[Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
80
SPRINGER BRIEFS IN APPLIED SCIENCES AND TECHNOLOGY MANUFACTURING AND SURFACE ENGINEERING Bekir Sami Y ilbas Ahmet Z. Sahin Friction Weld ing T herma l and Metallurgical Characteristics
-
Upload
muthukumar -
Category
Documents
-
view
219 -
download
0
Transcript of [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
1/79
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
2/79
SpringerBriefs in Applied Sciences
and Technology
Manufacturing and Surface Engineering
Series editor
Joao Paulo Davim, Aveiro, Portugal
For further volumes:
http://www.springer.com/series/10623
http://www.springer.com/series/10623http://www.springer.com/series/10623 -
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
3/79
Bekir Sami Yilbas Ahmet Z. Sahin
Friction Welding
Thermal and Metallurgical Characteristics
1 3
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
4/79
Bekir Sami YilbasMechanical Engineering DepartmentKing Fahd University of Petroleum
and MineralsDhahran
Saudi Arabia
Ahmet Z. SahinKing Fahd University of Petroleum
and MineralsDhahranSaudi Arabia
ISSN 2191-530X ISSN 2191-5318 (electronic)ISBN 978-3-642-54606-8 ISBN 978-3-642-54607-5 (eBook)DOI 10.1007/978-3-642-54607-5Springer Heidelberg New York Dordrecht London
Library of Congress Control Number: 2014933787
The Author(s) 2014This work is subject to copyright. All rights are reserved by the Publisher, whether the whole or part ofthe material is concerned, specifically the rights of translation, reprinting, reuse of illustrations,recitation, broadcasting, reproduction on microfilms or in any other physical way, and transmission orinformation storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar
methodology now known or hereafter developed. Exempted from this legal reservation are briefexcerpts in connection with reviews or scholarly analysis or material supplied specifically for thepurpose of being entered and executed on a computer system, for exclusive use by the purchaser of thework. Duplication of this publication or parts thereof is permitted only under the provisions ofthe Copyright Law of the Publishers location, in its current version, and permission for use mustalways be obtained from Springer. Permissions for use may be obtained through RightsLink at theCopyright Clearance Center. Violations are liable to prosecution under the respective Copyright Law.The use of general descriptive names, registered names, trademarks, service marks, etc. in thispublication does not imply, even in the absence of a specific statement, that such names are exemptfrom the relevant protective laws and regulations and therefore free for general use.While the advice and information in this book are believed to be true and accurate at the date ofpublication, neither the authors nor the editors nor the publisher can accept any legal responsibility for
any errors or omissions that may be made. The publisher makes no warranty, express or implied, withrespect to the material contained herein.
Printed on acid-free paper
Springer is part of Springer Science+Business Media (www.springer.com)
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
5/79
Preface
Friction welding can be used widely in industry because of its precision of
operation, high processing speed, and low cost. Friction welding has advantages of
incomplete molten state of the welded parts at the weld interface region. This isparticularly important for welding of dissimilar materials, in which case narrow
heat affected zone is favorable. To improve the end-product quality, care must be
taken to select proper welding parameters according to the sets of materials used in
the welding process. In addition, the development of high temperature gradients in
a short distance across the weld interface results in high stress levels in the welded
region. In some circumstances, this limits the practical applications of the welded
parts, in particular for weld sizes comparable to micro/nanoscales. Although
considerable research studies were carried out to minimize the welding defects,
further studies need to be carried out to explore the possible application of frictionwelding at micro/nanoscales. This is mainly because of the complicated nature of
the problem at micro/nanoscales. Since the process involves with multi-physics,
development of new model studies is required to capture the physical phenomena.
However, online experimentation of the welding process at micro/nano level is
extremely difficult and costly because of the limitations in sensing systems, which
operate at high temperatures during the friction welding process. On the other
hand, the model studies of the welding process provide useful insight into the
physical processes taking place during the welding and provide optimum operating
parameters for sound welds.Metallurgical and morphological changes in the welding region are important to
secure sound and quality welds for the practical applications. Since metallurgical
changes influence significantly mechanical properties of the weld sites, experi-
mental assessments of mechanical properties of resulting welds become essential.
