lijmen algemeen - Induteq · Lijmen is een verbindingstechniek naast andere verbin-dingen als...
44
lijmen algemeen algemene inleiding in de kenmerken van de lijmtechniek en in de kenmerken van lijmsystemen vm 86
Transcript of lijmen algemeen - Induteq · Lijmen is een verbindingstechniek naast andere verbin-dingen als...

lijmen algemeenalgemene inleiding in de kenmerken van de lijmtechnieken in de kenmerken van lijmsystemen
vm 86


lijmen algemeenalgemene inleiding in de kenmerken van de lijmtechnieken in de kenmerken van lijmsystemen
vm 86
een uitgave van de
Vereniging FME-CWMvereniging van ondernemers in detechnologisch-industriële sector
Boerhaavelaan 40
Postbus 190, 2700 AD ZoetermeerTelefoon: (079) 353 11 00Telefax: (079) 353 13 65E-mail: [email protected]: http://www.fme.nl

© Vereniging FME-CWM/januari 2008
Niets uit deze uitgave mag worden verveelvoudigd en/of openbaar gemaaktdoor middel van druk, fotokopie, microfilm of op welke ander wijze ookzonder voorafgaande schriftelijke toestemming van de uitgever.
Hoewel grote zorg is besteed aan de waarborging van een correcte en, waarnodig, volledige uiteenzetting van relevante informatie, wijzen de bij detotstandkoming van de onderhavige publicatie betrokkenen alleaansprakelijkheid voor schade als gevolg van onjuistheden en/ofonvolkomenheden in deze publicatie van de hand.
Vereniging FME-CWMAfdeling Technologie en InnovatiePostbus 190, 2700 AD Zoetermeertelefoon 079 - 353 11 00telefax 079 - 353 13 65e-mail: [email protected]: http://www.fme.nl

3
lijmen algemeenalgemene inleiding in de kenmerken van de lijmtechniek en in de kenmerken van lijmsystemen
Toelichting:In het kader van actualisering van voorlichtingspublicaties (een samenwerkingsverband tussen FDP, FME,NIL, NIMR, Syntens en TNO Industrie & Techniek), is deze voorlichtingspublicatie aangepast aan dehuidige stand der techniek. De originele publicatie is in 1991 tot stand gekomen door samenwerking vande Vereniging FME/CWM en het Nederlands Instituut voor Lastechniek in het kader van het FME/NILproject "Het lijmen als verbindingstechniek".
Deze publicatie vormt een deel van een serie voorlichtingspublicaties over lijmtechnieken. De anderepublicaties in deze reeks zijn:VM 87 lijmen van metalen;VM 88 lijmen van kunststoffen;VM 89 keuren van lijmen en lijmverbindingen.
Het lijmen als verbindingstechniek is sterk in opkomst. Het lijmen heeft zich internationaal al een goedepositie weten te veroveren naast andere verbindingstechnieken, zoals lassen, solderen en mechanischeverbindingstechnieken. Dit komt onder meer door het toenemend gebruik van nieuwe, moeilijk lasbarematerialen (bijvoorbeeld beklede staalplaat, technische kunststoffen) en door de toenemende vraag naarhet verbinden van ongelijksoortige materialen. Ook zijn er vele ontwikkelingen op het gebied vangeavanceerde applicatie-apparatuur en op het gebied van nieuwe lijmformuleringen.
In vele takken van industrie wordt al gebruik gemaakt van de voordelen van het toepassen van delijmtechnologie. Ontwerpvrijheid bij het construeren, een betere corrosiebestendigheid van de verbindingen een grotere demping van mechanische en geluidstrillingen zijn er enkele voorbeelden van.
De Nederlandse industrie maakt in sommige sectoren onvoldoende gebruik van de mogelijkheden van delijmtechnologie. Dit is onder meer veroorzaakt door het ontbreken van goede nederlandstaligevoorlichtingspublicaties. De FME en het NIL hebben indertijd het initiatief genomen om de bestaandekennis op overzichtelijke wijze in een aantal voorlichtingspublicaties te bundelen.
De voorlichtingspublicaties zijn zeer geschikt als handleiding bij de introductie van de lijmtechnologie inbedrijven, onderwijsinstellingen of andere organisaties.
Samengesteld in 1991 door:R.M. Lankreijer (KRI-TNO) en E.H.P. Logtenberg (Hechtingsinstituut TU Delft)
Herzien in 2007 door:A. Kwakernaak, J.A. Poulis, P.A. de Regt (Hechtingsinstituut TU Delft)
Technische informatie:Nederlands Instituut voor Lastechniek- bezoek en correspondentie-adres: Boerhavelaan 40, Zoetermeer (wijk 15)- correspondentie-adres: Postbus 190, 2700 AD Zoetermeer- telefoon: 088-4008560- telefax: 079-3531178- e-mail: [email protected] internet: www.nil.nl
Hechtingsinstituut TU Delft- bezoek- en correspondentie-adres: Kluyverweg1, 2629 HS Delft- telefoon: 015-2785353- telefax: 015-2787151- e-mail: [email protected] internet: www.hechtingsinstituut.nl
Informatie over en bestelling van VM-publicaties, Praktijkaanbevelingen en Tech-Info-bladen:Vereniging FME-CWM, afdeling Technologie en Innovatie/Industrieel Technologie Centrum (ITC)- bezoekadres Boerhavelaan 40, Zoetermeer (wijk 15)- correspondentie-adres: Postbus 190, 2700 AD Zoetermeer- telefoon: 079-3531341/3531100- telefax: 079-3531365- e-mail: [email protected] internet: www.fme.nl

4
Inhoudsopgave
1 Inleiding1.1 Verbindingstechnieken1.2 Wat is lijmen?1.3 Specifieke voor- en nadelen van het lijmen1.4 Stappen die de lijmtechniek bepalen1.5 Kwaliteitszorg
2 Indeling van lijmen2.1 Inleiding2.2 Indeling van lijmtypen
2.2.1 Natuurlijke versus synthetischelijmen
2.2.2 Functie2.2.3 Chemische karakterisering2.2.4 Fysische karakterisering2.2.5 Aantal componenten2.2.6 Wijze van aanbrengen2.2.7 Wijze van uitharden2.2.8 Verschijningsvorm2.2.9 Type oplosmiddel2.2.10 Mengvormen
3 Kenmerkende eigenschappen van deverschillende lijmtypen3.1 Dispersielijmen3.2 Smeltlijmen3.3 Contactlijmen3.4 Oplosmiddellijmen3.5 Dubbelzijdig kleefband3.6 No-mix acrylaatlijmen3.7 Anaërobe lijmen3.8 Cyanoacrylaatlijmen3.9 Epoxylijmen3.10 Polyurethaanlijmen
3.10.1 Eencomponent oplosmiddelvrijesystemen
3.10.2 Tweecomponenten oplosmiddel-vrije systemen
3.10.3 PUR-smeltlijmen3.11 PVC-plastisolen3.12 Ureumformaldehydelijmen3.13 Fenol-/resorcinollijmen3.14 Siliconenlijmen3.15 Anorganische lijmen3.16 MS polymeren3.17 Primers en bindmiddelen voor
rubber/metaalverbindingen
4 Toeslagstoffen4.1 Harsen4.2 Verharders4.3 Vernetters4.4 Versnellers en katalysatoren4.5 Stabilisatoren4.6 Vulstoffen4.7 Weekmakers4.8 Hechtverbeteraars en primers4.9 Oplosmiddelen4.10 Dispergeermiddelen4.11 Verdunningsmiddelen
5 De keuze van het lijmtype
5 5 5 6 6 6
8 8 8
8 8 8 8 8 8 9 9 9 9
1010101111121314151617
17
1718191920202121
22
232323232323232424242525
26
6 Aanbreng- en verhardingstechnieken6.1 Het aanbrengen van de lijm
6.1.1 Het aanbrengen van vloeibare lijm6.1.2 Het aanbrengen van lijm in vaste
vorm6.2 Het totstandkomen van de lijmverbinding
6.2.1 Verhardingsdruk6.2.2 Verhardingstemperatuur6.2.3 Verhardingstijd
6.3 Bijzondere toepassingen6.3.1 Aanbrengen van de lijm6.3.2 Voorwaarden6.3.3 Doseerinstallatie6.3.4 Onderhoud van lijm/kit-installaties
7 Veiligheid en hygiëne7.1 Algemeen7.2 Maatregelen bij voorbehandelingen7.3 Maatregelen bij het werken met lijmen7.4 Werkplek7.5 EHBO7.6 Maatregelen per type lijm
Literatuur
Definities
Overzicht lijmleveranciers en enigeveelgebruikte lijmen
Trefwoordenregister
292929
31323233333333343434
35353535363636
37
38
39
40

5
Hoofdstuk 1Inleiding
Deze publicatie geeft een overzicht van de huidigestand van zaken met betrekking tot de algemeneaspecten van lijmen. Hierbij is met name aandachtgegeven aan de naamgeving en indeling van lijmen,de belangrijkste eigenschappen van de verschillendelijmtypen, de mogelijke bestanddelen van een lijm, deaanbreng- en verhardingstechnieken, veiligheid en hy-giëne. Tevens is in de bijlage een lijst van Nederlandselijmleveranciers opgenomen.Meer gedetailleerde informatie met betrekking tot hetlijmen van metalen en kunststoffen is opgenomen inde publicaties "lijmen van metalen" (VM 87) respec-tievelijk "lijmen van kunststoffen" (VM 88). In de publi-catie "keuren van lijmen en lijmverbindingen" (VM 89)zijn de onderwerpen kwaliteitsbeheersing en beproe-ven van een lijmverbinding uitvoeriger beschreven.
1.1 VerbindingstechniekenHet lijmen is één van de vele technieken om materialenmet elkaar te verbinden naast het lassen, het solderenen het mechanisch verbinden. De ontwerper en con-structeur zullen telkens moeten kiezen welke techniekmen zal gaan gebruiken. Ook combinaties van verbin-dingstechnieken zijn veelal mogelijk. De zogehetenhybride verbindingen. Bij de keuze voor een bepaaldetechniek moet rekening worden gehouden met veleoverwegingen. Enkele daarvan worden hier besproken.
Welke eisen worden aan het product gesteld?Hierbij kan het gaan om de sterkte van het producten als afgeleide daarvan van de verbinding, maarook om duurzaamheid tegen vochtinwerking, tem-peraturen (inclusief hoge temperaturen bij brand,rookontwikkeling en dergelijke), vermoeiing, schok-belasting en dergelijke. Ook esthetische aspectenkunnen een grote rol spelen, iedere techniek heefthaar eigen invloed op het uiterlijk van het product.
Welke eisen worden specifiek aan de verbinding gesteld?De karakteristieken van de verbinding worden be-paald door het ontwerp van de verbinding in relatietot de gekozen materialen en de gekozen verbin-dingstechniek. Het ontwerp bepaalt mede, zelfs insterke mate, de eigenschappen van de verbinding.Er zijn soms duidelijke eisen te stellen aan de flexi-biliteit van de verbinding, aan geleiding (elektro-nische componenten), aan bestandheid tegen in-werking door UV-licht (denk bijvoorbeeld aan eenop het glas gelijmde spiegel in een auto), de be-standheid tegen vermoeiing enz..
De keuze voor een verbindingstechniek is ook afhanke-lijk van de materiaalkeuze!
Er wordt overigens nog te weinig aan gedacht om demateriaalkeuze ook af te laten hangen van de meestwenselijke verbindingstechniek. Ongelijksoortigematerialen laten zich niet of moeizaam lassen, maarzijn weer wel te verlijmen. Sommige metalen enkunststoffen zijn moeilijk te lijmen, andere metalenen kunststoffen zijn weer moeilijk te lassen. Bescha-digingen in de materialen door bijvoorbeeld het aan-brengen van boorgaten zijn soms ongewenst uit oog-punt van sterkte, uit oogpunt van vermoeiings-eigenschappen en/of uit esthetisch oogpunt.
De mogelijkheden bij de productie zelf zijn van grootbelang. Hier spelen bijvoorbeeld doorlooptijd, bereik-baarheid van de verbinding (hangt mede af van hetontwerp!), bewerkelijkheid, bijvoorbeeld door vereiste
voorbehandelingen, eventueel vereiste nahardingen/of nabewerking.Ook het realiseerbare niveau van kwaliteitsborging kanbepalend zijn. Voor belangrijke verbindingen in serie-matige producten kan een mate van materiaal- enprocesbeheersing nodig zijn, die misschien door hetbedrijf niet kan worden opgebracht.
Uiteraard wordt de keuze voor een verbindingstechniekuiteindelijk bepaald op grond van economische afwe-gingen. Daarbij blijkt het vaak moeilijk om de kosten (enbaten!) van verschillende verbindingsmethoden tegenelkaar af te wegen. Voor het berekenen/afschattenvan de prijs van een verbinding moet niet alleen reke-ning worden gehouden met bijvoorbeeld de prijs vande lijm, maar ook met de kosten voor applicatie-appa-ratuur, doorloopsnelheid, ontwerptijd, invloed op voor-en nabewerkingen, enzovoorts.
Overwegingen zijn: mogelijke besparing in ontwerp- en constructietijd; ruimere maat- en oppervlaktetoleranties toelaatbaar; verhoging van de duurzaamheid en betrouwbaarheid; verlaging van de onderhoudskosten; eventuele extra benodigde tijd en kosten voor appara-
tuur ten bate van voorbehandeling van oppervlakken; extra inspanning en apparatuur voor procescontrole; kosten met betrekking tot veiligheid, arbeidsomstan-
digheden en milieu; kosten personeel en personeelsopleiding.
Hieronder staan, louter voor de beeldvorming en zeeronvolledig weergeven, enkele karakteristieken van ver-schillende verbindingstechnieken:
Lassen (booglassen, ultrasoon lassen, laserlassen,thermocompressie enz.):
Verbinden door de materialen onderling te laten ver-smelten; hierbij zijn plaatselijk zeer hoge tempera-turen nodig. De verbinding moet goed bereikbaarzijn voor de lasapparatuur.
SolderenVerbinden van materialen onderling door gebruik temaken van een smeltbare metallische tussenstof.Ook hierbij zijn plaatselijk hoge temperaturen nodig,zij het lagere dan bij het lassen. De verbinding moetgoed bereikbaar zijn voor de soldeerapparatuur.
Mechanisch verbinden (bouten, schroeven, felsen,klinken, nieten, enz.)
Bij schroef/boutverbindingen moeten de te verbindenmaterialen worden beschadigd. De verbinding iseenvoudig te demonteren. Iets dergelijks geldt voorklink-verbindingen. Voor het klinken moeten de ma-terialen goed vervormd kunnen worden. Bij mecha-nische verbindingstechnieken worden de materialenniet aan hoge temperaturen blootgesteld.
LijmenVerbinden met behulp van een vloeibaar, meestalorganisch materiaal (soort kunststof). De te verbin-den materialen worden niet beschadigd. Soms is eenhoge temperatuur voor uitharding van de lijm vereist.
1.2 Wat is lijmen?Lijmen is een verbindingstechniek naast andere verbin-dingen als klinken, solderen, lassen enz.. We sprekenvan gebruik van de lijmtechniek (het lijmen) wanneertwee delen aan elkaar worden bevestigd met behulpvan een niet-metallische tussenstof die zich hecht aanhet oppervlak van beide delen (adhesie) en die ook zelfvoldoende sterkte bezit (cohesie). Deze tussenstofnoemen we lijm. Kenmerkend is nog dat de tussenstofmeestal in een relatief dunne laag wordt aangebrachten vanuit een vloeibaar of plastisch stadium overgaatin een verharde toestand. Een uitzondering op dit

6
laatste is een niet-verhardende lijm op een tape.Hierbij kan weliswaar de hechtsterkte in de loop vande tijd toenemen, doordat de lijmmoleculen langzaamaan beter met het oppervlak contact krijgen, de sterktevan de lijmlaag zelf zal daarbij vaak niet veranderen.
1.3 Specifieke voor- en nadelen van hetlijmen
Gelet op de specifieke eigenschappen en mogelijkhedenvan een lijmverbinding wordt het lijmen niet alleen alsvervanging van andere verbindingsmethoden gebruikt,maar heeft het een eigen unieke positie in het scalavan verbindingstechnieken verworven. In deze publicatiekan niet worden ingegaan op alle karakteristieken vande diverse verbindingstechnieken. Een aantal voor- ennadelen van het gebruik van de lijmtechniek wordthieronder weergegeven.
Lijmverbindingen bieden de volgende voordelen: lijmverbindingen zijn "ononderbroken" verbindingen;
vervormen of verzwakken van de te verbinden mate-rialen, zoals bij klinken en bouten, is bij lijmen nietnodig;
lijmverbindingen zorgen voor een gelijkmatige ver-deling van spanningen in de verbinding, waardooreen hoge vermoeiingssterkte kan worden verkregen;
ongelijksoortige materialen kunnen met elkaar wor-den verbonden;
de verbindingen zijn vaak onzichtbaar, hetgeen hetuiterlijk van het product ten goede kan komen;
de verbindingen zijn vloeistof- en dikwijls ook gas-dicht, waardoor elektrolytische spleetcorrosie wordtvoorkomen;
zeer dunne materialen en kleine onderdelen kunnenworden verbonden, waardoor miniaturisatie moge-lijk is;
zowel elektrisch als thermisch geleidende of isole-rende verbindingen kunnen worden gemaakt;
lijmverbindingen dempen trillingen zoals vibraties ofgeluid;
de ontwerpmogelijkheden worden vergroot; de ontwerp- en constructietijd kan aanzienlijk ver-
minderen; de maattoleranties kunnen minder streng zijn indien
de lijm de juiste spleetvullende eigenschappen heeft; onderbreken van warmte-/koudebruggen.
Nadelen kunnen zijn: het maken van een lijmverbinding vergt meestal
extra zorg en toezicht; voor een optimale verbinding moeten de te verbinden
materialen veelal zorgvuldig worden voorbehandeld; de sterkte van de lijmverbinding als constructie-ele-
ment is vooraf moeilijk te berekenen; de verkregen hechting is achteraf moeilijk niet-des-
tructief te controleren; er moet een droog- of verhardingstijd in acht worden
genomen. Hierdoor moet de verbinding vaak gedu-rende langere tijd goed gepositioneerd blijven (klem-men). Daarnaast is een langere droog- of verharding-stijd soms nadelig voor de doorlooptijd;
de verbindingen kunnen over het algemeen moeilijkworden gedemonteerd.
1.4 Stappen die de lijmtechniek bepalenVoordat een product met een lijmverbinding kan wordengeproduceerd, zal er besloten moeten zijn welke lijm-techniek er voor deze verbinding zal gaan worden toe-gepast. Een optimale lijmverbinding kan worden ver-kregen, indien tegelijkertijd met verschillende aspectenvan het hele lijmproces rekening wordt gehouden.De volgende acht aspecten die hier worden genoemdzijn allen belangrijk en kunnen niet los van elkaar
worden beoordeeld: constructie; substraatmaterialen; type lijm; voorbehandeling; applicatie; uitharden; testen; milieu en Arbo-wet.
Eisen, die worden gesteld aan het product, kunnenworden vertaald in eisen te stellen aan de constructie(sterkte, duurzaamheid, lichtdoorlatendheid, enz.). Ditheeft duidelijk gevolgen voor de keuze van het typelijm, de voorbehandeling en het testen. Omgekeerdstelt het hele lijmproces ook eisen aan het ontwerpvan de verbinding.
De keuze van substraatmaterialen is vaak beperkt,omdat deze keuze in sterke mate wordt bepaald doorandere aan het product te stellen eisen. De keuze vansubstraatmaterialen heeft direct gevolgen voor dekeuze van het type lijm en de voorbehandeling.
De keuze van het type lijm wordt voornamelijk bepaalddoor de constructie, de toepassing, de substraatmate-rialen en het uitharden. Een randvoorwaarde kan zijnde beschikbaarheid van applicatie-apparatuur. De keuzevan het type lijm heeft gevolgen voor applicatie, uit-harden en milieu en Arbo-wet.
Als voorgaande is uitgekristalliseerd, dan kan de voorbe-handeling en de applicatie-apparatuur worden gekozen.Door het testen kan worden onderzocht of de eisengesteld aan de constructie zijn gehaald. Het resultaatvan een test kan door alle bovengenoemde aspecten(negatief) worden beïnvloed. Het testen of keuren vanlijmen en lijmverbindingen wordt uitvoerig beschrevenin de voorlichtingspublicatie VM 89 "keuren van lijmenen lijmverbindingen".De eisen gesteld aan het hele lijmproces door (toekom-stige) milieuwetgeving en Arbo-wet kunnen gevolgenhebben voor de keuze van type lijm, voorbehandelingen applicatie, of kunnen noodzaken tot additionelekosten voor bescherming van milieu en mens.
In het voorgaande is een opsomming gegeven van fac-toren die de keuze bepalen voor het al dan niet gebrui-ken van de lijmtechniek. Er is een aantal stappen teonderscheiden in het proces van het lijmen. Elk vandeze stappen moet goed worden overwogen en opschrift worden gesteld, alvorens een definitieve keuzevoor de techniek en de wijze van uitvoering kan wor-den gemaakt. Voor het maken van een goede keuzemoet allereerst bij iedere stap duidelijk zijn wat deeisen en wat de wensen zijn. Eisen zijn voorwaardenwaarvan niet mag worden afgeweken, omdat andershet uiteindelijke product niet zal voldoen. Wensenkunnen worden afgewogen tegen andere voor- en na-delen. Voorbeeld: een eis kan zijn de bestendigheidtegen water. Dit kan worden gerealiseerd door eenjuiste combinatie van voorbehandeling en lijmkeuze(de lijm respectievelijk de hechting moet bestand zijntegen inwerking van water), maar ook door het ont-werp (zorgen dat water de lijmvoeg niet kan bereiken).Een wens kan zijn een snelle uithardtijd; gebruik vaneen langzaam uithardende lijm kan dan soms tochvoordelig blijken, omdat bij andere stappen (fraaierontwerp, minder kosten voor nabewerking) het"tijdverlies" wordt gecompenseerd.
1.5 KwaliteitszorgZoals bij ieder productie-onderdeel vereist de lijmtech-niek goede kwaliteitszorg. Kwaliteitszorg is met namevoor een lijmtechniek van belang, omdat een lijmver-binding moeilijk is te testen.

7
Dat betekent dat van iedere stap moet worden nage-gaan wat er precies wel (en soms ook wat er niet)gedaan moet worden en dat één en ander voldoendemoet worden vastgelegd in voorschriften. Dit geldtmet name voor zaken als het voorbehandelen, zeker-heid omtrent de kwaliteit van de lijm, het mengen vanmeercomponentensystemen, het uitharden en het tes-ten. Het proces moet aan de hand van deze voorschrif-ten worden afgewerkt. De controle op de naleving vande werkvoorschriften moet gewaarborgd zijn via eenkwaliteitsborgingssysteem. Het voert te ver om binnenhet bestek van deze voorlichtingspublicatie deze pro-cedures uitvoerig te beschrijven. Meer informatie is tevinden in bijvoorbeeld de normbladen NEN-ISO 9000,9001, 9002, 9003 en 9004 en in de publicatie VM 89"keuren van lijmen en lijmverbindingen".

