





Talen
Pages
Wettelijk

��� ������� ������� ������������������ ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
'HSDUWHPHQW�7HFKQRORJLH��
�������������
/LMPHQ�
Samenvatting literatuuronderzoek naar beschikbare lijmsoorten als voorbereiding van de uitvoering van het Projectmatig
Wetenschappelijk Onderzoek /10 230 465�7 – Digitale Confectietechnologieën voor Rapid Prototyping en Confectie van Hightech
Textielmaterialen 8(�$ � �9:(�(� �;��(���"�<>=�"$?-�,�,�)@������ ��=�� A ��"�BC"$ &'� D�,E)�+���,+ -�,�,�.

��� ������� ������� ����-������������� ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
,1+28'�
�INHOUD ................................................................................................................................................... 2
1. Definitie ................................................................................................................................................ 3
2. Lijmproces ............................................................................................................................................ 4
2.1. Reinigingstechnieken ................................................................................................................... 4
2.2. Geschikt maken van de ondergrond ............................................................................................ 5
2.3. Lijmaanbrengtechnieken .............................................................................................................. 7
2.4. Lijmreacties .................................................................................................................................. 8
3. Faalmechanisme .................................................................................................................................. 9
4. Voor- en nadelen ............................................................................................................................... 11
5. Begrippen ........................................................................................................................................... 12
6. Lijmhechtingsmechanismen .............................................................................................................. 13
7. Indelen van lijmen .............................................................................................................................. 14
8. Eigenschappen van de verschillende lijmtypes ................................................................................. 17
8.1. Fysisch uithardende lijmsoorten ................................................................................................. 18
8.1.1. Dispersielijmen (witte lijmen) .............................................................................................. 18
8.1.2. Smeltlijmen (of hotmelts) ..................................................................................................... 19
8.1.3. Contactlijmen ...................................................................................................................... 21
8.2. Chemisch uithardende lijmsoorten ............................................................................................. 22
8.2.1. Oplosmiddellijm ................................................................................................................... 22
8.2.2. No-mix acrylaatlijmen (second-generation acrylaten) ......................................................... 24
8.2.3. Anaërobe lijmen .................................................................................................................. 26
8.2.4. Cyanoacrylaatlijmen (snellijmen) ........................................................................................ 28
8.2.5. Epoxylijmen ......................................................................................................................... 30
8.2.6. Polyurethaanlijmen (PUR-lijmen) ........................................................................................ 32
8.2.6.1. Ééncomponent oplosmiddelvrije systemen ................................................................. 33
8.2.6.2. Tweecomponent oplosmiddelvrije systemen ............................................................... 34
8.2.6.3. PUR-smeltlijmen .......................................................................................................... 35
8.2.7. PVC-plastisolen ................................................................................................................... 36
8.2.8. Ureumformaldehydelijmen .................................................................................................. 37
8.2.9. Fenol-/resorcinolijmen ......................................................................................................... 38
8.2.10. Siliconenlijmen .................................................................................................................. 39
8.2.11. Anorganische lijmen .......................................................................................................... 40
VERGELIJKENDE TABEL LIJMEN ....................................................................................................... 41
LIJMKEUZETABEL ................................................................................................................................ 43
LITERATUUR ........................................................................................................................................ 44

��� ������� ������� ����F������������� ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
���'HILQLWLH�
Lijmen is een proces met als doel om twee of meer materialen te verbinden.
Lijmen is, zoals lassen en solderen, een verbindingstechniek welke bijna alle materialen met elkaar
kan verbinden. Het voordeel van lijmen is dat de te verbinden materialen, in tegenstelling tot het
lassen of solderen, niet verwarmd dienen te worden (uitgezonderd enkele toepassingen waarbij de
uitharding in een autoclaaf plaats vindt bijvoorbeeld in de vliegtuigbouw). Ook wordt de kracht
gelijkmatig van het ene materiaal naar het andere materiaal overgebracht. Voor een goede verlijming
is een juiste lijmkeuze en een beheerst lijmproces belangrijk.
Het lijmproces bestaat uit:
• het reinigen van de substraten (ondergrond)
• het geschikt maken van de ondergrond
• het aanbrengen van de lijm
• het (uit)reageren van de lijm.
Verschillende hechtingsmechanismen zorgen ervoor dat de materialen na het lijmen tegen elkaar aan
blijven kleven.
Bij de kleefstoffen kan men in feite 2 grote groepen onderscheiden:
• solventvrije (arme) kleefstoffen
• op solvent gebaseerde kleefstoffen
De op het solvent trichloorethaan gebaseerde kleefstoffen waren in hoofdzaak contactlijmen.

��� ������� ������� ������������������ ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
���/LMPSURFHV��
�����5HLQLJLQJVWHFKQLHNHQ�
Het doel van de reinigingstechnieken is om “vreemde” stoffen (vuil of roest) van het substraat te
verwijderen. Deze vreemde stoffen hebben een negatieve invloed op de hechting van de lijm aan het
substraat.
De reinigingstechnieken zijn onder te verdelen in:
0HFKDQLVFKH�UHLQLJLQJ� • 6WUDOHQ: straalgrid (metalen kogeltjes) wordt met grote snelheid op het substraat
geschoten. Hierdoor wordt het vuil mechanisch verwijderd. Vroeger werd zand als
straalmedium gebruikt. Vanwege het gevaar op asbestose (stoflongen) is zand als
straalmiddel verboden.
• :DWHU�KRJHGUXN: (warm) water waar soms zeep aan toegevoegd is wordt met hoge druk
op het substraat gespoten.
• 6FKXUHQ: met behulp van schuurpapier kan mechanisch vuil van het substraat worden
verwijderd. Bij deze reinigingsmethode bestaat het gevaar dat het vuil in de poriën wordt
(uit)gesmeerd. Daarom is het aan te bevelen om voor het schuren eerst het substraat
(chemisch) te reinigen.
&KHPLVFKH�UHLQLJLQJ� • 2SORVPLGGHOHQ: met behulp van een oplosmiddel wordt het vuil in oplossing gebracht,
waarna het mechanisch (met een doek) kan worden verwijderd. Oplosmiddelen kunnen
bestaan uit koolwaterstoffen, alcoholen, esters of ketonen (verfafbijt is een oplosmiddel).
Voorbeelden van oplosmiddelen zijn M.E.K., thinner, terpentine, xyleen, aceton,
wasbenzine, chlorotheen.
• 7HQVLGHQ: Dit zijn oppervlakteactieve stoffen met moleculen waaraan aan een zijde water
en aan de andere zijde vet of olie zich kan hechten. Als deze tensie op het substraat
worden aangebracht dan hechten deze aan het vet of olie. De vuildeeltjes weken zich los
waarna ze gemakkelijk met water kunnen worden weggespoeld.
• $ONDOLsQ: zijn logen die een chemische reactie aangaan met (plantaardige) vetten. Uit de
reactie ontstaat zeep (organisch zout). Doordat de zeep oplosbaar is in water kan het vuil
gemakkelijk met water worden weggespoeld.
• =XUHQ: een zuur reageert met een mineraal (oxide of kalk). Met het beitsproces wordt
door het opbrengen van een verzwakt (verdund) zuur het mineraal dat op het substraat
aanwezig is chemisch omgezet in een gas.

��� ������� ������� ���>G������������� ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
�����*HVFKLNW�PDNHQ�YDQ�GH�RQGHUJURQG�
Niet elke schone ondergrond is geschikt om daarop direct de lijm op aan te brengen. Metalen (staal en
aluminium) moeten eerst tegen corrosie (oxidatie) beschermd worden. Bij kunststoffen kunnen
hulpstoffen (lossingmiddelen) aan het oppervlak aanwezig zijn. Ook is het noodzakelijk om bij
sommige kunststoffen (polypropyleen (PP), polyethyleen (PE), polytetrafluorethyleen (PTFE),
polyoxymethyleen (POM), silicone en thermoplastische elastomeren (TPE’s)) het oppervlak te
ioniseren om een betere hechting van de lijm mogelijk te maken. Deze materialen hebben een (te)
lage oppervlakte spanning1, waardoor de lijm niet op het oppervlak kan (uit)vloeien.
De ondergrond kan geschikt gemaakt worden voor het lijmen door de ondergrond voor te behandelen
met:
• 3ULPHU: primers zijn vaak verdunde lijmen die goed in de poriën van het materiaal kunnen
dringen om voor een goede hechting te zorgen. Vaak worden hechtverbeteraars en
corrosiewerende bestanddelen aan de primers toegevoegd.
• 3ODVPD: een gas wordt door een radio- of hoogfrequent veld geëxciteerd tot een plasma.
Dit plasma zal het oppervlak beschadigen (verbreken van de buitenste C-H bindingen van
de polymeren) om een betere hechting van de lijm mogelijk te maken.
• 0HFKDQLVFK� YHUUXZHQ: met het mechanisch verruwen wordt het hechtoppervlak
vergroot, waardoor de lijm zich beter mechanisch kan verankeren.Omdat de lijmkracht
hoofdzakelijk door de Van der Waals-krachten2 tot stand komen is deze methode weinig
effectief.
• %HYODPPHQ: door met een vlam over het oppervlak te gaan wordt de oppervlakte
beschadigd. De polymeren worden op deze manier opengebroken om een betere
hechting met de lijm mogelijk te maken.
• &RURQD� EHKDQGHOLQJ: corona ontstaat als bij voldoende hoge spanning tussen twee
geleiders het omringende gas geïoniseerd raakt (proces waarbij een atoom een elektron
kwijt raakt of er een bij krijgt). Deze ionisatie zorgt ervoor dat het substraat gemakkelijker
1 Bij een lage oppervlaktespanning [mN/m] zal de vloeistof in een druppelvorm (A) op het substraat (S) gaan liggen. Is de oppervlaktespanning hoog dan zal de vloeistof zich verspreiden (C). De oppervlaktespanning van het substraat is gemakkelijk te meten door (gedemineraliseerd) water (oppervlaktespanning = 73) in de vorm van een druppel op het oppervlak te plaatsen. Als de waterdruppel blijft liggen, dan is de oppervlaktespanning van het substraat laag (vb teflon, oppervlaktespanning = 17). Vloeit de waterdruppel uit dan is de oppervlaktespanning van het substraat hoog.
2 HCI�J�K�L�M�N*I�I�O P�Q�M I�R�S�T L�J , vernoemd naar Johannes Diderik van der Waals, zijn de aantrekkingskrachten tussen moleculen met een gesloten elektronenschil. Vaak worden alle intermoleculaire krachten hiermee aangeduid, maar sommigen gebruiken de term alleen om de Londonkrachten mee aan te duiden. Londonkrachten zijn in eerste benadering geïnduceerde dipool - interacties, in tegenstelling tot de elektrostatische interacties tussen ionen en tussen permanente dipolen. In de theoretisch-chemische vakliteratuur wordt tegenwoordig de som van elektrostatische-, inductie-, exchange-, en Londonkrachten aangeduid met Van der Waalskrachten.