Optimization of welding process, utilizing the statistical tools, improves
mechanical and metallurgical properties and assists to produce desirable welds for
the practical applications.
In this book, thermal analysis including thermal stress development during
friction welding is formulated at macro and micro levels. Equilibrium and non-
equilibrium heating situations, pertinent to friction welding, are classified and the
closed-form solutions of governing heat and momentum equations are presented.
Analytical solution is also extended to include two-dimensional heating situation
for non-equilibrium energy transfer in the welded region. Assessment of some
v
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
6/79
metallurgical changes in the weld section and mechanical properties of welded
parts are included in the book. However, some cases related to modeling of friction
welding are not presented in this book due to space limitations and, therefore,
these cases are left for the future treatments.
vi Preface
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
7/79
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
8/79
Contents
1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Reference. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2 Thermal Analysis of Friction Welding . . . . . . . . . . . . . . . . . . . . . 5
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.2 Infinite Medium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.2.1 Instantaneous Release of Heat. . . . . . . . . . . . . . . . . . . 6
2.2.2 Continuous Release of Heat . . . . . . . . . . . . . . . . . . . . 9
2.2.3 Moving Sources of Heat. . . . . . . . . . . . . . . . . . . . . . . 12
2.3 Semi-Infinite Medium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2.3.1 Instantaneous Point Heat Release q (J)
on the Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162.3.2 Instantaneous Line Heat Release q0 (J/m)
on the Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.3.3 Instantaneous Plane Heat Release q00 (J/m2
)
on the Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.3.4 Continuous Point Heat Release _q (W) on the Surface . . 21
2.3.5 Continuous Line Heat Release _q0 (W/m)
on the Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.3.6 Uniform Heat Flux _q00 (W/m2) on the Surface . . . . . . . . 23
2.3.7 Continuous Strip (Along y-Axis) Heat Releaseon the Surface of Semi-Infinite Medium. . . . . . . . . . . . 24
2.3.8 Continuous Circular Disk Area (of Radius R) Heat
Release on the Surface of Semi-Infinite Medium. . . . . . 25
2.3.9 Moving Point-Source on the Surface . . . . . . . . . . . . . . 27
2.3.10 Moving Line-Source on the Surface. . . . . . . . . . . . . . . 28
2.3.11 Moving Infinite y-Strip Source (in x Direction)
on the Surface of a Semi-Infinite Solid . . . . . . . . . . . . 29
2.3.12 Moving Infinite y-Strip Source (in x Direction)
on the Surface of a Semi-Infinite Solid
with Convection Boundary. . . . . . . . . . . . . . . . . . . . . 30
ix
http://dx.doi.org/10.1007/978-3-642-54607-5_1http://dx.doi.org/10.1007/978-3-642-54607-5_1#Bib1http://dx.doi.org/10.1007/978-3-642-54607-5_2http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec3http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec4http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec5http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec9http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec10http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec10http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec11http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec11http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec11http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec13http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec13http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec14http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec14http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec14http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec16http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec16http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec17http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec17http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec18http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec19http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec20http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec20http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec21http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec21http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec21http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec21http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec21http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec21http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec21http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec20http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec20http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec20http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec19http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec19http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec18http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec18http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec17http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec17http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec17http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec16http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec16http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec16http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec15http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec14http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec14http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec14http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec14http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec13http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec13http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec13http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec12http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec11http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec11http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec11http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec11http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec10http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec10http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec10http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec9http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec9http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec5http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec5http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec4http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec4http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec3http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec3http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_2http://dx.doi.org/10.1007/978-3-642-54607-5_2http://dx.doi.org/10.1007/978-3-642-54607-5_1#Bib1http://dx.doi.org/10.1007/978-3-642-54607-5_1http://dx.doi.org/10.1007/978-3-642-54607-5_1 -
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
