





Talen
Pages
Wettelijk


Slijtvaste coatings via droge technieken Protect your Product Sirris Roadshow 12, 17 and 24 februari 2015 Patrick Cosemans Smart Coating Application Lab
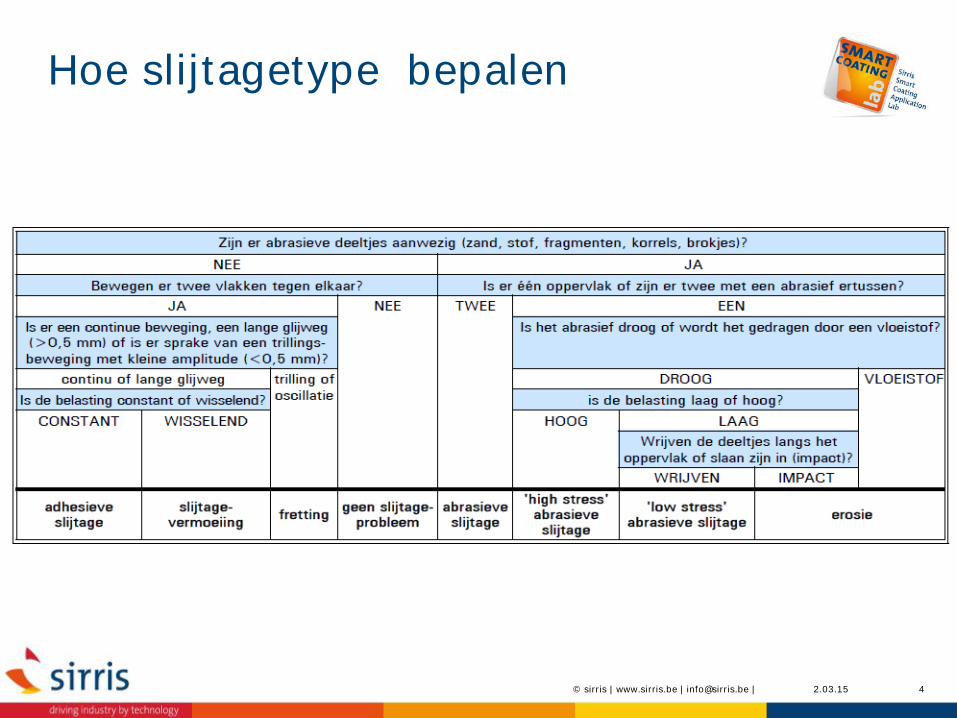
Slijtage
2.03.15 2 © sirris | www.sirris.be | [email protected] |
ongewenste verandering van oppervlak en afmetingen
als gevolg van wrijving
gepaard gaande met materiaalafname
aan het oppervlak
Slijtage
2.03.15 3 © sirris | www.sirris.be | [email protected] |
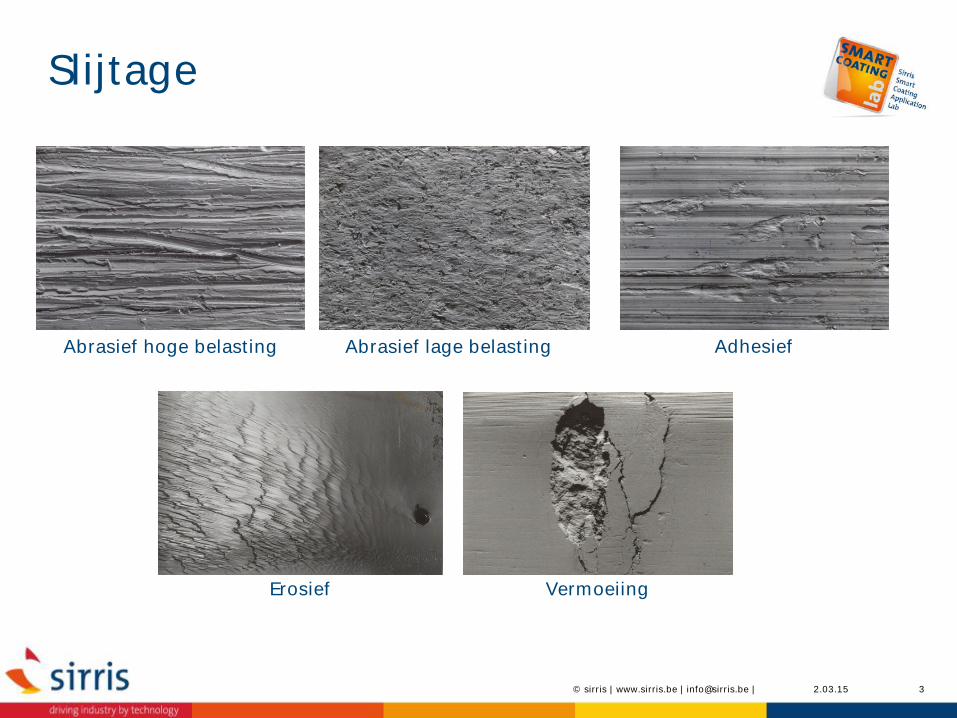
Abrasief hoge belasting Abrasief lage belasting Adhesief
Erosief Vermoeiing
Slijtage
2.03.15 5
Wordt bepaald door een groot aantal factoren die met elkaar interageren Samenstelling basismateriaal
Hardheid, E-modulus, spanningen, rekgrens,… Procesparameters
Belasting, tegenlichaam, snelheid, frequentie, hoek,… Omgevingsfactoren
Temperatuur, vochtigheid,… Oppervlak
Hardheid, wrijvingsweerstand, samenstelling, ruwheid,…
© sirris | www.sirris.be | [email protected] |

Slijtage tegengaan
2.03.15 6 © sirris | www.sirris.be | [email protected] |
