Zie afbeelding 5.17)
afbeelding 5.17: het karton wordt in het midden op de band gelegd
36
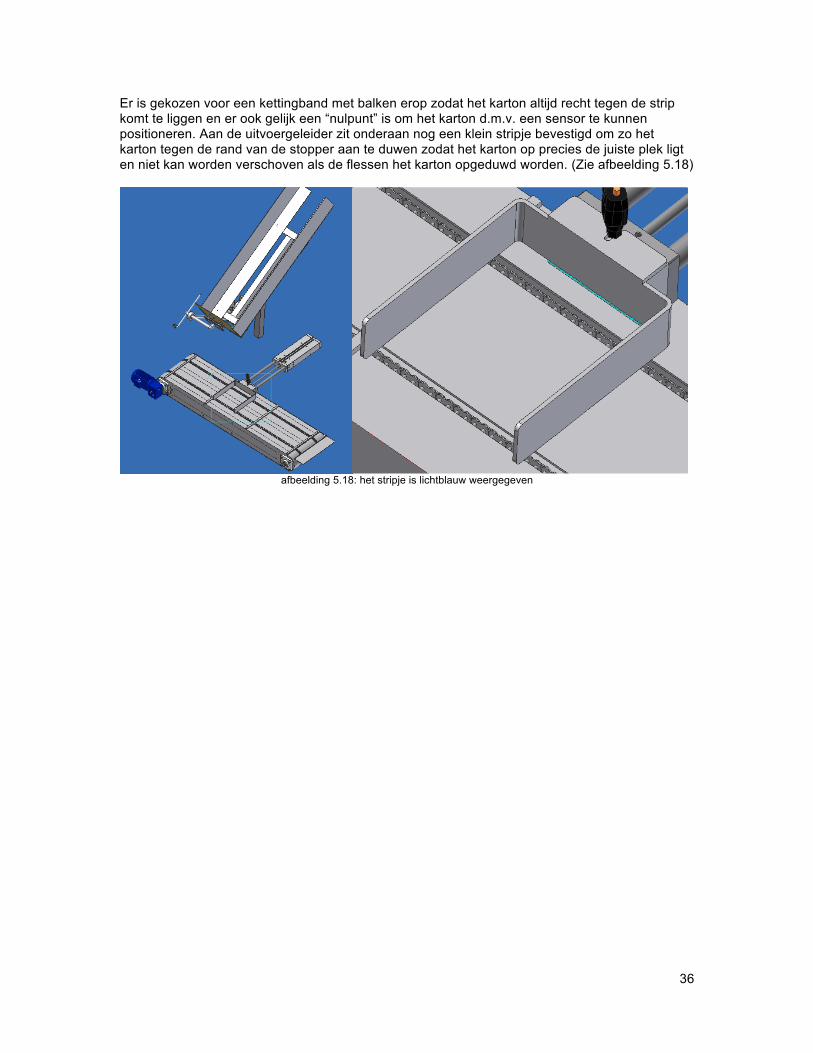
Er is gekozen voor een kettingband met balken erop zodat het karton altijd recht tegen de strip komt te liggen en er ook gelijk een “nulpunt” is om het karton d.m.v. een sensor te kunnen positioneren. Aan de uitvoergeleider zit onderaan nog een klein stripje bevestigd om zo het karton tegen de rand van de stopper aan te duwen zodat het karton op precies de juiste plek ligt en niet kan worden verschoven als de flessen het karton opgeduwd worden. (Zie afbeelding 5.18)
afbeelding 5.18: het stripje is lichtblauw weergegeven
37
5.9 Frame Om er één nette en solide linesplitter van te maken zijn alle onderdelen en cilinders gemonteerd op een groot frame van rvs koker 40mm, dit frame is gemakkelijk in hoogte verstelbaar door de poten in of uit te schuiven. Het frame staat ook nog op rvs stelvoeten.

38
5.10 Besturing De linesplitter heeft een eigen besturingskast stand-alone uitgevoerd, dus hij is niet afhankelijk van de vulsnelheid bij de vulmachine. Hij wordt wel aan en uit geschakeld via de centrale besturing van de productie lijn. Bij het opstarten van de linesplitter zorgt een frequentieregelaar ervoor dat de lopende band langzaam via een ingestelde waarde op gang komt, dit vanwege het feit dat er misschien nog flessen op de band staan, welke anders om zouden vallen bij het inschakelen. Een sensor bij de invoer van de linesplitter telt hoeveel flessen er per minuut aangeleverd worden en past zijn verdeelcyclus hierop aan. Als er 200 flessen per minuut aangevoerd zorgt de verdeelarm dat de uitvoermal altijd zo vol mogelijk is. Als er bijvoorbeeld 10 flessen per minuut aangevoerd worden zorgt de verdeelarm ervoor dat de flessen zo verdeelt worden dat er telkens een nieuwe formatie 3x4 of 4x3 flessen uitgevoerd kan worden, (Zie afbeelding 5.20) dus niet dat 1 rij in de uitvoermal vol staat met flessen en in de andere 2 rijen niets (Zie afbeelding 5.21)
Afbeelding 5.20: Dit is goed, weinig aanvoer maar er staat toch een nieuwe tray klaar
Afbeelding 5.21: Dit is fout, weinig aanvoer en geen tray om uit te voeren
Het aansturen van de verdeelarm gebeurt met een servomotor, servomotoren zijn erg duur maar wel erg precies en snel. Het aansturen van de servomotor gebeurt met een servoregelaar, in deze regelaar worden de standaard posities geprogrammeerd, de PLC stuurt deze regelaar via een busverbinding aan. Zie afbeelding 5.22 voor een servomotor met regelaar.

39
afbeelding 5.22 Servomotor met bijbehorende regelaar
De cilinders worden aangestuurd via een Festo CPA ventieleiland, dit ventieleiland heeft een kleine inbouwgrootte en is gemakkelijk uit te breiden. Dit eiland dient zelf samengesteld te worden met bijv. 4/2 of andere types ventielen. (Zie afbeelding 5.23) De perslucht gaat eerst nog door een ontvochtiger en drukregelaar welke op 6 Bar staat ingesteld. De lucht uit de compressor gaat ook nog door een olieafscheider zodat de linesplitter geen vuile lucht verspreid
Afbeelding 5.23: Modulair ventieleiland
De PLC is een Siemens S7-300, Siemens hebben we gekozen omdat alle machines bij de fabriek met dit merk werken, ook hebben de technici ervaring en onderdelen van deze PLC. We hebben bewust voor de duurdere S7-300 gekozen omdat deze PLC tegenover de S7-200 beter om kan gaan met het aansturen van servomotoren, en hij gemakkelijk uit te breiden is. Een HMI panel (Human Machine Interface) is ook eventueel op deze PLC of de centrale besturing aan te sluiten. Op dit HMI panel kan men functies programmeren zodat men op kantoor kan zien hoeveel producten er van een bepaald type zijn gedraaid of wat het niveau in de voorraadtanks met saus op dat moment is. De linesplitter zelf heeft geen in principe geen touchscreen of HMI panel nodig omdat op de besturingskast ook gewoon een draaiknop kan waarmee je kan aangeven welke type fles de linesplitter moet verwerken. Bijv. Knop naar links is de ronde fles en knop naar rechts is de ovale fles.