9/79
2.4 Slab (Plate) of Thickness L . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.4.1 Moving Point Source _q (W) on the Surface
of an Insulated Infinite Plate. . . . . . . . . . . . . . . . . . . . 31
2.4.2 Moving Line Source on the Surface
of an Insulated Infinite Plate . . . . . . . . . . . . . . . . . . . . 322.5 Thin Slab (Sheet) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
2.5.1 Spot Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
2.5.2 Moving Line Heat Release q Across the Thin
Sheets of Total Thickness d to Be Welded
Between the Two Electrodes Along x-Direction . . . . . . 34
2.6 Solid Rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
2.6.1 Friction Welding of Long Rods . . . . . . . . . . . . . . . . . . 36
2.6.2 Time Variable Heat Source in Rod . . . . . . . . . . . . . . . 38
2.6.3 Finite Rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 412.7 Numerical Analysis of Friction Welding . . . . . . . . . . . . . . . . . 42
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
3 Non-equilibrium Heating Situations . . . . . . . . . . . . . . . . . . . . . . . 47
3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
3.2 Thermal Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
3.2.1 One-Dimensional Solid Case. . . . . . . . . . . . . . . . . . . . 48
3.2.2 Two-Dimensional Solid Case . . . . . . . . . . . . . . . . . . . 53
3.3 Findings and Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583.3.1 Temperature and Stress Fields for Thermomechanically
Coupled One-Dimensional Semi-Infinite Solid . . . . . . . 58
3.3.2 Temperature Field in a Two-Dimensional
Solid Rod Case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3.4 Metallurgical Changes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
3.5 Mechanical Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
4 Concluding Remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 694.1 Thermal Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
4.2 Morphology, Metallurgical and Mechanical Properties . . . . . . . . 71
x Contents
http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec22http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec23http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec23http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec23http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec24http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec24http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec25http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec26http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec28http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec29http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec30http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec31http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec32http://dx.doi.org/10.1007/978-3-642-54607-5_2#Bib1http://dx.doi.org/10.1007/978-3-642-54607-5_3http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec3http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec4http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec5http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec6http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec6http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec7http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec7http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec8http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec9http://dx.doi.org/10.1007/978-3-642-54607-5_3#Bib1http://dx.doi.org/10.1007/978-3-642-54607-5_4http://dx.doi.org/10.1007/978-3-642-54607-5_4#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_4#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_4#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_4#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_4#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_4#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_4http://dx.doi.org/10.1007/978-3-642-54607-5_4http://dx.doi.org/10.1007/978-3-642-54607-5_3#Bib1http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec9http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec9http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec8http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec8http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec7http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec7http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec7http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec6http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec6http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec6http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec5http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec5http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec4http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec4http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec3http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec3http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec2http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_3#Sec1http://dx.doi.org/10.1007/978-3-642-54607-5_3http://dx.doi.org/10.1007/978-3-642-54607-5_3http://dx.doi.org/10.1007/978-3-642-54607-5_2#Bib1http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec32http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec32http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec31http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec31http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec30http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec30http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec29http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec29http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec28http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec28http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec27http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec26http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec26http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec25http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec25http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec24http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec24http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec24http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec23http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec23http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec23http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec23http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec22http://dx.doi.org/10.1007/978-3-642-54607-5_2#Sec22 -
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
10/79
Chapter 1
Introduction
Abstract Friction welding is one of the effective joining techniques in industry.
Friction welding is the solid state welding and it offers an alternative weldingprocess for the joining the parts in particular electrical appliances, engine parts,
etc. The welding takes place when two surfaces, subjected to the joining, get in
mechanical contact and the surfaces are heated to the desired temperature through
frictional heat generation and, later, a forging pressure is introduced to weld the
parts. In the present chapter, introduction to friction welding is presented and the
welding mechanisms are described.
