voor een CNC-bewerkingsmachine - Telenet.beusers.telenet.be/meyersjan/Andere/digitaal eindwerk-jm...
237
1 Departement Industriële en biowetenschappen Geel Master in de industiële wetenschappen Elektromechanica - productietechnieken CAMPUS Geel Jan Meyers Academiejaar 2008-2009 Ontwerp en productie van een palletwisselsysteem voor een CNC-bewerkingsmachine
Transcript of voor een CNC-bewerkingsmachine - Telenet.beusers.telenet.be/meyersjan/Andere/digitaal eindwerk-jm...

1
Departement Industriële en biowetenschappen Geel
Master in de industiële wetenschappen
Elektromechanica - productietechnieken
CAMPUS
Geel
Jan Meyers
Academiejaar 2008-2009
Ontwerp en productie van een palletwisselsysteem
voor een CNC-bewerkingsmachine

2
VOORWOORD Dit avontuur heeft zijn oorsprong in het schooljaar 1989-1990. Ik had mijn eerste kandidatuur Industrieel Ingenieur aan Don Bosco in Hoboken met glans doorstaan en het leven lachte me toe. De eerstvolgende examenperiode maakte echter duidelijk dat mijn studiemotivatie een behoorlijke duik had genomen. De zin om te studeren zou voor lange tijd bevroren blijven. Na het behalen van mijn graduaatdiploma elektromechanica was de tijd rijp om te gaan werken. Eindelijk! Tja, geld verdienen was mooi, evenals zelfstandig gaan wonen, maar al gauw werd duidelijk dat het zorgeloze studentenleven toch nog net iets anders was dan het „echte‟ leven, waar je veel rechten hebt, maar ook plichten. De eerste jaren werkte ik bij Antwerp Diesel Pumps als reparateur van regulateurs van grote scheepsdieselmotoren en turbines. Die scheepswereld heeft zeker iets speciaals. Al die culturen en volkeren die bij elkaar komen en, hoewel zeer verschillend, toch dezelfde taal spreken. Het was een zeer boeiende job, zeker als je tijdens een proefvaart een zware dieselmotor letterlijk in handen had. Doch, het jachtige havenleven dat zeven dagen op zeven, dag en nacht doorging, botste vaak met mijn sociale leven. Vervolgens ben ik beginnen te werken bij de firma REM.B als hydraulieker, waar ik eerder mijn stage had gedaan tijdens mijn graduaatstudie. Zowel de binnen- , maar zeker de buitendienst was interessant omdat je bij heel diverse bedrijven kwam, van afvalverwerking tot de kraaknette farmaceutische industrie elk met zeer diverse toepassingen. Ondertussen behaalde ik ook mijn Getuigschrift van Pedagogische Begeleiding en na mijn stage kreeg ik een job aangeboden als leerkracht in VITO Hoogstraten. Ik heb dit aanbod met beide handen aangenomen en geef nu nog steeds met veel plezier les, voornamelijk aan de leerlingen van het 5de en 6de jaar Mechanische Vormgevingstechnieken. Hoewel ik behoorlijk wat praktijkervaring had, merkte ik toch dat ik vaak wat theoretische achtergrond tekort kwam om alles haarfijn te kunnen uitleggen. Al verschillende bijscholingen doorlopen, bleef de honger naar meer theoretische achtergrond bij bepaalde technische vakken. Toen heb ik besloten om de studie van Industrieel Ingenieur aan te vatten. Mocht dit lukken dan had ik twee vliegen in één klap, namelijk meer theoretische kennis en meer loon! Beiden zijn een goede motivatie geweest om verder te zetten, want de combinatie werken en studeren hebben wel eens doorgewogen. Ik ben trots met wat ik nu bereikt heb. Ik heb veel bijgeleerd en de kwaliteit van mijn lessen is erdoor verbeterd. Let wel, dit is geen eindpunt, maar een nieuw begin! Er zijn nog plannen genoeg om onze afdeling te moderniseren. Alleen kan je zoiets uiteraard niet bereiken. Daarvoor heb je mensen in je omgeving nodig die je helpen, steunen en opmonteren, zeker als het wat moeilijker gaat.
3
Bij deze wil ik dan ook in het bijzonder ir. Fons Van Genechten bedanken voor zijn steun gedurende mijn 3 jaar op de KHK te Geel, temeer voor de begeleiding van mijn Masterproef, maar ook zijn gedrevenheid werkt aanstekelijk. Ik hoop dat wij ook na het behalen van mijn diploma goede contacten kunnen onderhouden. Ik dank ook de andere docenten van de KHK voor hun hulp en begrip voor de werkende student, met speciale vermelding van de heer Robert Vierendeels. In VITO Hoogstraten wil ik directeur Jan van Opstal, technisch adviseur Ludo Boons en onderdirecteur Alex Mensch bedanken voor de opportuniteit die ik heb kunnen genieten, maar ik mag zeker de talloze collega‟s niet vergeten die op een of ander manier hun steentje hebben bijgedragen tot het voltooien van deze studies. Ook mijn leerlingen zijn bedankt voor hun oprechte interesse en bemoedigende woorden en hulp gedurende de voorbije jaren. Verder wil ik mijn erkentelijkheid betuigen aan de firma‟s Stubbe Pierre bvba en Industrie Service nv voor hun bijzondere bijdrage aan mijn project. Tenslotte mag een woord van dank aan mijn ouders, familie en vrienden niet ontbreken. Zij hebben mij door dik en dun gesteund, waarvoor een welgemeende dank. Ik wil mij hierbij excuseren voor de momenten dat ik niet altijd voor hen heb kunnen klaarstaan. Beloven is een gevaarlijk woord, maar ik hoop dit de volgende jaren te kunnen goedmaken. "Zeg niet: 'Ik ga studeren als ik tijd heb' want misschien heb je wel nooit tijd. " - (Hillel)
4
SAMENVATTING Deze scriptie omvat vier verschillende projecten die toch op een bepaalde manier verweven zijn . De ideeën zijn ontstaan vanuit de vraag hoe we bepaalde organisatorische en didactische moeilijkheden in de afdeling „Mechanische vormgevingstechnieken‟ , waar ik lesgeef, het hoofd kunnen bieden. Dit gaat onder andere over het verkorten of vermijden van insteltijden bij de praktijklessen CNC zodat de CNC-bewerkingsmachine door de leerlingen zo optimaal mogelijk kan worden gebruikt. Daarnaast is bij elk project goed nagedacht over de didactische relevantie. Elk project moet een toegevoegde didactische waarde hebben! Het eerste project gaat over een nieuw ontworpen palletwisselsysteem voor een CNC-bewerkingsmachine, gaande van het prille idee tot de productie en kostprijsberekening ervan. Dit palletwisselsysteem gaat gebruikt worden in VITO Hoogstraten, een technische secundaire school waar ook de onderdelen worden geproduceerd. Het tweede project is een Windows applicatie, gemaakt met Visual Basic. NET, dat de gebruiker moet helpen op een eenvoudige en aantrekkelijke manier een objectieve materiaalkeuze te maken voor een bepaalde toepassing. Dit programma is al gebruikt om de materiaalkeuzes te maken van de onderdelen van het palletwisselsysteem. Als derde project is nog een uitgebreide en zeer visuele Windows applicatie geschreven die zeer snel, aan de hand van de nodige ingegeven randvoorwaarden, de snijparameters gaat berekenen voor boor-, frees- en draaibewerkingen. Dit programma dient om de werkvoorbereidingstijd in te korten, maar kan ook als controle gebruikt worden bij handmatige oefeningen omtrent dit thema. Het laatste project is de implementatie van CamWorks2008® in de werkomgeving van onze school. CamWorks2008® is een modern industrieel CAM-systeem, dat in een moderne verspaningsomgeving niet meer weg te denken is. Met dit CAM-systeem zijn trouwens de gereedschapsbanen van de onderdelen van het palletwisselsysteem geprogrammeerd, waarvan sommige ook al geproduceerd zijn. De theoretische uitwerking van de projecten is, mits enkele optimalisaties, grotendeels klaar, maar ze moeten nog grondig worden getoetst in de praktijk. De softwareprogramma‟s hebben de eerste testen al goed doorstaan, dus dit is hoopgevend. Het einde van de productie van het palletwisselsysteem is voorzien tegen het einde van dit schooljaar. Nieuws hierover volgt! Didactische documentatie en oefeningen rond deze projecten zullen tijdens de zomerse vakantiedagen worden voltooid.
5
INHOUDSTAFEL
VOORWOORD ........................................................................................................ 2
SAMENVATTING ................................................................................................... 4
INHOUDSTAFEL .................................................................................................... 5
INLEIDING ............................................................................................................. 8
1 ONTWERP PALLETWISSELSYSTEEM VOOR CNC-MACHINE ... 9
1.1 Factoren voor goed ontwerp ........................................................... 9
1.2 Doel van het palletwisselsysteem ............................................... 11
1.2.1 Functionaliteit palletwisselsysteem .................................................... 11
1.2.2 Basisvoorwaarden opspannen ............................................................. 12
1.2.3 Bepalen van het werkstuknulpunt buiten de machine ................... 14
1.3 Eigenschappen van een palletwisselsysteem ......................... 16
1.4 Werking van het palletwisselsysteem ....................................... 18
1.4.1 Klemmen van de aantrekbout ............................................................. 18
1.4.2 Openen van de klemeenheid ............................................................... 19
1.4.3 Extra klemvoorziening .......................................................................... 20
1.5 Opbouw en onderdelen palletwisselsysteem .......................... 23
1.5.1 Afgevoerde originele ontwerp ............................................................. 23
1.5.2 Basispallet ............................................................................................... 24
1.5.3 Klemeenheid ........................................................................................... 26
1.5.4 Oliestroom door klemeenheid ............................................................. 31
1.5.5 Productie van de spanbussen .............................................................. 32
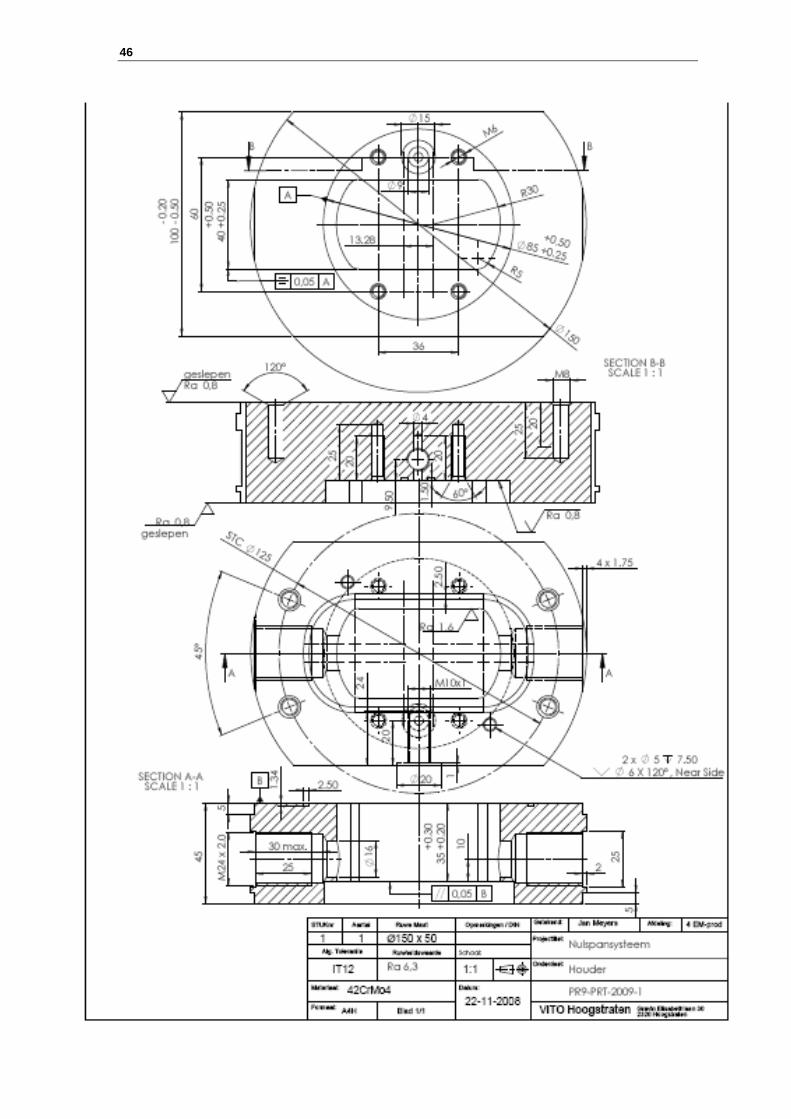
1.5.6 Productie van houder ............................................................................ 42
1.5.7 Productie doorvoerbasis ....................................................................... 47
1.5.8 Productie overige onderdelen .............................................................. 50
1.5.9 Harden deksel ......................................................................................... 52
1.5.10 Controleren werkstukken ..................................................................... 57
1.6 Berekeningen palletwisselsysteem ............................................. 59
1.6.1 Krachtwerking op het palletwisselsysteem ....................................... 59
1.6.2 Sterkteberekeningen ............................................................................. 74
1.6.3 Benodigde hydraulische druk en debiet voor het ontklemmen .... 97
1.7 Hydraulisch en elektrisch schema palletwisselsysteem ... 100
1.7.1 Hydraulische energiekring.................................................................. 100
1.7.2 Elektrische energiekring ..................................................................... 103
1.8 Kostprijsberekening palletwisselsysteem .............................. 106
1.8.1 Productiekost ........................................................................................ 107
1.8.2 Ontwerpkost ......................................................................................... 110
1.8.3 Bijkomende kosten .............................................................................. 111
1.8.4 Resultaten van de kostprijsberekening ........................................... 112
6
1.9 Didactisch aspect ............................................................................. 114
2 VB.NET PROGRAMMA ‘MATERIAALKEUZE’ .............................. 115
2.1 Doel van het programma ‘Materiaalkeuze’ ............................ 115
2.2 Gebruik van het programma ‘Materiaalkeuze’ ...................... 115
2.3 Opbouw van het programma ‘Materiaalkeuze’ ..................... 120
2.3.1 Database met materiaaleigenschappen .......................................... 120
2.3.2 Berekeningswijze van de top 4 materialen ..................................... 124
2.3.3 Opbouw en code van het programma ‘Materiaalkeuze’ ............... 128
3 VB.NET PROGRAMMA ‘SNIJPARAMETERS’ .............................. 138
3.1 Doel van het programma ‘Snijparameters’ ............................ 138
3.2 Het berekenen van snijparameters ........................................... 140
3.2.1 Opdeling van de verspanende bewerkingen ................................... 140
3.2.2 Formules: afkortingen, legenda en specifieke literatuurlijst ....... 144
3.2.3 Berekeningen frezen ........................................................................... 145
3.2.4 Berekeningen bij boren en tappen ................................................... 150
3.2.5 Berekeningen draaien ......................................................................... 151
3.2.6 Berekening van de snijsnelheid via de databases ......................... 158
3.2.7 Een praktisch voorbeeld van een handmatige berekening .......... 163
3.3 Gebruik van het programma ‘Snijparameters’ ..................... 168
3.4 Code van het programma ‘Snijparameters’ ........................... 171
3.4.1 Openen van het programma ............................................................. 171
3.4.2 Uit te voeren procedures bij wijziging (frees-)strategie .............. 174
3.4.3 Uit te voeren procedures bij gereedschapswisseling .................... 175
3.4.4 Uit te voeren procedures bij materiaalwisseling ............................ 176
3.4.5 Controles en foutafhandelingsconstructies ..................................... 177
3.4.6 Berekeningsprocedures ...................................................................... 182
3.4.7 Reflectie ................................................................................................. 183
4 IMPLEMENTATIE CAM-PROGRAMMA CAMWORKS2008® .. 185
4.1 Waarom CamWorks?....................................................................... 185
4.2 Voor- en nadelen van (CAD)CAM-systemen .......................... 187
4.3 Overzicht van de modules in CamWorks2008® ................... 189
4.4 Opbouw van het CAM-programma CamWorks2008® ........ 190
4.4.1 Algemeen overzicht van CamWorks2008® .................................... 190
4.4.2 CamWorks interface ............................................................................ 193
4.4.3 Selecteren van de machine en instellen randvoorwaarden ......... 194
4.4.4 Setup en Machinable features ........................................................... 200
4.4.5 Operatieplan en gereedschapsbanen genereren ........................... 203
4.4.6 De stap van features naar operations ............................................. 208
4.4.7 Simuleren .............................................................................................. 211
4.4.8 Postprocessing ...................................................................................... 212
4.4.9 3D functionaliteit.................................................................................. 216
4.4.10 Module draaien ..................................................................................... 217

7
4.5 Aanpassen van postprocessoren ................................................ 218
4.6 Nabeschouwing over CamWorks2008® .................................. 222
BESLUIT…. ......................................................................................................... 223
LITERATUURLIJST ........................................................................................... 224
BIJLAGE A: WERKTEKENINGEN VAN HET PALLETWISSELSYSTEEM ................................................................................................................ 225
8
INLEIDING In het doorlichtingverslag van VITO Hoogstraten, onder meer doorgevoerd in de afdeling “Mechanische vormgevingstechnieken”, staat als opmerking bij het globaal goede rapport dat we meer nieuwe technologieën zouden moeten aanwenden in de toekomst. Hoofdzaak is de leerlingen meer aan de CNC-machines te laten werken. Uit ervaring is gebleken dat het maken van werkstukken op de CNC-bewerkingsmachine in een lesblok van twee tot maximaal vier lesuren niet evident is. Het werkstuk moet gesteld worden, het werkstuknulpunt moet worden bepaald, de gereedschapslengtes moeten worden opgemeten en ingegeven en dan pas kan je beginnen te bewerken. Zeker bij manueel geschreven programma‟s durven er wel eens fouten in het programma te sluipen zodat men zeer nauwgezet de bewegingen van de machine moet volgen. Eventuele programmeerfouten moeten worden gecorrigeerd waarna de cyclus opnieuw moet worden doorlopen. Dit kost veel tijd. Het gebeurt dus regelmatig dat op het einde van een lesblok het werkstuk niet klaar is. Dan heeft men twee keuzes. Men laat het werkstuk gesteld staan zodat de leerling er een volgende lesblok aan kan verder werken, maar dat heeft tot gevolg dat er ondertussen niemand anders met de machine kan werken. Of men laat de leerling het werkstuk uit de machine halen die dit dan op een ander tijdstip opnieuw moet gaan stellen met tijdverlies en onnauwkeurigheden tot gevolg. Om aan dit probleem tegemoet te komen heb ik een palletwisselsysteem ontworpen zodat de neventijden worden beperkt en er meer verspaand kan worden. Het idee om zulk palletwisselsysteem te maken is trouwens ontstaan tijdens gesprekken met de juryleden die de Geïntegreerde Proef van onze leerlingen komen evalueren. Tijdens het ontwerp zijn nog andere ideeën beginnen broeien toen ik geconfronteerd werd met het maken van een gefundeerde materiaalkeuze. In Visual Basic .NET heb ik daarom een programma geschreven om via het toekennen van waardecijfers aan materiaaleigenschappen een top 4 te berekenen van de meest geschikte materialen. Een ander tijdrovende bezigheid tijdens de lessen CADCAM en andere NC-programmeermethoden was het opzoeken en berekenen van de verspaningsparameters. Er moet dan immers worden rekening gehouden met het materiaal, de vorm en de kwaliteit van het gereedschap, het type bewerking en de machine. Ook hiervoor is een programma geschreven in VB.NET, zowel voor frezen, boren als draaien. Tenslotte heb ik een nieuw CAM-pakket geïmplementeerd in de school, en hoewel het in het begin wat aftasten en zoeken is, zijn de eerste resultaten veelbelovend. Het pakket heet CamWorks® en het is volledig geïntegreerd in het CAD-pakket waarmee wij werken, namelijk Solidworks®. We kunnen dan spreken over een echt CADCAM-systeem waarbij je steeds in dezelfde omgeving blijft.
9
1 ONTWERP PALLETWISSELSYSTEEM VOOR CNC-MACHINE
1.1 Factoren voor goed ontwerp Een goed ontwerp wordt niet zomaar op een schoteltje gepresenteerd. Er moet met vele factoren rekening worden gehouden, zoals:
functionaliteit
veiligheid
sterkte, stijfheid en stabiliteit
gebruiksvriendelijkheid
vormgeving
produceerbaarheid
prijs-kwaliteitverhouding
duurzaamheid, onderhoudsvriendelijkheid
ecologisch verantwoord
deontologisch verantwoord
… Over de belangrijkheid van de verschillende factoren die tot een goed ontwerp moeten leiden kan gediscussieerd worden. Noodzaak is wel dat voldoende aspecten worden afgewogen. De functionaliteit is uiteraard een belangrijk aspect van het gehele ontwerp. Als het ontwerp niet aan de vooropgestelde doelstellingen voldoet, is het einde verhaal. Een mooi ontworpen kachel waarin men niets mag verbranden is zinloos. De factor veiligheid werd vroeger nogal eens naar de achtergrond verschoven. Tegenwoordig wordt er terecht meer aandacht besteed aan veiligheid, al dan niet verplicht door allerhande wetten en machinerichtlijnen. De producent en/of distributeur kan immers aansprakelijk worden gesteld bij ongevallen als blijkt dat er iets schort aan het ontwerp. Veiligheid staat niet enkel voor voldoende mechanische sterkte, maar ook voor elektrische veiligheid, het afschermen van bewegende delen of delen waarin gevaarlijke producten voorkomen, … Ontwerpen (constructies) moeten altijd:
sterk genoeg zijn
stijf genoeg zijn
stabiel zijn Dit is het domein van de sterkteleer. Hoewel er heden ten dage goede Finite Elements Analysis- programma‟s bestaan om spanningen, vervormingen en dergelijke in een ontwerp te bepalen, blijft het noodzakelijk handmatige controleberekeningen uit te voeren omdat deze „Eindige Elementen‟-pakketten soms onbetrouwbare resultaten opleveren, meestal door het verkeerd inbrengen van de randvoorwaarden door de (onervaren) gebruiker.
10
sterkte van een constructie weerstand tegen breuk of blijvende vervorming
stijfheid van een constructie weerstand tegen elastische vervorming
stabiliteit van een constructie weerstand tegen knik
Tabel 1.1 De drie s‟en bij een ontwerp
Een gepaste materiaalkeuze is onontbeerlijk voor een goed ontwerp. De materiaalkeuze bepaalt in grote mate de mechanische eigenschappen van een constructie, hoewel ook de vorm een belangrijke rol speelt. Een sterkere constructie kan je bekomen door meer materiaal te gebruiken, maar meer materiaal betekent meer gewicht en dus meer materiaalkosten. Het is dus steeds zoeken naar een evenwicht. Een goed ontwerp is liefst gebruiksvriendelijk. Als je een ingenieur moet zijn om een huishoudelijk toestel te bedienen dan schort er iets aan het ontwerp. Vroeger kon je vaak geen knopjes en tierlantijntjes genoeg hebben. Tegenwoordig probeert men het ontwerp vaak sober te houden met een eenvoudige bediening. Bij de gebruiksvriendelijkheid van verplaatsbare producten komt ook het aspect ergonomie kijken. Hoe lichter het product en hoe beter hanteerbaar, hoe meer de kwetsbare rug en andere ledematen worden gespaard. De vormgeving kan de stijfheid en stabiliteit van een onderdeel in een constructie vergroten. Denk aan de vele lichte aluminiumprofielen.
Figuur 1.1 Aluminium extrusieprofiel
De vormgeving en afwerking bepalen ook het uitzicht van het ontwerp en dit kan belangrijk zijn voor de marketing en promotie van het product. Als je twee dezelfde concepten hebt in dezelfde prijsklasse dan zal vaak het uitzicht en de presentatie de doorslag geven om tot aankoop over te gaan. Het spreekt voor zich dat de produceerbaarheid van een ontwerp een grote invloed zal hebben op de totale kost. Een ontwerp kan theoretisch heel mooi en goed uitgebalanceerd zijn, als het praktisch niet te produceren is dan ben je nog geen stap verder. De beste ontwerpen zijn doorgaans zeer eenvoudig en daardoor gemakkelijk te vervaardigen. Een ontwerper moet goed op de hoogte zijn van de verschillende productiemethoden en hun mogelijkheden.
11
Prijs-kwaliteitverhouding, duurzaamheid en onderhoudsvriendelijkheid zijn nauw met elkaar verweven. Een ideaal ontwerp, bekeken vanuit het oogpunt van de consument, gaat liefst levenslang mee, moet niet worden onderhouden en kost weinig. Als producent ga je afwegingen moeten maken. Goede kwaliteit verhoogt meestal de productiekost. Vraag is welke mate van kwaliteit nodig is voor een bepaald product. Dit is vaak een subjectief gegeven. Statisch belaste producten worden blootgesteld aan allerhande omgevingsfactoren. Bij dynamisch belaste producten gaat ook slijtage van de bewegende onderdelen een belangrijke rol spelen. Bij schommelende of wisselende belastingen moet je daarenboven waakzaam zijn voor mogelijke vermoeiingsbreuken. Onvoldoende duurzaamheid kan leiden tot kapitaalverlies, ergernis bij de consument en kan daardoor schade toebrengen aan de merknaam. Best is een product te ontwerpen waar nauwelijks onderhoud aan moet gebeuren, maar dit is niet altijd te vermijden. Sommige machines moeten nu eenmaal periodiek worden onderhouden. Dit komt vaak neer op het smeren van bepaalde onderdelen of het vervangen van dichtingen en andere slijtgevoelige onderdelen. Bij een goed ontwerp wordt rekening gehouden met het eenvoudig kunnen vervangen van deze specifieke onderdelen. Al te vaak moet men echter een halve machine demonteren om onderhoud- of herstelwerken uit te voeren. Is jouw product ecologisch verantwoord? Hoeveel energie verbruik je tijdens de productie? Komen er schadelijke stoffen vrij en zo ja wat gebeurt daar dan mee? Uit welke materialen is het product opgebouwd? Zijn deze materialen vlot te recycleren? Tenslotte rest er nog het deontologisch probleem. Misschien ga je als ondernemer goedkopere onderdelen voor je product aankopen in het buitenland. Vaak worden deze onderdelen gemaakt door volwassenen of, erger nog, kinderen die worden uitgebuit. Zolang er afname is van deze onderdelen zal deze handel en uitbuiting blijven bestaan. Natuurlijk is dit een globaal probleem maar je kunt als ondernemer wel voldoende nagaan of je te maken hebt met „eerlijke‟ producten. Een eerlijke prijs voor een eerlijke handel!
1.2 Doel van het palletwisselsysteem
1.2.1 Functionaliteit palletwisselsysteem Het palletsysteem moet ervoor zorgen dat werkstukken buiten de machine kunnen worden opgespannen en dat deze gemakkelijk kunnen worden gewisseld. Zo worden de neventijden beperkt en kan er meer worden geproduceerd. Waarom een nieuw palletwisselsysteem ontwerpen? Er bestaan palletwisselsystemen voor CNC-bewerkingsmachines maar deze zijn zeer duur, zeker als de machines enkel gebruikt worden voor educatie en niet om geld mee te verdienen. De bestaande palletwisselsystemen kunnen doorgaans zeer precies, tot 5 μm, worden gepositioneerd bij wisseling. Dit wil zeggen dat de
12
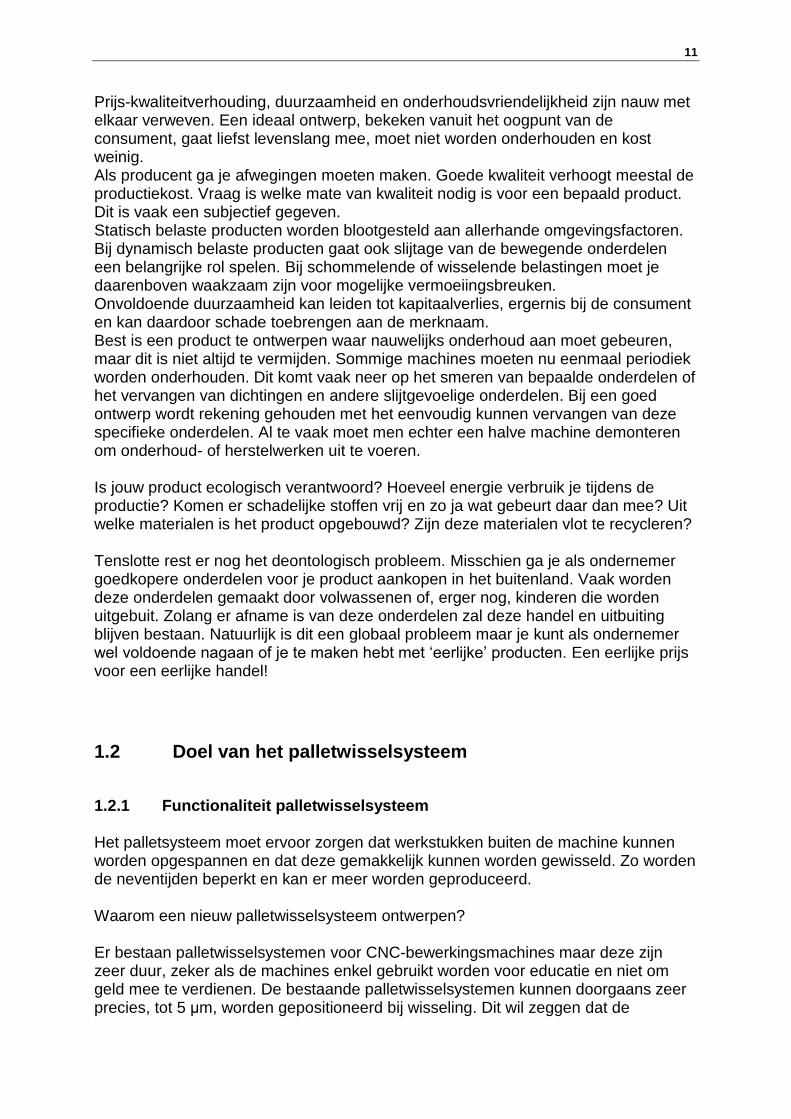
onderdelen van zulke systemen zeer nauwkeurig moeten worden afgewerkt met een hoge productiekost tot gevolg. In mijn nieuwe ontwerp wordt gestreefd naar een zo groot mogelijke repetitieve positienauwkeurigheid maar in verhouding tot de verwachtingen die worden gesteld. Voor standaard toepassingen is een precisie van +/- 50 μm meer dan voldoende. Opgelet! De repetitieve positioneernauwkeurigheid van een pallet is niet hetzelfde als de productienauwkeurigheid van het product. Eens de pallet op de bewerkingstafel is gepositioneerd kan je frezen tot op +/- 5 μm nauwkeurig, afhankelijk van de randvoorwaarden. Figuur 1.2 Verschil productie- en positioneernauwkeurigheid
Het tweede doel van het palletwisselsysteem is om bij bepaalde opspanningen de werkstuknulpunten voor plaatsing op de machine te kunnen bepalen door verschillende referentiepunten te bepalen. Deze referentiepunten kunnen de bek van een machineklem zijn of stelpennen die op een pallet kunnen worden gemonteerd.
1.2.2 Basisvoorwaarden opspannen Bij het opspannen moet aan enkele basisvoorwaarden worden voldaan:
het product moet op de juiste manier worden gepositioneerd.
de klemkracht moet op de juiste manier en met de juiste grootte op het product worden overgebracht.
Om aan deze twee punten te kunnen voldoen, moet er volgens het basisprincipe, de 3, 2, 1 regel worden gewerkt.
+/- 50 μm
+/-
50
μm
+/-
5 μ
m
pallet: positienauwkeurigheid
werkstuk: productienauwkeurigheid
13
De uitleg over de 3, 2, 1 regel komt uit onderstaande technische publicatie: Kleinwinkel, J.W., Lenselink W., van den Bosch, R., van de Put, J., Kousbroek, R., van Ackooy, P., Boers, P. (2006). Toepassen van slimme opspanmiddelen. Voorlichtingspublicatie in opdracht van de Vereniging FME-CWM nr. TI.06.30, 1-2
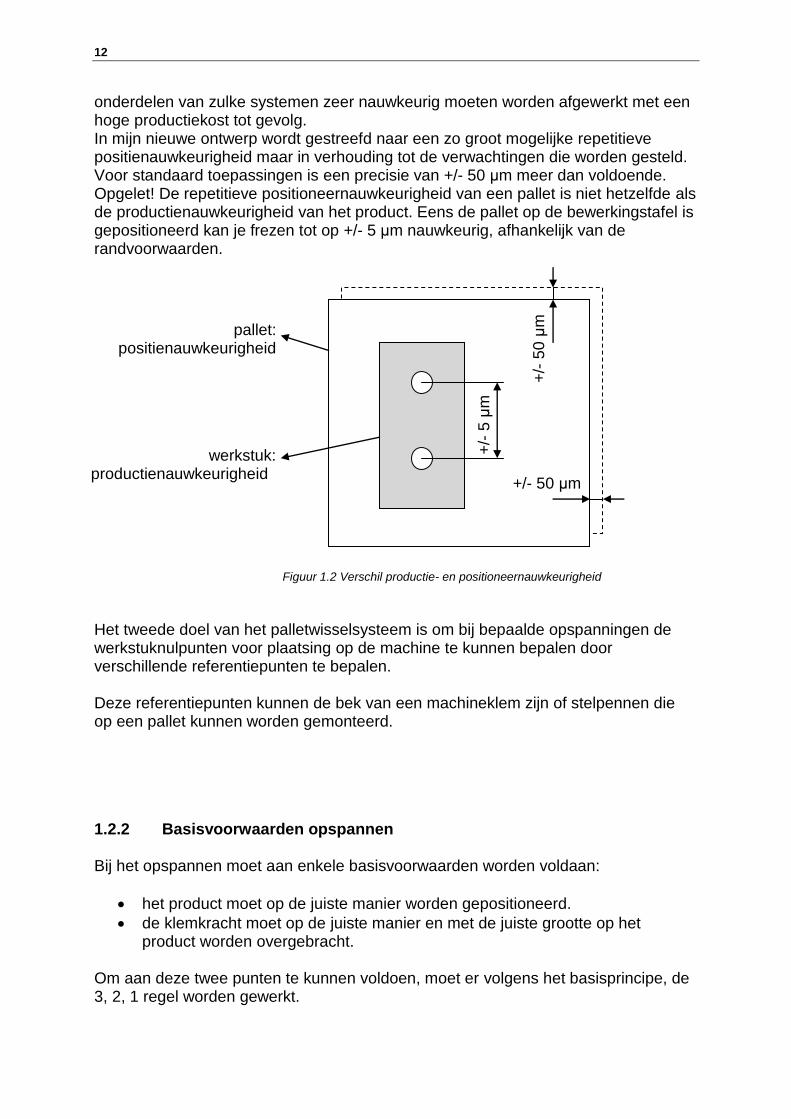
Figuur 1.3 Volgorde van positioneren
“De 3,2,1 regel gaat uit van 6 positioneerpunten (3 + 2 + 1 = 6). Deze positioneerpunten zorgen ervoor dat de bewegingsvrijheid van het product wordt opgeheven, waardoor de positie van het product wordt bepaald. Positioneerpunten moeten altijd zover mogelijk uit elkaar worden geplaatst. Positioneerpunten die dicht bij elkaar liggen verminderen de positioneernauwkeurigheid. Het fixeren van het te bewerken product wordt gedaan door het product tegen de positioneerpunten aan te klemmen door middel van één of meer klemkrachten. Deze klemkrachten staan bij voorkeur loodrecht op de positioneerpunten. Op elke opspanmethode is het 3, 2, 1 principe van kracht. Wordt er van deze regel afgeweken, dan is de opspanning onderbepaald of overbepaald. (…) a) 3 positioneerpunten: Het ondervlak van een het product wordt op 3 punten gepositioneerd (figuur 1.3). Hiermee wordt het product voor het eerste referentievlak uitgericht. Dit ondervlak bepaalt de stabiliteit van het product. Als er minder dan 3 punten worden gebruikt, ligt het product niet stabiel en is daardoor onderbepaald. b) 2 positioneerpunten: In de 2de afbeelding van figuur 1.3 worden 2 positioneerpunten gebruikt om het product voor het tweede referentievlak uit te richten. Worden er meer dan 2 positioneerpunten gebruikt, dan is het product overbepaald. Wordt er maar 1 positioneerpunt gebruikt, dan is het product onderbepaald en kan het niet worden uitgericht. Bij overbepaling wordt het product, door de opspankracht, doorgebogen naar de positioneerpunten waar het tegenaan wordt geklemd. Bij het ontklemmen zal het product weer terugveren naar zijn oude vorm.
14
c) 1 positioneerpunt Met 1 positioneerpunt wordt de positie in het derde referentievlak bepaald (zie ook figuur 1.3). Dit positioneerpunt wordt zelden gebruikt voor de opspankracht. (…). Doordat er nagenoeg altijd van 1 punt gebruik wordt gemaakt, kan er bijna nooit sprake zijn van overbepaling of onderbepaling.” Het correct gebruiken van opspanmiddelen komt de nauwkeurigheid ten goede, maar ook de veiligheid van de bediener!
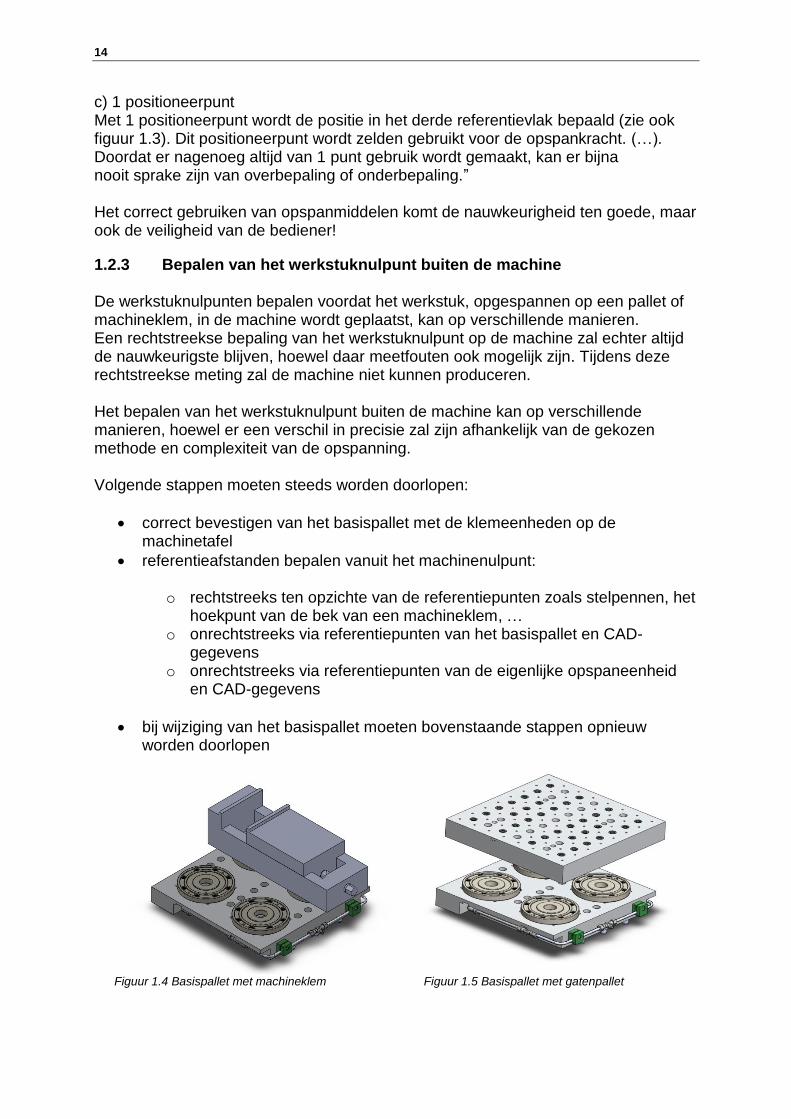
1.2.3 Bepalen van het werkstuknulpunt buiten de machine De werkstuknulpunten bepalen voordat het werkstuk, opgespannen op een pallet of machineklem, in de machine wordt geplaatst, kan op verschillende manieren. Een rechtstreekse bepaling van het werkstuknulpunt op de machine zal echter altijd de nauwkeurigste blijven, hoewel daar meetfouten ook mogelijk zijn. Tijdens deze rechtstreekse meting zal de machine niet kunnen produceren. Het bepalen van het werkstuknulpunt buiten de machine kan op verschillende manieren, hoewel er een verschil in precisie zal zijn afhankelijk van de gekozen methode en complexiteit van de opspanning. Volgende stappen moeten steeds worden doorlopen:
correct bevestigen van het basispallet met de klemeenheden op de machinetafel
referentieafstanden bepalen vanuit het machinenulpunt:
o rechtstreeks ten opzichte van de referentiepunten zoals stelpennen, het hoekpunt van de bek van een machineklem, …
o onrechtstreeks via referentiepunten van het basispallet en CAD-gegevens
o onrechtstreeks via referentiepunten van de eigenlijke opspaneenheid en CAD-gegevens
bij wijziging van het basispallet moeten bovenstaande stappen opnieuw worden doorlopen
Figuur 1.4 Basispallet met machineklem Figuur 1.5 Basispallet met gatenpallet
15
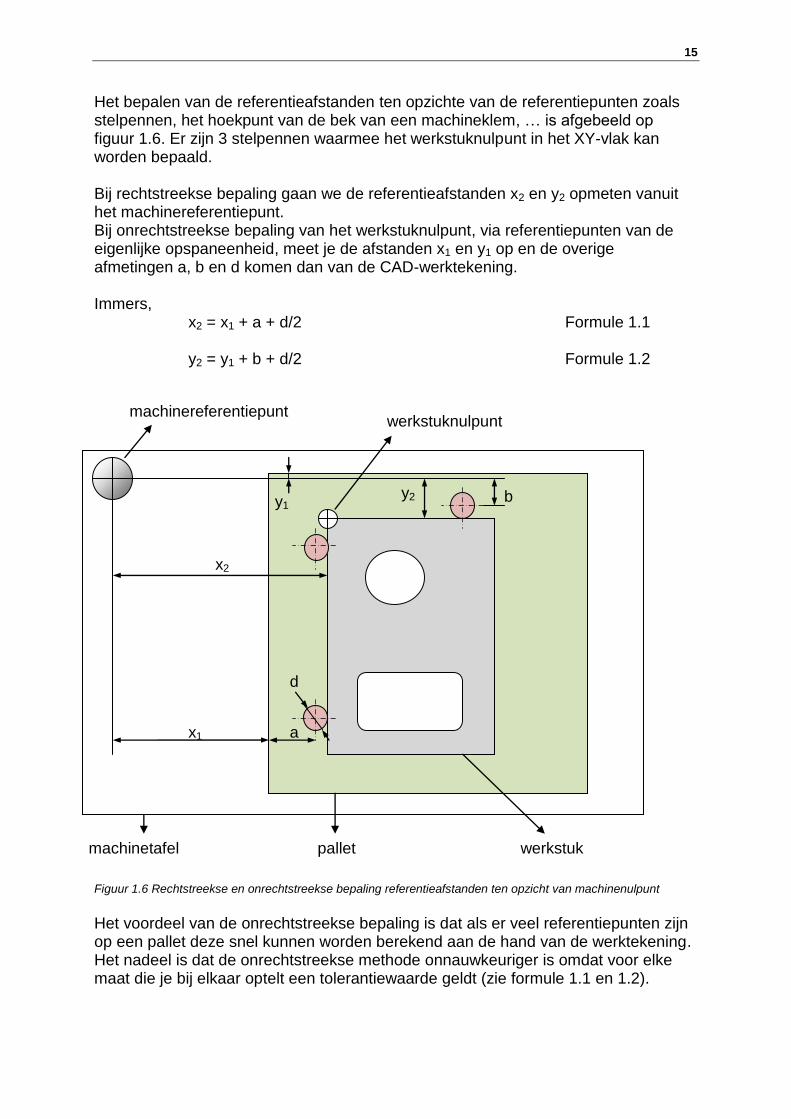
Het bepalen van de referentieafstanden ten opzichte van de referentiepunten zoals stelpennen, het hoekpunt van de bek van een machineklem, … is afgebeeld op figuur 1.6. Er zijn 3 stelpennen waarmee het werkstuknulpunt in het XY-vlak kan worden bepaald. Bij rechtstreekse bepaling gaan we de referentieafstanden x2 en y2 opmeten vanuit het machinereferentiepunt. Bij onrechtstreekse bepaling van het werkstuknulpunt, via referentiepunten van de eigenlijke opspaneenheid, meet je de afstanden x1 en y1 op en de overige afmetingen a, b en d komen dan van de CAD-werktekening. Immers, x2 = x1 + a + d/2 Formule 1.1 y2 = y1 + b + d/2 Formule 1.2 Figuur 1.6 Rechtstreekse en onrechtstreekse bepaling referentieafstanden ten opzicht van machinenulpunt
Het voordeel van de onrechtstreekse bepaling is dat als er veel referentiepunten zijn op een pallet deze snel kunnen worden berekend aan de hand van de werktekening. Het nadeel is dat de onrechtstreekse methode onnauwkeuriger is omdat voor elke maat die je bij elkaar optelt een tolerantiewaarde geldt (zie formule 1.1 en 1.2).
x2
x1 a
d
y1 b
y2
machinereferentiepunt
machinetafel pallet werkstuk
werkstuknulpunt

16
1.3 Eigenschappen van een palletwisselsysteem Het palletwisselsysteem moet eenvoudig te bedienen zijn. Bij onderstaand ontwerp is geopteerd voor een automatische klemming door middel van veren, maar ook vormgesloten kamers. De ontklemming gebeurt door een hydraulische druk die tegen de veerdruk inwerkt.
Figuur 1.7 Basispallet met vier klemeenheden en een opspanpallet
De hydraulische druk kan worden opgewekt door een handpomp of door een pompaggregaat met elektrische stuurkast. Bij frequente wisseling is deze laatste optie omwille van het gebruiksgemak aan te raden, ondanks de meerkost. De wisselpalletten kunnen worden voorzien van handvaten of oogbouten wanneer zwaardere werkstukken moeten worden getakeld. De palletten zijn grotendeels gemaakt uit een aluminiumlegering om het gewicht te beperken. De klemeenheden zijn gemaakt uit veredelstaal om een grote duurzaamheid te behouden. Bij falen van een klemeenheid is het vrij eenvoudig deze te vervangen en/of te herstellen. De basispallets zijn te verkrijgen met twee of vier klemeenheden. Er zijn enkele standaard opspanpalletten, maar ook op maat gemaakte palletten zijn mogelijk.
17
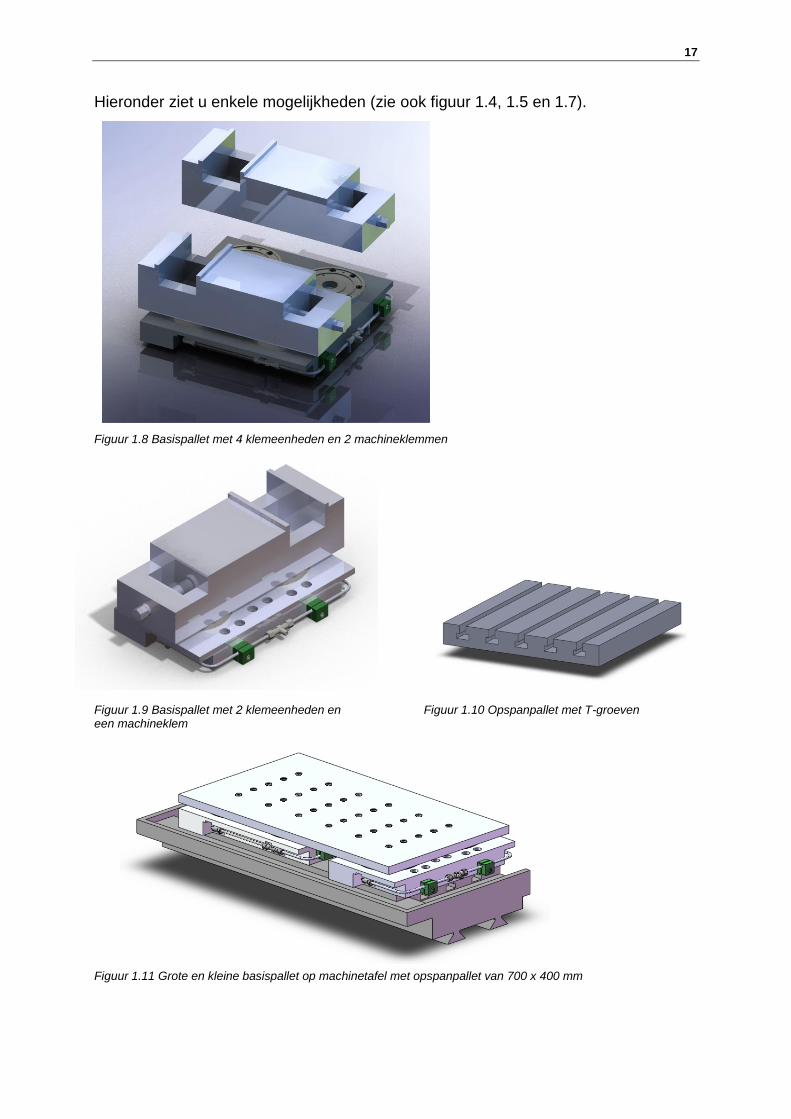
Hieronder ziet u enkele mogelijkheden (zie ook figuur 1.4, 1.5 en 1.7).
Figuur 1.8 Basispallet met 4 klemeenheden en 2 machineklemmen
Figuur 1.9 Basispallet met 2 klemeenheden en Figuur 1.10 Opspanpallet met T-groeven een machineklem
Figuur 1.11 Grote en kleine basispallet op machinetafel met opspanpallet van 700 x 400 mm
18
1.4 Werking van het palletwisselsysteem
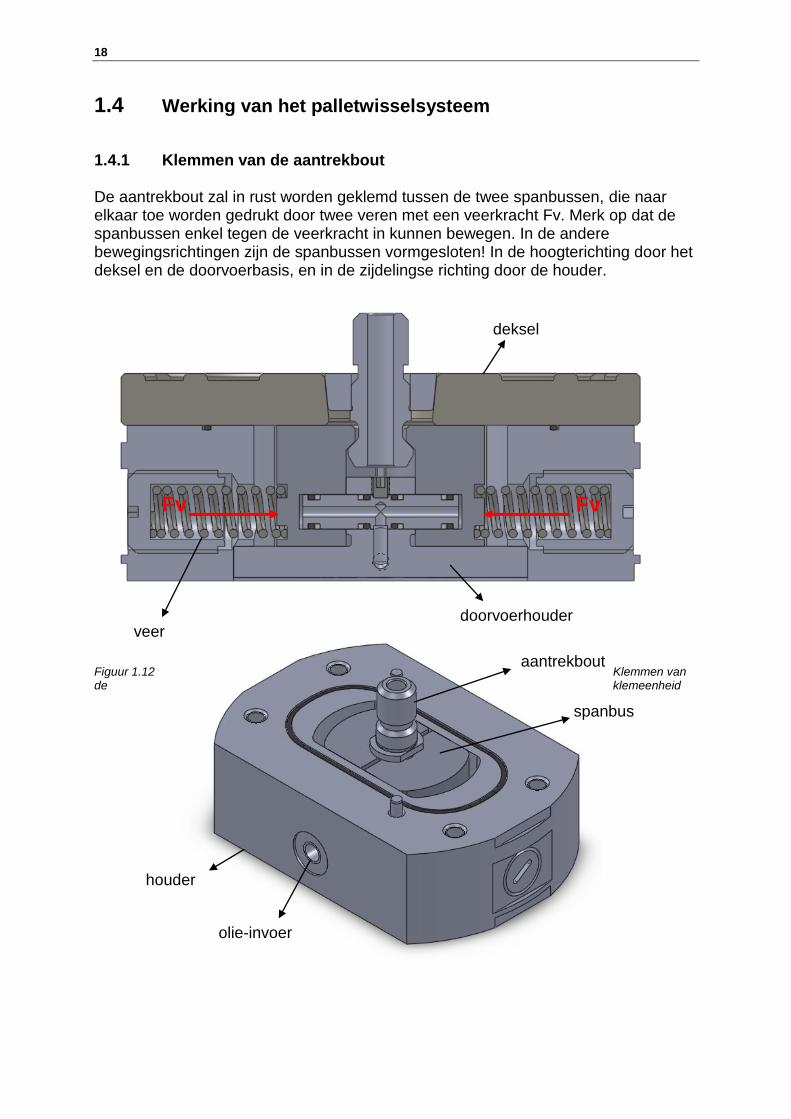
1.4.1 Klemmen van de aantrekbout De aantrekbout zal in rust worden geklemd tussen de twee spanbussen, die naar elkaar toe worden gedrukt door twee veren met een veerkracht Fv. Merk op dat de spanbussen enkel tegen de veerkracht in kunnen bewegen. In de andere bewegingsrichtingen zijn de spanbussen vormgesloten! In de hoogterichting door het deksel en de doorvoerbasis, en in de zijdelingse richting door de houder.
Figuur 1.12 Klemmen van de klemeenheid
veer
spanbus
houder
olie-invoer
aantrekbout
Fv Fv
deksel
doorvoerhouder
19
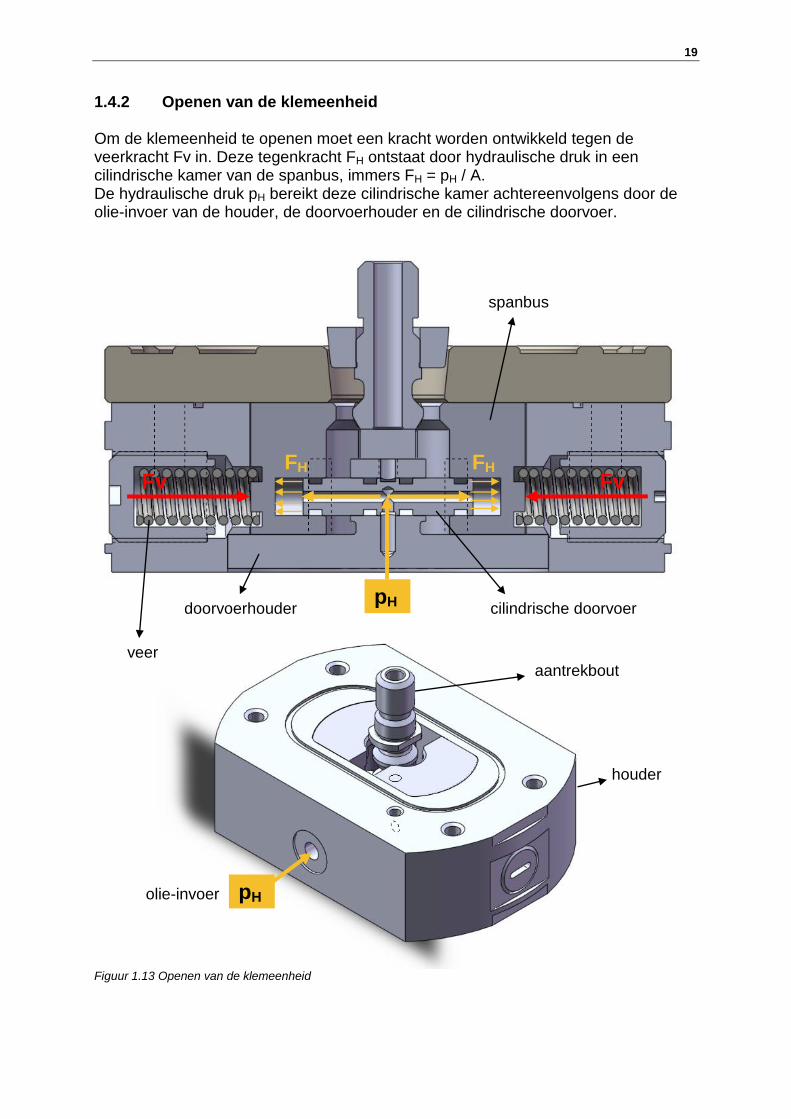
1.4.2 Openen van de klemeenheid Om de klemeenheid te openen moet een kracht worden ontwikkeld tegen de veerkracht Fv in. Deze tegenkracht FH ontstaat door hydraulische druk in een cilindrische kamer van de spanbus, immers FH = pH / A. De hydraulische druk pH bereikt deze cilindrische kamer achtereenvolgens door de olie-invoer van de houder, de doorvoerhouder en de cilindrische doorvoer.
Figuur 1.13 Openen van de klemeenheid
Fv Fv FH FH
pH cilindrische doorvoer doorvoerhouder
spanbus
pH
houder
aantrekbout
olie-invoer
veer

