




Talen
Pages
Wettelijk


EFFICACITE DE LA NOUVELLE STATION
D’EPURATION D’EAUX USEES DE LA
BRASSERIE STAR ANTSIRABE DANS
L’ELIMINATION DE LA CHARGE POLLUANTE
MEMOIRE POUR L’OBTENTION DU
DIPLOME D’ETUDES APPROFONDIES (DEA) en CHIMIE
Option : Chimie de l’Environnement
UNIVERSITE D’ANTANANARIVO
FACULTE DES SCIENCES
Département de Chimie Minérale et de Chimie Physique
Présenté par : RANDRIANTSOA Herimalala Maminirina
Membres de jury :
: Monsieur Alphonse RAFENOMANANTSOA, Professeur titulaire
: Madame Nelly RAKOTO, Maître de conférences
: Monsieur Tahina RANDRIANATOANDRO, Maître de conférences
: Monsieur Manoelson TIANASOA RAMAMONJY, Maître de conférences
et Chef de Département de Chimie Minérale et de Chimie Physique
Président
Rapporteur
Examinateur
Examinateur
: Monsieur Andrianiaina RIVOSOA, Ingénieur qualité à la brasserie STAR
Antsirabe
16 Juin 2014
Invité

i
Remerciements
Je remercie vivement Dieu de m’avoir donné la force et le courage pour
accomplir ce mémoire.
Mes très sincères remerciements sont adréssés :
A la brasserie STAR Antsirabe, qui a accepté de me recevoir en tant que
stagiaire au service de laboratoire au sein de l’entreprise.
A Madame Nelly Ghislaine RAKOTO, Enseignant chercheur au sein de la
Faculté des Sciences de l’Université d’Antananarivo, qui m’a encadré et a
dirigé l’ensemble de ce travail. Sa disponibilité, ses conseils et son
encadrement ont permis la réalisation de ce mémoire.
A Monsieur Andrianiaina RIVOSOA, ingénieur qualité à la brasserie STAR
Antsirabe, qui m’a encadré tout au long de mon stage et a fait un déplacement
pour honorer la soutenance de ce travail.
A Monsieur Alphonse RAFENOMANANTSOA, Professeur titulaire à
l’Université d’Antananarivo et Responsable de l’option Chimie de
l’Environnement, qui m’a fait l’honneur de présider le jury de ce mémoire,
malgré ses multiples responsabilités.
A Monsieur Manoelson TIANASOA RAMAMONJY, Maître de conférences et
Chef de Département de Chimie Minérale et de Chimie Physique, qui a
accepté d’être un examinateur de ce présent travail
A Monsieur Tahina RANDRIANANTOANDRO, Enseignant chercheur au sein
de la Faculté des Sciences de l’Université d’Antananarivo et Responsable du
laboratoire Chimie de l’Environnement, qui a accepté d’être un examinateur de
ce présent travail.
A Ma famille, pour son soutien et ses encouragements qui me tirent toujours
plus haut et me poussent toujours plus loin.
Enfin qu’il me soit permis de remercier tous ceux qui de près ou de loin ont
participé à la réalisation de ce travail et qui n’ont pas pu être cités.

ii
SOMMAIRE
INTRODUCTION .........................................................................................................1
I-GENERALITES .........................................................................................................3
I-1-Polluants contenus dans les eaux usées ........................................................... 3
I-2-Paramètres caractéristiques des eaux usées .................................................... 3
I-3-Traitement des eaux usées issues d’une industrie agroalimentaire .................. 4
I-3-1-Prétraitement .............................................................................................. 6
I-3-2-Traitement primaire ..................................................................................... 7
I-3-3-Traitement secondaire ................................................................................ 8
I-3-4-Traitement tertiaire .................................................................................... 10
II-PRESENTATION DE LA BRASSERIE STAR ANTSIRABE ................................. 11
II-1-Usine STAR Antsirabe .................................................................................... 11
II-1-1-Localisation .............................................................................................. 11
II-1-3-Fabrication de la bière ............................................................................. 12
II-2-Présentation de la station d’épuration de l’usine STAR Antsirabe .................. 18
II-2-1-Zone de prétraitement .............................................................................. 18
II-2-2-Traitement biologique par boues activées ............................................... 21
II-2-3-Automate ................................................................................................. 24
III-METHODOLOGIE ................................................................................................. 25
III-1-Etapes méthodologiques ............................................................................... 25
III-2-Matériels et méthodes ................................................................................... 26
III-2-1-Echantillonnages ..................................................................................... 26
III-2-2-Analyse des eaux .................................................................................... 27
III-2-3- Appareillages ......................................................................................... 30
III-3-Traitement des données ................................................................................ 30
IV-RESULTATS ET INTERPRETATIONS ................................................................ 33
IV-1-Caractéristiques des eaux usées .................................................................. 33

iii
IV-1-1-Acidité et basicité .................................................................................... 33
IV-1-2-Température ........................................................................................... 35
IV-1-3-Matières en suspension .......................................................................... 36
IV-1-4-Evolution du carbone organique total (COT) .......................................... 37
IV-1-5-Oxydabilité .............................................................................................. 38
IV-1-6-Biodégradabilité ...................................................................................... 40
IV-2-Rendement épuratoire de la STEP ................................................................ 41
V-DISCUSSIONS, SUGGESTIONS ET RECOMMANDATIONS .............................. 44
V-1-Discussions .................................................................................................... 44
V-1-1-Comparaison entre la charge polluante avant et après la mise en place de
la nouvelle STEP ............................................................................................... 44
V-1-2-Performance de la STEP d’eaux usées par boues activées .................... 45
V-2-Suggestions et recommandations .................................................................. 46
V-2-1-Prétraitement ........................................................................................... 46
V-2-2-Traitement biologique par boue activée ................................................... 47
V-2-3-Traitement des boues .............................................................................. 47
CONCLUSION .......................................................................................................... 48
REFERENCES BIBLIOGRAPHIQUES ..................................................................... 49
ANNEXES…………………………………………………………………………………...51

iv
LISTE DES FIGURES
Figure 1 : Schéma d’une STEP à boues activées (source : auteur) ........................... 9
Figure 2 : Localisation de la STEP de l’usine STAR Antsirabe ................................. 11
Figure 3 : Fabrication de la bière .............................................................................. 16
Figure 4 : Processus de traitements d’eaux usées ................................................... 22
Figure 5 : Méthodologie adoptée .............................................................................. 25
Figure 6 : Variation du pH à l’entrée et à la sortie de la STEP.................................. 34
Figure 7 : Variation de la température à l’entrée et à la sortie de la STEP ............... 35
Figure 8 : Evolution de la teneur en MES à l’entrée et à la sortie de la STEP .......... 36
Figure 9 : Evolution du COT à l’entrée et à la sortie de la STEP .............................. 37
Figure 10 : Evolution de la DBO5 des eaux usées à l’entrée et à la sortie de la STEP
................................................................................................................................. 39
Figure 11 : Evolution de la DCO des eaux usées à l’entrée et à la sortie de la STEP
................................................................................................................................. 40
Figure 12 : Evolution du rapport DCO/ DBO5 ........................................................... 41
Figure 13 : Taux d’abattement moyen du flux de la DCO ......................................... 42
Figure 14 : Taux d’abattement moyen du flux de la DBO5 ........................................ 42
Figure 15 : Taux d’abattement moyen du flux de la MO ........................................... 42
Figure 16 : Taux d’abattement moyen du flux du COT ............................................. 43
Figure 17 : Exemples des différentes étapes du traitement des boues .................... 47
LISTE DES PHOTOS
Photo 1 : Zone de prétraitement ............................................................................... 20
Photo 2 : Bassin tampon, bassin d'aération et silo à boue ....................................... 23
Photo 3 : Ecran synoptique ....................................................................................... 24

v
LISTE DES TABLEAUX
Tableau 1 : Principaux composés polluants et leur conséquence .............................. 4
Tableau 2 : Principaux paramètres caractéristiques des eaux usées ......................... 5
Tableau 3 : Dimensions des cinq (05) bassins dans la STEP de l’usine UA ............ 23
Tableau 4 : Fréquence de prélèvement et préparation d’un échantillon ................... 27
Tableau 5 : Appareils et méthodes de mesures des différents paramètres .............. 31
Tableau 6 : Valeurs limites des paramètres caractérisant les eaux usées ............... 31
Tableau 7 : Résultats des analyses .......................................................................... 33
Tableau 8 : Teneur en matière suspension .............................................................. 36
Tableau 9 : Valeurs moyennes des flux de la DCO, DBO5,MO, COT et leurs taux
d’éliminations respectifs............................................................................................ 41
Tableau 10 : Résultats d’analyses des eaux usées avant la mise en place de la
STEP (source : document de l’usine star Antsirabe 2011) ....................................... 44
Tableau 11 : Tableau comparatif de la DBO5 et de la DCO avant et après installation
de la STEP ............................................................................................................... 45
LISTE DES ANNEXES
Annexe 1 : Plan de la station d’épuration d’eaux usées de la brasserie STAR
Antsirabe ...................................................................................................................... i
Annexe 2 : Nom, photo et caractéristiques des différents types de bières produites
par la brasserie STAR Antsirabe ................................................................................. ii
Annexe 3 : Mesure de la DCO par la méthode photométrique ................................... iv
Annexe 4 : Mesure de la DBO5 par la méthode manométrique .................................. vi
Annexe 5 : Mesure de la MES par filtration .............................................................. viii
Annexe 6 : Mesure de la COT par la méthode colorimétrique .................................... ix

vi
LISTE DES ABREVIATIONS ET DES ACRONYMES
COT : Carbone Organique Total
CUA : Commune Urbaine d’Antananarivo
C/N/P : Carbone/Azote/Phosphore
DBO5 : Demande Biochimique en Oxygène pendant 5 jours
DCO : Demande Chimique en Oxygène
ISO : International System Organisation
MES : Matière En Suspension
MO: Matière Oxydable
OMS : Organisation Mondiale de la Santé
pH: potentiel Hydrogène
STAR : Société TAnanarivienne de Réfrigérations
STEP : STation d’EPuration
TBF : Tank de Bière Filtrée
THB: Three Horses Beer
UA: Usine STAR Antsirabe

1
Introduction

1
INTRODUCTION
L’eau, une ressource précieuse, est indispensable à la vie des êtres vivants.
L’industrie est la seconde branche consommatrice d’eau après l’agriculture. Selon
SARAZIN G. (2008), les industries utilisent 25 % d’eau douce. Après usage, l’eau est
polluée. Elle contient des substances polluantes (déchets solides, matières
oxydables, produits chimiques…) sous différentes formes : en suspension, colloïdale
et dissoute (FELLA H. et al, 2012). La plupart du temps, les eaux usées sont
déversées dans les milieux naturels tels que les lacs, les cours d’eaux et les rivières.
A l’échelle mondiale, plus de 80 % des eaux usées ne sont pas recueillies ou traitées
(RIO+20, 2012). Ce rejet d’eaux usées constitue l’un des principaux problèmes
écologiques. Il menace la santé et l’environnement. En outre, l’augmentation
incessante de la population mondiale accentue les besoins en eau. Ces situations
requièrent un traitement d’eaux usées afin de les réutiliser et préserver
l’environnement. De nos jours, l’utilisation des eaux usées épurées en agriculture
(irrigation) est très fréquente. Des usages spécifiques industriels tels que le
refroidissement et le lavage sont aussi envisageables.
En général, la dépollution d’eaux usées se fait en trois étapes : le traitement
primaire (physico-chimique), le traitement secondaire (biologique) et le traitement
tertiaire (filtration fine) (DEGREMONT, 1989). Cependant, l’installation d’une station
d’épuration (STEP) d’eaux usées est encore difficile pour les pays en voie de
développement, par manque de moyens et par absence de législations
contraignantes. A Madagascar, l’épuration des eaux usées ne fait pas encore partie
des priorités du gouvernement. D’après RAKOTOMALALA F. (2005) et
RAKOTOMANGA M. (2006), les eaux usées de la Commune d’Urbaine
d’Antananarivo (CUA) sont évacuées sans aucun traitement dans le canal
d’Andriantany et sont rejetées dans la rivière d’Ikopa. De plus, aucun recensement
des industries ayant une STEP n’a été effectué.
Avant juin 2011, la brasserie STAR Antsirabe n’a utilisé qu’une zone de
prétraitement d’eaux usées. Mais cette technique ne permet pas de satisfaire les
normes et les exigences environnementales. En effet, l’usine a implanté une nouvelle
STEP biologique à boues activées. Cette station a fonctionné depuis septembre
2012. C’est dans ce contexte que cette étude intitulée « Efficacité de la nouvelle