8
Hoofdstuk 2Indeling van lijmen
2.1 InleidingIn het dagelijkse taalgebruik worden lijmen vaak op eenwillekeurige manier ingedeeld. Zo worden bijvoorbeeld"witte lijm", "dispersielijm" en "polyvinylacetaatlijm"alle gebruikt om één lijmtype aan te duiden. De inde-ling is dan gemaakt op basis van uiterlijk ("wit"), ver-schijningsvorm ("dispersie") of chemische structuurvan het bindmiddel ("polyvinylacetaat"). Ook wordensoms in één adem genoemd de epoxylijm, de secon-denlijm en de smeltlijm. Hier worden achtereenvolgensde indeling op chemie, op snelheid van uitharden en opwijze van aanbrengen (de lijm die eerst moet wordengesmolten) genoemd. In dit hoofdstuk zal worden aan-gegeven waar die indelingen vandaan komen en welkeformele indelingen kunnen worden gemaakt. Indelingendie behandeld zullen worden zijn gebaseerd op: 1. natuurlijke versus synthetische lijmen; 2. functie; 3. chemische karakterisering; 4. fysische karakterisering; 5. aantal componenten; 6. wijze van aanbrengen; 7. wijze van uitharden; 8. verschijningsvorm; 9. type oplosmiddel; 10. mengvormen.
Voor de praktijk is uiteraard vooral belangrijk dat ge-sprekspartners van elkaar precies weten waar ze hetover hebben. Ofwel: dat de bedoelde "witte lijm" tevenseen "dispersielijm" is op basis van "polyvinylacetaat",terwijl men zich realiseert dat ook andere lijmen witkunnen zijn en dat er meerdere soorten dispersielijmenzijn, waarvan ook andere bestanddelen dan polyvinyl-acetaat deel kunnen uitmaken.
2.2 Indeling van lijmtypen2.2.1 Natuurlijke versus synthetische lijmenOnder natuurlijke lijmen vallen alle lijmen die directafkomstig zijn van plantaardige of dierlijke oorsprong,inclusief de natuurlijke gommen en rubbers. Voorbeel-den hiervan zijn caseïne-, bloed-, beender-, albumine-,zetmeel- en natuurlijke rubberlijmen. Kenmerk is vooralde lage prijs, de over het algemeen goede kleverigheid(tack), gekoppeld aan een lage sterkte en mogelijkeeen relatief geringe duurzaamheid.Synthetische lijmen zijn al die lijmen die niet onder denatuurlijke lijmen vallen.
Het onderscheid tussen deze groepen wordt langza-merhand steeds vager, met name omdat bijvoorbeeldzetmelen voor zetmeellijmen in toenemende mate ge-modificeerd (en dus synthetischer) worden.Alle lijmen voor hoog belaste verbindingen (zie 2.2.2)zijn tot nu toe nog duidelijk synthetische lijmen.
2.2.2 FunctieBij deze indeling wordt uitgegaan van de functie vande lijm: niet-structurele lijmen: de lijmverbinding wordt niet
zwaar belast (verpakkingen); structurele lijmen: voor relatief zwaar belaste verbin-
dingen (vliegtuigonderdelen, dragende automobiel-onderdelen);
geleidende lijmen: lijmen voor de elektronica, welkegevuld zijn met metaalpoeder, waardoor geleiding
van stroom en/of warmte mogelijk is geworden; borgende lijmen: zorgen er bijvoorbeeld voor dat
schroef/moerverbindingen niet lostrillen.
2.2.3 Chemische karakteriseringDe indeling naar chemische karakteristieken is in prin-cipe gebaseerd op de kenmerkende chemische groepof verbinding, welke het hoofdbestanddeel van de lijmvormt. Binnen deze classificering vallen de termenepoxy's, polyurethanen, acrylaten, polyvinylacetaat,ureumformaldehyde, polysulfide, siliconen en dergelijke.
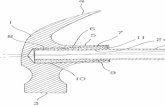
2.2.4 Fysische karakteriseringVaak wordt onderscheid gemaakt tussen zogenoemdethermohardende en thermoplastische lijmen. Thermo-hardend wil zeggen dat de lijm bij of door temperatuur-verhoging verhardt en niet meer verweekt (in tegen-stelling tot warmhardende lijm). Thermoplastisch wilzeggen dat bij temperatuurverhoging de lijm wel ver-weekt (plastisch wordt). Dit onderscheid komt voortuit de mate van onderlinge verknoping van de mole-cuulketens (zie figuur 2.1). Een aantal lijmtypen valtvrijwel altijd onder thermohardend, zoals epoxy’s,polyesters, polyurethanen. Andere lijmen zijn meestalthermoplastisch, maar kunnen door gebruik van spe-ciale verharders en vernetters een thermohardend ka-rakter krijgen. Voorbeelden hiervan zijn de polyvinyl-acetaten, polyvinylalcoholen en acrylaten. Naast ther-moplastisch en thermohardend kunnen de elastomerelijmen worden onderscheiden. Kenmerk hiervan is, datde lijm rubberachtig is met een hoge flexibiliteit en eenrelatief lage sterkte. Binnen deze groep vallen de con-tactlijmen (zie 2.2.7 en 3.3), de polysulfides, ééncom-ponent flexibele polyurethanen, MS polymeer en desiliconenlijmen.
a) b) c)
figuur 2.1 a. Thermoharder met vernette structuurb. Thermoplast met amorfe structuurc. Thermoplast met kristallijne structuur
2.2.5 Aantal componentenHier is het onderscheid vooral te vinden in eencompo-nent- en tweecomponentenlijmen. In de praktijk wordtveelal vooral het verschil "wel mengen" met "nietmengen" als belangrijk ervaren. In dit licht kan hiernog de "no-mix" acrylaatlijm (zie ook 2.2.7. en 3.6)worden genoemd, waarbij wel sprake is van een twee-componentensysteem, maar waarbij de initiatorvloeistofop het ene substraat en de hars op het andere sub-straat wordt aangebracht. Ook sommige fenolharsenkennen een poedervormige harder, welke op de harswordt gestrooid, alvorens de lijm onder druk en tem-peratuurverhoging wordt uitgehard.
2.2.6 Wijze van aanbrengenHier kan worden gesproken over bijvoorbeeld versproei-bare lijmen, lijmen die met de kwast of lijmen die meteen spatel worden opgebracht. Ook de term film, tapeof kleefband suggereert een wijze van aanbrengen.Ook kan hieronder de smeltlijm (zie ook 2.2.7 en 3.2)worden gerangschikt, die vaak in gesmolten toestandwordt aangebracht. Andere aanbrengtechnieken zijnwalsen, gieten, stempelen, zeefdrukken, aanbrengenmet lijmpistool, enz..

9
2.2.7 Wijze van uithardenVeel lijmen worden ingedeeld op basis van de wijze vanuitharden. Deze paragraaf geeft daarvan een relatiefbeperkt overzicht. Hierbij moet uitharden worden op-gevat als het verharden van de lijm door bijvoorbeeldeen chemische reactie, door het verdampen van oplos-middel of door stollen. Genoemd worden het verhardenvan de lijm onder invloed van temperatuurverhoging,harders/initiators, straling (bijvoorbeeld UV-licht),vocht, zuurstof, door contactdruk, op een drager ofals film, door smelten+stollen, door verdampen vanoplosmiddel of door zelf als oplosmiddel te werken.
Koudhardende lijm: gewoonlijk wordt hiermee een lijmbedoeld die zonder temperatuurverhoging na aanbren-gen in verharde toestand over gaat. Voorbeelden hier-van zijn tweecomponentenlijmen, vochtuithardendelijmen, anaërobe lijmen, cyanoacrylaatlijmen, acrylaat-lijmen (dit is tevens een voorbeeld van het gebruikvan verschillende terminologieën, uitleg zie verder).Warmhardende lijm: dit is een lijm die na verhogingvan de temperatuur uithardt (over het algemeenboven 40ºC, gangbaar zijn temperaturen tussen 80en 120ºC). Voorbeelden hiervan zijn eencomponent-epoxylijmen, ureumformaldehyde lijmen, fenollijmenen polyurethanen.
Onder wijze van uitharden wordt ook vaak verstaanof de lijm uithardt na het mengen van componenten(de tweecomponentenlijmen) of "gewoon" als enkelecomponent. Het laatste type wordt vaak op andereaanvullende wijzen gekarakteriseerd (secondenlijm,UV-lijm, vochtuithardende lijm, zie verder).
Indien een uitharding van een lijm tot stand komt na be-straling van de lijm, dan spreken we van stralingsharden-de lijmen. Dit kunnen lijmen zijn die door middel vanultraviolet licht (UV-lijmen) of door middel van elektro-nenstraling (EBC-lijmen) tot uitharding komen. Ook kun-nen lijmen door middel van laag- of hoogfrequente gol-ven ("magnetron") of door een laser worden uitgehard.
Door hun snelheid van uitharden worden de cyano-acrylaatlijmen ook wel secondenlijmen genoemd. Eenandere benaming, tevens gebaseerd op een andereindeling, is de superlijm (slaat op de combinatie vansterkte en snelheid).
De anaërobe lijm dankt zijn naam aan het feit de lijmpas uithardt bij afwezigheid van zuurstof, bijvoorbeeldbij het borgen van schroef/moerverbindingen. Bij dechemische indeling valt dit type onder de acrylaatlijmen.Hoewel ook de uitharding van de meeste "no-mix"acrylaatlijmen en de stralingshardende lijmen door aan-wezigheid van zuurstof wordt geremd, worden dezelijmtypen gewoonlijk niet onder "anaëroob" gerangschikt.
Sommige lijmen harden uit door of slechts onder in-vloed van vocht uit de lucht. Deze worden dan ookgeclassificeerd als vochtuithardende lijmen. Voorbeel-den hiervan zijn eencomponentlijmen of kitten op basisvan siliconen, polyurethaan en MS polymeer. Hoewelook de cyanoacrylaatlijm ("secondenlijm") vocht nodigheeft om uit te harden, wordt deze meestal niet metvochtuithardend aangeduid.
Het type lijm dat uithardt doordat twee vooraf met de-zelfde lijm ingesmeerde delen in contact worden ge-bracht, wordt contactlijm genoemd. Op basis van denaamgeving kan verwarring ontstaan tussen de "echte"contactlijmen en de no-mix acrylaten. Echte contact-lijmen zijn eencomponentsystemen, waarbij de lijm opbeide zijden van de twee te verbinden materialen wordtaangebracht en na een droogtijd van circa 10-25 minu-ten, waarbij oplosmiddel verdampt, de verbinding tus-sen de delen onder aandrukken tot stand wordt ge-bracht. De lijm krijgt haar sterkte vooral door onder-
ling kristalliseren van de lijmmoleculen. Bij de no-mixacrylaten is er sprake van een tweecomponenten-systeem, waarbij de ene component een initiator ofversnelleroplossing is en de andere component deeigenlijke hars. Ook andere aanbrengvormen van acry-laten zijn mogelijk (zie hoofdstuk 3 bij "acrylaten"),het wezenlijke verschil met een contactlijm blijft dateen contactlijm een eencomponentsysteem is.
Het type lijm dat wordt aangeduid op de karakteristiekdat zij niet uithardt is de kleeflijm. Hiermee wordt ge-woonlijk de lijm op kleefband (tape, plakband) bedoeld.
Smeltlijmen zijn lijmen die in vaste vorm worden aan-geleverd, voor aanbrengen moeten worden opgesmol-ten en hun eigensterkte weer terugkrijgen na afkoelen.Dit proces van vloeibaar maken en stollen is in prin-cipe telkenmale omkeerbaar. Uitzonderingen hieropzijn reactieve smeltlijmen (bijvoorbeeld PUR- en epoxy-smeltlijmen), die na één keer opsmelten verharden doorstollen, daarna gevolgd door een chemische reactie.
Van fysische drogende lijmen is het kenmerk dat delijm voor een groot deel wordt aangeleverd met (orga-nisch) oplosmiddel of water. Als het oplosmiddel ver-dampt blijven bindmiddel en hulpstoffen in vaste vormachter. Voorbeelden hiervan zijn zetmeellijmen, poly-vinylacetaatlijmen en in 't algemeen dispersielijmen.
Lijmen die hun werking met name ontlenen aan deoplossende werking van het oplosmiddel ten opzichtevan de te verlijmen onderdelen (met name kunststof-fen), worden oplosmiddellijmen genoemd. Het oplos-middel bevat vaak een zeker percentage bindmiddel,vaak van een zelfde type als de te verbinden kunst-stof. Voorbeeld: PVC-lijm.
Tenslotte zijn er ook nog lijmen op de markt die uit-harden wanneer de in de hars aanwezige bolletjes met(ingekapselde) harder worden stukgemaakt (bijvoor-beeld bij het aandrukken of aandraaien).
2.2.8 VerschijningsvormHier worden de lijmen ingedeeld in de vorm waarin zeworden aangeleverd, zoals vloeibaar, pasteus, vast (inpoeder of in korrelvorm), filmvormig, op tape (dus meteen niet-lijmende drager).Onder verschijningsvorm kan ook de indeling wordengemaakt in dispersielijm, oplosmiddellijm, smeltlijm.Tenslotte kan ook een andere kenmerkende eigen-schap als karakterisering worden gebruikt, zoals determ "witte (hout)lijm". Dit type karakterisering isveelal kenmerkend voor een bepaalde bedrijfstak.
2.2.9 Type oplosmiddelHier wordt vooral onderscheid gemaakt tussen oplos-middelgedragen (solvent-based) en watergedragen(water-based) lijmtypen. Dit onderscheidende kenmerktreedt in het licht van de toenemende zorg voor hetmilieu steeds sterker op de voorgrond. Daar waarvroeger de watergedragen lijmen duidelijk inferieurwaren voor wat betreft sterkte en duurzaamheid,wordt dit onderscheid steeds geringer. De indelingzegt nog maar weinig over chemische achtergrond ofde eigenschappen van de lijm.
2.2.10 MengvormenEr komen steeds meer lijmen op de markt die meng-vormen zijn van andere lijmen of lijmtypen. Voorbeel-den van gemengde chemische kenmerken zijn nitril- ofvinylfenolen, nylon-epoxy, nitril-epoxy, epoxy-MS poly-meer, silaan-gemodificeerde polyethers en dergelijke.Mengvormen in de zin van fysische classificering zijnbijvoorbeeld de reactieve smeltlijmen of de UV-lijmenmet navolgende vochtuitharding.

10
Hoofdstuk 3
Kenmerkende eigenschappen van deverschillende lijmtypen
In dit hoofdstuk wordt een overzicht gegeven van dekenmerkende eigenschappen van de meest voorko-mende lijmtypen. Daarbij zal de nadruk liggen op hetverduidelijken van de wijze waarop de betreffendelijmtypen werken. Doel is om de ontwerper en toepas-ser een beter inzicht te verschaffen in die factoren dieper lijmtype het meest belangrijk zijn, zoals gevoelig-heid voor mengverhouding, voor luchtvochtigheid endergelijke. In het vorige hoofdstuk is reeds beschre-ven op welke wijzen de verschillende lijmen ingedeeldkunnen worden in verschillende categorieën en is ookaangegeven dat een lijmtype op meerdere wijzen kanworden gekarakteriseerd. In dit hoofdstuk is vooralgekozen voor een indeling op basis van chemie. Inenkele gevallen is daarop een uitzondering gemaakt,op basis van karakteristiek voor een type toepassingof voor een bepaalde gebruikersgroep.
3.1 DispersielijmenBeschrijvingDispersielijmen of zogenaamde witte lijmen bestaanuit een kunsthars welke gedispergeerd is in water.Het vaste stof percentage ligt meestal tussen 50-65%.
De soort kunsthars bepaalt in hoge mate het toepas-singsgebied van deze lijmen. De meest gebruikte kunst-harsen zijn polyvinylacetaat, acrylaat, PUR en derivatendaarvan.
UithardingsmechanismeDoor het onttrekken van het dispersiewater aan de lijmontstaat een lijmfilm. Dit is een fysisch verschijnsel enberust dus niet op een chemische reactie. Indien aande lijm zogenaamde vernetters zijn toegevoegd, dienendeze niet voor het uitharden van de lijm, doch om delijmlaag speciale eigenschappen te geven. Vanwege denoodzakelijkheid van het wegtrekken van het dispersie-water uit de lijm, zal in principe altijd één van de te lij-men delen vocht moeten kunnen opnemen of doorlaten.
ToepassingDe lijmen worden toegepast in de houtverwerkende-,textiel-, papier-, kartonnage- en verpakkingsindustrie.Door de milieu-eisen worden de dispersielijmen meeren meer ingezet ter vervanging van oplosmiddelhou-dende lijmen in onder andere de bekledingindustrie(meubels en automobiel).
OntwerpcriteriaOmdat het dispersiewater aan de lijm moet wordenonttrokken, zal in principe één van de te lijmen delenvocht op moeten kunnen nemen of doorlaten.De lijmfilm van een dispersielijm is een plastisch-elas-tische film. Hierdoor zijn deze lijmen niet geschikt omverbindingen te maken waarop hoge statische belas-tingen worden uitgeoefend.De temperatuurbestendigheid ligt maximaal bij circa100ºC. De vochtbestendigheid kan worden verhoogddoor het gebruik van vernetters.
Door het wegtrekken van het dispersiewater zal tijdensde uitharding het volume van de lijmfilm minder wor-den. Om deze reden zal men tijdens de uitharding opde te lijmen delen druk moeten uitoefenen.
Te verlijmen materialenHout, papier en textiel kunnen goed worden gelijmd,zowel onderling alsook op andere ondergronden, zoalsmetaal, kunststof, isolatiemateriaal en dergelijke.De lijm kan ook worden toegepast voor het lijmen vanporeuze keramiek.
OppervlaktebehandelingDe oppervlakken moeten vetvrij zijn. Apolaire kunst-stoffen zoals polypropeen, siliconen rubbers en PTFE(Teflon) vergen een speciale voorbehandeling.
VoordelenDe lijmen zijn gemakkelijk te verwerken en relatiefgoedkoop.
BeperkingenTenminste één van de ondergronden moet poreus zijn.De lijm is minder goed bestand tegen warmte. De sterk-te is relatief gering. Metaal kan, door de inwerkingvan water, gaan corroderen.
Aandachtspunten bij de verwerkingDe applicatie moet niet op koude oppervlakken plaats-vinden. Dit in verband met het zogenaamde witpuntvan de lijm (het vasthouden van dispersiewater in hetpolyvinylacetaatmolecuul).
Veiligheid en hygiëneVoor de gangbare dispersielijmen zijn geen specialeopmerkingen ten aanzien van veiligheid en hygiënenoodzakelijk.De speciale toevoegingen om de lijmen ook via che-mische bindingen extra sterkte te geven, vergen extraaandacht in verband met eventuele giftigheid, gevoe-ligheid van de huid en corrosieve eigenschappen.
3.2 SmeltlijmenBeschrijvingSmeltlijmen worden in vaste vorm aangeleverd. Omze te verwerken worden ze door verhitting vloeibaargemaakt. De smeltlijmen krijgen hun eigenschappendoor de hoeveelheid en soort polymeren, harsen,wassen en toevoegingen te variëren.
UithardingsmechanismeSmeltlijmen harden uit door de vloeibare lijm (hogetemperatuur) te laten afkoelen, waarbij de lijm zijnvaste vorm weer aanneemt. De verbinding is direct opsterkte, zodra de lijm is afgekoeld. Er zijn ook reactie-ve smeltlijmen, waarvan voorbeelden worden bespro-ken in § 3.9 en 3.10.
ToepassingDe lijmen worden gebruikt daar waar snelle uithardinggewenst is. Tevens worden ze gebruikt op oppervlakkendie ondoorlaatbaar zijn voor water of oplosmiddelen.
OntwerpcriteriaMet smeltlijmen is snel een lijmverbinding te produ-ceren. Echter de eigenschappen bij hoge belasting enhogere temperatuur zijn beperkt in verband met deoptredende kruip.
Te verlijmen materialenBijna alle materialen kunnen worden gelijmd met smelt-lijmen. De materialen moeten wel bestand zijn tegende temperatuur waarmee de smeltlijm wordt aange-bracht. Deze varieert van 150-170ºC.
OppervlaktebehandelingOppervlakken moeten vet- en stofvrij zijn.
VoordelenDe smeltlijmen harden zeer snel uit (enkele seconden)en hebben een goede waterbestendigheid.

11
BeperkingenDoor hun smelteigenschappen hebben ze geen hogetemperatuurbestendigheid. Tevens is de oplosmiddel-bestendigheid gering. Metalen dienen vaak te wordenvoorverwarmd om een goede bevochtiging en vloeiover het oppervlak te krijgen.
Aandacht bij verwerkingGeen.
Veiligheid en hygiëneGesmolten smeltlijm kan brandwonden veroorzaken.
3.3 ContactlijmenBeschrijvingContactlijmen zijn op rubbers (meestal polychloropreen)gebaseerde lijmen. De rubbers zijn opgelost in orga-nische oplosmiddelen of water. Men spreekt van con-tactlijm, omdat de lijm op beide te verlijmen oppervlak-ken wordt aangebracht en de beide materialen directna het in contact brengen vastzitten. Er zijn ook con-tactlijmen op nitril- en SBR-basis. Tevens zijn er ont-wikkelingen op het gebied van contactlijmen op water-basis.
AfbindmechanismeNadat de lijm is aangebracht, dient men te wachtenom het oppervlak te laten aandrogen. Deze wachttijdis afhankelijk van de temperatuur, de lijmdikte en hetmateriaal en is minimaal 10 minuten bij 20ºC. De lijm-verbinding krijgt haar sterkte, doordat na het aandruk-ken van de twee oppervlakken de rubberdeeltjes uit detwee lijmfilms gezamenlijk vernetten.
ToepassingToepassingen worden vooral gevonden in de productievan panelen, matrassen en bij schuimverlijmingen, enz..
OntwerpcriteriaContactlijmen op basis van polychloropreen zijn goedbestand tegen water, zuren en loog. Voor het makenvan elastische verbindingen (bijvoorbeeld rubbers ofkunststofschuimen) is contactlijm bijzonder geschikt.
Te verlijmen materialenMetalen en de meeste kunststoffen laten zich goedmet contactlijm verbinden.
OppervlaktebehandelingVoor een optimaal resultaat moeten de oppervlakkenvet- en stofvrij zijn.
Voordelen de verbinding is direct na het persen op sterkte; zeer elastische, schokbestendige lijmverbinding; goed bestand tegen water, zuren en loog; brede gebruikstemperatuur (van –40 tot +120ºC); hoge cohesie in de lijmfilm.
BeperkingenDe contactlijmen bevatten oplosmiddelen, die tijdensde verwerking moeten verdampen. Dit geeft nadelenop het gebied van milieu/veiligheid en het nadeel vaneen wachttijd voor verlijmen (minimaal 10 minuten bij20ºC).Het te verlijmen materiaal kan slecht bestand zijn tegende oplosmiddelen uit de lijm (vooral polystyreenschuimkan soms problemen geven).Contactlijmen met water als oplosmiddel kennen eentragere verdamping dan vergelijkbare lijmsystemen metorganisch oplosmiddel. Om vergelijkbare productie-snelheid te bereiken, is verdamping door verwarmingveelal noodzakelijk.De weerstand tegen kruip van contactlijm onder con-stante belasting is aan de lage kant.
Aandachtspunten bij de verwerkingNadat het oplosmiddel is verdampt, worden de tweeoppervlakken tegen elkaar gedrukt. Dit wordt gedaandoor middel van een kalander, een pers of een lijm-tang. De persdruk is afhankelijk van het materiaal (bij-voorbeeld hardplastic op spaanplaat 5 à 10 kg/cm2 bijeen perstijd van 5 sec.).Contactlijmen bevatten organische oplosmiddelen enzijn daardoor brandbaar. Ventileer goed en werk nooitin gesloten ruimten.Na het aanbrengen van de lijm dient men enige tijd tewachten om de lijmfilm te laten aandrogen. Afhanke-lijk van de lijmkeuze is er daarna een verwerkingstijdbeschikbaar (de open tijd) van enkele minuten tot uren.Een andere verwerkingsmethode is het reactiverendoor middel van warmte.
VeiligheidVermijd de inademing van oplosmiddelen; gebruik eenafzuiging als u binnen werkt. Geen open vuur in dewerkruimte en niet roken.
3.4 OplosmiddellijmenBeschrijvingOnder lijmen op basis van oplosmiddelen verstaat menin het algemeen een oplossing van rubber en hars inorganische oplosmiddelen.Men maakt bij het verlijmen van thermoplastischekunststoffen ook wel gebruik van een oplossing vande te verlijmen kunststof.De oplosmiddelen dienen als drager tijdens het opbren-gen van het rubber/harsmengsel op de werkstukken.Direct na het aanbrengen verdwijnen de oplosmiddelenuit de lijmlaag, meestal door verdamping, soms dooropname in het oppervlak.De verschillende opgeloste basismaterialen zorgen vooreen grote variatie aan mogelijkheden qua bestendigheidtegen omgevingsinvloeden.In het algemeen hebben deze producten een goedeflexibiliteit en afpelsterkte, de weerstand tegen kruiponder constante belasting is aan de lage kant.Met betrekking tot de prijs kan men stellen dat dezeproducten in de lagere prijsklassen vallen. Vanwegehet vrijkomen van oplosmiddelen mogen deze lijmenniet meer industrieel worden toegepast. Lijmen opwaterbasis zijn hiervoor in de plaats gekomen.
HechtingsmechanismeZolang de oplosmiddelen aanwezig zijn, is de lijm ineen vloeibare vorm. Dit zorgt voor een goede opper-vlaktebevochtiging.Na het verdwijnen van de oplosmiddelen blijft, afhan-kelijk van het type lijm, gedurende een zekere tijd eenlijmlaag achter, die door aandrukken een verbindingkan geven.De oplosmiddellijmen geven een goede hechting opvele materialen en hebben meestal direct na het aan-brengen al een hanteerbare sterkte. De opbouw toteindsterkte verloopt zeer snel.
ToepassingMen gebruikt deze lijmen in het algemeen voor laagbelaste verbindingen op grotere oppervlakken.Men kan hierbij denken aan het verlijmen van dunplaatmateriaal, het verlijmen van rubbers, schuimrub-bers, kunststofschuim, kunststoffen, enz..Men dient er rekening mee te houden dat de verbindin-gen praktisch altijd direct een zekere sterkte hebben,zodat verplaatsen van de oppervlakken ten opzichtevan elkaar vlak na het verlijmen niet meer mogelijk is.Er is een aantal toepassingsmethoden:1 Contactverlijming
Na het verdampen van de oplosmiddelen blijft delijm een bepaalde tijd gevoelig voor verlijming met