20
De spanbussen worden naar buiten gedrukt wanneer de kracht FH ontwikkeld door de hydraulische druk groter wordt dan de veerdruk Fv. Merk op dat de veerdruk wel groter wordt naarmate deze meer wordt ingedrukt. O- en X-ringen zorgen voor de afdichting tussen de verschillende onderdelen.
Figuur 1.14 Dwarsdoorsnede van de klemeenheid
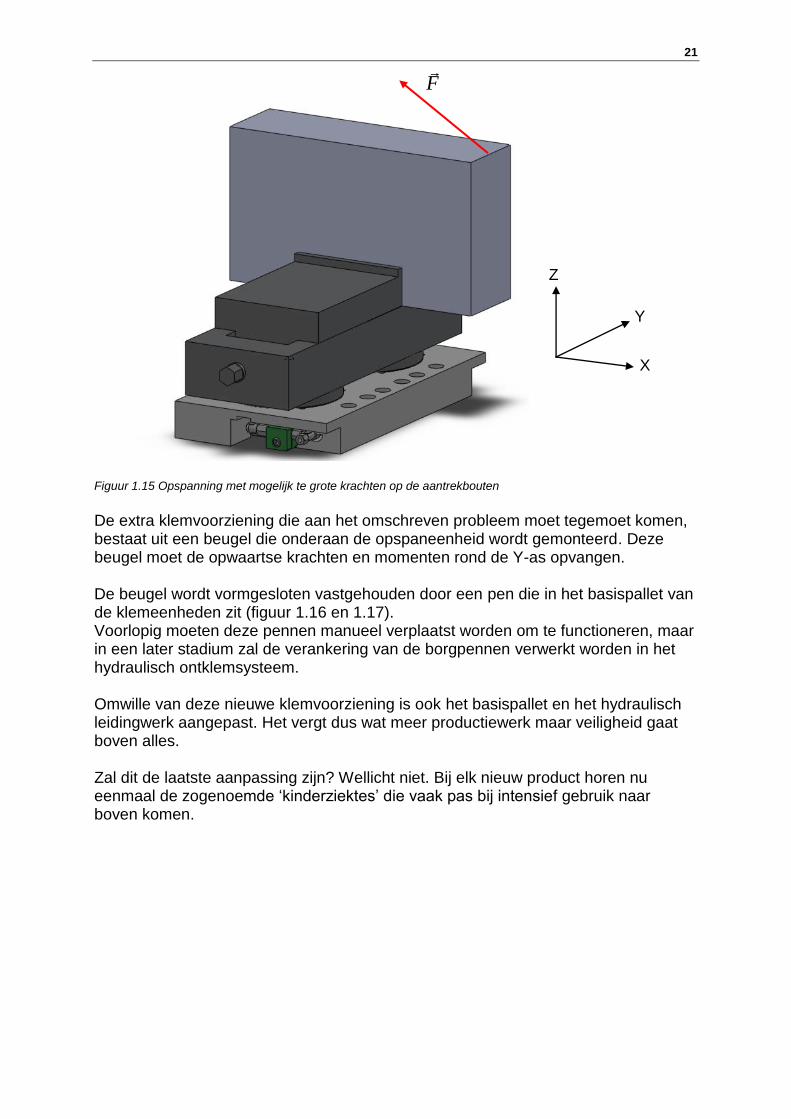
1.4.3 Extra klemvoorziening Bij bepaalde berekeningen bleek dat het originele opzet, waarbij klemming enkel gebeurt door aantrekbouten, niet altijd voldeed. De voorwaarden waarbij mogelijk te grote krachten op de aantrekbouten werken zijn:
een pallet of machineklem die met slechts twee aantrekbouten is verankerd
grote freesvermogens met grote freeskrachten
een zodanige opspanning van het werkstuk dat grote zijdelingse momenten worden uitgeoefend op de aantrekbouten
gebruik van frezen met een grote axiale spaanhoek met trekkrachten tot gevolg
In zulke gevallen krijg je een hefboomwerking waarbij de opwaartse krachten op de aantrekbouten zo groot worden dat ze de spanbussen tegen de veerdruk in kunnen wegduwen. De opspanning kan dan uit de klemeenheden worden getild. Een voorstelling van zulke gevaarlijke situatie is te zien in figuur 1.15. Meer uitleg over de krachten die kunnen optreden vindt u terug in paragraaf 1.6 „Berekeningen‟. De oplossing voor dit probleem is uitgedokterd einde maart 2009, na calculatie van bijzondere opspanningen.
21
F
Figuur 1.15 Opspanning met mogelijk te grote krachten op de aantrekbouten
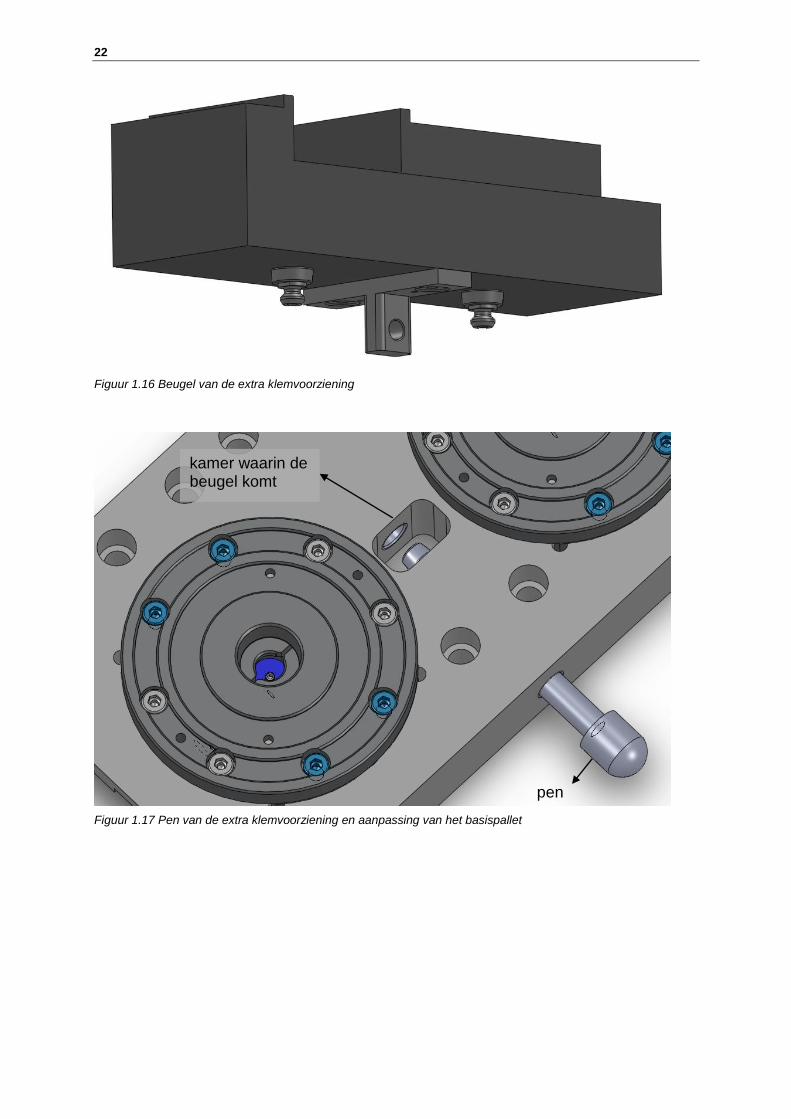
De extra klemvoorziening die aan het omschreven probleem moet tegemoet komen, bestaat uit een beugel die onderaan de opspaneenheid wordt gemonteerd. Deze beugel moet de opwaartse krachten en momenten rond de Y-as opvangen. De beugel wordt vormgesloten vastgehouden door een pen die in het basispallet van de klemeenheden zit (figuur 1.16 en 1.17). Voorlopig moeten deze pennen manueel verplaatst worden om te functioneren, maar in een later stadium zal de verankering van de borgpennen verwerkt worden in het hydraulisch ontklemsysteem. Omwille van deze nieuwe klemvoorziening is ook het basispallet en het hydraulisch leidingwerk aangepast. Het vergt dus wat meer productiewerk maar veiligheid gaat boven alles. Zal dit de laatste aanpassing zijn? Wellicht niet. Bij elk nieuw product horen nu eenmaal de zogenoemde „kinderziektes‟ die vaak pas bij intensief gebruik naar boven komen.
Z
Y
X
22
Figuur 1.16 Beugel van de extra klemvoorziening
Figuur 1.17 Pen van de extra klemvoorziening en aanpassing van het basispallet
beugel vastgezet met 2 bouten M12 en gepositioneerd met cilindrische pennen
pen
kamer waarin de beugel komt
23
1.5 Opbouw en onderdelen palletwisselsysteem De tekeningen zijn gemaakt in Solidworks Student Edition Premium 2008®. De materiaalkeuzes zijn gemaakt met behulp van een zelfgemaakt VB.NET programma. Hierover vindt u meer uitleg in hoofdstuk 2.
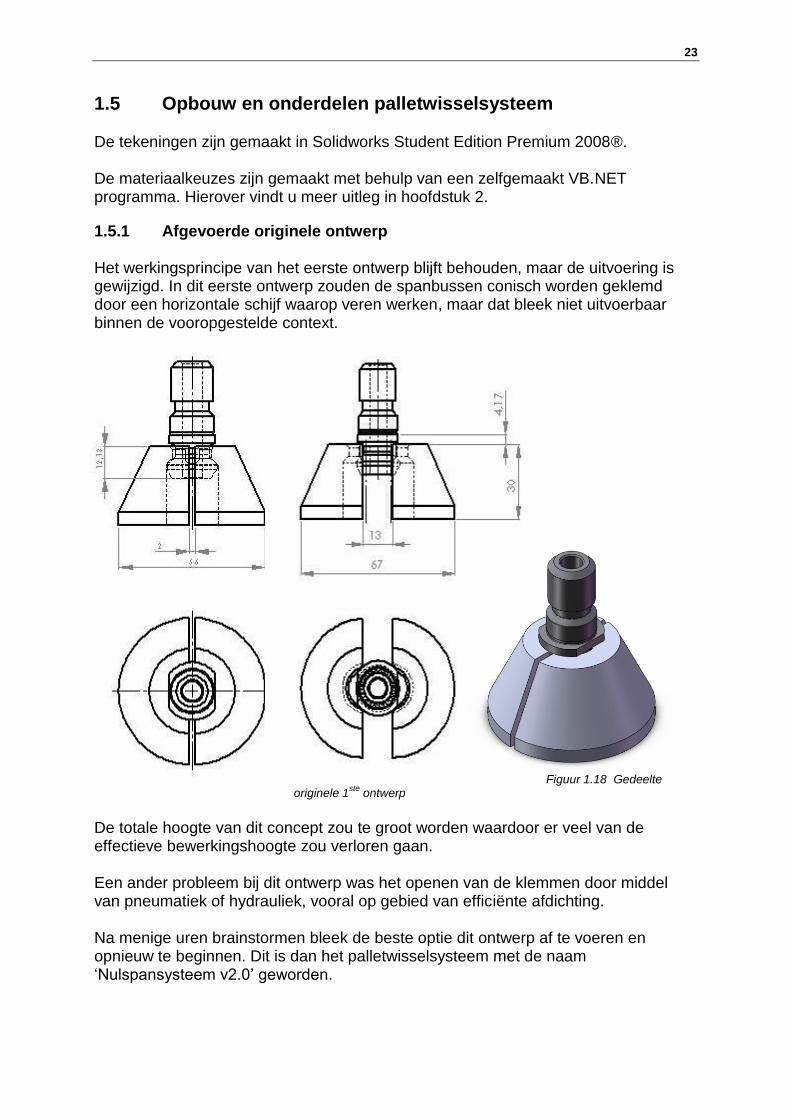
1.5.1 Afgevoerde originele ontwerp Het werkingsprincipe van het eerste ontwerp blijft behouden, maar de uitvoering is gewijzigd. In dit eerste ontwerp zouden de spanbussen conisch worden geklemd door een horizontale schijf waarop veren werken, maar dat bleek niet uitvoerbaar binnen de vooropgestelde context.
Figuur 1.18 Gedeelte originele 1
ste ontwerp
De totale hoogte van dit concept zou te groot worden waardoor er veel van de effectieve bewerkingshoogte zou verloren gaan. Een ander probleem bij dit ontwerp was het openen van de klemmen door middel van pneumatiek of hydrauliek, vooral op gebied van efficiënte afdichting. Na menige uren brainstormen bleek de beste optie dit ontwerp af te voeren en opnieuw te beginnen. Dit is dan het palletwisselsysteem met de naam „Nulspansysteem v2.0‟ geworden.
24
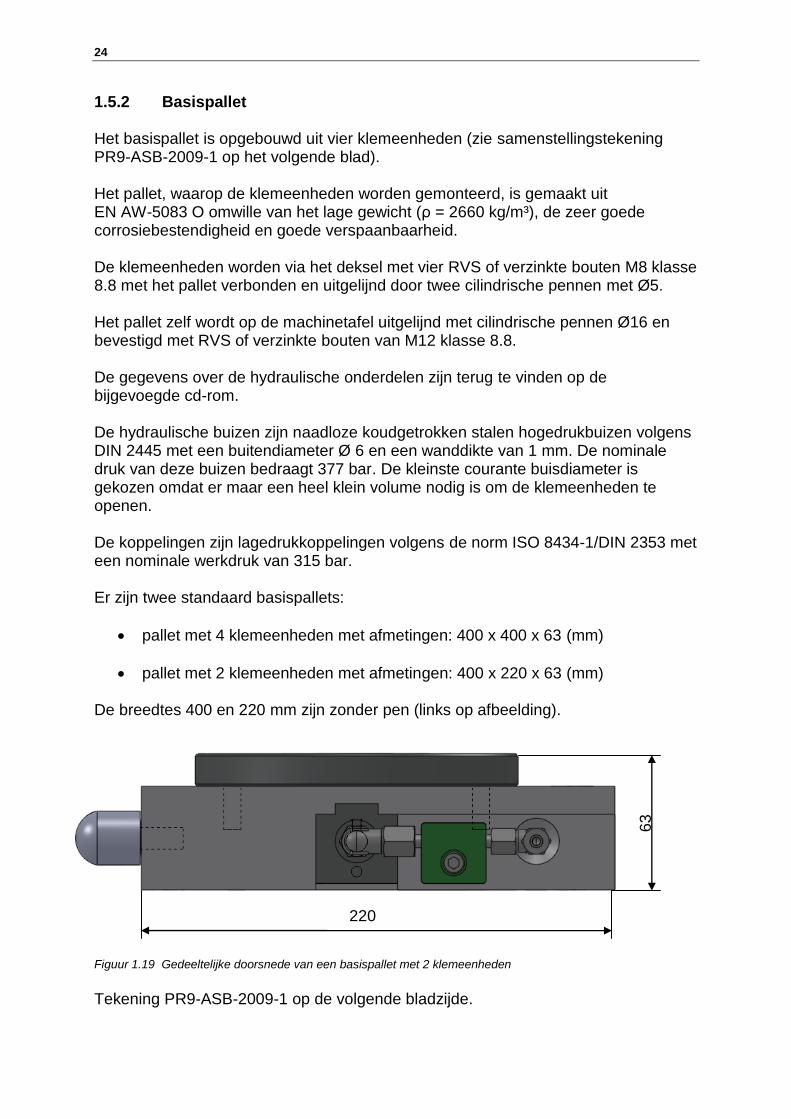
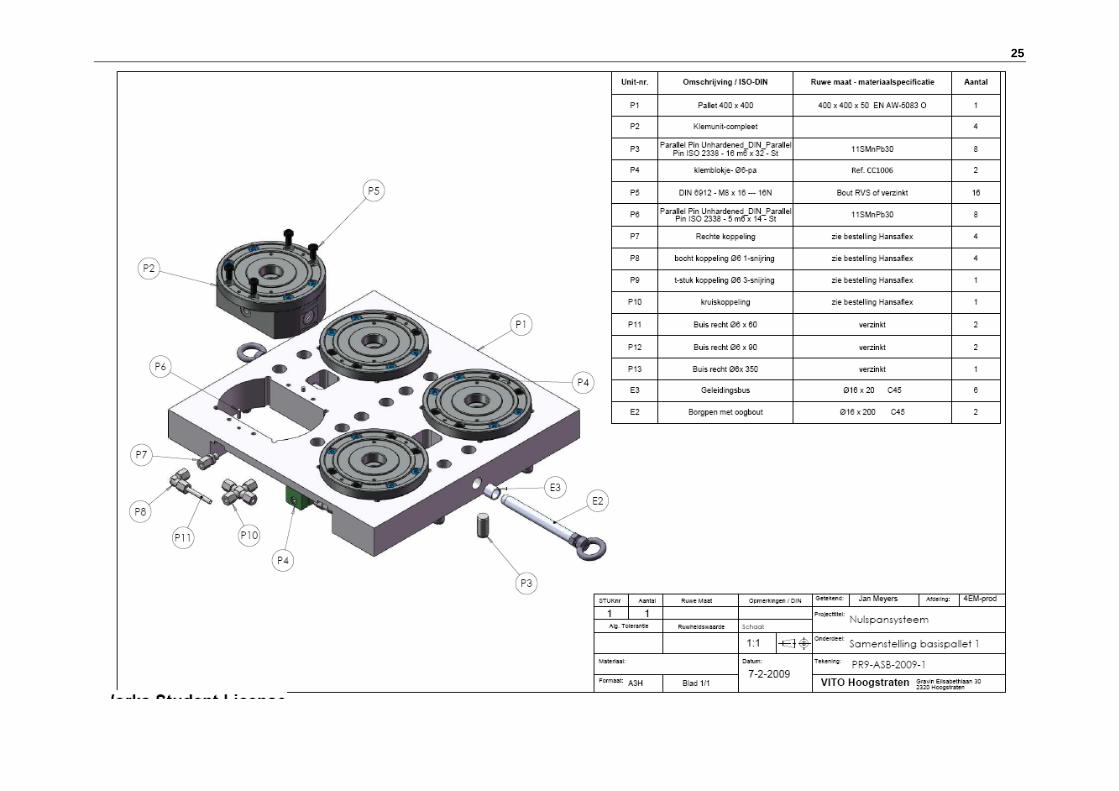
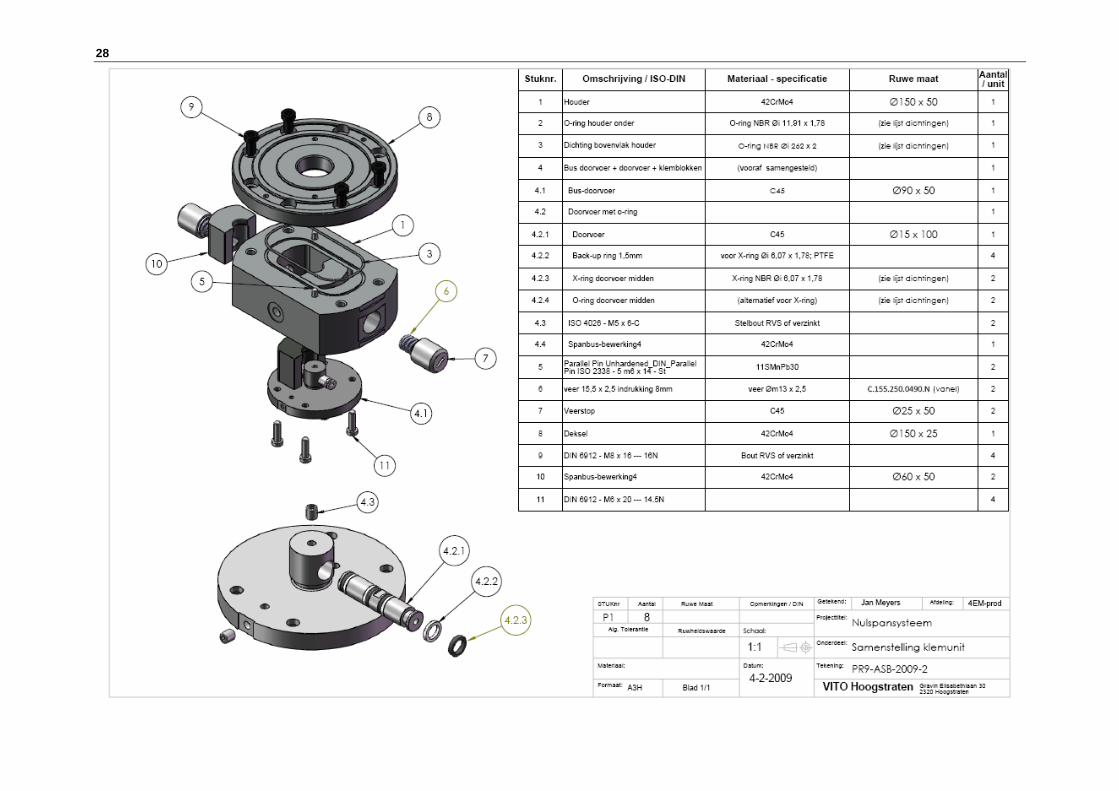
1.5.2 Basispallet Het basispallet is opgebouwd uit vier klemeenheden (zie samenstellingstekening PR9-ASB-2009-1 op het volgende blad). Het pallet, waarop de klemeenheden worden gemonteerd, is gemaakt uit EN AW-5083 O omwille van het lage gewicht (ρ = 2660 kg/m³), de zeer goede corrosiebestendigheid en goede verspaanbaarheid. De klemeenheden worden via het deksel met vier RVS of verzinkte bouten M8 klasse 8.8 met het pallet verbonden en uitgelijnd door twee cilindrische pennen met Ø5. Het pallet zelf wordt op de machinetafel uitgelijnd met cilindrische pennen Ø16 en bevestigd met RVS of verzinkte bouten van M12 klasse 8.8. De gegevens over de hydraulische onderdelen zijn terug te vinden op de bijgevoegde cd-rom. De hydraulische buizen zijn naadloze koudgetrokken stalen hogedrukbuizen volgens DIN 2445 met een buitendiameter Ø 6 en een wanddikte van 1 mm. De nominale druk van deze buizen bedraagt 377 bar. De kleinste courante buisdiameter is gekozen omdat er maar een heel klein volume nodig is om de klemeenheden te openen. De koppelingen zijn lagedrukkoppelingen volgens de norm ISO 8434-1/DIN 2353 met een nominale werkdruk van 315 bar. Er zijn twee standaard basispallets:
pallet met 4 klemeenheden met afmetingen: 400 x 400 x 63 (mm)
pallet met 2 klemeenheden met afmetingen: 400 x 220 x 63 (mm) De breedtes 400 en 220 mm zijn zonder pen (links op afbeelding).
Figuur 1.19 Gedeeltelijke doorsnede van een basispallet met 2 klemeenheden
Tekening PR9-ASB-2009-1 op de volgende bladzijde.
63
220
25
26
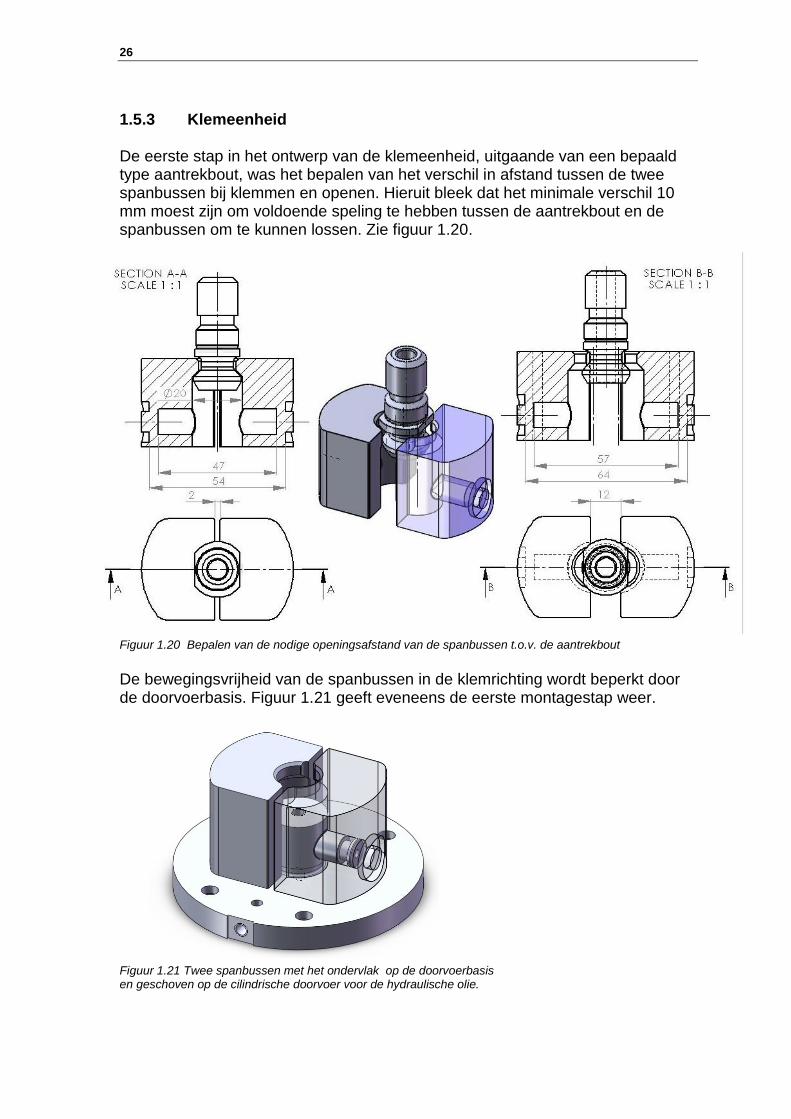
1.5.3 Klemeenheid De eerste stap in het ontwerp van de klemeenheid, uitgaande van een bepaald type aantrekbout, was het bepalen van het verschil in afstand tussen de twee spanbussen bij klemmen en openen. Hieruit bleek dat het minimale verschil 10 mm moest zijn om voldoende speling te hebben tussen de aantrekbout en de spanbussen om te kunnen lossen. Zie figuur 1.20.
Figuur 1.20 Bepalen van de nodige openingsafstand van de spanbussen t.o.v. de aantrekbout
De bewegingsvrijheid van de spanbussen in de klemrichting wordt beperkt door de doorvoerbasis. Figuur 1.21 geeft eveneens de eerste montagestap weer. Figuur 1.21 Twee spanbussen met het ondervlak op de doorvoerbasis en geschoven op de cilindrische doorvoer voor de hydraulische olie.
27
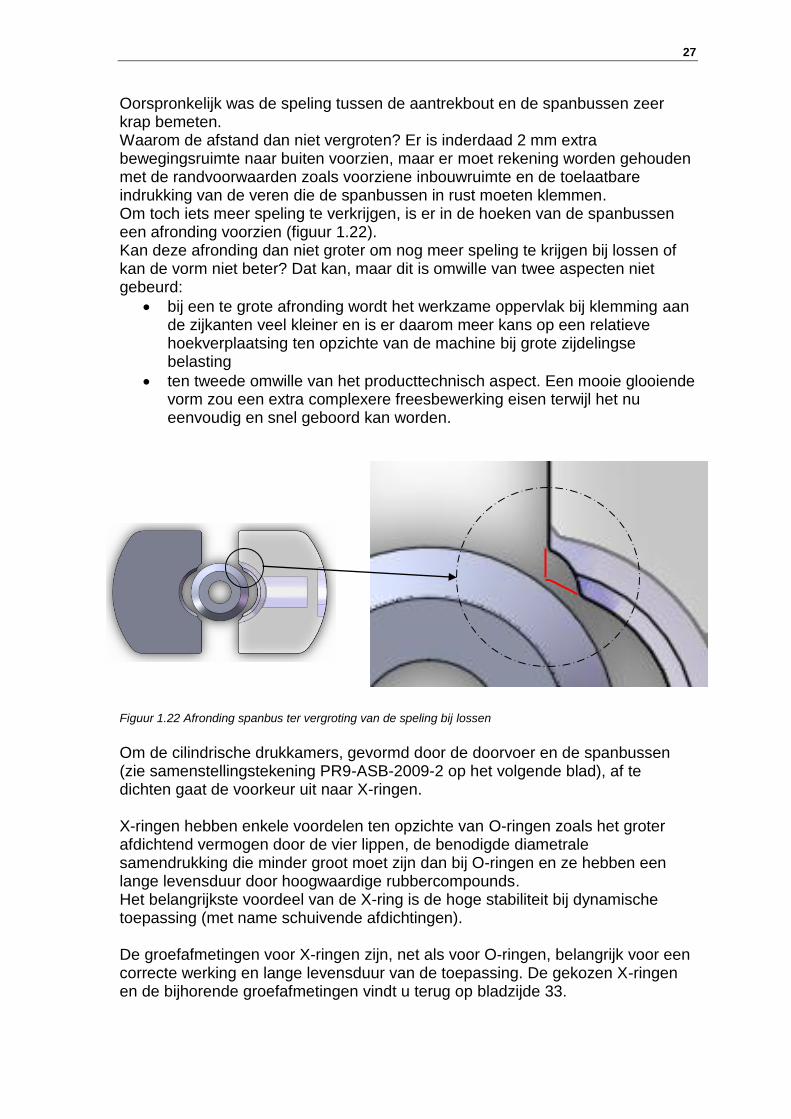
Oorspronkelijk was de speling tussen de aantrekbout en de spanbussen zeer krap bemeten. Waarom de afstand dan niet vergroten? Er is inderdaad 2 mm extra bewegingsruimte naar buiten voorzien, maar er moet rekening worden gehouden met de randvoorwaarden zoals voorziene inbouwruimte en de toelaatbare indrukking van de veren die de spanbussen in rust moeten klemmen. Om toch iets meer speling te verkrijgen, is er in de hoeken van de spanbussen een afronding voorzien (figuur 1.22). Kan deze afronding dan niet groter om nog meer speling te krijgen bij lossen of kan de vorm niet beter? Dat kan, maar dit is omwille van twee aspecten niet gebeurd:
bij een te grote afronding wordt het werkzame oppervlak bij klemming aan de zijkanten veel kleiner en is er daarom meer kans op een relatieve hoekverplaatsing ten opzichte van de machine bij grote zijdelingse belasting
ten tweede omwille van het producttechnisch aspect. Een mooie glooiende vorm zou een extra complexere freesbewerking eisen terwijl het nu eenvoudig en snel geboord kan worden.
Figuur 1.22 Afronding spanbus ter vergroting van de speling bij lossen
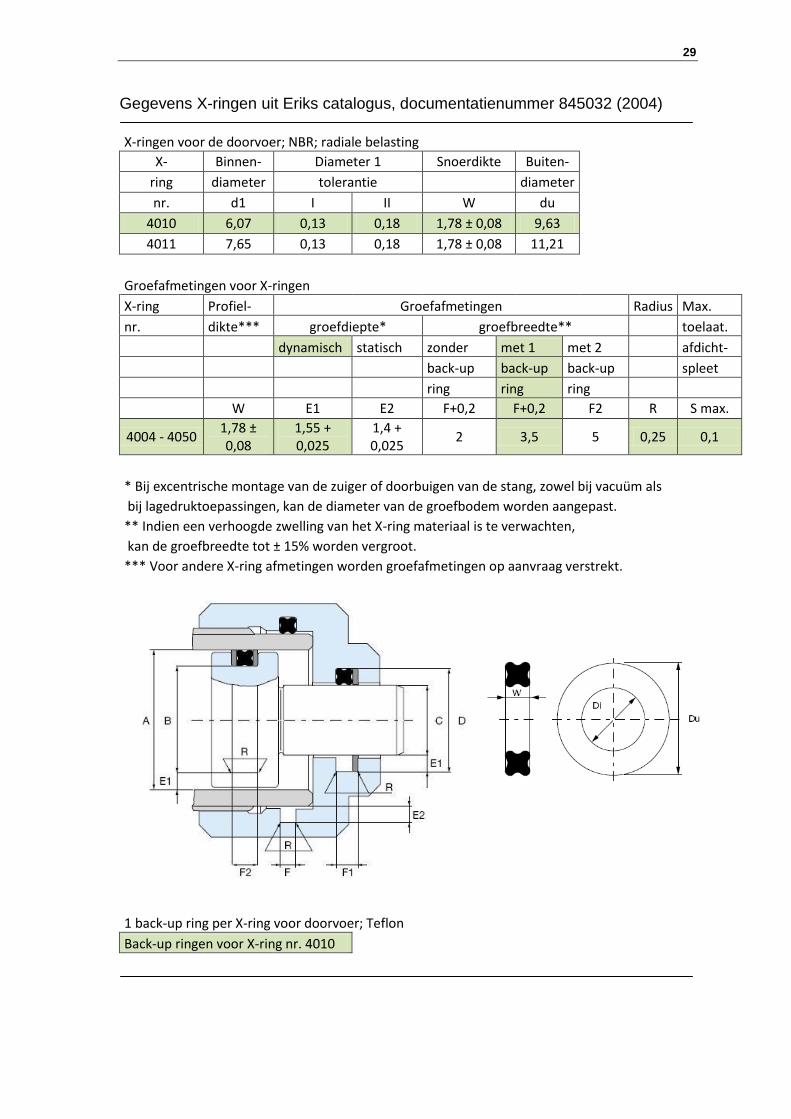
Om de cilindrische drukkamers, gevormd door de doorvoer en de spanbussen (zie samenstellingstekening PR9-ASB-2009-2 op het volgende blad), af te dichten gaat de voorkeur uit naar X-ringen. X-ringen hebben enkele voordelen ten opzichte van O-ringen zoals het groter afdichtend vermogen door de vier lippen, de benodigde diametrale samendrukking die minder groot moet zijn dan bij O-ringen en ze hebben een lange levensduur door hoogwaardige rubbercompounds. Het belangrijkste voordeel van de X-ring is de hoge stabiliteit bij dynamische toepassing (met name schuivende afdichtingen). De groefafmetingen voor X-ringen zijn, net als voor O-ringen, belangrijk voor een correcte werking en lange levensduur van de toepassing. De gekozen X-ringen en de bijhorende groefafmetingen vindt u terug op bladzijde 33.
28
29
Gegevens X-ringen uit Eriks catalogus, documentatienummer 845032 (2004)
X-ringen voor de doorvoer; NBR; radiale belasting X- Binnen- Diameter 1 Snoerdikte Buiten-
ring diameter tolerantie diameter
nr. d1 I II W du
4010 6,07 0,13 0,18 1,78 ± 0,08 9,63
4011 7,65 0,13 0,18 1,78 ± 0,08 11,21
Groefafmetingen voor X-ringen
X-ring Profiel- Groefafmetingen Radius Max.
nr. dikte*** groefdiepte* groefbreedte** toelaat.
dynamisch statisch zonder met 1 met 2 afdicht-
back-up back-up back-up spleet
ring ring ring
W E1 E2 F+0,2 F+0,2 F2 R S max.
4004 - 4050 1,78 ± 0,08
1,55 + 0,025
1,4 + 0,025
2 3,5 5 0,25 0,1
* Bij excentrische montage van de zuiger of doorbuigen van de stang, zowel bij vacuüm als
bij lagedruktoepassingen, kan de diameter van de groefbodem worden aangepast. ** Indien een verhoogde zwelling van het X-ring materiaal is te verwachten,
kan de groefbreedte tot ± 15% worden vergroot. *** Voor andere X-ring afmetingen worden groefafmetingen op aanvraag verstrekt.
1 back-up ring per X-ring voor doorvoer; Teflon Back-up ringen voor X-ring nr. 4010
30
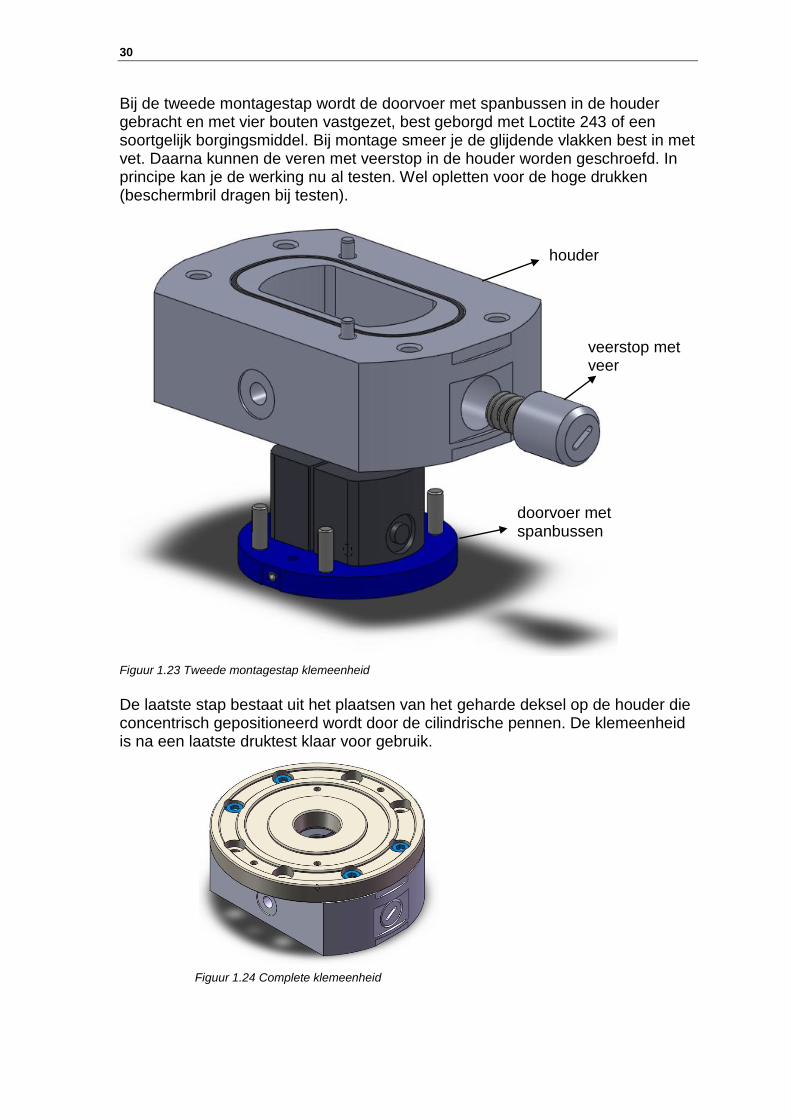
Bij de tweede montagestap wordt de doorvoer met spanbussen in de houder gebracht en met vier bouten vastgezet, best geborgd met Loctite 243 of een soortgelijk borgingsmiddel. Bij montage smeer je de glijdende vlakken best in met vet. Daarna kunnen de veren met veerstop in de houder worden geschroefd. In principe kan je de werking nu al testen. Wel opletten voor de hoge drukken (beschermbril dragen bij testen).
Figuur 1.23 Tweede montagestap klemeenheid
De laatste stap bestaat uit het plaatsen van het geharde deksel op de houder die concentrisch gepositioneerd wordt door de cilindrische pennen. De klemeenheid is na een laatste druktest klaar voor gebruik. Figuur 1.24 Complete klemeenheid
houder
veerstop met veer
doorvoer met spanbussen
31
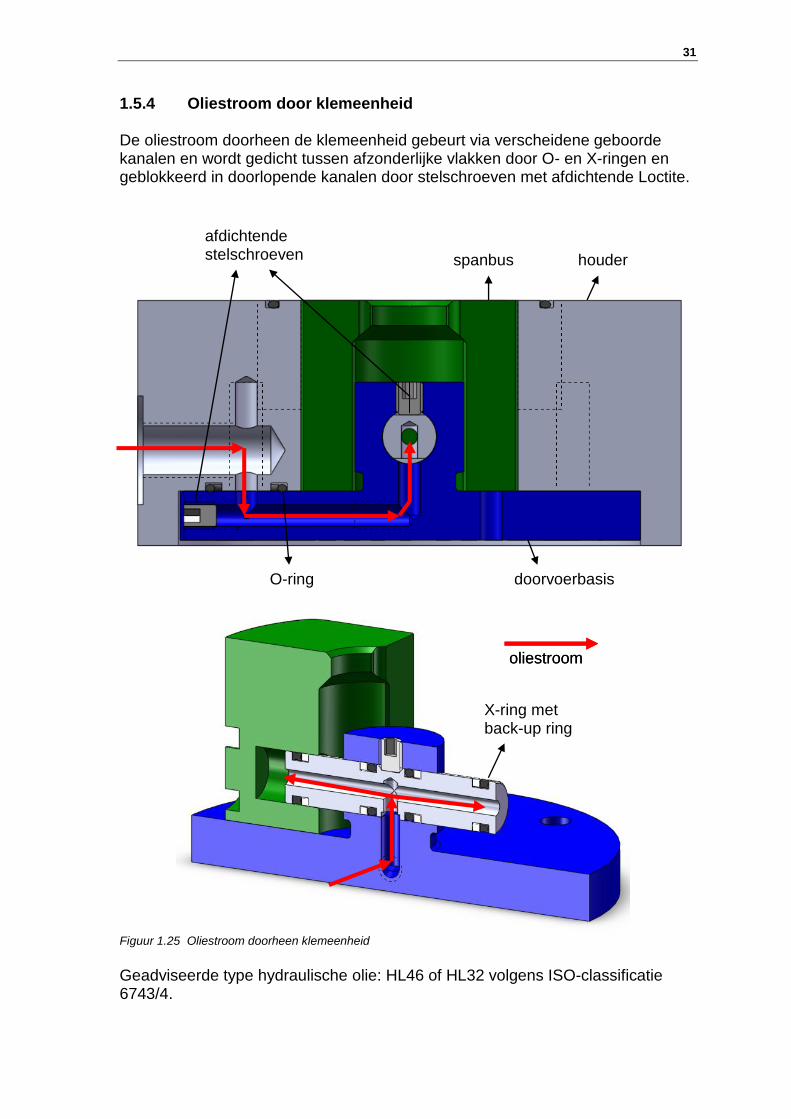
1.5.4 Oliestroom door klemeenheid De oliestroom doorheen de klemeenheid gebeurt via verscheidene geboorde kanalen en wordt gedicht tussen afzonderlijke vlakken door O- en X-ringen en geblokkeerd in doorlopende kanalen door stelschroeven met afdichtende Loctite.
Figuur 1.25 Oliestroom doorheen klemeenheid
Geadviseerde type hydraulische olie: HL46 of HL32 volgens ISO-classificatie 6743/4.
oliestroom
afdichtende stelschroeven
O-ring
spanbus houder
doorvoerbasis
oliestroom
X-ring met back-up ring

32
1.5.5 Productie van de spanbussen Vooraleer je een onderdeel kan gaan produceren moet je eerst een aantal parameters bepalen zoals de materiaalkeuze, de machines en gereedschappen die je ter beschikking hebt en de voorgecalculeerde kostprijs. Indien deze kostprijs hoger is dan je verwacht, bijvoorbeeld omwille van beperkingen in machinemogelijkheden, dan kan je overwegen om dit werk uit te besteden. De in VITO Hoogstraten beschikbare productiemachines:
CNC-machines:
CNC 2 assige draaibank Haas SL-20
spindel- maximum verplaatsing voedingssnelheden nauwkeurigheid
vermogen toerental X-as Z-as ijlgang X-as ijlgang Z-
as positie precisie
(kW) (omw/min) (mm) (mm) (m/min) (m/min) (mm) (mm)
14,9 4000 214,6 508 30,5 30,5 ±0,005 ±0,003
maximum maximum tegencenter sturing aantal
snijdiameter snijlengte verplaatsing Haas-CNC control + optie Visual Quick Code Programming
tools
(mm) (mm) (mm)
262 508 508 12
CNC 3D bewerkingsmachine BaronMax
spindel- maximum verplaatsing voedingssnelheden
vermogen toerental X-as Z-as Z-as ijlgang voeding
(kW) (omw/min) (mm) (mm) (mm) (mm/min) (mm/min)
5,9 6000 760 430 500 5000 3500
maximum tool nauwkeurigheid sturing aantal
tafelgewicht type positie precisie CNC Mitsubishi Meldas Magic 64 tools
(kg) (mm) (mm)
400 BT40 ±0,01 ±0,005 12
Conventionele draai- en freesbanken
Kolomboormachine
Lintzaagmachine
Vlakslijper en rondslijper
Kleine hardingsoven
Coördinatenmeetmachine TESA MS 343
Plasmasnijder
33
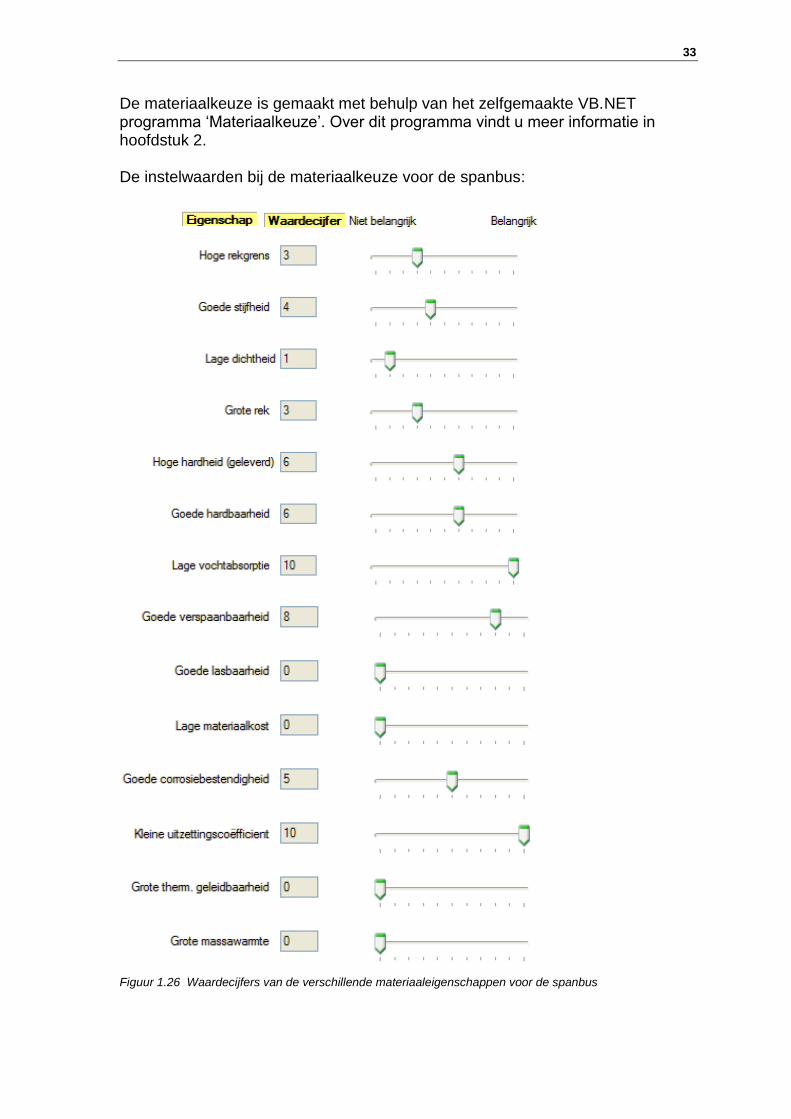
De materiaalkeuze is gemaakt met behulp van het zelfgemaakte VB.NET programma „Materiaalkeuze‟. Over dit programma vindt u meer informatie in hoofdstuk 2. De instelwaarden bij de materiaalkeuze voor de spanbus:
Figuur 1.26 Waardecijfers van de verschillende materiaaleigenschappen voor de spanbus
34
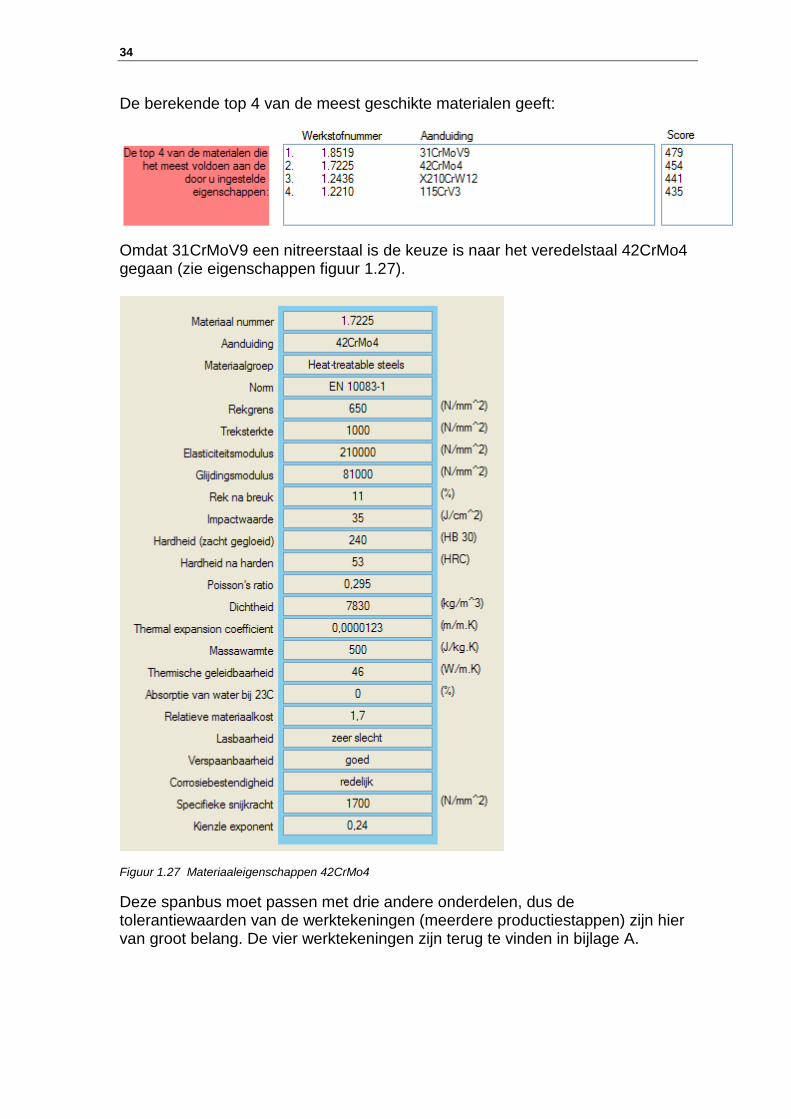
De berekende top 4 van de meest geschikte materialen geeft:
Omdat 31CrMoV9 een nitreerstaal is de keuze is naar het veredelstaal 42CrMo4 gegaan (zie eigenschappen figuur 1.27).
Figuur 1.27 Materiaaleigenschappen 42CrMo4
Deze spanbus moet passen met drie andere onderdelen, dus de tolerantiewaarden van de werktekeningen (meerdere productiestappen) zijn hier van groot belang. De vier werktekeningen zijn terug te vinden in bijlage A.
35
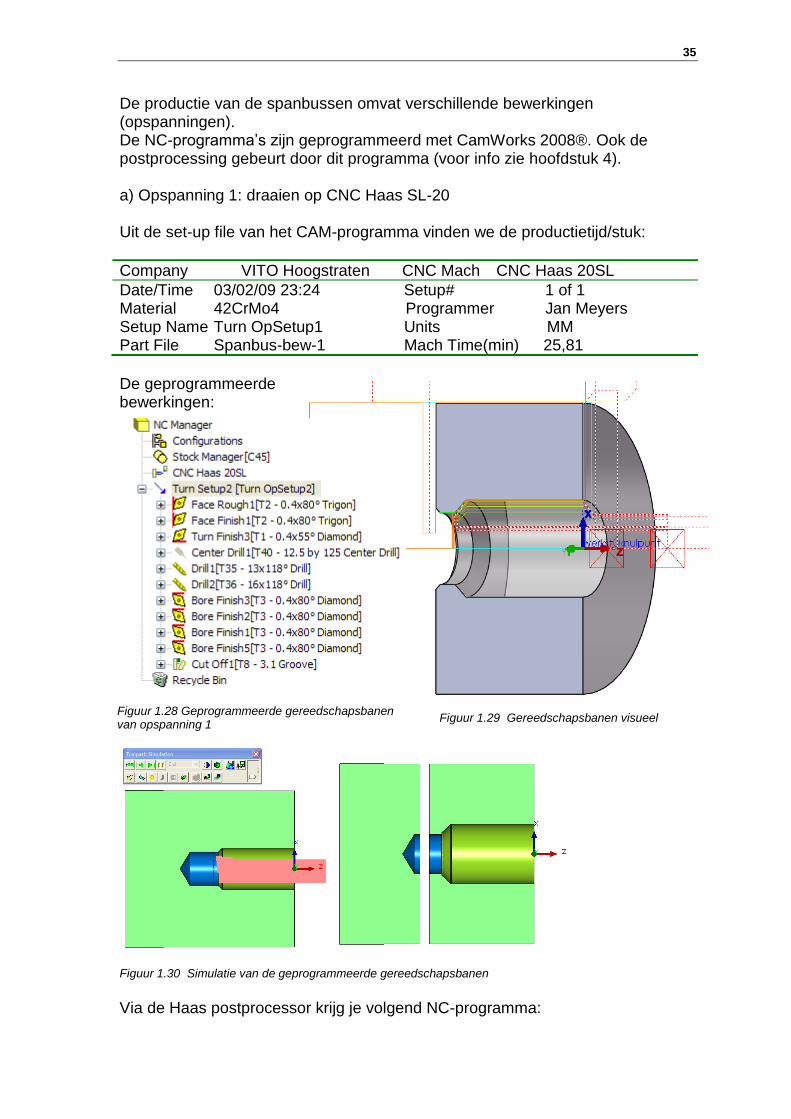
De productie van de spanbussen omvat verschillende bewerkingen (opspanningen). De NC-programma‟s zijn geprogrammeerd met CamWorks 2008®. Ook de postprocessing gebeurt door dit programma (voor info zie hoofdstuk 4). a) Opspanning 1: draaien op CNC Haas SL-20 Uit de set-up file van het CAM-programma vinden we de productietijd/stuk:
Company VITO Hoogstraten CNC Mach CNC Haas 20SL
Date/Time 03/02/09 23:24 Setup# 1 of 1 Material 42CrMo4 Programmer Jan Meyers Setup Name Turn OpSetup1 Units MM Part File Spanbus-bew-1 Mach Time(min) 25,81
De geprogrammeerde bewerkingen:
Figuur 1.30 Simulatie van de geprogrammeerde gereedschapsbanen
Via de Haas postprocessor krijg je volgend NC-programma:
Figuur 1.28 Geprogrammeerde gereedschapsbanen van opspanning 1
Figuur 1.29 Gereedschapsbanen visueel
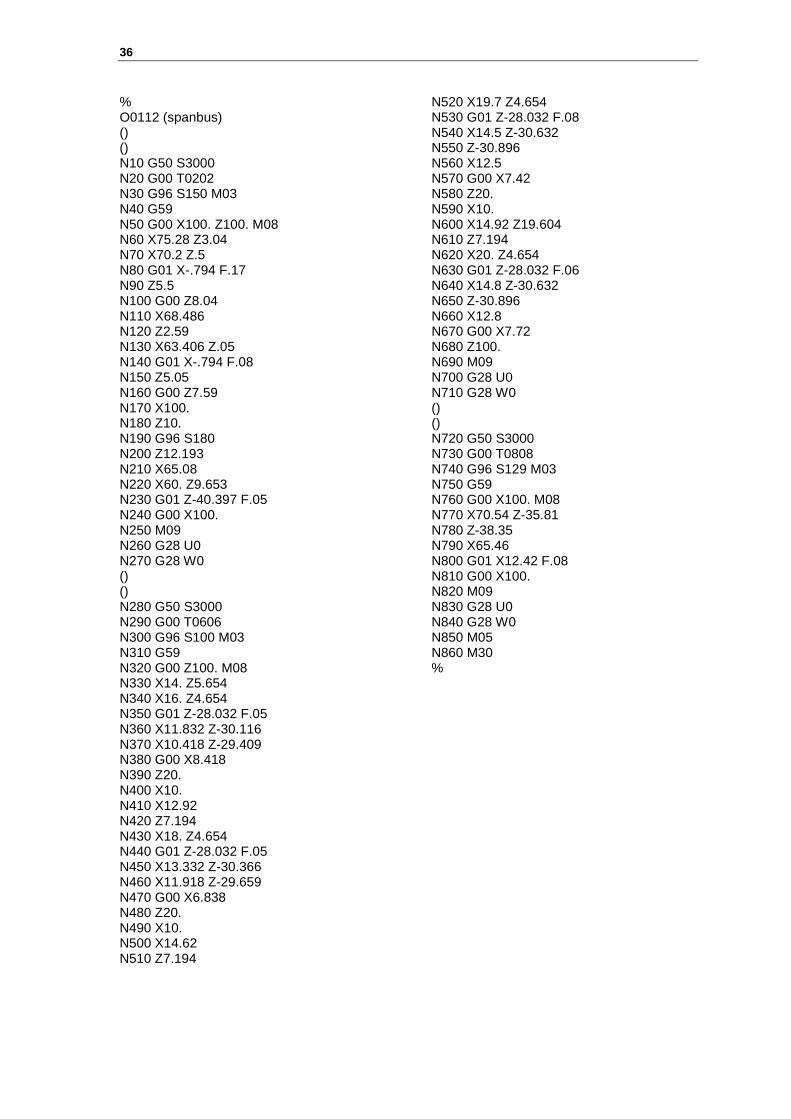
36
% O0112 (spanbus) () () N10 G50 S3000 N20 G00 T0202 N30 G96 S150 M03 N40 G59 N50 G00 X100. Z100. M08 N60 X75.28 Z3.04 N70 X70.2 Z.5 N80 G01 X-.794 F.17 N90 Z5.5 N100 G00 Z8.04 N110 X68.486 N120 Z2.59 N130 X63.406 Z.05 N140 G01 X-.794 F.08 N150 Z5.05 N160 G00 Z7.59 N170 X100. N180 Z10. N190 G96 S180 N200 Z12.193 N210 X65.08 N220 X60. Z9.653 N230 G01 Z-40.397 F.05 N240 G00 X100. N250 M09 N260 G28 U0 N270 G28 W0 () () N280 G50 S3000 N290 G00 T0606 N300 G96 S100 M03 N310 G59 N320 G00 Z100. M08 N330 X14. Z5.654 N340 X16. Z4.654 N350 G01 Z-28.032 F.05 N360 X11.832 Z-30.116 N370 X10.418 Z-29.409 N380 G00 X8.418 N390 Z20. N400 X10. N410 X12.92 N420 Z7.194 N430 X18. Z4.654 N440 G01 Z-28.032 F.05 N450 X13.332 Z-30.366 N460 X11.918 Z-29.659 N470 G00 X6.838 N480 Z20. N490 X10. N500 X14.62 N510 Z7.194
N520 X19.7 Z4.654 N530 G01 Z-28.032 F.08 N540 X14.5 Z-30.632 N550 Z-30.896 N560 X12.5 N570 G00 X7.42 N580 Z20. N590 X10. N600 X14.92 Z19.604 N610 Z7.194 N620 X20. Z4.654 N630 G01 Z-28.032 F.06 N640 X14.8 Z-30.632 N650 Z-30.896 N660 X12.8 N670 G00 X7.72 N680 Z100. N690 M09 N700 G28 U0 N710 G28 W0 () () N720 G50 S3000 N730 G00 T0808 N740 G96 S129 M03 N750 G59 N760 G00 X100. M08 N770 X70.54 Z-35.81 N780 Z-38.35 N790 X65.46 N800 G01 X12.42 F.08 N810 G00 X100. N820 M09 N830 G28 U0 N840 G28 W0 N850 M05 N860 M30 %
37
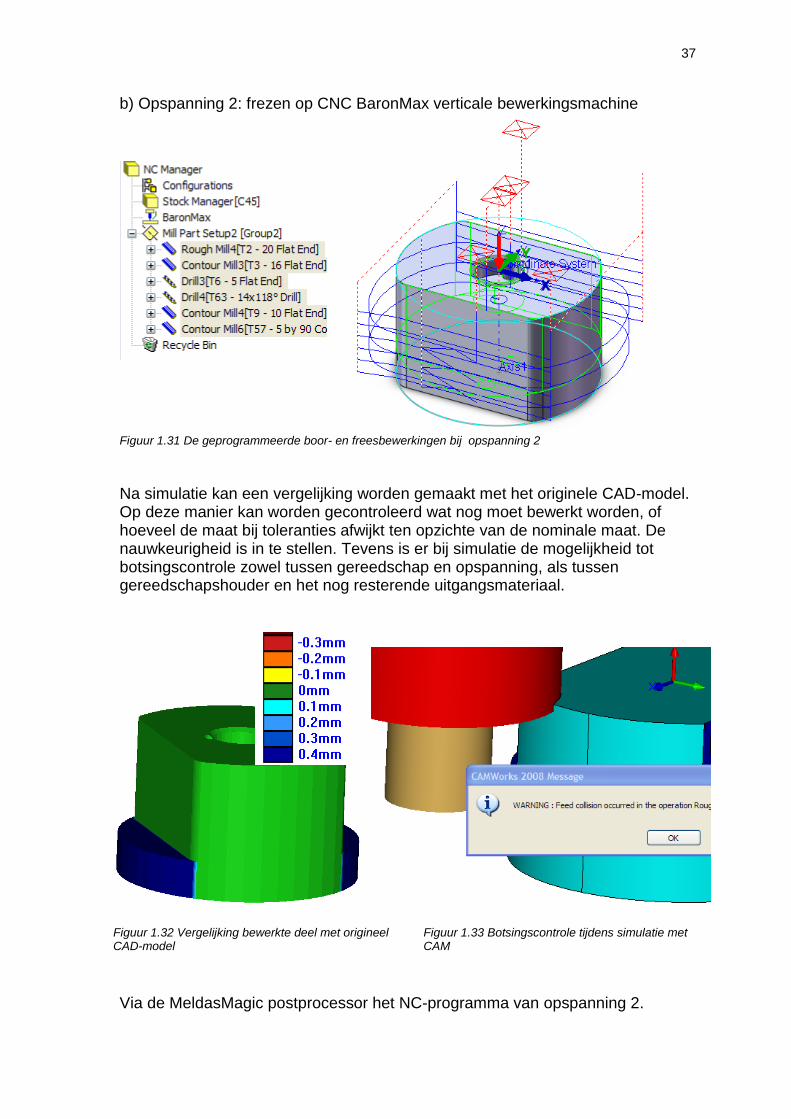
b) Opspanning 2: frezen op CNC BaronMax verticale bewerkingsmachine
Figuur 1.31 De geprogrammeerde boor- en freesbewerkingen bij opspanning 2
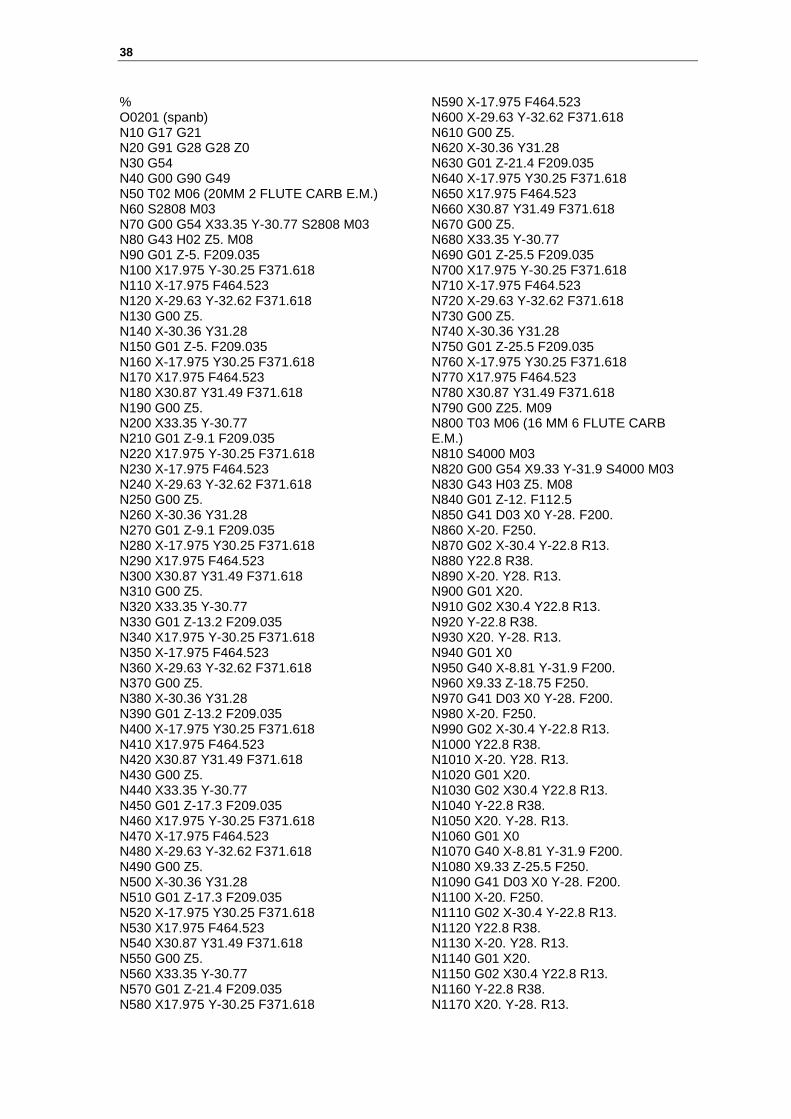
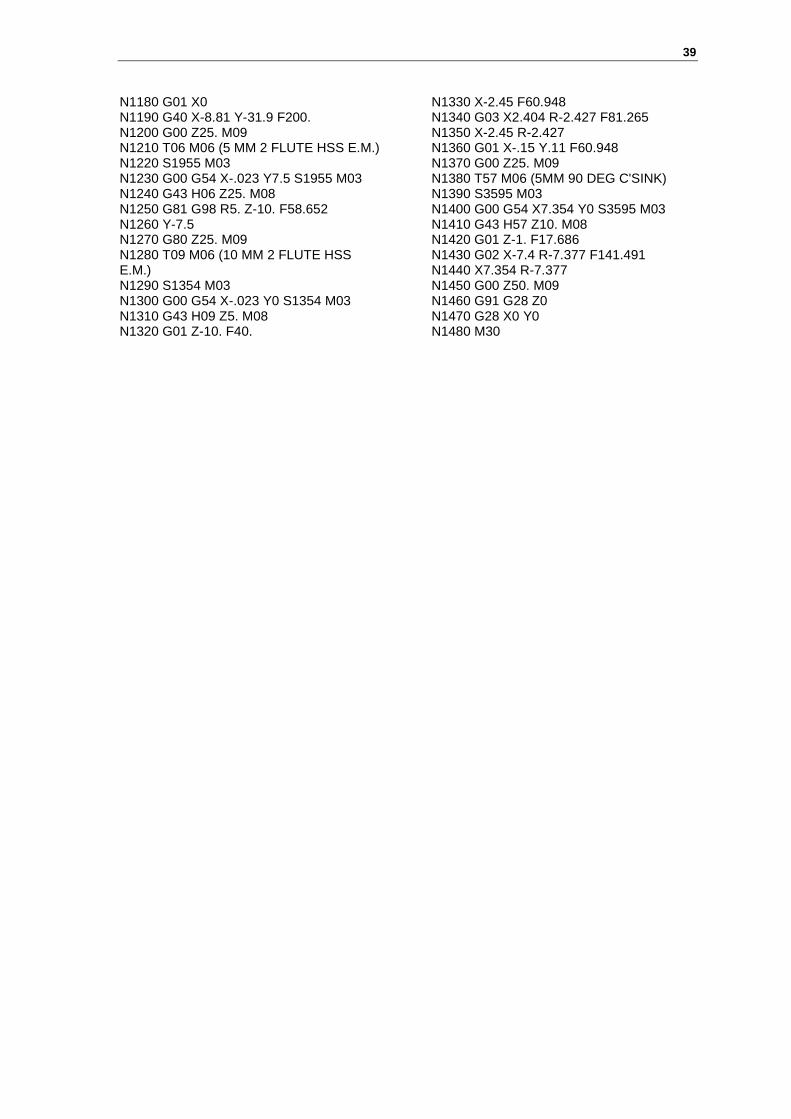
Na simulatie kan een vergelijking worden gemaakt met het originele CAD-model. Op deze manier kan worden gecontroleerd wat nog moet bewerkt worden, of hoeveel de maat bij toleranties afwijkt ten opzichte van de nominale maat. De nauwkeurigheid is in te stellen. Tevens is er bij simulatie de mogelijkheid tot botsingscontrole zowel tussen gereedschap en opspanning, als tussen gereedschapshouder en het nog resterende uitgangsmateriaal.
Via de MeldasMagic postprocessor het NC-programma van opspanning 2.
Figuur 1.32 Vergelijking bewerkte deel met origineel CAD-model
Figuur 1.33 Botsingscontrole tijdens simulatie met CAM
38
% O0201 (spanb) N10 G17 G21 N20 G91 G28 G28 Z0 N30 G54 N40 G00 G90 G49 N50 T02 M06 (20MM 2 FLUTE CARB E.M.) N60 S2808 M03 N70 G00 G54 X33.35 Y-30.77 S2808 M03 N80 G43 H02 Z5. M08 N90 G01 Z-5. F209.035 N100 X17.975 Y-30.25 F371.618 N110 X-17.975 F464.523 N120 X-29.63 Y-32.62 F371.618 N130 G00 Z5. N140 X-30.36 Y31.28 N150 G01 Z-5. F209.035 N160 X-17.975 Y30.25 F371.618 N170 X17.975 F464.523 N180 X30.87 Y31.49 F371.618 N190 G00 Z5. N200 X33.35 Y-30.77 N210 G01 Z-9.1 F209.035 N220 X17.975 Y-30.25 F371.618 N230 X-17.975 F464.523 N240 X-29.63 Y-32.62 F371.618 N250 G00 Z5. N260 X-30.36 Y31.28 N270 G01 Z-9.1 F209.035 N280 X-17.975 Y30.25 F371.618 N290 X17.975 F464.523 N300 X30.87 Y31.49 F371.618 N310 G00 Z5. N320 X33.35 Y-30.77 N330 G01 Z-13.2 F209.035 N340 X17.975 Y-30.25 F371.618 N350 X-17.975 F464.523 N360 X-29.63 Y-32.62 F371.618 N370 G00 Z5. N380 X-30.36 Y31.28 N390 G01 Z-13.2 F209.035 N400 X-17.975 Y30.25 F371.618 N410 X17.975 F464.523 N420 X30.87 Y31.49 F371.618 N430 G00 Z5. N440 X33.35 Y-30.77 N450 G01 Z-17.3 F209.035 N460 X17.975 Y-30.25 F371.618 N470 X-17.975 F464.523 N480 X-29.63 Y-32.62 F371.618 N490 G00 Z5. N500 X-30.36 Y31.28 N510 G01 Z-17.3 F209.035 N520 X-17.975 Y30.25 F371.618 N530 X17.975 F464.523 N540 X30.87 Y31.49 F371.618 N550 G00 Z5. N560 X33.35 Y-30.77 N570 G01 Z-21.4 F209.035 N580 X17.975 Y-30.25 F371.618
N590 X-17.975 F464.523 N600 X-29.63 Y-32.62 F371.618 N610 G00 Z5. N620 X-30.36 Y31.28 N630 G01 Z-21.4 F209.035 N640 X-17.975 Y30.25 F371.618 N650 X17.975 F464.523 N660 X30.87 Y31.49 F371.618 N670 G00 Z5. N680 X33.35 Y-30.77 N690 G01 Z-25.5 F209.035 N700 X17.975 Y-30.25 F371.618 N710 X-17.975 F464.523 N720 X-29.63 Y-32.62 F371.618 N730 G00 Z5. N740 X-30.36 Y31.28 N750 G01 Z-25.5 F209.035 N760 X-17.975 Y30.25 F371.618 N770 X17.975 F464.523 N780 X30.87 Y31.49 F371.618 N790 G00 Z25. M09 N800 T03 M06 (16 MM 6 FLUTE CARB E.M.) N810 S4000 M03 N820 G00 G54 X9.33 Y-31.9 S4000 M03 N830 G43 H03 Z5. M08 N840 G01 Z-12. F112.5 N850 G41 D03 X0 Y-28. F200. N860 X-20. F250. N870 G02 X-30.4 Y-22.8 R13. N880 Y22.8 R38. N890 X-20. Y28. R13. N900 G01 X20. N910 G02 X30.4 Y22.8 R13. N920 Y-22.8 R38. N930 X20. Y-28. R13. N940 G01 X0 N950 G40 X-8.81 Y-31.9 F200. N960 X9.33 Z-18.75 F250. N970 G41 D03 X0 Y-28. F200. N980 X-20. F250. N990 G02 X-30.4 Y-22.8 R13. N1000 Y22.8 R38. N1010 X-20. Y28. R13. N1020 G01 X20. N1030 G02 X30.4 Y22.8 R13. N1040 Y-22.8 R38. N1050 X20. Y-28. R13. N1060 G01 X0 N1070 G40 X-8.81 Y-31.9 F200. N1080 X9.33 Z-25.5 F250. N1090 G41 D03 X0 Y-28. F200. N1100 X-20. F250. N1110 G02 X-30.4 Y-22.8 R13. N1120 Y22.8 R38. N1130 X-20. Y28. R13. N1140 G01 X20. N1150 G02 X30.4 Y22.8 R13. N1160 Y-22.8 R38. N1170 X20. Y-28. R13.
39
N1180 G01 X0 N1190 G40 X-8.81 Y-31.9 F200. N1200 G00 Z25. M09 N1210 T06 M06 (5 MM 2 FLUTE HSS E.M.) N1220 S1955 M03 N1230 G00 G54 X-.023 Y7.5 S1955 M03 N1240 G43 H06 Z25. M08 N1250 G81 G98 R5. Z-10. F58.652 N1260 Y-7.5 N1270 G80 Z25. M09 N1280 T09 M06 (10 MM 2 FLUTE HSS E.M.) N1290 S1354 M03 N1300 G00 G54 X-.023 Y0 S1354 M03 N1310 G43 H09 Z5. M08 N1320 G01 Z-10. F40.
N1330 X-2.45 F60.948 N1340 G03 X2.404 R-2.427 F81.265 N1350 X-2.45 R-2.427 N1360 G01 X-.15 Y.11 F60.948 N1370 G00 Z25. M09 N1380 T57 M06 (5MM 90 DEG C'SINK) N1390 S3595 M03 N1400 G00 G54 X7.354 Y0 S3595 M03 N1410 G43 H57 Z10. M08 N1420 G01 Z-1. F17.686 N1430 G02 X-7.4 R-7.377 F141.491 N1440 X7.354 R-7.377 N1450 G00 Z50. M09 N1460 G91 G28 Z0 N1470 G28 X0 Y0 N1480 M30
40
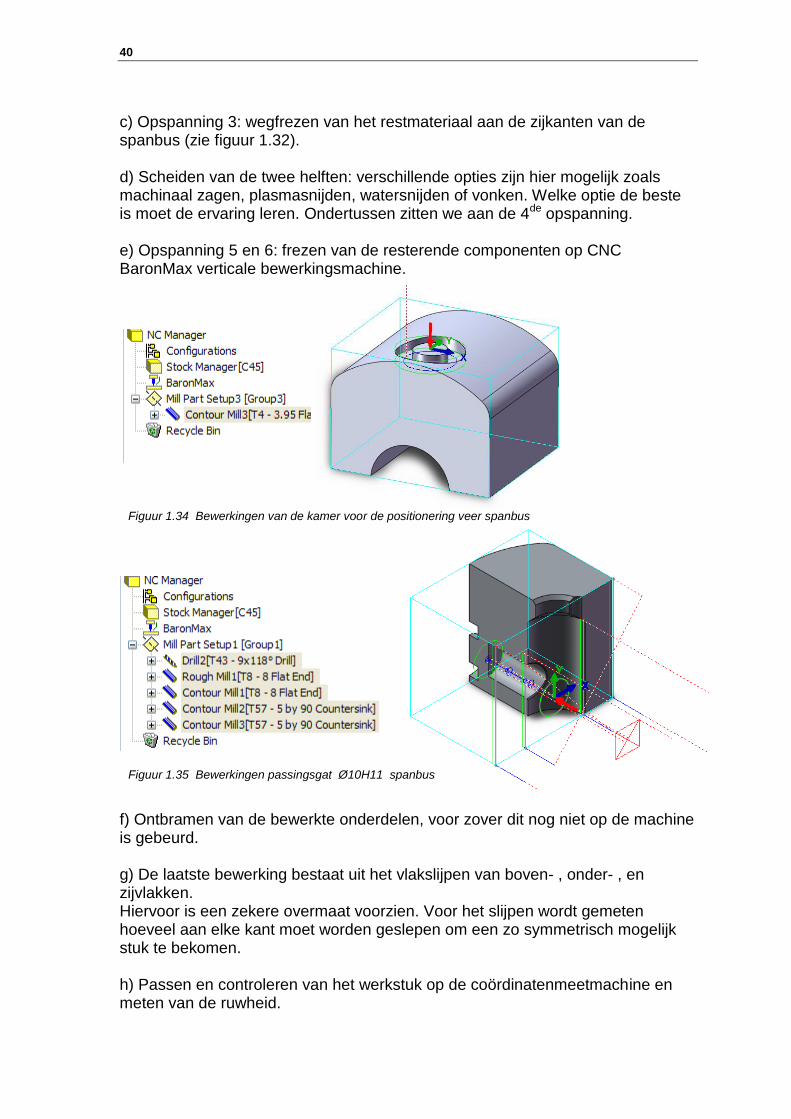
c) Opspanning 3: wegfrezen van het restmateriaal aan de zijkanten van de spanbus (zie figuur 1.32). d) Scheiden van de twee helften: verschillende opties zijn hier mogelijk zoals machinaal zagen, plasmasnijden, watersnijden of vonken. Welke optie de beste is moet de ervaring leren. Ondertussen zitten we aan de 4de opspanning. e) Opspanning 5 en 6: frezen van de resterende componenten op CNC BaronMax verticale bewerkingsmachine.
f) Ontbramen van de bewerkte onderdelen, voor zover dit nog niet op de machine is gebeurd. g) De laatste bewerking bestaat uit het vlakslijpen van boven- , onder- , en zijvlakken. Hiervoor is een zekere overmaat voorzien. Voor het slijpen wordt gemeten hoeveel aan elke kant moet worden geslepen om een zo symmetrisch mogelijk stuk te bekomen. h) Passen en controleren van het werkstuk op de coördinatenmeetmachine en meten van de ruwheid.
Figuur 1.34 Bewerkingen van de kamer voor de positionering veer spanbus
Figuur 1.35 Bewerkingen passingsgat Ø10H11 spanbus

