Nauwkeurigheid van sledeverplaatsingen in gereedschapmachines ...
36
Mikro Mikro niek niek VAKBLAD OVER PRECISIETECHNOLOGIE JAARGANG 44 - NUMMER 6 Nauwkeurigheid van sledeverplaatsingen in gereedschapmachines • Uitreiking Rien Koster-prijs aan Riné Dona • Microcontact Waveprinten;LCD’s en IC’s printen op een A4’tje • Ultrasone piëzomotoren regelen • Simulatie;een vaste plaats in ieder pro- ductieproces • Geluid en trillingen als storingsbron • Dietzel volgt Schellekens op MIKRONIEK IS HET OFFICIËLE ORGAAN VAN DE NVPT
-
Upload
phungquynh -
Category
Documents
-
view
217 -
download
1
Transcript of Nauwkeurigheid van sledeverplaatsingen in gereedschapmachines ...
M i k r oM i k r o n i e kn i e kVA K B L A D OV E R P R E C I S I E T E C H N O L O G I E J A A R G A N G 4 4 - N U M M E R 6
Nauwkeurigheid van sledeverplaatsingen in gereedschapmachines • Uitreiking Rien
Koster-prijs aan Riné Dona • Microcontact Waveprinten; LCD’s en IC’s printen op een
A4’tje • Ultrasone piëzomotoren regelen • Simulatie; een vaste plaats in ieder pro-
ductieproces • Geluid en trillingen als storingsbron • Dietzel volgt Schellekens op
MIKRONIEK IS HET OFFICIËLE ORGAAN VAN DE NVPT
00_omslag_nr6_2004 14-12-2004 15:44 Pagina I
00_omslag_nr6_2004 14-12-2004 15:44 Pagina II

5
13
14
19
23
26
313233
34
Nauwkeurigheid van sledeverplaatsingen in gereedschapmachinesBewerkingscentra worden efficiënter en krachtiger. Dat brengt metzich mee dat de snelheden en versnellingen van de sleden toene-men. Daarnaast worden de producttoleranties kleiner. En er wordensteeds hogere eisen gesteld aan de aandrijvingen.
Uitreiking Rien Koster-prijs aan Riné DonaTijdens de Precisiebeurs te Veldhoven werd aan Riné Dona de RienKoster-Prijs uitgereikt.
Microcontact Waveprinten; LCD’s en IC’s printen op een A4’tjeDe trend in de techniek vraagt om nauwkeurigere bewerkingen oversteeds grotere oppervlakten tegen lagere kosten. Deze trend geldtook voor het printen.
Ultrasone piëzomotoren regelenHet gebruik van piëzotechnologie als actuator staat nogin de kinderschoenen. Hoewel de mogelijkheden indruk-wekkend zijn, laat acceptatie nog op zich wachten.
Simulatie; een vaste plaats in ieder produc-tieprocesAan de totstandkoming van ieder product gaat eenproces van vallen en opstaan vooraf. De producent wil dat procesmeer een proces maken van opstaan, zonder vallen.
Geluid en trillingen als storingsbronTrillingen en geluid. Ze kunnen ons precisietechnologische ontwerpbeïnvloeden.Tijd dus voor een themadag over de theorie van geluiden trillingen en over technieken om hun invloed te onderdrukken.
Persberichten
NVPT nieuws
Dietzel volgt Schellekens opProf.dr.ir.Schellekens heeft op 3 december jl. zijn afscheidscollegegegeven aan de TU Eindhoven. Zijn opvolger is prof.dr. A.H. Dietzel.
Kennis van elkanders kunnen
6 In dit nummerIn dit nummer
Rubriek
Mik
ro
nie
k
-
20
04
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 43
Vakblad voor precisietechnologie en fijnme-chanische techniek en orgaan van de NVPT.Mikroniek geeft actuele informatie over tech-nische ontwikkelingen op het gebied vanmechanica, optica en elektronica.Het blad wordt gelezen door functionarissendie verantwoordelijk zijn voor ontwikkelingen fabricage van geavanceerde fijnmechani-sche apparatuur voor professioneel gebruik,maar ook van consumentenproducten.
UitgaveTwin Design bvPostbus 3174100 AH CulemborgTelefoon: 0345-470500Fax: 0345-470570E-mail: [email protected]
UitgeverAndries Harshagen / Marije Roefs
AbonnementenTwin Design bv, Culemborg
AbonnementskostenNederland: € 55,- per jaar ex BTWBuitenland: € 70,- per jaar ex BTW
HoofdredactieMarije RoefsE-mail: [email protected]
Redactiesecretariaat/eindredactieMarije Roefs en Anne-Marie MaatkampTwin Design bvE-mail: [email protected]
Advertentie-acquisitieWaterfront mediaMarco HaanTel: 078-630-5500
Secretariaat NVPTBoerhaavelaan 40Postbus 1902700 AD ZoetermeerTel: 079-35 31 151Fax: 079-35 31 365E-mail: [email protected]
Vormgeving en realisatieTwin Design bv, Culemborg
Mikroniek verschijnt zes maal per jaar© Niets van deze uitgave mag overgenomenof vermenigvuldigd worden zonder nadruk-kelijke toestemming van de redactie.
ISSN 0026-3699
De coverfoto is beschikbaar gesteld doorPhilips CFT.
03_Inhoud_nr6_2004 14-12-2004 15:31 Pagina 3
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 4
edit
ori
alHet jaar is bijna voorbij, tijd even stil te staan om terug te blikken envooruit te kijken.
Er was dit jaar meer economische activiteit dan vorig jaar. Dat was temerken op de Precisiebeurs afgelopen november. De beurs, georganiseerdin samenwerking met het Mikrocentrum, was groter dan allePrecisiebeurzen tot nu toe. Als NVPT hebben we voor sprekers gezorgd,was Mikroniek weer de beursspecial en was er weer een Rien Koster-prijs. Riné Dona mag de wisseltrofee de komende twee jaar in zijn bezithebben. Gefeliciteerd. Volgend jaar natuurlijk weer een Precisiebeurs, danzonder oeuvreprijs, maar met, en dat is nieuw, een prijs voor een veelbe-lovende jonge starter!
Na de officiële eerste muisklik tijdens de ALV door Lou Hulst van hetIOP hebben we precisieportaal.nl gelanceerd. Er is veel belangstellingvoor de website -meer dan duizend bezoekers per week- en nog belangrij-ker: 70 procent van de bezoekers komt terug! We hebben de website niet alleen willen beperken tot ons eigen vakge-bied. Samen met IOP, STW en onze zustervereniging Fotonica, hebbenwe gezorgd voor een grote diversiteit in de circa vijfhonderd artikelen enmeer dan vijfhonderd links op het gebied van onder andere micro-sys-teemtechnologie, control, chemische technologie, optica en medischetechnologie die op de website te vinden zijn. Dus surft u nog eens langsin 2005.
Verder kijken dan ons eigen vakgebied hebben we ook gedaan door mid-del van de themadag ‘Precisietechnologen maken kennis met Medici’.Met meer dan honderd bezoekers en meer dan 25 stands is het een succesdat in 2005 navolging verdient, bijvoorbeeld door ‘Precisietechnologenmaken kennis met Agro-food’ of ‘Transport’. Disruptieve innovaties vin-den namelijk daar plaats waar verschillende vakgebieden elkaar ontmoe-ten! Het zijn innovaties waar het Nederlandse bedrijfsleven zich mee kanonderscheiden van de concurrentie of zelfs geheel nieuwe markten meekan ontginnen.
Dergelijke innovaties zouden zeer wel voort kunnen komen uit de volgen-de ronde van het IOP Precisietechnologie, dat dit jaar van start is gegaan.Mocht u interesse hebben in één van de projecten, dan kunt u contactopnemen met het IOP om plaats te nemen in de betreffende begeleidings-commissie.
Het gaat goed met de NVPT! In 2005 willen we deze en andere activitei-ten voortzetten en uitbouwen. We hopen u dan ook weer tegen te komenergens in Nederland Precisieland.
Pieter KappelhofSecretaris NVPT
De NVPT wenst uprettige kerstdagen eneen voorspoedig 2005
04_editorial_nr6_2004 14-12-2004 15:31 Pagina 4
V
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 45
BewegingsmechanismenOndanks de grote variatie aan CNC-gereedschapmachinesis de uitvoering van de sledeaandrijving min of meergestandaardiseerd. Een schroefspil met kogelmoer zorgtvoor de omzetting van de rotatie van de servomotoras in eentranslatie. De lagering van de schroefspil neemt de axialekrachten van de werkstukslede op. Servomotor en schroef-spil zijn meestal direct gekoppeld, maar bij ruimtegebrekworden er ook wel tandriemen toegepast. Voor het bepalenvan de sledepositie zijn twee meetprincipes mogelijk: direct
HEIDENHAIN
• Jan Braasch (vertaling en bewerking Frans Zuurveen) •
Vroeger voldeed het puur geometrisch vaststellen van denauwkeurigheid van een gereedschapmachine volgens - bijvoorbeeld - de overbekende Schlesinger-normen.Tegenwoordig zijn testen met een meer dynamisch karakternoodzakelijk, zoals rondheidsmetingen en thermisch onder-zoek - bijvoorbeeld volgens ISO/DIS 230-3. Hierna zal blij-ken dat thermische fouten bij sledebewegingen, zie afbeel-ding 1, een grote rol spelen. Maar we zullen zien dat het toe-passen van de meest geschikte methode van positiebepalingdie fouten voor een belangrijk deel kan onderdrukken.
Bewerkingscentra worden voortdurend efficiënter en krachtiger. Dat is nodig omdat de
markt vraagt om kortere bewerkingstijden per product. Dat brengt met zich mee dat de
snelheden en versnellingen van de sleden toenemen. Daarnaast worden de producttoleran-
ties steeds kleiner. En er worden steeds hogere eisen gesteld aan de aandrijvingen: langere
levensduur en geringere geluidsproductie. Dat alles betekent dat een producent van
gereedschapmachines steeds meer aandacht moet schenken aan het ontwerp van de
bewegingsmechanismen. In dit artikel worden de positioneerfouten van de sleden nader
beschouwd en vergeleken met andere afwijkingen in gereedschapmachines [1].
Nauwkeurigheid vansledeverplaatsingen ingereedschapmachines
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 5

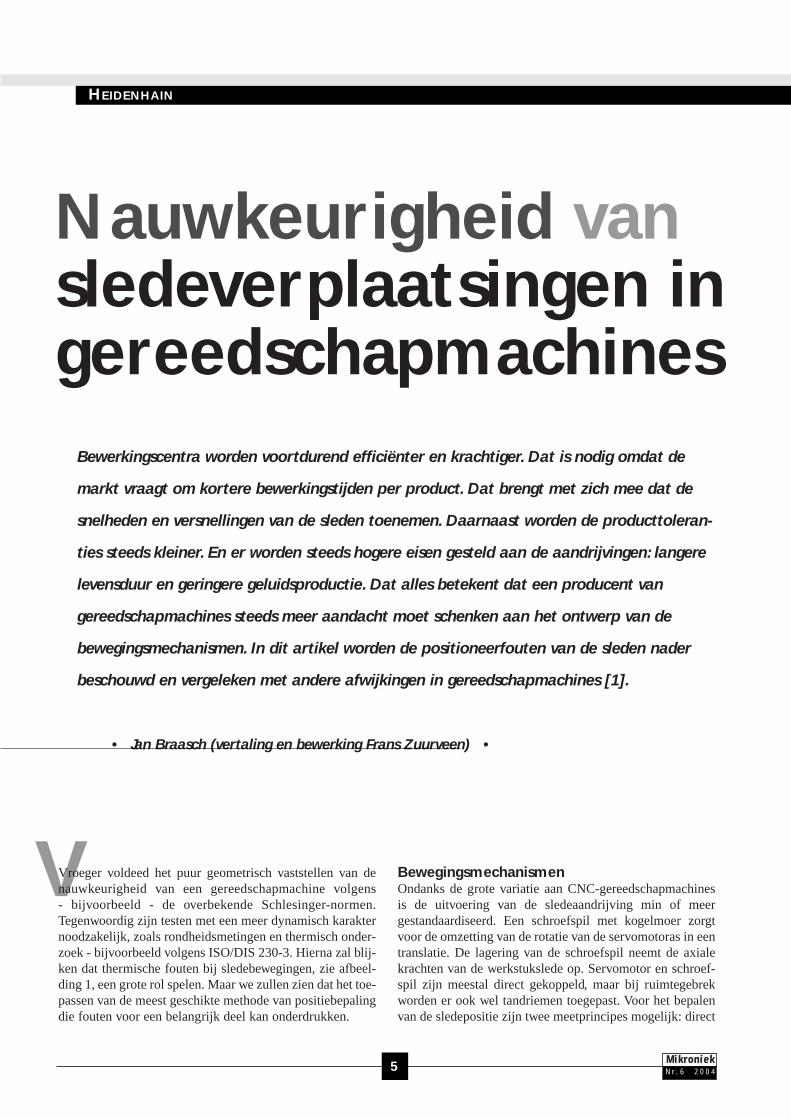
via lengtemeting op de slede of indirect via een hoekenco-der op de schroefspil.
Bij indirecte positiebepaling met een hoekencoder omvat deregelkring alleen de servomotor (stippellijn in afbeelding 2).Dat wil zeggen dat de positie indirect via de rotor van deservomotor wordt geregeld. Dat vraagt om een reproduceer-baar - en bekend - gedrag van de overbrenging van motornaar slede. Daarom is directe positiebepaling met een meet-systeem op de slede te prefereren. De regelkring in afbeel-ding 2 omvat dan het gehele mechanisme, zodat fouten in deoverbrenging worden gecompenseerd. Het wezenlijke ver-schil tussen het directe en indirecte meetsysteem is dat inhet eerste geval de verdeling op demeetliniaal als maatstaf fungeert ter-wijl dat in het tweede geval de spoedvan de schroefspil is, met de hoeken-coder als interpolatiehulp.
Kinematische foutenHet is verleidelijk te kiezen voor deindirecte methode omdat servomoto-ren met geïntegreerde hoekencoderbeschikbaar zijn, zodat een goedkoopaandrijf- en meetsysteem ontstaat.Maar goedkoop kan ook duurkoopbetekenen, want diverse foutenbron-nen maken zo’n aandrijving - zeker naenige tijd - onnauwkeurig.Kinematische foutenbronnen zijnspoedfouten in de spil, speling in hetmechanisme en vermogensverlies doorvoorspanning in de kogelmoer. Detwee laatste veroorzaken omkeerspe-ling (Umkehrspanne): positieverande-ring bij omkeren van de bewegings-richting (afbeelding 3).
Deformatie door krachtenBij de indirecte methode ontstaat er verschil tussen degemeten en werkelijke sledepositie door vervorming alsgevolg van massa-, verspanings- en wrijvingskrachten. Destijfheid van een indirect aanzetmechanisme met een spil-diameter van 40 mm en een afstand van 500 mm tussenmoer en vast lager bedraagt 100 tot 200 N/µm. Bij een sle-demassa van 500 kg en een - matige - versnelling van 4 m/s2
zijn vervormingen van 10 tot 20 µm gemeten.Verspaningskrachten - in de ordegrootte van enkele kN’s -werken op het gehele machineframe en hebben een beperk-te invloed op de sledepositie, zeker als er met een ondiepesnede wordt nabewerkt (schlichten). Wrijvingskrachtenbedragen bij rolgeleidingen 1 tot 2 % en bij glijlagering 3 tot
12 % van de normaalkrachten. De daardoor veroorzaaktepositioneerfouten liggen tussen 0,25 en 6 µm. De invloedvan snelheids- en versnellingsafhankelijke fouten wordt dui-delijk geïllustreerd door afbeelding 4.
Thermische effectenBij indirecte bepaling van de sledepositie is opwarming vande schroefspil het grootste probleem. Dat heeft vooral temaken met de dubbele functie van de spil: meten van depositie en omzetten van draaiende in lineaire beweging.Daarom moet er een compromis worden gevonden bij hetinstellen van de voorspanning van de kogelmoer. Hoge stijf-heid vraagt om veel voorspanning, maar daardoor wordt er
meer warmte ontwikkeld, zodat despil meer uitzet. Daarentegen vereistnauwkeurig meten weinig voorspan-ning.
WarmtebronDe kogelmoer is de belangrijkstewarmtebron in de aandrijving, wanthet ideaalbeeld van rollende kogelskomt niet overeen met de werkelijk-heid. Er treedt ook glijdende wrij-ving op: micro- en macroslip.Microslip ontstaat in het contactge-bied van kogel en loopbaan.Macroslip is het gevolg van de tui-melende beweging van de kogels, tevergelijken met het gedrag van rol-lende tennisballen in een goot. Daarkomt nog de onderlinge wrijving vande kogels bij, aangezien een kogel-kooi ontbreekt. En verder treedt erwrijving op omdat de opgedrongenafroldiameter niet loodrecht staat opde draaiingsas, zoals dat ook hetgeval is bij schouderkogellagers.
Een ander probleemgebied is het terugvoerkanaal van dekogelmoer. Daarin moet de bewegingsenergie van de metmaximaal 8000 omw/min draaiende kogel worden opgeno-men bij de invoer en weer toegevoerd bij het uittreden. Dekogels staan bij de terugloop niet onder voorspanning zodatdat kanaal uit energetisch oogpunt de voorkeur heeft. Dusworden de kogels aan het eind van het kanaal opgestuwd,wat kan betekenen dat de moer vastloopt.