2
STEP d’eaux usées de la brasserie STAR Antsirabe dans l’élimination de la charge
polluante», a été axée. L’étude a été réalisée du mois de septembre 2012 au mois
de janvier 2013 afin de répondre aux questions suivantes :
Comment fonctionne cette nouvelle STEP ?
Les caractéristiques d’eaux usées à la sortie de cette station respectent-
elles les normes malgaches en vigueur ?
Est-ce qu’elle permet de réduire la charge polluante (matières oxydables et
matières en suspension) ?
L’objectif principal de cette étude est de maîtriser le processus de traitement
des eaux usées de l’usine STAR Antsirabe (usine UA) afin d’éviter l’émission des
polluants dans l’environnement. Les objectifs spécifiques visent à déterminer les
caractéristiques des eaux usées à l’entrée et à la sortie de la station, à évaluer son
rendement épuratoire et à proposer des solutions permettant d’améliorer son
efficacité.
Le meilleur fonctionnement de la STEP dépend de l’activité des
microorganismes, de la quantité et de la qualité d’effluents à traiter. Les
caractéristiques physico-chimiques des eaux usées et l’efficacité de la STEP sont
fonction des différents paramètres tels que le pH, la température, la Demande
Chimique en Oxygène(DCO), la Demande Biochimique en Oxygène pendant 5 jours
(DBO5), le Carbone Organique Total (COT) et la quantité des Matières en
Suspension (MES).
Cette étude comportera cinq parties. La première partie est axée sur les
généralités, elle donne des informations sur les eaux usées issues des industries
agro-alimentaires et leur traitement. La deuxième partie de ce travail présente la
brasserie STAR Antsirabe. La troisième partie met en exergue la méthodologie
adoptée pour l’évaluation de l’efficacité de la STEP. La quatrième partie montre les
résultats et les interprétations par le biais de l’analyse et de la mesure des différents
paramètres cités ci-dessus. Les rendements épuratoires de la STEP de l’usine UA
seront aussi présentés dans cette partie. Enfin, la cinquième partie porte sur les
discussions et recommandations, suivis de la conclusion générale.

3
I-Généralités

3
I-GENERALITES
L’industrie agroalimentaire concerne la transformation et le conditionnement
des matières premières issues de l’agriculture, de l’élevage et de la pêche en
produits destinés à l’alimentation humaine.
Il existe plusieurs grandes familles d’activités dans l’industrie agroalimentaire :
La fabrication de produits à base de céréales (pain, pâtes…)
La fabrication de boissons (jus de fruit, bière…)
La fabrication d’huiles et de corps gras
L’industrie de la viande (charcuterie…)
L’industrie sucrière
L’industrie laitière : fabrication du lait, des yaourts et des fromages
Les effluents produits par ces activités proviennent des effluents généraux de
fabrication (lavage des matières premières, transport hydraulique de produits…), des
effluents de service généraux (eaux vanne, eaux de purge…) et des fuites
accidentelles.
Selon DEGREMONT (1989), les eaux usées issues des industries
agroalimentaires présentent des caractéristiques communes telles qu’une pollution
essentiellement organique et biodégradable.
I-1-Polluants contenus dans les eaux usées
Les eaux usées constituent un réservoir à polluants tels que les composés
organiques solubles, les composés acides ou basiques, les matières solides en
suspension, les composés volatils…. Le tableau 1 (page 4) présente les effets
négatifs de ces polluants.
I-2-Paramètres caractéristiques des eaux usées
Les paramètres analytiques : pH, conductivité électrique (CE), DCO, DBO5,
MES, Azote Kjeldahl et phosphore total ont été considérés. Leurs significations et
leurs valeurs limites sont rassemblées dans le tableau 2 (page 5).

4
Principaux polluants Conséquences
Composés organiques
solubles (glucides, protides)
Leur biodégradation entraîne une diminution d’O2
dissous
Composés acides ou basiques
(acide sulfurique, soude
caustique provenant des
détergents)
Ils modifient le pH des eaux, la vie aquatique en
dépend.
Matières Solides en
suspension (sachets, sables)
Elles donnent une apparence trouble et une
mauvaise odeur.
Leur fraction organique peut se décomposer et
engendre une diminution d’O2 dissous.
Azote et phosphore
(nitrate et phosphate) Ils favorisent l’eutrophisation des milieux aquatiques
Composés volatils (sulfure
d’hydrogène) Leur relarguage aggrave la pollution atmosphérique
Tableau 1 : Principaux composés polluants et leur conséquence
(source : GRANDJEAN B. Assainissement industriel, département génie chimique,
Université de Laval, 2010)
I-3-Traitement des eaux usées issues d’une industrie agroalimentaire
Les eaux usées contiennent essentiellement des matières solides ou
colloïdales ainsi que des matières dissoutes. Elles doivent subir avant leur traitement
proprement dit un prétraitement qui comporte un certain nombre d’opérations
uniquement physiques ou mécaniques.

5
Paramètres Significations Valeurs limites
autorisées
potentiel Hydrogène
(pH)
Caractérise le degré d’acidité ou de
basicité d’un milieu 6 à 8,5
Conductivité
Electrique (CE)
Indique l’aptitude d’une eau à conduire
le courant électrique. Elle dépend de la
teneur en sels dissous dans l’eau.
200 μS/cm
Demande Chimique
en Oxygène
(DCO)
Caractérise la quantité de matière
organique biodégradable ou non.
150 mg d’O2 /L
Demande
Biochimique en
Oxygène pendant 5
jours (DBO5)
Caractérise la quantité de matière
organique biodégradable en 5 jours, à
l’obscurité et à 20°C
50 mg d’O2 /L
Matières en
suspension
(MES)
Caractérise les matières en suspension
constituées de matières organiques et
de matières minérales
50 mg/L
Azote Kjeldahl
(N-NK)
Caractérise l’azote qui comprend l’azote
organique et l’azote ammoniacal 20 mg/L
Phosphore total
(PT)
Représente le phosphore dans toutes
ses formes : particulaire, dissous,
organique et minéral.
2 mg/L
Tableau 2 : Principaux paramètres caractéristiques des eaux usées
(source des valeurs limites autorisées : décret n° 2003/464 du 15/04/03 promulgué
par le Ministère de l’Environnement Malgache)

6
Les deux premiers traitements, primaire et secondaire, après le prétraitement
doivent être présents dans toutes les STEP. Le traitement tertiaire est nécessaire si
l’eau est destinée à être réutilisée. (RODIER J., 1984). Chaque niveau est conçu
pour extraire au fur et à mesure les différents polluants contenus dans les eaux,
faisant appel à des procédés physiques (filtration, décantation…), chimiques
(coagulation, floculation…) et biologiques (utilisation des bactéries).
I-3-1-Prétraitement
Il est destiné à extraire de l’eau brute la plus grande quantité d’éléments dont
la nature ou la dimension constitue une gêne pour les traitements ultérieurs. Les
opérations de prétraitements sont : dégrillage, tamisage, dessablage et déshuilage-
dégraissage.
I-3-1-1-Dégrillage
Ce processus permet de séparer et d’évacuer les matières volumineuses
charriées par l’eau brute. Il protège ainsi la station contre l’arrivée de gros objets
susceptibles de provoquer des bouchages dans les différentes unités de l’installation.
L’opération de dégrillage peut être plus ou moins efficace en fonction de
l’écartement entre les barreaux de grille. On distingue :
Le prédégrillage (écartement de 50 à 100 mm)
Le dégrillage moyen (écartement de 10 à 25 mm)
Le dégrillage fin (écartement de 3 à 10 mm)
I-3-1-2-Tamisage
C’est une sorte de filtration sur support mince qui assure l’élimination des
particules les plus fines. Selon la dimension des orifices, on distingue :
-le macrotamisage destiné à retenir certaines matières en suspension de
dimensions comprises entre 0,2 mm et 5 mm.
-le microtamisage pour éliminer les matières en suspension de très petites
dimensions.

7
I-3-1-3-Dessablage
Il a pour but d’éliminer les sables et autres particules minérales de
granulométrie supérieure à 10 μm. La séparation peut se faire dans un dessableur
raclé de forme circulaire ou carrée. Ce processus permet d’éviter les dépôts dans les
canaux et les conduits et de protéger les pompes et les autres appareils contre
l’abrasion.
I-3-1-4-Déshuilage-dégraissage
Ce processus consiste à séparer les huiles et les graisses de l’effluent brut. Il
est à noter que ces substances sont difficilement biodégradables et peuvent être à
l’origine de l’apparition des bactéries filamenteuses.
Le dégraissage est une séparation solide-liquide alors que le déshuilage est
une opération de séparation liquide-liquide. Les graisses et les huiles sont
généralement plus légères que l’eau. Ainsi, le dégraissage-déshuilage peut être
effectué dans un décanteur comportant une zone d’aération (où l’air est insufflé à la
partie inférieure) et une zone tranquillisée destinée à la sédimentation des graisses
en surface. L’évacuation des refus peut être réalisée par raclage mécanique de la
surface.
Un déshuileur et un dégraisseur séparés peuvent être recommandés si la
qualité des eaux brutes impose une retenue de quantités importantes d’huiles
(raffinerie de pétrole, usine pétrochimique) ou de graisses (abattoirs, industrie de
viandes).
I-3-2-Traitement primaire
Les eaux prétraitées contiennent des charges polluantes dissoutes et des
matières en suspension.
Le traitement primaire consiste à éliminer par « décantation » les MES. C’est
un procédé de séparation solide-liquide basé sur l’action directe de la pesanteur. Les
particules décantables se déposent au fond et constituent des boues primaires. Le
décanteur doit être équipé d’un système de raclage et d’évacuation de ces boues.

