- Dé internetsite voor de Automotive...
7
© WWW.AMT.NL - Dé internetsite voor de Automotive Professional
Transcript of - Dé internetsite voor de Automotive...

© WWW.AMT.NL - Dé internetsite voor de Automotive Professional

REPORTAGEProductieproces van Spyker
Foto’s: Jan Lieftink
Assemblage van een oogverblindende Spyker
Uit tweeduizend artikelnummers en een body-in-white maakt Spyker een complete
auto. En wat voor een! Lees mee hoe Spyker in tien stappen accelereert vanuit
stilstand naar Hollands Glorie. De geboorte van een zeer exclusief automobiel.
Elke Spyker begint het leven in de fabriek vanWilhelm Karmann GmbH in Osnabrück. Daarmaken de Duitsers in opdracht en volgens despecificaties van Spyker een aluminium space-frame met aluminium plaatwerk. De plaatdelenworden uit verschillende modules samenge-steld, die deels geautomatiseerd en deels hand-matig worden gemaakt.De carrosseriepanelen worden superplastischgevormd onder tien bar luchtdruk bij tempera-turen van 550°C. Het is een productietechniek
die vooral bekend is bij volumeproducenten.Karmann gebruikt echter ook handmatige pro-totype-achtige productiemethoden. Zo wordthet rolfelsen (het pasklaar maken en het omzo-men van de randen van de chassis- en carrosse-riedelen) handmatig met werktuigen gedaan,maar bij de fabricage van de kofferklep wordtook een robot gebruikt. Het mengen van diehandmatige productietechnieken met geïndus-trialiseerde processen noemt Karmann de ‘Mi-gration’-strategie.
Karmann last de verbindingen op drie verschil-lende manieren (laser-, MIG- en TIG-lassen). Intotaal heeft de Spyker maar liefst tachtig metergelijmde en gelaste verbindingen. Het resultaatheet een body-in-white. Als de body-in-white bijSpyker in Zeewolde aankomt zit er nog geenrubbertje aan.
Vastomlijnd en toch flexibelAan de Edisonweg in Zeewolde heeft Spyker deafdelingen Squadron, Aftersales, Engineering en
In tien stappen naarHollands Glorie
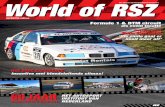
Foto: Spyker
1 © WWW.AMT.NL - Dé internetsite voor de Automotive Professional

Specials gevestigd. Tot pakweg anderhalf jaar ge-leden werden daar auto’s in vaste stations geas-sembleerd. Eén team bouwde de hele auto van Atot Z op. Dat werkte prima bij een jaarproductietot pakweg dertig auto’s, maar bij een hogereproductie is er een verbeteringsslag te makendoor te standaardiseren. Dat doet Spyker in eenfabriekshal vijfhonderd meter verderop, waarde lijnproductie is gevestigd. Daar kunnen lijn-medewerkers zich concentreren op bepaaldewerkzaamheden, zodat ze in minder werkzaam-heden meer bedreven raken.Het assemblageproces is in tien fases opgedeeld.Alle fases zijn zo ingericht dat er twee personenaan één auto kunnen werken, zonder dat ze el-kaar voor de voeten lopen. Als iemand in deauto werkt, is een ander aan de voor- of achter-kant bezig, maar nooit zijn twee mensen tegelij-kertijd met verschillende werkzaamhedenbijvoorbeeld aan de achterkant bezig. De tienfases lijken niet altijd logisch, al zijn ze dat wel.Zo brengt de monteur in fase 6 de dorpelbekle-ding aan, terwijl pas in fase 10 de deurpanelenvolgen. Spyker voorkomt zo dat onderdelenlater tijdelijk gedemonteerd moeten worden. Indit geval voorkomt het bovendien beschadigin-gen, heeft de monteur voldoende bewegings-ruimte en kan (later) het raammechanismeafgesteld worden. Alle fases duren even lang,zodat er een vloeiende doorgaande lijn ontstaat.In dit doorschuifsysteem zit een kleine margeom enige flexibiliteit te behouden.De indeling in fases geeft ook de mogelijkheidom één of meerdere fases uit te besteden. In hetbegin heeft Spyker een aantal van de eerstefases door Karmann laten uitvoeren, omdat Spy-ker daar op dat moment zelf de tijd niet voorhad. Halverwege de fases, werden de auto’s als-nog in Zeewolde afgebouwd, want Spyker zietde productie in Nederland als een ‘unique sel-ling point’. Trots staat dan ook op de nokkenas-deksels ‘made in Holland’.
