B118J ALIMASTER SERIES P00 cover 4C.eps 1 2014/10/08 ......B118J_ALIMASTER SERIES_P00_cover_4C.eps 1...
12
TOOLS NEWS ALIMASTER 高能率アルミニウム合金加工用エンドミルシリーズ B118J 2009.1 改訂 サイズ 追加 高能率アルミニウム合金加工用 エンドミルシリーズ y6000cc/minを超える高い切りくず排出性を実現 (ラフィングタイプ) y荒加工から仕上げ加工まで、豊富なシリーズ展開 y3枚刃スクエアに立壁の加工段差を制御する逆段仕様を追加 3枚刃スクエアタイプに逆段仕様を新追加!!
Transcript of B118J ALIMASTER SERIES P00 cover 4C.eps 1 2014/10/08 ......B118J_ALIMASTER SERIES_P00_cover_4C.eps 1...
-
TOOLS NEWS
ALIMASTER高能率アルミニウム合金加工用エンドミルシリーズ
B118J2009.1 改訂
サイズ追加
高能率アルミニウム合金加工用 エンドミルシリーズ y6000cc/minを超える高い切りくず排出性を実現
(ラフィングタイプ)
y荒加工から仕上げ加工まで、豊富なシリーズ展開 y3枚刃スクエアに立壁の加工段差を制御する逆段仕様を追加
3枚刃スクエアタイプに逆段仕様を新追加!!
B118J_ALIMASTER SERIES_P00_cover_4C.eps 1 2014/10/08 17:25:46
-
1
C-3SARB
C-3SA
C-2MHA C-2SA
C-SRA C-MRA C-SRARB
y
y
a
a
a
5
10
15
20
5000 6000 7000 8000 9000 10000
yC-2MHA
5
0
0
10
15
20
5000 6000 7000 8000 9000 10000
500─1000mm/min (0.05mm/tooth)
5000─10000min-1
航空機用アルミニウム合金 (A7075)
C2MHAD1000 (&10)
5─20
mm
2mm
3枚刃アリマスターラジアスエンドミル(S)
3枚刃アリマスターエンドミル(S)
2枚刃アリマスターエンドミル(M) 2枚刃アリマスターエンドミル(S)
3枚刃アリマスターラフィングエンドミル(S) 3枚刃アリマスターラフィングエンドミル(M) 3枚刃アリマスターラフィングラジアスエンドミル(S)
特長
切削事例 1
航空機部品用アルミニウム合金などの高能率加工に最適!6000cc/minを超える高い切りくず排出性を実現。
切りくず排出性に優れた溝形状を採用!アルミニウム合金切削に適した切れ刃形状の採用によりびびりを防止!荒加工用から仕上げ加工用まで幅広いラインナップを展開。
スクエア/ラジアスタイプ
ショート刃(2枚刃・3枚刃・3枚刃ラジアス)
ミドル刃(2枚刃)
高能率な深彫り加工が可能!
高能率アルミニウム合金加工用エンドミルシリーズ高能率アルミニウム合金加工用エンドミルシリーズ
3ljrq?ALIMASTER
首ぬすみ
ラフィングタイプ
剛性UP
深彫り対応
耐チッピング性UP耐びびり性UP
特殊断面形状
短刃長
特殊ニック形状
特殊断面形状
耐チッピング性UP
切りくず排出性UP
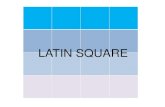
耐びびり性能比較試験
びびり発生領域
幅広い加工条件下において優れた耐びびり性を発揮!
切りくず離れがスムーズ
切りくずの流れ切りくずの流れ
当社切りくず離れが不安定他社
回転速度 (min-1)
切込み深さ
(mm
)
びびりなし!!