��� ������� ������� ����U>������������ ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
een verbinding met de lijm aangaat. Het oppervlak wordt als het ware geactiveerd. Deze
techniek wordt veel toegepast bij folies.
• *DOYDQLVHUHQ: hierbij wordt het substraat bedekt met een dun laagje metaal. Dit laagje
voorkomt het oxideren (roesten) van het metaal.
• /DNNHQ: dit wordt veel toegepast om te voorkomen dat de substraten tussentijds gaan
oxideren. Het lijmproces kan op deze manier later plaats vinden.
�

��� ������� ������� ���V)W������������ ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
�����/LMPDDQEUHQJWHFKQLHNHQ�
De wijze van aanbrengen is afhankelijk van verschillende factoren:
• Het product dat moet verlijmd worden
o Vormeigenschappen van het object
o Aantal te produceren stuks
o Kwaliteitseisen die gesteld worden
• De leveringsvorm van de lijm
o Vloeibaar
o Pasta
o Vast (staaf, poeder, film, pil)
o Ééncomponentig of meercompontig
• Eisen en normen op milieugebied
Vloeibare lijm kan gedoseerd worden door kwasten, strijken (rakelen), gieten, dompelen, drukken,
hand- of luchtbekrachtigde pistolen, lijmrollen, lijmwalsen en spuiten.
Lijm in vaste vorm kan worden aangebracht onder de vorm van lijmfilms of met een smeltlijmapparaat
en spuitpistool (handmatig of luchtbekrachtigd).
�

��� ������� ������� ����.>������������ ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
�����/LMPUHDFWLHV�
Lijmreacties zijn onder te verdelen in fysische lijmreacties en chemische lijmreacties.
)\VLVFKH�OLMPUHDFWLHV zijn op hun beurt dan onder te verdelen in:
• 9HUOLHV� YDQ� RSORVPLGGHO: men laat gedurende een bepaalde tijd het oplosmiddel
verdampen en vervolgens worden de oppervlakken pas tegen elkaar gedrukt.
Voorbeelden van deze lijmsoorten zijn bandenplaklijm, houtlijm en papierlijm.
• 8LWKDUGLQJ�GRRU�DINRHOHQ: bij dit type lijmen wordt de lijmmassa als een hete vloeistof op
het te lijmen oppervlak aangebracht. Door afkoeling ontstaat er een hechting.
Voorbeelden van deze lijmsoorten zijn thermoplasten zoals EVA, PA en Polyester.
• .OHHIOLMPHQ: bij dit type lijmen is de lijmmassa rubberachtig en is de kleefkracht blijvend
• 6PHOWOLMPHQ: bij dit type lijmen smelten de componenten samen.
&KHPLVFKH� OLMPUHDFWLHV: Het kenmerk van deze lijmen is dat er meerdere componenten aanwezig
zijn die nadat ze samen zijn gevoegd een chemische reactie tot stand brengen.
Chemische lijmreacties zijn onder te verdelen in:
• 7ZHHFRPSRQHQWHQOLMP: de reactie vindt plaats doordat de componenten onderling met
elkaar reageren. Voorbeelden van deze lijmen met chemische reacties zijn epoxy-,
fenolische-, acrylaat-, cyanoacrylaat- en polyurethaanlijmen.
• 5HDFWLH� GRRU� YRFKW: het kenmerk van deze lijmen is dat de tweede component die
noodzakelijk is voor de chemische reactie in de omgeving aanwezig is. Voorbeelden van
lijmen die de tweede component uit de omgeving halen zijn urethanen-, siliconen- en
cementlijm.
• $QDsURELVFKH�UHDFWLH: het kenmerk van deze lijmen is dat bij uitsluiting van zuurstof de
lijm reageert.
• 89�RI�HOHNWURQHQVWUDOLQJ�XLWKDUGHQGH: het kenmerk van deze lijmen is dat door de UV-
of elektronenstraling de lijmreactie (polymerisatie) op gang brengt.
• 1R�PL[: het kenmerk van de no mix-lijmen is dat elke component apart op het substraat
(ondergrond) wordt aangebracht. De uitharding van de lijm vindt pas plaats als de te delen
lijmen met elkaar incontact komen.

��� ������� ������� ���>X������������� ����� ����! ��"�#�$ %'&��('�*)�+���,+ -�,�,�.
���)DDOPHFKDQLVPH�
De meeste oorzaken van een falende lijmverbinding zijn te wijten aan adhesive breuken.
Adhesie is de onderlinge aantrekkingskracht tussen ongelijke
moleculen zonder dat er sprake is van een chemische verbinding.
Wanneer de adhesieve kracht groter is dan de cohesieve kracht,
zal in een capillair de vloeistofspiegel hol zijn en de vloeistof
omhoog worden getrokken. Wanneer de adhesieve kracht kleiner
is dan de cohesieve kracht, zal in een capillair de vloeistofspiegel
bol zijn en de vloeistof omlaag worden gedrukt.
Een lijmfaalmechanisme is de manier waarop een lijmverbinding kan breken. De meeste oorzaken
van een falende lijmverbinding is te wijten aan adhesieve breuken. Deze adhesive breuken zijn te
wijten aan onvoldoende (voor)behandeling van de substraten en/of een foutieve lijmkeuze. Een
optimale lijmverbinding faalt met een cohesieve breuk. Dit is een breuk in het lijmmateriaal. Er zijn
volgende faalmechanismen:
• $GKHVLYH�EUHXN: De adhesie is de kracht tussen de lijm en het substraat. De Van der
Waals-krachten hebben de meeste invloed op de sterkte van een lijmverbinding. Het
optimale contactoppervlak, wat de grootste adhesiekrachten geeft, ligt rond de 100
nanometer. Daarom moet het oppervlak van het substraat door de lijmmassa voldoende
bevochtigd kunnen worden. Hierdoor is er een optimaal contact tussen de lijm en het
substraat mogelijk. Een niet optimaal contact is (meestal) te wijten aan vervuilde
substraten of aan substraten die een slechte bevochtiginggraad hebben. Door
verschillende behandelingen kan de bevochtiginggraad verbeterd worden.
• 9XLO�VXEVWUDDW: Als een substraat vuil is, zal de lijm zich hechten aan het vuil. Meestal is
de hechting van het vuil aan het substraat dusdanig slecht dat de lijmverbinding zal falen.
Het reinigen van de substraten voorkomt het falen van de lijmverbinding.
• 9RFKW: Als er vocht tussen het substraat en de lijmmassa komt, zal bij vorst het vocht
(water) veranderen in ijs. Bij de overgang van water naar ijs neemt het volume met
ongeveer 10% toe. Deze volumetoename is er de oorzaak van dat de lijmmassa los komt
van het substraat. Een goede primer (eerste laag) en een juiste lijmsoort voorkomen dit
probleem.
• 2[LGDWLH: Door een reactie met de omgeving kan metaal oxideren. Deze oxidatie zal zich
niet verbinden met de lijmmassa. Een goede primer en een juiste lijmsoort voorkomen dit
probleem.
• 2QMXLVWH� OLMPNHX]H: Elke lijmsoort heeft bepaalde kenmerken die het geschikt of
ongeschikt maken voor een bepaald substraat.
• &RQVWUXFWLHYH� RRU]DNHQ: Een lijmverbinding kan zeer slecht tegen afpelkrachten en
tegen een constante belasting. Bij het afpellen komen alle krachten op een vlak van de

��� ������� ������� ������,�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
lijmverbinding te staan, waardoor deze overbelast wordt en bezwijkt. Bij een constante
belasting kruipt (vloeit) de lijmmassa. Hierdoor zal de verbinding (uiteindelijk) bezwijken.
• 89�VWUDOLQJ: Ultraviolet licht is voldoende energetisch om in de bovenste schil van een
lijmlaag de verbindingen te verbreken. Bij materialen die UV-stralen doorlaten (glas)
zorgen de UV-stralen ervoor dat de lijmverbinding los komt van het substraat. Een UV
bestendige primer of een primer met een UV-blocker zorgt ervoor dat de UV-stralen geen
schade aan de lijm kunnen aanrichten.

��� ������� ������� ������������������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���9RRU��HQ�QDGHOHQ�
De YRRUGHOHQ van een lijmverbinding zijn:
• Een JHOLMNPDWLJH� VSDQQLQJVYHUGHOLQJ in de verbinding. In tegenstelling tot een
verbinding door een stiksel draagt het gehele lijmvlak bij in de krachtenoverdracht ervan.
Hierdoor wordt de spanning in en op de verbinding gelijkmatig op het oppervlak verdeeld.
• *HHQ�VWUXFWXXUYHUDQGHULQJ: de materiaalstructuur van de te lijmen materialen wordt, in
tegenstelling tot het stikken, niet veranderd of beschadigd.
• *HZLFKWVEHVSDULQJ: Doordat in tegenstelling tot een stiksel het gehele oppervlak
bijdraagt in de krachtenoverdracht, kan per saldo de constructie lichter worden uitgevoerd
(minder naadwaarden, geen garens)
• *DVGLFKW: In tegenstelling tot een stiksel is een lijmverbinding gasdicht
• 9HUVFKLOOHQGH�PDWHULDOHQ zijn onderling verlijmbaar
• De verbinding is soms, afhankelijk van de gebruikte lijm, ORVQHHPEDDU zonder het
verlijmde materiaal te beschadigen. In veel gevallen kan de lijmverbinding eenvoudig
ongedaan gemaakt worden.
• &RQWDFWFRUURVLH� YULM: doordat de materialen van elkaar gescheiden zijn treedt er geen
contactcorrosie op.
• Verlijming van JURWH�RSSHUYODNNHQ is vrij eenvoudig mogelijk
• Lijmverbindingen zijn in beperkte mate HODVWLVFK
De QDGHOHQ van een lijmverbinding zijn:
• De lijmkeuze is afhankelijk van het soort materiaal, de toepassing en de omgeving waarin
het gebruikt wordt. Het lijmproces is door haar vele processtappen FRPSOH[
• %HSHUNW� LQ]HWEDDU: de beïnvloeding van statische en dynamische krachten, chemische
(vochtigheid, oplosmiddelen, schoonmaakmiddelen, zouten, zuren, …) en fysische
(temperatuur, trilling, UV- en andere straling) processen hebben een nadelige invloed op
de levensduur van de lijmverbinding. Een juiste keuze is daarom zeer belangrijk.
• &RQVWUXFWLHYH�QLHW�RYHUDO�LQ]HWEDDU: doordat de lijmverbinding een beperkte kracht kan
overbrengen is een relatief JURRW� OLMPRSSHUYODN noodzakelijk om de vereiste krachten
over te brengen. Een lijmverbinding is niet bestand tegen afpelkrachten.
�
��� ������� ������� �����Z-�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���%HJULSSHQ�
In het lijmproces worden volgende begrippen gebruikt:
• 2SEUHQJWLMG: Dit is de tijd benodigd om de lijm op het oppervlak aan te brengen
• 2SHQ�WLMG�of YHUZHUNLQJVWLMG: Dit is de tijd waarin de lijm nog niet reageert. Binnen deze tijd
dient de lijm aangebracht te worden. Als de lijm wordt aangebracht dan komt er geen
volledige sterke verbinding tot stand.
• 3HUVWLMG of DDQYDQJVVWHUNWH: Dit is de minimale tijd benodigd om de te verlijmen delen,
relatief gezien, op hun plaats te houden (handvast met elkaar verbonden). Dit wordt bepaald
door de krachten die op de verbinding werken en door de hoeveelheid vocht die tot de
verbinding kan toetreden. De snelheid van uitharding en het bereiken van de eindsterkte
worden in belangrijke mate beïnvloed door de vorm van de verbinding, de porositeit van de
ondergrond(en), de luchtvochtigheid, de omgevingstemperatuur en de temperatuur van de
ondergrond.
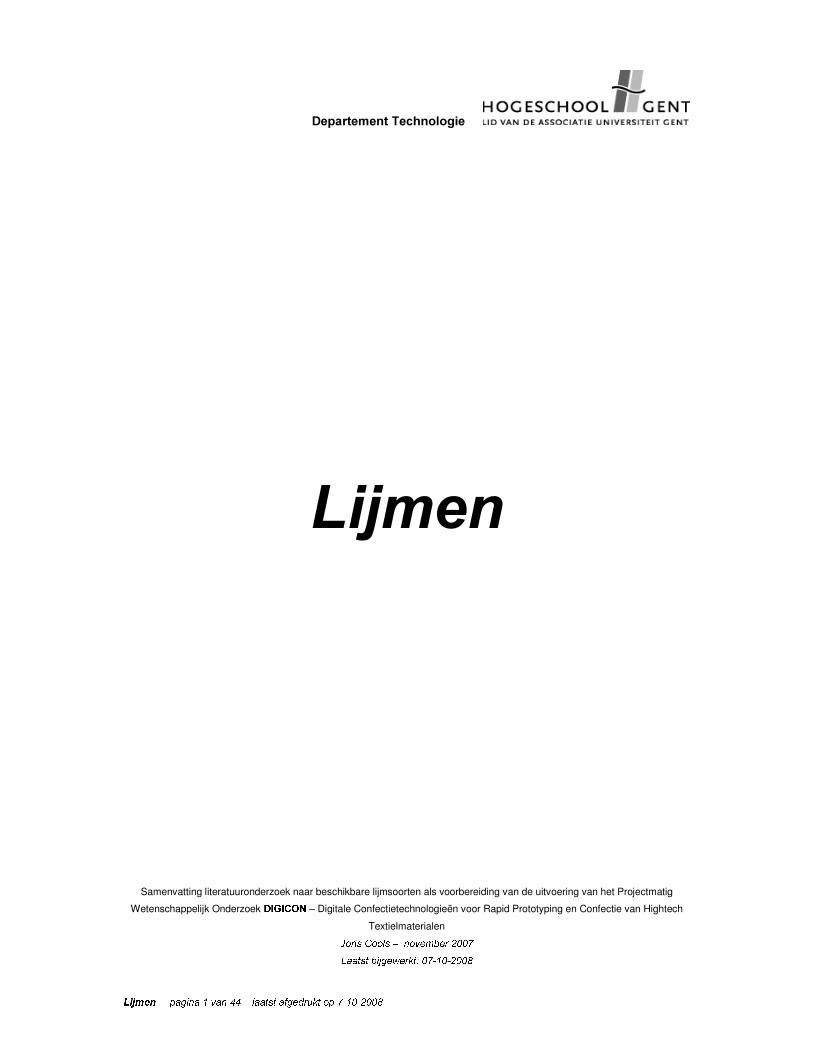
• $IELQGWLMG of XLWKDUGLQJWLMG: Dit is de gehele procestijd benodigd om een 100% sterke
lijmverbinding tot stand te brengen. Meestal volgt de krachtopbouw de in onderstaande figuur
afgebeelde “S” curve.
c opbrengtijd d open tijd e perstijd f afbindtijd