40
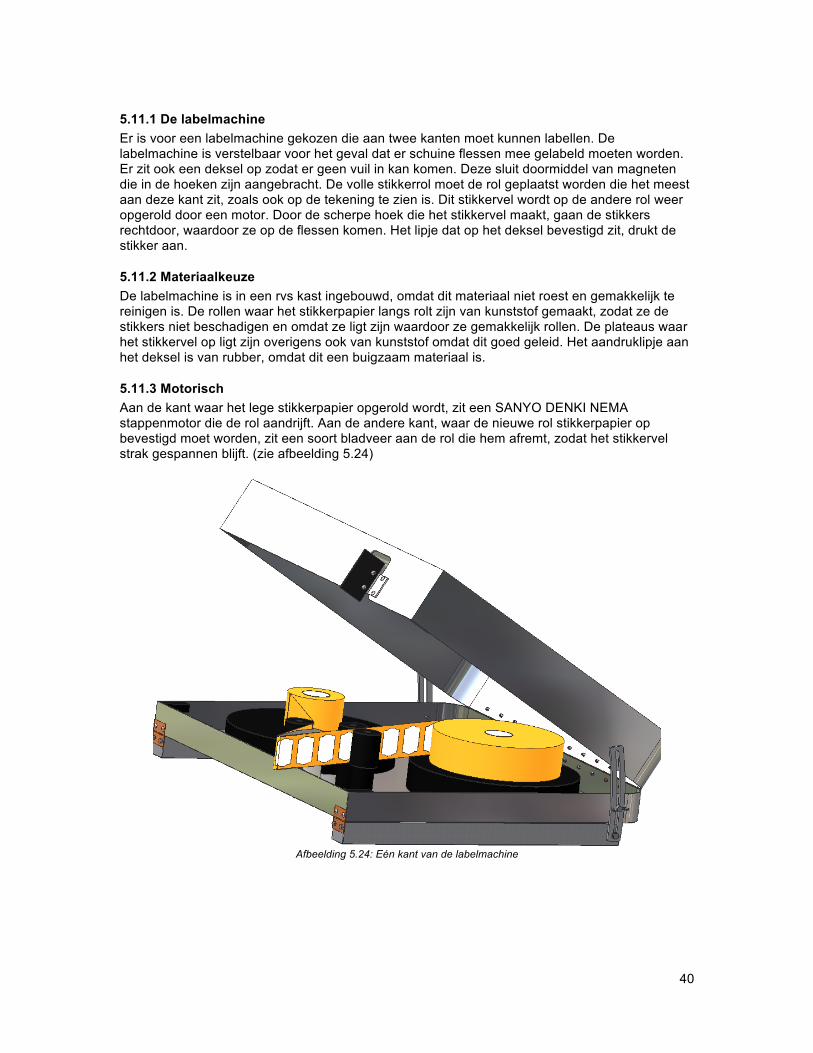
5.11.1 De labelmachine Er is voor een labelmachine gekozen die aan twee kanten moet kunnen labellen. De labelmachine is verstelbaar voor het geval dat er schuine flessen mee gelabeld moeten worden. Er zit ook een deksel op zodat er geen vuil in kan komen. Deze sluit doormiddel van magneten die in de hoeken zijn aangebracht. De volle stikkerrol moet de rol geplaatst worden die het meest aan deze kant zit, zoals ook op de tekening te zien is. Dit stikkervel wordt op de andere rol weer opgerold door een motor. Door de scherpe hoek die het stikkervel maakt, gaan de stikkers rechtdoor, waardoor ze op de flessen komen. Het lipje dat op het deksel bevestigd zit, drukt de stikker aan.
5.11.2 Materiaalkeuze De labelmachine is in een rvs kast ingebouwd, omdat dit materiaal niet roest en gemakkelijk te reinigen is. De rollen waar het stikkerpapier langs rolt zijn van kunststof gemaakt, zodat ze de stikkers niet beschadigen en omdat ze ligt zijn waardoor ze gemakkelijk rollen. De plateaus waar het stikkervel op ligt zijn overigens ook van kunststof omdat dit goed geleid. Het aandruklipje aan het deksel is van rubber, omdat dit een buigzaam materiaal is.
5.11.3 Motorisch Aan de kant waar het lege stikkerpapier opgerold wordt, zit een SANYO DENKI NEMA stappenmotor die de rol aandrijft. Aan de andere kant, waar de nieuwe rol stikkerpapier op bevestigd moet worden, zit een soort bladveer aan de rol die hem afremt, zodat het stikkervel strak gespannen blijft. (zie afbeelding 5.24)
Afbeelding 5.24: Eén kant van de labelmachine

41
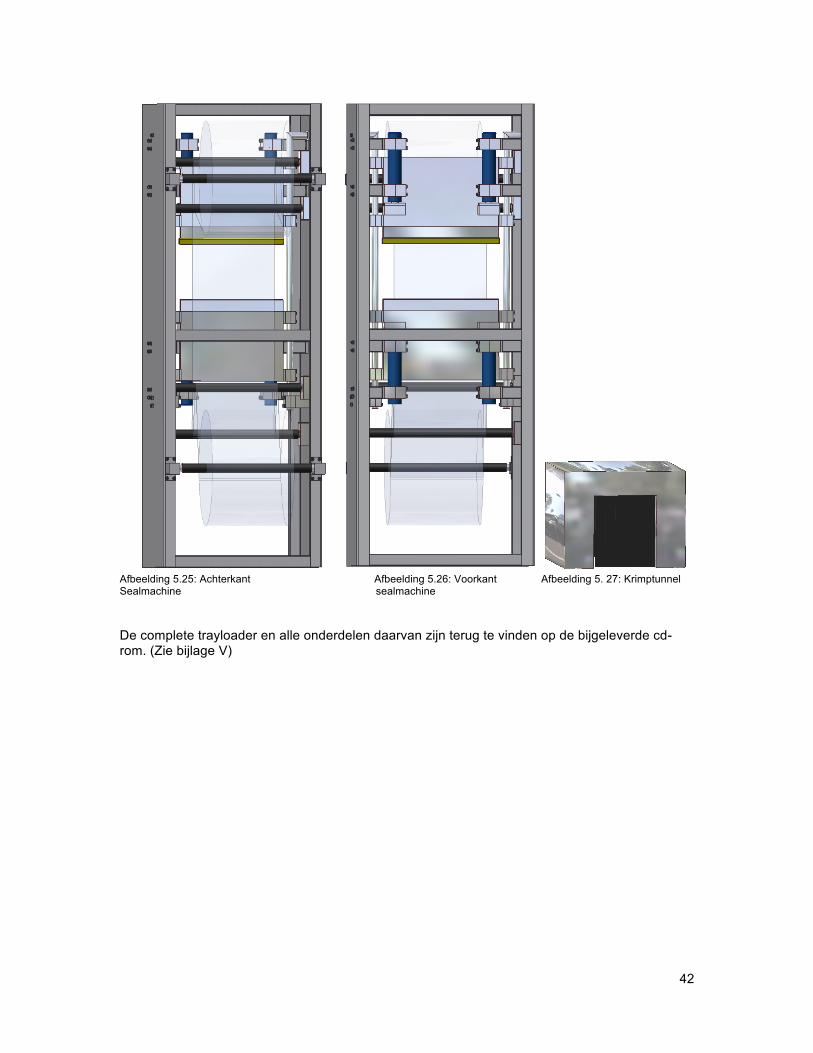
5.12.1 De shrinkwrapper De shrinkwrapper pakt de flessen strak in met folie, nadat deze op een kartonnetje zijn gezet. De flessen komen aan, per twaalf flessen, op een stuk karton aan de achterkant van de sealmachine op een lopende band. Dit pakketje wordt doormiddel van de lopende band door de krimpfolie geduwd, waarna dit aan elkaar gesmolten en afgeknipt wordt door de twee bladen. (Zie afbeelding 5.25 en 5.26) De krimpfolie eerst om een aantal rollen, zodat er vertraging optreedt, waardoor de rollen niet doorrollen nadat een pakketje geseald is. Dan komt het pakketje, waar op dat moment rondom folie omheen zit, op een lopende band van metaal die bestand is tegen hoge temperaturen. Deze lopende band moet hier tegen bestand zijn, omdat deze door de krimptunnel loopt die de folie verhit, waardoor de krimpfolie strak om de flessen getrokken wordt. (Zie afbeelding 5.27) Als de pakketjes uit deze machine komen kunnen ze opgestapeld worden op een pallet met de palletiser.
5.12.2 Materiaalkeuze De sealmachine is grotendeels van roestvast staal gemaakt, omdat dit niet snel roest en goed schoon te maken is. De rollen waar de krimpfolie over glijd is ook van rvs gemaakt met daaroverheen rubber voor de grip. In de blokken die aan de bladen gemonteerd zijn, zit kunststof zodat deze goed over de buizen heen en weer kunnen glijden. De lopende band vóór de sealmachine is van kunststof gemaakt en de lopende band die na de sealmachine komt en door de krimptunnel gaat is van rvs gemaakt, omdat dit bestand is tegen hoge temperaturen en de warmte slecht geleid. Ook de krimptunnel zelf is van rvs gemaakt, omdat dit de warmte slecht geleid waardoor de warmte goed vastgehouden wordt in de tunnel. Ook de krimptunnel voorhang zorgt ervoor dat de warmte slecht weg kan en deze is gemaakt van siliconen glasweefsel. Dit is bestand tegen een temperatuur van 260°C en de tunnel wordt niet warmer dan 200°C. Voor de krimpfolie is voor polyethyleen gekozen, omdat dit een stevig materiaal is dat goed krimpt bij een temperatuur van 150°C.
5.12.3 Motorisch De sealmachine werkt pneumatisch met vier cilinders die aangestuurd worden door een plc. Op deze plc zitten sensors aangesloten die signalen geven wanneer de flessen door de bladen van de sealmachine heen zijn, zodat de bladen aangestuurd worden. De krimptunnel bevat drie elektrische verwarmingselementen om de krimptunnel 170°C warm te stoken. Er zit er een aan de bovenkant en aan beide zijkanten zit een verwarmingselement.