12
behulp van contactdruk. Direct na het aandrukkenis de verbinding gemaakt en niet meer los te maken.Dit is alleen bruikbaar bij tweezijdig inlijmen en vraagtom speciale lijmtypes, de zogenaamde contact-lijmen (zie § 3.3).
2 Natte verlijmingDe werkstukken worden op elkaar gebracht zonderdat de oplosmiddelen verdampt zijn. Dit kan alleenals één van de twee oppervlakken poreus is, zodatde ingesloten oplosmiddelen later kunnen verdam-pen. Op deze wijze kan men éénzijdig inlijmen. Dezemethode geeft geen directe sterkte.
3 Verlijming door reactiverenOok deze methode is alleen bruikbaar bij tweezijdiginlijmen. Na het aanbrengen van de lijm laat men deoplosmiddelen geheel verdampen. Het werkstuk metde volkomen droge lijmlaag kan eventueel wordenopgeslagen. Voor de eigenlijke verlijming wordt delijmlaag zacht (kleverig) gemaakt met behulp vanoplosmiddelen of warmte, direct daarna wordt metbehulp van druk de verbinding tot stand gebracht.Deze methode geeft direct sterkte.
4 Open tijd verlijmingDe lijm wordt aangebracht op beide werkstukken,deze laat men uitdampen tot de lijm nog net kleverigaanvoelt, direct daarna wordt de verbinding gemaakt.Er is dan nog een klein restant oplosmiddel aanwe-zig, die door latere verdamping verdwijnen moet.Deze methode werkt het best als tenminste éénvan de oppervlakken poreus of semi-poreus is engeeft direct sterkte.
5 Drukgevoelige verlijmingEen deel van deze producten blijft permanent kle-verig (tacky), op dezelfde wijze als de lijmlaag optape. Deze lijmen bevochtigen een glad oppervlakvoldoende door aandrukken, en vloeien in 72 uurdieper in de structuur van het oppervlak.Het grote voordeel van dit type lijm is het gebruiks-gemak.Nadelen zijn de mindere bruikbaarheid op ruwe op-pervlakken, doordat het product niet als een nattelijmlaag aangebracht wordt en dus minder goed kanbevochtigen, en de gevoeligheid voor kruip.
6 DiffusieverlijmingBij deze verlijming van thermoplastische kunststof-fen maakt men gebruik van een oplossing van de-zelfde kunststof. Het gebruikte oplosmiddel lost ookde oppervlakte van het te verlijmen materiaal op enzorgt voor een goede vermenging van beide kunst-stoffen.Het oplosmiddel trekt deels door het verlijmde mate-riaal heen en men krijgt een verbinding die zeker zosterk is als het basismateriaal.
VerwerkingDeze producten zijn in vele viscositeiten leverbaar.De brede range aan viscositeiten maakt toepassing methet grootste deel van de bestaande aanbrengappara-tuur mogelijk.Tot de belangrijkste aanbrengapparatuur behoren delijmkam, de lijmwals en spuiten.Door variaties in het oplosmiddelmengsel kan men eengrote verscheidenheid in de benodigde uitdamp-/opentijden bereiken.
VoorbehandelingVoor deze producten, die niet in hoog belaste verbin-dingen worden ingezet, zijn eenvoudige voorbehande-lingsmethoden meestal voldoende. Voorbeelden hier-van zijn bijvoorbeeld ontstoffen, opruwen en ontvetten.
BestendigheidAfhankelijk van het basismateriaal kan men productenverkrijgen met een goede bestendigheid tegen bijvoor-beeld olie, weekmakers, oplosmiddelen en weersin-vloeden.
Een aantal van deze producten vernetten door ver-hoogde temperatuur of door een toegevoegde harder,hetgeen extra sterkte geeft. De temperatuurbestendig-heid ligt in het algemeen rond 80ºC, speciale uitvoe-ringen hebben een bestendigheid tot 150ºC.
VeiligheidHet woord oplosmiddellijmen geeft al aan dat men overoplosmiddelen praat. Alle gebruikelijke voorzorgs-maatregelen met betrekking tot de toepassing vanoplosmiddelen dienen dan ook te worden genomen.
3.5 Dubbelzijdig kleefbandBeschrijvingDubbelzijdig kleefband bestaat uit zelfklevende lijm-films, al dan niet in combinatie met een drager. Hetdubbelzijdige kleefband wordt afgedekt door een ge-makkelijk te verwijderen beschermfolie. Het kleefbandkan in diverse vormen worden aangeleverd; meestalals banden op rol, maar folies en voorgestanste vor-men zijn ook mogelijk. Deze producten blijven tijdensde gehele levensduur onveranderd; ze harden dus nietuit en gaan ook niet, door bijvoorbeeld verdampingvan een oplosmiddel, over in een andere vorm.
Eigenschappen en samenstellingDe chemische, fysische en mechanische eigenschap-pen worden bepaald door de lijmsamenstelling en deeventueel toegepaste drager. Dubbelzijdig kleefbandkan op diverse manieren zijn opgebouwd: lijmfilms en beschermfolie; lijmfilms met drager en beschermfolie.
De drager kan bestaan uit kunststofschuim (PE, PVC,PU, rubber, acrylaat, enz.), non-woven, papier enkunststof- of metaalfolie. Als beschermfolie wordenmeestal gesiliconeerd papier of kunststoffolie (bijvoor-beeld PE of PVC) toegepast. Lijmen voor dubbelzijdigkleefband zijn er op basis van natuurrubber, blokcopo-lymeren (bijvoorbeeld SBS), PIB of butylrubber, acry-laten, siliconen en polyvinylethers.
Algemene kenmerken zijn: lijmen op basis van natuurrubber zijn oxidatiegevoelig; lijmen op basis van SBS zijn minder oxidatiegevoelig,
maar zijn minder kleverig en zijn, doordat het ther-moplasten zijn, temperatuurgevoelig;
lijmen op basis van PIB of butylrubber bezitten eenhoge oxidatiebestendigheid. Butylrubber heeft verderals voordeel de hoge dampdiffusieweerstand;
acrylaten bezitten een goede vocht- en UV-besten-digheid. De acrylaatlijmen zijn in het algemeen zeergoed bestand tegen oplosmiddelen, brandstoffen,chemicaliën, ontvettingsmiddelen, enz., uitgaandevan het met intervallen blootstaan van de kleefban-den. Een ander voordeel is, dat er met acrylaten glas-heldere lijmfilms mogelijk zijn. Beneden –20ºC kunnenacrylaatlijmen gevoelig worden voor breuk ten ge-volge van hoogfrequente trillingen en slagbelasting;
een specifiek voordeel van lijmen op siliconenbasisis het relatief brede temperatuurbereik, waarin dezelijmen kunnen worden toegepast;
polyvinylethers tenslotte hebben een hoge vocht-doorlatendheid.
HechtingsmechanismeDubbelzijdig kleefband bezit een kleverig oppervlak.Tijdens het aandrukken treedt er een plastische ver-vorming van de lijmlaag op, waardoor een goede be-vochtiging en een bepaalde aanvangshechting wordtverkregen. Het zijn dan ook drukgevoelige (pressuresensitive) lijmen.
ToepassingDubbelzijdige kleefbanden worden daar toegepast waar

13
men kan werken met vastliggende banddiktes, dieslechts beperkte toleranties van de lijmnaad toelaten.
OntwerpcriteriaDoor het visco-elastische gedrag zijn kleefbanden ge-voeliger voor kruip onder constante belasting dan veleandere lijmsystemen.
VoorbehandelingHet oppervlak dient zo glad mogelijk, schoon, droogen vet-vrij te zijn.
VoordelenVoordelen van dit lijmsysteem zijn, dat dergelijke kleef-banden in het algemeen geen speciale voor- en nabe-handelingen (bijvoorbeeld verwijderen overtollige lijm)vereisen en dat de verbinding snel tot stand komt.Het aanbrengen is relatief eenvoudig, vooral als ervoorgestanst kleefband wordt gebruikt.
BeperkingenDoor het visco-elastische gedrag zijn deze productenrelatief gevoelig voor kruip onder constante belasting.Ze zijn daardoor minder geschikt voor hoog belasteverbindingen.
VerwerkingDe meeste dubbelzijdige kleefbanden worden vanaf derol aangebracht. Het kleefband wordt op het eersteoppervlak aangebracht, waarbij de andere zijde vanhet kleefband bedekt blijft met beschermfolie. Na hetverwijderen van de beschermfolie kan het tweedeoppervlak worden verlijmd.Goed aandrukken (eventueel aanrollen) is nodig omeen goede bevochtiging van het oppervlak en eengoede aanvangshechting en eindsterkte te verkrijgen.
VeiligheidNormaal gesproken gelden er tijdens de verwerkingvan deze producten geen speciale veiligheidseisen.
3.6 No-mix acrylaatlijmenBeschrijvingDe acrylaatlijmen kunnen globaal worden ingedeeld indrie hoofdgroepen: de anaërobe lijmen, de conventio-nele acrylaatlijm en de tweede generatie acrylaatlijm,de taai gemaakte (Engels: 'toughened') acrylaatlijmen.De anaërobe acrylaatlijmen harden uit bij afwezigheidvan zuurstof en worden veelal gebruikt als borgmiddel.Zij worden behandeld in § 3.7.De conventionele (eerste generatie) tweecomponenten-systemen dienen te worden gemengd voor de applica-tie en worden veelal gebruikt in de algemene construc-tieve sfeer.De tweede generatie 'toughened' tweecomponenten-lijmsystemen zijn vooral bedoeld voor hoogwaardigestructurele lijmverbindingen. Behalve de gebruikelijketweecomponentensystemen zijn er vooral in deze cate-gorie ook een aantal 'no-mix' systemen op de markt.De 'toughened' lijmsystemen zijn vooral bestemd voorhoogwaardige structurele lijmverbindingen.
Kenmerkend voor de no-mix acrylaten is dat zij be-staan uit een systeem van hars, initiator en versneller.Uitharding vindt plaats als alle drie de delen gemengdworden. De hars is meestal hoogviskeus, de initiator-of de versneller-oplossing is dun vloeibaar. Bij toevoe-ging van taai-makers (toughened) paart de lijm een hogeeindsterkte aan een taai (scheurremmend) scheur-gedrag. De taaigemaakte acrylaten zijn ook wel bekendonder de naam "second-generation" acrylaten.
UithardingsmechanismeDe lijm hardt uit door de reactie te starten met eeninitiator/versneller combinatie. Als de reactie eenmaalop gang is, loopt zij vrijwel volledig door. De lijm hardt
uit via een soort kettingreactie (radicaalpolymerisatie),dat wil zeggen dat als de reactie door de initiator enversneller eenmaal op gang is gebracht, de hars danverder volledig uithardt. Initiator en versneller zijn hierdus de gangmakers, in tegenstelling tot de harders bijepoxy’s en polyurethanen, die mee reageren en eenwezenlijk deel van het polymere netwerk uitmaken.Daardoor is de mengverhouding van versneller/initiatormet de hars weinig kritisch. De verhouding versnel-ler/initiator ten opzichte van de hars ligt in de grootte-orde van procenten.
Er zijn twee systemen van uitharding te onderscheiden.Bij de A-B methode, bestaat deel A uit hars met daarininitiator gemengd en bestaat B uit hars met versneller.Door A op het ene deel aan te brengen en B op hetandere deel, zal na samenvoeging de lijm uitharden.
De andere methode berust op het aanbrengen van eendunne vloeistof op het ene deel. De vloeistof bevatinitiator of versneller. Op het andere deel wordt dehars met de andere component (respectievelijk ver-sneller of initiator) gebracht. Bij het samenvoegenvindt de uitharding plaats. De reactie is zeer snel. Inenige seconden kan een sterkte worden bereikt welkevoldoende hanteerbaar is, na enige minuten kan devolledige eindsterkte zijn bereikt. De uitharding vindtvrijwel altijd bij kamertemperatuur plaats.
ToepassingDe no-mix acrylaten worden voor vele toepassingengebruikt, variërend van micro-toepassing tot construc-tieve verlijming van dragende constructies. Voor hoog-belaste lijmverbindingen worden meestal de taaietweecomponentensystemen gebruikt.
OntwerpcriteriaEr zijn vele mogelijkheden om de no-mix acrylaten toete passen. Er moet rekening worden gehouden met devereisten die het tweezijdig aanbrengen met zich mee-brengt. Voor zeer dunne spleten is applicatie moei-zaam. De lijmverbinding moet direct na het in contactbrengen van de twee delen, gedurende enige minutengoed gepositioneerd blijven. Praktische ervaringenmet langdurende belasting van de constructies, zekerin combinatie met vocht en warmte, zijn nog beperkt.Een acrylaatlijm is meestal thermoplastisch van aard,waardoor kruip bij hogere temperaturen en bij hogerebelastingen voor kan komen.
Te verlijmen materialenDe lijm hecht op vele substraten. Apolaire oppervlak-ken zoals rubber, polypropeen, siliconen en dergelijkelaten zich slecht verlijmen.
OppervlaktebehandelingVeelal volstaat een goede reiniging (ontvetten) van hetoppervlak. Voor het verkrijgen van een goede duurzameverbinding van metalen is een speciale oppervlakte-behandeling, net als bij epoxy's en polyurethanen, ge-wenst. Bij kunststoffen vragen alleen de apolaire ma-terialen om een speciale, polariteitsverhogende, voor-behandeling. De no-mix acrylaten zijn over het alge-meen wat minder gevoelig voor op het oppervlak aan-wezige vetten (bijvoorbeeld walsemulsies op staal-plaat) dan andere lijmen, doordat deze vetten redelijkgoed in de acrylaatlijm zelf worden opgenomen.
VoordelenDe lijmen zijn makkelijk te gebruiken, harden uit bijkamertemperatuur en geven vrij hoge verbindings-sterktes. De lijm is relatief ongevoelig voor vetten opmetaaloppervlakken.
BeperkingenSommige kunststoffen zijn gevoelig voor spannings-corrosie, dat wil zeggen dat er bij toepassingen haar-scheurtjes in kunnen komen. Het spleetvullend vermo-

14
gen is meestal niet groot. De keuze uit verschillendetypen lijmen met verschillende uithardsnelheden endergelijke is nog gelimiteerd.
Aandachtspunten bij de verwerkingDe pot-life van de lijmen kan beperkt zijn. Niet altijd isduidelijk hoeveel tijd er tussen applicatie en bindingmag zitten (open tijd).
Veiligheid en hygiëneDe meeste acrylaatlijmen hebben een vrij sterke geur,die meestal als hinderlijk wordt ervaren. Goede afzui-ging of keuze van een minder sterk ruikende lijm kanuitkomst bieden. Er zijn zogenaamde "low odor" typesverkrijgbaar. Sommige bestanddelen uit de lijm kunnenhuidirriterend werken.
3.7 Anaërobe lijmenBeschrijvingAnaërobe producten zijn vloeibare kunstharsen, die bijkamertemperatuur verharden wanneer zij met metaalin contact komen en verstoken zijn van zuurstof. Erzijn eencomponent- en tweecomponenten- (met acti-vator) systemen. Anaëroben bevatten geen oplos-middelen en kunnen temperaturen verdragen vanaf–55ºC tot circa 200ºC.
UithardingsmechanismeDe uitharding vindt niet onmiddellijk plaats na het aan-brengen, maar pas nadat er geen zuurstof meer bij delijm kan komen. Normaal gesproken begint de uithar-ding na enkele minuten, waarbij voorafgaand de mo-gelijkheid aanwezig is om de onderdelen in de juistepositie te plaatsen. Na circa 30 minuten is de verbin-ding handvast, terwijl de volledige verharding plaatsheeft na circa 3 - 24 uur afhankelijk van het type ensoort anaërobe product. Volledige verharding is tevensafhankelijk van de substraatkeuze, spleetruimte entemperatuur.Bij niet metalen oppervlakken, of metalen met een wei-nig actief oppervlak, wordt gebruik gemaakt van eenactivator om de polymerisatiereactie te starten c.q. teversnellen.Door een thermische uitharding (120 - 150ºC) uit tevoeren, verkrijgt men niet alleen een snellere uithar-ding, maar ook een sterkere verbinding.
Toepassing Anaërobe lijmen
Deze producten worden voornamelijk toegepast voorhet verlijmen van magneten, ferrietkernen, dunnemetaalplaat of -folie, glas, kleine metalen delen, sin-termaterialen of combinaties hiervan. Deze anaërobelijmen vereisen "altijd" een inzet van een ACTIVATORop één van de te verlijmen oppervlakken, terwijl delijm op de andere zijde dient te worden aangebracht.
ImpregnatieproductenDeze impregnatieproducten worden toegepast omporeuze materialen (bijvoorbeeld gietstukken) inhun materiaalstructuur af te dichten. Dit geschiedtin een druk/vacuümsysteem waarin de onderdelenworden geplaatst.
UV-uithardende anaërobe lijmenIn tegenstelling tot de hiervoor genoemde anaërobelijmen, verharden dit soort lijmen ook bij de aanwe-zigheid van lucht (zuurstof) indien gebruik gemaaktwordt van een geconcentreerde en gerichte dosisultraviolette straling. Deze UV-hardende lijmen geveneen sterke en spanningsvrije verbinding, welke integenstelling tot hiervoor genoemde lijmen niet inuitgehard stadium gevoelig zijn voor bijvoorbeeldzonlicht en weersinvloeden. Zij verkleuren niet enhebben een heldere doorzichtigheid en een lagelichtbrekingsindex van circa 1,4. UV-lijmen wordenonder meer ingezet in de glas-, optische, elektro-
nische en automobielindustrie.Voorbeelden hiervan zijn bijvoorbeeld:
objectieven en lensverlijmingen;glas/glas of glas/metaal verlijmingen;Potting, Sealing en Coating van elektronischecomponenten;verlijming van de achteruitkijkspiegel aan devoorruit van automobielen.
Pre-applied borgingssystemenDeze methode voorziet in het machinaal vooraf aan-brengen van een anaërobe borgproduct. Dit systeemis in feite niets anders dan een anaërobe borgpro-duct opgenomen in micro-capsules, welke wordenvermengd met een binder. Deze gemengde substan-tie wordt machinaal op schroefdraad van bouten,tap- of draadeinden aangebracht, waarna een ther-misch droogproces in de oven volgt. Wordt het deel,voorzien van de microcapsules in een tegencompo-nent geschroefd, dan breken de microcapsules enhet daarin aanwezige borgproduct verricht zijn werk.
OntwerpcriteriaEen diametrale speling van 0,05 mm wordt aanbevolenom een maximale sterkte te verkrijgen. Voor minderzwaar belaste verbindingen kan deze oplopen van0,07 tot maximaal 0,15 mm. Voor afdichtingen is eenspleetruimte van 0,5 mm toelaatbaar. Voor een chemi-sche belasting, alsmede voor gas- en vloeistofdrukken,wordt een maximale speling van 0,05 mm wenselijkgeacht.
Te verlijmen materialenDe meeste metalen, hebben een actief oppervlak, het-geen de uitharding van anaërobe producten bevordert.Sommige materialen zijn minder actief (bijvoorbeeldgoud, zilver, cadmium, zink, chroom en zuiver alumi-nium), terwijl andere, zoals kunststoffen, keramiek englas, passief zijn. In beide gevallen kan het gebruikvan een activator noodzakelijk zijn.
OppervlaktebehandelingBij substraten welke onderling of in combinatie metelkaar een verbinding moeten vormen, dient men erzich vooraf van te overtuigen of deze ontvet, vrij vanoxide, verontreinigingen en verf zijn.
Voordelen verbindingen zijn hoog dynamisch en statisch be-
lastbaar; hoge chemische bestendigheid; geen voedingsbodem voor schimmels en bacteriën.
Beperkingen als anaërobe producten een activator nodig hebben,
zijn ze in feite tweecomponentig en moet er wordengemengd;
sommige thermoplastische kunststoffen, zoals vinyl,PVC, cellulose en polystyreen worden aangetastdoor de activator (spanningscorrosie).
Aandachtspunten bij de verwerkingEen totaal gevulde lijmspleet draagt in belangrijke matebij tot het welslagen van de verbinding. Het verdientdan ook aanbeveling bij cilindrische verbindingen en bijverbindingen die gas- en vloeistofdicht (bijvoorbeeldpijpdraadafdichtingen) moeten zijn, het anaërobe pro-duct op beide oppervlakken aan te brengen, zodatdeze volledig worden benut.Men dient rekening te houden met materiaalaantastingvan sommige thermoplastische kunststoffen, zoalsvinyl, PVC, cellulose en polystyreen door de activator.In gesloten verpakking bij kamertemperatuur en in eendroge omgeving zijn de producten tenminste 1 jaarhoudbaar. De verpakking is altijd veel ruimer dan denetto inhoud vraagt, zodat er voldoende zuurstof inde verpakking aanwezig is om het product stabiel tehouden. Tevens is de verpakking vervaardigd uit een

15
speciale kunststof die permeabel is en in staat is zuur-stof van buiten naar binnen toe te laten. Vervang"NOOIT" de originele verpakking door een andere enplaats nimmer kwastjes, schroeven en andere metalendelen in de flacons. "NOOIT" mag men de productenonderling of met activatoren vermengen. Breng hetteveel aangebrachte product nimmer terug in de flacon.
Veiligheid en hygiëneAnaërobe producten worden beschouwd als niet giftigbij inname, niet tot matig oogirritant en zijn geen pri-maire huidirritatoren. Wanneer de huid in gehavendestaat is, kan overgevoeligheid voor anaërobe produc-ten optreden. Voorkoming van herhaaldelijk contact isdan ook aan te bevelen, bijvoorbeeld door middel vanhet gebruik van doseerapparatuur. De geringe geur vananaërobe producten heeft minimale betekenis voor degezondheid. Goede ventilatie is niettemin aan te beve-len. Tevens is het vermeldenswaard dat tal van keu-ringsinstanties sommige anaërobe producten hebbengoed bevonden voor direct contact (in verharde toe-stand) met voedingsmiddelen, drinkwater en in medi-sche apparatuur.
3.8 CyanoacrylaatlijmenBeschrijvingIn cyanoacrylaatlijmen of ook wel snellijmen genoemd,vindt de gebruiker een combinatie van snelheid, sterkteen eenvoud. Cyanoacrylaatlijmen hechten bij kamer-temperatuur binnen enkele seconden, waarbij de trek-sterkte, na uitharding, in sommige gevallen kan oplo-pen tot 35 MPa. Cyanoacrylaatlijmen zijn direct do-seerbaar uit de verpakking en/of te verwerken meteenvoudige doseerunits. Slechts een lichte contactdrukis voldoende.Cyanoacrylaatlijmen zijn kleurloos, waardoor over hetalgemeen de lijmnaad helder en onopvallend blijft. Zijbevatten geen oplosmiddelen, zodat alle lijm die is aan-gebracht ook verhardt. Dit betekent een hoge mecha-nische stabiliteit, zonder dat van een krimp sprake is.De uitgevoerde verbinding kan goed bestand zijn tegenoplosmiddelen en weersinvloeden, mits de keuze vanhet type cyanoacrylaatlijm en het gekozen ontwerpjuist zijn.
UithardingsmechanismeTijdens de uitharding gaat het vloeibare monomeerover in een vast polymeer. Vaak is water nodig alsinitiator van de uithardingsreactie. Aan de lijm is eenzure stabilisator toegevoegd om te voorkomen, dat delijm in de verpakking uithardt.De aanwezige relatieve luchtvochtigheid bepaalt desnelheid waarmee cyanoacrylaatlijmen uitharden. Demeest optimale relatieve luchtvochtigheid ligt op±60%. Is deze lager dan circa 50%, dan verloopt deuitharding erg langzaam, terwijl bij waarden >75%een haast explosieve verharding plaatsvindt. In hetlaatste geval vormen zich echter zoveel molecuul-ketens gelijktijdig, dat geen van allen tot volledigeontwikkeling komt en de verbinding zwakker wordt.
ToepassingCyanoacrylaatlijmen verschillen sterk van elkaar, nietalleen in fysisch opzicht, bijvoorbeeld de viscositeit,maar ook chemisch, doordat zij methyl-, ethyl-, butyl-of alkoxy-ethylesters bevatten. Hierdoor verschillenvooral de grootte van hun moleculen.
Methylester:Aanbevolen voor het verlijmen van metalen. Dit typeester geeft een verbinding met een grote sterkte enstijfheid.Ethylester:Aanbevolen voor het verlijmen van onder meer kunst-stoffen, rubbers, enz.. Het grotere ethylmolecuul re-
sulteert in een wat grotere flexibiliteit. Deze eigen-schap maakt lijmen uit de ethylreeks geschikt voorhet verlijmen van de meer flexibele materialen.
Butylester:Aanbevolen indien verlijmingen moeten plaatsvindenonder hoge luchtvochtigheid en geringe luchtbewe-gingen, alsmede voor het verlijmen van onderdelendie tijdens de montage nog gepositioneerd moetenworden (bijvoorbeeld decoratieve onderdelen, juwelen,instrumenten, enz.). Van het butylester is het molecuulaanzienlijk groter dan die van de methyl- en ethylesters.Als gevolg daarvan harden butylcyanoacrylaatlijmenlangzamer uit dan die op de eerder genoemde methyl-en ethylbasis. Hierdoor zijn zij verhoudingsgewijs ge-ringer in sterkte en minder vluchtig. Door het relatiefgrote en daardoor zware butylmolecuul laten dezemoeilijker van het vloeistofoppervlak los, waardoor degeur van butylcyanoacrylaten laag is. Ook wanneer"blooming" optreedt, wordt wel gebruik gemaakt vanbutylcyanoacrylaten (Blooming, een witte waas rond-om de lijmverbinding, veroorzaakt door ontsnappendelijmmoleculen die in reactie met de luchtvochtigheid inde omringende atmosfeer neerslaan. Vaak is onvol-doende luchtcirculatie hiervan de oorzaak).
Alkoxy-ethylester:Om het verschijnsel van blooming volledig weg tenemen, is er de alkoxy-ethylcyanoacrylaat. Inzetbaarvoor alle decoratieve, alsmede alle andere verlijmingenwaaraan hoge visuele eisen worden gesteld. De sterk-te en de vochtbestendigheid na uitharding zijn ietsminder. Naast de eigenschap van "Non - Blooming",is de geur van deze cyanoacrylaat nagenoeg nietwaarneembaar.
OntwerpcriteriaHet vullend vermogen van cyanoacrylaten is beperkt,zodat niet-vlakke producten goed gedimensioneerdmoeten zijn.
Te verlijmen materialenCyanoacrylaten geven goede hechting op vele mate-rialen, zoals, metalen, hout, kunststoffen, rubbers,leer, papier, kurk en sintermaterialen. Uitzonderingenzijn teflon, polyethyleen en polypropyleen, alsmedesiliconenhoudende stoffen die apolaire oppervlakkenhebben en daardoor niet of zeer moeizaam zijn teverlijmen zonder voorafgaande voorbehandeling.
OppervlaktebehandelingVoor het verkrijgen van een goede en duurzame ver-lijming dienen de te verlijmen oppervlakken goed ge-reinigd (ontvet) te zijn. Materialen zoals de eerder ver-melde teflon, polyethyleen en polypropyleen vrageneen plasma- of coronavoorbehandeling of specialeprimers (voor PE, PP).
Voordelen cyanoacrylaten geven zeer snelle fixatie en harden
snel uit bij kamertemperatuur; geven een hoge verbindingssterkte; zijn eencomponent; verbinden een grote reeks van materialen; er is geen klemgereedschap nodig.
Beperkingen beperkt opvullend vermogen; beperkt thermisch belastbaar.
Aandachtspunten bij de verwerkingDe verpakkingen met lijm dienen in verticale stand teworden opgeslagen bij een temperatuur die lager is dan25ºC voor een normale houdbaarheid. Door de tempe-ratuur te verlagen tot circa 0 - 5ºC wordt de houd-baarheid verlengd. Het verdient aanbeveling alvorenstot het gebruik over te gaan de cyanoacrylaatlijm telaten acclimatiseren.