��� ������� ������� �����ZF�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���/LMPKHFKWLQJVPHFKDQLVPHQ�
/LMPKHFKWLQJVPHFKDQLVPHQ verklaren waarom de verschillende materialen aan elkaar blijven
plakken.
Bij het lijmen worden twee (verschillende) materialen aan elkaar bevestigd. De materialen blijven na
het lijmen met elkaar verbonden door een, of een combinatie, van de volgende hechtmechanismen.
• 9DQGHUZDDOV� KHFKWLQJ: Als moleculen heel dicht bij elkaar komen dan zullen ze als
gevolg van onderlinge afwijkende ladingen een aantrekkingskracht op elkaar uitoefenen.
De onderlinge aantrekkingskracht worden ook wel van der Waals krachten genoemd.
Deze van der Waals krachten zijn de belangrijkste krachten in het lijm-hecht-
mechanismen.�In de natuur past de gekko de van
der Waals krachten toe om zonder problemen
ondersteboven langs een glad plafond te lopen.�• 0HFKDQLVFKH� KHFKWLQJ: Bij ruwe oppervlakten
haken de verschillende materialen in elkaar
waardoor er een mechanische verbinding tussen
de twee materialen ontstaat. Vroeger dacht men
dat de verlijmde materialen aan elkaar bleven
zitten omdat ze mechanisch aan elkaar verankerd
waren. Deze theorie moest herzien nadat ontdekt
was dat bij gladde oppervlakten (glas) verlijming
ook mogelijk was.��• &KHPLVFKH� KHFKWLQJ: Bij een chemische
hechting wordt op molecuul niveau er een
verbinding gemaakt tussen de verschillende materialen. Een chemische verbinding tussen
de materialen kan ook ontstaan als het materiaal wordt gesmolten en tegen elkaar wordt
gedrukt. Het vloeit dan in elkaar over.�
��� ������� ������� �����Z������������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���,QGHOHQ�YDQ�OLMPHQ�
Er bestaat een enorme verscheidenheid aan lijmsoorten. Om een overzicht van het aanbod te
verkrijgen is een indeling gewenst. Vaak worden lijmen ingedeeld op basis van:
• 1DWXXUOLMNH� RI� V\QWKHWLVFKH� OLMPHQ: Onder natuurlijke lijmen vallen alle lijmen die een
plantaardige of dierlijke oorsprong hebben, inclusief de natuurlijke gommen en rubbers. In
vroegere tijden werden enkel deze lijmen gebuikt. Voorbeelden hiervan zijn de caseïne lijm
(een melkeiwit), bloed-, beender-, huid- en vislijm, zetmeel (stijfsel) en natuurlijke hars- en
rubberlijmen. Ze worden gekenmerkt door een lage prijs, een grote kleverigheid (tackiness),
gekoppeld aan een lage sterkte en een relatief geringe duurzaamheid. Synthetische lijmen zijn
alle lijmen die geen natuurlijke lijmen zijn. Het onderscheid tussen de twee groepen wordt
steeds vager, met name omdat bijvoorbeeld zetmelen voor zetmeellijmen in toenemende
mate gemodificeerd (en dus synthetischer) worden. Voor hoog belaste verbindingen worden
tot nu toe nog enkel synthetische lijmen gebruikt.
• )XQFWLH: Uitgaande van de functie van de lijm onderscheidt men:
o 1LHW�VWUXFWXUHOH�OLMPHQ: de lijmverbinding wordt niet zwaar belast (vb. verpakkingen)
o 6WUXFWXUHOH� OLMPHQ: voor relatief zwaar belaste verbindingen (vb. auto- en
vliegtuigonderdelen)
o *HOHLGHQGH� OLMPHQ: lijmen voor de elektronica welke gevuld zijn met metaalpoeder,
waardoor geleiding van stroom en/of warmte mogelijk is
o %RUJHQGH� OLMPHQ: de lijmverbinding voorkomt het lostrillen van
schroef/moerverbindingen
• &KHPLVFKH� NDUDNWHULVHULQJ: De indeling naar chemische karakteristieken is in principe
gebaseerd op de kenmerkende groep of verbinding, welke het hoofdbestanddeel van de lijm
vormt. Binnen deze classificering vallen de termen epoxy’s, polyurethanen, acrylaten,
isocyanaten, polyvinylacetaten, ureumformaldehyden, polysulfiden, siliconen en dergelijke.
• )\VLVFKH� NDUDNWHULVHULQJ: Vaak wordt onderscheid gemaakt tussen thermohardende en
thermoplastische lijmen. Thermohardende lijmen zijn lijmen die bij temperatuursverhoging
verharden en niet meer verweken, terwijl thermoplastische lijmen wel verweken bij verhoging
van de temperatuur. Het onderscheid is gebaseerd op de onderlinge verknoping van de
molecuulketens. Een aantal lijmsoorten zijn vrijwel altijd thermohardend zoals epoxy’s,
polyesters en polyurethanen. Andere soorten, zoals polyvinylacetaten, polyvinylalcoholen en
acrylaten zijn meestal thermoplastisch, maar kunnen door gebruik van speciale verharders en
vernetters thermohardend gemaakt worden. Naast de thermohardende en thermoplastische
lijmen worden ook nog de elastomeren onderscheiden, die gekenmerkt worden door hun
rubberachtig karakter met een hoge flexibiliteit en vrij lage sterkte. Tot deze soort behoren de
contactlijmen, de polysulfiden en de siliconenlijmen.
��� ������� ������� ������G�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
• $DQWDO� FRPSRQHQWHQ: Er bestaan zowel ééncomponent- als tweecomponent lijmen. Bij
tweecomponentlijmen dient men gebruik te maken van een mengproces, om de twee
componenten in een juiste dosis aan te brengen. Een bijzonder geval is de “no-mix”
acrylaatlijm, waarbij er wel sprake is van twee componenten, maar waarbij de initiatorvloeistof
op het ene substraat, en de hars op het andere substraat worden aangebracht.
• :LM]H�YDQ�DDQEUHQJHQ: De lijmen worden hier ingedeeld naar hoe ze op het substraat dienen
aangebracht te worden. Als aanbrengingtechniek kan men bijvoorbeeld gebruik maken van
kwasten, strijken, gieten, spuiten, dompelen, drukken, rollen, walsen, enz. Ook films, tapes en
smeltlijmen refereren naar een aanbrengingwijze.
�• :LM]H�YDQ�XLWKDUGHQ: Een veel gebruikte indeling is deze van de wijze van uitharden.
o .RXGKDUGHQGH�OLMPHQ: Deze lijmsoorten wordt zonder temperatuursverhoging na het
aanbrengen hard. Voorbeelden zijn tweecomponentlijmen, vochtuithardende lijmen,
anaërobe lijmen, acrylaat- en cyanoacrylaatlijmen.
o :DUPKDUGHQGH� OLMPHQ: Dit zijn lijmsoorten die slechts na verhoging van de
temperatuur uitharden. Meestal volstaan temperaturen tussen 40°C en 120°C om de
lijm uit te harden. Voorbeelden zijn ééncomponent epoxylijmen,
ureumformaldehydelijmen, fenollijmen en polyurethanen.
• Onder uithardingwijze verstaat men dikwijls ook of de lijm uithard QD� KHW� PHQJHQ� YDQ�FRPSRQHQWHQ (bij WZHHFRPSRQHQWHQOLMP) of gewoon QD� KHW� DDQEUHQJHQ� YDQ� HHQ�ppQFRPSRQHQWOLMP. Bij dit laatste type wordt de uithardingwijze vaak op een andere
aanvullende wijze gekarakteriseerd.
• Bij VWUDOLQJVKDUGHQGH�OLMPHQ komt de uitharding tot stand door middel van UV-straling (UV-
lijmen) of door middel van elektronenstraling (EBC-lijmen). Ook hoog- of laagfrequente golven
worden soms aangewend als uithardingmiddel.
• $QDsUREH� OLMPHQ harden uit door de afwezigheid van zuurstof. Acrylaatlijmen behoren
meestal tot deze soort.
• 9RFKWXLWKDUGHQGH� OLMPHQ harden slechts uit bij aanwezigheid van een voldoende vochtige
lucht. Voorbeelden hiervan zijn ééncomponent siliconenlijmen en ééncomponent polyurethaan
lijmen.
• &RQWDFWOLMPHQ harden uit doordat twee vooraf met dezelfde lijm ingesmeerde delen in contact
worden gebracht met elkaar: het zijn ééncomponent lijmen die op beide verbindingselementen
moeten aangebracht worden. Gedurende 10 à 30 minuten verdampt het oplosmiddel, waarna
de verbinding tussen beide delen tot stand wordt gebracht door stevig aandrukken. De sterkte
van de lijm ontstaat vooral door onderlinge kristallisatie van de lijmmoleculen.
��� ������� ������� �����[U>����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
• .OHHIOLMPHQ harden niet uit. Gewoonlijk wordt dit type aangebracht op kleefband.
• 6PHOWOLMPHQ zijn lijmsoorten die moeten gesmolten worden vooraleer zij aangebracht kunnen
worden. Uitharden gebeurt door afkoelen. In de meeste gevallen is het proces omkeerbaar,
wat wil zeggen dat de lijm terug lost bij het opwarmen.
• )\VLVFK� GURJH� OLMPHQ worden aangebracht met een groot percentage aan oplosmiddel of
water. Door verdamping verdwijnt het oplosmiddel uit het mengsel. Voorbeelden hiervan zijn
zetmeellijmen, polyvinylacetaatlijmen en dispersielijmen in het algemeen.
• 2SORVPLGGHOOLMPHQ zijn lijmen die hun werking ontlenen aan de oplossende werking van het
oplosmiddel ten opzichte van de te verlijmen onderdelen (kunststoffen). Het oplosmiddel bevat
een zeker percentage bindmiddel, dikwijls van eenzelfde type als de te verbinden kunststof.
Een voorbeeld hiervan is PVC-lijm.
• 9HUVFKLMQLQJVYRUP: Bij deze indeling worden lijmen ingedeeld op basis van de vorm
waaronder ze aangeleverd worden:
o 9ORHLEDDU: alleen het oplosmiddel of het bindmiddel met het oplosmiddel
o 9DVW: in poeder-, staaf- of korrelvorm. Dit is de gebruikelijke vorm voor smeltlijmen
o )ROLH: de lijm wordt op maat en dikte verwerkt
o .OHYHQGH�YRUP: bijvoorbeeld zelfklevende tape en pleisters
Maar ook een andere karakterisering kan aangewend worden, zoals de term “witte (hout)lijm”.
• 7\SH�RSORVPLGGHO: Men onderscheidt oplosmiddelgedragen en watergedragen lijmtypes. Dit
kenmerk treedt in het kader van de toenemende milieuzorg meer en meer op de voorgrond.
Waar vroeger de watergedragen lijmen merkelijk van mindere kwaliteit waren op gebied van
sterkte en duurzaamheid, wordt dit onderscheid steeds kleiner.
• 0HQJYRUPHQ: Er worden steeds meer lijmen geproduceerd die mengvormen zijn van andere
lijmen of lijmtypes. Voorbeelden van gemengde chemische kenmerken zijn nitril- of
vinylfenolen, epoxy-nylons, silaangemodificeerde polyethers en dergelijke. Mengvormen in de
zin van fysische classificering zijn bijvoorbeeld de reactieve smeltlijmen of de UV-lijmen met
navolgende uitharding.

��� ������� ������� ������)W����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���(LJHQVFKDSSHQ�YDQ�GH�YHUVFKLOOHQGH�OLMPW\SHV�
Elk lijmtype heeft een aantal specifieke kenmerken en factoren waarmee men rekening dient te
houden bij het toepassen van lijmverbindingen. Gebruikmakend van een indeling die voornamelijk op
basis van chemische samenstelling is opgesteld, kunnen volgende lijmtypes als meest voorkomend
worden aangegeven.