42
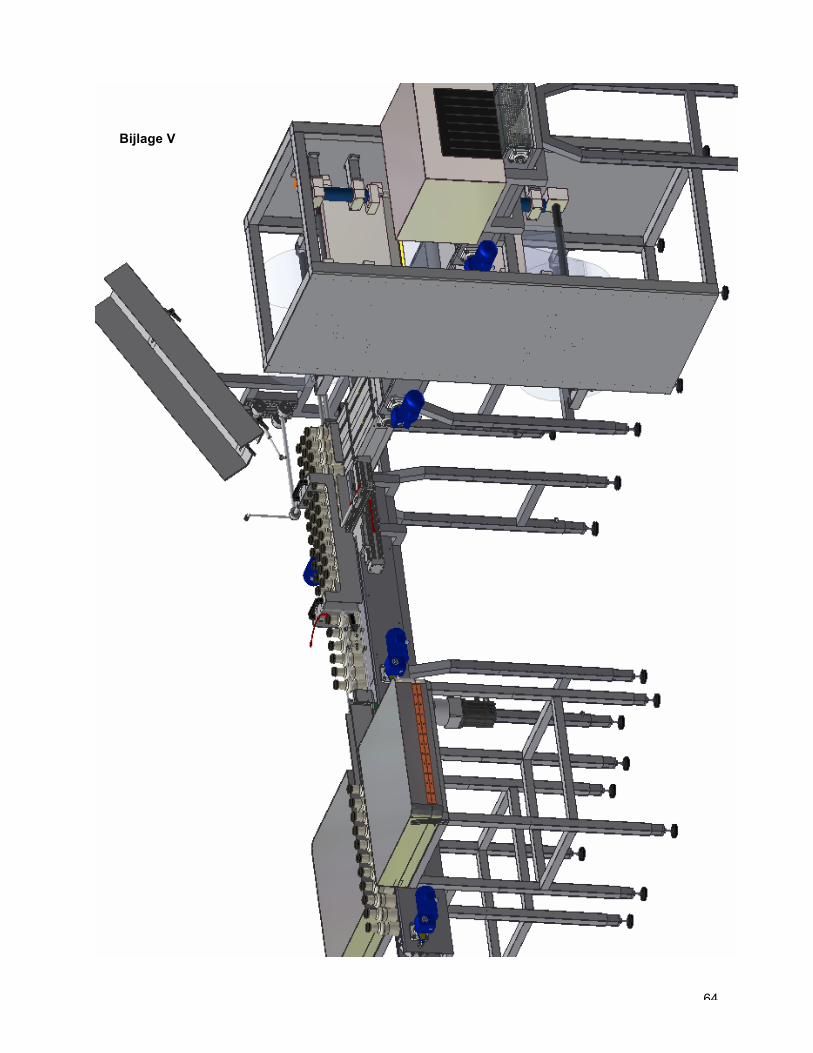
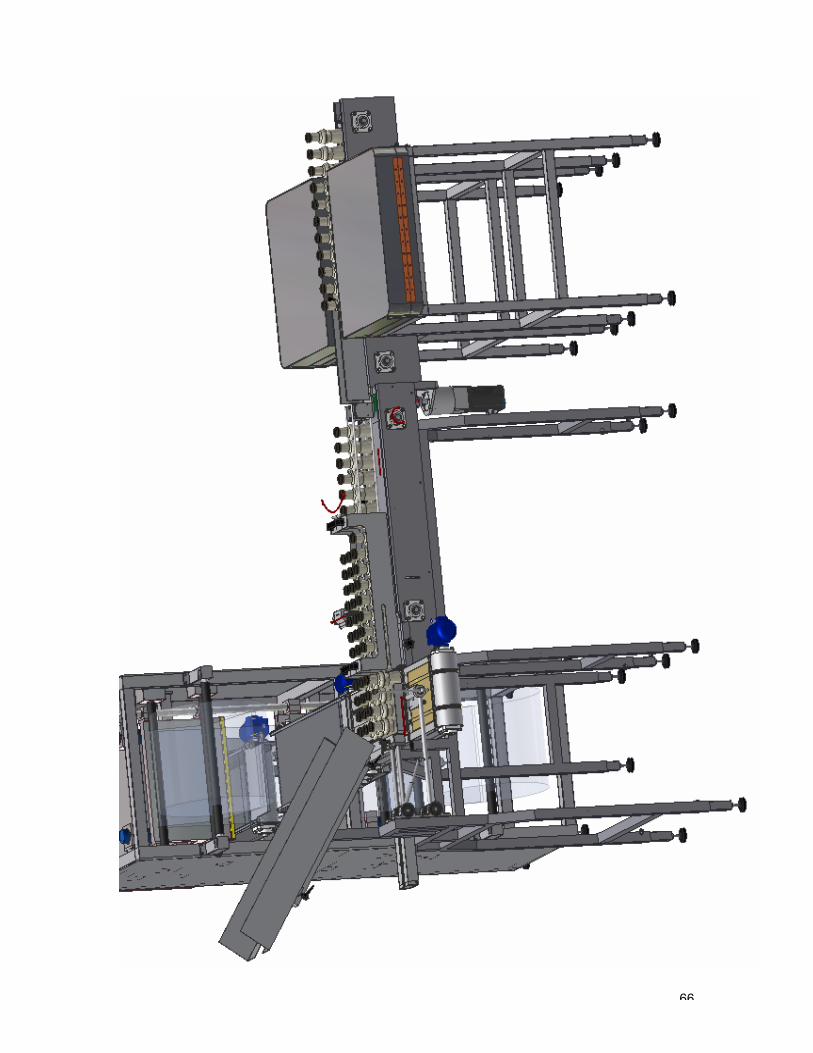
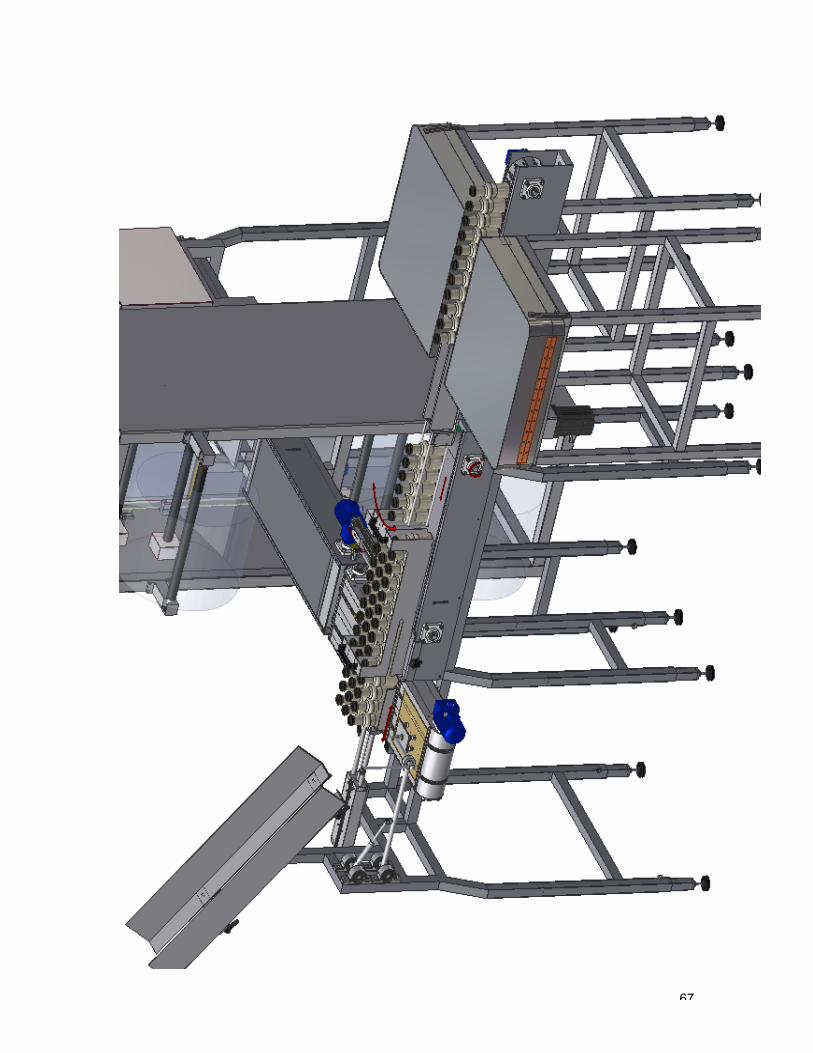
Afbeelding 5.25: Achterkant Afbeelding 5.26: Voorkant Afbeelding 5. 27: Krimptunnel Sealmachine sealmachine De complete trayloader en alle onderdelen daarvan zijn terug te vinden op de bijgeleverde cd-rom. (Zie bijlage V)
43
6. Ontwerp productielijn
Voor het ontwerp van de productielijn, moeten we meerdere belangrijke facetten in acht nemen. Hierbij moet worden gedacht aan de volgende zaken:
• Veiligheid • Hygiëne • Goede ruimte benutting • Continu proces
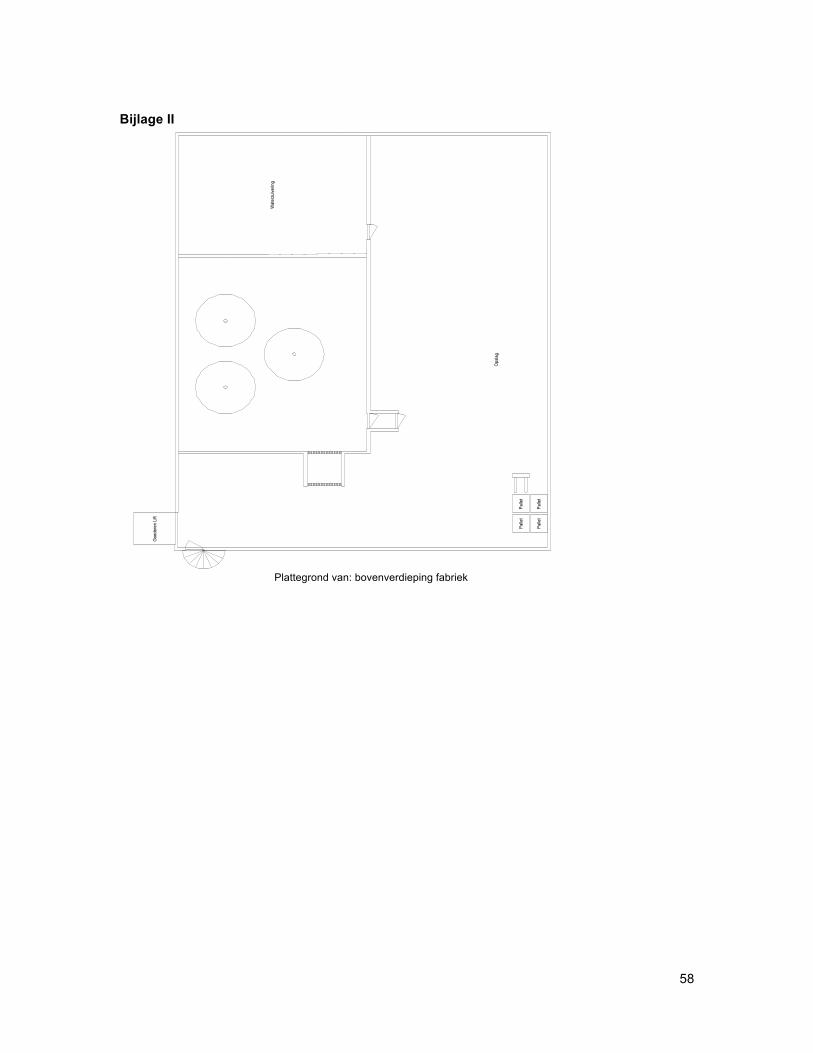
Rekening houdend met deze facetten zijn we met het ontwerp gekomen, dat op de autocad tekening is te zien. (Zie bijlage II) Als er rekening moet worden gehouden met de veiligheid, moet er worden gedacht aan een overzichtelijke indeling van de fabriekshal. Dit is gerealiseerd door de fabriekshal in te delen in verschillende ruimte. Zo is er een speciale ruimte dat dient als magazijn van de lege flessen, doppen, folie, karton en de met saus gevulde flessen. Doordat dit allemaal bij elkaar zit, is dit zo’n beetje het enige gedeelte waar de heftruck rijdt. Hierdoor komt het personeel die de machines moet controleren bijna nooit in aanraking met de heftruck. Doordat we de verschillende apparaten van de productielijn achter elkaar hebben geplaatst scheelt dit weer ruimte in de breedte. De lengte van te productielijn komt nu overeen met de lengte van het magazijn. Ook is er voor gekozen om de vulmachine en de machine die de doppen erop draait te combineren tot een apparaat. Door het magazijn zo in te delen dat de te lossen goederen bij de losdeur worden opgeslagen, en de gevulde flessen bij de laaddeur, wordt ervoor gezorgd dat er een soort eenrichtingsflow ontstaat. Dit komt de veiligheid van het personeel weer ten goede. De pallets van de lege flessen worden weer gebruikt voor het opstapelen van de volle flessen met saus, ook dit komt de ruimte ten goede. Voor de hygiëne is ervoor gekozen om genoeg ruimte om de apparaten vrij te laten, zodat ze gemakkelijk toegankelijk zijn voor het onderhoud en het reinigen. Ook worden de silo’s waar de saus wordt aangemengd op de verdieping boven de fabriekshal geplaatst. De ruimte waar de silo’s staan wordt helemaal afgesloten en krijgt een eigen luchtzuivering installatie. In deze ruimte worden de ingrediënten door een schroeftransporteur aan de saus toegevoegd. De totale ruimte moet gemakkelijk te reinigen zijn doordat er geen hoekjes zijn waar zich bacteriën kunnen nestelen. Om de ruimte te kunnen bereiken, moet er door twee deuren heen. De tweede deur gaat pas open als de eerste is gesloten, hierdoor is de luchtsamenstelling van deze ruimte goed te controleren en beheersen. Als de lege flessen worden gebruikt om te vullen met saus, worden ze eerst gespoeld in de bottle washer om te zorgen dat de flessen te allen tijde schoon zijn. Dit om een continue kwaliteit te kunnen leveren. De hele productielijn staat ook in een aparte ruimte. Dit voorkomt dat er stof en ander vuil in deze ruimte kan komen. Ook deze ruimte heeft een apart luchtbehandelingsysteem. Om er toch voor te zorgen dat deze ruimte toegankelijk is voor de heftruck, zijn er twee doorgangen geplaatst. Deze doorgangen worden afgesloten doormiddel van kunststof flappen. Voor een continu proces is er eerst bekeken hoeveel en hoelang er een bepaalde saus wordt geproduceerd. Er kunnen 1824 sausflesjes van 250 ml op een pallet, dit is 456 liter saus per pallet. Als we zorgen dat er 7,6 uur een saus wordt geproduceerd, dit zijn 91.200 flesjes ofwel 50 pallets met in totaal 22.800 liter saus. Voor het produceren van de sauzen worden in totaal 3 silo’s van 3000 liter per stuk gebruikt Het idee is om twee van de drie silo’s te gebruiken om een saus te produceren. Na 6,6 uur kan een van de twee silo’s die saus 1 produceert al worden schoongemaakt, het laatste uur wordt afgemaakt door de andere silo. Als er na 7,6 uur overgeschakeld moet worden naar saus 2, dan zit saus 2 al in de derde silo. Deze derde silo kan worden aangesloten en kan voor een uur saus 2 produceren. In dit uur kunnen de andere twee silo’s en de leidingen met de resten van saus 1 worden gereinigd. En de silo dat als eerste is
44
gereinigd moet gevuld worden met de saus 2. Ook wordt er een soort gelijk concept toegepast bij de palletisers. De palletisers kunnen van twee pallets pakken. Als de ene pallet leeg is, wordt er van de andere pallet gepakt, de lege pallet kan dan door de heftruck worden gewisseld voor een nieuwe. Door dit concept toe te passen, hoeft de totale vullijn bijna niet stil gezet worden voor een sauswissel. (zie bijlage II)