16
Veiligheid en hygiëneCyanoacrylaten zijn nauwelijks giftig bij inname. Hoe-wel beschouwd als oog-irritators, schuilt hun gevaarvooral in het vermogen snel de oogleden aan de oog-bol te hechten. Bij oog-vasthechting, het oog grondigwassen met warm water en het oog vochtig houdendoor middel van een kussentje. Het cyanoacrylaat zalgewoonlijk binnen vier dagen loskomen, zonder ge-vaar voor het oog.Bij onvoldoende ventilatie en lage luchtvochtigheidkan irritatie van het oog- en neusslijmvlies optreden.Gemorste cyanoacrylaat overvloedig met water spoe-len en na verharding wegschrappen. Doeken mogenniet gebruikt worden om grote hoeveelheden cyano-acrylaat op te nemen. Dit zou snelle polymerisatiekunnen veroorzaken, vergezeld van warmte-ontwik-keling en dampvorming.
3.9 EpoxylijmenBeschrijvingEpoxy's zijn lijmen die met een aparte harder bij kamer-temperatuur uitharden en zonder harder bij hogeretemperaturen, meestal rond de 120ºC. Epoxy's hebbenover het algemeen een vrij hoge eigen sterkte (hogerdan 10 MPa) en een lage flexibiliteit. Zij zijn veelalgoed bestand tegen oliën en oplosmiddelen en verto-nen relatief weinig krimp bij uitharden.Met epoxy's kunnen sterke, hoog-belastbare verbin-dingen worden gemaakt. De bestandheid tegen af-pellen en schokbelasting is vaak gering. Deze kunnenworden verhoogd door toevoeging van rubber (zoge-naamde toughened, taaigemaakte variant). De vaakhoge viscositeit maakt een epoxylijm minder geschiktvoor het verbinden van kleine delen en/of delen meteen nauwe pasvorm.
Een aparte toepassingsvorm is de epoxyfilm, waarbijde lijm in de vorm van een flexibele folie wordt gele-verd. De lijm moet ook door temperatuurverhogingworden uitgehard. Daarnaast zijn er ook nog epoxy'sin poedervorm, welke door temperatuurverhoging wor-den uitgehard. Dit type is ook toepasbaar als reactievesmeltlijm (zie § 3.2).Tenslotte zijn er nog epoxy's die onder invloed vanultraviolet licht kunnen uitharden, de zogenoemdekationische UV-epoxy's. Hierbij komt de reactie opgang door belichting met ultraviolet licht. Na belichtenkunnen de materialen worden samengevoegd en vindtverdere uitharding plaats.
UithardingsmechanismeEpoxy's kunnen op twee manieren uitharden. Bij dekoudhardende epoxy's worden hars en harder voorhet aanbrengen gemengd en vindt een vernettings-reactie plaats bij kamertemperatuur. Deze reactie kanoverigens worden versneld door temperatuurverho-ging. Bij mengen is de verhouding van hars en harder,op basis van het aantal moleculen, meestal rond de50/50%.De mengverhouding is hierbij vrij kritisch. Bij het afwij-ken van de optimale mengverhouding wordt de lijmmeestal minder sterk en duurzaam. Bij eencomponent-systemen (inclusief folies en poeders), komt de ver-netting op gang door temperatuurverhoging. De ver-nettingstemperatuur is van grote invloed op de uitein-delijke sterkte van de verbinding. Warm uitgehardesystemen hebben in het algemeen een hogere sterkteen taaiheid dan koud uitgeharde systemen.Tweecomponentensystemen worden vaak ook warmuitgehard en hebben dan een hogere sterkte dan bijkamertemperatuur uitharding.
ToepassingEpoxy's worden veel toegepast daar waar een sterke,
duurzame verbinding gewenst is. Ook wordt epoxytoegepast als gereedschapshars, of als hars voor hetmaken van vezelversterkte kunststoffen.
OntwerpcriteriaOmdat de epoxy's relatief stijf zijn, kunnen zij beterniet worden toegepast bij verbindingen die flexibelmoeten zijn, zoals verbindingen van de meeste kunst-stoffen. Door de hoge sterkte en vaak uitstekendehechting is het verwijderen van epoxy's, bijvoorbeeldvoor reparaties, niet eenvoudig. Door de vaak hogeviscositeit kan het werken met kleine componentenen/of nauw passende verbindingen moeilijk zijn. Voorde warm uithardende epoxy's moet bij het ontwerpenrekening worden gehouden met de vraag of de teverbinden materialen tegen de uithardingstemperatu-ren bestand zijn en of bij het uitharden geen overma-tige thermische spanningen in de verbindingen zullenworden geïntroduceerd.
Te verlijmen materialenMetalen, thermohardende kunststoffen en keramiekkunnen uitstekend met epoxy worden verbonden, zijhet dat vaak een primer, bijvoorbeeld tegen corrosie-vorming, gewenst is. Thermoplastische kunststoffenen rubbers kunnen veelal minder goed worden verbo-nden; hierbij speelt enerzijds een rol dat deze mate-rialen apolair zijn (hetgeen is te verhelpen via een ge-schikte voorbehandeling), anderzijds dat deze mate-rialen zeer flexibel kunnen zijn.
OppervlaktebehandelingEpoxy is vrij gevoelig voor verontreinigingen op opper-vlakken. Een goede reiniging is dan ook noodzakelijk;soms is een primer, bijvoorbeeld voor het tegengaanvan corrosie, gewenst. Enkele speciale typen, zoals derubbergemodificeerde varianten, zijn minder gevoeligvoor verontreinigingen.
VoordelenDe voordelen van epoxy's zijn vooral te vinden in dehoge sterkte, de hoge duurzaamheid van de lijm zelfen de algemene toepasbaarheid. Het voordeel van defolie is, dat de lijm als het ware op maat gesneden kanworden aangebracht en dat knoeien wordt voorkomen.Het voordeel van poeders is dat gemorst poeder weerkan worden herverwerkt (minder verliezen).
BeperkingenDe uithardingtijd is vaak relatief lang. Bij snel hardendesystemen is zowel het mengen als de hanteerbaarheidmoeilijk. Het wegen en mengen van de lijmcomponen-ten vereist nauwkeurig werken. Door de lange uithar-ding is een goede fixering van de verbinding gedurendelangere tijd vereist. Door het uitharden bij hogere tem-peratuur en het afkoelen daarna kunnen, vooral bij on-gelijksoortige materialen, grote krimpspanningen optre-den. Door het vaak brosse karakter zijn de epoxy's ge-voelig voor slagbelasting en trillingen. Bij folies moeter goed op worden gelet dat geen luchtinsluitingenplaatsvinden. Bij poeders moet de constructie goedworden aangepast, zodat het poeder voor en tijdenshet aanbrengen goed op de plaats blijft. Bij gebruikvan poeder als reactieve smeltlijm geldt dit uiteraardniet.
Aandachtspunten bij de verwerkingBij handmatige menging van twee componenten moetzeer goed worden gemengd. Doordat de componentenvaak verschillend zijn gekleurd, behoeft het geen pro-blemen op te leveren om die goede menging tot standte brengen. Eenvoudiger is het aanbrengen met eenmengpistool, voorzien van statische of dynamischemengers. Nadeel hiervan kan zijn, dat de uithardingvan de lijm aanleiding geeft tot verstopping van despuitmond.

17
Veiligheid en hygiëneSommige componenten uit epoxylijm kunnen aanlei-ding geven tot huidirritaties. Hierbij kunnen voor daar-voor gevoelige personen, vooral op de langere duur,heftige irritaties optreden bij blootstelling aan dezecomponenten. Dit treedt vooral op bij onzorgvuldigmengen en/of aanbrengen van de epoxy's. De epoxy-films en -poeders geven, voor zover bekend, geen aan-leiding tot deze problemen.
3.10 PolyurethaanlijmenPolyurethaanlijmen kunnen in 5 groepen worden inge-deeld, namelijk: oplosmiddelhoudende systemen (zie § 3.4); dispersielijmen (zie § 3.1); eencomponent oplosmiddelvrije systemen; tweecomponenten oplosmiddelvrije systemen; polyurethaansmeltlijmen.
Door de keuze van de lijm kan de uithardingssnelheid,vernettingssnelheid, flexibiliteit en dergelijke wordenveranderd.
3.10.1 Eencomponent oplosmiddelvrijesystemen
BeschrijvingEencomponent PUR-lijmen kennen een ingebouwdeharder, die door middel van vocht reageert. Door hetwijzigen van de samenstelling kunnen de eigenschap-pen, zoals sterkte, adhesie, elasticiteit, temperatuur-bestendigheid, uithardingssnelheid en dergelijke wor-den beïnvloed. Eencomponent PUR-lijmen hebben, aldan niet in combinatie met een primer, een goedehechting op uiteenlopende materialen. Hierdoor vindttoepassing plaats in een grote diversiteit van industrie-takken.
UithardingsmechanismeEen eencomponent PUR-systeem is een prepolymeervan een isocyanaat/hars combinatie, waarvan de iso-cyanaten in overmaat aanwezig zijn. Door de reactievan vocht uit de lucht of omgeving zal een doorhar-ding plaatsvinden. De uithardingssnelheid is te verkor-ten door extra vocht toe te voegen en/of de lijmnaadte verwarmen. Er is een speciale PUR-lijm, die bij ver-hoogde temperatuur (meestal hoger dan 70ºC) eenvolledige doorharding verkrijgt tussen 5 minuten eneen uur.
ToepassingDe polyurethaansystemen worden in de volgendebranches ingezet: bouwindustrie, onder andere bouw- en dakpanelen,
tussenwanden, fabricage en montage van panelenvoor koelhuizen;
wagenbouw, onder andere voor koelwagens, isola-tiecontainers en caravans;
technische isolatie, onder andere scheepsbouw,tankerbouw, opslagtanks;
filterindustrie, onder andere lucht-, olie-, benzine-en industriefilters.
diverse toepassingen zoals gietmassa's voor ven-sterprofielen en de elektronica-industrie.
OntwerpcriteriaEencomponent PUR-systemen zijn door hun geringetreksterkte (kleiner dan 10 MPa) en goede elastischeeigenschappen bijzonder geschikt voor het maken vanverbindingen, die aan dynamische belastingen bloot-staan. Deze systemen bezitten een goede lage tempe-ratuur- en chemische bestandheid.
Te verlijmen materialenPolyurethaanlijmen zijn geschikt voor elastische, buig-
vaste verlijmingen van metalen, hout, beton, keramieken kunststoffen.
OppervlaktevoorbehandelingDe substraten dienen droog, alsmede stof- en vetvrijte zijn. Het is aan te bevelen de substraten eerst meteen reinigingsmiddel te ontvetten. Bij het verlijmenvan metalen oppervlakken is het aan te bevelen eengeschikte wash-primer te gebruiken, zeker als de ver-binding later aan vochtigheid wordt blootgesteld.Kunststofoppervlakken moeten vrij zijn van lossings-middelen en licht opgeruwd zijn. Bij gebruik van poly-ethyleen en polypropyleen dienen deze materialengoed te zijn voorbehandeld (bijvoorbeeld corona). Bijgebruik van isolerende kernmaterialen bij de sandwich-fabricage, dienen deze schuimstoffen voorzien te zijnvan rillen, waardoor ingesloten lucht kan ontwijken.
VoordelenGeen mengen (eencomponent), hoge weers- en ouder-domsbestendigheid, groot hechtspectrum op uiteen-lopende materialen en hoge elasticiteit.
BeperkingenGeringe treksterkte (kleiner dan 10 MPa).
Aandachtspunten bij de verwerkingEencomponent PUR-systemen hebben vocht nodigvoor de uithardingsreactie. Wees voorzichtig bij hetbesproeien van de voegdelen met water, omdat bij eenteveel aan water blaasvorming door CO2-afsplitsingkan ontstaan. De reactie van eencomponent PUR-syste-men begint direct na het verwerken c.q. openen vande luchtdicht afgesloten verpakking.
Veiligheid en hygiëneDe oplosmiddelvrije polyurethaansystemen bevattengeen oplosmiddel en zijn niet etsend of brandgevaarlijk.De harscomponent veroorzaakt over het algemeengeen probleem. De harders (isocyanaat, meestal opbasis van MDI) hebben bij kamertemperatuur een zeerlage dampdruk (0,0006 mbar). Op grond van dezelage dampdruk wordt er een MAC-waarde aangehou-den van 0,01 ppm (=cm3 isocyanaatdamp per m3
lucht) bij normale werkomstandigheden. Tijdens hetspuiten van deze systemen is het als voorzorgsmaat-regel aan te bevelen om af te zuigen en voor een goedeventilatie te zorgen. Daar de oplosmiddelvrije een-componentsystemen een ingebouwd isocyanaat alseindgroep hebben, dient men deze voor wat betreftveiligheidsmaatregelen te beschouwen als een harder.Door het feit dat isocyanaten reageren met vocht,kunnen deze systemen irriterend voor handen en ogenzijn. Beschermende maatregelen zijn dan ook nood-zakelijk. Bij eventueel huidcontact dient men zo veelmogelijk te spoelen met water en zeep. Bij oogcontactminimaal 10 minuten spoelen met water en een artsraadplegen.
3.10.2 Tweecomponenten oplosmiddelvrijesystemen
BeschrijvingTweecomponenten PUR-systemen bestaan uit eenA-component op basis van een polyol en een B-com-ponent op basis van een isocyanaat. Door het toevoe-gen van diverse vulstoffen kunnen de eigenschappen,zoals sterkte, adhesie, flexibiliteit, temperatuurbesten-digheid, uithardingssnelheid en dergelijke worden beïn-vloed. Tweecomponenten PUR-lijmen hebben, al danniet in combinatie met een primer, een goede hechtingop uiteenlopende materialen. Hierdoor vindt toepas-sing plaats in een grote diversiteit van industrietakken.
UithardingsmechanismeTweecomponenten oplosmiddelvrije systemen hardenuit door het mengen van de A en B component in een

18
voorgeschreven mengverhouding. Door de chemischereactie tussen polyol en isocyanaat ontstaat polymeermet een netwerkstructuur. Deze reactie is niet omkeer-baar. Afhankelijk van de gewenste verwerkingseigen-schappen varieert de uithardingstijd in het algemeentussen 1 tot 8 uur. De eindsterkte wordt in 24 tot 72uur bereikt. Door het gebruik van speciale versnellersis de uithardingstijd te versnellen tot beneden de 5minuten. Ook het verhogen van de temperatuur geefteen belangrijke verkorting van de uithardingstijd.
ToepassingDe polyurethaansystemen worden in de volgendebranches ingezet: bouwindustrie, onder andere bouw- en dakpanelen,
tussenwanden, fabricage en montage van panelenvoor koelhuizen;
wagenbouw, onder andere voor koelwagens, isola-tiecontainers en caravans;
technische isolatie, onder andere scheepsbouw,tankerbouw, opslagtanks;
filterindustrie, onder andere lucht-, olie-, benzine-en industriefilters.
diverse toepassingen zoals gietmassa's voor ven-sterprofielen en de elektronica-industrie.
OntwerpcriteriaTweecomponenten PUR-systemen zijn door hun hogetreksterkte (groter dan 10 MPa) en flexibiliteit - metname ten opzichte van epoxysystemen - geschikt voorhet maken van constructies die dynamisch wordenbelast. Verder bezitten deze systemen een goede lagetemperatuur- en chemische bestendigheid. De lijmbiedt ten opzichte van de meeste eencomponent PUR-lijmen het voordeel, dat men een gecalculeerde uit-hardingstijd heeft (niet afhankelijk van vocht) en sub-straten kan verbinden, die geen vocht bevatten of waargeen vocht kan intreden, bijvoorbeeld grote opper-vlakken van kunststof of metaal.
Te verlijmen materialenPolyurethaanlijmen zijn geschikt voor elastische, buig-vaste verlijmingen van metalen, hout, beton, keramieken kunststoffen.
OppervlaktevoorbehandelingDe substraten dienen droog en stof- en vetvrij te zijn.Het is aan te bevelen de substraten eerst met een rei-nigingsmiddel te ontvetten. Bij het verlijmen van meta-len oppervlakken is het aan te bevelen een geschiktewash-primer te gebruiken, zeker als de verbindinglater aan vochtigheid wordt blootgesteld.Kunststofoppervlakken moeten vrij zijn van lossings-middelen en licht opgeruwd zijn. Bij gebruik van poly-ethyleen en polypropyleen dienen deze materialen goedte zijn voorbehandeld (bijvoorbeeld corona).
Voordelen gecontroleerde uitharding; hechting op uiteenlopende materialen; goede doorharding, ook bij grote oppervlakken; temperatuurbestandheid, hardheid, uithardingssnel-
heid en dergelijke in overleg met de fabrikant in testellen;
goede verouderingsbestendigheid; treksterkte hoger dan 10 MPa.
Beperkingen de lijm moet zorgvuldig en in de juiste verhouding
worden gemengd; het gemengde product is beperkt houdbaar (pot-life);
hierdoor is vaak speciale tweecomponentenappa-ratuur noodzakelijk.
Aandachtspunten bij de verwerkingBij de verwerking moet er nauwkeurig op worden toe-gezien, dat de beide componenten homogeen en vol-
gens voorschrift worden gemengd. De pot-life dientgoed in de gaten te worden gehouden, zodat bij machi-nale verwerking de lijm niet in de machine uithardt enbij menging met de hand niet meer lijm wordt aange-maakt dan kan worden verwerkt binnen de pot-life.
Veiligheid en hygiëneDe oplosmiddelvrije polyurethaansystemen bevattengeen oplosmiddel en zijn niet etsend of brandgevaarlijk.De harscomponent veroorzaakt over het algemeengeen probleem. De harders (isocyanaat, meestal opbasis van MDI) hebben bij kamertemperatuur een zeerlage dampdruk (0,00019 mbar). Op grond van dezelage dampdruk wordt er een MAC-waarde aangehou-den van 0,02 ppm (=cm3 isocyanaatdamp per m3
lucht) bij normale werkomstandigheden. Tijdens hetvernevelen van deze systemen en bij het verwerkenop temperaturen hoger dan 70ºC moet worden afge-zogen. Door het feit dat isocyanaten reageren metvocht, kunnen deze systemen irriterend zijn voor han-den en ogen. Beschermende maatregelen zijn dan ooknoodzakelijk. Bij eventueel huidcontact dient men zoveel mogelijk te spoelen met water en zeep. Bij oog-contact minimaal 10 minuten spoelen met water eneen arts raadplegen.Voor het onschadelijk maken van gelekte harder wordteen mengsel van 90% water, 8% geconcentreerdeammoniak en 2% detergent aanbevolen.
3.10.3 PUR-smeltlijmenBeschrijvingPUR-smeltlijmen worden in vaste vorm aangeleverd,waarbij - in verband met het speciale karakter vandeze lijm - de verpakking luchtdicht is afgesloten.
UithardingsmechanismeSmeltlijmen harden uit door de vloeibare lijm (hogetemperatuur) terug te brengen in zijn vaste vorm (lagetemperatuur).In het algemeen betekent dit, dat de lijm - afhankelijkvan type en opgebrachte laagdikte - in enkele secon-den tot enkele minuten zich omzet van een vloeibarelijm tot een vaste verbinding.PUR-smeltlijmen reageren met de vochtigheid uit deomgeving en/of substraten, waardoor binnen enkeledagen een uitgereageerde verbinding ontstaat, welketemperatuur- en chemisch bestendig is.
ToepassingDe lijmen worden door de specifieke eigenschappen(zeer korte uithardingstijd, hoge temperatuur- en che-mische bestendigheid) toegepast voor het lijmen vandiverse kunststoffen, metalen, hout en textiel.
OntwerpcriteriaOmdat PUR-schuimsmeltlijmen hun specifieke eigen-schappen krijgen door het vernetten met vocht, zal ditaanwezig moeten zijn in één van de substraten.Bij niet vochthoudende substraten moet het verbin-dingsoppervlak zodanig zijn, dat vocht van buitenafkan toetreden (inwerkdiepte vocht door de lijmverbin-ding circa 1 à 2 cm).Door de keuze van de lijm kan de uithardingssnelheid,vernettingssnelheid, flexibiliteit en dergelijke wordenveranderd.
Te verlijmen materialenDoor de uitstekende hechting op diverse kunststoffenwordt de lijm gebruikt in de automobiel-, elektronica-en textielcacheringsindustrie. Speciaal daar waar lagetemperatuur- (–40ºC tot 120ºC) en chemische besten-digheid wordt verlangd.PUR-smeltlijmen zijn weekmakerbestendig en kunnenworden gebruikt voor toepassingen welke later geste-riliseerd moeten worden.

19
OppervlaktebehandelingVoor een optimaal resultaat moeten de oppervlakkenvetvrij zijn. Apolaire kunststoffen zoals polypropyleenen polyethyleen moeten worden voorbehandeld. Me-talen dienen vaak te worden voorverwarmd om goedebevochtiging en vloei van de lijm op het oppervlak teverkrijgen.
VoordelenDe PUR-smeltlijmen bieden de voordelen van een smelt-lijm - zeer snelle verwerking - gecombineerd met deeigenschappen van tweecomponenten PUR-lijm (oplos-middelhoudend en oplosmiddelvrij), zoals goede tem-peratuur- en chemische bestendigheid.
BeperkingDe lijm moet worden verwerkt in speciale smeltlijm-apparatuur.
Aandacht bij de verwerkingOmdat PUR-smeltlijmen ook bij kamertemperatuurreageren met vocht, zal een geopende verpakking on-der een inert gas of stikstof moeten worden bewaard.
Veiligheid en hygiëneBij het verwerken van PUR-smeltlijmen moeten de vei-ligheidsvoorschriften voor wat betreft de omgang metisocyanaathoudende stoffen worden aangehouden.Het NCO gehalte ligt tussen de 2-6%. Als gevaren-stof komt het vrije monomeer MDI in aanmerking. DeMAC-waarde voor MDI ligt op 0,01 ppm. De werkelijkoptredende MDI-concentratie is afhankelijk van deverwerkingstemperatuur, het verbruik en de opstellingvan de apparatuur. Op grond van de huidige ervaringis bij het handhaven van de voorschriften een over-schrijding van de MAC-waarde niet te verwachten.Het afzuigen van dampen wordt aangeraden ter plekkevan het lijmopbrengstation.Het gehalte vrije MDI monomeer ligt beneden 2%.
3.11 PVC-plastisolenBeschrijvingPVC-plastisolen zijn gelerende polymeer/weekmaker-mengsels, waarbij het PVC-poeder is gedispergeerd ineen vloeibare weekmaker. Hieraan worden drie mid-delen toegevoegd, te weten: hechtmiddel; stabilisatoren; vulstoffen.
Een hechtmiddel is nodig omdat de PVC-plastisol zelfgeen uitgesproken hechtvermogen op substraten ver-toont (zeker niet op geoliede carrosserieplaten).
Een stabilisator is nodig om te voorkomen dat het chloor-houdende molecuul van PVC bij hoge temperaturen(vanaf circa 210ºC) zich afsplitst als chloorwaterstof.
De vulstoffen zorgen voor het juiste vloeigedrag, waar-door een exacte en schone dosering mogelijk is, terwijlde opgebrachte pasta niet meer uit de voegdelen weg-vloeit.
UithardingsmechanismeDe gelering van PVC-plastisolen is eigenlijk een fysischproces. De deeltjes PVC "zwemmen" in de week-makerfase. Door de inwerking van de temperatuur(120ºC) zwellen de deeltjes op onder opname van deweekmaker. De gezwollen PVC-deeltjes beginnenvervolgens samen te smelten. Bij meer dan 160ºCsmelten deze deeltjes definitief samen. De ontstanepasta gedraagt zich rubberelastisch als een gel. Bijstijging van de temperatuur ontstaat een nog betervloeibare fase.
Tijdens het afkoelen verstijft de gesmolten massa toteen flexibel polymeer. De glastemperatuur van PVC
van circa 80ºC wordt door de weekmaker tot ver on-der 0ºC teruggebracht.
ToepassingPVC-plastisolen worden voornamelijk in de automo-bielindustrie gebruikt voor hechtings- en afdichtings-doeleinden van de carrosserie, deuren, motorkap enkofferdeksel. Deze kit kan op vet en geoliede platenworden aangebracht en door voorgelering kunnendeze kitten het reinigings- en fosfateerbad doorstaan.
Door deze lijmtoepassing wordt niet alleen een verbin-ding tot stand gebracht, maar tevens een afdichting,waardoor corrosie wordt tegengegaan.
VerwerkingDe PVC-plastisolen worden door speciale opbrengappa-ratuur als dikke, niet druipende vloeistoffen gedoseerdop geoliede carrosserieplaten. Door de specifieke vloei-eigenschappen loopt deze kit niet uit de voegen.
Door de voorverwarming ontstaat een voorgeleringwaardoor de PVC-plastisol tijdens het reinigingsprocesde hete chemicaliënoplossingen, die met hoge druk opde carrosseriedelen worden gespoten, verdraagt. Ookbij het onderdompelen kan de binnenstromende vloei-stof de lijm niet meeslepen. Na het fosfateerbad gaande carrosseriedelen naar de lakstraat, alwaar de PVC-plastisol bij hoge temperaturen zijn eindsterkte bereikt.
Voorgeleer-methodenIn de automobielindustrie worden in de praktijk tweemethoden van thermisch voorgeleren toegepast: luchtcirculatie-ovens met horizontaal of ruimte be-
sparend verticaal transport van de delen; inductieve verhitting, waardoor zeer snelle verhit-
tingstijden (5 sec., 200ºC) zijn te realiseren. Ditproces is echter wel moeilijker te beheersen.
OppervlaktebehandelingHet metaaloppervlak dient optisch schoon en glad tezijn. Ontvetten of ontdoen van geringe hoeveelhedenolieachtige bestanddelen is niet nodig.
BestendigheidGegeleerde PVC-plastisolen bezitten een hoge hitte-bestendigheid (kort tot meer dan 230ºC), terwijl bijlage temperaturen (–40ºC) nog een hoge flexibiliteitoverblijft.De verouderingsbestendigheid is zeer hoog (meer dan1000 uur bij 120ºC). Hoge hechtingssterkten wordenbereikt, maar vooral een zeer goede corrosiebestendig-heid, ook na zoutsproei- en condenstesten (480 uur).
VeiligheidAlleen bij het puntlassen dient men erop te letten, datde daarbij voorkomende temperaturen ver boven detoegestane temperaturen liggen en men dient dan ookvoor afzuiging te zorgen.
3.12 UreumformaldehydelijmenBeschrijvingDeze lijmen worden geleverd in poedervorm (om op telossen) of reeds opgelost in waterige oplossing. Somsis toevoeging van een versneller gewenst.Ureumformaldehydelijmen behoren tot de thermohar-dende lijmen.
UithardingsmechanismeOnder invloed van warmte en/of een versneller vindteen vernettingsreactie plaats, onder afsplitsing vanwatermoleculen.
ToepassingDeze lijmen worden vooral in de houtverwerkendeindustrie toegepast (spaanplaat, triplex, meubels).

