Praktikum handleiding verbindingstechniek : T.I.G.-lassen ... · DOI to the publisher's website....
41
Praktikum handleiding verbindingstechniek : T.I.G.-lassen : MIG/MAG-lassen Citation for published version (APA): Kneppers, A. J. (1988). Praktikum handleiding verbindingstechniek : T.I.G.-lassen : MIG/MAG-lassen. (TH Eindhoven. Afd. Werktuigbouwkunde, Vakgroep Produktietechnologie : WPB; Vol. WPA0595). Eindhoven: Technische Universiteit Eindhoven. Document status and date: Gepubliceerd: 01/01/1988 Document Version: Uitgevers PDF, ook bekend als Version of Record Please check the document version of this publication: • A submitted manuscript is the version of the article upon submission and before peer-review. There can be important differences between the submitted version and the official published version of record. People interested in the research are advised to contact the author for the final version of the publication, or visit the DOI to the publisher's website. • The final author version and the galley proof are versions of the publication after peer review. • The final published version features the final layout of the paper including the volume, issue and page numbers. Link to publication General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal. If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, please follow below link for the End User Agreement: www.tue.nl/taverne Take down policy If you believe that this document breaches copyright please contact us at: [email protected] providing details and we will investigate your claim. Download date: 26. Feb. 2019
-
Upload
hoangkhanh -
Category
Documents
-
view
223 -
download
0
Transcript of Praktikum handleiding verbindingstechniek : T.I.G.-lassen ... · DOI to the publisher's website....

Praktikum handleiding verbindingstechniek : T.I.G.-lassen: MIG/MAG-lassenCitation for published version (APA):Kneppers, A. J. (1988). Praktikum handleiding verbindingstechniek : T.I.G.-lassen : MIG/MAG-lassen. (THEindhoven. Afd. Werktuigbouwkunde, Vakgroep Produktietechnologie : WPB; Vol. WPA0595). Eindhoven:Technische Universiteit Eindhoven.
Document status and date:Gepubliceerd: 01/01/1988
Document Version:Uitgevers PDF, ook bekend als Version of Record
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:
www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:
providing details and we will investigate your claim.
Download date: 26. Feb. 2019

Praktikum handleiding Verbindingstechniek
T. I.G. - lassen MIG/MAG lassen
WPA 0595 A.J.Kneppers juni 1988

Practicum handleiding "VERBINDINGSTECHNIEK"
Inhoud: TIG-lassen MIG/MAG-lassen
Principe biz. 1 blz. 17
Specifieke voordelen " 1 II 17
Wat is nodig voor " 2 II 17
Praktijk wenken " 6 " 21
Veiligheid " 10 II 10
Tabellen " 12 " 27
Oefeningen " 13 II 30
Literatuur " 38 " 38

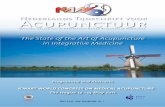
Principe TIG - lassen
~------------------~O :,t "oom bron
t oe voe. <3 r'\"li:,\ t<a i'" 10.41
ihdic21"\ r'lcd~)
qd-:' be .. c.hormi.
~~Q~k __ 5_t_v_k ______ -r ______________________ __
INTERNATIONAAL GENORMALISEERDE
AANDUIDING: TIG (Tungsten Inert Gas)
Andere benamingen:
0 Argonarc - lassen (AA), procesnaam SMITWELD
0 WIG - lassen (!olfram !nert §..as) Duitsland
0 WAG - lassen (Wolfram Aktiv Gas) Duitsland voor lassen in
argon met waterstof, stikstof, CO2
, e.a.
0 TAG - lassen (!ugsten ~ctive §..as) , Engels voor WAG
0 c:rA - lassen (§..as Tuns ten ~rc) , Amerikaans voor TIG
Waarom TIG - lassen?
-lassen met beklede elektrodenlL J minder geschikt voor aluminium -autogeen lassen
koper en dun
roestvrij staal
Specifieke voordelen
- Geen laspoeders of bekledingsstoffen: dus geen aantasting van
las of materiaal
- Geen spatten: dus lage kosten nabewerking, vooraf polijsten van
onderdelen mogelijk
- Lassen zonder toevoeg materiaal soms mogelijk
1.

Wat is nodig voor TIG - lassen?
A. niet afsmeltende elektrode
B. gas bescherming
c. stroombron (transformator of gelijkrichter)
regelapparatuur
D. boogstabilisator {in lasmachine}
E. H.F. hoog frequentie
A. TIG - elektroden
2.
o Eisen: - mag niet smelten bij hoge temperatuur (3000 c) aan elektrodepunt
- moet kleine elektrische weerstand hebben
- meet de warmte goed geleiden
- mag ook niet gemakkelijk verdampen aan de elektrodepunt
Hieraan voldeet aIleen WOLFRAAM
Toevoeging van thorium
- verhoogt de maximum stroom aanzienIijk
- boven 3,2 mm elektrode geen belangrijke stijging van de
maximum stroom. Daarom vanaf 4,0 mm opwaarts altijd
aIleen zuiver wolfraam
nooit thorium bij wisselstroom
Wolfraam elektroden met thorium,
Voordelen: - hogere stroombelastbaarheid
- beter ontsteken van de boog
Nadelen - bij lage stroom instabiel
- hogere prijs
- niet geschikt voor wisselstroom (groot wolfraam verlies)
- door bloemkoolvorming aan de elektrodepunt verandert
de boog steeds van richting
Aanpunten van wolfraam elektrode (op bandschuur machine)
V~~r optimale inbranding en rupsdoorsnede elektroden aanpunten (z.o.z.)

