Afstudeeropdracht bedrijfseconomie te · 2014. 1. 17. · Bedrijfsmentor: De heer drs. ing. K....
81
Benchmarking in de papier- en kartonindustrie M.M. Kaper M.E. Regelink Afstudeeropdracht bedrijfseconomie te: Kenniscentrum Papier en Karton Juni, 2005
Transcript of Afstudeeropdracht bedrijfseconomie te · 2014. 1. 17. · Bedrijfsmentor: De heer drs. ing. K....

Benchmarking in de papier- en kartonindustrie
M.M. Kaper M.E. Regelink
Afstudeeropdracht bedrijfseconomie te:
Kenniscentrum Papier en Karton
Juni, 2005

Titel: Up & Go, benchmarking in de papier- en kartonindustrie
Bedrijf: Kenniscentrum Papier en Karton
Studenten: M.M. Kaper
M.E. Regelink
Hogeschool: Saxion Hogeschool IJselland Deventer Instituut: FEMMIM Opleiding: Bedrijfseconomie
Bedrijfsmentor: De heer drs. ing. K. Heijs
Docenten: De heer J. Röttjers
De heer P. Ertmann
Afstudeerperiode: Februari t/m juni 2005

3
Voorwoord
Het afstuderen is de afronding van de studie. Daartoe moet een afstudeeropdracht worden
uitgevoerd, welke gezien kan worden als een "proeve van bekwaamheid". De student moet laten
zien dat hij in staat is met een grote mate van zelfstandigheid een "probleem" op te lossen in het
beroepenveld waar de opleiding op gericht is. Wij zijn twee studenten die deze “proeve van
bekwaamheid” moeten doorstaan en dit doen wij aan de hand van de hier omschreven
afstudeeropdracht.
De Nederlandse papier- en kartonindustrie is er één met een sterke wereldpositie. Maar Europa
en zeker ook Nederland zit in, wat sommigen zeggen, de ergste groeicrisis sinds de 2e
Wereldoorlog en het is natuurlijk gemakkelijk om bij de pakken neer te zitten. Hierbij komt nog
eens dat de concurrentie toeneemt vanuit India en China en zij kunnen het de Nederlandse
papier- en kartonindustrie nog wel eens zeer lastig maken. Natuurlijk verwachten wij
Nederlanders van de overheid initiatieven en impulsen die Nederland in Europa en ook de wereld
weer meer concurrerend maken en ons daarmee in ieder geval een level playing field geven;
gelijke monniken, gelijke kappen. Maar 'celebrating the future' betekent voor de papier- en
kartonindustrie dat men echt vooruit moet gaan kijken met het doel de internationale vergelijking
te doorstaan en behoren tot wat men in de industrie, de wereldtop noemt.
Hiervoor dient men in de industrie alle zeilen bij te zetten en daarom is het project Up and Go
opgestart. Deze dient interactie binnen de industrie te laten ontstaan om zo gezamenlijk
problemen het hoofd te bieden. Het project Up and Go pakt het probleem van de downtime van
de papier- en kartonmachines aan doormiddel van een benchmark. De interactie wordt
gestimuleerd door een speciaal daarvoor opgezette website.
Dit verslag betekent niet automatisch het einde van het project, integendeel. Het project wordt
namelijk overgenomen door het Kenniscentrum Papier en Karton. Zij zullen de fabrieken verder
begeleiden om de verlaging van de downtime te realiseren.
We willen hierbij de medewerkers van het Kenniscentrum Papier en Karton bedanken voor hun
begeleiding, inbreng en gezelligheid.

4
Samenvatting
Momenteel is er geen duidelijk beeld van de vermijdbare en onvermijdbare interne verliezen binnen de bedrijfsprocessen van de bij de Koninklijke VNP aangesloten papier- en kartonfabrieken op zowel productie als controlling level. Hierdoor is er geen mogelijkheid om de daarmee samengaande downtime van de productiemachines te verlagen. Ook is er bij de betreffende fabrieken geen mogelijkheid tot onderlinge benchmarking. Het is deze probleemstelling die heeft gezorgd voor het opzetten van het project Up and Go. De belangrijkste taak van het projectteam bestond uit het opzetten van een benchmark en de daarbij behorende mogelijkheid tot interactie voor de leden van de Koninklijke Vereniging van de Nederlandse Papier- en Kartonfabrieken. Deze interactie is gecreëerd door het in gebruik nemen van het Wiki Wiki Concept en dit uit te werken tot een Website. Op deze website kunnen alle leden actief hun inbreng geven aan het project en zo gezamenlijk een benchmarksheet creëren. Zo wordt er op de website gebruik gemaakt van een vorm van communicatie die bij het project bekend staat als “directe interactieve communicatie”. De diagram (rechts) geeft een goed beeld van deze vorm van communicatie. In verband met de geringe input door de deelnemende fabrieken heeft het projectteam zelf een benchmarksheet opgesteld. Deze benchmarksheet is opgesteld aan de hand van informatie die is verkregen bij de gesprekken met de contactpersonen van de fabrieken en de afgelegde bedrijfsbezoeken. De benchmarksheet zal aan het einde van de afstudeerperiode op de Website worden gezet, zodat de deelnemende fabrieken interactief kunnen aangeven wat er aan de sheet moet veranderen. Dit kunnen toevoegingen, aanpassingen en/of verwijderingen van meetfactoren inhouden. Tevens kan er een opmerking worden geplaatst over de lay-out. Indien de deelnemende fabrieken de gegevens voor de benchmark hebben aangeleverd middels de hier nog voor op te zetten internetstructuur, zal de analysefase van start gaan. Deze fase betreft een globale analyse van de verschillen tussen de meetfactoren en een gedetailleerde analyse van de bedrijfsprocessen die ook gekoppeld zijn aan de meetfactoren bij de fabrieken. In het vervolgtraject van het project zal de benchmarksheet aan de Milieuplan Industrie(MPI) – methodiek worden gekoppeld. De methodiek heeft als doel de meetgegevens uit de benchmark online te verstrekken, zodat deze via software een actueel beeld scheppen van de best practice. Wanneer de benchmark constant een actueel overzicht geeft, kunnen de fabrieken op ieder moment de resultaten vergelijken en op veranderingen inspelen. Deze methodiek zal worden toegepast in de benchmark op het moment dat de meetgegevens bekend zijn. Tijdens het verloop van het project is er een goed beeld ontstaan van de verliezen binnen de bedrijfsprocessen. Maar aangezien het project nog niet een zichtbare downtime heeft kunnen realiseren en de inbreng nog gering is vanwege de korte tijdsperiode, zal het project door het Kenniscentrum Papier en Karton worden overgenomen en voortgezet. Uit deze eerste fase van het project Up and Go zijn er meerdere punten van aandacht naar voren gekomen, welke in dit verslag zijn opgenomen. Deze punten van aandacht zijn tevens de aanbevelingen voor de voortzetting van de benchmark.

5
Inhoudsopgave
VOORWOORD .............................................................................................................................................3
SAMENVATTING ........................................................................................................................................4
1.0 INLEIDING .............................................................................................................................................7
1.1 AANLEIDING ..........................................................................................................................................7 1.2 WAAROM BENCHMARKEN? ....................................................................................................................7 1.3 DOELSTELLING ......................................................................................................................................8
1.3.1 Stappen werkwijze .........................................................................................................................8 1.4 VERANDERING WERKWIJZE....................................................................................................................9 1.5 INHOUD VAN DIT VERSLAG ....................................................................................................................9
2.0 BESCHRIJVING VAN DE ORGANISATIE ..................................................................................... 10
2.1 DE ORGANISATIE ................................................................................................................................. 10 2.2 MISSIE ................................................................................................................................................. 10 2.3 STRATEGIE ........................................................................................................................................... 10 2.4 PERSONEEL .......................................................................................................................................... 10 2.5 UITVOERING ........................................................................................................................................ 11
2.5.1 Kennisgeneratie .......................................................................................................................... 11 2.5.2 Kennisvergaring .......................................................................................................................... 11 2.5.3 Kennisoverdracht ........................................................................................................................ 12
3.0 ORIËNTATIEFASE ............................................................................................................................. 13
3.1 INLEIDING ............................................................................................................................................ 13 3.2 DE INDUSTRIE ...................................................................................................................................... 13
3.2.1 Afzetruimte binnen de industrie .................................................................................................. 14 3.3 PRODUCTIEPROCES .............................................................................................................................. 17
3.3.1 Investeringen ............................................................................................................................... 19 3.4 BENCHMARKING .................................................................................................................................. 21
3.4.1 Soorten benchmark ..................................................................................................................... 22 3.4.2 Praktijkvoorbeelden .................................................................................................................... 23
3.5 TOTAL QUALITY MANAGEMENT.......................................................................................................... 24 3.5.1 Inleiding ...................................................................................................................................... 24 3.5.2 De Deming-cyclus ....................................................................................................................... 24 3.5.3 Het INK-model ............................................................................................................................ 25
3.6 DOWNTIME .......................................................................................................................................... 27 3.7 MPI-METHODIEK ................................................................................................................................. 30 3.8 BEDRIJFSBEZOEKEN ............................................................................................................................. 31 3.9 WIKI WIKI WEBSITE ............................................................................................................................ 33
4.0 VORMING VAN DE BENCHMARK ................................................................................................. 34
4.1 INFORMATIE INVENTARISATIE ............................................................................................................. 34 4.2 MIDDELENINVENTARISATIE ................................................................................................................. 34 4.3 VASTSTELLEN VAN DE SUCCESFACTOREN ........................................................................................... 37
4.3.1 Bepalen kritische succesfactoren ................................................................................................ 37 4.3.2 Bepalen kritieke stuurvariabelen ................................................................................................ 38
4.4 VORMING VAN DE MIDDELEN............................................................................................................... 40 4.4.1 De eerste fase: ............................................................................................................................. 41 4.4.2 De tweede fase: ........................................................................................................................... 45 4.4.3 De derde fase: ............................................................................................................................. 46 4.4.4 De vierde fase: ............................................................................................................................ 46
4.5 ANALYSE VAN DE GEGEVENS ............................................................................................................... 47 4.5.1 Het inventariseren van de meetgegevens .................................................................................... 47 4.5.2 Het analyseren c.q. visualiseren van de meetgegevens ............................................................... 48 4.5.3 De rapportage van de analysefase .............................................................................................. 49

6
5.0 CONCLUSIES EN AANBEVELINGEN............................................................................................. 50
6.0 EINDPRODUCT ................................................................................................................................... 52
6.1 TOEKOMSTVISIE .................................................................................................................................. 52
7.0 BIBLIOGRAFIE ................................................................................................................................... 53
7.1 BOEKENLIJST ....................................................................................................................................... 53 7.2 WEBSITES ............................................................................................................................................ 54
8.0 BEGRIPPENLIJST ............................................................................................................................... 55
9.0 BIJLAGEN ............................................................................................................................................. 62
9.1 TOPOGRAFIEKAART PAPIER- EN KARTONFABRIEKEN ................................................................... 63 9.2 HET PLAN VAN AANPAK .............................................................................................................. 64 9.3 ISHIKAWA DIAGRAM ................................................................................................................... 70 9.4 MPI-MEETMODEL........................................................................................................................ 71 9.5 TWIKI WEBSITE LES ................................................................................................................... 72 9.6 OVERZICHT FABRIEKEN ............................................................................................................... 78 9.7 BENCHMARKSHEET ..................................................................................................................... 79 9.8 BENCHMARKSHEET DEFINITIES ................................................................................................... 80

7
1.0 Inleiding
Benchmarking is een analysemethode waarbij de indicatoren van een bedrijf worden vergeleken met die van soortgelijke of gelijk getrokken bedrijven c.q. processen. Hierdoor kunnen bedrijven en toezichthouders van elkaar leren, manieren ontdekken om hun bedrijfsvoering te verbeteren en mogelijkheden voor kostenverlaging ontdekken. Met andere woorden: er wordt gezocht naar een best practice, een optimale manier van bedrijfsvoering. Tegenwoordig lijkt benchmarking niet meer weg te denken uit de managementpraktijk van de meeste grote ondernemingen. Een onderneming die de omsteltijden van haar productielijnen wilde verbeteren, kwam met de benchmarking van haar best practice uiteindelijk terecht bij NASCAR (National Association of Stock Car Auto Racing). Op het autocircuit bestudeerde men uitvoerig de pitstops om een norm voor de productiewisseling in hun eigen fabriek te verkrijgen. Dit geeft de veelzijdigheid van benchmarking aan, wat het tot een veel gebruikte methode maakt.
1.1 Aanleiding De vraag is nu echter: "Wat te benchmarken?" Dit is uiteraard niet de vraag die binnen de industrie werd gesteld. De benchmark is gegroeid vanuit een probleemstelling welke ontstaan is na een vraag van één van de fabrieken tijdens een ledenvergadering van Koninklijke Vereniging van Nederlandse Papier- en kartonfabrieken (VNP). Elke fabriek heeft namelijk last van productieverliezen ten gevolge van downtime van de papiermachine. De vraag was of er geen mogelijkheid is dat de fabrieken elkaar op dit gebied zouden helpen. Deze vraag met de probleemstelling is aan het Kenniscentrum Papier en Karton doorgegeven van waaruit de opdracht is uitgevoerd. De probleemstelling is als volgt: "Momenteel is er geen duidelijk beeld van de vermijdbare en onvermijdbare interne verliezen binnen de bedrijfsprocessen van de bij de Koninklijke VNP aangesloten papier- en kartonfabrieken op zowel productie als controlling level. Hierdoor is er geen mogelijkheid om de daarmee samengaande downtime van de productiemachines te verlagen. Ook is er bij de betreffende fabrieken geen mogelijkheid tot onderlinge benchmarking."
1.2 Waarom benchmarken? De fabrieken binnen de papier- en kartonindustrie zijn continu bezig met de innoverende lijn binnen het productieproces en dit komt telkens weer terug op het begrip downtime. Deze downtime staat voor elke minuut van de beschikbare productietijd dat er geen netto verkoopbaar product wordt afgeleverd. Eén procent daling in downtime staat voor één procent stijging in de omzet. En deze verhoging kan dan tot in de tonnen euro's verhoogde omzet resulteren. Het is daarom een zeer belangrijk aandachtspunt. Veel fabrieken in deze industrie hebben een productieproces welke niet veel van elkaar verschillen. Denk hierbij aan een machine die het papier en karton (karton is simpelweg de zwaardere variant van papier) produceert. Deze kennen een soortgelijke indeling: Oploopkast, drukpers, droogpartij, et cetera. Dit bevordert de benchmarkmogelijkheden en de mogelijke innovatie door een goed werkende interactie tussen de bedrijven bij de verschillende processen. Daarbij bestaat er al een benchmark binnen de papiersector, de energiebenchmark. Deze werkt aan de hand van de Milieuplan Industrie (MPI) methodiek wat is opgezet door de Gasunie en de heer Frans de Gram. Momenteel is de heer Frans de Gram met de VUT en is hij op projectbasis werkzaam voor de Koninklijke VNP waarvoor hij in de afgelopen vier jaar de energiebenchmark heeft opgesteld. De benchmark, die nu is opgezet, zal in het vervolgtraject ook volgens de MPI-methodiek gaan werken omdat het een bewezen concept is en de fabrieken er al bekend mee zijn.

8
1.3 Doelstelling Na een periode die bestond uit oriëntatie met betrekking tot de papier- en kartonindustrie is het als bijlage toegevoegde plan van aanpak opgezet. Tijdens deze fase is ook de doelstelling van de opdracht bepaald. Deze moest zo opgesteld zijn dat het resultaat, de benchmark, zal zorgen voor een reducering van de downtime:
"De mogelijkheid creëren tot interactie binnen de sectoren van de bij de koninklijke VNP aangesloten fabrieken. Hierbij het aangeven en definiëren van de vermijdbare en onvermijdbare verliezen en deze benchmarken. Daarbij door identificatie en een advies tot implementatie van een best practice, de mogelijkheid aangeven die het vermijdbare gedeelte zal kunnen verminderen en de downtime zal kunnen verlagen. Hiervoor dient er een methode te worden opgezet voor bedrijven, hoe te komen tot verbetervoorstellen / implementaties op dit gebied."
Behalve dat er een benchmark zal worden opgesteld, wordt er ook een website opgezet. Deze website is gebouwd rond het Wiki Wiki concept. Dit houdt in dat alles wat op de website staat, gewijzigd kan worden door iedereen. Wanneer iemand een stelling plaatst, kan iedereen daar op reageren, maar men zou ook die stelling kunnen aanpassen. Wijzigingen worden opgeslagen en kunnen te allen tijde ongedaan worden gemaakt. Dit Wiki Wiki principe speelt discussie en continue verbetering in de hand en zorgt daardoor voor een benchmark die door de fabrieken zelf is gecreëerd.
1.3.1 Stappen werkwijze
1. In de eerste twee weken de door de heren Frans de Gram1 en Marco Mensink
2 tot ons
beschikbaar gestelde informatie inventariseren en categoriseren om hier gebruik van te kunnen maken tijdens onze afstudeeropdracht.
2. Een onderzoek doen naar de algemene gegevens van de bij de Koninklijke VNP deelnemende fabrieken en deze vervolgens overzichtelijk rapporteren naar de volgende sectoren:
Druk- en schrijfpapier
Kranten- en golfkartonpapier
Massief- en vouwkarton,
Speciaal- en pakpapier, pakkarton en tissue Deze gegevens zullen worden gebruikt tijdens het uitvoeren van de afstudeeropdracht.
3. Het beheersen en kunnen toepassen van de MPI-Methodiek na de tweedaagse cursus, die wij in de tweede week van februari zullen volgen.
4. In een tijdsbestek van 2 maanden het in kaart brengen van de bedrijfsprocessen en de machine downtime van de papier- en kartonfabrieken naar sector.
5. In een tijdsbestek van anderhalve maand de definities aangaande de bedrijfsprocessen afstemmen tussen de fabrieken en afdelingen onderling om een mogelijkheid tot benchmarking tussen de vier sectoren te creëren.
6. Aan het einde van de afstudeerstage een advies uitbrengen om bij de betreffende fabrieken een 10% daling van de machine downtime te kunnen realiseren en om interactie te creëren binnen de verschillende sectoren.
1 Frans de Gram is op projectbasis werkzaam voor de Koninklijke VNP.
2 Marco Mensink is als secretaris werkzaam bij de Koninklijke VNP.

9
1.4 Verandering werkwijze Gedurende het project bleek dat de input van de deelnemende fabrieken niet adequaat was om een goed en onderbouwd advies te schrijven omtrent de daling in de downtime. Hierdoor is de werkwijze gedurende het project gegroeid naar het opzetten van een uitgebreidere structuur voor de verwerking van de gegevens tot informatie. De benchmark kon in principe dus niet door het projectteam binnen het vooraf vastgelegde tijdsbestek worden uitgevoerd. Hierdoor is er door het team een eigen benchmarksheet opgesteld naar de bij het projectteam beschikbaar zijnde informatie betreffende de downtime. Deze benchmarksheet is elektronisch verstuurd naar alle deelnemende papier- en kartonfabrieken. Deze fabrieken hebben echter, in verband met tijdsgebrek van hun kant, geen mogelijkheid gehad de sheet te retourneren met de daarop gevraagde gegevens. Als oplossing hiervoor is de opzet van het project veranderd naar die van het opzetten van een structuur, waarin:
de mogelijkheid wordt gecreëerd tot interactie tussen de bij de Koninklijke Vereniging van Nederlandse Papier- en kartonfabrieken aangesloten fabrieken;
er een structuur wordt neergezet om de benchmarksheet ter discussie te stellen onder de bij de Koninklijke Vereniging van Nederlandse Papier- en kartonfabrieken aangesloten fabrieken;
de manier van analyseren betreffende de verdere voortgang van het project wordt omschreven;
de rapportage met betrekking tot de benchmark zal worden voorgelegd.
1.5 Inhoud van dit verslag In dit hoofdstuk wordt aandacht geschonken aan de aanleiding, de reden van de benchmark, de doelstelling van de opdracht en de werkwijze. In hoofdstuk 2 wordt vervolgens het Kenniscentrum Papier en Karton beschreven. Op die manier is het duidelijk hoe de organisatie eruit ziet, welke taken het uitvoert en op welke wijze dit gebeurt. Hoofdstuk 3 geeft het onderzoek weer dat gedaan is om de opdracht uit te kunnen voeren. Het is een oriëntatie naar de verschillende factoren welke van toepassing zijn om de opdracht op een goede manier te kunnen uitvoeren. Hoofdstuk 4 geeft aan hoe de vorming van de benchmark tot stand is gekomen. Hoofdstuk 5 geeft de conclusie van ons onderzoek weer en de uitvoer van de afstudeeropdracht. In hoofdstuk 6 wordt het eindproduct beschreven en wordt er een visie op toekomst van het project gegeven. In hoofdstuk 7 worden de gebruikte literatuur en websites weergegeven. Hoofdstuk 8 is een overzicht van alle begrippen welke van belang zijn voor de uitgevoerde opdracht. In hoofdstuk 9 zijn de bijlagen opgenomen waar naar in het verslag wordt verwezen.

10
2.0 Beschrijving van de organisatie
2.1 De organisatie Het Kenniscentrum Papier en Karton (KCPK) is een initiatief van de Koninklijke Vereniging van Nederlandse Papier- en kartonfabrieken (VNP) en opgericht in 1998. Het is een stichting met een bestuur dat is gevormd uit leden van de VNP. De VNP is de branchevereniging van alle papier- en kartonfabrieken in Nederland. Deze is opgericht in 1904 en behartigt sindsdien de belangen van al hun leden. De Koninklijke VNP is erop gericht om van de papier- en kartonindustrie een milieuvriendelijke, innovatieve en aantrekkelijke industrie te maken in Nederland. Het KCPK is door het VNP opgericht om de concurrentiepositie van de Nederlandse papier- en kartonfabrieken te verbeteren. Ondertussen is het uitgegroeid tot de spil van de kennisinfrastructuur van de (inter)nationale papier- en kartonindustrie. Het KCPK bevordert de uitwisseling van technologische kennis en stimuleert innovatie.
2.2 Missie De missie van het Kenniscentrum is het verstrekken van de kennisinfrastructuur gericht op de (inter)nationale papier- en kartonindustrie. Het lange termijn doel is het creëren van een betere concurrentiepositie van de Nederlandse papier- en kartonindustrie.
2.3 Strategie De strategie van het Kenniscentrum Papier en Karton:
Zoveel mogelijk gebruik maken van de reeds bestaande infrastructuur en netwerken
Optimaal linken met andere industrieën
Integratie van fundamenteel onderzoek, technologieontwikkeling, productimplementatie en procesoptimalisatie
Implementatie op industrieel R&D, engineer en operator niveau
Centraal in de strategie staat de inbreng en betrokkenheid van de verschillende partijen, zoals de universiteiten, onderzoeksinstituten, toeleveranciers en de afnemers van de papier- en kartonindustrie. Ook verschillende ministeries geven een actieve adviserende en financiële ondersteuning. Voor een daadwerkelijke bijdrage aan de concurrentiekracht is de actieve betrokkenheid van individuele papier- en kartonfabrieken absoluut cruciaal. De strategie, met als doel het creëren van een betere concurrentiepositie, is te onderscheiden in drie hoofdactiviteiten: Kennisgeneratie: het (laten) ontwikkelen van nieuwe kennis middels R&D programma's in samenwerking met R&D-centra, instituten en universiteiten. Kennisvergaring en ontsluiting: het verzamelen vanuit verschillende bronnen en het vervolgens beschikbaar maken van de bestaande kennis aan 'papiermakers'. Kennisoverdracht: door middel van demonstratieprojecten en events bijdragen aan de overdracht naar én de implementatie van de kennis in de bedrijven.
2.4 Personeel Zoals vermeld heeft het Kenniscentrum een bestuur welke uit leden van de VNP bestaat. Dit zijn er zes in totaal. Het bestuur bestaat uit de volgende leden:

11
Voorzitter
Ir. H. Lingbeek SCA Packaging De Hoop
Vice-Voorzitter
Ing. M.J. Clumpkens Kappa Roermond Papier
Secretaris
Drs. W.J. Emmen SCA Hygiëne Products
Lid
Ing. E. de Vries Sappi Maastricht
Lid
Ir. G.J. Koopman m.c.m Koninklijke VNP
De taken van het bestuur zijn ondermeer het:
Goedkeuren van de begroting en jaarrekening
Accorderen verantwoording van de zakelijk leider
Bewaken van de doelstelling van de stichting Het Kenniscentrum heeft drie vaste medewerkers. Ten eerste is er de directeur van het Kenniscentrum. Dit is drs. ing. Arie Hooimeijer. Naast directeur is hij ook programmaleider met betrekking tot de kennisgeneratie. Dan volgt het eerste aanspreekpunt van het Kenniscentrum en dat is Ineke Gietema. Zij is bureaumanager en zorgt voor de praktische organisatie van de kennisoverdracht. Ten derde is er drs. Ing. Klaas Heijs. Hij is projectleider en zorgt voornamelijk voor het onderdeel kennisvergaring en ontsluiting.
2.5 Uitvoering In de strategie werd al genoemd hoe het KCPK te werk gaat. Zij verdelen hun activiteiten in drie delen namelijk de kennisgeneratie, de kennisvergaring en de kennisoverdracht. Hieronder zullen de drie punten kort worden behandeld om een beeld van de uitvoering ervan te geven.
2.5.1 Kennisgeneratie
Bij de R&D-programma's worden partijen, die zich richten op ontwikkeling en toepassing van kennis voor en door de papier- en kartonindustrie, bij elkaar gebracht. Dit gebeurt steeds in een strakke focus rond een beperkt aantal voor VNP- leden relevante industriële thema's. Het Kenniscentrum Papier en Karton heeft momenteel drie thema’s:
Vezelgrondstoffen
Productie Efficiency
Eindproducten
Doordat alle partijen gezamenlijk aan één duidelijk thema werken, wordt een basis gelegd voor een optimale samenwerking tussen de partijen. Uiteindelijk leidt de sterkere interactie tot het sneller toepassen in de bedrijven van bestaande kennis en het focusseren van nieuw te ontwikkelen kennis waarmee de problemen van de toekomst kunnen worden opgelost.
2.5.2 Kennisvergaring Deze activiteit staat voor het vergaren van bestaande informatie en het omzetten daarvan in toepasbare, toegankelijke kennis. Voor wat betreft kennis die beschermd is, vervult het Kenniscentrum een makelaarsfunctie: er zal worden doorverwezen naar de dragers van deze kennis, zowel binnen als buiten de industrie.