20
OntwerpcriteriaDe ureumformaldehydelijmen zijn verkrijgbaar in velevariëteiten, met verschillende viscositeiten, uithardings-snelheden, enz.. Voor het verkrijgen van een goedebinding moet tenminste één van de ondergrondenporeus zijn, om het water van de oplossing en/of hetbij de reactie vrijkomende water te kunnen afvoeren.Het spleetvullend vermogen is gering. Vaak is hogedruk bij uitharding noodzakelijk.
Te verlijmen materialenEr kunnen sterke bindingen met hout worden gevormd,hechting aan metaal vereist speciale primers. Dit lijm-type is niet geschikt voor het verlijmen van kunst-stoffen, waarbij het verlijmen van kunststof lamineer-folies op hout als uitzondering mag gelden.
OppervlaktebehandelingVoor hout is geen speciale oppervlaktebehandelingvereist, zij het dat een juiste wijze van voorschurentot een optimaal resultaat zal leiden. Voor metalen iseen speciale hechtprimer nodig.
VoordelenDe lijmen zijn gemakkelijk te verwerken en relatiefgoedkoop.
BeperkingenTenminste één van de ondergronden moet poreuszijn. De lijm is minder goed bestand tegen warmte envocht. De sterkte is relatief gering. Metaal kan, doorde inwerking van het bij de uitharding vrijkomendewater, gaan corroderen.
Aandachtspunten bij de verwerkingDe verwerking van de lijm levert over het algemeengeen problemen op. De lijm in oplossing is niet stabielover langere tijd; met opslag moet hiermee rekeningworden gehouden.
Veiligheid en hygiëneDe lijm bevat formaldehyde dat in dampvorm kan vrij-komen, zowel tijdens de productie als tijdens het ge-bruik. Goede afzuiging bij productie is vereist. Veel-vuldig contact met de huid kan leiden tot huidirritaties.
3.13 Fenol-/resorcinollijmenBeschrijvingDe lijmen zijn beschikbaar als middel- of hoogviskeuze,vaak donkerbruine, vloeistoffen, als films en in poeder-vorm. Met name de fenollijmen zijn bijzonder duurzaam.Bij uitharding is een verhoogde temperatuur en hogedruk noodzakelijk. Er zijn ook koudhardende varianten.
UithardingsmechanismeDe lijm hardt chemisch uit, hetzij bij verhoogde tempe-ratuur, dan wel door toevoeging van een versneller.Bij de reactie wordt water afgesplitst. Ook het oplos-middel is vaak water. Vanwege die aanwezigheid res-pectievelijk het ontstaan van water is er bij uithardingeen hoge druk noodzakelijk, omdat anders blaasvor-ming kan plaatsvinden. Aangenomen wordt dat de lijmook reageert met metaaloppervlakken, waardoor eenzeer stabiele binding ontstaat.
ToepassingDe lijmen worden veel toegepast in de houtbouw(spanten, triplex), vooral voor zeer duurzame verbin-dingen. Daarnaast vindt toepassing in de vliegtuig-bouw plaats. Bij uitzondering worden de lijmen toe-gepast bij het verlijmen van keramiek of kunststoffenvoor hoge temperatuur toepassing.
OntwerpcriteriaVanwege de benodigde druk bij uitharden wordenvooral relatief vlakke verbindingen met fenol- c.q.
resorcinollijmen gerealiseerd. De gangbare typen zijnbros, waardoor toepassing in flexibele verbindingenmoet worden ontraden. Wel zijn er gemodificeerdefenollijmen op de markt met een verhoogde taaiheid.
Te verlijmen materialenVooral staal, aluminium en hout worden met fenol-respectievelijk resorcinollijmen verlijmd. Thermoplas-tische materialen zijn over het algemeen niet geschiktom met deze lijmen verbonden te worden. Thermo-hardende kunststoffen (inclusief composieten) kunnenwel worden verbonden.
OppervlaktebehandelingHout vereist geen speciale voorbehandeling, zij hetdat aan het schuren de nodige aandacht moet wordenbesteed. Voor metalen is voor het verkrijgen van eenduurzame verbinding een bijzondere voorbehandelingvereist, welke afhangt van het type metaal.
VoordelenDe fenol- en in mindere mate de resorcinollijmenhebben een zeer hoge sterkte, een goede hechting opmetalen en een uitstekende duurzaamheid.
BeperkingenDe hoge druk en de vaak hoge uithardingstempera-tuur maken het verlijmingsproces nogal omslachtig.De lijmen zijn over het algemeen nogal bros, waardoorbij falen van de verbinding snelle en uitgebreide scheur-vorming kan optreden.
Aandachtspunten bij de verwerkingOmdat de lijmen veelal worden aangeleverd in een deelsuitgeharde vorm, is de stabiliteit bij opslag beperkt.Gangbare problemen met fenol- en resorcinollijmenzijn terug te voeren op slechte menging van de com-ponenten, slechte voorbehandeling van het oppervlaken ongelijkmatige opwarming en persdruk tijdens hetuitharden van de lijmverbinding.
Veiligheid en hygiëneDe fenol- en resorcinollijmen vergen geen bijzonderevoorzorgsmaatregelen. De lijmen kunnen huidirritatieveroorzaken bij herhaalde blootstelling aan de huid.Vrijkomende dampen moeten worden afgezogen.
3.14 SiliconenlijmenBeschrijvingSiliconenlijmen worden vooral gebruikt voor het lijmenvan glas, als afdichtingskit en voor toepassingen waarvooral een hoge bestandheid van belang is. Hierbij isde uitstekende hechting van siliconenlijm aan glas vangroot belang. Siliconenlijm heeft een hoge flexibiliteitbij een soms eveneens hoge sterkte.
UithardingsmechanismeSiliconenlijmen kunnen bij kamertemperatuur uitharden,waarbij vocht van het oppervlak van het te lijmenmateriaal en vocht uit de lucht nodig zijn. Bij dezeeencomponentsystemen is de uithardingstijd zeer lang(1-2 mm per dag). Bij de reactie komt vaak azijnzuurvrij, hetgeen een voor siliconenlijm kenmerkende geurveroorzaakt. Bij tweecomponentensiliconenlijmen wordteen vernetter of versneller toegevoegd, waardoor deuitharding wordt versneld.
ToepassingSiliconenlijm wordt veel als afdichtingskit toegepast.Voor speciale toepassingen kunnen de specifieke elek-trische eigenschappen, zoals lage diëlektrische verlie-zen en lage diëlektrische constante, alsmede de hogeflexibiliteit, bij zeer lage temperaturen van belang zijn.Door de prijs/prestatieverhouding worden de siliconen-lijmen niet veel als "gewone" lijmen toegepast, maarwel vooral toegepast daar waar hoge eisen aan bij-

21
voorbeeld bestendigheid tegen vocht, olie, ozon enextreme temperaturen worden gesteld.
OntwerpcriteriaVoor eencomponentsiliconenlijmen moet toetredingvan lucht van niet te lage luchtvochtigheid mogelijkzijn. Voor constructievormen waarbij veel afpelbelas-ting kan optreden zijn siliconenlijmen relatief geschikt.
Te verlijmen materialenMetalen, glas, papier, kunststoffen en rubbers (inclu-sief de apolaire kunststoffen en rubbers). Voor het lij-men van kunststofbeglazing moet zuurvrije siliconen-lijm worden gebruikt.
OppervlaktebehandelingDe hechting aan de meeste materialen is zeer goed.Voorbehandeling kan meestal alleen bestaan uit reini-gen. Voor sterk zuigende ondergronden is een primeraan te bevelen. Bij het gebruik van siliconenlijm opazijnzuurbasis bij kunststoffen verdient het aanbeve-ling om ook een primer te gebruiken.
VoordelenDe siliconenlijmen blijven flexibel over een groot tem-peratuurgebied, zijn goed bestand tegen hoge tempe-raturen, vocht en buitenomstandigheden. Voor specialetoepassingen kunnen de specifieke elektrische eigen-schappen, zoals lage diëlektrische verliezen en de lagediëlektrische constante van belang zijn. De viscositeitkan over een groot temperatuurgebied worden gere-geld; ook bij lage temperaturen kan een siliconenlijmvoldoende vloeiend blijven. Voor enkele toepassingenkan de hoge bestendigheid tegen ozon van belang zijn.
BeperkingenSommige afsplitsingsproducten van de reactie (zuren)kunnen tot corrosie van metalen aanleiding geven. Deuithardingstijd is vaak relatief lang. Prijstechnisch ge-zien zijn siliconenlijmen ten opzichte van andere alter-natieven vaak in het nadeel.
Aandachtspunten bij de verwerkingGeen.
Veiligheid en hygiëneDe zure afsplitsingsproducten van siliconen kunnenirriterende werken op de huid. Deze afsplitsingspro-ducten kunnen, in dampvorm, in afgesloten ruimtenals onprettig worden ervaren (stank).
3.15 Anorganische lijmenBeschrijvingAnorganische lijmen worden veelal daar toegepastwaar de verbinding aan hoge temperaturen moet wor-den blootgesteld. Bekend zijn vooral de silicaten, fos-faten, aluminium-, magnesium- en zwavelcementen.Organische lijmen hebben een bestandheid tegen tem-peraturen die een lange temperatuurbelasting bovencirca 150ºC vaak niet goed mogelijk maakt, anorgani-sche lijmen kunnen soms langdurig tot temperaturenboven 1000ºC worden toegepast. De lijmen zijn harden krimpen zeer weinig, reden waarom ze dan ook veelworden toegepast als basismateriaal in de tandheel-kunde.
UithardingsmechanismeEr zijn twee typen reacties: drogen aan de lucht, waar-bij door verdamping van water een vaste lijmlaag ont-staat en uitharden bij verhoogde temperatuur. Bij hogetemperaturen vindt een reactie plaats, waarin de lijmin een glasachtige toestand overgaat (vergelijk het smel-ten van zand tot glas). De uithardingstemperaturenliggen veelal boven de circa 400ºC.Een ander mechanisme berust op een reactie met vocht,vergelijkbaar met cement in de bouw. Ook hier is nog
vaak een verwarmingsstap tot boven 150ºC nodig.
ToepassingAnorganische lijmen worden veel toegepast bij bij-voorbeeld verlijmen van glas of keramiek onderling ofmet staal, voor hoge temperatuur toepassingen (lam-pen, thermo-elementen, ovens).
OntwerpcriteriaDe lijmen hebben een lage uitzettingscoëfficiënt en eenzeer lage flexibiliteit. Dat betekent dat bij het ontwerpterdege met spanningsopbouw ten gevolge van hetuitzetten van de te verbinden materialen rekeningmoet worden gehouden. De lijm is slecht bestandtegen schokbelasting. Indien de betreffende lijm ophoge temperatuur moet worden uitgehard, moeten dete verbinden materialen daar uiteraard tegen kunnen.
Te verlijmen materialenGlas, keramiek, soms metalen.
OppervlaktebehandelingVoor op hoge temperatuur uithardende lijmen meestalniet nodig. Voor de waterige lijmen moet het opper-vlak schoon (vooral vetvrij) zijn.
VoordelenGoede bestendigheid tegen hoge temperaturen.
BeperkingenWeinig flexibel, bros. Weinig bestand tegen slag ofstootbelasting. Veelal hoge temperaturen (hoger dan150ºC) nodig voor het uitharden.
Aandachtspunten bij de verwerkingProducten die in waterige vorm worden aangeleverd,moeten voor het aanbrengen goed worden geroerdom een goede verdeling van alle componenten te ver-krijgen. Het werken (doen uitharden) bij hoge tempe-raturen stelt speciale eisen aan bijvoorbeeld de positi-onering en het fixeren van de lijmverbinding. De tem-peratuurschema's voor het opwarmen en afkoelen moe-ten nauwkeurig worden vastgesteld en aangehouden.
Veiligheid en hygiëneGeen opmerkingen.
3.16 MS polymerenBeschrijvingMS Polymeren zijn opgebouwd uit een basisketen vanpolypropyleenoxide (een polyether) met een dimetho-xysilyl als functionele groep. Zij zijn verkrijgbaar alseencomponent- en tweecomponentenlijmsysteem. Deeencomponentlijmsystemen harden uit onder invloedvan vocht bij kamertemperatuur. Dit geeft direct eenbeperking aan van dit lijmsysteem, namelijk de tragedoorharding (bij kamertemperatuur ongeveer 24 uur)als gevolg van de noodzakelijke vochtindringing. Bij detweecomponentensystemen wordt het vocht toege-diend via een parallelle cilinder. Vaak wordt de opsplit-sing van de tweecomponentensystemen gebruikt omin beide containers een ander tweecomponentenlijm-systeem bij te mengen, zoals een epoxy hars en harder.Hierdoor ontstaan combinaties van lijmsystemen diebuiten een hoge flexibiliteit ook een aanzienlijke sterkteen verbeterde waterbestendigheid kunnen behalen. Dit lijmsysteem gedraagt zich in het gebruik vaak kit-achtig. Het is erg flexibel met een breukrek die, afhan-kelijk van het gekozen systeem, soms wel 450% kanbereiken. De te bereiken breuksterkte van deze lijm-systemen ligt afhankelijk van het gekozen systeem intussen de 1,5 en 8 MPa.
ToepassingDe toepassing van de MS-lijmsystemen is breed van-wege de lage gevoeligheid van het lijmsysteem voor

22
de oppervlaktevoorbehandeling. Goed reinigen en ineen aantal gevallen reinigen in combinatie met hetaanbrengen van een primer blijkt vaak voldoende. MSpolymeren zijn geschikt om zowel metalen als hout,glas, alsook de meeste kunststoffen behalve PP en PEte verlijmen. Ze zijn over het algemeen erg goed vocht-en UV-licht bestendig en overschilderbaar.
3.17 Primers en bindmiddelen voorrubber/metaalverbindingen
BeschrijvingVoor de verbinding van rubber aan metaal of andereharde kunststoffen worden zogenaamde samengesteldebindmiddelen gebruikt. Het hier beschreven deel gaatvooral over het maken van verbindingen met rubber,waarbij ook gebruik wordt gemaakt van de gelijktijdigevulkanisatie van de rubber. In principe gaat het hierom opgeloste polymeren met toevoegingen van gedis-pergeerde stabilisatoren, activatoren, vulstoffen en éénof twee geschikte verhardingssystemen. In de meestegevallen wordt bij de fabricage van rubber/metaalver-bindingen een tweelaags hechtingssysteem gebruikt.
De primer dient hierbij als corrosiebescherming en/ofals tussenlaag ter verbetering van de hechting van hetbindmiddel op het dragermateriaal.
UithardingsmechanismeDoor het voorverwarmen van het met bindmiddel be-streken substraat ontstaat tijdens de eerste contact-fase met het rubber een onderlinge menging van primeren rubber, alvorens de verhardingsreactie begint.Deze diffusie wordt gestuurd door de keuze van deverharders in het bindmiddel en door de temperatuur.
Door de temperatuuractivering beginnen parallel aanelkaar de aflopende verhardingsreacties, zowel van deverharders in het bindmiddel als van de vulkanisator inhet rubbermengsel.
De warmte-overdracht van het vormdeel-metaal-bindmiddel-rubbermengsel veroorzaakt een transportvan de verharder naar het rubberoppervlak. In combi-natie met het vulkanisatiesysteem van het rubbermeng-sel wordt een harde tussenlaag gevormd. Tegelijker-tijd beïnvloedt het vulkanisatiesysteem van het rubber-mengsel de verhardingssnelheid van het bindmiddel.
Het warmtetransport van de rubberzijde naar het me-taal (bijvoorbeeld bij metaal met rubberommanteling)geeft vaak een storing van bovenbeschreven uithar-dingsmechanismen. In deze gevallen dient men eenbindmiddel met twee verhardingssystemen te kiezen.
ToepassingMet deze bindmiddelen worden moderne constructie-elementen gefabriceerd, zoals voor de trillingsdemping(bijvoorbeeld motorenophanging), krachtoverdrachts-systemen (bijvoorbeeld koppelingen), dichtingstechniek(bijvoorbeeld golfdichtringen), in de transportsector(bijvoorbeeld lopende band) en vele andere toepassings-gebieden, waar zeer hoge hechtingen en resistentiesworden vereist.
VerwerkingDe binding ontstaat - in tegenstelling tot een verlijming -tijdens het vulkanisatie- en vormgevingsproces. Ditkunnen alle mogelijke vulkanisatieprocessen zijn, zoalsdrukvormvulkanisatie (CM), vloeibare vulkanisatie(TM), spuitvulkanisatie (IM), enz..De polymeerbindmiddelen dienen voor en tijdens hetgebruik regelmatig door oproeren goed te worden ge-homogeniseerd, om te voorkomen dat gedispergeerdebestanddelen bezinken. Aan te bevelen is om met eengesloten systeem te werken. Het aanbrengen (de op-
dracht) van het bindmiddel op het substraat kan doorstrijken, dompelen, spuiten of door walsen gebeuren.Over het algemeen dient men voor spuitopdracht hetsysteem met een daarvoor geschikt oplosmiddel teverdunnen.
Over het algemeen drogen de polymeerbindmiddelenbij kamertemperatuur in circa 30 minuten. Door hetelucht (max. 100ºC) is deze tijd te verkorten. Eenandere manier is het vloeibare bindmiddel op warmmetaal (40-50ºC) te spuiten.
De primer dient eerst goed droog te zijn alvorens hetbindmiddel aan te brengen. De meeste polymeerbind-middelfilms zijn niet kleverig, zodat de onderdeleneenvoudig kunnen worden gestapeld. Mechanischebeschadiging en aanraking met vettige handen dienente worden vermeden. Lange tussenopslagtijden vandeze delen, zelfs bij hoge luchtvochtigheid beïnvloedende hechting niet. Een vers opgebracht rubbermengselgeeft de zekerste en beste hechtingsresultaten.
De vulkanisatietemperatuur kan oplopen van 130ºCtot meer dan 200ºC. Bij vulkanisatietemperaturen ho-ger dan 170ºC is het aan te bevelen een tweelaags-systeem te kiezen.
Bij het IM- of TM-proces dient men er voor te zorgen,dat de menging niet vulkaniseert alvorens de vloeifasebeëindigd is.
OppervlaktebehandelingVoor een optimaal resultaat zijn stof- en vetvrije opper-vlakken noodzakelijk. De substraten kunnen chemischof mechanisch worden voorbehandeld. De metalen de-len worden voornamelijk mechanisch voorbehandeld(stralen). Het ontvetten gebeurt over het algemeenmet koolwaterstoffen in de dampfase. Alkalische rei-nigingsmiddelen zijn ook mogelijk. Kunststoffen worden,voor zover mogelijk, ook met koolwaterstoffen in dedampfase ontvet. Textiel, zoals katoen, rayon, nylonof polyester, kunnen door een ontsluitingsbad wordengereinigd. Voor glas is een alkalische reiniging mogelijk.
Eigenschappen uitgeharde systemenDe bindmiddelen geven hechtingsniveaus die de sterktevan het rubber overtreffen. Bij trekproeven ontstaatover het algemeen een breuk in het rubber.
De primer geeft een zeer hoge corrosiebestendigheid.Deze water- c.q. corrosiebestendigheid is ook medeafhankelijk van de voorbehandeling van de substraten.Soms kan een drukwaterbestendigheid bij 120ºCworden bereikt.Door hun samenstelling zijn deze polymeren beter be-stand tegen zuren dan tegen logen. Over het algemeenzijn deze systemen olie- en oplosmiddelbestendig; ookbezitten zij een goede verouderings- en temperatuur-bestendigheid.
Daar het hier gaat om een uitermate complexe mate-rie, is het aan te bevelen in elk afzonderlijk geval uit-gebreide testen uit te voeren.
Veiligheid en hygiëneDeze bindmiddelen bevatten organische oplosmiddelenen zijn daardoor brandbaar. Ventileer goed en werkniet in afgesloten ruimten. Geen open vuur in dewerkruimte en niet roken. Door de milieuproblematiekwordt naarstig gezocht naar bindmiddelen met minderschadelijke oplosmiddelen of zelfs op waterbasis.

23
Hoofdstuk 4Toeslagstoffen
4.1 HarsenOnder hars kan worden verstaan dat bestanddeel vande lijm, dat voor het belangrijkste deel verantwoorde-lijk is voor de moleculaire samenhang van de lijm. Ditdeel wordt ook wel bindmiddel genoemd. Het bindmid-del is de hoofdcomponent van de lijm welke uithardt,al dan niet onder invloed van een harder, versneller ofandere externe factoren.Onder hars wordt in praktijk verstaan een samenstel-ling van bindmiddel en andere hulpstoffen, welke metbehulp van een tweede component of externe factorentot een volledig uitgehard lijmsysteem moet komen,denk hierbij aan een harder en een hars van een twee-componentenepoxylijm of polyurethaanlijm of aan dehars en de initiatoroplossing van een acrylaatlijm.Tenslotte kan onder hars ook een toevoeging vanhoogmoleculair organisch materiaal worden verstaan,welke als doel heeft om de extra kleverigheid of hech-ting te verschaffen. Ook kan de stroperigheid, de vis-cositeit van de lijm worden beïnvloed door een hars-toevoeging, waardoor formuleringen met een verhoogdvastestofgehalte, een verlaagd oplosmiddelgehalte enbijvoorbeeld kortere droogtijd of uithardingstijd kunnenworden gemaakt.
4.2 VerhardersHet begrip verharder (vaak ook harder genoemd) kanverschillende betekenissen hebben: het meest laagmoleculaire deel van een tweecom-
ponentenlijm, welke volledig aan een reactie deel-neemt, bijvoorbeeld de verharders van een epoxy-lijm of een polyurethaanlijm;
een toevoeging welke nodig is om een reactie testarten en te onderhouden, bijvoorbeeld een orga-nisch peroxide bij acrylaatlijmen;
zuren, die door verlaging van de zuurgraad (pH-waarde) de polycondensatiereactie van bijvoorbeeldformaldehydelijmen kunnen initiëren;
activatoren zoals metaalionen of -complexen, diede uitharding van bijvoorbeeld anaërobe lijmen ingang zetten.
In de Duitse norm DIN 16 920 wordt een harder ge-definieerd als een bestanddeel van een lijm, die zorgtvoor de vernetting van de lijm. In die zin zijn boven-genoemde typen dan ook daadwerkelijk als "harder"aan te merken. Een wezenlijk onderscheid is te vindenin het feit dat de eerstgenoemde "harder' daadwerke-lijk in gelijke verhouding met de "hars" mee reageert,terwijl de andere "harders" meer dienen om de reactieop gang te brengen, dan wel te houden. Deze compo-nenten dragen zelf, in de moleculaire structuur van deuitgeharde lijm, niet bij aan de sterkte van de lijm.Een overeenkomst tussen de verschillende typen is, datzij allen opgenomen worden in de hoofdketens van deuitgeharde lijm (in tegenstelling tot bijvoorbeeld ver-snellers en katalysatoren).
4.3 VernettersVernetters bestaan uit moleculen die er voor zorgendat een verknoping van de bindmiddelmoleculen nietin één richting plaatsvindt, waardoor een louter draad-vormige structuur zou ontstaan, maar dat er allerleizijtakken in de ketens ontstaan. Hierdoor ontstaat eenmeer verknoopte structuur, welke over het algemeen
leidt tot vorming van zogenaamde thermoharders: lij-men die bij temperatuurverhoging niet meer smelten.Tevens geldt: hoe meer verknopingen, hoe brosser delijm. Onder vernetters wordt ook wel verstaan die stof-fen, die in staat zijn om twee typen moleculen, die zon-der aanwezigheid van de vernetter niet zouden reageren,wel te laten reageren. Van dit laatste is bijvoorbeeldeen hechtverbeteraar (zie § 4.8) als koppeling tusseneen glasoppervlak en een reactieve hars een voorbeeld.
4.4 Versnellers en katalysatorenVersnellers en katalysatoren zijn hulpstoffen die na deuitharding van de hars in ongewijzigde vorm aanwezigzijn; zij reageren dus niet mee in de zin dat zij in delijmketens worden opgenomen. De functie van versnel-lers en katalysatoren is om de reactie tussen hars enharder sneller te laten verlopen en/of een reactie tus-sen deze bestanddelen bij lagere temperaturen moge-lijk te maken. Zo kan bijvoorbeeld bij een acrylaatlijmhet systeem zodanig zijn opgebouwd, dat de hars ende harder al bij elkaar gevoegd zijn, maar pas tot uit-harding over gaan als contact optreedt met de versnel-ler. Het is echter ook mogelijk dat de versneller in dehars is gemengd, waarbij pas uitharding optreedt bijcontact met de harder.
4.5 StabilisatorenStabilisatoren dienen om ongewenste en voortijdigereacties in de lijm tegen te gaan, waardoor het moge-lijk wordt om de lijm langer in opslag te houden. Daar-bij kunnen voor wat betreft de effectieve werking devolgende onderscheiden worden gemaakt: er zijn reactieve monomeren die ongewenste voor-
tijdige reacties blokkeren; sommige polymeren remmen de afbraak van polyme-
ren tijdens de verwerking (bijvoorbeeld stabiliseringtegen afbraak bij de verwerking van smeltlijmen);
het bieden van bescherming tegen veroudering vande uitgeharde lijm, bijvoorbeeld door beschermingtegen afbraak van de lijm onder invloed van UV-licht;
het bieden van bescherming tegen oxidatieve ver-oudering van de lijm of de uitgeharde lijm. Deze ca-tegorie stabilisatoren wordt ook wel anti-oxidantengenoemd.
4.6 VulstoffenVulstoffen kunnen dienen om de prijs van de lijm (perkg) laag te houden, maar, in meer positieve zin, ookgebruikt worden om mechanische, fysische en chemi-sche eigenschappen van de lijm in te stellen. Vulstof-fen zijn vaste stoffen, die ten opzichte van de anderelijmcomponenten min of meer inert zijn. Zij nemen nietdeel aan uithardingsreacties.
Vulstoffen spelen een rol bij: verhogen van de temperatuurbestendigheid
Hierbij berust de werking van vulstoffen er vooral op,dat vulstoffen weinig krimp en uitzetting vertonen bijtemperatuurveranderingen, waardoor in de lijmvoegminder eigenspanningen en krimpscheuren ontstaan;
verbetering van de thixotropie van de lijmBepaalde vulstoffen kunnen de thixotropie van delijm verbeteren, zodat lijm die aangebracht is opeen verticaal vlak niet uitzakt;
versterking van de lijmvoegDoor toevoeging van vulstoffen wordt de lijm vaakstijver en sterker. Soms heeft een vulstof ook eenhechtverbeterende werking;
verminderen van de krimpTijdens en na de reactie krimpt de lijm. Vulstoffenzijn in veel mindere mate aan krimp onderhevig en