41
Een 4-assige CNC draai/freescombinatie zou bij dit onderdeel behoorlijke voordeel opbrengen. Met aangedreven gereedschappen is er namelijk de mogelijkheid om ook te frezen, boren, ruimen en eventueel schroefdraadtappen aan een werkstuk zonder dat het product uit de machine genomen hoeft te worden. De productkwaliteit blijft dus op een hoog niveau doordat minder opspanningen nodig zijn om een product geheel te bewerken. Een ander groot voordeel is dat de bewerkingstijden worden gereduceerd door het uitvoeren van alle bewerkingsprocessen in 1 productiecyclus. Nog completer is een CNC-draaimachine met aangedreven gereedschappen die voorzien is van een volwaardige tegenspil zodat op de machine producten volledig, aan voor- en achterzijde bewerkt kunnen worden. Manueel programmeren wordt bij deze machines wel moeilijk zodat een gedegen CAM-pakket is aangewezen.
Figuur 1.36 Draai-frees combinatie
42
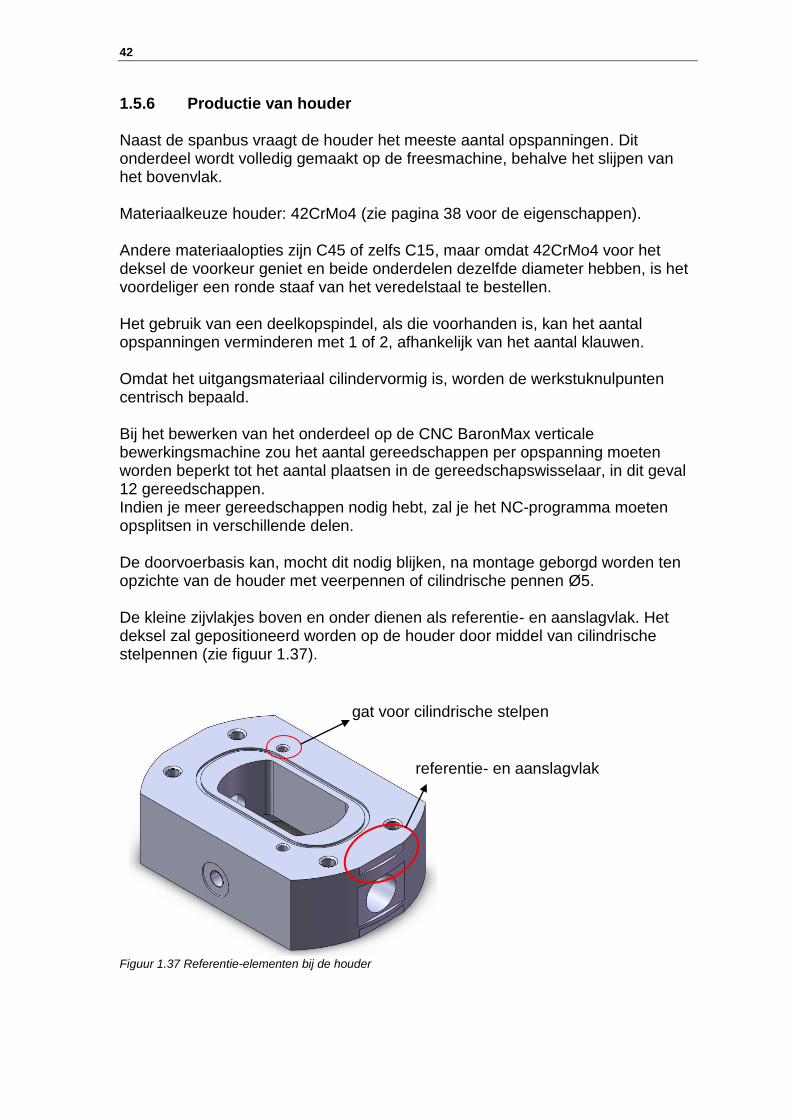
1.5.6 Productie van houder Naast de spanbus vraagt de houder het meeste aantal opspanningen. Dit onderdeel wordt volledig gemaakt op de freesmachine, behalve het slijpen van het bovenvlak. Materiaalkeuze houder: 42CrMo4 (zie pagina 38 voor de eigenschappen). Andere materiaalopties zijn C45 of zelfs C15, maar omdat 42CrMo4 voor het deksel de voorkeur geniet en beide onderdelen dezelfde diameter hebben, is het voordeliger een ronde staaf van het veredelstaal te bestellen. Het gebruik van een deelkopspindel, als die voorhanden is, kan het aantal opspanningen verminderen met 1 of 2, afhankelijk van het aantal klauwen. Omdat het uitgangsmateriaal cilindervormig is, worden de werkstuknulpunten centrisch bepaald. Bij het bewerken van het onderdeel op de CNC BaronMax verticale bewerkingsmachine zou het aantal gereedschappen per opspanning moeten worden beperkt tot het aantal plaatsen in de gereedschapswisselaar, in dit geval 12 gereedschappen. Indien je meer gereedschappen nodig hebt, zal je het NC-programma moeten opsplitsen in verschillende delen. De doorvoerbasis kan, mocht dit nodig blijken, na montage geborgd worden ten opzichte van de houder met veerpennen of cilindrische pennen Ø5. De kleine zijvlakjes boven en onder dienen als referentie- en aanslagvlak. Het deksel zal gepositioneerd worden op de houder door middel van cilindrische stelpennen (zie figuur 1.37).
Figuur 1.37 Referentie-elementen bij de houder
gat voor cilindrische stelpen
referentie- en aanslagvlak
43
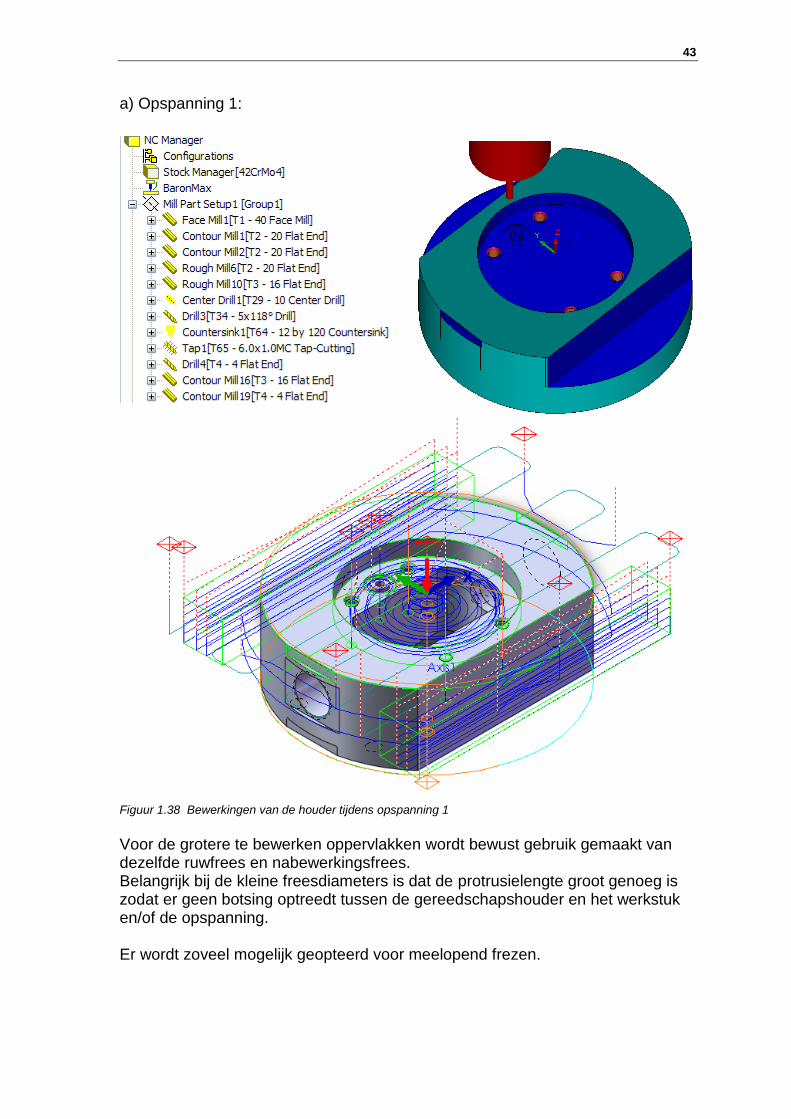
a) Opspanning 1:
Figuur 1.38 Bewerkingen van de houder tijdens opspanning 1
Voor de grotere te bewerken oppervlakken wordt bewust gebruik gemaakt van dezelfde ruwfrees en nabewerkingsfrees. Belangrijk bij de kleine freesdiameters is dat de protrusielengte groot genoeg is zodat er geen botsing optreedt tussen de gereedschapshouder en het werkstuk en/of de opspanning. Er wordt zoveel mogelijk geopteerd voor meelopend frezen.
44
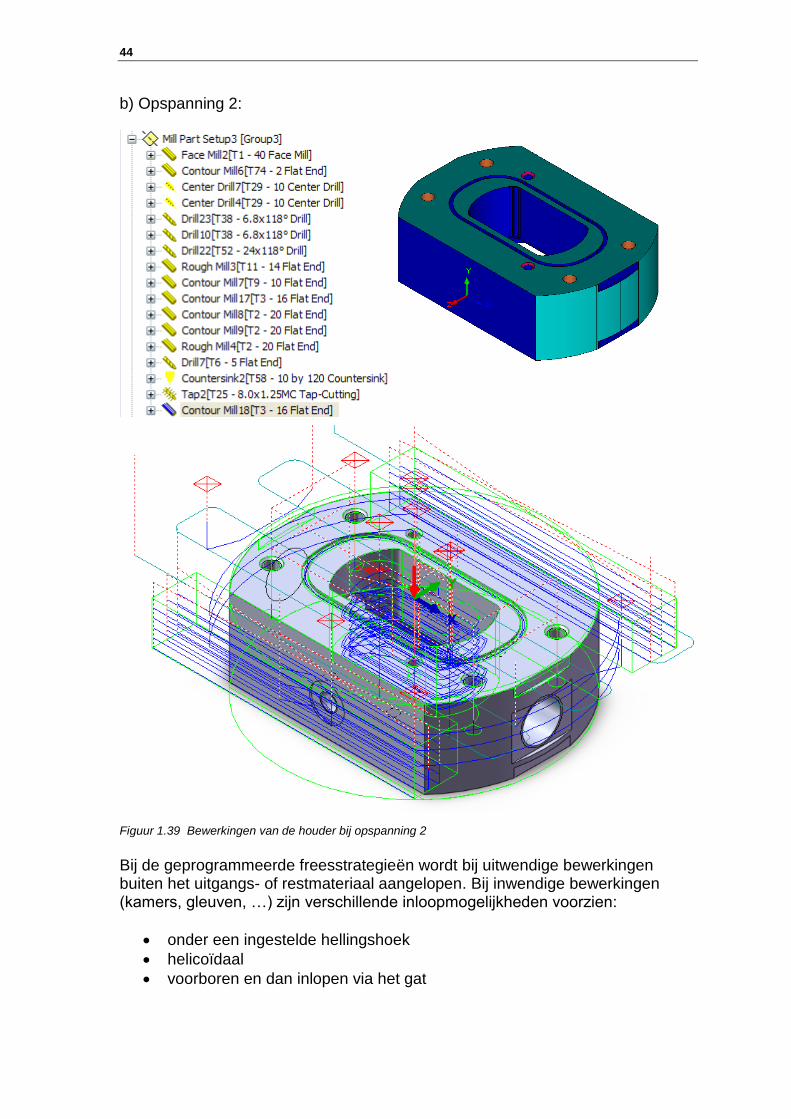
b) Opspanning 2:
Figuur 1.39 Bewerkingen van de houder bij opspanning 2
Bij de geprogrammeerde freesstrategieën wordt bij uitwendige bewerkingen buiten het uitgangs- of restmateriaal aangelopen. Bij inwendige bewerkingen (kamers, gleuven, …) zijn verschillende inloopmogelijkheden voorzien:
onder een ingestelde hellingshoek
helicoïdaal
voorboren en dan inlopen via het gat
45
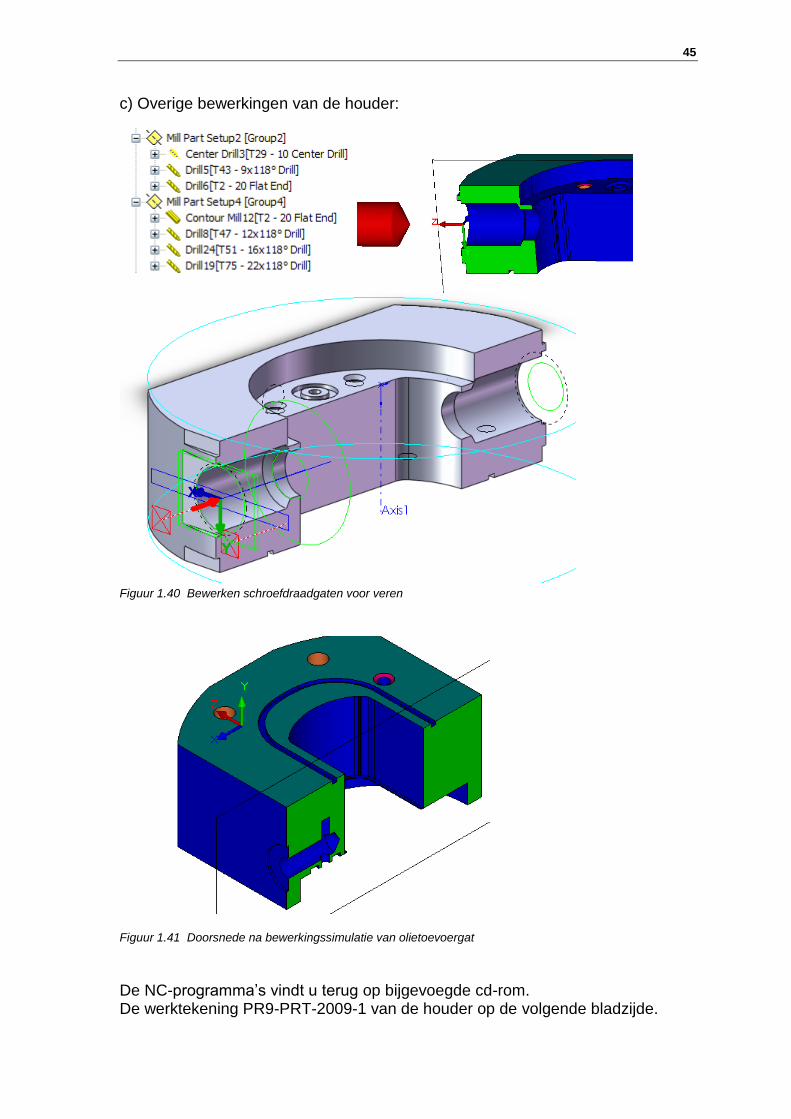
c) Overige bewerkingen van de houder:
Figuur 1.40 Bewerken schroefdraadgaten voor veren
Figuur 1.41 Doorsnede na bewerkingssimulatie van olietoevoergat
De NC-programma‟s vindt u terug op bijgevoegde cd-rom. De werktekening PR9-PRT-2009-1 van de houder op de volgende bladzijde.
46
47
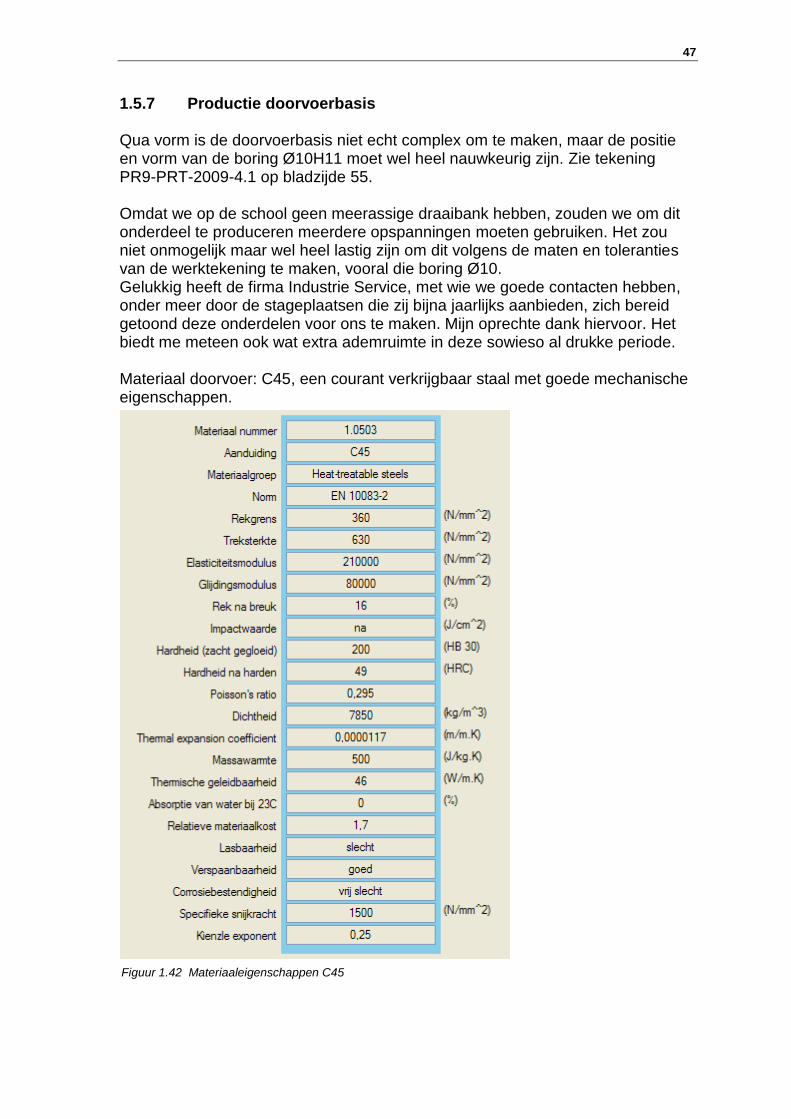
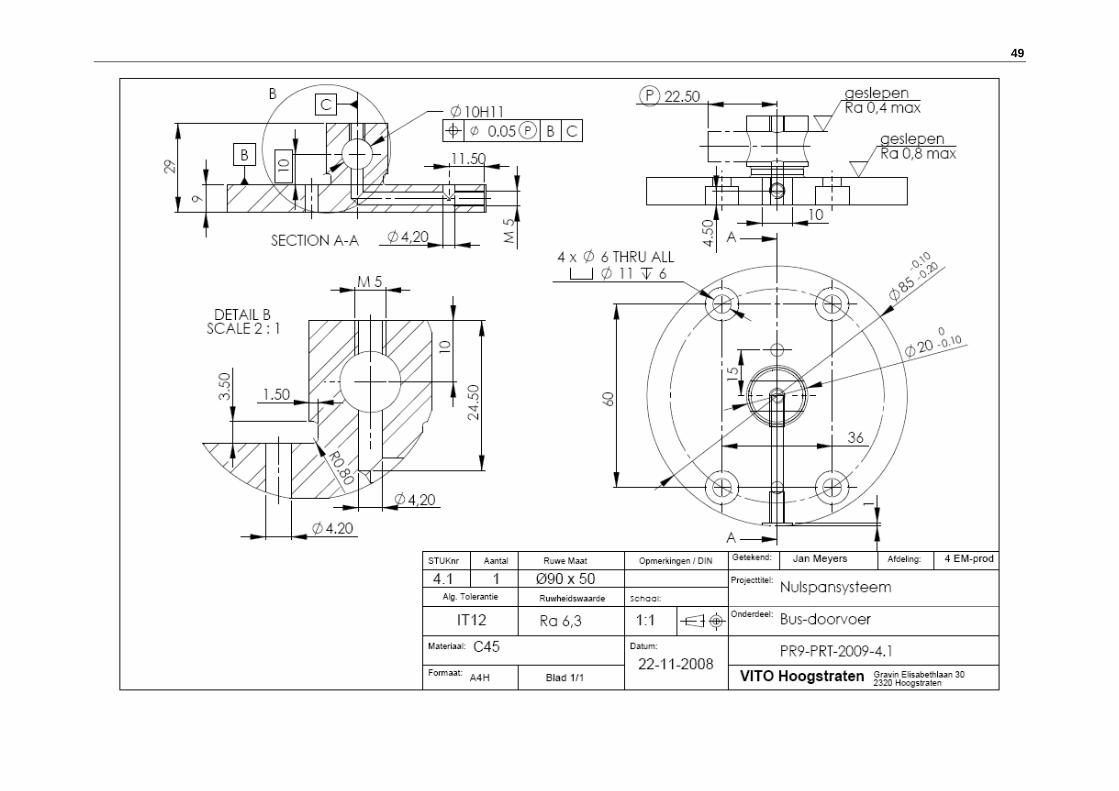
1.5.7 Productie doorvoerbasis Qua vorm is de doorvoerbasis niet echt complex om te maken, maar de positie en vorm van de boring Ø10H11 moet wel heel nauwkeurig zijn. Zie tekening PR9-PRT-2009-4.1 op bladzijde 55. Omdat we op de school geen meerassige draaibank hebben, zouden we om dit onderdeel te produceren meerdere opspanningen moeten gebruiken. Het zou niet onmogelijk maar wel heel lastig zijn om dit volgens de maten en toleranties van de werktekening te maken, vooral die boring Ø10. Gelukkig heeft de firma Industrie Service, met wie we goede contacten hebben, onder meer door de stageplaatsen die zij bijna jaarlijks aanbieden, zich bereid getoond deze onderdelen voor ons te maken. Mijn oprechte dank hiervoor. Het biedt me meteen ook wat extra ademruimte in deze sowieso al drukke periode. Materiaal doorvoer: C45, een courant verkrijgbaar staal met goede mechanische eigenschappen.
Figuur 1.42 Materiaaleigenschappen C45
48
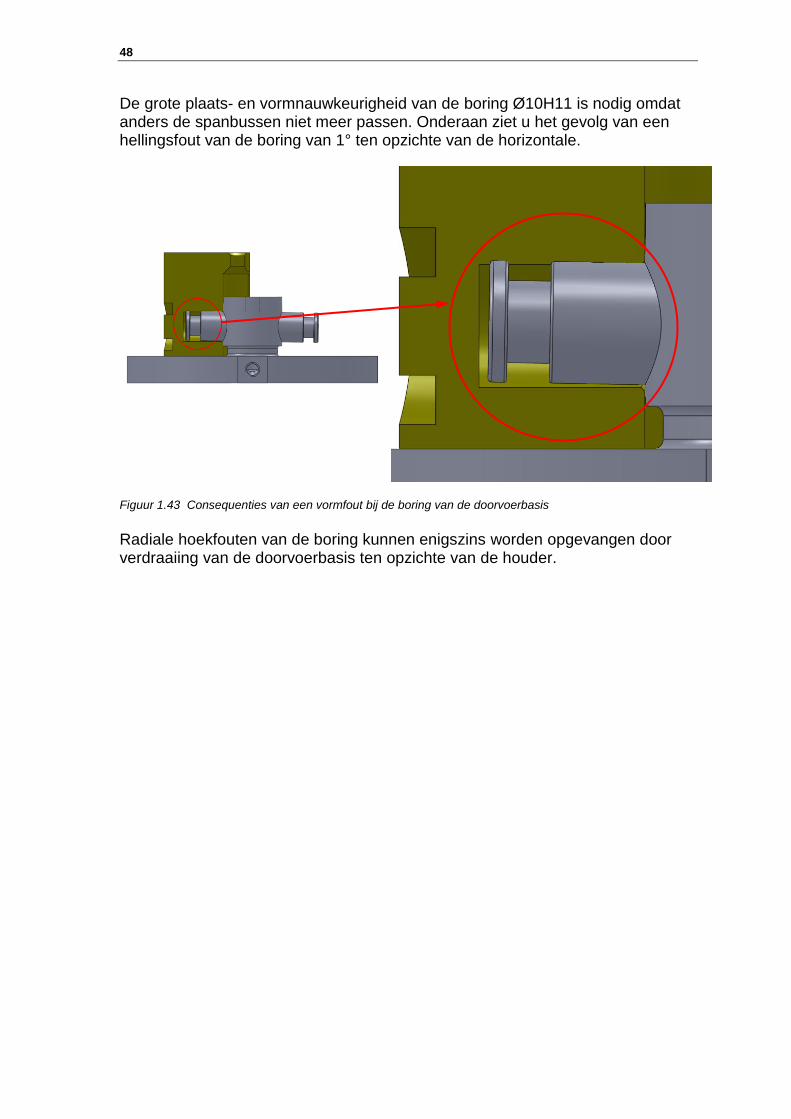
De grote plaats- en vormnauwkeurigheid van de boring Ø10H11 is nodig omdat anders de spanbussen niet meer passen. Onderaan ziet u het gevolg van een hellingsfout van de boring van 1° ten opzichte van de horizontale.
Figuur 1.43 Consequenties van een vormfout bij de boring van de doorvoerbasis
Radiale hoekfouten van de boring kunnen enigszins worden opgevangen door verdraaiing van de doorvoerbasis ten opzichte van de houder.
49
50
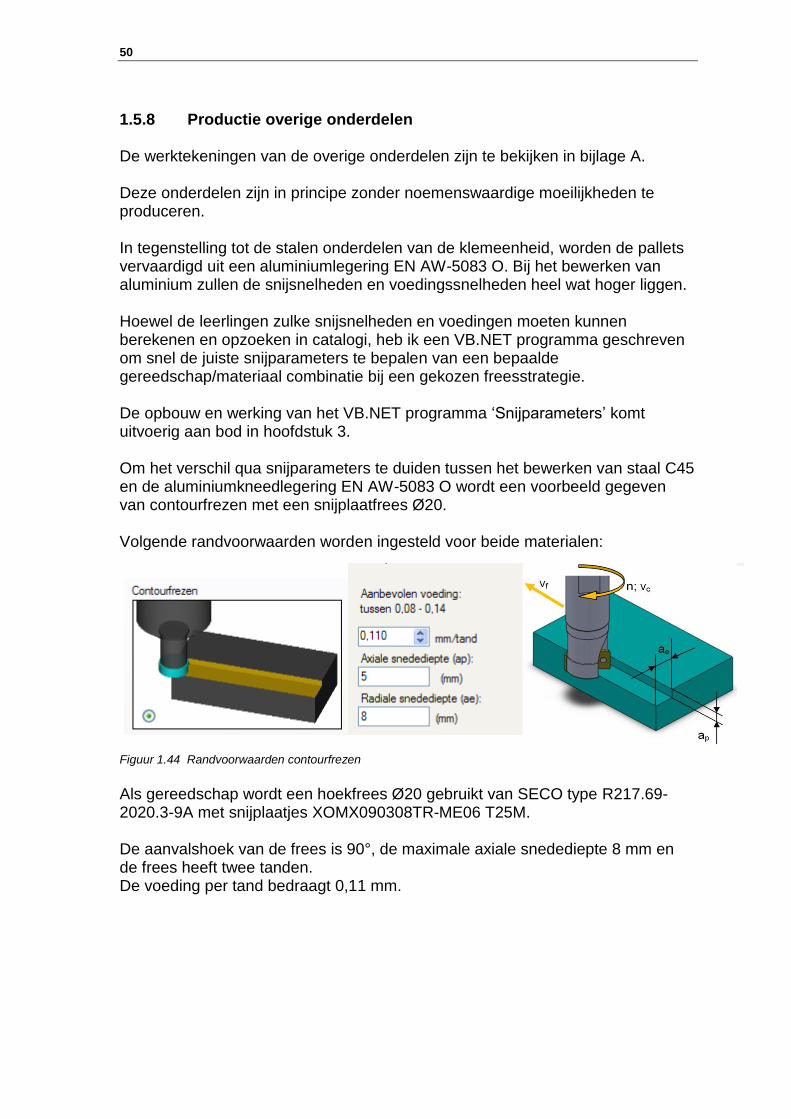
1.5.8 Productie overige onderdelen De werktekeningen van de overige onderdelen zijn te bekijken in bijlage A. Deze onderdelen zijn in principe zonder noemenswaardige moeilijkheden te produceren. In tegenstelling tot de stalen onderdelen van de klemeenheid, worden de pallets vervaardigd uit een aluminiumlegering EN AW-5083 O. Bij het bewerken van aluminium zullen de snijsnelheden en voedingssnelheden heel wat hoger liggen. Hoewel de leerlingen zulke snijsnelheden en voedingen moeten kunnen berekenen en opzoeken in catalogi, heb ik een VB.NET programma geschreven om snel de juiste snijparameters te bepalen van een bepaalde gereedschap/materiaal combinatie bij een gekozen freesstrategie. De opbouw en werking van het VB.NET programma „Snijparameters‟ komt uitvoerig aan bod in hoofdstuk 3. Om het verschil qua snijparameters te duiden tussen het bewerken van staal C45 en de aluminiumkneedlegering EN AW-5083 O wordt een voorbeeld gegeven van contourfrezen met een snijplaatfrees Ø20. Volgende randvoorwaarden worden ingesteld voor beide materialen:
Figuur 1.44 Randvoorwaarden contourfrezen
Als gereedschap wordt een hoekfrees Ø20 gebruikt van SECO type R217.69-2020.3-9A met snijplaatjes XOMX090308TR-ME06 T25M. De aanvalshoek van de frees is 90°, de maximale axiale snedediepte 8 mm en de frees heeft twee tanden. De voeding per tand bedraagt 0,11 mm.
51
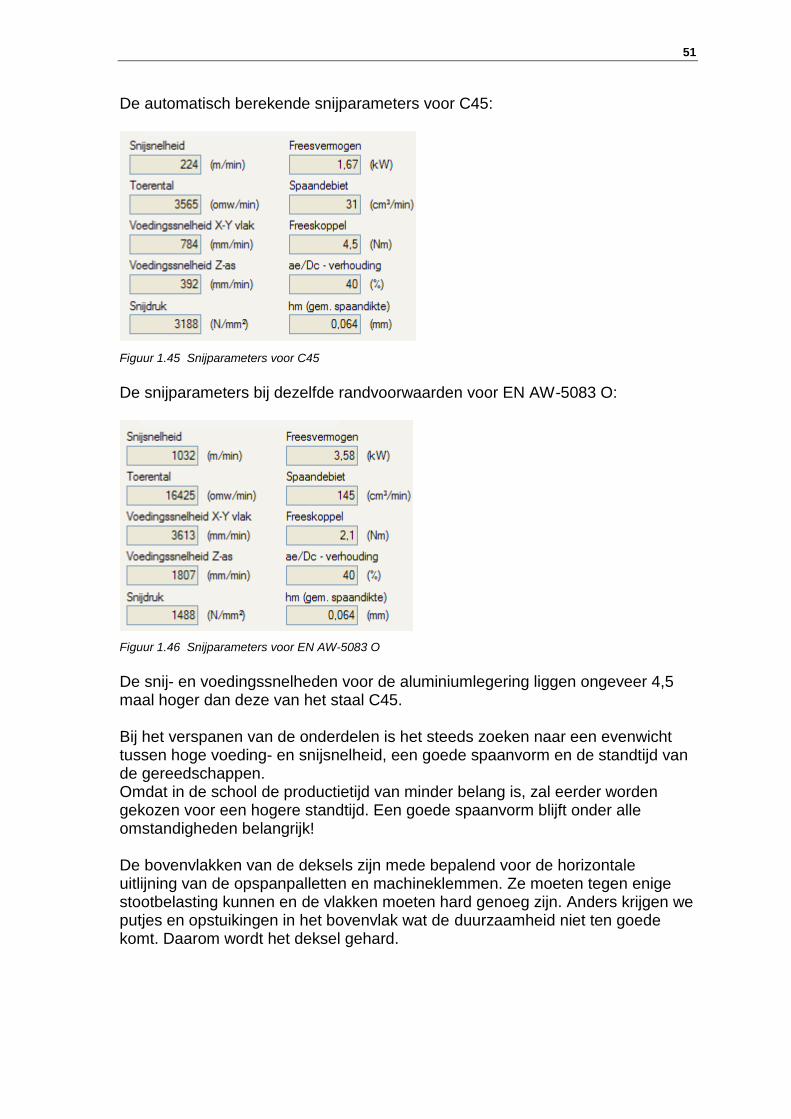
De automatisch berekende snijparameters voor C45:
Figuur 1.45 Snijparameters voor C45
De snijparameters bij dezelfde randvoorwaarden voor EN AW-5083 O:
Figuur 1.46 Snijparameters voor EN AW-5083 O
De snij- en voedingssnelheden voor de aluminiumlegering liggen ongeveer 4,5 maal hoger dan deze van het staal C45. Bij het verspanen van de onderdelen is het steeds zoeken naar een evenwicht tussen hoge voeding- en snijsnelheid, een goede spaanvorm en de standtijd van de gereedschappen. Omdat in de school de productietijd van minder belang is, zal eerder worden gekozen voor een hogere standtijd. Een goede spaanvorm blijft onder alle omstandigheden belangrijk! De bovenvlakken van de deksels zijn mede bepalend voor de horizontale uitlijning van de opspanpalletten en machineklemmen. Ze moeten tegen enige stootbelasting kunnen en de vlakken moeten hard genoeg zijn. Anders krijgen we putjes en opstuikingen in het bovenvlak wat de duurzaamheid niet ten goede komt. Daarom wordt het deksel gehard.
52
1.5.9 Harden deksel Door het harden wordt de hardheid van het onderdeel groter en daarmee ook de slijtvastheid. Hardheid is de weerstand die materiaal biedt tegen het binnendringen van een ander materiaal. De materiaalkeuze van het deksel wordt bepaald met het programma „Materiaalkeuze‟. De vooropgestelde eigenschappen: Eigenschap Waardecijfer op 10
Hoge rekgrens 3
Grote rek 5
Goede stijfheid 2
Hoge hardheid (geleverd) 4
Goede hardbaarheid 6
Lage vochtabsorptie 6
Goede verspaanbaarheid 10
Lage materiaalkost 5
Goede corrosiebestendigheid 5
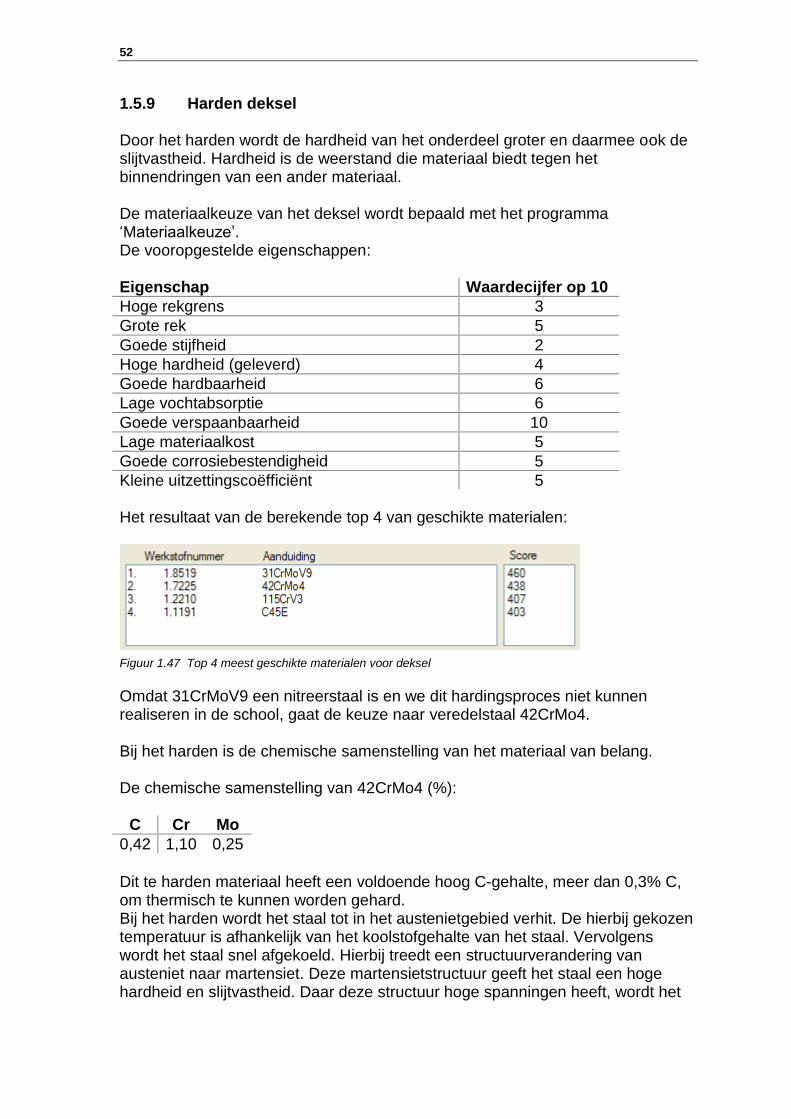
Kleine uitzettingscoëfficiënt 5 Het resultaat van de berekende top 4 van geschikte materialen:
Omdat 31CrMoV9 een nitreerstaal is en we dit hardingsproces niet kunnen realiseren in de school, gaat de keuze naar veredelstaal 42CrMo4. Bij het harden is de chemische samenstelling van het materiaal van belang. De chemische samenstelling van 42CrMo4 (%):
C Cr Mo
0,42 1,10 0,25
Dit te harden materiaal heeft een voldoende hoog C-gehalte, meer dan 0,3% C, om thermisch te kunnen worden gehard. Bij het harden wordt het staal tot in het austenietgebied verhit. De hierbij gekozen temperatuur is afhankelijk van het koolstofgehalte van het staal. Vervolgens wordt het staal snel afgekoeld. Hierbij treedt een structuurverandering van austeniet naar martensiet. Deze martensietstructuur geeft het staal een hoge hardheid en slijtvastheid. Daar deze structuur hoge spanningen heeft, wordt het
Figuur 1.47 Top 4 meest geschikte materialen voor deksel
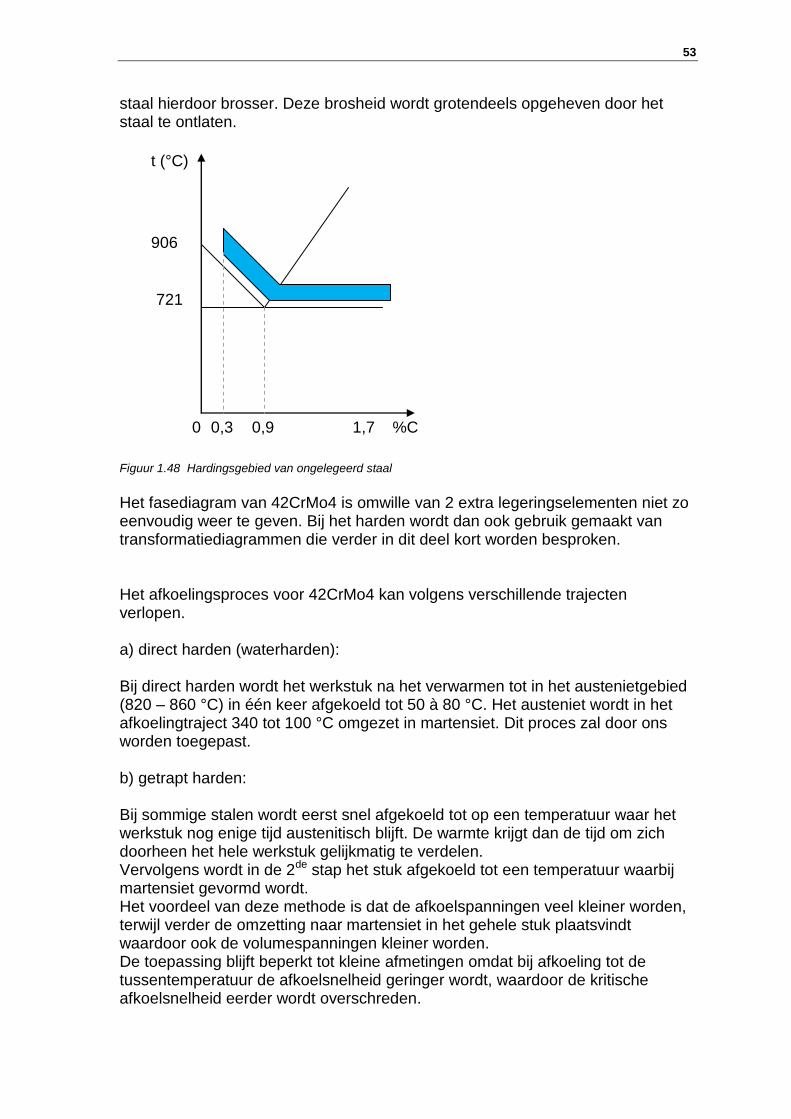
53
staal hierdoor brosser. Deze brosheid wordt grotendeels opgeheven door het staal te ontlaten. Figuur 1.48 Hardingsgebied van ongelegeerd staal
Het fasediagram van 42CrMo4 is omwille van 2 extra legeringselementen niet zo eenvoudig weer te geven. Bij het harden wordt dan ook gebruik gemaakt van transformatiediagrammen die verder in dit deel kort worden besproken. Het afkoelingsproces voor 42CrMo4 kan volgens verschillende trajecten verlopen. a) direct harden (waterharden): Bij direct harden wordt het werkstuk na het verwarmen tot in het austenietgebied (820 – 860 °C) in één keer afgekoeld tot 50 à 80 °C. Het austeniet wordt in het afkoelingtraject 340 tot 100 °C omgezet in martensiet. Dit proces zal door ons worden toegepast. b) getrapt harden: Bij sommige stalen wordt eerst snel afgekoeld tot op een temperatuur waar het werkstuk nog enige tijd austenitisch blijft. De warmte krijgt dan de tijd om zich doorheen het hele werkstuk gelijkmatig te verdelen. Vervolgens wordt in de 2de stap het stuk afgekoeld tot een temperatuur waarbij martensiet gevormd wordt. Het voordeel van deze methode is dat de afkoelspanningen veel kleiner worden, terwijl verder de omzetting naar martensiet in het gehele stuk plaatsvindt waardoor ook de volumespanningen kleiner worden. De toepassing blijft beperkt tot kleine afmetingen omdat bij afkoeling tot de tussentemperatuur de afkoelsnelheid geringer wordt, waardoor de kritische afkoelsnelheid eerder wordt overschreden.
t (°C)
%C
906
721
0 0,3 0,9 1,7
54
c) bainietharden: vormveranderingen en spanningen worden gereduceerd maar het is een hardingsproces van langere duur De kritische afkoelsnelheid is de kleinste afkoelsnelheid waarmee je moet koelen opdat het austeniet wordt omgezet in martensiet. Als deze afkoelsnelheid te klein of te groot is, dan krijg je niet de beoogde hardheid. Bij ongelegeerde materialen ligt de kritische afkoelsnelheid zo hoog, dat reeds op enkele millimeters onder het oppervlak van het onderdeel deze snelheid niet meer bereikt wordt. Boven een bepaalde dikte kunnen deze materiaalsoorten dan ook niet volledig martensitisch gehard worden (doorharden). Deze grotere hardingsdiepte is wel mogelijk als we gelegeerde staalsoorten gebruiken, zoals het laaggelegeerde 42CrMo4. De legeringselementen bezitten de eigenschap om op te lossen in austeniet. Bij afkoeling vanuit het austenietgebied verhinderen zij het snel wegdiffunderen van de koolstof uit het austeniet. Hierdoor verschuiven de omzettingslijnen naar rechts wat dus een verlaging van de kritische afkoelsnelheid tot gevolg heeft. Hierdoor kan de snelle afkoeling in water vervangen worden door een langzamere afkoeling in olie of soms zelfs in lucht. De voordelen van langzame afkoeling zijn:
de afkoelspanningen worden geringer ten gunste van de vervormingen en het scheurrisico
de beschikbare langere afkoeltijd leidt tot grotere hardingsdieptes en soms zelfs tot volledige doorharding
Doorgaans gebeuren de omzettingen tijdens het harden bij een continue afkoeling vanuit het austenietgebied. Als je een bepaald afkoeltraject volgt dan kan je de uiteindelijke hardheid aflezen. De CCT-diagrammen (continuous cooling transformation diagrams) van C45 en 42CrMo4, zie figuur 1.49 en 1.50, geven het verschil in kritische afkoelsnelheid weer. Bij 42CrMo4 heb je enkele seconden meer tijd om het materiaal af te schrikken dan bij C45, waardoor er een betere doorharding mogelijk is. De hardheden worden weergegeven in Vickers hardheid (HV). Bij het gebruik van de CCT-diagrammen, of ook wel TTT-diagrammen voor continue afkoeling genoemd, moet men er zich rekenschap van geven dat zij strikt genomen slechts geldig zijn voor de chemische samenstelling van het proefmateriaal en voor de bij de bepaling gebruikte austeniteringscondities en austenietkorrelgrootte. Afwijkingen van deze omstandigheden kunnen verschuivingen in de ligging van het diagram ten gevolge hebben. Na het harden zal het werkstuk zo snel mogelijk moeten worden ontlaten. Het doel van het ontlaten:
brosheid van de martensietstructuur verminderen
inwendige spanningen die tijdens het harden zijn ontstaan reduceren

55
Figuur 1.49 CCT- diagram van C45 (Data sheet 1.1730 Dörrenberg Edelstahl GmbH)
Tk
Figuur 1.50 CCT- diagram van 42CrMo4 (Data sheet 1.7225 Dörrenberg Edelstahl GmbH)
Tk
56
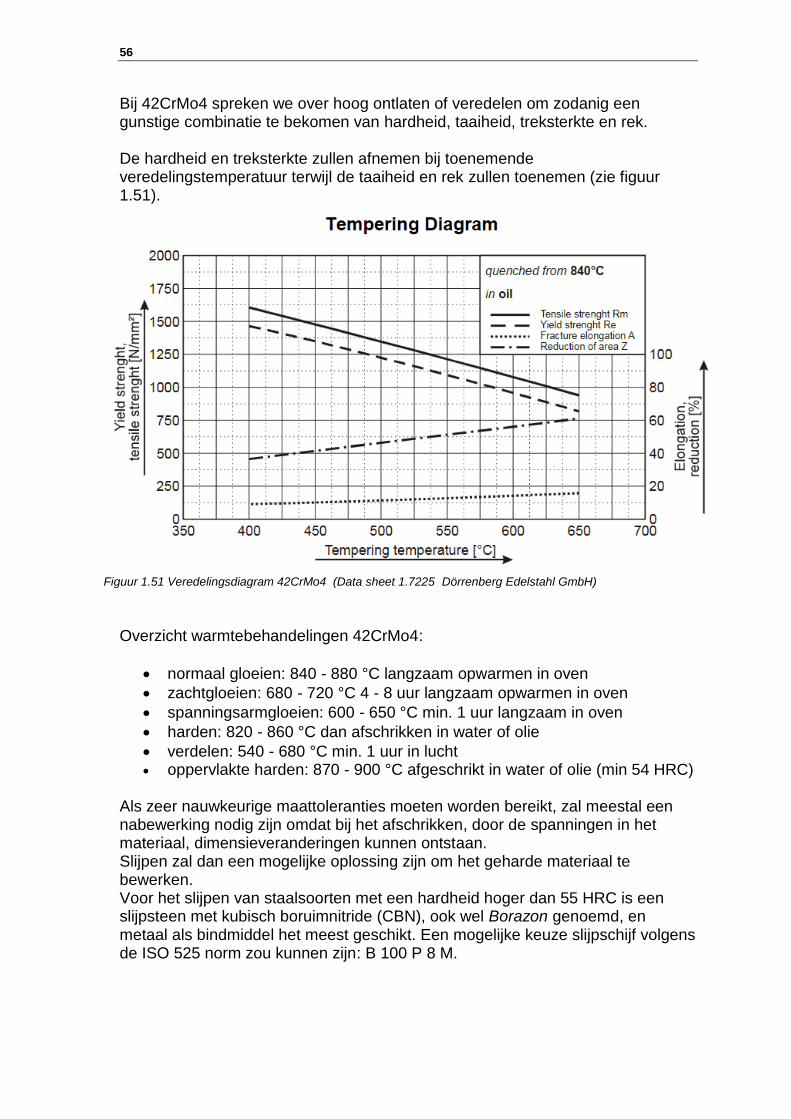
Bij 42CrMo4 spreken we over hoog ontlaten of veredelen om zodanig een gunstige combinatie te bekomen van hardheid, taaiheid, treksterkte en rek. De hardheid en treksterkte zullen afnemen bij toenemende veredelingstemperatuur terwijl de taaiheid en rek zullen toenemen (zie figuur 1.51).
Overzicht warmtebehandelingen 42CrMo4:
normaal gloeien: 840 - 880 °C langzaam opwarmen in oven
zachtgloeien: 680 - 720 °C 4 - 8 uur langzaam opwarmen in oven
spanningsarmgloeien: 600 - 650 °C min. 1 uur langzaam in oven
harden: 820 - 860 °C dan afschrikken in water of olie
verdelen: 540 - 680 °C min. 1 uur in lucht oppervlakte harden: 870 - 900 °C afgeschrikt in water of olie (min 54 HRC)
Als zeer nauwkeurige maattoleranties moeten worden bereikt, zal meestal een nabewerking nodig zijn omdat bij het afschrikken, door de spanningen in het materiaal, dimensieveranderingen kunnen ontstaan. Slijpen zal dan een mogelijke oplossing zijn om het geharde materiaal te bewerken. Voor het slijpen van staalsoorten met een hardheid hoger dan 55 HRC is een slijpsteen met kubisch boruimnitride (CBN), ook wel Borazon genoemd, en metaal als bindmiddel het meest geschikt. Een mogelijke keuze slijpschijf volgens de ISO 525 norm zou kunnen zijn: B 100 P 8 M.
Figuur 1.51 Veredelingsdiagram 42CrMo4 (Data sheet 1.7225 Dörrenberg Edelstahl GmbH)
57
1.5.10 Controleren werkstukken Het controleren van de geproduceerde onderdelen gebeurt enerzijds door het passen met andere onderdelen en anderzijds door te meten. De werking controleren van het geheel of een gedeelte van het geheel door montage is belangrijk, maar het kan niet de bedoeling zijn de onderdelen bij te werken verschillend van de toleranties en andere productiegegevens van de werktekening. Blijkt het geheel niet te werken volgens de vooraf opgestelde doelstellingen dan moet het ontwerp en de werktekeningen aangepast worden. Er moeten immers reserveonderdelen kunnen worden gemaakt aan de hand van de werktekeningen die feilloos passen in een bestaand systeem. De meetgereedschappen en meettoestellen aanwezig in de school:
schuifmaten, ook digitaal
precisiemeshoekmaat
diepteschuifmaat
buitenschroefmaten: totaalbereik van 0-250 mm
buitenschroefmaat flankendiameter
buitenschroefmaat voor meten van schijfvormige meetvlakken
meetdraadopzetstukken voor schroefdraadmeting
speerschroefmaat: 50-750mm
diepteschroefmaat: 0-25 mm
driepuntsbinnenschroefmaat: 8-10 mm; 10-12 mm
hoogtemeter, ook digitaal
hoogteschroefmaat: 11-340 mm
meetklokken met verschillende meetstatieven
meetklok aangesloten op miniprocessor voor eventuele statistische verwerking
zwenktasters
binnenmeettaster met meetklok
eindmaten
vlakplaten
microscoop
kantelbare center-support: Ø 70 x 140mm bij 0°
oppervlakteruwheidsmeter Mitutoyo Surftest SJ-201
hardheidtester Mitutoyo Rockwell HRC en HRB + mogelijkheid Brinell
coördinatenmeetmachine manueel TESA MS 343
… Gegevens TESA MS 343 Coördinatenmeetmachine: bereik X / Y / Z 457/610/381 mm; meetbereik X / Y / Z 356/406/305 mm; lineaire nauwkeurigheid 0,006 mm; resolutie 0,002 mm