12
2.5.3 Kennisoverdracht
Kennisoverdracht vindt plaats door middel van:
Thematische werkgroepen
Verscheidene workshops, 6-8 maal per jaar
Seminars, 1-2 maal per jaar
Internationale conferentie, 1 maal per jaar Deze verschillende bijeenkomsten zijn allemaal bedoeld om kennis met elkaar te delen. Tijdens de verschillende bijeenkomsten vindt er kennisoverdracht plaats over verschillende onderwerpen. Zo worden er de ene keer theoretische, commerciële en implementatie aspecten gepresenteerd, terwijl andere bijeenkomsten weer erg technische gericht zijn. Ze worden gedeeltelijk gepresenteerd door leveranciers en gedeeltelijk door collega-fabrieken. Door deze bijeenkomsten worden de leden goed op de hoogte gehouden van nieuwe ontwikkelingen binnen de industrie.

13
3.0 Oriëntatiefase
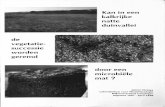
3.1 Inleiding Binnen de papier- en kartonindustrie is er geen voldoende zicht op de vermijdbare en onvermijdbare verliezen welke zich voordoen tijdens de productie. De ideale situatie is een machine die vierentwintig uur per dag, 365 dagen per jaar ‘verkoopbaar product’ produceert. Dit komt neer op 8760 uur per jaar dat de machine in bedrijf is. Dit is in de praktijk niet haalbaar, want een machine heeft een aantal keren per jaar een verplichte stop, bijvoorbeeld voor onderhoud of een zogenaamde CAO-stop met Kerst. Wanneer deze uren van 8760 uur worden afgetrokken, blijft er nog plus minus 8460 uur over dat de machine echt kan produceren, de bruto productietijd.
Deze bruto productietijd staat voor 100 procent output. Uit de al bestaande energiebenchmark, opgezet door de heer Frans de Gram, blijkt dat men nergens deze 100 procent haalt. Vanuit één van de papier- en kartonfabrieken kwam dan ook de vraag of het niet mogelijk is samen te werken om de stilstand van een papier- of kartonmachine, de downtime, te verlagen. Deze factor kost een fabriek veel geld en één procent minder downtime is één procent meer omzet. Dit idee, het reduceren van de downtime, is doorgespeeld naar de Koninklijke VNP en deze heeft de opdracht aan het Kenniscentrum Papier en Karton gegeven om dit in gang te brengen.
3.2 De industrie De Nederlandse papier- en kartonindustrie kent in totaal 27 productielocaties die direct werk bieden aan 6300 werknemers. Samen waren de papierfabrieken in 2003 goed voor een productie van bijna 3,9 miljoen ton papier en karton. Hiermee staat de Nederlandse productie op de 9e plaats op de lijst van West-Europese papier- en kartonproducenten. De grootste producent is Duitsland, gevolgd door Finland en Zweden. De Nederlandse productie genereerde in 2003 een omzet van 2,0 miljard euro. Het is allang niet meer allemaal Nederlands, want van de productie is slechts 9,2 procent in handen van Nederlandse bedrijven. De rest is in handen van buitenlandse concerns. Gemeten naar productiehoeveelheden, waren de verpakkingspapieren het sterkst vertegenwoordigd met 48%, gevolgd door de grafische papieren met 34%, het krantenpapier met 15% en de huishoudelijke en sanitaire papieren met 3%. De Nederlandse papier- en kartonindustrie heeft een sterk internationaal karakter. Ruim 70% van de totale Nederlandse productie werd geëxporteerd, waarvan 90% naar landen binnen Europa (bron: http://www.vnp-online.nl/ website Koninklijke VNP).

14
Productieverdeling in de nederlandse markt
48%
34%
3%
15%
Pakpapier en vouw karton
Grafisch en speciaal papier
Tissue
Krantenpapier
De 27 fabrieken zijn in vier rubrieken ingedeeld. In bijlage 9.1 is te zien waar ze gevestigd zijn in Nederland. De rubrieken staan hieronder met daarachter het aantal fabrieken per rubriek.
Massief- en vouwkarton (10)
Speciaalpapier, pakpapier en tissue (9)
Druk- en schrijfpapier (4)
Golfkarton- en krantenpapier (4) De indeling in rubrieken is samen met de heer Frans de Gram opgesteld. Voorheen was hij werkzaam voor de Gasunie, waar hij ondermeer aan het Milieuplan Industrie (MPI) heeft gewerkt. Dit is een energie diagnose van de energie- en productieprocessen welke in paragraaf 3.7 ‘MPI-methodiek’ verder wordt beschreven. Momenteel is hij met de VUT en is hij op projectbasis werkzaam voor de Koninklijke VNP, waarvoor hij in de afgelopen vier jaar een energiebenchmark heeft opgesteld. De papier- en kartonindustrie is namelijk een energie-intensieve bedrijfstak. In de afgelopen dertig jaar is binnen de sector daarom gewerkt aan het verbeteren van de energie-efficiency. Veel van de huidige energieprojecten binnen de sector zijn opgezet en begeleid door de energiecommissie van de Koninklijke VNP, energiecoördinatoren in de bedrijven en de heer Frans de Gram.
3.2.1 Afzetruimte binnen de industrie De benchmark dient als middel om uiteindelijk de downtime te verlagen. Deze verlaging is belangrijk voor de Nederlandse papier- en kartonindustrie om internationaal concurrerend te kunnen blijven. Landen als India en China zijn sterk in opkomst en kunnen door lage loonkosten goedkoop produceren. Aangezien het niet in de lijn der verwachting ligt dat de lonen in Nederland zullen dalen, is het feit dat een procent verlaging in de downtime een procent verhoging in de productie van netto verkoopbaar product betekent belangrijk. Maar is er ruimte op de markt voor het afzetten van deze productieverhoging? Om deze vraagstelling te beantwoorden is het goed om eerst te kijken naar de ontwikkelingen op de Nederlandse papier- en kartonmarkt. Onderstaand ziet u een sheet waarin de belangrijkste gegevens staan over de ontwikkeling in de markt. De gegevens zijn verkregen via de Koninklijke VNP. Deze sheet omvat de afzet- en omzetgegevens, het verbruik van papier en karton en de ontwikkelingen binnen het oudpapier van Nederland.

15
Nederlandse papier- en kartonindustrie
Afzet ( x 1.000 ton) '99 '00 '01 '02 '03
Totale markt 3.256 3.333 3.174 3.338 3.341
Rubrieken*:
Rubriek 1 1.158 1.199 1.146 1.209 1.229
Rubriek 2 1.009 1.022 1.006 1.062 1.028
Rubriek 3 892 930 846 891 911
Rubriek 4 197 182 176 176 173
* Rubrieken: 1>Krantenpapier en golfkarton 2>Massiefkarton en vouwpapier 3>Druk- en schrijfpapier 4>Pakpapier en tissue
Omzet ( x 1 Mln Eur) '99 '00 '01 '02 '03
Totale markt 1.960 2.300 2.197 2.165 2.041
Verbruik papier en Karton '99 '00 '01 '02 '03
Verbruik papier en karton ( x 1.000 ton ) 3.654 3.733 3.604 3.557 3.486
Aantal inwoners ( x 1.000) 15.700 16.000 16.000 16.100 16.200
Verbruik per inwoner in KG 233 233 255 221 215
Oud-papier ( x 1.000 ton) '99 '00 '01 '02 '03
Inzameling 2.525 2.450 2.430 2.390 2.360
Productieverbruik 2.375 2.414 2.320 2.372 2.377
Ratio Inzameling* 69,1% 65,6% 67,4% 67,2% 67,7% Ratio Productieverbruik* 65,0% 65,7% 64,4% 66,7% 68,2%
Ratio Utilization* 72,9% 72,4% 73,1% 71,1% 71,1%
* Inzameling en productieverbruik dienen te worden gedeeld door het totale verbruik van papier en karton, de utilisation is de ratio van productieverbruik / de totale afzet in dat jaar. Met productieverbruik wordt al het oud-papier bedoeld dat wordt ingezet om nieuw papier en karton te produceren.
Uit bovenstaande gegevens blijkt dat er een licht groeiende lijn is bij de afzet. Rubriek 4 (pakpapier en tissue) heeft echter een dalende afzet door de jaren heen. Rubriek 4 zal volgens deze gegevens zeker gebaat zijn bij een verlaging in de downtime als het gaat om efficiency. Er is een dalende lijn in de afzet, waardoor de kosten van de productie in verhouding tot de afzet hoger zullen zijn. Voor de rest van de markt geldt dat door toepassing van een goed commerciebeleid de groei in de industrie zou kunnen worden opgevuld.

16
Afzettrend binnen de rubrieken
-15%
-10%
-5%
0%
5%
10%
1 2 3 4 5
Rubriek 1 Rubriek 2 Rubriek 3 Rubriek 4
Rubriek 1: Krantenpapier en golfkarton Rubriek 2: Massiefkarton en vouwpapier Rubriek 3: Druk- en schrijfpapier Rubriek 4: Pakpapier en tissue
Uit de gegevens blijkt eveneens dat de inzameling van oud-papier niet meegaat in de groei van de afzet. Dit zou eventueel downtime kunnen veroorzaken in de toekomst. Indien de groei van de oud-papier inzameling afneemt en de afzet groeit, zal de kostprijs van het papier stijgen. Kleinere fabrieken, die op het moment al een scherp financieel beleid dienen te voeren, zullen hierdoor hun productie moeten verlagen en de machine stil moeten zetten. De daling in de inzameling van oud-papier zal tevens de prijzen van papier kunnen verhogen, doordat er meer nieuwe vezels dienen te worden verwerkt in het papier. Dit kan leiden tot een daling in de vraag en de afzet door de hoger wordende kostprijs en de verkoopprijzen. Dit alles wordt tevens versterkt door de daling in het gebruik per inwoner. Deze is in Nederland in de jaren 1999 t/m 2003 gedaald met ruim 7,7%. Indien deze trend zich doorzet, zou de markt over 10 jaar zover gekrompen kunnen zijn dat de afzet zich nog verder naar het buitenland verplaats, met alle logistieke kosten van dien.

17
3.3 Productieproces Als afbakening van de benchmark is gekozen om alleen het productieproces te benchmarken. Dit vanwege de korte tijd die er is om de benchmark op te stellen. Ook speelt mee dat de grootste problemen omtrent de downtime ontstaan tijdens het productieproces. Problemen als een foutieve planning of problemen bij de stofvoorbereiding worden niet meegenomen. Het machineproces is het proces van het moment dat de pulp de machine oploopt, tot aan waar de papierbaan wordt opgerold. Wanneer een benchmark wordt opgesteld zonder te weten waar de gegevens vandaan komen, kan er geen juiste analyse van de benchmark plaatsvinden. Daarom zijn er meerdere bedrijfsbezoeken geweest om het machineproces in kaart te brengen (zie paragraaf 3.8 ‘Bedrijfsbezoeken’). Daarnaast is er een lijst van begrippen uit de industrie opgesteld (zie de bijlage begrippenlijst) om inzicht in het proces verkrijgen. Er bestaan vier verschillende machines binnen de papier- en kartonindustrie in Nederland:
De papiermachine
De kartonmachine
De 3D-kartonmachine (eierdozen)
De tissuemachines De papiermachine en kartonmachine lijken qua machine-indeling goed op elkaar. Doordat er verschillende producten worden geproduceerd kunnen ze op specifieke onderdelen verschillen, maar de basis is hetzelfde. De 3D-kartonmachine en de tissuemachines zijn echter twee verschillende machines en verschillen ook danig van de papier- en kartonmachine. De tissuemachine is veel kleiner en anders ingedeeld dan een papier- of kartonmachine. De 3D-kartonmachine voor de productie van bijvoorbeeld eierdozen zoals hiernaast is afgebeeld, is geheel verschillend. De vloeibare pulp wordt hier door middel van een vacuüm in de gewenste vorm gezogen. De natte verpakking wordt dan geperst en gedroogd. De tissuefabrieken en vooral de 3D-kartonfabrieken hebben dus een ander productieproces dan de papier- of kartonmachine. Om juiste informatie uit de benchmark over het productieproces te halen zullen deze fabrieken voor zichzelf de bruikbare informatie moeten filteren. In het vervolgtraject van het project is er meer tijd om de benchmark beter op deze fabrieken af te stemmen. Hieronder is de standaardindeling van een papier- en kartonmachine gegeven:
De oploopkast
Zeefpartij
1e perspartij
Voordroogpartij
Lijm-, Plak- en coatingpartij
Nadroogpartij
2e perspartij
Gladwerk

18
Een papier- en kartonmachine ziet er dan als volgt uit:
De standaardindeling van de machine zoals hierboven geschetst is ook gebruikt om de machine te verdelen in de verschillende productieprocessen. Hierdoor is benchmarking mogelijk, want de processen zijn vergelijkbaar. Bij de productie van papier en karton loopt de papierbaan met grote snelheid door de machine heen. Machines die met 2000 meter per minuut een papierbaan van 10 meter breed doorvoeren zijn geen uitzondering. Dit resulteert in productievolumes van > 400 duizend ton per jaar. Er zijn verschillende factoren die invloed hebben op de doorvoersnelheid van de papierbaan.
1 De
belangrijkste is het gramgewicht per m2. Hoe hoger dit gramgewicht, des te lager de snelheid.
Want hoe hoger het gramgewicht, des te dikker het papier is en des te langer het proces duurt om het papier te ontwateren. De papierbaan moet daarom langer door de droogpartij heen lopen en dit kan alleen door de machine langzamer te laten draaien. Een kartonmachine draait om deze reden langzamer dan een papiermachine. Verder is de capaciteit van de stofvoorbereiding belangrijk. Onder de stofvoorbereiding wordt verstaan het prepareren van de pulp tot het moment dat het de machine op loopt. Een machine kan niet méér produceren dan dat er aan pulp wordt aangevoerd. Om het productieproces te verduidelijken volgt hieronder een beschrijving vanaf het proces stofvoorbereiding, tot aan het punt waar het papier de machine afkomt.
De belangrijkste grondstof voor papier en karton is pulp. Pulp kan gemaakt worden van zowel oud-papier als van hout. Als er gewerkt wordt met oud-papier, moet dat eerst worden opgelost in water en vervolgens gereinigd. Ook de inzet van hout vereist een voorbewerking: de twee belangrijkste componenten van hout zijn de vezels en lignine. Deze moeten van elkaar gescheiden worden. Dit kan op chemische en mechanische wijze gebeuren. De (twee) Nederlandse fabrieken die hout zelf verpulpen, doen dit alleen op mechanische wijze.
Hierna volgt het productieproces uit pulp van oud-papier, hout of een combinatie van beide, opgelost in water (het mengsel bestaat voor 99% uit water). De pulp wordt door de oploopkast op een lopende zeef verdeeld. De vezels grijpen in elkaar en hierdoor ontstaat de papierformatie. Een groot deel van het water lekt hier al uit de pulp weg.
1bron: www.voith.com

19
De nog natte vezels blijven over en worden vervolgens geperst en gedroogd; het papier loopt hierbij over talrijke, met stoom verhitte walsen. Aan het einde bevat het papier nog 5 à 10% water (afhankelijk van de papiersoort), de rest is vezel. Het papier kan eventueel glad worden gemaakt of een extra coatinglaagje krijgen. Vaak gaat het papier dan nog een keer door een lijmpers- en droogpartij waarna het op een enorme rol wordt gewikkeld, genaamd tambour.
De grote tambouren kunnen tot kleinere rollen gesneden worden en met behulp van dwarssnijmachines tot verschillende formaten verwerkt. Met behulp van inpakmachines worden de papierrollen voorzien van een papieren beschermingslaag voor transport. Ook het snijden en inpakken is vaak geheel geautomatiseerd.
Sommige fabrieken leveren een tambour als geheel aan een papierverwerker, die het papier (waaronder krantenpapier en massief en vouwkarton) op zijn beurt verwerkt tot een eindproduct. Andere fabrieken maken direct het eindproduct (bijvoorbeeld A4-papier of tissues).
Er is sinds de uitvinding van het papier niets aan de basis van het papier maken verandert, behalve dat de productie nu machinaal en in enorme hoeveelheden plaatsvindt. De tegenwoordig gebruikte machines zijn zeker niet allemaal nieuw; machines met daarin nog onderdelen van 100 jaar oud zijn geen uitzondering. Het vervangen van een gehele machine loopt vaak in de honderden miljoenen euro’s en daarom wordt een machine in onderdelen vervangen. De originele constructie blijft staan en deze kan hierdoor gemakkelijk zo oud worden.
3.3.1 Investeringen
Vooral de kleinere fabrieken hebben het geld niet om grote investeringen te doen en zullen dan ook alleen de echt noodzakelijke onderdelen vervangen. Dit komt omdat zij vaak niet financieel ondersteund worden door een multinational. De marges zijn klein en worden gebruikt wanneer het noodzakelijk is om geen verlies te draaien. Het is dus een kapitaalintensieve sector waarbij vervanging van activa een weloverwogen beslissing dient te zijn. Door de onderstaande kenmerken van de sector wordt dit nog eens onderstreept:
Flexibiliteit inzake een papiermachine of pulper is er niet, de stap is onomkeerbaar.
De grootte van de investering zorgt voor weinig ruimte in andere investeringen, vaak voor meerdere jaren.
Hierdoor is het belangrijk dat een investering goed wordt voorbereid. Ten eerste omdat de kosten van de voorbereidingsfase relatief klein zijn ten opzichte van de totale kosten, ongeveer één à twee procent. En ten tweede omdat het zo makkelijker is om mogelijke risico’s te identificeren en daardoor te minimaliseren. De volgende stappen worden genomen om goed voorbereid een beslissing te nemen:
1. Ten eerste is er de uitvoerbaarheidstudie. Deze is weer onderverdeeld in drie verschillende studies.
Een marktstudie om te bepalen of er voldoende vraag is en hoe de prijzen zich gaan ontwikkelen van het te produceren product.
Een studie naar de beschikbaarheid van de benodigde grondstoffen en of deze geleverd kunnen worden.

20
Een studie naar de kosten en opbrengsten van het investeringsproject. Hierbij dient er een eerste ontwerp en de nodige onderdelen voor de machine opgesteld te worden.
2. Wanneer uit de uitvoerbaarheidstudie blijkt dat realisatie van het project zinvol is, kan er verder gegaan worden met de volgende stap, de ‘basic engineering’. Hierin komt een gedetailleerd ontwerp van de machine, overzicht naar benodigde vergunningen, een planning van de constructietijd, financieringsoverzicht, et cetera. De tijd die deze fase in beslag neemt is gemiddeld tussen de 4 en 8 maanden. In bepaalde landen kan dit 12-18 maanden zijn door een langere behandeling van vergunningen.
3. Vaak al tijdens de tweede stap maar dit kan ook pas daarna zijn, wordt de beslissing genomen om te investeren. Vervolgens wordt er gelijk begonnen met het bestellen van onderdelen die een lange levertijd hebben.
4. In stap vier begint het gedetailleerd plannen van alles wat nodig is om de plannen te realiseren. Dit gebeurt pas nadat de hoofdonderdelen van de machine zijn besteld omdat er dan zekerheid is omtrent het project. Wanneer stap twee al voldoende gevorderd is om voor afronding hiervan al bestellingen te doen, dan is dit een belangrijk voordeel. Want dan kan de gedetailleerde planning gelijk beginnen nadat de investeringsbeslissing is genomen.
Om de juiste beslissing over de investering te nemen, moet het duidelijk zijn of het project wel rendabel is. De onderstaande figuur geeft de ‘cumulative cash flow’, oftewel de cumulatieve kasstroom van een typisch investeringsproject in een papiermachine weer. Hierbij wordt uitgegaan van vervanging van de gehele machine.
Te zien is dat na 10 jaar er een positieve cashflow wordt gegenereerd. Een beslissing tot investeren dient dan ook weloverwogen en goed onderbouwd te zijn. Duidelijke mag zijn dat kleinere fabrieken zonder geldschieters niet in staat zijn grote investeringen te doen. Rechts onderaan de figuur is staat ‘Project IRR 14%’. IRR staat voor internal rate of return wat hetzelfde is als de interne rentabiliteit (IR). Dit geeft het rendement aan dat met het project wordt behaald. De IR zou dan ook voldoende hoog moeten zijn om een project als rendabel te laten gelden. Factoren als interest en risico verschillen van land tot land, maar de onderstaande tabel geeft een indruk van de minimale IR die nodig is bij investeringsprojecten in een papiermachine.