Voor het nageslacht genoteerdNog voor fase 1 begint is er een ingangscontrole.Dat gaat steekproefsgewijs, want Spyker ver-
De body-in-white is gemaakt bij Karmann en wordt steekproefsgewijs doorSpyker gecontroleerd. Fase 1 begint met het demonteren van de body, devoor- en achterkant en de deuren.
Karmann maakt (nog) geen coupés, dus maakt Spyker in samenwerking methet Britse bedrijf Coventry Prototype Panels van een Spyder een Laviolette(coupé). Die auto’s komen in Zeewolde binnen met alleen een grondlak.
In fase 2 worden bijna alle bedradingen, kabels enslangen aangelegd, waaronder de hoofdkabel-boom, pluskabels, aircoleidingen, kachel- en koel-slangen en handrem.
De voor- en achterkant en de deuren zijn in fase 1gedemonteerd en worden in rekken opgehangen.Ze worden in de sub-assemblage klaargemaakt omstraks in fase 9 te worden gemonteerd.
In de sub-assembly worden de deuren voorzien van een deur-solenoid, spiegel, scharnieren, bedrading, elektrische motor, deruithouder en de ruit. De voor- en achterbody krijgen bedrading,verlichting en roosters.
Als de werkzaamheden voorschrijvendat er speciaalgereedschap nodig is,ligt dat gereedschap in het van eenSpyker-logo voorziene, voorgevorm-de schuimrubber in de gereedschap-kist.
In het werkplaatshandboek is alles gefotografeerd en beschre-ven. Elke klus heeft z’n eigen materiaal, dus liggen alle bouten,ringen en moeren in de doos, zodat misgrijpen onmogelijk is.Mocht speciaalgereedschap nodig zijn, dan ligt dat gereedschapin de gereedschapkist.
© WWW.AMT.NL - Dé internetsite voor de Automotive Professional 2

REPORTAGEProductieproces van Spyker
wacht een uitgangscontrole van haar leveran-ciers. Het werk van Karmann wordt gecontro-leerd op kwaliteit, toleranties, eventuelebeschadigingen en, indien van toepassing, lak-werk. Voor Karmann is het de eerste keer dat zeeen aluminiumcarrosserie lakken. Dat procesbegint met een fosfaatbad als voorbehandelings-laag en ook dat is een typisch voorbeeld van vo-lume-productietechnologie, dat niet eerder inkleine series werd toegepast. De auto’s die al-leen een grondlak hebben moeten nog gecon-verteerd worden tot Laviolette (Coupé).Karmann maakt (nog) geen gesloten Spyker’s,dus maken Spyker en het Britse CPP (Coventry
Prototype Panels) een dak op de spyder en kor-ten ze de achterklep in. Theoretisch zou de autodaarna terug moeten naar Karmann voor eendefinitieve laklaag, maar een zorgvuldig gese-lecteerde Nederlandse spuiter maakt dat retour-tje Osnabrück overbodig.Elke monteur heeft een werkorder waarop deopdracht staat en kan in het werkplaatshand-boek nakijken hoe de werkzaamheden uitge-voerd dienen te worden. Alles is gefotografeerden beschreven in het werkplaatshandboek, com-pleet met flatrate-tijden, zodat iemand met eentechnische achtergrond heel zelfstandig kanwerken. In het logboek vult de monteur in wel-
ke werkzaamheden hij heeft uitgevoerd. Erstaan ook nummers in die duidelijkheid gevenover specificaties, land van export, codes van deexterieur- en interieurkleuren en eventuele op-ties. De ‘badge- & traceability’-nummers in hetlogboek dienen als naslagwerk voor toekomstigereferenties en eventuele productaansprakelijk-heid. Badge-nummers gegeven technische infor-matie over een bepaalde serie auto’s en trace-ability-nummers geven informatie over speci-fieke onderdelen. Dat kan bijvoorbeeld hetnummer van de ABS-pomp zijn. Door al die op-ties en keuzes is een Spyker al nooit een stan-daardauto, maar soms wil een klant nog meer:
Het schakelmechanismewordt in de sub-assem-bly gemaakt. Als deauto in fase 3 is, krijgtde monteur straks eencompleet schakelme-chanisme, dat hij in éénkeer als complete unitinbouwt.