Smering om wrijving te verminderen? Ja, maar…
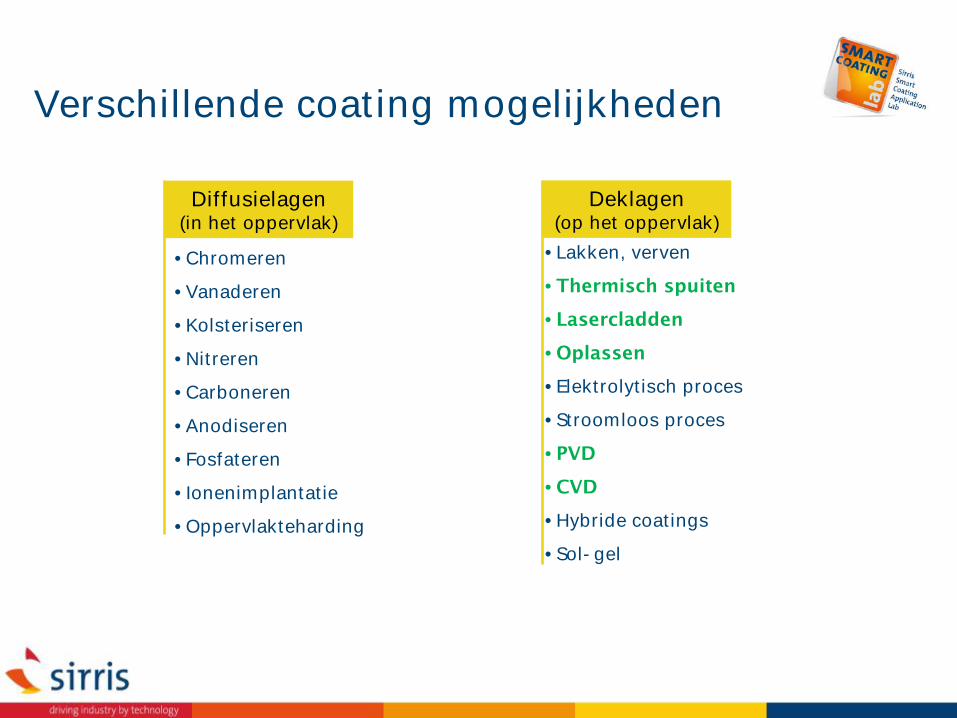
Verschillende coating mogelijkheden
Diffusielagen (in het oppervlak)
Deklagen (op het oppervlak)
•Chromeren •Vanaderen •Kolsteriseren •Nitreren •Carboneren •Anodiseren •Fosfateren •Ionenimplantatie •Oppervlakteharding
•Lakken, verven •Thermisch spuiten
•Lasercladden
•Oplassen
•Elektrolytisch proces •Stroomloos proces •PVD
•CVD
•Hybride coatings •Sol-gel
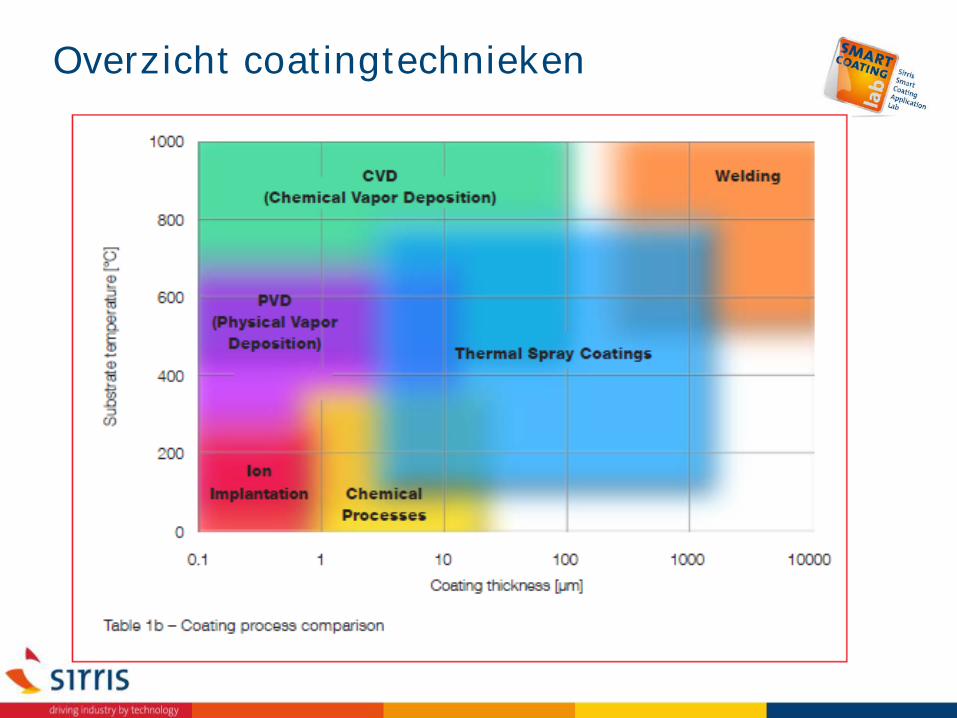
Overzicht coatingtechnieken
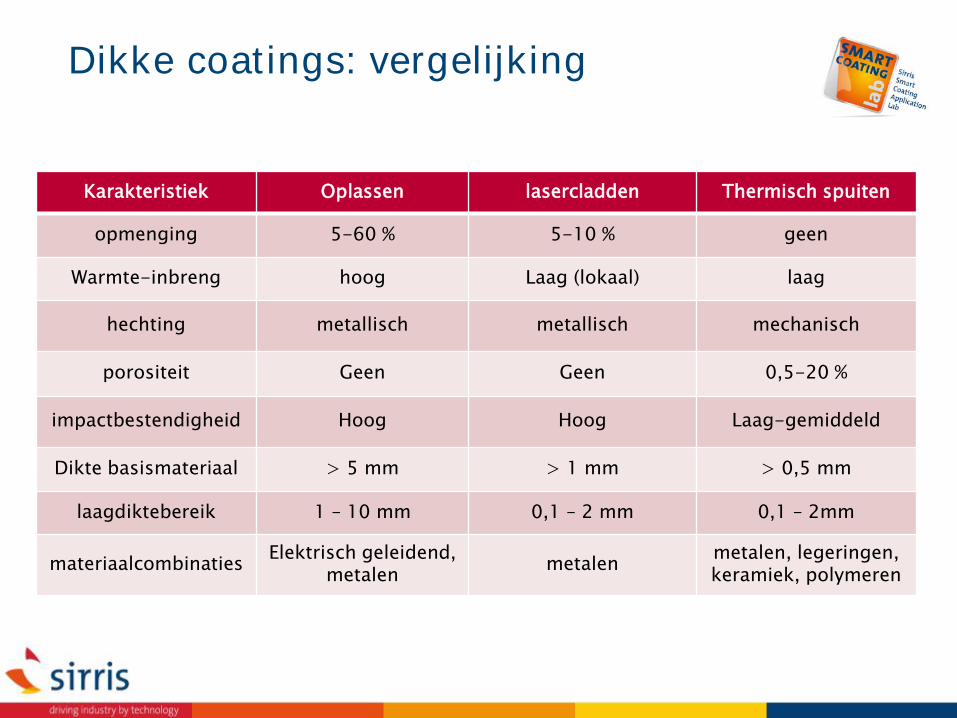
Dikke coatings: vergelijking
Karakteristiek Oplassen lasercladden Thermisch spuiten
opmenging 5-60 % 5-10 % geen
Warmte-inbreng hoog Laag (lokaal) laag
hechting metallisch metallisch mechanisch
porositeit Geen Geen 0,5-20 %
impactbestendigheid Hoog Hoog Laag-gemiddeld
Dikte basismateriaal > 5 mm > 1 mm > 0,5 mm
laagdiktebereik 1 – 10 mm 0,1 – 2 mm 0,1 – 2mm
materiaalcombinaties Elektrisch geleidend, metalen metalen metalen, legeringen,
keramiek, polymeren
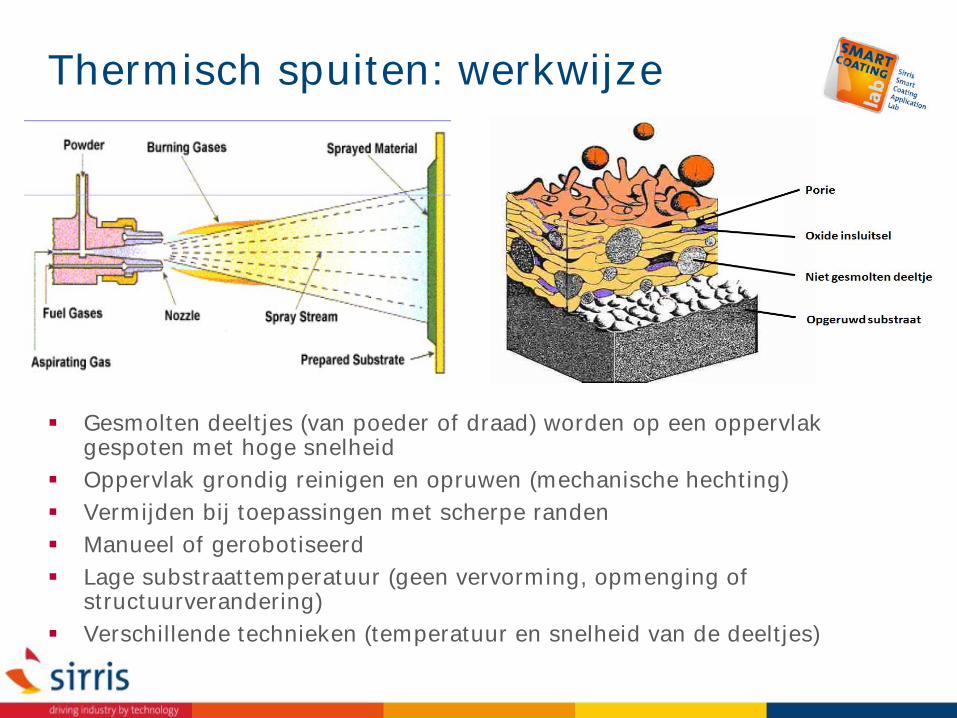