Keywords Friction welding Mechanism Process
Effective joining of the parts is one of the changes faced in industry. Although
many joining techniques including mechanical fastening, adhesive bonding, and
solid-phase welding are well established, friction welding offers an alternative
welding process for the joining the parts in particular electrical appliances, engine
parts, etc. Friction welding finds widespread industrial use as a mass-production
process for joining of materials. In the welding process, joining surfaces of the
parts are heated to the desired temperature through frictional heat and then a
forging pressure is introduced to weld the parts. Many ferrous and non-ferrous
alloys can be friction welded. Friction welding can be used to join materials ofdifferent thermal and mechanical properties. In some cases, the combinations of
materials cannot be joined by other welding techniques because of the formation
of brittle phases which make the joint poor in mechanical properties. The sub-
melting temperatures and short weld times of friction welding allow many com-
binations of materials to be joined.
Friction welding is achieved by the frictional heat generated between the
components that are pressed together as a result of friction and pressure. As a result
of the heat generated the component surfaces that are in contact soften, become
plasticized and mix together. After the frictional operation and the relative motion
are terminated the interface region cools down and a strong bond is achieved after
hardening. Depending on the type of the processes involved friction welding can
be classified into a number of different types.
B. S. Yilbas and A. Z. Sahin, Friction Welding, SpringerBriefs in Manufacturing
and Surface Engineering, DOI: 10.1007/978-3-642-54607-5_1, The Author(s) 2014
1
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
11/79
Linear Friction Welding: Friction welding achieved by the linear relative
motion across the interface is named linear friction welding. This type of welding
is suitable for components that are difficult to join by other welding techniques. It
is successfully used in aerospace industry to join complex parts such as turbine
blades in gas turbines.Rotary Friction Welding: This is most commonly used method in friction
welding. In rotary friction welding a rotating component is pressed against a
stationary component to achieve bonding. This type of friction welding is suitable
for carbon steel and other metal applications. Dissimilar materials can also be
joined by this technique.
Spin Welding: This type of friction welding is generally used for thermoplastic
materials where the material in the vicinity of the interface softens and moves out-
wards as a result of spinning and pressure. Once a homogeneous layer of soft material
is available at the interface sufficient force is applied to join the parts together.Friction Stir Welding: Friction stir welding is achieved by a non-consumable
tool that does not soften during the operation. The tool is pressed on the interface
of the components to be welded together. The tool softens both of the components
around the interface and mixes the softened material from both of the component
around the interface to provide bonding.
Inertia Friction Welding:In inertia friction welding the required energy for the
joining the components is obtained from the stored kinetic energy in a flywheel or
the welding machine. One of the components is held stationary while the other
component is attached to the rotating flywheel. As soon as the components arebrought into contact the kinetic energy of the flywheel is converted into frictional
heat that is used for the welding of the components.
Friction Stud Welding: In this friction welding process a high speed rotating
stud is pressed against a stationary substrate. Thus the frictional heat softens the
region of contact and provides the joint. Friction stud welding is suitable for
special applications where other conventional welding techniques may not be
applicable such as underwater welding. However, the cost of this kind of welding
is high and therefore the applicability may be limited.
Friction Surfacing: A coating material is used in the interface of the compo-nents to be joined for this type of welding. The frictional heat generated turns the
coating material into a plastic layer which consequently joins the components
together when the joint is cooled. Since the type of material used as the coating
layer the metallurgical and physical properties could be very different from those
of the base component.
In friction welding, thermal energy in terms of heat generation, which is nec-
essary for welding, is produced by direct conversion of mechanical energy into
thermal energy at the interface of the workpieces. Friction welds can be produced
by holding a non-rotating solid part in contact with a rotating part under gradually
increasing pressure until welding temperature is reached at the interface between
the stationary and rotating parts. Stopping the rotating part rapidly and applying
the forging load completes the welding process. The proper alignments of the
2 1 Introduction
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
12/79
stationary and rotating parts are critical to achieve the sound weld. On the other
hand, frictional wear removes irregularities and asperities from the surfaces of the
parts during the welding process. Therefore, clear and smooth interfacial surfaces
of the welded parts are resulted after completing the welding.