45
7. Hygiëne In een productiehal van sauzen moet er erg op de hygiëne gelet worden. Het is natuurlijk niet toegestaan om een saus te produceren waar bacteriën inzitten. De flessen die binnenkomen in de hal, worden geleverd door een fabrikant waar ze waarschijnlijk uit de voorraad worden geleverd. Voordat de flessen worden gebruikt, worden ze opgeslagen in stellingen. In deze stellingen vangen de flessen stof, waardoor ze niet schoner worden. Voordat de flessen gevuld worden met saus, moeten ze daarom eerst worden gereinigd. Dit wordt gedaan door middel van een schoonmaak unit in de vullijn. Er wordt heet soja water gebruikt om de flessen schoon te spoelen. In de vullijn moet er gewisseld kunnen worden tussen twee verschillende sausen, een zoete en een pittige. Om dit te kunnen doen moeten de leidingen en de vulmachine gereinigd worden, zodat er geen smaak van de ene saus in de andere komt. Op de vulmachine zit een functie waardoor er een bak onder de vulmondjes komt. De rest van de lijn stopt met draaien, maar de vulmachine denkt dat er flesjes onderstaan die gevuld moeten worden. Om de vulmachine en de leidingen schoon te krijgen, wordt er heet sojawater gebruikt. Dit water zorgt ervoor dat alle resten in de leidingen en vulmachine worden losgeweekt en weggespoeld. De bak onder de vulmondjes vult dit water op. In de hal lopen mensen rond om het systeem te controleren en artikelen aan te leveren die worden gebruikt in de vullijn. Deze personen zijn verplicht om werkkleding te dragen die op het werk blijven. Hieronder vallen hoofdkapjes, handschoenen en overals. De machines die zijn uitgekozen voor in de vullijn, zijn gecertificeerd volgens NEN-EN 1672-2. De trayloader moet ook worden ontworpen volgens deze norm. Als eerste moet er een risicoanalyse worden opgesteld volgens de volgende 7 HACCP principes 1. Inventariseer alle potentiële gevaren en wijs de reële gevaren aan. 2. Ga na welke maatregelen er nodig zijn om het gevaar te beheersen en stel de kritische beheerspunten (CCP's) vast. (Dit zijn punten in het proces waar het risico kan worden voorkomen, geëlimineerd of tot een aanvaardbaar niveau kan worden teruggebracht). 3. Geef per CCP de kritische grenzen aan. 4. Stel vast hoe de CCP's bewaakt worden. 5. Leg de correctieve acties vast per CCP. (Correctieve acties zijn nodig wanneer de monitoring aangeeft dat het CCP niet wordt beheerst. De correctieve acties kunnen nodig zijn op het product en/of het proces en moeten leiden tot herstel van de veiligheid). 6. Pas verificatie toe. (Verificatie is een periodieke controle om na te gaan of de HACCP aanpak effectief is, ofwel om na te gaan of de beheersing van een CCP effectief is. Verificatie laat dus zien of de werkwijze tot voldoende veiligheid leidt). 7. Houd documentatie en registraties bij. (Documentatie wil zeggen dat de systeemopzet vastgelegd moet worden. Registratie is het verplicht vastleggen van bepaalde onderdelen van de systeemuitvoering). In de ontworpen machine mogen geen plekken zijn waar vuil zich zou kunnen ophopen. De kans op ophoping is te verkleinen door geen scherpe hoeken toe te passen in het systeem. Ook op horizontale vlakken zou vuil achter kunnen blijven. Dit zou daarom ook zoveel mogelijk vermeden moeten worden. Als het toch niet anders kan om een bepaalde plaat toe te passen waar vuil zich kan ophopen, dan moet er voor gezorgd worden dat deze plaat afgedicht wordt door middel van afdicht doppen.
46
Om een machine te produceren worden materialen gebruikt. Deze materialen moeten geschikt zijn voor het doel waar het gebruikt voor gaat worden. Oppervlakken van materialen en coatings moeten duurzaam, schoonmaakbaar en waar nodig desinfecteerbaar zijn. De algemene eisen voor materialen, onder verschillende omstandigheden zijn:
• corrosie bestand • niet toxisch • niet absorberen • geen geuren, kleuren overbrengen op het voedsel.
47