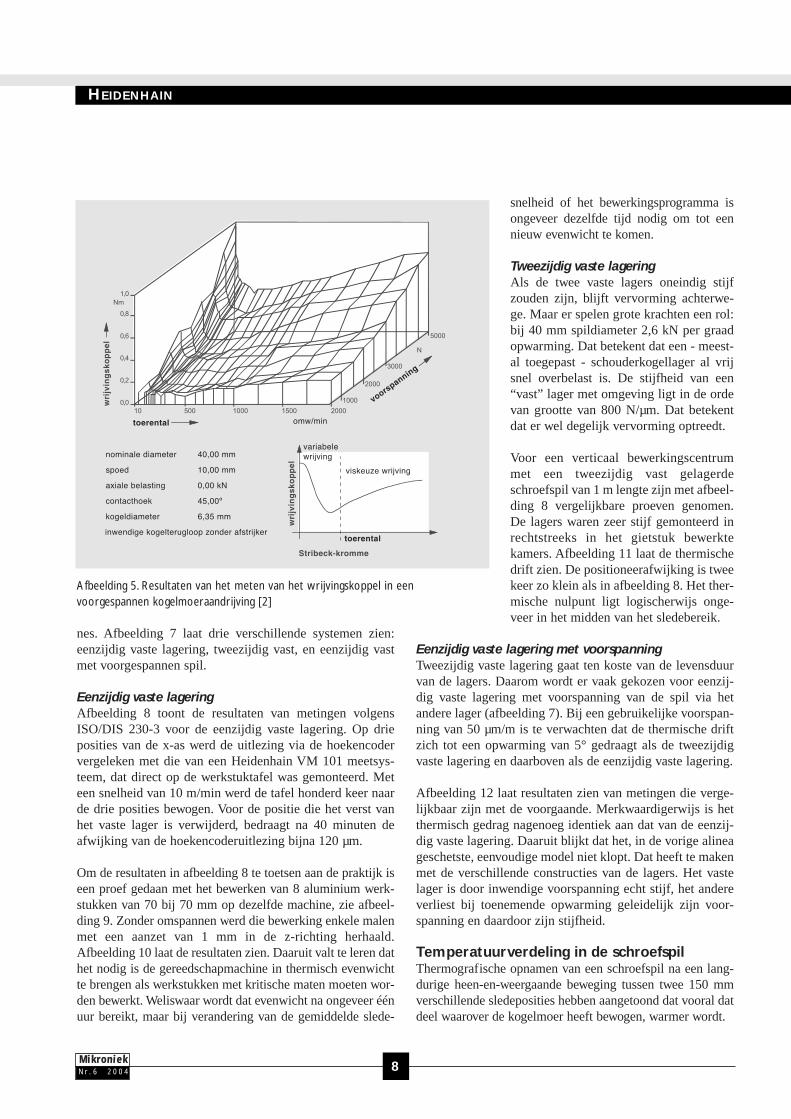
WrijvingskoppelAfbeelding 5 toont het resultaat van metingen van het wrij-vingskoppel in een precisie-kogelmoeraandrijving met eendiameter van 40 en een spoed van 10 mm [2]. Het Stribeck-
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 6
HEIDENHAIN
Afbeelding 1. Sledeaandrijving van een freesmachine
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 6
karakter van de grafiek bewijst het optreden van veel glij-dende wrijving bij lage toerentallen. Bij hoge toerentallendomineert viskeuze wrijving. De toerentallen die horen bijaanzetsnelheden zijn lager dan die voor het laagste wrij-vingskoppel. Daarentegen liggen de toerentallen voor ijl-gang ver boven dat minimum. Het optimale rendementwordt dus niet benut.
Bij een typische voorspanning van 3 kN ligt het wrijvings-koppel zonder belasting en zonder kogelafstrijker tussen 0,5en 1 N.m. Dat betekent dat er tijdens ijlgang bij 2000omw/min ongeveer 100 tot 200 W aan wrijvingswarmte ont-staat. Als een nog hogere snelheid is vereist, moet òf despoed òf het toerental worden verhoogd. De laatste vijf jaaris het maximale toerental van kogelmoeraandrijvingeninderdaad nagenoeg verdubbeld, maar de voorspanning kon - vanwege de eisen aan nauwkeurigheid en sledever-snelling - niet worden verminderd. Dus is de warmteont-wikkeling nog verder toegenomen, en zal in de toekomstzeker verder stijgen.
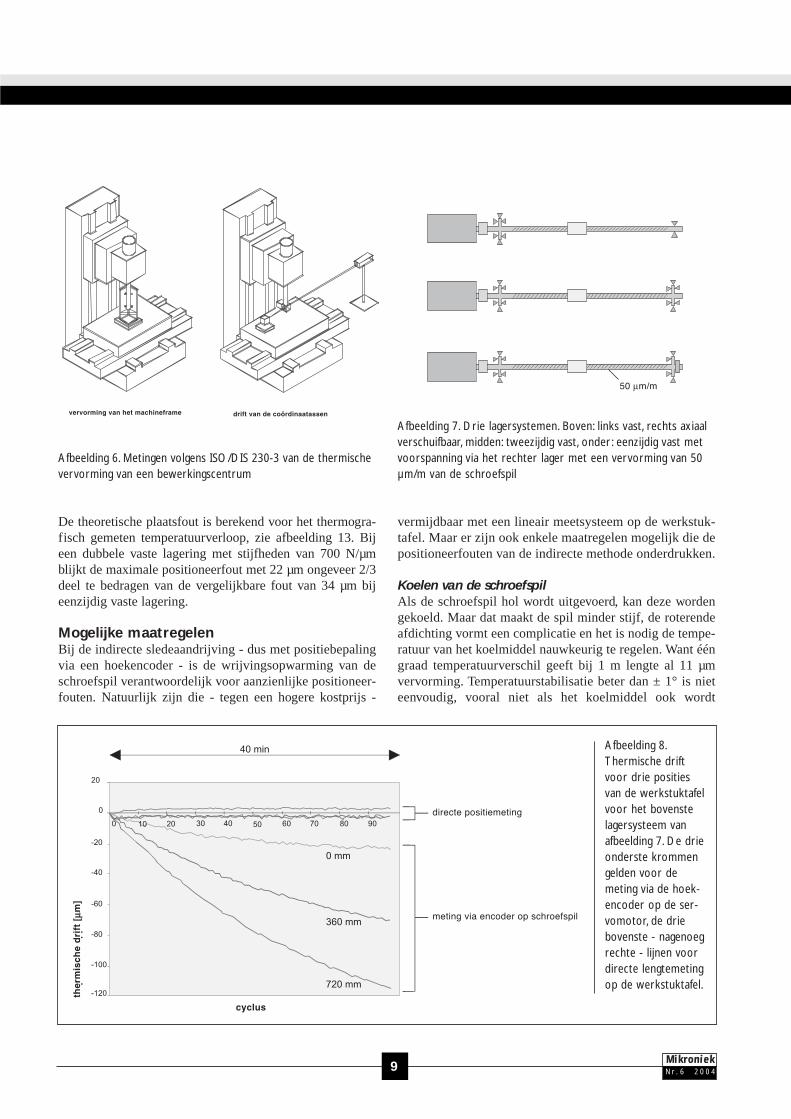
Meting van de nauwkeurigheidDe nieuwe norm ISO/DIS 230-3 geeft richtlijnen voor hetmeten van de nauwkeurigheid van draai- en freesmachinesonder invloed van in- en externe warmtebronnen, zie afbeel-ding 6. De thermische vormverandering van het machinefra-me wordt in vijf coördinaatrichtingen gemeten met opnemerstegen een meetcilinder die in de hoofdspindel is geklemd.
De sledebewegingen worden gecontroleerd door herhaald tepositioneren op de twee uitersten van ieder bewegingbereik,bij een bepaald percentage van de ijlgangsnelheid. Eenextern meetapparaat meet de positioneerverandering totdater een thermisch evenwicht is bereikt. Als meetapparaat iseen laserinterferometer te prefereren, maar ook meetklok-ken zijn bruikbaar. Zulke testen zijn dus ook uitvoerbaar ineen werkplaatsomgeving.
Thermische invloed van de lageringOnderzocht is welke invloed de uitvoering van de spillage-ring heeft op het thermisch gedrag van gereedschapmachi-
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 47
Afbeelding 2. Slede-aandrijfsysteem van een CNC-machine met lengtemeting en hoekencoder. Bij directe positiemeting op de sledemaakt deze meting deel uit van de totale regelkring
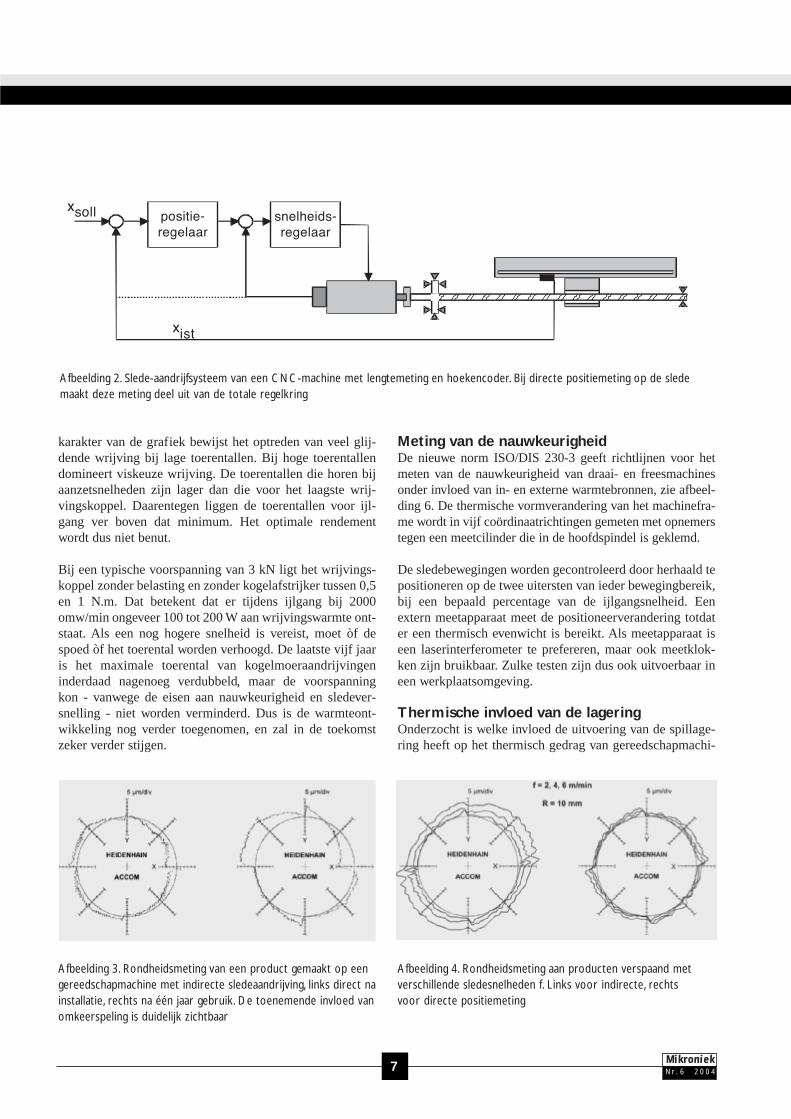
Afbeelding 3. Rondheidsmeting van een product gemaakt op eengereedschapmachine met indirecte sledeaandrijving, links direct nainstallatie, rechts na één jaar gebruik. De toenemende invloed vanomkeerspeling is duidelijk zichtbaar
Afbeelding 4. Rondheidsmeting aan producten verspaand metverschillende sledesnelheden f. Links voor indirecte, rechtsvoor directe positiemeting
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 7
nes. Afbeelding 7 laat drie verschillende systemen zien:eenzijdig vaste lagering, tweezijdig vast, en eenzijdig vastmet voorgespannen spil.
Eenzijdig vaste lageringAfbeelding 8 toont de resultaten van metingen volgensISO/DIS 230-3 voor de eenzijdig vaste lagering. Op drieposities van de x-as werd de uitlezing via de hoekencodervergeleken met die van een Heidenhain VM 101 meetsys-teem, dat direct op de werkstuktafel was gemonteerd. Meteen snelheid van 10 m/min werd de tafel honderd keer naarde drie posities bewogen. Voor de positie die het verst vanhet vaste lager is verwijderd, bedraagt na 40 minuten deafwijking van de hoekencoderuitlezing bijna 120 µm.
Om de resultaten in afbeelding 8 te toetsen aan de praktijk iseen proef gedaan met het bewerken van 8 aluminium werk-stukken van 70 bij 70 mm op dezelfde machine, zie afbeel-ding 9. Zonder omspannen werd die bewerking enkele malenmet een aanzet van 1 mm in de z-richting herhaald.Afbeelding 10 laat de resultaten zien. Daaruit valt te leren dathet nodig is de gereedschapmachine in thermisch evenwichtte brengen als werkstukken met kritische maten moeten wor-den bewerkt. Weliswaar wordt dat evenwicht na ongeveer éénuur bereikt, maar bij verandering van de gemiddelde slede-
snelheid of het bewerkingsprogramma isongeveer dezelfde tijd nodig om tot eennieuw evenwicht te komen.
Tweezijdig vaste lageringAls de twee vaste lagers oneindig stijfzouden zijn, blijft vervorming achterwe-ge. Maar er spelen grote krachten een rol:bij 40 mm spildiameter 2,6 kN per graadopwarming. Dat betekent dat een - meest-al toegepast - schouderkogellager al vrijsnel overbelast is. De stijfheid van een“vast” lager met omgeving ligt in de ordevan grootte van 800 N/µm. Dat betekentdat er wel degelijk vervorming optreedt.
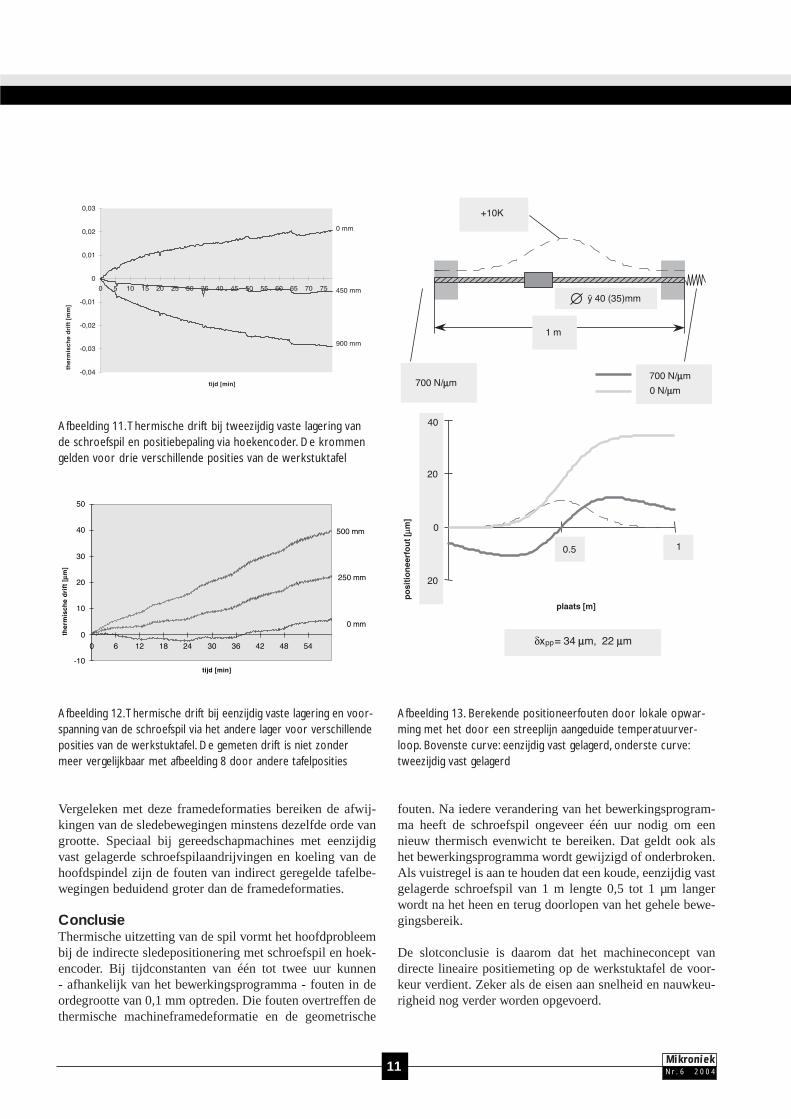
Voor een verticaal bewerkingscentrummet een tweezijdig vast gelagerdeschroefspil van 1 m lengte zijn met afbeel-ding 8 vergelijkbare proeven genomen.De lagers waren zeer stijf gemonteerd inrechtstreeks in het gietstuk bewerktekamers. Afbeelding 11 laat de thermischedrift zien. De positioneerafwijking is tweekeer zo klein als in afbeelding 8. Het ther-mische nulpunt ligt logischerwijs onge-veer in het midden van het sledebereik.
Eenzijdig vaste lagering met voorspanningTweezijdig vaste lagering gaat ten koste van de levensduurvan de lagers. Daarom wordt er vaak gekozen voor eenzij-dig vaste lagering met voorspanning van de spil via hetandere lager (afbeelding 7). Bij een gebruikelijke voorspan-ning van 50 µm/m is te verwachten dat de thermische driftzich tot een opwarming van 5° gedraagt als de tweezijdigvaste lagering en daarboven als de eenzijdig vaste lagering.
Afbeelding 12 laat resultaten zien van metingen die verge-lijkbaar zijn met de voorgaande. Merkwaardigerwijs is hetthermisch gedrag nagenoeg identiek aan dat van de eenzij-dig vaste lagering. Daaruit blijkt dat het, in de vorige alineageschetste, eenvoudige model niet klopt. Dat heeft te makenmet de verschillende constructies van de lagers. Het vastelager is door inwendige voorspanning echt stijf, het andereverliest bij toenemende opwarming geleidelijk zijn voor-spanning en daardoor zijn stijfheid.
Temperatuurverdeling in de schroefspilThermografische opnamen van een schroefspil na een lang-durige heen-en-weergaande beweging tussen twee 150 mmverschillende sledeposities hebben aangetoond dat vooral datdeel waarover de kogelmoer heeft bewogen, warmer wordt.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 8
HEIDENHAIN
Afbeelding 5. Resultaten van het meten van het wrijvingskoppel in een voorgespannen kogelmoeraandrijving [2]
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 8
De theoretische plaatsfout is berekend voor het thermogra-fisch gemeten temperatuurverloop, zie afbeelding 13. Bijeen dubbele vaste lagering met stijfheden van 700 N/µmblijkt de maximale positioneerfout met 22 µm ongeveer 2/3deel te bedragen van de vergelijkbare fout van 34 µm bijeenzijdig vaste lagering.
Mogelijke maatregelenBij de indirecte sledeaandrijving - dus met positiebepalingvia een hoekencoder - is de wrijvingsopwarming van deschroefspil verantwoordelijk voor aanzienlijke positioneer-fouten. Natuurlijk zijn die - tegen een hogere kostprijs -
vermijdbaar met een lineair meetsysteem op de werkstuk-tafel. Maar er zijn ook enkele maatregelen mogelijk die depositioneerfouten van de indirecte methode onderdrukken.