��� ������� ������� �����[.>����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
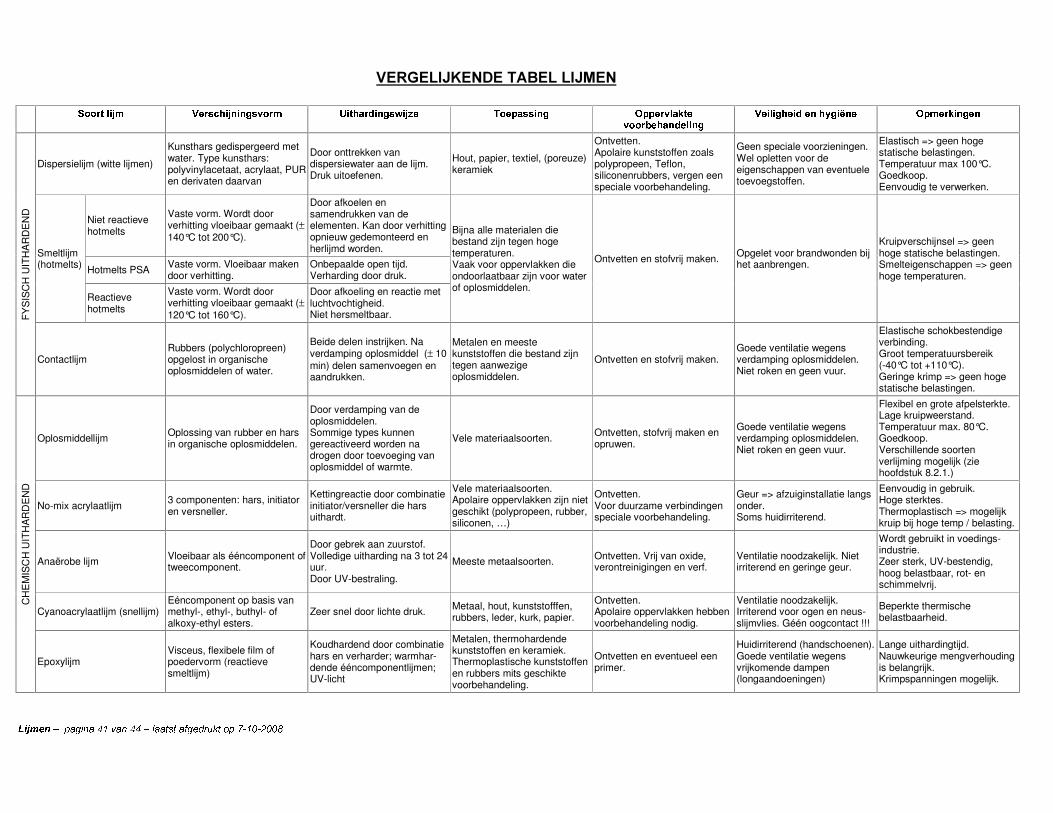
�����)\VLVFK�XLWKDUGHQGH�OLMPVRRUWHQ���������'LVSHUVLHOLMPHQ��ZLWWH�OLMPHQ��
9HUVFKLMQLQJVYRUP
Dispersielijmen bestaan uit een kunsthars gedispergeerd met water. Het toepassingsgebied van de
lijmen wordt hoofdzakelijk bepaald door de soort kunsthars. De meest toegepaste kunstharsen die
hier gebruikt worden zijn polyvinylacetaat, acrylaat, PUR en derivaten ervan.
8LWKDUGLQJZLM]H
Dispersielijmen vormen een typisch voorbeeld van fysische uitharding. De verbinding ontstaat door
het onttrekken van dispersiewater aan de lijm. Indien vernetters zijn toegevoegd dienen deze niet voor
de uitharding, echter wel om bepaalde eigenschappen (vb. verhogen van de vochtbestandheid) aan
de lijmfilm te geven.
0DWHULDOHQ
Hout, papier, textiel, (poreuze) keramiek, zowel onderling als op andere materialen.
�2SSHUYODNWHEHKDQGHOLQJ
Ontvetten. Apolaire kunststoffen (vb. polypropeen, Teflon, siliconen rubbers, …) vergen een speciale
voorbehandeling.
2SPHUNLQJHQ
• Als gevolg van de uithardingwijze dient één van de te lijmen delen in staat zijn vocht op te
nemen of door te laten. Ook zal tijdens het uitharden druk moeten uitgeoefend worden op de
te lijmen delen daar door het onttrekken van vocht het volume van lijmlaag zal verminderen.
• Deze lijmsoort is niet geschikt om hoge statische belastingen op te nemen als gevolg van de
elastische aard van de lijmfilm.
• Temperatuursbestendigheid: maximum 100°C
• Bij het gebruik van metalen kunnen door de inwerking van water corrosieverschijnselen
optreden.
• Deze lijmen zijn eerder goedkoop en eenvoudig te verwerken.
• Om milieuredenen worden oplosmiddelhoudende lijmen meer en meer vervangen door
dispersielijmen (vb. bij zetelbekleding).
9HLOLJKHLG�HQ�K\JLsQH
De meeste dispersielijmen vragen geen speciale voorzieningen. Wel moet opgelet worden voor de
eigenschappen van eventuele toevoegstoffen.

��� ������� ������� ������X�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������6PHOWOLMPHQ��RI�KRWPHOWV��
9HUVFKLMQLQJVYRUP
Smeltlijmen zijn lijmen die opgeslagen worden in vaste vorm. Voor de verwerking worden ze door
verhitting (± 160°C) vloeibaar gemaakt. Hun eigenschappen zijn voornamelijk afhankelijk van de aard
van de polymeren, harsen, wassen en toevoegingen.
8LWKDUGLQJZLM]H� Door het afkoelen van de hete vloeibare lijm wordt de vaste vorm weer aangenomen. Zodra de
verbinding afgekoeld is wordt de volle sterkte bereikt. Men bekomt dus een snelle uitharding. Er
bestaan ook reactieve smeltlijmen.
We onderscheiden 3 verschillende types smeltlijmen:
• 1LHW� UHDFWLHYH� KRWPHOWV worden verwarmd tot 140°C à 200°C. De verbinding gebeurt
onmiddellijk na het aanbrengen door samendrukken van de elementen. Ze harden alléén
uit op fysische manier, door de overgang van vloeibare naar vaste toestand. De
verbindingen kunnen gedemonteerd worden en daarna terug verbonden door het opnieuw
te verwarmen boven het punt van verweking.
• +RWPHOWV� 36$ \ zijn ook niet reactieve hotmelts. De verbindingen gebeuren door
uitoefenen van druk op de ondergrond, en vertonen na afkoeling een permanent
hechtende kracht. Deze producten hebben een onbepaalde open tijd, maar de lijmfilm
moet dan wel beschermd worden tegen vervuiling (vb folie of beschermpapier). Op die
manier kunnen de substraten voorgestreken worden om ze later te verbinden zonder
reactivering van de lijm.
• Bij�UHDFWLHYH�KRWPHOWV wordt de initiële bestendigheid bekomen bij de afkoeling van het
product, en reageert daarna onmiddellijk met de luchtvochtigheid om zich om te vormen
tot een niet hersmeltbare elastomeer. Dit verhoogt de mechanische bestendigheid en het
temperatuursgedrag. Deze lijmen worden verwarmd bij 120°C tot 160°C.
0DWHULDOHQ
Bijna alle materialen die bestand zijn tegen de hoge temperatuur die voor het aanbrengen
noodzakelijk is kunnen worden gelijmd met smeltlijmen.
2SSHUYODNWHEHKDQGHOLQJ
Ontvetten of stofvrij maken.
1 ]:M LP�PE^�M L�_?`�a J�b�cdK�P�e?Mgf�Tha L (PSA) is een regeneratieve scheidingstechniek om gasstromen te zuiveren van contaminanten door middel van adsorptie van deze onzuiverheden op een vast materiaal of adsorbent. Het type alsook de concentratie van de onzuiverheden in de gasstroom bepalen het type adsorbent (actieve kool, zeolieten). Verschillende onzuiverheden kunnen tegelijkertijd uit de te zuiveren gasstroom worden geadsorbeerd door meerdere types adsorbent (of moleculaire zeven) in verschillende lagen op elkaar te plaatsen. Elke laag is dan aangebracht met het oog op het specifiek verwijderen van een welbepaalde onzuiverheid uit de gasstroom. Adsorptie in een PSA-proces vindt plaats bij lage (atmosferische) temperatuur en hoge druk in tegenstelling tot cryogene scheidingsmethoden van gassen. De regeneratie van het adsorbent vindt plaats bij lage druk en temperatuur en dit in tegenstelling tot de regeneratie van de adsorbenten in Thermal Swing Adsorptieprocessen, die gebeurt bij hoge temperatuur en druk. i =�$ (���D'��� j B:� &'� ��"�#�� ��j ($ �[k

��� ������� ������� ����-�,�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
2SPHUNLQJHQ
• Deze lijmen worden vaak gebruikt op oppervlakken die ondoorlaatbaar zijn voor water of
oplosmiddelen.
• Het kruipverschijnsel beperkt bij deze lijmsoorten het aanwenden van hoge belastingen en
hoge temperaturen (omwille van de smelteigenschappen) op de gelijmde delen.
9HLOLJKHLG�HQ�K\JLsQH
Opletten voor brandwonden bij het aanbrengen.

��� ������� ������� ����-l������������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������&RQWDFWOLMPHQ�
9HUVFKLMQLQJVYRUP
Contactlijmen zijn lijmen die men op beide oppervlakken van de te verlijmen delen moet aanbrengen
en die direct na samenbrenging hechten. Contactlijmen bestaan uit rubbers (meestal polychloropreen)
opgelost in organische oplosmiddelen of water.
�8LWKDUGLQJZLM]H
Na het aanbrengen van de lijm op beide oppervlakken moet men deze een tijdje (minimum 10
minuten) laten aandrogen. De aandroogtijd (open tijd) is afhankelijk van de lijmkeuze, het materiaal,
de lijmdikte en de temperatuur. Als het oplosmiddel verdampt is worden de delen tegen elkaar gedrukt
door middel van een pers, kalander of lijmtang. Na het aandrukken van de te lijmen delen ontstaat de
sterkte (vrijwel onmiddellijk) door wederzijdse kristallisatie van de rubberdeeltjes uit beide lijmlagen.
0DWHULDOHQ
Metalen en de meeste kunststoffen.
2SSHUYODNWHYRRUEHKDQGHOLQJ
Ontvetten en stofvrij maken.
2SPHUNLQJHQ
• Contactlijmen geven een elastische, schokbestendige verbinding, die tevens goed bestand is
tegen water of zuren en een vrij groot temperatuursbereik heeft (van -40°C tot +110°C).
• Statische belastingen zijn niet zo interessant voor contactlijmen omwille van de eerder geringe
weerstand tegen krimp
• De te verlijmen materialen moeten bestand zijn tegen de aanwezige oplosmiddelen.
9HLOLJKHLG�HQ�K\JLsQH
• Inademen van de dampen afkomstig van de oplosmiddelen moet vermeden worden door een
goede ventilatie.
• Roken of het ontsteken van een vuur is verboden, aangezien organische oplosmiddelen
ontvlambaar zijn.
��� ������� ������� ����-�-�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�����&KHPLVFK�XLWKDUGHQGH�OLMPVRRUWHQ�
�������2SORVPLGGHOOLMP�
9HUVFKLMQLQJVYRUP
Oplosmiddellijmen zijn oplossingen van rubber en hars in organische oplosmiddelen. De
oplosmiddelen dienen hierbij enkel als drager voor het aanbrengen van de lijm. Na het aanbrengen
verdwijnen zij uit de lijm, door verdamping of opname in het oppervlak. De samenstelling van de
opgeloste basismaterialen bepaalt de eigenschappen van de lijm.
8LWKDUGLQJZLM]H
Zolang de lijm in vloeibare vorm is door aanwezigheid van de oplosmiddelen is een goede
bevochtiging van het oppervlak verzekerd. Naargelang het lijmtype kunnen verschillende
toepassingsmethodes onderscheiden worden:
• 1DWWH� YHUOLMPLQJ: De te lijmen stukken worden al samengebracht zonder dat de
oplosmiddelen eruit verdampt zijn. Hierdoor wordt het mogelijk slechts één zijde in te lijmen.
Deze methode vereist wel dat minstens één van beide materialen poreus is om latere
verdamping mogelijk te maken. Nadelig is ook dat de uiteindelijke sterkte niet dadelijk bereikt
wordt.
• &RQWDFWYHUOLMPLQJ: Deze methode vereist tweezijdig inlijmen met contactlijm. Nadat de
oplosmiddelen verdampt zijn komt de verlijming praktisch onmiddellijk tot stand door het
aanbrengen van contactdruk.
• 2SHQ�WLMG�YHUOLMPLQJ: Bij deze methode worden de stukken op elkaar gebracht als er nog een
klein beetje oplosmiddelen aanwezig zijn. Ten minste één van die materialen moet poreus zijn
voor de latere verdamping. Er wordt een directe sterkte bereikt.
• 9HUOLMPHQ� GRRU� UHDFWLYHULQJ: Na het tweezijdig aanbrengen van de lijm laat men de
oplosmiddelen volledig verdampen. Na deze fase is eventuele opslag van de werkstukken
mogelijk. De eigenlijke verlijming komt tot stand door het toevoegen van een oplosmiddel of
warmte. Door het uitoefenen van druk op de verbinding wordt de sterkte onmiddellijk bereikt.
• 'LIIXVLHYHUOLMPLQJ: Deze methode wordt gebruikt bij thermoplastische kunststoffen. Door
gebruik te maken van een oplossing van dezelfde kunststof als het te verlijmen materiaal,
wordt door een goede vermenging van beide delen gezorgd, doordat het oplosmiddel ook de
oppervlakte van de te verbinden materialen oplost.
0DWHULDOHQ
Vele materiaalsoorten kunnen met oplosmiddellijmen verlijmd worden.