8
Dans certains cas, le degré de décantation peut être accru grâce au procédé
dit coagulation-floculation. La coagulation consiste à injecter aux eaux usées du
produit chimique tel que le sulfate d’alumine Al2(SO4)3 permettant ainsi aux solides
en suspension de se lier. La floculation (avec du chlorure ferrique FeCl3) provoque
l’agglomération en flocons de ces solides.
A la sortie du traitement primaire, l’eau usée ne doit contenir que des matières
dissoutes. Elle est dite partiellement traitée et est prête pour le traitement secondaire.
En général, le prétraitement et le traitement primaire retirent plus de 50 % des
substances consommatrices d’oxygène dans l’eau et environ 90 % des matières
solides en suspension (GOULA A. et al, 2007).
I-3-3-Traitement secondaire
Le traitement secondaire a pour objectif d’éliminer la matière organique dans
les eaux usées par voie biologique : utilisation des bactéries (nitrobacter,
nitrosomonas…). Il existe plusieurs procédés microbiens parmi lesquels les boues
activées et les lits bactériens sont les plus utilisés. Quel que soit le procédé, les
bactéries transforment la pollution en boue que l’on sépare de l’eau par décantation.
Le traitement secondaire enlève environ 85 à 90 % de la demande d’oxygène
biologique (GOULA A. et al, 2007).
I-3-3-1-Boues activées
Le procédé « boues activées » vise à mélanger et à agiter les eaux usées
avec des boues activées liquides constituées par des millions de bactéries
épurateurs. Ce procédé est effectué dans un bassin d’aération alimenté en oxygène.
Les turbines et/ou l’insufflation d’air assurent l’apport d’oxygène. Les bactéries
dégradent la pollution par :
-adsorption et absorption des matières organiques biodégradables de l’effluent sur le
floc bactérien.
-oxydation et dégradation de ces matières organiques en composés stables tels que
le dioxyde de carbone et l’eau selon la réaction suivante :

9
Cette oxydation est accompagnée d’une synthèse de nouveaux
microorganismes (croissance du nombre de bactéries).
Ensuite, les « eaux épurées » et « les boues en excès » sont séparées dans
un clarificateur. Le diagramme suivant (figure 1) décrit les différentes étapes mise en
œuvre dans un système à boues activées :
Figure 1 : Schéma d’une STEP à boues activées (source : auteur)
I-3-3-2-Lits bactériens
Le procédé « lits bactériens » appelé aussi « filtres percolateurs » consiste à
alimenter en eaux usées prétraitées un ouvrage contenant une masse de matériaux
poreux. Cette dernière est composée soit de cailloux, soit de pouzzolane ou encore
de matériaux plastiques. Les microorganismes épurateurs s’accrochent et forment un
film biologique sur le lit filtrant. La matière organique présente dans les eaux usées
est absorbée par le film microbien et transformée en dioxyde de carbone et en eau.
Le film biologique (floc des boues) se décroche au fur et à mesure que l’eau percole.
Un mélange d’eau traitée et de biofilm sont recueillis à la sortie du lit bactérien puis
séparés dans un clarificateur.
+ → + +
Eau traitée vers le
milieu récepteur
Recirculation des
boues
Eau prétraitée
Boues en excès vers la filière
traitement des boues
Bassin d’aération
Dégazage
Clarificateur

10
I-3-4-Traitement tertiaire
Les eaux épurées après le traitement secondaire sont parfois rejetées dans le
milieu naturel sauf si l’eau est destinée pour un usage spécifique ou si le milieu
récepteur exige un traitement plus poussé. Dans ce cas, le traitement tertiaire est
nécessaire. L’objectif principal est l’élimination des microorganismes pathogènes,
des métaux lourds toxiques et des substances nutritives comme l’azote et le
phosphore conduisant à l’eutrophisation.
Différentes méthodes peuvent être utilisées :
-la désinfection par utilisation des produits chimiques (chlore ou ozone) est efficace,
sauf contre le Cryptosporidium. Ainsi, il faut trouver l’équilibre entre le risque posé
par les désinfectants et le risque lié aux microorganismes pathogènes. C’est
essentiellement le cas pour le chlore dont l’utilisation crée des dérivés halogénés
potentiellement cancérigènes.
-la séparation membranaire par ultrafiltration est un système de filtration sur
membrane microporeuse. L’eau traverse une membrane qui a un seuil de coupure
de l'ordre de 0,01 μm. Ainsi, toutes les molécules de tailles supérieures (bactéries,
virus, boues biologiques…) sont retenues. On obtient une eau parfaitement clarifiée
et désinfectée sans utilisation de produits chimiques.

11
II-Présentation de
la brasserie STAR
Antsirabe

11
II-PRESENTATION DE LA BRASSERIE STAR ANTSIRABE
II-1-Usine STAR Antsirabe
II-1-1-Localisation
La ville d’Antsirabe (latitude 19°51’ S et longitude 47°02’ E) appartient à la
région de Vakinankaratra. Elle se trouve à 167 km de la ville d’Antananarivo, capitale
de Madagascar. L’usine UA est située dans une zone industrielle sur la route de
Betafo. Elle est localisée plus précisément dans le fokontany Andafiatsimo et occupe
une superficie de 4 ha (figure 2).
Figure 2 : Localisation de la STEP de l’usine STAR Antsirabe
(source : google earth 2013)
Route de Betafo
Usine STAR
Antsirabe
STEP

12
II-1-2-Activités de l’usine
La principale activité de la brasserie STAR Antsirabe est la fabrication de huit
types de bières: THB pilsener, THB fresh, Castel beer, Castel, Gold, Gold ambrée,
Gold blanche, Queen’s (annexe 2). La brasserie fabrique ses propres cageots, elle
produit, purifie et transporte du dioxyde de carbone (CO2) pour les boissons
gazeuses de la STAR Andraharo Antananarivo.
II-1-3-Fabrication de la bière
II-1-3-1-Matières premières
L’eau, l’orge, le maïs et le houblon sont les matières premières de base pour
la fabrication de la bière (DEVEREUX A., 2002). Les autres matières comme levure
de bière servant à la fermentation, colorants, additifs, stabilisateurs et antioxydants
utilisées pour transformer ces matières de base sont dites secondaires. Elles
permettent d’obtenir des caractéristiques précises de la bière et/ou d’améliorer le
processus de fabrication.
II-1-3-1-1-Eau
La bière contient environ 92 % d’eau, ingrédient le plus important dans sa
fabrication. La production d’un seul litre de bière nécessite approximativement 6 litres
d’eau. L’usine UA consomme près de 295.173 m3 d’eau par an (source : document
interne de l’usine). Ces eaux proviennent à la fois de la Jirama et des puits de l’usine
elle-même. L’eau présente une grande diversité d’ions en différentes proportions. Sa
qualité doit être conforme aux normes OMS (Organisation Mondiale de la Santé) en
vigueur. Elle subit obligatoirement un traitement puis une analyse systématique. La
qualité et la quantité de l’eau d’Antsirabe ont poussé le fondateur de la brasserie à
s’y implanter.
II-1-3-1-2-Orge
L’orge est une céréale de la famille des Graminées. Les principales matières
de réserve du grain sont l’amidon et les protéines.

13
-L’amidon est un glucide complexe de formule (C6H10O5)n. Elle est formée par
l’amylose et l’amylopectine. Ce sont des polymères de glucose mais l’amylose est
non-ramifié alors que l’amylopectine contient d’importantes ramifications.
- La protéine est une macromolécule biologique composée d’une ou de plusieurs
chaînes d’acides aminés (au moins 50) liés entre eux par des liaisons peptidiques.
L’orge n’est pas utilisée directement dans la brasserie. Il subit d’abord un
début de germination. Ce qui conduit à la formation des enzymes (α-amylase et β-
amylase) capables de dégrader l’amidon du grain lors du brassage. L’orge germée
est ensuite séchée et touraillée. L’orge ainsi traitée est appelée « MALT » et
l’opération correspondante est le maltage. La société MALTO à côté de la brasserie
assure la malterie. La vulgarisation effectuée par la société MALTO a permis à la
Région de Vakinankaratra et Amoron’i Mania à produire du Malt (RASOLONJATOVO
M., 2011). Vu l’insuffisance de la quantité du malt local, la brasserie STAR en
importe également. .
II-1-3-1-3-Maïs
A part le malt, la brasserie utilise aussi une autre source d’amidon : le maïs.
L’intérêt de cette céréale est d’avoir un meilleur rendement en amidon pour un prix
d’achat moins élevé. Mais, il existe aussi une raison technique, le maïs n’apporte pas
d’azote soluble. Or le malt est trop azoté, compensant ainsi ce manque, permet
d’obtenir des bières plus stables (DEVREUX A., 2002).
AMYLOSE AMYLOPECTINE

14
II-1-3-1-4-Houblon
Le houblon est une plante grimpante de la famille des Cannabacées. Les
fleurs femelles du houblon sont réunies sous forme d'épis appelés cônes. La base de
chaque cône est couverte de granules jaunes qui constituent la lupuline. C’est la
partie recherchée et utilisée par les brasseurs dans le houblon. Les substances utiles
de la lupuline sont de deux types, les résines donnent l’amertume à la bière et les
huiles essentielles offrent l’arôme.
II-1-3-2-Processus de fabrication de la bière
La bière est une boisson alcoolisée obtenue par la fermentation d’un extrait de
grain amérisé avec du houblon. Les quatre phases principales sont le brassage, la
fermentation, la filtration et le conditionnement. (figure 3 : fabrication de la bière /
page 16)
II-1-3-2-1-Brassage
Le brassage est la première étape du processus. Il vise à extraire par l’eau
tous les principes utiles du grain d’orge (amidon et matière azotée), du maïs
(amidon) et du houblon (humulone). La solution obtenue est appelée « moût » (jus
sucré) et la matière dissoute est appelée « extrait ». Les parties non dissoutes
constituent la drêche. Le brassage comporte :
- le concassage du grain : il consiste à réduire les grains de malt et de maïs en
farine pour une meilleure extraction
- l’extraction enzymatique : les farines sont empâtées séparément dans l’eau à 60
°C pour le malt et à partir de 70 °C pour le maïs. Pour favoriser cet empâtage, divers
additifs sont ajoutés parmi lesquels : le chlorure de calcium (CaCl2) et le métabisulfite
de sodium (Na2S2O5). Les pâtes obtenues sont ensuite mélangées dans une autre
chaudière à une température, d’environ 70 °C, favorable à l’action des enzymes
présentes dans le malt. Ainsi, l’amidon se transforme en sucres fermentescibles.
Après cette opération, le produit obtenu est le brassin.
- la filtration : le brassin subit un pompage vers le filtre à presse pour se
débarrasser des résidus solides appelés drêches. Le liquide sucré dénommé moût
sera récupéré. Ce dernier va passer à l’étape d’ébullition tandis que les drêches vont

15
être stockées dans un silo à drêche et seront récupérés pour l’alimentation des
bétails.
- l’ébullition, l’houblonnage et le refroidissement du moût : le moût est envoyé
dans une chaudière d’ébullition. Dans cette cuve, il est porté à 100 °C pendant
environ une heure. Cette opération permet d’obtenir la stérilisation du moût et
d’inhiber toute activité enzymatique. Le houblon est ajouté au cours de cette
opération. Après la cuisson, il est indispensable de refroidir le moût pour respecter la
température d’ensemencement de la levure (12 °C).
II-1-3-2-2-Fermentation
La fermentation est le processus de maturation naturelle de la bière. Elle se
déroule en deux étapes successives :
-la fermentation principale dure 7 à 9 jours à une température de 12 °C. Cette
étape consiste à ensemencer le moût refroidi avec de la levure dans des cuves de
fermentations. Ainsi, les sucres fermentescibles sont transformés en alcool et en gaz
carbonique.
-la garde : c’est une deuxième fermentation nécessaire pour l’amélioration du goût et
la clarification de la bière. La bière est conservée à 0 °C dans des tanks de garde
pendant 5 à 7 jours.
II-1-3-2-3-Filtration
La bière est ensuite filtrée, sur des filtres à kieselguhr, afin d’éliminer les
résidus de levures et les particules solides en suspension. Ce qui la rend plus pure et
plus brillante. Le taux d’alcool est ajusté avec de l’eau désaérée. En attendant leur
soutirage, les bières sont ensuite stockées dans les tanks des bières filtrées (TBF).
II-1-3-2-4-Conditionnement
Cette étape peut être réalisée de 3 façons : en bouteille ambrée, en cannette
d’aluminium et en fût métallique. Les bières contenues dans les TBF sont envoyées
dans les sous-tireuses qui vont remplir chacun des bouteilles, canettes ou fûts.