8. Onderhoud Een bedrijf moet goed letten op het behouden van het milieu en de kwaliteit van hun product, ook is de veiligheid van het personeel van groot belang. Vooral voor een bedrijf in de voedselindustrie is het van groot belang dat er goed wordt gelet op de hygiëne van de producten. Om aan deze eisen te voldoen, moet er goed aandacht worden besteed aan het onderhoud. Het gebouw wat als fabriek dient moet goed worden onderhouden, maar heel belangrijk is dat de apparatuur goed wordt onderhouden. Als dit niet goed gebeurd, kunnen er onvoorziene situaties voorkomen die niet gewenst zijn. Als er bijvoorbeeld niet goed onderhouden apparatuur aanwezig is, kunnen er gevaarlijke situaties ontstaan voor het milieu. Het milieu zou bijvoorbeeld belast kunnen worden doordat de afvalstoffen door een mankement rechtstreeks het milieu ingaat. Onderhoud is ook van zeer groot belang, als het gaat om het realiseren van een continu proces. Als er bijvoorbeeld apparatuur uitvalt vanwege het feit dat er geen of slecht onderhoud is gepleegd, ligt gelijk de hele productielijn stil waardoor er niet meer geproduceerd kan worden. Voor een goed onderhoud moet er een strategie bedacht worden om dit goed te laten verlopen. Een van de strategieën is een filosofie Reliability – centered Maintenance (RCM), ofwel onderhoud gericht op betrouwbaarheid. Wanneer RCM goed wordt toegepast verandert het de verhouding tussen de ondernemingen die ermee werken, hun technische systemen en de medewerkers die deze systemen gebruiken en onderhouden, volledig. Als een machine nieuw wordt aangeschaft bestaat de kans op kinderziektes en als een machine veroudert, neemt het risico op falen ook toe. Het is daarom slim om machines te kiezen die ongeveer een gelijke levensduur hebben. De RCM – methode houdt in dat zeven fundamentele vragen over het te onderzoeken technisch systeem worden gesteld. Deze vragen zijn:
1. Wat zijn de functies en de bijbehorende prestatienormen van het technisch systeem bij zijn huidige gebruiksprofiel?
2. Op welke manieren kan het technisch systeem, bij het vervullen van zijn functies, falen? 3. Wat is de oorzaak van een functionele storing? 4. Wat gebeurt wanneer een storing plaatsvindt? 5. In welke opzicht is een storing van belang (storingsgevolgen)? 6. Wat kan worden gedaan om een storing te voorspellen of te voorkomen? 7. Wat dient te worden gedaan wanneer geen geschikte proactieve taak kan worden
gevonden? Voordat de apparatuur wordt gekozen, moet eerst in kaart worden gebracht wat men verwacht van het systeem. Deze verwachte functies kunnen worden vastgesteld door de gebruikers. Als deze stap van de totale analyse goed wordt gedaan, zal dit uiteindelijk zijn vruchten afwerpen. Deze stap kost ongeveer een derde van de totale tijd van de RCM – analyse. De volgende stap is vaststellen welke storingen kunnen optreden. De RCM – methode doet dit op twee niveaus:
- door eerst vast te stellen welke omstandigheden overeenkomen met een storingstoestand.
- door vervolgens uit te zoeken welke gebeurtenissen ertoe kunnen leiden dat het technische systeem in een storingstoestand geraakt.
Voor het goed onderhouden van de apparaten is kundig personeel nodig, zodat de kans op storingen tot het minimum worden verkleind. En als er een storing voorkomt moet deze in een zo
48
kort mogelijke tijd worden verholpen. Ook het continu schoonhouden van de apparatuur draagt bij aan een langere levensduur en vermindert de kans op storingen.

49
9. Sausproductie Om een goede saus te produceren, welke altijd het zelfde smaakt en de zelfde kwaliteitseisen heeft, moeten de ingrediënten altijd in goede hoeveelheden worden toegevoegd. Als dit met de hand wordt gedaan door een van de werknemers, is dit zeer slecht te controleren. Tevens zal het bedrijf failliet gaan op de kosten voor het toevoegen van de ingrediënten. Om dit logistiek probleem aan te pakken, moet het proces geautomatiseerd worden. Hier bestaan verschillende mogelijkheden voor: • Doorval sluis • Transportband • Schroeftransporteur • Pomp • Pneumatisch • Emmerketting De ingrediënten worden in poedervorm aangeleverd, waarna de ingrediënten tijdelijk worden opgeslagen in de stellingen. Om te voorkomen dat er ingrediënten over de datum raken, wordt Fi-Fo toegepast. Dit staat voor First in First out. Dit houdt in dat het geen wat als langste opgeslagen staat, als eerste wordt gepakt. Er worden ingrediënten buffers geplaatst waar de benodigde ingrediënten in worden gedaan door een personeelslid. Vanuit deze buffer wordt door een schroeftransporteur de juiste hoeveelheid ingrediënten toegevoegd. Er is voor een schroeftransporteur gekozen omdat deze heel nauwkeurig ingrediënten kan toevoegen. Ook is deze volledig af te sluiten met de omgeving, waardoor dit de hygiëne en houdbaarheid ten goede komt. Wat nog een voordeel is van dit systeem, is dat de aanvoerbuizen heel compact naast elkaar kunnen worden geplaatst. De schroef wordt aangedreven door een elektromotor, deze wordt door een computer aangestuurd zodat de juiste hoeveelheid wordt toegevoegd. In de opslagbuffers voor de ingrediënten zal een niveau sensor worden geplaatst zodat de buffers op tijd kunnen worden bijgevuld.