Koelen van de schroefspilAls de schroefspil hol wordt uitgevoerd, kan deze wordengekoeld. Maar dat maakt de spil minder stijf, de roterendeafdichting vormt een complicatie en het is nodig de tempe-ratuur van het koelmiddel nauwkeurig te regelen. Want ééngraad temperatuurverschil geeft bij 1 m lengte al 11 µmvervorming. Temperatuurstabilisatie beter dan ± 1° is nieteenvoudig, vooral niet als het koelmiddel ook wordt
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 49
Afbeelding 6. Metingen volgens ISO/DIS 230-3 van de thermischevervorming van een bewerkingscentrum
Afbeelding 8.Thermische driftvoor drie positiesvan de werkstuktafelvoor het bovenstelagersysteem vanafbeelding 7. De drieonderste krommengelden voor demeting via de hoek-encoder op de ser-vomotor, de driebovenste - nagenoegrechte - lijnen voordirecte lengtemetingop de werkstuktafel.
Afbeelding 7. Drie lagersystemen. Boven: links vast, rechts axiaalverschuifbaar, midden: tweezijdig vast, onder: eenzijdig vast metvoorspanning via het rechter lager met een vervorming van 50µm/m van de schroefspil
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 9
gebruikt voor temperatuurstabilisatie van de hoofdspindelmet lagering.
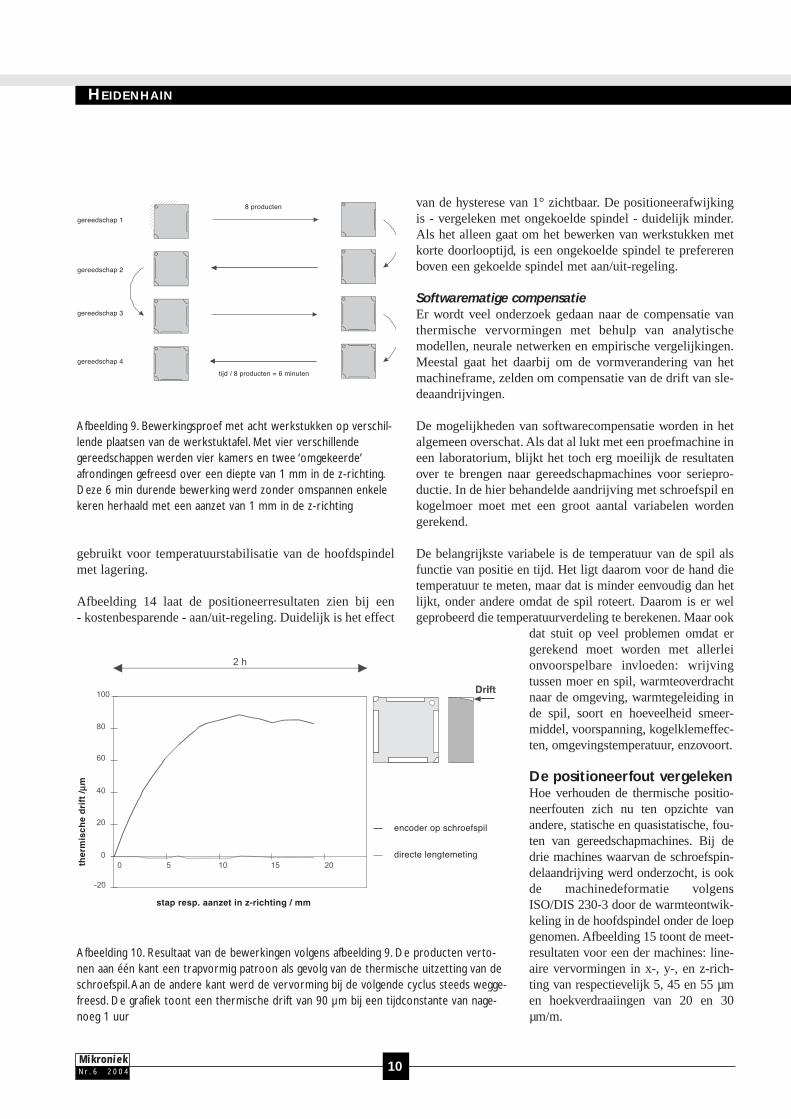
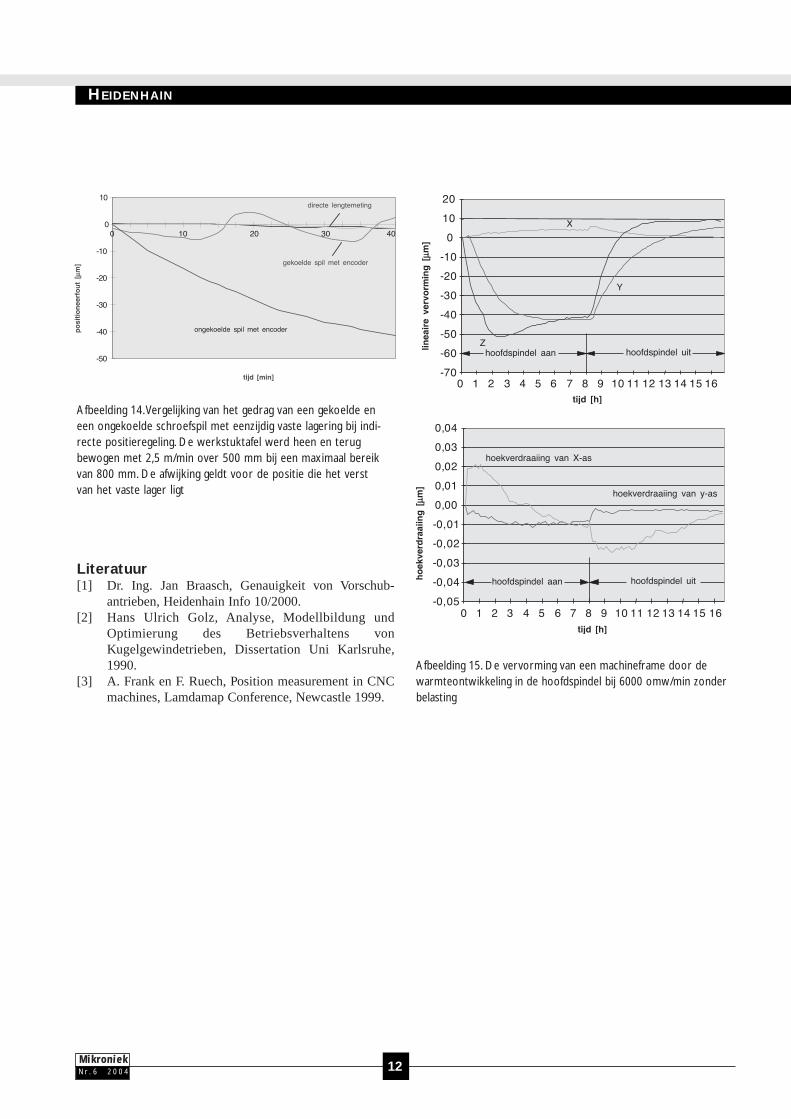
Afbeelding 14 laat de positioneerresultaten zien bij een - kostenbesparende - aan/uit-regeling. Duidelijk is het effect
van de hysterese van 1° zichtbaar. De positioneerafwijkingis - vergeleken met ongekoelde spindel - duidelijk minder.Als het alleen gaat om het bewerken van werkstukken metkorte doorlooptijd, is een ongekoelde spindel te prefererenboven een gekoelde spindel met aan/uit-regeling.
Softwarematige compensatieEr wordt veel onderzoek gedaan naar de compensatie vanthermische vervormingen met behulp van analytischemodellen, neurale netwerken en empirische vergelijkingen.Meestal gaat het daarbij om de vormverandering van hetmachineframe, zelden om compensatie van de drift van sle-deaandrijvingen.
De mogelijkheden van softwarecompensatie worden in hetalgemeen overschat. Als dat al lukt met een proefmachine ineen laboratorium, blijkt het toch erg moeilijk de resultatenover te brengen naar gereedschapmachines voor seriepro-ductie. In de hier behandelde aandrijving met schroefspil enkogelmoer moet met een groot aantal variabelen wordengerekend.
De belangrijkste variabele is de temperatuur van de spil alsfunctie van positie en tijd. Het ligt daarom voor de hand dietemperatuur te meten, maar dat is minder eenvoudig dan hetlijkt, onder andere omdat de spil roteert. Daarom is er welgeprobeerd die temperatuurverdeling te berekenen. Maar ook
dat stuit op veel problemen omdat ergerekend moet worden met allerleionvoorspelbare invloeden: wrijvingtussen moer en spil, warmteoverdrachtnaar de omgeving, warmtegeleiding inde spil, soort en hoeveelheid smeer-middel, voorspanning, kogelklemeffec-ten, omgevingstemperatuur, enzovoort.
De positioneerfout vergelekenHoe verhouden de thermische positio-neerfouten zich nu ten opzichte vanandere, statische en quasistatische, fou-ten van gereedschapmachines. Bij dedrie machines waarvan de schroefspin-delaandrijving werd onderzocht, is ookde machinedeformatie volgensISO/DIS 230-3 door de warmteontwik-keling in de hoofdspindel onder de loepgenomen. Afbeelding 15 toont de meet-resultaten voor een der machines: line-aire vervormingen in x-, y-, en z-rich-ting van respectievelijk 5, 45 en 55 µmen hoekverdraaiingen van 20 en 30µm/m.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 10
HEIDENHAIN
Afbeelding 10. Resultaat van de bewerkingen volgens afbeelding 9. De producten verto-nen aan één kant een trapvormig patroon als gevolg van de thermische uitzetting van deschroefspil.Aan de andere kant werd de vervorming bij de volgende cyclus steeds wegge-freesd. De grafiek toont een thermische drift van 90 µm bij een tijdconstante van nage-noeg 1 uur
Afbeelding 9. Bewerkingsproef met acht werkstukken op verschil-lende plaatsen van de werkstuktafel. Met vier verschillendegereedschappen werden vier kamers en twee ‘omgekeerde’afrondingen gefreesd over een diepte van 1 mm in de z-richting.Deze 6 min durende bewerking werd zonder omspannen enkelekeren herhaald met een aanzet van 1 mm in de z-richting
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 10
Vergeleken met deze framedeformaties bereiken de afwij-kingen van de sledebewegingen minstens dezelfde orde vangrootte. Speciaal bij gereedschapmachines met eenzijdigvast gelagerde schroefspilaandrijvingen en koeling van dehoofdspindel zijn de fouten van indirect geregelde tafelbe-wegingen beduidend groter dan de framedeformaties.
ConclusieThermische uitzetting van de spil vormt het hoofdprobleembij de indirecte sledepositionering met schroefspil en hoek-encoder. Bij tijdconstanten van één tot twee uur kunnen - afhankelijk van het bewerkingsprogramma - fouten in deordegrootte van 0,1 mm optreden. Die fouten overtreffen dethermische machineframedeformatie en de geometrische
fouten. Na iedere verandering van het bewerkingsprogram-ma heeft de schroefspil ongeveer één uur nodig om eennieuw thermisch evenwicht te bereiken. Dat geldt ook alshet bewerkingsprogramma wordt gewijzigd of onderbroken.Als vuistregel is aan te houden dat een koude, eenzijdig vastgelagerde schroefspil van 1 m lengte 0,5 tot 1 µm langerwordt na het heen en terug doorlopen van het gehele bewe-gingsbereik.
De slotconclusie is daarom dat het machineconcept vandirecte lineaire positiemeting op de werkstuktafel de voor-keur verdient. Zeker als de eisen aan snelheid en nauwkeu-righeid nog verder worden opgevoerd.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 411
Afbeelding 11.Thermische drift bij tweezijdig vaste lagering vande schroefspil en positiebepaling via hoekencoder. De krommengelden voor drie verschillende posities van de werkstuktafel
Afbeelding 12.Thermische drift bij eenzijdig vaste lagering en voor-spanning van de schroefspil via het andere lager voor verschillendeposities van de werkstuktafel. De gemeten drift is niet zondermeer vergelijkbaar met afbeelding 8 door andere tafelposities
Afbeelding 13. Berekende positioneerfouten door lokale opwar-ming met het door een streeplijn aangeduide temperatuurver-loop. Bovenste curve: eenzijdig vast gelagerd, onderste curve:tweezijdig vast gelagerd
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 11
Literatuur[1] Dr. Ing. Jan Braasch, Genauigkeit von Vorschub-
antrieben, Heidenhain Info 10/2000.[2] Hans Ulrich Golz, Analyse, Modellbildung und
Optimierung des Betriebsverhaltens vonKugelgewindetrieben, Dissertation Uni Karlsruhe,1990.
[3] A. Frank en F. Ruech, Position measurement in CNCmachines, Lamdamap Conference, Newcastle 1999.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 12
HEIDENHAIN
Afbeelding 14.Vergelijking van het gedrag van een gekoelde eneen ongekoelde schroefspil met eenzijdig vaste lagering bij indi-recte positieregeling. De werkstuktafel werd heen en terugbewogen met 2,5 m/min over 500 mm bij een maximaal bereikvan 800 mm. De afwijking geldt voor de positie die het verstvan het vaste lager ligt
Afbeelding 15. De vervorming van een machineframe door dewarmteontwikkeling in de hoofdspindel bij 6000 omw/min zonderbelasting
05_zuurveen_nr6_2004 14-12-2004 15:57 Pagina 12
D
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 413
de bijdragen geleverd. Vele daarvan waren in de sfeer van deopto-mechanica: de ELID-slijpmachine om spiegelvlakkente kunnen slijpen met de oppervlaktekwaliteit van polijsten;de stages voor de elektronenmicroscoop; extreme UV, detoekomstige lichtbron voor lithografie, replicatechniek voormoeilijke, optische structuren; microprinten (een overlay-printtechniek voor contactprinten op 1 à 2 micrometernauwkeurig); het maken van polygonen.Andere onderwerpen waren in de sfeer van huishoudelijketoepassingen: een nieuw proces voor strijken; het doserenvan additieven bij het scheren; alternatieve scheersystemen.
DonatorMet nadruk moet worden genoemd de uitvinding van deDonator, een overbrenging, gebaseerd op wrijving en ver-vorming met een overbrengingsverhouding van 1 op heelveel, om daarmee de stages van de elektronenmicroscoopaan te drijven. De Donator is 30 jaar geleden uitgevonden ennog steeds actueel.Het oeuvre van Riné Dona kan worden gekarakteriseerd alsveel, breed en van hoog niveau. Zijn werk leidde tot 75octrooien. Met volharding en overtuigingskracht heeft hijvelen met zijn ideeën beïnvloed. Zo droeg hij onder anderebij aan de opleiding aan de Leidse instrumentmakers school(Lis).Voor de jury zijn deze en andere feiten de overtuigendeargumenten om aan ing. M.J.J. Dona de Rien Koster-prijsvan het jaar 2004 toe te kennen.
RIEN KOSTER-PRIJS
Een keer per twee jaar wordt deze prijs uitgereikt. De prijsis een instelling van de Nederlandse Vereniging voorPrecisietechnologie (NVPT) in samenwerking met PhilipsCFT. Het doel van de prijs is de professie van het ontwerpenonder de aandacht te brengen. De prijs laat zien hoe iemand,een loopbaan lang, als ontwerper, constructeur, uitvinder ofsysteemarchitect zeer geïnspireerd bezig kan zijn en daar-mee profijtelijk kan zijn voor de industrie en de maatschap-pij.Een beetje extra aandacht kan deze tak van sport wel gebrui-ken. Immers, reeds jaren achtereen stromen studenten inonvoldoende aantallen naar technische opleidingen.Techniek zit onvoldoende tussen de oren van veel bestuur-ders van technologische ondernemingen. Alle zeilen moetenworden bijgezet om te voorkomen dat de op technologiegebaseerde bedrijvigheid weglekt uit Nederland.
OeuvreprijsDe prijs is een oeuvreprijs, wat betekent dat hij wordt uitge-reikt aan iemand die een aanzienlijk deel van zijn of haarloopbaan als ontwerper actief is of is geweest. Zijn of haarwerk getuigt van inzicht en originaliteit en heeft geleid totbruikbare producten en/of bruikbare kennis. Hij of zij heefteen aanwijsbare, onomkeerbare invloed op ontwerpen en iszodoende een voorbeeld en een inspiratiebron voor velen.Dit jaar vindt de jury dat de loopbaan en het werk van RinéDona aan deze criteria voldoen. Riné Dona werkte van 1969tot 2004 in de mechanische discipline van Philips Researchte Eindhoven. Aan velerlei onderwerpen heeft hij beslissen-
Tijdens de Precisiebeurs te Veldhoven, op 10 november van dit jaar, werd
aan Riné Dona de Rien Koster-prijs uitgereikt.
Uitreiking Rien Koster-prijsaan Riné Dona
13_koster_nr6_2004 14-12-2004 15:31 Pagina 13
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 14
MICROCONTACT WAVEPRINTEN
D machinaal kan worden uitgevoerd op grote oppervlakken(>150 mm) en zonder dat het patroon vervormt (<1µm).Daarnaast is het van belang voor het realiseren van elektri-sche schakelingen dat een tweede laag ten opzichte van eeneerste laag kan worden uitgelijnd, zodanig dat de onderlin-ge vorm- en plaatsnauwkeurigheid beter is dan 1 µm.
Microcontact printen (µCP)Microcontact printen maakt gebruikt van een zachte, rubbe-ren stempel (Afbeelding 1a). Deze stempel wordt gemaaktdoor een pre-polymeer (PDMS) over een moedermal te gie-ten en te laten uitharden. De moedermal kan bijvoorbeeldeen lithografisch gemaakte wafer zijn met allerlei micro-structuren erop. Op deze wijze kunnen patronen met detailstot circa 50 nm in het rubber worden gerepliceerd. Om tevoorkomen dat het rubber onmiddellijk na het loskomen uitde moedermal de absolute vormnauwkeurigheid verliest,wordt de stempel op een glazen drager van 0.2 mm diktegerepliceerd. Hierdoor blijft de stempel flexibel uit het vlak(buiging), maar heeft het in het vlak toch een hoge vorm-nauwkeurigheid (Afbeelding 1c).