Thermisch spuiten: werkwijze Gesmolten deeltjes (van poeder of draad) worden op een oppervlak
gespoten met hoge snelheid Oppervlak grondig reinigen en opruwen (mechanische hechting) Vermijden bij toepassingen met scherpe randen Manueel of gerobotiseerd Lage substraattemperatuur (geen vervorming, opmenging of
structuurverandering) Verschillende technieken (temperatuur en snelheid van de deeltjes)
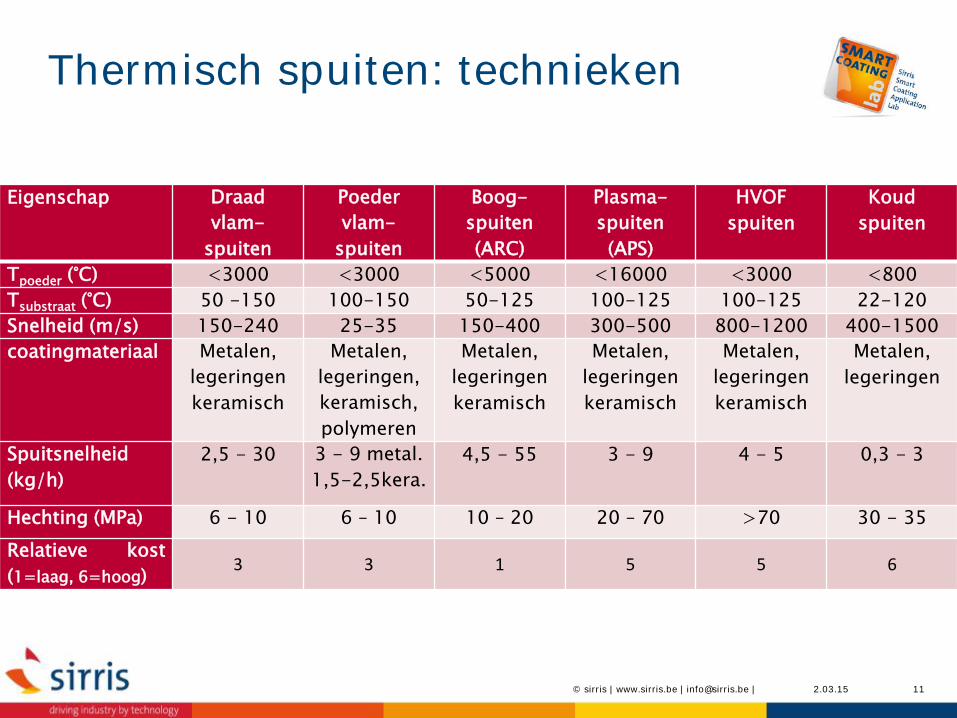
Thermisch spuiten: technieken
2.03.15 11 © sirris | www.sirris.be | [email protected] |
Eigenschap Draad vlam-
spuiten
Poeder vlam-
spuiten
Boog-spuiten (ARC)
Plasma-spuiten (APS)
HVOF spuiten
Koud spuiten
Tpoeder (°C) <3000 <3000 <5000 <16000 <3000 <800 Tsubstraat (°C) 50 -150 100-150 50-125 100-125 100-125 22-120 Snelheid (m/s) 150-240 25-35 150-400 300-500 800-1200 400-1500 coatingmateriaal Metalen,
legeringen keramisch
Metalen, legeringen, keramisch, polymeren
Metalen, legeringen keramisch
Metalen, legeringen keramisch
Metalen, legeringen keramisch
Metalen, legeringen
Spuitsnelheid (kg/h)
2,5 - 30 3 - 9 metal. 1,5-2,5kera.