回転速度 (min-1)
切込み深さ
(mm
)
y従来品(2枚刃ミドル刃長)
●断面形状比較
●特殊ニック形状の採用により 耐チッピング性の高い切れ刃形状
切削方式 ダウンカット、エマルション
被削材
回転速度
送り速度
エンドミル
-
2
C-2MHAø3-ø25mm
C-2SAø3-ø20mm
C-3SAø10-ø26mm
C-3SARBø12×R1-ø25×R5mm
C-SRAø10-ø25mm
C-MRAø3-ø25mm
C-SRARBø10×R1-ø25×R5mm
1500 2250 3000 3750 4500 5250
CSRAD1000 (&10)
CSRARBD2500R500 (&25 × R5)
10
30
50
70
10002000
30004000
50006000
y
y
C-SRA
10m
m10mm
6─16
mm
25mm
超硬エンドミル
2枚刃アリマスターエンドミル(M)
全11サイズ
2枚刃アリマスターエンドミル(S)
全15サイズ
3枚刃アリマスターエンドミル(S)
全21サイズ
3枚刃アリマスターラジアスエンドミル(S)
全22サイズ
3枚刃アリマスターラフィングエンドミル(S)
全7サイズ
3枚刃アリマスターラフィングエンドミル(M)
全10サイズ
3枚刃アリマスターラフィングラジアスエンドミル(S)
全11サイズ
送り速度 5250mm/min
損傷なし
エマルション
10000min-1(314m/min)
1500─5250mm/min
切削油剤
被削材
回転速度
送り速度
エンドミル
航空機用アルミニウム合金 (A7075)
エマルション
24000min-1(1885m/min)
10000─16000mm/min
切削油剤
被削材
回転速度
送り速度
エンドミル
航空機用アルミニウム合金 (DIN7050)
最大主軸動力
(kw)
切りくず排出量 (cc/min)
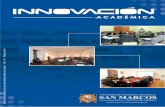
切りくず排出量6400cc/minの超高能率加工を達成!
切削事例 2
切削事例 3
送り速度比較試験
切りくず排出量比較試験
送り速度 (mm/min)
他社A
他社B
折損
継続加工可
送り速度 2250mm/min
切削中止(溶着大)
-
3
C-2MHA
C2MHAD0300D0400D0500D0600D0800D1000D1200D1400D1600D2000D2500
34568
101214162025
912151820252532323838
6060606075757575
100125125
66668
101212162025
22222222222
a
a
a
a
a
a
a
a
a
a
a
D1 ap L1 D4 N
a
11122223222
a
C-2SA
a
0 ─ -0.0200 ─ -0.030
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
0 ─ -0.0200 ─ -0.030
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
C2SA D0300N120 D0400N120 D0500N150 D0600N160 D0800N200 D1000N300 D1000N350 D1200N300 D1200N350 D1200N400 D1600N300 D1600N400 D1600N450 D2000N400 D2000N500
34568
10101212121616162020
6688
1012121515151515152020
121215162030353035403040454050
2.73.74.75.77.49.49.4
11.411.411.415.415.415.419 19
66668
10101212121616162020
222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
111222222222222
606060757575
10075
10012575
100125100125
D1 ap L3 D5 L1 D4 N
UWC
UWC
h6
55° L1ap
øD1
øD4(
h6)
L1ap
øD1
øD4(
h6)
L1ap
øD1
øD4(
h6)15°
h6
37.5°øD
4(h6
)
L1L3
øD5
øD5
ap
øD1
15°
øD4(
h6)
L1L3
ap
øD1
2枚刃アリマスターエンドミル(M)
航空機用アルミニウム合金などの高能率加工に最適なスクエアエンドミル(M)です。
単位 : mm
在庫 図
外径呼び記号 刃長 全長 シャンク径 刃数
: 標準在庫品a
超硬エンドミル
2枚刃アリマスターエンドミル(S)