• Ronald Schneider1), Michel Decré2), Rine Dona1), Jochen Schellekens2), Dirk Burdinsky2) •
De huidige trend in de techniek vraagt om steeds nauwkeu-rigere bewerkingen over steeds grotere oppervlakten tegensteeds lagere kosten. Deze trend geldt ook voor het printen,of beter gezegd, het repliceren van patronen.
Bij het repliceren van patronen met hoge nauwkeurigheid(<1 µm) denken we al gauw aan geavanceerde en dus kost-bare apparaten als e-beamschrijvers en wafersteppers (litho-grafie). Daartegenover staat een scala aan printtechniekenin de grafische industrie, zoals offset- en inkjet printen, dietypisch goedkoop en snel zijn, maar een beperkte resolutiehebben (>20 µm). Voor visuele effecten is dit nauwkeuriggenoeg, omdat we met onze ogen toch geen kleinere detailskunnen waarnemen. Microcontact printen is de technologie die de kloof tussendeze technologieën kan overbruggen. In laboratoria is aan-getoond dat het mogelijk is met deze techniek details vanenkele tientallen nanometers te repliceren op een vierkantecentimeter door handmatig een afdruk van een rubberenstempel te maken.1, 2
Om deze techniek interessant te maken voor de industrie,met name voor de fabricage van displays en plastic elektro-nica, is het noodzakelijk aan te tonen dat dit proces ook
Microcontact Waveprinten;
LCD’s en IC’sprinten op een A4’tje
1) Philips CFT, 2) Philips Research
14_schneider_nr6_2004 14-12-2004 15:31 Pagina 14

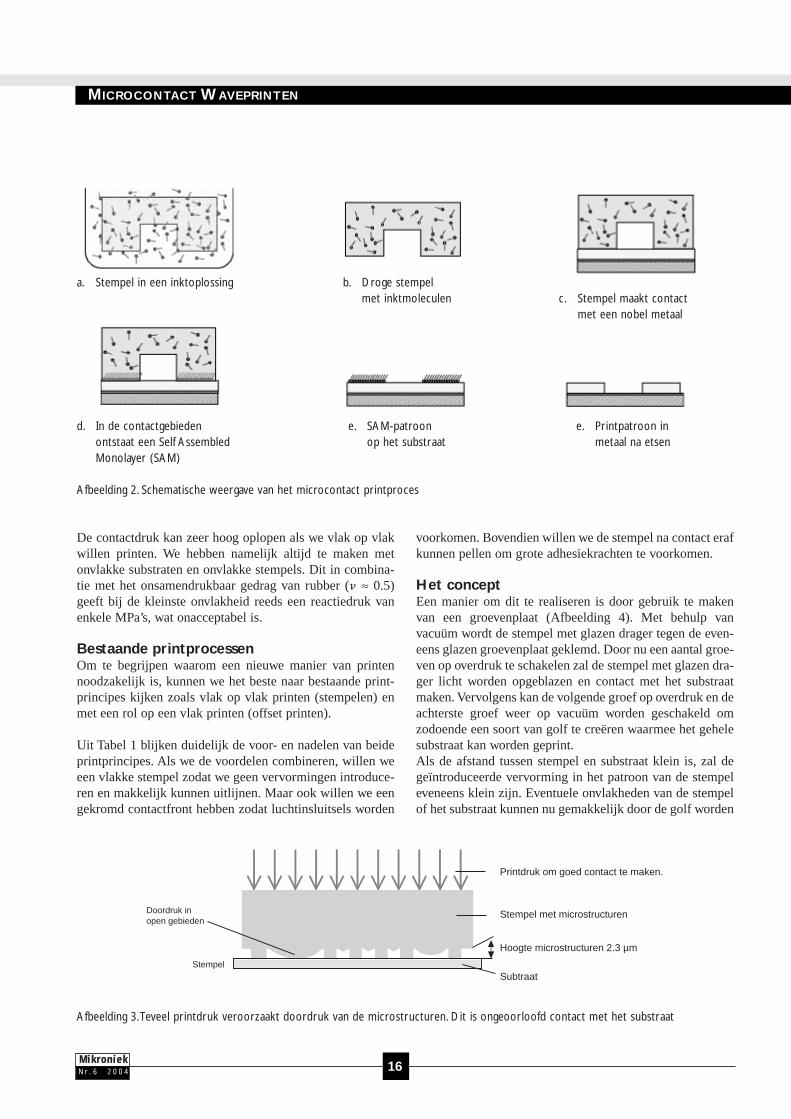
drukken, zodat het rubber lokaal de ruwheid en globaal deonvlakheid van het substraat volgt.2 De tweede, maar min-stens zo belangrijke eis is dat de gebieden die bedoeld zijnom géén contact te maken ook werkelijk géén contact maken. De patronen hebben soms een lage vullingsgraad, omdatgrote open vlakken niet altijd te vermijden zijn. Als we nueen bepaalde druk uitoefenen op de stempel om te printen,zullen deze grote open ruimtes worden dichtgedrukt enongewenst contact maken met het substraat. Dit noemen wedoordruk. Het hoger maken van de structuren is geen oplos-sing als we ook kleine lijnbreedtes willen printen.Lijnbreedtes van circa 1 µm dreigen te knikken, omdat zeniet meer stabiel zijn als de hoogte/breedte verhouding gro-ter wordt dan 2.
Uit berekeningen en experimenten blijkt dat de maximaleprintdruk niet groter dan 10 kPa (0.1 bar) mag worden,omdat er anders doordruk zal optreden.3
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 415
Voor het be-inkten wordt de stempel gevuld metmoleculen, zogenaamde alkaanthiolen. Dit gebeurtdoor het rubber onder te dompelen in een oplossing,zodat de moleculen in het rubber worden opgeno-men (Afbeelding 2a) om vervolgens de stempelweer te laten drogen. Als de hoger gelegen delen vande microstructuren in contact komen met een nobelmetaal, zullen de thiolen door de stempel heen dif-funderen en op het metaal oppervlak een zogenaam-de ‘self-assembled monolayer’ (SAM) vormen(Afbeelding 2d). Deze monolaag is slechts enkelenanometers dik en is alleen daar aanwezig waar de hogergelegen delen van de microstructuren in de stempel contacthebben gemaakt met het te printen substraat.
Vervolgens kan deze monolaag dienen als resist tijdens eenetsproces. Daar waar de monolaag aanwezig is, wordt hetmetaal beschermd tegen het etsen. Het onbeschermdemetaal wordt weggeëtst. Uiteindelijk (Afbeelding 2e) is hetoorspronkelijke patroon van microstructuren in de stempel,via een monolaag, in een metaallaag gerepliceerd. Voor elkevolgende laag kan dit proces weer worden herhaald, waarbijwel eerst de stempel ten opzichte van de eerder geprinte laagmoet worden uitgericht.
Drukbegrensd printprocesDe eerste eis bij microcontact printen is dat de structuren diebedoeld zijn om contact te maken ook werkelijk goed contactmaken. In de praktijk houdt dit in dat we de stempel aan-
Afbeelding 1a.Typische afmetingen van eenflexibele, transparante, PDMS-stempel (2 x 2 cm)
Afbeelding 1b. SEM-foto van de microstructuren van 2.3 µm hoogteop de stempel, 2 µm-lijnbreedte
Afbeelding 1c.PDMS-stempel(∅ 150 mm.)op flexibeleglazen drager
14_schneider_nr6_2004 14-12-2004 15:31 Pagina 15
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 16
MICROCONTACT WAVEPRINTEN
De contactdruk kan zeer hoog oplopen als we vlak op vlakwillen printen. We hebben namelijk altijd te maken metonvlakke substraten en onvlakke stempels. Dit in combina-tie met het onsamendrukbaar gedrag van rubber (� ≈ 0.5)geeft bij de kleinste onvlakheid reeds een reactiedruk vanenkele MPa’s, wat onacceptabel is.
Bestaande printprocessenOm te begrijpen waarom een nieuwe manier van printennoodzakelijk is, kunnen we het beste naar bestaande print-principes kijken zoals vlak op vlak printen (stempelen) enmet een rol op een vlak printen (offset printen).
Uit Tabel 1 blijken duidelijk de voor- en nadelen van beideprintprincipes. Als we de voordelen combineren, willen weeen vlakke stempel zodat we geen vervormingen introduce-ren en makkelijk kunnen uitlijnen. Maar ook willen we eengekromd contactfront hebben zodat luchtinsluitsels worden
voorkomen. Bovendien willen we de stempel na contact erafkunnen pellen om grote adhesiekrachten te voorkomen.
Het conceptEen manier om dit te realiseren is door gebruik te makenvan een groevenplaat (Afbeelding 4). Met behulp vanvacuüm wordt de stempel met glazen drager tegen de even-eens glazen groevenplaat geklemd. Door nu een aantal groe-ven op overdruk te schakelen zal de stempel met glazen dra-ger licht worden opgeblazen en contact met het substraatmaken. Vervolgens kan de volgende groef op overdruk en deachterste groef weer op vacuüm worden geschakeld omzodoende een soort van golf te creëren waarmee het gehelesubstraat kan worden geprint.Als de afstand tussen stempel en substraat klein is, zal degeïntroduceerde vervorming in het patroon van de stempeleveneens klein zijn. Eventuele onvlakheden van de stempelof het substraat kunnen nu gemakkelijk door de golf worden
Printdruk om goed contact te maken.
Subtraat
Stempel met microstructuren
Hoogte microstructuren 2.3 µm
Doordruk in open gebieden
Stempel
Afbeelding 2. Schematische weergave van het microcontact printproces
Afbeelding 3.Teveel printdruk veroorzaakt doordruk van de microstructuren. Dit is ongeoorloofd contact met het substraat
a. Stempel in een inktoplossing
d. In de contactgebiedenontstaat een Self AssembledMonolayer (SAM)
e. SAM-patroon op het substraat
e. Printpatroon in metaal na etsen
b. Droge stempel met inktmoleculen c. Stempel maakt contact
met een nobel metaal
14_schneider_nr6_2004 14-12-2004 15:31 Pagina 16
gevolgd. De hoogte-instelling en de eventuele niet-parallel-liteit tussen stempel en substraat zijn niet meer kritisch. Decontactdruk wordt nu bepaald door overdruk in de groevenen kan dus zeer beheerst worden aangebracht.
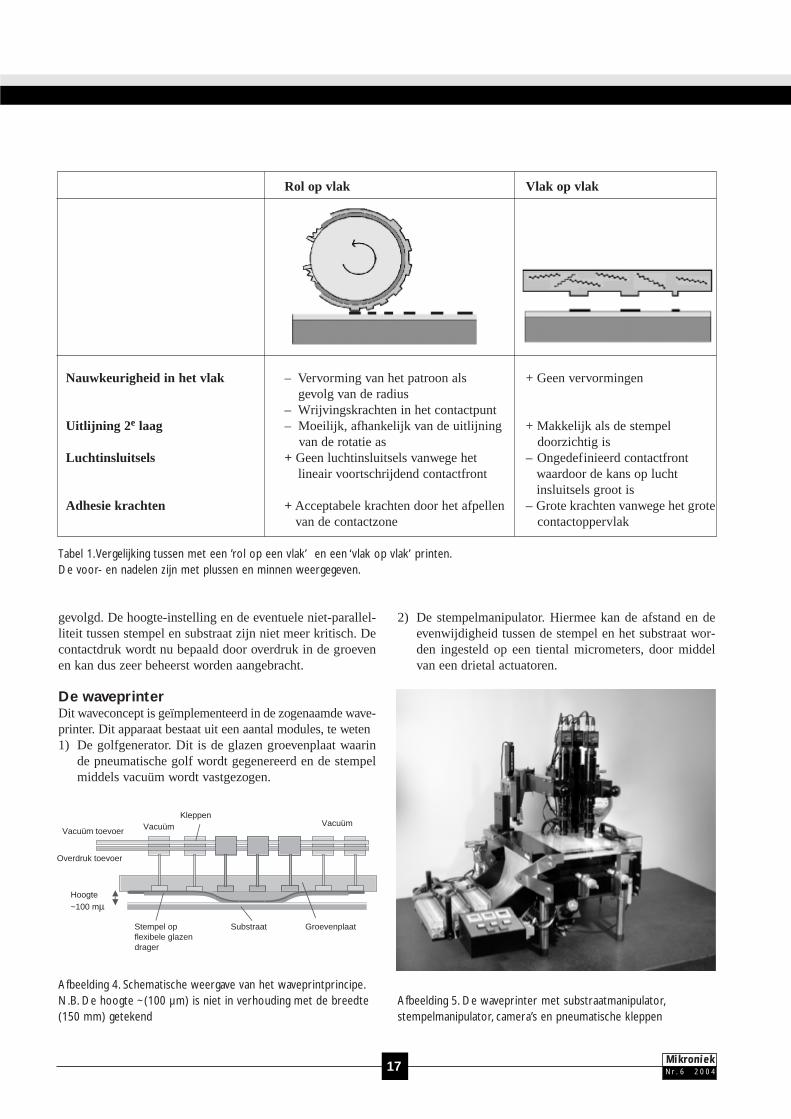
De waveprinterDit waveconcept is geïmplementeerd in de zogenaamde wave-printer. Dit apparaat bestaat uit een aantal modules, te weten1) De golfgenerator. Dit is de glazen groevenplaat waarin
de pneumatische golf wordt gegenereerd en de stempelmiddels vacuüm wordt vastgezogen.
2) De stempelmanipulator. Hiermee kan de afstand en deevenwijdigheid tussen de stempel en het substraat wor-den ingesteld op een tiental micrometers, door middelvan een drietal actuatoren.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 417
Rol op vlak Vlak op vlak
Nauwkeurigheid in het vlak – Vervorming van het patroon als + Geen vervormingengevolg van de radius
– Wrijvingskrachten in het contactpuntUitlijning 2e laag – Moeilijk, afhankelijk van de uitlijning + Makkelijk als de stempel
van de rotatie as doorzichtig isLuchtinsluitsels + Geen luchtinsluitsels vanwege het – Ongedefinieerd contactfront
lineair voortschrijdend contactfront waardoor de kans op lucht insluitsels groot is
Adhesie krachten + Acceptabele krachten door het afpellen – Grote krachten vanwege het grote van de contactzone contactoppervlak
Tabel 1.Vergelijking tussen met een ’rol op een vlak’ en een ‘vlak op vlak’ printen.De voor- en nadelen zijn met plussen en minnen weergegeven.
Vacuüm toevoer Vacuüm Vacuüm
GroevenplaatSubstraatStempel op flexibele glazen drager
Hoogte ~100 mµ
Kleppen
Overdruk toevoer
Afbeelding 4. Schematische weergave van het waveprintprincipe.N.B. De hoogte ~(100 µm) is niet in verhouding met de breedte(150 mm) getekend
Afbeelding 5. De waveprinter met substraatmanipulator,stempelmanipulator, camera’s en pneumatische kleppen
14_schneider_nr6_2004 14-12-2004 15:31 Pagina 17
3) 2 camera’s. Hiermee kan de uitlijning van het substraatten opzichte van de stempel optisch eenvoudig wordengemeten op 1 µm nauwkeurig. Dit wordt gerealiseerddoordat de stempel, de glazen drager en de glazen groe-venplaat alle doorzichtig zijn, zodat zowel het uitricht-kenmerk van de stempel als het uitrichtkenmerk van hetsubstraat in één camerabeeld te zien zijn.
4) De substraatmanipulator. Deze maakt het mogelijk hetsubstraat ten opzichte van de stempel op 0.5 µm nauw-keurig in het vlak te positioneren over een slag van ±2mm. De geleiding bestaat uit drie kogels die rollen overeen vlak. De aandrijving geschiedt handmatig metbehulp van differentiële microspindels, ontkoppeld vande dwarsbewegingen door sprieten.
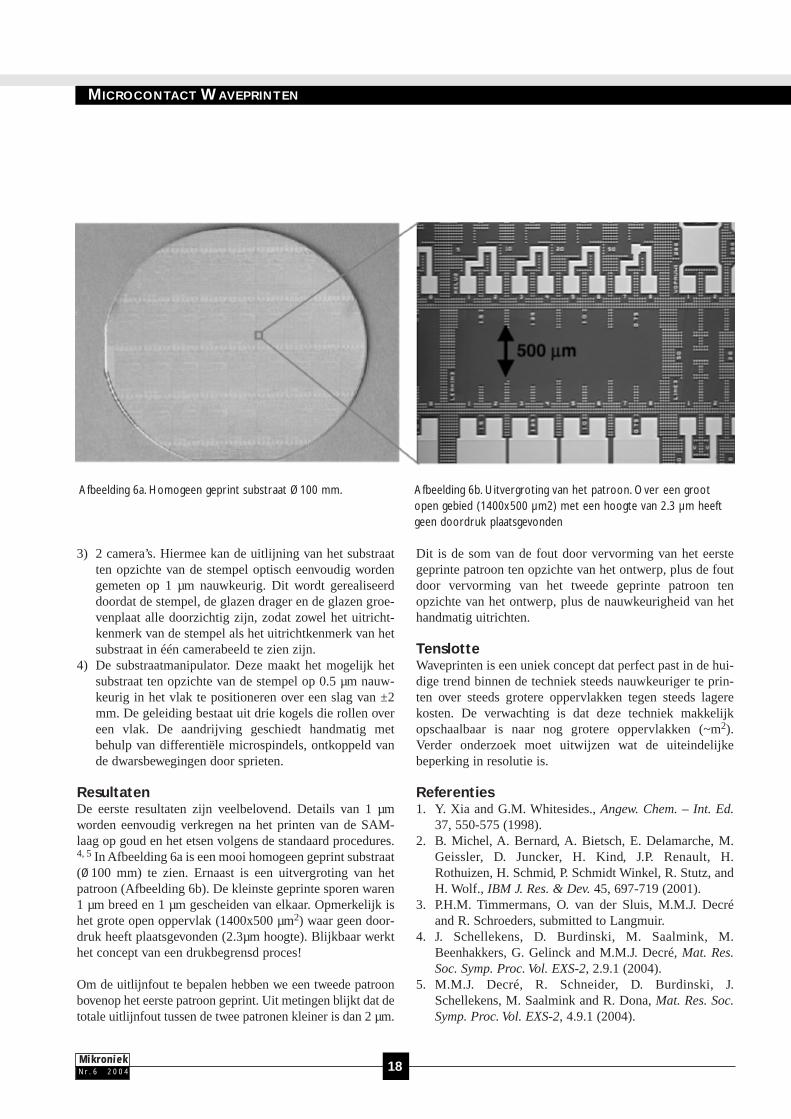
ResultatenDe eerste resultaten zijn veelbelovend. Details van 1 µmworden eenvoudig verkregen na het printen van de SAM-laag op goud en het etsen volgens de standaard procedures.4, 5 In Afbeelding 6a is een mooi homogeen geprint substraat(Ø100 mm) te zien. Ernaast is een uitvergroting van hetpatroon (Afbeelding 6b). De kleinste geprinte sporen waren1 µm breed en 1 µm gescheiden van elkaar. Opmerkelijk ishet grote open oppervlak (1400x500 µm2) waar geen door-druk heeft plaatsgevonden (2.3µm hoogte). Blijkbaar werkthet concept van een drukbegrensd proces!