58
De coördinatenmeetmachine TESA MS 343 hebben we gekregen van Philips Turnhout. Zij hebben de coördinatenmeetmachine vervangen door een nieuwe omdat de kosten ter revisie te hoog waren (meer dan 3000€). Ook voor de school waren deze kosten meer dan dat de machine in feite nog waard was. Ik heb dan zelf de handen uit de mouwen gestoken en de machine een opknapbeurt gegeven. De revisie van de coördinatenmeetmachine hield in:
alle pneumatische slangetjes vervangen waardoor de machine bijna helemaal ontmanteld moest worden
schoonmaken van de onderdelen
repareren van de taster omdat er een probleem was met de inwendige bedrading
terug monteren van de onderdelen en afstellen van de luchtlagering De meetmachine werkt nu weer goed ondanks de soft- en hardware die meer dan 25 jaar oud is. De meetprincipes blijven immers dezelfde. Bij moderne randapparatuur is de software visueel uiteraard veel aantrekkelijker. Ik heb prijs aangevraagd om de soft- en hardware te vervangen en er is hieromtrent een voorstel gedaan naar de directie. Het vervangen zou ongeveer 4000€ kosten. Wij wachten de beslissing af.
Figuur 1.52 Coördinatenmeetmachine TESA MS 343
59
1.6 Berekeningen palletwisselsysteem
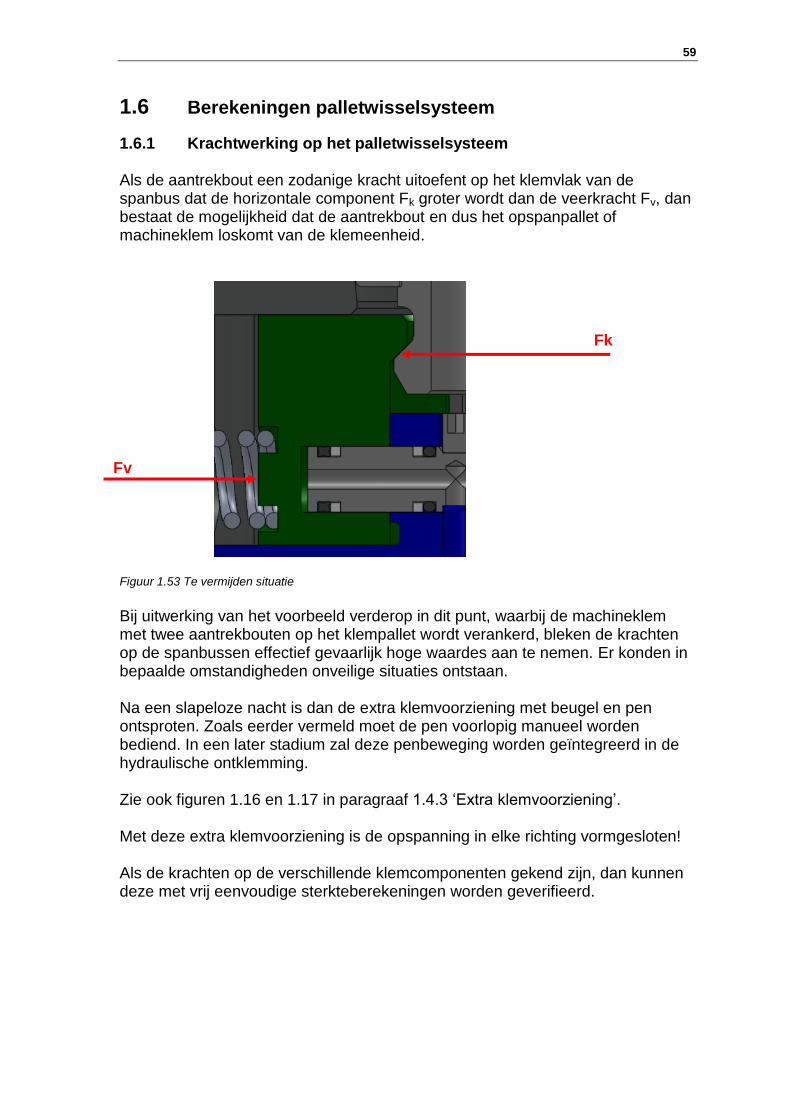
1.6.1 Krachtwerking op het palletwisselsysteem Als de aantrekbout een zodanige kracht uitoefent op het klemvlak van de spanbus dat de horizontale component Fk groter wordt dan de veerkracht Fv, dan bestaat de mogelijkheid dat de aantrekbout en dus het opspanpallet of machineklem loskomt van de klemeenheid. Figuur 1.53 Te vermijden situatie
Bij uitwerking van het voorbeeld verderop in dit punt, waarbij de machineklem met twee aantrekbouten op het klempallet wordt verankerd, bleken de krachten op de spanbussen effectief gevaarlijk hoge waardes aan te nemen. Er konden in bepaalde omstandigheden onveilige situaties ontstaan. Na een slapeloze nacht is dan de extra klemvoorziening met beugel en pen ontsproten. Zoals eerder vermeld moet de pen voorlopig manueel worden bediend. In een later stadium zal deze penbeweging worden geïntegreerd in de hydraulische ontklemming. Zie ook figuren 1.16 en 1.17 in paragraaf 1.4.3 „Extra klemvoorziening‟. Met deze extra klemvoorziening is de opspanning in elke richting vormgesloten! Als de krachten op de verschillende klemcomponenten gekend zijn, dan kunnen deze met vrij eenvoudige sterkteberekeningen worden geverifieerd.
Fv
Fk
60
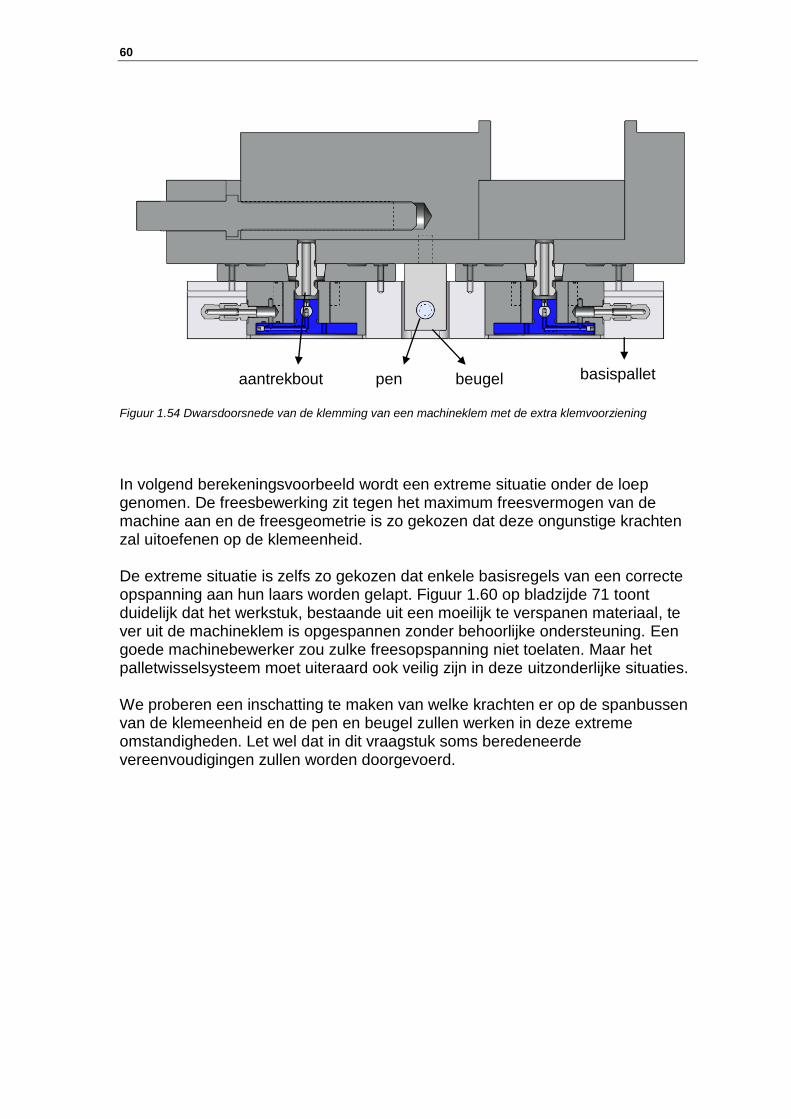
Figuur 1.54 Dwarsdoorsnede van de klemming van een machineklem met de extra klemvoorziening
In volgend berekeningsvoorbeeld wordt een extreme situatie onder de loep genomen. De freesbewerking zit tegen het maximum freesvermogen van de machine aan en de freesgeometrie is zo gekozen dat deze ongunstige krachten zal uitoefenen op de klemeenheid. De extreme situatie is zelfs zo gekozen dat enkele basisregels van een correcte opspanning aan hun laars worden gelapt. Figuur 1.60 op bladzijde 71 toont duidelijk dat het werkstuk, bestaande uit een moeilijk te verspanen materiaal, te ver uit de machineklem is opgespannen zonder behoorlijke ondersteuning. Een goede machinebewerker zou zulke freesopspanning niet toelaten. Maar het palletwisselsysteem moet uiteraard ook veilig zijn in deze uitzonderlijke situaties. We proberen een inschatting te maken van welke krachten er op de spanbussen van de klemeenheid en de pen en beugel zullen werken in deze extreme omstandigheden. Let wel dat in dit vraagstuk soms beredeneerde vereenvoudigingen zullen worden doorgevoerd.
aantrekbout pen beugel basispallet
61
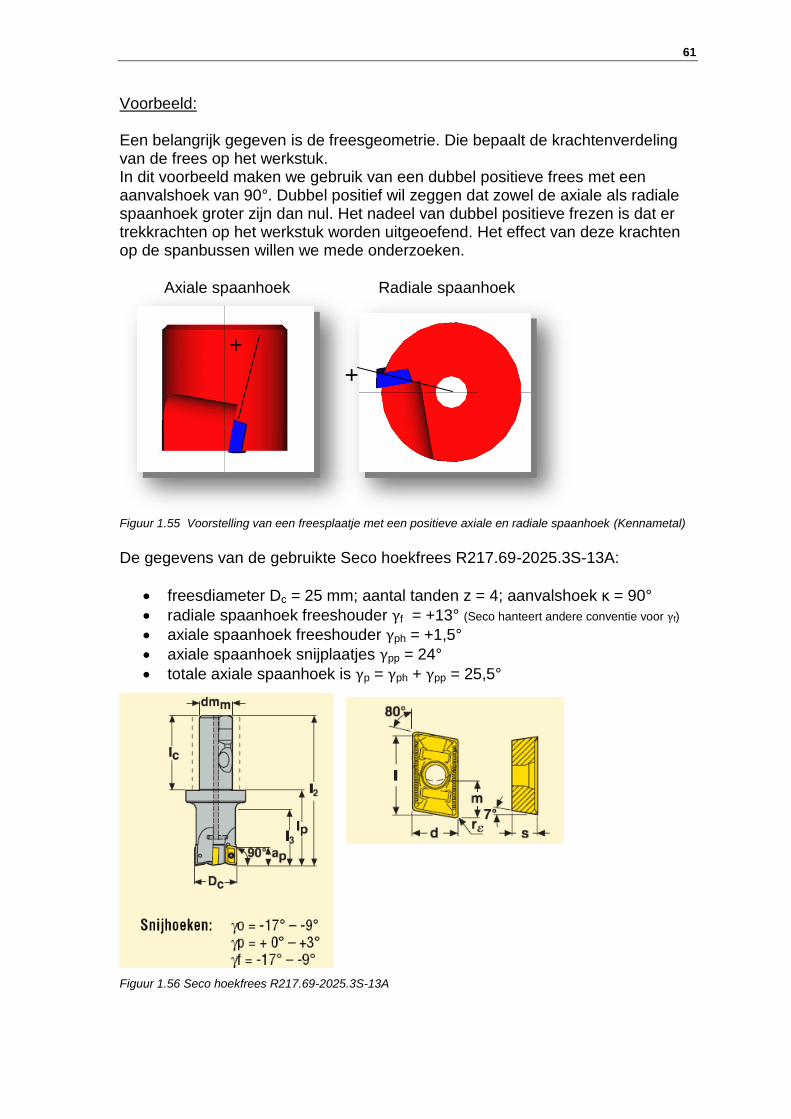
Voorbeeld: Een belangrijk gegeven is de freesgeometrie. Die bepaalt de krachtenverdeling van de frees op het werkstuk. In dit voorbeeld maken we gebruik van een dubbel positieve frees met een aanvalshoek van 90°. Dubbel positief wil zeggen dat zowel de axiale als radiale spaanhoek groter zijn dan nul. Het nadeel van dubbel positieve frezen is dat er trekkrachten op het werkstuk worden uitgeoefend. Het effect van deze krachten op de spanbussen willen we mede onderzoeken.
Figuur 1.55 Voorstelling van een freesplaatje met een positieve axiale en radiale spaanhoek (Kennametal)
De gegevens van de gebruikte Seco hoekfrees R217.69-2025.3S-13A:
freesdiameter Dc = 25 mm; aantal tanden z = 4; aanvalshoek κ = 90°
radiale spaanhoek freeshouder γf = +13° (Seco hanteert andere conventie voor γf)
axiale spaanhoek freeshouder γph = +1,5°
axiale spaanhoek snijplaatjes γpp = 24°
totale axiale spaanhoek is γp = γph + γpp = 25,5°
Figuur 1.56 Seco hoekfrees R217.69-2025.3S-13A
Axiale spaanhoek Radiale spaanhoek
+
+

62
Met het eigenhandig geschreven VB.NET programma „Snijparameters‟ ben ik op zoek gegaan naar een combinatie van snijparameters die het maximum freesvermogen benadert. Voor meer informatie over dit programma kan u terecht in hoofdstuk 3.
Figuur 1.57 Ingestelde snijparameters en berekende resultaten met behulp van VB.NET programma „Snijparameters‟
De gemiddelde snijkracht Fcm kan berekend worden door het product van de gemiddelde specifieke snijdruk kcm, de gemiddelde spaandikte hm, de verspaningsbreedte b en het aantal snijdende tanden ze.
𝐹𝑐𝑚 = 𝑏 ∙ 𝑚 ∙ 𝑧𝑒 ∙ 𝑘𝑐𝑚 Formule 1.3
𝑏 =𝑎𝑝
sin 𝜅
Hierin is ap de axiale snedediepte (5 mm) en κ de aanvalshoek (90°).
Formule 1.4
63
Uit formule 1.3 berekenen we de gemiddelde snijkracht:
𝐹𝑐𝑚 = 𝑏 ∙ 𝑚 ∙ 𝑧𝑒 ∙ 𝑘𝑐𝑚 = 5𝑚𝑚 ∙ 0,076𝑚𝑚 ∙ 2 ∙ 3839𝑁
𝑚𝑚 ²= 2918𝑁
Deze snijkracht kan ook uit het vermogen worden berekend:
𝑃𝑐𝑚 = 𝐹𝑐𝑚 ∙ 𝑣𝑐
𝐹𝑐𝑚 =𝑃𝑐𝑚𝑣𝑐
=5490𝑊
15060
𝑚𝑠
= 2196𝑁
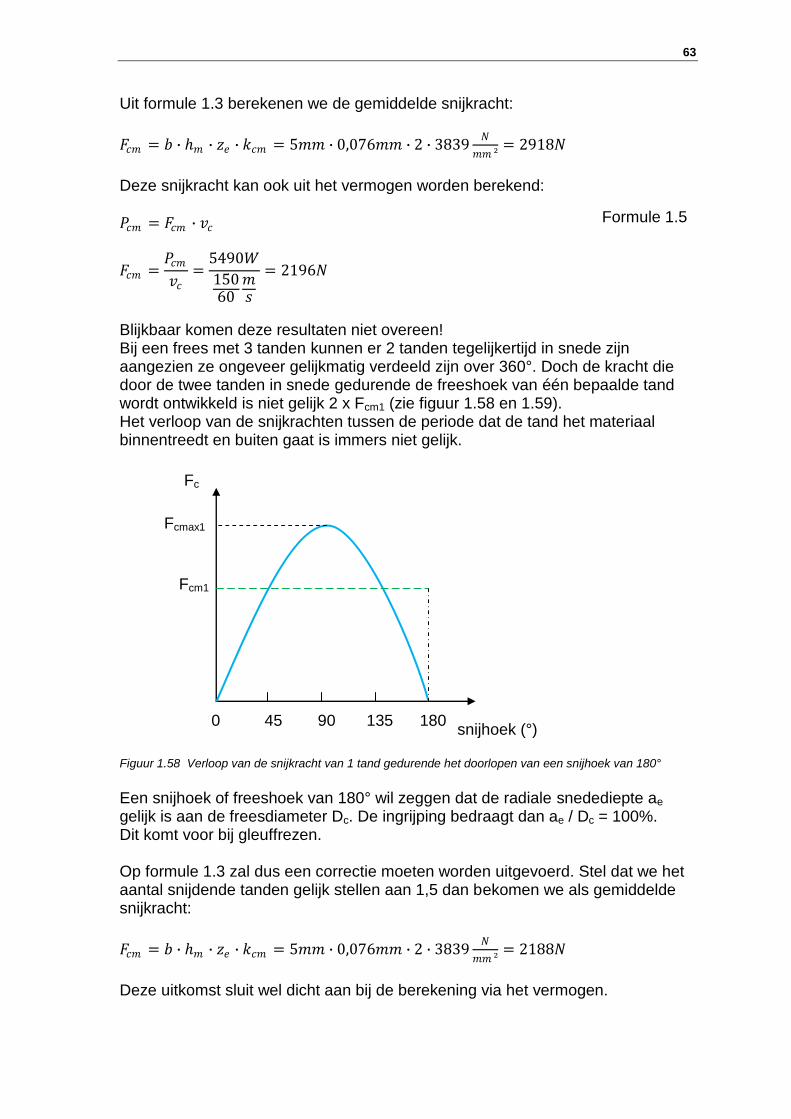
Blijkbaar komen deze resultaten niet overeen! Bij een frees met 3 tanden kunnen er 2 tanden tegelijkertijd in snede zijn aangezien ze ongeveer gelijkmatig verdeeld zijn over 360°. Doch de kracht die door de twee tanden in snede gedurende de freeshoek van één bepaalde tand wordt ontwikkeld is niet gelijk 2 x Fcm1 (zie figuur 1.58 en 1.59). Het verloop van de snijkrachten tussen de periode dat de tand het materiaal binnentreedt en buiten gaat is immers niet gelijk. Figuur 1.58 Verloop van de snijkracht van 1 tand gedurende het doorlopen van een snijhoek van 180°
Een snijhoek of freeshoek van 180° wil zeggen dat de radiale snedediepte ae gelijk is aan de freesdiameter Dc. De ingrijping bedraagt dan ae / Dc = 100%. Dit komt voor bij gleuffrezen. Op formule 1.3 zal dus een correctie moeten worden uitgevoerd. Stel dat we het aantal snijdende tanden gelijk stellen aan 1,5 dan bekomen we als gemiddelde snijkracht:
𝐹𝑐𝑚 = 𝑏 ∙ 𝑚 ∙ 𝑧𝑒 ∙ 𝑘𝑐𝑚 = 5𝑚𝑚 ∙ 0,076𝑚𝑚 ∙ 2 ∙ 3839𝑁
𝑚𝑚 ²= 2188𝑁
Deze uitkomst sluit wel dicht aan bij de berekening via het vermogen.
Formule 1.5
snijhoek (°)
Fc
Fcmax1
Fcm1
0 45 90 135 180
64
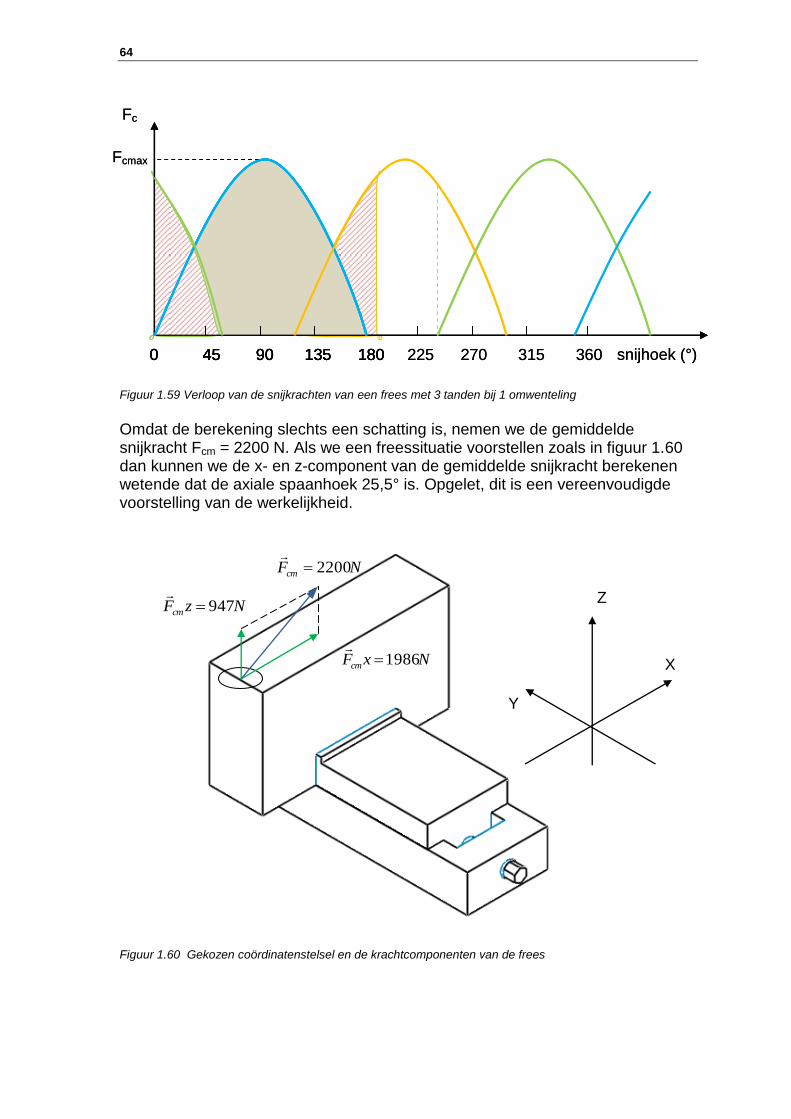
Figuur 1.59 Verloop van de snijkrachten van een frees met 3 tanden bij 1 omwenteling
Omdat de berekening slechts een schatting is, nemen we de gemiddelde snijkracht Fcm = 2200 N. Als we een freessituatie voorstellen zoals in figuur 1.60 dan kunnen we de x- en z-component van de gemiddelde snijkracht berekenen wetende dat de axiale spaanhoek 25,5° is. Opgelet, dit is een vereenvoudigde voorstelling van de werkelijkheid. Figuur 1.60 Gekozen coördinatenstelsel en de krachtcomponenten van de frees
snijhoek (°)
Fc
Fcmax
0 45 90 135 180 0 45 90 135 180 225 270 315 360 snijhoek (°)
Fc
Fcmax
0 45 90 135 180 0 45 90 135 180 225 270 315 360
Z
Y
X
NFcm 2200
NzFcm 947
NxFcm 1986