航空機用アルミニウム合金などの高能率加工に最適なスクエアエンドミル(S)です。
単位 : mm
D1≦12D1 >12
D4 = 6 8≦D4≦1012≦D4≦1620≦D4≦25
ギャッシュランドねじれ角
図2
図3
図1
D1≦12D1 >12
D4 = 6 8≦D4≦1012≦D4≦16 D4 = 20
ギャッシュランドねじれ角
図1
図2
ご用命の際は 呼び記号もしくは、 C-2MHA 外径○○mm とご指定ください。
ご用命の際は 呼び記号もしくは、 C-2SA 外径○○mm×首下長○○mm とご指定ください。
刃長外径呼び記号 刃数全長首径首下長 シャンク径 在庫 図
-
4
C-3SA
aa
0 ─ -0.0090 ─ -0.0110 ─ -0.013
0 ─ -0.0200 ─ -0.030
81010101212121416161616161820202025252525
333333333333333333333
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
211211121112221111112
C3SA D1000A100S08 D1000N300 D1000N350 D1200A150S10 D1200N300 D1200N350 D1200N400 D1600A200S14 D1600N300 D1600N400 D1600N450 D1700A150S16 D1800A200S16 D2000A200S18 D2000N400 D2000N600 D2000N850 D2500N500 D2500N650 D2500N900 D2600A200S25
101010121212121616161617182020202025252526
121212151515151515151518182020202020202020
─3035─303540─304045───406085506590─
10075
10015075
10012520075
100125150200200100125150100125150200
─ 9.4 9.4 ─11.411.411.4 ─15.415.415.4 ─ ─ ─191919242424 ─
D1 ap L3 D5 L1 D4 NNEW
NEW
NEW
NEW
NEW
NEW
NEW
UWC
øD1
øD5
L1L3
ap
L1
ap
øD1
ap
h6
37.5°
øD4(
h6)
øD4(
h6)
3枚刃アリマスターエンドミル(S)
航空機用アルミニウム合金などの高能率高送り加工に最適な3枚刃スクエアエンドミル(S)です。
単位 : mm
図1
図2
曲面刃
8≦D4≦1012≦D4≦1620≦D4≦25
D1≦12D1 >12
ギャッシュランドねじれ角
刃長外径呼び記号 刃数全長首径首下長 シャンク径 在庫 図
ご用命の際は 呼び記号もしくは、 C-3SA 外径○○mm×首下長○○mm (×全長○○mm×シャンク径○○mm) とご指定ください。
-
5
C-3SARB
a
0 ─ -0.0200 ─ -0.030
0 ─ -0.0110 ─ -0.013
D1 ap L3 D5 L1 D4 NC3SARB D1200N0300R100 D1200N0300R320 D1200N0400R100 D1200N0400R320 D1600N0450R100 D1600N0450R320 D1600N0700R100 D1600N0700R320 D1800R100 D1800R320 D2000N0600R100 D2000N0600R320 D2000N0600R400 D2000N0850R100 D2000N0850R320 D2000N0850R400 D2500N0650R320 D2500N0650R400 D2500N0650R500 D2500N0900R320 D2500N0900R400 D2500N0900R500
12121212161616161818202020202020252525252525
15151515151515151818202020202020202020202020
3030404045457070──606060858585656565909090
11.4 11.4 11.4 11.4 15.4 15.4 15.4 15.4
──
18.0 18.0 18.0 18.0 18.0 18.0 23.0 23.0 23.0 23.0 23.0 23.0
7575
125125125125150150150150125125125150150150125125125150150150
12121212161616161616202020202020252525252525
3333333333333333333333
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