Hier bouwt de monteureen compleet schakel-
mechanisme in éénkeer als complete unit
in. Dit is de derde fase.Het schakelmechanisme
is in de sub-assemblyuit tientallen losse on-
derdelen samengesteld.
In deze sub-assembly worden tweeventilatoren in een aluminiumbehui-zing gemonteerd. Het zal op de radia-teur worden gemaakt en in fase 4 inde auto worden gemonteerd. De alu-miniumbehuizing is geanodiseerd,zodat het er mooi blijft uitzien.
Het V8-motorblok krijgt kabels en connectors en zal in deze sub-assemblage aan de trans-missie worden gemonteerd. In fase 4 worden motor en bak in het chassis getild en in fase 5aangesloten.
In fase 4 zijn de schokbrekers al aande voorkant gemonteerd, maar om-dat motor en bak pas aan het eindvan fase 4 worden ingebouwd, is erpas in fase 5 gelegenheid om de ach-terste schokbrekers te monteren.
In fase 6 wordt de zekeringkast on-der tegen de A-stijl gemonteerd. Indeze fase worden ook het interieurvan de middentunnel, de hoeden-plank en de dorpelbekleding aange-bracht.
De pedalenset is een prachtig kunststukje. In de sub-assemblage wordt het uitvele tientallen onderdelen samengesteld. De magazijnmeester leest het straksals één onderdeel in, zodat het in de assemblage als één onderdeel kan wor-den gemonteerd.
3 © WWW.AMT.NL - Dé internetsite voor de Automotive Professional

een ander dashboard, een supercharger of deneus van een C12 op een C8. De ervaring leertdat dit soort klanten zich zelden beperken totéén of twee wensen en er zoveel extra overlegnodig kan zijn, dat er zelfs sprake is van engi-neering op de werkvloer. Er is een limiet aan dehoeveelheid ruis dat Spyker in de lijnproductiewil accepteren en daarom worden deze auto'sbij de afdeling ‘Specials’ gemaakt.
Fase 1: het werk begintFase 1 begint met het demonteren van de body:de voor- en achterkant en de deuren. De werk-zaamheden staan in het werkplaatshandboekonder code 1.2.20 beschreven. De monteur te-kent na uitvoering van de werkzaamheden,schrijft eventuele opmerkingen op en tekentvoor akkoord. De voorman controleert de werk-zaamheden en tekent eveneens. De volgende be-werking in fase 1 is ‘chassis prepareren’ (1.2.40).Er worden hitteschilden, doorvoernippels en za-dels aangebracht en eventuele extra gaten ge-boord, afhankelijk van de specificaties. De gor-delautomaten worden nu ook al gemonteerd,want als straks de twee brandstoftanks zijn ge-monteerd komt niemand er meer bij. De laatstewerkzaamheid in deze fase is het inslaan vaneen chassisnummer in het chassis.De auto gaat nu fase 2 in, waar andere mon-teurs aan de auto beginnen. Zij leggen de hoofd-kabelboom aan, monteren de handrem, leggenleidingen en pluskabels aan, bouwen het airco-systeem in en monteren een kachelkraan, -slan-gen en -buizen. Daarna gaat de auto door naarfase 3.