4,5 - 55 3 - 9 4 - 5 0,3 - 3
Hechting (MPa) 6 - 10 6 – 10 10 – 20 20 – 70 >70 30 - 35
Relatieve kost (1=laag, 6=hoog) 3 3 1 5 5 6
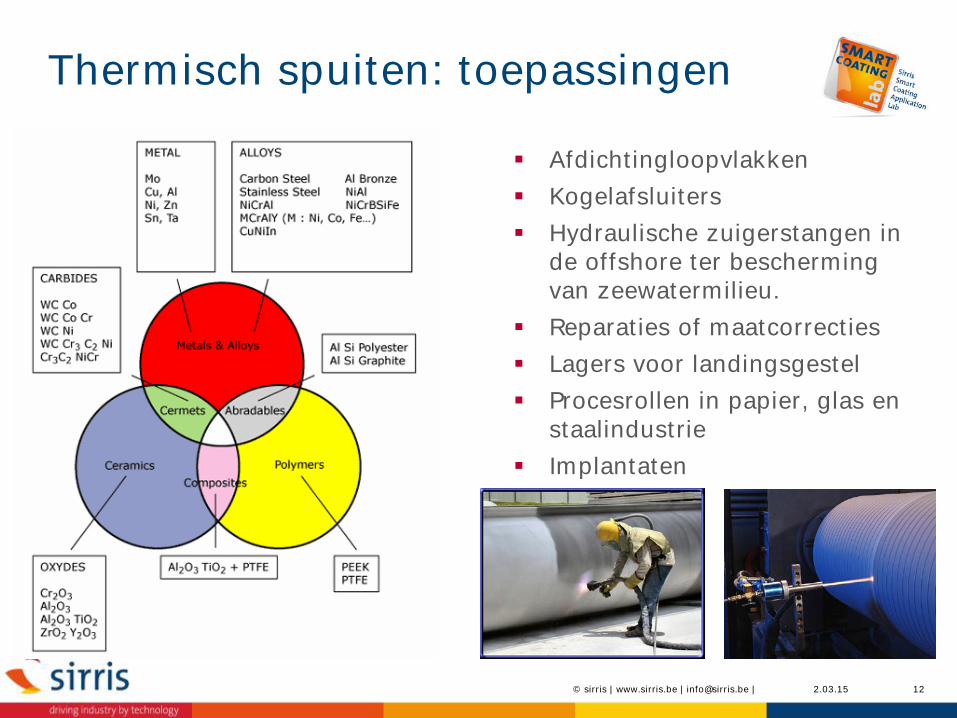
Thermisch spuiten: toepassingen
2.03.15 12 © sirris | www.sirris.be | [email protected] |
Afdichtingloopvlakken Kogelafsluiters Hydraulische zuigerstangen in
de offshore ter bescherming van zeewatermilieu.
Reparaties of maatcorrecties Lagers voor landingsgestel Procesrollen in papier, glas en
staalindustrie Implantaten
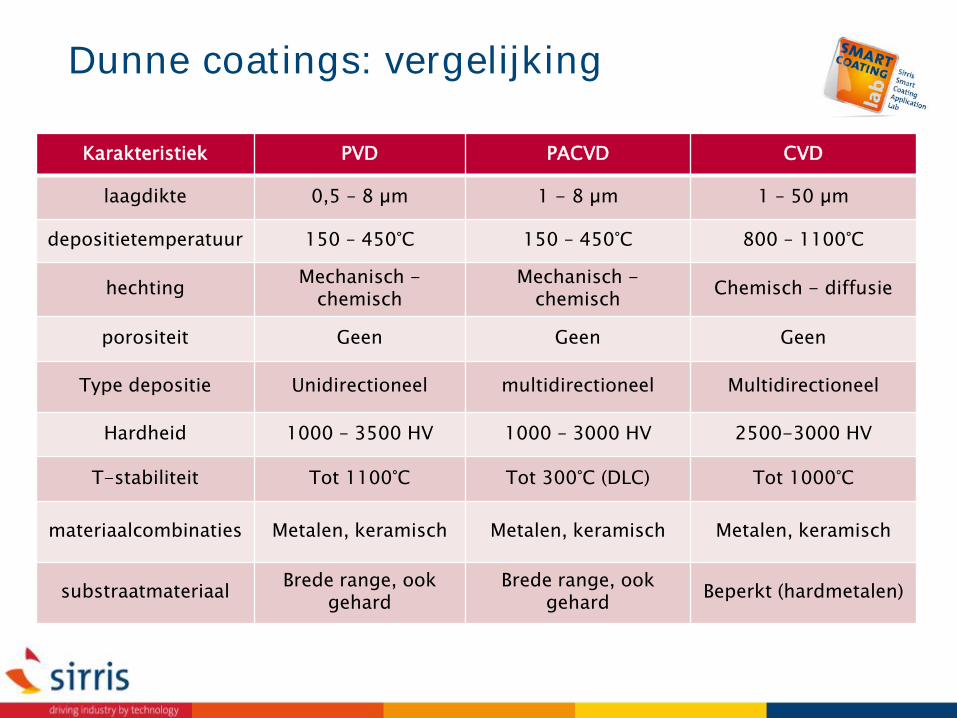
Dunne coatings: vergelijking
Karakteristiek PVD PACVD CVD
laagdikte 0,5 – 8 µm 1 - 8 µm 1 – 50 µm
depositietemperatuur 150 – 450°C 150 – 450°C 800 – 1100°C
hechting Mechanisch - chemisch
Mechanisch - chemisch Chemisch - diffusie
porositeit Geen Geen Geen
Type depositie Unidirectioneel multidirectioneel Multidirectioneel
Hardheid 1000 – 3500 HV 1000 – 3000 HV 2500-3000 HV
T-stabiliteit Tot 1100°C Tot 300°C (DLC) Tot 1000°C
materiaalcombinaties Metalen, keramisch Metalen, keramisch Metalen, keramisch
substraatmateriaal Brede range, ook gehard