Friction welding refers to a group of non-fusion joining processes, in which ajoint is produced by rotating one part against another while applying an axial
force. Two types of friction welding use rotational motion. In the continuous-
drive friction welding method, energy is supplied to the interface at constant
rotational speed by an electric motor. In the inertia welding method, energy is
derived from a flywheel of predetermined size, running at a predetermined initial
speed. In the continuous drive method, one of the components to be welded is
held stationary while the other component is rotated at a specified speed. The two
components are then brought together under axial pressure for a certain time
period or until a predetermined burn-off is produced. The drive is then declut-ched, and the rotating component is quickly brought to a halt while the axial
pressure is maintained or increased to a higher forging pressure. In the inertia
welding method, one of the components to be welded is held stationary while the
second component is clamped in a spindle chuck, usually with attached flywheels.
The flywheel and chuck assembly is then rotated to a certain speed to store a
predetermined amount of energy. The drive to the flywheel is declutched, and the
two components to be welded are brought together under axial pressure. Friction
between the parts decelerates the flywheel converting stored energy to frictional
heat. In general, a small projection at the center of one of the weld members isused to ensure a proper heating and forging action for welding large-diameter
bars. Friction welding is very tolerant of the pre-weld interface conditions:
consequently, roughly-formed ends even with a degree of oxidized surfaces can
be used without affecting the weld strength. This is because of the fact that
rotational phase of friction welding initially scours the weld interface and
removes impurities. As the frictional heat generation at the interface increases,
the materials soften and a condition of full-face intimate contact is achieved.
Friction welding can be achieved at high production rates, and therefore is eco-
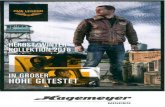
nomical in operation.Friction welding process is involved with equipment, which is easy to construct.
A schematic view of a typical friction welding apparatus (friction welder) is shown
in Fig.1.1. A friction welder can operate at different applied load conditions,
which depend on the parts size and parts material. The maximum typical load for
metallic parts is in the order of 120 KN. In general, the welder motor has variable
speed, which could be controlled by a computer. A typical welder speed for
metallic parts is in the order of 3500 rpm. The friction welder operating param-
eters include rotational speed, friction pressure, friction time, forging pressure,
feed rate, brake delay time, upset delay time, and upsetting time. The operating
parameters can be controlled by a computer for a desired end product quality.
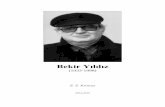
A typical forcetime curve is shown in Fig. 1.2for welding of metallic parts [1].
1 Introduction 3
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
13/79
Reference
1. Yilbas BS, Sahin AZ, Coban A, Abdul Aleem BJ (1995) Investigation into the properties offriction welded aluminum bars. J Mater Process Tech 54:7681
Fig. 1.2 A typical time-load curve used during the friction welding process [1]
Fig. 1.1 Shows a schematic view of friction welding equipment (friction welder) [1]
4 1 Introduction
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
14/79
Chapter 2
Thermal Analysis of Friction Welding
Abstract Thermal energy is generated during the friction welding process. In this
case, the solid surfaces rub against each other and heat is generated as a result offriction. Since the process is trasient and involves with axis-symmetric heating
situation, formulation of the thermal analysis becomes essential. In this chapter,
thermal analysis based on Fourier heat conduction is introduced and the solution of
conduction equation is obtained for appropriate boundary conditions.
Keywords Friction welding Heating analysis Temperature
2.1 Introduction
Welding of solid materials is achieved by providing thermal energy in the form of
heat for melting or softening the interface between the two materials and bringing or
pressing them together. Friction is one of the methods of generating the required
thermal energy for welding process. As the solid surfaces rub against each other heat
is generated as a result of friction. The heat generated due to friction subsequently
diffuses through the bulk of the contacting solid materials. As the heat is necessary
for obtaining sound welds, it also affects the mechanical as well as the micro-
structural properties of the welded materials in the vicinity of the welding interface.
Thermal analysis of friction welding is carried out to determine the resulting
temperature distribution around the welding interface and thus allows determi-
nation of the high temperature effects on the micro-structure of the materials as
well as the quality of the weld. The thermal analysis related to the friction welding
is carried out in line with the previous studies [112].
As an elementary example, consider two solid objects with flat surfaces pressed
together with a force F and sliding against each other with a relative velocity of V.