Een parallelcircuitMaar om de handremkabel in fase 2 te monte-ren, zal er eerst een handremhandel gemaaktmoeten worden. Die wordt uit losse onderdelengeassembleerd, compleet met designhandvat,kabel, bevestigingshouder en de nodige bouten,moeren en ringen. En om de pluskabels aan teleggen zullen de ‘battery cables’ A tot en met Fgeassembleerd moeten zijn. Om de kabelboomaan te kunnen leggen, is eerst de assemblagevan het stuurslot vereist en het inleren ervan,omdat de ECU (Engine Control Unit) als veilig-heidsvoorziening moet weten wat het traceabi-lity-nummer van dat contactslot is.Al die werkzaamheden vinden echter niet infase 2 plaats. Er is een aparte ruimte in de fa-briek ingericht, waar andere monteurs aan desub-assemblage werken. Feitelijk is het een pa-rallelcircuit, dat minimaal één stap vooruit-loopt op het ‘normale’ assemblageproces. Eénvan die sub-assemblages is de ‘stuurslot assem-bly’ en dat moet klaar zijn als de auto in fase 2aankomt. Dat is ook de reden dat de voor- enachterkant en de deuren (die bij opdracht 1.2.20zijn gedemonteerd) niet zomaar in de rekkenzijn opgehangen en vergeten. Ze worden in desub-assemblage klaargemaakt om straks in fase9 gemonteerd te worden. Dat lijkt nog ver weg,
maar er moet veel gebeuren.De deuren worden voorzien van een deursole-noid, verlichting, spiegel, scharnieren, bedra-ding en een elektrische motor voor de ruit, deruithouder en natuurlijk de ruit zelf. De voor-en achterbody krijgen bedrading, verlichting enroosters en natuurlijk moet alles getest en ge-controleerd worden. Ook het schakelmecha-nisme is zo’n voor-geassembleerd onderdeel. Demagazijnmeester levert alle onderdelen voorhet schakelmechanisme: stangen, bouten, moe-ren, kabel, rubbers en de solenoid, die de ach-teruit deblokkeert zodra de knop wordtingedrukt. De magazijnmeester leest het lateropnieuw als één onderdeel in het Enterprise Re-
source Planning (ERP) in. Als de auto in fase 3belandt, krijgt de monteur aan de assemblage-lijn in zijn blauwe bak (waarin voor elke op-dracht alle onderdelen zitten die hij nodigheeft) een compleet schakelmechanisme, dat hijin één keer als complete unit inbouwt: metdank aan zijn collega in de sub-assembly.
SpeciaalgereedschapEr zijn tientallen sub-assembly’s, variërend vankoelblokken tot stuurhuizen, van kachel-unitstot de pedalenbox. Zelfs het dashboardkastje iser één en niet eens zo’n eenvoudige. Er moeteen 12 volts-aansluiting (uit het zicht) wordeningebouwd, de juiste kleur bekleding moet aan-gebracht worden en er moet een noodslot (eenSpyker heeft geen normaal contactslot) plus eenantenne voor de keyless-entry worden gemon-teerd. De pedalenset bouwt Spyker op door elkonderdeeltje, boutje, moertje, remcilinder enplaatje, dat los is aangeleverd in de sub-assem-bly, tot een eenheid te assembleren.De belangrijkste sub-assembly’s hebben eigengereedschapkisten, waarin al het gereedschapligt dat nodig is voor die opdracht. De aandachtvoor detail gaat zover dat als de werkzaamhe-den voorschrijven dat er een speciale tang nodigis, die tang netjes in het van een Spyker-logovoorziene voorgevormde schuimrubber in de ge-reedschapkist ligt. Elke klus heeft z’n eigen ma-teriaal, dus liggen alle bouten, ringen enmoeren in de doos, zodat niemand een te kortebout of een verkeerde o-ring kan monteren. Datvoorkomt ook dat de ene monteur een inbuslaag bolkop gebruikt, een ander een inbus flens-kop en weer iemand anders een inbus cilinder-kop. Ook de dealers krijgen voor onderhoud enreparatie duidelijke instructies om dezelfde ma-terialen en gereedschappen te gebruiken en
De coupé heeft twee achterruiten. De ruit tussen de cabine en de motorhoudt geluid en temperatuur tegen.Door de andere ruit (die hier wordtbijgewerkt) zie je straks van bovenafhet motorblok liggen.
Pas in fase 7 bouwen de monteurshet dashboard in, maar de sub-assembly moet dan al wel een dash-board hebben gemaakt. Hier wordende ventilatieroosters (met propeller-tjes) ingebouwd op gedraaid alumi-nium.
Dit is de sub-assembly van het dash-board. Na de opbouw van het mid-
denpaneel volgt een controle.Werken de schakelaars, lampjes en
temperatuurinstellingen? De halve-maan-opening geeft ruimte aan de
versnellingsstang.
Als de auto eindelijk op eigen wielen staat, in ditgeval de optionele 19 inch Aeroblade-magnesium-propellerwielen, kan de auto ook worden uitgelijnd.