21
Minimaal benodigde IR
Project met nieuwe papiermachine of pulper > 13 %
Grootschalige modernisering van machine > 18 %
Kleinschalige modernisering van machine > 25 %
Modernisering van een machine heeft een hogere IR nodig vanwege het hogere risico dat er is. Bij een modernisering wordt namelijk slechts een gedeelte van de machine vervangen en resteert er nog een ‘oud’ gedeelte. Door de verbeterde prestaties van de machine is het niet altijd goed te voorspellen of de oude onderdelen ook de nieuwe prestaties aankunnen. Onverwachte complicaties kunnen hierdoor ontstaan. De hogere IR dient deze risico’s op te vangen.
1
Uiteindelijk zal de benchmark worden geanalyseerd naar het MPI-meetmodel, welke te vinden is in bijlage 9.4, waar bij elk onderdeel meerdere metingen worden geanalyseerd. Dit zijn meetgegevens zoals: totale downtime per onderdeel, afkeur per onderdeel, breuk per onderdeel, aantal kwaliteitsmetingen per proces en onderdeel, kosten onderhoud per onderdeel, kosten afschrijving per onderdeel (onderverdeelt naar productietijd), et cetera. Een uitgebreid overzicht van de gebruikte metingen is in bijlage 9.8 opgenomen.
3.4 Benchmarking Door middel van kwaliteitsprogramma’s kan een bedrijf na een bepaalde periode zijn afval met vijf procent hebben verminderd ten opzichte van vorige periodes. Maar omdat een persoonlijk record geen garantie is voor het winnen van een wedstrijd, is daarnaast ook een externe toetsing nodig: hoe doe ik het ten opzichte van concurrenten, van andere organisaties in de branche? De snelheid waarmee hedendaagse ontwikkelingen in de omgeving van organisaties zich afspelen, maakt een continue alertheid en continu verbeteren noodzakelijk. Een interne focus op de prestaties is daarbij onmisbaar: “hoe doe ik het, hoe sta ik er voor”. Benchmarking is een techniek die daarbij behulpzaam kan zijn. Met behulp van de met benchmarking verkregen informatie kunnen doelen worden vastgesteld of aangescherpt en wordt gericht verbeteren mogelijk gemaakt. Of zoals het in het boek “Benchmarking’ van Robert C. Camp wordt omschreven: “Benchmarking is het onderzoek naar de beste werkmethoden, dat zal leiden tot de beste prestatie van een bedrijf.” Om een benchmark op te kunnen stellen, moeten de deelnemers, in dit geval de papier- en kartonfabrieken, wel te vergelijken zijn. Door verschillende productietechnieken en –processen binnen de sector, is dit moeilijk. Tissue- en 3D-karton (b.v. eierdozen) fabrieken kunnen bijvoorbeeld niet gebenchmarkt worden op het machineproces omdat deze dusdanig verschillen van het standaardproces wat in de vorige paragraaf 3.3 ‘productieproces’ is uitgelegd. Een ander probleem is dat de benodigde cijfers voor de benchmark veelal vertrouwelijk zijn. De cijfers welke nodig zijn om een goede benchmark met betrekking tot de downtime van een papiermachine neer te zetten, bestaan juist veelal uit vertrouwelijke gegevens. Ondanks dat men gezamenlijk de downtime wil verbeteren, blijft men concurrent van elkaar. Daarom zijn in de benchmark niet de fabrieksnamen maar fictieve namen gebruikt. De benchmark vergelijkt de fabrieken binnen de rubriek waar ze onder vallen. De fabrieken zijn ooit door de heer Frans de Gram in andere rubrieken, dan nu het geval is, ingedeeld. Deze indeling heeft plaatsgevonden op basis van de productieprocessen. Hierdoor was er ook een rubriek met daarin slechts twee fabrieken. Het probleem is dan dat een fictieve naam niet meer helpt om de anonimiteit te beschermen, want het is natuurlijk voor beiden bekend wie de ander is. Daarom zijn de rubrieken in overleg met de heer Frans de Gram heroverwogen om te zorgen dat er drie of meer fabrieken per rubriek aanwezig zouden zijn. Deze nieuwe indeling is gemaakt door te kijken naar vergelijkbare resultaten van fabrieken die naar een andere rubriek verplaatst werden. De nieuwe indeling is te zien in bijlage 9.6. Hierin zijn ook de deelnemers aan het Up and Go project aangegeven. 1Bron: Driesen, M, Economics of the Pulp and Paper Industry

22
3.4.1 Soorten benchmark
Er bestaan vier verschillende manieren van benchmarking1, te weten de volgende:
Interne benchmark: Dit houdt in dat er binnen een bedrijf een benchmark wordt uitgevoerd. Dit kan bijvoorbeeld zijn tussen twee afdelingen. Maar ook benchmarking tussen franchise ondernemingen valt onder interne benchmark. Wanneer een onderdeel van de organisatie beter presteert dan de rest, kunnen anderen leren hoe men dit heeft bereikt. Competitieve benchmark: Dit refereert aan een benchmark waarbij een vergelijking met alleen maar directe concurrenten plaatsvindt. Deze benchmark is, doordat men met directe concurrenten samen moet werken, het moeilijkst om op te zetten. Een goede samenwerking is hierdoor namelijk vaak moeizaam en de belangrijkste informatie wordt niet snel vrijgegeven. Daarentegen wordt hij wel gezien als de manier om een cultuur te scheppen van continue verbetering om een steeds hogere mate van “perfectheid” te bereiken. Functionele benchmark: De functionele benchmark verwijst naar een vergelijking van ondernemingsprestaties niet alleen met directe concurrenten maar ook met bedrijven die in eenzelfde soort bedrijfstak actief zijn. Generieke benchmark: Deze benchmark is een vergelijking van onderdelen van een andere organisatie die een zelfde bedrijfsactiviteit heeft. Het gaat om een vergelijking van processen ongeacht de tak van industrie waarin deze organisatie werkzaam is. Deze drie verschillende types benchmarking zijn vervolgens weer te verdelen naar de onderdelen waarop ze benchmarken. Prestatie benchmark: Dit is een vergelijking tussen prestatie-indicatoren om te weten te komen hoe de ene organisatie er ten opzichte van de ander er voor staat. Proces benchmark: Hierbij gaat het om het proces te vergelijken met de best practice in éénzelfde industrie om zo je proces te verbeteren. Strategische benchmark: Deze benchmark houdt in dat je de strategie van jezelf vergelijkt met de strategie van een concurrent om op die manier de strategische richting van je bedrijf te veranderen. De Up and Go benchmark is een ‘competitieve proces benchmark’. De Nederlandse papier- en kartonfabrieken zijn namelijk allemaal werkzaam binnen dezelfde bedrijfstak en er wordt gemeten op de machineprocessen. Binnen de rubrieken zijn het directe concurrenten. Daarentegen is de samenwerking binnen de industrie vrij groot. Wanneer een fabriek een onderdeel van een machine nodig heeft, zal een andere fabriek niet aarzelen en het onderdeel, mits deze beschikbaar is, aan die fabriek verstrekken. De papiersector is niet zo groot, waardoor men elkaar veelal persoonlijk kent en het als een soort ‘vriendendienst’ wordt gezien. Ondanks deze samenwerking wordt het probleem van downtime verder niet samen opgepakt. De Up & Go benchmark, welke nu is opgesteld, brengt hier verandering in, want deze brengt de fabrieken samen en zorgt voor interactie en daarmee gezamenlijke oplossingen.
In verschillende tijdschriften, boeken en het internet is er informatie opgezocht en gevonden over benchmarking. Een opmerking, welke gevonden is op de site www.e-dashboard.nl, is de volgende: “Benchmarking is overigens niet alleen interessant voor tegenstanders": ook medestanders kunnen er hun voordeel mee behalen! Een collectief benchmarkproject, bijvoorbeeld van een bedrijf en zijn toeleveranciers, een regio, een branche of een belangenvereniging kan door gezamenlijk en van elkaar leren leiden tot versterking van individuele organisaties én van de groep als geheel.” Dit is precies wat het Up & Go project inhoudt: door samenwerking een benchmark opleveren waardoor de gehele papier- en kartonindustrie, maar ook zeker de individuele fabrieken er beter voor komen te staan.
1bron: ‘Benchmarking’, Robert C. Camp

23
3.4.2 Praktijkvoorbeelden
Praktijkvoorbeelden zijn momentopnamen uit de praktijk waaruit het resultaat van een benchmark blijkt. Ondanks dat er zoveel te vinden is over benchmarking, zijn niet succesvolle benchmarkprojecten niet gevonden. Wel wordt aangegeven wat punten van aandacht zijn bij het opzetten en uitvoeren van een benchmark. Het internet is een goed medium om voorbeelden over benchmarking uit de praktijk te verkrijgen. Wanneer er bijvoorbeeld met de zoekmachine ‘Google’ gezocht wordt op het woord “benchmark” dan komt er het volgende te staan:
Resultaten 1 - 10 van circa 15.200.000 voor benchmark (0,06 seconden)
Op het internet zijn ook enkele praktijkvoorbeelden bekeken. De voorbeelden scheppen een goed beeld over op welke manier en tussen wat voor bedrijven een benchmark kan plaatsvinden. Voorbeeld British Rail (1995) British Rail kende een probleem met het schoonmaken van de treinen binnen een gestelde tijdsduur. De doelstelling luidde: Het verbeteren van de standaardhygiëne van de treinen. Een benchmark werd opgezet met daarin als partner British Airways. Deze was geselecteerd omdat men daar met een team van 11 personen een vliegtuig met 250 stoelen binnen 9 minuten schoon had. Na de benchmark kon men bij British Rail een trein met 660 zitplaatsen met een team van 10 personen binnen 8 minuten schoonmaken (Bron: “Destination benchmarking concepts, practices
and operations, Metin Kozak”). Voorbeeld Xerox: In 1981 was Xerox de grootste fabrikant van kopieermachines ter wereld. Maar vanaf dat jaar slonk hun marktaandeel van 90 procent naar ‘slechts’ 35 procent. Ze hadden altijd gedacht dat zij het beste waren in wat ze deden, maar nu bleek het toch echt tijd om verder te kijken dan hun eigen achtertuin. Andere fabrikanten verkochten kopieerapparaten voor de prijs waar Xerox ze voor produceerde. Anderen konden het dus beter en externe benchmarking werd door Xerox ingevoerd op elke functie, proces, kosten en kwaliteit. En het had effect. De onderstaande behaalde resultaten geven aan wat Xerox heeft bereikt
1:
Kwaliteitsproblemen namen met 2/3 af.
De tijd voor productontwikkeling nam af met 2/3.
Ruim 98 procent van de orders werden op tijd geleverd tegenover 85 procent daarvoor.
Het aantal leveranciers werd verlaagd van 5000 naar 300.
Productiekosten werden gehalveerd.
Directe loonkosten werden gehalveerd en het aantal FTE ging met 35 procent naar beneden terwijl het productievolume omhoog ging.
Dit zijn twee verschillende soorten benchmarking. Bij British Rail is er sprake van een functionele proces benchmark. Beide bedrijven zijn namelijk actief in dezelfde bedrijfstak (transportsector) en benchmarken voor hen vergelijkbare processen. En het heeft duidelijk geholpen. Het voorbeeld van Xerox is er één die in bijna alle gepubliceerde boeken over benchmarking wordt genoemd. Het bedrijf wordt namelijk gezien als de pionier op het gebied van benchmarking. In het boek van Robert C. Camp ‘Benchmarking’ staat voorin dan ook: “Dit boek wordt opgedragen aan de vroege pioniers van Xerox-benchmarking die hun weg moesten vinden in een ongedocumenteerd gebied”. Bij Xerox is men een competitieve benchmark gestart waarbij zowel prestaties, de processen als de strategie is gebenchmarkt. Er zijn verschillende punten waar op gelet moet worden om een benchmark te laten slagen:
1. Het is belangrijk dat de mensen binnen de organisatie, welken meewerken aan de benchmark, ook voldoende tijd steken in het project. Gebeurt dit niet, dan krijg je een onvolledige en misschien wel incorrecte benchmark.
2. Zorg voor een juiste definiëring van de meetfactoren. 1Bron: http://www.mc2consulting.com/bmsteps.htm

24
3. Blijkt de benchmark succesvol, stop er dan niet mee. Ook niet wanneer je eigen bedrijf als de ‘best practice’ komt uit de benchmark. Continue ontwikkeling is belangrijk voor een goed resultaat in de toekomst.
Dit zijn punten welke uit de praktijkvoorbeelden naar voren komen. Maar wat zegt de theorie er nu precies over? In het boek van Robert C. Camp genaamd ‘Benchmarking’ worden elf indicatoren voor succes met benchmarking benoemd, waaronder de drie hierboven genoemde. De acht resterende zijn hieronder opgesomd:
4. Duidelijk en allesomvattend begrip van hoe het eigen werk wordt uitgevoerd als basis voor een vergelijking met de beste werkmethoden in de branche en daarbuiten.
5. De bereidheid om te veranderen en aan te passen, gebaseerd op benchmarking-bevindingen.
6. De bewustwording dat de concurrentie constant verandert en dat het nodig is vooruit te denken en te handelen.
7. De bereidheid om de informatie te delen met benchmarking-partners. 8. Allereerst gericht zijn op de beste werkmethoden en vervolgens op de prestatiemetingen. 9. Concentratie op toonaangevende bedrijven in de branche en op bedrijven buiten de
branche waarin bepaalde functies op de beste manier worden vervuld. 10. Openheid voor nieuwe ideeën en creativiteit en innovatie in hun toepassing op bestaande
processen. 11. De institutionalisering van benchmarking.
3.5 Total Quality Management
3.5.1 Inleiding
Het probleem van downtime en de kosten die dit met zich meebrengt wordt door iedereen in de industrie gezien als een groot probleem. Maar om dit probleem aan te pakken is er tijd, personeel en geld nodig; drie factoren waarbij voor iedereen geldt dat er weinig van beschikbaar is. Hier komt de kracht van een benchmark naar boven, want deze maakt minimaal gebruik van deze factoren, maar zorgt bij juiste invulling wel voor het gewenste resultaat. En deze invulling in een continu proces wat plaats vindt in het kader van Total Quality Management (TQM).
3.5.2 De Deming-cyclus
De Amerikaan Walter Edwards Deming introduceerde een kwaliteit verbetermethodiek. Het oneindig cyclische proces verbeeldt het streven van een organisatie naar een volstrekt constante kwaliteit. Om een activiteit of een reeks van activiteiten efficiënt aan te pakken, wordt de PDCA-cyclus voortdurend doorlopen. Benchmarking is onderdeel van de Deming-cyclus. Het voortdurend doorlopen van deze cyclus in alle activiteiten op organisatie-, team- en individueel niveau geeft aanleiding tot continu verbeteren. De afkorting PDCA staat voor: PLAN: doelen bepalen DO: uitvoeren CHECK: vergelijken met plan, doelstelling ACT: bijsturen, ingrijpen

25
Benchmarking geeft antwoord op de vraag "hoe sta ik er voor?", zowel ten opzichte van het eigen bedrijf (spiegel voorhouden) als ook ten opzichte van de markt. De vergelijking van de eigen prestaties met interne doelstellingen en met prestaties van andere organisaties helpt bij het identificeren van verbeterpunten. Daarmee vormt het een prima startpunt voor een verbeterproces. Door hierbij zoals in het bovenstaande figuur de Deming-cyclus te doorlopen zorgt dit voor een continu verbeterproces. Bij ‘plan’ worden de doelen bepaald, wat gaan we benchmarken en welk resultaat willen we behalen. Vervolgens wordt bij ‘do’ de benchmark uitgevoerd om bij ‘check’ de resultaten te analyseren en een terugkoppeling te maken met de ‘plan’ fase. Uiteindelijke zal in de ‘act’ fase actie worden ondernomen aan de hand van de benchmark resultaten om vervolgens in de ‘plan’ fase de cyclus weer opnieuw te doorlopen.
3.5.3 Het INK-model
Benchmarking wordt algemeen gezien als een middel tot kwaliteitsverbetering binnen het geheel van Total Quality Management (TQM) of in het Nederlands: Integrale Kwaliteitszorg. TQM is een bedrijfsfilosofie, waarbinnen het er op neer komt dat alles wat een organisatie doet, er op gericht moet zijn om alle belanghebbenden op een zo efficiënt mogelijke manier tevreden te stellen. TQM kan het beste aan de hand van een schema duidelijk worden gemaakt. Het onderstaande schema wordt zowel op Europees niveau, als op nationaal niveau gebruikt. In Nederland heet zij het 'INK-management model' (INK-model).
PLAN
DO
CHECK
ACT
BENCHMARK

26
Het INK-model wordt weer gedreven door de hiervoor beschreven Deming-cyclus. De vier factoren uit de cyclus omvatten elk een deel van het INK-model. Door het onderstaande overzicht wordt duidelijk gemaakt hoe de organisatie betrokken is bij de benchmark.
LeiderschapManagement
van
processenStrategie als
beleid
Management
van middelen
Management
van
medewerkers
Verbeteren en vernieuwenBestuur
en
financiers
Medewerkers
Klanten en
leveranciers
MaatschappijACT
PLAN
DO
CHECK
Om de continue verbetering te waarborgen is er hiervoor een middel opgezet om het proces te ondersteunen. Namelijk een website waar definities, uitvoering en resultaten van de benchmark kunnen worden besproken. Hoe deze website is opgezet en hoe het werkt wordt verder uitgelegd in de paragraven 3.9 en 4.1. Als onderdeel van het TQM en de deming-cirkel, zal de benchmark zorgen voor de continue verbetering van het bedrijfsproces. In het onderstaande model wordt duidelijk gemaakt wat de benchmark oplevert en hoe de continue verbetering doorgaat.

27
Naarmate de tijd vordert zullen de prestaties verbeteren en zal een deel van het verschil met de concurrent gedicht worden. Maar de concurrent zit ook niet stil waardoor de continue verbetering plaats blijft vinden. Duidelijke moet zijn dat TQM verder niet in de vorming en uitvoering van de opdracht is meegenomen. Het wordt hier vermeld vanwege het feit dat de benchmark een onderdeel is van TQM en hierdoor bijdraagt aan kwaliteitsverbetering in de papier- en kartonindustrie. De opdracht is het opzetten van een benchmark en niet het opzetten een kwaliteitssysteem met als onderdeel een benchmark. Dat de benchmark natuurlijk wel bijdraagt tot continue verbetering van het kwaliteitssysteem (Deming-cyclus!), door een beter inzicht in de processen en de uitvoering hiervan, moge duidelijk zijn.
3.6 Downtime De tijd dat een machine stil staat of een niet verkoopbaar product produceert, wordt gezien als downtime. Downtime komt in elk bedrijf voor dat te maken heeft met machines. Voor bepaalde industrieën is het een klein probleem wat snel op te lossen is wanneer een machine stilstaat, zoals bij een internetbedrijf. Wanneer daar een server kapot gaat, is deze snel te vervangen door een nieuwe server. Dit in tegenstelling tot een industrie als die van papier en karton waar een kapot onderdeel van de machine grote gevolgen kan hebben voor het bedrijf. Een onderdeel kan namelijk niet op voorraad zijn of moeilijk te bereiken terwijl ondertussen de machine stilstaat en de tijd doorloopt, met alle financiële gevolgen van dien. Algemeen geldt dat bij grote machines de ‘badkuip grafiek’ van toepassing is. Dit houdt in dat een nieuwe machine in het begin veel downtime heeft, vervolgens wordt dit door testen en aanpassingen steeds minder totdat men op een constant niveau komt. Aan het einde van de levensduur van de machine zal de downtime weer toenemen door slijtage en ouderdom. Schematisch ziet dit er als volgt uit (de grafiek geeft een gemiddelde downtime weer):
Dow
ntim
e
Tijd in gebruik De bovenstaande grafiek geldt ook voor een papiermachine. Het duurt vaak maanden voordat een nieuwe machine goed draait, waarna de downtime vervolgens jaren rond eenzelfde niveau schommelt. Vervolgens treedt er slijtage op en neemt de downtime weer toe. Om de downtime weer te verlagen kan een fabriek een onderdeel van de machine vernieuwen. Wanneer de fabriek meerdere malen een onderdeel vervangt zal de grafiek een schommeling weergeven. Voor de downtime bij de papiermachine zijn verschillende oorzaken aan te wijzen. Deze zijn onder te verdelen in vier categorieën. De categorieën zijn zo gekozen dat ze alle oorzaken omvatten, want een stop heeft óf met de machine zelf te maken, óf met het product wat geproduceerd wordt. En beide kunnen ze zowel gepland als ongepland zijn.

28
Geplande technische stops (Bijv. het plegen van onderhoud)
Ongeplande technische stops (Bijv. een machinestoring)
Geplande productiestops (Bijv. omstel voor productwissel)
Ongeplande productiestops (Bijv. een baanbreuk) Bij de bovenstaande vier categorieën staan al voorbeelden van specifieke oorzaken voor downtime. Een Ishikawa diagram, vanwege zijn uiterlijk ook wel een visgraatdiagram genoemd, is opgenomen in bijlage 9.3. Deze is opgesteld om een goed beeld te krijgen van wat er allemaal ten grondslag kan liggen aan de stilstand van een machine. Ze zijn onderverdeeld naar zeven hoofdcategorieën waarvan de hoofdcategorie ‘machine’ uiteindelijk is onderverdeeld naar de hierboven genoemde vier subcategorieën. De hoofdcategorie machine is uitgewerkt aangezien de benchmark is opgesteld rondom de machine. In een later stadium, wanneer het KCPK het project heeft overgenomen, kan besloten worden om andere categorieën ook te gaan benchmarken. Maar op dit moment is hier te weinig tijd voor en is het belangrijk eerst deze benchmark goed te laten functioneren binnen de papier- en kartonsector. De oorzaken van downtime zoals deze in het Ishikawa diagram te zien zijn, zijn samengesteld op basis van meerdere soorten gegevens. Ten eerste zijn er de gesprekken met de medewerkers van het KCPK, welke al veel van het productieproces afweten. De basis voor het Ishikawa diagram is ook in samenwerking met hen gelegd. Vervolgens is het diagram tijdens bedrijfsbezoeken voorgelegd aan de personen die zich dagelijks met de productie van papier bezig houden. Zij zagen veel overeenkomsten maar misten ook een aantal oorzaken. Een downtime oorzaak welke er bijvoorbeeld nog niet bij stond was de buitentemperatuur. Wanneer het namelijk een langere periode warm is, warmen de oppervlaktewateren, waaruit de fabrieken koelwater pompen, op. Zo kan het voorkomen dat het water te warm is om nog mee te kunnen koelen waardoor de machine(s) langzamer moeten gaan produceren of helemaal stil gelegd worden. Dit is een voorbeeld van een oorzaak voor downtime welke snel over het hoofd wordt gezien. Nadat de oorzaken goed in kaart waren gebracht, is de eerste opzet tot een benchmark gemaakt. De benchmark moet duidelijk gedefinieerde oorzaken bevatten. In eerste instantie is het vooral belangrijk om te weten wat als bruto productietijd wordt gezien en wat als netto productietijd. Dit verschilt namelijk per fabriek. Aan de hand van alle gesprekken is het onderstaande overzicht opgesteld waar in hoofdstuk 4 ‘Vorming van de benchmark’ verder op in wordt gegaan. Uptime Tijdsbestek in uren waarin daadwerkelijk het eindproduct wordt geproduceerd.
CT Calender time (= max. 8760 uur) Downtime Tijdsbestek waarin er geen productie van eindproducten plaatsvindt.
CS Contracted stops (= commerciële stops + overheidsstops) in uren
BPT Bruto productietijd in uren
GTS Geplande technische stops in uren OTS Ongeplande technische stops in uren GPS Geplande productiestops in uren OPS Ongeplande productiestops in uren
NPT Netto productietijd in uren
In dit overzicht konden de fabrieken zich vinden. De benchmarksheet (bijlage 9.7) is hier dan ook van afgeleid en naar de contactpersonen bij de fabrieken opgestuurd. Er wordt gerekend in uren, want zodoende is er altijd terug te rekenen naar productievolumes, want de productiefactor is bekend. De productiefactor is de breedte*dikte*doorvoersnelheid van de machine. Downtime is stilstand van de machine en dit leidt tot productieverlies. Tijdens deze downtime wordt er niets geproduceerd en zijn er alleen maar kosten. Hieronder zijn nogmaals de vier rubrieken vermeld, maar nu staat er naast het aantal fabrieken per rubriek ook de gemiddelde verliezen in procenten van de Netto Machine Productie (NMPR) per rubriek, verkregen vanuit de energiebenchmark. De NMPR is het aantal ton product dat een machine netto produceert over