The power consumed against the frictional force Ff= lF is converted to thermal
energy generation at the interface. The rate of thermal energy generation is given by
_Q FfV lFV 2:1
B. S. Yilbas and A. Z. Sahin, Friction Welding, SpringerBriefs in Manufacturing
and Surface Engineering, DOI: 10.1007/978-3-642-54607-5_2, The Author(s) 2014
5
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
15/79
where l is the coefficient of friction. If the contact area is A then the rate of
thermal energy generation per unit area becomes
q _Q
AlFV
A : 2:2
Example 1 A solid block of 100 kg mass slides along a horizontal concrete
pavement with a speed of 2 m/s. The coefficient of friction between the block and
the pavement is estimated to be 0.4. Determine the rate of thermal energy gen-
eration in W.
Solution:
The force F acting on the pavement due to the weight of the block is
F m g 100 9:81 981 NTherefore, the thermal energy generation as a result of friction between the
solid block and the pavement is obtained by using Eq. (2.1)
_Q lFV 0:4 981 2 784:8 WThe thermal energy generated at the interface diffuses through the solid objects.
The amount of thermal energy diffusion in each of the solids depends on the
thermal conductivity of the solids.
The temperature distribution in solids can be determined by solving the heatconduction equation. If the thermo-physical properties are assumed constant and
no phase change (i.e. no melting of solids) is considered the heat conduction
equation is given by
oT
ot ar2T 2:3
wherea k=qCP is the thermal diffusivity, k is the thermal conductivity, q is thedensity and CPis the specific heat. Solution of Eq. (2.3) with appropriate initial and
boundary conditions yields the transient temperature distribution inside the solids.
2.2 Infinite Medium
2.2.1 Instantaneous Release of Heat
One of the fundamental solutions of the heat conduction equation in relation to the
welding process is for the instantaneous point source in an infinite medium(Fig.2.1). In this case the heat liberated at a point diffuses in all directions in the
medium. The solution for the transient temperature distribution in this case is
given by
6 2 Thermal Analysis of Friction Welding
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
16/79
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
17/79
Figure2.3 shows the temperature profiles in a large size steel material after an
instantaneous release of 100 kJ/m of heat along the z-axis at time t = 0. Each ofthe curves in Fig. 2.3represents the temperature profile at different times after the
release of the heat, namely, at t = 0.25, 0.5, 0.75, 1.0, and 1.25 s. The temperature
on the z axis at t = 0.25 s is more than 1000 K and it decreases sharply as a result
of heat diffusion.
Similarly, if the instantaneous heat release occurs on the entire y-z plane, then
the heat diffuses along the x direction. Thus the solution of the heat conduction
equation yields a transient one-dimensional temperature distribution in the form
Tx; t Ti q00
qCP 4pat 1=2exp x2
4at 2:6
where q00 (J/m2) is the amount of heat released instantaneously over the y-z planeper unit area at time t = 0. Figure2.4shows the temperature profiles in this case
Fig. 2.2 The temperature
distribution in a large size
steel material after an
instantaneous thermal energy
release of 1 kJ at the origin.
(t = 0.25, 0.5, 0.75, 1.0 and
1.25 s)
Fig. 2.3 The temperature
distribution in a large size
steel material after a thermal
energy release of 100 kJ/m
along the z-axis at time = 0.
(t = 0.25, 0.5, 0.75, 1.0 and
1.25 s)
8 2 Thermal Analysis of Friction Welding
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
18/79
for the instantaneous heat release of 10 MJ/m2 on the y-z plane at time t = 0. The
material considered in this case is also steel with the same thermophysical char-
acteristics mentioned above. The temperature profiles show similar behavior to the
cases mentioned above, however, the peak values of temperature are different.
This is because the instantaneous heat release takes place in a larger area and the
diffusion of heat occurs in a larger volume. In this case the change (or decrease) of
peak temperature during the time period t = 0.25 to 1.25 s is around 120 K.
The fundamental solutions given by the above three equations provide infor-mation on the diffusion of heat in the solid medium with no boundaries. However,
they do not adequately describe the thermal energy diffusing during the welding
process. This is because the thermal energy generation in a typical welding process
is not spontaneous and the domain is normally finite.