1111111122111111111111
R13.213.213.213.213.213.2413.243.2453.245
UWC
h6
øD1
øD4(
h6)
L1L3
apR
øD5
øD4(
h6)
L1
R
øD1
ap
37.5°
単位 : mm
3枚刃アリマスターラジアスエンドミル(S)
航空機用アルミニウム合金などの高能率加工に最適な3枚刃ラジアスエンドミル(S)です。
: 標準在庫品a
超硬エンドミル
D1≦12D1 >12
12≦D4≦1620≦D4≦25
図1
図2ねじれ角
ご用命の際は 呼び記号もしくは、 C-3SARB コーナ半径○○R×外径○○mm (×首下長○○mm) とご指定ください。
刃長外径呼び記号 刃数全長首径首下長 シャンク径 在庫 図コーナ半径
-
6
UWC
UWC
37.5°
37.5°
h6
øD4(
h6)
apL3
L1
øD5
øD1
øD4(
h6)
ap
L1
øD1
h6
øD4(
h6)
ap
L1
15°
øD1
øD4(
h6)
ap
L1
øD1
C-SRA
a
C-MRA
a
0 ─ -0.0090 ─ -0.0110 ─ -0.013
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
D1 ap L3 D5 L1 D4 NCSRA D1000 D1200 D1600 D1800 D2000 D2200 D2500
10121618202225
12151822252530
253035─50─60
9.411.415.4
─ 18.0
─ 23.0
7575
100100125125125
10121616202025
3333333
a
a
a
a
a
a
a
1112121
D1 ap L1 D4 NCMRA D0300 D0400 D0500 D0600 D0800 D1000 D1200 D1600 D2000 D2500
34568
1012162025
8111313192226323845
50505050607575
100125125
66668
1012162025
3333333333
a
a
a
a
a
a
a
a
a
a
1112222222
単位 : mm
3枚刃アリマスターラフィングエンドミル(S)
アルミニウム合金加工用のラフィングエンドミル(S)です。
単位 : mm
3枚刃アリマスターラフィングエンドミル(M)
アルミニウム合金加工用のラフィングエンドミル(M)です。
ねじれ角
ねじれ角
D4 = 1012≦D4≦1620≦D4≦25
図1
図2
D4 = 6 8≦D4≦1012≦D4≦1620≦D4≦25
図1
図2
ご用命の際は 呼び記号もしくは、 C-SRA 外径○○mm とご指定ください。
刃長外径呼び記号 刃数全長首径首下長 シャンク径 在庫 図
ご用命の際は 呼び記号もしくは、 C-MRA 外径○○mm とご指定ください。
刃長外径呼び記号 刃数全長 シャンク径 在庫 図
-
7
C-SRARB
a
CSRARBD2500R300 (&25xR3)
0 ─ -0.0090 ─ -0.0110 ─ -0.013
RD1 ap L3 D5 L1 D4 NCSRARB D1000R100 D1000R200 D1200R100 D1200R200 D1600R200 D1600R300 D2000R200 D2000R300 D2500R300 D2500R400 D2500R500
1010121216162020252525
1212151518182525303030
2525303035355050606060
9.49.4
11.411.415.415.418.018.023.023.023.0
75757575
100100125125125125125
1010121216162020252525
12122323345
33333333333
a
a
a
a
a
a
a
a
a
a
a
11111111111
UWC
25m
m
25mm
37.5°
h6
øD1
øD4(
h6)
ap
L3
L1
R
øD5
単位 : mm
: 標準在庫品a
超硬エンドミル
3枚刃アリマスターラフィングラジアスエンドミル(S)
アルミニウム合金加工用のラフィングラジアスエンドミル(S)です。
15000min-1(1178m/min)
10000mm/min (0.222mm/tooth)
被削材
回転速度
送り速度
エマルション切削方式
MAX15000min-1, BT50主軸テーパ機械(Max. 75kw spindle)
工作機械
エンドミル
航空機用アルミニウム合金 (A7075)
yユーザーテスト航空機用アルミニウム合金リブ部品加工
航空機部品の加工において切りくず排出量6250cc/minの高能率加工を達成!