��� ������� ������� ����-�F�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
2SSHUYODNWHYRRUEHKDQGHOLQJ
Voor niet hoog belaste verbindingen volstaan eenvoudige voorbehandelingsmethoden zoals
ontstoffen, ontvetten en opruwen.
2SPHUNLQJHQ
• Algemeen hebben de gelijmde verbindingen een goede flexibiliteit en afpelsterkte, maar een
eerder lage kruipweerstand.
• De temperatuursbestandheid ligt meestal rond de 80°C
• De uitdamptijd wordt voornamelijk bepaald door de samenstelling van het oplosmiddel.
• Deze lijmen bestaan in vele viscositeiten en zijn dus aanbrengbaar met de meeste huidige
aanbrengapparaten.
• Oplosmiddellijmen behoren tot de lagere prijsklassen.
9HLOLJKHLG�HQ�K\JLsQH
• Inademen van de dampen afkomstig van de oplosmiddelen moet vermeden worden door een
goede ventilatie.
• Roken of het ontsteken van een vuur is verboden, aangezien organische oplosmiddelen
ontvlambaar zijn.

��� ������� ������� ����-�������������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������1R�PL[�DFU\ODDWOLMPHQ��VHFRQG�JHQHUDWLRQ�DFU\ODWHQ��
9HUVFKLMQLQJVYRUP
No-mix acrylaatlijmen bestaan uit drie componenten: hars, initiator en versneller. Gewoonlijk worde de
initiator afzonderlijk aangeleverd en zijn hars en versneller reeds gemengd.
8LWKDUGLQJZLM]H
De uitharding start met een initiator/versneller combinatie die door een kettingreactie de hars volledig
uithardt. Initiator en versneller zijn hier dus de gangmakers. De reactie gebeurt snel: na enkele
seconden wordt reeds een degelijke sterkte bereikt en na enkele minuten de eindsterkte. Er bestaan
twee systemen van uitharding.
Een eerste methode is het aanbrengen van hars vermengd met initiator op één deel en hars met
versneller op het andere deel. Door het samenvoegen van beide delen zal de lijm uitharden.
Een andere methode brengt enkel initiator aan op het ene deel en het mengsel van de hars met
versneller op het andere deel. Ook hier wordt de reactie gestart door het samenvoegen van beide
delen.
0DWHULDOHQ
Vele materialen zijn verlijmbaar met no-mix acrylaatlijmen, zowel voor dragende constructies als voor
kleine assemblages. Apolaire oppervlakken (vb. rubber, polypropeen, siliconen, …) zijn niet geschikt.
2SSHUYODNWHYRRUEHKDQGHOLQJ
Meestal volstaat ontvetten van het oppervlak. Om duurzame verbindingen te maken is een speciale
oppervlaktebehandeling nodig. Apolaire kunststoffen hebben nood aan een polariteitverhogende
voorbehandeling.
2SPHUNLQJHQ
• De lijmen zijn eenvoudig in gebruik, harden uit op kamertemperatuur en geven vrij hoge
sterktes.
• Na het aanbrengen moeten de te lijmen delen enkele minuten nauwkeurig gepositioneerd
blijven.
• Acrylaatlijmen zijn meestal thermoplastisch, bijgevolg kan kruip bij hogere temperaturen of
belastingen voorkomen.
• Indien taaimakers toegevoegd worden ontstaan verbindingen met een hoge sterkte en een
taai scheurgedrag
• De uitharding wordt weinig beïnvloed door de mengverhouding/initiator.
9HLOLJKHLG�HQ�K\JLsQH
Acrylaatlijmen hebben een vrij intense geur, die onaangenaam kan zijn voor de gebruiker. Een
afzuiginstallatie kan hier een oplossing bieden. Daar de vrijkomende dampen zwaarder zijn dan de

��� ������� ������� ����-�G�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
lucht is het belangrijk naar onderen af te zuigen. Verder hebben sommige bestanddelen van de lijmen
een huidirriterende werking.
��� ������� ������� ����-�U>����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������$QDsUREH�OLMPHQ�
9HUVFKLMQLQJVYRUP
Anaërobe lijmen komen zowel als ééncomponent- als tweecomponentlijm voor. Het zijn vloeibare
kunststoffen die bij kamertemperatuur verharden als zij in contact gebracht worden met het werkstuk
in afwezigheid van zuurstof. Het zijn lijmen die oplosmiddelvrij zijn en een breed temperatuursbereik
hebben.
8LWKDUGLQJZLM]H
Na het aanbrengen van de lijm begint de uitharding niet onmiddellijk, maar pas na enkele minuten, als
er geen zuurstof (lucht) meer bij de lijm kan komen. Volledige uitharding bekomt men meestal pas na
3 tot 24 uren, afhankelijk van het type anaëroob product, het materiaal van het substraat, de
spleetruimte en de temperatuur. Bij niet metaal oppervlakken dient men een activator toe te voegen
om de polymerisatiereactie te activeren. Door de temperatuur gevoelig op te voeren tijdens het
uithardingproces bekomt men een sterkere verbinding en een kortere uithardingtijd.
0DWHULDOHQ
De meeste metalen hebben een actief oppervlak, wat het uitharden bevordert. Bij metalen die minder
actief zijn (vb. goud, zilver, cadmium, zink, chroom en zuiver aluminium) en kunststoffen (passief) is
een activator noodzakelijk. Door deze toevoeging worden de lijmen tweecomponentig en moeten ze
dus gemengd worden. Bij sommige thermoplastische kunststoffen moet er op gelet worden dat de
activator het materiaal niet aantast.
2SSHUYODNWHYRRUEHKDQGHOLQJ
De te lijmen oppervlakken moeten ontvet zijn en mogen geen oxide, verontreinigingen of verf
bevatten.
2SPHUNLQJHQ
• Een speciale soort zijn de UV-uithardende lijmen die ook bij aanwezigheid van lucht uitharden
als men gebruik maakt van een gerichte ultraviolette stralingsbundel. Deze lijmen geven een
sterke verbinding, zijn helder doorzichtig en zijn in uitgeharde toestand ongevoelig voor
zonlicht en weersinvloeden. De glas-, optische-, elektronische- en auto-industrie maken veel
gebruik van deze lijmen om bijvoorbeeld verlijmingen van lenzen, glas of elektronische
componenten te realiseren.
• De gelijmde verbindingen zijn zowel statisch als dynamisch hoog belastbaar, hebben een
grote chemische weerstand en vormen geen voedingsbodem voor schimmels en bacteriën.
• Belangrijk voor een geslaagde verbinding is dat de lijmspleet volledig gevuld is. De voorkeur
wordt daarom gegeven aan het aanbrengen van de lijm op beide oppervlakken.
• Anaërobe lijmen worden verpakt in een materiaal dat zuurstof doorlatend is om het product
stabiel te houden.

��� ������� ������� ����-?)W����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
9HLOLJKHLG�HQ�K\JLsQH
Anaërobe lijmen zijn niet giftig en sommige goedgekeurde lijmen kunnen bijgevolg aangewend
worden in de voedingsindustrie. Zij irriteren de huid en de ogen bijna niet en hebben slechts een
geringe geur. Niettemin is een goede ventilatie toch aan te bevelen.
��� ������� ������� ����-�.>����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������&\DQRDFU\ODDWOLMPHQ��VQHOOLMPHQ��
9HUVFKLMQLQJVYRUP
Cyanoacrylaatlijmen zijn ééncomponentlijmen die worden gekenmerkt door hun uithardingsnelheid
(mogelijk enkele seconden) en sterkte. Ze zijn direct doseerbaar uit de verpakking of te verwerken met
eenvoudige doseereenheden. Klemgereedschappen zijn niet nodig. Een lichte contactdruk volstaat
voor de montage.
Karakteristieken zijn hun kleurloze aard, en hun goede bestendigheid tegen oplosmiddelen en
weersinvloeden. Op chemisch vlak kan men verschillende soorten cyanoacrylaatlijmen
onderscheiden, doordat zij methyl-, ethyl-, butyl- of alkoxy-ethylesters bevatten.
• 0HWK\OHVWHU wordt aangeraden voor het maken van sterke en stijve verbindingen tussen
metalen.
• (WK\OHVWHU wordt aangeraden voor het verlijmen van kunststof, rubber, … Deze esters bieden
een grotere flexibiliteit, wat ze meer geschikt maakt voor flexibere materialen.
• %XW\OHVWHU wordt aangeraden voor het verlijmen van onderdelen onder hoge
luchtvochtigheden en kleine luchtsnelheden of voor het verlijmen van onderdelen die tijdens
de montage nog gepositioneerd moeten worden.
• $ONR[\�HWK\OHVWHU wordt aangeraden voor decoratieve verlijmingen om bijna onzichtbare
lijmnaden te creëren. De sterkte en de vochtbestandheid is wel iets minder.
8LWKDUGLQJZLM]H
Daar cyanoacrylaatlijmen geen oplosmiddel bevatten wordt alle aangebrachte lijm ook verhard. Er
wordt een goede mechanische stabiliteit bereikt zonder dat er van merkbare krimp sprake is. Tijdens
het uithardingproces gaat het vloeibare monomeer over naar een vast polymeer. In sommige gevallen
is water nodig om de reactie te starten. Om te voorkomen dat de lijm in de verpakking reeds gaat
uitharden, is een zure stabilisator toegevoegd. De snelheid waarmee cyanoacrylaatlijmen uitharden is
in sterke mate afhankelijk van de vochtigheid van het oppervlak en de relatieve vochtigheid van de
omgevingslucht. Is deze laatste lager dan 50% dan loopt de uithardingreactie tergend traag, terwijl bij
vochtigheden hoger dan 75% de reactie haast explosief wordt. Er vormen zich dan zoveel
molecuulketens tegelijk dat geen van allen zich volledig kan ontwikkelen. De verbinding wordt hierdoor
zwakker. Als optimale waarde voor de relatieve luchtvochtigheid wordt 60% aangegeven.
0DWHULDOHQ
Zowel metalen, hout, kunststoffen, rubbers, leer, kurk, papier als sintermaterialen kunnen gebruikt
worden. Apolaire oppervlakken (vb. polyethyleen, polypropeen en siliconenhoudende stoffen) zijn
zonder voorbehandeling niet te verlijmen.
2SSHUYODNWHYRRUEHKDQGHOLQJ
De verbinding wordt verbeterd indien de materialen ontvet zijn. Apolaire oppervlakken vereisen een
plasma- of coronavoorbehandeling.

��� ������� ������� ����-�X�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�2SPHUNLQJHQ
Het vullende vermogen en de thermische belastbaarheid van cyanoacrylaatlijmen is beperkt.
9HLOLJKHLG�HQ�K\JLsQH
Cyanoacrylaten zijn nauwelijks giftig bij inname. Bij onvoldoende ventilatie kan er echter irritatie van
het oog- en neusslijmvlies optreden. Ze staan er ook voor bekend snel de ogen aan de oogleden te
hechten indien daar lijm terecht komt. Indien dit voorvalt, moet het oog grondig met warm water
gewassen worden en vochtig gehouden worden door middel van een kussentje. Binnen de vier dagen
komt de lijm dan los, zonder gevaar voor het oog. Indien lijm gemorst wordt moet deze onmiddellijk
met water overspoeld worden. Na uitharding kan de lijm dan weggeschraapt worden. Bij grote
hoeveelheden lijm mogen zeker geen doeken gebruikt worden, daar dit een snelle polymerisatie zou
veroorzaken welke gepaard gaat met warmteontwikkeling en dampvorming.
��� ������� ������� ����F�,�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������(SR[\OLMPHQ�
9HUVFKLMQLQJVYRUP
Epoxy’s zijn lijmen met een vrij hoge sterkte, maar een eerder kleine flexibiliteit, schokbestendigheid
en afpelweerstand. Door toevoeging van rubber kan dit verbeterd worden. Er kunnen hoog belastbare
verbindingen mee worden gemaakt en ze zijn meestal goed bestand tegen oliën en oplosmiddelen.
Omwille van hun hoge viscositeit zijn epoxylijmen minder geschikt voor het verbinden van kleine
delen. Er bestaan ook epoxyfilms, waarbij de lijm dan onder de vorm van een flexibele film wordt
aangeleverd of epoxy’s in poedervorm, welke door temperatuursverhoging moet worden uitgehard.
Deze laatste soort is ook bruikbaar als reactieve smeltlijm. Tenslotte zijn er ook nog UV-epoxy’s die
door ultraviolet licht uitharden.
8LWKDUGLQJZLM]H
Epoxy’s kunnen op twee verschillende manieren uitharden. Koudhardende tweecomponenten epoxy’s
(alifatische amine) harden uit door het samenvoegen van hars en verharder (meestal 50%-50%) bij
kamertemperatuur. Temperatuursverhoging kan de reactiesnelheid verhogen. Ééncomponent epoxy’s
(ook films en poeders) harden uit door temperatuursverhoging. De uithardingtemperatuur is mede
bepalend voor de uiteindelijke sterkte van de verbinding. Warm uitgeharde verbindingen
(zuuranhydride) hebben meestal een hogere sterkte dan koud uithardende.
0DWHULDOHQ
Metalen, thermohardende kunststoffen en keramiek kunnen vlot met epoxylijmen verlijmd worden tot
sterke verbindingen. Thermoplastische kunststoffen en rubbers zijn minder geschikt omwille van hun
meer flexibele aard en hun apolair karakter. Dit laatste is door een geschikte voorbehandeling wel te
verbeteren.
2SSHUYODNWHYRRUEHKDQGHOLQJ
Epoxy’s zijn erg gevoelig voor verontreinigingen (vooral vet) en het substraat dient dus steeds
gereinigd te worden. In vele gevallen is ook een primer noodzakelijk.
2SPHUNLQJHQ
• De uithardingtijd kan soms vrij lang zijn.
• De mengverhouding van hars en harder dient nauwkeurig te zijn, daar bij afwijking van de
optimale verhouding de sterkte snel afneemt. Het gebruik van goede mengapparatuur verdient
de voorkeur.
• Vooral bij het uitharden op hogere temperatuur van een verbinding tussen ongelijksoortige
materialen kunnen – bij terug afkoelen – krimpspanningen ontstaan.
• Door de hoge sterkte en de uitstekende hechting is het verwijderen van epoxylijm niet
eenvoudig.
�

��� ������� ������� ����Fl������������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�9HLOLJKHLG�HQ�K\JLsQH
Sommige componenten uit epoxylijmen kunnen huidirritaties veroorzaken bij blootstelling aan de huid.
Bij het mengen en aanbrengen van de lijm dient men zorgvuldig te werk te gaan. Door de eventuele
afwezigheid van hulpstoffen kunnen de vrijkomende dampen prikkelend zijn voor de ademhalings-
wegen. Bij frequent, langdurig contact met de damp zijn longaandoeningen niet uitgesloten.
Toepassen van een goede ventilatie en indien mogelijk plaatselijke afzuiging wordt sterk aanbevolen.
Epoxy’s in poeder- of filmvorm geven geen aanleiding tot problemen.

��� ������� ������� ����F�-�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������3RO\XUHWKDDQOLMPHQ��385�OLMPHQ��
Polyurethaanlijmen kunnen ingedeeld worden in 5 groepen:
• ééncomponent oplosmiddelvrije systemen
• tweecomponent oplosmiddelvrije systemen
• polyurethaan smeltlijmen (PUR-smeltlijmen)
• oplosmiddelhoudende systemen
• dispersielijmen
Voor een beschrijving van de laatste twee soorten wordt verwezen naar de respectievelijke paragrafen
8.2.1. en 8.1.1.

��� ������� ������� ����F�F�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���������epQFRPSRQHQW�RSORVPLGGHOYULMH�V\VWHPHQ�
9HUVFKLMQLQJVYRUP
Ééncomponent PUR-lijmen zijn lijmen met een ingebouwde verharder, die door middel van vocht
reageert. Deze lijmen zijn omwille van hun elastische eigenschappen bijzonder geschikt voor het
maken van verbindingen die aan dynamische belastingen blootstaan en vertonen een goede hechting
op uiteenlopende materialen. Hun sterkte echter is eerder gering (< 10 MPa = 102 kgf/cm²).
8LWKDUGLQJVZLM]H
Een ééncomponent PUR-lijm is een prepolymeer van een isocyanaat/hars combinatie, waarbij de
isocyanaten in overmaat aanwezig zijn. De uitharding vindt plaats door de inwerking van vocht uit de
lucht. Bevorderen van de uithardingsnelheid is mogelijk door toevoegen van vocht aan de lijmnaad of
door de temperatuur op te voeren.
0DWHULDOHQ
Vele soorten materiaal zijn lijmbaar met deze PUR-lijm: metaal, kunststoffen, hout, keramiek en beton.
Industrietakken van uiteenlopende aard maken er dan ook gebruik van: fabricage van bouw- en
dakpanelen, wagen- en caravanbouw, tankerbouw, scheepsbouw, filterindustrie, …
2SSHUYODNWHYRRUEHKDQGHOLQJ
De substraten moeten droog en ontvet zijn. Bij metalen oppervlakken wordt het gebruik van een
primer aanbevolen. Kunststofoppervlakken worden best opgeruwd. Polyethyleen en polypropyleen
vereisen een speciale voorbehandelingstechniek (vb. coronabehandeling).
2SPHUNLQJHQ
Ééncomponent PUR-lijmen hebben vocht nodig voor de uithardingreactie. Daartoe kan men de
voegen besproeien met water. Dit moet echter wel met enige voorzichtigheid gebeuren daar bij een
teveel aan water blaasvorming door CO2-afsplitsing kan ontstaan.
9HLOLJKHLG�HQ�K\JLsQH
Deze lijmen zijn oplosmiddelvrij en zijn niet etsend of brandgevaarlijk. Een goede ventilatie is wel
noodzakelijk aangezien de harders (isocyanaat) bij kamertemperatuur gemakkelijk verdampen.
Doordat de lijm met vocht reageert, is irritatie op handen en ogen niet uitgesloten. Beschermende
maatregelen moeten getroffen worden en bij contact dient men zorgvuldig te spoelen.

��� ������� ������� ����F�������������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���������7ZHHFRPSRQHQW�RSORVPLGGHOYULMH�V\VWHPHQ�
9HUVFKLMQLQJVYRUP
Tweecomponenten PUR-lijmen bestaan uit een component op basis van een polyol en een
component op basis van een isocyanaat. De toevoeging van vulstoffen laat toe verschillende
eigenschappen (sterkte, flexibiliteit, temperatuursbestendigheid, …) te beïnvloeden. Deze lijmen zijn
omwille van hun elastische eigenschappen en hun hoge treksterkte bijzonder geschikt voor het maken
van verbindingen die aan dynamische belastingen blootstaan. Bovendien vertonen zij een goede
hechting op uiteenlopende materialen.
�8LWKDUGLQJVZLM]H
Het mengen van de twee componenten doet een chemische reactie starten tussen het polyol en het
isocyanaat die leidt tot een netwerkstructuur. De uithardingtijd bedraagt 1 tot 8 uur, maar de
uiteindelijke sterkte wordt pas na 24 tot 72 uur bereikt. Het gebruik van versnellers kan deze tijd echter
aanzienlijk verkorten.
0DWHULDOHQ
Vele soorten materialen zijn lijmbaar met deze PUR-lijm: metaal, kunststoffen, hout, keramiek en
beton. Industrietakken van uiteenlopende aard maken er dan ook gebruik van: fabricage van bouw- en
dakpanelen, wagen- en caravanbouw, tankerbouw, scheepsbouw, filterindustrie, …
2SSHUYODNWHYRRUEHKDQGHOLQJ
De substraten moeten droog en ontvet zijn. Bij metalen oppervlakken wordt het gebruik van een
primer aanbevolen. Kunststofoppervlakken worden best opgeruwd. Polyethyleen en polypropyleen
vereisen een speciale voorbehandelingstechniek (vb. coronabehandeling).
2SPHUNLQJHQ
Deze lijmen bezitten een goede lage temperatuur-, veroudering-, en chemische bestandheid.
Tegenover ééncomponent PUR-lijmen hebben ze het voordeel dat men een ingecalculeerde
uithardingtijd heeft (niet afhankelijk van vocht), en dat men substraten kan lijmen die geen vocht
bevatten of waar geen vocht kan intrekken.
9HLOLJKHLG�HQ�K\JLsQH
Deze lijmen zijn oplosmiddelvrij en zijn niet etsend of brandgevaarlijk. Een goede ventilatie is wel
noodzakelijk aangezien de harders (isocyanaat) bij kamertemperatuur gemakkelijk verdampen.
Doordat isocyanaten met vocht reageren, is irritatie op handen en ogen niet uitgesloten.
Beschermende maatregelen moeten getroffen worden en bij contact dient men zorgvuldig te spoelen.