Brede range, ook gehard Beperkt (hardmetalen)
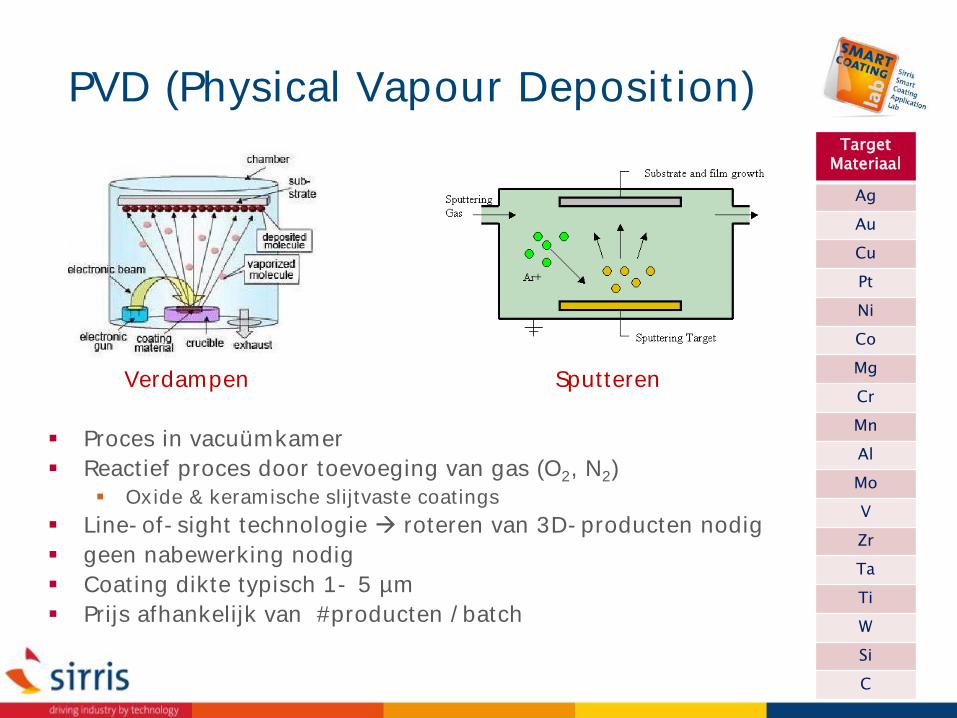
PVD (Physical Vapour Deposition)
Verdampen Sputteren Proces in vacuümkamer Reactief proces door toevoeging van gas (O2, N2)
Oxide & keramische slijtvaste coatings Line-of-sight technologie roteren van 3D-producten nodig geen nabewerking nodig Coating dikte typisch 1- 5 µm Prijs afhankelijk van #producten /batch
Target Materiaal
Ag Au Cu Pt Ni Co Mg Cr Mn Al Mo V Zr Ta Ti W Si C
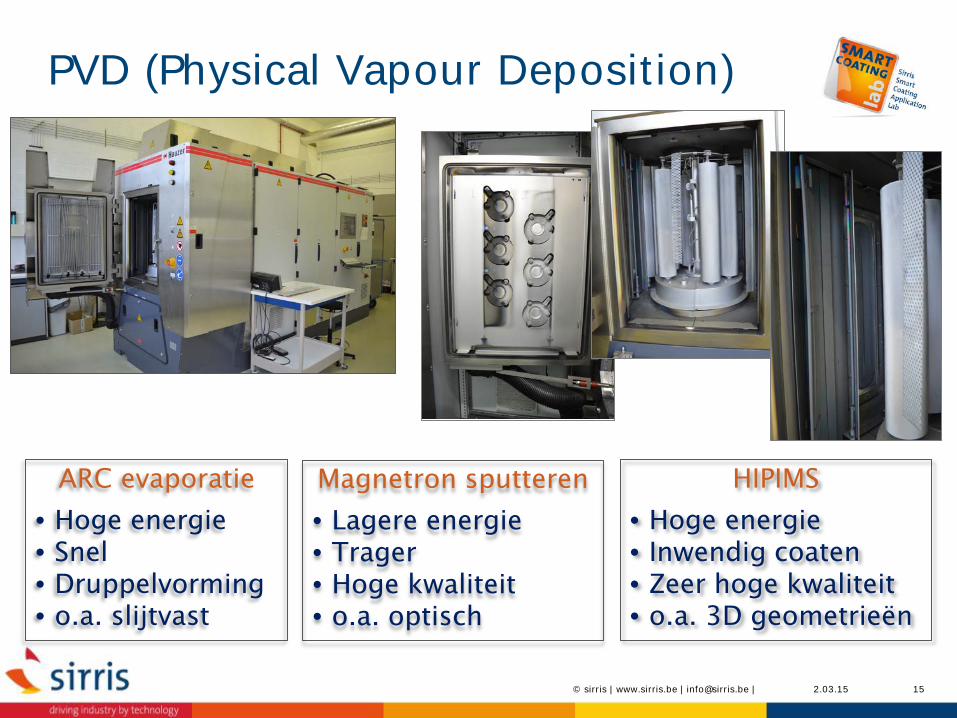
PVD (Physical Vapour Deposition)
2.03.15 15 © sirris | www.sirris.be | [email protected] |
ARC evaporatie
• Hoge energie • Snel • Druppelvorming • o.a. slijtvast
HIPIMS
• Hoge energie • Inwendig coaten • Zeer hoge kwaliteit • o.a. 3D geometrieën
Magnetron sputteren
• Lagere energie • Trager • Hoge kwaliteit • o.a. optisch
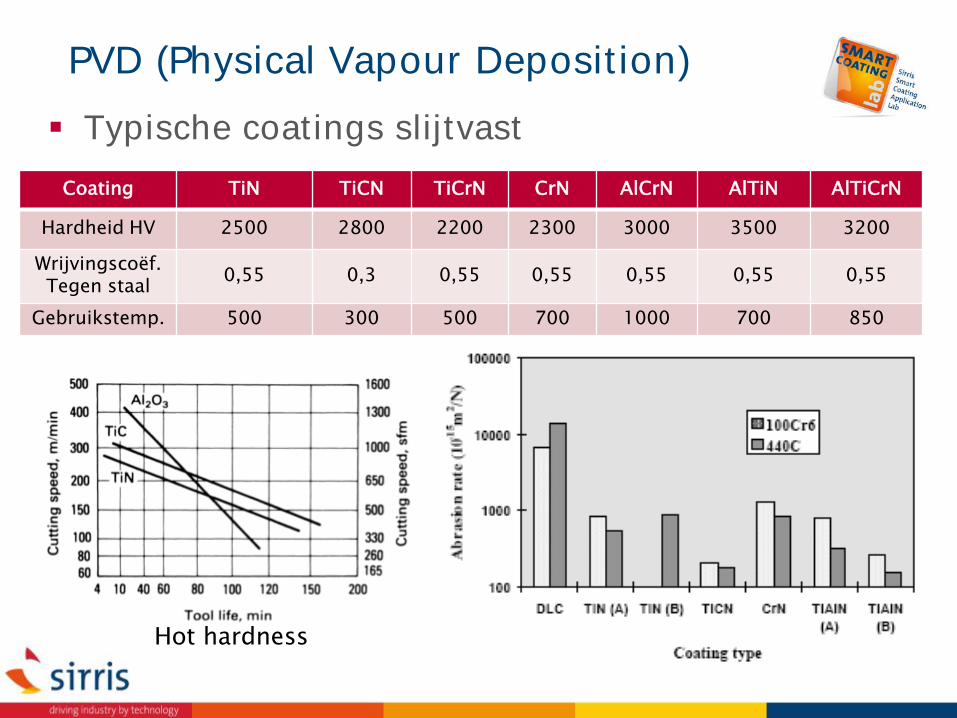
PVD (Physical Vapour Deposition) Typische coatings slijtvast
Coating TiN TiCN TiCrN CrN AlCrN AlTiN AlTiCrN
Hardheid HV 2500 2800 2200 2300 3000 3500 3200
Wrijvingscoëf. Tegen staal 0,55 0,3 0,55 0,55 0,55 0,55 0,55