50
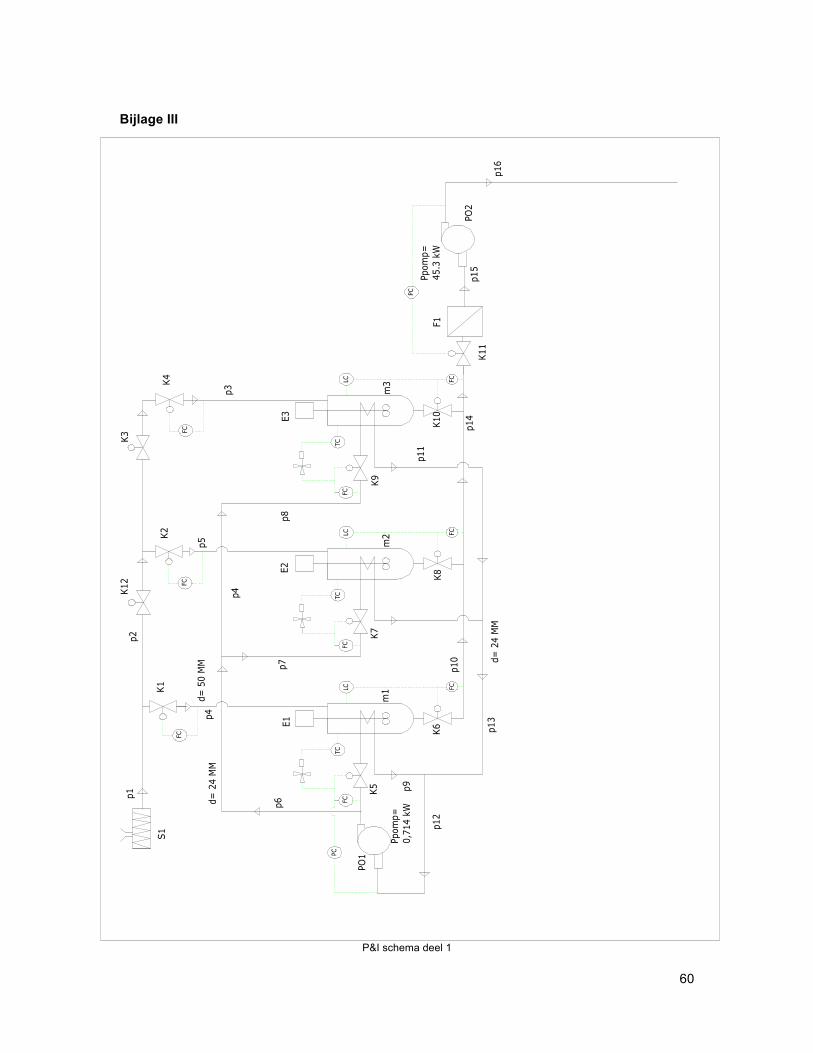
10. P&I schema Het P&I schema geeft de regeling van de grootste onderdelen van de apparatuur en hun onderliggende verband aan. Het is een beschrijving van de aard van het proces. De pijp en instrument diagram (PID) laat de engineeringdetails van de apparatuur, instrumenten, pijpleidingen, kleppen en sluitstukken zien. Zie bijlage III
10.1 Mengsysteem Het mengsysteem bestaat uit drie vaten die afzonderlijk van elkaar gebruikt kunnen worden. Het afzonderlijke gebruik van de vaten is mogelijk door de kleppen (k) die tussen de leidingen zijn ingebouwd. De mixers in de mengvaten worden aangedreven door elektromotoren aangeven met letter (E). De toevoer van de ingrediënten voor de saus wordt door de schroeftransporteur in de PID aangegeven met (S1), getransporteerd naar de mengvaten (m) d.m.v. pijpleidingen. In de mengvaten zijn er koelleidingen geplaatst. Dit is gedaan om de saus op een wettelijke en veroorloofde temperatuur te houden. De stroming door deze leidingen worden gecontroleerd door een stromingssensor, druksensor. In de vaten is er een temperatuur en niveausensor geplaatst.
10.2 Pijpleidingen Voor de pijpleidingen die door de productie naar instrumenten gaan is gekozen voor roest vrij stalen leidingen. De diameter van de leiding bedraagt 50 mm, de berekening is terug te vinden in §12 Pijpleidingdiameter berekening. De pijpleidingen staan aangegeven als symbool en met de letter (p) in het PID schema.
10.3 Pompsysteem Er is gekozen voor het gebruik van een lobbenpomp. Lobbenpompen zijn eenvoudig schoon te maken en hebben gebruikersvriendelijke productkenmerken Deze pomp heeft een vermogen van 45,3 KW. De berekening van de pomp is terug te vinden in §12 Pompberekening. Voor de controle van de druk in de pomp wordt er gebruik gemaakt van een druksensor, hier meer uitleg over de werking van deze sensor in §12 Druksensor. In de PID schema is het symbool voor een pomp met de letters (PO) aangegeven.
10.4 Transportbanden Deze banden transporteren de halffabricaten en producten van proces naar proces. De transportbanden wordt aangeven met de letter (m) in het PID schema.
51
11. Sensoren en actuatoren Een sensor of 'voeler' is een kunstmatige uitvoering van een zintuig. De meeste sensoren zijn elektrisch of mechanisch uitgevoerd. Met een sensor neemt een signaal van de omgeving waar of er kan informatie mee verzameld worden waarmee processen in industrie bestuurd kunnen worden. Een sensor meet een natuurkundige grootheid. Sensoren zetten een elektrisch of niet-elektrisch signaal om in een elektrisch signaal voor verdere bewerking. Een actuator zal gebruik maken van een signaal om zijn omgeving te beïnvloeden. Deze beïnvloeding kan indirect zijn, een schakelaar om de verwarming te regelen.
11.1 Stromingssensor Met deze functie wordt de volumestroom in de pijpleiding gestuurd en gecontroleerd. Er wordt gekeken naar eventuele afwijkingen van de gevraagde volumestroom. De eventuele afwijkingen worden waargenomen door een sensor.
Afbeelding 11.1: Stromingssensor. De sensor zal een signaal aan de pomp geven, door middel van een transmitter, waarop de pomp een verandering in toerental zal maken. De sensoren met transmitters zijn er voor gassen vloeistoffen en pasta’s, dus is het aannemelijk dat ze hun werk ook in saus goed zullen doen. Ook het volume per minuut dat gecontroleerd zal moeten worden vormt geen enkel probleem. In dit geval gaat het om 50 liter per minuut en de sensoren zijn leverbaar voor volume stromen vanaf 0 ml/min tot 48.000 l/min. Verder zijn deze sensoren toe te passen in leidingen van verschillende materialen waaronder ook RVS, dat het materiaal is van de door ons gekozen leiding. De sensoren zijn toepasbaar in leidingen vanaf 18 mm doorsnee.
11.2 Temperatuursensor Met deze functie wordt de temperatuur van de stroom in de pijpleiding gecontroleerd. Er wordt gekeken naar eventuele afwijkingen van de gevraagde temperatuur. De eventuele afwijkingen worden waargenomen door een sensor. Deze stuurt een signaal door aan de actuator, dit systeem regelt de stroming en temperatuur van de koelvloeistof om de saus te koelen. Voor de sensoren wordt er gebruik gemaakt van een temperatuur opnemer met analoge uitgangen 0.5/10VDC en 0/4...20mA.
11.3 Niveau sensor Met deze functie wordt het niveau van de saus en van het waterniveau in de tank voor de flessenschoonmaker gemeten en gecontroleerd. Er wordt gekeken naar eventuele afwijkingen van het niveau. De eventuele afwijkingen worden waargenomen door een sensor. Deze sensor stuurt het signaal door naar een regelsysteem die de complete tankinhoud van te voren heeft opgeslagen en vervolgens nieuwe waarnemingen meet. Waarbij er een led lamp begint te branden wanneer deze onder het niveau is gedaald.
52
De ATM/N nivotransmitter van STS met een diameter van ø18,4mm is de oplossing voor het meten van grondwaterstanden en andere niveaus in standaard peilbuizen van 1 inch (25,4mm). Door zijn kleine diameter en in combinatie met de geringe lengte van 100mm is de opnemer zeer gemakkelijk in de peilbuis in te voeren, zelfs als deze ter plaatse verroest of verbogen is. De ATM/N ø18mm is vervaardigd uit RVS316L en is leverbaar in alle bereiken tussen 50mbar en 20 bar (of 50cmWk tot 200mWk). Uitgangen zijn 0…2,5/5 of 10VDC en 4…20mA leverbaar.