Om de uitlijnfout te bepalen hebben we een tweede patroonbovenop het eerste patroon geprint. Uit metingen blijkt dat detotale uitlijnfout tussen de twee patronen kleiner is dan 2 µm.
Dit is de som van de fout door vervorming van het eerstegeprinte patroon ten opzichte van het ontwerp, plus de foutdoor vervorming van het tweede geprinte patroon tenopzichte van het ontwerp, plus de nauwkeurigheid van hethandmatig uitrichten.
TenslotteWaveprinten is een uniek concept dat perfect past in de hui-dige trend binnen de techniek steeds nauwkeuriger te prin-ten over steeds grotere oppervlakken tegen steeds lagerekosten. De verwachting is dat deze techniek makkelijkopschaalbaar is naar nog grotere oppervlakken (~m2).Verder onderzoek moet uitwijzen wat de uiteindelijkebeperking in resolutie is.
Referenties1. Y. Xia and G.M. Whitesides., Angew. Chem. – Int. Ed.
37, 550-575 (1998).2. B. Michel, A. Bernard, A. Bietsch, E. Delamarche, M.
Geissler, D. Juncker, H. Kind, J.P. Renault, H.Rothuizen, H. Schmid, P. Schmidt Winkel, R. Stutz, andH. Wolf., IBM J. Res. & Dev. 45, 697-719 (2001).
3. P.H.M. Timmermans, O. van der Sluis, M.M.J. Decréand R. Schroeders, submitted to Langmuir.
4. J. Schellekens, D. Burdinski, M. Saalmink, M.Beenhakkers, G. Gelinck and M.M.J. Decré, Mat. Res.Soc. Symp. Proc. Vol. EXS-2, 2.9.1 (2004).
5. M.M.J. Decré, R. Schneider, D. Burdinski, J.Schellekens, M. Saalmink and R. Dona, Mat. Res. Soc.Symp. Proc. Vol. EXS-2, 4.9.1 (2004).
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 18
MICROCONTACT WAVEPRINTEN
Afbeelding 6a. Homogeen geprint substraat Ø100 mm. Afbeelding 6b. Uitvergroting van het patroon. Over een grootopen gebied (1400x500 µm2) met een hoogte van 2.3 µm heeftgeen doordruk plaatsgevonden
14_schneider_nr6_2004 14-12-2004 15:31 Pagina 18
U
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 419
PIËZOCONTROL
• Ir.W.C.M. Pancras, Nyquist Industrial Control •
Uitzondering hierop lijkt de ultrasone piëzomotor te zijn,die inmiddels zijn weg in de industrie goed heeft gevonden.Dit is niet verwonderlijk, gezien de aantrekkelijke eigen-schappen van deze actuatoren (zie tabel 1). Diverse toon-aangevende bedrijven hebben deze technologie omarmd enniet zonder succes. Een bron van aarzeling is altijd de ver-eiste regeltechniek geweest. Het sterk niet-lineaire gedragmaakt het moeilijk deze actuatoren nauwkeurig te besturenmet standaard (lineaire) regelaars.
Dit artikel handelt over de specifieke niet-lineaire regelaar-uitbreidingen, die Nyquist aan het standaard-regelaaralgo-ritme heeft toegevoegd om ultrasone piëzomotoren ten vollete benutten. Na een korte beschrijving van het werkings-principe zal worden ingegaan op de het niet-lineair zijn inde motorkarakteristiek. Vervolgens worden enkele compen-satiealgoritmen besproken als ook een wat meer pragmati-sche regelaaruitbreiding die ervoor zorgt dat met intuïtieveparameters de gewenste eindnauwkeurigheid wordt bereikt.Daarna zullen enkele klantenapplicaties de revue passeren,om af te sluiten met een toekomstverwachting.
Het industrieel gebruik van piëzotechnologie als actuator staat nog relatief in de kinder-
schoenen. Hoewel de mogelijkheden van deze nieuwe technologie indrukwekkend zijn, laat
grootschalige acceptatie nog op zich wachten.
Ultrasonepiëzomotoren regelen
Tabel 1. Eigenschappen van ultrasone piëzomotor (bron: www.nanomotion.com)
Voordelen van piëzomotoren
Grote slag > 300 mm
Hoge nauwkeurigheid: <50 nm
Bruikbaar in hoog vacuüm
Geen/weinig onderhoud
Geen/weinig slijtage
Kleine afmetingen
Beperkte bedrading
Direct drive
Snelheden > 250 mm/s
Kracht schaalbaar door toevoegen van elementen
Kleine stapgroottes
19_nyquest_nr6_2004 14-12-2004 15:31 Pagina 19
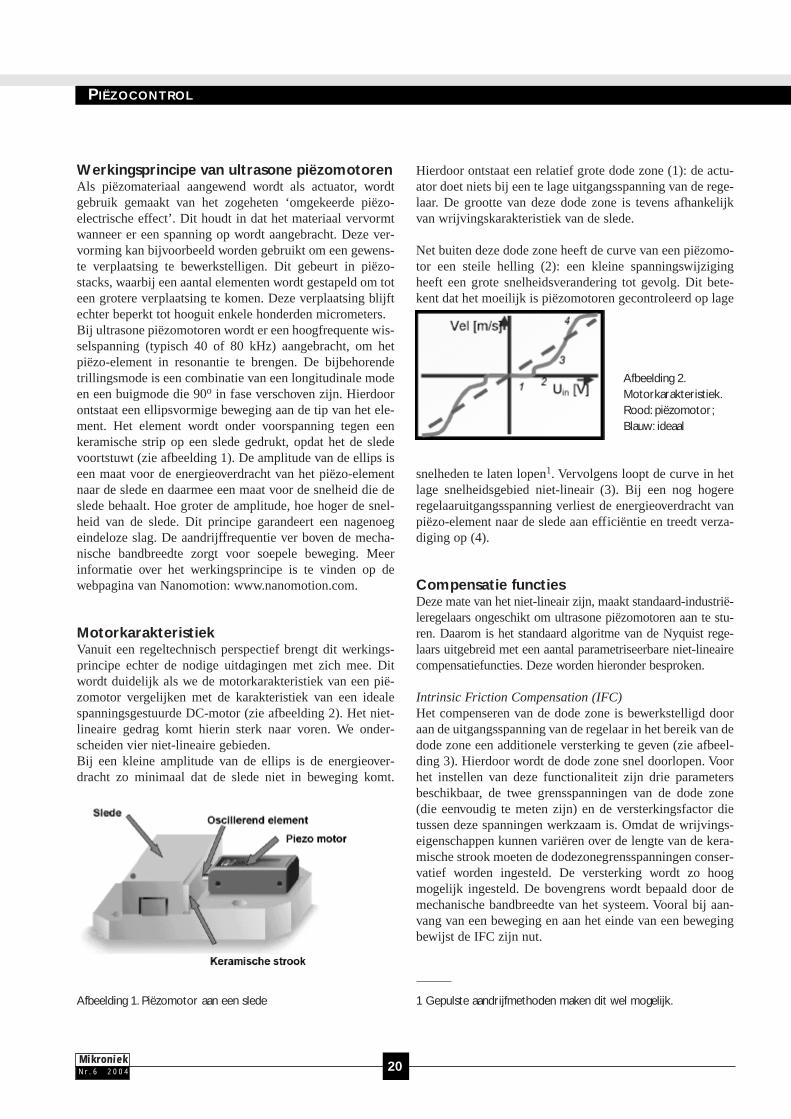
Werkingsprincipe van ultrasone piëzomotorenAls piëzomateriaal aangewend wordt als actuator, wordtgebruik gemaakt van het zogeheten ‘omgekeerde piëzo-electrische effect’. Dit houdt in dat het materiaal vervormtwanneer er een spanning op wordt aangebracht. Deze ver-vorming kan bijvoorbeeld worden gebruikt om een gewens-te verplaatsing te bewerkstelligen. Dit gebeurt in piëzo-stacks, waarbij een aantal elementen wordt gestapeld om toteen grotere verplaatsing te komen. Deze verplaatsing blijftechter beperkt tot hooguit enkele honderden micrometers.Bij ultrasone piëzomotoren wordt er een hoogfrequente wis-selspanning (typisch 40 of 80 kHz) aangebracht, om hetpiëzo-element in resonantie te brengen. De bijbehorendetrillingsmode is een combinatie van een longitudinale modeen een buigmode die 90o in fase verschoven zijn. Hierdoorontstaat een ellipsvormige beweging aan de tip van het ele-ment. Het element wordt onder voorspanning tegen eenkeramische strip op een slede gedrukt, opdat het de sledevoortstuwt (zie afbeelding 1). De amplitude van de ellips iseen maat voor de energieoverdracht van het piëzo-elementnaar de slede en daarmee een maat voor de snelheid die deslede behaalt. Hoe groter de amplitude, hoe hoger de snel-heid van de slede. Dit principe garandeert een nagenoegeindeloze slag. De aandrijffrequentie ver boven de mecha-nische bandbreedte zorgt voor soepele beweging. Meerinformatie over het werkingsprincipe is te vinden op dewebpagina van Nanomotion: www.nanomotion.com.
MotorkarakteristiekVanuit een regeltechnisch perspectief brengt dit werkings-principe echter de nodige uitdagingen met zich mee. Ditwordt duidelijk als we de motorkarakteristiek van een pië-zomotor vergelijken met de karakteristiek van een idealespanningsgestuurde DC-motor (zie afbeelding 2). Het niet-lineaire gedrag komt hierin sterk naar voren. We onder-scheiden vier niet-lineaire gebieden. Bij een kleine amplitude van de ellips is de energieover-dracht zo minimaal dat de slede niet in beweging komt.
Hierdoor ontstaat een relatief grote dode zone (1): de actu-ator doet niets bij een te lage uitgangsspanning van de rege-laar. De grootte van deze dode zone is tevens afhankelijkvan wrijvingskarakteristiek van de slede.
Net buiten deze dode zone heeft de curve van een piëzomo-tor een steile helling (2): een kleine spanningswijzigingheeft een grote snelheidsverandering tot gevolg. Dit bete-kent dat het moeilijk is piëzomotoren gecontroleerd op lage
snelheden te laten lopen1. Vervolgens loopt de curve in hetlage snelheidsgebied niet-lineair (3). Bij een nog hogereregelaaruitgangsspanning verliest de energieoverdracht vanpiëzo-element naar de slede aan efficiëntie en treedt verza-diging op (4).
Compensatie functiesDeze mate van het niet-lineair zijn, maakt standaard-industrië-leregelaars ongeschikt om ultrasone piëzomotoren aan te stu-ren. Daarom is het standaard algoritme van de Nyquist rege-laars uitgebreid met een aantal parametriseerbare niet-lineairecompensatiefuncties. Deze worden hieronder besproken.
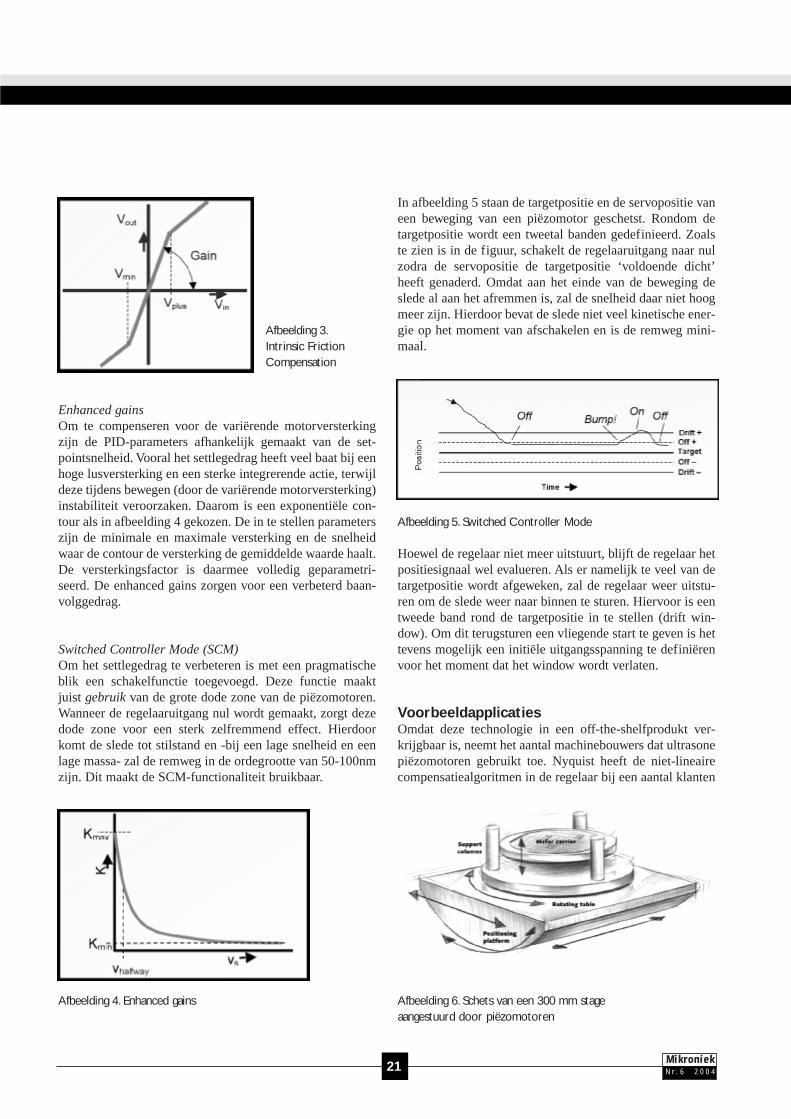
Intrinsic Friction Compensation (IFC)Het compenseren van de dode zone is bewerkstelligd dooraan de uitgangsspanning van de regelaar in het bereik van dedode zone een additionele versterking te geven (zie afbeel-ding 3). Hierdoor wordt de dode zone snel doorlopen. Voorhet instellen van deze functionaliteit zijn drie parametersbeschikbaar, de twee grensspanningen van de dode zone(die eenvoudig te meten zijn) en de versterkingsfactor dietussen deze spanningen werkzaam is. Omdat de wrijvings-eigenschappen kunnen variëren over de lengte van de kera-mische strook moeten de dodezonegrensspanningen conser-vatief worden ingesteld. De versterking wordt zo hoogmogelijk ingesteld. De bovengrens wordt bepaald door demechanische bandbreedte van het systeem. Vooral bij aan-vang van een beweging en aan het einde van een bewegingbewijst de IFC zijn nut.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 20
PIËZOCONTROL
Afbeelding 1. Piëzomotor aan een slede
Afbeelding 2.Motorkarakteristiek.Rood: piëzomotor;Blauw: ideaal
1 Gepulste aandrijfmethoden maken dit wel mogelijk.
19_nyquest_nr6_2004 14-12-2004 15:31 Pagina 20
Enhanced gains Om te compenseren voor de variërende motorversterkingzijn de PID-parameters afhankelijk gemaakt van de set-pointsnelheid. Vooral het settlegedrag heeft veel baat bij eenhoge lusversterking en een sterke integrerende actie, terwijldeze tijdens bewegen (door de variërende motorversterking)instabiliteit veroorzaken. Daarom is een exponentiële con-tour als in afbeelding 4 gekozen. De in te stellen parameterszijn de minimale en maximale versterking en de snelheidwaar de contour de versterking de gemiddelde waarde haalt.De versterkingsfactor is daarmee volledig geparametri-seerd. De enhanced gains zorgen voor een verbeterd baan-volggedrag.
Switched Controller Mode (SCM) Om het settlegedrag te verbeteren is met een pragmatischeblik een schakelfunctie toegevoegd. Deze functie maaktjuist gebruik van de grote dode zone van de piëzomotoren.Wanneer de regelaaruitgang nul wordt gemaakt, zorgt dezedode zone voor een sterk zelfremmend effect. Hierdoorkomt de slede tot stilstand en -bij een lage snelheid en eenlage massa- zal de remweg in de ordegrootte van 50-100nmzijn. Dit maakt de SCM-functionaliteit bruikbaar.
In afbeelding 5 staan de targetpositie en de servopositie vaneen beweging van een piëzomotor geschetst. Rondom detargetpositie wordt een tweetal banden gedefinieerd. Zoalste zien is in de figuur, schakelt de regelaaruitgang naar nulzodra de servopositie de targetpositie ‘voldoende dicht’heeft genaderd. Omdat aan het einde van de beweging deslede al aan het afremmen is, zal de snelheid daar niet hoogmeer zijn. Hierdoor bevat de slede niet veel kinetische ener-gie op het moment van afschakelen en is de remweg mini-maal.
Hoewel de regelaar niet meer uitstuurt, blijft de regelaar hetpositiesignaal wel evalueren. Als er namelijk te veel van detargetpositie wordt afgeweken, zal de regelaar weer uitstu-ren om de slede weer naar binnen te sturen. Hiervoor is eentweede band rond de targetpositie in te stellen (drift win-dow). Om dit terugsturen een vliegende start te geven is hettevens mogelijk een initiële uitgangsspanning te definiërenvoor het moment dat het window wordt verlaten.