© WWW.AMT.NL - Dé internetsite voor de Automotive Professional 4

REPORTAGEProductieproces van Spyker
onderdeel, maar voldoet in deze vorm niet aande kwaliteitseisen van Spyker. De lak wordt erdaarom afgeschuurd en de stuurkogel krijgt eenbehandeling. Misschien mag er bij een andermerk auto best een roestzweempje te zien zijnop de stuurkogel als de auto een jaar oud is,maar bij een Spyker zou dat direct opvallen. Bijhet openen van de neus is immers alles zicht-baar.Andere werkzaamheden in fase 4: de wielophan-gingen worden (eerst voor, dan achter) gemon-teerd, gevolgd door fusees en remmen (weder-om eerst voor, dan achter). Daarna is het tijdvoor de schokdempers en rolstabilisator vóór enhet koelblok. De aluminiumbehuizing van hetkoelblok ligt in het zicht en is geanodiseerd. Bijhet anodiseren (of eloxeren) van aluminiumwordt het aluminiumoppervlak door elektrolyse
bedekt met een oxidelaag. Het anodiseren dientom het uiterlijk van aluminium te verfraaien ente beschermen tegen slijtage en corrosie. Doorde onderdelen na de elektrolyse in een oplos-sing van tinzout te dompelen, is het te kleuren;de hoeveelheid tinzout zorgt voor de kleur. Dealuminium motoronderdelen die Spyker voorhaar racemotor maakt (zoals dry-sump carter,warmtewisselaar, vliegwiel/drukgroep en de gas-rol-luchtinlaat) zijn goudkleurig geanodiseerd.Bij de productie-auto’s zijn de onderdelen mees-tal zilverkleurig geanodiseerd; fusee en rem-schijfdrager zijn zwartkleurig geanodiseerd.
Eindelijk op eigen wielenHet motorblok en de transmissie zijn in de sub-assemblage aan elkaar gemonteerd en de leidin-gen en bedradingen liggen al in de auto klaar.Het is een kwestie van motor/bak laten inzak-ken en vastbouten op het chassis. Het aanslui-ten van de slangen en de connectors vindt infase 5 plaats. Dan worden ook de schokbrekersachter gemonteerd, wordt de diffuser afgesteld
Alle fases duren even lang, zodat er een vloeiendedoorgaande productielijn ontstaat. Vanwege de ge-
wenste flexibiliteit is er altijd een kleine overlap.
De fases zijn zo ingericht dat er twee personen aanéén auto kunnen werken, zonder dat ze elkaar voorde voeten lopen. Als iemand in het interieur werkt,is een ander aan de voor- of achterkant bezig.
Bijna klaar. In fase 9 zijn de voor- en achterbody,de portieren en de softtop gemonteerd. In fase 10volgen de stoelen en worden de bodydelen afge-steld. De auto krijgt zo meteen ook z’n wielen.
kunnen de tekst en foto’s in het werkplaats-handboek er op na slaan. Overigens kunnen dedealers via het Spykernet inloggen en aan dehand van een chassisnummer zien welke speci-ficaties de auto heeft.
Het oog wil ook watOndertussen is de auto in fase 3 aangekomen.Aan de voorzijde kan een monteur de ABS-pompen de draadbomen inbouwen, alsmede de lucht-inlaat voor de kachel onder de radiateur. Zijncollega kan ondertussen in het interieur destuurkolom, de kachelunit en het completeschakelsysteem inbouwen. Ook worden debrandstoftanks ingebouwd en aangesloten. Infase 4 wordt het stuurhuis gemonteerd (3.2.10),maar dan zijn in de sub-assembly de stuurkogelsal gemodificeerd. De stuurkogel is een bestaand
5 © WWW.AMT.NL - Dé internetsite voor de Automotive Professional

en het brandstofsysteem gecontroleerd. Fase 6lijkt eenvoudig: interieur middentunnel, hoe-denplank, dorpelbekleding en de zekeringkastonder tegen de A-stijl. Maar het is een bewerke-lijke fase, die met vier opdrachten niet sneller isdan één van de andere fases.In fase 7 bouwen de monteurs het dashboard in,in fase 8 worden pedalenbox en schutbord inge-bouwd, de remmen ontlucht, de accu gemon-teerd en de voorruit gelijmd. Fase 9 laat demontage van de portieren zien, worden rub-bers, ruitenwissers, typeplaatjes en stickers aan-gebracht en worden de achter- en voorbodygemonteerd. Is het een coupé, dan is de softtopin fase 9 al vóór de body gemonteerd. Fase 10 be-staat uit het afstellen van de bodydelen en deruiten, het inbouwen van de stoelen, het aan-brengen van de bovenlaag van het dashboard enhet monteren van de deurpanelen. De auto kannu voor het eerst op eigen wielen staan en kandus ook worden uitgelijnd. De 19 inch Aero-blade-magnesiumwielen met vijf propellors enéén centrale moer is een van de meest ge-vraagde opties.