11.4 Druksensor Met deze functie wordt de druk tussen de kleppen en de pomp gemeten en gecontroleerd. Er wordt gekeken naar eventuele afwijkingen van de gevraagde druk. De eventuele afwijkingen worden waargenomen door een sensor. En vervolgens d.m.v. een signaal doorgeven aan een regelsysteem. Deze zal de druk regelen door de kleppen open of dicht te draaien. De sensoren zijn leverbaar voor een groot verschil van druk leverbaar dit bedraagt vanaf 0 millibar tot 10.000 bar. Verder zijn deze sensoren toe te passen in leidingen van verschillende materialen waaronder ook RVS, dat het materiaal is van de door ons gekozen leiding.
53
12. Leiding & pomp berekeningen
12.1.1 leiding De leiding is bedoeld voor het transport van de saus uit de mengvaten naar de flessenvulmachine. De aandrijving zal geschieden door middel van een pomp.
12.1.2 Het materiaal van de leiding Er is gekozen voor roestvrijstalen leidingen. RVS reageert niet met de saus en het schoonmaakmiddel. Ook kan verdraagt het goed de hoge tempraturen bij het reinigen. Verder is het bij RVS goed mogelijk een gladde leiding te krijgen wat erg belangrijk is voor de hygiëne, voor de weerstand maakt dit niet uit omdat we te maken hebben met een laminaire stroming.
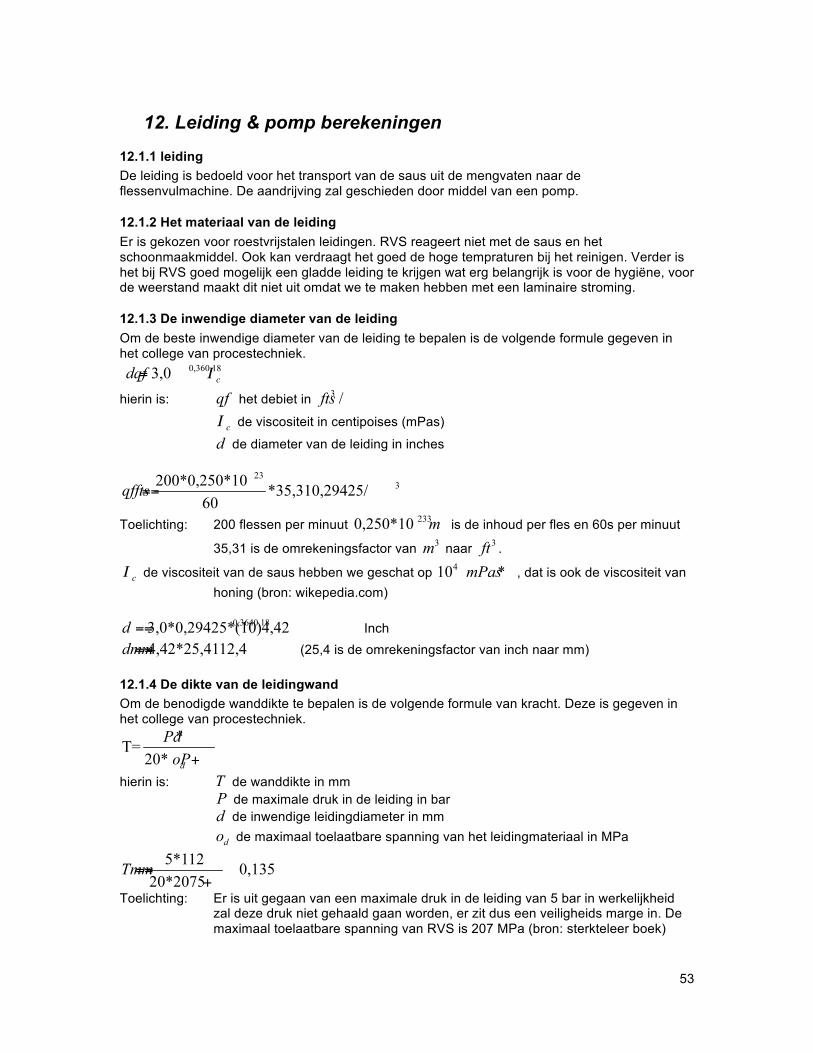
12.1.3 De inwendige diameter van de leiding Om de beste inwendige diameter van de leiding te bepalen is de volgende formule gegeven in het college van procestechniek.
hierin is: het debiet in
de viscositeit in centipoises (mPas)
de diameter van de leiding in inches
Toelichting: 200 flessen per minuut is de inhoud per fles en 60s per minuut
35,31 is de omrekeningsfactor van naar .
de viscositeit van de saus hebben we geschat op , dat is ook de viscositeit van honing (bron: wikepedia.com)
Inch
(25,4 is de omrekeningsfactor van inch naar mm)
12.1.4 De dikte van de leidingwand Om de benodigde wanddikte te bepalen is de volgende formule van kracht. Deze is gegeven in het college van procestechniek.
hierin is: de wanddikte in mm de maximale druk in de leiding in bar
de inwendige leidingdiameter in mm de maximaal toelaatbare spanning van het leidingmateriaal in MPa
Toelichting: Er is uit gegaan van een maximale druk in de leiding van 5 bar in werkelijkheid zal deze druk niet gehaald gaan worden, er zit dus een veiligheids marge in. De maximaal toelaatbare spanning van RVS is 207 MPa (bron: sterkteleer boek)
54
Uit dit antwoord blijkt dat er geen rekening gehouden hoeft te worden met de wanddikte van de leiding. Om een leiding te krijgen met zo een lage wanddikte, als hier berekend, is onnodig duur. Elke standaard leiding heeft al een veel grotere wanddikte. Dit zal dus geen enkel probleem veroorzaken met betrekking tot de veiligheid.
12.2.1 pompkarakteristieken Er is gekozen voor het gebruik van een lobbenpomp. Lobbenpompen zijn eenvoudig schoon te maken en hebben gebruikersvriendelijke productkenmerken. De lobbenpomp heeft een verminderde kans op cavitatie, waardoor het risico van bacteriële groei wordt verminderd en de lobbenpomp hierdoor uitermate geschikt is voor het transporteren van gevoelige vloeistoffen - van lijm tot hele aardbeien! Lobbenpompen zijn geschikt voor continu gebruik en worden onder meer gebruikt in de volgende industrieën: • Voeding & Levensmiddelen • Farmacie • Chemie • Cosmetica • Pulp & vezelindustrie
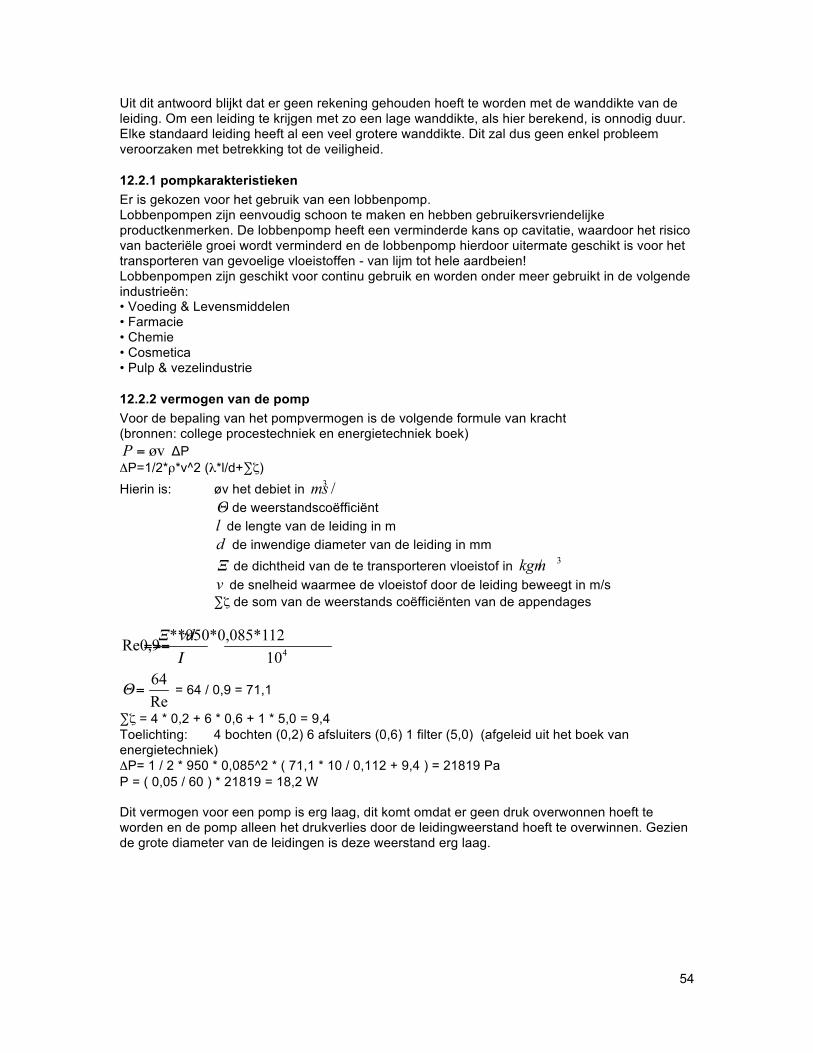
12.2.2 vermogen van de pomp Voor de bepaling van het pompvermogen is de volgende formule van kracht (bronnen: college procestechniek en energietechniek boek)
ΔP ΔP=1/2*ρ*v^2 (λ*l/d+∑ζ) Hierin is: øv het debiet in de weerstandscoëfficiënt de lengte van de leiding in m de inwendige diameter van de leiding in mm de dichtheid van de te transporteren vloeistof in
de snelheid waarmee de vloeistof door de leiding beweegt in m/s ∑ζ de som van de weerstands coëfficiënten van de appendages
= 64 / 0,9 = 71,1
∑ζ = 4 * 0,2 + 6 * 0,6 + 1 * 5,0 = 9,4 Toelichting: 4 bochten (0,2) 6 afsluiters (0,6) 1 filter (5,0) (afgeleid uit het boek van energietechniek) ΔP= 1 / 2 * 950 * 0,085^2 * ( 71,1 * 10 / 0,112 + 9,4 ) = 21819 Pa P = ( 0,05 / 60 ) * 21819 = 18,2 W Dit vermogen voor een pomp is erg laag, dit komt omdat er geen druk overwonnen hoeft te worden en de pomp alleen het drukverlies door de leidingweerstand hoeft te overwinnen. Gezien de grote diameter van de leidingen is deze weerstand erg laag.