VoorbeeldapplicatiesOmdat deze technologie in een off-the-shelfprodukt ver-krijgbaar is, neemt het aantal machinebouwers dat ultrasonepiëzomotoren gebruikt toe. Nyquist heeft de niet-lineairecompensatiealgoritmen in de regelaar bij een aantal klanten
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 421
Afbeelding 5. Switched Controller Mode
Afbeelding 3.Intrinsic FrictionCompensation
Afbeelding 4. Enhanced gains Afbeelding 6. Schets van een 300 mm stage aangestuurd door piëzomotoren
19_nyquest_nr6_2004 14-12-2004 15:31 Pagina 21
toegepast, waaronder FEI, producent van elektronenmicro-scopen. De eigenschappen van het proces stellen hoge eisenaan de actuatoren. In een vacuümomgeving met beperkteafmetingen, in de aanwezigheid van een elektrisch veld, isde keuze voor piëzoactuatoren een voor de hand liggende.Bovendien vereist de applicatie nanonauwkeurigheid. Deniet-lineaire compensatiefuncties zoals boven beschrevenzijn in samenwerking met FEI ontwikkeld en worden suc-cesvol toegepast, onder andere in de 300mm stages (zieafbeelding 6).
Ook Süss Microtec, producent van precisiemachines vooronder andere de halfgeleiderindustrie, stuurt piëzomotorenaan met Nyquist-controllers met de niet-lineaire compensa-tiealgoritmes. Süss heeft voornamelijk vanwege de zeercompacte dimensies in combinatie met de hoge nauwkeu-righeid voor piëzomotoren gekozen.
Toekomstige verwachtingenNu het aantal toepassingen toeneemt, kan de technologiezich bewijzen en blijkt deze zich staande te houden. Het isdan ook te verwachten dat dit aantal nog enkele jaren forsblijft groeien.Huidige technologische ontwikkelingen op het gebied vanultrasone piëzomotoren zijn erop gericht het niet-lineair zijnte voorkomen door andere manieren van aansturen toe te pas-sen. Dit betekent dat het niet-lineaire vraagstuk op een lagerniveau wordt opgelost, opdat het mogelijk wordt piëzomoto-ren met een lineaire regelaar aan te sturen. Er zijn al piëzo-specifieke versterkermodules op de markt die voor een grootdeel het niet-lineair zijn uit de motorkarakteristiek halen. Deeerste testresultaten hiermee zijn bemoedigend. Nyquistvolgt de ontwikkelingen op de voet en adapteert waar nodig.Voorlopig lijkt de -goedkopere– standaardversterker in com-binatie met een niet-lineaire regelaar echter de oplossing.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 22
PIËZOCONTROL
19_nyquest_nr6_2004 14-12-2004 15:31 Pagina 22
W
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 423
SIMULATIESOFTWARE
• Teun Putter •
Want hoe weet je of een ontwerp het juiste is, als je het nietonderwerpt aan een serieuze reeks testen? Aan de hand vandie testresultaten kun je namelijk verbeteringen aan het ont-werp, aan de componenten of aan het materiaal aanbrengen.Het proces van trial & error en het bouwen van prototypesis echter niet alleen tijdrovend, maar ook erg kostbaar.Marges staan al onder druk en de tijd dringt, daar de con-currentie op de loer ligt. Een korte time to market is dan ooknoodzakelijk. Dat zorgt ervoor dat de producent in een spa-gaat verkeert, gezien het feit dat hij geen concessies wildoen aan de kwaliteit van het product. Hij moet er niet aandenken dat hij bijvoorbeeld de Consumentbond op zijn dakkrijgt, of een product moet terugroepen. Dan kost hem niet
Aan de totstandkoming van ieder product, hoe groot, zwaar of complex ook, gaat een pro-
ces van vallen en opstaan vooraf. De producent wil dat proces meer een proces maken
van opstaan, zonder vallen. Dat is echter een uitdaging waar veel producenten zich het
hoofd over breken. In veel productieomgevingen wordt gebruikt gemaakt van simulatiesoft-
ware. En terecht, de praktijk wijst uit dat het testen van producten in een virtuele omge-
ving vele voordelen biedt.
Simulatie;een vaste plaats inieder productieproces
Afbeelding 1. Bezwijkgedrag van een boterkuipje
23_putter_nr6_2004 14-12-2004 15:30 Pagina 23
alleen meer geld, maar het brengt enorm veel schade toe aanhet imago van het product en van het merk.
Om ervan verzekerd te zijn dat een product aan alle kwali-teitseisen voldoet, zonder dat daarmee de kosten voor ont-wikkeling onbeheersbaar worden, maken veel producentengebruik van software voor het maken van analyses en simu-laties. Deze software stelt gebruikers in staat producten enonderdelen ervan in een virtuele omgeving te testen. Op diemanier kan men onderzoeken welke invloed zaken alswarmte, trilling en sterkte kunnen hebben op de prestatiesvan een product. Maar ook de resultaten van het gebruik vanverschillende materialen kan nauwkeurig worden voorspeld.Dit is ook bekend onder de noemer virtual product develop-ment. Het kent een grote verscheidenheid aan toepassingen:in iedere industrie wordt gebruikt gemaakt van simulatie-software. Dat blijkt ook de hieronder beschreven praktijk-verhalen. De elektronica-, luchtvaart- en automobielindus-trie zijn in dit opzicht de grootverbruikers. Maar ook in dewitgoedindustrie of bijvoorbeeld bij het ontwerpen van eenboterkuipje komen simulaties te pas, zie afbeelding 1.
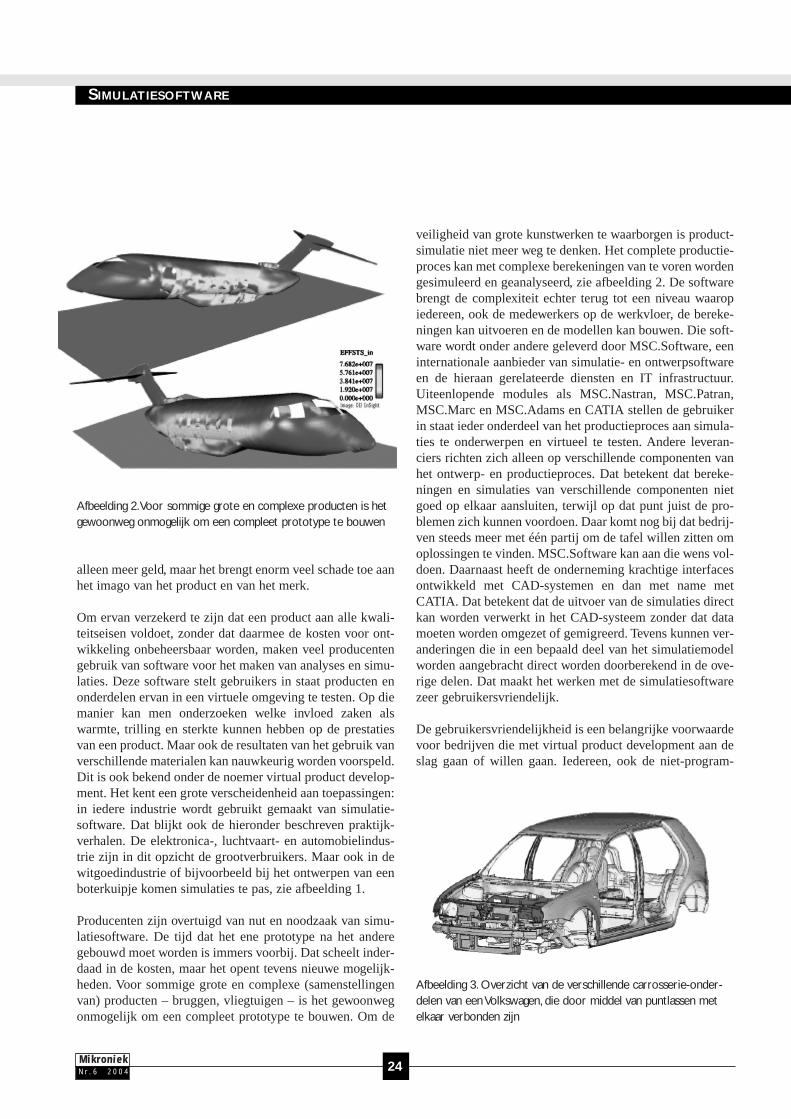
Producenten zijn overtuigd van nut en noodzaak van simu-latiesoftware. De tijd dat het ene prototype na het anderegebouwd moet worden is immers voorbij. Dat scheelt inder-daad in de kosten, maar het opent tevens nieuwe mogelijk-heden. Voor sommige grote en complexe (samenstellingenvan) producten – bruggen, vliegtuigen – is het gewoonwegonmogelijk om een compleet prototype te bouwen. Om de
veiligheid van grote kunstwerken te waarborgen is product-simulatie niet meer weg te denken. Het complete productie-proces kan met complexe berekeningen van te voren wordengesimuleerd en geanalyseerd, zie afbeelding 2. De softwarebrengt de complexiteit echter terug tot een niveau waaropiedereen, ook de medewerkers op de werkvloer, de bereke-ningen kan uitvoeren en de modellen kan bouwen. Die soft-ware wordt onder andere geleverd door MSC.Software, eeninternationale aanbieder van simulatie- en ontwerpsoftwareen de hieraan gerelateerde diensten en IT infrastructuur.Uiteenlopende modules als MSC.Nastran, MSC.Patran,MSC.Marc en MSC.Adams en CATIA stellen de gebruikerin staat ieder onderdeel van het productieproces aan simula-ties te onderwerpen en virtueel te testen. Andere leveran-ciers richten zich alleen op verschillende componenten vanhet ontwerp- en productieproces. Dat betekent dat bereke-ningen en simulaties van verschillende componenten nietgoed op elkaar aansluiten, terwijl op dat punt juist de pro-blemen zich kunnen voordoen. Daar komt nog bij dat bedrij-ven steeds meer met één partij om de tafel willen zitten omoplossingen te vinden. MSC.Software kan aan die wens vol-doen. Daarnaast heeft de onderneming krachtige interfacesontwikkeld met CAD-systemen en dan met name metCATIA. Dat betekent dat de uitvoer van de simulaties directkan worden verwerkt in het CAD-systeem zonder dat datamoeten worden omgezet of gemigreerd. Tevens kunnen ver-anderingen die in een bepaald deel van het simulatiemodelworden aangebracht direct worden doorberekend in de ove-rige delen. Dat maakt het werken met de simulatiesoftwarezeer gebruikersvriendelijk.
De gebruikersvriendelijkheid is een belangrijke voorwaardevoor bedrijven die met virtual product development aan deslag gaan of willen gaan. Iedereen, ook de niet-program-
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 24
SIMULATIESOFTWARE
Afbeelding 2.Voor sommige grote en complexe producten is hetgewoonweg onmogelijk om een compleet prototype te bouwen
Afbeelding 3. Overzicht van de verschillende carrosserie-onder-delen van een Volkswagen, die door middel van puntlassen metelkaar verbonden zijn
23_putter_nr6_2004 14-12-2004 15:30 Pagina 24

meurs, moeten met de programma’s en modellen uit de voe-ten kunnen. Een tweede eis die wordt gesteld is performan-ce. Daarbij kan gedacht worden aan het parallel uitvoerenvan berekeningen. Doorgaans worden berekeningen naelkaar uitgevoerd, maar door gebruik te maken meerdereprocessors wordt het systeem niet alleen minder belast,maar kunnen de resultaten sneller worden gebruikt. Een vol-gend aspect waar veel op gelet wordt is het robuuste ont-werp van de simulatie-omgeving. Daarmee wordt bedoelddat het mogelijk moet zijn zogenaamde what-if situaties tetesten en voorspellen. Het bestaande model voldoet bijvoor-beeld met perfect materiaal, maar wat gebeurt er als hetmateriaal afwijkt van perfectie? Ontwerpers moeten dan instaat zijn meerdere uitkomsten te kunnen genereren zodatzij met toeleveranciers afspraken kunnen maken over dekwaliteit van grondstoffen. Ten slotte zien we de trend datbedrijven niet alleen productdata maar ook simulatiedatamoeten kunnen beheren. Alle data wordt dan naar een engi-ne gestuurd en doorgerekend. Op die manier wordt hetmogelijk verschillen tussen productdata en simulatiedatanaast elkaar te leggen en discrepanties eruit te halen.
De automobielindustrie is bij uitstek een plaats waargebruik wordt gemaakt van simulaties. Volkswagen bijvoor-beeld, zet simulatiesoftware in voor het plaatsen van las-punten bij hun carrosseriemodellen, zie afbeelding 3. Dit iseen lasmethode waarbij de te verbinden delen door verhit-ting in kneedbare toestand worden gebracht, waarna men,door de delen krachtig tegen elkaar te drukken, de verbin-ding tot stand brengt. Deze traditionele methode van mon-tage is echter moeilijk uitvoerbaar, heeft een grote foutkansen is onnauwkeurig. Een virtuele testomgeving biedt in datgeval uitkomst.Guardian Automotive maakt voor meerdere autofabrikantende ruiten van de wagens. Het vervaardigen van autoruitenkent een complex productieproces. Je hebt namelijk te
maken met verschillende, wisselende factoren. Denk aan dehitte die nodig is om het glas te buigen zodat het goed in hetmodel past, maar denk ook aan de krachten die vrijkomenals de ruit in de auto wordt geplaatst. Om goed te kunnenvoorspellen wat de wisselwerking is tussen die factorenmaakt Guardian Automotive gebruik van simulaties, zieafbeelding 4. Ook in de verpakkingsmiddelenindustrie wor-den simulaties toegepast. Op die manier testte Unilever dedrukvorming in een fles als gevolg van het oxideren van dekookolie die in de fles zit. Met de resultaten is Unilever instaat een verpakkingsoplossing te ontwikkelen die functio-neel is en waarbij zo min mogelijk materiaal gebruikt wordt,zie afbeelding 5.
Het is slechts een greep uit de toepassingsmogelijkhedenvan simulatiesoftware. Bovenstaande voorbeelden gevenaan dat snel wezenlijke resultaten kunnen worden behaald,zowel in efficiency als in kostenbesparing. Return on invest-ment is goed hard te maken ondanks de vaak niet geringeinvesteringen. Voor veel bedrijven staat echter het waarbor-gen van de kwaliteit van het product bovenaan. Daarbijdient nog te worden opgemerkt dat het niet alleen de grotebedrijven zijn die simulatiesoftware aanschaffen; het MKBziet steeds meer de voordelen ervan in. Vooral de ingeni-eursbureaus vallen in dat opzicht op. Zo verwerft virtualproduct development zich een vaste plaats in ieder produc-tieproces.
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 425
Afbeelding 4. Simulatie van een autoruit bij Guardian Automotive
Afbeelding 5. Simulatie van een fles met een oplopend intern vacuüm
23_putter_nr6_2004 14-12-2004 15:30 Pagina 25
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 26
THEMADAG MIKROCENTRUM
D we onze toevlucht nemen tot actieve trillingsbeheersing. Enwe moeten leren trillings- en geluidongevoelig te ontwer-pen. Deze themadag dient ook een verbinding te leggen tus-sen theorie en praktijk.
Inzicht biedt oplossingsruimteJan Verheij werkt bij TNO-TPD in Delft en is tevens hoog-leraar aan de Technische Universiteit Eindhoven. Zijn voor-dracht heeft de titel “Trillingsarme en geluidongevoeligeconstructies” en behandelt vooral basisprincipes en theore-tische achtergronden met het doel te komen tot systematisch
• Frans Zuurveen •
Die themadag vond op 30 november plaats in hetMikrocentrum te Eindhoven. Karin Mous, manager thema-dagen van het Mikrocentrum, heet de talrijke aanwezigen -niet alleen uit ons vakgebied maar ook uit de bouwwereld-welkom. Daarna neemt dagvoorzitter Herman Soemers,hoogleraar aan de Universiteit Twente en tevens werkzaambij Philips CFT, het woord. Hij benadrukt dat in deze tijd,waarin de specificaties van machines steeds strenger wor-den, het belang van het onderdrukken van trillingen engeluid steeds groter wordt. Tegenwoordig kunnen we nietmeer volstaan met passieve isolatietechnieken maar moeten
Trillingen en geluid. Ze prikkelen onze zintuigen en daar is niets mis mee. Maar ze kunnen
ook ons prachtige precisietechnologische ontwerp beïnvloeden en dat is op zijn minst hin-
derlijk, in het ergste geval rampzalig. Natuurlijk kennen we allemaal de simpele maatrege-
len die je kunt treffen om trillingen en geluid te onderdrukken: dempers monteren en
geluiddempend materiaal plakken. Maar vandaag de dag denken we even makkelijk in
nanometers als we enkele decennia terug over mu’s dachten, en dan helpen conventionele
methoden niet meer. Hoog tijd dus voor een themadag over de theorie van geluid en tril-
lingen en over technieken om hun invloed te onderdrukken.
Themadag Mikrocentrum
Geluid en trillingenals storingsbron
26_zuurveen2_nr6_2004 14-12-2004 15:31 Pagina 26
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 427
trillingsarm ontwerpen. De basisaanpak is het identificerenvan externe en interne bronnen en het opstellen van eendynamisch model voor de systeemoverdracht.
Bij trillingsanalyse kan onderscheid worden gemaakt tussenhet tijddomein en het frequentiedomein. Bij een stoot in devorm van een krachtimpuls in het tijddomein laat het fre-quentiedomein zien dat, naarmate de flanken van de pulsabrupter verlopen, er ook een groter aandeel is van hoge fre-quenties.