65
Als nauwkeurig de gemiddelde snijkrachten in de verschillende richtingen gekend moet zijn, dan moeten eerst het verloop van de snijkrachten in functie van de freeshoek worden bepaald in de verschillende richtingen om vervolgens de integraal te nemen van de bekomen functie. Voor de berekening van de gemiddelde snijkracht in de Z-richting zou dit geven: 𝐹𝑐𝑧 = 𝐹𝑐 ∙ sin(𝛾𝑝) Formule 1.6
γp = axiale spaanhoek (°) Fc z(h) = de snijkrachten in Z richting in functie van de hoek (N)
𝐹𝑧𝑔𝑒𝑚 = 𝐹𝑐𝑧() ∙ 𝑑
180
0
360
Fzgem = de gemiddelde snijkracht in Z-richting (N) We rekenen verder met het vereenvoudigd model zoals afgebeeld in figuur 1.60. Het gewicht van de machineklem met werkstuk is:
𝐺 = 𝑚 ∙ 𝑔 = 98,9 𝑘𝑔 ∙ 9,81𝑚
𝑠2= 970 𝑁
De massa en het zwaartepunt van de machineklem en opgespannen werkstuk ten opzichte van het zwaartepunt za van de groep aantrekbouten is eenvoudig terug te vinden via het CAD-programma.
Figuur 1.61 Zwaartepunt van de opspanning ten opzichte van het zwaartepunt van de aantrekbouten
Formule 1.7
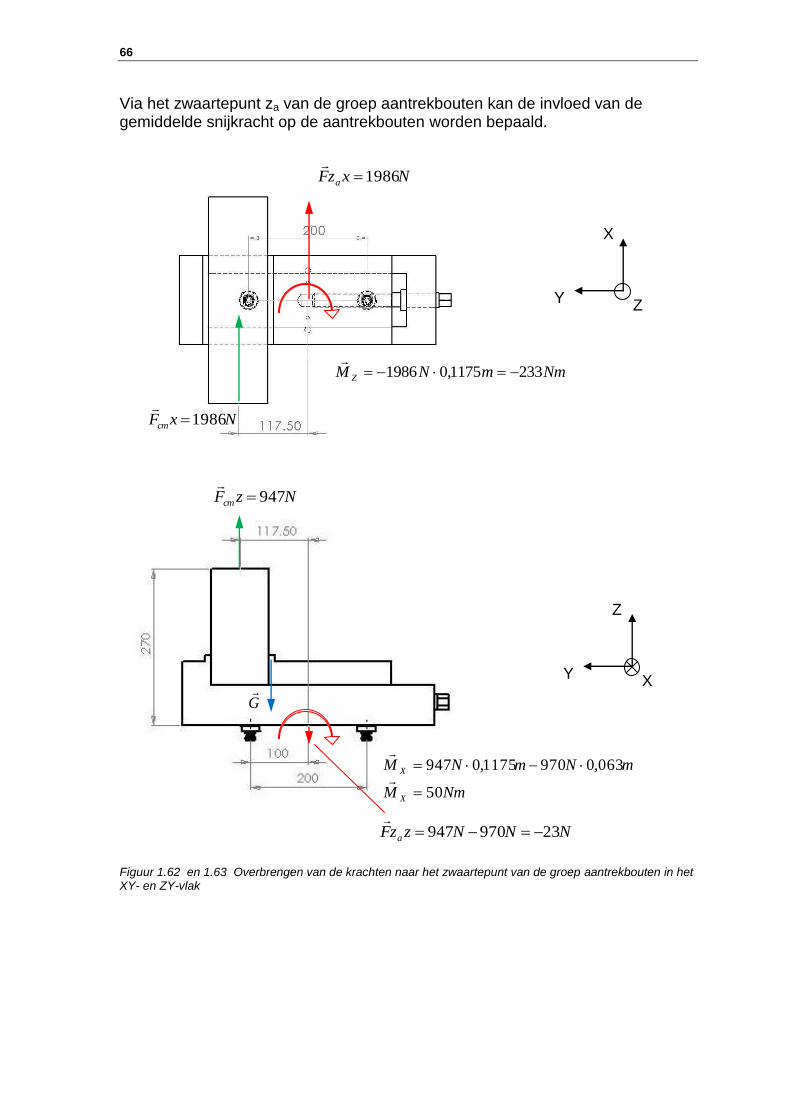
66
G
NmmNM Z 2331175,01986
NmM
mNmNM
X
X
50
063,09701175,0947
Via het zwaartepunt za van de groep aantrekbouten kan de invloed van de gemiddelde snijkracht op de aantrekbouten worden bepaald.
Figuur 1.62 en 1.63 Overbrengen van de krachten naar het zwaartepunt van de groep aantrekbouten in het XY- en ZY-vlak
Z
Y X
X
Y Z
NxFcm 1986
NzFcm 947
NxzF a 1986
NNNzzF a 23970947
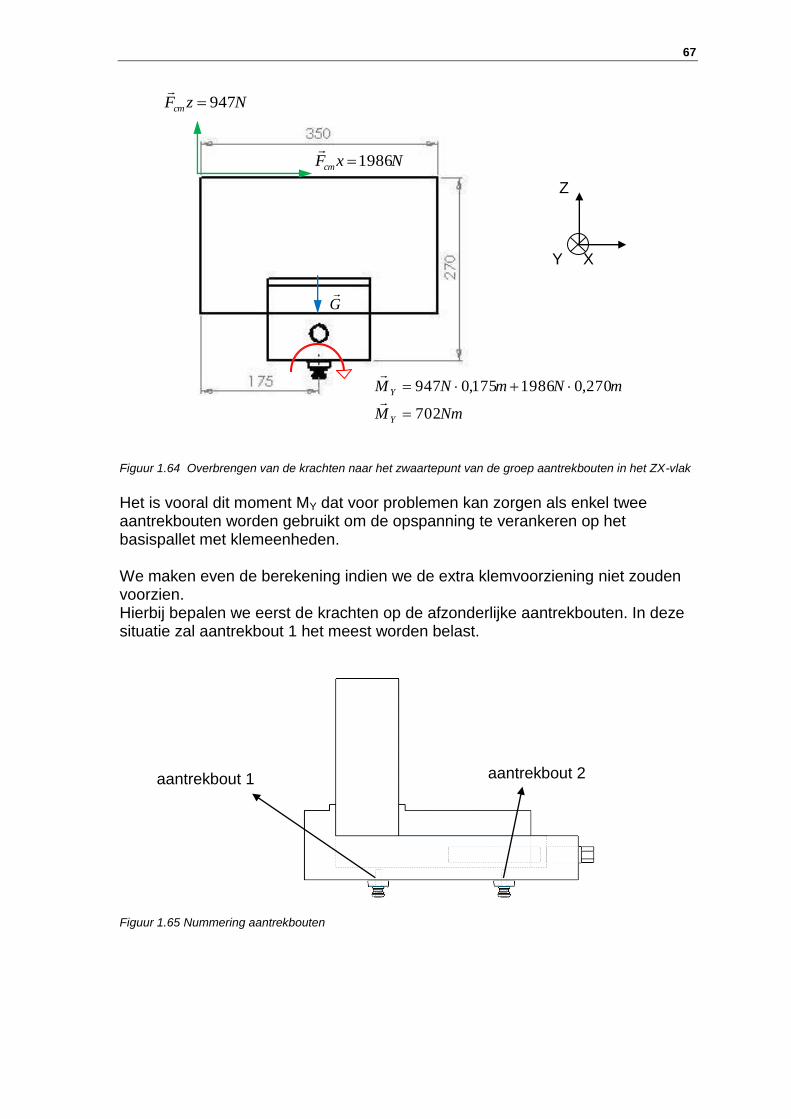
67
Figuur 1.64 Overbrengen van de krachten naar het zwaartepunt van de groep aantrekbouten in het ZX-vlak
Het is vooral dit moment MY dat voor problemen kan zorgen als enkel twee aantrekbouten worden gebruikt om de opspanning te verankeren op het basispallet met klemeenheden. We maken even de berekening indien we de extra klemvoorziening niet zouden voorzien. Hierbij bepalen we eerst de krachten op de afzonderlijke aantrekbouten. In deze situatie zal aantrekbout 1 het meest worden belast. Figuur 1.65 Nummering aantrekbouten
aantrekbout 1 aantrekbout 2
NzFcm 947
NxFcm 1986
G
X
Z
Y
NmM
mNmNM
Y
Y
702
270,01986175,0947
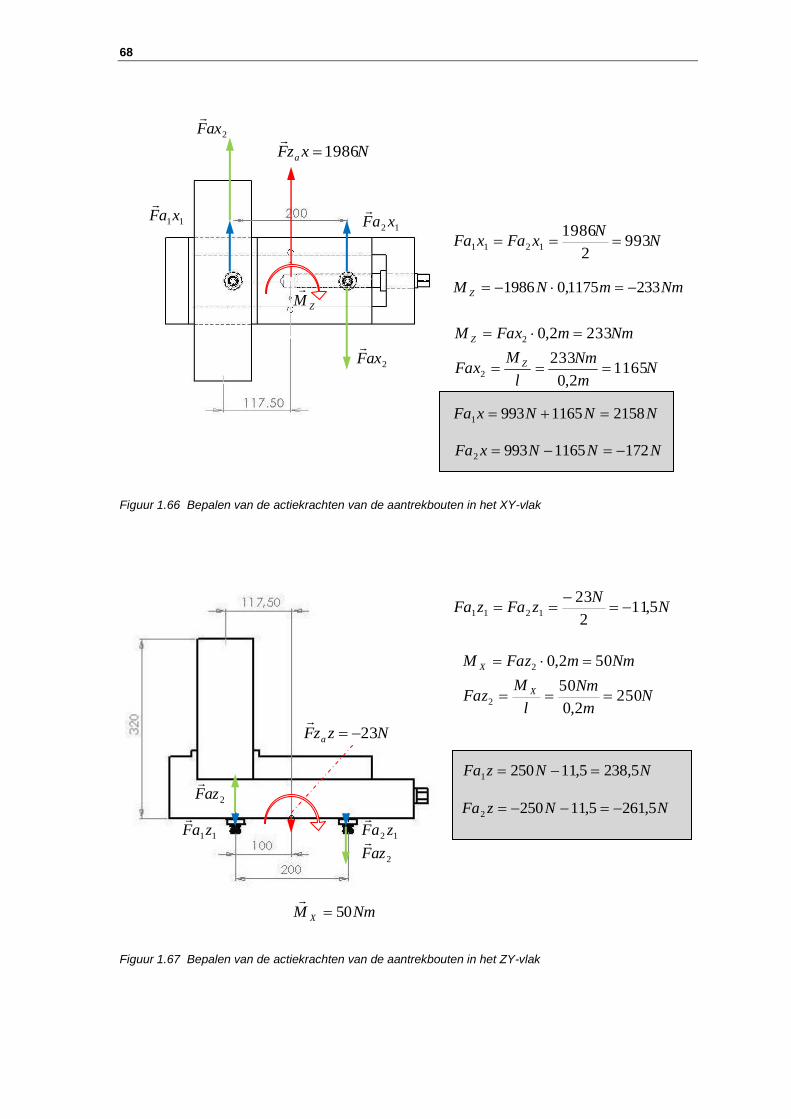
68
Figuur 1.66 Bepalen van de actiekrachten van de aantrekbouten in het XY-vlak
Figuur 1.67 Bepalen van de actiekrachten van de aantrekbouten in het ZY-vlak
NN
zFazFa 5,112
231211
Nm
Nm
l
MFaz
NmmFazM
X
X
2502,0
50
502,0
2
2
NNzFa 5,2385,112501
NNzFa 5,2615,112502
NmM X 50
2azF
11zaF
12 zaF
NzzF a 23
2azF
NmmNM Z 2331175,01986
NNNxFa 215811659931
Nm
Nm
l
MFax
NmmFaxM
Z
Z
11652,0
233
2332,0
2
2
NNNxFa 17211659932
NN
xFaxFa 9932
19861211
NxzF a 1986
11xaF
12 xaF
2axF
2axF
ZM
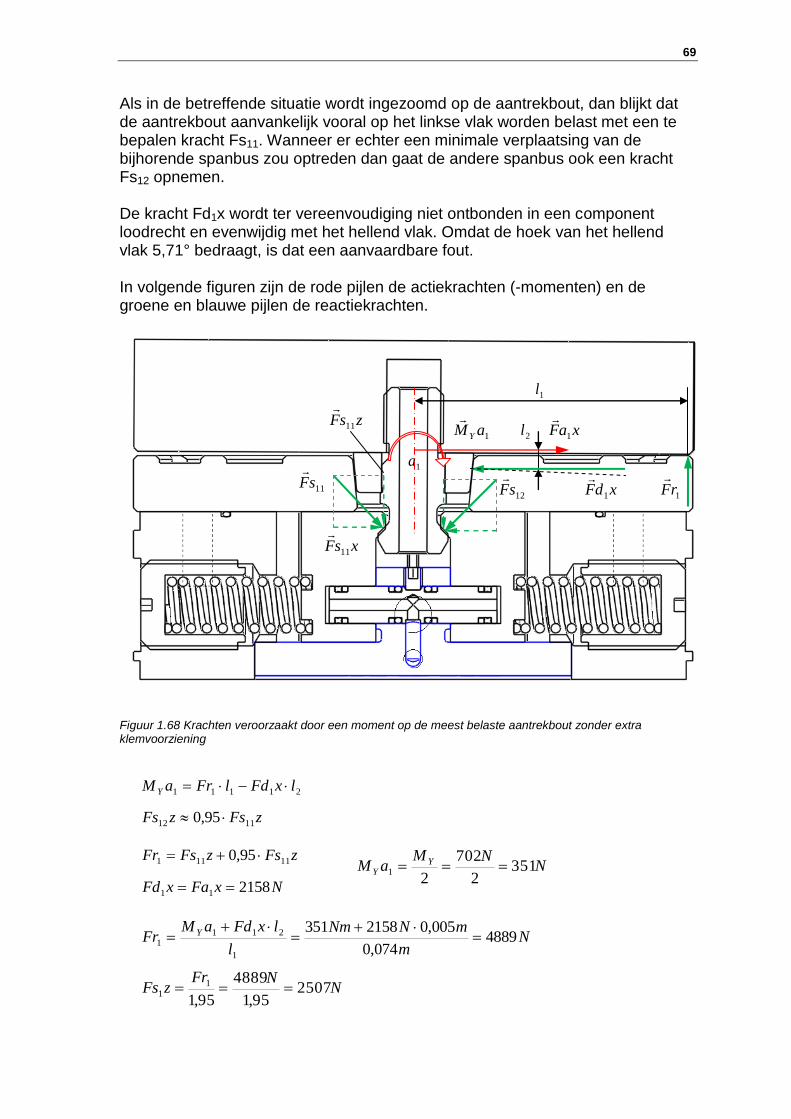
69
zFszFs 1112 95,0
zFszFsFr 11111 95,0
21111 lxFdlFraM Y
NxFaxFd 215811
Nm
mNNm
l
lxFdaMFr Y 4889
074,0
005,02158351
1
2111
NNM
aM YY 351
2
702
21
NNFr
zFs 250795,1
4889
95,1
11
Als in de betreffende situatie wordt ingezoomd op de aantrekbout, dan blijkt dat de aantrekbout aanvankelijk vooral op het linkse vlak worden belast met een te bepalen kracht Fs11. Wanneer er echter een minimale verplaatsing van de bijhorende spanbus zou optreden dan gaat de andere spanbus ook een kracht Fs12 opnemen. De kracht Fd1x wordt ter vereenvoudiging niet ontbonden in een component loodrecht en evenwijdig met het hellend vlak. Omdat de hoek van het hellend vlak 5,71° bedraagt, is dat een aanvaardbare fout. In volgende figuren zijn de rode pijlen de actiekrachten (-momenten) en de groene en blauwe pijlen de reactiekrachten.
Figuur 1.68 Krachten veroorzaakt door een moment op de meest belaste aantrekbout zonder extra klemvoorziening
xaF 1
xdF 1
11sF
1rF
1aM Y
1a
xsF 11
zsF 11
12sF
2l
1l
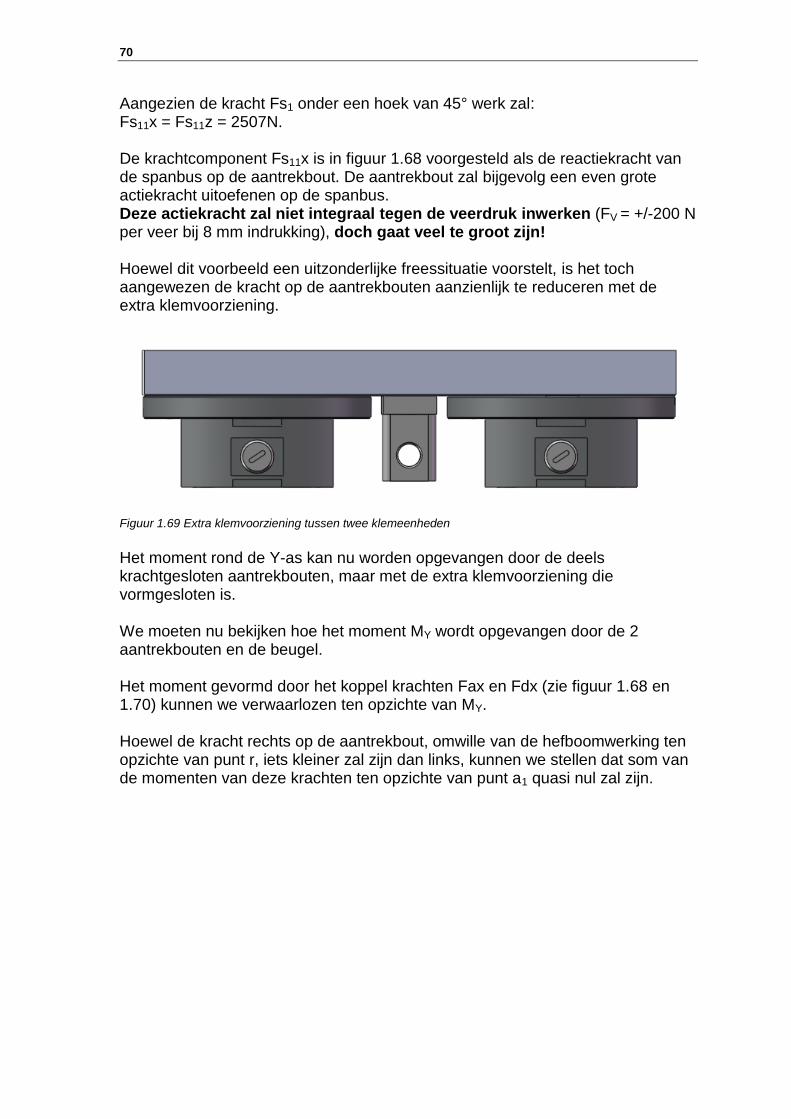
70
Aangezien de kracht Fs1 onder een hoek van 45° werk zal: Fs11x = Fs11z = 2507N. De krachtcomponent Fs11x is in figuur 1.68 voorgesteld als de reactiekracht van de spanbus op de aantrekbout. De aantrekbout zal bijgevolg een even grote actiekracht uitoefenen op de spanbus. Deze actiekracht zal niet integraal tegen de veerdruk inwerken (FV = +/-200 N per veer bij 8 mm indrukking), doch gaat veel te groot zijn! Hoewel dit voorbeeld een uitzonderlijke freessituatie voorstelt, is het toch aangewezen de kracht op de aantrekbouten aanzienlijk te reduceren met de extra klemvoorziening.
Figuur 1.69 Extra klemvoorziening tussen twee klemeenheden
Het moment rond de Y-as kan nu worden opgevangen door de deels krachtgesloten aantrekbouten, maar met de extra klemvoorziening die vormgesloten is. We moeten nu bekijken hoe het moment MY wordt opgevangen door de 2 aantrekbouten en de beugel. Het moment gevormd door het koppel krachten Fax en Fdx (zie figuur 1.68 en 1.70) kunnen we verwaarlozen ten opzichte van MY. Hoewel de kracht rechts op de aantrekbout, omwille van de hefboomwerking ten opzichte van punt r, iets kleiner zal zijn dan links, kunnen we stellen dat som van de momenten van deze krachten ten opzichte van punt a1 quasi nul zal zijn.
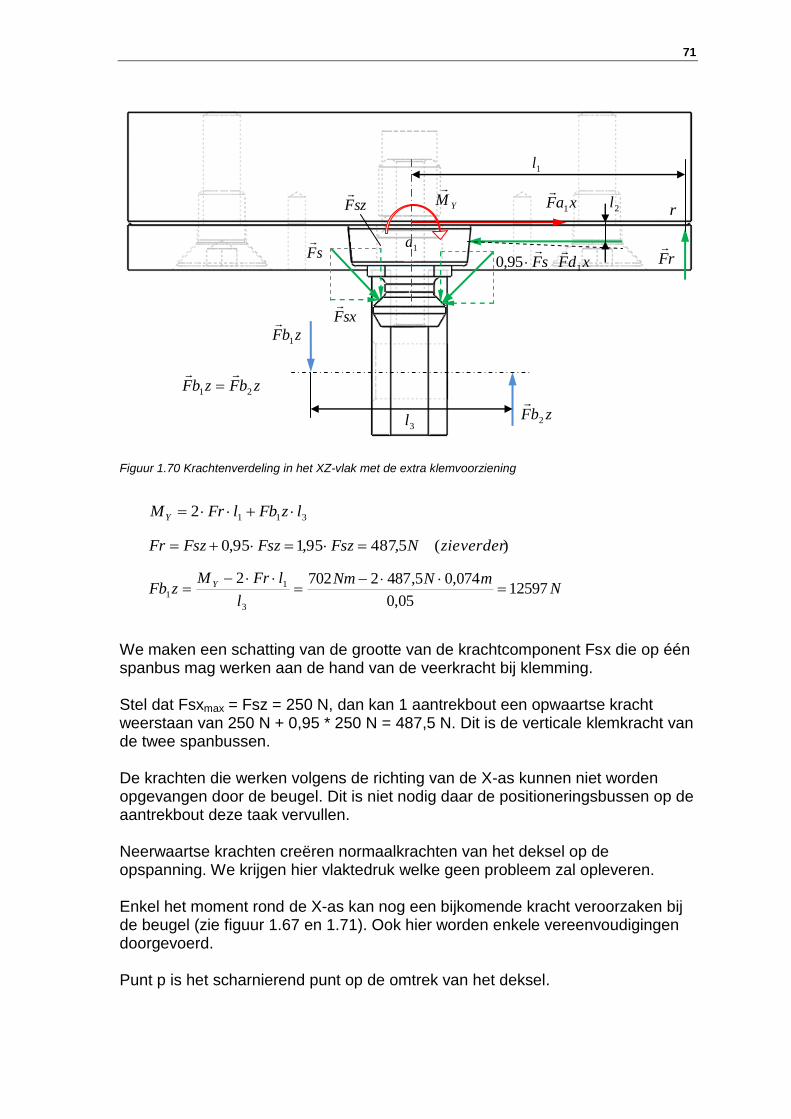
71
3112 lzFblFrMY
)(5,48795,195,0 verderzieNFszFszFszFr
NmNNm
l
lFrMzFb Y 12597
05,0
074,05,48727022
3
11
r
Figuur 1.70 Krachtenverdeling in het XZ-vlak met de extra klemvoorziening
We maken een schatting van de grootte van de krachtcomponent Fsx die op één spanbus mag werken aan de hand van de veerkracht bij klemming. Stel dat Fsxmax = Fsz = 250 N, dan kan 1 aantrekbout een opwaartse kracht weerstaan van 250 N + 0,95 * 250 N = 487,5 N. Dit is de verticale klemkracht van de twee spanbussen. De krachten die werken volgens de richting van de X-as kunnen niet worden opgevangen door de beugel. Dit is niet nodig daar de positioneringsbussen op de aantrekbout deze taak vervullen. Neerwaartse krachten creëren normaalkrachten van het deksel op de opspanning. We krijgen hier vlaktedruk welke geen probleem zal opleveren. Enkel het moment rond de X-as kan nog een bijkomende kracht veroorzaken bij de beugel (zie figuur 1.67 en 1.71). Ook hier worden enkele vereenvoudigingen doorgevoerd. Punt p is het scharnierend punt op de omtrek van het deksel.
zbFzbF 21
xaF 1
xdF 1
sF
rF
YM
1a
sxF
szF
sF
95,0
zbF 1
zbF 2
2l
1l
3l
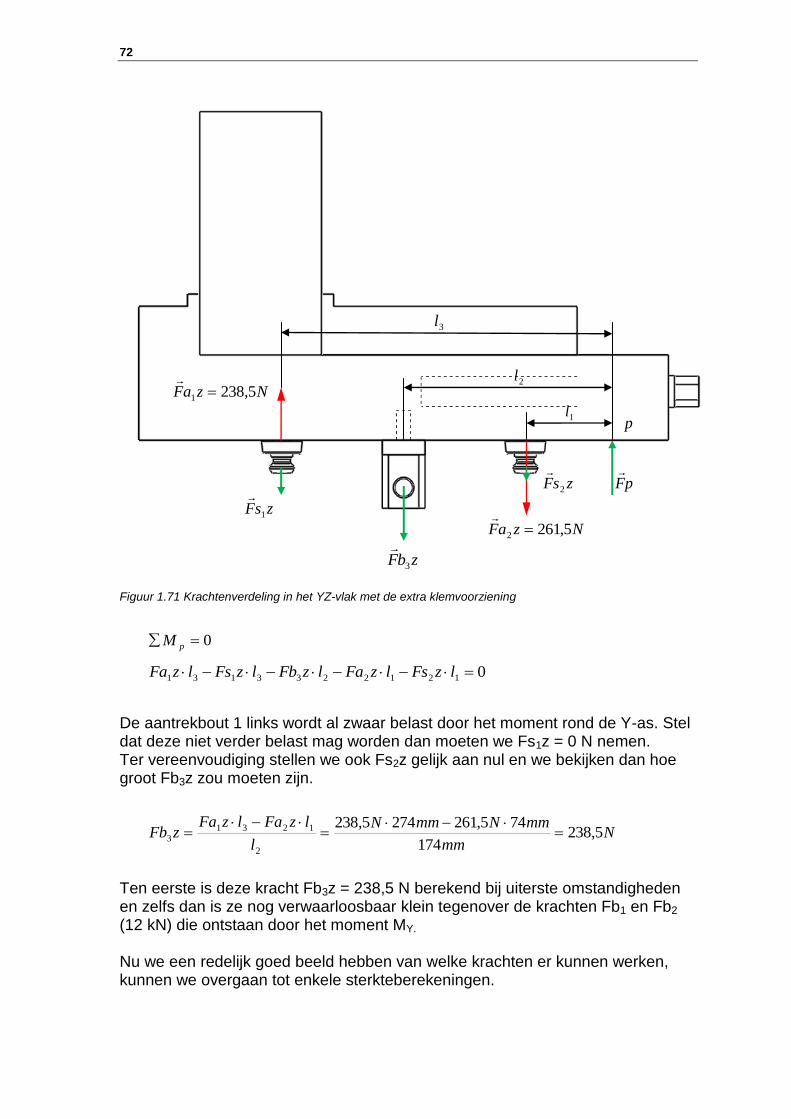
72
01212233131 lzFslzFalzFblzFslzFa
Nmm
mmNmmN
l
lzFalzFazFb 5,238
174
745,2612745,238
2
12313
Figuur 1.71 Krachtenverdeling in het YZ-vlak met de extra klemvoorziening
De aantrekbout 1 links wordt al zwaar belast door het moment rond de Y-as. Stel dat deze niet verder belast mag worden dan moeten we Fs1z = 0 N nemen. Ter vereenvoudiging stellen we ook Fs2z gelijk aan nul en we bekijken dan hoe groot Fb3z zou moeten zijn.
Ten eerste is deze kracht Fb3z = 238,5 N berekend bij uiterste omstandigheden en zelfs dan is ze nog verwaarloosbaar klein tegenover de krachten Fb1 en Fb2 (12 kN) die ontstaan door het moment MY.
Nu we een redelijk goed beeld hebben van welke krachten er kunnen werken, kunnen we overgaan tot enkele sterkteberekeningen.
NzaF 5,2381
NzaF 5,2612 zsF 1
zbF 3
zsF 2
pF
p1l
2l
3l
0 pM
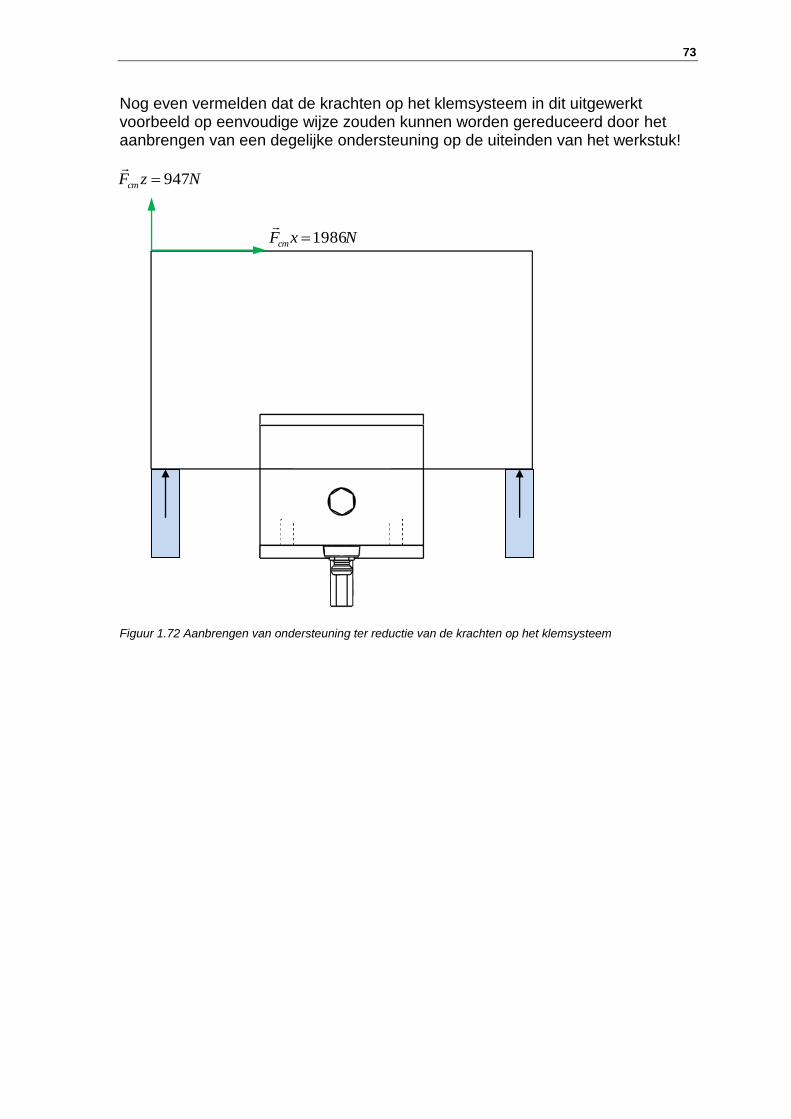
73
Nog even vermelden dat de krachten op het klemsysteem in dit uitgewerkt voorbeeld op eenvoudige wijze zouden kunnen worden gereduceerd door het aanbrengen van een degelijke ondersteuning op de uiteinden van het werkstuk! Figuur 1.72 Aanbrengen van ondersteuning ter reductie van de krachten op het klemsysteem
NzFcm 947
NxFcm 1986
74
1.6.2 Sterkteberekeningen Hoofdzaak is bij de sterkteberekeningen de sterkst belaste en meest zwakke onderdelen te controleren op sterkte, stijfheid en stabiliteit. Aangezien de meeste onderdelen vrij compact zijn of voldoende vormgesloten zal knik geen rol van betekenis spelen. De onderdelen die moeten worden gecontroleerd zijn:
beugel
borgpen en geleidingsbussen
aantrekbout
spanbussen De bovengenoemde onderdelen hebben, behalve de borgpen, een vrij complexe vorm. Ze lenen zich uitstekend om met een „Eindige Elementen‟-pakket gecontroleerd te worden. Als FEA-pakket (Finite Elements Analysis) is CosmosWorks® 2008 gebruikt. Dit is geïntegreerd in Solidworks® en zeer gebruiksvriendelijk. In de nieuwe release van Solidworks® zal het FEA gedeelte Solidworks Simulation noemen. De eindige elementenmethode deelt een constructie op in een beperkt (eindig) aantal elementen en koppelt deze elementen aan elkaar door middel van knooppunten (nodes). Zo kan een complex probleem worden vervangen door vele eenvoudige problemen die gelijktijdig moeten worden opgelost. Het proces om het model in kleine stukken te verdelen noemt men meshing. FEA is betrouwbaar doch de randvoorwaarden moeten correct worden ingegeven! Indien de randvoorwaarden fout zijn, krijg je foute resultaten en mogelijk onveilige onderdelen. Enige waakzaamheid is dus zeker nodig. De werkvolgorde gaande van pre- tot processing is voorgesteld in figuur 1.73. Bij de controle van de beugel laat ik zien hoe de randvoorwaarden worden ingesteld, hoe de meshing gebeurd en welke solver wordt gebruikt om tenslotte de resultaten te kunnen interpreteren. Bij de overige onderdelen geef ik enkel een korte omschrijving van de randvoorwaarden en resultaten. De integratie van het FEA gedeelte in het CAD-pakket heeft ook hier het voordeel dat geen bestandsomzettingen moeten gebeuren van de 3D-modellen, wat de nauwkeurigheid ten goede komt.
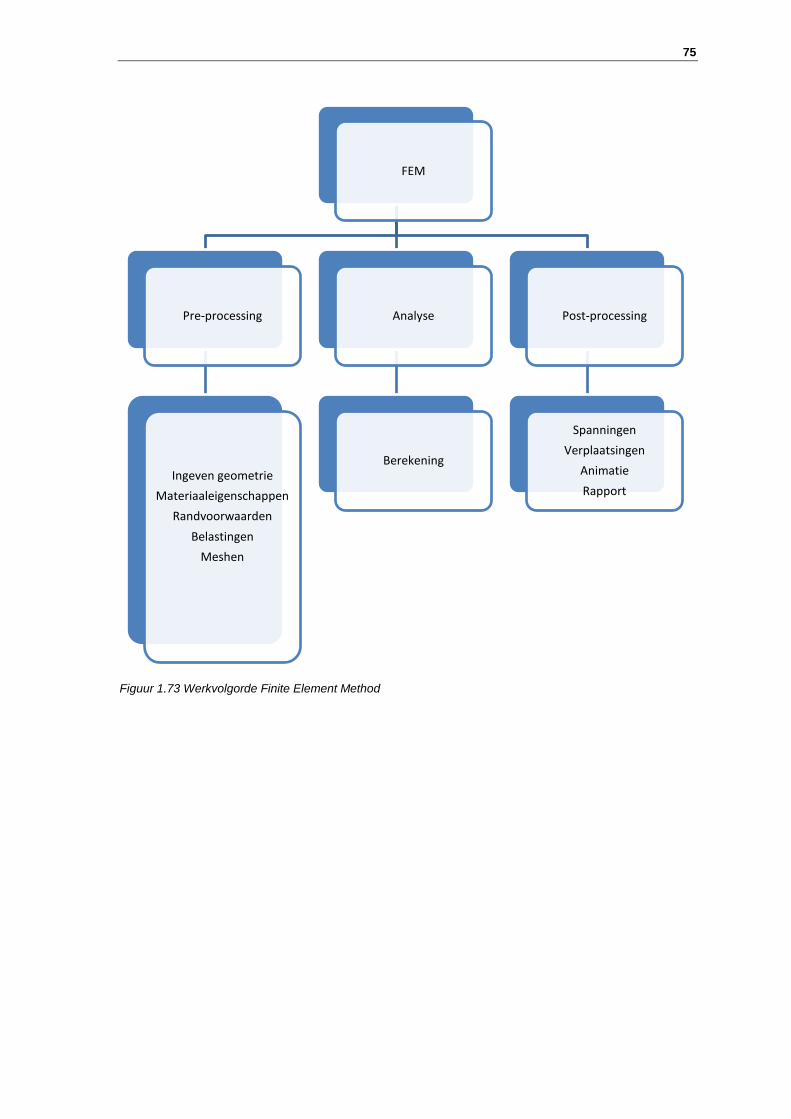
75
Figuur 1.73 Werkvolgorde Finite Element Method
FEM
Pre-processing
Ingeven geometrie
Materiaaleigenschappen
Randvoorwaarden
Belastingen
Meshen
Analyse
Berekening
Post-processing
Spanningen
Verplaatsingen
Animatie
Rapport
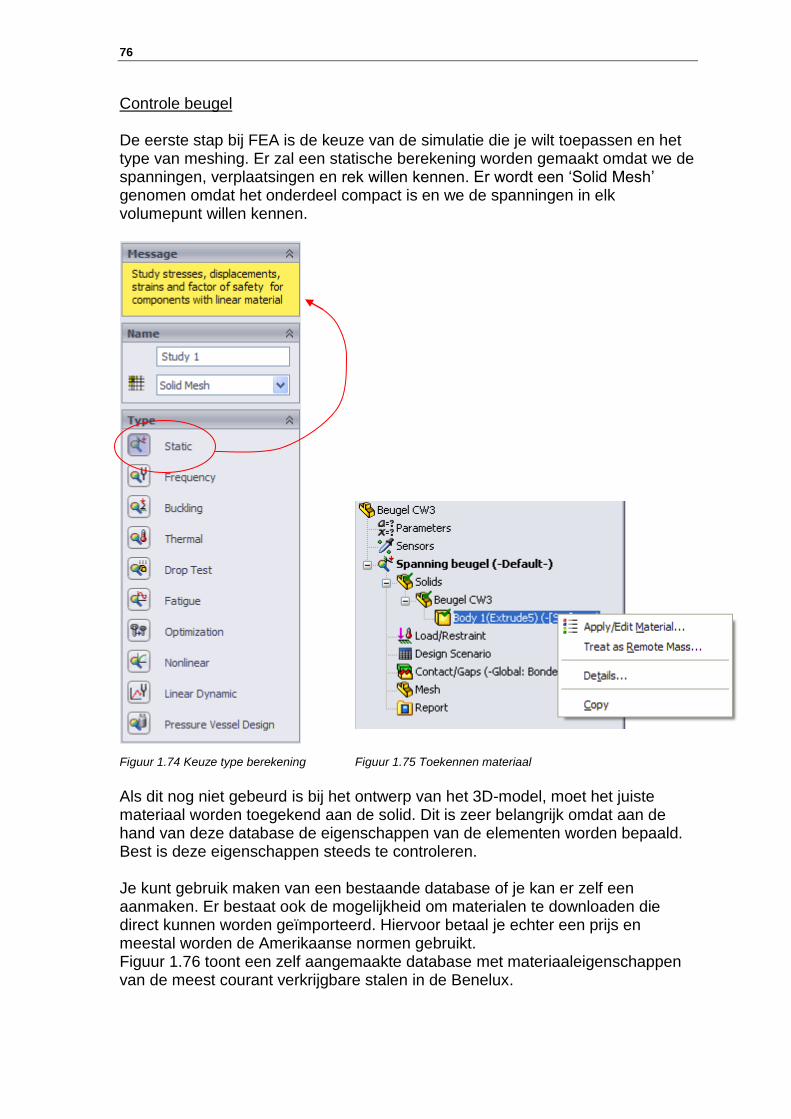
76
Controle beugel De eerste stap bij FEA is de keuze van de simulatie die je wilt toepassen en het type van meshing. Er zal een statische berekening worden gemaakt omdat we de spanningen, verplaatsingen en rek willen kennen. Er wordt een „Solid Mesh‟ genomen omdat het onderdeel compact is en we de spanningen in elk volumepunt willen kennen.
Figuur 1.74 Keuze type berekening Figuur 1.75 Toekennen materiaal
Als dit nog niet gebeurd is bij het ontwerp van het 3D-model, moet het juiste materiaal worden toegekend aan de solid. Dit is zeer belangrijk omdat aan de hand van deze database de eigenschappen van de elementen worden bepaald. Best is deze eigenschappen steeds te controleren. Je kunt gebruik maken van een bestaande database of je kan er zelf een aanmaken. Er bestaat ook de mogelijkheid om materialen te downloaden die direct kunnen worden geïmporteerd. Hiervoor betaal je echter een prijs en meestal worden de Amerikaanse normen gebruikt. Figuur 1.76 toont een zelf aangemaakte database met materiaaleigenschappen van de meest courant verkrijgbare stalen in de Benelux.
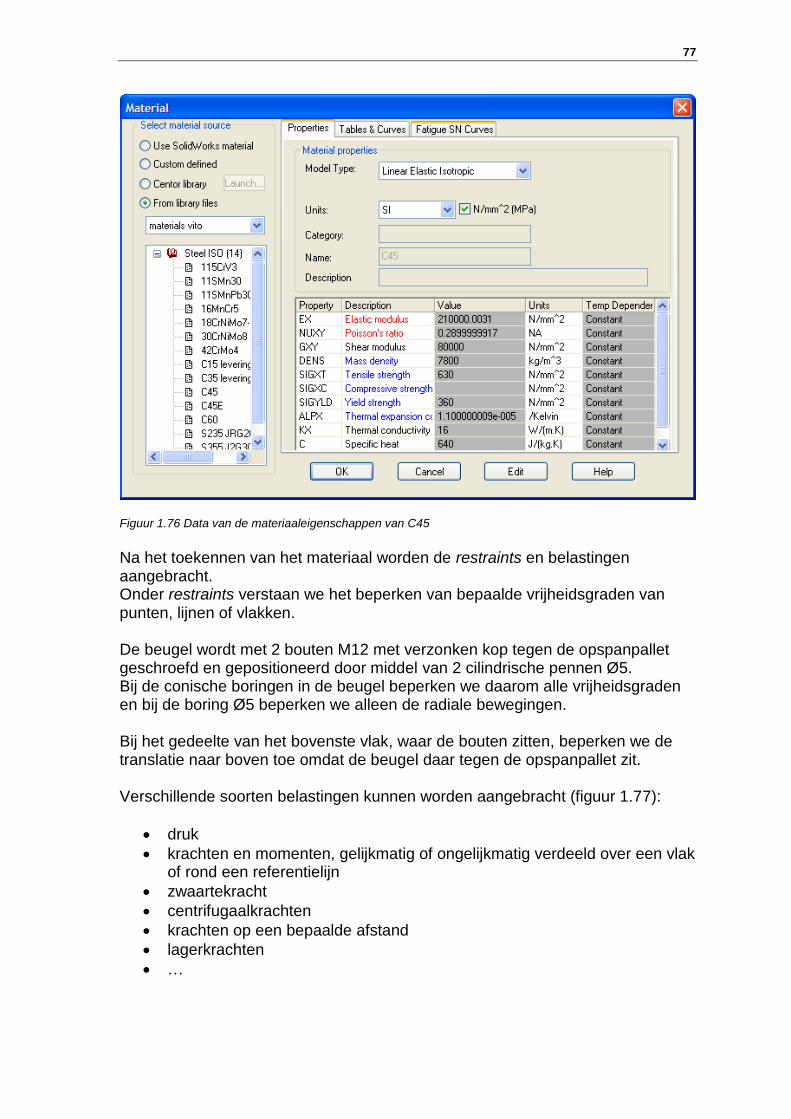
77
Figuur 1.76 Data van de materiaaleigenschappen van C45
Na het toekennen van het materiaal worden de restraints en belastingen aangebracht. Onder restraints verstaan we het beperken van bepaalde vrijheidsgraden van punten, lijnen of vlakken. De beugel wordt met 2 bouten M12 met verzonken kop tegen de opspanpallet geschroefd en gepositioneerd door middel van 2 cilindrische pennen Ø5. Bij de conische boringen in de beugel beperken we daarom alle vrijheidsgraden en bij de boring Ø5 beperken we alleen de radiale bewegingen. Bij het gedeelte van het bovenste vlak, waar de bouten zitten, beperken we de translatie naar boven toe omdat de beugel daar tegen de opspanpallet zit. Verschillende soorten belastingen kunnen worden aangebracht (figuur 1.77):
druk
krachten en momenten, gelijkmatig of ongelijkmatig verdeeld over een vlak of rond een referentielijn
zwaartekracht
centrifugaalkrachten
krachten op een bepaalde afstand
lagerkrachten
…
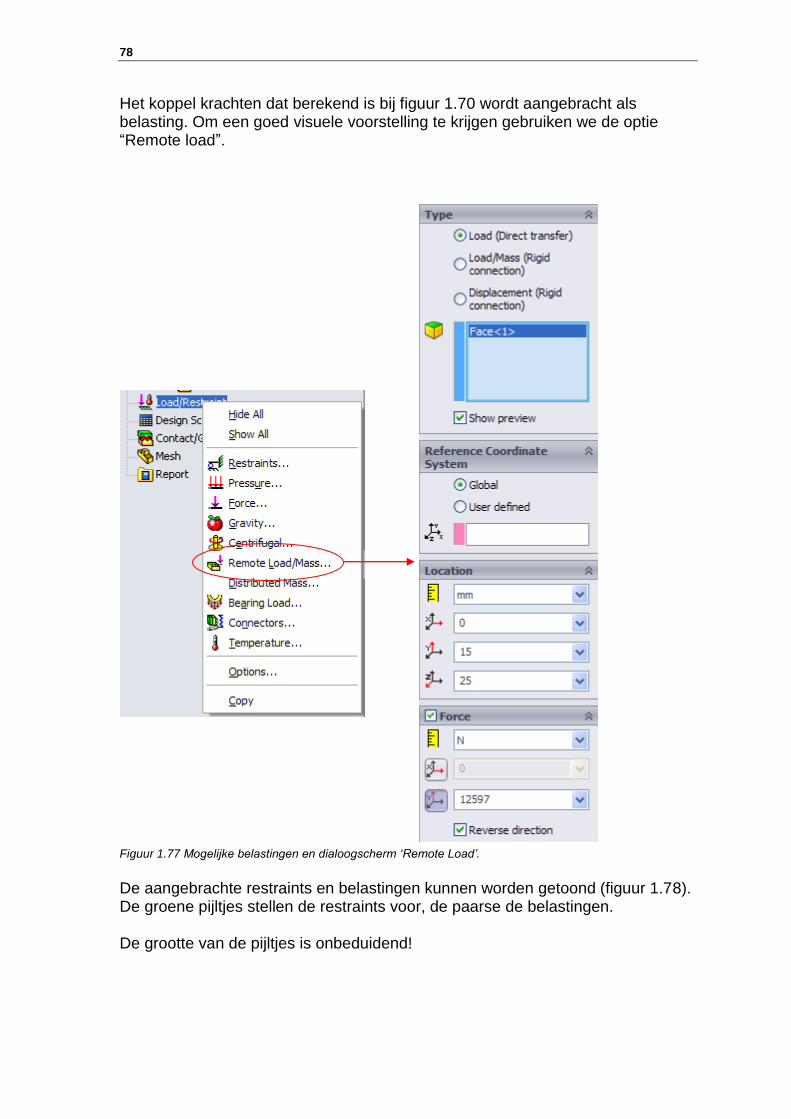
78
Het koppel krachten dat berekend is bij figuur 1.70 wordt aangebracht als belasting. Om een goed visuele voorstelling te krijgen gebruiken we de optie “Remote load”.
Figuur 1.77 Mogelijke belastingen en dialoogscherm „Remote Load‟.
De aangebrachte restraints en belastingen kunnen worden getoond (figuur 1.78). De groene pijltjes stellen de restraints voor, de paarse de belastingen. De grootte van de pijltjes is onbeduidend!
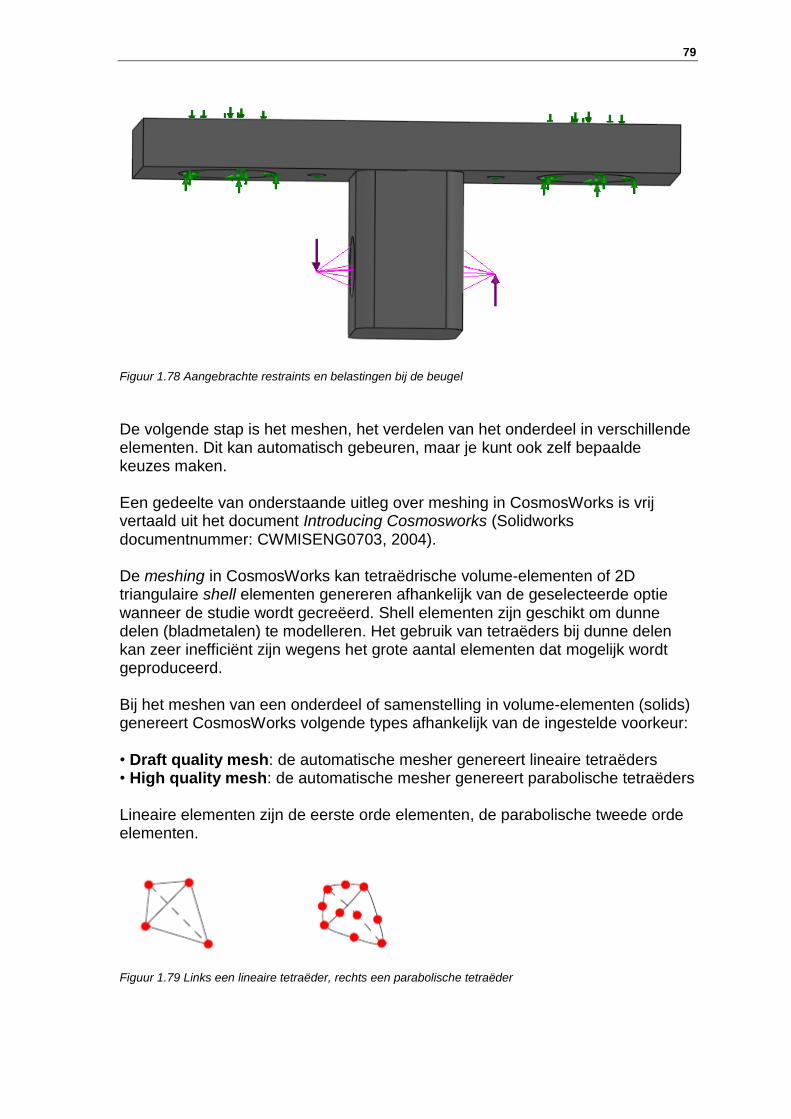
79
Figuur 1.78 Aangebrachte restraints en belastingen bij de beugel
De volgende stap is het meshen, het verdelen van het onderdeel in verschillende elementen. Dit kan automatisch gebeuren, maar je kunt ook zelf bepaalde keuzes maken. Een gedeelte van onderstaande uitleg over meshing in CosmosWorks is vrij vertaald uit het document Introducing Cosmosworks (Solidworks documentnummer: CWMISENG0703, 2004). De meshing in CosmosWorks kan tetraëdrische volume-elementen of 2D triangulaire shell elementen genereren afhankelijk van de geselecteerde optie wanneer de studie wordt gecreëerd. Shell elementen zijn geschikt om dunne delen (bladmetalen) te modelleren. Het gebruik van tetraëders bij dunne delen kan zeer inefficiënt zijn wegens het grote aantal elementen dat mogelijk wordt geproduceerd. Bij het meshen van een onderdeel of samenstelling in volume-elementen (solids) genereert CosmosWorks volgende types afhankelijk van de ingestelde voorkeur: • Draft quality mesh: de automatische mesher genereert lineaire tetraëders • High quality mesh: de automatische mesher genereert parabolische tetraëders Lineaire elementen zijn de eerste orde elementen, de parabolische tweede orde elementen.
Figuur 1.79 Links een lineaire tetraëder, rechts een parabolische tetraëder
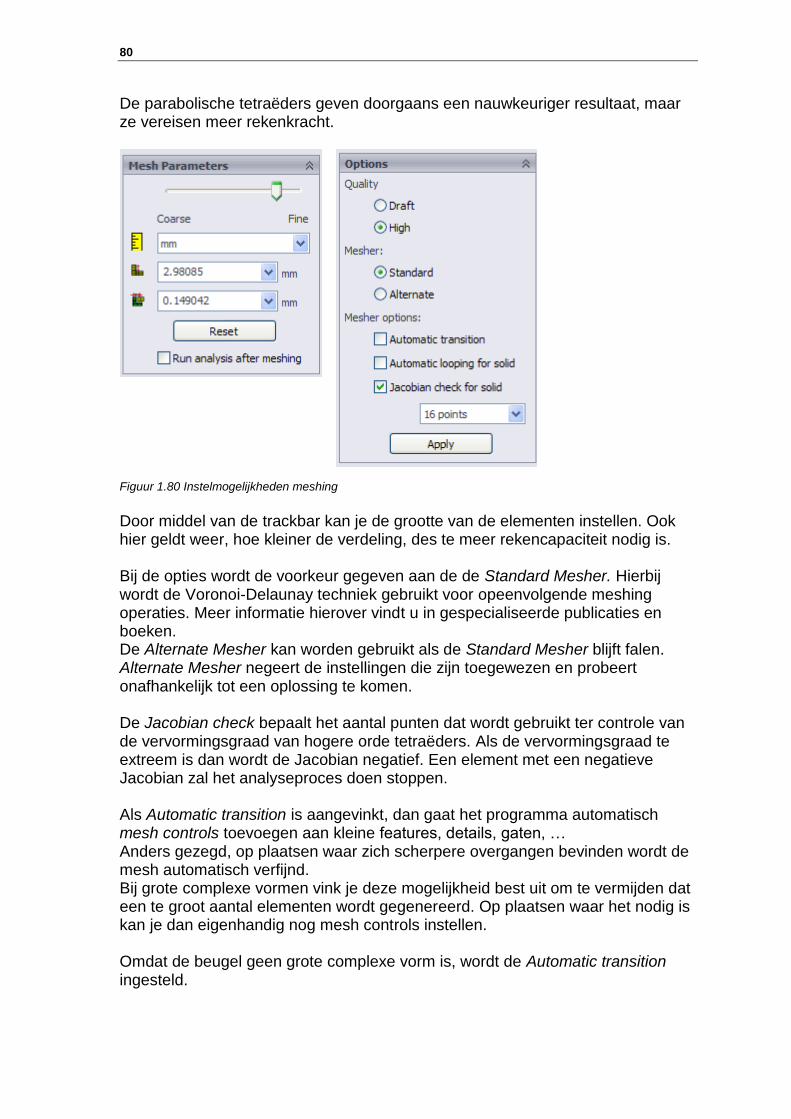
80
De parabolische tetraëders geven doorgaans een nauwkeuriger resultaat, maar ze vereisen meer rekenkracht.
Figuur 1.80 Instelmogelijkheden meshing
Door middel van de trackbar kan je de grootte van de elementen instellen. Ook hier geldt weer, hoe kleiner de verdeling, des te meer rekencapaciteit nodig is. Bij de opties wordt de voorkeur gegeven aan de de Standard Mesher. Hierbij wordt de Voronoi-Delaunay techniek gebruikt voor opeenvolgende meshing operaties. Meer informatie hierover vindt u in gespecialiseerde publicaties en boeken. De Alternate Mesher kan worden gebruikt als de Standard Mesher blijft falen. Alternate Mesher negeert de instellingen die zijn toegewezen en probeert onafhankelijk tot een oplossing te komen. De Jacobian check bepaalt het aantal punten dat wordt gebruikt ter controle van de vervormingsgraad van hogere orde tetraëders. Als de vervormingsgraad te extreem is dan wordt de Jacobian negatief. Een element met een negatieve Jacobian zal het analyseproces doen stoppen. Als Automatic transition is aangevinkt, dan gaat het programma automatisch mesh controls toevoegen aan kleine features, details, gaten, … Anders gezegd, op plaatsen waar zich scherpere overgangen bevinden wordt de mesh automatisch verfijnd. Bij grote complexe vormen vink je deze mogelijkheid best uit om te vermijden dat een te groot aantal elementen wordt gegenereerd. Op plaatsen waar het nodig is kan je dan eigenhandig nog mesh controls instellen. Omdat de beugel geen grote complexe vorm is, wordt de Automatic transition ingesteld.