stromen < 20 A wisselstroom
B. Beschermend gas
Argon - inert (tast het metaal niet aan)
gemakkelijk geleidend te maken
- daardoor: gemakkelijk starten
- vrij lage boogspanning
- vrij lage boogenergie
- vrij kleine inbrandingsdiepte
- vrij lage voortloopsnelheid
- niet geschikt voor grote dikten
3.
gelijkstroom
Helium - hogere boogspanning dan in argon bij gelijke elektrodediameter,
meer warmte beschikbaar
- sterke stroomvariaties bij gebruik van de normale stroombronnen
wanneer slechts kleine boogspannings variaties optreden.
Daardoor niet geschikt voor hand lassen.
c. Een moderne stroombron (voor T.l.G. en elektrode lassen)
I mIn
I I
I
;soitstan I kraten'ullcr

E. Elektronische Hoog Frequent impulsgenerator, v~~r het "kontaktloos"
starten + 1400-1800 V.
H.F. bij gelijkstroom lassen op "start", d.w.z. zodra de stroom
loopt, slaat automatisch de B.F. af. Advies instelling 50 kHz.
H.F. bij wisselstroom lassen op "tontinu", d.w.z. dat tijdens het
lassen de Ii.F. in blijft staan. Advies instelling 60-70 kHz.
4.

TIG-toortsen
Luchtgekoelde toorts
A \telit.n d.t'10n
£: ha k"ldd I" f ("He t ~e1..)
5.
Max. stroom niet meer dan 200 A
Watergekoelde toorts
A£~~u\tdc:>p , kla.rYlt oc:>K- q.lelchooQ
\d!.t d.l"'nli. k\I2""~tvk.
I" ~b\n~~~.a kw.<L t :
.stro ... n--k~b~\ I.., • wdiwt' toe.voe" ,1.:.'1h9
, • "YdtCi!1" d r llDer .\"'1'"'19
• d'9on $\ot'\C\
• scho..~e.\drcu.d toons :x.::hdk

Praktijk-wenken
Monds tuk LET OP !!!!
Te veel gas sterke werveling, dus inwervelen van lucht dus
aantasting van elektrodepunt en smeltbad
Te weinig gas
Conclusie
Mondstuk
weinig of geen bescherming>, dus aantasting van
elektrodepunt en smeltbad
Overdrijving schaadt ! (zie tabel)
Normale verhouding voor optimale situatie:
d D
1,0 mm - 6,4 mm
1,6 8,0
2,4 9,5
3,2 11
4,0 16
4,8 19
6,3 19
Wolfraamelektroden
V~~r goed starten en lassen:
NB: Wanneer elektrodepunt verder
uit mondstuk moet steken dan d,
groter mondstukdiameter nemen.
6.
- voor elke toepassing,diameter z6 kiezen dat de toe te passen stroom.
ligt in bovenste helft stroomsterktegebied
- elektrodepunt schoon schuren
- elektrode goed in nippel vastklemmen
- verontreinigde elektrodepunten afslijpen
- elektrodepunt haaks of kegelvormig (de punt wordt toch bolvormig)
- gasnaloop toepassen, di t houdt de elektrodepunt schoon
- elektrodepunt moet vloeibaar worden, in dat geval wordt de boog
stabiel
apmerking: Wolfraam-elektrode nooit knippen.

TOeVOegmateriaal (aluminium)
Algemeen: - geen ruwe draad of geknipte stroken
- opslagtijd zo kort mogelijk
- altijd punt afknippen v66r het lassen
- hoek tussen draad en plaat klein i.v.m. afwijking
van de gasstroom
voorzichtig manipuleren i.v.m. boogafwijking.
Samenstelling: - inprincipe gelijk aan werkstuk
- bij twee verschillende materialen: draad als het
hoogst gelegeerde materiaal van de twee nemen
- bij laag-gelegeerd aluminium draad iets hoger
gelegeerd nemen
Instelling argonverbruik
De afstelschroef van de reduceerafsluiter is niet nauwkeurig genoeg
voor het Kleine argon verbruik.
Daarom nog een veel nauwkeuriger instelling nodig d.m.v. stromings
meter (flowmeter).
Principe stromingsmeter
C:te-cai i bl"Qe rd Q
7.
bvi-:.
Z(2el- ll"c..hi.
.. dt'~ve\"tje~
Bij verder openen van de stel
schroef wordt meer gas toege
laten, de gasstroom neemt toe
en is dan in staat het drijvertje
hoger op te drukken.
Zeer nauwkeurig
V~~r juiste instelling argonverbruik raadpleeg tabel.TIG-installatie
aanzetten:
- toortsschakelaar indrukken
- afstelschroef verdraaien (stromingsmeter)
LET OP er staat nu spanning op de Wolfraam elektroden

8.
Bij het TIG-lassen is de + kant van de boog het heetst
Daardoor bij gelijk stroom:
0I:,.i~\,,\)~ ________________ ~ 'v' -r---------<V ( ~~---------------~
Inbranding diep, smal ondiep, breed matig diep en breed
Reinigende werking geen zeer geed
alleen in periode dat elektrode + is
Conclusie: Aluminium allen goed en redelijk snel lasbaar met wisselstroom
AIle andere materialen met elektrode min
Booglengte
Verschillen in booglengte tijdens het lassen geven verschillen in:
- lasuiterlijk, o.a. lasbreedte
- inbrandingsdiepte, gasbescherming
Neemt de booglengte af dan wordt:
- de las smaller, de inbranding groter
-pool
-pool
- pool
booglengte booglengte
+ pool + pool
= stroom bij start H. F.