24
leveren dan ook geen bijdrage aan de krimp van delijm in de lijmvoeg. Dit betekent dat een gevuldelijm in een zelfde lijmvoeg minder krimpt dan eenongevulde lijm;
instelling van de geleidingZowel de thermische als de elektrische geleidingkunnen door vulstoffen worden beïnvloed;
geschikt maken als vulmassaDoor toepassing van vulstoffen kan een lijm geschiktworden gemaakt als reparatiemassa (vulmassa) voorhout, beton, metaal en dergelijke. In dit geval is delijm voorzien van extreem veel vulstof (tot ca. 80%),waardoor ook de krimp van de vulmassa+lijm ge-ring is;
vermindering van het water c.q. oplosmiddelgehalteDoor gebruik van vulstoffen kan de hoeveelheid wa-ter (in gewichtsprocent ten opzichte van de totalegewichtshoeveelheid lijm) beduidend afnemen, waar-door bijvoorbeeld een substraat als papier of kartonminder water hoeft op te nemen. Ook kan door hetgebruik van vulstoffen de hoeveelheid vrijkomendorganisch oplosmiddel worden verminderd.
Vulstoffen in lijmen hebben ook nadelen. Voorbeeldendaarvan zijn: de reactiesnelheid neemt af c.q. de uithardtijd neemt
toe; de vloei van de lijm vermindert sterk, hetgeen onder
andere nadelig kan uitwerken op de hechting; het breukgedrag van de lijm kan nadelig worden be-
invloed door vroegtijdig ontstaan van microscheu-ren in brosse vulstofdeeltjes;
gevulde lijmen geven over het algemeen dikkere lijm-voegen, waarbij de sterkte van de verbinding nadeligwordt beïnvloed.
4.7 WeekmakersWeekmakers zijn vloeistoffen, die de elasticiteit vaneen lijm kunnen verhogen. Zij nemen niet deel aan deuithardingsreactie. Zij werken als een soort internsmeermiddel tussen de moleculen van de uitgehardelijm. De weekmakers vinden vooral toepassing inkleefstoffen die permanent kleverig moeten blijven,waarbij zij zowel bijdragen aan een verhoging van debeweeglijkheid van de ketenmoleculen, als aan dehechting op vele ondergronden.Toepassing van weekmakers in met name de hoog be-laste lijmen kent echter vele nadelen. De duurzaamheiden hechting kunnen afnemen, de sterkte van de lijmgaat achteruit en de neiging tot kruip neemt toe.Tijdens het gebruik kunnen weekmakers uit de lijmkomen. Dit kan nadelig zijn voor de hechting van delijm en kan ook tot aantasting leiden van kunststoffenof laklagen. Door uittreding van weekmakers kan delijm verbrossen. Ook migratie van weekmakers uitweekgemaakte kunststoffen naar de lijmvoeg kanleiden tot onthechting of tot ongewenste flexibiliteit.
4.8 Hechtverbeteraars en primersHet onderscheid tussen hechtverbeteraars en primersis in de praktijk wat vaag. Veelal wordt onder hecht-verbeteraar verstaan een bepaald type chemische stof,welke zich hecht aan het oppervlak. De hechtverbete-raar kan (in oplossing) als zodanig op het oppervlakworden aangebracht, in combinatie met andere bind-middelen door de fabrikant zijn ingemengd in de lijm,of zelf door de gebruiker worden ingemengd. De hecht-verbeteraar zelf wordt vaak in een niet of nauwelijkszichtbare laag aangebracht.Onder een primer wordt meestal een lijm- of verf-achtige laag in verdunde vorm en/of van speciale sa-menstelling verstaan. Een primer wordt vaak in eenduidelijk zichtbare laag aangebracht.
HechtverbeteraarsEr zijn reactieve en niet-reactieve hechtverbeteraars.Het meest bekende reactieve type hechtverbeteraar isde silaanverbinding. Daarnaast worden ook titanatenen in mindere mate zirkoniumaluminaten toegepast alshechtverbeteraar. De werking van de reactieve hecht-verbeteraar komt voort uit de structuur van de mole-culen. Schematisch is het zo voor te stellen, dat hetene deel van het molecuul, de kop, aan het oppervlakkan hechten, terwijl het andere deel van het molecuulde staart- of functionele groep met de lijm een verbin-ding aangaat. Daarnaast verknopen bijvoorbeeld desilaanmoleculen zich ook onderling tot een netwerk.De keuze van de eigenschappen van de staartgroep isvrij; deze kan dus voor de betreffende lijm zo optimaalmogelijk worden gekozen. Voordeel van toepassenvan reactieve hechtverbeteraars is, dat de hechting, enmet name de duurzaamheid van de verbinding, vaakaanmerkelijk verbetert. Nadeel is dat de stabiliteit vanhechtverbeteraars, vóór het aanbrengen, vaak geringis en dat voor een goed resultaat uiterste zorgvuldig-heid in acht moet worden genomen. De meeste reac-tieve hechtverbeteraars werken goed op glas, redelijktot goed op metalen en slecht op kunststoffen.Van de niet-reactieve hechtverbeteraars wordt de ge-chloreerde polyolefine het meest gebruikt. Dit is meest-al een oplossing van gechloreerde polypropeen of ge-chloreerde polyetheen in hexaan. De werking berustop het vormen van een brug tussen een apolairekunststof (bijvoorbeeld polypropeen of polyethyleen)en de meer polaire lijm. De hechtkracht blijft echtermeestal relatief gering.
PrimersPrimers bestaan in de meeste gevallen uit verdundeoplossingen van de lijm, die nadien zal worden ge-bruikt. Sommige primers voor metalen bevatten corro-siewerende stoffen. Primers worden vooral gebruiktals het niet praktisch is om na de oppervlakte-voorbe-handeling direct de uiteindelijke verlijming tot stand tebrengen. Het voorbehandelde oppervlak moet echterwel zo spoedig mogelijk na de oppervlakte-behande-ling worden beschermd tegen stof en vet. Primers bie-den deze bescherming, doordat zij enerzijds het metaalafschermen en anderzijds voldoende reactief blijven ommet de nadien opgebrachte lijm (bij de juiste uithard-omstandigheden) een reactie aan te gaan.
Voordelen van het gebruik van primers en hechtverbe-teraars zijn: alleen het te lijmen gedeelte van het product wordt
behandeld; de behandeling is relatief eenvoudig, zowel voor
handmatige toepassing als voor automatisering; voor de meeste combinaties van kunststof en lijm
zijn primers beschikbaar.
Nadelen zijn: extra droogtijd van de primer; in een aantal gevallen is de tijd tussen aanbrengen
van de primer en de verlijming gelimiteerd; vrijkomen van oplosmiddeldampen.
4.9 OplosmiddelenOplosmiddelen worden aan lijmen toegevoegd om delijm minder viskeus en beter verwerkbaar te maken.Een andere reden kan zijn, dat het oplosmiddel het telijmen oppervlak aantast en wel zodanig, dat een be-tere hechting wordt verkregen. Een derde reden is omde oppervlakte-energie van de lijm af te laten nemen,zodat de bevochtiging van het te verlijmen oppervlakbeter verloopt. Kenmerk van een oplosmiddel is, dathet niet reageert met de lijm, en dat het uit de lijmverdampt. Het toepassen van oplosmiddelen is nietgebruikelijk bij hoog belaste lijmen.

25
Voor industrieel gebruik zijn lijmen met een hoog ge-halte aan organisch oplosmiddel niet meer toegestaan.
4.10 DispergeermiddelenDispergeermiddelen worden gebruikt in lijmen op wa-terbasis en voorkomen, dat de lijmdeeltjes coaguleren(voortijdig vervloeien). Dispergeermiddelen wordentoegepast in houtlijmen en latexlijmen.
4.11 VerdunningsmiddelenVerdunningsmiddelen worden aan thermohardendelijmen toegevoegd met het doel de lijm beter verwerk-baar en minder viskeus te maken. Het verschil met eenoplosmiddel is, dat een verdunningsmiddel reactief isen tijdens het uitharden in de lijm wordt ingebouwd.

26
Hoofdstuk 5De keuze van het lijmtype
De keuze van een geschikt lijmtype voor een verbin-ding is geen eenvoudige zaak. De keuze moet immersniet alleen worden gemaakt op basis van de te verbin-den materialen, maar ook zijn afgestemd op de eisendie worden gesteld aan sterkte, duurzaamheid, aan-brengsnelheid, uithardtijd, enzovoort.Aan de hand van de karakteristieken van de verschil-lende lijmsystemen, zoals beschreven in hoofdstuk 3,kan de gebruiker zich al een beeld vormen over welkemogelijkheden er zijn voor de gewenste toepassing.
In tabel 5.1 zijn overzichten gegeven van de diverseeigenschappen, zoals die aan verschillende lijmtypenkunnen worden toegeschreven. Duidelijk dient te zijndat de tabel een globaal overzicht verschaft; binnenelk van de genoemde lijmen zijn er speciale typen die"sterker" of "duurzamer" zijn dan door de tabel bij hetbetreffende lijmtype wordt gesuggereerd.
In tabel 5.2 is een overzicht gegeven van de lijmendie geschikt zijn om verschillende combinaties vanmaterialen met elkaar te verbinden. Ook hier geldtweer dat de keuze en het resultaat zeer sterk wordenbepaald door zaken zoals voorbehandeling, construc-tie en dergelijke. Zo wordt de contactlijm zeer veel-vuldig genoemd, waarbij moet worden bedacht, datdit lijmtype vooral geschikt is voor vlakverlijmingen/of laagbelaste verbindingen.
Cyanoacrylaatlijmen ("secondenlijmen", "superlijmen")worden vaak niet genoemd, ervan uitgaande dat bijde betreffende materiaalcombinaties een puntverlij-ming meestal niet aan de orde is. Echter, voor demeeste puntverlijmingen van de genoemde materialenzijn cyanoacrylaatlijmen zeker inzetbaar.Kleefbanden (tapes) zijn in dit overzicht niet opgeno-men, juist omdat ervan wordt uitgegaan, dat vooriedere materiaalcombinatie wel een geschikte kleef-band is te vinden.
De lijmselectietabel kan dan ook vooral dienen als eenruwe indicatie voor welke materialen onderling metwelke typen lijmen zijn te verbinden.
Bij metalen is geen onderscheid gemaakt tussen ver-schillende metaalsoorten en -legeringen. De hechtingvan de lijm aan metalen en de duurzaamheid van diehechting is in sterke mate afhankelijk van het typevoorbehandeling. Dit geldt ook voor beklede metaal-platen (bijvoorbeeld verzinkt of van een organischedeklaag voorzien). Voorbehandelingen voor verschil-lende metalen en metaallegeringen staan beschrevenin de voorlichtingspublicatie VM 87 "lijmen vanmetalen". Informatie over het lijmen van beklededunne (staal)plaat is te vinden in de betreffendeinventarisatiestudie (verkrijgbaar bij het NIL).
Bij het lijmen van hout geldt dat de mogelijkhedenvoor het lijmen afhangen van het type hout, bijvoor-beeld een vette of een minder vette houtsoort, of eenhoutsoort met speciale inhoudsstoffen. Verder is vanbelang dat het hout op de juiste wijze is gedroogd.Over dit onderwerp zijn uitstekende, ook Nederlands-talige, boeken verkrijgbaar via het Centrum Hout teNaarden.
Ook bij de kunststoffen geldt dat de kwaliteit van delijmverbinding sterk afhangt van de voorbehandeling.Dit geldt zowel voor de genoemde lijmen, als voor demogelijkheden die niet in de tabel staan vermeld, om-dat hier een meer intensieve voorbehandeling nodigzou zijn dan bij de in de tabel vermelde lijmtypen.
De mogelijkheden voor het lijmen van textiel hangenuiteraard nauw samen met het type weefsel (zie hier-voor onder de betreffende kunststof) en bijvoorbeeldvan de dichtheid van het weefsel.

tabel 5.1 De belangrijkste lijmtypen en hun toepassings- en verwerkingstechnische eigenschappen
27 type uitharding
lijmsoort
componenten
organisch oplosmiddel (o)of waterbasis (w)
bijzonderekenmerken
open tijd 2)
letten op
vloe
i-ka
rakt
erop
slag
-st
abili
teit
o.i.v
.
potli
fe,
voor
2C
na
men
gen
mili
eu,
ARBO
appa
ratu
ur v
oor
het
uith
arde
nom
stan
digh
eden
bij
het
uith
arde
nlij
mvo
egei
gens
chap
pen
laag viskeusmiddelviskeuspasteusvasttijdvochtwarmtekoude<60 seconden1 - 60 minuten1 - 5 uurlanger dan 5 uur
oorzaak
explosie/brandARBOdampenkoud/vacuümpersenwarmpersenstapelenfixerenklemmen + ovendrukwalsenverw. gereedschap
tem
pera
tuur
bere
ik T
tijdb
erei
k t
min
imal
e dr
uk P
belasting vande lijmvoegna samenvoegen
sterkte
hardheid
bestendigheidtegen water
bestendigheidtegentemperstuur
laagmiddelhooglaagmiddelhooglaagmiddelhooglaagmiddelhoog
fysisch
disp
ersi
e1,2
wéé
n va
n de
mat
eria
len
moe
tvo
cht
opne
men
lijm
moe
t no
gvo
chtig
zijn
##
##
##
hard
er 4
)#
##
(#)
T t P
kam
erte
mpe
ratu
ur30 m
in.
cont
act
na d
roge
n va
n de
lijm
##
##
##
##
#
cont
act
1o,
wal
s bo
ven,
bij
oplo
s-m
idde
llijm
en m
oete
nm
ater
iale
n te
gen
op-
losm
idde
len
kunn
en
lijm
moe
tdr
oog
aanv
oele
n
##
##
##
oplo
smid
dele
nha
rder
4)
## #
##
#T t P
kam
erte
mpe
ratu
ur<
0,1
min
.co
ntac
t
dire
ct n
a he
tpe
rsen
##
##
##
##
smel
t1
mat
eria
len
moe
ten
tege
n de
war
mte
van
de li
jm k
unne
n
lijm
moe
t no
gvl
oeib
aar
zijn
##
#te
mpe
ratu
ur#
##
T t P
90 -
220ºC
< 0
,1 m
in.
cont
act
na a
fkoe
ling
van
de v
erbi
ndin
g#
##
##
#
chemischcyan
oacr
ylaa
t1
–ze
er s
nel
verb
inde
n#
##
##
mon
omer
en#
##
T t P
kam
erte
mpe
ratu
ur0,1
- 1
min
.co
ntac
t
dire
ct n
a he
tsa
men
voeg
en#
##
#
poly
uret
haan
1(z
ie h
iern
aast
)vo
ldoe
nde
voch
t op
mat
e-ria
al o
f in
de
luch
t aa
nwez
ig
##
##
##
isoc
yaan
aatg
roep
en#
##
#T t P
kam
erte
mpe
ratu
ur2 u
ur -
2 d
agen
0,5
bar
afha
nkel
ijk v
anvo
chtig
heid
en
ver-
snel
ler,
doo
rgaa
nsen
ige
uren
##
##
##
MS p
olym
eer
1vo
ldoe
nde
voch
t op
mat
e-ria
al o
f in
de
luch
t aa
nwez
ig
##
##
##
–#
##
T t P
kam
erte
mpe
ratu
ur2 u
ur -
2 d
agen
0,5
bar
afha
nkel
ijk v
anvo
chtig
heid
en
ver-
snel
ler,
doo
rgaa
nsen
ige
uren
##
##
##
feno
lhar
s1/1
1)o,
w–
na d
roge
n va
nop
losm
idde
len
lang
hou
dbaa
r
##
##
#m
onom
eren
##
##
T t P
130 -
170ºC
6 -
30 m
in.
7 b
ar
dire
ct n
a he
tpe
rsen
en
afko
elen
##
##
##
acry
laat
1/1
1) ,
22 c
ompo
nent
enge
sche
iden
aan
-br
enge
n, o
f no
-mix
,of
men
gen
2C
)
no-m
ix:
lang
houd
baar
2C
: bi
nnen
de
potli
fe 3
)
##
##
##
#m
onom
eren
pero
xide
nop
losm
idde
len
inin
itiat
orvl
oeis
tof
# #
# # #
##
##
##
T t P
kam
erte
mpe
ratu
ur15 m
in.
cont
act
dire
ct t
ot e
nige
uren
##
##
##
epox
y1,2
1C
uith
arde
n bi
jve
rhoo
gde
tem
pe-
ratu
ren
binn
en d
epo
tlife
3)
##
##
##
##
hars
hard
er# #
##
##
##
T t P
10 -
180ºC
10 m
in.
- 4 d
agen
cont
act
enig
e m
inut
en t
oten
ige
uren
, af
han-
kelij
k va
n ha
rder
en t
empe
ratu
ur
##
##
##
##
poly
uret
haan
2te
hog
e vo
chtig
heid
verm
ijden
binn
en d
epo
tlife
3)
##
##
##
##
#ha
rder
##
##
##
##
T t P
10 -
140ºC
1 m
in.
- 4 d
agen
cont
act
enig
e m
inut
en t
oten
ige
uren
, af
han-
kelij
k va
n ha
rder
en t
empe
ratu
ur
##
##
##
##
1)
1/1
= li
jm b
evat
tw
ee c
ompo
nent
en, di
e ni
et w
orde
n ge
men
gd2)
open
tijd
= t
ijd n
a he
t aa
nbre
ngen
van
de
lijm
, w
aarb
inne
n de
mat
eria
len
met
elk
aar
in c
onta
ct g
ebra
cht
moe
ten
wor
den
3)
potli
fe =
tijd
waa
rin d
e lij
m n
a he
t m
enge
n no
g ve
rwer
kbaa
r is
4)
kom
t in
cide
ntee
l voo
r

28
1=
disp
ersi
elijm
2=
smel
tlijm
3=
cont
actli
jm 4=
oplo
smid
delll
ijm 5=
anaë
robe
lijm
6=
(no-
mix
) ac
ryla
atlij
m 7=
poly
este
rs 8=
cyan
oacr
ylaa
t 9=
epox
ylijm
10=
poly
uret
haan
lijm
of
M
S p
olym
eerli
jm11=
phen
olfo
rmal
dehy
delij
m12=
ureu
mfo
rmal
dehy
delij
m13=
anor
gani
sche
lijm
14=
silic
onen
lijm
Metalen
Hout
Glaskeramiek
Textiel
Thermohardendekunststoffen
Cellulosekunststoffen
ABS
PVC, hard
PVC, week
Polyamide
Polycarbonaat
Verzadigdpolyester
Polyetheen
Polyform-aldehyde
Polymethyl-methacrylaat
POM
Polypropeen
Polystyreen
Polytetra-fluoretheen
PU
Natuurrubber
Neopreen
Acrylonnitril-rubber
Siliconrubber
Schuim, PVC
Schuim,polystyreen
Schuim,polyurethaan
Met
alen
2,3
,5,6
,8-1
1,1
31-3
,5,7
,9,1
0,1
13,5
,7,8
,9,1
0,1
31,2
,3,
5,9
,10
3,5
,6,9
,10,1
1,1
33,9
,10
3,4
,9,
10
3,6
,8,
9,1
03,1
03,4
,7,
9,1
03,4
,6,
8,9
,10
3,6
,7,
8,9
3,9
,10
6,9
,11
4,6
,93,6
,9,
10,1
13,9
,10
1,2
,3,6
,7,9
,10
3,6
,9,1
0,
11,1
43,9
,10,
11
1,2
,3,8
,10, 11
3,8
,9,
10,1
13,8
,9,
10,1
114
3,9
,10
3,9
,10
3,7
,10
Hou
t1,2
,3,7
,9-1
23,7
,9,1
0,
14
1,2
,3,
10
1,9
,10,
11,1
21,2
,3,9
,10,1
1,1
21,2
,3,
4,9
,10
1,3
,9,
10
32,3
,9,
10
3,7
,9,
10
3,6
,7,
91,2
,3,
10
7,9
,11,
12
3,9
,10
3,7
,9,1
0,
11,1
31,2
,3,
10
1,2
,3,4
,7,9
,10
6,9
1,2
,3,9
,10, 11
1,2
,3,
10,1
12,3
,10,
11
2,3
,9,
10,1
114
1,2
,3,
10
1,2
,3,
9,1
02,3
,7,
10
Gla
s, k
eram
iek
3,7
,9,1
0,
13, 14
1,9
,10,
14
7,9
,14
3,7
,10,
14
3,9
,10,
14
3,9
,14
33,9
,14
3,6
,93,7
,14
3,1
46,9
,14
3,6
,9,
14
3,6
,9,1
03,1
43,7
,9,
10,1
46,9
,14
9,1
08,1
08,9
,11
3,8
,9,
14
14
3,9
,14
3,9
3,7
,10,
14
Tex
tiel
1,2
,3,
10
1,9
,10,
11,1
21,2
,31,2
,3,
4,1
03,9
32,3
,9,
10
3,9
,10
3,7
,9,
10
1,3
,10,
14
3,9
,10,
11,1
23,4
,6,
10,1
12,3
,10
10,1
3,
14
1,2
,3,7
,9,1
01,3
,10
2,3
,10
1,2
,3,
10
3,1
03,1
014
1,2
,3,
10
1,2
,3,
10
2,3
The
rmoh
arde
nde
6,7
,8,9
,10,1
13,6
,7,9
,10,1
13,4
,9,
10
3,9
33,9
,10
6,9
,10
3,6
,7,
93,1
07,9
,11
3,6
,7,
9,
3,6
,9,1
03,1
03,4
,7,9
,10,1
43,6
,9,1
0,
14
3,9
,10,
11
2,3
,8,9
,10,1
13,9
,10,
11
3,9
,10,
11
14
1,2
,3,
9,1
01,2
,3,
9,1
03,7
Cel
lulo
se k
unst
stof
fen
1,2
,3,4
,7,9
,10
2,3
,4,
9,1
03,9
,11
33,9
,10
3,6
,9,
10
3,6
,7,
91,3
,10
3,9
,11
3,9
3,7
,9,1
01,3
,10
3,7
,9,
10
3,9
,11
3,9
,10,
11
2,3
,11
2,3
,10,
11
2,3
,10,
11
14
3,9
,10
1,3
,10
3,7
ABS
4,9
,10
2,3
,8,
9,1
03
2,3
,9,
10
3,9
,10
3,7
,9,
10,1
13
9,1
0,
11
3,4
,6,
9,1
03,9
,10,
11
3,1
03,9
,10
3,9
2,3
,9,
10
2,3
,8,
10,1
12,3
,8,
10,1
12,3
,10,
11
14
2,3
,9,
10
1,3
,9,
10
1,2
,3,
9,1
0
PVC
, ha
rd3,4
,6,
8,9
,10
3,4
3,6
,9,
10
3,6
,9,
10
3,6
,7,
93
3,6
,91,3
,4,
6,9
,10
2,3
,9,1
0,
11
33,6
,7,9
,10
3,6
,99,1
03,8
,10,
11
3,6
,9,
10
3,6
,9,
10
14
2,3
,9,
10
1,3
,10
3,9
,10
PVC
, w
eek
3,4
33
1,3
33
33
33
33
33
3–
33
3
Poly
amid
e2,3
,4,
6,9
,10
3,6
,9,
10
3,6
,93,1
03
3,9
2,3
,9,1
03,1
03,9
,10
3,9
,14
2,3
,9,
10
2,3
,11
2,3
,9,
10
2,3
,9,
10
–2,3
1,2
,3,
10
3,9
,10
Poly
carb
onaa
t3,4
,6,7
,8,9
,10
3,6
,7,9
3,9
,10
3,6
,93,6
,93,6
,9,1
03,9
,10
3,4
,8,9
,10,1
43,9
,10
3,9
,10
3,9
,10
3,9
3,9
14
3,9
,10
1,2
,3,
9,1
03,9
,10
Ver
zadi
gd p
olye
ster
3,6
,7,9
33,9
6,9
3,7
,9,1
0,
11
33,7
,93,6
,9,1
19,1
0,
11
3,9
,11
3,1
0,
11
3,1
114
3,9
,10
1,2
,3,
9,1
03,7
,9,
10
Poly
ethe
en3,1
03,1
03,1
03,1
03,1
03,1
03,9
,10
10
33
3–
33
3
Poly
form
alde
hyde
6,7
,96,9
3,9
,11,
12
3,1
03,7
3,4
,6,1
110,1
13,9
,11
3,9
,11
3,9
,11
14
33
3
Poly
met
hylm
etha
cryl
aat
4,6
,7,
96,7
,9,1
03,1
03,6
,9,
10
3,4
,9,1
03,6
,10,1
13,6
,83,6
,83,6
,814
3,6
,93,6
,93,6
,9
POM
3,7
,9,1
0,
11
3,1
03,7
,9,
10
3,9
,10
3,9
,10
2,3
,8,
10,1
12,3
,8,
10,1
12,3
,8,
10,1
1–
3,9
3,9
,10
3,9
,10
Poly
prop
een
3,1
03,1
03,9
,10
10
33
3–
33
3
Poly
styr
een
3,4
,7,9
,10
3,6
,9,1
03,9
,10
3,6
,8, 9
3,9
3,9
14
2,3
,9,
10
2,3
,4,
92,3
,4,
7,9
Poly
tetr
aflu
oret
heen
3,8
,9,1
09,1
0,
11
3,9
33
–3
33
PU9,1
0,
11
3,8
,10,1
13,8
,10,1
13,8
,10,
11
–3,9
,10
3,9
,10
3,9
,10
Nat
uurr
ubbe
r3,6
,8,
9,1
03,8
3,8
–3
2,3
,9,
14
2,3
,9,
10
Neo
pree
n3,8
3,8
–3
2,3
,9,
14
2,3
,9,
10
Acr
ylon
itrilr
ubbe
r3,8
, 15
–3
2,3
,9,
14
2,3
,9,
10
Sili
conr
ubbe
r8,1
43,1
43,1
43,1
4
Sch
uim
, PV
C3,9
,10
1,2
,3,
9,1
01,2
,3,
10
Sch
uim
, po
lyst
yree
n1,2
,3,
10
1,2
,3,
10
Sch
uim
, po
lyur
etha
an3,1
0
tabel 5.2 Overzicht van de lijmen voor de diverse materiaalcombinaties

29
Hoofdstuk 6Aanbreng- en verhardingstechnieken
6.1 Het aanbrengen van de lijmDe wijze van aanbrengen van de lijm hangt af van: het product dat moet worden gelijmd:
formaat;aantallen;kwaliteitseisen;vervolgproces.
de leveringsvorm van de lijm: vloeibaar;
als pasta; vast- (staaf, pil, poeder, film); eencomponent, meercomponenten. eisen/normen qua milieu.
6.1.1 Het aanbrengen van vloeibare lijmVloeibare lijmen kunnen worden aangebracht door: kwasten; strijken (rakelen); gieten; dompelen; drukken; met behulp van hand- of luchtdrukbekrachtigde
cartouchepistolen; automatische hoge-drukpistolen; lijmrollen en lijmwalsen; spuiten; gebruik van meng- en/of doseerapparaten.
KwastenHet werken met kwasten is eenvoudig. De lijm kan pre-cies daar worden opgebracht waar dat nodig is. Hetgelijkmatig aanbrengen van de lijm met de gewenstelaagdikte is een kwestie van ervaring en afhankelijkvan de eigenschappen van de lijm. De viscositeit vande lijm is bepalend voor de stijfheid van de te gebrui-ken kwast. Een dunne lijm kan met een "slappe",langharige kwast worden aangebracht. Een dikke lijmvereist daarentegen een "stugge", kortharige kwast.
Correctie van de strijkeigenschappen van lijmen is mo-gelijk met speciale verdunners. Overleg daaromtrentmet de leverancier. Met name bij het gebruik van ver-dunners voor de lijm dient rekening te worden gehou-den met de persoonlijke bescherming.Behalve door dompelen van de kwast, kan men de lijmook toevoeren door een doorboorde kwast (figuur 6.1).Toevoer kan ook plaatsvinden via een slang vanuit eendrukvat (figuur 6.2). Dit principe wordt ook toegepastbij het aanbrengen van lijmprimers. Op het drukvatdient een beveiliging tegen overdruk aanwezig te zijn.
Voor massawerk komt het met de hand kwastennauwelijks in aanmerking.
figuur 6.1 Lijmkwast met reservoir waarin oplosmiddel
Strijken (rakelen)Strijkmessen zijn bijzonder geschikt voor platte opper-vlakken. Men onderscheidt messen met een rechte en
figuur 6.2 Drukvat met drukspuit (spuittechniek)1 = perslucht toevoer2 = lijmreservoir3 = spuitpistool
met een geprofileerde strijkkant (lijmkam, figuren 6.3en 6.4).
figuur 6.3 Rakel
figuur 6.4 Rakelen van lijm op folie1=Rakel2=Lijmreservoir3=Afwikkelrol
Heeft het strijkmes een rechte strijkkant, dan moet hetmes of het te belijmen oppervlak zorgvuldig wordengeleid voor het verkrijgen van een gelijkmatige lijmlaag.In geval van een geprofileerde strijkkant mag het strijk-mes op het oppervlak rusten, waarbij de lijm tussende profielopeningen doorstroomt. De geleiding is dangeen probleem, maar wel is een zeer goed vloeiendelijm nodig. Strijkmessen zijn vooral geschikt voor lijm-soorten die matig tot dikvloeibaar of thixotroop zijn.
OpmerkingEen thixotrope lijm is een dikvloeibare lijm, die doorroeren of uitstrijken dunvloeibaar wordt. Deze eigen-schap is in de regel omkeerbaar. In rust zal de lijmweer dik vloeibaar worden. Met name bij automatischedoseersystemen kan deze eigenschap voor een on-gecontroleerd proces zorgen. Het verpompen vanhet materiaal door een leidingstelsel kan dezelfdeinvloed hebben als roeren of uitstrijken.
Voor kleine of niet platte oppervlakken worden voordergelijke lijmen ook spatels (plamuurmessen) toege-past. In principe komt deze opbrengmethode overeenmet die van strijkmessen. De methode is echter alleengeschikt voor handwerk.
Strijkmessen hebben het voordeel dat men grote opper-vlakken snel van een gelijkmatige lijmlaag kan voorzien.