29
een bepaalde periode. De gemiddelde verliezen in procenten van de NMPR geven aan hoeveel verlies tijdens de productie is opgetreden.
Rubrieken Aantal fabrieken Gemiddelde verliezen in % van de NMPR
Massief- en vouwkarton 10 25%
Speciaalpapier, pakpapier en tissue 9 30%
Druk- en schrijfpapier 4 50%
Golfkarton- en krantenpapier 4 30%
NMPR = Netto Machine Productie Te zien is hoe groot de verliezen zijn en dat die zelfs 50 procent (gemiddeld!) van de NMPR kunnen zijn. Wanneer als gemiddelde kosten 2500,- euro per uur
1 stilstand wordt genomen, en
de bruto machineproductie 8460 uur is, kunnen de kosten van één procent downtime worden berekend, namelijk:
1% downtime = 8460uur*2500*1% = € 211.500,-
Begrijpelijk is dat de papier- en kartonindustrie graag een daling ziet in het percentage downtime om zo de kosten te drukken en de omzet met een even zo groot percentage te zien stijgen.
1 Dit gemiddelde is bepaald naar aanleiding van de gesprekken met de contactpersonen van de fabrieken

30
3.7 MPI-methodiek De benchmark gaat binnen de Nederlandse papier- en kartonindustrie volgens de Milieuplan Industrie (MPI) methodiek werken. Oorspronkelijk is het MPI opgezet als service aan de grote industriële afnemers. Omdat zij steeds vaker via hun brancheorganisaties te maken kregen met Meerjarenafspraken (MJA's) energiebesparing, was de MPI welkom om het energie verbruik voor meerdere jaren te controleren en te verlagen. Via de MJA's leggen sectoren zich vast op een vrijwillige energiebesparing ten opzichte van een referentiejaar. Het MPI biedt bedrijven vervolgens ondersteuning bij het inventariseren, analyseren en uitvoeren van mogelijke energiebesparende maatregelen. Bij de start in 1991 waren er ongeveer 80 bedrijven betrokken, vooral in de grotere chemiebedrijven en de papier- en zuivelbranche. Begin 1997 is dat aantal uitgegroeid tot ruim 300 in alle bedrijfstakken, waarvan er 230 afgerond zijn. Het MPI dekt ongeveer de helft van het energiegebruik in de industrie. (bron: http://www.energie.nl/) De methodiek heeft als doel de meetgegevens online te verstrekken, zodat deze via software een actueel beeld scheppen van de best practice. Als de benchmark constant actueel is kan men op ieder moment de resultaten vergelijken en op veranderingen inspelen. Deze methodiek zal worden toegepast in de benchmark op het moment dat de meetgegevens bekend zijn. Deze meetgegevens horen dan periodiek te worden ingevuld door de deelnemende fabrieken. Dit gebeurt online via een Real Time Database. Deze gegevens worden vervolgens door de projectleider(s) in een Excel-bestand gezet en geanalyseerd. Door visualisatie kan de best practice gerapporteerd worden. Bij de rapportage moet men denken aan een overzicht waarin de rubrieken onderling worden vergeleken, maar ook met de best practice en de individuele fabriek. Schematisch ziet dat er als volgt uit (zie hiernaast). De MPI-methodiek is aan het begin van het project al aan bod gekomen. Deze is toen uitgelegd door de heer Frans de Gram zelf, waar hij een dag voor had uitgetrokken. De methodiek zal gebruikt worden om duidelijke overzichten met betrekking tot de downtime te creëren. Doordat er tijdens het project te weinig tijd was om de methodiek gelijk al te gebruiken, zal deze pas in het vervolgtraject gebruikt worden. De methodiek is tijdens het project wel in het achterhoofd gebleven. Daarom is tijdens de bedrijfsbezoeken de methodiek ook altijd ter sprake gebracht. Dit gaf voor de contactpersonen bij de fabrieken gelijk een punt van herkenning, aangezien zij al bekend waren met de energiebenchmark van de heer Frans de Gram. Aan het einde van het project is de methodiek meer uitgewerkt en dit is te lezen in hoofdstuk 4.2 ‘Vorming van middelen’. In een groot aantal bedrijven in de papier- en zuivelindustrie zijn al vervolgstudies op het Milieuplan Industrie voltooid. De vervolgstudie van de papier- en kartonindustrie is bijvoorbeeld de Energietransitie die in 2004 van start is gegaan. Energie is een integraal onderdeel van het onderzoeksprogramma van het KCPK. Daarom zijn de Koninklijke VNP en het KCPK samen met het Ministerie van Economische Zaken een project gestart in het kader van de Energietransities. Doelstelling is een halvering van het energieverbruik per ton eindproduct in 2020 in de gehele sector. De energiebenchmark zal hieraan bijdragen en deze wordt momenteel structureel gebruikt door de fabrieken. Dit is ook de opzet van de Up and Go benchmark. Wanneer deze er eenmaal staat dient hij ook structureel gebruikt te worden om zo de downtime te verlagen.

31
3.8 Bedrijfsbezoeken De papier- en kartonindustrie is tijdens de studie Bedrijfseconomie nooit aan bod geweest. Alles over deze sector moest daarom nog geleerd worden. De eerste informatie over het productieproces is verkregen van de medewerkers van het KCPK. Door hen is het proces uitgelegd, uitgetekend en zijn er folders en boeken verstrekt. Maar om echt te snappen hoe het proces verloopt, is een bezoek aan één of meerdere fabrieken belangrijk. Daarnaast moest het project Up and Go bekend worden in de sector want zonder medewerking en input van hun kant, zou de benchmark moeilijk op te zetten zijn. Zodoende zijn er acht bedrijfsbezoeken afgelegd en twee bezoeken aan externe bedrijven die informatie over downtime in de papier- en kartonindustrie konden geven. Om de bezoeken plaats te laten vinden, is er met ongeveer vijftien fabrieken telefonisch contact geweest. Deze vijftien kwamen uit een selectie per categorie naar voren. De selectie vond plaats op basis van de contacten die tijdens het project al waren gelegd en de contacten die het Kenniscentrum al had. Uiteindelijk zijn er elf afspraken gemaakt waarbij er uit elke categorie fabrieken zijn vertegenwoordigd. Daarbij zijn ook twee afspraken gemaakt met externe bedrijven. S&S systems is een bedrijf wat een downtime registratiesysteem heeft ontwikkeld en deze ook daadwerkelijk bij een aantal papierfabrieken heeft geïmplementeerd. En Kappa Technostructuur is de ondersteunende tak van alle Kappa bedrijven ter wereld. Men ontwerpt hier machines en zorgt voor oplossingen bij problemen met machines. Beide hadden veel kennis van de papiermachine en de processen die er tijdens de productie plaatsvinden en waren daarom van belang voor het project. Bezochte fabrieken
Norske Skog Parenco B.V.
SCA Packaging De Hoop B.V.
Smurfit Solidpack B.V.
De Eendracht Karton
SCA Hygiene Products Tilburg
Favini Meerssen B.V.
Papierfabriek Schut B.V.
Bezochte externe bedrijven
Kappa Technostructuur
S&S Systems De bezoeken waren nodig om kennis te maken met zowel het productieproces als met de contactpersonen. Kennis over het productieproces is nodig om een goede benchmark neer te kunnen zetten en de contactpersoon dient de informatie hiervoor te verschaffen. De afspraken zijn daarom gemaakt met voornamelijk procestechnologen en millmanagers. Zij hebben namelijk kennis van het productieproces en beschikking over de gegevens met betrekking tot de downtime. Tijdens de gesprekken kwam duidelijk naar voren dat ondanks dat downtime een probleem is, er maar weinig aan wordt gedaan. Elke fabriek heeft meetgegevens omtrent de downtime, de één meer dan de ander, maar in alle gevallen geldt dat men er weinig mee doet. De gegevens worden wel in mooie en tabellen gezet met daarbij behorende trendlijnen. Maar wanneer er een grote afwijking ten opzichte van de trendlijn zichtbaar is, dan wordt deze geconstateerd, de mogelijke oorzaak wordt gezocht en daar blijft het negen van de tien keer bij. Dit gebeurt op deze manier omdat men te weinig tijd en mankracht heeft om de gegevens beter te analyseren. Momenteel werkt de registratie en analyse van de downtime als volgt. Wanneer de machine stilstaat door bijvoorbeeld een breuk wordt dit door de ploegleider ingegeven in een computer met daarbij de oorzaak. Aangezien de oorzaak lang niet altijd bekend is kan ook ‘onbekend’ worden ingegeven. Vervolgens draait de millmanager op een moment van de dag een overzicht, al dan niet in grafieken en tabellen uitgwerkt, uit van alle stilstanden. Deze worden bekeken en opgehangen en alleen bij opvallende stilstanden, zoals erg lange stilstanden of daar waarvan de oorzaak onbekend is, zal onderzocht worden hoe deze zijn ontstaan om vervolgens naar een

32
oplossing te zoeken. Wordt de oorzaak vervolgens niet achterhaald, dan houdt daar in de meeste gevallen het onderzoek op en wordt er gewoon verder gegaan met de dagelijkse bezigheden. De uitdraaien van stilstanden hangen dus mooi aan de muur in het kantoor van de manager, maar er wordt nauwelijks wat mee gedaan. Dat uitgebreide analyse van de overzichten niet vaak plaatsvindt blijkt wel uit het feit dat de meeste managers het overzicht eerst zelf moesten bestuderen voor ze er uitleg over konden geven. In de bijlagen zijn alle gespreksverslagen van de bedrijfsbezoeken opgenomen. Ze bevatten beschrijvingen van de bezoeken aan de deelnemende fabrieken. In verband met de rubricering is er geprobeerd om binnen het tijdsbestek langs te gaan bij fabrieken uit de verschillende heroverwogen rubrieken. De gespreksverslagen bevatten persoonlijke notities. Indien er een situatie wordt omschreven in de ik-vorm, betreft dit de persoon die het verslag heeft geschreven. Dit is bewust gedaan, om de sfeer van de gesprekken en de manier van communicatie in de verslagen te laten. Op deze manier worden de verslagen ook gebruikt in het verdere verloop van het project. De verslagen geven zo de openheid of geslotenheid van de contactpersoon aan en de sfeer die op de bedrijfsvloer heerst. Dit is belangrijk in verband met de cultuur van de deelnemende fabrieken. Naast de bedrijfsbezoeken is er ook bijeenkomst bijgewoond welke plaatsvond in het kader van de Energietransitie. Hier kwamen verschillende belangrijke personen uit de Finse papier- en kartonindustrie aan het woord. Zij gaven hun visie op hoe het energieverbruik in de sector naar beneden zou moeten. Deze middag stond vooral in het teken van netwerken; praten met de managers en directeuren uit de Nederlandse papier- en kartonindustrie die daar aanwezig waren. Het project Up and Go is aan hen voorgelegd om hen ermee bekend te maken en te horen wat zij ervan vinden. En belangrijker nog, of zij er aan willen deelnemen. De reacties waren voornamelijk positief en een aantal visitekaartjes zijn uitgewisseld met de mededeling dat er gebeld kon worden voor een afspraak. Deze afspraken zijn gemaakt en resulteerden in bedrijfsbezoeken en deelname aan het project. Een paar personen waren sceptisch en zagen niet de toegevoegde waarde van het project.

33
3.9 Wiki Wiki Website De moeilijkheid bij een benchmark is het creëren van eenduidige definities om vergelijking mogelijk te maken en welke definities in de benchmark worden opgenomen. Veel problemen omtrent de downtime zijn gesignaleerd, maar kunnen niet allemaal mee worden genomen. Hier is het belangrijk dat de zogenaamde ‘grote vissen’ en de meest voorkomende problemen wél worden meegenomen. Overleg met de fabrieken is dan van groot belang, want de benchmark wordt opgezet voor de fabrieken en zij weten het beste waar de problemen zitten. Dit heeft geleid tot het opzetten van een website waar het projectteam, de fabrieken en andere belanghebbenden op terecht kunnen. De website is opgezet in samenwerking met de Technische Universiteit (TU) in Delft. Het KCPK onderhoudt een goede relatie met de TU Delft. De TU heeft namelijk aan een aantal onderzoekprogramma’s van het KCPK meegewerkt. Er was in samenwerking met de TU al een ‘Paper and Board’ website opgebouwd. Hieruit is nog een nieuwe website voortgevloeid namelijk de ‘Up and Go’ website. De site welke door de TU wordt gebruikt is een zogenaamde Wiki Wiki website. Wiki Wiki is hawaïaans voor "snel". De naam voor het concept komt van de shuttle die rijdt op Honolulu Airport onder de naam wiki wiki bus. Wat er zo bijzonder is aan een Wiki Wiki site, is dat iedereen alles kan wijzigen. Op elke pagina van een Wiki Wiki site staat een ‘edit button’. Door hier op te klikken kan de hele pagina gewijzigd worden. Wanneer hierbij onderdelen verwijderd worden kunnen deze te allen tijde worden teruggehaald aangezien alle wijzigingen geregistreerd en opgeslagen worden. Deelnemers aan de site krijgen een eigen loginnaam en paswoord. Hierdoor is de site afgeschermd van buitenstaanders en kunnen alleen belanghebbenden wijzigingen aanbrengen. Om de site op te zetten is er tweemaal een bijeenkomst geweest op de TU in Delft. Hier is samen met een docent van de universiteit en een promovendus gewerkt aan de lay-out en inhoud van de website. In deze twee dagen is het grootste gedeelte van website gevormd. De site moest simpel zijn in gebruik en een duidelijke vormgeving hebben zodat er zonder veel kennis van internet er toch goed op gewerkt kon worden. Dit is goed gelukt, al zal de site nog wel aangepast worden. Momenteel zijn er namelijk maar drie van tien aangemelde fabrieken actief op de site. Dit komt voornamelijk door het gebrek aan tijd dat de fabrieken hebben. Daarom zal in het vervolg van het project de site anders gebruikt gaan worden. De fases blijven bestaan maar zullen niet meer het belangrijkst zijn. Het concept benchmarksheet zal er op worden gezet en de daarbij behorende uitkomsten. De fabrieken zien dan wat het op kan leveren en zullen daardoor eerder tijd vrij maken. De site zal vervolgens gebruikt worden om te discussiëren over de benchmark en de uitkomsten. De voordelen van de site op een rij:
De site is gemakkelijk in gebruik.
Iedereen kan informatie en bestanden invoegen, maar anderen kunnen dit ook wijzigen, zodat uiteindelijk alleen de juiste informatie overblijft. Wijzigingen worden bijgehouden en kunnen te allen tijde worden teruggehaald.
Men bepaalt gezamenlijk hoe de benchmark eruit komt te zien, zodat deze de informatie bevat die men zelf wil weten.
De interactie op de site zal informatie verschaffen welke meer inzicht in de downtime zal geven en daarmee tot een beter eindresultaat van het project zal leiden.
Op elk moment van de dag kan de site bekeken worden waardoor de fabrieken zelf bepalen wanneer ze meewerken aan een verlaging van de downtime.

34
4.0 Vorming van de benchmark Na een goede oriëntatie is het de taak de benchmark op te stellen. In dit hoofdstuk zal het proces worden omschreven dat er voor Up and Go is doorlopen om tot de concept benchmarksheet te komen. Voor dit proces zijn de volgende stappen opgesteld:
1. Informatie-inventarisatie 2. Middelen-inventarisatie 3. Vaststellen van de succesfactoren 4. Vorming van de middelen
Deze stappen zijn zorgvuldig gekozen in verband met de cruciale communicatie met de 27 leden van de Koninklijke Vereniging van Papier en Karton. Men dient eerst een inventarisatie te maken van alle informatie verkregen tijdens de oriëntatie naar beeldvorming en vulling van de concept benchmarksheet. Hierna is het van belang te kijken naar middelen om deze communicatie (interactie tussen het project team en de leden, maar ook de leden onderling) te versterken. Indien de middelen zijn gekozen dienen deze ingericht te worden naar de structuur van het project zoals omschreven in eerdere paragraven van hoofdstuk 3 “Oriëntatiefase”. Tijdens deze vorming zal ook de concept benchmarksheet vorm krijgen en zullen alle meetfactoren worden bepaald. Tijdens het uitvoeren van de benchmark zullen de conceptsheets verzonden worden naar de deelnemende leden en zullen de gegevens verzameld en geïnventariseerd worden om klaar te worden gestoomd voor de analysefase. Het beheren zal gedurende de gehele fase van de benchmark actief zijn en staat voor het proces van het aanpassen en actief houden van de middelen.
4.1 Informatie Inventarisatie De verschillende informatie, welke is aangewend om tot de benchmark te komen, is een heel aantal. Ze zijn gedurende het verslag ook al allemaal aan bod gekomen. Hieronder een korte opsomming om weer tot een goed overzicht te komen.
Literatuurstudie
Gesprekken binnen het KCPK
Bedrijfsbezoeken
Workshop Frans de Gram
Overig (internet, vakbladen, bijeenkomsten) Door deze verschillende informatiebronnen is een goed beeld verkregen over de papiersector, de benchmark, het productieproces en de downtime. Hoe deze informatie is vergaard en op welke manier deze is gebruikt is beschreven in het vorige hoofdstuk “Oriëntatiefase”.
4.2 Middeleninventarisatie Om de informatie van de fabrieken te verkrijgen dient er een goede keuze te worden gemaakt hoe men deze informatie wil verkrijgen. De volgende methoden van communicatie zijn mogelijk:
Directe individuele communicatie o Dit houdt de communicatie in tussen het projectteam en de individuele
Koninklijke Vereniging van Papier en Karton leden. Het projectteam fungeert dan als de interactie tussen de leden.
Voordelen: De communicatie is sterk en men weet precies wanneer de communicatie plaatsvindt. Miscommunicatie zal in een vroeg stadium kunnen worden geconstateerd.

35
Directe interactieve communicatie o Dit houdt in dat het projectteam een structuur opzet voor de Koninklijke
Vereniging van Papier en Karton leden om onderling te kunnen communiceren omtrent het uit te voeren project. Het projectteam is hierbij verantwoordelijk voor het proces en de opgezette structuur.
Indirecte individuele communicatie o Dit is een methode, waarbij men een concept benchmarksheet opstelt en deze
naar een lid stuurt, deze past de sheet aan en/of voegt hier aan toe naar eigen inzicht en deze sheet wordt vervolgens naar de volgende leden gestuurd die hetzelfde doen. Op deze manier heeft iedereen de sheet onder ogen gehad en aanpassingen gemaakt. De taak van het projectteam hierbij is het bijhouden van de wijzigingen en het op orde houden van de sheet.
Onderstaand schema geeft een situatie weer waarin ‘directe individuele’ communicatie plaatsvindt.
De doelstelling luidt het creëren van interactie tussen de vier heroverwogen rubrieken. Hiervoor is de bovenstaande methode niet voldoende. Naast het afleggen van bezoeken en het communiceren via e-mail en telefoon zal het Up and Go-team tevens de fabrieken zelf met elkaar dienen te laten communiceren om de onderdelen van de benchmark ter discussie te stellen. Hiervoor zullen er workshops worden georganiseerd en zal er gebruik worden gemaakt van het Wiki Wiki Website concept. In plaats van een directe individuele communicatie zal toch meer gedacht moeten worden naar een directe interactieve communicatie. Het Up and Go-team zal het project communiceren naar de fabrieken, welke op hun beurt weer met elkaar zullen praten over het project en de benchmark. Onderstaand schema geeft weer hoe dit in zijn werking gaat. Er wordt een communicatiekader opgesteld, waarin de deelnemende fabrieken zelf op hun eigen wijze kunnen meedoen aan het project. In dit kader zal de synergie dienen te worden opgewekt door interactie te creëren tussen de verschillende kennisbronnen. Dit kader bestaat uit de doelstelling en de middelen om deze doelstelling te verwezenlijken.

36
Het bovenstaande schema geeft aan dat er communicatie is tussen alle deelnemers en het projectteam zelf. Door het kader zal de informatie door de deelnemers zelf worden gefilterd en versterkt door bundeling van de kennis. Met het filteren wordt bedoeld, dat indien er definities ter sprake komen, deze vanzelf tot algemeen geaccepteerde definities voor de benchmark gevormd zullen worden. Men spreekt bijvoorbeeld van een downtime, deze verschilt per fabriek. Indien men hierover gaat discussiëren, zal er een universele definitie nodig zijn om een goede discussie hierover te kunnen houden. In het geval dat het komen tot een besluit betreffende deze definities het project te veel vertraging doet oplopen zal het projectteam een definitie moeten definiëren om de voortgang van het project te bewaken. Hiervoor zal er echter wel informatie worden verzameld om dit op een juiste wijze te volbrengen. Met het versterken van de informatie wordt de synergie bedoeld. Men denkt nu niet individueel, maar telkens door op wat de andere fabriek heeft aangegeven en visa versa (gedeeltelijk te beschouwen als indirecte individuele communicatie). Hiervoor is het in het hoofdstuk “Oriëntatiefase” genoemde Wiki Wiki concept ideaal. Als communicatie is er dus gekozen voor een wijze waarin verschillende manieren van communiceren zitten. Zowel direct als indirect en individuele, als interactieve communicatie is nodig om het project op goede wijze tot uitvoer te brengen. Relaties met de fabrieken dienen op directe wijze te worden onderhouden en deze dienen op hun beurt onderling interactief mee te werken aan de benchmark. Voor de inventarisatie van de te gebruiken middelen zijn meerdere organisaties geraadpleegd. Zo is er een bezoek gebracht aan een softwarebedrijf en een technische universiteit. Het softwarebedrijf had kennis op het gebied van de doelstelling van dit project en heeft zijn kennis qua structuur en systematiek wat betreft het project met het projectteam willen delen. De universiteit heeft meegeholpen door het project te onderwerpen aan een “frisse kijk”. Door het samenwerkingsband tussen de Technische Universiteit (TU) Delft en het Kenniscentrum Papier en Karton is er over het Wiki Wiki concept gecommuniceerd en tijdens workshops kwamen beide partijen erachter dat dit het concept is wat goed op de doelstelling aansluit.