9.
Het lassen van aluminium
Ter voorkoming van krimpscheuren :
- Het werkstuk niet opgespannen lassen
- Oververhitting van het materiaal voorkomen
- Lassen met een zo groot mogelijke voortloopsnelheid
- Bij deze grootte voortloopsnelheid een zo laag mogelijke stoomsterkte
als toelaatbaar is
- Het werkstuk niet voorverwarmen en indien dit toch (nog) noodzakelijk
is op een temperatuur van 100 - 300 °c < 400 °c - Het lassen van lasrupsen met een zo klein mogelijke doorsnede
- Wolfram elektrode, toevoegmateriaal en moedermat, zelfde dikte,
tot 4mm
- Ongelegeerde wolfram elektrode gebruiken
- Een zo klein mogelijke booglengte houden (2-4 mm)
- Goede bolle doorlassing maken
Het voorkomen van poreusiteit:
- Laskanten bij voorkeur droog voorbewerken
- De wachttijd tussen het hechten en het aflassen zo kort mogelijk
houden
- AIle voorgaande laslagen uitslijpen, borstelen, vijlen, frezen of
licht ui thakken
- V~~r het lassen de punt van de lasdraad afknippen enschuren met
(RVS) spons
- Een zo dik mogelijk toevoeg materiaal gebruiken
Niet lassen in een vochtige ruimte, buiten laswerk in een tent
- Een niet te klein wolfram elektrode gebuiken want bij te hoge
stroomsterkte kan deze afsmelten en wolfram insluitsels veroorzaken
- Een te grote argon verbruik vermijden i.v.m. turbulente werking
- V~~r het starten van de lasboog moet men een aluminium of koper
start plaatje of band gebruiken
Hak, slijk, vijl of frees aIle kraters uit, zie karakteristiek
bij moderne stroombron

1~
Conclusie;
Een TIG-lasser moet een vaste hand hebben, omdat anders het lasuiterlijk
onregelmatig wordt en grote variaties in inbrandingsdiepte zullen
voorkomen.
TIG-veiligheid
Elektriciteit Water is OW vijand
Daarom in ketels, tanks, e.d.:
- zitten of staan op droge houten vlonder of rubbermat
- schoenen met rubberzolen (niet gespijkert)
- geen opgestroopte mouwen
- lashandschoenen
- geen ringen, geen polshorloge met metalen band
- lasinstallatie met magneet schakelaar
- bij wisselstroom spanningsverlagingsrelais
- geen hulpgereedschap (looplamp, e.d.) voor 220 V
- aIle laskabels, slangenpakketten en andere leidingen goed isoleren
- lassen in ketels, apparaten, schepen, e.d. is veel onveiliger,
dan lassen in de werkplaats aan een lastafel omdat
- de lasser is, elektrisch gezien, een deel van het werkstuk
- men is eerder bezweet, dus gemakkelijker stroomgeleidend
- onveiligste geval
Omdat
Boogstraling
Niet lassen, lasinstallatie weI ingeschakeld
spanning tussen W-elektrode en werkstuk 70-80 Volt
wisselstroom en lassend slechts ca. 20 V
gevaren grens Licht bij 42 V wisselstroom
de TIG-boog is feller dan die van beklede elektroden, dus ook meer
weerkaatsing door witte muren, plafonds, ramen, gepolijste opp. e.d.
Daarom:
- doelmatige lashelm zonder gaten
- juiste lasglas (No 11 of 12)
- gesloten kleding
- ontijdig ontsteken vermijden
- omgeving afschermen
- wanden en plafonds schilderen met straling absorberende verf

TIG-veiligheid (vervolg)
Las dampen
In beperkte ruimten altijd meer blijvende las dampen , o.a. ozone
Bovendien: waar steeds argon in de werkruimte wordt geblazen neemt
lucht hoeveelheid af.
Daarom: zowel afzuigen als verse lucht toevoeren (zonder tocht om
gasbescherming niet te verstoren)
11.
PAS OP voor verzinkte werkstukken en metalen die koperi load, cadium
of beryllium bevatten, daarbij ontstaat giftige dampen
Ontvettingsmiddelen
Ontvettingsbaden met chloroteen, trichloorethyleen (tri) en perchloor
ethyleen (per) brengen damp in de werkplaats.
Deze dampen ontleden door boogstraling tot gifgas o.a. "fosgeen"
Daarom : - geen ontvettingsbaden in laswerkplaats
- niet lassen in ruimten met ontvettingsbaden
- ontvette werkstukken goed naspoelen
Waarschuwing: Ontvetten van aluminium met "tri" kan leiden tot
explosie, waarbij zoutzuur ontstaat.