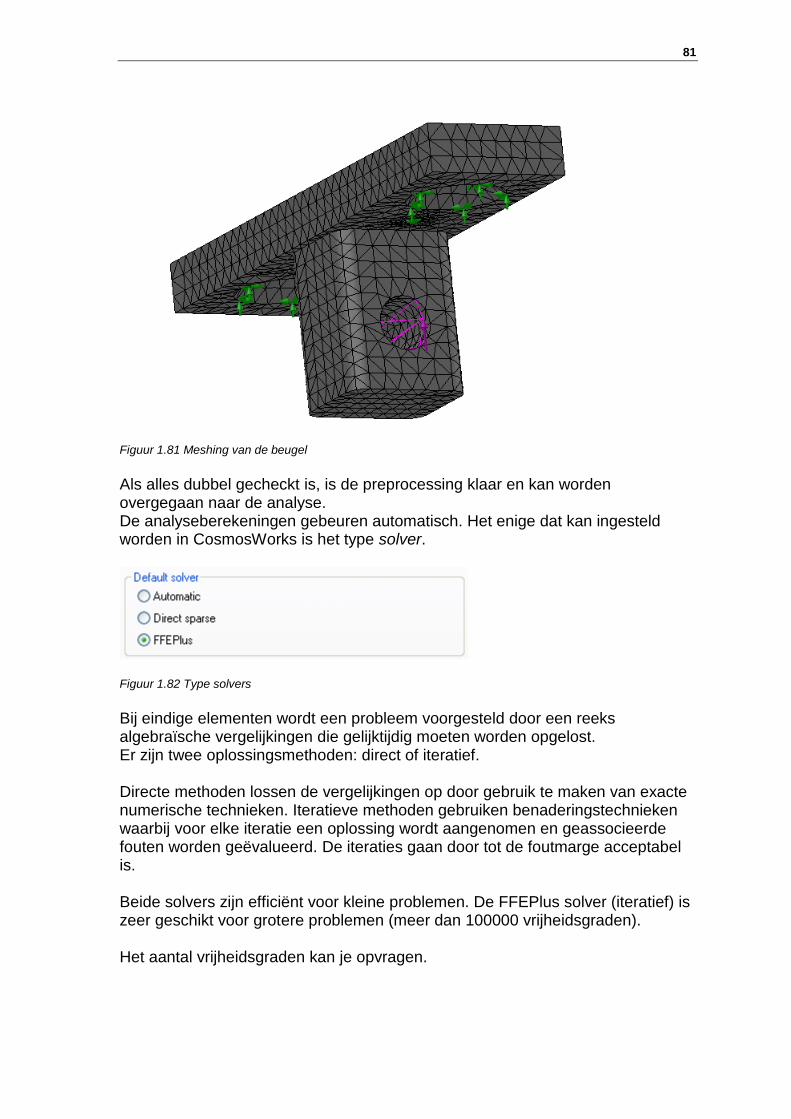
81
Figuur 1.81 Meshing van de beugel
Als alles dubbel gecheckt is, is de preprocessing klaar en kan worden overgegaan naar de analyse. De analyseberekeningen gebeuren automatisch. Het enige dat kan ingesteld worden in CosmosWorks is het type solver.
Figuur 1.82 Type solvers
Bij eindige elementen wordt een probleem voorgesteld door een reeks algebraïsche vergelijkingen die gelijktijdig moeten worden opgelost. Er zijn twee oplossingsmethoden: direct of iteratief. Directe methoden lossen de vergelijkingen op door gebruik te maken van exacte numerische technieken. Iteratieve methoden gebruiken benaderingstechnieken waarbij voor elke iteratie een oplossing wordt aangenomen en geassocieerde fouten worden geëvalueerd. De iteraties gaan door tot de foutmarge acceptabel is. Beide solvers zijn efficiënt voor kleine problemen. De FFEPlus solver (iteratief) is zeer geschikt voor grotere problemen (meer dan 100000 vrijheidsgraden). Het aantal vrijheidsgraden kan je opvragen.
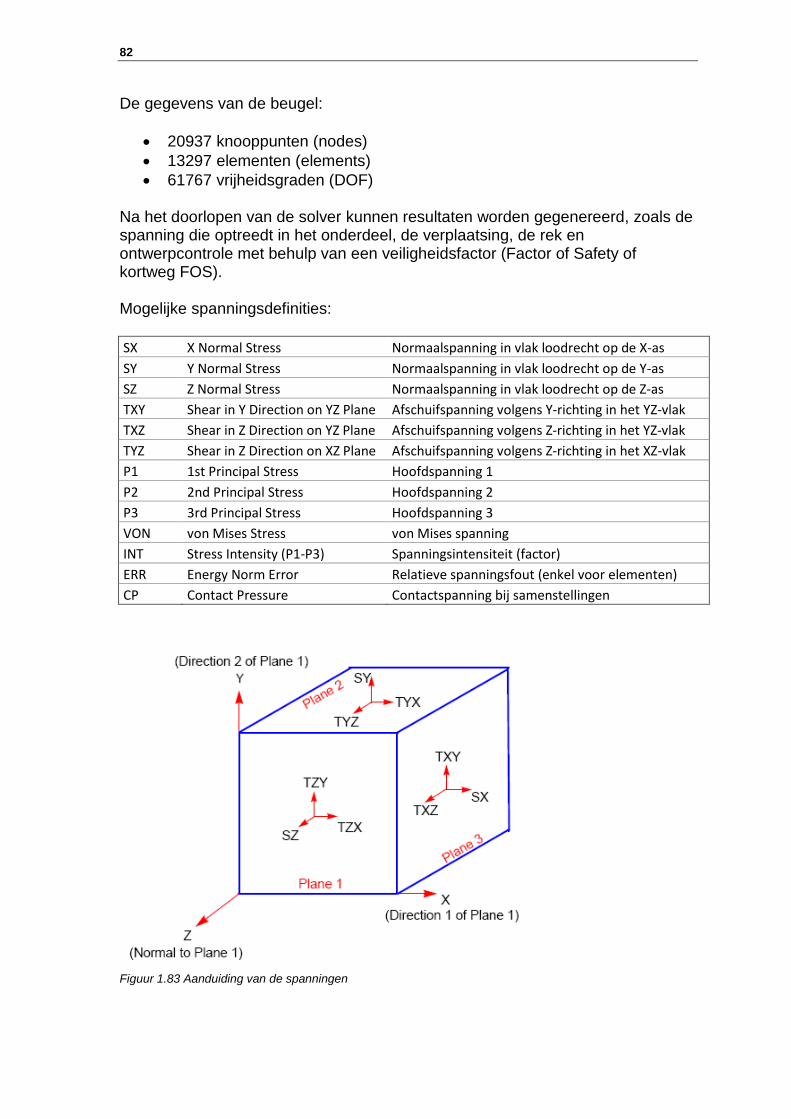
82
De gegevens van de beugel:
20937 knooppunten (nodes)
13297 elementen (elements)
61767 vrijheidsgraden (DOF) Na het doorlopen van de solver kunnen resultaten worden gegenereerd, zoals de spanning die optreedt in het onderdeel, de verplaatsing, de rek en ontwerpcontrole met behulp van een veiligheidsfactor (Factor of Safety of kortweg FOS). Mogelijke spanningsdefinities:
SX X Normal Stress Normaalspanning in vlak loodrecht op de X-as
SY Y Normal Stress Normaalspanning in vlak loodrecht op de Y-as
SZ Z Normal Stress Normaalspanning in vlak loodrecht op de Z-as
TXY Shear in Y Direction on YZ Plane Afschuifspanning volgens Y-richting in het YZ-vlak
TXZ Shear in Z Direction on YZ Plane Afschuifspanning volgens Z-richting in het YZ-vlak
TYZ Shear in Z Direction on XZ Plane Afschuifspanning volgens Z-richting in het XZ-vlak
P1 1st Principal Stress Hoofdspanning 1
P2 2nd Principal Stress Hoofdspanning 2
P3 3rd Principal Stress Hoofdspanning 3
VON von Mises Stress von Mises spanning
INT Stress Intensity (P1-P3) Spanningsintensiteit (factor)
ERR Energy Norm Error Relatieve spanningsfout (enkel voor elementen)
CP Contact Pressure Contactspanning bij samenstellingen
Figuur 1.83 Aanduiding van de spanningen
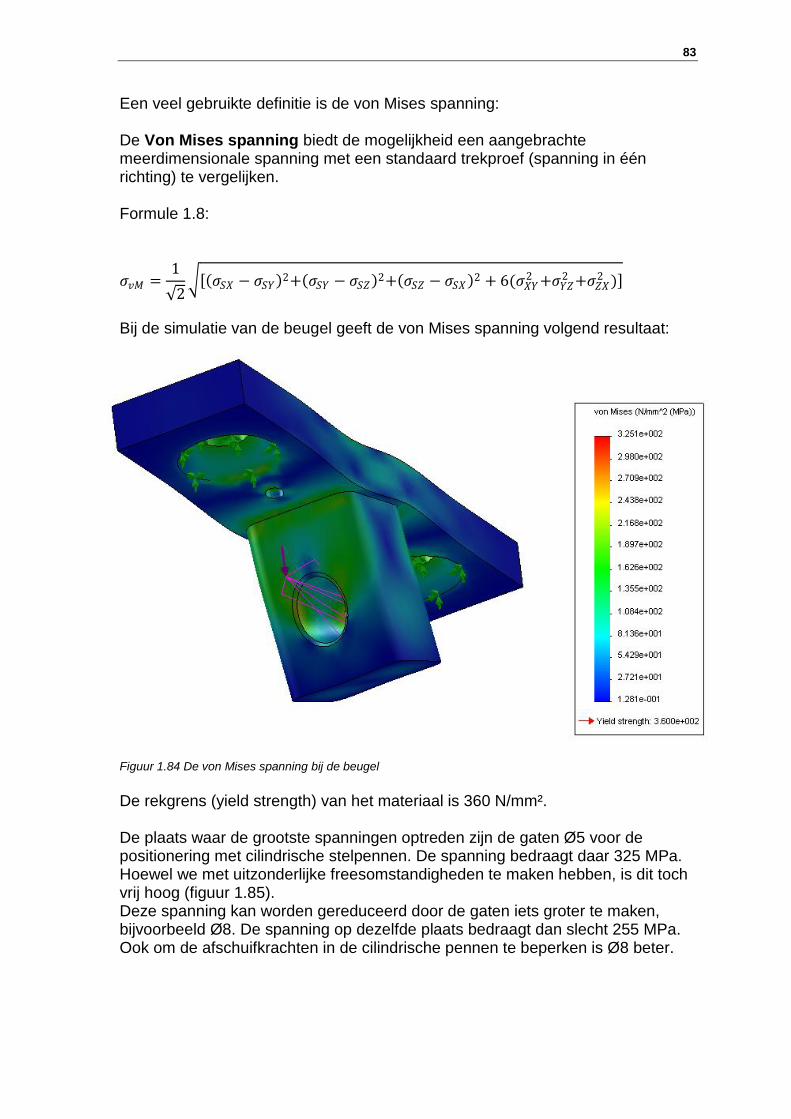
83
Een veel gebruikte definitie is de von Mises spanning: De Von Mises spanning biedt de mogelijkheid een aangebrachte meerdimensionale spanning met een standaard trekproef (spanning in één richting) te vergelijken. Formule 1.8:
𝜎𝑣𝑀 =1
2 𝜎𝑆𝑋 − 𝜎𝑆𝑌 2+ 𝜎𝑆𝑌 − 𝜎𝑆𝑍 2+ 𝜎𝑆𝑍 − 𝜎𝑆𝑋 2 + 6(𝜎𝑋𝑌
2 +𝜎𝑌𝑍2 +𝜎𝑍𝑋
2 )
Bij de simulatie van de beugel geeft de von Mises spanning volgend resultaat:
Figuur 1.84 De von Mises spanning bij de beugel
De rekgrens (yield strength) van het materiaal is 360 N/mm². De plaats waar de grootste spanningen optreden zijn de gaten Ø5 voor de positionering met cilindrische stelpennen. De spanning bedraagt daar 325 MPa. Hoewel we met uitzonderlijke freesomstandigheden te maken hebben, is dit toch vrij hoog (figuur 1.85). Deze spanning kan worden gereduceerd door de gaten iets groter te maken, bijvoorbeeld Ø8. De spanning op dezelfde plaats bedraagt dan slecht 255 MPa. Ook om de afschuifkrachten in de cilindrische pennen te beperken is Ø8 beter.
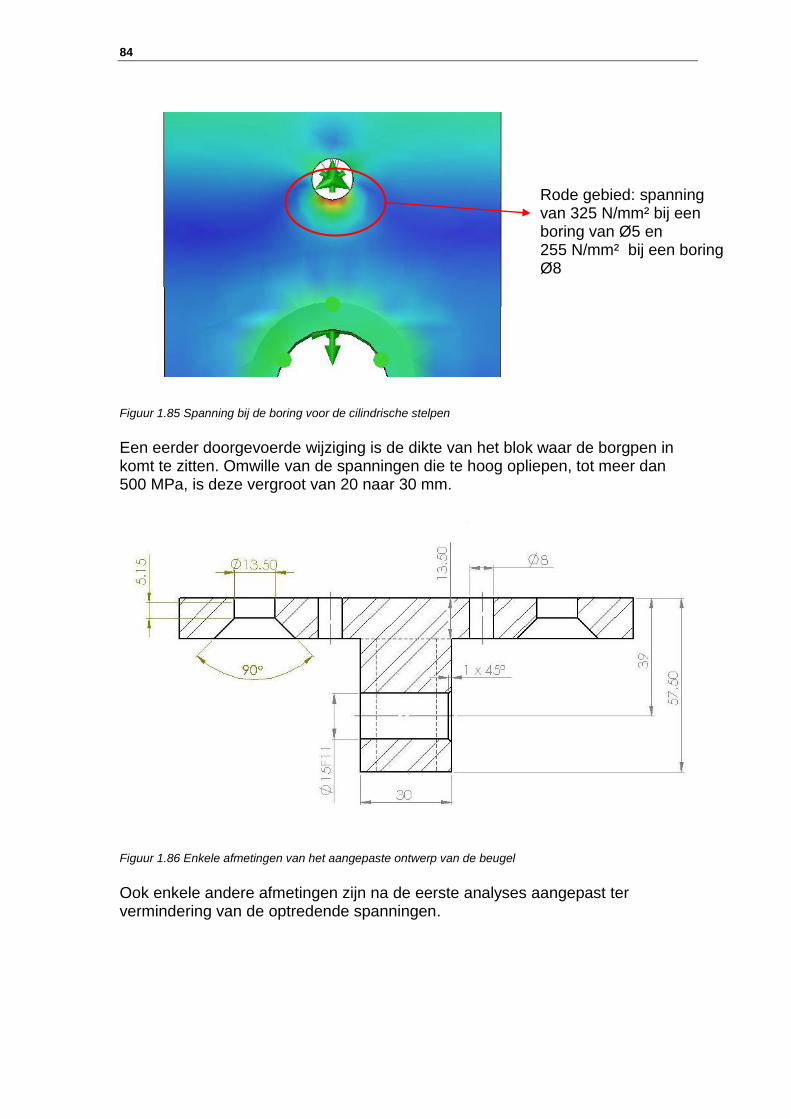
84
Figuur 1.85 Spanning bij de boring voor de cilindrische stelpen
Een eerder doorgevoerde wijziging is de dikte van het blok waar de borgpen in komt te zitten. Omwille van de spanningen die te hoog opliepen, tot meer dan 500 MPa, is deze vergroot van 20 naar 30 mm.
Figuur 1.86 Enkele afmetingen van het aangepaste ontwerp van de beugel
Ook enkele andere afmetingen zijn na de eerste analyses aangepast ter vermindering van de optredende spanningen.
Rode gebied: spanning van 325 N/mm² bij een boring van Ø5 en 255 N/mm² bij een boring Ø8
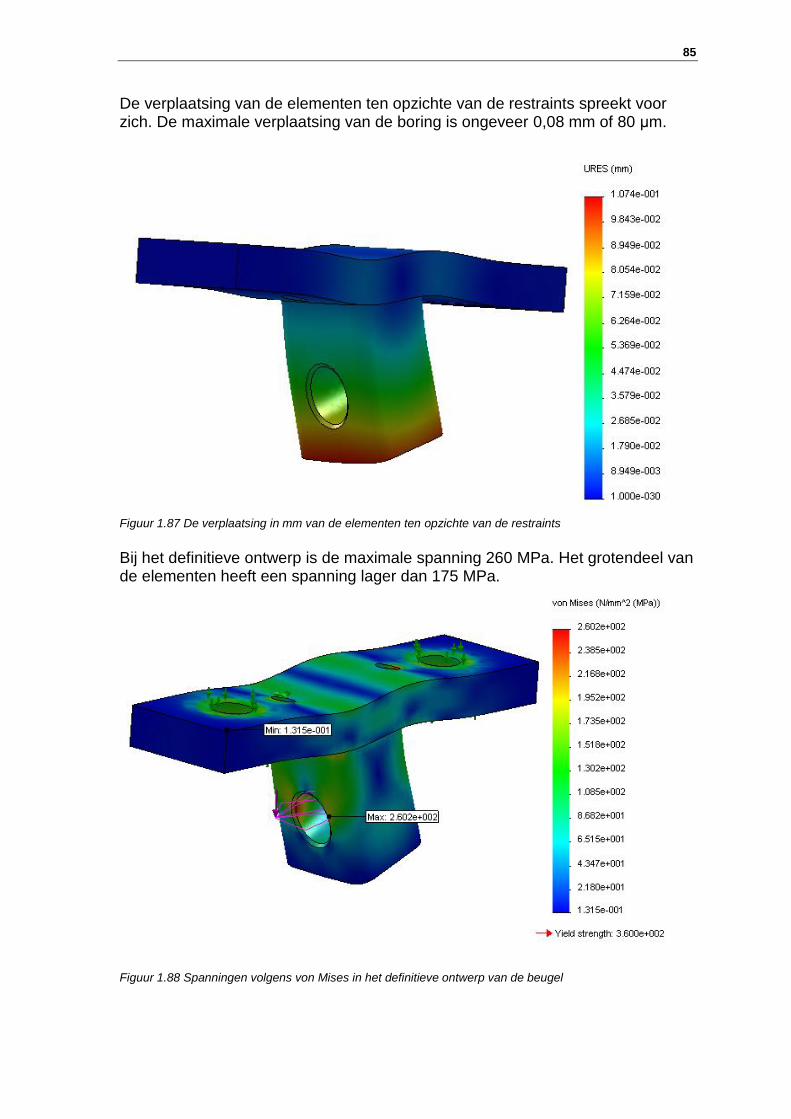
85
De verplaatsing van de elementen ten opzichte van de restraints spreekt voor zich. De maximale verplaatsing van de boring is ongeveer 0,08 mm of 80 μm.
Figuur 1.87 De verplaatsing in mm van de elementen ten opzichte van de restraints
Bij het definitieve ontwerp is de maximale spanning 260 MPa. Het grotendeel van de elementen heeft een spanning lager dan 175 MPa.
Figuur 1.88 Spanningen volgens von Mises in het definitieve ontwerp van de beugel
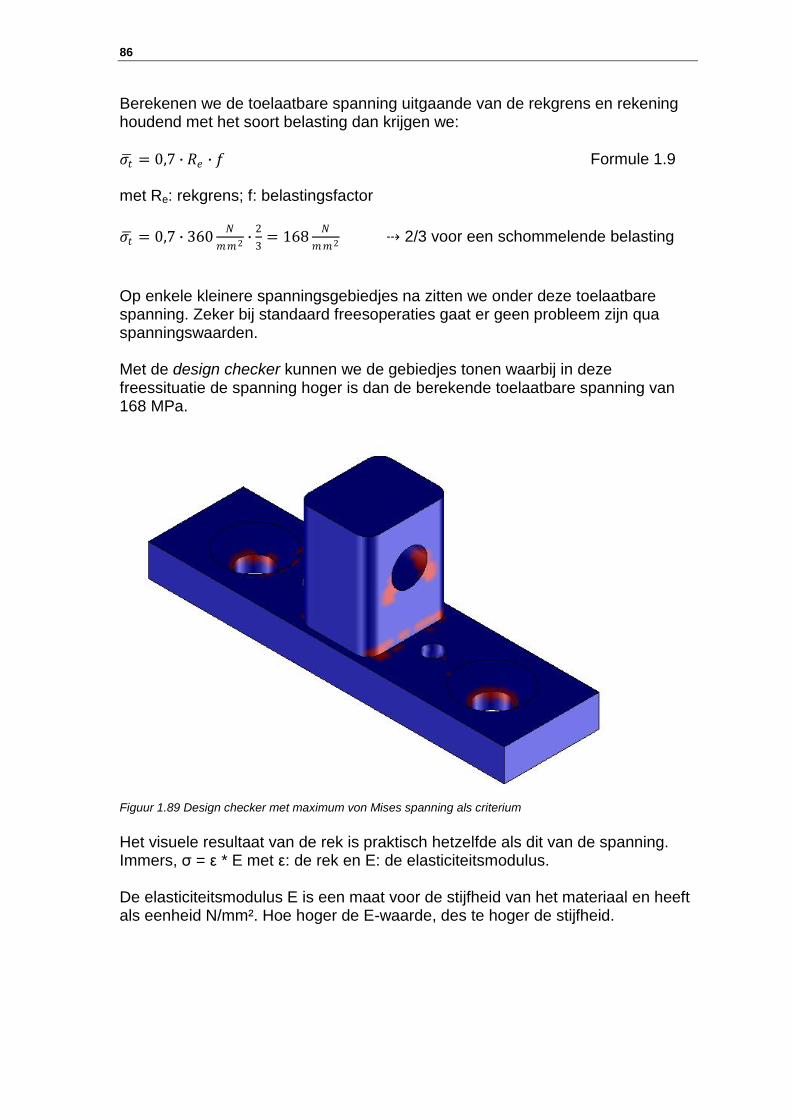
86
Berekenen we de toelaatbare spanning uitgaande van de rekgrens en rekening houdend met het soort belasting dan krijgen we:
𝜎𝑡 = 0,7 ∙ 𝑅𝑒 ∙ 𝑓 Formule 1.9 met Re: rekgrens; f: belastingsfactor
𝜎𝑡 = 0,7 ∙ 360𝑁
𝑚𝑚2∙
2
3= 168
𝑁
𝑚𝑚2 ⤏ 2/3 voor een schommelende belasting
Op enkele kleinere spanningsgebiedjes na zitten we onder deze toelaatbare spanning. Zeker bij standaard freesoperaties gaat er geen probleem zijn qua spanningswaarden. Met de design checker kunnen we de gebiedjes tonen waarbij in deze freessituatie de spanning hoger is dan de berekende toelaatbare spanning van 168 MPa.
Figuur 1.89 Design checker met maximum von Mises spanning als criterium
Het visuele resultaat van de rek is praktisch hetzelfde als dit van de spanning. Immers, σ = ε * E met ε: de rek en E: de elasticiteitsmodulus. De elasticiteitsmodulus E is een maat voor de stijfheid van het materiaal en heeft als eenheid N/mm². Hoe hoger de E-waarde, des te hoger de stijfheid.
87
De definitie die bij deze controle werd gebruikt, is de equivalente rek (ESTRN), en wordt als volgt berekend:
𝐸𝑆𝑇𝑅𝑁 = 2 𝜀1 + 𝜀2
3
𝜀1 = 0,5 𝐸𝑃𝑆𝑋 −𝑚𝑒𝑎𝑛𝑠𝑡𝑟𝑎𝑖𝑛 ² + 𝐸𝑃𝑆𝑌 −𝑚𝑒𝑎𝑛𝑠𝑡𝑟𝑎𝑖𝑛 ²+ 𝐸𝑃𝑆𝑍 −𝑚𝑒𝑎𝑛𝑠𝑡𝑟𝑎𝑖𝑛 ²
𝜀2 = 0,25 𝐺𝑀𝑋𝑌² + 𝐺𝑀𝑋𝑍² + 𝐺𝑀𝑌𝑍²
𝑚𝑒𝑎𝑛𝑠𝑡𝑟𝑎𝑖𝑛 =(𝐸𝑃𝑆𝑋 + 𝐸𝑃𝑆𝑌 + 𝐸𝑃𝑆𝑍)
3
waarbij: EPSX = normale rek volgens de X-as EPSY = normale rek volgens de Y-as EPSZ = normale rek volgens de Z-as GMXY = glijdingshoek in het XY-vlak GMXZ = glijdingshoek in het XZ-vlak GMYZ = glijdingshoek in het YZ-vlak De maximale equivalente rek bedraagt 0,1 %. De maximale normale rekken volgens de verschillende assen liggen ruim onder de toegelaten 0,2 %. De conclusie is dat we de beugel voldoet aan de gestelde eisen. Het volledige rapport kan u bekijken op bijgevoegde cd-rom. Er zijn nog 3 andere studies gemaakt van de beugel telkens met iets andere randvoorwaarden. Ook deze resultaten waren bevredigend. Handmatige controleberekening: Om de grootteorde van de bekomen resultaten te checken, worden een aantal vereenvoudigde handmatige controleberekeningen gemaakt. Het vlak waarmee de beugel tegen de opspanplaat of machineklem is bevestigd beschouwen we als zijnde ingeklemd. We kunnen de vereenvoudigde situatie die is voorgesteld in figuur 1.90 beschouwen als een geval van zuivere buiging.
Formule 1.10
Formule 1.11
Formule 1.12
Formule 1.13
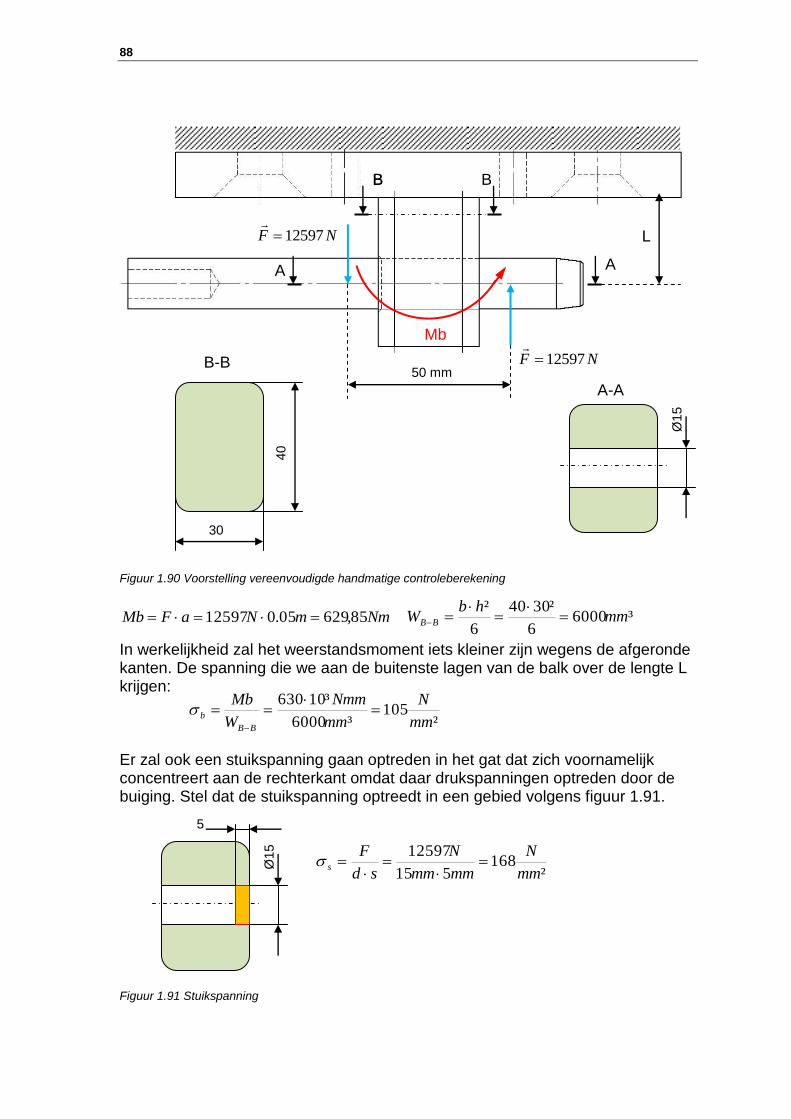
88
NmmNaFMb 85,62905.012597 ³60006
²3040
6
²mm
hbW BB
²105
³6000
³10630
mm
N
mm
Nmm
W
Mb
BB
b
²168
515
12597
mm
N
mmmm
N
sd
Fs
Figuur 1.90 Voorstelling vereenvoudigde handmatige controleberekening
In werkelijkheid zal het weerstandsmoment iets kleiner zijn wegens de afgeronde kanten. De spanning die we aan de buitenste lagen van de balk over de lengte L krijgen: Er zal ook een stuikspanning gaan optreden in het gat dat zich voornamelijk concentreert aan de rechterkant omdat daar drukspanningen optreden door de buiging. Stel dat de stuikspanning optreedt in een gebied volgens figuur 1.91. Figuur 1.91 Stuikspanning
A-A
B-B
30
40
Ø15
NF 12597
NF 12597
50 mm
A A
B B B
L
Mb
Ø15
5
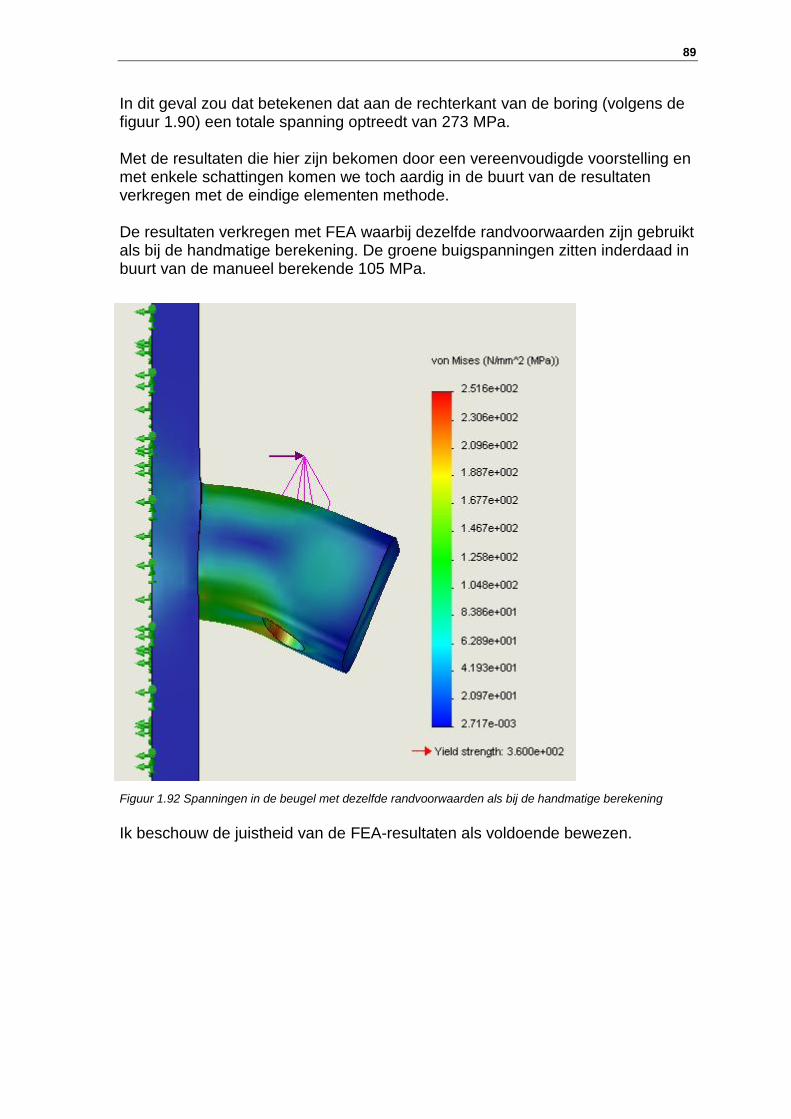
89
In dit geval zou dat betekenen dat aan de rechterkant van de boring (volgens de figuur 1.90) een totale spanning optreedt van 273 MPa. Met de resultaten die hier zijn bekomen door een vereenvoudigde voorstelling en met enkele schattingen komen we toch aardig in de buurt van de resultaten verkregen met de eindige elementen methode. De resultaten verkregen met FEA waarbij dezelfde randvoorwaarden zijn gebruikt als bij de handmatige berekening. De groene buigspanningen zitten inderdaad in buurt van de manueel berekende 105 MPa.
Figuur 1.92 Spanningen in de beugel met dezelfde randvoorwaarden als bij de handmatige berekening
Ik beschouw de juistheid van de FEA-resultaten als voldoende bewezen.
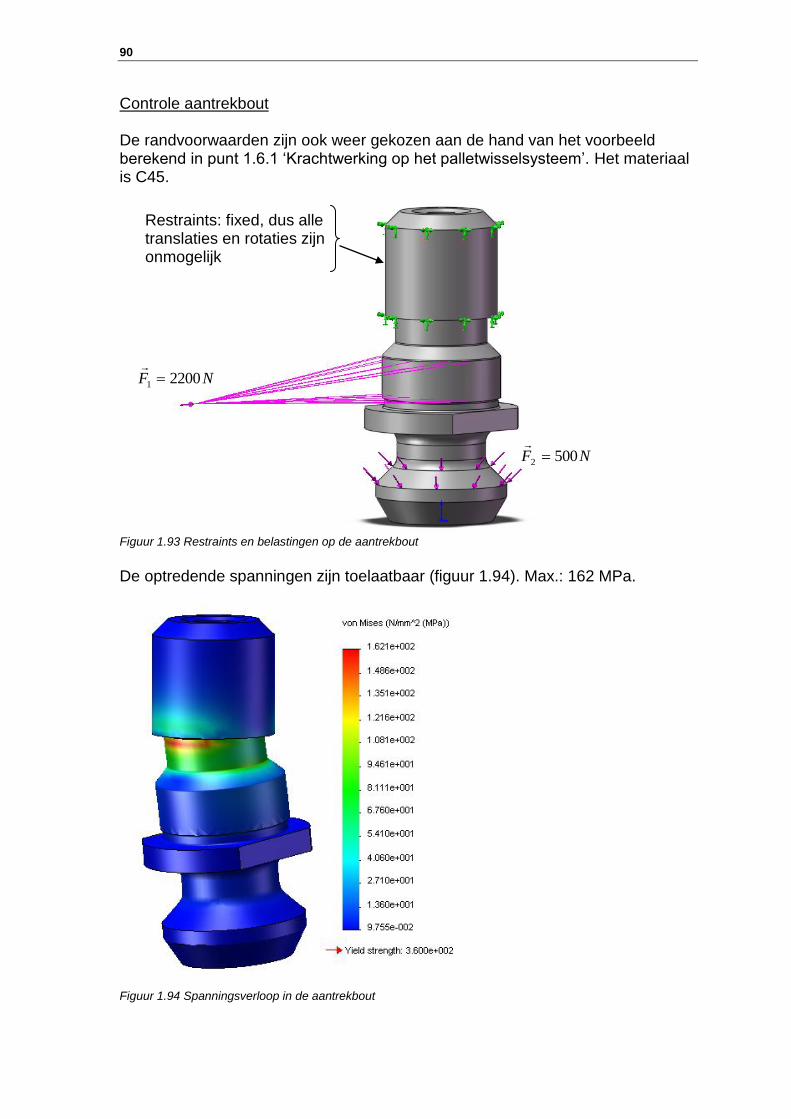
90
Controle aantrekbout De randvoorwaarden zijn ook weer gekozen aan de hand van het voorbeeld berekend in punt 1.6.1 „Krachtwerking op het palletwisselsysteem‟. Het materiaal is C45. Figuur 1.93 Restraints en belastingen op de aantrekbout
De optredende spanningen zijn toelaatbaar (figuur 1.94). Max.: 162 MPa.
Figuur 1.94 Spanningsverloop in de aantrekbout
NF 22001
NF 5002
Restraints: fixed, dus alle translaties en rotaties zijn onmogelijk
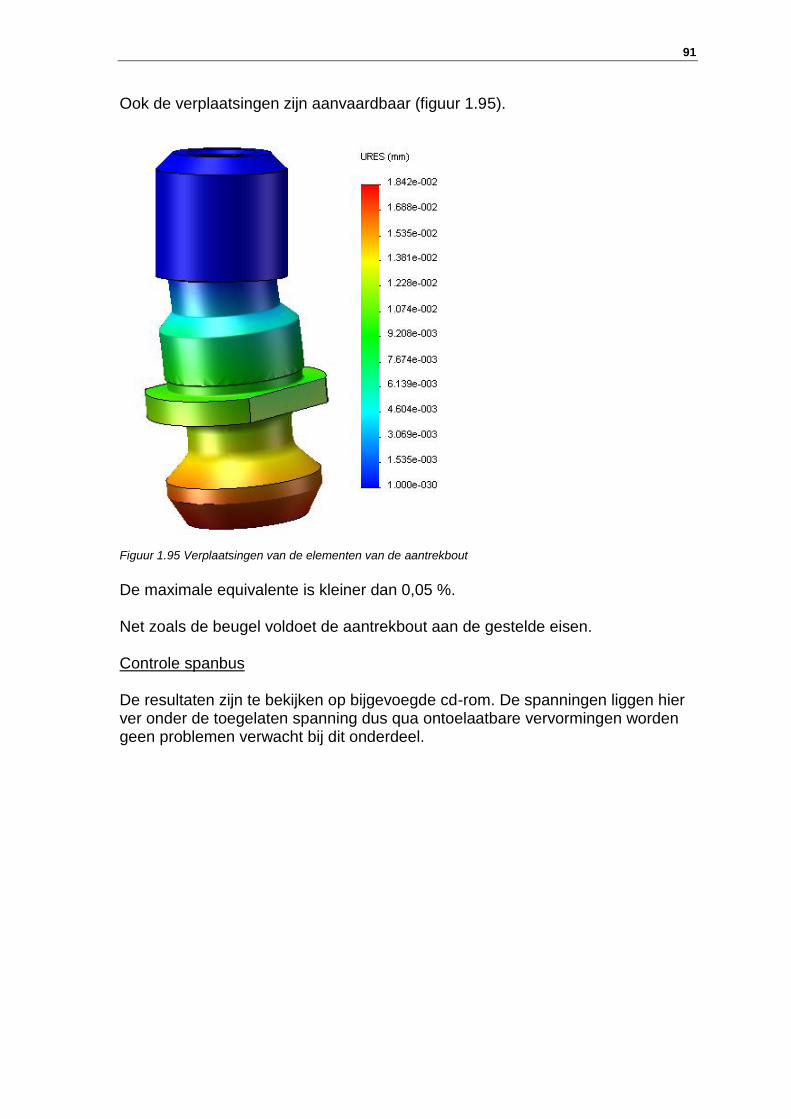
91
Ook de verplaatsingen zijn aanvaardbaar (figuur 1.95).
Figuur 1.95 Verplaatsingen van de elementen van de aantrekbout
De maximale equivalente is kleiner dan 0,05 %. Net zoals de beugel voldoet de aantrekbout aan de gestelde eisen. Controle spanbus De resultaten zijn te bekijken op bijgevoegde cd-rom. De spanningen liggen hier ver onder de toegelaten spanning dus qua ontoelaatbare vervormingen worden geen problemen verwacht bij dit onderdeel.
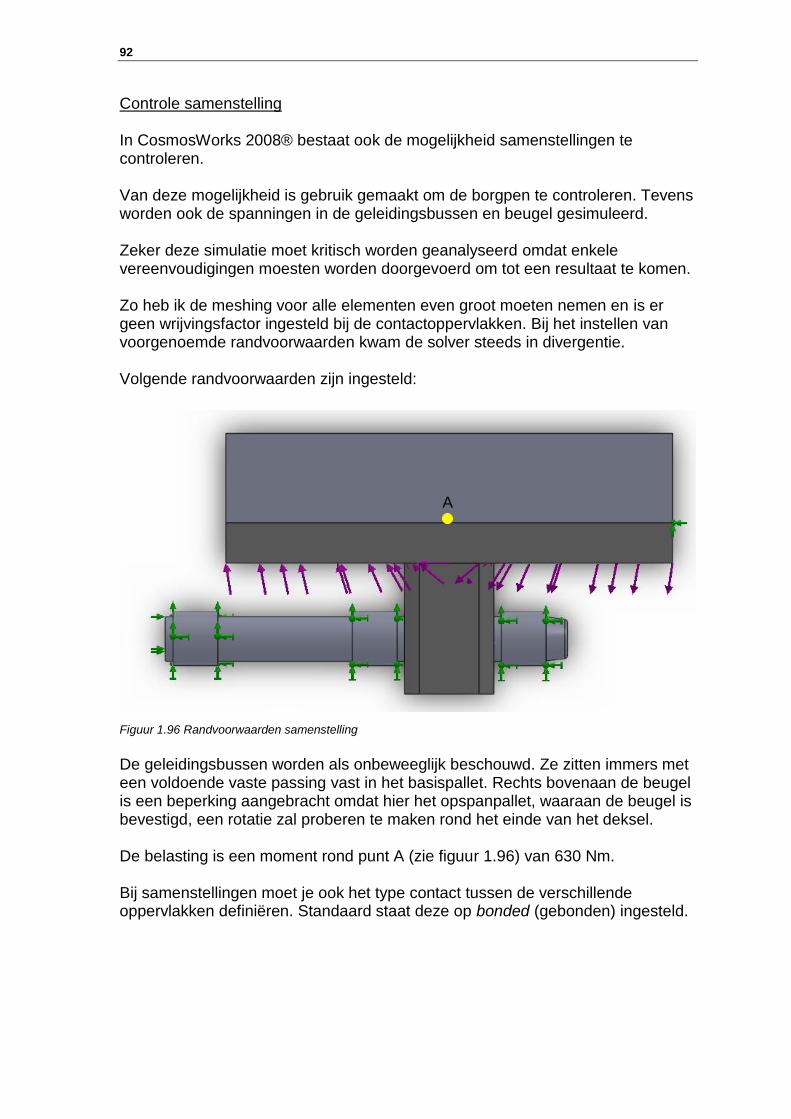
92
Controle samenstelling In CosmosWorks 2008® bestaat ook de mogelijkheid samenstellingen te controleren. Van deze mogelijkheid is gebruik gemaakt om de borgpen te controleren. Tevens worden ook de spanningen in de geleidingsbussen en beugel gesimuleerd. Zeker deze simulatie moet kritisch worden geanalyseerd omdat enkele vereenvoudigingen moesten worden doorgevoerd om tot een resultaat te komen. Zo heb ik de meshing voor alle elementen even groot moeten nemen en is er geen wrijvingsfactor ingesteld bij de contactoppervlakken. Bij het instellen van voorgenoemde randvoorwaarden kwam de solver steeds in divergentie. Volgende randvoorwaarden zijn ingesteld:
Figuur 1.96 Randvoorwaarden samenstelling
De geleidingsbussen worden als onbeweeglijk beschouwd. Ze zitten immers met een voldoende vaste passing vast in het basispallet. Rechts bovenaan de beugel is een beperking aangebracht omdat hier het opspanpallet, waaraan de beugel is bevestigd, een rotatie zal proberen te maken rond het einde van het deksel. De belasting is een moment rond punt A (zie figuur 1.96) van 630 Nm. Bij samenstellingen moet je ook het type contact tussen de verschillende oppervlakken definiëren. Standaard staat deze op bonded (gebonden) ingesteld.
A
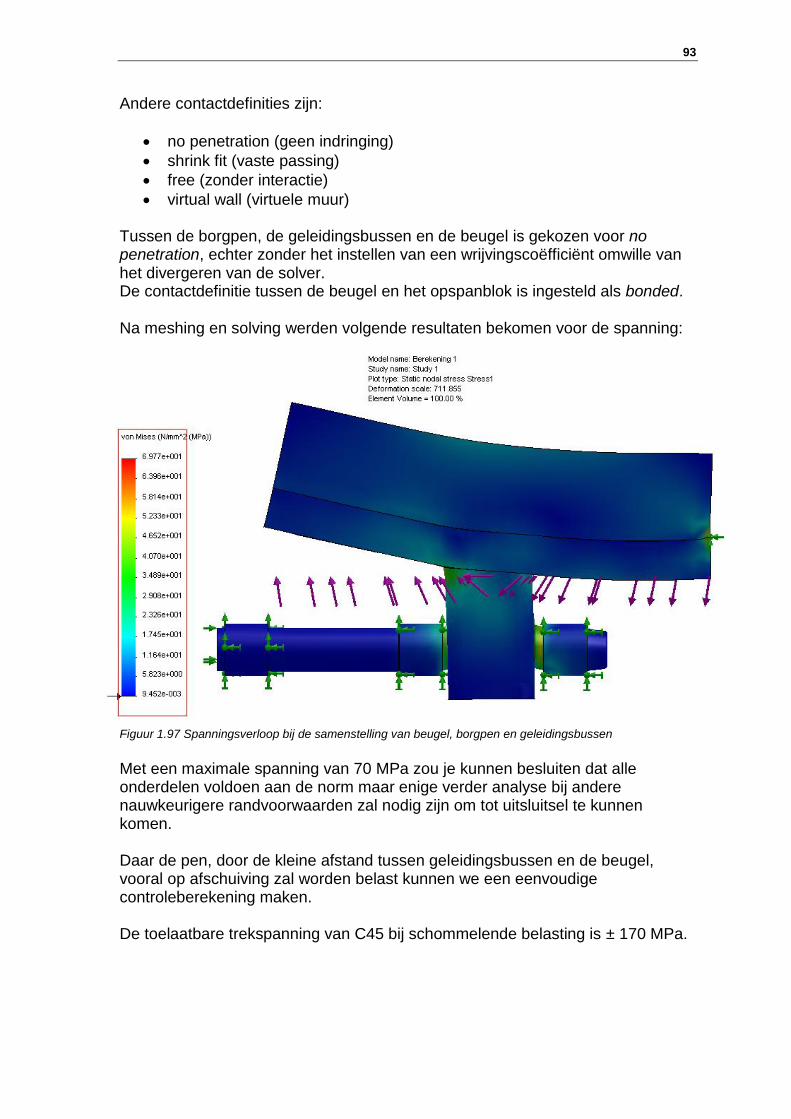
93
Andere contactdefinities zijn:
no penetration (geen indringing)
shrink fit (vaste passing)
free (zonder interactie)
virtual wall (virtuele muur) Tussen de borgpen, de geleidingsbussen en de beugel is gekozen voor no penetration, echter zonder het instellen van een wrijvingscoëfficiënt omwille van het divergeren van de solver. De contactdefinitie tussen de beugel en het opspanblok is ingesteld als bonded. Na meshing en solving werden volgende resultaten bekomen voor de spanning:
Figuur 1.97 Spanningsverloop bij de samenstelling van beugel, borgpen en geleidingsbussen
Met een maximale spanning van 70 MPa zou je kunnen besluiten dat alle onderdelen voldoen aan de norm maar enige verder analyse bij andere nauwkeurigere randvoorwaarden zal nodig zijn om tot uitsluitsel te kunnen komen. Daar de pen, door de kleine afstand tussen geleidingsbussen en de beugel, vooral op afschuiving zal worden belast kunnen we een eenvoudige controleberekening maken. De toelaatbare trekspanning van C45 bij schommelende belasting is ± 170 MPa.
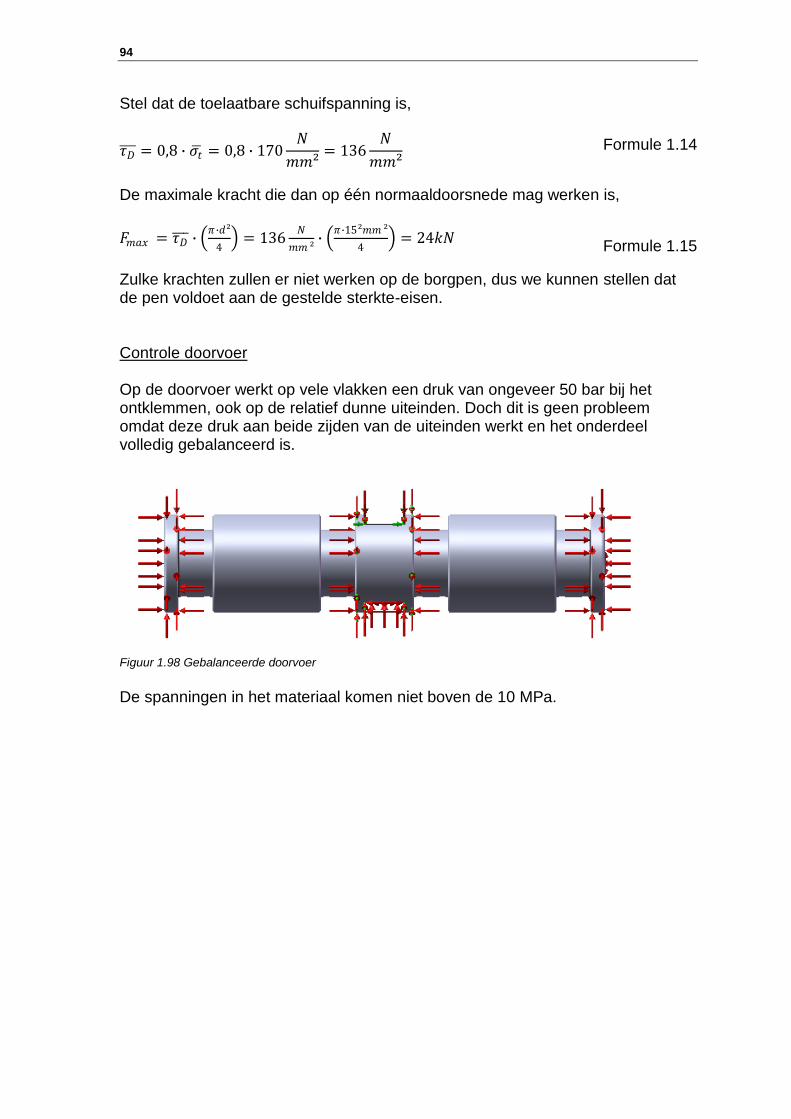
94
Stel dat de toelaatbare schuifspanning is,
𝜏𝐷 = 0,8 ∙ 𝜎𝑡 = 0,8 ∙ 170𝑁
𝑚𝑚²= 136
𝑁
𝑚𝑚²
De maximale kracht die dan op één normaaldoorsnede mag werken is,
𝐹𝑚𝑎𝑥 = 𝜏𝐷 ∙ 𝜋∙𝑑²
4 = 136
𝑁
𝑚𝑚 ²∙
𝜋∙15²𝑚𝑚 ²
4 = 24𝑘𝑁
Zulke krachten zullen er niet werken op de borgpen, dus we kunnen stellen dat de pen voldoet aan de gestelde sterkte-eisen. Controle doorvoer Op de doorvoer werkt op vele vlakken een druk van ongeveer 50 bar bij het ontklemmen, ook op de relatief dunne uiteinden. Doch dit is geen probleem omdat deze druk aan beide zijden van de uiteinden werkt en het onderdeel volledig gebalanceerd is.
Figuur 1.98 Gebalanceerde doorvoer
De spanningen in het materiaal komen niet boven de 10 MPa.
Formule 1.14
Formule 1.15
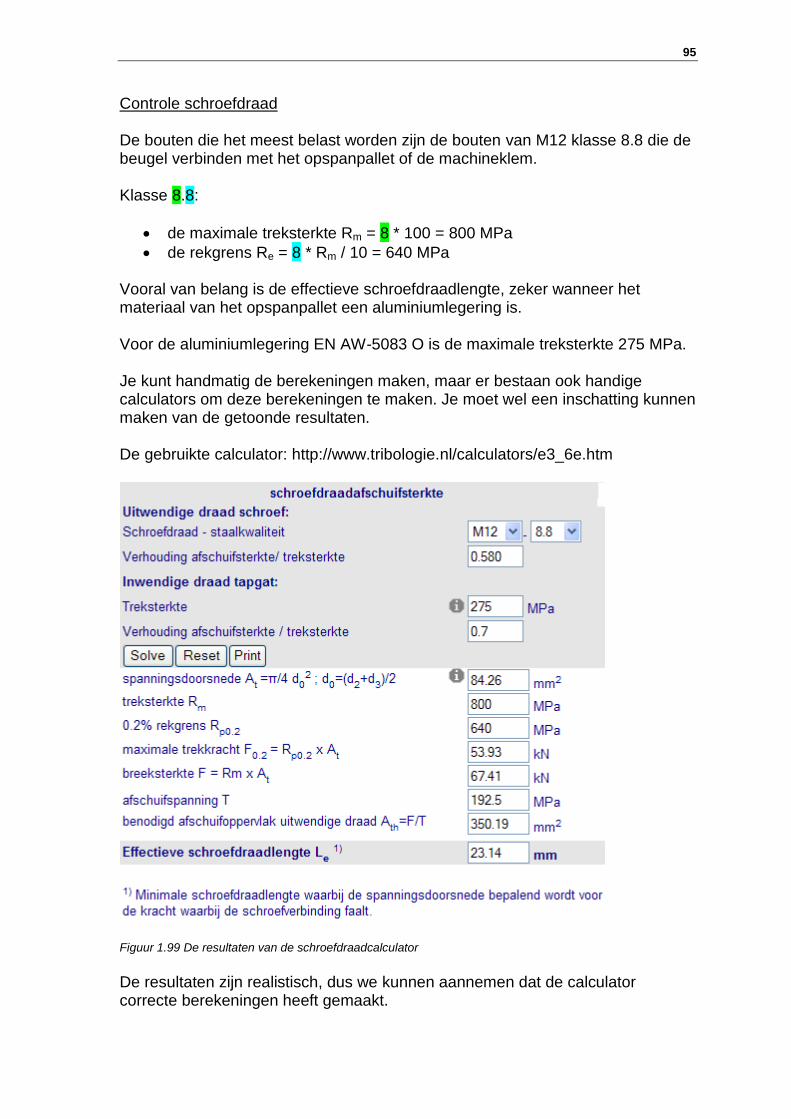
95
Controle schroefdraad De bouten die het meest belast worden zijn de bouten van M12 klasse 8.8 die de beugel verbinden met het opspanpallet of de machineklem. Klasse 8.8:
de maximale treksterkte Rm = 8 * 100 = 800 MPa
de rekgrens Re = 8 * Rm / 10 = 640 MPa Vooral van belang is de effectieve schroefdraadlengte, zeker wanneer het materiaal van het opspanpallet een aluminiumlegering is. Voor de aluminiumlegering EN AW-5083 O is de maximale treksterkte 275 MPa. Je kunt handmatig de berekeningen maken, maar er bestaan ook handige calculators om deze berekeningen te maken. Je moet wel een inschatting kunnen maken van de getoonde resultaten. De gebruikte calculator: http://www.tribologie.nl/calculators/e3_6e.htm
Figuur 1.99 De resultaten van de schroefdraadcalculator
De resultaten zijn realistisch, dus we kunnen aannemen dat de calculator correcte berekeningen heeft gemaakt.
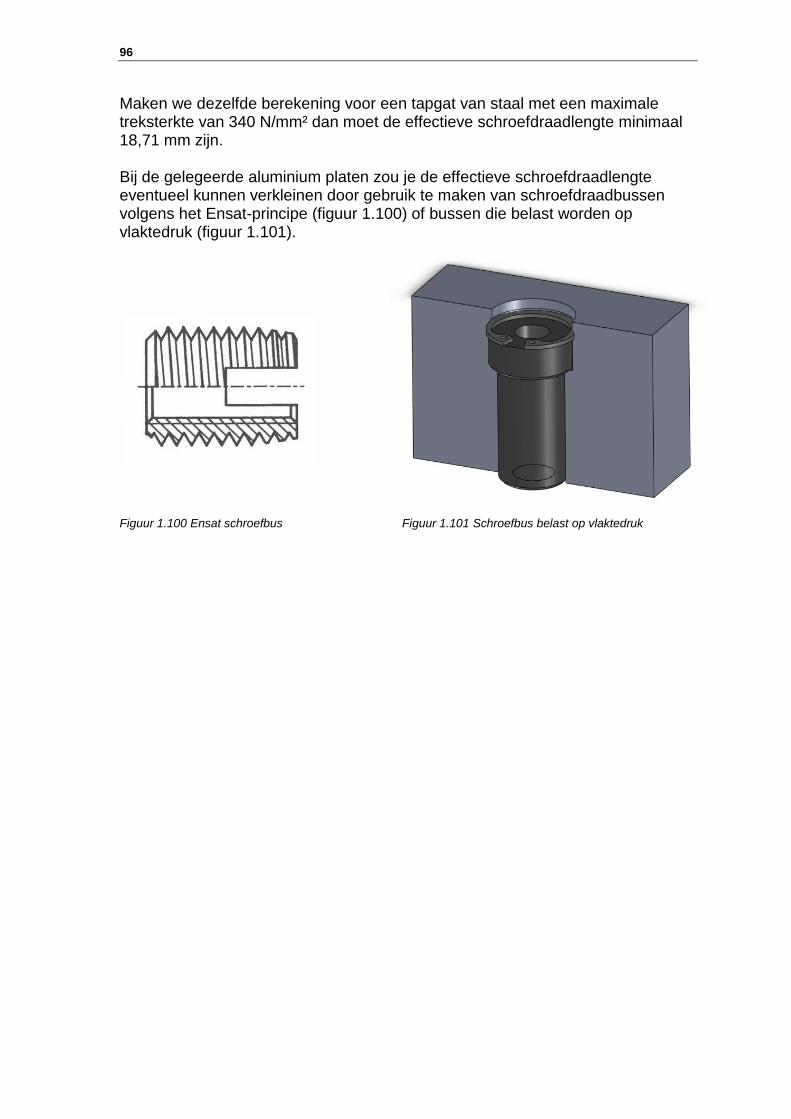
96
Maken we dezelfde berekening voor een tapgat van staal met een maximale treksterkte van 340 N/mm² dan moet de effectieve schroefdraadlengte minimaal 18,71 mm zijn. Bij de gelegeerde aluminium platen zou je de effectieve schroefdraadlengte eventueel kunnen verkleinen door gebruik te maken van schroefdraadbussen volgens het Ensat-principe (figuur 1.100) of bussen die belast worden op vlaktedruk (figuur 1.101).
Figuur 1.100 Ensat schroefbus Figuur 1.101 Schroefbus belast op vlaktedruk