37
4.3 Vaststellen van de succesfactoren Na de algemene informatie te hebben geïnventariseerd en de te gebruiken middelen zijn bepaald, is het van belang om de benchmark te vullen met meetfactoren. Deze dienen in het geval van het project Up and Go voornamelijk vanuit de fabrieken zelf te komen. De taak van het projectteam is om het gebied van de benchmark af te baken door het opstellen van kritische succesfactoren. De fabrieken kunnen dan de meetfactoren opstellen die bij deze kritische succesfactoren behoren. De volgende stappen zijn ondernomen om tot de uiteindelijke meetfactoren te komen
1:
Bepalen kritische succesfactoren
Bepalen kritieke stuurvariabelen
4.3.1 Bepalen kritische succesfactoren
De kritische succesfactoren zijn de factoren waarin een fabriek zich kan onderscheiden, voor dit project betreffende de downtime. Voor het bepalen van deze kritische succesfactoren is het van belang te weten welke soorten invloed er zijn op de machine, welke downtime kunnen veroorzaken en voorkomen. Deze oorzaken zijn op verschillende manieren te interpreteren. Zo is het mogelijk de verschillende invloeden te verdelen onder strategische, tactische en operationele succesfactoren. Dit is echter een zeer globale verdeling en de strategische invloeden hebben tevens invloed op de operationele meetfactoren. Zo kan men beter kijken naar de verschillende productiefactoren die het productieproces kent. Aan de hand van een Ishikawa Diagram zijn deze productiefactoren bepaald (dit diagram is bijgevoegd als bijlage 9.3). Bij dit Ishikawa diagram is het van belang dat in eerste instantie alle mogelijke factoren die invloed hebben worden opgeschreven en dat dit door zo veel als mogelijk kennisdragers gebeurt. Voor het project is dit diagram dan ook naar een aantal fabrieken gestuurd. Deze fabrieken hebben een kritische blik geworpen op het diagram en zelf factoren toegevoegd. Indien dit proces is ondergaan, dient het projectteam dit diagram aan te passen naar de richtlijnen en de randvoorwaarden van het projectplan. De kritische succesfactoren zijn vervolgens bepaald en zijn voor de zekerheid ter controle gerapporteerd aan de fabrieken. De productiefactoren, welke bepalend zijn voor de rest van het project, zijn:
Extern o Hieronder vallen zaken als bijvoorbeeld: overheid, leveranciers en klant.
Machine(s) o Hieronder vallen zaken als bijvoorbeeld: calamiteiten, Ongeplande stops en
omstel.
Markt o Hieronder vallen zaken als bijvoorbeeld: economisch belang en temperatuur
Middelen o Hieronder vallen zaken als bijvoorbeeld: grondstoffen, hulpmiddelen en energie.
Organisatie o Hieronder vallen zaken als bijvoorbeeld: calamiteiten, flexibiliteit en planning.
Personeel o Hieronder vallen zaken als bijvoorbeeld: bedrijfsvakanties, CAO stops,
calamiteiten en flexibiliteit.
Product o Hieronder vallen zaken als bijvoorbeeld: afkeur en assortiment.
1Bron: “Bijlage bij blokboek Management Control” Syllabus 6489 (Saxion Hogeschool IJselland)

38
4.3.2 Bepalen kritieke stuurvariabelen
De hiervoor genoemde kritische succesfactoren geven een afbakening van alle problemen en oplossingen die gerelateerd kunnen zijn aan het begrip downtime. Al deze factoren kunnen zowel een positief als een negatief effect hebben op de verlaging van deze downtime. Om deze kritische succesfactoren te kunnen gebruiken binnen een benchmark, is het van belang de juiste meetfactoren te koppelen aan deze succesfactoren. Hiervoor waren er vele gesprekken nodig met de fabrieken en tevens is de website een goed hulpmiddel geweest om deze informatie te verkrijgen. Via de internetsite zijn er problemen geformuleerd, welke konden worden afgeleid aan deze productiefactoren. De problemen op de website waren als volgt gedefinieerd:
Probleem 1: Er is geen juiste formulering van de ROI van de bij de koninklijke VNP
aangesloten papier- en kartonfabrieken, voor het voeren van de benchmark.
Probleem 2: Hoe verkrijgt men duidelijkheid over hoe de kosten voor een verlaging in de
downtime in verhouding staan met de extra opbrengsten na verhoging van de uptime?
Probleem 3: Is er voldoende ruimte in de markt om de uptime voor de 4 rubrieken te
verhogen in 4 jaar?
Probleem 4: De registratie van de downtime is niet adequaat genoeg om een goed
inzicht te geven in de on- en vermijdbare verliezen die als doel hebben een verlaging te
realiseren.
Probleem 5: Technisch en wettelijk gezien is de extra uptime niet mogelijk.
Probleem 6: Er zijn niet voldoende werknemers met voldoende kennis om de downtime
te verlagen in de komende 4 jaar.
Probleem 7: De bedrijfscultuur / -structuur is niet flexibel genoeg om een verlaging in de
downtime te realiseren.
Probleem 8: De processen om de kwaliteit van het product te waarborgen, gedurende
en na een verhoging van de uptime, zijn moeilijk te monitoren.
Uit de oriëntatiefase zijn de volgende punten van aandacht gekomen voor het vormen van de benchmarksheet:
De omsteltijden zijn bij sommige rubrieken te hoog, dit kost zeer veel van de bruto productietijd.
Resultaten worden niet goed genoteerd.
Men heeft soms niet de wil als millmanager, productiemanager, et cetera om alles zo transparant als mogelijk te rapporteren naar de eigenaren c.q. directie.
Het probleem van downtime kan hem ook zitten in verkeerde administratie.
De grotere fabrieken voeren zelf al intern een benchmark en zijn moeilijker over te halen tot een benchmark op industrieel niveau.
Bij de analyse van de processen dient er veel aandacht te worden besteed aan de overdracht van informatie omtrent de downtime. Tegenwoordig is het gewoonlijk dat een ploeg zijn werkzaamheden afmaakt in geval van downtime. Dit kan waarschijnlijk goedkoper.
De omgang met leermomenten. Deze dienen uiteraard mee te worden genomen in de innovatie van het productieproces.
Er zijn veel indicatoren voor de lonende productie. Echter zal de niet lonende productie in kaart moeten worden gebracht, wilt men deze kunnen omzetten tot lonende productie.
Door het projectteam is opgemerkt dat er vaak vele gegevens beschikbaar zijn, maar dat
hier echter niet veel mee wordt gedaan. De analyses zijn standaard en zonder verband
met andere meetfactoren binnen de organisatie. Als men de processen bekijkt, kunnen
deze relaties achterhaald worden.
Met deze problemen en de eerder opgestelde kritische succesfactoren kunnen de meetfactoren
worden bepaald. Deze meetfactoren vormen tegelijkertijd de benchmarksheet. De meetfactoren
zijn bepaald door na te gaan hoe de bovenstaande problemen te meten zijn binnen de
deelnemende fabrieken. Onderstaande meetfactoren zijn op deze wijze bepaald.

39
Downtime indicatoren Uptime Tijdsbestek in uren waarin daadwerkelijk het eindproduct wordt geproduceerd.
CT Calender time (= max. 8760 uur) Downtime Tijdsbestek waarin er geen productie van eindproducten plaatsvindt.
CS Contracted stops (= commerciële stops + overheidsstops) in uren
BPT Bruto productietijd in uren
GTS Geplande technische stops in uren OTS Ongeplande technische stops in uren GPS Geplande productiestops in uren OPS Ongeplande productiestops in uren
NPT Netto productietijd in uren
Breuk Breukentijd gedeeld door het aantal breuken, dus de gemiddelde downtime
veroorzaakt door breuken. Gecategoriseerd per productieprocesfactor. BrOorzaak De oorzaken van de breuk naar aantal, verdeeld onder vuil, personeel,
grondstof en technisch Mutaties NPT: Afkeur De afkeur in ton netto verkoopbaar product. Als aantallen verdeeld onder
grondstof, proefruns, omstellen, breuken, quality tunings en vuil Lengte- en Breedteverlies:
Papierrol (eindproduct)
Breedteverlies
Lengteverlies
D%U Downtime in percentage van de uptime
Papiermachine PFM Gemiddelde Productiefactor van de machine(s) (breedte x dikte x snelheid)/aantal machines PCM Productiecapaciteit van de papiermachine(s), bij meerdere machines een gemiddelde
hiervan. Bij totaal verschillende machines het gemiddelde van de verschillende soorten machines alles in ton absoluut droog product
Netto machineproductie = de productie in tonnen absoluut droog eindproduct
BNMP Gemiddelde gebudgetteerde netto machineproductie WNMP Gemiddelde werkelijke netto machineproductie in de aangegeven periode. Organisatie en Planning FLEX Flexibiliteit met betrekking tot het inspringen bij down-time. (Het aantal
metingen in het proces aangaande de papiermachine die de down-time kunnen voorkomen).
IBG Aanwezigheid van een innovatiebeleid bij de fabriek (ja of nee)

40
Innovatiebeleid Programma volgens welk vernieuwingen doorgevoerd moeten worden
Product NHV De verhouding tussen de nieuwe en hergebruikte vezels m.b.t. de grondstof. AssBr Het aantal verschillende productsoorten (niet de kleurverschillen en dus niet de
opties per product) AssGDp Het gemiddelde aantal opties per product AssDIV De AssDIV dient als indicator voor de diversiteit van het assortiment, dit i.v.m.
het concluderen met omstel, afkeur en afval. Deze indicator wordt als volgt berekend: AssGBr * AssGDp
GAO Gemiddeld aantal omstellingen per maand in het betreffende jaar. Financieel KDU De kosten van de downtime per uur KDT De kosten van de downtime per ton netto verkoopbaar product OTV Omzet per ton netto verkoopbaar product WTV Winst per ton netto verkoopbaar product AKM Afschrijvingskosten van de machine(s) (gemiddeld) per maand in het
betreffende jaar KPK De kostprijs per ton netto verkoopbaar product (mag ook in
verhoudingsgetallen, met het jaar 1999 als basisjaar = 100)
4.4 Vorming van de middelen Het vormen van de website naar het Wiki Wiki concept is gebeurd in intensieve samenwerking tussen het Kenniscentrum Papier en Karton en de Technische Universiteit van Delft (TU Delft). De kennis van de industrie, de kennis van de studie bedrijfseconomie (de afstudeerders) en de kennis van de TU Delft zijn zo op een effectieve manier gekoppeld aan de vormgeving van de middelen. De vorming heeft grotendeels plaatsgevonden in workshops met de eerder in deze paragraaf genoemde partijen. In deze workshops zijn de structuur en de lay-out van de website ter discussie gesteld. Om een goed beeld te scheppen van het eindresultaat uit deze workshops is de gebruikshandleiding van de website toegevoegd als bijlage. Het doel van de Wiki Wiki website is dus de fabrieken zelf invulling te laten geven aan de benchmark. Om dit te bereiken is de site in vier fases ingedeeld namelijk:
Fase 1: Probleemstelling Up and Go
Fase 2: Vormgeving Benchmark
Fase 3: Invulling van de benchmark met gegevens
Fase 4: Implementatie best practice De fases zijn ervoor om stapsgewijs tot het eindresultaat, de benchmark te komen. Fase 1 is de stap om tot een juiste probleemstelling te komen. De fabrieken vullen hiervoor een paar lijsten met vragen in, waarna er een lijst ontstaat met allerlei problemen welke zich kunnen voordoen bij het verlagen van de downtime met behulp van de benchmark. Deze lijst van problemen is dus door de fabrieken zelf opgesteld en geeft daarmee aan in welke richting er verder gegaan moet worden. Namelijk door aan de hand van de problemen, oorzaken voor deze problemen te zoeken en dit is waarmee fase 2 begint. De afstudeeropdracht omvatte de eerste 3 fasen van het bovenstaande overzicht. Fase 4 zal door het Kenniscentrum zelf worden uitgevoerd. De bovenstaande fases zullen operationeel gezien alleen tijdens het uitvoeren van de benchmark door de fabrieken worden doorlopen. Het traject van terugkoppeling naar het concept en het verbeteren van de cyclus van de benchmark zal door het projectteam zelf gedaan worden.

41
4.4.1 De eerste fase:
De eerste fase bestaat uit drie stappen die dienen te worden doorlopen door de deelnemers van het project, om tot een juiste probleemstelling te komen. Elke stap bestaat uit een overzicht van alle deelnemers en aan elke deelnemer zit een lege lijst vast die zij dienen in te vullen. De lijsten van Belanghebbenden Tijdens deze stap worden alle belanghebbenden van het project bepaald. De belanghebbenden zijn alle partijen welke een belang hebben in de downtime. Dit kan enerzijds een verlaging zijn, anderszijds een verhoging. Zo zijn dit niet alleen de werknemers, eigenaren en het management van de fabrieken, maar ook partijen uit de omgeving van de fabrieken en natuurlijk de klanten en de leveranciers. Na het doorlopen van deze stap zet het projectteam een definitieve lijst van belanghebbenden in elkaar, welke de volgende stap zal begeleiden. Onderstaande lijst is de definitieve lijst van de belanghebbenden, zoals het projectteam deze in elkaar heeft gezet.
Definitieve lijst van belanghebbenden
Belanghebbenden met betrekking tot de downtime
Intern
De eigenaren c.q. aandeelhouders
Werknemers
De afzonderlijke interne afdelingen
Extern
De overheid
Ministerie van Economische Zaken
Ministerie van Financiën
Ministerie van Sociale Zaken en Werkgelegenheid
Ministerie van Volkshuisvesting, Ruimtelijke Ordening en Milieubeheer
Brancheorganisaties
VNO - NCW
Werknemersorganisatie
Koninklijke VNP
Kenniscentrum Papier en Karton
Het Innovatie Platform
Supply-chain
Leveranciers
Afnemers
Logistieke relaties
Directe omgeving
Omliggende gemeenten
Rijkswaterstaat

42
Buitenland
Papier- en kartonindustrie China en India
De lijsten van Doelen Deze stap omvat het definiëren van de doelen van de eerder vastgelegde belanghebbenden. Elke belanghebbende heeft een eigen doel met de verlaging van de downtime en deze zal zeker invloed uitoefenen op het project. Bijvoorbeeld: Een milieu-instantie wil met de downtime verlaging een milieu bewustere industrie verkrijgen en een eigenaar wil meer winst zien. Na het doorlopen van deze stap zet het projectteam een definitieve lijst van doelen in elkaar, welke de volgende stap zal begeleiden. Deze lijst is hieronder te zien.
Definitieve lijst van Doelen
Doelen met betrekking tot de downtime
Intern
De eigenaren c.q. aandeelhouders o Verbetering ROI o Verhoging waarde van de onderneming
Werknemers o Verhoging waarde gewerkte uren voor betere vergoeding
Management o Verhoging opbrengsten o Verhoging cashflow o Verhoging Netto Machine Productie
De afzonderlijke interne afdelingen algemeen o Behalen van de targets o Verhoging procesefficiency o Verhoging proceseffectiviteit _Productie specifiek o Verbetering kwaliteit product en proces o Vermindering afkeur o Vermindering gebruik grondstoffen o Vermindering specifiek en absoluut energieverbruik o Vermindering fossiele energiebronnen (aanvulling vorige punt) o Verhoging bezettingsgraad machines Personeel specifiek o Verlaging personeel o Verbeterde personeelsplanning o Verhoging inzetbaarheid en arbeidsproductiviteit personeel
Extern
De overheid o Het verminderen van afval o Het verminderen van energieverbruik
Brancheorganisaties o Vermindering energieverbruik o Vermindering grondstofverbruik o Verbetering personeelspositie o Verbetering concurrentiepositie met het buitenland

43
Supply-chain o Constante productkwaliteit o Perfectionering voorraden
Directe omgeving o Vermindering afval o Verbetering locale economie o Verbetering werkgelegenheid o Verbetering leefbaarheid
Buitenland o Het behouden van een goedkopere productie ten opzichte van de concurrerende
industrieën
De lijsten van problemen Elke doel kent zijn eigen problemen. Deze dienen tijdens deze stap te worden vastgelegd om tot de probleemstelling te kunnen komen van het project. Na het doorlopen van deze stap zet het projectteam een definitieve lijst van problemen in elkaar, welke de probleemstelling zal weergeven via deelproblemen.
Definitieve lijst van Problemen
Problemen met betrekking tot de downtime
Intern
De eigenaren c.q. aandeelhouders o Tegenvallende resultaten o Stellen de aandeelhouders niet te hoge eisen? o Wat gebeurt er indien er op korte termijn geen groeiende lijn in de resultaten
zichtbaar is? o Wat levert 1% extra UpTime op in ROI? En wat in percentage van de omzet? o Welke punten hebben invloed op de waarde van de onderneming?
Werknemers o Juiste werknemersprofiel? o Toelaatbaarheid innovatie door CAO
Management o Financiële haalbaarheid o Technische haalbaarheid o Praktische haalbaarheid o Welke methoden zijn er om de ROI te verbeteren? o Hoeveel omzetgroei, laat de markt toe?
De afzonderlijke interne afdelingen algemeen o Praktische en financiële en procestechnische haalbaarheid (budget) o Laat de bedrijfscultuur of -structuur de verandering toe? o In hoeverre kan de UpTime worden verbeterd? o Is de registratie m.b.t. de processen adequaat om de downtime goed te kunnen
identificeren?

44
Productie specifiek
o Technische uitvoering o Het verkrijgen van een goed inzicht in de on- en vermijdbare verliezen m.b.t. het
productieproces o Welke methoden zijn er ter beschikking om de MachinePerformance
? te
verbeteren?
Personeel specifiek
o Praktische uitvoering o Haalbaarheid m.b.t. het opleidingsniveau o Het verkrijgen van een goed inzicht in de on- en vermijdbare verliezen m.b.t.
personeel
Extern
De overheid o Het verkrijgen van een goed inzicht in de on- en vermijdbare verliezen m.b.t.
afval o Het verkrijgen van een goed inzicht in de on- en vermijdbare verliezen m.b.t.
energie (item energiebenchmark)
Brancheorganisaties o Het verkrijgen van een goed inzicht in de on- en vermijdbare verliezen m.b.t.
grondstofverbruik o Wat zijn de mogelijkheden tot vertaling van een verbetering in de uptime naar
een verbetering in de personeelspositie?
Supply-chain o Hoe hebben de belanghebbenden van de suply-chain invloed op de constante
productskwaliteit o Hoe is de afzet elasticiteit? o Hoe groot is de flexibiliteit van het leveranciersbeleid? o Hoe is de verhouding tussen het inkoop- en verkoopbeleid en de voorraden?
Directe omgeving o Het verkrijgen van een goed inzicht in de on- en vermijdbare verliezen m.b.t.
afval o Waar heeft de Nederlandse papier- en kartonindustrie invloed op de economie
van gemeenten?
Buitenland o Hoe is het innovatiebeleid van buitenlandse industrieën? o Hoe is de elasticiteit tussen de Nederlandse papier- en kartonindustrie en die van
buitenlandse industrieën?

45
4.4.2 De tweede fase:
De tweede fase bestaat uit de in het schema weergegeven stappen.
* Het concept benchmarksheet, is de eerste versie van de sheet. Deze zal worden blootgesteld aan een controle door de projectbegeleider.
Fase twee is een belangrijke fase in aanloop naar de uiteindelijke benchmark. Hier worden namelijk uiteindelijk de definities mee gevormd welke de basis van de benchmark vormen. Bij de problemen worden zoals gezegd oorzaken gezocht, maar ook oplossingen. Vanuit deze lijsten wordt een lijst van indicatoren gevormd. Dit werkt bijvoorbeeld als volgt:
Probleem: Veel downtime door omstel Oorzaak: Veel verschillende producten, slechte planning Oplossingen: Beter plannen, betere instructies, productenrange verkleinen Indicatoren: Percentage downtime door omstel Meetfactor: (Aantal omstel stops in uren / Totale productie in uren) * 100%
BENCHMARK
Op deze manier ontstaan er lijsten met daarin de oorzaken en oplossingen van alle fabrieken die meedoen. Deze lijsten staan allemaal op de website en daar kunnen alle belanghebbenden hun voordeel mee doen. De uiteindelijke indicatoren worden dus de meetpunten of de vergelijkingspunten voor de best practice van de benchmark. De fabrieken kunnen samen discussiëren welke punten zij het meest belangrijk vinden om ze vervolgens te definiëren. Die definitie is natuurlijk erg belangrijk omdat het anders niet te vergelijken is. In het voorbeeld hierboven bijvoorbeeld, moet duidelijk zijn of de tijd in uren of minuten is, over welke periode het gaat en vanaf welk punt van stilstand de tijd tot omsteltijd wordt gerekend. Wanneer hiervoor één uniforme definitie is bepaald, dan kan hij in de benchmarksheet worden geplaatst. Wanneer de definitieve benchmarksheet voltooid is, zullen de fabrieken worden gevraagd om gegevens aan te leveren. Dit is dan fase drie. De gegevens zullen niet via de internetsite verstrekt worden, maar direct aan de projectmanagers. Deze zullen de gegevens dan anoniem verwerken in de benchmark om hem vervolgens vrij te geven aan de fabrieken en andere belanghebbenden. De uiteindelijke implementatie van de best practice zal plaatsvinden in fase

46
vier. Deze stap wordt uitgevoerd in samenwerking met het Kenniscentrum nadat het project voor de afstudeerperiode voltooid is. Schematisch ziet dit er als volgt uit:
De site brengt ook een aantal problemen met zich mee. Want zolang de fabrieken actief meedoen en de fases volgen dan is er niets aan de hand. Maar een bekend probleem binnen deze sector is dan men een afwachtende houding aanneemt. Aangezien de sector het steeds moeilijker heeft, probeert men zoveel mogelijk producten af te zetten en de kosten zo laag mogelijk te houden. Op projecten, die in eerste instantie geld kosten voordat ze wat opleveren, is men dan ook nogal terughoudend. De website kost in eerste instantie tijd om te bekijken en om gegevens in te vullen. En deze tijd besteedt men liever aan andere werkzaamheden. Het projectteam moet hierdoor een communicatie voeren, waarbij de deelnemers een nauwe betrokkenheid blijven behouden met de te doorlopen fasen van het project.
4.4.3 De derde fase:
Fase drie, het verzamelen van de gegevens voor de benchmark wordt gedaan door middel van het brengen van bezoeken bij de fabrieken, individueel of op een iets makkelijkere en minder tijdrovende wijze namelijk per e-mail. Deze keuze staat nog niet vast in verband met de mening van de fabrieken. In verband met de grote reistijden zullen daar waar mogelijk de cijfers elektronisch verzameld worden. Dit gebeurt echter ook wanneer de MPI-methodiek in de toekomst wordt gebruikt. Met de toekomst wordt de benchmark bedoeld in zijn jaarlijks herhalende cyclus. Deze fase omvat alleen het verzamelen en inventariseren van de gegevens. De gegevens zullen worden aangeleverd via individuele benchmarksheets, welke zullen worden samengevoegd in een Microsoft Excel
tm sheet. Deze sheet kent een structuur, afgeleid aan de
benchmarksheet en zal tevens bladen kennen met daarop de analyses van de verkregen gegevens.
4.4.4 De vierde fase: Gedurende deze fase zal de best practice worden geïmplementeerd in de praktijk. Dit houdt de volgende stappen in:
Rapportage best practice
Aanbevelingen betreffende veranderingen Deze fase zal geheel worden uitgevoerd buiten het tijdsbestek van de afstudeeropdracht en zal in het hoofdstuk aangaande het verdere verloop worden besproken.

47
4.5 Analyse van de gegevens De analysefase is een van de fasen die elk jaar dient terug te komen. Hiervoor is het belangrijk dat deze fase wordt opgesteld als een stappenplan. De afstudeeropdracht betreft een initieel traject, waardoor de analysefase een extra stap bevat dat niet terug komt in de volgende trajecten (stap a). Het volgende stappenplan is gegenereerd om de analysefase goed te kunnen doorlopen:
a. Het opzetten van de MPI-methodiek voor het project 1. Het inventariseren van de meetgegevens (DATABASE) 2. Het analyseren c.q. visualiseren van de meetgegevens 3. De rapportage van de analysefase
a. Het opzetten van de MPI-methodiek voor het project
Deze fase is een initiële fase en dient ervoor om de meetgegevens operationeel te maken om te kunnen inventariseren middels de MPI-methodiek. Deze fase zal na de opzet van het project alleen nog worden uitgevoerd indien er veranderingen worden aangebracht in de vormgeving van de benchmark. De benchmarkgegevens zullen gedurende de implementatiefase moeten worden vertaald naar de MPI-techniek. Dit houdt in dat de meetfactoren moeten worden gedefinieerd naar de afkortingen in deze MPI-methodiek database. Hiervoor kan men de vraag stellen of de downtime in tijd, zal moeten worden omgezet naar de downtime in netto verkoopbaar product. De laatste is namelijk al bekend binnen de benchmark. De downtime wordt bij de bij de Koninklijke Vereniging van Papier- en Kartonfabrieken ook in tijd genoteerd en dit zal misschien een beter inzicht geven in de tijdsverdeling van de down- en uptime. Zo kunnen er nog meer vraagstukken zijn over wel of niet aan te passen meetfactoren. Deze aanpassingen zullen echter pas kunnen worden geïdentificeerd na het doorlopen van de tweede WikiWikisite fase. Om een goed beeld te scheppen zullen onderstaande veranderingen kunnen blijken, na het doorlopen van de fasen op de WikiWikisite:
Afkeur: De afkeur wordt op het moment genoteerd in netto verkoopbaar product. Bij gebruik van de MPI-methodiek wordt deze genoteerd in ton absoluut droog product. Hier zit bijna geen verschil in, echter zal bij het rapporteren hier één gelijkgetrokken lijn in moeten zijn met de andere meetfactoren (indien deze na het doorlopen van de WikiWikisite fasen veranderen).
Breuk : Op de huidige benchmarksheet wordt er gesproken over gemiddelde breukentijd, bij gebruik van de MPI-methodiek is er sprake van breuk in ton absoluut product. In het project was het een insteek dat er met een frisse kijk op de downtime werd gekeken, hierdoor is er voor de eerste methode gekozen. Blijken kan echter, dat de tweede methode makkelijker is in de omgang en de notatie. Dan zal deze in de benchmark uiteraard aangepast moeten worden naar breuken in tonnen absoluut droog product.
4.5.1 Het inventariseren van de meetgegevens De inventarisatie van de meetgegevens zal compleet elektronisch gaan. De fabrieken dienen echter wel periodiek de meetgegevens aan te leveren door ze in te voeren in het softwarepakket. Deze gegevens zullen dan online worden verstuurd naar een server, deze zal dan waarschijnlijk op het Kenniscentrum staan. De inventarisatie zal worden ondersteund door het gebruik van een database. Deze database zal alle gegevens inventariseren naar rubriek met als onderverdeling in fabrieken. Voor het vormen van de database zal er rekening moeten worden gehouden met de volgende punten:
De sleutelgegevens zullen een goede identificatie moeten geven aan de verschillende meetwaarden. Zodat er geen vertekende analyses kunnen plaatsvinden.