12.
Keuze elektrode-diameter
De keuze van de elektrode-diameter wordt bepaald door de stroomsoort
en de stroomsterkte. Hieraan gekoppeld zijn de hoeveelheid beschermgas
en de monddiameter.
De onderstaande tabel is hiervoor een leidraad.
Tabel 1 aIle materialen (behalve aluminium)
Elektrode-diameter Stroomsterkte Argonverbru i k Mondstuk
gelijkstroom elektrode aan de minpool
mm inch wolfraam + 2% thorium liters/minuut I diameter in mm I diameter in inch.
0,5 0.020 - - -1,0 0.040 20·100 4·5 6,4·7,8 1,6
. 1/16 70-150 4·6 7,8
2.4 3/32 140-225 5-6 9,5 3,2 1/8 200-275 5·7 9,5·11 3,9 5/32 250-350 7·8 11 4,8 3/16 300-500 8·10 12,7 6,4 1/4 400-650 10·12 16,0 i
Keuze van elektrodediameter, stroomsterkte, hoeveelheid beschermgas,
mondstukdiameter voor het lassen van aluminium.
Tabel 2
Elektrodediameter Stroomsterkte Argonverbruik Mondstuk
Wisselstroom
-1/4-5116 5/16 3/8 3/8·7/16 7/16 112 5/8
mm inch zuiver wolfraam liters/minuut • diameter in mm diameter in rnch .
0,5 0.020 . - I -1,0 0.040 . . .
I 1,6 1/16 30-70 6 7,8 5/16
2,4 3/32 70-120 7 7,8-9,5 5/16-3/8
3,2 1/8 90-170 8-9 9,5-11 3/8-7/16
3,9 5/32 150-220 9-10 12,7 1/2
4,8 3116 200-300 10-12 16,0 5/8
6.4 1/4 280·400 15 16,0 5/8

13.
TIG-oefening 1
Ontsteking TIG-boog
- installatie verkennen, uitleg en stroom-instelling door instrukteur
- op lastafel aluminium plaat 200xSOx3 rom
- lashelm op hoofd opgeklapt
- neem toorts in de hand
- breng toorts naar plaat met mondstuk plat
« c - draai toorts rechtop tot afstand elektrode tot plaat ca. 3 rom is
- lashelm voor gezicht klappen ~
;!J~~ f :!:: I
- knop van toortsschakelaar indrukken (2 of 4 takt, uitleg instrukteur)
- knop na ca. 5 sec. loslaten
- boog verbreekt
- toorts wegnemen
- helm opklappen
- gehele cyclus herhalen
- enzovoorts tot gehele handeling feilloos verloopt
TIG-oefening 2
Snoeren zonder toevoegmateriaal (lasgegevens zijn ingesteld)
- aluminium plaat 200xSOx3 rom (schoonborstelen, R.V.S. borstel)
- boog ontsteken aan plaatrand
- als boog stabiel brandt, wachten tot er een gesmolten plek onder
de elektrode ontstaat
- toorts regelmatig over de plaat bewegen, zodat de gesmolten plek
(smeltbadl meeloopt
- booglengte en voortlooptempo constant houden
- toorts tijdens lassen ca. 80 schuin "stekend"
- werkstuk nooit met elektrode aanraken
- herhalen tot goede rechte en gelijkmatige snoeren ontstaan

TIG-oefening 3
Snoeren met toevoegmateriaal (lasgegevens zijn ingesteld)
- aluminium plaat 200xSOx3 mm (schoonborstelen)
- aluminium toev.oegstaaf ¢ 2,5 mm (schoonmaken met R.V.S. spons)
- boog ontsteken op startplaatje
- als boog stabiel brandt, over lopen naar rand werkstuk
- boog laten stilstaan aan rand
- als smeltbad iets wegzakt een druppel (metaal) met toevoegstaaf
in smeltbad brengen
- LET OP : punt toevoegstaaf nooit uit
de gaskegel halen v66r boog
is verbroken en gasstroom
stopt. Anders oxydeert
toevoegstaafpunt.
- beginnen met regelmatig en langzaam voortlopen
- regelmatig een druppel van de toevoegstaaf laten afsmelten
- aan het eind van de rups boog verbreken met toortsschakelaar,
niet door weghalen van de toorts
- mondstuk en toevoegstaafpunt boven smeltbad houden tot gasnaloop
is gestopt
TIG-oefening 4
Liggende buitenhoeklas zonder toevoegmateriaal
- 2 platen aluminium 200xSOOx3 mm (schoonborstelen kopse kanten)
- stel stroom in op 100A, gasverbruik op 8 a 10 l/min.
- W-elektrode 3,2 mm, 3 mm buiten mondstuk 11 mm
- aluminium platen vastklemmen volgens tekening
- hechtlas aan de kant waar de klem niet zit
- klem verwijderen
- beginnen te lassen,
andere kant dan hechtlas
14.

TIG-oefening 5
Liggende buitenhoeklas met toevoegmateriaal
- 2 aluminium platen 200x50x3 mm (schoonborstelen)
- toevoegstaaf ¢ 2,5 mm (schoonmaken)
- hechten als oef. 4
- beginnen met regelmatig en langzaam voortlopen
- regelmatig een druppel van de toevoegstaaf laten afsmelten
- aan het eind van de rups boog verbreken met toortsschakelaar,
niet door weghalen van de toorts
- mondstuk en toevoegstaafpunt boven smeltbad houden tot gas loop
is gestopt
TIG-oefening 6
Liggende buitenhoeklas met toevoegmateriaal
15.
- zelfde als TIG oefening 5, maar dan met vooropening, zie tekening.