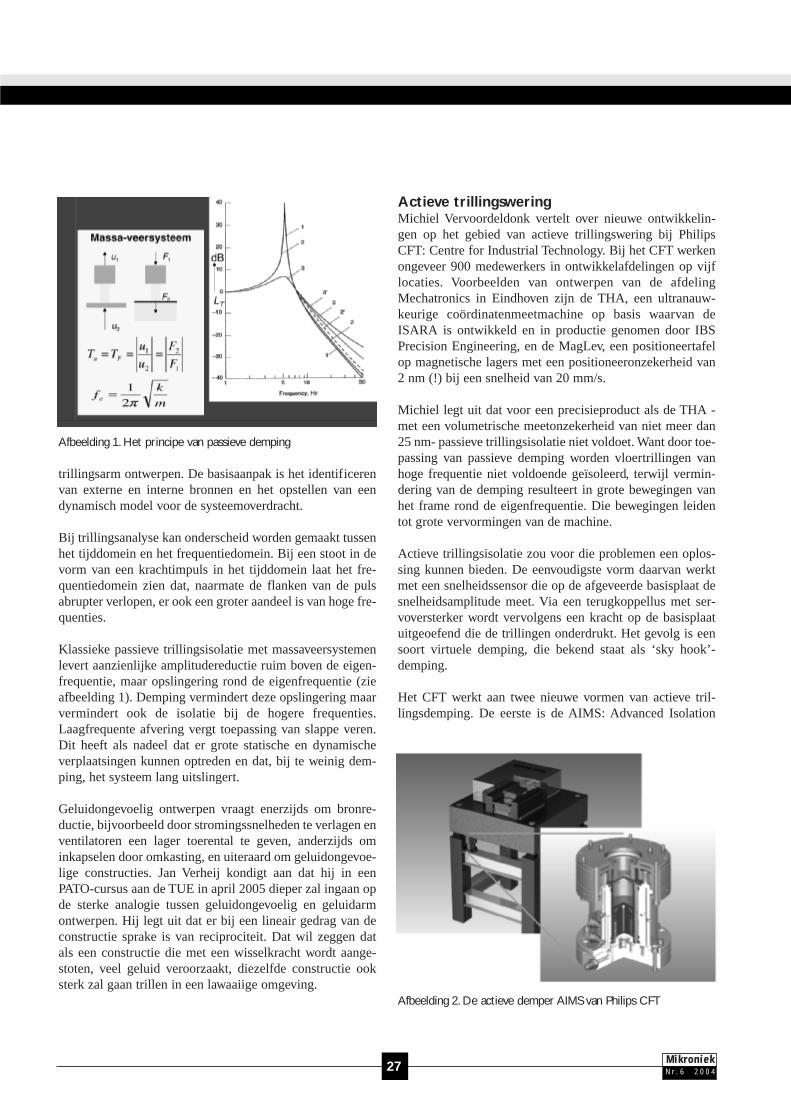
Klassieke passieve trillingsisolatie met massaveersystemenlevert aanzienlijke amplitudereductie ruim boven de eigen-frequentie, maar opslingering rond de eigenfrequentie (zieafbeelding 1). Demping vermindert deze opslingering maarvermindert ook de isolatie bij de hogere frequenties.Laagfrequente afvering vergt toepassing van slappe veren.Dit heeft als nadeel dat er grote statische en dynamischeverplaatsingen kunnen optreden en dat, bij te weinig dem-ping, het systeem lang uitslingert.
Geluidongevoelig ontwerpen vraagt enerzijds om bronre-ductie, bijvoorbeeld door stromingssnelheden te verlagen enventilatoren een lager toerental te geven, anderzijds ominkapselen door omkasting, en uiteraard om geluidongevoe-lige constructies. Jan Verheij kondigt aan dat hij in eenPATO-cursus aan de TUE in april 2005 dieper zal ingaan opde sterke analogie tussen geluidongevoelig en geluidarmontwerpen. Hij legt uit dat er bij een lineair gedrag van deconstructie sprake is van reciprociteit. Dat wil zeggen datals een constructie die met een wisselkracht wordt aange-stoten, veel geluid veroorzaakt, diezelfde constructie ooksterk zal gaan trillen in een lawaaiige omgeving.
Actieve trillingsweringMichiel Vervoordeldonk vertelt over nieuwe ontwikkelin-gen op het gebied van actieve trillingswering bij PhilipsCFT: Centre for Industrial Technology. Bij het CFT werkenongeveer 900 medewerkers in ontwikkelafdelingen op vijflocaties. Voorbeelden van ontwerpen van de afdelingMechatronics in Eindhoven zijn de THA, een ultranauw-keurige coördinatenmeetmachine op basis waarvan deISARA is ontwikkeld en in productie genomen door IBSPrecision Engineering, en de MagLev, een positioneertafelop magnetische lagers met een positioneeronzekerheid van2 nm (!) bij een snelheid van 20 mm/s.
Michiel legt uit dat voor een precisieproduct als de THA -met een volumetrische meetonzekerheid van niet meer dan25 nm- passieve trillingsisolatie niet voldoet. Want door toe-passing van passieve demping worden vloertrillingen vanhoge frequentie niet voldoende geïsoleerd, terwijl vermin-dering van de demping resulteert in grote bewegingen vanhet frame rond de eigenfrequentie. Die bewegingen leidentot grote vervormingen van de machine.
Actieve trillingsisolatie zou voor die problemen een oplos-sing kunnen bieden. De eenvoudigste vorm daarvan werktmet een snelheidssensor die op de afgeveerde basisplaat desnelheidsamplitude meet. Via een terugkoppellus met ser-voversterker wordt vervolgens een kracht op de basisplaatuitgeoefend die de trillingen onderdrukt. Het gevolg is eensoort virtuele demping, die bekend staat als ‘sky hook’-demping.
Het CFT werkt aan twee nieuwe vormen van actieve tril-lingsdemping. De eerste is de AIMS: Advanced Isolation
Afbeelding 1. Het principe van passieve demping
Afbeelding 2. De actieve demper AIMS van Philips CFT
26_zuurveen2_nr6_2004 14-12-2004 15:31 Pagina 27
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 28
THEMADAG MIKROCENTRUM
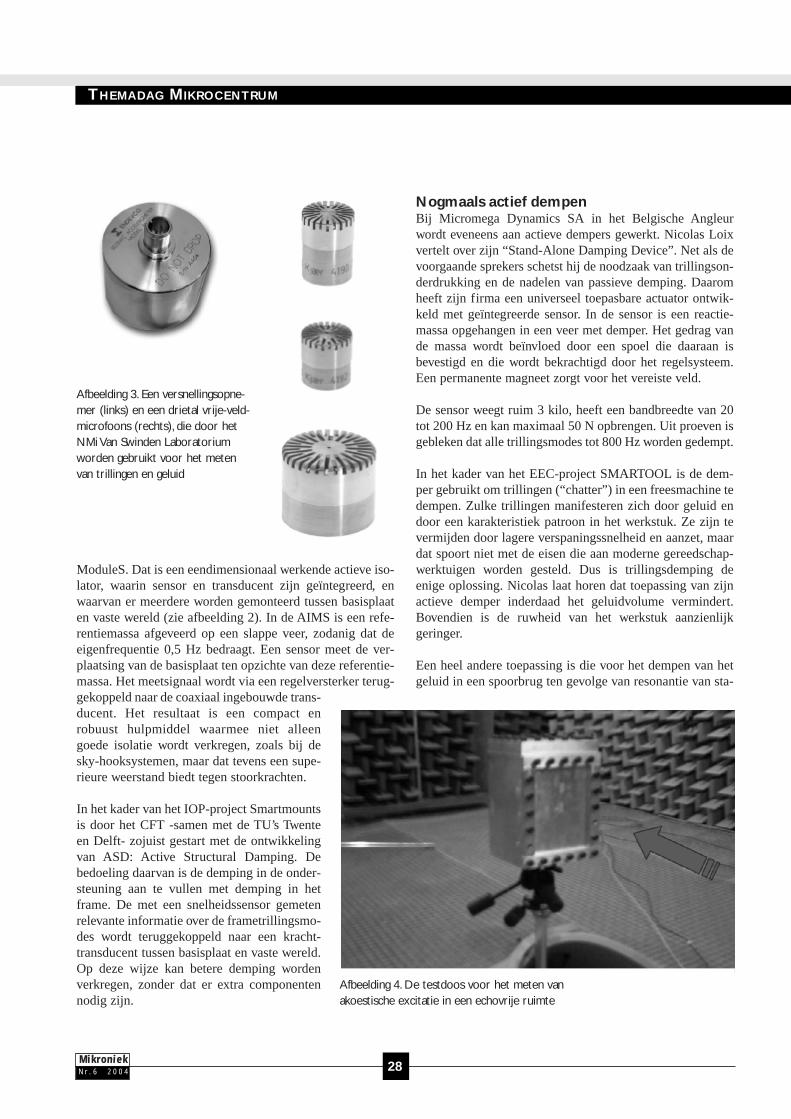
ModuleS. Dat is een eendimensionaal werkende actieve iso-lator, waarin sensor en transducent zijn geïntegreerd, enwaarvan er meerdere worden gemonteerd tussen basisplaaten vaste wereld (zie afbeelding 2). In de AIMS is een refe-rentiemassa afgeveerd op een slappe veer, zodanig dat deeigenfrequentie 0,5 Hz bedraagt. Een sensor meet de ver-plaatsing van de basisplaat ten opzichte van deze referentie-massa. Het meetsignaal wordt via een regelversterker terug-gekoppeld naar de coaxiaal ingebouwde trans-ducent. Het resultaat is een compact enrobuust hulpmiddel waarmee niet alleengoede isolatie wordt verkregen, zoals bij desky-hooksystemen, maar dat tevens een supe-rieure weerstand biedt tegen stoorkrachten.
In het kader van het IOP-project Smartmountsis door het CFT -samen met de TU’s Twenteen Delft- zojuist gestart met de ontwikkelingvan ASD: Active Structural Damping. Debedoeling daarvan is de demping in de onder-steuning aan te vullen met demping in hetframe. De met een snelheidssensor gemetenrelevante informatie over de frametrillingsmo-des wordt teruggekoppeld naar een kracht-transducent tussen basisplaat en vaste wereld.Op deze wijze kan betere demping wordenverkregen, zonder dat er extra componentennodig zijn.
Nogmaals actief dempenBij Micromega Dynamics SA in het Belgische Angleurwordt eveneens aan actieve dempers gewerkt. Nicolas Loixvertelt over zijn “Stand-Alone Damping Device”. Net als devoorgaande sprekers schetst hij de noodzaak van trillingson-derdrukking en de nadelen van passieve demping. Daaromheeft zijn firma een universeel toepasbare actuator ontwik-keld met geïntegreerde sensor. In de sensor is een reactie-massa opgehangen in een veer met demper. Het gedrag vande massa wordt beïnvloed door een spoel die daaraan isbevestigd en die wordt bekrachtigd door het regelsysteem.Een permanente magneet zorgt voor het vereiste veld.
De sensor weegt ruim 3 kilo, heeft een bandbreedte van 20tot 200 Hz en kan maximaal 50 N opbrengen. Uit proeven isgebleken dat alle trillingsmodes tot 800 Hz worden gedempt.
In het kader van het EEC-project SMARTOOL is de dem-per gebruikt om trillingen (“chatter”) in een freesmachine tedempen. Zulke trillingen manifesteren zich door geluid endoor een karakteristiek patroon in het werkstuk. Ze zijn tevermijden door lagere verspaningssnelheid en aanzet, maardat spoort niet met de eisen die aan moderne gereedschap-werktuigen worden gesteld. Dus is trillingsdemping deenige oplossing. Nicolas laat horen dat toepassing van zijnactieve demper inderdaad het geluidvolume vermindert.Bovendien is de ruwheid van het werkstuk aanzienlijkgeringer.
Een heel andere toepassing is die voor het dempen van hetgeluid in een spoorbrug ten gevolge van resonantie van sta-
Afbeelding 3. Een versnellingsopne-mer (links) en een drietal vrije-veld-microfoons (rechts), die door hetNMi Van Swinden Laboratoriumworden gebruikt voor het metenvan trillingen en geluid
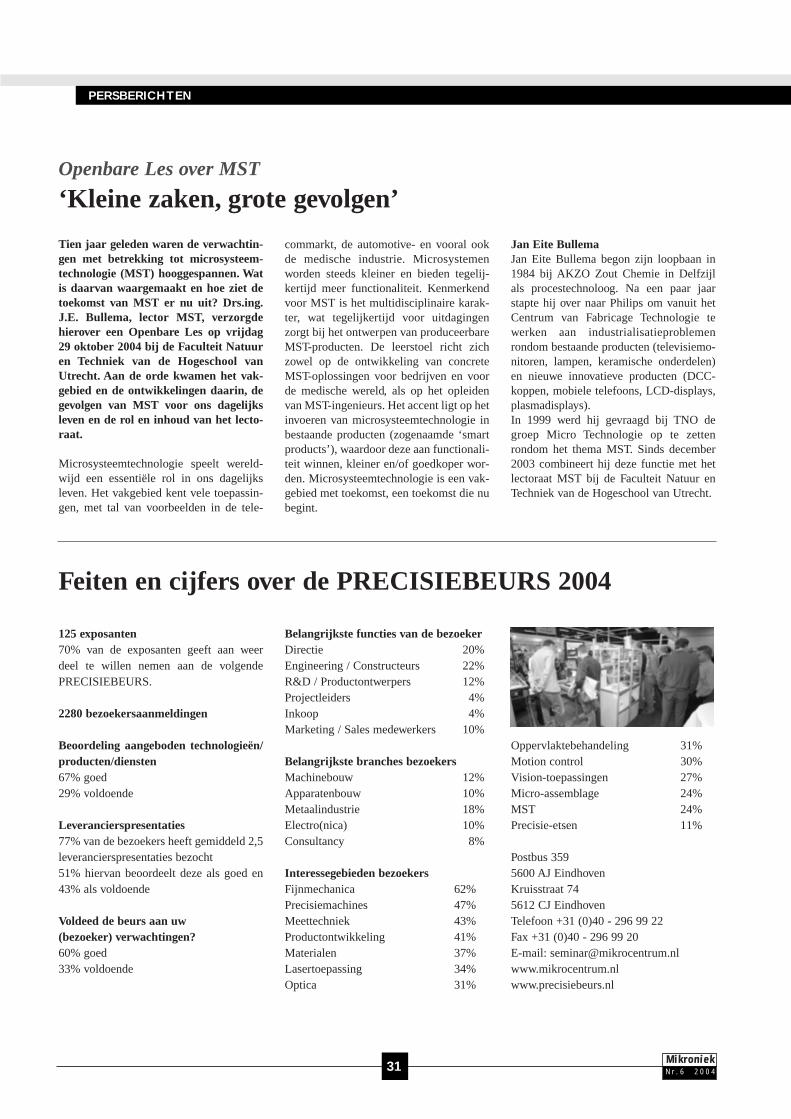
Afbeelding 4. De testdoos voor het meten van akoestische excitatie in een echovrije ruimte
26_zuurveen2_nr6_2004 14-12-2004 15:31 Pagina 28

M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 429
len platen. Dankzij de demper van Micromega kon eengeluidsreductie van 3 dB worden bereikt. Micromega ont-wikkelt momenteel een zwaardere demper (35 kilo) en eenveel lichtere (30 gram). Ze zijn respectievelijk bedoeld voorgrote gereedschapwerktuigen en optische precisie-instru-menten.
Trillingen en geluid nauwkeurig metenHet NMi Van Swinden Laboratorium in Delft beheert enonderhoudt meetstandaarden. Het is een officieel erkendmeetinstituut, zoals er tachtig in de wereld bestaan. Paul vanKan benadrukt in zijn voordracht het belang van herleid-baarheid, dat is de koppeling van een meetresultaat aan dedesbetreffende SI-eenheid. Bij lengtemeting was dat ooit dekopie van de standaardmeter die Jan Hendrik van Swindenuit Parijs meekreeg. Vandaag de dag is de meter via de licht-snelheid gekoppeld aan de tijd.
Voor trillingen en geluid is die herleidbaarheid wat inge-wikkelder. De versnellingsamplitude van trillingen wordtuitgedrukt in m/s2. Geluidsdruk wordt gemeten in pascal: 1Pa = 1 N/m2 oftewel kg.m/s2m2. Voor trillingsmetingengebruikt het NMi referentieversnellingsopnemers van 4 Hztot 4 kHz (zie afbeelding 3). Voor vergelijkende kalibratiewordt de norm ISO 16063 gehanteerd.
Standaardmicrofoons leveren een meetresultaat in mV/Pa;vrije-veld-microfoons zijn weerbestendig tot 90 procentrelatieve vochtigheid en lineair van 15 dB tot 150 dB (zieafbeelding 3). Bij geluidmeting kan de gevoeligheid van hetmenselijk oor in rekening worden gebracht door frequentie-weging via de A-curve.
In de praktijk kunnen de metingen van trillingen en geluidworden verstoord door allerlei omgevingsinvloeden. Deervaring van het Van Swinden Laboratorium heeft geresul-teerd in het herkennen van die invloeden, in de juiste keuzeen afstelling van meetapparatuur met data-analyse, en in deverstandige interpretatie van meetresultaten.
Akoestische excitatiePrecisiemachines staan bloot aan allerlei foutenbronnen,waarvan akoestische excitatie er één is. Bert Roozen vanPhilips CFT zegt dat in de moderne precisietechnologie“error budgetting” erg belangrijk is: foutenbronnen vroegtij-dig opsporen, evalueren, kwantificeren en toelaatbare waar-den toerekenen. Akoestische excitatie is de massaresponsieals een geluidsgolffront tegen een plaat botst. Ook daarbijgeldt weer reciprociteit, want geluidsbron en meetplaats zijnals het ware omwisselbaar. Ze hebben in principe dezelfdeoverdrachtsfunctie, zij het met omkering van teken.
In het CFT is akoestische excitatie onderzocht door gebruikte maken van een eenvoudig model: een gesloten doos (zieafbeelding 4). Die heeft een goed gedefinieerde structuur-dynamica en is relatief gemakkelijk te exciteren, zodatbetrouwbare metingen mogelijk zijn. Er zijn proevengedaan in een anechoische, dat wil zeggen echovrije(“dode”) kamer en in een nagalmkamer, dus met harde wan-den. Daarbij konden pieken in frequentiespectra wordengecorreleerd aan de verschillende trillingsmodes van dedooswanden.
Er zijn ook “case studies” uitgevoerd aan nanometerpreci-sie-preparaattafels en aan harde-schijf-aandrijvingen. De
Afbeelding 5. Een opengewerkte tekening vande wafer stepper Twinscan 850 van ASML
26_zuurveen2_nr6_2004 14-12-2004 15:31 Pagina 29

Uiteindelijk bleek de amplitude van de eerste trillingsmode40 dB lager te zijn geworden zonder dat de stijfheid merk-baar is verminderd.