��� ������� ������� ����F�G�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
���������385�VPHOWOLMPHQ�
9HUVFKLMQLQJVYRUP
PUR-smeltlijmen worden luchtdicht verpakt in vaste vorm door de fabrikant geleverd.
8LWKDUGLQJVZLM]H
Deze lijm hardt uit door het terug afkoelen vanuit de gesmolten toestand. Afhankelijk van de
samenstelling en de laagdikte ontstaat bijgevolg een vaste verbinding binnen enkele seconden tot
enkele minuten. PUR-smeltlijmen reageren met vocht uit de omgeving, waardoor binnen enkele dagen
een verbinding ontstaat die temperatuur- en chemisch bestendig is. Vocht aanbrengen op de
substraten heeft in deze context een positieve invloed.
�0DWHULDOHQ
Door de uitstekende hechting op diverse kunststoffen wordt de lijm gebruikt in de auto-, textiel- en
elektronica industrie. Vooral daar waar lage omgevingstemperaturen of chemisch lastige
omstandigheden heersen zijn PUR-smeltlijmen nuttig.
2SSHUYODNWHYRRUEHKDQGHOLQJ
De substraten moeten ontvet zijn. Apolaire kunststoffen zoals polypropyleen en polyethyleen vereisen
een speciale voorbehandelingstechniek.
2SPHUNLQJHQ
• Deze lijmen combineren de voordelen van smeltlijmen (snelle verwerking) met de voordelen
van tweecomponenten PUR-lijmen (temperatuur- en chemische bestendigheid).
• Een geopende verpakking moet onder een inert gas of stikstof bewaard worden, aangezien
PUR-smeltlijmen ook bij kamertemperatuur reageren met vocht.
• Smeltlijmen vereisen speciale smeltlijmapparatuur.
• Metalen oppervlakken worden best voorverwarmd. Wanneer de warme lijm op een koud
metaaloppervlak terecht komt ontstaat door afschrikking mogelijk een slechte bevochtiging en
een snelle kristallisatie.
9HLOLJKHLG�HQ�K\JLsQH
De veiligheidsvoorschriften voor isocyanaathoudende stoffen moeten worden nageleefd. Ter hoogte
van het lijmstation worden de ontstane dampen best afgezogen.
��� ������� ������� ����F�U>����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������39&�SODVWLVROHQ�
9HUVFKLMQLQJVYRUP
PVC-plastisolen zijn polymeer/weekmaker mengsels, waarbij het PVC-poeder is gedispergeerd in een
vloeibare weekmaker. Hieraan worden drie middelen toegevoegd: een KHFKWPLGGHO om het
hechtvermogen te verbeteren, VWDELOLVDWRUHQ om te voorkomen dat het chloorhoudende molecuul van
PVC zich bij hoge temperaturen zou afsplitsen als chloorwaterstof en YXOVWRIIHQ om een geschikt
vloeigedrag te verkrijgen.
8LWKDUGLQJVZLM]H
Het uithardingprincipe is eigenlijk een fysisch proces. Door temperatuursverhoging (120°C) zwellen de
PVC-deeltjes op door opname van de weekmaker. Deze gezwollen deeltjes smelten bij 160°C samen
tot een elastische pasta. Tijdens het afkoelen verstijft de gesmolten massa tot een flexibel polymeer.
0DWHULDOHQ
PVC-plastisolen worden voornamelijk in de auto-industrie gebruikt voor hechting- en
afdichtingdoeleinden van de metalen delen van de carrosserie, de deuren, de motorkap en het
kofferdeksel.
2SSHUYODNWHYRRUEHKDQGHOLQJ
Het metaaloppervlak dient optisch schoon te zijn. Ontvetten is echter niet nodig.
2SPHUNLQJHQ
PVC-plastisolen zijn goed hittebestendig (230°C), terwijl ook bij lage temperaturen (-40°C) nog een
degelijke flexibiliteit overblijft.
9HLOLJKHLG�HQ�K\JLsQH
Afzuiging kan soms noodzakelijk zijn.
��� ������� ������� ����F?)W����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������8UHXPIRUPDOGHK\GHOLMPHQ�
9HUVFKLMQLQJVYRUP
Ureumformaldehydelijmen zijn thermohardende lijmen. Ze worden aangeleverd in een waterige
oplossing of in poedervorm (zelf op te lossen). Toevoeging van een versneller is soms gewenst.
8LWKDUGLQJVZLM]H
De toevoer van warmte of een versneller brengt een vernettingsreactie op gang, waarbij
watermoleculen afgesplitst worden.
0DWHULDOHQ
Deze lijmen worden voornamelijk voor houtverbindingen gebruikt (triplex, meubels, …), waar ze voor
sterke verbindingen kunnen zorgen. Om metaal te kunnen verlijmen zijn speciale primers nodig.
Kunststoffen kunnen helemaal niet met dit type lijm gehecht worden.
2SSHUYODNWHYRRUEHKDQGHOLQJ
Hout vereist geen voorbehandeling, hoewel het op een juiste wijze voorschuren meestal wel tot een
beter resultaat leidt. Metalen vereisen een behandeling met primers.
2SPHUNLQJHQ
• Deze lijmen zijn vrij goedkoop en gemakkelijk te verwerken
• De warmte- en vochtbestendigheid is eerder gering.
• Door het vrijkomende water is het mogelijk dat metaal gaat corroderen.
9HLOLJKHLG�HQ�K\JLsQH
De lijm bevat formaldehyde dat in dampvorm kan vrijkomen. Een goede afzuiging tijdens de productie
is dus vereist. Huidcontact kan leiden tot irritatie.
��� ������� ������� ����F�.>����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
�������)HQRO��UHVRUFLQROLMPHQ�
9HUVFKLMQLQJVYRUP
Deze lijmen zijn zowel in poedervorm als in vloeistof- of filmvorm te verkrijgen. Vooral in de
houtindustrie leveren ze uitstekende resultaten.
8LWKDUGLQJVZLM]H
De toevoer van warmte of een versneller brengt de chemische reactie op gang, waarbij water
afgesplitst wordt. Om blaasvorming te vermijden is tijdens het uitharden een hoge druk nodig.
0DWHULDOHQ
Vooral hout, maar ook staal, aluminium en thermohardende kunststoffen kunnen met deze lijm
gehecht worden.
2SSHUYODNWHYRRUEHKDQGHOLQJ
Hout vereist geen voorbehandeling, hoewel het op een juiste wijze voorschuren meestal wel tot een
beter resultaat leidt. Voor metalen is een gepaste voorbehandeling noodzakelijk, afhankelijk van het
type metaal.
2SPHUNLQJHQ
• De fenol- en in mindere maten de resorcinolijmen hebben een zeer hoge sterkte en een
uitstekende hechting en duurzaamheid.
• De lijmen zijn over het algemeen nogal bros, waardoor ze niet geschikt zijn voor flexibele
verbindingen. Bij falen van een verbinding leidt de brosheid tot een snelle en uitgebreide
scheurvorming.
9HLOLJKHLG�HQ�K\JLsQH
Vrijkomende dampen moeten worden afgezogen en herhaaldelijk contact met de huid moet vermeden
worden.
��� ������� ������� ����F�X�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
��������6LOLFRQHQOLMPHQ�
9HUVFKLMQLQJVYRUP
Siliconenlijm wordt in de eerste plaats gebruikt voor het lijmen van glas, als afdichtingkit en voor
toepassingen waar de bestandheid en flexibiliteit van groot belang is.
8LWKDUGLQJVZLM]H
Ééncomponent siliconenlijm kan bij kamertemperatuur uitharden, waarbij dan vocht van het te lijmen
materiaal en vocht uit de lucht nodig zijn. De uithardingtijd is dan echter zeer lang (1 à 2 mm/dag).
Tweecomponent siliconenlijm hardt uit door toevoeging van een vernetter of versneller, waardoor de
uithardingtijd aanzienlijk korter wordt.
0DWHULDOHQ
Glas, papier, metalen, kunststoffen en rubbers (ook apolaire).
2SSHUYODNWHYRRUEHKDQGHOLQJ
In de meeste gevallen volstaat een reiniging van het oppervlak. Voor sterk zuigende ondergronden, of
voor siliconenlijm op basis van azijnzuur, wordt een primer aanbevolen.
2SPHUNLQJHQ
• Siliconenlijmen blijven flexibel over een groot temperatuurgebied en zijn goed bestand tegen
vocht en buitenomstandigheden.
• De viscositeit is goed regelbaar.
• Voor speciale toepassingen kunnen eigenschappen als lage diëlektrische verliezen, een lage
diëlektrische constante en een hoge weerstand tegen ozon van belang zijn.
• Sommige afsplitsingproducten (zuren) kunnen leiden tot corrosie van metalen.
• Siliconenlijmen zijn niet goedkoop.
9HLOLJKHLG�HQ�K\JLsQH
De zure afsplitsingproducten kunnen irritatie van de huid tot gevolg hebben. Deze producten hebben
een onaangename geur.
��� ������� ������� ������,�����������>� ����� ����! ��"�#�$ %&'��('�Y)Z+���,'+ -�,�,�.
��������$QRUJDQLVFKH�OLMPHQ�
9HUVFKLMQLQJVYRUP
Anorganische lijmen worden voornamelijk gebruikt bij verbindingen die aan hoge temperaturen (tot
meer dan 1000°C) worden blootgesteld. De lijmen zijn hard en krimpen zeer weinig. Bekend zijn de
silicaten, fosfaten, aluminium-, magnesium- en zwavelcementen.
8LWKDUGLQJVZLM]H
Men onderscheidt twee types reacties:
Een eerste mechanisme is drogen aan de lucht (verdamping van water) en verder uitharden bij
verhoogde temperatuur (± 400°C) wat leidt tot een overgang naar glasachtige toestand.
Een ander mechanisme berust op een reactie met vocht, te vergelijken met cement. Ook hier is
dikwijls nog een verwarmingsstap tot boven de 150°C noodzakelijk.
0DWHULDOHQ
Anorganische lijmen worden veel gebruikt bij het verlijmen van glas en keramiek (soms ook metalen),
voornamelijk voor hoge temperatuurtoepassingen (ovens, lampen, …)
2SSHUYODNWHYRRUEHKDQGHOLQJ
Op hoge temperatuur uithardende lijmen vereisen meestal geen voorbehandeling. Sommige lijmen
vereisen wel een vetvrij oppervlak.
2SPHUNLQJHQ
De verbindingen zijn bros en bijgevolg weinig bestand tegen slag- of stootbelastingen.
9HLOLJKHLG�HQ�K\JLsQH
Geen bijzonderheden.
mno pq rs tuv wx u y z{ u x y y s |u u }~ } u �v � ��� � }� t �g� z� � �� � �
�� �� � ��� � ��� �� ��� �� �� �� �� � �� � ��� �� �� �� ��� � � �¡ � � �� �� ¢¡ ¡ �� � � � £ � �
� � �� ¤ � � � � � � �� ��
�� � �� � � � � � � � �¥ � �¦ � � ¢¡ � �� £� �� � �
FYS
ISC
H U
ITH
AR
DE
ND
Dispersielijm (witte lijmen)
Kunsthars gedispergeerd met water. Type kunsthars: polyvinylacetaat, acrylaat, PUR en derivaten daarvan
Door onttrekken van dispersiewater aan de lijm. Druk uitoefenen.
Hout, papier, textiel, (poreuze) keramiek
Ontvetten. Apolaire kunststoffen zoals polypropeen, Teflon, siliconenrubbers, vergen een speciale voorbehandeling.
Geen speciale voorzieningen. Wel opletten voor de eigenschappen van eventuele toevoegstoffen.
Elastisch => geen hoge statische belastingen. Temperatuur max 100°C. Goedkoop. Eenvoudig te verwerken.
Smeltlijm (hotmelts)
Niet reactieve hotmelts
Vaste vorm. Wordt door verhitting vloeibaar gemaakt (± 140°C tot 200°C).
Door afkoelen en samendrukken van de elementen. Kan door verhitting opnieuw gedemonteerd en herlijmd worden.
Bijna alle materialen die bestand zijn tegen hoge temperaturen. Vaak voor oppervlakken die ondoorlaatbaar zijn voor water of oplosmiddelen.
Ontvetten en stofvrij maken. Opgelet voor brandwonden bij het aanbrengen.
Kruipverschijnsel => geen hoge statische belastingen. Smelteigenschappen => geen hoge temperaturen.
Hotmelts PSA Vaste vorm. Vloeibaar maken door verhitting.
Onbepaalde open tijd. Verharding door druk.
Reactieve hotmelts
Vaste vorm. Wordt door verhitting vloeibaar gemaakt (± 120°C tot 160°C).
Door afkoeling en reactie met luchtvochtigheid. Niet hersmeltbaar.
Contactlijm Rubbers (polychloropreen) opgelost in organische oplosmiddelen of water.
Beide delen instrijken. Na verdamping oplosmiddel (± 10 min) delen samenvoegen en aandrukken.
Metalen en meeste kunststoffen die bestand zijn tegen aanwezige oplosmiddelen.
Ontvetten en stofvrij maken. Goede ventilatie wegens verdamping oplosmiddelen. Niet roken en geen vuur.
Elastische schokbestendige verbinding. Groot temperatuursbereik (-40°C tot +110°C). Geringe krimp => geen hoge statische belastingen.
CH
EM
ISC
H U
ITH
AR
DE
ND
Oplosmiddellijm Oplossing van rubber en hars in organische oplosmiddelen.
Door verdamping van de oplosmiddelen. Sommige types kunnen gereactiveerd worden na drogen door toevoeging van oplosmiddel of warmte.
Vele materiaalsoorten. Ontvetten, stofvrij maken en opruwen.
Goede ventilatie wegens verdamping oplosmiddelen. Niet roken en geen vuur.
Flexibel en grote afpelsterkte. Lage kruipweerstand. Temperatuur max. 80°C. Goedkoop. Verschillende soorten verlijming mogelijk (zie hoofdstuk 8.2.1.)
No-mix acrylaatlijm 3 componenten: hars, initiator en versneller.
Kettingreactie door combinatie initiator/versneller die hars uithardt.
Vele materiaalsoorten. Apolaire oppervlakken zijn niet geschikt (polypropeen, rubber, siliconen, …)
Ontvetten. Voor duurzame verbindingen speciale voorbehandeling.
Geur => afzuiginstallatie langs onder. Soms huidirriterend.
Eenvoudig in gebruik. Hoge sterktes. Thermoplastisch => mogelijk kruip bij hoge temp / belasting.
Anaërobe lijm Vloeibaar als ééncomponent of tweecomponent.
Door gebrek aan zuurstof. Volledige uitharding na 3 tot 24 uur. Door UV-bestraling.
Meeste metaalsoorten. Ontvetten. Vrij van oxide, verontreinigingen en verf.
Ventilatie noodzakelijk. Niet irriterend en geringe geur.
Wordt gebruikt in voedings-industrie. Zeer sterk, UV-bestendig, hoog belastbaar, rot- en schimmelvrij.
Cyanoacrylaatlijm (snellijm) Eéncomponent op basis van methyl-, ethyl-, buthyl- of alkoxy-ethyl esters.
Zeer snel door lichte druk. Metaal, hout, kunststofffen, rubbers, leder, kurk, papier.
Ontvetten. Apolaire oppervlakken hebben voorbehandeling nodig.
Ventilatie noodzakelijk. Irriterend voor ogen en neus-slijmvlies. Géén oogcontact !!!
Beperkte thermische belastbaarheid.
Epoxylijm Visceus, flexibele film of poedervorm (reactieve smeltlijm)
Koudhardend door combinatie hars en verharder; warmhar-dende ééncomponentlijmen; UV-licht
Metalen, thermohardende kunststoffen en keramiek. Thermoplastische kunststoffen en rubbers mits geschikte voorbehandeling.
Ontvetten en eventueel een primer.
Huidirriterend (handschoenen). Goede ventilatie wegens vrijkomende dampen (longaandoeningen)
Lange uithardingtijd. Nauwkeurige mengverhouding is belangrijk. Krimpspanningen mogelijk.
9(5*(/,-.(1'(�7$%(/�/,-0(1�

mno pq rs tuv wx u y �{ u x y y s |u u }~ } u �v � ��� � }� t �g� z� � �� � �
�� �� � ��� � ��� �� ��� �� �� �� �� � �� � ��� �� �� �� ��� � � �¡ � � �� �� ¢¡ ¡ �� � � � £ � �
� � �� ¤ � � � � � � �� ��
�� � �� � � � � � � � �¥ � �¦ � � ¢¡ � �� £� �� � �
CH
EM
ISC
H U
ITH
AR
DE
ND
Poly-urethaan lijm
Ééncomponent oplosmiddelvrij
Eéncomponent prepolymeer isocyanaat/hars combinatie.
Door inwerking van vocht uit de lucht.
Metalen, kunststoffen, hout, keramiek, beton.
Droog en ontvetten. Kunststoffen opruwen. Polyethyleen en polypropyleen vereisen speciale voorbehandeling (vb. Corona)
Goede ventilatie noodzakelijk wegens verdamping harders. Huidirriterend.
Eventueel de naden gedoseerd besproeien met water. Wel opgelet voor blaasvorming door CO2 afsplitsing.
Tweecomponent oplosmiddelvrij
Tweecomponent op basis van een polyol en een isocyanaat.
Door chemische reactie tussen de 2 componenten die leidt tot een netwerkstructuur.
Lage temperatuur-, veroudering-, en chemische bestandheid. Uitharding na 1 tot 8 uur; vol-ledige sterkte na 24 tot 72 uur.
PUR-smeltlijm Vaste vorm, luchtdicht verpakt. Vloeibaar door verhitting.
Door afkoeling en reactie met luchtvochtigheid.
Auto-, textiel- en elektronica industrie.
Veiligheidsvoorschriften voor isocyanaathoudende stoffen strikt naleven. Afzuiginstallatie vereist voor ontstane dampen.
Snelle verwerking. Grote temperatuur- en chemische bestendigheid. Geopende verpakking onder inert gas of stikstof bewaren. Speciale lijmapparatuur nodig.
PVC-plastisolen
Vloeibaar. PVC-poeder gedispergeerd in een vloeibare weekmaker. Toevoeging van hechtmiddel, stabilisatoren en vulstoffen.
Bij temperatuurverhoging (120°C) zwellen de PVC-deeltjes op door opname van de weekmaker. Deze deeltjes smelten bij 160°C samen tot een elastische pasta. Verharding door afkoeling.
Vooral in de auto-industrie voor hechting- en afdichting van metalen delen van carrosserie, deuren, motorkap, kofferdeksel…
Optisch schoon oppervlak. Ontvetten is niet noodzakelijk. Afzuiging meestal nodig. Groot temperatuurbereik van
-40°C tot +230°C.
Ureumformaldehydelijm Waterige oplossing of poedervorm.
Door warmte of een versneller komt een vernettingsreactie op gang waardoor water-moleculen afgesplitst worden.
Voornamelijk voor hout-verbindingen. Metaal mogelijk mits primers. Kunststoffen niet mogelijk.
Hout eventueel voorschuren. Metalen vereisen primers.
Goede afzuiging wegens verdamping formaldehyde. Huidirriterend.
Vrij goedkoop. Eenvoudige verwerking. Slechte warmte- en vocht-bestendigheid.
Fenol-/resorcinolijm Poedervorm, vloeistof of filmvorm.
Door warmte of een versneller komt een chemische reactie op gang waardoor water-moleculen afgesplitst worden.
Hout, staal, aluminium, thermohardende kunststoffen.
Hout eventueel voorschuren. Metaal vereist gepaste voorbehandeling aangepast aan het type metaal.
Vrijkomende dampen moeten afgezogen worden. Huidirriterend.
Zeer sterk, goede hechting en duurzaamheid. Niet geschikt voor flexibele verbindingen.
Siliconenlijm Visceus
Ééncomponent door reactie met luchtvochtigheid (traag). Tweecomponent door toevoe-ging van vernetter of versneller
Glas, papier, metalen, kunststoffen, rubbers.
Reiniging van het oppervlak. Sterk zuigende oppervlakken, of siliconenlijm op basis van azijnzuur vereist een primer.
Huidirriterend. Onaangename geur.
Flexibel over groot temperatuurgebied. Goed bestand tegen vocht en buitenomstandigheden. Goed regelbare viscositeit. Niet goedkoop.
Anorganische lijm
Vloeibaar. Sillicaten, fosfaten, aluminium-, magnesium- en zwavel-cementen.
Drogen aan lucht door verdamping van water en verder uitharden bij ± 400°C. Of reactie met vocht (cement) en verder uitharden bij ±150°C.
Glas, keramiek, soms metalen, voornamelijk voor hoge temperauurtoepassingen (ovens, lampen, …)
Meestal niet. Sommige lijmen vereisen een vetvrij oppervlak.
Geen bijzonderheden.
Bros, dus weinig bestand tegen slag- of stootbelastingen Zeer hoge temperatuur-weerstand (meer dan 1000°C).
9(5*(/,-.(1'(�7$%(/�/,-0(1�
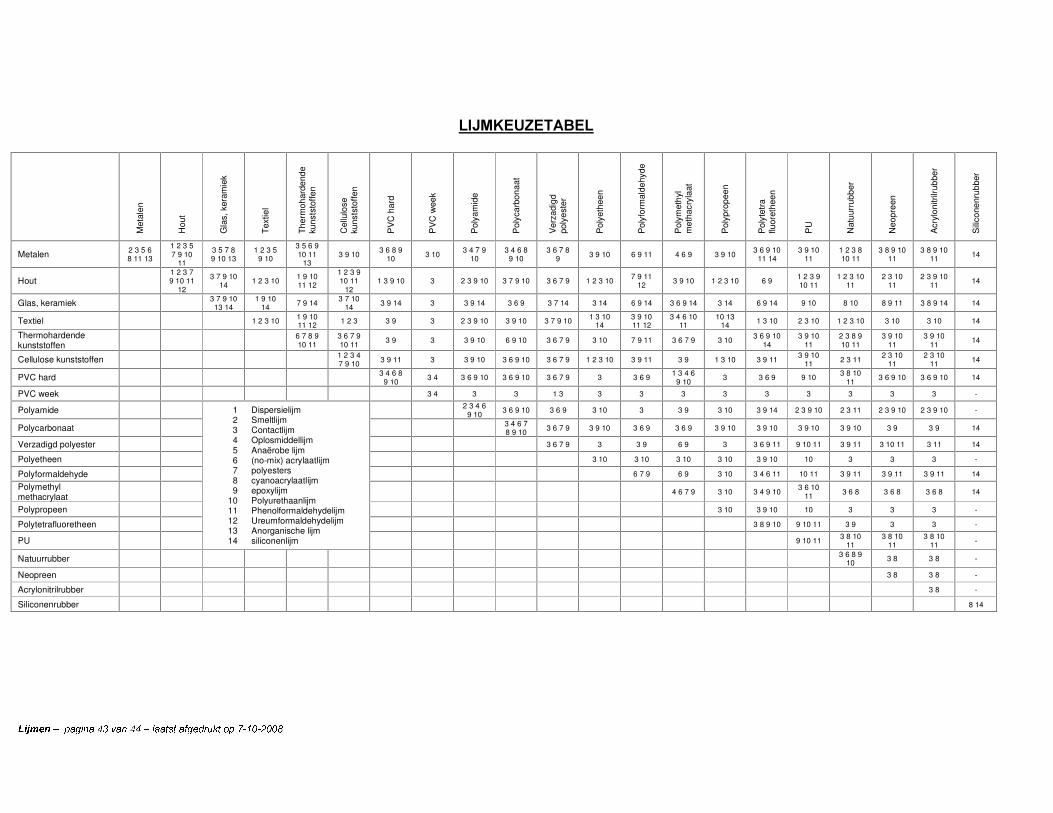
mno pq rs tuv wx u y §{ u x y y s |u u }~ } u �v � ��� � }� t �g� z� � �� � �
/,-0.(8=(7$%(/�
Met
alen
Hou
t
Gla
s, k
eram
iek
Text
iel
Ther
moh
arde
nde
kuns
tsto
ffen
Cel
lulo
se
kuns
tsto
ffen
PV
C h
ard
PV
C w
eek
Pol
yam
ide
Pol
ycar
bona
at
Ver
zadi
gd
poly
este
r
Pol
yeth
een
Pol
yfor
mal
dehy
de
Pol
ymet
hyl
met
hacr
ylaa
t
Pol
ypro
peen
Pol
ytet
ra
fluor
ethe
en
PU
Nat
uurr
ubbe
r
Neo
pree
n
Acr
ylon
itrilr
ubbe
r
Sili
cone
nrub
ber
Metalen 2 3 5 6 8 11 13
1 2 3 5 7 9 10
11
3 5 7 8 9 10 13
1 2 3 5 9 10
3 5 6 9 10 11
13 3 9 10 3 6 8 9
10 3 10 3 4 7 9 10
3 4 6 8 9 10
3 6 7 8 9 3 9 10 6 9 11 4 6 9 3 9 10 3 6 9 10
11 14 3 9 10
11 1 2 3 8 10 11
3 8 9 10 11
3 8 9 10 11 14
Hout 1 2 3 7 9 10 11
12
3 7 9 10 14 1 2 3 10 1 9 10
11 12
1 2 3 9 10 11
12 1 3 9 10 3 2 3 9 10 3 7 9 10 3 6 7 9 1 2 3 10 7 9 11
12 3 9 10 1 2 3 10 6 9 1 2 3 9 10 11
1 2 3 10 11
2 3 10 11
2 3 9 10 11 14
Glas, keramiek 3 7 9 10 13 14
1 9 10 14 7 9 14 3 7 10
14 3 9 14 3 3 9 14 3 6 9 3 7 14 3 14 6 9 14 3 6 9 14 3 14 6 9 14 9 10 8 10 8 9 11 3 8 9 14 14
Textiel 1 2 3 10 1 9 10 11 12 1 2 3 3 9 3 2 3 9 10 3 9 10 3 7 9 10 1 3 10
14 3 9 10 11 12
3 4 6 10 11
10 13 14 1 3 10 2 3 10 1 2 3 10 3 10 3 10 14
Thermohardende kunststoffen
6 7 8 9 10 11
3 6 7 9 10 11 3 9 3 3 9 10 6 9 10 3 6 7 9 3 10 7 9 11 3 6 7 9 3 10 3 6 9 10
14 3 9 10
11 2 3 8 9 10 11
3 9 10 11
3 9 10 11 14
Cellulose kunststoffen 1 2 3 4 7 9 10 3 9 11 3 3 9 10 3 6 9 10 3 6 7 9 1 2 3 10 3 9 11 3 9 1 3 10 3 9 11 3 9 10
11 2 3 11 2 3 10 11
2 3 10 11 14
PVC hard 3 4 6 8 9 10 3 4 3 6 9 10 3 6 9 10 3 6 7 9 3 3 6 9 1 3 4 6
9 10 3 3 6 9 9 10 3 8 10 11 3 6 9 10 3 6 9 10 14
PVC week 3 4 3 3 1 3 3 3 3 3 3 3 3 3 3 -
Polyamide 1 2 3 4 5 6 7 8 9
10 11 12 13 14
Dispersielijm Smeltlijm Contactlijm Oplosmiddellijm Anaërobe lijm (no-mix) acrylaatlijm polyesters cyanoacrylaatlijm epoxylijm Polyurethaanlijm Phenolformaldehydelijm Ureumformaldehydelijm Anorganische lijm siliconenlijm
2 3 4 6 9 10 3 6 9 10 3 6 9 3 10 3 3 9 3 10 3 9 14 2 3 9 10 2 3 11 2 3 9 10 2 3 9 10 -
Polycarbonaat 3 4 6 7 8 9 10 3 6 7 9 3 9 10 3 6 9 3 6 9 3 9 10 3 9 10 3 9 10 3 9 10 3 9 3 9 14
Verzadigd polyester 3 6 7 9 3 3 9 6 9 3 3 6 9 11 9 10 11 3 9 11 3 10 11 3 11 14
Polyetheen 3 10 3 10 3 10 3 10 3 9 10 10 3 3 3 -
Polyformaldehyde 6 7 9 6 9 3 10 3 4 6 11 10 11 3 9 11 3 9 11 3 9 11 14
Polymethyl methacrylaat
4 6 7 9 3 10 3 4 9 10 3 6 10 11 3 6 8 3 6 8 3 6 8 14
Polypropeen 3 10 3 9 10 10 3 3 3 -
Polytetrafluoretheen 3 8 9 10 9 10 11 3 9 3 3 -
PU 9 10 11 3 8 10 11
3 8 10 11
3 8 10 11 -
Natuurrubber 3 6 8 9 10 3 8 3 8 -
Neopreen 3 8 3 8 -
Acrylonitrilrubber 3 8 -
Siliconenrubber 8 14
¨�© ª�«¬®�¯ °�±�²�³ ´�±>µ�µ�¶�±�´�µ�µ�¯�· ±�±�¸ ¹¸�±�º ²�»�¼�½ ¾'¿'¸�À'°YÁZÂ�Ã�Ä' Å�Ä�Ä�Æ
/,7(5$7885�
Eric Sleeckx, WTCM-machinebouw, Cursus Lijmtechnologie, Impulsprogramma Nieuwe Materialen:
Lijmtechnologie als volwaardige verbindingstechnologie
www.emis.vito.be > ozondatabank > toepassingsdetail > kleefstoffen
www.adley.be > lijmstaven
www.rapidglue.com
www.mavon.be > UV-uithardende lijmen
www.waaschemicals.be > lijmspuitapparatuur
www.sadechaf.be > UV-precisielijmen; het juist toepassen van UV-lijmen; wat is UV-licht ?
www.jowat.de > toepassingsgebieden; productprogramma
nl.wikipedia.org
Top Related