97
1.6.3 Benodigde hydraulische druk en debiet voor het ontklemmen Hier is de beginparameter de veerkracht die de veer uitoefent als de klemmen geopend zijn omdat dan de veer het meest is ingedrukt. De gegevens van de twee veren per klemeenheid:
Figuur 1.102 Gegevens drukveer (bron: Alcomex)
Bij het ontklemmen heeft de veer een indrukking s = 15 mm. De drukkracht Fv die de veer ontwikkeld is dan:
𝐹𝑣 = 𝑐 ∙ 𝑠 = 24,03𝑁
𝑚𝑚∙ 15𝑚𝑚 = 360,45 𝑁
De cilindrische kamer heeft een diameter van 10 mm.
D (mm) 2,5
Dm (mm) 12,5
Lo (mm) 47,5
Ln (mm) 27,8
As (mm) 9,4
Bus (mm) 15,6
Fn (N) 476,78
c (N/mm) 24,03
Ø1
0
Figuur 1.103 Kamerdiameter hydraulische ontklemming
Formule 1.16

98
De oppervlakte Sk waarop de druk werkt:
𝑆𝑘 =𝜋 ∙ 𝑑2
4=
𝜋 ∙ 102
4= 78,55 𝑚𝑚²
In ideale omstandigheden zou de hydraulische olie een druk p moeten uitoefenen op deze oppervlakte Sk die even groot is als de veerdruk Fv, zodat:
𝑝 =𝐹𝑣𝑆𝑘
=360,45 𝑁
78,55 𝑚𝑚²= 4,6
𝑁
𝑚𝑚²= 4,6 𝑀𝑃𝑎 𝑜𝑓 46 𝑏𝑎𝑟
Het volumeverschil tussen klemmen en ontklemmen van één kamer is:
∆𝑉 = 𝑆𝑘 ∙ ∆𝑠 = 78,55 𝑚𝑚² ∙ 15 − 8 𝑚𝑚 = 550 𝑚𝑚³ = 0,55 𝑐𝑚³ Voor 2 kamers per klemeenheid en 6 klemeenheden is het totale volumeverschil:
∆𝑉𝑡𝑜𝑡 = 2 ∙ 6 ∙ 0,55 𝑐𝑚³ = 6,6 𝑐𝑚³ Als pompeenheid kan een lage druk handpomp worden gebruikt. Bijvoorbeeld de kleinste Enerpac handpomp type P-18 met volgende kenmerken:
bruikbare oliecapaciteit
maximum druk olievolume per slag
massa
cm³ bar cm³ kg
295 200 2,62 5
Deze pomp heeft een interne overdrukbeveiliging.
Figuur 1.104 Enkele uitvoeringen van lage druk handpompen
Een elektrisch aangedreven pomp behoort ook tot de mogelijkheden, maar dan kom je al gauw aan een behoorlijke meerkost. Moet je zeer intensief wisselen, dan kan zulke elektrisch aangedreven pomp echter rendabel zijn.
Formule 1.18
Formule 1.17
Formule 1.19
Formule 1.20

99
Een mogelijkheid zou een Bosch Rexroth Micro-unit (compact tandwielpompaggregaat) zijn met volgende kenmerken:
elektromotor 3 fase 380 VAC of 1 fase 230 VAC of 24 VDC vermogen van 0,37 tot 3 kW maximale druk tot 210 bar pomp opbrengst van 1,5 tot 9,2 l/min elektrisch daalventiel met drukcompensatie of een NG6 -ventiel of een P - T uitgang. kunststof tank 0,8 tot 7 liter vuldop met ontluchting tegen binnendringen stof zuigfilter ter bescherming pomp overdrukventiel volgens DIN norm
Figuur 1.105 Compacte elektrisch aangedreven pompaggregaten
De kleinste pomp voldoet hier ruimschoots aan de gestelde eisen.
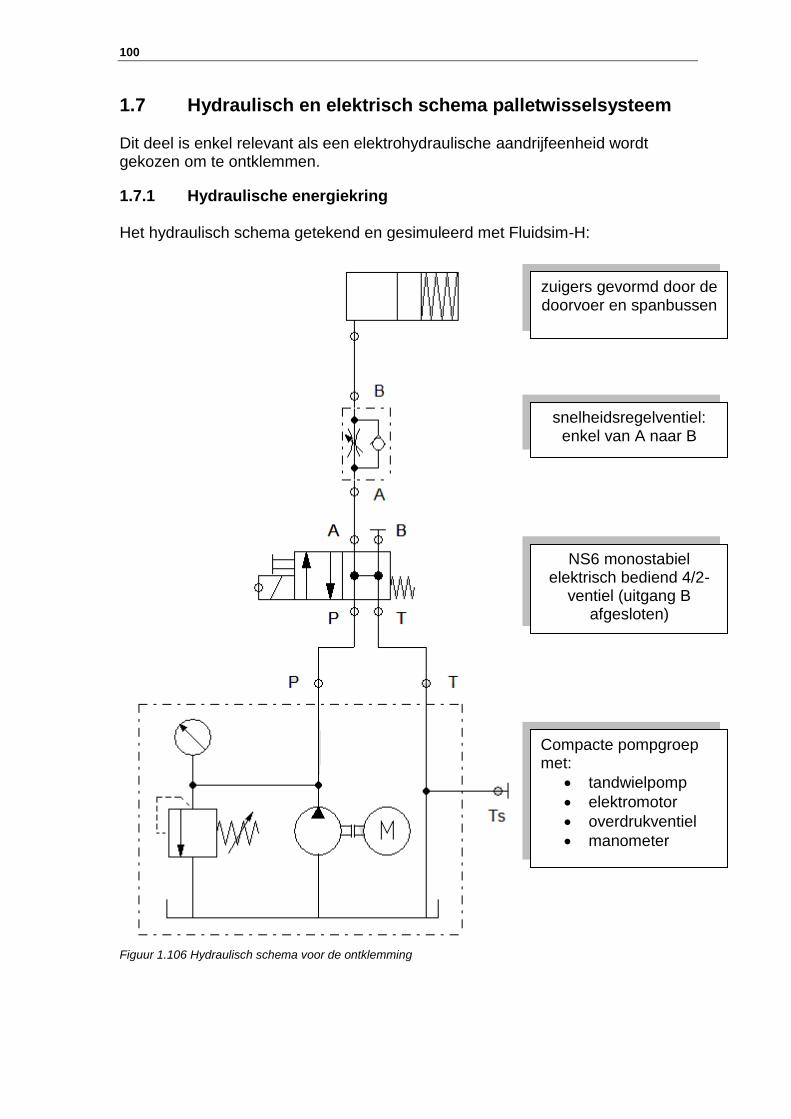
100
1.7 Hydraulisch en elektrisch schema palletwisselsysteem Dit deel is enkel relevant als een elektrohydraulische aandrijfeenheid wordt gekozen om te ontklemmen.
1.7.1 Hydraulische energiekring Het hydraulisch schema getekend en gesimuleerd met Fluidsim-H:
Figuur 1.106 Hydraulisch schema voor de ontklemming
Compacte pompgroep met:
tandwielpomp
elektromotor
overdrukventiel
manometer
NS6 monostabiel elektrisch bediend 4/2-
ventiel (uitgang B afgesloten)
snelheidsregelventiel: enkel van A naar B
zuigers gevormd door de doorvoer en spanbussen
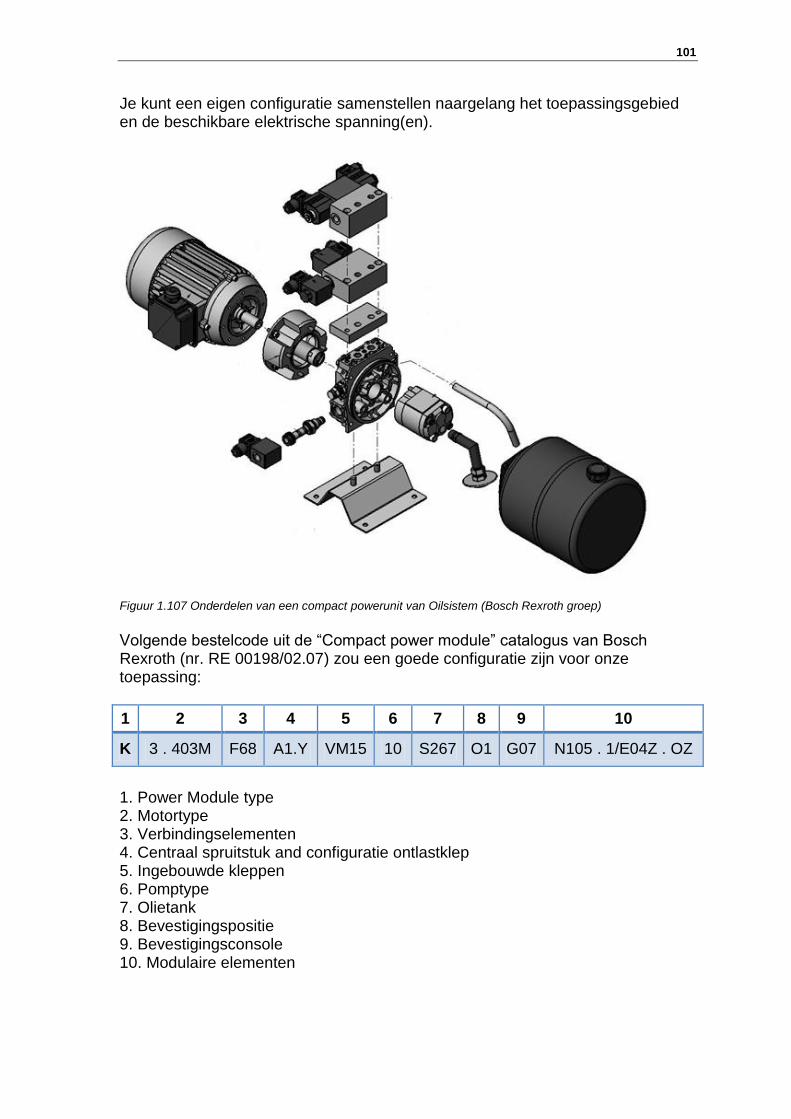
101
Je kunt een eigen configuratie samenstellen naargelang het toepassingsgebied en de beschikbare elektrische spanning(en).
Figuur 1.107 Onderdelen van een compact powerunit van Oilsistem (Bosch Rexroth groep)
Volgende bestelcode uit de “Compact power module” catalogus van Bosch Rexroth (nr. RE 00198/02.07) zou een goede configuratie zijn voor onze toepassing:
1 2 3 4 5 6 7 8 9 10
K 3 . 403M F68 A1.Y VM15 10 S267 O1 G07 N105 . 1/E04Z . OZ
1. Power Module type 2. Motortype 3. Verbindingselementen 4. Centraal spruitstuk and configuratie ontlastklep 5. Ingebouwde kleppen 6. Pomptype 7. Olietank 8. Bevestigingspositie 9. Bevestigingsconsole 10. Modulaire elementen
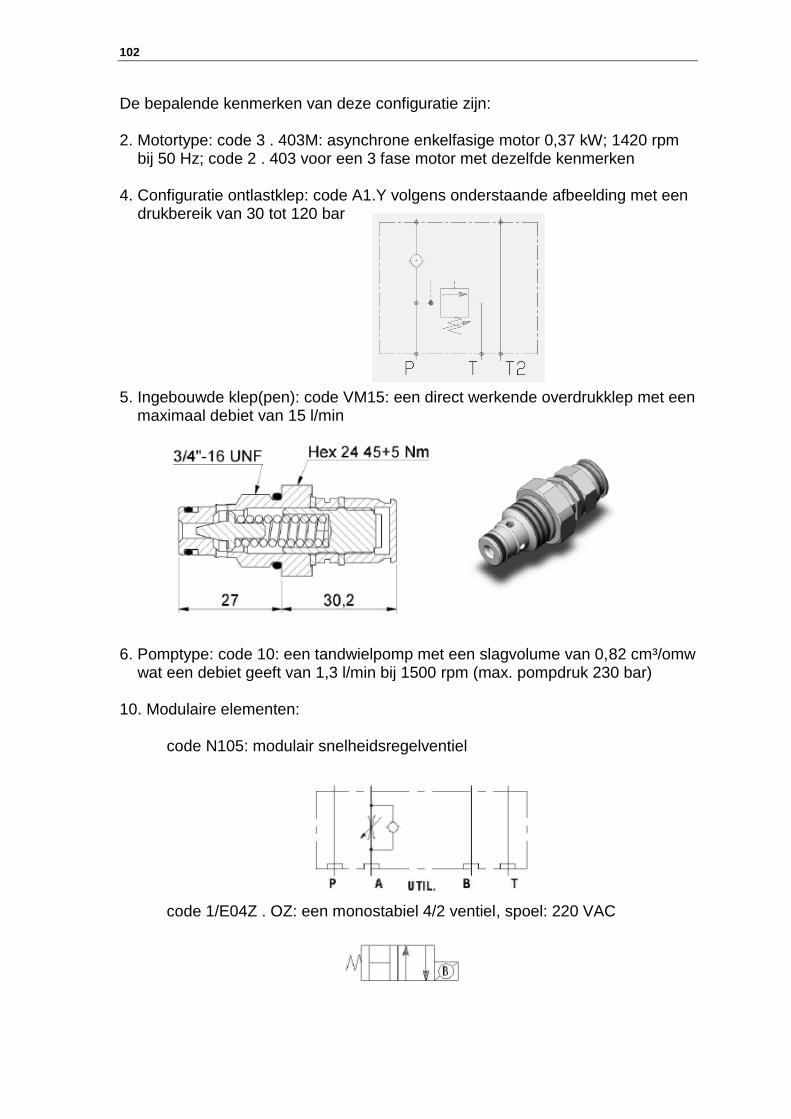
102
De bepalende kenmerken van deze configuratie zijn: 2. Motortype: code 3 . 403M: asynchrone enkelfasige motor 0,37 kW; 1420 rpm bij 50 Hz; code 2 . 403 voor een 3 fase motor met dezelfde kenmerken 4. Configuratie ontlastklep: code A1.Y volgens onderstaande afbeelding met een drukbereik van 30 tot 120 bar 5. Ingebouwde klep(pen): code VM15: een direct werkende overdrukklep met een maximaal debiet van 15 l/min 6. Pomptype: code 10: een tandwielpomp met een slagvolume van 0,82 cm³/omw wat een debiet geeft van 1,3 l/min bij 1500 rpm (max. pompdruk 230 bar) 10. Modulaire elementen: code N105: modulair snelheidsregelventiel code 1/E04Z . OZ: een monostabiel 4/2 ventiel, spoel: 220 VAC
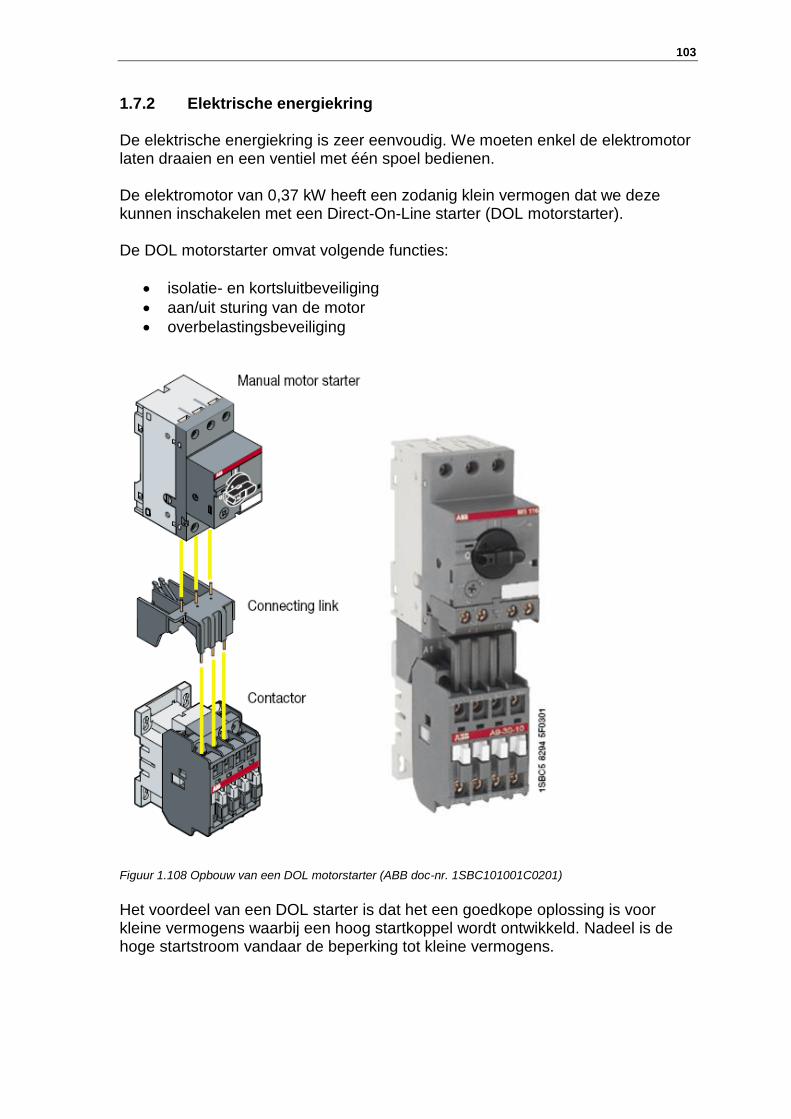
103
1.7.2 Elektrische energiekring De elektrische energiekring is zeer eenvoudig. We moeten enkel de elektromotor laten draaien en een ventiel met één spoel bedienen. De elektromotor van 0,37 kW heeft een zodanig klein vermogen dat we deze kunnen inschakelen met een Direct-On-Line starter (DOL motorstarter). De DOL motorstarter omvat volgende functies:
isolatie- en kortsluitbeveiliging
aan/uit sturing van de motor
overbelastingsbeveiliging
Figuur 1.108 Opbouw van een DOL motorstarter (ABB doc-nr. 1SBC101001C0201)
Het voordeel van een DOL starter is dat het een goedkope oplossing is voor kleine vermogens waarbij een hoog startkoppel wordt ontwikkeld. Nadeel is de hoge startstroom vandaar de beperking tot kleine vermogens.
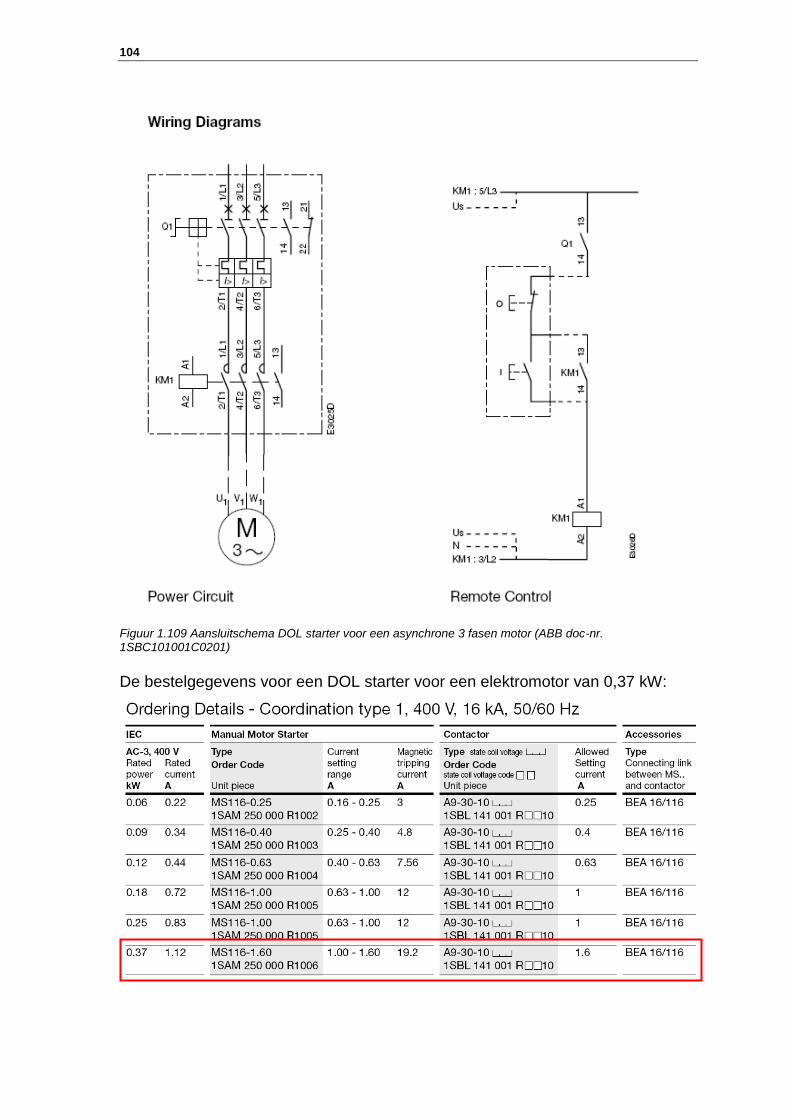
104
Figuur 1.109 Aansluitschema DOL starter voor een asynchrone 3 fasen motor (ABB doc-nr. 1SBC101001C0201)
De bestelgegevens voor een DOL starter voor een elektromotor van 0,37 kW:
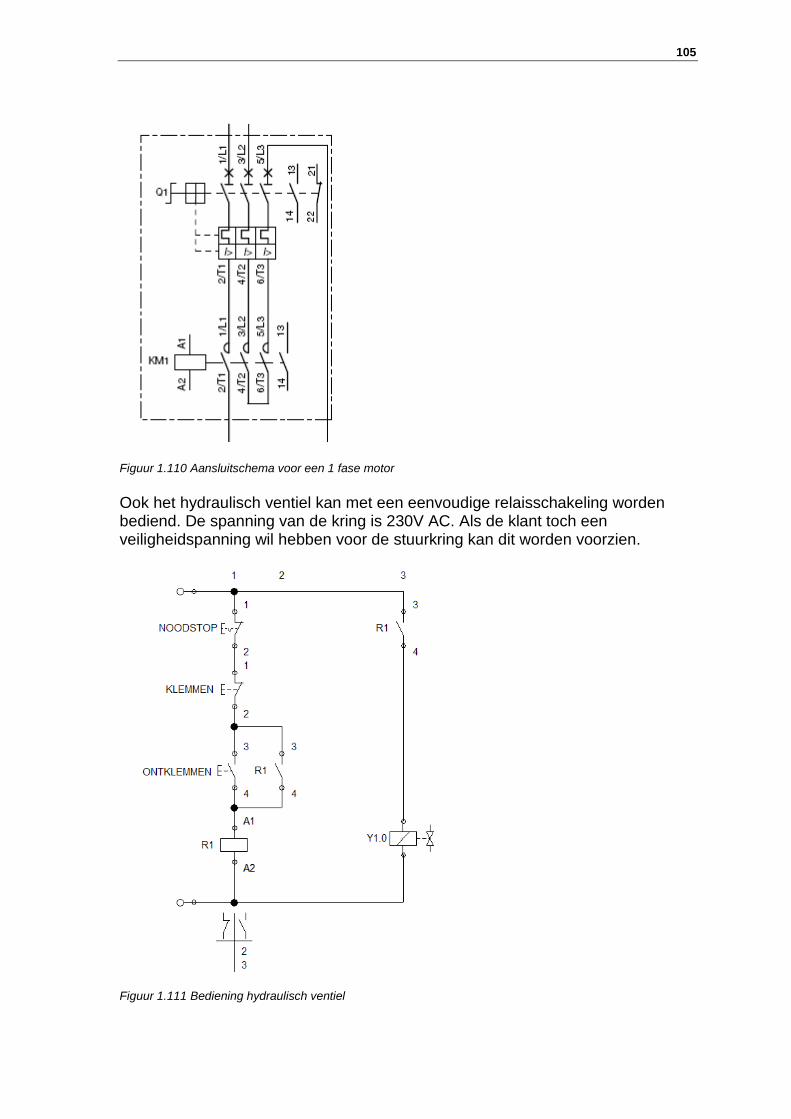
105
Figuur 1.110 Aansluitschema voor een 1 fase motor
Ook het hydraulisch ventiel kan met een eenvoudige relaisschakeling worden bediend. De spanning van de kring is 230V AC. Als de klant toch een veiligheidspanning wil hebben voor de stuurkring kan dit worden voorzien.
Figuur 1.111 Bediening hydraulisch ventiel
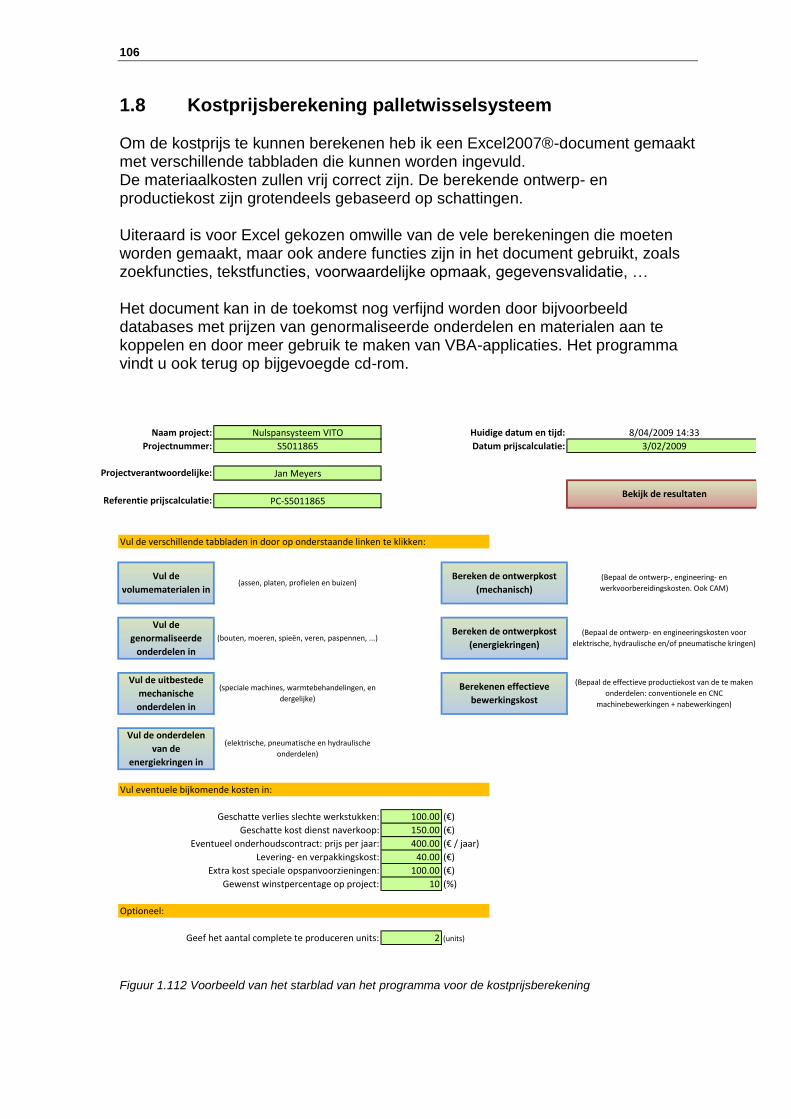
106
Nulspansysteem VITO 8/04/2009 14:33
S5011865 3/02/2009
Jan Meyers
PC-S5011865
100.00 (€)
150.00 (€)
400.00 (€ / jaar)
40.00 (€)
100.00 (€)
10 (%)
2 (units)
Bekijk de resultaten
Vul eventuele bijkomende kosten in:
Geschatte verlies slechte werkstukken:
Geschatte kost dienst naverkoop:
Eventueel onderhoudscontract: prijs per jaar:
Referentie prijscalculatie:
Vul de verschillende tabbladen in door op onderstaande linken te klikken:
Vul de
volumematerialen in
Vul de
genormaliseerde
onderdelen in
Vul de uitbestede
mechanische
onderdelen in
Vul de onderdelen
van de
energiekringen in
Bereken de ontwerpkost
(mechanisch)
Bereken de ontwerpkost
(energiekringen)
Huidige datum en tijd:
Datum prijscalculatie:
Naam project:
Projectnummer:
Projectverantwoordelijke:
Geef het aantal complete te produceren units:
Optioneel:
(Bepaal de ontwerp-, engineering- en
werkvoorbereidingskosten. Ook CAM)
(Bepaal de ontwerp- en engineeringskosten voor
elektrische, hydraulische en/of pneumatische kringen)
(Bepaal de effectieve productiekost van de te maken
onderdelen: conventionele en CNC
machinebewerkingen + nabewerkingen)
Berekenen effectieve
bewerkingskost
(assen, platen, profielen en buizen)
(bouten, moeren, spieën, veren, paspennen, ...)
(speciale machines, warmtebehandelingen, en
dergelijke)
(elektrische, pneumatische en hydraulische
onderdelen)
Levering- en verpakkingskost:
Extra kost speciale opspanvoorzieningen:
Gewenst winstpercentage op project:
1.8 Kostprijsberekening palletwisselsysteem Om de kostprijs te kunnen berekenen heb ik een Excel2007®-document gemaakt met verschillende tabbladen die kunnen worden ingevuld. De materiaalkosten zullen vrij correct zijn. De berekende ontwerp- en productiekost zijn grotendeels gebaseerd op schattingen. Uiteraard is voor Excel gekozen omwille van de vele berekeningen die moeten worden gemaakt, maar ook andere functies zijn in het document gebruikt, zoals zoekfuncties, tekstfuncties, voorwaardelijke opmaak, gegevensvalidatie, … Het document kan in de toekomst nog verfijnd worden door bijvoorbeeld databases met prijzen van genormaliseerde onderdelen en materialen aan te koppelen en door meer gebruik te maken van VBA-applicaties. Het programma vindt u ook terug op bijgevoegde cd-rom.
Figuur 1.112 Voorbeeld van het starblad van het programma voor de kostprijsberekening
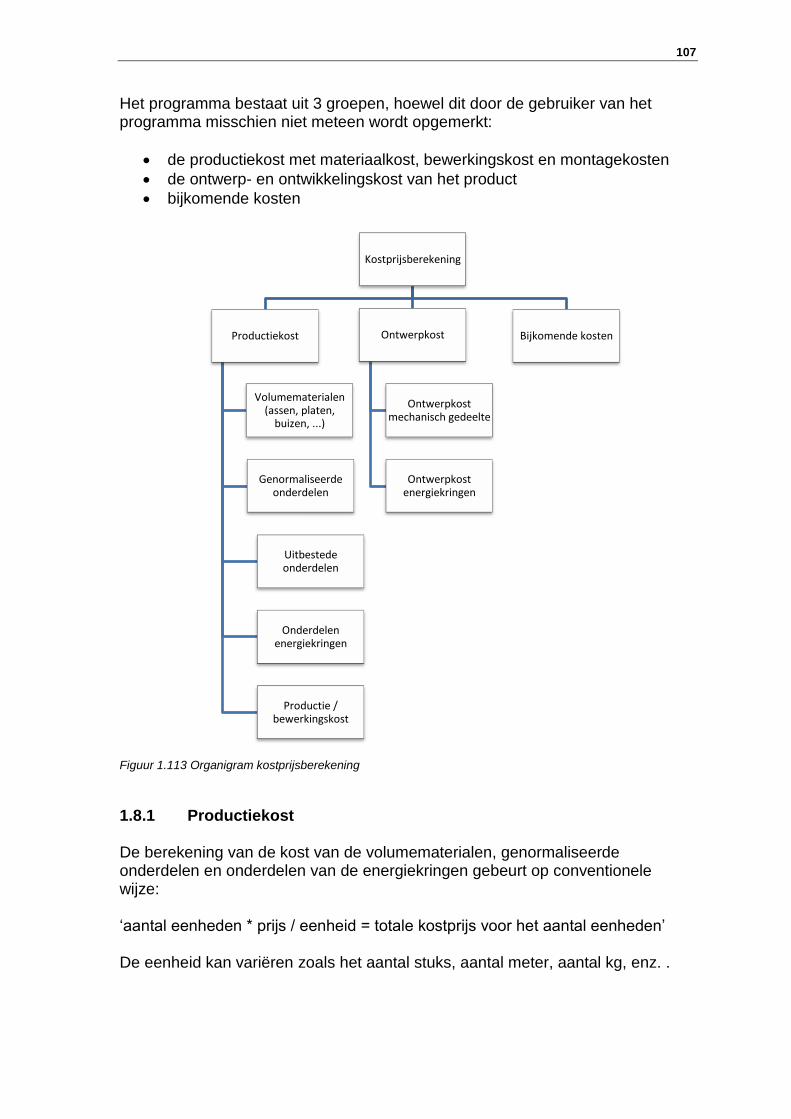
107
Het programma bestaat uit 3 groepen, hoewel dit door de gebruiker van het programma misschien niet meteen wordt opgemerkt:
de productiekost met materiaalkost, bewerkingskost en montagekosten
de ontwerp- en ontwikkelingskost van het product
bijkomende kosten Figuur 1.113 Organigram kostprijsberekening
1.8.1 Productiekost De berekening van de kost van de volumematerialen, genormaliseerde onderdelen en onderdelen van de energiekringen gebeurt op conventionele wijze: „aantal eenheden * prijs / eenheid = totale kostprijs voor het aantal eenheden‟ De eenheid kan variëren zoals het aantal stuks, aantal meter, aantal kg, enz. .
Kostprijsberekening
Productiekost
Volumematerialen (assen, platen,
buizen, ...)
Genormaliseerde onderdelen
Uitbestede onderdelen
Onderdelen energiekringen
Productie / bewerkingskost
Ontwerpkost
Ontwerpkost mechanisch gedeelte
Ontwerpkost energiekringen
Bijkomende kosten
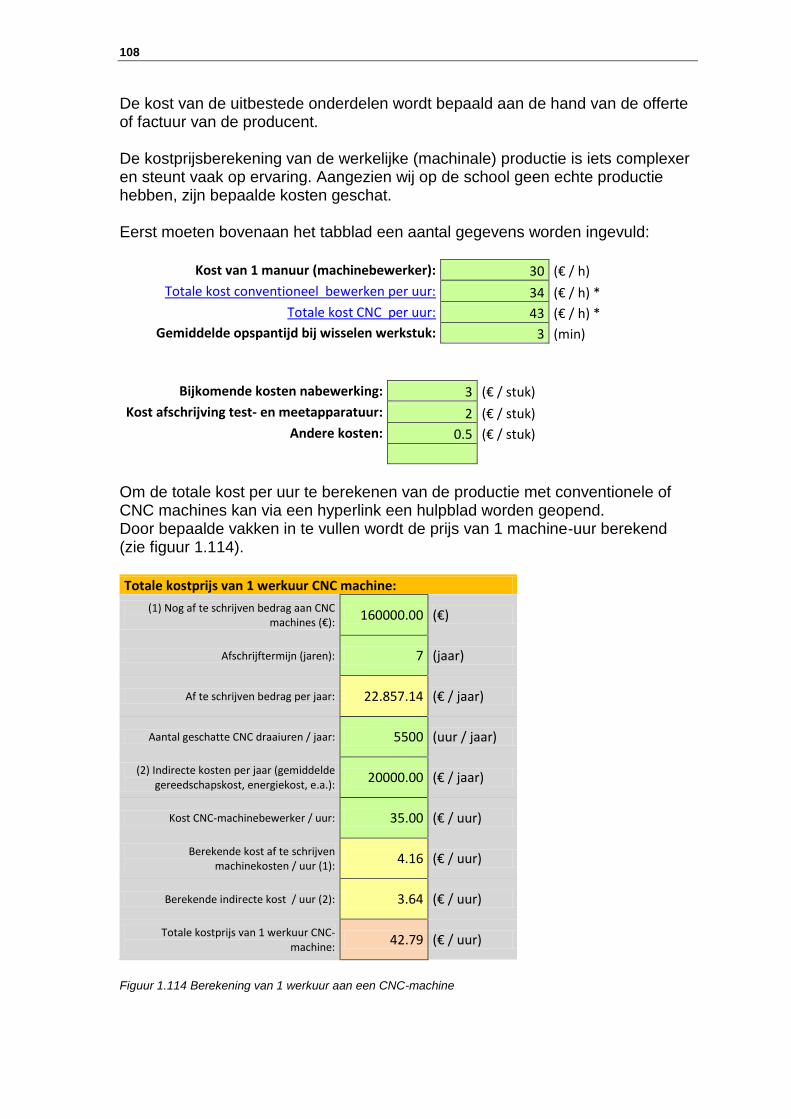
108
De kost van de uitbestede onderdelen wordt bepaald aan de hand van de offerte of factuur van de producent. De kostprijsberekening van de werkelijke (machinale) productie is iets complexer en steunt vaak op ervaring. Aangezien wij op de school geen echte productie hebben, zijn bepaalde kosten geschat. Eerst moeten bovenaan het tabblad een aantal gegevens worden ingevuld:
Kost van 1 manuur (machinebewerker): 30 (€ / h)
Totale kost conventioneel bewerken per uur: 34 (€ / h) *
Totale kost CNC per uur: 43 (€ / h) *
Gemiddelde opspantijd bij wisselen werkstuk: 3 (min)
Bijkomende kosten nabewerking: 3 (€ / stuk)
Kost afschrijving test- en meetapparatuur: 2 (€ / stuk)
Andere kosten: 0.5 (€ / stuk)
Om de totale kost per uur te berekenen van de productie met conventionele of CNC machines kan via een hyperlink een hulpblad worden geopend. Door bepaalde vakken in te vullen wordt de prijs van 1 machine-uur berekend (zie figuur 1.114).
Totale kostprijs van 1 werkuur CNC machine:
(1) Nog af te schrijven bedrag aan CNC machines (€):
160000.00 (€)
Afschrijftermijn (jaren): 7 (jaar)
Af te schrijven bedrag per jaar: 22.857.14 (€ / jaar)
Aantal geschatte CNC draaiuren / jaar: 5500 (uur / jaar)
(2) Indirecte kosten per jaar (gemiddelde gereedschapskost, energiekost, e.a.):
20000.00 (€ / jaar)
Kost CNC-machinebewerker / uur: 35.00 (€ / uur)
Berekende kost af te schrijven machinekosten / uur (1):
4.16 (€ / uur)
Berekende indirecte kost / uur (2): 3.64 (€ / uur)
Totale kostprijs van 1 werkuur CNC-machine:
42.79 (€ / uur)
Figuur 1.114 Berekening van 1 werkuur aan een CNC-machine
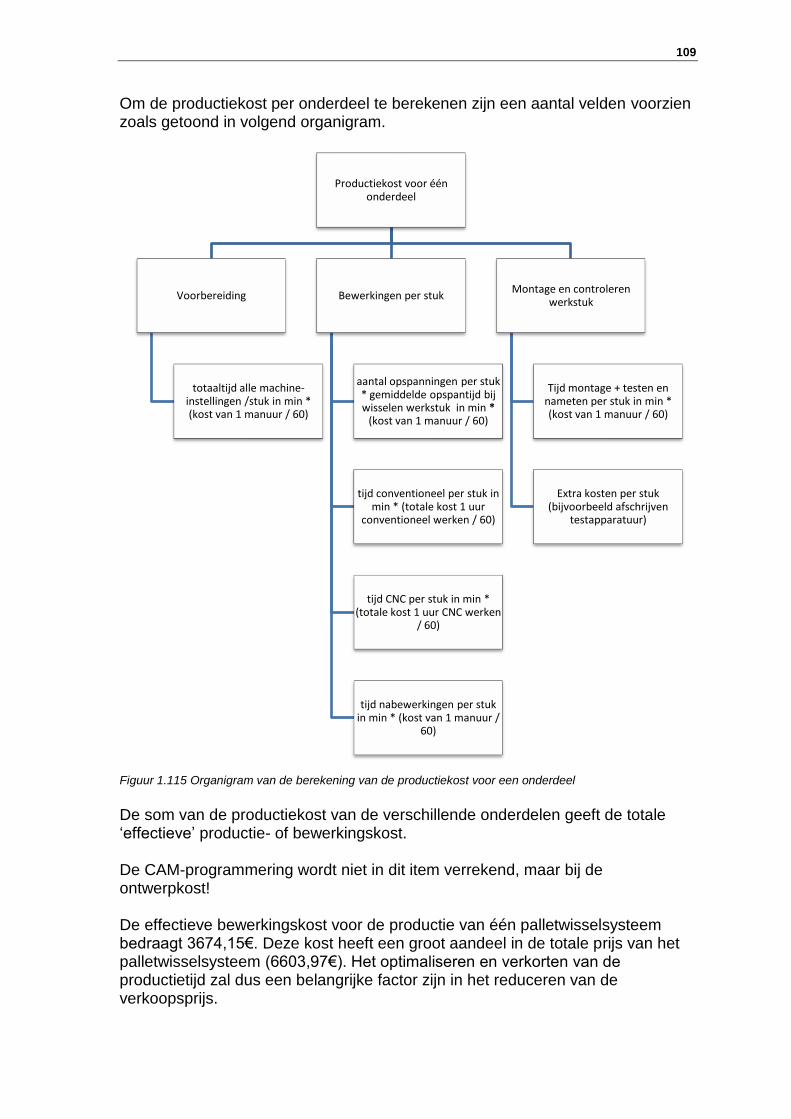
109
Om de productiekost per onderdeel te berekenen zijn een aantal velden voorzien zoals getoond in volgend organigram.
Figuur 1.115 Organigram van de berekening van de productiekost voor een onderdeel
De som van de productiekost van de verschillende onderdelen geeft de totale „effectieve‟ productie- of bewerkingskost. De CAM-programmering wordt niet in dit item verrekend, maar bij de ontwerpkost! De effectieve bewerkingskost voor de productie van één palletwisselsysteem bedraagt 3674,15€. Deze kost heeft een groot aandeel in de totale prijs van het palletwisselsysteem (6603,97€). Het optimaliseren en verkorten van de productietijd zal dus een belangrijke factor zijn in het reduceren van de verkoopsprijs.
Productiekost voor één onderdeel
Voorbereiding
totaaltijd alle machine-instellingen /stuk in min * (kost van 1 manuur / 60)
Bewerkingen per stuk
aantal opspanningen per stuk * gemiddelde opspantijd bij wisselen werkstuk in min *
(kost van 1 manuur / 60)
tijd conventioneel per stuk in min * (totale kost 1 uur
conventioneel werken / 60)
tijd CNC per stuk in min * (totale kost 1 uur CNC werken
/ 60)
tijd nabewerkingen per stuk in min * (kost van 1 manuur /
60)
Montage en controleren werkstuk
Tijd montage + testen en nameten per stuk in min * (kost van 1 manuur / 60)
Extra kosten per stuk (bijvoorbeeld afschrijven
testapparatuur)
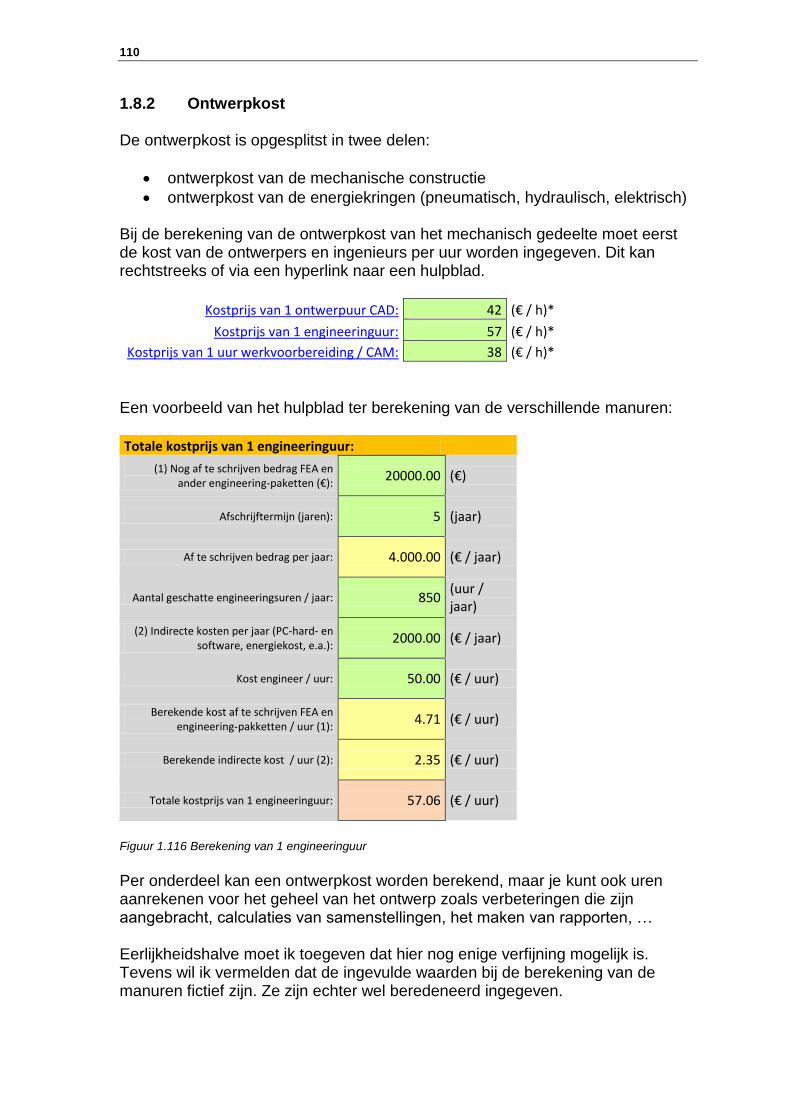
110
1.8.2 Ontwerpkost De ontwerpkost is opgesplitst in twee delen:
ontwerpkost van de mechanische constructie
ontwerpkost van de energiekringen (pneumatisch, hydraulisch, elektrisch) Bij de berekening van de ontwerpkost van het mechanisch gedeelte moet eerst de kost van de ontwerpers en ingenieurs per uur worden ingegeven. Dit kan rechtstreeks of via een hyperlink naar een hulpblad.
Kostprijs van 1 ontwerpuur CAD: 42 (€ / h)*
Kostprijs van 1 engineeringuur: 57 (€ / h)*
Kostprijs van 1 uur werkvoorbereiding / CAM: 38 (€ / h)*
Een voorbeeld van het hulpblad ter berekening van de verschillende manuren:
Totale kostprijs van 1 engineeringuur:
(1) Nog af te schrijven bedrag FEA en ander engineering-paketten (€):
20000.00 (€)
Afschrijftermijn (jaren): 5 (jaar)
Af te schrijven bedrag per jaar: 4.000.00 (€ / jaar)
Aantal geschatte engineeringsuren / jaar: 850 (uur / jaar)
(2) Indirecte kosten per jaar (PC-hard- en software, energiekost, e.a.):
2000.00 (€ / jaar)
Kost engineer / uur: 50.00 (€ / uur)
Berekende kost af te schrijven FEA en engineering-pakketten / uur (1):
4.71 (€ / uur)
Berekende indirecte kost / uur (2): 2.35 (€ / uur)
Totale kostprijs van 1 engineeringuur: 57.06 (€ / uur)
Figuur 1.116 Berekening van 1 engineeringuur
Per onderdeel kan een ontwerpkost worden berekend, maar je kunt ook uren aanrekenen voor het geheel van het ontwerp zoals verbeteringen die zijn aangebracht, calculaties van samenstellingen, het maken van rapporten, … Eerlijkheidshalve moet ik toegeven dat hier nog enige verfijning mogelijk is. Tevens wil ik vermelden dat de ingevulde waarden bij de berekening van de manuren fictief zijn. Ze zijn echter wel beredeneerd ingegeven.
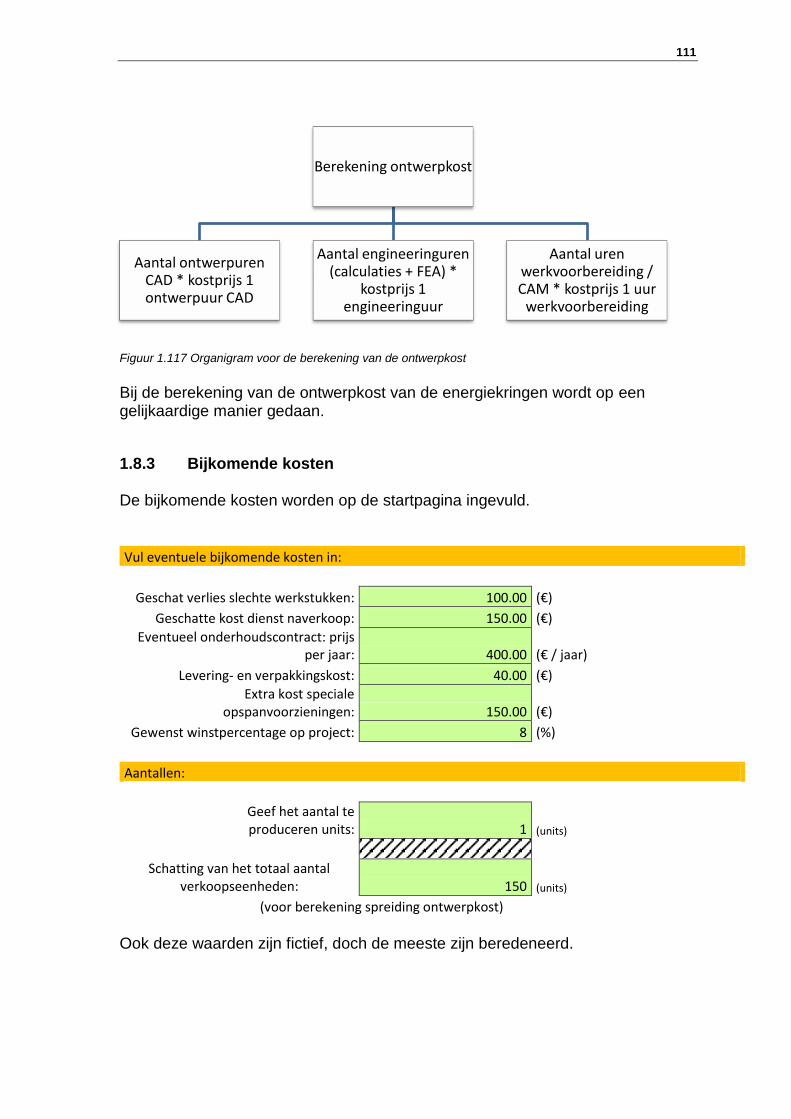
111
Figuur 1.117 Organigram voor de berekening van de ontwerpkost
Bij de berekening van de ontwerpkost van de energiekringen wordt op een gelijkaardige manier gedaan.
1.8.3 Bijkomende kosten De bijkomende kosten worden op de startpagina ingevuld.
Vul eventuele bijkomende kosten in:
Geschat verlies slechte werkstukken: 100.00 (€)
Geschatte kost dienst naverkoop: 150.00 (€)
Eventueel onderhoudscontract: prijs per jaar: 400.00 (€ / jaar)
Levering- en verpakkingskost: 40.00 (€)
Extra kost speciale opspanvoorzieningen: 150.00 (€)
Gewenst winstpercentage op project: 8 (%)
Aantallen:
Geef het aantal te produceren units: 1 (units)
Schatting van het totaal aantal verkoopseenheden: 150 (units)
(voor berekening spreiding ontwerpkost)
Ook deze waarden zijn fictief, doch de meeste zijn beredeneerd.
Berekening ontwerpkost
Aantal ontwerpuren CAD * kostprijs 1 ontwerpuur CAD
Aantal engineeringuren (calculaties + FEA) *
kostprijs 1 engineeringuur
Aantal uren werkvoorbereiding / CAM * kostprijs 1 uur
werkvoorbereiding
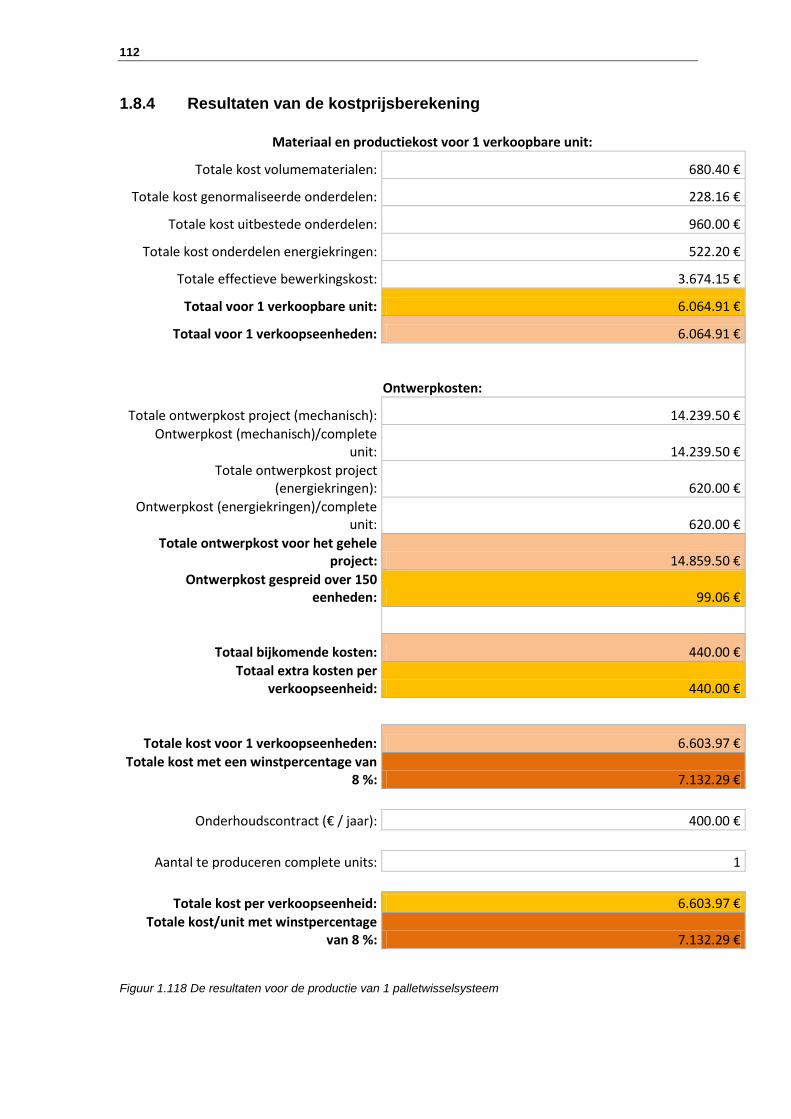
112
1.8.4 Resultaten van de kostprijsberekening
Materiaal en productiekost voor 1 verkoopbare unit:
Totale kost volumematerialen: 680.40 €
Totale kost genormaliseerde onderdelen: 228.16 €
Totale kost uitbestede onderdelen: 960.00 €
Totale kost onderdelen energiekringen: 522.20 €
Totale effectieve bewerkingskost: 3.674.15 €
Totaal voor 1 verkoopbare unit: 6.064.91 €
Totaal voor 1 verkoopseenheden: 6.064.91 €
Ontwerpkosten:
Totale ontwerpkost project (mechanisch): 14.239.50 €
Ontwerpkost (mechanisch)/complete unit: 14.239.50 €
Totale ontwerpkost project (energiekringen): 620.00 €
Ontwerpkost (energiekringen)/complete unit: 620.00 €
Totale ontwerpkost voor het gehele project: 14.859.50 €
Ontwerpkost gespreid over 150 eenheden: 99.06 €
Totaal bijkomende kosten: 440.00 €
Totaal extra kosten per verkoopseenheid: 440.00 €
Totale kost voor 1 verkoopseenheden: 6.603.97 €
Totale kost met een winstpercentage van 8 %: 7.132.29 €
Onderhoudscontract (€ / jaar): 400.00 €
Aantal te produceren complete units: 1
Totale kost per verkoopseenheid: 6.603.97 €
Totale kost/unit met winstpercentage van 8 %: 7.132.29 €
Figuur 1.118 De resultaten voor de productie van 1 palletwisselsysteem
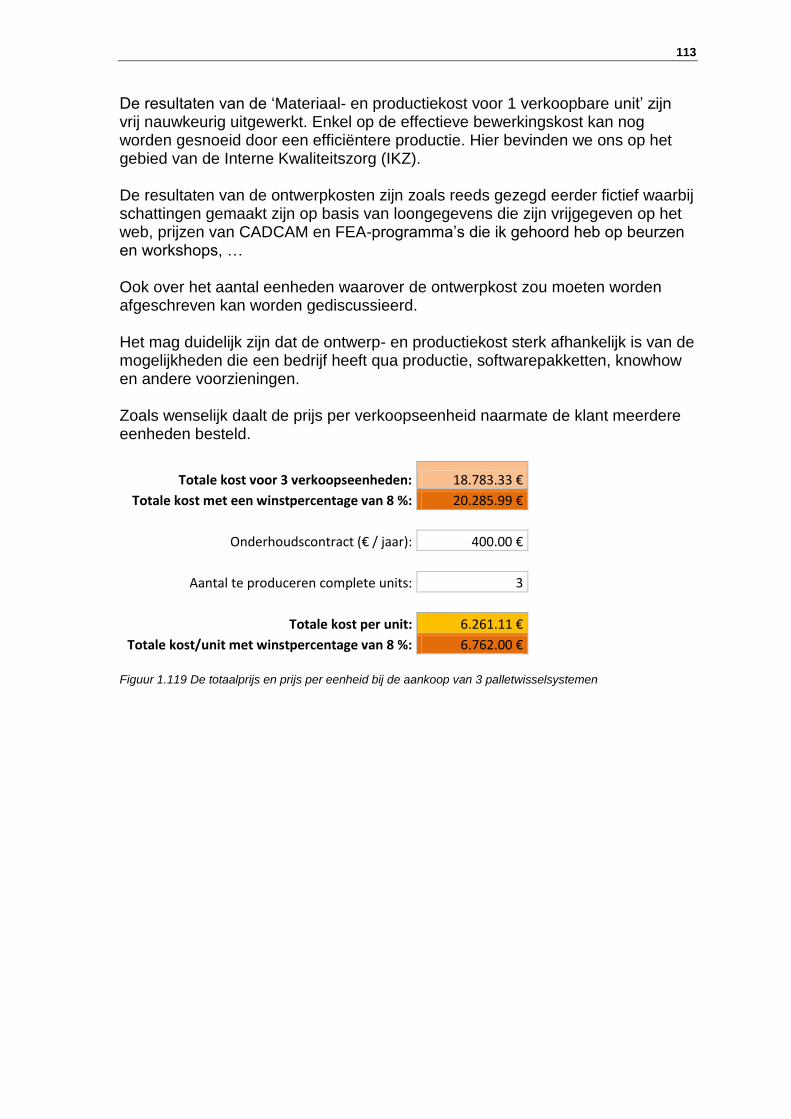
113
De resultaten van de „Materiaal- en productiekost voor 1 verkoopbare unit‟ zijn vrij nauwkeurig uitgewerkt. Enkel op de effectieve bewerkingskost kan nog worden gesnoeid door een efficiëntere productie. Hier bevinden we ons op het gebied van de Interne Kwaliteitszorg (IKZ). De resultaten van de ontwerpkosten zijn zoals reeds gezegd eerder fictief waarbij schattingen gemaakt zijn op basis van loongegevens die zijn vrijgegeven op het web, prijzen van CADCAM en FEA-programma‟s die ik gehoord heb op beurzen en workshops, … Ook over het aantal eenheden waarover de ontwerpkost zou moeten worden afgeschreven kan worden gediscussieerd. Het mag duidelijk zijn dat de ontwerp- en productiekost sterk afhankelijk is van de mogelijkheden die een bedrijf heeft qua productie, softwarepakketten, knowhow en andere voorzieningen. Zoals wenselijk daalt de prijs per verkoopseenheid naarmate de klant meerdere eenheden besteld.
Totale kost voor 3 verkoopseenheden: 18.783.33 €
Totale kost met een winstpercentage van 8 %: 20.285.99 €
Onderhoudscontract (€ / jaar): 400.00 €
Aantal te produceren complete units: 3
Totale kost per unit: 6.261.11 €
Totale kost/unit met winstpercentage van 8 %: 6.762.00 €
Figuur 1.119 De totaalprijs en prijs per eenheid bij de aankoop van 3 palletwisselsystemen
114
1.9 Didactisch aspect In het ontwerp en de productie van het palletwisselsysteem is heel wat tijd en energie gestoken. Het doel is dan ook dit palletwisselsysteem intensief te gebruiken in de school. Maar het zou jammer zijn dat het hierbij blijft. Ik denk dat dit geheel een mooie uitgangsbasis vormt om de volgende schooljaren te gebruiken als project naar de leerlingen toe van de afdeling „Mechanische vormgevingstechnieken‟. Samen met de leerlingen kan gezocht worden naar verbeteringen van het ontwerp, maar ook bestaande ontwerpen van het palletwisselsysteem kunnen worden geïntegreerd in het lesgebeuren. Het project omvat immers een groot deel van de leerdoelen van het leerplan (D/2004/0279/065) van de 3de graad „Mechanische vormgevingstechnieken‟. Ik citeer enkele leerdoelen uit het leerplan D/2004/0279/065 van het VVKSO die zeer nauw aansluiten bij dit project: “ 6.2 De eigen en de in team te verrichten werkzaamheden plannen en organiseren 6.3 In uit te voeren mechanische constructies de constructieonderdelen herkennen, hun functie en relatie tegenover elkaar bepalen en uitvoeringstekeningen maken 6.4 Materialen kiezen rekening houdend met de kenmerken die het mechanisch vormgeven van constructies beïnvloeden 6.5 Mechanische energieomzettingen en stabiliteitsvoorzieningen bij toegepaste machines toelichten en bij constructies bepalen 6.8 De kostprijs van uit te voeren verspanende opdrachten bepalen 7.1 Een geschikt verspaningsproces en machine kiezen 7.2 Volgens opgelegde en zelf vastgelegde kwaliteitscriteria constructies en –onderdelen verspanend vormgeven 9.2 Constructies en energiekringen volgens opgelegde criteria bouwen “ Na het beëindigen van mijn studies rest mij nog de taak dit project in een mooi didactisch kleedje te steken. Gelukkig is met het maken van deze masterproef veel voorbereidend werk gebeurd!
115
2 VB.NET PROGRAMMA ‘MATERIAALKEUZE’
Om tweeërlei redenen heb ik dit programma geschreven. Ten eerste wou ik op een objectieve manier een materiaalkeuze maken voor de onderdelen van het palletwisselsysteem. Ten tweede zat ik eind september een beetje vast met het verder uitwerken van het project van het palletwisselsysteem. Ik was reeds gedurende enige tijd bezig met de aankoop van een nieuw CAM-pakket voor de school dat ik tevens wou gebruiken voor de productie van de onderdelen van het palletwisselsysteem. Half oktober werd de knoop doorgehakt, maar pas eind november werd het pakket geleverd.
2.1 Doel van het programma ‘Materiaalkeuze’ Het programma biedt de mogelijkheid om aan de hand van in te stellen criteria op objectieve wijze een materiaalkeuze te maken uit 44 courant verkrijgbare materialen. De lijst van materialen omvat standaard stalen, non-ferro metalen en kunststoffen vooral toegespitst op de verspanende industrie. Er bestaat ook de mogelijkheid om op een snelle manier een overzicht te krijgen van de fysische en mechanische eigenschappen van een geselecteerd materiaal met een omschrijving van het toepassingsgebied. Het doelpubliek zijn studenten, minder ervaren ontwerpers en ingenieurs, of personen met meer materiaalkennis die hun keuze willen verifiëren. Naar de toekomst toe zou ik het programma nog willen verfijnen door het aanbod van in te stellen criteria te verhogen en de mogelijkheid te bieden materialen aan de lijst toe te voegen via updates. Het concept op zich blijft in ieder geval behouden.
2.2 Gebruik van het programma ‘Materiaalkeuze’ Het uitgangspunt bij het ontwerp van het startvenster is:
op een overzichtelijke manier zoveel mogelijk informatie aanbieden
gebruiksvriendelijkheid: zonder veel toelichting zou men in staat moeten zijn het programma te gebruiken
Om het laatst genoemde uitgangspunt te controleren, zal feedback van de gebruikers nodig zijn. Ik doel hierbij vooral op mijn leerlingen en collega‟s. Op de volgende bladzijde is een afbeelding getoond van het startvenster bij uitvoering van het programma.
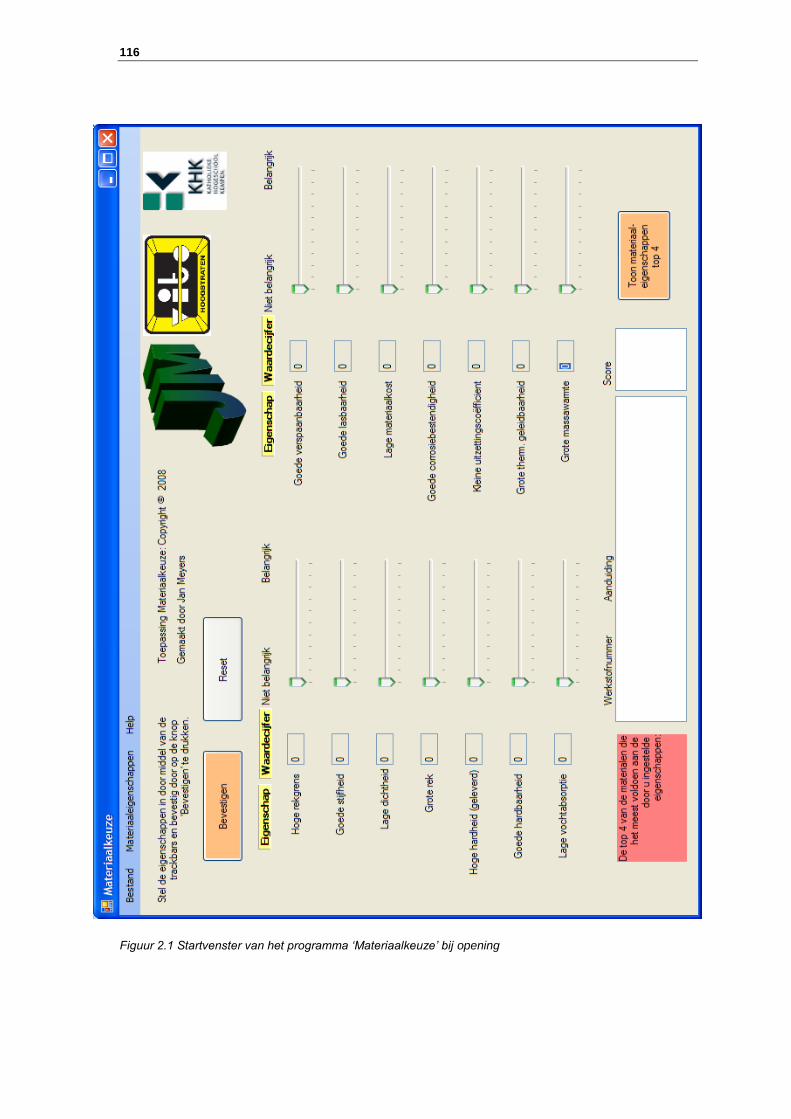
116
Figuur 2.1 Startvenster van het programma „Materiaalkeuze‟ bij opening
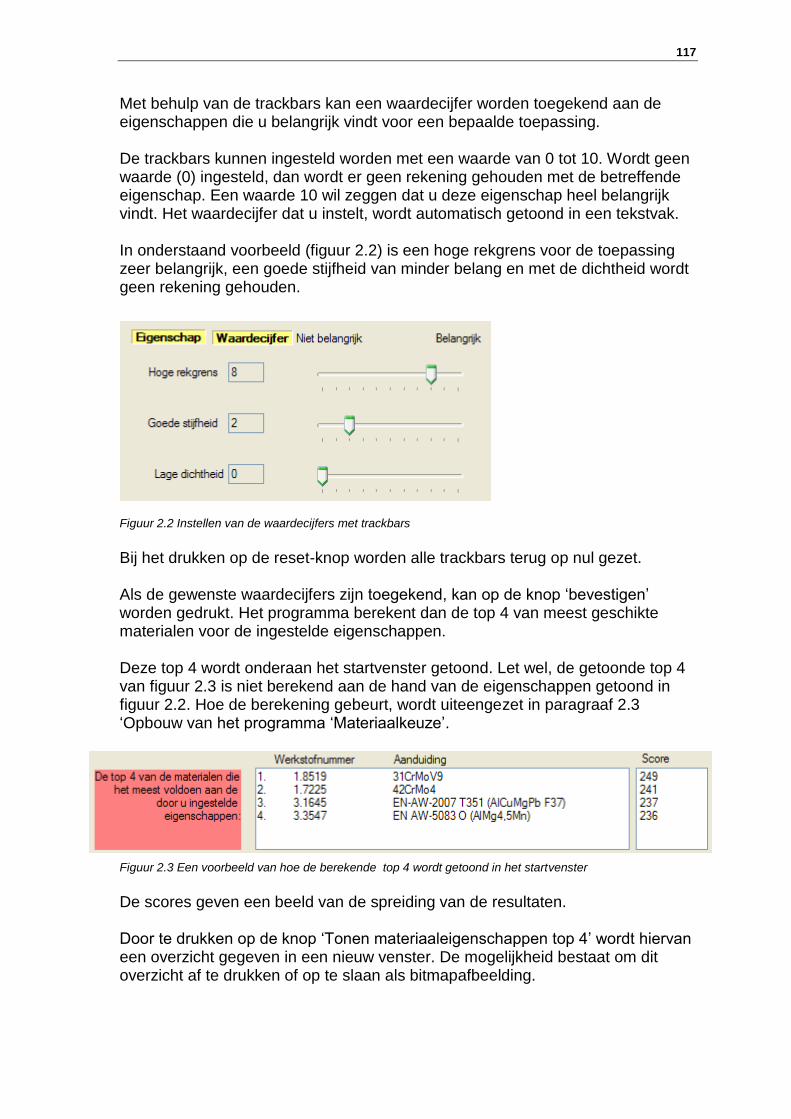
117
Met behulp van de trackbars kan een waardecijfer worden toegekend aan de eigenschappen die u belangrijk vindt voor een bepaalde toepassing. De trackbars kunnen ingesteld worden met een waarde van 0 tot 10. Wordt geen waarde (0) ingesteld, dan wordt er geen rekening gehouden met de betreffende eigenschap. Een waarde 10 wil zeggen dat u deze eigenschap heel belangrijk vindt. Het waardecijfer dat u instelt, wordt automatisch getoond in een tekstvak. In onderstaand voorbeeld (figuur 2.2) is een hoge rekgrens voor de toepassing zeer belangrijk, een goede stijfheid van minder belang en met de dichtheid wordt geen rekening gehouden.
Figuur 2.2 Instellen van de waardecijfers met trackbars
Bij het drukken op de reset-knop worden alle trackbars terug op nul gezet. Als de gewenste waardecijfers zijn toegekend, kan op de knop „bevestigen‟ worden gedrukt. Het programma berekent dan de top 4 van meest geschikte materialen voor de ingestelde eigenschappen. Deze top 4 wordt onderaan het startvenster getoond. Let wel, de getoonde top 4 van figuur 2.3 is niet berekend aan de hand van de eigenschappen getoond in figuur 2.2. Hoe de berekening gebeurt, wordt uiteengezet in paragraaf 2.3 „Opbouw van het programma „Materiaalkeuze‟.
Figuur 2.3 Een voorbeeld van hoe de berekende top 4 wordt getoond in het startvenster
De scores geven een beeld van de spreiding van de resultaten. Door te drukken op de knop „Tonen materiaaleigenschappen top 4‟ wordt hiervan een overzicht gegeven in een nieuw venster. De mogelijkheid bestaat om dit overzicht af te drukken of op te slaan als bitmapafbeelding.
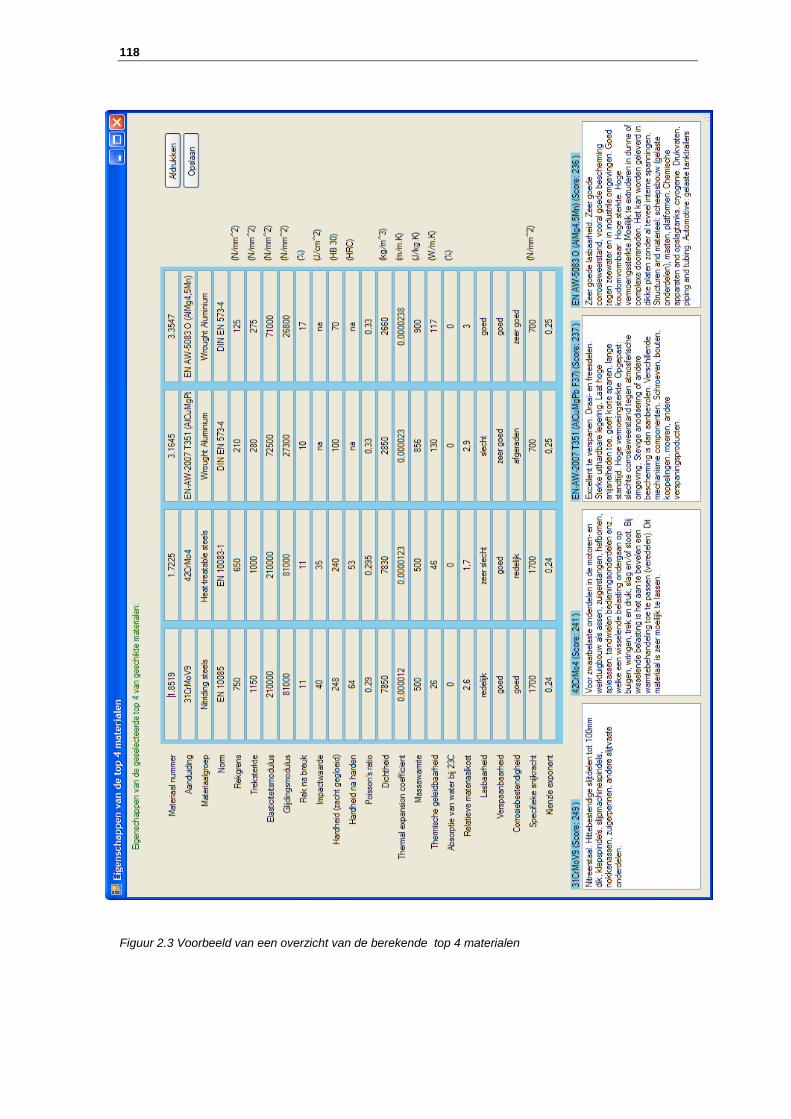
118
Figuur 2.3 Voorbeeld van een overzicht van de berekende top 4 materialen