30
GietenBij het gieten vloeit de lijm uit een reservoir op het telijmen oppervlak. De uitstroomopening kan op verschil-lende manieren worden aangepast aan het werkstuk.Niet platte oppervlakken (met een profielvorm of ge-bogen) kunnen van lijm worden voorzien met behulpvan een vrijvallend "gordijn" van lijm (gordijngietma-chine). Hierbij stroomt de lijm uit een smalle spleet enhet werkstuk wordt horizontaal door het "lijmgordijn"bewogen (figuur 6.5). De lijm moet voldoende dun-vloeibaar zijn om te kunnen worden rond gepompt enals een dunne film te kunnen stromen. Ook smeltlijmenkunnen door middel van een gordijngietmachine metspeciale voorzieningen worden opgebracht. Deze ma-chines zijn vooral geschikt voor het lijmen van groteaantallen: snelheid tot 120 m/min.
figuur 6.5 Lijmgordijn
DompelenEen lijmlaag kan op eenvoudige wijze worden verkre-gen als het werkstuk geheel of gedeeltelijk in de lijmgedompeld wordt. De snelheid waarmee het werkstukuit de lijm wordt gehaald is belangrijk voor een gelijk-matige dikte. De vorm van de werkstukken dient ge-schikt te zijn voor dompelen.
DrukkenOntleend aan de grafische industrie zijn ook druktech-nieken voor het opbrengen van lijm ontwikkeld. Hetmeest bekend zijn de zeefdrukmethode en de offset-drukmethode. Het voordeel van deze methoden is, datvolgens een bepaald patroon kan worden gelijmd.
Lijmrollen en lijmwalsenLijmrollen en lijmwalsen zijn vooral geschikt voor plaat-materiaal en platte vlakken (figuren 6.6 t/m 6.9). Zeergelijkmatige lijmlaagdikten kunnen worden verkregenwanneer de lijmrol wordt gecombineerd met afstrijk-messen en doseerrollen. De opbrengrollen kunnen gladof gekarteld zijn, of van een raster zijn voorzien, af-hankelijk van de aan te brengen lijmlaagdikten.
SpuitenMen onderscheidt nevelspuiten (door middel van pers-lucht, onder hoge druk of elektrostatisch) en drukspui-ten (zonder verneveling).
Nevelspuiten zijn zeer geschikt om grote of ingewikkel-de oppervlakken van een dunne laag lijm te voorzien.Het aanbrengen van een dunne laag lijm komt onderandere voor bij zogenaamde primers in combinatie metlijmen in filmvorm. Men gebruikt hiervoor handspuitenen automatische spuiten die vast worden opgesteld ofbeweegbaar zijn. De methode waarbij perslucht wordtgebruikt om een vloeistofnevel te verkrijgen komt hetmeest voor (hoge- en lagedrukverfspuit).
Verneveling is behalve door middel van lucht ook mo-gelijk onder hoge druk ("airless sprayguns"). Ook is hetmogelijk de spuitnevel elektrostatisch op het voorwerpaan te brengen (betere kantdekking).
figuur 6.6 Handlijmrol met dubbele rol1=Lijmlaag2=Verstelbaar geleideschot3=Gekartelde rol
figuur 6.7 Lijmopbrengwals1=Aangedreven rol2=Lijm3=Dikte van de lijmlaag (instelbaar)
figuur 6.8 Lijmopbrengwals met rakel1=Lijm2=Transportwals3=Rakel
figuur 6.9 Lijmwalsen1) Voor twee banen2) Voor meerdere banen3) Voor smalle enkelvoudige banen
Bij het spuiten van lijmen komen dikwijls moeilijkhedenvoor door: "spinneweb"-vorming tijdens het spuiten; het vormen van een onregelmatige lijmlaag (drup-
pelvorming resulterend in "sinaasappelhuid"-effect).
Deze verschijnselen zijn bij lijmen die oplosmiddelenbevatten sterker dan bij lijmen zonder oplosmiddelen.Door temperatuurverhoging van de lijm neemt deviscositeit af en wordt de spuitbaarheid beter (warmen heet spuiten).
Ten behoeve van een homogene lijmlaag verdient hetaanbeveling het oppervlak voor elke laag 90º te ver-draaien ten opzichte van de spuitbeweging (kruislagenspuiten). Bij het spuiten ontstaat een nevel die bij in-ademing meestal gevaarlijk is. Hiertegen moeten steedsdoeltreffende maatregelen worden genomen (afzuiging,spuitkamers, maskers, enz.). Wat dit betreft gelden inoverleg met de Arbeidsinspectie dezelfde veiligheids-voorschriften als voor lakspuitcabines.

31
Een drukspuit bestaat uit een lijmreservoir, waaraanbijvoorbeeld met behulp van een slang, een verwissel-baar spuitstuk is bevestigd (figuur 6.10). Onder druk,verkregen door handkracht of perslucht, wordt de lijmop het oppervlak aangebracht. De lijm treedt hierbijals vloeistof naar buiten, dus zonder verneveling.Drukspuiten, ook wel uitdrukspuiten of vloeistofspui-ten genoemd, zijn tevens geschikt voor dikvloeibarelijmen, pasta's en smeltlijmen.
figuur 6.10 Verschillende spuitmonden
Hand- en luchtdrukbekrachtigde pistolen metcartouchehoudersMet behulp van deze "pistolen" worden lijmen en af-dichtingsmiddelen, die verpakt zijn in standaard car-touches, aangebracht. De inhoud kan 70, 170 of 340cm3 bedragen. De hoeveelheid laat zich redelijk nauw-keurig doseren door het formaat van het mondstuk,de opgelegde druk en de snelheid van bewegen. Ooktweecomponenten materialen en hoogviskeuze lijmenlaten zich op deze manier verwerken. De eerste doorcartouches te gebruiken waarin de lijm en de verhardergescheiden zijn aangebracht en in een speciaal mond-stuk (statische mengbuis) worden gemengd, de tweededoor cartouchehouders te gebruiken die zijn voorzienvan verwarmingselementen.
Het gebruik van meng- en doseerapparatuurOm lijmsystemen in de massafabricage te kunnen toe-passen is, zowel meng- als doseerapparatuur ontwik-keld. Deze apparatuur maakt het mogelijk een van te-voren vastgestelde hoeveelheid lijm - ingeval van twee-componentenlijm tevens in de goede verhouding ge-mengd - op de juiste plaats aan te brengen.
Dergelijke apparatuur heeft de volgende voordelen: doelmatig en efficiënt gebruik van de lijm; grotere betrouwbaarheid van de lijmverbinding
(minder handelingen); tijdbesparing (het mengen geschiedt veel sneller
dan met de hand).
Voor het doseren bestaan twee principieel verschillen-de systemen: het mechanische pompsysteem (figuur 6.11); het pneumatische druk-tijdsysteem.
figuur 6.11 Meng- en doseerapparaat1 Component A2 Component B3 Uitwisselbare aandrijving voor de
gewenste mengverhouding
De keuze van het systeem hangt af van de te doserenmaterialen. Bij toepassen van tweecomponentenlijmmoet het doseren van de componenten in de juiste ver-houding geschieden. Daarbij kan een mogelijk verschilin viscositeit problemen geven. Om dit probleem tevoorkomen, verhoogt men de temperatuur van beide(of één van beide) componenten in de vaten. Daardoorworden de componenten dunner vloeibaar en zijn zebeter te verpompen. Dit opwarmen van de componen-ten kan het best gebeuren in een verwarmd vloeistof-bad (au bain marie), daar bij andere verwarming (bij-voorbeeld elektrische weerstandelementen) het ge-vaar van plaatselijke verhitting kan voorkomen. Hetdoseren van de lijm geschiedt door middel van eenpistool in de vorm van druppels, banden of nevel.
Vaak vindt het mengen automatisch plaats, vlak voorhet moment dat de lijm het doseerpistool verlaat, omverharding van de lijm in het systeem te voorkomen.De componenten worden dan ongemengd rond ge-pompt door het systeem en alleen in het doseerpistoolwordt de gewenste hoeveelheid van elke componentafgenomen en door turbulentie in het pistoolmondstukgemengd. Dergelijke apparatuur kan worden aangeslo-ten op een vat oplosmiddel, zodat onmiddellijk na hetmengen het doseerpistool (en eventueel het gehelesysteem) kan worden gereinigd met oplosmiddel.Alternatief kan bij minder continu gebruik een pistoolgekozen worden, voorzien van een losneembare sta-tische mengbuis. Deze mengbuis kan na stilstand enuitharding van gemengde lijm in de buis vervangenworden door een nieuwe mengbuis.
Ook voor eencomponent materialen zijn verschillendesystemen voor het verpompen van materiaal voorhan-den. Onder andere plunjerpompen opgehangen in eenportaalframe voor vaten van 200 kg of kleinere exem-plaren die op een vat van 25 kg kunnen worden ge-plaatst. Ook tandwielpompen worden toegepast. Feitis wel dat met name bij massafabricage kennis aan-wezig dient te zijn over de vloeistofstromingseigen-schappen van het te verwerken materiaal.
6.1.2 Het aanbrengen van lijm in vaste vormDeze lijmen worden geleverd als: lijmfilms (zie ook figuur 6.12); poeders, staaf of pil.
FilmsLijmfilms hebben meestal aan weerszijden een bescher-mende folie. Na het in vorm snijden of knippen wordtaan één zijde de beschermende folie verwijderd, waar-na de film op het werkstuk wordt gelegd. Dan wordtde tweede beschermende folie verwijderd en daarnahet andere deel van het werkstuk opgebracht. Om tij-dens deze behandeling de lijmfilm en de voorbehandel-de werkstukken schoon te houden, moet men hand-schoenen (liefst wit katoenen) dragen.
figuur 6.12 Principe van het lijmen met lijmfolie1=Lijmfilm2=Drager3=Verwarmde pers4=Snijmes5=Te lijmen delen

32
Lijmfilms hebben de volgende voordelen: er is geen mengapparatuur bij nodig; het mengen
gebeurt tijdens de fabricage van de film; de lijm heeft een gelijkmatige en nauwkeurige laag-
dikte; controle van de lijmlaag vindt plaats tijdensde fabricage van de film;
de lijmfilms zijn eenvoudig aan te brengen, zijn daar-door tijdbesparend, vooral bij grote oppervlakken,zoals bij sandwichconstructies;
het werken met lijmfilms is hygiënischer dan hetaanbrengen van vloeibare lijm; er is minder kans opeczemen bij degene die lijmt.
Vaak is het gewenst, of zelfs nodig, de lijmfilms ge-koeld te bewaren met het oog op de beperkte houd-baarheid. De aanbevelingen van de lijmfabrikant die-nen daarbij nauwkeurig te worden opgevolgd. Diepgekoelde lijmfilms moet men voor het gebruik latenacclimatiseren in de polytheenverpakking om conden-saatvorming te voorkomen.
Eencomponent epoxyfilms moeten in een vriezer wor-den bewaard en dan nog is de houdbaarheid beperkttot hoogstens een jaar. Eencomponentsmeltlijmen zijnonbeperkt houdbaar en in tegenstelling tot de epoxy-films relatief goedkoop.
Poeders, staaf of pilLijmen in staaf- en pilvorm en ook in poedervorm voorverwarmde oppervlakken zijn vooral geschikt voorserie lijmwerk bij kleinere lijmoppervlakken. Hierbij kanmen druppelvormig doseren door bijvoorbeeld de lijmin pilvorm uit een verhittingskoker te laten vallen, ofde staaf over het verwarmde oppervlak strijken.
6.2 Het totstandkomen van de lijmver-binding
Hieronder wordt verstaan het bereiken van de cohesie-sterkte van de aangebrachte lijmnaad, tijdens de ver-harding.
Van belang zijn daarbij: de verhardingsdruk; de verhardingstemperatuur; de verhardingstijd.
6.2.1 VerhardingsdrukDe verhardingsdruk moet steeds minstens zo hoog zijn,dat tijdens het verharden goed contact blijft bestaantussen de te lijmen oppervlakken en de lijm. De groottevan deze druk is van verscheidene factoren afhankelijk.Bevat de lijm veel vluchtige bestanddelen, dan moetmen een hogere druk aanbrengen om de damp- of gas-druk te compenseren. Is de lijm dunvloeibaar (laag vis-keus), dan is meestal slechts een geringe druk nodig;is de lijm dikvloeibaar (hoog viskeus), dan is een ho-gere druk nodig.
Bij lijmen waarbij een condensatiereactie optreedt(formaldehydelijmen), komt water vrij in de vorm vanstoom. De verhardingsdruk moet hoger zijn dan destoomdruk bij de betreffende uithardingstemperatuur.
Motieven voor het toepassen van lijmdruk zijn: het positioneren van de te lijmen delen ten opzichte
van elkaar; het verkrijgen van een massieve lijmnaad.
Wordt vloeibare lijm toegepast bij lijmnaden die nietgeheel vlak zijn, dan kan het voorkomen dat slechtsplaatselijk contact wordt gemaakt met de lijm en dater "losse plekken" in de lijmnaad optreden. Verhoogtmen in dat geval de druk, dan bestaat, vooral bij laaggevulde lijmsoorten, het gevaar van "dooddrukken"van de naad, dat wil zeggen dat een zo dunne lijm-
naad overblijft dat de cohesiesterkte sterk terugloopt.Een hogere druk is soms ook nodig in verband met destijfheid van de te lijmen delen.
De lijmdruk kan als volgt worden aangebracht: door het plaatsen van een gewicht, tenzij het eigen
gewicht van het bovenliggende stuk voor de lijm-druk zorgt.
met klemmen. Wanneer lijmklemmen worden toege-past, kan het wenselijk zijn dat deze verend wordenuitgevoerd (figuur 6.13), omdat anders door uitvloei-en van de lijm de druk tijdens de verharding zal ver-minderen en zelfs geheel kan wegvallen. Vering vande klem kan worden bereikt door het tussen plaat-sen van schotelveren of gewone veren. Klemmenmoeten verend uitgevoerd zijn als ze gebruikt wor-den voor verbindingen waarvan de lijm tijdens deuitharding gasvormige bijproducten oplevert, zoalsbijvoorbeeld bij boven 100ºC hardende fenolen. Hetis, bij het toepassen van klemmen die plaatselijkedruk uitoefenen, belangrijk te zorgen voor voldoendestijfheid van de mal tussen de klemmen, opdat dedruk zo gelijkmatig mogelijk over het te lijmen opper-vlak wordt verdeeld. Al dan niet verende klemmenworden vooral gebruikt bij paneelranden; bij hetlijmen over rechte lijnen over het paneel wordt eenverende balk toegepast.
figuur 6.13 Lijmtang met schotelveren
door persdruk (zie ook figuur 6.12). Als de platenonder een normale hydraulische of spindelpers wor-den gelegd, kan lijmdruk over grote vlakken wordenverkregen. Ook bij hydraulische persen moet menervoor zorgen dat de druk constant blijft door metde hand of automatisch bij te regelen. Bij gekromdeoppervlakken en oppervlakken van ongelijkmatigedikte kan tijdens het persen ongelijkmatige druk voor-komen. Dit wordt voorkomen door het toepassenvan de zogenaamde broekenpers, waarvan de bo-venste perstafel is uitgevoerd met een membraan,waarop hydraulisch druk wordt uitgeoefend (figuur6.14).
figuur 6.14 Door olie verwarmde "broekenpers"
door luchtdruk. Dit kan geschieden door het werk-stuk in een zogenaamde enveloppe te steken en zoin een drukvat te leggen. Hierbij moet de enveloppeworden geventileerd en door een leiding met debuitenlucht worden verbonden. Op deze wijze kan

33
over grotere oppervlakken gelijkmatige druk wordenaangebracht.Men kan de enveloppe ook vacuüm zuigen zondertoepassing van uitwendige overdruk. Hierbij kan geengrotere druk dan ongeveer 0,075 N/mm2 wordenbereikt. Bij deze methode moet men tussen werk-stuk en enveloppe poreus materiaal leggen, om tevoorkomen dat, door de aanwezigheid van lucht-bellen, plaatselijk geen lijmdruk op het werkstukwordt uitgeoefend.
6.2.2 VerhardingstemperatuurWanneer voor het verharden of voor het drogen vande lijm temperatuurverhoging nodig is, kan dat op devolgende manier gebeuren: door stralingswarmte van infraroodlampen of elek-
trische elementen; door een oven. Ter voorkoming van explosiegevaar
door eventuele oplosmiddelen dient de oven goedte worden geventileerd en voorzien te zijn van eenexplosiewand. Wanneer de oven als een drukketelwordt uitgevoerd, heeft men in feite de veel toege-paste autoclaaf verkregen (figuur 6.15). Het opwar-men respectievelijk afkoelen in ovens en autoclavenvergt meestal veel tijd, doordat lucht een slechtewarmtegeleider is. Een sterke luchtcirculatie en hogedruk brengen hierin verbetering;
door het met de lijm mee inklemmen van een weer-standselement;
door het in de lijmnaad inleggen van weerstandsdraad; door inductieve, respectievelijk hoogfrequentverwar-
ming; door persplaten of mallen die met stoom, heet water,
hete olie of elektrisch worden verwarmd.
figuur 6.15 Principeschets van het lijmen in een autoclaaf
Het is bij de verhardingscyclus belangrijk de tempera-turen zoveel mogelijk ter plaatse van de lijmnaden temeten. Het beste kan dit gebeuren met thermokoppels.De lijmgereedschappen voor lijmen die bij een hogetemperatuur worden gehard, dienen zoveel mogelijk teworden of te zijn gemaakt van materiaal met gelijkeuitzettingscoëffiënt als het werkstuk, of van hetzelfdemateriaal als het werkstuk.
6.2.3 VerhardingstijdBij hogere temperatuur wordt de verhardingstijd kor-ter. De verhardingstijd gaat in op het moment dat delijm overal de gestelde verhardingstemperatuur heeftbereikt.Op elke plaats in het werkstuk moet de lijm minimaalgedurende deze verhardingstijd op de gestelde verhar-dingstemperatuur zijn geweest. Vaak wordt voor dezekerheid een verhardingstijd aangehouden die ietslanger is dan noodzakelijk.
De lijmcyclus bestaat uit opwarmen, verharden en af-koelen. De verhardingstijd maakt slechts een deel vandie totale tijd uit. In figuur 6.16 is de typische cyclusin een autoclaaf gegeven. Daaruit blijkt dat de tempe-ratuur van de lijmnaad steeds naijlt bij de luchttempe-ratuur in de autoclaaf. Dit ter illustratie van het belangde temperatuur ter plaatse van de lijmnaden te meten.Om de opwarmperiode te verkorten, is het gewenstdat zo weinig mogelijk warmte verloren gaat. Daaromzal men het gereedschap zo licht mogelijk uitvoerenen uit een materiaal vervaardigen met een zo laagmogelijke soortelijke warmte. Dit kan vooral belangrijkzijn bij lijmen die, in het traject waar vloei optreedt,aan bepaalde eisen gebonden zijn voor wat betreft deopwarmsnelheid.
figuur 6.16 Tijd-temperatuurverloop product ten opzichtevan autoclaaflucht1 = lijn kleine massa (Ta1=temperatuurver-
loop bijbehorende autoclaaflucht)2 = lijn grote massa (Ta2=temperatuurver-
loop bijbehorende autoclaaflucht)
Het afkoelen dient onder druk te geschieden, totdatde temperatuur van het werkstuk gedaald is tot diewaarop de sterkte van de lijm voldoende is om ondermeer vervorming te voorkomen.
6.3 Bijzondere toepassingenIn de automobielbouw wordt bij portieren, motorkap,achterklep of kofferdeksel een combinatie van lijmenen mechanische verbinding toegepast: het zogenaamdefelsnaadverlijmen (figuur 6.17).
figuur 6.17 Het verlijmen van felsnaden
Met het invoeren van lijm als verbindingsmiddel tussende binnen- en de buitenplaat, heeft het omzetten vande rand van de buitenplaat om de binnenplaat (felsen)geen directe invloed op de sterkte meer. De sterktewordt gehaald door de lijmverbinding. Het omzettenvan de felsrand heeft een meer cosmetische functie.Bij bepaalde automerken wordt bijvoorbeeld de achter-zijde van de motorkap (het gedeelte dat aansluit op devoorruit) niet meer omgezet.
6.3.1 Aanbrengen van de lijmRoestpreventie vereist een felsrand die geheel met lijmgevuld is. De aangebrachte hoeveelheid mag echterniet zoveel zijn, dat deze tijdens de felsbewerkinguittreedt. Om dit te kunnen realiseren wordt gebruik

34
gemaakt van industriële robots en proportioneel wer-kende doseerinstallaties.
6.3.2 VoorwaardenHet aanbrengen van de lijm middels robots vereist deonderstaande voorwaarden: de robot moet in staat zijn een nauwkeurige baan
te beschrijven, zodanig dat de lijmlijn (plaats waarde lijm op het werkstuk wordt aangebracht) wordtgevolgd. Ook bij hogere snelheden (> 15 m/min)dient deze nauwkeurigheid te zijn gewaarborgd;
de robot moet tijdens het aflopen van de baan hetlijmpistool in een goede oriëntering ten opzichtevan het werkstuk houden;
de robot moet de bewegingen zo gelijkmatig moge-lijk uitvoeren;
de lijmtoevoer moet zodanig worden geregeld doorde robot dat er, afhankelijk van de robotsnelheid,steeds een gelijke lijmrups wordt gelegd.
6.3.3 DoseerinstallatieOnderscheid is te maken in naaldgeregelde (-gestuurde)en drukgeregelde doseersystemen, waarbij naaldgere-gelde systemen nog kunnen worden onderscheiden inzuiver mechanisch werkend en regelsystemen voor-zien van PID-regeling (proportionele, differentiërendeen integrerende regeling). Drukgeregelde systemenzijn altijd voorzien van een PID-regeling.Mechanisch werkende, naaldgestuurde regelsystemenvertonen in relatie tot de lichthoogte van de naald geenlineair oplopende openingskarakteristiek en daarmeegeen proportioneel doseergedrag (zie figuur 6.18). Diteffect wordt vaak nog versterkt door de eigenschappenvan het te doseren materiaal. Thixotrope (dikvloeibare)eigenschappen zijn hier debet aan.
figuur 6.18 Relatie tussen de lichthoogte van de naaldten opzichte van de naaldopening
Bij naaldgeregelde systemen met een PID-regelingwordt het volumedebiet van het te doseren materiaalgemeten via de drukvariaties in het uitstroomkanaal envergeleken met ingestelde waarden, waarbij een cor-rectie kan plaatsvinden onafhankelijk van het robot-uitgangssignaal.
Bij naaldgestuurde en drukgeregelde systemen bestaatook nog een onderscheid in uitvoeringen met een se-parate doseerkamer, welke vanuit een vat wordt ge-vuld en tijdens het doseren van de lijm wordt gele-digd, en systemen welke rechtstreeks vanuit een vatde lijm op het werkstuk aanbrengen.
Systemen met een separate doseerkamer lijken eenbetere garantie te geven voor een constante lijmrupsdan systemen die rechtstreeks vanuit een vat werken.De doseerkamer kan qua inhoud worden afgestemdop de, per bewerking, aan te brengen hoeveelheidmateriaal. Bij systemen welke rechtstreeks op eenvatpomp worden aangesloten, zal een pompomslagtijdens het doseerproces door een regelaar moetenworden opgevangen.
6.3.4 Onderhoud van lijm/kit-installatiesBij het gebruik van thermohardende materialen kun-nen bij lange stilstandtijden en bij hoge omgevings-temperaturen uithardingsverschijnselen optreden.
Bij bepaalde gedeelten in het leidingsysteem (bochten,overgangen, afsluiters en dergelijke) kan dit leiden totvernauwingen van de doorsneden. Ook kunnen bijwarmverwerkbare materialen exotherme reacties op-treden die, als de ontstane reactiewarmte niet wordtafgevoerd, kunnen leiden tot volledige uitharding vanhet materiaal.
De aanwezigheid van vulstoffen in het te verwerkenmateriaal kan op langere termijn slijtage aan het sys-teem tot gevolg hebben.