16
Figure 3 : Fabrication de la bière
Malt et maïs
-Eau de process
-Divers additifs
(CaCl2, Na2S2O5…)
-Eau de process
-Houblon
Levure
Levure
et MES
Concassage
Extraction enzymatique
Filtration par filtre-presse
Ebullition et houblonnage
Refroidissement
Fermentation principale
Garde
CO2
Drêches
Farine de maïs et de malt
Brassin : mélange des matières
dissoute et non dissoute
Moût
Moût stérilisé et
houblonné
Moût refroidi
Bière
Bière maturée
Filtration par kieselguhr
Bière filtrée
Bière en fût Bière en bouteille Bière en canette
CONDITIONNEMENT
Bière filtrée de différents types
Ajustage du taux d’’alcool Eau désaérée

17
II-1-3-3-Déchets lors de fabrication de la bière
II-1-3-3-1-Déchets solides
-Les bris de verre: Ils proviennent surtout du triage de bouteilles (exemple : goulots
ébréchés), du lavage de bouteilles (très difficile à laver) et du soutirage-bouchage
pendant le conditionnement. Ces bris de verres sont envoyés à la société HOLCIM
qui les utilise comme matières premières.
-Les cageots broyés : Les vieux cageots et ceux qui présentent plusieurs défauts
sont destinés à être broyés ou détruits. Ces cageots sont par la suite récupérés par
la société OIPP.
-Les bidons et les sacs usagers :Ils sont vendus aux personnels après leurs
utilisations.
-Les planches et les palettes : Ils ont été cassés avec le temps et durant leur
manipulation avec les chariots élévateurs
-Les drêches : Ce sont les déchets obtenus pendant la filtration du moût au
brassage. Ils sont vendus à l’entreprise Henintsoa pour la nourriture du bétail.
II-1-3-3-2-Déchets liquides
-Les eaux usées : Elles proviennent généralement du nettoyage des cuves de
brassage, des tanks de fermentation et de garde, mais aussi de rinçage des
bouteilles et lavage des sols en fermentation et en conditionnement. A part les
produits chimiques utilisés, ces eaux usées véhiculent les résidus des matières
premières à base de malt et de maïs, les drêches et les levures inutilisables. L’usine
UA rejette environ 235.000 m3 d’eaux usées par an (source : document interne de
l’usine UA).
-Les huiles usées: proviennent de vidanges et autres.

18
II-2-Présentation de la station d’épuration de l’usine STAR Antsirabe
La chaîne de traitement, les composants de la station et l’automate sont
décrits dans cette partie.
II-2-1-Zone de prétraitement
Les dispositifs de prétraitement sont présents dans toutes les STEP, quels
que soient les procédés mis en œuvre à l’aval. Le prétraitement a pour objectifs :
- d’enlever les matières les plus grossières et les éléments susceptibles de
gêner les étapes ultérieures du traitement
-de régulariser la qualité de l’effluent pour un environnement favorable au
développement des bactéries dans le bassin d’aération.
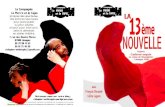
La zone de prétraitement d’eaux usées de l’usine UA (photo 1 / page 20) est
composée d’un tamis élévateur vertical, d’un bassin de relevage, d’un tamis rotatif,
d’une vis compacteuse, d’un bassin racleur et d’un bassin tampon.
II-2-1-1-Tamis élévateur vertical ou dégrilleur vertical
Ce dégrilleur primaire est constitué par des grilles et des paniers dégrilleurs
muni d’un releveur. Il a un diamètre de coupure 20 mm. Ainsi, il enlève les gros
objets entraînés par les eaux s’écoulant dans les canalisations, tels que : les
étiquettes usées, les capsules, les débris occasionnels des bouteilles, les matières
plastiques et tant d’autres. Ces objets sont susceptibles de provoquer le colmatage
ou de boucher les conduits mis en place dans la STEP. Ce système apaise le travail
de la station au point de vue biologique.
II-2-1-2-Bassin de relevage
Ce bassin de volume 120 m 3 avec une profondeur de 2,50 m est le premier
bassin en béton. Il est équipé :

19
-d’un oxyjet : Il sert à agiter les eaux usées et contribue à l’augmentation de la teneur
en oxygène. Ainsi, il permet de les homogénéiser et d’éliminer les mauvaises odeurs.
-d’un analyseur pH : Il assure le contrôle du pH. Ce dernier devrait être situé entre 7
et 8. Un acide ou une base sera injecté à l’aide des pompes doseuses pour maintenir
le pH dans cet intervalle
-d’un débitmètre électromagnétique : Il est installé sur la canalisation principale de
refoulement. Il permet d’avoir des données sur les débits entrants et de contrôler la
vitesse de rotation du tamis rotatif.
-de trois pompes de relevage : Elles permettent de remonter les eaux dans le tamis
rotatif.
II-2-1-3-Tamis rotatif
Il s’agit d’un dégrilleur fin de diamètre de coupure 0,5 mm. Il comporte une
grille cylindrique à axe horizontal qui tourne à une vitesse proportionnelle au débit
des eaux usées à l’entrée de la station. Autrement dit la vitesse de rotation augmente
parallèlement avec le débit.
II-2-1-4-Vis compacteuse
Les refus de dégrillage issus des tamis sont compactés par une vis
compacteuse. Une poubelle pour les collecter à la sortie du compacteur a été mise
en place.
II-2-1-5-Bassin racleur ou décanteur primaire
A la sortie du tamis rotatif, les eaux à traiter passent dans un deuxième bassin
en béton de même dimension que le bassin de relevage (V = 120 m3). Un double
racleur, faisant un mouvement de va et vient très lent, y est présent. Il racle en fond
et en surface. Les résidus les plus denses se déposent au fond du décanteur pour
former des boues primaires. Les déchets plus légers (graisses, huiles, déchets fins)
flottent et forment de l’écume à la surface. Les boues sont retirées par une pompe et

20
les écumes passent dans l’évacuation des flottants. Les eaux usées ainsi restantes
contiennent de la pollution soluble et aussi des colloïdes.
II-2-1-6-Bassin tampon
Avant d’entrer dans le traitement biologique, la proportion des nutriments
C/N/P contenus dans l’effluent devrait être proche de 100/5/1. Une canalisation en
béton a été installée entre le bassin racleur et le bassin tampon afin de régulariser le
rapport entre les nutriments par injection d’urée (apport en azote) ou de H3PO4
(apport en phosphore) grâce à des pompes doseuses.
Pour uniformiser l’effluent et pour assurer un environnement favorable (pH,
nutriments,…) au développement des bactéries, un bassin tampon présentant un
volume de 1642 m3 pour un diamètre de 22,7 m a été installé. L’effluent doit au
moins être stocké 1 jour dans ce bassin. Trois oxyjets ont été mis en place à
l’intérieur du bassin afin d’éviter les odeurs nauséabondes. On y trouve aussi un
analyseur pH et un radar pour le niveau de l’eau.
Photo 1 : Zone de prétraitement

21
II-2-2-Traitement biologique par boues activées
II-2-2-1-Bassin d’aération
Le traitement biologique s’effectue dans ce bassin (photo 2 / page 23) qui est
le plus grand dans la STEP. Ce bassin est formé par un énorme cylindre de volume
de 2777 m3 avec un diamètre 25,3 m.
L’eau prétraitée est mise en contact avec la biomasse épuratrice en présence
d’oxygène. Deux surpresseurs, dispositifs fournisseurs d’oxygène, sont mis en place.
Ainsi, l’oxygène sera apporté par des diffuseurs fins bulle à membrane élastique et
incolmatables au fond du bassin. Ces diffuseurs sont montés par paire sur une
nourrice en inox.
Ce bassin comprend aussi trois agitateurs complémentaires à l’aération, qui
facilitent le transfert d’oxygène et le contact entre les composés à éliminer
biologiquement et les bactéries. De plus, ces agitateurs permettent de maintenir la
masse bactérienne en suspension. D’autres équipements tels que : un radar
permettant de contrôler le niveau de l’eau, un pH-mètre, un analyseur du potentiel
redox et du taux d’oxygène sont trouvés dans le bassin d’aération.
II-2-2-2-Silo à boue
Le silo à boue présente un volume de 623 m3 correspondant à un diamètre de
12 m. Il sépare les boues et l’eau par décantation. Pour ce faire, l’eau issue du
bassin d’aération entre dans la partie haute du silo à boue. Les eaux débarrassées
des boues sortent du silo par gravitation et vont directement vers le canal qui les
amène à la rivière de Sahalombo. Les boues en excès sont envoyées dans la fosse
à boue. En cas de besoin, elles sont récupérées et remis dans le bassin d’aération.

22
Le procédé de traitements est résumé par le diagramme suivant :
Figure 4 : Processus de traitements d’eaux usées
EAU
BRUTE
EAU
EPUREE
BASSIN TAMPON
BASSIN D’AERATION
SILO à BOUE
TAMIS ELEVATEUR
VERTICAL
BASSIN DE RELEVAGE
TAMIS ROTATIF
BASSIN RACLEUR

23
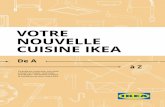
Photo 2 : Bassin tampon, bassin d'aération et silo à boue
Le tableau 3 suivant résume les formes et les dimensions des bassins dans la
STEP de l’usine UA.
Formes Hauteur (en m)
Diamètre (en m)
Surface de base (en m2)
Volume (en m3)
Bassin de relevage
Parallélépipède rectangle
2,5 - 48 120
Bassin racleur
Parallélépipède rectangle
2,5 - 48 120
Bassin tampon
Cylindre 4,37 22,67 375,74 1642
Bassin d’aération
Cylindre 5,81 25,34 477,97 2777
Silo à boue Cylindre 5,81 12 107,23 623
Tableau 3 : Dimensions des cinq (05) bassins dans la STEP de l’usine UA
BASSIN TAMPON
BASSIN D’AERATION SILO A BOUE

24
II-2-3-Automate
La STEP doit être contrôlée instantanément pour une meilleure efficacité. En
effet, un automate est placé dans le laboratoire STEP de l’usine UA. Il assure la
bonne gestion de la station, plus précisément le contrôle et la commande des
appareils et du processus. Ainsi, il évite toute erreur humaine. L’automate est
constitué par :
- une unité centrale : son rôle est de réaliser le programme qui a été chargé dans sa
mémoire.
- un écran tactile synoptique : Il permet de voir la chaîne de traitement en entier et
ses composants (moteur en fonctionnement ou en défaut ou à l’arrêt, niveau de l’eau
dans tous les bassins…), de modifier tous les paramètres concernant le processus
(vitesse du tamis rotatif, vitesse de pompes, fréquence et durée de fonctionnement
des surpresseurs…) et de lire tous les défauts, les signalisations et les historiques.
Photo 3 : Ecran synoptique

25
III-Méthodologie

25
III-METHODOLOGIE
III-1-Etapes méthodologiques
Ce travail s’est déroulé en quatre étapes :
-Documentation et suivi du fonctionnement de la STEP de l’usine UA :
Les livres et les sites internet ont offert des informations concernant les eaux
usées industrielles et leurs traitements. En outre, le réseau local de l’usine UA a
permis de consulter quelques documents relatifs à l’ancien et au nouveau système
de traitement d’eaux usées. Le suivi du fonctionnement de la STEP a été nécessaire
afin de connaitre les composants de la station et les éventuels problèmes.
-Echantillonnage et analyse des eaux usées à l’entrée et à la sortie de la STEP :
Cette étape permet de préparer les échantillons moyens représentatifs, de les
caractériser et d’estimer la performance épuratoire de la nouvelle station d’épuration.
-Traitements des données et interprétation des résultats :
Après avoir été traitée par Microsoft Excel, les données sur la qualité des eaux
ont été interprétées en se basant sur les normes malgaches en vigueur, ces données
ont permis également l’évaluation de l’efficacité de la nouvelle STEP.
-Rédaction
Le diagramme ci-dessous (figure 5) résume les étapes méthodologiques
adoptées pendant la réalisation de ce travail.
Figure 5 : Méthodologie adoptée
Analyse des eaux à l’entrée et sortie de la STEP de l’usine
Traitements des données avec Microsoft Excel et interprétation des résultats
Rédaction
Suivis du fonctionnement de la STEP d’eaux usées de l’usine UA Bibliographie
Choix du thème : « traitement des eaux usées »

26
III-2-Matériels et méthodes
III-2-1-Echantillonnages
Les prélèvements d’eau pour analyse ont été effectués sur deux points :
-Bassin de relevage : Les effluents arrivés dans la STEP proviennent de
deux sources différentes : la fabrication et le conditionnement de la bière. Ils ne sont
mélangés et homogénéisés que dans le bassin de relevage. De ce fait, les eaux
dans ce bassin sont considérées comme « Eaux usées à l’entrée de la STEP »
notées « E ».
-Sortie du silo à boue : Les eaux qui sortent du silo à boue sont déversées
dans le canal amenant vers la rivière de Sahalombo à 4 km de l’usine. Ainsi, elles
sont considérées comme « Eaux à la sortie de la STEP » notées « S ».
Un flacon en polyéthylène propre de 1 litre et une corde de longueur 2,5
mètres ont été utilisés pour réaliser le prélèvement. L’ouverture du flacon a été
attachée sur la corde.
Avant chaque prélèvement, le flacon est rincé plusieurs fois avec l’eau à
analyser. Il a été rempli lentement jusqu’à ce que l’eau déborde pour éviter toutes
bulles d’air.
Selon les résultats antérieurs (basés sur des suivis horaires et journaliers), le
pH et la température des eaux usées brutes de l’usine UA ne varient que très peu
(documents internes de l’usine UA). En effet, les analyses et les prélèvements ont
été effectués une fois par semaine, du 13 septembre au 27 décembre 2012, de façon
à ce que chaque jour de la semaine soit représenté.
Un volume de 1 L de l’échantillon « E » a été prélevé toutes les 2 heures de
7h30 à 17h30. Pour constituer un échantillon moyen représentatif de la journée, un
volume de 100 mL d’eaux a été pris de chaque échantillon puis mélangés dans un
flacon plastique de 1 L étiqueté « E ». Les mêmes opérations ont été entreprises
pour l’échantillonnage de S.