ねじれ角
D4 = 1012≦D4≦1620≦D4≦25
図1
ご用命の際は 呼び記号もしくは、 C-SRARB コーナ半径○○R×外径○○mm とご指定ください。
刃長外径呼び記号 刃数全長首径首下長 シャンク径 在庫 図コーナ半径
-
8
C-2MHA
C-2SA
345681012162025
4000036000300002700020000160001300010000
80006000
2400260040004000400045004500450043003600
345681012162025
4000036000300002700020000160001300010000
80006000
1500180028002800280032003200320030002500
y y
3456810121620
4000036000300002700020000160001300010000
8000
180024003000320034003600360036003300
3456810121620
4000036000300002700020000160001300010000
8000
160021002700280030003200320032003000
y y
2枚刃アリマスターエンドミル(M)
2枚刃アリマスターエンドミル(S)
D : エンドミル外径 D : エンドミル外径
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
(A1000系等の低硬度材を除く)被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
(A1000系等の低硬度材を除く)
側面切削 溝切削
≦1.5D
≦0.02D
≦1D(Max. 20mm)
D
1) 水溶性切削油剤をご使用ください。2) 機械や加工物取付けの剛性がない場合、びびり・異常音が発生する場合は表の回転速度と送り速度を同じ割合で下げてください。3) 側面加工の場合はダウンカットを推奨します。4) 工具クランプが弱いと、加工中に工具がホルダから抜けてくる場合がありますので、工具はしっかりとクランプしてください。
D : エンドミル外径 D : エンドミル外径
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等 被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
側面切削 溝切削
≦0.8D
≦0.5D
≦0.8D
D
1) 水溶性切削油剤をご使用ください。2) 機械や加工物取付けの剛性がない場合、びびり・異常音が発生する場合は表の回転速度と送り速度を同じ割合で下げてください。3) 側面加工の場合はダウンカットを推奨します。4) 工具クランプが弱いと、加工中に工具がホルダから抜けてくる場合がありますので、工具はしっかりとクランプしてください。5) 上表は工具突出し長さがL/D=4以下でご利用いただいた時の目安です。突出しがさらに大きい場合は回転速度、送り速度、切込み量を下げて ご使用ください。
-
9
C-3SA
1216182025
1300010000
900080006000
54005400500050004500
1216182025
1300010000
900080006000
32003200300030002800
y y
C-3SARB3枚刃アリマスターエンドミル(S)
D : エンドミル外径 D : エンドミル外径
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等 被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
側面切削 溝切削
≦0.8D
≦0.3D
≦0.5D
D
1) 水溶性切削油剤のご使用を推奨します。2) 機械や加工物取付けの剛性がない場合やびびりが発生する場合は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
3) 側面加工の場合はダウンカットを推奨します。4) 上表は工具突出し長さがL/D=4以下でご利用いただいた時の目安です。突出しがさらに大きい場合は回転速度、送り速度、切込み量を下げてご使用ください。
5) 底刃中心刃がないので、縦送りは出来ません。縦切込み時にはランピング加工を行ってください。
超硬エンドミル
3枚刃アリマスターラジアスエンドミル(S)
-
10
10121618202225
19000160001200010500
950085007500
8600820076007200710069006800
9500800060005300480043003800
3400320031002900290028002700
10121618202225
19000160001200010500
950085007500
6800650061005800570055005400
9500800060005300480043003800
2700260024002400230022002200
10121618202225
30000300002400021000190001700015000
11000120001200012000110001100011000
19000160001200010500
950085007500
5400530049004700460043004300
10121618202225
30000300002400021000190001700015000
8600990097009500910087008600
19000160001200010500
950085007500
4300430040003800370034003400
y y
y y
C-SRA C-SRARB
D
D
D : エンドミル外径 D : エンドミル外径
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