2.2.2 Continuous Release of Heat
Now, consider a steady (continuous) case of thermal energy generation in an
infinite medium. In this case there is no transient term in the governing heat
conduction equation and therefore Eq. (2.3) simplifies to
r2T 0 2:7If the thermal energy generation occurs at a rate _q (W) at the origin (r = 0) the
temperature distribution in the medium is obtained to be
Tr; t Ti _q
qCP 4par erfc r
2ffiffiffiffi
atp 2:8where r
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffix2 y2 z2
p . It should be noted that as t! 1 the term erfc (0) = 1and
therefore the steady-state temperature distribution in the medium is obtained to be
Fig. 2.4 The temperature
distribution in a large size
steel material after a thermal
energy release of 10 MJ/m2
on the y-z plane at time = 0.
(t = 0.25, 0.5, 0.75, 1.0 and
1.25 s)
2.2 Infinite Medium 9
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
19/79
Tr Ti _qqCP 4par : 2:9
Figure2.5shows the temperature distribution in a steel material for the case of
a continuous thermal energy release of 100 W at the origin. The steady temper-
ature distribution in the material varies inversely with the radial distance as given
in Eq. (2.9).
Example3 Consider the point energy released in the large steel material as given
in Example 1 to be continuous, i.e. 1 kW. Determine the temperature at a location
5 mm away from the location of the heat release after 2 s.
Solution:
In this case the solution is given by Eq. (2.8)
Tr; t Ti _qqCP 4par erfc
r
2
ffiffiffiffiat
p
T0:005; 2 300 10007800 473 4p 1:172 105 2 erfc
0:005
2 ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1:172 105 2p
317 K
The temperature in this case is lower when compared with the solution given in
Example 2. The reason for this is because the heat release in the current case is not
instantaneous and therefore it is slower that the case in Example 2. Therefore, the
temperature of the material around the spot where the heat is released continues to
increase and approaches a steady value. This value for t ? infinity can be shown
to be 336.8 K. For the case of instantaneous heat release, however, the temperatureat the given location increases initially and then decreases as the wave of heat
passes through that point.
Fig. 2.5 The radial
temperature distribution at
different times in a steel
material for a continuous
release of 100 W rate of heat
at the origin (t = 10-4, 10-3,
10-2, 10-1 and 1 s)
10 2 Thermal Analysis of Friction Welding
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
20/79
In case of continuous heat release along the z-axis at a rate of _q0 (W/m) thetemperature distribution in the infinite medium becomes
Tr; t Ti _q0
4pqCPaEi
r2
4at
2:10
where r ffiffiffiffiffiffiffiffiffiffiffiffiffiffix2 y2p . Since for t! 1 the term Ei0 ! 1 there is no steadytemperature distribution in this case. Figure2.6shows the temperature profiles atvarious times (t = 0.01, 0.1, 1, 10 and 100 s) in a steel material when a continuous
release of 10 kW/m rate of heat takes place along the z-axis. The heat diffuses
through the bulk of the material and therefore the temperature in the material
continues to increase.
Example 4 A high resistance electric wire is located in a large steel block
releasing 10 kW/m heat energy. The initial temperature of the block is 25 C.
Estimate the temperature 5 mm away from the wire after 1 min of heating.
Solution:According to Eq. (2.10) the temperature is obtained after substituting the given
information:
T0:005; 60 298 100004p 7800 473 1:172 105Ei
0:0052
4 1:172 105 60
374:5 K
For the case of thermal energy generation over the y-z plane at a rate of _q00 (W/m2) the temperature distribution in the infinite medium is given by
Tx; t Ti _q00
2k
ffiffiffiffiffiffiffi4at
p
r exp x
2
4at
xerfc x
2ffiffiffiffi
atp
" # 2:11
Fig. 2.6 The radial
temperature distribution at
different times in a steel
material for a continuous
release of 10 kW/m rate of
heat along the z-axis
(t = 0.01, 0.1, 1, 10 and
100 s)
2.2 Infinite Medium 11
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
21/79
It is clear that there is no steady-state solution for this case either since the first
term in the equation is proportional toffiffi
tp
. The temperature anywhere in the
medium including that on the y-z plane increases continuously with time pro-
portional toffiffi
tp
. For x = 0 the temperature on the y-z plane is obtained to be
T
0; t
Ti
_q00
kffiffiffiffiat
pr 2:12
Figure2.7shows the temperature distribution in the direction of x-axis for the
case of continuous rate of heat release of 10 MW/m2 on the y-z plane. Each of the
curves in Fig. 2.7represents the temperature distribution at time t = 1, 2, 3, 4, and
5 s, respectively. The temperature in the bulk of the material increases in a con-
tinuous manner as a result of diffusion of heat away from the y-z plane. The
temperature increase at the y-z plane is proportional toffiffi
tp
as shown in Fig. 2.8.