27
Le tableau 4 illustre la fréquence de prélèvement et la préparation d’un
échantillon représentatif.
Semaines
n° :
Jours de
prélèvements
Préparation d’un échantillon
représentatif
Heures de
prélèvements
instantanés
Volume
Prélevé Utilisé
P1 à 7h30 1000 mL 100 mL
P2 à 9h30 1000 mL 100 mL
P3 à 11h30 1000 mL 100 mL
P4 à 13h30 1000 mL 100 mL
P5 à 15h30 1000 mL 100 mL
P6 à 17h30 1000 mL 100 mL
Volume total d’un
échantillon représentatif 600 mL
P : Prélèvement
1 Jeudi
2 Mardi
3 Lundi
4 Mercredi
5 Vendredi
6 Jeudi
7 Mardi
8 Lundi
9 Mercredi
10 Vendredi
11 Jeudi
12 Mardi
13 Lundi
14 Mercredi
15 Vendredi
16 Jeudi
32 échantillons
représentatifs
Tableau 4 : Fréquence de prélèvement et préparation d’un échantillon
III-2-2-Analyse des eaux
Le pH, la température, la Demande Chimique en Oxygène, la Demande
Biochimique en Oxygène pendant 5 jours, la quantité de matières oxydables, le
Carbone Organique Total et la quantité des Matières en Suspension ont fait l’objet de
l’analyse physico-chimique d’échantillons E et S. Ces paramètres donnent des
informations sur la nature de pollutions et sur la qualité des eaux usées. Toutes les
analyses ont été effectuées au sein du laboratoire de l’usine UA elle-même.

28
III-2-2-1-Mesure du potentiel Hydrogène (pH) et de la
température
Le pH mesure la concentration en ions H+. Il permet ainsi de connaître le
caractère acide ou basique des eaux usées.
La température joue un rôle très important dans la solubilité des sels et des
gaz, dans la détermination du pH et aussi dans l’activité biologique.
Ces deux paramètres ont été déterminés à l’aide d’un pH-mètre possédant un
thermomètre intégré. Une méthode potentiométrique a été adoptée. Cette technique
d’analyse met en œuvre une électrode spécifique à immerger dans l’échantillon.
III-2-2-2-Détermination de la demande chimique en oxygène
(DCO)
La DCO est la quantité d’oxygène nécessaire pour oxyder toutes les matières
organiques existantes dans l’eau. Selon la norme ISO 15705, la DCO définit le
volume d’oxygène équivalent à la masse de dichromate de potassium réagissant
avec les matières oxydables de l’eau dans les conditions de la méthode.
La DCO a été évaluée par la méthode photométrique en utilisant un kit DCO
Test N’ Tube Hach Lange dans une gamme de 0 à 1.500 mg/L. Un volume de 0,2 mL
d’échantillon à analyser a été versé dans un tube DCO et 0,2 mL d’eau distillée dans
un autre tube. Les tubes ont été chauffés pendant 2 heures à 148 °C dans le
thermostat DRB200. La valeur de la DCO a été mesurée par le photomètre Aqualytic.
III-2-2-3-Détermination de la demande biochimique en
oxygène (DBO5)
La demande biochimique en oxygène est normalement mesurée au bout de
cinq jours, la valeur obtenue correspond à la DBO5 qui est la quantité d’oxygène
utilisée en 5 jours par les microorganismes pour oxyder la matière organique.
La méthode manométrique a permis de connaitre la valeur de la DBO5. De l’
acide sulfurique H2SO4 ou de la soude NaOH ont été additionnés dans l’échantillon

29
pour avoir un pH 7,4. Un volume de 43,5 mL d’échantillon à analyser a été versé
dans un flacon brun. Ce flacon a été fermé avec un manomètre par l’intermédiaire
d’un capuchon noir contenant quelques paillettes de soude. L’ensemble a été agité
dans une boîte climatisée à 20 °C pendant 5 jours. La valeur de la DBO5 a été
affichée sur l’écran du manomètre.
III-2-2-4-Estimation de la quantité de matières oxydable (MO)
Ce paramètre permet d’estimer la quantité de pollution oxydable contenue
dans les eaux usées. Elle désigne les matières organiques et les autres substances
oxydables présentes dans l’effluent. Ce paramètre peut être déterminé de la façon
suivante.
III-2-2-5-Détermination de la quantité de matières en
suspension (MES)
Les MES englobent tous les éléments en suspension dans l’eau qui peuvent
être retenus par un filtre. Ces éléments sont d’origine minérale (sables, limons,
argiles) et/ou d’origine organique (produits issus de la décomposition des matières
végétales par exemple). Ils sont responsables de la turbidité et de la couleur des
eaux usées.
La technique de filtration sous vide a été utilisée pour obtenir la quantité des
MES. Un volume d’échantillon, variant de 20 à 50 mL en fonction de la quantité de
matières en suspension, a été filtré sur un papier filtre. Le filtre qui contient le résidu
est séché dans une étuve à 105 °C durant 24 h. Le poids du filtre et le poids sec de
l'ensemble filtre-matières filtré ont été pesés.
La quantité de la MES en mg/L est calculée par la relation suivante:

30
P1 : Poids du filtre avant filtration (en mg)
P2 : Poids du filtre après filtration et séché à 105 °C (en mg)
V : Volume de l’échantillon (mL)
III-2-2-6-Détermination du carbone organique total (COT)
Le carbone organique total représente la teneur en carbone lié à la matière
organique contenue dans l’échantillon qu’il soit oxydable chimiquement ou non. La
valeur du COT est mesurée par la méthode colorimétrique en utilisant un kit de
réactifs Test ’N Tube COT gamme haute. Un volume de 0,3 mL d’échantillon à
analyser a été versé dans un tube COT et 0,3 ml d’eau distillée dans un autre tube.
Une ampoule indicatrice a été introduite dans chaque tube. Les tubes ont été
chauffés pendant 2 heures à 105 °C dans le thermostat DRB200. Au cours de cette
réaction, il y a formation du dioxyde de carbone qui est transféré vers l’ampoule
indicatrice. Ainsi, l’indicateur change de couleur. Ce changement de couleur a fait
l’objet d’une mesure colorimétrique. Le degré du changement de la coloration est lié
à la quantité initiale de carbone présent dans l’échantillon.
III-2-3- Appareillages
Le tableau 5 montre les méthodes de mesures, les appareils utilisés et leurs
précisions pour la détermination des valeurs de paramètres.
III-3-Traitement des données
Les valeurs des paramètres caractéristiques des eaux usées à la sortie de la
STEP ont été comparées aux normes de rejets d’eaux (tableau 6) décrites dans les
exigences environnementales malgaches (décret n° 2003/464 du 15/04/03
promulgué par le Ministère de l’Environnement Malgache).

31
Paramètres Unités Méthodes de
mesures Appareils utilisés Précisions
pH - potentiométrique pH mètre : MicropH 2001 -
Température °C potentiométrique pH mètre : MicropH 2001
DCO mg d’O2/L photométrique
-Kit DCO Hach Lange
-Thermostat DRB200
-Photomètre Aqualytic
DBO5 mg d’O2/L manométrique
-Manomètre IS6
-Boite climatisée à 20
°COxiTop Box WTW
MES mg/L Filtration
-Balance
-Pompe à vide
-Four
COT mg de C/L colorimétrique
- Kit de réactifs Test ’N
Tube COT gamme haute
- Thermostat DRB200
-Colorimètre DR 890
Tableau 5 : Appareils et méthodes de mesures des différents paramètres
Paramètres Normes
pH 6 à 8.5
Température 30°C
DBO5 50 mg d’O2 /L
DCO 150 mg d’O2 /L
MES 50 mg/L
Tableau 6 : Valeurs limites des paramètres caractérisant les eaux usées

32
Ces valeurs représentent également les objectifs environnementaux qui sont
fixées par l’usine UA pour le traitement d’eaux usées.
La biodégradabilité d’effluent est déterminée à partir du rapport DCO/DBO5 :
si ce rapport est supérieur à 5, l’effluent est difficilement biodégradable
s’il est compris entre 2,5 et 5, l’effluent est assez biodégradable
si DCO/DBO5 est inférieur à 2,5, l’effluent présente une bonne
biodégradabilité
Le flux (F), exprimé en kg/j, est un paramètre important ; il renseigne sur la
quantité de polluants contenus dans l’effluent. Il est déterminé par la relation ci-
dessous où C correspond à la concentration (mg/L) et Q (m3/j) au débit moyen de
l’effluent
Le débit moyen des eaux usées est de 45 m3/h, soit 1080 m3/j. Le temps de
séjour (Ts) de l’eau dans un bassin correspond au rapport du volume de ce bassin
(V) au débit de l’effluent entrant (Q).
L’efficacité de la STEP est évaluée par le taux d’abattement du flux des
paramètres. Ce taux donne le rendement épuratoire de la station, c’est-à-dire, le
rapport de la pollution éliminée dans la station sur la pollution reçue. Le calcul du
taux d’abattement est basé sur la formule suivante :
F1 : valeur du flux de paramètre dans l’échantillon E
F2 : valeur du flux de paramètre dans l’échantillon S

33
IV-Résultats et
interprétations

33
IV-RESULTATS ET INTERPRETATIONS
IV-1-Caractéristiques des eaux usées
IV-1-1-Acidité et basicité
Le pH permet de mesurer l’acidité ou la basicité d’un échantillon d’eaux. La
figure 6 présente la variation du pH des eaux usées à l’entrée et à la sortie de la
STEP.
Les valeurs de pH de l’eau usée brute sont comprises entre 8,1 et 11,7 avec
une moyenne de 9,8. L’eau usée est presque basique tout au long du suivi à cause
de l’utilisation de soude au cours du nettoyage et du lavage des équipements
utilisés: bouteilles, cuves de fermentation et de garde, sols.
Tableau 7 : Résultats des analyses
Paramètres
Prélèvements E S E S E S E S E S E S
13/09/2012 9,12 6,5 39,4 36,1 5560 4840 2250 2000 - - - -
18/09/2012 11,70 7,6 40,7 37,3 4860 3500 2250 1750 - - - -
24/09/2012 8,58 7,4 41,5 34,5 5550 3180 2100 1300 - - - -
03/10/2012 11,60 7,0 41,2 35,8 3940 2300 2300 850 - - - -
12/10/2012 11,30 9,0 40,3 36,2 4400 2400 2000 650 - - - -
18/10/2012 10,62 9,1 42,4 34,7 5287 1533 2100 600 - - - -
23/10/2012 8,11 7,3 40,5 35,6 5100 1620 2300 650 - - - -
29/10/2012 10,49 7,3 40,8 37,4 5340 1243 2350 550 - - - -
07/11/2012 9,34 7,5 39,7 36,6 5120 1150 2000 600 739 481 - -
16/11/2012 9,02 8,0 38,6 34,5 4860 1540 2100 650 733 464 - -
22/11/2012 9,80 7,9 39,7 36,8 5440 1220 2200 600 735 231 - -
27/11/2012 8,10 7,7 38,6 35,5 4790 1000 2100 450 739 369 755 2010
03/12/2012 9,65 7,4 43,5 37,2 4320 653 2100 400 735 410 235 690
12/12/2012 9,82 7,3 42,1 35,9 4483 1833 2300 850 740 126 1127 1210
21/12/2012 10,40 7,5 43,8 36,4 4500 1740 2100 700 740 436 367 870
27/12/2012 9,45 8,1 42,5 36,9 4660 1400 2250 650 710 599 533 783
COT(en mg/l) MES(en mg/l)pH T (en °C) DCO (en mg d'O2/l) DBO5(en mg d'O2/l)