16.
TIG-oefening 7
Liggende hoeklas
- 2 aluminium platen 200x50x3 rom
- etel stroom in op 140A, gasverbruik op 6 l/min
- W-elektrode 3,2 mm, 7 mm buitenmondstuk ¢ 12,5 rom
- toevoegstaaf Al 99,5 III 3 mm.
TIG-oefening 8
Staande hoek las
- Zelfde instelgegevens ale TIG-oefening 71 zie verder tekening

Principe MIG/MAG-lassen
INTERNATIONAAL GENORMALISEERDE
AANDUIDING: MIG (Metal Inert Gas)
Andere benamingen:
MAG ~etal ~tive £as, ook wei CO2 lassen genoemd
17.
In de praktijk spreekt men over MIG en MAG of CO2
lassen, wat nogal
verwaring gee ft. Wij houden het op MIG/MAG lassen
Waarom MIG/MAG-lassen?
De belangrijkste reden om het MIG/MAG-lassen toe te passen is vooral
gelegen in een duidelijke verlaging in de totale laskosten
Specifieke voordelen
2 - de mogelijkheid hoge stroomdichtheden toe te passen (150A/mm ) ,
dit geeft een sterke warmte concentratie in de boog
inbrandingsdiepte kan groot zijn
- grote lassnelheden mogelijk
- continue draadaanvoer
- makkelijk te automatiseren (robot-lassen)
Wat is nodig voor MIG/MAG-lassen
A. stroombron
B. draadaanvoermechanisme
C. Laspistool met slangenpakket

18.
D. gasaanvoersysteem
E. hulpapparatuur
F. lastoevoeg-materialen
A. De stroombron
De transformator verlaagt de netspanning tot een geschikte en veilige
lasspanning. De wisselspanning wordt daarna door een gelijkrichtbrug
gelijkgericht.
B. Draadaanvoermechanisme
apparatuur. nt~n.
I ~ ': I I L.
- . I
.J
verbruiksmateriaten.
"-'1 I
Het draadaanvoermechanisme zorgt voor een regelmatig draadaanvoer
van de haspel naar het pistool.
Is het draadaanvoermechanisme samen met de stroombron in een kast
gebouwd dan spreekt men van een kompakt apparaat.
Het draadaanvoermechanisme kan samen met draadhaspel in een afzonderlijke
kast zijn ondergebracht. Voordeel: werkbereik is hiermee vergroot.
(Universele installatie)

19.
C. Laspistool met slangenpakket
In het pistool bevindt zich een kontaktbuis die zorgt voor de stroom
overdracht.
Twee type laspistolen
- gasgekoelde pistolen (ook weI luchtgekoeld genoemd)
- watergekoelde pistolen (slangenpakket met waterslangen erinl
handgreep
schakelaar slangenpakket
draadgeleider
D. Gastoevoersysteem
Instelling (gas)verbruik (zie TIG-lassen blz. 6)
Bij het MIG/MAG-lassen vinden o.a. de volgende gasssen een toepassing
- CO2 (koolzuurgas)
- argon
- argon/co2 80 + 20 % (in de handel onder de naam protegon)
- argon/co2/o2
Iedere gassoort heeft zijn specifieke toepassing.
Opm. Bij de toepassing van CO2
wordt een verwarmingstoestel tussen
de fles en het reduceertoestel geplaatst.
Bij grotere gasafname koelt CO2
door expansie sterk af en onttrekt
hierhij warmte aan de omgeving, hetgeen tot bevriezing van het reduceer
toestel kan lei den.

20.
E. Hulpapparatuur
Koelvloeistofelement: bij toepassing van watergekoelde pistolen wordt
een gesloten koelvloeistofsysteem gebruikt, het reservoir en de
leidingen zijn gevuld met koelvloeistof.
F. Lastoevoeg-materiaal
Bij dit lasproces wordt de boog onderhouden tussen het te lassen
werkstuk en een continu aangevoerde lasdraad.
Hierdoor een dubbele funktie:
stroomoverdracht
lastoevoegmateriaal
Te onderscheiden twee type lasdraden:
massieve draad
gevulde draad
metalen omhulling .
.. bekledingspasta'1meestal in poed ervorm.l
Verschillende vormen van gevulde draad

Praktijkwenken
Bij het MIG/MAG-lassen onderscheiden we vier boogtypen:
- het openboog-Iassen (oak. weI sproeiboog-lassen genoemd)
- het half-openboog-lassen
- het kortsluit-boog-lassen
- het pulsboog-lassen
Openboog-lassen
Kenmerkt zich door een grote boogenergie
en hoge stroom, deze ontstaat in het
algemeen bij stoomsterkte boven 200A
in combinatie met een boogspanning
boven 25v.
Balf-openboog-lassen
Bet half-openboog-lassen is een overgangsgebied tussen openboog
en kortsluit-boog-lassen. De afsmeltende grovere druppels maken
soms kortsluiting met het smeltbad.
Kortsluit-boog-lassen
21.
Bij lagere boogenergie die wordt verkregen door opzettelijk veroor
zaken van boogdoving. De boogdoving ontstaat door het kortsluiten van
de lasdraad in het smeltbad. (200 maal per sec.). Tevens een lage stroom
en een geringe boogspanning 200A en 2Sv.
boog t ijd. kortsluittijd.
cyclustljd.
Kortsluit-boog