Gebruikstemp. 500 300 500 700 1000 700 850
Hot hardness
PVD (Physical Vapour Deposition)
2.03.15 17
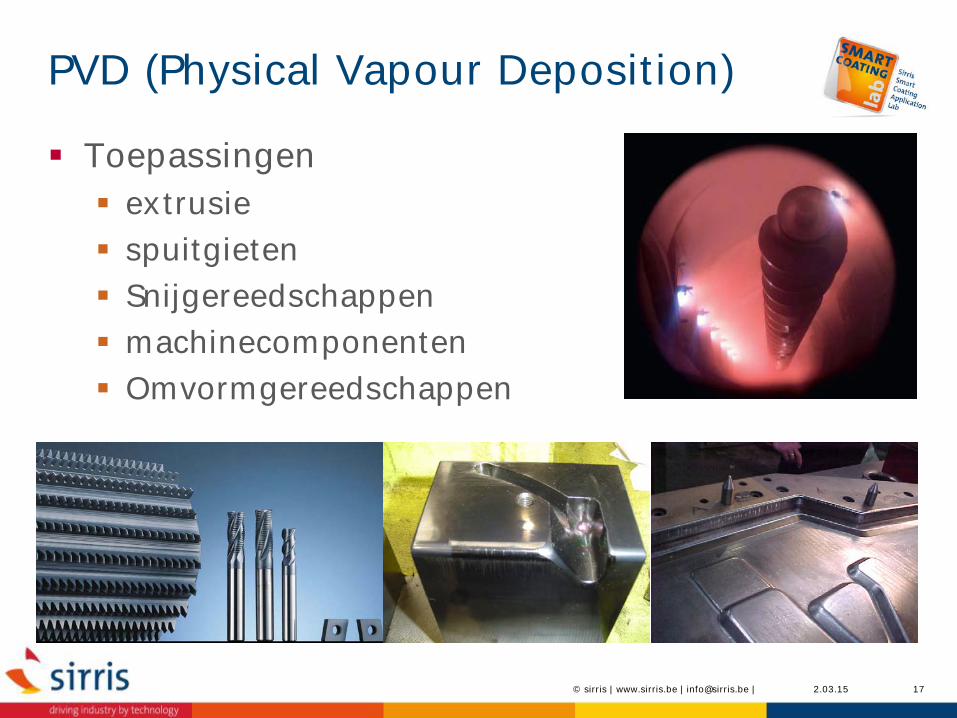
Toepassingen extrusie spuitgieten Snijgereedschappen machinecomponenten Omvormgereedschappen
© sirris | www.sirris.be | [email protected] |
CVD (Chemical Vapour Deposition)
2.03.15 18
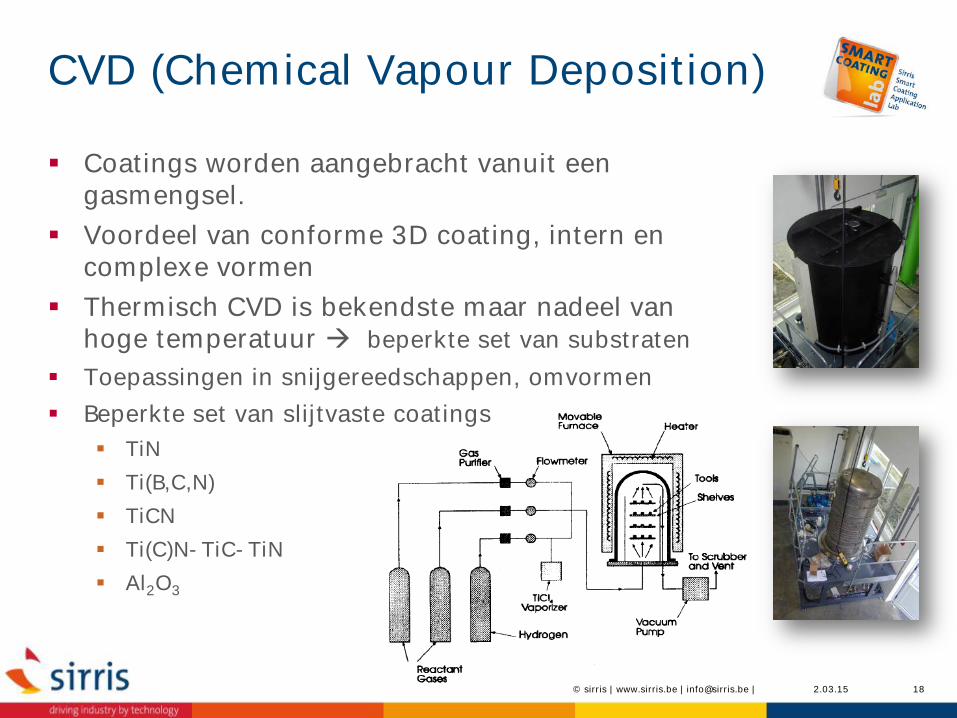
Coatings worden aangebracht vanuit een gasmengsel.
Voordeel van conforme 3D coating, intern en complexe vormen
Thermisch CVD is bekendste maar nadeel van hoge temperatuur beperkte set van substraten
Toepassingen in snijgereedschappen, omvormen Beperkte set van slijtvaste coatings
TiN Ti(B,C,N) TiCN Ti(C)N-TiC-TiN Al2O3
© sirris | www.sirris.be | [email protected] |
CVD (Chemical Vapour Deposition)
2.03.15 19
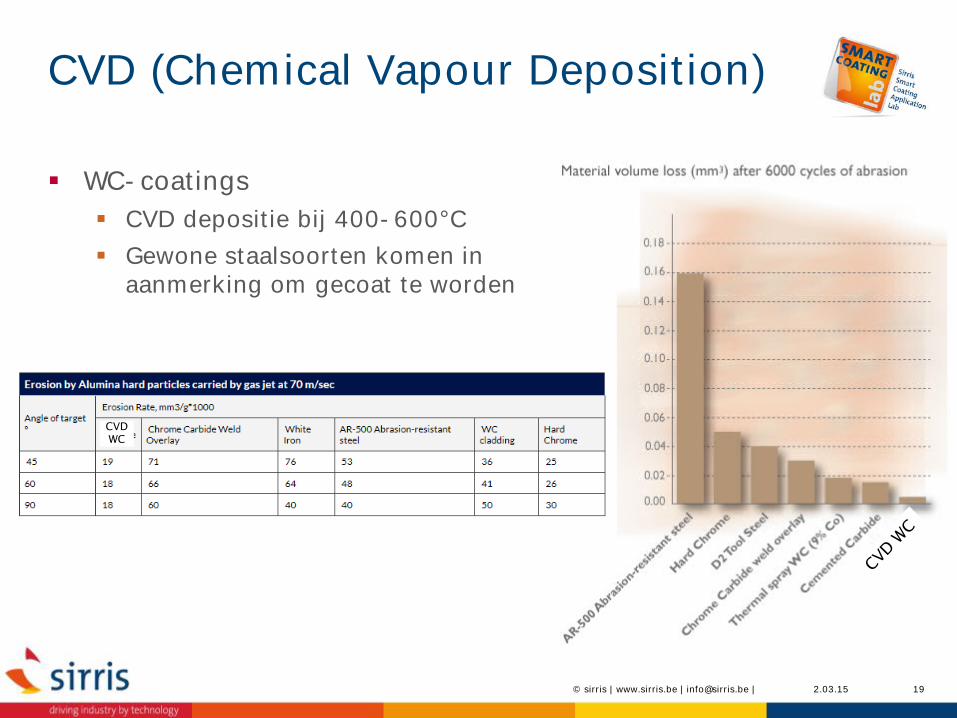
WC-coatings CVD depositie bij 400-600°C Gewone staalsoorten komen in
aanmerking om gecoat te worden
© sirris | www.sirris.be | [email protected] |
CVD WC
PACVD (plasma assisted vapour deposition)
depositie vanuit organo-