34
A la sortie de la STEP, le pH présente une moyenne de 7,7 avec un minimum
de 6,5 et un maximum de 9,1. Presque toutes les valeurs enregistrées sont en
accord avec les normes fixées par le Ministère de l’Environnement Malgache qui est
de 6,0 à 8,5. Cependant, on note deux valeurs élevées 9,0 (cinquième semaine) et
9,1 (sixième semaine). Ceci est interprété par le mauvais fonctionnement de la
pompe doseuse injectant l’acide dans le bassin de relevage. Après l’intervention des
techniciens de DOM’EAU, à partir de la septième semaine, les valeurs du pH
enregistrées restent dans les normes.
Des pH élevés (basique) accroissent les concentrations d’ammoniac NH3,
provenant des matières azotées dans les matières premières (orge et maïs), qui sont
très toxiques pour les poissons. De plus, ils sont néfastes à toute vie aquatique parce
que le pH de croissance pour la faune et la flore se situe entre 6,0 et 7,2. En outre, le
pH joue un rôle important dans le processus d’épuration biologique aérobie. La
biomasse microbienne a besoin d’un pH proche de 7,2 pour favoriser son activité
épuratrice.
Figure 6 : Variation du pH à l’entrée et à la sortie de la STEP
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
pH
SEMAINEE S
NORME: 6,5 à 8,59,0 9,16,5

35
IV-1-2-Température
Les valeurs de la température (tableau 7) à l’entrée de la STEP varient de
38,6 °C à 43,8 °C. Elles sont dues principalement aux eaux chaudes de rinçage des
appareils de production. Tandis qu’à la sortie, les valeurs enregistrées varient de
34,5 °C à 37,4 °C (figure 7). La valeur limite de température est de 30 °C sur les
rejets d’eaux usées. Ainsi, ces valeurs ne répondent pas à la norme imposée.
Une température élevée (supérieure à la norme 30 °C) réduit la solubilité des
gaz dans l’eau et en particulier les teneurs en oxygène. Or, le rôle d’oxygène est
fondamental pour les organismes aquatiques et pour les réactions d’oxydations. De
plus, à une température élevée, l’effet toxique des substances chimiques augmente
et les espèces aquatiques en sont très sensibles. En outre, la présence de nitrates
et de phosphates favorise l'eutrophisation. Une température élevée de l’eau
contribue en moindre partie à ce phénomène (MEINCK et al, 1977).
Figure 7 : Variation de la température à l’entrée et à la sortie de la STEP
34,5 37,4
0
10
20
30
40
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
T ( C)
SEMAINEE S
NORME < à 30

36
IV-1-3-Matières en suspension
MES (en mg/L)
Dates Entrée Sortie
27/11/2012 755 2010
03/12/2012 235 690
12/12/2012 1127 1210
21/12/2012 367 870
27/12/2012 533 783
Tableau 8 : Teneur en matière suspension
Le tableau 7 montre que les teneurs en matières suspension contenues dans
les eaux usées brutes de la station varient de 235 à 1127 mg/L avec une moyenne
de 603 mg/L. Tandis qu’à la sortie, la moyenne est de l’ordre de 1113 mg/L avec des
valeurs extrêmes allant de 690 mg/L au 2010 mg/L. Ces valeurs dépassent
largement la norme malgache (50 mg/L).
Figure 8 : Evolution de la teneur en MES à l’entrée et à la sortie de la STEP
2010
690
0
500
1000
1500
2000
1 2 3 4 5
MES(en mg/L)
SEMAINEE S
NORME < à 50

37
Cette figure indique une augmentation importante de la teneur en MES à la
sortie de la STEP par rapport à l’entrée. La dégradation des matières organiques
dans le bassin d’aération engendre des boues. L’augmentation de MES est due à la
mauvaise sédimentation des boues au niveau du silo à boue, ce qui conduit à la
présence des boues dans les eaux à la sortie de la STEP. La teneur élevée en MES
empêche la pénétration de la lumière et limite la respiration et le développement de
la vie aquatique.
IV-1-4-Evolution du carbone organique total (COT)
Le COT représente la somme du carbone de nature organique dans les
matières dissoutes et en suspension dans l’eau. C’est un paramètre spécifique
important pour déterminer la contamination organique des eaux usées.
A l’entrée de la STEP, les valeurs du COT sont très proches avec une
moyenne de 734 mg/L. Ceci confirme l’uniformité d’effluents arrivés dans la station
d’épuration. Alors qu’à la sortie, elles varient de 126 à 599 mg/L et présentent une
moyenne de 390 mg/L. Cette variation (figure 9) est en relation étroite avec le
mauvais fonctionnement des équipements de la STEP : pompes doseuses du pH,
agitateur dans le bassin d’aération…
Figure 9 : Evolution du COT à l’entrée et à la sortie de la STEP
126
599
0
200
400
600
800
1 2 3 4 5 6 7 8
COT(en mg/L)
SEMAINEE S

38
IV-1-5-Oxydabilité
IV-1-5-1-Evolution de la demande biologique en oxygène
La DBO5 représente la quantité d'oxygène consommée par les matières
organiques des eaux usées par voie biologique. Ainsi, elle donne la concentration en
substance organique biodégradable.
La DBO5 de l’eau usée brute présente une certaine stabilité, ses valeurs se
situent dans l’intervalle 2000 à 2350 mg d’O2/L avec une moyenne de 2175 mg
d’O2/L. Ces valeurs assez élevées proviennent surtout des restes de bières, des
levures et des particules diverses (drèches, kieselguhr) pendant les nettoyages des
cuves de fermentations et des filtres et aussi les lavages des tanks de garde.
Par contre pour l’eau traitée, la DBO5 oscille entre 400 et 2000 mg d’O2/L. En
moyenne, la DBO5 à la sortie de la station est de l’ordre de 828,13 mg d’O2/L. Toutes
les valeurs enregistrées sont au dessus de 50 mg d’O2/L, norme malgache des eaux
usées.
- Première semaine (2000 mg d’O2/L) jusqu’à la quatrième semaine (850 mg
d’O2/L) :
Une diminution des valeurs de DBO5 a été observée. Ceci peut être expliqué
par l’augmentation progressive du temps d’aération, ainsi que la teneur en oxygène.
Les bactéries ont besoin d’oxygène pour leurs activités épuratrices. Au début le
temps d’aération a été limité par la formation d’une quantité importante de mousses
blanchâtres. La troisième semaine, DOM’EAU a apporté un bidon de 20 litres
contenant un liquide visqueux de couleur jaune appelé « anti-mousse » que l’on a
ajouté dans le bassin d’aération plein de mousses. En effet, les mousses ont diminué
et disparaissent au fur et à mesure. Par la suite, le temps d’aération a pu être
augmenté ce qui conduit à une élimination importante de la pollution organique par
les bactéries et à une diminution de la valeur de la DBO5.
- Cinquième semaine (650 mg d’O2/L) jusqu’à la treizième semaine (400 mg
d’O2/L) :

39
L’histogramme de DBO5 (figure 10) ne présente qu’une légère variation par
rapport aux valeurs relevées dans les cinq premières semaines. Cette stabilité est
expliquée par la disparition des mousses blanchâtres, donc une bonne oxygénation
des effluents.
- A la quatorzième semaine (850 mg d’O2/L):
Une augmentation de la valeur de la DBO5 jusqu’à 850 mg d’O2/L, par rapport
à la treizième semaine (400 mg d’O2/L), a été observée. Ceci provient du problème
au niveau du brassage des effluents dans le bassin d’aération. L’un des trois
agitateurs a été en panne et par conséquent, le contact entre la biomasse épuratrice
et l’eau à épurer a été insuffisant et conduit ainsi à cette augmentation de la DBO5.
Figure 10 : Evolution de la DBO5 des eaux usées à l’entrée et à la sortie de la
STEP
IV-1-5-2-Evolution de la demande chimique en oxygène
La DCO représente la consommation d’oxygène par les matières oxydables
contenues dans les eaux, avec l’aide d’un oxydant chimique comme le bichromate.
L’évolution de la DCO à l’entrée et à la sortie de la STEP est présentée sur la
figure 11. L’allure de cette courbe est similaire à celle de l’évolution de la DBO5.
2000 850
650 400
850 650
0
500
1000
1500
2000
2500
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
DBO (en mg d'O2/L)
SEMAINEE S
NORME < à 50

40
L’eau usée brute possède une gamme de DCO qui varie de 3940 à 5560 mg
d’O2/L avec une moyenne de 4888,13 mg d’O2/L. A la sortie de la station, les valeurs
de la DCO se situent entre 653 et 4840 mg d’O2/L avec une moyenne de 1947
mgd’O2/L. Ces valeurs de la DCO dépassent largement la norme imposée (150 mg
d’O2/L).
La valeur de la DCO est toujours plus élevée que celle de la DBO5 puisque la
DCO correspond à la teneur de l’ensemble des matières organiques biodégradables
ou non.
Figure 11 : Evolution de la DCO des eaux usées à l’entrée et à la sortie de la
STEP
IV-1-6-Biodégradabilité
Le rapport DCO/DBO5 détermine la possibilité de dégradation d’effluent brut
par un traitement biologique. D’après la figure 12, les valeurs de ce rapport sont
comprises entre 1,71 et 2,64 avec une moyenne de 2,25. Ces valeurs inférieures à 3
signifient que l’effluent possède une bonne biodégradabilité. Ceci justifie la nécessité
d’une nouvelle station d’épuration biologique.
4840653
0100020003000400050006000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
DCO(en mg d'O2/L)
SEMAINEE S
NORME < à 150

41
Figure 12 : Evolution du rapport DCO/ DBO5
IV-2-Rendement épuratoire de la STEP
Le temps de séjours hydraulique de l’eau dans la STEP est estimé à 5 jours.
L’efficacité de la station d’épuration a été évaluée par la différence entre les valeurs
du flux de la DBO5, DCO, MO et COT à l’entrée et à la sortie de la STEP. Le tableau
8 rassemble les valeurs moyennes de ces flux de paramètres ainsi que leurs taux
d’abattements respectifs.
Flux (en kg/j) de la
DCO DBO5 MO COT
Entrée 5279 2349 3326 793
Sortie 2103 894 1297 421
Taux d’abattement (en %) 60,17 61,93 61,00 46,92
Tableau 9 : Valeurs moyennes des flux de la DCO, DBO5, MO, COT et leurs taux
d’éliminations respectifs
La valeur du flux de la DCO a diminué en moyenne de 5279 kg/j (entrée) à
2103 kg/j (sortie) ce qui correspond à un taux d’élimination de 60,17 %. (figure 13).
Celui du flux de la DBO5, de 2349 kg/j à 894 kg/j, représente un taux d’abattement
0
1
2
3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
DCO/DBO
SEMAINEE
Bonne biodégradabilité < à 3
1,71
2,64

42
moyen de 61,93 % (figure 14). En ce qui concerne le flux de la MO, le rendement
épuratoire moyen de la station est de 61 % (figure 15). En effet, 39 % de la MO totale
de l’effluent brute se trouvent encore dans les eaux à la sortie de la station. Pour le
COT, le rendement moyen est de 46,92 %. (figure 16)
Figure 13 : Taux d’abattement moyen du flux de la DCO
Figure 14 : Taux d’abattement moyen du flux de la DBO5
Figure 15 : Taux d’abattement moyen du flux de la MO

43
Figure 16 : Taux d’abattement moyen du flux du COT
Ces figures (13 à 16) indiquent qu’il y a une élimination supérieure à la
moyenne de la pollution au cours du processus. Cette réduction est interprétée par :
-le bon fonctionnement du dispositif de prétraitement
-l’activité des micro-organismes épurateurs dans le bassin d’aération qui
assurent la dégradation et la transformation de la matière organique dans les eaux
-le fonctionnement du silo à boue qui sépare les boues avec l’eau par
décantation.