55
12.3 Keuze van de pomp Deze leiding diameter in combinatie met het lage vermogen dat nodig is voor de pomp zou leiden tot de aanschaf van een grote pomp die veel meer vermogen kan leveren dan nodig en zou dus onnodig duur zijn. Daarom is besloten de leiding aan te passen aan de pomp. Eerst beschouwen we de lichtste pomp van het merk Johnson, type TW1/0041. In de brochure is te lezen dat op deze pomp leidingen van 25 tot 40 mm aan te sluiten zijn. Om niet maximaal af te wijken van de eerder gevonden waarde nemen we een leiding met een diameter van 40 mm. Dit is het gevolg voor het vermogen van de pomp door de keuze van een leiding met een diameter van 40mm: ( 64 / ( 950 * 0,663 * 0,04 / 10^4 ) * 10 / 0,04 * ½ * 950 * 0,663^2 ) * 0,05 / 60 = 1105 kW Dat is duidelijk teveel voor zo’n lichte pomp, daarom rekenen we en ook even uit voor een leiding diameter van 50 mm, dat zou passen op de iets zwaardere pomp TW2/0171 (van hetzelfde type). ( 64 / ( 950 * 0,4244 * 0,05 / 10^4 ) * 10 / 0,05 * ½ * 950 * 0,4244^2 ) *0,05 / 60 = 45,3 kW Voor toelichting van deze 2 berekeningen zie de berekening van pompvermogen eerder dit hoofdstuk. Er is gekozen voor deze pomp omdat hij in tegenstelling tot erg veel andere pompen tegen hoge tempraturen kan. De pomp is gemaakt van RVS en zal dus (net als de RVS leiding) niet reageren met de saus of het schoonmaakmiddel.
56
Bronvermelding Personen Theo Matla - Festo Gert van Veen - Ammeraal Beltech B.V. Dennis Morssink – Ubink machine besturingen Websites www.neita.nl - lagers http://contentwarehouse.part-solutions.com - cilinders www.festo.nl - cilinders http://www.seamco.be - soorten machines www.autopack.com - soorten machines http://www.inpakmachines.nl - soorten machines http://www.smitsautopack.nl - soorten machines http://www.johnson-pump.com/OTHER/Rotary_lobe/NL_Lobe_general.htm - pompen http://www.johnson-pump.com/OTHER/industry_pdfs/Lobe/TW-IM/IM_TW_A-C-BENL.pdf - pompen http://www.aesensors.nl/ - sensoren Boeken Inleiding tot automatiseren HB uitgevers ISBN-9789055745913

57
Bijlage
Bijlage I
58
Bijlage II
Plattegrond van: bovenverdieping fabriek

59
plattegrond van: begane grond fabriek
60
Bijlage III
P&I schema deel 1
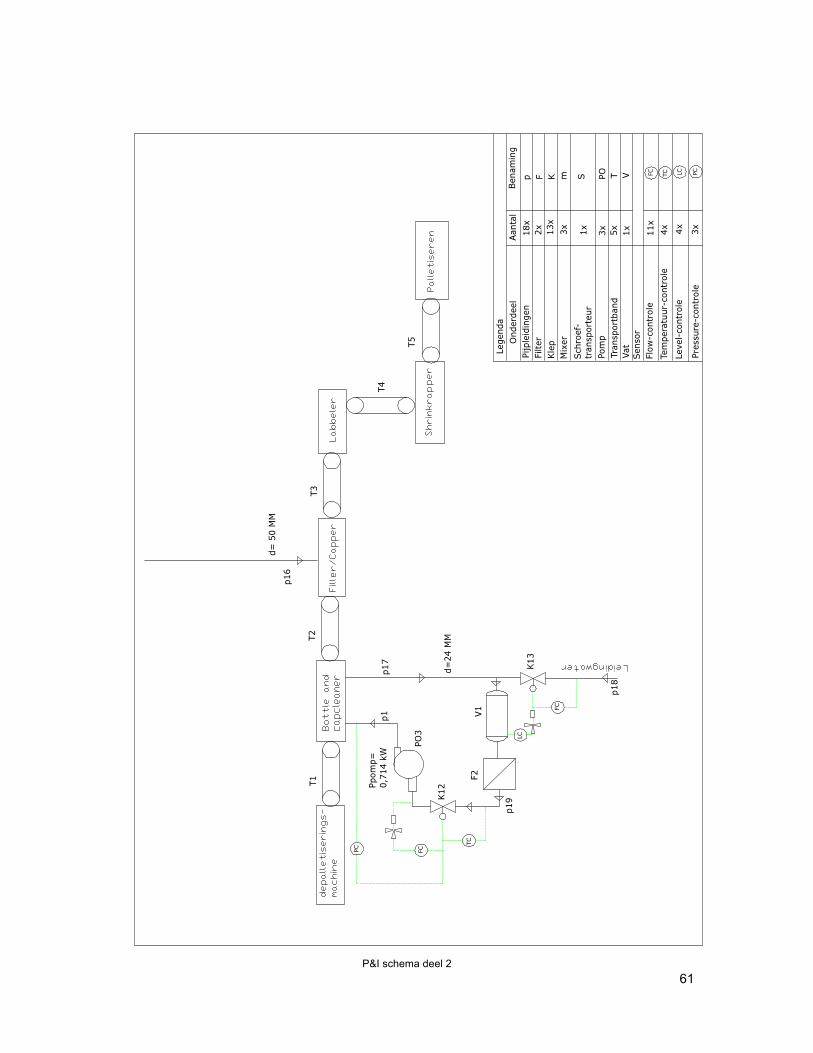
61 P&I schema deel 2
62
Bijlage IV
Werktekening: Fles ovaal
63
Werktekening: Fles rond
64
Bijlage V

65
66
67
![Codeboek Waterschapsspiegel 2020 (v200221 DEF)...î / v z } µ / v o ] ] v p x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x](https://static.fdocuments.nl/doc/165x107/60db874d93eccc28cc0ea1af/codeboek-waterschapsspiegel-2020-v200221-def-v-z-v-o-v-p-x.jpg)













![Etion-UAntwerpen-Participatief Ondernemen Eindrapport 13-2 ... · í ] v } } i ~ À ] í ï l î l î ì í õ î / v z } µ / v o ] ] v p x x x x x x x x x x x x x x x x x x x x](https://static.fdocuments.nl/doc/165x107/5f47e3ebb05e437f594ce413/etion-uantwerpen-participatief-ondernemen-eindrapport-13-2-v-i-.jpg)