22.
Pulsboog-Iassen
Metaal transport vindt aIleen plaats tijdens de stroompulsen.
Gedurende de intervallen tussen de stroompulsen zorgt de basisstroom
voor het instandhouden van de boog en voor het voorverwarmen van een
nieuwe druppel metaal. Voordeel hoogwaardige kwaliteit geschikt voor
dun materiaal en grondnaden.
TOEPASSINGSGEBIEDEN MIG-LASSEN MET MASSIEVE DRAAD
open boog balf-opcn boog konsluitboog pulsboog
Metalen alle uitgezonderd uitgezonderd alle, uitge. koper en kopcr en zonderd koper aluminium aluminium dikker dan .3 mm
Plaatdikten rdatief dik middel dik dun dun endik
Lasstanden horizontaal horizontaaI en aIle standen alle standen hor.-vert.
V ooropening geen iets groat iets
I NaadvuUing ja ja I oppa~sen ja
Uiterlijk goed goed geed uitstekend
Procesvariabelen
Procesvariabelen, veelal aangeduid als lasparameters, zijn die las
gegevens die regelbaar of instelbaar zijn, voor het verkrijgen van
optimale lasresultaten. Het kiezen en op juiste manier afstellen
van de lasparameters is bepalend voor het succesvol toepassen van
een lasproces.

Uitgaande van de regelmogelijkheden, kunnen de variabelen in drie
groepen worden ingedeeld:
23.
A. hoofd variabelen
B. primaire variabelen
c. secundaire variabelen
(zijn ingesteld op de MIG/MAG installatie)
(door de lasser in te stellen)
(onder het lassen)
A. Hoofd variabelen
De hoofd variabelen zijn die welke in grote stappen kunnen worden
veranderd, zoals b.v. type lasdIaad, draaddiameter, gassoort.
Deze worden bepaald door type materiaal, de plaatdikte, de laspositie,
de gewenste neersmeltsnelheid en de mechanische eigenschappen.
B. Primaire variabelen
Dit zijn boogspanning, draadsnelheid (stroomsterkte) en voortloop
snelheid. Daze bepalen de vorm van de las door het beinvloeden van
b.v. inbranding, lasbreedte, lashoogte t boogstabiliteit, neersmelt
snelheid.
C. Secundaire variabelen
De draaduitsteeklengte en de positie van het mondstuk t.o.v. de las
naad.
kontakt buis.
Uitsteeklengte is het deel van de draad buiten de kontaktbuis

Dwarshoek.
'\ /
24.
langshoek.
as van de las.
Stand van het pistool in dwarsrichting
B. Primaire variabelen,hoe deze in te stellen
Op de meeste lasmachines is een Volt en Amperemeter aanwezig.
Zo niet dan tabel in de lasmachine raadplegen.
Na inschakelen van de lasmachine:
Voltmeter geeft na indrukken knop (bij de voltmeter) een uitslag
die de open spanning laat zien. 'De spanning is nu te veranderen
door schakelaars (meestal twee, een grove en een fijne) te verdraaien.
LET OP: Tijdens het lassen leest men de lasspanning af.
In tabellen wordt openspanning en lasspanning door elkaar gebruikt.
Een vuistregel: Lasspanning is 4 Volt per 100 Ampere lager dan de
openspanning.
Amperemeter: slaat alleen uit tijdens lassen.
De stroom (ampere) is gekoppeld aan de draadaanvoer (regelknop).
Deze regelknop is voorzien van een schaalverdeling die niet terug
te koppelen is aan zoveel ampere. Men geeft voor beginsituatie
(zonder te lassen, maar met pistoolschakelaar "in") een draadaanvoer
uitgedrukt in m/min (zie tabel).

LET OP: er staat nu spanning op de draad.
In de praktijk last men een proeflas en terwijl men last leest en
regelt men de amperemeter af door aan de draadaanvoer-regelknop
te draaien.
lasrichting
smeltbcd. werkstuk.
Stand van het pistool bij het naar recnts lassen.(slepend lassen.) Boog gericnt op net werkstukmateriaal - diepe inbranding.
lasr ichting . ..
Stand van net pistool bij het naar links lassen. (stekend lassen.) Boog gericht op het smeltbad -geringe inbrand ing.
..
25.

Lasgegevens (vuistregels)
Uitsteeklengte (stick-out)
met CO2 gas 6 rom
met menggas 10 rom
sproeiboog 15 rom
Gasverbruikmeter (flow-meter)
CO2 Menggas
Las uiterlijk
las te bol
las te hoI
las te smal
las te breed
spatten
15 liter/min.
10 liter/min.
stotende draad
....
...
....
.... ..
...
meet voltage geven
minder voltage geven
meer voltage geven
minder voltage geven
minder voltage geven
meer voltage geven
balans (juiste instelling)
geluid: fijne frequentie
bij kortsluit-boog-lassen
Lasspatten:
A = minder Volt
B meer draad
< te heet A warmte
te koud B
Stoten:
C
D
minder draad
meer Volt
te heet C
warmte<
te koud D
26.