2.2.3 Moving Sources of Heat
In most practical situations the heat source moves along the medium. Therefore,
for accurate determination of the temperature distribution in the medium, moving
heat sources must be considered. When the heat source or the medium moves
along the x-direction the governing equation for conduction heat transfer becomes
VoT
ox
a
r2T
2:13
Fig. 2.7 The temperature
distribution at different times
in a steel material for a
continuous release of
10 MW/m2 rate of over the y-
z plane (t = 1, 2, 3, 4 and
5 s)
12 2 Thermal Analysis of Friction Welding
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
22/79
2.2.3.1 Moving Point-Source
Now, consider a steadily moving point heat source in the x-direction with a speedof V in an infinite medium. The temperature distribution on the coordinates
moving with the point source is named the quasi-steady state solution. This
solution can be expressed as
Tx;y;z Ti _qqCP 4par exp
Vrx2a
2:14
where rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
x2 y2 z2p
. It should be noted that when the velocity goes to zero
the solution approaches the steady-state solution for the case of continuous point
source given in Eq. (2.9). Figure2.9shows the temperature distribution along the
x-axis in a steel material in which a moving point release of heat at a rate of 100 W
occurs along the x-axis. The speed of moving point heat source along the x-
direction is 0.01 m/s.
Fig. 2.8 The temperature
variation with time on the y-z
plane in the steel material for
a continuous release of
100 kW/m2 rate of over the
y-z plane
Fig. 2.9 Temperature
distribution in a steel material
along the x-axis subjected to
the moving point source of
100 W along the x-axis with
a speed of 0.01 m/s
2.2 Infinite Medium 13
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
23/79
Example5 A point source of 100 W moves in a large steel material with a speed
of 10 mm/s. The temperature of the material far away from the source of heat
release is 300 K. Determine the temperature 2 mm behind and 2 mm in front of
the moving front.
Solution:
Equation (2.14) can be written in the one-dimensional form as:
Tx Ti _qqCP 4pa xj j exp
V xj j x2a
2 mm in front:
T0:002 300 1007800
473
4p
1:172
105
0:002
exp
0:01 0:002 0:002 2
1:172
105
316:8 K
2 mm behind:
T0:002 300 1007800 473 4p 1:172 105 0:002 exp
0:01 0:002 0:002 2 1:172 105
392:5 K
2.2.3.2 Moving Line-Source
If the moving source is a line heat source along the z direction and moving along
the x-axis the quasi-steady state solution for the temperature on the moving
coordinate system is obtained to be
Tx;y Ti _q0
2pkexp Vx
2a
K0
Vr
2a
2:15
Figure2.10shows the temperature distribution in the steel material along the x-
axis when a line source of heat of 100 kW/m (along the z-axis) moves in thedirection of x-axis. The speed of the line heat source is taken as 0.01 m/s.
2.2.3.3 Moving Plane-Source
Finally when the heat source is uniformly distributed on the y-z plane that is
moving along the x-axis with a velocity V the quasi steady state solution of the
temperature on the moving coordinate axis becomes
Tx Ti _q00
qCPVexp Vx
a
1 sgnx2
2:16
14 2 Thermal Analysis of Friction Welding
-
8/11/2019 [Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.)] Fricti
24/79
where sgn(x) is the Signum function which is defined as
sgnx xxj j
1 if x\00 if x 01 if x[0
8















![[Marleen Claessens (Auth.)] de Springprocessie](https://static.fdocuments.nl/doc/165x107/55cf92c3550346f57b995e4e/marleen-claessens-auth-de-springprocessie.jpg)