44
V-Discussions,
suggestions et
recommandations

44
V-DISCUSSIONS, SUGGESTIONS ET RECOMMANDATIONS
V-1-Discussions
V-1-1-Comparaison entre la charge polluante avant et après la
mise en place de la nouvelle STEP
Rappelons qu’avant juin 2011, les eaux usées de l’usine STAR Antsirabe ont
subi seulement un prétraitement avec le procédé coagulation-floculation suivi d’une
décantation. Le tableau 9 présente l’évolution mensuelle de la DCO et de la DBO5 de
l’effluent prétraité. Ainsi, la DCO oscille entre 2805 et 3670 mg d’O2/L avec une
moyenne de 3162 mg d’O2/L. Pour la DBO5, la moyenne est de 1806 mg d’O2/L,
avec un minimum de 1688 mg d’O2/L et un maximum de 1950 mg d’O2/L. Il est à
noter que les valeurs limites recommandées pour la DCO et la DBO5
sont respectivement 150 mg d’O2/L et 50 mg d’O2/L. Cependant, les valeurs de ces
deux paramètres sont supérieures aux normes. Ces valeurs élevées confirment la
nécessité de la construction d’une nouvelle station d’épuration.
Mois DCO (en mg d’O2/L) DBO5 (en mg d’O2/L)
Janvier 3348 1790
Février 3300 1863
Mars 2850 1950
Avril 2805 1725
Mai 2996 1820
Juin 3670 1688
Moyenne 3162 1806
Tableau 10 : Résultats d’analyses des eaux usées avant la mise en place de la
STEP (source : document de l’usine STAR Antsirabe 2011)

45
Après utilisation de la nouvelle station d’épuration, la DBO5 à la sortie de la
STEP a une valeur moyenne de 828 mg d’O2/L alors que la DCO est de 1947 mg
d’O2/L. Même si les normes imposées ne sont pas encore atteintes, on constate une
diminution de 54 % de DBO5 et 38 % de DCO par rapport à l’ancien mode de
traitement d’eaux usées. Le tableau 10 compare les valeurs moyennes de la DBO5 et
la DCO des eaux usées déversées dans le milieu naturel avant et après mise en
place de la nouvelle STEP.
DBO5 (en mg d’O2/L) DCO (en mg d’O2/L)
Avant Après Avant Après
1806 >828 3162>1947
Diminution 54 % 38 %
Tableau 11 : Tableau comparatif de la DBO5 et de la DCO avant et après
installation de la STEP
V-1-2-Performance de la STEP d’eaux usées par boues activées
D’après nos résultats, les taux de diminution du flux de DCO et du flux de
DBO5 sont respectivement 60,17 % et 61,93 % pour la STEP de l’usine UA. Plus de
la moitié des MO ont été éliminées. Toutefois, ces résultats sont insatisfaisants par
rapport aux autres études. FELLA et al. (2012) ont évalué l’efficacité du traitement
biologique par boues activées des eaux usées au niveau d’une STEP en Algérie,
l’effluent à la sortie de cette STEP présente un taux d’abattement de 97,14 % en
DCO et 97,66 % en DBO5. GOULA A. et al. (2007) ont également caractérisé les
eaux résiduaires, d’une usine agroalimentaire située en Côte d’Ivoire. L’effluent subit
un traitement par boues activées. Ils ont observé un rendement épuratoire d’environ
96 % pour la DCO et la DBO5.
La différence entre les caractéristiques des composants au niveau du
traitement biologique explique cette défaillance de la station d’épuration de l’usine
UA. La STEP en Algérie est composée de deux bassins d’aération et de deux
décanteurs ; celle de l’usine agroalimentaire située en Côte d’Ivoire est formée d’un

46
grand bassin d’aération composé de trois sous bassins, d’un puits de dégazage et
d’un clarificateur ; alors que pour la STEP de l’usine UA, elle ne possède qu’un seul
bassin d’aération et un silo à boue à la place d’un clarificateur. L’élimination de
polluants lors du traitement biologique par boue activée dépend surtout du bassin
d’aération où les bactéries aérobies se nourrissent des matières organiques et du
clarificateur qui sépare les boues avec l’eau épurée.
V-2-Suggestions et recommandations
Quelques recommandations et suggestions sur le prétraitement, le traitement
biologique et le traitement des boues sont proposées. Celles-ci permettent
d’augmenter le rendement épuratoire de la station, de réutiliser les eaux usées
traitées et de valoriser les boues.
V-2-1-Prétraitement
Les responsables de la fabrication et du conditionnement de la bière doivent
veiller à ce que les rejets, qui arrivent dans la station d’épuration, ne provoquent pas
de bouchages ou de colmatages des équipements de la STEP. Durant le stage, la
vis compacteuse a souvent été colmatée. Ceci provient surtout de la présence de
drêches dans la station, alors que celle-ci n’est pas prévue pour supporter des rejets
solides. En outre, les pompes de relevage ont été aussi bouchées. Le nettoyage des
pompes a montré la présence des bouchons, des papiers et d’autres déchets
partiellement broyés. Un dégrillage plus fin que de celui utilisé auparavant est
recommandé.
La partie prétraitement nécessite un entretien régulier afin d’atténuer les
mauvaises odeurs. Ces dernières sont perçues comme une gêne pour les
personnels de l’usine UA et aussi pour les riverains de la STEP. Cet entretien
comprend les opérations suivantes :
Nettoyage des bassins en bétons
Evacuation des boues primaires et des flottants
Vidage de la poubelle contenant les refus de dégrillage

47
Des traitements supplémentaires de nature chimique notamment la
coagulation et floculation s’avèrent indispensables pour éliminer la grande partie des
suspensions colloïdales contenues dans les eaux usées. L’ancien mode de
prétraitement des eaux usées de l’usine UA a été équipé d’un bassin destiné à la
coagulation et floculation.
V-2-2-Traitement biologique par boue activée
Les effluents traités de l’usine UA ne répondaient pas aux recommandations
du ministère de l’environnement malgache ; même si actuellement la STEP est
équipée d’un bassin d’aération et d’un silo à boue. Il serait intéressant d’agrandir la
STEP en ajoutant :
-un autre bassin d’aération afin d’éliminer une grande proportion de la charge
polluante biodégradable entrant dans la station
-un ou deux clarificateurs pour bien séparer les boues en excès avec l’eau épurée.
V-2-3-Traitement des boues
La station d’épuration produit des déchets qui sont les refus issus du
dégrillage, les flottants issus du racleur et les boues de décantation. Il est nécessaire
de prévoir le devenir de ces boues. Les filières de traitement des boues sont très
variées et dépendent de leurs destinations finales. La figure 17 représente les
différentes étapes possibles pour traiter les boues.
Figure 17 : Exemples des différentes étapes du traitement des boues
Epaississement
Méthanisation Déshydratation
Incinération Mise en décharge Compostage Epandage
Boues

48
Conclusion

48
CONCLUSION
L’usine STAR Antsirabe a mis en place dans son enceinte une nouvelle
station d’épuration d’eaux usées muni d’un bassin de relevage, d’un bassin racleur,
d’un bassin tampon, d’un bassin d’aération à boues activées et d’un silo à boue. Le
travail effectué consistait à évaluer l’efficacité de cette STEP dans l’élimination de la
charge polluante à partir des analyses des eaux à l’entrée et à la sortie de la station.
L’étude a été réalisée pendant 4 mois au sein du laboratoire de l’usine UA.
Au terme de cette étude, les résultats obtenus nous permettent de tirer les
conclusions suivantes :
En moyenne tous les paramètres caractéristiques des effluents traités ne sont
pas conformes aux normes de rejets dans les milieux naturels, sauf le pH (6 < pH
moyenne = 7,65 < 8,5). La température se trouve aux alentours de 34,5 °C alors que sa
valeur limite est de l’ordre de 30 °C. Si les exigences recommandées pour les autres
paramètres sont 50 mg d’O2/L pour la DBO5, 150 mg d’O2/L pour la DCO et 50 mg/L
pour la MES, les valeurs moyennes enregistrées sont respectivement 828 mg
d’O2/L, 1947 mg d’O2/L et 1113 mg/L.
La STEP élimine la charge polluante avec un abattement de l’ordre de 60 %.
Les rendements épuratoires moyens pour les flux de DBO5, DCO et MO sont
respectivement 61,93 %, 60,17 % et 60,99 %.
Un taux d’abattement élevé peut être obtenu par optimisation des paramètres
régissant la station d’épuration. Les mesures suivantes sont recommandées :
Augmenter le temps de séjour en diminuant le débit
Prolonger le temps d’aération afin d’accroître la teneur en oxygène dissous
nécessaire aux microorganismes décomposeurs des matières oxydables
Tendre le pH et la température vers l’optimum pour un meilleur fonctionnement
de ces microorganismes
Un agrandissement de la STEP est préconisé en ajoutant un second bassin
d’aération et un ou deux clarificateurs ou en utilisant la technologie de l’ultrafiltration.
A la fin de la station d’épuration, un système de lagunage à macrophyte est
envisageable pour réduire la pollution organique. Une analyse de la boue activée et
un suivi d’autres paramètres tels que le phosphate et le nitrate seront envisageables
comme une seconde phase de travaux.

49
Références
bibliographiques

49
REFERENCES BIBLIOGRAPHIQUES
Amadou H. et Joseph W., 2008. Performances épuratoires d’une filière de trois
bassins en série de lagunage à microphytes sous climat sahélien. Revue des
sciences de l’eau, vol 21, p : 399-411.
Bernard D., 1982. Guide de l’eau, édition Johanet et fils, Paris, 11ème édition, 179p
Boelin J. C., 1997. Inventaires des traitements d’eaux résiduaires, Techniques de
l’ingénieur, traité génie des procédés, 288p
Degrémont, 1989. Mémento technique de l’eau, 9ème édition, Paris, Tome 1, 592p
Delannoy R., 1975. Réflexions pratiques sur le traitement des eaux résiduaires,
France-assainissement, 187p
Fella H., Rabia Z. et Mohand S., 2012. Epuration des eaux usées domestiques par
les boues activées: Etude de la performance d’une STEP dans la ville de Médéa,
Revue de la science en liberté, volume 4, n°120503, 16p.
GIS-BIOSTEP, 2005. Dysfonctionnement biologiques de la STEP : Origine et
solution, document technique, FNDAE n°33, 123p
Goula A., Kouame I., Lacina C., 2007. Caractérisation des effluents de boues
activées d’une usine agroalimentaire en vue de son utilisation comme eau d’arrosage
de pelouses en zone tropicale humide. Revue des sciences de l’eau, vol 20, n°3, p :
299-307.
Grandjean B., 2010.Assainissement industriel.Département génie chimique.
Université de Laval.
HACH Company, 2009. Méthodes d’analyses, colorimètre DR/890, 438p
HACH Lange, 2008. Rapport d’application, analyse de laboratoire, photométrie, test
en cuve de la DCO. 4p