----------------------__________ LAsG~GEVENS
Naadyorm
--Plutdikte mm
1.0 1,25 I,' 1,75 2,0 2,' 3,0 3,'
4
5
6
Vooropening
mm
o o
0-0.' 0-1
0.'-1 1-2 1-2 2
1-2
2
2
Gasyerbruik
Ilmin
10 10 10 10 10 10 10 10
10
10
10
Dra.d· diam. mm
0,8 0,8 0.8 0,8 0.8 0,8 0,8 0,8
0,8
0,8
0.8
Draad- Open snelheid spanning mlmin V
3,' 4,2 4,8 M M 5.4
'," '.7 M
£',0 V 7,0 £'.0 V 9,0
19 20 20 21 21 21 21 22
22 22 24 22 2'
MIG-LASSEN STAAL
Pistoolstand
Stekend
Ie lug stekend of trekkend 2e Ja.,
stekend
VooropeniOl
mm
0,'-1,0 Oi5-1.0
1,0 1,0 1,0
0-0,' 0-0,'
0-0,'
Gasvcrbruik
I/min
10 10 10 10 10
10
10
10
J..-----------··--I-------I--------------------I-----
') Geyulde dr.ad.
7
8
10
>10
2
2
2
2
£ 10 V 16 £ 10 V 16 £ 10 V 16 £ 10 V 20 1)
10 10 10 10
to 16
10
10
1,0
1,0
1,0
1,0 1,6 1)
0,8 0,8 0,8 0,8
0,8 1,0
0,8
0,8
4,4 12,0 4.4
12,0 4.4
12.0 9,6 9,6
5,7 ',7 '.9 6.3
6,6-12,0
',8
4,0
Tabel Seldt your CO2• yoor menS8Is ± ,% lagere open spanning en ± ,% hogere dralldsnelheid.
24 J6 24 )6 24 J6 24
"7-'0 22 22 23 24
22
22
Ie lug IIckendof rrekkend
Vullinl trekkend
Stekend of
trekkend
Srekend
Srekend
Siekend
10
Dreaddiam. mm
0,8 0.8 0,8 0,8 0,8
0,8
0,8
0,8
0,8
Draadsnc:lheid m/min
3,7 3,7 3,7 4,4 4,4
6,0
6.' 6,8
6,1
Open-spanning Pistool
V stand
22 22 22 22 22
22
23
2}
24
Stckend nur
lasset toe
Stckend
Stekend
N --.I .

LASGEGEVENS
Plaat-Naadvorm dikte Voor- Gas- Draad- Oraad- Open
mm opening verbruik diam_ snelheid spanning mm I/min mm mlmin V
-------------
1,0 0 10 0,8 3,7 20 1,25 0-0,5 10 0,8 4,0 21 -- 1,50 0-0,5 10 0,8 4,0 21 1,75 I 10 0,8 4,2 22 2,0 1-1,5 10 0,8 4,5 22 2,5 1,5 10 0,8 4,8 23 3,0 1,5 10 0,8 5,1 23 3,5 2,0 10 0,8 5,1 23
... ---- .. - -----
~6U~ 4 2 10 0,8 5,6 23 5 2 10 0,8 6,0 23
6 2 10 0,8 E6,3 24 V 6,3
-----
,,(1.- 6 10 0,8 . 6,6 22
8 10 0,8 E6,6 22 V.6,6 E6,6
12 2 10 0,8 V 6,6 22
10 0,8 4,2 22 10 0,8 4,2 22 10 0,8 4,5 23
-10 0,8 4,5 23
10 0,8 6,3 24
10 0,8 6,6 24
10 0,8 6,3 24
Tabel geld! voor CO2, voor menggas :t 5 % lagere open spanning en ± 5 % hogere draadsnclhcid.
MIG-LASSEN STAAL
Voor- Gas- Draad-Pistool- opening verbruik diam_ stand mm I/min mm
0-0,5 10 0,8 0,5-1,0 10 0,8
Trekkend 1-1,5 10 0,8 neergaand 1,5 10 0,8
1,5 10 0,8 2 10 0,8 2 10 0,8
2 10 0,8 Trekkend 2 10 0,8 neergaand
2 10 0,8
Slekend slapelend
Trekkend neergaand
Trekkend
Stekend
Trekkend
Draad- Open-snclheid spanning Pistonl-mlmin V sIaml
._----_._---_ ... -._--. --_ .. _. __ ._--
3,8 20 3,8 20 4,1 21 Stekend 4,5 22 5,0 22 5,8 23 5,8 23
._-----5,2 23 5,2 23 Slekend
E 5,2 23 V 6,4 24
' , " . .... '1 /:
4,8 22 4,8 22 Slekend 5,8 23 5,8 23
6,5 24 Stekend
4,0 22 Stekend
.. .', r".'
t-.; 0:
~--------------------------------------~.