48
De gegevens zullen moeten worden voorzien van een datum om de cyclus vergelijkbaar te maken met de eerdere cycli (dit is uiteraard pas in werking, nadat er meerde cycli hebben plaatsgevonden). Dit is noodzakelijk indien men de een innoverende lijn wil analyseren.
De relaties tussen de gegevens zullen op dergelijke wijze gelegd moeten worden, dat deze niet de metingen in de war brengen. Er zal dus een grote mate van aandacht besteedt moeten worden aan de “landkaart” van de database. De gegevens zullen namelijk geëxporteerd worden naar rapportages, welke niet allemaal in het databaseprogramma van de MPI-methodiek (Acces) zelf kunnen gebeuren. Het leggen van relaties is dan cruciaal voor het mogelijk maken van het exporteren van deze gegevens.
4.5.2 Het analyseren c.q. visualiseren van de meetgegevens
Indien de gegevens door de deelnemende fabrieken zijn aangeleverd kan de analyse en visualisatie van start gaan. Hiervoor is het gebruikelijk Excel te gebruiken, in verband met de vele mogelijkheden die deze software bevat. Uiteraard zijn er meerdere programma’s op de markt die goede functies kennen voor de analyse van meetgegevens, maar in verband met het tijdsbestek van het project en de visie op de analysefase heeft het projectteam gekozen voor Excel. Er zijn echter geen meetgegevens ter beschikking voor de analyse, dus is er een structuur opgesteld waarin de analyse plaats zal gaan vinden. De structuur loopt nauw samen met die van de benchmarksheet. Een punt van aandacht bij het voeren van de analyses is dat de deelnemende fabrieken met verschillende producten en de daarbij behorende productieprocessen op sommige fronten moeilijk te vergelijken zijn. Hierdoor dient de analyse in eerste instantie globaal te gebeuren. Dit houdt in dat de meetfactoren op best en worst practice worden vergeleken. De gedetaillerde analyses van de bedrijfsprocessen dienen vervolgens, met oog op de verschillen, grondiger te worden onderzocht.
Alle meetfactoren, behalve het aantal breuken en de afkeur zullen in het benchmarkmodel direct worden vergeleken met betrekking tot de best en worst practice. Dit houdt in dat er een overzicht komt met daarin de top 5 van de best practices met betrekking tot de meetfactoren c.q. een top 5 van de worst practices. Dit zal vervolgens een leiddraad zijn voor de te voeren analyses met betrekking tot de productieprocessen binnen de deelnemende fabrieken. De processen zullen vervolgens worden vergeleken op de verschillen tussen de best uit de benchmark komende fabrieken en de slechtst uit de benchmark komende fabrieken. Dit houdt een analyse in van de administratieve organisatie op globaal niveau, maar ook zeker op gedetailleerd niveau. Er zal niet alleen gekeken worden naar de input en output van de processen, maar juist naar de relatie tussen de processen en de bedrijfscultuur. Gekeken moet worden naar de schriftelijke verschillen tussen de processen en op de omgang met de schriftelijke processen. Deze analyse zal grotendeels door de deelnemende fabrieken zelf moeten gebeuren in verband met de zelfstandigheid die de verdere voortgang van het project kent. De analyse zal dus elektronisch en tijdens workshops moeten gebeuren. Deze laatste mogelijkheid zal echter niet te gedetailleerd zijn in verband met de randvoorwaarde met betrekking tot de anonimiteit. Het aantal breuken en de afkeur zullen in verband met de meerdere oorzaken eerst worden onderworpen aan een pareto-analyse. Deze analyse houdt in dat 80 procent van de breukentijd oorsprong vindt in 20 procent van de mogelijke oorzaken. Onderstaand diagram geeft een beeld van een dergelijke pareto-analyse.

49
Meetfactor X
Oorzaak 1
Oorzaak 4
Oorzaak 6
Oorzaak 2
Oorzaak 3 Deze analyse resulteert in een grafiek en bijbehorende cijfermatige informatie per fabriek, welke overzichtelijk kan worden vergelijken qua best en worst practice tussen de deelnemende fabrieken. Vervolgens wordt de cijfermatige informatie omgevormd tot een overzicht met daarin de top 5 van de best practices met betrekking tot de uit de pareto-analyse afkomstige meetfactoren c.q. een top 5 van de worst practices. Deze analyse zal dan tevens een leiddraad kunnen zijn voor de analyses van de bedrijfsprocessen tussen de verschillende fabrieken. Deze analyse zal een belangrijke rol hebben met betrekking tot het verkrijgen van een goed inzicht op de oorzaken en waar de aandacht op te focussen bij de analyse van de bedrijfsprocessen. De analyse van de processen gebeurt op grond van het aantal breuken en de afkeur op dezelfde wijze als de overige meetfactoren.
4.5.3 De rapportage van de analysefase Inleiding De rapportage zal ten eerste een inleiding kennen met daarin de bevindingen en de aanbevelingen in de industrie als geheel. Dit zal bondig zijn en zonder verwijzing naar individuele fabrieken. Benchmarkcijfers Dit hoofdstuk zal de cijfermatige uitkomst bevatten van de benchmark. In verband met de randvoorwaarden die zijn gesteld bij het uitvoeren van het project zullen de rapportages moeten worden voorzien van een anonimiteit van de directe concurrenten. Dit houdt in dat de informatie, verkregen uit de analyse, zal moeten worden omgerekend tot de vooraf opgestelde rubrieken. De benchmarkgegevens zullen na de analysefase resulteren in een rapportage van de top 5 van de best practices c.q. de top 5 van de worst practices met betrekking tot alle meetfactoren binnen de benchmark. Deze zullen dus worden omgerekend naar een top 5 van de best practices c.q. de top 5 van de worst practices met betrekking tot de verschillende vooraf opgestelde rubrieken. Daarnaast zal er individueel per fabriek een vergelijkende kolom staan met de gegevens van de deelnemende fabriek zelf. Bevindingen Na de benchmarkcijfers zal er een hoofdstuk volgen met de bevinding uit de analysefase en de daarbij behorende aanbevelingen met betrekking tot de innoverende lijn binnen de gehele industrie. Deze hoofdstukken zullen dus geen verwijzingen kennen naar individuele deelnemende fabrieken, maar naar de vooraf opgestelde rubrieken. Elke bevinding zal een eigen paragraaf kennen. Fabrieken individueel Dit hoofdstuk bevat voor elke individuele deelnemende fabriek alle bevindingen en adviezen met betrekking op deze individuele deelnemende fabriek die uit de analyse komen die invloed hebben op een daling van de downtime. In dit hoofdstuk zullen de analyses en bevindingen per fabriek individueel worden weergegeven. Dit zal als aanvulling dienen op het hoofdstuk “Bevindingen”. Rapportage conclusies Het hoofdstuk kent een samenvatting van alle aanbevelingen die uit de analysefase zijn gekomen. Deze aanbevelingen zullen tevens worden gerapporteerd naar rubrieken en de algemene innovatie binnen de industrie.

50
5.0 Conclusies en aanbevelingen De conclusies zijn getrokken op basis van het resultaat van de benchmark en hoe de fabrieken erop hebben gereageerd. Deze conclusies geven bondig weer, welke keuzes er zijn gemaakt binnen het project en welke afgewogen conclusies hieruit zijn gekomen. In eerste instantie is de belangrijkste conclusie, die waar het project om draait, het feit dat de papier- en kartonindustrie de downtime dient te verlagen. Dit dient te gebeuren om de buitenlandse concurrentie tegen te kunnen gaan. Na het doorlopen van de oriëntatiefase heeft het projectteam deze conclusie op basis van eigen informatie kunnen maken. Hiervoor is na studie gebruik gemaakt van een oriëntatie door middel van een Ishikawa Diagram en aanvullende bedrijfsbezoeken c.q. -gesprekken. Hierdoor staat het projectteam achter de conclusie waar het project op is gebaseerd. Voor het verdere verloop van het project is gekozen voor het gebruik van het Total Quality Managementmodel. De benchmark, welke valt onder een competitieve proces benchmark, zal worden gebaseerd op de structuur van dit model, aangevuld door de deming-cyclus. Om deze structuur op te kunnen zetten wordt er gebruik gemaakt van een directe interactieve vorm van communicatie. Hiervoor is er een Wiki Wiki Website opgezet naar het Wiki Wiki concept. Door het doorlopen van de opgezette Wiki Wiki structuur is het projectteam tot de volgende punten van aandacht gekomen met betrekking tot de analyse van de processen. Deze punten van aandacht zijn tevens op te vatten als de aanbevelingen voor de voortzetting van de benchmark.
De omsteltijden zijn bij sommige rubrieken te hoog, dit kost zeer veel van de bruto productietijd.
Resultaten worden niet goed genoteerd.
Men heeft soms niet de wil als millmanager, productiemanager, et cetera om alles zo transparant als mogelijk te rapporteren naar de eigenaren c.q. directie.
Het probleem van downtime kan hem ook zitten in verkeerde administratie.
De grotere fabrieken voeren zelf al intern een benchmark en zijn moeilijker over te halen tot een benchmark op industrieel niveau.
Bij de analyse van de processen dient er veel aandacht te worden besteed aan de overdracht van informatie betreffende de downtime. Tegenwoordig is het gewoonlijk dat een ploeg zijn werkzaamheden afmaakt in geval van downtime. Dit kan waarschijnlijk goedkoper.
De omgang met leermomenten. Deze dienen uiteraard mee te worden genomen in de innovatie van het productieproces.
Er zijn veel indicatoren voor de lonende productie. Echter zal de niet lonende productie in kaart moeten worden gebracht, wilt men deze kunnen omzetten tot lonende productie.
Door het projectteam is opgemerkt dat er vaak vele gegevens beschikbaar zijn, maar dat
hier echter niet veel mee wordt gedaan. De analyses zijn standaard en zonder verband
met andere meetfactoren binnen de organisatie. Als men de processen bekijkt, kunnen
deze relaties achterhaald worden.
De bovenstaande punten zijn tevens de conclusies betreffende de te voeren benchmark. Voor de inventarisatie en het beheren van de benchmarkgegevens zal er gebruik worden gemaakt van de reeds in de industrie aanwezig zijnde MPI-methodiek. De gegevens zullen na de inventarisatie worden geanalyseerd op basis van een top 5 van de best practices binnen de industrie c.q. een top 5 van de worst practices binnen de industrie. Dit zal een leidraad zijn voor de te voeren analyses op de bedrijfsprocessen. Het aantal breuken en de afkeur naar oorzaak zullen eerst worden onderworpen aan een pareto-analyse om de top 5 van de best c.q. de worst practices te kunnen bepalen.

51
De rapportages van de benchmark cycli zullen de volgende onderdelen bevatten:
Een inleiding met de algemene innovatie binnen de industrie.
De benchmarkcijfers.
De bevindingen per vooraf opgestelde rubriek.
Een advies op maat van de fabrieken individueel.
Een hoofdstuk met daarin de conclusies op industrieniveau.

52
6.0 Eindproduct
Het eindproduct zal een ingevulde benchmark zijn met daarbij een advies op basis van de resultaten die naar voren zijn gekomen uit de opzet van de benchmark. Deze concept benchmarksheet is opgenomen als bijlage. De uiteindelijke benchmarksheet, ingevuld door de deelnemende fabrieken zal opgeleverd worden na de implementatiefase. Deze fase zal door het Kenniscentrum zelf worden uitgevoerd. In principe is dit nog altijd niet de laatste versie, want er zal na het eindverslag nog intensief mee aan de slag worden gegaan door het Kenniscentrum in samenwerking met de papier- en kartonfabrieken. Zodoende kunnen er nog wijzigingen plaatsvinden in kader van het continue verbeterproces waar de benchmark aan bijdraagt.
6.1 Toekomstvisie Ten einde van de afstudeerperiode zal er een benchmarksheet op het de Wiki Wiki Website staan, waarop de deelnemende fabrieken kunnen reageren door gebruik van het vrije communicatieconcept van deze site. De toevoegingen, opmerkingen en wijzigingen zullen vervolgens door het Kenniscentrum Papier en Karton zelf kunnen worden doorgevoerd in de benchmarksheet. Indien deze fase is doorlopen kan de sheet worden geïmplementeerd in de praktijk. Dit houdt in dat de deelnemende fabrieken de gegevens zullen aanleveren, die zij zelf hebben aangegeven op de Wiki Wiki Website. Bij ontvangst van deze gegevens zullen deze naar de structuur uit het hoofdstuk “4.5 Analyse van de gegevens” worden geanalyseerd. Naar aanleiding van de toekomstvisie is het belangrijk te vermelden dat het project een opzet is geweest voor een innovatie binnen de papier- en kartonindustrie. De benchmark zal dus door het Kenniscentrum Papier en Karton worden voortgezet als een jaarlijks (of indien nodig vaker) terugkerend proces. Hierdoor zal door de interactie tussen de verschillende deelnemende fabrieken, in rubrieksverband, de benchmark worden gevoerd tot de uiteindelijke innovatie aangaande de downtime van de papiermachine. Onderstaand diagram zal deze innovatie schematisch weergeven.

53
7.0 Bibliografie
7.1 Boekenlijst Van Breukelen Q.H. van Breukelen, C. Koolhaas, T. Kumpe, Benchmarken van industriële processen, Van Gorcum, 2000 Beek Beek, A. en E.H.J. Vaassen, Hoofdlijnen Bestuurlijke informatievoorziening. Administratieve Organisatie. Groningen, Wolters-Noordhoff, 2000 (3
e druk)
Boer Boer, P. De en J.C. Meester, Financiele rekenkunde en beslissingscalculaties. Groningen, Wolters-Noordhoff, 2001 (4
e druk)
De Boer De Boer, P., M.P. Brouwers en W. Koetzier, Basisboek Bedrijfseconomie. Groningen, Wolters-Noordhoff, 1998 (5
e druk)
Camp Camp, R, Benchmarking. Deventer, Kluwer, 2000 (3
e druk)
Chang R. Y. Chang, K. Kelly, Benchmarking: vergelijk en verbeter. Zaltbommel, Thema, 1997 Van Dam Van Dam, drs. N.H.M. en Marcus, drs. J.A., Een praktijkgerichte benadering van Organisatie en Management. Houten, Educatieve Partners Nederland BV, 1999 (3
e druk)
Dankers & van der Spek Dankers – van der Spek, M., Communicatie en teamwork in de lerende organisatie. Praktijkboek moderne managementvaardigheden. Soest, Nelissen, 2000 (2
e druk)
Dorsman Dorsman, A.B., Vlottend Financieel Management. Analyse en planning. Deventer, Kluwer, 2000 (5
e druk)
Dorsman Dorsman, A.B., Vermogensstructuur en vermogensmarkt. Van winst naar waarde. Deventer, Kluwer, 1993 (5e druk) Epe & Koetzier Epe, drs. P. (RA), Koetzier drs. W., Jaarverslaggeving. Groningen, Wolters-Noordhoff, 2002 (3
e druk)
Soerland Soerland, C. Van, Tekst & Toespraak, een praktische cursus taalbeheersing voor het HBO. Groningen, Wolters-Noordhoff, 1997 (2
e druk)
Weber & de Reijke Weber A.A. en P.A.M. de Reijke, Organisatie, personeel en management. Basisboek. Groningen, Wolter-Noordhoff, 1996

54
Driesen Driesen, M, Economics of the Pulp and Paper Industry. Helsinki, Fapet Oyj, 1998
7.2 Websites Benchmark in de publieke sector http://www.benchmarkenindepubliekesector.nl/ Business Performance Consulting http://www.e-dashboard.nl Centraal Bureau voor de Statistiek http://www.cbs.nl/ Crown van Gelder http://www.cvg.nl/ Energie in Nederland http://www.energie.nl/ Energiebenchmarking in Vlaanderen http://www.benchmarking.be/ Google http://www.google.nl/ Het Saxion intranet http://intra.saxion.nl/ Kenniscentrum Papier en Karton http://www.kcpk.nl/ Koninklijke VNP http://www.vnp-online.nl/ (en via deze website tevens de
deelnemende papier- en kartonfabrieken)
Management consulting http://www.mc2consulting.com/bmsteps.htm/ Mijnhomepage http://www.mijnhomepage.nl/htmlcursus/ Paperloop http://www.paperloop.com/ Startpagina over papier en karton http://papier.pagina.nl/ Startpagina.nl http://www.startpagina.nl/ Twiki organisation website http://www.twiki.org/ Up and Go website http://gux.ict.tbm.tudelft.nl/cgi-bin/twiki/view/Upandgo/WebHome/ Van Dale Taalweb http://www.vandale.nl/ Voith Papermaking Technology http://www.voith.com/

55
8.0 Begrippenlijst Aanmaak
Een hoeveelheid papier of karton, die uit het oogpunt van haar productie als eenheid wordt beschouwd.
Aanmaakpartij
Een hoeveelheid papier of karton, die niet uit voorraad wordt geleverd, doch die overeenkomstig de wensen van de koper wordt gefabriceerd.
Baan
De eindloze vezelmat papier of karton tijdens fabricage of verwerking. Barst
In machine- of dwarsrichting voorkomende scheur midden in de papierbaan, ontstaan door ongelijkmatige spanning in die baan tijdens de droging.
Basispapier
Papier of karton dat is bestemd voor een nabehandeling als coating, impregnering, laminering enz.
Bindmiddel
Bestanddeel van strijklagen, dat dient om de pigmentdeeltjes onderling en aan het papieroppervlak te binden. Men onderscheidt natuurlijke bindmiddelen zoals caseïne en zetmeel, en synthetische bindmiddelen zoals latices, polyvinylalcohol e.d.
Blaar
Plaatselijk zichtbare vervorming in het oppervlak van papier of karton, ontstaan door te snelle verdamping van het in de baan aanwezige water, waardoor splijting is veroorzaakt.
Luchtbel, ingesloten tussen twee gekoetste of geplakte lagen papier. Bobineren
Het op gewenste breedte snijden en klankhard wikkelen van banen papier om kokers of kernen.
Bobineuse
Rollensnijmachine, zie omschrijving bobineren. Bord
Zie de omschrijving bij karton en massiefkarton. Bovenzijde
De zijde van het papier, die bij de bladvorming niet tegen het zeefdoek ligt. Breedlopende vellen
Vellen papier of karton waarvan de machinerichting evenwijdig loopt aan de korte kanten. Breukenergie
De arbeid die nodig is om een strook papier of karton bij schoksgewijze belasting te breken. Deze sterkte wordt gewoonlijk aangegeven in kgf cm per 15 mm breedte, voor de machine- en de dwarsrichting afzonderlijk.
Bijbaan
De rest van de baan, nadat de orders zijn ingedeeld over de baanbreedte; breed genoeg om voor andere doeleinden te worden gebruikt.
Cacheren
Het plakken van lagen metaalfolie, meestal aluminium, op papier of karton, waardoor ondoorzichtig, "verbergend", wordt bedekt (cacher = verbergen, verstoppen). De hechting kan over het gehele oppervlak of streepsgewijs geschieden. Is een vorm van lamineren.
China Clay
Pigment, gebruikt bij de papierfabricage. Chloorvrij papier
Papier dat geen oplosbare chloriden bevat. Het is echter gebruikelijk voor handelsdoeleinden, ook een papier dat minder dan 0,05% chloriden bevat als zodanig aan te duiden.

56
Coaten
In het algemeen: het bedekken van basismateriaal met een ander materiaal, dat in vloeibare toestand wordt opgebracht en zich na het aanbrengen vormt tot een dunnere of dikkere laag.
In engere zin: het bedekken van papier of karton met een gepigmenteerde massa, dat in vloeibare toestand wordt opgedroogd tot een dunnere of dikkere laag: een strijklaag of gietlaag.
Conditioneren
Het in evenwicht brengen van het vochtgehalte en de temperatuur van papier of karton met de omgevende atmosfeer.
Courantdruk
Zie "krantenpapier". Delaminatie
Het loslaten van door koetsen of lamineren op elkaar gebrachte lagen. (schijnbare) Dichtheid
De massa, in grammen, van 1 cm3 van een stof. Bij papier moet men spreken van schijnbare dichtheid omdat een deel van het papiervolume wordt ingenomen door lucht.
Doodsatineren
Meestal door te vochtig satineren veroorzaken van donkere vlekken in papier. Doorscheurweerstand
De weerstand, gemeten als gemiddelde kracht, tegen het verder scheuren van een aangebrachte snede in een enkel vel papier. De doorscheurweerstand wordt aangegeven in N.
Droge maling
Een maalmethode waarbij de papierstof rul blijft, d.w.z. waarbij de vezels niet worden gefibrilleerd.
Drogestofgehalte
Verhouding tussen de massa van een op genormaliseerde wijze gedroogd monster en de massa van hetzelfde monster in de oorspronkelijke staat, uitgedrukt in procenten.
Droogcilinder
Verwarmde cilinder van de droogpartij. Droogkreppen
Zie "kreppen". Droogpartij
Het deel van de papiermachine, gevormd door de droogcilinders of andere drooginstallatie. Hierin wordt water verwijderd door verdamping.
Duurzaamheid
De eigenschap, bestand te zijn tegen veroudering. Eénzijdiggladcilinder
In sommige papiermachines gebouwde, zeer glad gepolijste cilinder van grote middellijn, waartegen het nog natte papier of karton wordt aangedrukt en gedroogd. Daardoor wordt één zijde geëffend, de andere niet (yankee).
Effectieve waarde
De met een toestel werkelijk gemeten waarde van een bepaalde eigenschap van papier of karton.
Fibrilleren
Door een bepaalde manier van malen de vezels kneuzen, pletten en in hun lengterichting meer of minder splijten.
Finish
Oppervlakeigenschap van papier of karton, bepaald door gladheid, effenheid en glans. Formaat
Breedte en lengte van een vel. Gebruikelijk is, de kleinste afmeting als eerste te noemen, b.v. 44 cm x 56 cm.
Formaatbanden
Eindloze rubberbanden, meestal rechthoekig van doorsnede, die op de zeef van een langzeefmachine meelopen. Zij dienen om de papierstof zijdelings te begrenzen zo lang dit nodig is.