AfsluitingHerman Soemers sluit de leerzame dag af met de opmerkingdat er een duidelijke verschuiving valt te constateren vanpassieve naar actieve demping. Hij vraagt zich alleen afwelke methode het uiteindelijk zal gaan winnen. Wel is dui-delijk dat akoestici en dynamici elkaar steeds vaker zullentegenkomen en elkaar ook steeds meer nodig hebben. Ookvalt te leren dat we blijkbaar moeten leven met trillings- engeluidbronnen, want het is eenvoudiger de gevolgen teonderdrukken dan de oorzaak aan te pakken.
[email protected]@[email protected]@[email protected]@[email protected]
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 30
THEMADAG MIKROCENTRUM
laatste omdat Philips standaard-HDD’s toepast in dvd-recor-ders. De gevoeligheid van de HDD’s voor hard omgevings-geluid (akoestische boxen) kon worden verminderd door hetaanbrengen van rubber dempers. Naast dit soort mechanischisoleren bieden bekappingen soms een oplossing. Dat laat-ste geldt natuurlijk ook voor aanpassingen van het ontwerp.
Dynamisch gedrag van wafer steppersDirk van Gompel van ASML vertelt welke problemen tril-lingen kunnen veroorzaken in wafer steppers (zie afbeelding5). De minimale lijnbreedte van de IC’s op de siliciumplak-ken die in een stepper worden belicht, bedraagt tegenwoor-dig 70 nm. Dat betekent dat de som van alle foutenbronnenin het “error budget” niet groter mag zijn dan zo’n 7 nm.Daarbij moet worden bedacht dat het masker (“reticle”) ende plak (“wafer”) met grote snelheid bewegen, en wel integengestelde richting en met verschillende snelheid. Datgebeurt met positioneertafels boven en onder het objectief,dat het masker afbeeldt op de UV-gevoelige lak op de plak.Dankzij slim balanceren is daarbij de invloed van massa-krachten grotendeels geëlimineerd. De overlaponzekerheid(“overlay”) van opvolgende belichtingsstappen moet kleinerzijn dan 2 nm!
Een van de maatregelen om te komen tot een verantwoordefoutentoedeling is het opdelen van de dynamische machine-architectuur in een “geïsoleerde wereld” en een “ongeïso-leerde wereld”. In de eerste bevinden zich alle optischecomponenten en de bewegende tafels (“stages”). Het meet-frame is zodanig afgeveerd op luchtdempers (“airmounts”)dat een eigenfrequentie van 0,5 Hz is bereikt.
Stoorkrachten zijn onder andere afkomstig van eigen trillin-gen van het basisframe, van stap- en scankrachten, vloertril-lingen en handlerkrachten (in- en uitbewegen van de plak-ken). Ook drukfluctuaties in de dempers hebben invloed,evenals de stroming van lucht in het conditioneringssys-teem. Met versnellingsopnemers is gemeten welke fouten-bronnen doorslaggevend zijn. Daarbij bleek de luchtcondi-tionering de belangrijkste bron, in het bijzonder de warmte-wisselaar, de ventilator en de inlaatopeningen met scherpverloop.
Aanpassing van het ontwerp bleek een te kostbare en ingrij-pende oplossing. Daarom is besloten de passieve dempingaan te vullen met actieve demping op de plaats waar die hetmeest nodig is: de lensdrager. De massieve montagering isvervangen door een ring in dezelfde vorm met piëzo-elek-trische transducenten. Die werken in twee richtingen enworden gestuurd door een regelaar met versnellingssensor.
26_zuurveen2_nr6_2004 14-12-2004 15:31 Pagina 30
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 431
PERSBERICHTEN
Tien jaar geleden waren de verwachtin-gen met betrekking tot microsysteem-technologie (MST) hooggespannen. Watis daarvan waargemaakt en hoe ziet detoekomst van MST er nu uit? Drs.ing.J.E. Bullema, lector MST, verzorgdehierover een Openbare Les op vrijdag29 oktober 2004 bij de Faculteit Natuuren Techniek van de Hogeschool vanUtrecht. Aan de orde kwamen het vak-gebied en de ontwikkelingen daarin, degevolgen van MST voor ons dagelijksleven en de rol en inhoud van het lecto-raat.
Microsysteemtechnologie speelt wereld-wijd een essentiële rol in ons dagelijksleven. Het vakgebied kent vele toepassin-gen, met tal van voorbeelden in de tele-
commarkt, de automotive- en vooral ookde medische industrie. Microsystemenworden steeds kleiner en bieden tegelij-kertijd meer functionaliteit. Kenmerkendvoor MST is het multidisciplinaire karak-ter, wat tegelijkertijd voor uitdagingenzorgt bij het ontwerpen van produceerbareMST-producten. De leerstoel richt zichzowel op de ontwikkeling van concreteMST-oplossingen voor bedrijven en voorde medische wereld, als op het opleidenvan MST-ingenieurs. Het accent ligt op hetinvoeren van microsysteemtechnologie inbestaande producten (zogenaamde ‘smartproducts’), waardoor deze aan functionali-teit winnen, kleiner en/of goedkoper wor-den. Microsysteemtechnologie is een vak-gebied met toekomst, een toekomst die nubegint.
Jan Eite BullemaJan Eite Bullema begon zijn loopbaan in1984 bij AKZO Zout Chemie in Delfzijlals procestechnoloog. Na een paar jaarstapte hij over naar Philips om vanuit hetCentrum van Fabricage Technologie tewerken aan industrialisatieproblemenrondom bestaande producten (televisiemo-nitoren, lampen, keramische onderdelen)en nieuwe innovatieve producten (DCC-koppen, mobiele telefoons, LCD-displays,plasmadisplays). In 1999 werd hij gevraagd bij TNO degroep Micro Technologie op te zettenrondom het thema MST. Sinds december2003 combineert hij deze functie met hetlectoraat MST bij de Faculteit Natuur enTechniek van de Hogeschool van Utrecht.
Openbare Les over MST
‘Kleine zaken, grote gevolgen’
125 exposanten 70% van de exposanten geeft aan weerdeel te willen nemen aan de volgendePRECISIEBEURS.
2280 bezoekersaanmeldingen
Beoordeling aangeboden technologieën/producten/diensten67% goed29% voldoende
Leverancierspresentaties77% van de bezoekers heeft gemiddeld 2,5leverancierspresentaties bezocht 51% hiervan beoordeelt deze als goed en43% als voldoende
Voldeed de beurs aan uw (bezoeker) verwachtingen?60% goed33% voldoende
Belangrijkste functies van de bezoekerDirectie 20%Engineering / Constructeurs 22%R&D / Productontwerpers 12%Projectleiders 4%Inkoop 4%Marketing / Sales medewerkers 10%
Belangrijkste branches bezoekersMachinebouw 12%Apparatenbouw 10%Metaalindustrie 18%Electro(nica) 10%Consultancy 8%
Interessegebieden bezoekersFijnmechanica 62%Precisiemachines 47%Meettechniek 43%Productontwikkeling 41%Materialen 37%Lasertoepassing 34%Optica 31%
Oppervlaktebehandeling 31%Motion control 30%Vision-toepassingen 27%Micro-assemblage 24%MST 24%Precisie-etsen 11%
Postbus 3595600 AJ EindhovenKruisstraat 745612 CJ EindhovenTelefoon +31 (0)40 - 296 99 22Fax +31 (0)40 - 296 99 20E-mail: [email protected]
Feiten en cijfers over de PRECISIEBEURS 2004
31_persberichten_040183 14-12-2004 16:16 Pagina 31
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 32
NVPT NIEUWS
Activiteiten 2005Het NVPT-bestuur hoopt de leden voor 2005 een interessantprogramma te bieden. Onderstaand het voorlopige over-zicht.
Kennismaken met …Onder deze noemer organiseert de NVPT, in samenwerkingmet het Mikrocentrum, een aantal themadagen. De onder-werpen die aan bod komen zijn:- MST- Agro - Medische systemen- Thermo mechanica- Precisielagers en rechtgeleidingen
Bedrijfdagen en beursdeelnameMaart PIB-dag bij Océ Technologies in
Venlo op 18 maart
Juni PIB-dag bij MESA+Oktober StudiebeursNovember Precisiebeurs
Overige activiteiten• Algemene Ledenvergadering inclusief themabijeen-
komst;• Mikroniek - 6 uitgaven per jaar;• PTjaarboek - de 12e editie is in de maak;• Website - doorlopend nieuwe artikelen op www.preci-
sieportaal.nl;• Participatie in PIT (Platform Industriële Technologie).
Dit platform is een samenwerkingsverband tussen ver-schillende bedrijven en brancheorganisaties, waaronderde NVPT.
nieuws
Bij deelname van 25 personen bedragen de kosten circa € 850,00.Hierbij zijn inbegrepen:• Busreis • Overnachtingen met ontbijt• Lunch en diners (exclusief drank)
Niet inbegrepen zijn:• Reis- en annuleringsverzekering• Vervoer van en naar de vertrekplaats• Persoonlijke uitgaven
Wie interesse heeft in deze reis, kan dit voor 28 januarikenbaar maken en een e-mail sturen naar [email protected].
De NVPT heeft -in samenwerking met het IOP/PT- hetvoornemen een studiereis naar Zuid-Duitsland te organise-ren. Van deze regio is bekend dat er een groot aantalactiviteiten plaatsvindt op het gebied van precisieontwerpenen -bewerken.Doel is deelnemers van de reis nader te informeren over dewerkwijze van enkele precisietechnologiebedrijven in Zuid-Duitsland. Daarnaast kunnen zij kennis opdoen over destand van de techniek in verschillende bedrijven. Het veld iste divers om in zijn geheel te dekken, maar door het bezoe-ken van een aantal bedrijven/instituten kunnen deelnemersmet een paar zeer interessante spelers kennismaken.Bij voldoende deelname zal de studiereis in het voorjaar van2005 plaatsvinden. De reis is bedoeld voor mensen met eentechnische achtergrond, onderzoekers en technischmanagers en zal vier dagen duren.
Precisietechnologie in Zuid-Duitsland
32_NVPT_nr6_2004 14-12-2004 16:16 Pagina 32
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4
MICRO- EN NANO-SCALE ENGINERING
P torstitel. Zijn proefschrift ging over “radiation induceddamage and repair kinetics in the DNA of mammaliancells”.
1990 – 1994Werkzaam bij het IBM Laboratorium voor oppervlakte- enstructuuranalyse in Boeblingen, Duitsland.
1994 – 1996Werkzaam bij het IBM Zurich Research Laboratory, afde-ling Opto-elektronica. Onderzoek naar transmissie elek-tronmicroscopie en materialen voor hoogvermogen laser-diodes.
1996 – 2003Werkzaam bij IBM Storage Technology Division in Mainz,Duitsland als hoofd van het Laboratorium voor MagnetischeKarakterisering en Technologie Projecten.
2003 – 2004Werkzaam bij Robert Bosch GmbH in Reutlingen als pro-jectleider voor de ontwikkeling van de volgende generatiemicromechanische acceleratiesensoren.
Juli 2004Hoogleraar aan de Technische Universiteit Eindhoven. Indeze functie zal prof. Dietzel zich onder andere bezighou-den met onderzoek naar micro- en nano fabricatietechnie-ken en zich daarnaast richten op het samengaan van patro-nen en systemen met betrekking tot micro- en nano gerela-teerde structuren.
We wensen prof. Dietzel een vruchtbare carrière toe enhopen veel met hem samen te kunnen werken.
Prof.dr.ir. P.H.J. Schellekens heeft op 3 december jl. zijnafscheidscollege gegeven aan de Technische UniversiteitEindhoven. Hij was hoogleraar aan deze universiteit, afde-ling Werktuigbouwkunde, vakgebied Precisiemechanica.Zijn opvolger is prof.dr. A.H. Dietzel. Het vakgebiedPrecisiemechanica zal zich meer gaan richten op MicroSysteem Technologie (MST) en zal daarom Micro- & Nano-Scale Engineering gaan heten.
1980 - 1990Andreas Dietzel studeerde van 1980 tot 1986 Fysica aan deUniversiteit van Goettingen en behaalde in 1990 de doc-
Dietzelvolgt Schellekens op
Prof.dr.A. Dietzel
33
33_Dietsel_nr6_2004 14-12-2004 15:36 Pagina 33
M i k r oM i k r o n i e kn i e kN r . 6 2 0 0 4 34
Specialistisch teamwerkRuim veertig goed opgeleide vakmensen weten hun uniekekennis en expertise effectief in te zetten en toe te passen.Doordat kennis uit verschillende branches afkomstig is, endankzij doorlopende opleidingsprogramma’s, worden denieuwste technieken toegepast.En kan op de snel veranderende wensen en eisen van dediverse industrietakken worden geanticipeerd. Een uniekekennispositie die ook op uw werkterrein als een belangrijkekatalysator kan dienen.
Constructieve expertiseJuist dank zij de brede ervaring binnen de gehele industrië-le sector is Buhl voor veel gerenommeerde bedrijven eenbelangrijke toeleverancier met een grote complementairetoegevoegde waarde. Niet alleen op productniveau, maarzeker ook als het gaat om meedenken over functionele pro-ducteisen versus lucratieve productiemethoden.Of het nu om complexe onderdelen voor kopieermachinesgaat of om high-tec onderdelen voor de lucht- en ruimte-vaart. Buhl laat u zichtbaar profiteren van rendementsver-hogende adviezen en productietechnieken.
Klantspecifiek maatwerkBuhl produceert vrijwel alles op basis van klantspecificatie.Van enkelstuks tot seriematige producties en van zeer klei-ne tot handgrote producten. Een hoge moeilijkheidsgraad ofniet, Buhl neemt menige uitdaging graag van u aan.
Van medische implantaten tot protheses en van vliegtuig-stoelleuningen tot Ariane-turbineontstekers, van stuitringentot motorsteunen (of terugslagkleppen). Elk product wordtmet hetzelfde perfectionisme voorbereid, geproduceerd ,getest en uiteindelijk zero defect geleverd.
Bijzondere mix van produktiemethodenGeavanceerde CNC-machines, CAD-CAM-technieken enconventionele apparatuur wisselen elkaar af. Er is een net-werk van toeleveranciers aanwezig voor complementairebewerkingen als warmtebehandelingen, oppervlaktebehan-delingen etc. Alle productieprocessen worden gecontroleerd uitgevoerd,waardoor een beheerste fabricage is gewaarborgd. Dankzijdeze bijzondere combinatie van productiemethoden kanBuhl uiterst efficiënt producten fabriceren en bijvoorbeeldplaatdelen, draaidelen en freesdelen voor u samenstellen.Ook combinaties hiervan zijn mogelijk. Daarnaast beschiktBuhl over een eigen gereedschapmakerij voor de fabricagevan speciaalgereedschappen en stempels. De fabricagewordt aangestuurd en bewaakt door geavanceerde produc-tiebesturings-, plannings- en registratiesystemen.
Verantwoordelijkheden overnemenEen resultaat gerichte productie vraagt om een intensievesamenwerking.Gebaseerd op open communicatie, synergie en betrouw-baarheid. En gericht op een duurzame klantrelatie. Uw plan-ning loopt dan gegarandeerd synchroon met onze planning.U bent ervan verzekerd dat wij leveren wat u verwacht. Voorde klant een prettige wetenschap en voor ons een grote ver-antwoordelijkheid, die wij graag dragen.
Stapsgewijze projectbeheersingBuhl beschikt over een eigen kwaliteitsafdeling. Per productstellen we een plan op, controleren de naleving daarvan enbewaken gedurende het gehele proces steekproefsgewijs deeindcontroles met diverse meetmiddelen en 3D-tests.Hierdoor kan het proces worden beheerst en waar nodig inieder stadium worden bijgesteld of aangepast. Alles volledigconform ISO.Het resultaat : “zero-defect-leveringen” met een uitstekendeprijs-kwaliteit verhouding.
Welkom bij BuhlFijnmetaalbewerking BV
Buhl is al meer dan een halve eeuw een
vakbekwame partner en aanspreekpunt
op het gebied van fijnmechanische
onderdelen, units en samenstellingen.
Geconcentreerd op veelal kleine tot
zeer kleine hightechprodukten van
metaal, edelmetaal en kunststof, zowel
in plaatwerk als verspanend bewerkt.
k e n n i s v a n ELKANDERS KUNNEN
34_kennis_nr6_2004 14-12-2004 15:36 Pagina 34

DrukteDrukte
DrukteDrukteDrukte
DrukteDrukteDrukte rond drukwerk?
De zorg voor drukwerk kun je heel
goed uitbesteden. Twin Design bv is
een grafisch full-service bureau en een
specialist wat betreft het maken van
boeken, tijdschriften en andere grafi-
sche uitingen. Wij bieden volledige
ondersteuning en realisatie van uw
producten, bijvoorbeeld housestyling,
jaarverslagen, proefschriften, brochu-
res, folders, advertenties en affiches.
Ook nieuwe media, zoals webdesign,
kan Twin Design voor u verzorgen.
Twin Design bv, Boschweg 2, 4105 DL Culemborg, tel: 0345 – 470 500, fax: 0345 – 470 570, [email protected]
www.twindesign.nl
00_omslag_nr6_2004 14-12-2004 15:45 Pagina 43
hoe meet men de toekomst?
� hoekmeetsystemen� lengtemeetsystemen� contourbesturingen� digitale uitlezingen�meettasters� impulsgevers
Alleen diegene die visie heeft, heeft toekomst. Daarom doet HEIDENHAIN er alles aan omdatgene dat vandaag nog niet mogelijk is morgen realiteit te laten zijn. Zo heeft HEIDENHAINsteeds weer beslissende impulsen gegeven om de nauwkeurigheid en de productiviteit
van bewerkingsmachines te laten toenemen. Dat zal ook in de toekomst zo blijven wanneer het er om gaat uit ideën industriestandaards te maken. Daarom vertrouwen zowel machinefabrikanten als ook instituten voor wetenschappelijk onderzoek als het gaat om meet- en besturingstechniekop HEIDENHAIN. Wij investeren dan ook steeds in nieuwe processen, principes en productiefacili-teiten. Hiermee kunt u uw visie in daden omzetten. HEIDENHAIN NEDERLAND B.V., Postbus 92, 6710 BB EDE, Telefoon (03 18) 58 18 00Telefax (03 18) 58 18 70,[email protected], www.heidenhain.nl
00_omslag_nr6_2004 14-12-2004 15:44 Pagina IV