metallische gassen en koolwaterstofgassen (silaan, acethyleen, …) in gesloten reactor
Plasma zorgt voor activatie gas Deklaagdikte enkele µm Depositietemperatuur 150-
450°C diamantachtige lagen,
polymeerlagen
20 © sirris | www.sirris.be | [email protected]
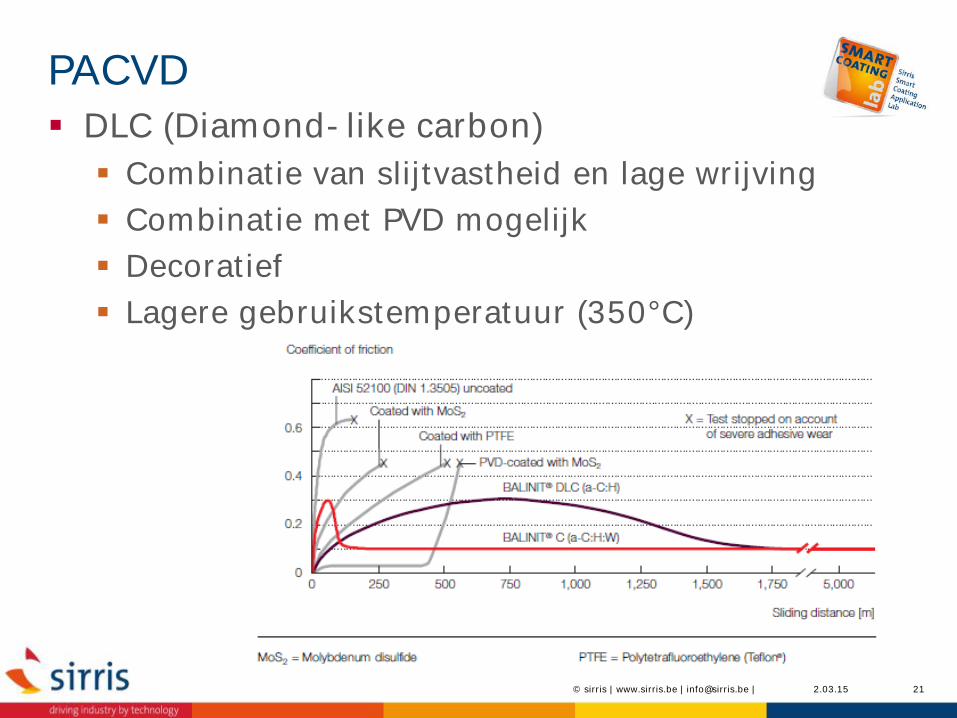
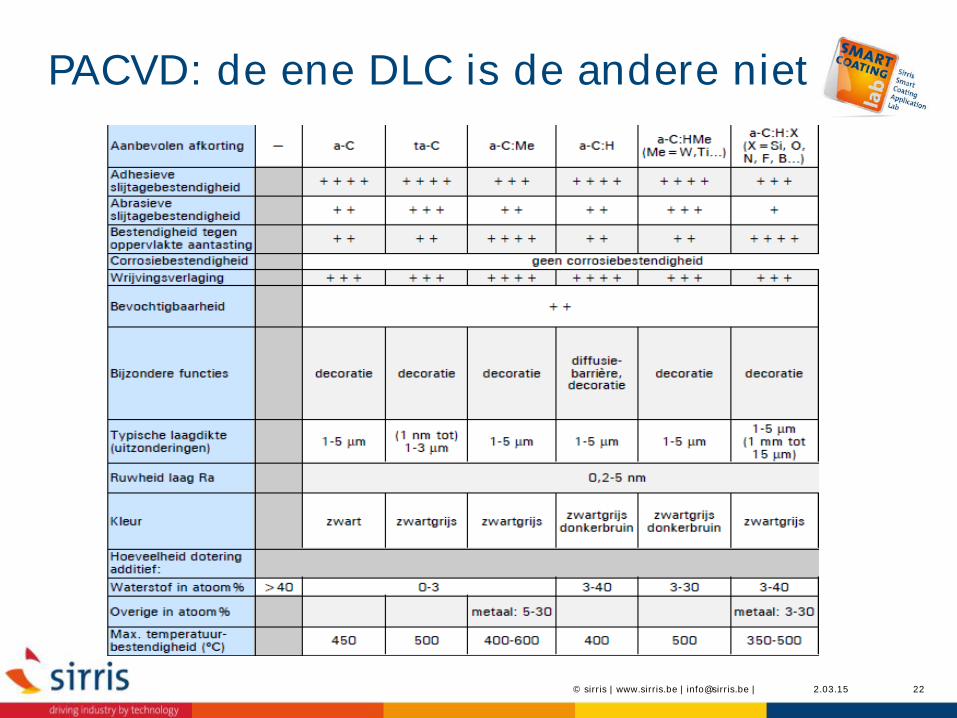
PACVD
2.03.15 21
DLC (Diamond-like carbon) Combinatie van slijtvastheid en lage wrijving Combinatie met PVD mogelijk Decoratief Lagere gebruikstemperatuur (350°C)
© sirris | www.sirris.be | [email protected] |

PACVD + PVD: toepassingen
2-3-2015 © Sirris | www.sirris.be | [email protected] | 23
Piston pin Bearing pins
Fuel injection pump parts
Cam shafts
Analyse technieken
2.03.15 24
Labotesten Abrasietester (slijtage) Krastester (hechting, spanningen) Calotester (dikte) HRC-indentatie (hechting, spanningen)
Fieldtesten blijven de ultieme test Specifieke omgevingsfactoren procesparameters
© sirris | www.sirris.be | [email protected] |
Om te onthouden
2.03.15 25
Welk slijtagemechanisme zit in mijn proces
Wat zijn de materiaalkarakteristieken en omgevingsfactoren tijdens gebruik (temperatuur, gehard staal, belasting,…)
Zeer veel variatie in coatings en eigenschappen Het is niet omdat een testcoating faalt dat coatings geen
oplossing kunnen zijn
Laat u bij de keuze bijstaan door experten (kenniscentra en bedrijven)
© sirris | www.sirris.be | [email protected] |
Referenties
2.03.15 26
Corrosiebestendige en slijtvaste oppervlaktelagen door oplassen en thermisch spuiten vm 108
Oerlikon Balzers Hauzer Techno Coating http://www.machinerylubrication.com/Read/468/wear-rate-maintenance Advanced Coating http://www.csm-instruments.com/de/Vickers-indentation-using-CSMs-Micro-
Scratch-Tester ASM Specialty handbook: Tool Materials Hardide Coating Advanced Surface Technology, Per Moller & LP Nielsen, 2012
© sirris | www.sirris.be | [email protected] |
+32 498 91 94 63
Patrick Cosemans – Senior Project Engineer Smart Coating Application Lab
2.03.15 © sirris | www.sirris.be | [email protected] |

http://www.sirris.be
#sirris
http://www.linkedin.com/company/sirris
2.03.15
http://techniline.sirris.be
© sirris | www.sirris.be | [email protected] |