57
Formaatstrippen
Vast aangebrachte zijdelingse begrenzing van de zeer natte vezelmassa op het zeefdoek van een langzeefmachine.
Gecombineerde machine
Papiermachine die meer dan één zeef bevat. De combinatie kan uit lang- en/of rondzeven bestaan.
Gladpers
Viltloze pers, geplaatst tussen pers- en droogpartij van een papiermachine, om van de nog vochtige baan zeef- en viltmarkering zoveel mogelijk te verminderen.
Gladwerk
Zie "machinekalander". Golfkarton
Uit vlakke en in een regelmatig patroon gegolfde lagen samengeplakt karton. Te onderscheiden van gegolfd karton. Er worden verschillende typen onderscheiden.
Haarbreuk
Gebogen snede, veroorzaakt door een haar of een synthetische vezel die in de papierbaan is geraakt en die onder belasting tot een baanbreuk aanleiding kan geven.
Hollander
Type maalwerktuig, uitgerust met een grondplaat en een cilinder om halfstof in een discontinue bewerking, enkele gewenste eigenschappen te geven voor de fabricage van papier of karton.
Halfstof (pulp)
Vezelmateriaal, meestal plantaardig, gebruikt als grondstof in papierfabrieken. Het kan al enige bewerking als kolleren, vervezelen, bleken hebben ondergaan.
De halfstof kan worden onderscheiden in celstof, halfchemisch stof, houtslijp en houtstof. Houtvrij
Vrij van houtslijp en/of houtstof. Wanneer geen specifieke eisen zijn gesteld, laat het internationale handelsgebruik de aanwezigheid toe van ten hoogste 5% houtslijp en/of houtstof. Men noemt dit ook wel technisch houtvrij.
Ingedeelde baanbreedte
De breedte van dat gedeelte van de baan papier of karton, dat is bestemd voor de ingedeelde orders. Het ideaal, wanneer deze de maximale netto baanbreedte zo dicht mogelijk benadert.
Inverform
Eigennaam van een natpartij, als onderdeel van een papiermachine, waarbij boven het horizontaal lopende zeefdoek een reeks oploopkasten is opgesteld, die ieder een nieuwe vezellaag toevoegen aan de reeds gevormde baan. De afzuiging van het verdunningswater vindt zowel naar onderen als naar boven plaats.
Inscheurweerstand
De gemiddelde kracht, nodig voor het inscheuren van een vel papier. De inscheurweerstand kan worden uitgedrukt in N of in kgf voor de machine- en de dwarsrichting afzonderlijk.
Kalander
Machine bestaande uit een aantal boven elkaar opgestelde rollen met het doel om papier of karton mechanisch een nabewerking te geven.
Karton
Materiaal dat kan worden gedefinieerd als papier, echter met een grotere massa per oppervlak (150-600g/m2) waardoor de stijfheid groter is dan bij papier. Boven 600 g/m2 spreekt men meestal van bord, onder 150 g/m2 van papier.
Kantbeschadiging
Beschadiging (meestal gaten of deuken) in de zijkanten van een rol, die tijdens de verwerking scheuren of breken van de baan kan teweegbrengen.
Koetsen
Nog natte lagen papier overbrengen van de zeef op vilt. Ook: afkoetsen.
Een nog natte papierlaag op een andere nog natte laag aanbrengen, met het doel, ze tot één geheel te persen zonder plakmiddel.

58
Krantenpapier
Naturel of lichtgewicht papier bestemd voor kranten e.d. In engere zin zwaar houthoudend machineglad papier van ca. 50 g/m2. Bij in- en uitvoer zijn waterlijnen voorgeschreven.
Kreppen
Het opstuiken van een natte of droge papierbaan door middel van een schaaf, dat tegen een droogcilinder is aangedrukt, waardoor dwarsvouwtjes d.w.z. kreukels ontstaan, die het papier in machinerichting een groter rekvermogen geven. De bewerking kan op de papiermachine (machinekreppen) of in een nabewerking (nakreppen) gebeuren.
Lamineren
Verzamelbegrip voor het op elkaar hechten van lagen papier en/of ander bladvorming materiaal door plakken, kleven, extruderen of anderszins. Kenmerkend is, dat de hechting over het gehele oppervlak plaatsvindt en de lagen zelfstandig bestaan op het moment dat ze worden samengevoegd.
Langlopende vellen
Vellen papier of karton waarvan de machinerichting evenwijdig loopt aan de lange kanten.
Langzeef machine
Papiermachine waarbij de baan wordt gevormd door ontwatering van de papierstof op een vlak opgesteld eindloos geweven zeefdoek. De natte baan wordt daarna geperst en gedroogd.
Lasbreuk
Breuk als gevolg van een foutieve las in een papierbaan. Lijmen
Het toevoegen van hulpgrondstoffen, hetzij aan de papierstof (stoflijming), hetzij aan het papieroppervlak (oppervlaklijming), om het papier enige weerstand te geven tegen water of waterige vloeistof.
Lijmpers
Twee tegen elkaar lopende walsen, waartussen de papierbaan onder druk wordt doorgeleid om het oppervlak van deze baan te voorzien van een gelijkmatige laag lijm, coating e.d. De lijmpers is opgesteld tussen twee drooggroepen van de papiermachine.
Maalwerktuig
Werktuig om halfstofvezels enkele gewenste eigenschappen te geven voor de fabricage van papier of karton (hollander).
Machine coating
Het bedekken van papier of karton, op de papiermachine zelf, met een gepigmenteerde laag, die wordt opgewalst en geëffend.
Machine kalander
Type kalander, bestaande uit een aantal op elkaar rustende, uitsluitend metalen walsen, die met gelijke omtreksnelheid draaien. Bevindt zich in het laatste deel van de papiermachine en dient voor het bereiken van enige effenheid (mat, halfmat, machineglad) en/of een gewenste dikte.
Machine richting
Richting van het papier of karton overeenkomende met de richting, waarin de papierstof op de zeef stroomt.
Maling(sgraad)
Mechanische bewerking van vezels in waterig milieu door daartoe geconstrueerde apparatuur, met het doel de vezels geschikt te maken voor het beoogde papier.
Het getal, dat uitdrukt de snelheid van ontwatering van een pulp. Massief karton (bord)
Verzamelnaam voor bordsoorten, al dan niet uit lagen samengesteld, die geen golfkarton zijn. Aan andere talen ontleend, waar zulk een onderscheiding nodig is. In Nederland feitelijk overbodig, omdat voor deze producten het verzamelwoord "bord" wordt gebruikt, dat nooit golfkarton kan zijn.

59
Max. bruto baanbreedte
De maximale breedte van een baan papier of karton, die op een bepaalde machine kan worden gemaakt. Deze breedte wordt gemeten aan het eind van de machine, voordat de rijfels worden afgesneden.
Max. netto baanbreedte
De maximale breedte van een baan papier of karton, die op een bepaalde machine kan worden gemaakt, verminderd met een minimale breedte van de rijfels, nodig om de ruwe kanten, die tijdens de productie zijn ontstaan, te verwijderen.
Moederrol
De om een ijzeren kern opgerolde papierbaan aan het eind van de papiermachine, Deze rol is bestemd voor verwerking tot smallere rollen.
Natpartij
Het deel van een papiermachine, gevormd door zeefdoek(en) en natpers(en). Een groot deel van het verdunningswater wordt hier door filtreren, afzuigen en persen verwijderd.
Natpers (perspartij)
Een combinatie van twee walsen, een gepolijste granieten onderwals en een met hard rubber beklede bovenwals, in een papiermachine gebruikt om water uit de natte baan te persen. Twee of drie van deze natpersen staan direct na de zeefpartij opgesteld en worden samen de perspartij genoemd.
Offset pers
Twee walsen waartussen het papier, zonder vilt, na de laatste natpers, vóór het drogen, wordt doorgevoerd om viltmarkeringen te verminderen en de gelijkzijdigheid te bevorderen. Soort drukpers.
Opaciteit
De mate van ondoorschijnendheid. Oppervlakbehandeling
Methode ter veredeling van het papieroppervlak door middel van een lijming of een coating.
Oud-papier
Papier of karton, na gebruik verzameld om als halfstof weer in de papierindustrie dienst te doen. Te onderscheiden in verwerkingsafval, d.i. afval ontstaan bij bewerkingen in drukkerijen, kartonnagebedrijven enz. En verbruiksafval, d.i. afval ontstaan bij de consument.
Papier
Een blad, grotendeels bestaande uit plantaardige, minerale, dierlijke en/of synthetische vezels, waaraan al dan niet andere stoffen zijn toegevoegd, gevormd door ontwatering van de vezelsuspensie op een zeef, gevolgd door persen en drogen. Men spreekt van papier tot 150-180 g/m2.
Pakpapier
Verzamelnaam voor papieren die voldoende sterk zijn om als verpakkingsmateriaal dienst te doen of bescherming te geven tegen beschadiging. Vaak worden ze bedrukt.
Perspartij
Zie “natpers”. Planosnijden
Het snijden van een stapel vellen tot een kleiner formaat. Pluk, plukken
Het loslaten van delen uit het papier of karton onder invloed van uitwendige krachten die groter zijn dan de inwendige bindingskracht van het papier, Komt o.a. voor tijdens het drukken.
Pulp
Zie “halfstof”. Randbeschadiging
Inscheuringen of deuken aan de zijkant van een rol, op de uiterste rand, die de buitenste wikkelingen voor verwerking onbruikbaar maken.

60
Rek bij breuk
De rek van een strook papier of karton op het moment dat deze bij het bereiken van de treksterkte breekt. Gewoonlijk in procenten van de oorspronkelijke lengte.
Rekbaarheid
De mate waarin papier of kunststof door mechanische krachten kan worden gerekt zonder dat het scheurt of breekt.
Riem
Pakket van 500 identieke vellen papier. Bij speciale vermelding mag een pakket van 480 vel ook riem genoemd worden.
Rollen snijden
Zie “bobineren”. Rondzeefmachine
Papiermachine waarbij het bald wordt gevormd op een ronddraaiend, met zeefdoek bespannen cilindrisch geraamte.
Rijfels
Stroken papier of karton die tijdens fabricage of verwerking worden afgesneden en als halfstof opnieuw worden verwerkt.
Schoonsnijden
Handeling om het schoongesneden formaat of van vellen met exact rechte hoeken te verkrijgen. Papierleveranciers noemen die nasnijden, verwerkers spreken over voorsnijden.
Schraperstof
Willekeurig over het papieroppervlak verdeeld los stof afkomstig van de schrapers op de kalanderwalsen of op de cilinders in de papiermachine. Bij eventuele satinering kan dit stof enigszins in het papieroppervlak worden geperst.
Schrijfpapier
Houtvrij of houthoudend zwak gesatineerd wit of lichtgekleurd papier, goed gelijmd en aan beide zijden met inkt beschrijfbaar. Gelijkmatig van doorzicht en opaak.
Schijvenmolen
Met schijven uitgerust maalwerktuig voor continue maling. Splinterbreuk
Korte rechte breuk, veroorzaakt door een in de papierbaan aanwezige houtsplinter uit de houtslijp.
Stijfsel
Zie “Zetmeel”. Tissue
Internationaal gangbare verzamelnaam voor –meestal gekrept- papier van 12 tot 25 g/m2. In Nederland gewoonlijk betrokken op sanitaire papieren, elders ook op bepaalde verpakkingspapieren (b.v. wrapping tissue, waxing tissue enz.)
Treksterkte (dynamisch)
Zie “breukenergie”. Treksterkte (statisch)
De trekkracht die op een strook papier of karton bij gestadig toenemende belasting kan worden uitgeoefend op het ogenblik dat ze breekt. De treksterkte wordt gewoonlijk aangegeven in N of in kgf per 15 mm breedte voor de machine- en dwarsrichting afzonderlijk.
Uitgelopen rol
Tijdens het wikkelen of door transport naar één zijde verschoven papierbaan, waardoor de zijkanten van de rol hol respectievelijk bol zijn geworden.
Verti forma
Eigennaam van een natpartij, als onderdeel van een papiermachine, waarop de bladvorming niet horizontaal, doch verticaal plaatsvindt.

61
Vezel
Voornaamste bestanddeel van papier, hoofdzakelijk gewonnen uit hout, stro, gras en andere daarvoor in aanmerking komende gewassen. De vezels hebben, al naar herkomst, uiteenlopende eigenschappen, waarvan de papiermaker voor zijn receptuur gebruik maakt. Naast plantaardige vezels worden ook minerale en kunstvezels toegepast.
Vilt
Weefsel dat bij papier- of kartonfabricage wordt gebruikt voor transport, ontwatering en markering. Het hoofdbestanddeel is wol, katoen of kunstofvezel.
Vouwdozenkarton
Verzamelnaam voor enige soorten als duplexkarton en chipboard, geschikt voor de vervaardiging van vouwdozen. Hiertoe moet het bewerkingen als rillen, ritsen, vouwen, lijmen en nieten kunnen doorstaan.
Eenzijdig glad houthoudend witachtig dun karton. Watergehalte
Het percentage water, dat een stuk papier of karton op een zeker ogenblik bevat, aangegeven als percentage van de oorspronkelijke massa.
Wisselbanen
Een partij papier die gedeeltelijk langlopend, gedeeltelijk breedlopend wordt geleverd, noemt men gesneden in wisselbanen. Dit moet soms gebeuren om de maximale baanbreedte zo volledig mogelijk te benutten. De machinerichting moet dan duidelijk op een zijkant van elke verpakkingseenheid worden aangegeven.
Yankee
Langzeefmachine waarvan de droogpartij slechts bestaat uit één gepolijste, verhitte cilinder van grote middellijn, waartegen het nog natte papier wordt aangedrukt en gedroogd. Maakt uitsluitend eenzijdig glad dun papier.
Zeefdoek
Weefsel van bronzen, roestvaststalen of synthetische draden bij lang- en rondzeefmachines gebruikt voor ontwatering en bladvorming.
Zeefpartij
Onderdeel van de natpartij, waarop de papierstof zich tot een vezelmat vormt en een groot deel van het verdunningswater verliest door uitlekken en/of afzuigen.
Zetmeel
Bindmiddel, gebruikt voor inwendige of oppervlaklijming, en in strijkpasta’s.

62
9.0 Bijlagen
9.1 TOPOGRAFIEKAART PAPIER- EN KARTONFABRIEKEN .. FOUT! BLADWIJZER NIET GEDEFINIEERD. 9.2 HET PLAN VAN AANPAK............................................ FOUT! BLADWIJZER NIET GEDEFINIEERD. 9.3 ISHIKAWA DIAGRAM ................................................ FOUT! BLADWIJZER NIET GEDEFINIEERD. 9.4 MPI-MEETMODEL .................................................... FOUT! BLADWIJZER NIET GEDEFINIEERD. 9.5 TWIKI WEBSITE LES ................................................ FOUT! BLADWIJZER NIET GEDEFINIEERD. 9.6 OVERZICHT FABRIEKEN ........................................... FOUT! BLADWIJZER NIET GEDEFINIEERD. 9.7 BENCHMARKSHEET ................................................. FOUT! BLADWIJZER NIET GEDEFINIEERD. 9.8 BENCHMARKSHEET DEFINITIES ................................ FOUT! BLADWIJZER NIET GEDEFINIEERD.

63
9.1 Topografiekaart papier- en kartonfabrieken
Goed te zien zijn de concentraties fabrieken in het noorden, het midden en het zuiden van Nederland.

64
9.2 Het plan van aanpak
1. Situatieschets
Bedrijf: Missie Het Kenniscentrum Papier en Karton is een initiatief van de gezamenlijke Nederlandse papier- en kartonindustrie. De missie van het Kenniscentrum is het verstrekken van de kennisinfrastructuur gericht op de (inter)nationale papier- en kartonindustrie. Het lange termijn doel is het creëren van een betere concurrentiepositie van de Nederlandse papier- en kartonindustrie. Strategie Het Kenniscentrum maakt zoveel mogelijk gebruik van reeds bestaande infrastructuur en
netwerken. De doelstelling wordt gerealiseerd via:
Kennis genereren = (laten) ontwikkelen van nieuwe kennis middels R&D-programma’s in samenwerking met R&D-centra, instituten en universiteiten. Kennis vergaren en ontsluiten = vanuit verschillende bronnen verzamelen en vervolgens beschikbaar maken van bestaande kennis aan “papiermakers”. Kennis overdragen = via demonstratieprojecten en events bijdragen aan overdracht en de implementatie van de kennis in de bedrijven. Situatie sectoren Er is momenteel een generiek beeld van de verschillende sectoren in de papier- en kartonindustrie. Tevens is er een benchmark met betrekking tot de energie aanwezig. Hierin is een definitie opgesteld voor beschikbare machinecapaciteit en energieconsumptie. Echter het aandeel vermijdbaar en onvermijdbaar verlies is niet gespecificeerd, waardoor er geen goed beeld is van de downtime van een papiermachine. Studenten: Afstudeeropdracht Het afstuderen is de afronding van de studie. Daartoe moet een afstudeeropdracht worden uitgevoerd, welke gezien kan worden als een "proeve van bekwaamheid". De student moet laten zien dat hij in staat is met een grote mate van zelfstandigheid een "probleem" op te lossen in het beroepenveld waar de opleiding op gericht is. Wij zijn twee studenten die deze “proeve van bekwaamheid” moeten doorstaan, dit doen wij aan de hand van de in dit plan omschreven afstudeeropdracht. 2. Probleemstelling Momenteel is er geen duidelijk beeld van de vermijdbare en onvermijdbare interne verliezen binnen de bedrijfsprocessen van de VNP aangesloten papier- en kartonfabrieken op zowel productie als controlling level. Hierdoor is er geen mogelijkheid om de daarmee samengaande downtime van de productiemachines te verlagen. Ook is er bij de betreffende fabrieken geen mogelijkheid tot onderlinge benchmarking. 3. Doelstelling De mogelijkheid creëren tot interactie binnen de sectoren van de bij de koninklijke VNP aangesloten fabrieken. Hierbij het aangeven en definiëren van de vermijdbare en onvermijdbare verliezen en deze benchmarken. Daarbij door identificatie en een advies tot implementatie van best practice het vermijdbare gedeelte verminderen en daarmee de downtime te verlagen.

65
Hiervoor dient er een methode te worden opgezet voor bedrijven, hoe te komen tot verbeter voorstellen/implementaties op dit gebied. 4. Deeldoelstellingen
5. In de eerste twee weken de door de heren Frans Gram en Marco Menzing tot ons beschikbaar gestelde informatie inventariseren en categoriseren om hier gebruik van te kunnen maken tijdens onze afstudeeropdracht.
6. Een onderzoek doen naar de algemene gegevens van de VNP deelnemende fabrieken en deze vervolgens overzichtelijk rapporteren naar de volgende sectoren:
Druk- en schrijfpapier
Kranten- en golkartonpapier
Massief- en vouwkarton,
Speciaal- en pakpapier, pakkarton en tissue Deze gegevens zullen worden gebruikt tijdens het uitvoeren van de afstudeeropdracht.
7. Het beheersen en kunnen toepassen van de MPI-Methodiek na de tweedaagse cursus die wij in de tweede week van februari zullen volgen.
8. In een tijdsbestek van 2 maanden het in kaart brengen van de bedrijfsprocessen en de machine downtime van de papier- en kartonfabrieken naar sector.
9. In een tijdsbestek van anderhalve maand de definities aangaande de bedrijfsprocessen afstemmen tussen de fabrieken en afdelingen onderling, om een mogelijkheid tot benchmarking tussen de vier sectoren te creëren.
10. Aan het einde van de afstudeerstage een advies uitbrengen om bij de betreffende fabrieken een 10% daling van de machine downtime te kunnen realiseren en om interactie te creëren binnen de verschillende sectoren.
5. Beperkingen
De afstudeeropdracht zal zijn afgestemd op de downtime van de papiermachines, van de aan de VNP deelnemende papier- en kartonfabrieken:
De periode waarin het afstuderen plaats zal moeten vinden loopt van maandag 7 februari 2005 tot zaterdag 11 juni 2005.
6. Werkwijze en tijdpad Beeldvorming (11/2 maanden, van 7 februari tot 21 maart)
Het inventariseren van de missie, strategie en doelstellingen van de fabrieken.
Het inventariseren van de bedrijfsprocessen en de daarbij behorende instructies van de fabrieken.
Het inventariseren en categoriseren van de door de heren Frans Gram en Marco Mensink te verkrijgen informatie.
Het volgen van de twee daagse cursus van de heren Frans Gram en Marco Mensink.
Het in kaart brengen van alle mogelijke oorzaken welke downtime van een machine kunnen veroorzaken.
Het opstellen van vragenlijsten voor de fabrieken. Deze zullen naar hen worden verstuurd met daarin de informatie over onze opdracht. De vragen zullen betrekking hebben op de voor ons te verkrijgen informatie over de oorzaken van de downtime.
Het opstellen van de algemene en de fabriek specifieke punten van aandacht met betrekking tot de bedrijfsbezoeken en de af te nemen interviews.
Het gaan op bedrijfsbezoeken en het houden van interviews bij de betreffende fabrieken, omtrent de bedrijfsprocessen op operationeel en tactisch niveau.

66
Analyse (1 maand, van 21 maart tot 21 april)
Het analyseren van de bedrijfsprocessen per fabriek, de verkregen informatie uit de bedrijfsbezoeken en de afgenomen interviews.
De gegevens zo verwerken dat elk proces, per fabriek, cijfermatig op dezelfde manier is onderbouwd.
Het analyseren van de mogelijkheid tot benchmarking van de uit de analyse gekomen gegevens en het opstellen van modellen hiervoor.
Gelijktijdig met de uitwerking van de modellen met betrekking tot de interactie, zullen de bevindingen worden getest door een uitwerking van deze modellen in een praktijkgerichte
uitwerking (case).
Terugkoppeling (3 weken, van 21 april tot 14 mei)
Het presenteren van de verkregen informatie en de daarbij behorende resultaten. Hierbij is het van belang dat er interactie plaats zal vinden omtrent de gepresenteerde informatie.
Het verwerken van de verkregen informatie uit de interactie met de fabrieken in de analyse.
(optioneel) Het afnemen van extra interviews met betrekking tot de nieuw vergaarde informatie.
Uitwerking advies (1 maand, van 14 mei tot 11 juni)
Het opstellen van een advies aangaande de bedrijfsprocessen en de instructies.
Het opstellen en uitvoeren van een benchmarking.
Het opstellen van een advies aangaande de daling in de downtime van 10%.
Het opstellen van een overzicht waaruit duidelijk wordt, wat er moet worden aangepast en welke kosten dit met zich meebrengt om tot een verlaging van de downtime te komen.
De afronding van de afstudeerstage, door middel van het opstellen van het uiteindelijke adviesrapport en het in te leveren stageverslag.
7. Randvoorwaarden
Mogelijkheid tot het raadplegen van de reeds beschikbare informatie en de informatie die zal worden aangeboden door de heren Frans Gram en Marco Mensink aangaande de uit te voeren afstudeeropdracht.
Indien nodig het beschikken over twee werkplekken met computer.
Reiskostenvergoeding indien er gebruik wordt gemaakt van eigen vervoer.
Geheimhoudingsplicht van de onder ogen gekregen informatie. 8. Middelen
Computer met MS office pakket.
De afstudeerverslagen met betrekking tot het uit te voeren onderzoek.
De aanwezige databases bij het Kenniscentrum.
Aanwezige procesomschrijvingen van de betreffende fabrieken.
Personeel van de betreffende fabrieken.
Medewerkers van het Kenniscentrum. 9. Baten van de opdracht

67
Een advies omtrent de processen en instructies, aangaande het creëren van een mogelijkheid tot benchmarking.
Een advies omtrent een daling van 10% in de machine downtime met betrekking tot de aan de VNP deelnemende papier- en kartonfabrieken.
10. Verdeling van de taken De verdeling van de taken zal plaats vinden indien er een duidelijker beeld is omtrent de specifieke uit te voeren activiteiten. Dit zullen wij onderling vastleggen op papier. 11. Contactpersonen Stagebegeleider:
Naam: Drs. ing. Klaas Heijs Functie: Projectleider E-mail: [email protected] Adres: IJsselburcht 3 6825 BS Arnhem Telefoon: (026) 365 35 16 Fax: (026) 365 35 20 Stagedocent: Naam: Jan Röttjers E-mail: [email protected] Telefoon: 0570-663147 12. Producten
Een adviesrapport

68
14. Literatuurstudie
Boeken Beek 2000 (derde druk) Beek, A. en E.H.J. Vaassen, Hoofdlijnen Bestuurlijke informatievoorziening. Administratieve Organisatie. Wolters-Noordhoff, Groningen. Boer 2001 (vierde druk) Boer, P. De en J.C. Meester, Financiele rekenkunde en beslissingscalculaties. Wolters-Noordhoff, Groningen. Dankers – van der Spek 2000 (tweede druk) Dankers – van der Spek, M., Communicatie en teamwork in de lerende organisatie. Praktijkboek moderne managementvaardigheden. Nelissen, Soest. De Boer 1998 (vijfde druk) De Boer, P., M.P. Brouwers en W. Koetzier, Basisboek Bedrijfseconomie. Wolters-Noordhoff, Groningen. Van Breukelen 2000 Q.H. van Breukelen, C. Koolhaas, T. Kumpe, Benchmarken van industriële processen, Van Gorcum Camp 1998 Camp, R, Benchmarking, Kluwer, Chang 1997 R. Chang, K. Kelly, Benchmarking: vergelijk en verbeter, Thema Dorsman 1990 (zevende, ongewijzigde druk) Dorsman, A.B., Vlottend Financieel Management. analyse en planning, Elsevier. Dorsman 1993 (vijfde, ongewijzigde druk) Dorsman, A.B., Vermogensstructuur en vermogensmarkt. Van winst naar waarde, Elsevier. Epe 2002 (derde druk) Epe, drs. P. (RA), Jaarverslaggeving. Wolter-Noordhoff, Groningen. Mintzberg 1992 (12
e druk)
Mintzberg, H., Organisatie Structuren, Academic Service, Schoonhoven. Soerland 1997 (tweede druk) Soerland, C. Van, Tekst & Toespraak, een praktische cursus taalbeheersing voor het HBO, Wolters-Noordhoff, Groningen. Van Dam 1999 (derde druk, tweede oplage) Van Dam, drs. N.H.M. en Marcus, drs. J.A., Een praktijkgerichte benadering van Organisatie en Management. Educatieve Partners Nederland BV, Houten. Weber, 1996 (eerste druk) Weber A.A. en P.A.M. de Reijke, Organisatie, personeel en management. Basisboek. Wolter-Noordhoff, Groningen.