アルミニウム合金鋳物AC4B等
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
アルミニウム合金鋳物AC4B等
側面切削 溝切削
側面切削 溝切削
D : エンドミル外径 D : エンドミル外径
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
アルミニウム合金鋳物AC4B等
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
外径(mm)
アルミニウム合金A7075等
アルミニウム合金鋳物AC4B等
3枚刃アリマスターラフィングエンドミル(S) 3枚刃アリマスターラフィングラジアスエンドミル(S)
1) 水溶性切削油剤のご使用を推奨します。2) 機械や加工物取付けの剛性がない場合やびびりが発生する場合は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
3) 側面加工の場合はダウンカットを推奨します。4) 切込みが小さい場合は、さらに回転速度と送り速度を上げることができます。5) 底刃中心刃がないので、縦送りは出来ません。縦切込み時にはランピング加工を行ってください。
〈高速・高剛性マシニングセンタの場合〉
1) 水溶性切削油剤のご使用を推奨します。2) 機械や加工物取付けの剛性がない場合やびびりが発生する場合は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
3) 側面加工の場合はダウンカットを推奨します。4) 切込みが小さい場合は、さらに回転速度と送り速度を上げることができます。5) 底刃中心刃がないので、縦送りは出来ません。縦切込み時にはランピング加工を行ってください。
≦1D
≦0.5D
≦1D
≦1D
≦0.5D
≦0.75D
-
2014.10.E(2A)(仕様はお断りせずに変更する場合がありますのでご了承ください)
●電話技術相談室(携帯電話からも通話可能です) 三 菱 ヨ イ 工 具
http://www.mitsubishicarbide.com
0120-34-4159
加工事業カンパニー
営 業 本 部
名 古 屋 支 店
流通営業部直需営業部苫小牧営業所
仙台営業所北関東 営 業 所営業企画部
新潟営業所上田営業所グローバルキーアカウント部
南 関 東 営 業 所富士営業所
03-5819-525103-5819-52410144-57-7007
022-221-32300285-25-838003-5819-8770
025-247-01550268-23-778803-5819-7057
045-332-69250545-65-8817
流通営業課 直需営業課 三河営業所 浜松営業所052-684-5536 052-684-5535 0566-77-3411 053-450-2030
大 阪 支 店
流通営業課直需営業課
京滋営業所明石営業所
広島営業所 九州営業所06-6355-105106-6355-1050
077-554-8570078-934-6815
082-221-4457 092-436-4664
C-MRA
3 4 5 6 8
10 12 16 20 25
30000 24000 19000 16000 12000
9500 8000 6000 4800 3800
1800 2200 2300 2400 2500 2600 2300 2100 2000 2000
16000 12000 10000
8000 6000 5000 4000 3000 2400 1900
700 900 900
1000 1000 1100
900 800 800 700
3 4 5 6 8
10 12 16 20 25
40000 36000 30000 27000 20000 16000 13000 10000
8000 6400
2700 2700 5400 6100 6000 5800 5300 5100 4800 4600
25000 20000 16000 13000 10000
8000 6500 5000 4000 3200
1100 1100 2200 2300 2400 2300 2100 2000 1900 1800
yy
D
3枚刃アリマスターラフィングエンドミル(M)
D : エンドミル外径
被削材
切込み量 基準
回転速度 (min-1)
送り速度 (mm/min)
回転速度 (min-1)
送り速度 (mm/min)
外径 (mm)
アルミニウム合金 A7075等
アルミニウム合金鋳物 AC4B等
溝切削
D : エンドミル外径
被削材
切込み量 基準
回転速度 (min-1)
送り速度 (mm/min)
回転速度 (min-1)
送り速度 (mm/min)
外径 (mm)
アルミニウム合金 A7075等
アルミニウム合金鋳物 AC4B等
側面切削
1) 水溶性切削油剤のご使用を推奨します。 2) 機械や加工物取付けの剛性がない場合やびびりが発生する場合は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
3) 側面加工の場合はダウンカットを推奨します。 4) 切込みが小さい場合は、さらに回転速度と送り速度を上げることができます。 5) 底刃中心刃がないので、縦送りは出来ません。縦切込み時にはランピング加工を行ってください。
≦1.5D
≦0.25D
≦1D
超硬エンドミル
安全について ●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内で使用し、工具交換は早めに行ってください。 ●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 ●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●工具を回転して使用する場合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。