ShakedownFeitelijk zit het assemblageproces er nu op en
stellingen worden met de VAS-diagnosetesternog een keer uitgelezen. Boven de pedalen ziteen uitleesstekker, die elke monteur uit de VAG-organisatie bekend voor zal komen. Alle toleran-ties, kieren en lijnen worden nog eens gemetenen tenslotte worden de opties nog één keer ge-controleerd en vergeleken met de specificaties.De auto krijgt een aantal beschermings-‘foam-pjes’ en gaat dan naar Schiphol, althans mees-tal. Op een afgesloten platform staan gespeciali-seerde transporteurs klaar om de Spyker in tepakken in een speciale hoes. Zij zegelen de autoaf, zodat er geen vreemden meer bij kunnen endan gaat de Spyker per vliegtuig naar z’nnieuwe eigenaar toe; meestal in Amerika ofChina. Ondertussen zijn in Zeewolde al weer talvan verfijningen aan het assemblageprocesdoorgevoerd. Ideeën voor verbeteringen wordendoor de monteurs op formulieren aan de voor-man doorgegeven. Mocht dat tot aanpassingenleiden, dan gaan de ideeën ook langs ‘enginee-ring’. De auto mag dan af zijn, maar de zoek-tocht naar de meest efficiënte assemblageme-thode is een continu proces dat nooit stopt. �
John Mulder
Het assemblageproces zit er op, de auto heeft z’n shakedown op het circuit gehad en nu breekt de End OfLine-fase aan. Voor de laatste keer worden nog een aantal zaken gecontroleerd, waaronder wagenhoogte,controle op beschadigingen en nog wat laatste afstellingen.
De motorafstellingen worden met de VAS-diagnose-tester uitgelezen. Boven de pedalen zit een uitlees-stekker, die elke monteur uit de VAG-organisatiebekend voor zal komen.
Een van de sterkte punten van hetSpyker-design is het schitterende inte-rieur, dat Ellermeyer maakt. Het leer is van Hofman. Jammer van die ver-plichte waarschuwingsstickers (links)op dat mooie gedraaide aluminium.
Spyker C8 Laviolette LWB
Motor/inhoud: ..................................................................V8 4.172 cc
Max. vermogen: ....................................400 pk (supercharger 500 pk)
Koppel: ....................................................................................480 Nm
Gewicht:..................................................................................1.350 kg
Wielbasis: ..............................................................................2.375 cm
Lengte: ..................................................................................4.585 cm
Breedte: ..................................................1.920 cm (exclusief spiegels)
Hoogte: ..................................................................................1.245 cm
Topsnelheid: ..................................300 km/u (supercharger 345 km/u)
Acceleratie 0-100 km/u: ..4,5 seconden (supercharger 4,1 seconden)
Prijs:....................................................199.999 euro (excl. belastingen)
Dit schakelpaneeltje isgemaakt van gedraaidaluminium en is voor deelektrisch bedienbareramen. Het gepolijstealuminium centerstukjeheeft dezelfde vorm alsde luchtinlaten.
Een Spyker heeft een‘keyless-entry’, waar-van een aantal functiesin dit prachtige designzijn samengebracht. Deantenne plus een nood-slot zit in het dash-boardkastje.
dus kan de ‘shakedown’ beginnen. De auto gaatop een vrachtwagen naar het RDW-circuit in Lelystad, waar op de kombaan aan de hand vaneen checklist tal van zaken worden gecontro-leerd: snelheid, remmen, oliedruk, temperatu-ren, airco, enzovoort. Na een paar uur wordt deauto afgetekend en gaat terug op transport naarde fabriek. Eventuele onvolkomenheden enmankementen worden doorgesproken en opge-lost en dan breekt de laatste fase aan; End OfLine. In deze laatste fase wordt de rijhoogte ge-controleerd, de lak en het interieur op bescha-digingen gecontroleerd en de laatste motoraf-
© WWW.AMT.NL - Dé internetsite voor de Automotive Professional 6