50
HACH Lange, 2009. Rapport d’application, analyse de laboratoire, paramètre
composite COT. 4p
Hazourli S., BOudiba L., Ziati M., 2007. Caractérisation de la pollution des eaux
résiduaires de la zone industrielle d’El-Hadjar. Larhyss Journal, n°6 p : 45-55.
Henintsoaniaina H. J., 2013. Contribution à l’audit et à la valorisation des déchets
de l’usine STAR Antsirabe, Mémoire DESS en environnement, Université
d’Antananarivo-Ecole Supérieure Polytechnique d’Antananarivo, 96p.
MAGE, 2006. Fiches d’exploitations de la STEP. 81p
Meinck F., Stoof H., Kohlscütter H., 1977. Les eaux résiduaires industrielles, 2ème
édition MASSON, Paris. 863p.
Moletta R., 2003. Le traitement des boues des stations d’épurations. 6p
Rakotomavo F. H., 2010. Contribution à l’étude et à l’amélioration des traitements
physiques des eaux usées de la société KARINA. Mémoire de DEA en chimie
appliquée à l’industrie et à l’environnement, Université d’Antananarivo-Ecole
Supérieure Polytechnique d’Antananarivo, 86p
Rambolamanana V., 2012. Traitements des eaux usées. Département science de la
terre. Université d’Antananarivo
Rasolonjatovo M. A., 2011. Optimisation du fonctionnement du laboratoire de
contrôle qualité physico-chimique de la brasserie STAR Antsirabe. Mémoire
d’ingéniorat, Université d’Antananarivo-Ecole Supérieure des Sciences
Agronomiques, 167p
Ratsifaritana H., 2009. Contribution à l’évaluation de l’efficacité de la STEP d’eaux
usées industrielles mise en place dans l’usine de boissons gazeuses Andraharo.
Mémoire d’ingéniorat, Université d’Antananarivo- Ecole Supérieure des Sciences
Agronomiques, 122p

51
Rio+20, 2012. Conférence des Nations Unies sur le développement durable. Fiche
d’information. 14p
Rodier J., 1984. L’analyse de l’eau : eaux naturelles, eaux résiduaires, eaux de mer.
7ème édition DUNOD, Paris, 1365
Sarazin G., 2012. Chimie de l’eau. Chimie de l’environnement, Université
d’Antananarivo.
Société financière internationale IFC, 2007. Directives environnementales,
sanitaires et sécuritaires pour les brasseries, documents de références techniques,
20p

52
Annexes

i
Annexe 1 : Plan de la station d’épuration d’eaux usées de la brasserie STAR
Antsirabe

ii
Annexe 2 : Nom, photo et caractéristiques des différents types de bières
produites par la brasserie STAR Antsirabe
Nom et photo de la bière Caractéristiques
THB PILSENER
Type: Bière blonde
Taux d'alcool: 5,4 %
Emballage et Format: verre 65 cl, 33 cl, cannette
33cl, pression (fûts de 10 L et de 20 L)
Bière de référence à Madagascar
THB FRESH
Type: Bière Panachée
Taux d'alcool: Moins de 1 %
Emballage et Format: verre de 65 cl, 33 cl
Bière panachée qui procure une sensation de
fraîcheur pour toute la famille
QUEEN’S
Type: Bière blonde
Taux d'alcool: 4,7 %
Emballage et Format: verre de 65 cl, 50 cl
Bière avec un goût légèrement sucré
CASTEL BEER
Type: Bière blonde
Taux d'alcool: 5.1 %
Emballage et Format: bouteille brune de 50 cl
Bière Pilsener de marque internationale. Elle
symbolise la modernité
CASTEL
Type: Bière panachée
Taux d'alcool: Moins de 1 %
Emballage et Format: bouteille brune de 50 cl
Bière panachée de marque internationale
GOLD
Type: bière spéciale
Taux d'alcool: 6,5 %
Emballage et Format: verre de 65 cl, 50 cl, 33 cl,
fût de 20 litres
GOLD AMBREE
Type: Bière ambrée
Taux d’alcool : 6.5 %
Emballage et format : verre de 33 cl – Fût de 20 L

iii
Sa couleur ambre et son arôme puissant font la
particularité de la Gold Ambrée.
C'est une bière de saison pour l'hiver
GOLD BLANCHE
Type: Bière Blanche
Taux d'alcool : 5 %
Emballage et format : verre de 33cl - fût de 20 L
Bière Blanche pour les soifs intenses, une bière
avec un aspect trouble, de couleur claire et de
goût un peu citronné
C'est une bière de saison pour l'été

iv
Annexe 3 : Mesure de la DCO par la méthode photométrique
Réactif :
-Tubes DCO avec réactifs
Appareils et matériels utilisés :
-Pipette
-Support de tubes à essais
-Thermostat DRB200
-Photomètre DCO Aqualytic PCH61400
Mode opératoire :
-Chauffer à 148 °C le thermostat DRB200
-Etiqueter deux tubes DCO: solution témoin et échantillon
-Agiter le tube DCO pour amener le résidu en suspension
-Ajouter 0,2 ml d’eau distillée à la fiole témoin et ajouter 0,2 mL d’échantillon à la
fiole échantillon
-Mélanger énergiquement le contenu du tube
-Placer les deux tubes dans le thermostat préchauffé pendant 2 h
-Retirer les 2 tubes brûlant du thermostat et les laisser refroidir dans un support de
tube à essai
-Au bout de 10 min, agiter les tubes et les remettre dans son support jusqu’à
refroidissement à la température ambiante
Thermostat DRB200 Photomètre DCO

v
Lecture du résultat :
-Introduire le tube témoin dans le photomètre DCO et appuyer sur « Zéro / test ».
L’écran affiche « 0 ».
-Introduire ensuite la fiole échantillon dans le photomètre et appuyer de nouveau sur
« Zéro / test ». L’appareil affiche la valeur du DCO en mg/l.

vi
Annexe 4 : Mesure de la DBO5 par la méthode manométrique
Réactifs :
-Solution d’acide sulfurique concentré H2SO4 (pureté 98 % et de marque RICHBAY)
-Solution d’hydroxyde de sodium NaOH (soude 30 % en poids déjà préparée)
-Paillette de soude (pureté 99% et de marque Fisher Scientific)
Matériels et appareils utilisés :
-pH-mètre (micro-pH 2001)
-Eprouvette graduée
-Flacon ambré de 500 ml
-Manomètre
-Barreau aimanté
-Capuchon noir
-Boîte climatisée à 20 °C (OxiTop Box WTW 070808)
-Agitateur magnétique incorporé à la boîte climatisée
Mode opératoire :
-Mesurer le pH de l’échantillon à analyser
-Corriger ce pH pour obtenir 7,4 par addition de soude ou d’acide sulfurique
-Prélever 43,5 ml de l’échantillon corrigé et l’introduire dans le flacon ambré
contenant un barreau aimanté
-Mettre quelques paillettes de soude dans le capuchon noir
-Boucher le flacon ambré avec le manomètre
Boîte climatisée

vii
-Presser en même temps les touches « S » et « M » jusqu’à l’apparition de « 00 » à
l’écran du manomètre
-Placer le flacon ambré dans la boîte climatisée
-Mettre en marche la boite climatisée en appuyant sur « 0/1 » derrière l’appareil
Lecture et expression du résultat :
Après 5 jours, appuyer 5 fois sur la touche « S », la valeur de la DBO5 est donnée
par la relation :
La figure ci-dessous illustre les valeurs du FACTOR en fonction du volume de
l’échantillon considéré

viii
Annexe 5 : Mesure de la MES par filtration
Matériels et appareils utilisés :
-Pèse-tare
-Papier-filtre
-Four
-Dessiccateur
-Balance
Mode opératoire :
-Peser ensemble le pèse-tare et le papier-filtre
-Filtrer un volume V mL d’eau usée sur le papier-filtre
-Faire sécher le filtre et son résidu dans une étuve à 105 °C durant 24 heures
-Mettre au dessiccateur
-Peser de nouveau
Expression du résultat :
Calculer la quantité de MES avec la formule suivante :
P1 : poids du filtre (vide) avant filtration
P2 : poids du filtre séché après 24 heures
V : volume de l’échantillon

ix
Annexe 6 : Mesure du COT par la méthode colorimétrique
Réactifs :
-Solution tampon de pH égale à 2
-Fioles de solution de digestion par l’acide, COT gamme haute
-Poudre de persulfate de COT en sachets
-Ampoules indicateur, COT gamme haute
Matériels et appareils utilisées :
-Pipette
-Erlenmeyer
-Support de tubes à essais
- Agitateur magnétique et barreau aimanté
-Thermostat DRB200
-Colorimètre DR/890
Mode opératoire :

x
Lecture du résultat :

xi

xii
Author : RANDRIANTSOA Herimalala Maminirina
Address : Bloc 18 porte 3, cité des 67Ha Nord Ouest Antananarivo
Tel : 033 01 842 53
Email : [email protected]
-------------------------------------------------------o-o-----------------------------------------------------
TITLE: « The new station's effectiveness of worn water purification in the brewery
Antsirabe STAR to the elimination of the polluting load»
LABORATORY OF RECEPTION: Laboratory STEP of the factory Antsirabe STAR
ABSTRACT
In the Indian Ocean, the brewery STAR of Antsirabe is one of the well-known
companies in the field of manufacture of beer. Before 2010, it had used only one
zone of worn water pretreatment. But the company cannot satisfy the environmental
requirements with this method. For better preserving the environment, the company
built a new station of water purification which has used the process activated sludge.
This study includes a whole of the various parameters’ analyses which
indicate the quality of water at the entry and at the exit of the STEP of the factory
Antsirabe STAR. The purpose of it is to evaluate the rate of organic pollutants
removal by the STEP. The results reveal that the station can purify the effluent about
60%. The characteristics of purified water did not satisfy to the recommendations of
the EnvironmentalMinistry in Madagascar. The installation of additional works of
purification of water is crucial.
Key words: wastewater, treatment, activated sludge, rate of pollutants removal.
-------------------------------------------------------o-o-----------------------------------------------------
Encadror : Docteur Nelly RAKOTO, Maître de conférences-Faculté des Sciences de
l’Université d’Antananarivo-Chimie de l’environnement
Email : [email protected]

xiii
Auteur: RANDRIANTSOA Herimalala Maminirina
Adresse : Bloc 18 porte 3, cité des 67Ha Nord Ouest Antananarivo
Tél : 033 01 842 53
Email : [email protected]
-------------------------------------------------------o-o-----------------------------------------------------
TITRE : « Efficacité de la nouvelle station d’épuration d’eaux usées de la brasserie
STAR Antsirabe dans l’élimination de la charge polluante »
LABORATOIRE D’ACCUEIL : Laboratoire STEP de l’usine STAR Antsirabe
RESUME
Dans l’Océan Indien, la brasserie STAR Antsirabe est l’une des sociétés bien
connues dans le domaine de fabrication de la bière. Avant 2010, elle n’a utilisé
qu’une zone de prétraitement d’eaux usées. Mais cette technique ne permet pas à la
société de satisfaire les exigences environnementales. Pour mieux préserver
l’environnement, elle a implanté une nouvelle station d’épuration d’eaux usées par le
procédé boues activées.
Cette étude comporte un ensemble d’analyses des différents paramètres
indicateurs de qualité d’eaux usées à l’entrée et à la sortie de la STEP de l’usine
STAR Antsirabe. Elle a pour but d’évaluer le rendement épuratoire de la STEP. Les
résultats révèlent une épuration de l’ordre de 60%. Les caractéristiques des eaux
épurées ne répondaient pas aux recommandations du Ministère de l’Environnement
Malgache. La mise en place d’ouvrages supplémentaires d’épuration des eaux est
cruciale.
Mots clés : eaux usées, traitement, boues activées, rendement épuratoire
-------------------------------------------------------o-o-----------------------------------------------------
Encadreur : Docteur Nelly RAKOTO, Maître de conférences-Faculté des Sciences
de l’Université d’Antananarivo-Chimie de l’environnement
Email : [email protected]
Top Related