m m III o :r m :;0
3: G') » III
n a
N
.... 01
ORAAD08;60-~ I
DRAADO,9;eO-180A J I DRAAD 1.0 tJ 110 - 220 A J
DRAAD 12 _ 200 - 320 A J I
GEVUlDE DRAAD 1,6 tJ 200- 360 A J GEVUlDE DRAAD 2,4 ~ 350-500 A
1 .... - N N ~ &.oJ .... ..... U'llASSTROOM A N .... en <» 0 U'I 0 U'I U'I 8 U'I ~MPERE METER) 0 0 0 0 0 0 0 0 0 0 0 R= ,. --+.-~ ->--- .
menG ~_a.s ~~~"... / ;
~~~bi CO-Z- lll1S" ---- --
~ ~ ~ tI -
~ ~ ~ ~ Z ~ ~ ~ ~ iD
o~<-oiD
~ ~ ~ MINIMUM ~PANNING -oCm»c ;;~~~:r mmmmm / '""' ~ W~ I oZzz-t (,!)DPJ'J.. GEMIDDElDE -- B'J NORMAlE m»G') r--- z'TI~<C; -' ~ ~ WAARDE
1 UITSTEEKlENGTE
~»J>m I.AAn r--- c wz • ; ~ I ",m -,-
tl= ............... r- ~III MAXIMUM SPANNING
m I "I Z

30.
MIG/MAG-oefening 1
LASSEN
eerste snoer instelgegevens volgens tekening
tweede snoer open spanning op stroombron verlagen, booqlengte neemt af
derde snoer open spaaning aan stroombron verhogen, booglengte neemt toe
Welke verschillen ziet u tussen de snoeren ?
Volgende snoeren:doe als voorgaand maar nu met draadaanvoer (Al
Welke verschillen ziet u nu tussen de snoeren ?
~ Gebruik een kant van de plaat
---~~ ~~ ~ _ .- - ....... ""'>'_.c:;;.-----=:..:;;;.~:.;..;.:...::::..:. I _~ -. _---- -- --- - - --- '""'-- ---........................ ...".""""'..",,,.-' -- ----- --- I _---..,....-
STANO LASPISTOOL
LASRICHTING •
Gassoort Hoeveelheid (l/min.)
protegon 10
Toegepaste instelling:
Lasdraad (mm)
Gegevens instelling Spanning (V) draadaanvoer(m/min.)
0.8
22 4
Spanning draadaanvoer of in ampere
(V)
(m/min. ) (Al
\
\

MIG/MAG-oefening 2
afmetingen van de plaat 200x50x3 mm
Gassoort prategan
Hoeveelheid (l/min.) 10
Lasdraad (mm)
Gegevens instellin2:
Spanning (V)
Draadaanvoer (m/min. )
of in ampere (A)
Aantekeningen:
0,8
25
7
Toegepaste instellin2:
spanning
Draadaanvoer
of in ampere
(V)
(m/min. )
(A)
--
31.
------..

MIG/MAG-oefening 3
afmetingen van de plaat 200x50x3 mm
Gassoort protegon
Hoeveelheid (l/min.) 10
Lasdraad (mm)
Gegevens instelling:
Spanning (V)
Draadaanvoer(m/min.)
of in ampere (A)
.,/
Aantekeningen:
0,8
25
7,3
Toegepaste instelling:
spanning
Draadaanvoer
of in ampere
•
(V)
(m/min. )
(A)
32.

MIG/MAG-oefening 4
afmetingen van de plaat 200xSOx3 mm
Gassoort protegon
Hoe vee lheid (l/min.) 10
Lasdraad (mm) 0,8
Gegevens instelling:
Spanning (V)
Draadaanvoer(m/min.)
of in ampere (A)
20
4
VOOROPENING CA. 2 MM
Aantekeningen:
33.
Toegepaste instelling:
spanning (V)
Draadaanvoer (m/min.)
of in ampere (A)
I
3 STELLEN VAN 5

34.
MIG/MAG-oefening 5
afmetingen van de plaat 200x50x2 mm
Gassoort protegon
Iioeveelheid (l/min.) 10
Lasdraad (mm) 0,8
Gegevens instelling: Toes:el2aste instellins::
Spanning (V) 21 spanning (V)
Draadaanvoer (m/min.) 4,2 Draadaanvoer (m/min. )
of in ampere (A) of in ampere (A)
VOOROPENING CA. 1 MM
4 STELLEN VAN 4
Aantekeningen:

MIG/MAG-oefening 6
afmetingen van de plaat 200x50x3 mm
<.!) Z f:x: u 0::: V'l < ...J
Aantekeningen:
J
35.
Gassoort protegon
Hoeveelheid (lImn.) 10
Lasdraad (mm) 0,8
Gegevens instelling:
Spanning (V) 23
Draadaanvoer(m/min.) 7,1
of in ampere (A)
Toegepaste instelling:
spanning
Draadaanvoer
of in ampere
(V)
(m/min. )
(A)

MIG/MAG-oefening 7
afmetingen van de plaat 200x50x3 rom
I
A.;.1utekeningen:
36.
Gassoort protegon
Hoeveelheid (llmin.) 10
Lasdraad (DID) 0,8
Gegevens instel11ng:
Spanning (V) 23
Draadaanvoer(m/min.) 5,1
of in ampere (A)
Toegepaste instelling:
spanning
Draadaanvoer
of in ampere
(V)
(m!min. )
(A)
CA. 3 mm

MIG/MAG-oefening 8
afmetingen van de plaat 200xSOx 4 mIn
I
Aantekeningen:
37.
Gassoort protegon
Hoeveelheid (llmin.) 10
Lasdraad (mm) 0,8
Gegevens instelling:
Spanning (V) 20
Draadaanvoer (m/min.) 4
of in ampere (A)
Toegepaste instelling:
spanning
Draadaanvoer
of in ampere
(V)
(m/min. )
(A)

38.
Literatuur
1. Opleiding veer het T.I.G.-lassen,Smitweld.
2. T.I.G.-lasinstruktie,Philips
3. MIG/MAG-lassen , Elementair N.I.L.
4. MIG-lassen in de praktijk , Smitweld
5. LE-MIG Vakopleiding voor Volwassenen
6. Instuktie basisopleiding CO2-lassen, Philips