69
Websites
Kenniscentrum Papier en Karton http://www.kcpk.nl/ Koninklijke VNP online http://www.vnp-online.nl/ (en via deze website tevens de
deelnemende papier- en kartonfabrieken) Startpagina over Papier en Karton http://papier.pagina.nl/ Centraal Bureau voor de Statistiek http://www.cbs.nl/ 15. Versie Versie nummer 4.0 16. Akkoordbevinding Drs. Ing. Klaas Heijs Jan Röttjers Projectleider Afstudeerbegeleider Datum: 21-02-2005 Datum: 21-02-2005 Plaats: Arnhem Plaats: Arnhem ………………………… ………………………… Marnix M. Kaper Michiel E. Regelink Student Student Datum: 21-02-2005 Datum: 21-02-2005 Plaats: Arnhem Plaats: Arnhem ………………………… …………………………

70
9.3 Ishikawa Diagram

71
9.4 MPI-meetmodel
Model informatielandkaart
Proces Papier- /Kartonmachine Algemeen
Totale input HJ
I HA HB Totale output
HC
KC
C5 C6 C7 C8 C9 C10 (Cx)
Oploop &
Zeefpartij
Perspartij Voor-
droogpartij
Na-
droogpartij
Rollen-
snij-
machine
Gladwerk
A
B
O
A
ED B O
A
B
HE O
A
B
O
A
B O
RE HF A O
0 B A
B
K
KD
X = RS
Legenda
ED Overige bij stofbereiding ingaande stofstromen ton/adro (rycycling)
HA Plakpapier ton adro
HB Coating, zetmeel, overig ton adro
HC Dunstof ton adro
HE Afval, breuk van voordroog-, lijm- plak- en coatingpartij ton adro
HF Afval, breuk nadroogpartij en overig (retour) ton adro
HJ Overig naar extern ton adro
KC Netto Machine Productie (NMPR) ton adro
KD Afval Retour ton adro
RE Afval, breuk totaal ton adro
RS Afval, breuk totaal waarvan naar extern ton adro
I = Input (HA+HB+HC) K = Afkeur A = Afval O = Omstel B = Breuk X = Output
0
0
0
Lijn, plak-
en coating-
partij
0E
C

72
9.5 TWiki Website les
Deze pagina bevat een compacte tutorial voor het gebruik van deze Wiki Wiki Website. Doorloop
deze en u kunt gebruik maken van de website en nog belangrijker, deelnemen aan het Up and
Go Project.
Print deze compacte tutorial uit om met het grootste gemak de site te kunnen
gebruiken. Hier wordt aan gewerkt!
De Wiki Wiki Website
Structuur Functies Opmaken van tekst Toevoegen van afbeeldingen en documenten Voorbeeldpagina's Up-to-date per mail
Structuur In de onderstaande afbeelding staan de cijfers 1 t/m 4. Deze cijfers worden één voor één uitgelegd onder de afbeelding.

73
1.
Deze tab is bedoeld als algemene structuur voor de gehele website. Hier vindt u bij General
Webs alle links naar de hoofdpagina's. Zo zult u merken dat een aantal van deze pagina's
gesloten zijn, dit zelfde geldt vanuit hun oogpunt voor de Up and Go website. Zo kunt u gebruik
maken van:
Up and Go Web, dit is de hoofdpagina van het Up and Go project.
Main Web (engels), hier vindt u een algemene TWiki-website over TWiki en al zijn mogelijkheden en functies.
TWiki docs (engels), hier vindt u alles wat betreft de functies en modules binnen TWiki en de bijbehorende variabelen.
Onder de Quicklinks vindt u de volgende items:
DiscussionPages, hierop komen alle WikiWord's te staan die zijn aangemaakt op de site waarin het woord Discussion staat. (zie Functies>Edit)
ProjectLibrary, hier vindt u literatuur met betrekking tot het project.
GeneralNotes, hier kunt u algemene notities kwijt omtrent Up and Go voor uzelf en uw collega's (Korte punten van aandacht).
NewsAndInfo, deze optie doet het op het moment niet, hier komt binnenkort eventueel de nieuwsbrief die wij tevens per e-mail versturen.
RSS Feed, deze link kunt u gebruiken indien u verstand heeft van RSS. Dit is een link naar een zogenaamde RSS Feed, welke u kunt gebruiken in bijvoorbeeld uw Firefox browser om veranderingen overzichtelijk online bij te houden. Deze veranderingen krijgt u echter ook via de mail binnen.
Onder Webtools vindt u de volgende items:
Recent changes, hier vindt u alle onlangs doorgevoerde aanpassingen op de website.
Topic list, hier staan alle links in WikiWord. Dit zijn alle onderwerpen op de site.
Verbose topic list, dit is het zelfde als de Topic list, hier vindt u echter een korte samenvatting van de topic achter het WikiWord.
Access statistics, hier vindt u de statistieken voor de website en uw gebruikers_id.
Notify me of changes, typ op deze pagina net als de reeds aanwezige namen uw Gebruiker_id om op de hoogte te worden gehouden van wijzigingen binnen de site. Op deze manier krijgt u een email waarin staat wanneer iemand op uw topic heeft gereageerd e.d.
Web preferences, deze pagina is voor de webhost om de eigenschappen van de site te kunnen aanpassen. Zoals u ziet is dit niet geheim op deze site.
Send a link to this page, gebruik deze optie om de link van een bepaalde pagina of topic per email te verzenden.
De help spreekt voor zich. Het enige punt van aandacht is de Sandbox waarin u uw TWiki kunsten kunt testen en kijken naar voorbeelden.
2.
In deze sectie bevindt zich het bekijk en edit venster. Dit is het flexibele gedeelte van de site,
waarin men door de website gaat.

74
3.
Dit zijn de opties die u kunt gebruiken om het flexibele gedeelte (zie punt 2) aan te passen. De
functies zijn:
Edit this page, gebruik deze optie om de pagina te bewerken (zie Functies>Edit).
Attach a file, gebruik deze optie om een afbeelding of document toe te voegen (zie Toevoegen van afbeeldingen en documenten).
Printable version, gebruik deze optie om een printbare versie van de pagina op het scherm te verkrijgen.
More, onder deze optie vindt u verschillende opties, zoals het verwijderen, wijzigen en verplaatsen van het huidige onderwerp/de huidige pagina.
4.
Dit zijn opties om informatie omtrent het huidige onderwerp/de huidige pagina te verkrijgen, zoals:
Referrers to this page, hier staan alle links naar het huidige onderwerp/de huidige pagina.
View Raw Text, hier staat de tekst zoals deze er ook is als men de pagina bewerkt.
Revision History, hier staan alle revisies onder elkaar gesorteerd met betrekking tot de betreffende pagina. Naast deze optie vindt u verschillende quicklinks naar revisies.
Functies
EDIT
Als u op de edit functie klikt rechtsboven of rechts onder aan de pagina heeft u de mogelijkheid
om de tekst aan te passen. Let op zo goed als elke pagina is aan te passen, ook die van uw
medewebgebruikers, er kan echter niets verwijderd worden. Alles zal middels de revisie history
weer zichtbaar kunnen worden gemaakt.
Om op uw pagina weer een nieuw onderwerp/subpagina te creëeren kunt u gebruikmaken van
een WikiWord, dit is een woord met aan het begin een hoofdletter en in het woord een
willekeurige niet opvolgende letter tevens een hoofdletter. Een WikiWord creëert automatisch een
nieuw onderwerp/pagina. Zo kan men door het volgende ZoOpTeSchijven? een nieuw
onderwerp/pagina maken, er verschijnt dan een vraagteken achter het WikiWord. Klik op het
vraagteken om het nieuwe onderwerp te kunnen bewerken. Voor het bewerken van de tekst, zie
"Opmaken van tekst". Indien u klaar bent met uw tekst drukt u op Preview Changes en indien dit
correct is op Save Changes.
Opmaken van tekst De tekst kan zo makkelijk en Z O M OE i l ij k als u wilt. Onderstaand vind u enige opties om uw tekststructuur te kunnen geven of eventueel op te vrolijken. Dit gaat op deze site zeer gemakkelijk en is een afgeleide van het basisprincipe html-schrijven. Om een uitgebreide

75
(Engelse) handleiding in het tekst opmaken te bezichtigen,wordt u doorverwezen naar TextFormattingRules.
Headings:
Gebruik drie "-" tekens en vervolgens een x hoeveelheid "+" tekens om een heading/kop te
maken . (Let erop dat deze tekens aan het begin van een regel moeten staan, druk op de edit
knop om in dit bestand te kijken hoe het is gedaan!)
Voorbeeld:
---+ geeft het volgende:
KOP met 1 plus
---++ geeft het volgende:
KOP met 2 plussen
---+++ geeft het volgende:
KOP met 3 plussen
Dik gedrukte tekst: (Bold)
Om tekst dik gedrukt op het scherm te laten verschijnen, zet u de tekst tussen twee "*" (asterisk)
tekens. (Let erop dat er geen spatie zit tussen de eerste "*" en de tekst en de tekst en de laatste
"*". Voorbeeld: *Dik Trom* geeft Dik Trom.
Schuin gedrukte tekst: (Italic)
Om tekst schuin gedrukt op het scherm te laten verschijnen zet u de tekst tussen twee "_"
(underscore) tekens. (Let erop dat er geen spatie zit tussen de eerste "_" en de tekst en de tekst
en de laatste "_". Voorbeeld: _Scheveningen_ geeft Scheveningen.
Dik en Schuin gedrukte tekst: (Bold Italic)
Om tekst dik en schuin gedrukt op het scherm te laten verschijnen zet u de tekst tussen vier "_"
(underscore) tekens. (Let erop dat er geen spatie zit tussen de eerste twee "_" en de tekst en de
tekst en de laatste twee "_". Voorbeeld: __Dik Trom in Scheveningen__ geeft Dik Trom in
Scheveningen.
Opsommingtekens:
Om een aantal items als opsomming weer te geven dient men aan het begin van de regel drie
spaties opgevolgd door een "*" (asterisk) en een spatie te gebruiken. Voorbeeld:
" * "Tekst gaat hier wordt het onderstaande:
Tekst gaat hier

76
Om nog een niveau toe te voegen dient u 6 spaties en een "*" (asterisk) te gebruiken, dit ziet er
zo uit:
o En deze tekst gaat hier
Dit zelfde kunt u doen met genummerde opsommingtekens door in plaats van de "*" (asterisk)
nummers 1..2..3.. (zonder punt erachter) te gebruiken.
" 1 Opsom" ... etc. wordt:
1. Opsom 2. ming 3. teken
TWiki.WikiWord Links:
Een WikiWord creëerd automatisch een nieuw onderwerp/pagina. Zo kan men door het volgende
ZoOpTeSchijven? een nieuw onderwerp/pagina maken, er verschijnt dan een vraagteken achter
het WikiWord. Klik op het vraagteken om het nieuwe onderwerp te kunnen bewerken. Voor het
bewerken van de tekst, zie (Opmaken van tekst). Indien u klaar bent met uw tekst drukt u op
Preview Changes en indien dit correct is op Save Changes.
PS. Men kan ook een WikiWord creëren door het tussen [ haakjes ] te zetten
Voorbeelden WikiWords
[Oploop] PersPartij VoordroogPartij [Lijm en Coating partij] NadroogPartij SnijMachine
Internetlinks:
Om een internetlink te creëren dient u het voledige http adres te gerbuiken:
Voorbeeld: http://www.vnp-online.nl
PS. voor een e-mail geldt hetzelfde --> [email protected]
Het vermijden van een link: Om een WikiWord te gebruiken zonder dat het een link wordt, kunt
u gebruik maken van de nop-functie. Typ "nop" tussen < > tekens direct voor het WikiWord om de
functie niet toe te passen.
Centreren van tekst: Om tekst te centreren typt u aan het begin van de tekst < center > en aan
het einde van de tekst < /center > (er dienen geen spaties tussen de <> tekens en het woord
center of /center te zitten, dit is echter gedaan om de functie te kunnen tonen in deze
WikiWikiLes). PS. dit werkt ook met afbeeldingen.

77
Toevoegen van afbeeldingen en documenten
Om een afbeelding of een document toe te voegen dient men gebruik te maken van de "Attach a
file" optie rechtsboven of rechtsonder de pagina. Klik op deze optie en er verschijnt een ander
scherm. Druk op "Bladeren" om de afbeelding of het document te selecteren. Kies vervolgens uit
de onderstaande opties en druk daarna op"*"Upload File"*.
Link: Create a link to the attached file at the end of the topic (Dit laat een link van uw toevoeging op de pagina verschijnen die u na het uploaden, middels edit overal op de pagina kan plaatsen waar u wilt. Bij een afbeelding verschijnt er dan i.p.v. een link de afbeelding zelf).
Hide file: Hide attachment in normal topic view (Deze optie biedt u de optie om de onderstaande tabel te verbergen).
Voorbeeldpagina's
Klik af en toe op de edit optie om een pagina te bekijken in zijn opbouw en welke functies er zijn
gebruikt.
Up-to-date per mail
Indien u op de hoogte wenst te worden gehouden van wijzigingen in de topics van een bepaalde
Web, kunt u dit zelf wijzigen middels de optie Notify me of changes onder de Webtools , van de
desbetreffende Web(Zie Structuur > Webtools).

78
9.6 Overzicht fabrieken
Code Fabriek-naam Rubriek E-mail Gebruikersnaam Contactpersoon
B Norske Skog Parenco B.V. Golfkarton- en krantenpapier [email protected] NorskeSkogParenco ir. Martin Som
B SCA Packaging De Hoop B.V. Golfkarton- en krantenpapier [email protected] Ing. Ronald M. Kooij
Kappa Roermond Papier B.V. Golfkarton- en krantenpapier [email protected] KappaRoermond Loud van Kessel
Crown Van Gelder N.V. Druk- en schrijfpapier [email protected] Miklas Dronkers
Stora Enso Papierfabriek Druk- en schrijfpapier [email protected] StoraEnso Willem Kraan
Sappi Nijmegen B.V. Druk- en schrijfpapier [email protected] SappiNijmegen Geert Wassens
Sappi Maastricht B.V. Druk- en schrijfpapier [email protected] SappiMaastricht Edward de Vries
Kappa Triton B.V. Massief- en vouwkarton [email protected] Gerwin Nauta
Kappa Triton B.V. Massief- en vouwkarton [email protected] KappaTritonC Hans Arends
Kappa Attica B.V. Massief- en vouwkarton [email protected] KappaAttica Dhr. H. Trenning
Smurfit De Halm Karton B.V. Massief- en vouwkarton [email protected] Gerke van Dam
B Smurfit Solidpack B.V. Massief- en vouwkarton [email protected] SmurfitSolidpack Petra Ruiter
Kappa Graphic Board B.V. Massief- en vouwkarton [email protected] Freddy van der Laan
Kappa Graphic Board B.V. Massief- en vouwkarton [email protected] Albert Kruit
B De Eendracht Karton Massief- en vouwkarton [email protected] T. van der Linden
Mayr-Melnhof Eerbeek B.V. Massief- en vouwkarton [email protected] nb
Georgia-Pacific Nederland B.V. Speciaalpapier, pakpapier en tissue [email protected] Henk Hulscher
B / G SCA Hygiene Products Tilburg Speciaalpapier, pakpapier en tissue [email protected] Robert Catsburg
Van Houtum Papier B.V. Speciaalpapier, pakpapier en tissue [email protected]
B Favini Meerssen B.V. Speciaalpapier, pakpapier en tissue [email protected] FaviniMeerssen Bert Camps
Favini Apeldoorn Speciaalpapier, pakpapier en tissue nb
VHP Veiligheidspapierfabriek Speciaalpapier, pakpapier en tissue [email protected]
B Papierfabriek Schut B.V. Speciaalpapier, pakpapier en tissue [email protected] PaperFabriekSchut Theo Loeters
Coldenhove Papier B.V. Speciaalpapier, pakpapier en tissue [email protected] Arnoud Roelandse
Huhtamaki Nederland B.V. Speciaalpapier, pakpapier en tissue [email protected] HuhtamakiNL Benno Koopmans
Papierfabriek Doetinchem B.V. Speciaalpapier, pakpapier en tissue [email protected] PapierfabriekDoetinchem Frank Uittenbogaard
B Kappa Technostructuur Golfkarton- en krantenpapier [email protected] Ton van Haastereren
Kappa Technostructuur Massief- en vouwkarton [email protected] Klaas van der Vlist
Koninklijke VNP Overig [email protected] Ir. M.E. Mensink
B S&S Systems Overig [email protected] Jeroen Kleef
Frans de Gram Overig [email protected]
Rood doet niet mee aan de benchmark B = Bezocht
Groen doet wel mee aan de benchmark G = Gegevens ontvangen
Geel is nog niet bekend of ze meedoen

79
9.7 Benchmarksheet
Up and Go Benchmark
Indicator 1999 2000 2001 2002 2003 Gemiddeld (x)
Downtime indicatoren
D%U 0
CT 0
CS 0
BPT 0 0 0 0 0 0
GTS 0
GPS 0
subtotaal 0 0 0 0 0 0
OTS 0
OPS 0
subtotaal 0 0 0 0 0 0
NPT
Breuk 0
BrOorzaak:
> Vuil 0
> Personeel 0
> Grondstof 0
> Technisch 0
Lengteverlies 0
Breedte verlies 0
Mutaties NPT
Afkeur 0 0 0 0 0 0
> Grondstof 0
> Proefruns 0
> Omstel 0
> Breuk 0
> Quality tuning 0
> Vuil 0
Lengteverlies 0
Breedteverlies 0
Up and Go Benchmark
Indicator 1999 2000 2001 2002 2003 Gemiddeld (x)
Papiermachine(s)
PFM 0
PCM 0
GNMP 0
WNMP 0
Organisatie en Planning
FLEX 0
IBG 0
Product
NHV 0
AssBr 0
AssGDp 0
AssDIV 0
GAO 0
Financieel
KDU 0
KDT 0
OTV 0
WTV 0
AKM 0
KPK 0
> constante kosten in % van de KP 0
> variabele kosten in % van de KP 0

80
9.8 Benchmarksheet definities
Dit document geeft uitleg bij de benchmarksheet van het project UP and GO. Indien er nog vragen zijn over een van de onderstaande indicatoren kunt u deze met ons communiceren via e-mail of telefoon. Deze staan onder aan het document. Er zal zorgvuldig om worden gegaan met alle, aan ons toevertrouwde, gegevens. Deze zullen niet worden gecorrespondeerd met uw collega-fabrieken in de papier- en kartonindustrie. Downtime indicatoren Uptime Tijdsbestek in uren waarin daadwerkelijk het eindproduct wordt geproduceerd.
CT Calender time (= max. 8760 uur) Downtime Tijdsbestek waarin er geen productie van eindproducten plaats vindt.
CS Contracted stops (= commerciële stops + overheidsstops) in uren
BPT Bruto productietijd in uren
GTS Geplande technische stops in uren OTS Ongeplande technische stops in uren GPS Geplande productiestops in uren OPS Ongeplande productiestops in uren
NPT Netto productietijd in uren
Breuk Breukentijd gedeeld door het aantal breuken, dus de gemiddelde downtime
veroorzaakt door breuken. Gecategoriseerd per productieprocesfactor. BrOorzaak De oorzaken van de breuk naar aantal, verdeeld onder vuil, personeel, grondstof en
technisch Mutaties NPT: Afkeur De afkeur in ton netto verkoopbaar product. Als aantallen verdeeld onder grondstof,
proefruns, omstellen, breuken, quality tunings en vuil Lengte- en Breedteverlies:
Papierrol (eindproduct)
Breedteverlies
Lengteverlies

81
D%U Downtime in percentage van de uptime
Papiermachine PFM Gemiddelde Productiefactor van de machine(s) (breedte x dikte x snelheid)/aantal machines PCM Productiecapaciteit van de papiermachine(s), bij meerdere machines een
gemiddelde hiervan. Bij totaal verschillende machines het gemiddelde van de verschillende soorten machines alles in ton absoluut droog product
Netto machineproductie = de productie in tonnen absoluut droog eindproduct
BNMP Gemiddelde gebudgetteerde netto machineproductie WNMP Gemiddelde werkelijke netto machineproductie in de aangegeven periode. Organisatie en Planning FLEX Flexibiliteit met betrekking tot het inspringen bij down-time (Het aantal metingen in
het proces aangaande de papiermachine die de down-time kunnen voorkomen). IBG Aanwezigheid van een innovatiebeleid bij de fabriek (ja of nee)
Innovatiebeleid Programma volgens welk vernieuwingen doorgevoerd moeten worden
Product NHV De verhouding tussen de nieuwe en hergebruikte vezels m.b.t. de grondstof. AssBr Het aantal verschillende productsoorten (niet de kleurverschillen en dus niet de
opties per product) AssGDp Het gemiddelde aantal opties per product AssDIV De AssDIV dient als indicator voor de diversiteit van het assortiment, dit i.v.m. het
concluderen met omstel, afkeur en afval. Deze indicator wordt als volgt berekend: AssGBr * AssGDp
GAO Gemiddeld aantal omstellingen per maand in het betreffende jaar. Financieel KDU De kosten van de downtime per uur KDT De kosten van de downtime per ton netto verkoopbaar product OTV Omzet per ton netto verkoopbaar product WTV Winst per ton netto verkoopbaar product AKM Afschrijvingskosten van de machine(s) (gemiddeld) per maand in het betreffende
jaar KPK De kostprijs per ton netto verkoopbaar product (mag ook in verhoudingsgetallen,
met het jaar 1999 als basisjaar = 100)
Project UP and GO, afstudeeropdracht van Marnix M. Kaper en Michiel E. Regelink. > Email : [email protected] > Telefoon : (026) 36.53.516 > Adres : IJsselburcht 3, 6825 BS te Arnhem > Postadres : Postbus 5486, 6802 EL te Arnhem > Internetadres: http://www.kcpk.nl