35
Hoofdstuk 7Veiligheid en hygiëne
7.1 AlgemeenNet als bij andere verbindingstechnieken moet bij hetlijmen een aantal maatregelen worden genomen omverantwoord, veilig en hygiënisch te kunnen werken.Lijmen kunnen oplosmiddelen bevatten die bij inhalerenschadelijk voor de gezondheid kunnen zijn. Lijmen kun-nen componenten bevatten die bij contact met de huidirritaties kunnen geven. Sommige lijmen bevatten sterkbrandbare componenten. Ook bij sommige voorbehan-delingen, zoals bijvoorbeeld het etsen met zuren, moetcontact met het voorbehandelingsmiddel worden ver-meden.
Omdat er, behalve zeer veel verschillende typen lijmen,ook binnen de typen onderling grote verschillen in che-mische samenstelling kunnen zijn, is het niet mogelijkom voor iedere lijm in deze voorlichtingspublicatie eenvolledige beschrijving van alle veiligheids- en hygiëne-aspecten te geven. In deze publicatie wordt een over-zicht gegeven van die punten die men in ieder gevalmoet controleren en de algemene maatregelen die menkan nemen. Per toe te passen product moet dan, aande hand van door de lijmleverancier te verschaffen in-formatie, worden nagegaan wat precies de gedetail-leerde eisen zijn.
Terwijl de bescherming tegen bijvoorbeeld brand- enexplosiegevaar een duidelijk en direct zichtbare kortetermijn handeling is, is het beschermen van de gezond-heid niet alleen voor een korte termijn, maar ook voorde lange termijn van groot belang. Dit omdat ook lang-durend contact (tot zelfs over tientallen jaren) metkleine hoeveelheden van bijvoorbeeld oplosmiddelen,zeer schadelijk voor de gezondheid kan zijn. Ook kanop kortere of langere termijn overgevoeligheid voorcontact met lijmen optreden. Deze overgevoeligheid iszowel zeer afhankelijk van het type lijm, als sterk per-soonsgebonden. Deze gevaren worden vaak, vooral doordiegenen die dagelijks met lijmen omgaan, onderschat.
Van groot belang is het om degenen die met lijmenwerken, duidelijk te instrueren over het hoe en waaromvan de beschermingsmaatregelen.
7.2 Maatregelen bij voorbehandelingenBij het ontvetten van materialen kunnen oplosmiddelenzowel door inademen, als via de huid worden opgeno-men. Veel lijmen bevatten oplosmiddelen en anderevluchtige bestanddelen, die tijdens de verwerking enzelfs nog enige tijd daarna kunnen vrijkomen. Als debetreffende lijm dit type stoffen bevat, hetgeen doorde leverancier moet zijn aangegeven, is wettelijk ver-plicht om in ieder geval ervoor zorg te dragen dat deMaximaal Aanvaarde Concentratie (MAC-waarde) inde lucht bij de werkplek niet wordt overschreden.
Voor de meest recente MAC-waarden van de be-treffende stoffen wordt verwezen naar de websitewww.SER.nl (“databank grenswaarden”).
Iets dergelijks geldt voor explosiegevaarlijke dampen.De dampen moeten worden afgezogen, waarbij bijgrootschalige toepassing ervoor moet worden gezorgddat de uitstoot binnen de eisen van de Hinderwet blijft.In enkele gevallen is daarvoor een reinigingsstap nood-zakelijk. Er moet op worden gelet dat sommige dampenzwaarder zijn dan lucht en derhalve niet door een af-zuiging boven het werkstuk zullen worden afgezogen.Hierbij is dus tafel- en/of bodemafzuiging noodzakelijk.
Bij het aanbrengen van afzuigapparatuur moet wordengelet op voldoende luchttoevoer. Bij aanvoer van bui-tenlucht moet daarbij tevens worden gelet op de in-vloed die deze heeft op de temperatuur en soms opde relatieve vochtigheid van de binnenruimte. Soms isde plaats waar verse lucht wordt toegevoerd zo kouden/of zo vochtig, dat daar geen aanbrengen van lijmkan en mag plaatsvinden.
Ook dampen van ets- en beitsbaden kunnen gevaarlijkzijn. Bij het aanleggen van afzuiginstallaties moet wor-den gelet op de corrosiebestandheid van het afzuig-systeem.
Ieder persoonlijk contact met de baden en de inhoudervan moet worden vermeden. Bij contact met de huiddirect afspoelen. Bij contact met kleding direct van kle-ding wisselen. Bij het maken van de beitsbaden magnooit water aan het zuur worden toegevoegd. Bij demenging komt veel warmte vrij, waardoor kleine hoe-veelheden water aan de kook kunnen raken en hetzuur kan gaan spatten. Daarom moet het zuur aan hetwater worden toegevoegd onder voortdurend roeren.
Bij het mechanisch voorbehandelen ontstaat schuur-stof. Ook hierbij is afzuiging, vaak gecombineerd metstofmaskers, noodzakelijk.
Bij voorbehandeling waarbij hoge spanningen voor-komen, zoals anodiseerbehandelingen en plasma- encoronabehandelingen, moet goed op de elektrischeveiligheid worden gelet. Dat geldt niet alleen voor diedelen die onder hoogspanning staan, maar ook voorde afzuiging en filters die bij de apparatuur horen.
7.3 Maatregelen bij het werken metlijmen
Bij het werken met lijmen, waaronder vullen, verwis-selen van charges, mengen en aanbrengen, moeten ver-schillende veiligheidsmaatregelen worden genomen.
Bij het uitharden kunnen dampen zeer snel vrijkomen,vooral bij uitharding op hogere temperaturen. De instal-laties moeten dan ook van een adequate afzuigingworden voorzien. Er moet voor worden gewaakt dat bijhet openen van ovens niet een golf van oplosmiddel-dampen in de werkruimte komt.
Zeer belangrijk bij het lijmen is de persoonlijke be-scherming. Afhankelijk van het type lijm (zie onderandere voorschriften lijmleverancier) moeten veilig-heidsbrillen, handschoenen en beschermende kledingworden gedragen. Vooral bij het werken met hand-schoenen moet goed worden nagegaan of de te ge-bruiken handschoenen geschikt zijn voor het betref-fende type lijm. Bij een verkeerde combinatie van lijmen handschoen kan het voorkomen dat lijmcomponen-ten door de handschoen dringen, waarbij het contactmet de huid zelfs nog veel intensiever kan zijn dan zon-der gebruik van handschoenen. Dit betekent niet dater dus maar van handschoenen moet worden afgezien,maar dat een verantwoorde keuze uit de typen hand-schoenen moet worden gemaakt. Vele typen hand-schoenen worden als irriterend ervaren, omdat het trans-piratievocht niet wordt afgevoerd. Dan kunnen specialestoffen binnenhandschoenen uitkomst bieden.
Ook bij opslag, vervoer en verwerking, alsmede opslagen afvoer van lijmafval, moeten de betreffende voor-schriften in acht worden genomen. Op het gebied vandeze voorschriften is op het moment van schrijven nogzeer veel ontwikkeling gaande, zodat hiervan geengoed overzicht kan worden gegeven. Raadpleeg hier-voor bijvoorbeeld de Arbeidsinspectie en uw lijmleve-rancier.

36
7.4 WerkplekOp de werkplek zijn eten, drinken en roken uit denboze. Na het uitvoeren van iedere lijmhandeling moetworden nagegaan of er geen contact met lijmcompo-nenten heeft plaatsgevonden, opdat geen besmettingvan later te nuttigen eten en drinken kan plaatsvinden.Gewaakt moet worden voor het wrijven in ogen: bijgebruik van handschoenen merkt men soms niet dater lijm aan de handschoenen zit en kan de lijm hier-door in de ogen worden gewreven!
De werkplek moet zeer schoon worden gehouden. Ingeval van morsen direct de werkplek reinigen. Hoewelsommige werkplaatsen goed bestand zijn tegen inwer-king van lijmen en oplosmiddelen, verdient het aanbe-veling de werkplaats telkens met schoon papier af tedekken.
Na het afpoetsen van gemorste lijm moeten de doekenadequaat worden afgevoerd, soms zelfs als chemischafval. Indien met bij kamertemperatuur uithardendelijmen is gewerkt, dan moeten de doeken in water ofin vlamdovende containers worden afgevoerd, omdatbij het uitharden zoveel warmte kan vrijkomen, dat dedoeken of eventueel aanwezige papierresten vlamkunnen vatten.
Lijm en/of harder welke op kleding is gemorst niet la-ten inwerken en/of uitharden. Kleding direct wisselenen zo mogelijk direct (laten) reinigen.
Gebruik ook bij het reinigen van de apparatuur en dewerkruimte de voorgeschreven reinigingsmiddelen enbeschermende kleding.
7.5 EHBOBij alle EHBO-zaken geldt: neem zelf eventueel noodmaatregelen; roep de hulp in van een gediplomeerd EHBO'er; zoek in geval van twijfel altijd direct contact met
een arts.
Voor iedere lijm moet worden nagegaan welke EHBO-materialen noodzakelijk zijn. In zijn algemeenheid zijndit bijvoorbeeld oogspoelflessen en reinigingsmiddelen.Raadpleeg uw leverancier voor een juiste keuze vanhet reinigingsmiddel.
In geval van contact van lijm met de huid (handen),direct zorgvuldig reinigen. Eerst deppen met tissue endan wassen. Veelal geldt dat wassen met water enzeep de voorkeur verdient. Oplosmiddelen kunnen inde huid dringen, de lijmcomponenten kunnen dan juistversterkt in de huid worden gebracht! Bij het afdrogenvan de handen gebruik maken van wegwerptissues,opdat anderen niet met lijmresten in contact kunnenworden gebracht.
Bij contact met de ogen direct minimaal 10 minutenspoelen, liefst met een speciaal daarvoor bestemdeoogdouche.
Bij inhaleren van dampen zo snel mogelijk naar defrisse lucht gaan. Bij aanhoudende klachten een artsraadplegen.
7.6 Maatregelen per type lijmNogmaals zij gesteld dat voor elk type/merk lijm moetworden nagegaan welke voorschriften en eisen vantoepassing zijn. In deze publicatie wordt met opzetgeen globale beschrijving per type gegeven, omdat degebruiker voor iedere lijm zelf de betreffende eisenmoet opzoeken en aan de verwerker moet doorgeven.Leveranciers van lijmen verstrekken voor elk type lijmeen Veiligheidsinformatieblad (Material Safety DataSheet), met uitgebreide informatie over te treffenmaatregelen.

37
Literatuur
Boeken
- D.A. Adams & C.W. Wake, "Structural AdhesiveJoints in Engineering", Elsevier Applied SciencePublishers, London, 1984.
- "Adhesion International 1987, Proceedings of the10th. Annual Meeting of the Adhesion Society,Inc.", Gordon and Breach, New York, 1988.
- D.M. Brewis & D. Briggs, "Industrial Adhesionproblems", Orbital Press, Oxford, 1985.
- W. Brockmann, L. Dorn & H. Käufer, "Kleben vonKunststoff mit Metall", Springer-Verlag, Berlin,1989.
- C.V. Cagle, "Handbook of Adhesive Bonding",McGraw-Hill, New York, 1982 (Reissue).
- Chemiewinkel Universiteit van Amsterdam,"Lijmwijzer; Brochure over de toxiciteit vanlijmstoffen", De wetenschapswinkel, Amsterdam,1986.
- E.W. Flick, "Handbook of Adhesive Raw Materials",Noyes Data Publications, Park Ridge, 1982.
- G. Habenicht, "Kleben; Grundlagen, Technologie,Anwendungen", Springer-Verlag, Heidelberg, 1986.
- S.R. Hartshorn, "Structural Adhesives; Chemistryand Technology", Plenum Press, New York, 1986.
- W.S. Johnson, "Adhesively bonded Joints: Testing,Analysis and Design; ASTM STP 981", ASTM,Philadelphia, 1988.
- A.J. Kinloch, "Adhesion and Adhesives; Scienceand Technology", Chapmann and Hall, London,1987.
- A.J. Kinloch, "Developments in Adhesives - 2",Applied Science Publishers, London, 1981.
- A.J. Kinloch, "Structural Adhesives; Developmentsin Resins and Primers", Elsevier Applied SciencePublishers, London, 1986.
- A.H. Landrock, "Adhesives Technology Handbook",Noyes Publications, Park Ridge, 1985.
- W.A. Lees, "Adhesives in Engineering Design",Springer-Verlag, Heidelberg, 1984.
- K.L. Mittal, "Adhesive Joints; Formation,Characteristics, and Testing", Plenum Press, NewYork, 1984.
- M.M. Sadek, "Industrial Applications of AdhesiveBonding", Elsevier Applied Science, London, 1987.
- H.R. Sasse, "Adhesion between Polymers andConcrete; Bonding, Protection and Repair",Chapmann and Hall, London, 1986.
- E. Schindel-Bidinelli, "Strukturelles Kleben undDichten", R. Hinterwaldner Verlag, München,1988.
- J. Shields, "Adhesives Handbook", Butterworths,London, 1985 (third edition).
- I. Skeist, "Handbook of Adhesives", Van NostrandReinhold, New York, 1977.
- "Structural Adhesives in Engineering; Proceedingsof the Institution of mechanical Engineers",Mechanical Engineering Publications Limited,London, 1986.
- W.C. Wake, "Adhesion and the Formulation ofAdhesives", Elsevier Applied Science Publishers,London, 1982 (Second Edition).
- W.C. Wake, "Synthetic Adhesives and Sealants;Critical Reports on Applied Chemistry Volume 16",John Wiley & Sons, Chichester, 1987.
- R.F. Wegman, "Surface Preparation Techniques forAdhesive Bonding", Noyes Publications, Park Ridge,1989.
Tijdschriften
- "Adhäsion", Vieweg Verlag / GWV FachverlageGmbH, Wiesbaden.
- "Adhesive Age", Chemical Week Associates, NewYork.
- "European Adhesives & Sealants", DMG WorldMedia UK Ltd, Surrey.
- "International Journal of Adhesion and Adhesives",Elsevier, Amsterdam.
- Journal of Adhesion Science and Technology",VSP, Zeist.

38
Definities
De adhesieve sterkte van een lijmverbinding is desterkte, waarbij breuk optreedt aan het grensvlaktussen de lijm en het materiaal.
De cohesieve sterkte van een lijm is de sterkte, waar-bij breuk optreedt in de lijmen niet aan het grensvlaktussen lijm en materiaal.
De pot-life is de tijd gemeten vanaf het mengen vanbeide componenten tot het punt dat de kleefstof zichnog laat verwerken. Door de hars/harderreactie neemtde viscositeit toe. Voor het bepalen van de pot-lifedient altijd 100 g te worden aangemaakt, daar bijgrotere hoeveelheden meer warmte bij het mengenontstaat, waardoor de pot-life wordt verkort. Na hetverstrijken van de pot-life is geen goede kleefstof-opdracht meer mogelijk.
De opentijd is de tijd gemeten vanaf het mengen vanbeide componenten tot het punt dat de met kleefstofopgebrachte voegdelen nog kunnen worden verlijmd,zonder dat de eindsterkte wordt beïnvloed. Na hetverstrijken van de opentijd is geen goede hechtingmeer te verkrijgen.
De afbindtijd is de tijd gemeten vanaf het mengen vanbeide componenten tot het bereiken van een trek-sterkte van aluminium proefstukken van 1,0 N/mm2.Gedurende de afbindtijd dienen de voegdelen ondercontactdruk te blijven en niet te worden verschoven.Na het bereiken van de afbindtijd kunnen de verlijmdevoegdelen worden getransporteerd of verdere bewer-kingen ondergaan. Bij het heet persen is het belangrijkvoor het verdere bewerken eerst te koelen, omdat desterkte van de lijm lager kan zijn dan bij kamertempe-ratuur.
De uithardingstijd is de tijd vanaf het mengen vanbeide componenten tot het bereiken van de eind-sterkte. Pas na de uithardingstijd kan de verbindingvolledig mechanisch en thermisch worden belast,zoals aangegeven in de technische informatiebladen.
De viscositeit is de mate van vloeibaarheid van eenlijm (lage viscositeit = dunvloeibaar; hoge viscositeit= stroperig).
Thixotropie komt voor bij niet-Newtonse vloeistoffen.De vloeistof wordt dunner naarmate er geroerd wordten dikt weer in bij stilstand.
De MAC-waarde is de maximaal aanvaarde concen-tratie op de werkplek.

39
Overzicht lijmleveranciers en enige veelgebruikte lijmen
bedrijfsnaam plaats telefoon e-mail of website EP PU AC MS CA Cl UV SM
Axitool (Devcon) Barendrecht 0180-691402 [email protected] X
Bostik Findley ‘s-Hertogenbosch 073-6244244 [email protected] X X X X
Bison International Goes 0113-235700 www.bison.nl X X X X X X
Collall Stadskanaal 0599-652190 www.collall.nl X
Edilon Haarlem 023-5319519 [email protected] X X
Eorocol Wormerveer 075-6271600 [email protected] X X X
Eurovite Ede 0318-664555 [email protected] X
Forbo Swift Adhesives Ned. Genderen 0416-358200 [email protected] X X X X
Frencken Fabrieken Weert 0495-583500 [email protected] X X
H.B. Füller Benelux Veenendaal 0318-566000 www.hbfuller.com X
Henkel Nederland Nieuwegein 030-6073911 [email protected] X X X
Huntsman Everberg (B) +3227589211 www.huntsman.com X X X X X
Jowat Nederland Fleringen 0541-670629 [email protected] X X X
Kiezel Benelux Rijen 0161-244600 [email protected] X
Laagland Rotterdam 010-4799399 [email protected] X X X
Loctite Henkel Nieuwegein 030-6073850 www.loctite.com X X X
3M Nederland Zoeterwoude 071-5450450 www.3m.com X X X X X
Mavom Alphen a/d Rijn 0172-436361 [email protected] X X X X X X
National Adhesives Zutphen 0575-582500 www.nationalstarch.com X X X X
Omnicol Hedel 073-5992925 www.omnicol.nl X
Paramelt Heerhugowaard 072-5750600 [email protected] X X X
Permacol Ede 0318-640740 [email protected] X X X X
Ruplo Ten Boer 050-3022702 [email protected] X X X X X
Saba Dinxperlo Dinxperlo 0315-658999 b&[email protected] X X
Secoa Dordrecht 078-6514400 [email protected] X
Sika Nederland Utrecht 030-2410120 [email protected] X
Siko Hengelo (Ov) 0575-462025 [email protected] X X X
Soudal Turnhout (B) +3214424231 www.soudal.com X X X X
Vitabond Holland Sliedrecht 0184-495740 [email protected] X
EP=Epoxy; PU=Polyurethaan; AC=Acrylaat; MS=Modified Silyl; CA=Cyanoacrylaat; Cl=Contact lijm; UV=onder UV of blauw lichtuithardende lijm, SM=Smeltlijm

40
Trefwoordenregister
acrylaatlijm 2.2.5, 2.2.7, 3.5, 3.6, 4.1, 4.2, 4.4, 5adhesie 1.2, 3.10.1, 3.10.2anaërobe lijm 2.2.7, 3.6, 3.7, 4.2, 5apolair 3.1, 3.6, 3.8, 3.9, 3.10.3, 3.14, 4.8applicatie 1.4, 3.1, 3.6
bindmiddel 2.1, 2.2.7, 3.17, 4.1, 4.3, 4.8
cohesie 1.2, 3.3, 6.2, 6.2.1constructie 1.4, 3.6, 3.9, 3.10.2, 3.17, 5, 6.1.2contactlijm 2.2.4, 2.2.7, 3.3, 3.4, 5cyanoacrylaatlijm 2.2.7, 3.8, 5
diffusie 3.4, 3.17dispergeermiddel 4.10dispersielijm 2.1, 2.2.7, 2.2.8, 3.1, 3.10, 5drukgevoelige lijmen 3.4, 3.5
epoxy 2.1, 2.2.3, 2.2.4, 2.2.7, 2.2.10, 3.6, 3.9, 3.10.2, 3.16, 4.1, 4.2, 5, 6.1
fenollijmen 2.2.7, 3.13
harder 2.2.5, 2.2.7, 3.4, 3.6, 3.9, 3.10.1, 3.10.2, 3.16, 4.1, 4.2, 4.4, 5, 6.1.1, 7.4hars 2.2.5, 2.2.7, 3.1, 3.2, 3.4, 3.6, 3.7, 3.9, 3.10.1, 3.10.2, 3.16, 4.1, 4.2, 4.3, 4.4, 5hechtverbeteraar 4.3, 4.8
initiator 2.2.5, 2.2.7, 3.6, 3.8, 4.1, 5
katalysator 4.2, 4.4kleefband 2.2.6, 2.2.7, 3.5, 5kleeflijm 2.2.7koudhardende lijm 2.2.7, 3.9, 3.13kruip 3.2, 3.3, 3.4, 3.5, 3.6, 4.7kwaliteitszorg 1.5
lassen 1.1, 1.2, 3.11lijmkeuze 1.4, 3.3, 5
MAC-waarden 3.10.1, 3.10.2, 3.10.3, 7.2mengen (van de lijm) 1.5, 2.2.5, 2.2.7, 3.9, 3.10.2, 3.6, 5, 6.1.1, 6.1.2, 7.3milieu 1.1, 1.4, 2.2.9, 3.1, 3.3, 3.17, 5, 6.1MS polymeer 2.2.4, 2.2.7, 2.2.10, 3.16, 5
oplosmiddel(en) 2.1, 2.2.7, 2.2.8, 2.2.9, 3.1, 3.2, 3.3, 3.4, 3.5, 3.7, 3.8, 3.9, 3.10, 3.10.1, 3.10.2, 3.10.3, 3.13, 3.17, 4.6, 4.8, 4.9, 4.11, 5, 6.1.1, 6.2.2, 7.1, 7.2, 7.3, 7.4, 7.5
oplosmiddellijm 2.2.7, 2.2.8, 3.4, 5
polariteit 3.6polyurethanen 2.2.3, 2.2.4, 2.2.7, 3.6polyurethaanlijm 3.10, 3.10.1, 3.10.2, 4.1, 4.2, 5primer 3.8, 3.9, 3.10.1, 3.10.2, 3.12, 3.14, 3.16, 3.17, 4.8, 6.11PUR 2.2.7, 3.1, 3.10.1, 3.10.2, 3.10.3PVC(-plastisol) 2.2.7, 3.5, 3.7, 3.11, 5
reactieve (smelt)lijmen 2.2.7, 2.2.10, 3.2, 3.9reactiveren 3.3, 3.4
seconden(lijm) 2.1, 2.2.7, 3.2, 3.6, 3.8, 3.10.3, 5silaan 2.2.10, 4.8siliconen(lijm) 2.2.3, 2.2.4, 2.2.7, 3.5, 3.6, 3.8, 3.14, 5stabilisator 3.8, 3.11, 3.17, 4.5
temperatuur 1.1, 2.2.4, 2.2.5, 2.2.7, 3.1, 3.2, 3.3, 3.4, 3.5, 3.6, 3.7, 3.8, 3.9, 3.10, 3.10.2, 3.10.3, 3.11,3.13, 3.14, 3.15, 3.16, 3.17, 4.3, 4.6, 5, 6.1.1, 6.2, 6.2.1, 6.2.2, 6.2.3, 7.2
testen 1.4, 1.5, 3.11, 3.17thermohardend(e) 2.2.4, 3.9, 3.12, 3.13, 4.3, 4.11, 5, 6.3.4thermoplastische 2.2.4, 3.4, 3.5, 3.6, 3.7, 3.9, 3.13
uitharden (van de lijm) 1.4, 1.5, 2.1, 2.2.7, 3.1, 3.6, 3.7, 3.8, 3.9, 3.13, 3.14, 3.15, 4.11, 5, 7.3, 7.4ureumformaldehyde 2.2.3, 2.2.7, 3.12, 5
verbinden, mechanisch 1.1, 1.3, 2.2.7, 3.3, 3.8, 3.9, 3.10.2, 3.15, 5verbinding, eisen aan 1.1, 1.3verbindingstechnieken 1.1, 1.2, 1.3, 7.1verdunningsmiddel 4.11verharder 2.2.4, 3.17, 4.2, 6.1.1vernetter 2.2.4, 3.1, 3.14, 4.3versneller 3.6, 3.10.2, 3.12, 3.13, 3.14, 4.1, 4.2, 4.4, 5vochtuithardend 2.2.7,voorbehandeling 1.1, 1.4, 1.5, 3.1, 3.4, 3.5, 3.6, 3.8, 3.9, 3.10.1, 3.10.2, 3.10.3, 3.13, 3.14, 3.16, 3.17, 4.8, 5, 7.1, 7.2vulstoffen 3.10.2, 3.11, 3.17, 4.6, 6.3.4
warmhardende lijm 2.2.4, 2.2.7watergedragen lijm 2.2.9weekmaker 3.4, 3.10, 3.11, 4.7witte lijm 2.1, 2.2.8, 3.1