119
Via de menubalk bestaat ook de optie om de materiaaleigenschappen van een specifiek geselecteerd materiaal te bekijken. Naast verschillende fysische en mechanische eigenschappen wordt ook het toepassingsgebied getoond in een apart tekstvak.
Figuur 2.4 Voorbeeld van de materiaaleigenschappen van 42CrMo4
Als laatste is in de menubalk een link voorzien naar een (htm-)helpbestand waarin de gebruiker informatie kan terugvinden over de verschillende materiaaleigenschappen en over het gebruik en de berekeningswijze van het programma. Het programma staat ook op de bijgevoegde cd-rom. Het programma mag niet worden gekopieerd en verspreid zonder voorafgaandelijke en uitdrukkelijke toestemming van de auteur.
120
2.3 Opbouw van het programma ‘Materiaalkeuze’
2.3.1 Database met materiaaleigenschappen Het opstellen van een degelijke database met materiaaleigenschappen ging zeer moeizaam. Engelengeduld en doorzetting waren vereist om alle nodige informatie te vergaren. Er zijn boeken, websites en vakliteratuur genoeg waar je informatie kan terugvinden over materialen maar vaak onvolledig of soms zelfs zeer afwijkend. Problemen die mij zijn bijgebleven zijn:
het kluwen van allerlei internationaal erkende normen
uiteenlopende waarden voor dezelfde materiaaleigenschappen bij verschillende leveranciers
het gebruik van oudere normering of eigen materiaalcodes
weinig relevante en objectieve informatie over eigenschappen zoals verspaanbaarheid, lasbaarheid en corrosiebestendigheid
zeer moeilijk te verkrijgen informatie van het temperatuursgebied waarbij de normale materiaaleigenschappen worden behouden
moeilijk te verwerken gegevens over de hardheid van een materiaal omdat die sterk afhankelijk is van eventuele warmtebehandelingen
De database bestaat uit 44 materialen en 23 eigenschappen. Dat geeft op zich al 1012 velden die moeten worden ingevuld. Van deze velden is 90% correct ingevuld. Van de overige 10% is een beredeneerde schatting gemaakt aan de hand van soortgelijke materialen of zijn ze nog niet ingevuld. Zo wordt momenteel met het temperatuursbereik nog geen rekening gehouden. Ook de kerfslagwaarden moeten grondiger worden gecontroleerd op correctheid. Figuur 2.5 toont een stukje van de database. De rest van de database is op soortgelijke wijze opgebouwd, maar wordt omwille van het vele werk dat erin steekt niet vrijgegeven. Deze database met materiaaleigenschappen wordt niet enkel gebruikt in dit programma, maar vindt ook toepassing in het programma „Snijparameters‟, dat beschreven wordt in het volgende hoofdstuk, en kan binnenkort worden gekoppeld met het FEA-programma CosmosWorks2008®. Door nog enkele eigenschappen toe te voegen aan de database ben ik ervan overtuigd dat nog meer toepassingen zich aanbieden in de toekomst. Ik denk hierbij aan gegevens in verband met warmtebehandelingen en prijzen van volumematerialen. Voorlopig is de database opgesteld in een Excel2007®-document, maar om de efficiëntie te vergroten ga ik, wanneer ik meer tijd heb, deze linken aan een Accesdatabase.
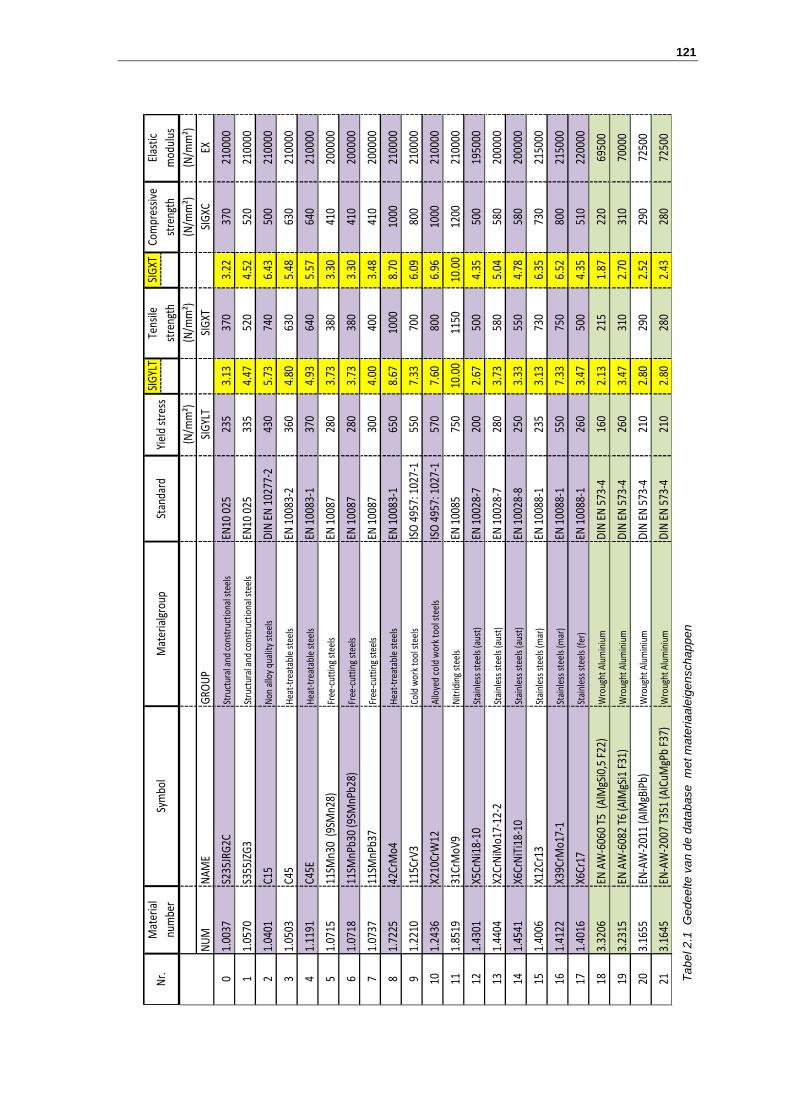
121
SIG
YLT
SIG
XT
(N/m
m²)
(N/m
m²)
(N/m
m²)
(N/m
m²)
NU
MN
AME
GRO
UP
SIG
YLT
SIG
XTSI
GXC
EX
01.
0037
S235
JRG
2CSt
ruct
ural
and
con
stru
ctio
nal s
teel
sEN
10 0
2523
53.
1337
03.
2237
021
0000
11.
0570
S355
JZG
3St
ruct
ural
and
con
stru
ctio
nal s
teel
sEN
10 0
2533
54.
4752
04.
5252
021
0000
21.
0401
C15
Non
allo
y qu
ality
ste
els
DIN
EN
102
77-2
430
5.73
740
6.43
500
2100
00
31.
0503
C45
Hea
t-tr
eata
ble
stee
lsEN
100
83-2
36
04.
8063
05.
4863
021
0000
41.
1191
C45E
Hea
t-tr
eata
ble
stee
lsEN
100
83-1
37
04.
9364
05.
5764
021
0000
51.
0715
11SM
n30
(9SM
n28)
Free
-cut
ting
stee
lsEN
100
8728
03.
7338
03.
3041
020
0000
61.
0718
11SM
nPb3
0 (9
SMnP
b28)
Free
-cut
ting
stee
lsEN
100
8728
03.
7338
03.
3041
020
0000
71.
0737
11SM
nPb3
7Fr
ee-c
uttin
g st
eels
EN 1
0087
300
4.00
400
3.48
410
2000
00
81.
7225
42Cr
Mo4
Hea
t-tr
eata
ble
stee
ls
EN 1
0083
-165
08.
6710
008.
7010
0021
0000
91.
2210
115C
rV3
Cold
wor
k to
ol s
teel
sIS
O 4
957:
102
7-1
550
7.33
700
6.09
800
2100
00
101.
2436
X210
CrW
12Al
loye
d co
ld w
ork
tool
ste
els
ISO
495
7: 1
027-
157
07.
6080
06.
9610
0021
0000
111.
8519
31Cr
MoV
9N
itrid
ing
stee
lsEN
100
8575
010
.00
1150
10.0
012
0021
0000
121.
4301
X5Cr
Ni1
8-10
Stai
nles
s st
eels
(aus
t)EN
100
28-7
200
2.67
500
4.35
500
1950
00
131.
4404
X2Cr
NiM
o17-
12-2
Stai
nles
s st
eels
(aus
t)EN
100
28-7
280
3.73
580
5.04
580
2000
00
141.
4541
X6Cr
NiT
i18-
10St
ainl
ess
stee
ls (a
ust)
EN 1
0028
-825
03.
3355
04.
7858
020
0000
151.
4006
X12C
r13
Stai
nles
s st
eels
(mar
)EN
100
88-1
235
3.13
730
6.35
730
2150
00
161.
4122
X39C
rMo1
7-1
Stai
nles
s st
eels
(mar
)EN
100
88-1
550
7.33
750
6.52
800
2150
00
171.
4016
X6Cr
17St
ainl
ess
stee
ls (f
er)
EN 1
0088
-126
03.
4750
04.
3551
022
0000
183.
3206
EN A
W-6
060
T5 (
AlM
gSi0
,5 F
22)
Wro
ught
Alu
min
ium
DIN
EN
573
-416
02.
1321
51.
8722
069
500
193.
2315
EN A
W-6
082
T6 (A
lMgS
i1 F
31)
Wro
ught
Alu
min
ium
DIN
EN
573
-426
03.
4731
02.
7031
070
000
203.
1655
EN-A
W-2
011
(AIM
gBiP
b)W
roug
ht A
lum
iniu
mD
IN E
N 5
73-4
210
2.80
290
2.52
290
7250
0
213.
1645
EN-A
W-2
007
T351
(AIC
uMgP
b F3
7)W
roug
ht A
lum
iniu
mD
IN E
N 5
73-4
210
2.80
280
2.43
280
7250
0
Mat
eria
l
num
ber
Sym
bol
Mat
eria
lgro
upSt
anda
rdYi
eld
stre
ssTe
nsile
stre
ngth
Com
pres
sive
stre
ngth
Elas
tic
mod
ulus
Nr.
Ta
be
l 2
.1 G
ed
eelte
va
n d
e d
ata
base
m
et m
ate
ria
ale
ige
nscha
pp
en
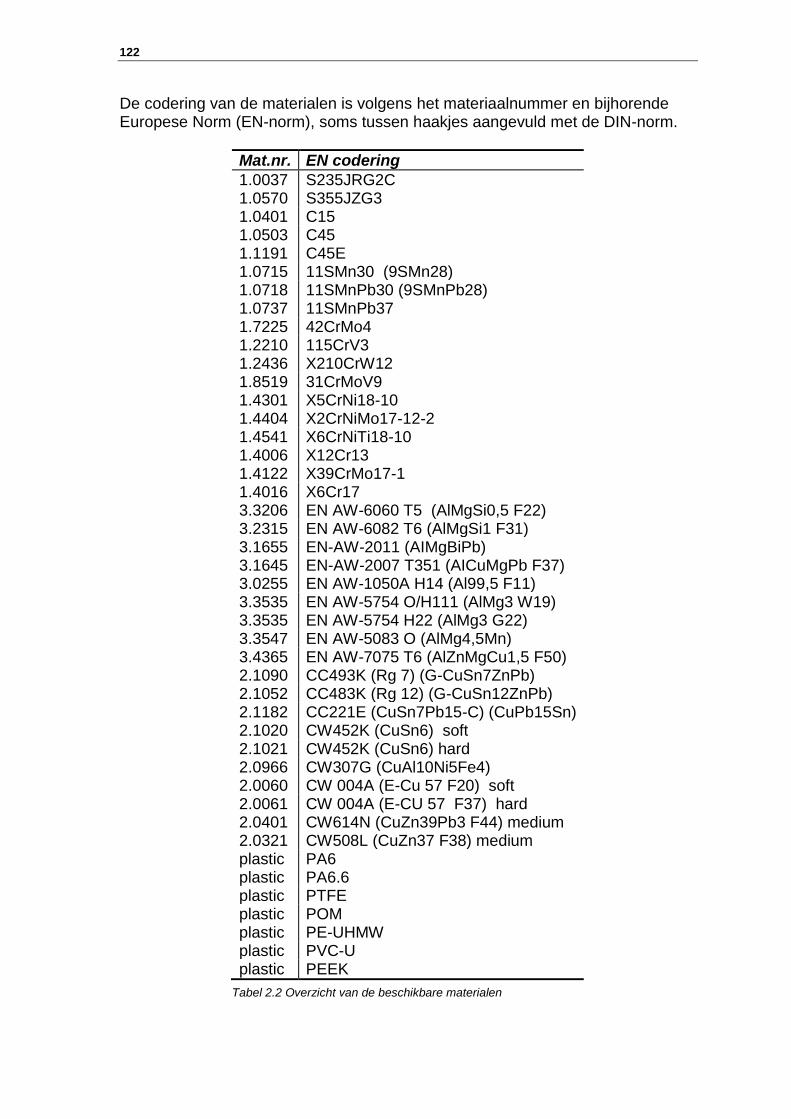
122
De codering van de materialen is volgens het materiaalnummer en bijhorende Europese Norm (EN-norm), soms tussen haakjes aangevuld met de DIN-norm.
Mat.nr. EN codering
1.0037 S235JRG2C 1.0570 S355JZG3 1.0401 C15 1.0503 C45 1.1191 C45E 1.0715 11SMn30 (9SMn28) 1.0718 11SMnPb30 (9SMnPb28) 1.0737 11SMnPb37 1.7225 42CrMo4 1.2210 115CrV3 1.2436 X210CrW12 1.8519 31CrMoV9 1.4301 X5CrNi18-10 1.4404 X2CrNiMo17-12-2 1.4541 X6CrNiTi18-10 1.4006 X12Cr13 1.4122 X39CrMo17-1 1.4016 X6Cr17 3.3206 EN AW-6060 T5 (AlMgSi0,5 F22) 3.2315 EN AW-6082 T6 (AlMgSi1 F31) 3.1655 EN-AW-2011 (AIMgBiPb) 3.1645 EN-AW-2007 T351 (AICuMgPb F37) 3.0255 EN AW-1050A H14 (Al99,5 F11) 3.3535 EN AW-5754 O/H111 (AlMg3 W19) 3.3535 EN AW-5754 H22 (AlMg3 G22) 3.3547 EN AW-5083 O (AlMg4,5Mn) 3.4365 EN AW-7075 T6 (AlZnMgCu1,5 F50) 2.1090 CC493K (Rg 7) (G-CuSn7ZnPb) 2.1052 CC483K (Rg 12) (G-CuSn12ZnPb) 2.1182 CC221E (CuSn7Pb15-C) (CuPb15Sn) 2.1020 CW452K (CuSn6) soft 2.1021 CW452K (CuSn6) hard 2.0966 CW307G (CuAl10Ni5Fe4) 2.0060 CW 004A (E-Cu 57 F20) soft 2.0061 CW 004A (E-CU 57 F37) hard 2.0401 CW614N (CuZn39Pb3 F44) medium 2.0321 CW508L (CuZn37 F38) medium plastic PA6 plastic PA6.6 plastic PTFE plastic POM plastic PE-UHMW plastic PVC-U plastic PEEK
Tabel 2.2 Overzicht van de beschikbare materialen
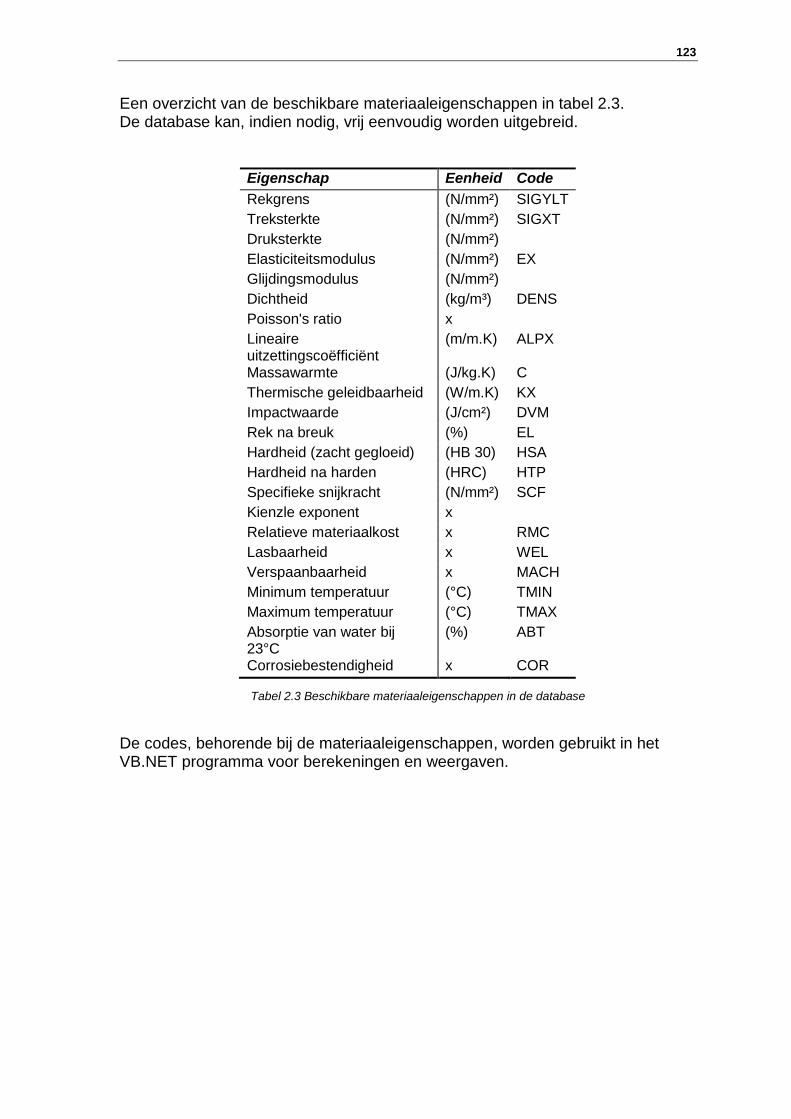
123
Een overzicht van de beschikbare materiaaleigenschappen in tabel 2.3. De database kan, indien nodig, vrij eenvoudig worden uitgebreid.
Eigenschap Eenheid Code
Rekgrens (N/mm²) SIGYLT
Treksterkte (N/mm²) SIGXT
Druksterkte (N/mm²)
Elasticiteitsmodulus (N/mm²) EX
Glijdingsmodulus (N/mm²)
Dichtheid (kg/m³) DENS
Poisson's ratio x
Lineaire uitzettingscoëfficiënt
(m/m.K) ALPX
Massawarmte (J/kg.K) C
Thermische geleidbaarheid (W/m.K) KX
Impactwaarde (J/cm²) DVM
Rek na breuk (%) EL
Hardheid (zacht gegloeid) (HB 30) HSA
Hardheid na harden (HRC) HTP
Specifieke snijkracht (N/mm²) SCF
Kienzle exponent x
Relatieve materiaalkost x RMC
Lasbaarheid x WEL
Verspaanbaarheid x MACH
Minimum temperatuur (°C) TMIN
Maximum temperatuur (°C) TMAX
Absorptie van water bij 23°C
(%) ABT
Corrosiebestendigheid x COR
De codes, behorende bij de materiaaleigenschappen, worden gebruikt in het VB.NET programma voor berekeningen en weergaven.
Tabel 2.3 Beschikbare materiaaleigenschappen in de database
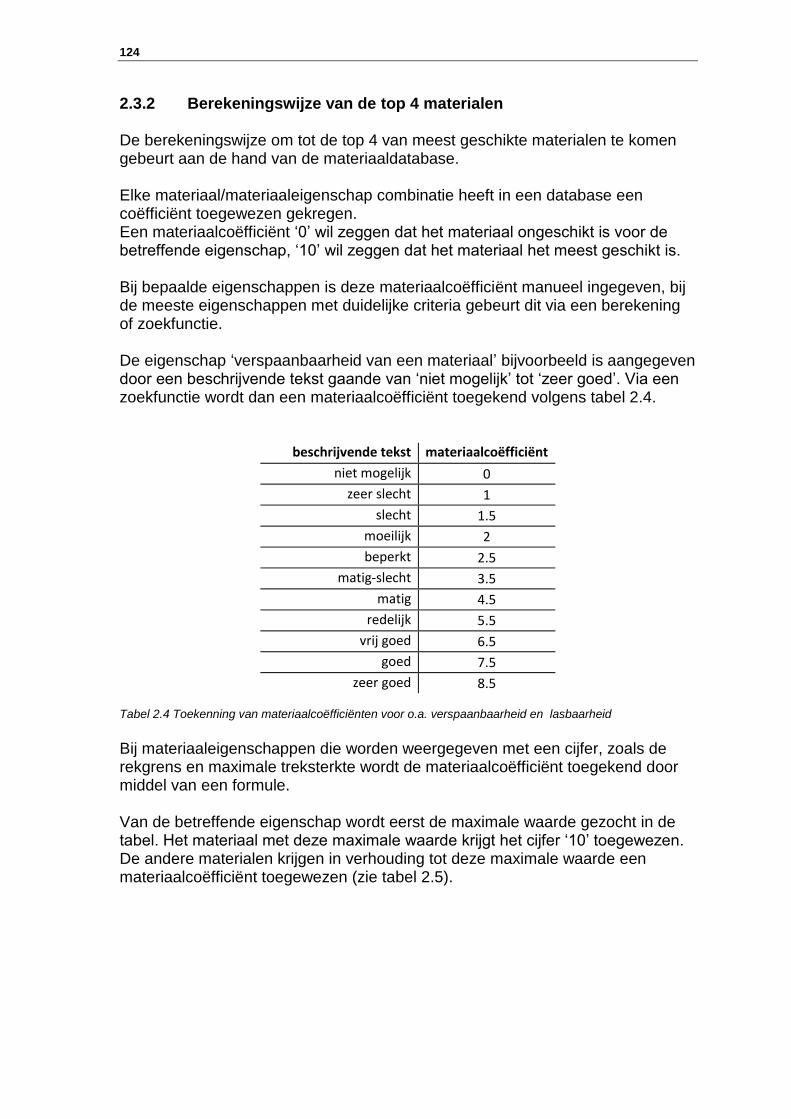
124
2.3.2 Berekeningswijze van de top 4 materialen De berekeningswijze om tot de top 4 van meest geschikte materialen te komen gebeurt aan de hand van de materiaaldatabase. Elke materiaal/materiaaleigenschap combinatie heeft in een database een coëfficiënt toegewezen gekregen. Een materiaalcoëfficiënt „0‟ wil zeggen dat het materiaal ongeschikt is voor de betreffende eigenschap, „10‟ wil zeggen dat het materiaal het meest geschikt is. Bij bepaalde eigenschappen is deze materiaalcoëfficiënt manueel ingegeven, bij de meeste eigenschappen met duidelijke criteria gebeurt dit via een berekening of zoekfunctie. De eigenschap „verspaanbaarheid van een materiaal‟ bijvoorbeeld is aangegeven door een beschrijvende tekst gaande van „niet mogelijk‟ tot „zeer goed‟. Via een zoekfunctie wordt dan een materiaalcoëfficiënt toegekend volgens tabel 2.4.
beschrijvende tekst materiaalcoëfficiënt
niet mogelijk 0
zeer slecht 1
slecht 1.5
moeilijk 2
beperkt 2.5
matig-slecht 3.5
matig 4.5
redelijk 5.5
vrij goed 6.5
goed 7.5
zeer goed 8.5 Tabel 2.4 Toekenning van materiaalcoëfficiënten voor o.a. verspaanbaarheid en lasbaarheid
Bij materiaaleigenschappen die worden weergegeven met een cijfer, zoals de rekgrens en maximale treksterkte wordt de materiaalcoëfficiënt toegekend door middel van een formule. Van de betreffende eigenschap wordt eerst de maximale waarde gezocht in de tabel. Het materiaal met deze maximale waarde krijgt het cijfer „10‟ toegewezen. De andere materialen krijgen in verhouding tot deze maximale waarde een materiaalcoëfficiënt toegewezen (zie tabel 2.5).
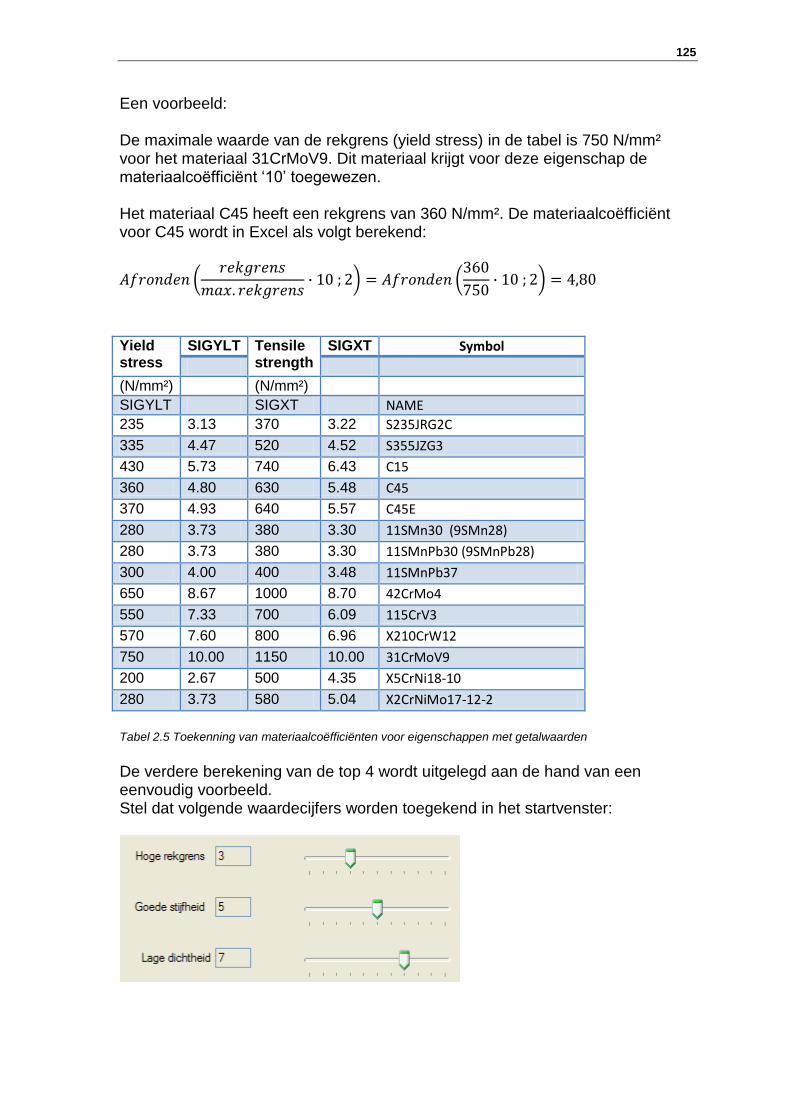
125
Een voorbeeld: De maximale waarde van de rekgrens (yield stress) in de tabel is 750 N/mm² voor het materiaal 31CrMoV9. Dit materiaal krijgt voor deze eigenschap de materiaalcoëfficiënt „10‟ toegewezen. Het materiaal C45 heeft een rekgrens van 360 N/mm². De materiaalcoëfficiënt voor C45 wordt in Excel als volgt berekend:
𝐴𝑓𝑟𝑜𝑛𝑑𝑒𝑛 𝑟𝑒𝑘𝑔𝑟𝑒𝑛𝑠
𝑚𝑎𝑥. 𝑟𝑒𝑘𝑔𝑟𝑒𝑛𝑠∙ 10 ; 2 = 𝐴𝑓𝑟𝑜𝑛𝑑𝑒𝑛
360
750∙ 10 ; 2 = 4,80
Yield stress
SIGYLT Tensile strength
SIGXT Symbol
(N/mm²) (N/mm²)
SIGYLT SIGXT NAME
235 3.13 370 3.22 S235JRG2C
335 4.47 520 4.52 S355JZG3
430 5.73 740 6.43 C15
360 4.80 630 5.48 C45
370 4.93 640 5.57 C45E
280 3.73 380 3.30 11SMn30 (9SMn28)
280 3.73 380 3.30 11SMnPb30 (9SMnPb28)
300 4.00 400 3.48 11SMnPb37
650 8.67 1000 8.70 42CrMo4
550 7.33 700 6.09 115CrV3
570 7.60 800 6.96 X210CrW12
750 10.00 1150 10.00 31CrMoV9
200 2.67 500 4.35 X5CrNi18-10
280 3.73 580 5.04 X2CrNiMo17-12-2
Tabel 2.5 Toekenning van materiaalcoëfficiënten voor eigenschappen met getalwaarden
De verdere berekening van de top 4 wordt uitgelegd aan de hand van een eenvoudig voorbeeld. Stel dat volgende waardecijfers worden toegekend in het startvenster:
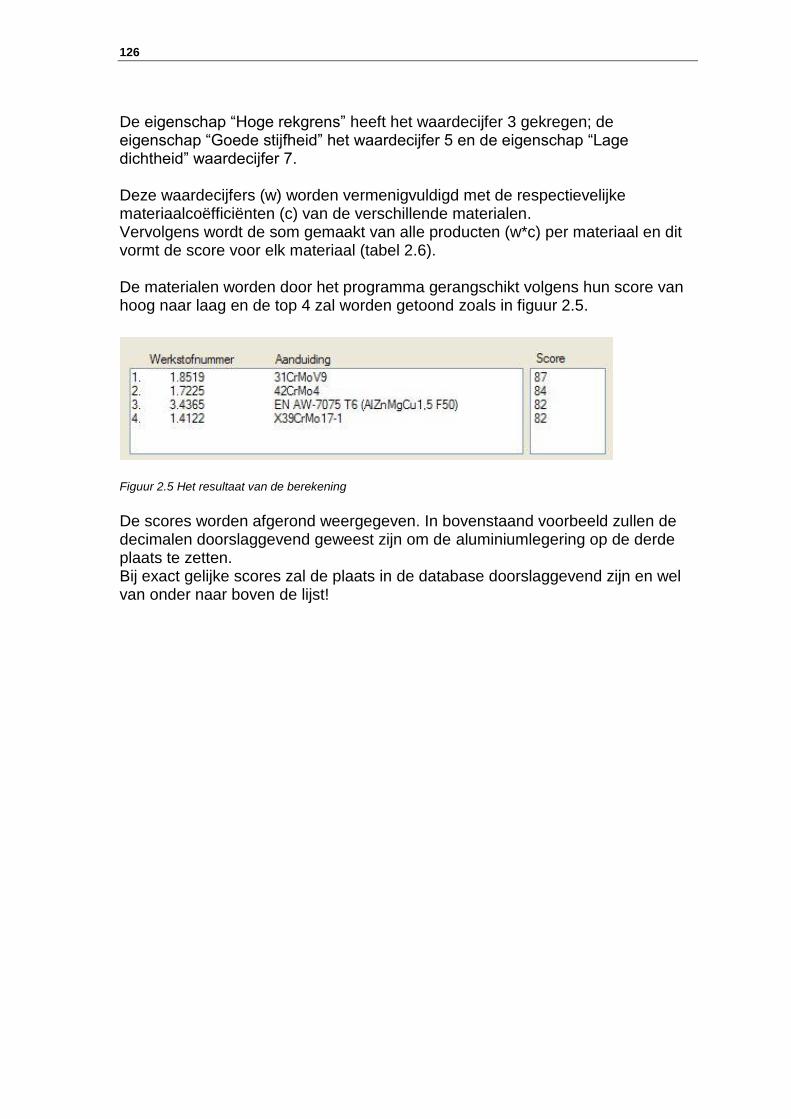
126
De eigenschap “Hoge rekgrens” heeft het waardecijfer 3 gekregen; de eigenschap “Goede stijfheid” het waardecijfer 5 en de eigenschap “Lage dichtheid” waardecijfer 7. Deze waardecijfers (w) worden vermenigvuldigd met de respectievelijke materiaalcoëfficiënten (c) van de verschillende materialen. Vervolgens wordt de som gemaakt van alle producten (w*c) per materiaal en dit vormt de score voor elk materiaal (tabel 2.6). De materialen worden door het programma gerangschikt volgens hun score van hoog naar laag en de top 4 zal worden getoond zoals in figuur 2.5.
Figuur 2.5 Het resultaat van de berekening
De scores worden afgerond weergegeven. In bovenstaand voorbeeld zullen de decimalen doorslaggevend geweest zijn om de aluminiumlegering op de derde plaats te zetten. Bij exact gelijke scores zal de plaats in de database doorslaggevend zijn en wel van onder naar boven de lijst!
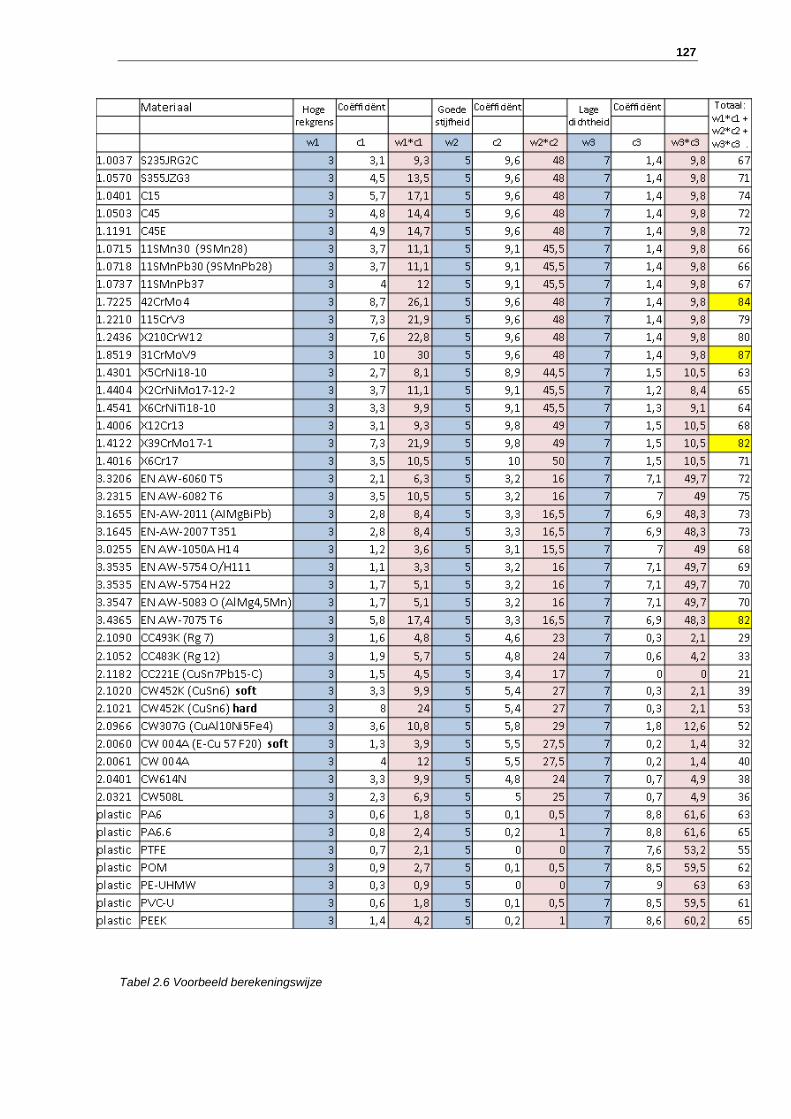
127
Tabel 2.6 Voorbeeld berekeningswijze
128
2.3.3 Opbouw en code van het programma ‘Materiaalkeuze’ Het schrijven van het programma met Visual Basic.NET was voor mij een hele opgave. Tot twee jaar terug had ik amper met programmeren bezig geweest en Visual Basic was mij totaal onbekend. Toen ik het vak programmeren met VB.NET 2005 kreeg in het masterjaar werd verondersteld dat je al een basis had vanuit de bachelor studies. Wanneer ik 16 jaar geleden afstudeerde als gegradueerde, moest deze programmeertaal nog op de markt worden gebracht. Het heeft me dan ook bloed, zweet en tranen gekost om de achterstallige kennis bij te benen en de opdrachten af te werken. Gelukkig kon ik voor advies terecht bij de docent Rudy Roodhooft en bij David Vermonden, een collega. Hoewel mijn programmeervaardigheid nog niet optimaal is, ben ik toch fier op de programma‟s die ik heb gemaakt. In de toekomst wil ik me nog verdiepen in deze materie omdat het vele mogelijkheden biedt naar didactische toepassingen toe. Het programma is geschreven als een „Windows Application‟ project. Codes ter verduidelijking van de opbouw van het programma worden in volgend
lettertype weergegeven: Courier New, 10 punten
Openen van het programma Bij het openen van het programma wordt het beginvenster getoond (zie figuur 2.1). Initieel gebeurt er verder niets. Wel kunnen de trackbars worden ingesteld waarbij de ingestelde waardes worden weergegeven in een tekstbox: Private Sub trcSIG_Scroll(ByVal sender As Object, ByVal e As
System.EventArgs) Handles trcSIG.Scroll
txbSIG.Text = trcSIG.Value
End Sub Bevestigen Als de gewenste waardecijfers bij de verschillende eigenschappen zijn ingesteld, kan de top 4 van meest geschikte materialen worden berekend door op de knop „Bevestigen‟ te drukken. Bij deze handeling wordt een vaste procedure doorlopen (figuur 2.6). Hierbij wordt met modules en subprocedures gewerkt om het geheel overzichtelijk te houden. De bestanden die worden ingelezen zijn csv-bestanden. „Comma Separated Value‟-bestanden zijn exportbestanden met als scheidingsteken een puntkomma “;” tussen de velden en tevens “;” op het einde van elke lijn. De decimale scheiding is steeds een komma “,”.
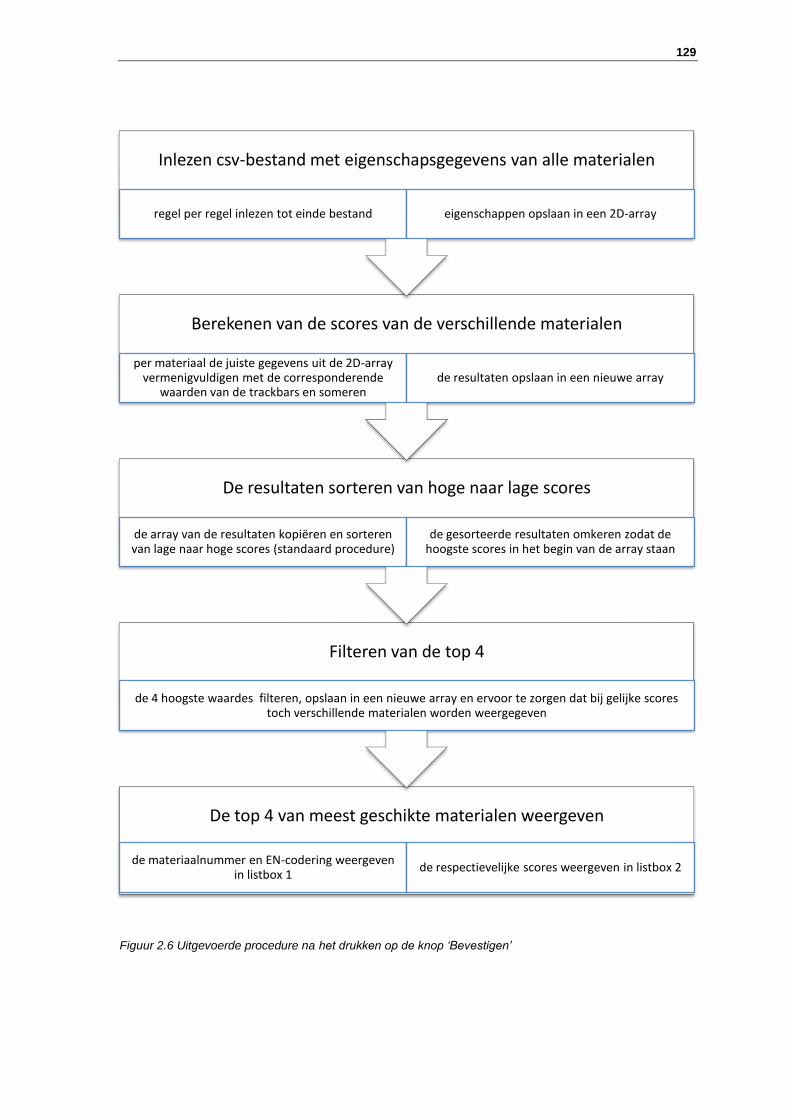
129
Figuur 2.6 Uitgevoerde procedure na het drukken op de knop „Bevestigen‟
De top 4 van meest geschikte materialen weergeven
de materiaalnummer en EN-codering weergeven in listbox 1
de respectievelijke scores weergeven in listbox 2
Filteren van de top 4
de 4 hoogste waardes filteren, opslaan in een nieuwe array en ervoor te zorgen dat bij gelijke scores toch verschillende materialen worden weergegeven
De resultaten sorteren van hoge naar lage scores
de array van de resultaten kopiëren en sorteren van lage naar hoge scores (standaard procedure)
de gesorteerde resultaten omkeren zodat de hoogste scores in het begin van de array staan
Berekenen van de scores van de verschillende materialen
per materiaal de juiste gegevens uit de 2D-array vermenigvuldigen met de corresponderende
waarden van de trackbars en somerende resultaten opslaan in een nieuwe array
Inlezen csv-bestand met eigenschapsgegevens van alle materialen
regel per regel inlezen tot einde bestand eigenschappen opslaan in een 2D-array
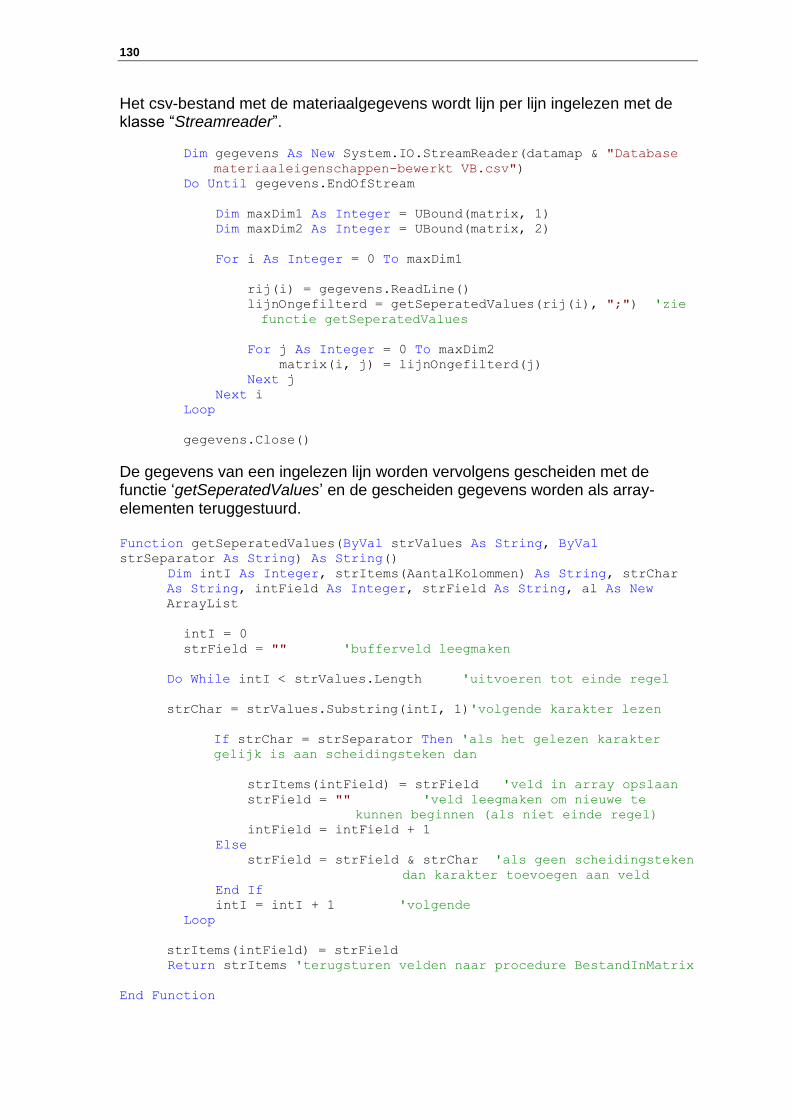
130
Het csv-bestand met de materiaalgegevens wordt lijn per lijn ingelezen met de klasse “Streamreader”.
Dim gegevens As New System.IO.StreamReader(datamap & "Database
materiaaleigenschappen-bewerkt VB.csv")
Do Until gegevens.EndOfStream
Dim maxDim1 As Integer = UBound(matrix, 1)
Dim maxDim2 As Integer = UBound(matrix, 2)
For i As Integer = 0 To maxDim1
rij(i) = gegevens.ReadLine()
lijnOngefilterd = getSeperatedValues(rij(i), ";") 'zie
functie getSeperatedValues
For j As Integer = 0 To maxDim2
matrix(i, j) = lijnOngefilterd(j)
Next j
Next i
Loop
gegevens.Close()
De gegevens van een ingelezen lijn worden vervolgens gescheiden met de functie „getSeperatedValues‟ en de gescheiden gegevens worden als array-elementen teruggestuurd. Function getSeperatedValues(ByVal strValues As String, ByVal
strSeparator As String) As String()
Dim intI As Integer, strItems(AantalKolommen) As String, strChar
As String, intField As Integer, strField As String, al As New
ArrayList
intI = 0
strField = "" 'bufferveld leegmaken
Do While intI < strValues.Length 'uitvoeren tot einde regel
strChar = strValues.Substring(intI, 1)'volgende karakter lezen
If strChar = strSeparator Then 'als het gelezen karakter
gelijk is aan scheidingsteken dan
strItems(intField) = strField 'veld in array opslaan
strField = "" 'veld leegmaken om nieuwe te
kunnen beginnen (als niet einde regel)
intField = intField + 1
Else
strField = strField & strChar 'als geen scheidingsteken
dan karakter toevoegen aan veld
End If
intI = intI + 1 'volgende
Loop
strItems(intField) = strField
Return strItems 'terugsturen velden naar procedure BestandInMatrix
End Function
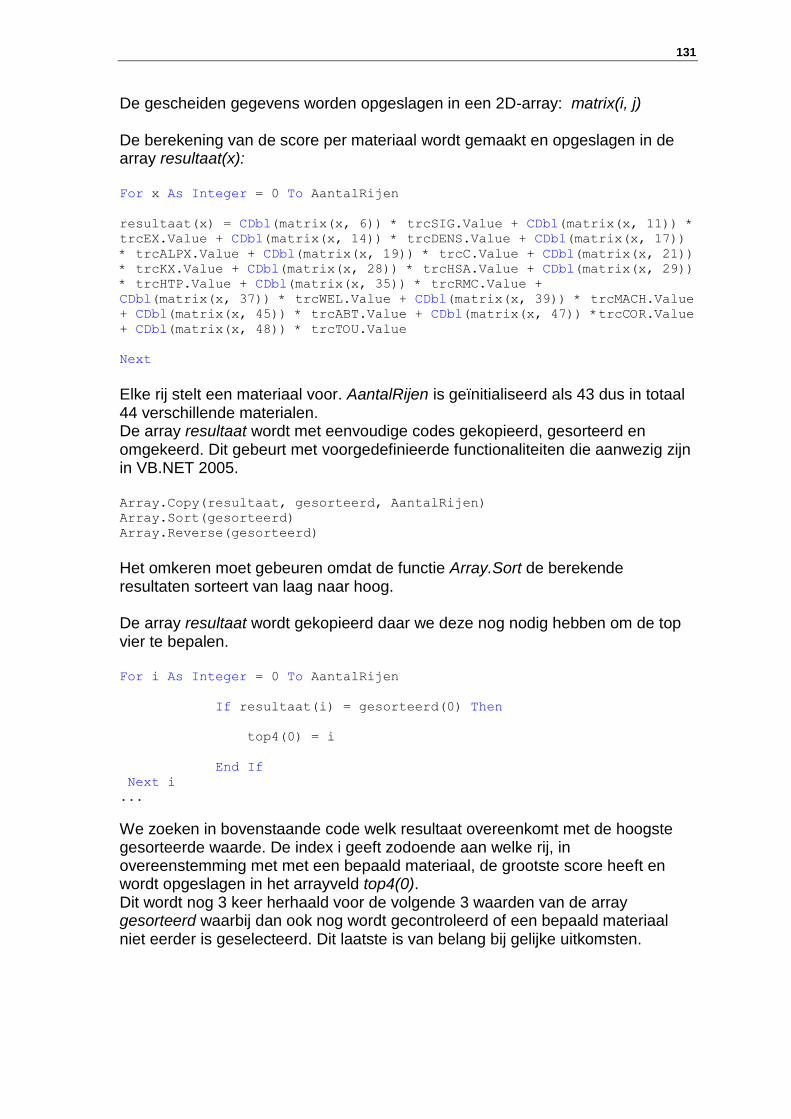
131
De gescheiden gegevens worden opgeslagen in een 2D-array: matrix(i, j) De berekening van de score per materiaal wordt gemaakt en opgeslagen in de array resultaat(x): For x As Integer = 0 To AantalRijen
resultaat(x) = CDbl(matrix(x, 6)) * trcSIG.Value + CDbl(matrix(x, 11)) *
trcEX.Value + CDbl(matrix(x, 14)) * trcDENS.Value + CDbl(matrix(x, 17))
* trcALPX.Value + CDbl(matrix(x, 19)) * trcC.Value + CDbl(matrix(x, 21))
* trcKX.Value + CDbl(matrix(x, 28)) * trcHSA.Value + CDbl(matrix(x, 29))
* trcHTP.Value + CDbl(matrix(x, 35)) * trcRMC.Value +
CDbl(matrix(x, 37)) * trcWEL.Value + CDbl(matrix(x, 39)) * trcMACH.Value
+ CDbl(matrix(x, 45)) * trcABT.Value + CDbl(matrix(x, 47)) *trcCOR.Value
+ CDbl(matrix(x, 48)) * trcTOU.Value
Next Elke rij stelt een materiaal voor. AantalRijen is geïnitialiseerd als 43 dus in totaal 44 verschillende materialen. De array resultaat wordt met eenvoudige codes gekopieerd, gesorteerd en omgekeerd. Dit gebeurt met voorgedefinieerde functionaliteiten die aanwezig zijn in VB.NET 2005. Array.Copy(resultaat, gesorteerd, AantalRijen)
Array.Sort(gesorteerd)
Array.Reverse(gesorteerd) Het omkeren moet gebeuren omdat de functie Array.Sort de berekende resultaten sorteert van laag naar hoog. De array resultaat wordt gekopieerd daar we deze nog nodig hebben om de top vier te bepalen. For i As Integer = 0 To AantalRijen
If resultaat(i) = gesorteerd(0) Then
top4(0) = i
End If
Next i
...
We zoeken in bovenstaande code welk resultaat overeenkomt met de hoogste gesorteerde waarde. De index i geeft zodoende aan welke rij, in overeenstemming met met een bepaald materiaal, de grootste score heeft en wordt opgeslagen in het arrayveld top4(0). Dit wordt nog 3 keer herhaald voor de volgende 3 waarden van de array gesorteerd waarbij dan ook nog wordt gecontroleerd of een bepaald materiaal niet eerder is geselecteerd. Dit laatste is van belang bij gelijke uitkomsten.
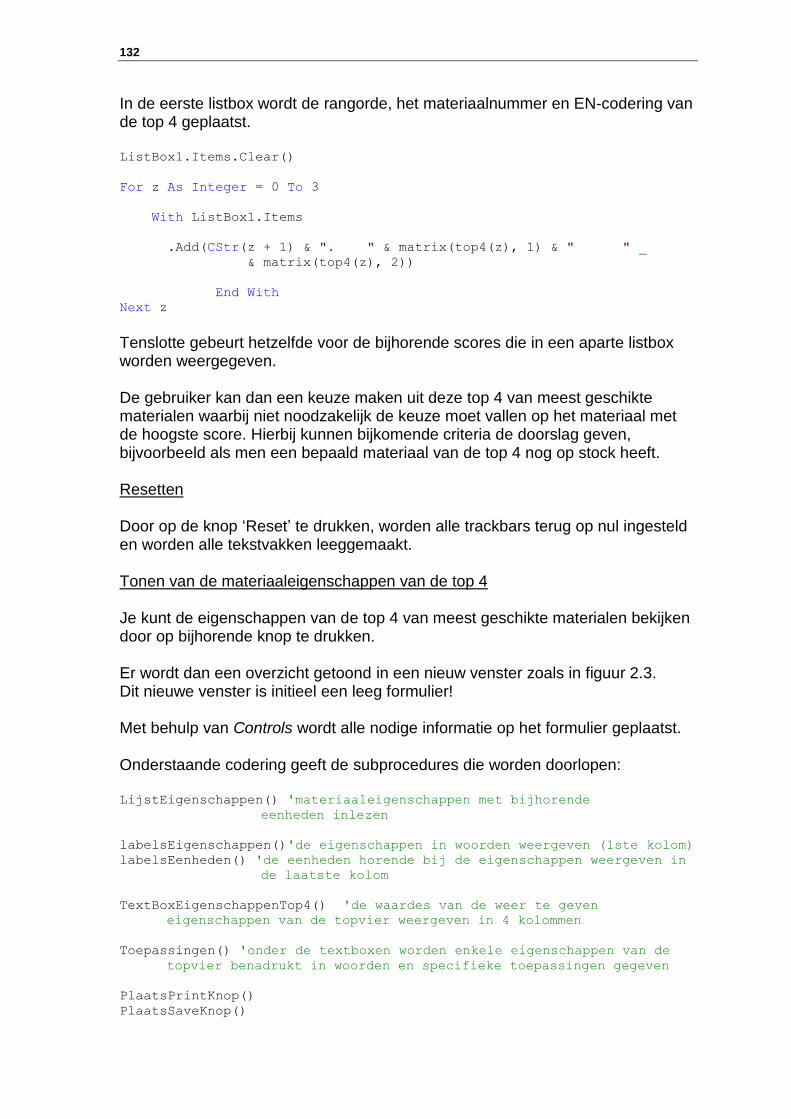
132
In de eerste listbox wordt de rangorde, het materiaalnummer en EN-codering van de top 4 geplaatst. ListBox1.Items.Clear()
For z As Integer = 0 To 3
With ListBox1.Items
.Add(CStr(z + 1) & ". " & matrix(top4(z), 1) & " " _
& matrix(top4(z), 2))
End With
Next z Tenslotte gebeurt hetzelfde voor de bijhorende scores die in een aparte listbox worden weergegeven. De gebruiker kan dan een keuze maken uit deze top 4 van meest geschikte materialen waarbij niet noodzakelijk de keuze moet vallen op het materiaal met de hoogste score. Hierbij kunnen bijkomende criteria de doorslag geven, bijvoorbeeld als men een bepaald materiaal van de top 4 nog op stock heeft. Resetten Door op de knop „Reset‟ te drukken, worden alle trackbars terug op nul ingesteld en worden alle tekstvakken leeggemaakt. Tonen van de materiaaleigenschappen van de top 4 Je kunt de eigenschappen van de top 4 van meest geschikte materialen bekijken door op bijhorende knop te drukken. Er wordt dan een overzicht getoond in een nieuw venster zoals in figuur 2.3. Dit nieuwe venster is initieel een leeg formulier! Met behulp van Controls wordt alle nodige informatie op het formulier geplaatst. Onderstaande codering geeft de subprocedures die worden doorlopen: LijstEigenschappen() 'materiaaleigenschappen met bijhorende
eenheden inlezen
labelsEigenschappen()'de eigenschappen in woorden weergeven (1ste kolom)
labelsEenheden() 'de eenheden horende bij de eigenschappen weergeven in
de laatste kolom
TextBoxEigenschappenTop4() 'de waardes van de weer te geven
eigenschappen van de topvier weergeven in 4 kolommen
Toepassingen() 'onder de textboxen worden enkele eigenschappen van de
topvier benadrukt in woorden en specifieke toepassingen gegeven
PlaatsPrintKnop()
PlaatsSaveKnop()
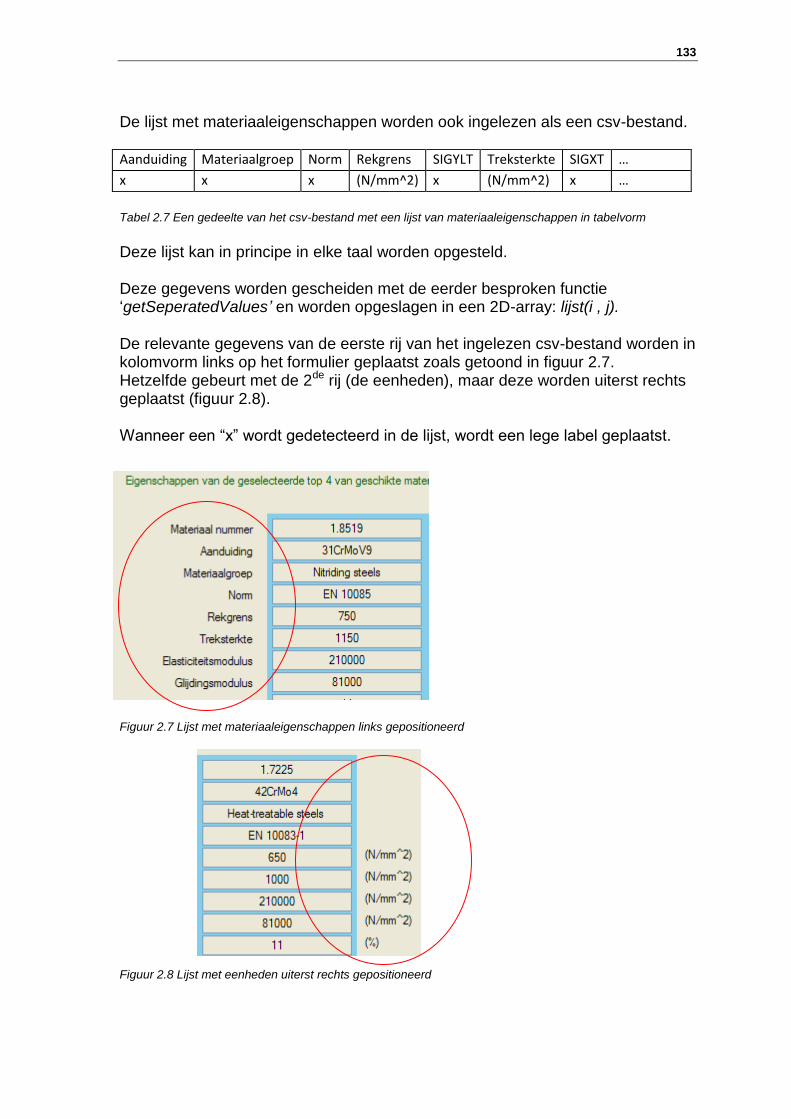
133
De lijst met materiaaleigenschappen worden ook ingelezen als een csv-bestand. Aanduiding Materiaalgroep Norm Rekgrens SIGYLT Treksterkte SIGXT …
x x x (N/mm^2) x (N/mm^2) x …
Tabel 2.7 Een gedeelte van het csv-bestand met een lijst van materiaaleigenschappen in tabelvorm
Deze lijst kan in principe in elke taal worden opgesteld. Deze gegevens worden gescheiden met de eerder besproken functie „getSeperatedValues‟ en worden opgeslagen in een 2D-array: lijst(i , j). De relevante gegevens van de eerste rij van het ingelezen csv-bestand worden in kolomvorm links op het formulier geplaatst zoals getoond in figuur 2.7. Hetzelfde gebeurt met de 2de rij (de eenheden), maar deze worden uiterst rechts geplaatst (figuur 2.8). Wanneer een “x” wordt gedetecteerd in de lijst, wordt een lege label geplaatst.
Figuur 2.7 Lijst met materiaaleigenschappen links gepositioneerd
Figuur 2.8 Lijst met eenheden uiterst rechts gepositioneerd
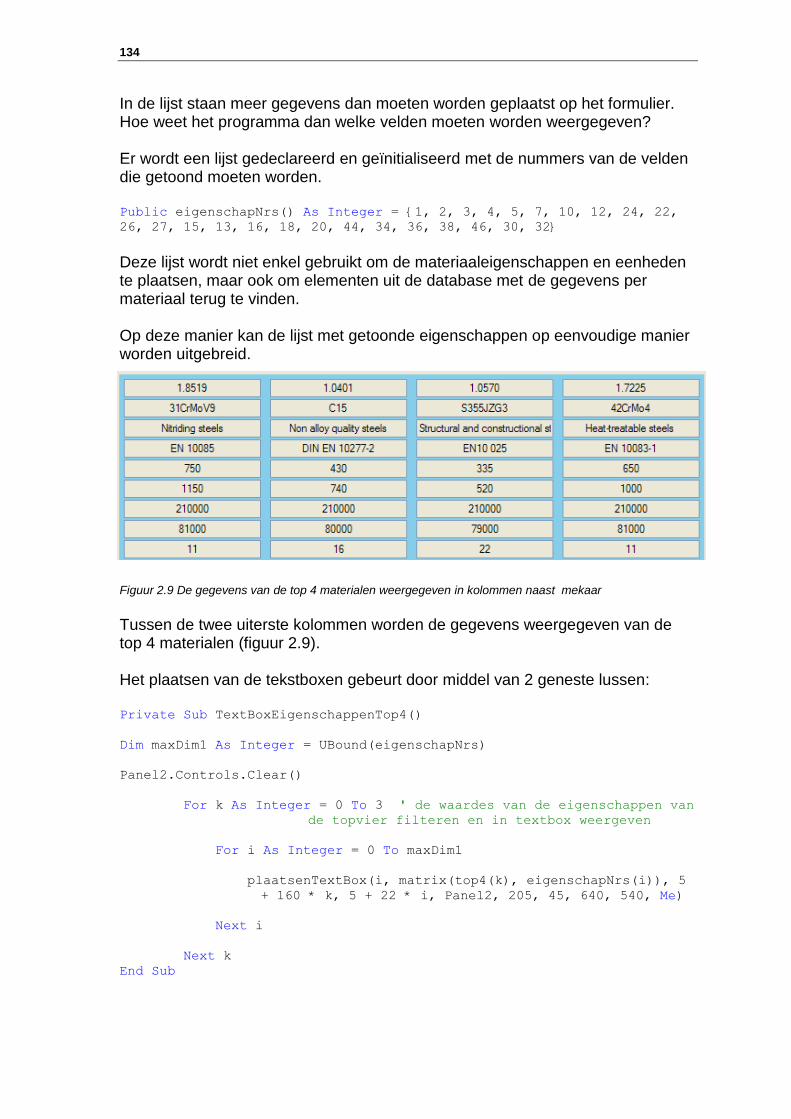
134
In de lijst staan meer gegevens dan moeten worden geplaatst op het formulier. Hoe weet het programma dan welke velden moeten worden weergegeven? Er wordt een lijst gedeclareerd en geïnitialiseerd met de nummers van de velden die getoond moeten worden. Public eigenschapNrs() As Integer = {1, 2, 3, 4, 5, 7, 10, 12, 24, 22,
26, 27, 15, 13, 16, 18, 20, 44, 34, 36, 38, 46, 30, 32} Deze lijst wordt niet enkel gebruikt om de materiaaleigenschappen en eenheden te plaatsen, maar ook om elementen uit de database met de gegevens per materiaal terug te vinden. Op deze manier kan de lijst met getoonde eigenschappen op eenvoudige manier worden uitgebreid.
Figuur 2.9 De gegevens van de top 4 materialen weergegeven in kolommen naast mekaar
Tussen de twee uiterste kolommen worden de gegevens weergegeven van de top 4 materialen (figuur 2.9). Het plaatsen van de tekstboxen gebeurt door middel van 2 geneste lussen: Private Sub TextBoxEigenschappenTop4()
Dim maxDim1 As Integer = UBound(eigenschapNrs)
Panel2.Controls.Clear()
For k As Integer = 0 To 3 ' de waardes van de eigenschappen van
de topvier filteren en in textbox weergeven
For i As Integer = 0 To maxDim1
plaatsenTextBox(i, matrix(top4(k), eigenschapNrs(i)), 5
+ 160 * k, 5 + 22 * i, Panel2, 205, 45, 640, 540, Me)
Next i
Next k
End Sub
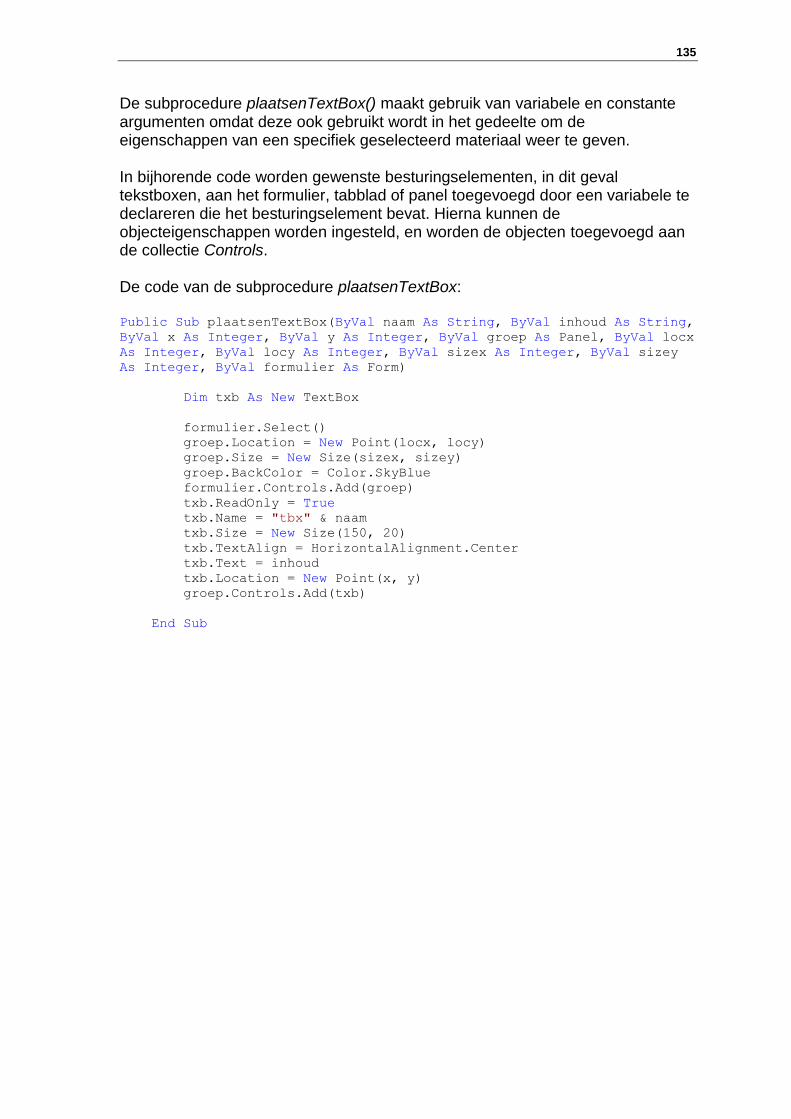
135
De subprocedure plaatsenTextBox() maakt gebruik van variabele en constante argumenten omdat deze ook gebruikt wordt in het gedeelte om de eigenschappen van een specifiek geselecteerd materiaal weer te geven. In bijhorende code worden gewenste besturingselementen, in dit geval tekstboxen, aan het formulier, tabblad of panel toegevoegd door een variabele te declareren die het besturingselement bevat. Hierna kunnen de objecteigenschappen worden ingesteld, en worden de objecten toegevoegd aan de collectie Controls. De code van de subprocedure plaatsenTextBox: Public Sub plaatsenTextBox(ByVal naam As String, ByVal inhoud As String,
ByVal x As Integer, ByVal y As Integer, ByVal groep As Panel, ByVal locx
As Integer, ByVal locy As Integer, ByVal sizex As Integer, ByVal sizey
As Integer, ByVal formulier As Form)
Dim txb As New TextBox
formulier.Select()
groep.Location = New Point(locx, locy)
groep.Size = New Size(sizex, sizey)
groep.BackColor = Color.SkyBlue
formulier.Controls.Add(groep)
txb.ReadOnly = True
txb.Name = "tbx" & naam
txb.Size = New Size(150, 20)
txb.TextAlign = HorizontalAlignment.Center
txb.Text = inhoud
txb.Location = New Point(x, y)
groep.Controls.Add(txb)
End Sub
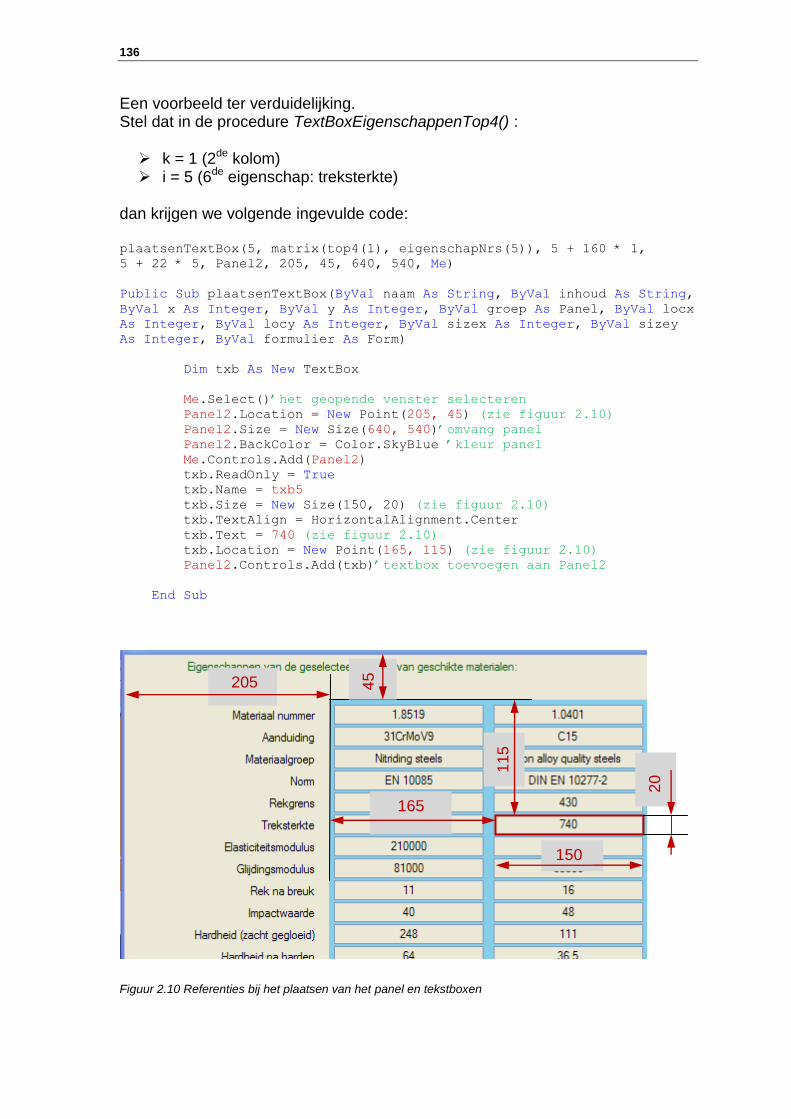
136
Een voorbeeld ter verduidelijking. Stel dat in de procedure TextBoxEigenschappenTop4() : k = 1 (2de kolom) i = 5 (6de eigenschap: treksterkte)
dan krijgen we volgende ingevulde code: plaatsenTextBox(5, matrix(top4(1), eigenschapNrs(5)), 5 + 160 * 1,
5 + 22 * 5, Panel2, 205, 45, 640, 540, Me)
Public Sub plaatsenTextBox(ByVal naam As String, ByVal inhoud As String,
ByVal x As Integer, ByVal y As Integer, ByVal groep As Panel, ByVal locx
As Integer, ByVal locy As Integer, ByVal sizex As Integer, ByVal sizey
As Integer, ByVal formulier As Form)
Dim txb As New TextBox
Me.Select()’het geopende venster selecteren
Panel2.Location = New Point(205, 45) (zie figuur 2.10)
Panel2.Size = New Size(640, 540)’omvang panel
Panel2.BackColor = Color.SkyBlue ’kleur panel
Me.Controls.Add(Panel2)
txb.ReadOnly = True
txb.Name = txb5
txb.Size = New Size(150, 20) (zie figuur 2.10)
txb.TextAlign = HorizontalAlignment.Center
txb.Text = 740 (zie figuur 2.10) txb.Location = New Point(165, 115) (zie figuur 2.10)
Panel2.Controls.Add(txb)’textbox toevoegen aan Panel2
End Sub
Figuur 2.10 Referenties bij het plaatsen van het panel en tekstboxen
205 45
165
1
15
150
2
0
137
Deze methode van programmeren wordt meermaals toegepast. Er bestaat de mogelijkheid om het formulier met de materiaaleigenschappen van de top 4 af te drukken en/of op te slaan als bitmapformaat maar ik wil dit deel van het programma nog optimaliseren omdat ik over de afdrukkwaliteit en lay-out niet erg tevreden ben. Het zou ook mooi zijn dat je de gegevens in een bewerkbaar formaat kon opslaan zoals een Acces- of Excel-bestand. Dit is zeker mogelijk maar dat zal na mijn studies gebeuren. De mogelijkheid om via het menu de materiaaleigenschappen te bekijken van een geselecteerd materiaal is op de zelfde gestructureerde manier geprogrammeerd als het weergeven van materiaaleigenschappen van de top 4. Het zou geen meerwaarde betekenen hier nog verder op in te gaan. De helpbestanden zijn gemaakt met het programma Publisher en opgeslagen als Hypertext Markup Language-bestanden (*.htm). Graag wil ik herhalen dat het programma op de bijgevoegde cd-rom staat, maar het programma mag niet worden gekopieerd en verspreid zonder voorafgaandelijke en uitdrukkelijke toestemming van de auteur. ©2009
138
3 VB.NET PROGRAMMA ‘SNIJPARAMETERS’
Aangezien ik de smaak van het programmeren te pakken had, heb ik nog een programma geschreven. Het concept op zich bestond al, maar ik heb het aangepast aan de noden van de leerlingen, de beperkingen van de school wat machines en gereedschappen betreft, en ik ben meer visueel te werk gegaan. De code is volledig eigenhandig geschreven!
3.1 Doel van het programma ‘Snijparameters’ Het doel van dit programma is dubbel:
als hulpmiddel om snel snijparameters te bepalen
als controlemiddel na het maken van oefeningen in verband met het berekenen van snijparameters
Als hulpmiddel om op een eenvoudige, snelle en aantrekkelijke manier de snijparameters van een bepaalde bewerking te bekomen bij werkvoorbereidingen. Het berekenen van snijparameters is niet altijd evident en vaak tijdrovend. Toerentallen en voedingssnelheden berekenen gaat meestal nog vrij eenvoudig met enkele standaardformules, hoewel ook hier een reeks gegevens moeten worden opgezocht in gereedschapscatalogi vooraleer je aan de berekening kan beginnen. Bij frezen zijn deze gegevens de snijsnelheid, de voeding per tand voor een bepaalde frees/materiaal combinatie, en de diameter en aantal tanden van de frees. Aan de hand van volgende formules kan dan het freestoerental en voedingssnelheid worden berekend:
𝑛 =1000 ∙ 𝑣𝑐𝜋 ∙ 𝐷𝑐
( 𝑜𝑚𝑤
min )
𝑣𝑓 = 𝑓𝑧 ∙ 𝑛 ∙ 𝑧𝑐 ( 𝑚𝑚
min )
met,
n: toerental (omw/min)
vc: snijsnelheid (m/min)
Vf: voedingsnelheid (mm/min)
fz: voeding per tand (mm/tand)
Dc: diameter frees (mm)
zc: aantal tanden van de frees
Bij deze berekening is nog geen rekening gehouden met de freesstrategie die bepalend is voor de axiale en radiale snedediepte, en we weten nog niets over het freesvermogen en andere snijparameters die belangrijke informatie kunnen verschaffen naar opspanning en machinestabiliteit toe.
Formule 3.1
Formule 3.2
139
Deze bijkomende snijparameters berekenen gebeurt niet in een-twee-drie. Het programma kan ook als controlemiddel dienen na het maken van oefeningen. De leerlingen moeten immers alle relevante snijparameters kunnen berekenen en de nodige gegevens hieromtrent kunnen opzoeken. Deze controle kan ook van nut zijn bij CAM-programma‟s. Bij een waardig CAM-programma worden de snijparameters berekend aan de hand van een krachtige database, maar deze omvat nooit alle informatie. Je kunt die wel aanvullen, maar dit kost tijd en er kunnen altijd foutjes insluipen. Dit programma kan dan een handig hulpmiddel zijn om, bij twijfel, de snijgegevens te checken.
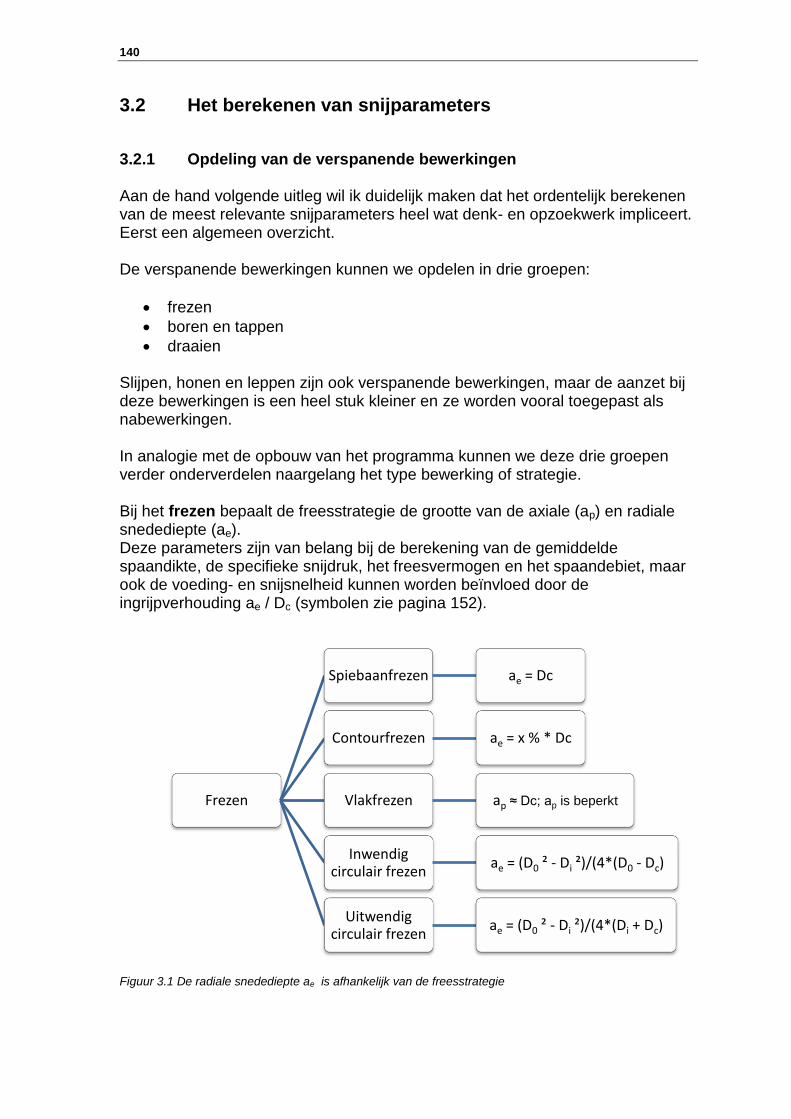
140
3.2 Het berekenen van snijparameters
3.2.1 Opdeling van de verspanende bewerkingen Aan de hand volgende uitleg wil ik duidelijk maken dat het ordentelijk berekenen van de meest relevante snijparameters heel wat denk- en opzoekwerk impliceert. Eerst een algemeen overzicht. De verspanende bewerkingen kunnen we opdelen in drie groepen:
frezen
boren en tappen
draaien Slijpen, honen en leppen zijn ook verspanende bewerkingen, maar de aanzet bij deze bewerkingen is een heel stuk kleiner en ze worden vooral toegepast als nabewerkingen. In analogie met de opbouw van het programma kunnen we deze drie groepen verder onderverdelen naargelang het type bewerking of strategie. Bij het frezen bepaalt de freesstrategie de grootte van de axiale (ap) en radiale snedediepte (ae). Deze parameters zijn van belang bij de berekening van de gemiddelde spaandikte, de specifieke snijdruk, het freesvermogen en het spaandebiet, maar ook de voeding- en snijsnelheid kunnen worden beïnvloed door de ingrijpverhouding ae / Dc (symbolen zie pagina 152). Figuur 3.1 De radiale snedediepte ae is afhankelijk van de freesstrategie
Frezen
Spiebaanfrezen ae = Dc
Contourfrezen ae = x % * Dc
Vlakfrezen ap ≈ Dc; ap is beperkt
Inwendig circulair frezen
ae = (D0 ² - Di ²)/(4*(D0 - Dc)
Uitwendig circulair frezen
ae = (D0 ² - Di ²)/(4*(Di + Dc)
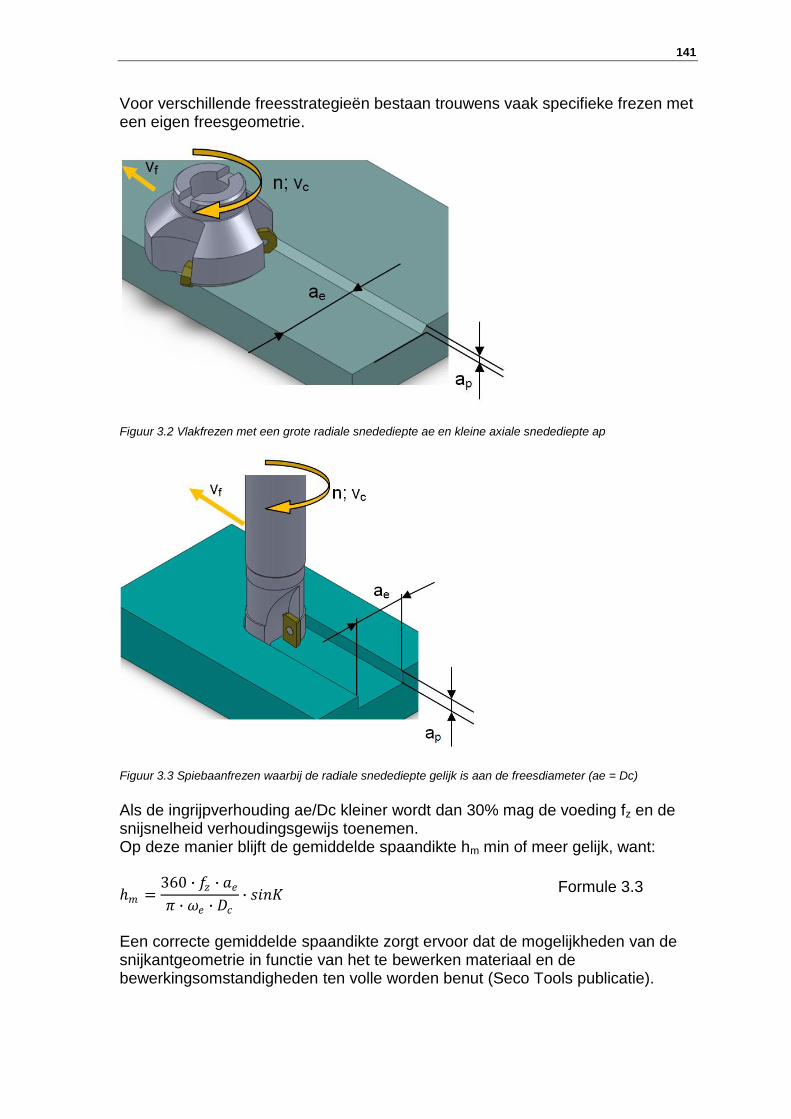
141
Voor verschillende freesstrategieën bestaan trouwens vaak specifieke frezen met een eigen freesgeometrie.
Figuur 3.2 Vlakfrezen met een grote radiale snedediepte ae en kleine axiale snedediepte ap
Figuur 3.3 Spiebaanfrezen waarbij de radiale snedediepte gelijk is aan de freesdiameter (ae = Dc)
Als de ingrijpverhouding ae/Dc kleiner wordt dan 30% mag de voeding fz en de snijsnelheid verhoudingsgewijs toenemen. Op deze manier blijft de gemiddelde spaandikte hm min of meer gelijk, want:
𝑚 =360 ∙ 𝑓𝑧 ∙ 𝑎𝑒
𝜋 ∙ 𝜔𝑒 ∙ 𝐷𝑐∙ 𝑠𝑖𝑛𝐾
Een correcte gemiddelde spaandikte zorgt ervoor dat de mogelijkheden van de snijkantgeometrie in functie van het te bewerken materiaal en de bewerkingsomstandigheden ten volle worden benut (Seco Tools publicatie).
Formule 3.3
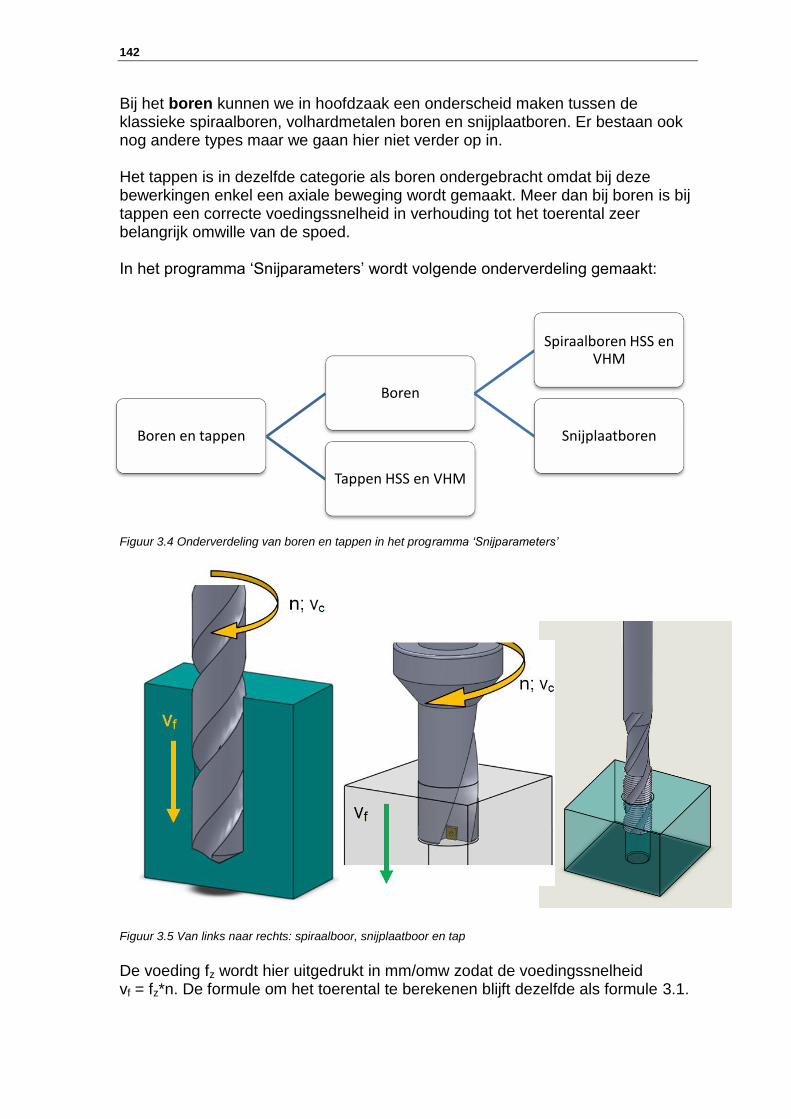
142
Bij het boren kunnen we in hoofdzaak een onderscheid maken tussen de klassieke spiraalboren, volhardmetalen boren en snijplaatboren. Er bestaan ook nog andere types maar we gaan hier niet verder op in. Het tappen is in dezelfde categorie als boren ondergebracht omdat bij deze bewerkingen enkel een axiale beweging wordt gemaakt. Meer dan bij boren is bij tappen een correcte voedingssnelheid in verhouding tot het toerental zeer belangrijk omwille van de spoed. In het programma „Snijparameters‟ wordt volgende onderverdeling gemaakt:
Figuur 3.4 Onderverdeling van boren en tappen in het programma „Snijparameters‟
Figuur 3.5 Van links naar rechts: spiraalboor, snijplaatboor en tap
De voeding fz wordt hier uitgedrukt in mm/omw zodat de voedingssnelheid vf = fz*n. De formule om het toerental te berekenen blijft dezelfde als formule 3.1.
Boren en tappen
Boren
Spiraalboren HSS en VHM
Snijplaatboren
Tappen HSS en VHM
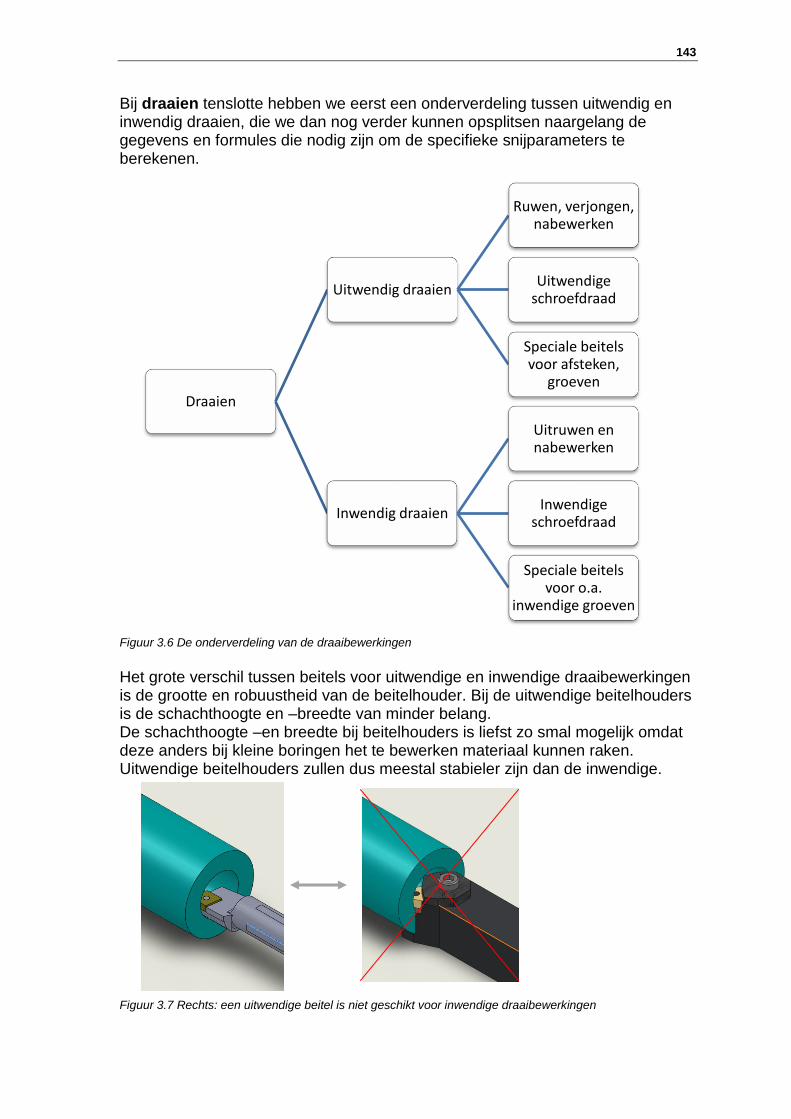
143
Bij draaien tenslotte hebben we eerst een onderverdeling tussen uitwendig en inwendig draaien, die we dan nog verder kunnen opsplitsen naargelang de gegevens en formules die nodig zijn om de specifieke snijparameters te berekenen.
Figuur 3.6 De onderverdeling van de draaibewerkingen
Het grote verschil tussen beitels voor uitwendige en inwendige draaibewerkingen is de grootte en robuustheid van de beitelhouder. Bij de uitwendige beitelhouders is de schachthoogte en –breedte van minder belang. De schachthoogte –en breedte bij beitelhouders is liefst zo smal mogelijk omdat deze anders bij kleine boringen het te bewerken materiaal kunnen raken. Uitwendige beitelhouders zullen dus meestal stabieler zijn dan de inwendige.
Figuur 3.7 Rechts: een uitwendige beitel is niet geschikt voor inwendige draaibewerkingen
Draaien
Uitwendig draaien
Ruwen, verjongen, nabewerken
Uitwendige schroefdraad
Speciale beitels voor afsteken,
groeven
Inwendig draaien
Uitruwen en nabewerken
Inwendige schroefdraad
Speciale beitels voor o.a.
inwendige groeven
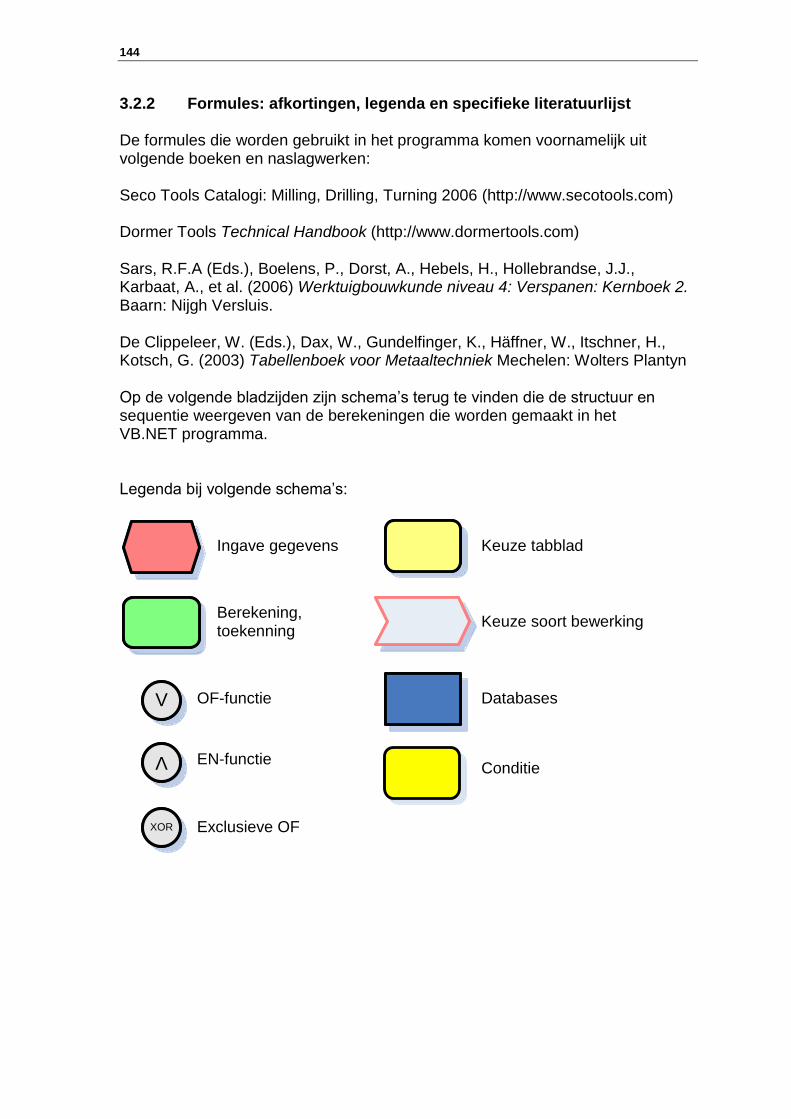
144
V
V
XOR
V
V
XOR
3.2.2 Formules: afkortingen, legenda en specifieke literatuurlijst De formules die worden gebruikt in het programma komen voornamelijk uit volgende boeken en naslagwerken: Seco Tools Catalogi: Milling, Drilling, Turning 2006 (http://www.secotools.com) Dormer Tools Technical Handbook (http://www.dormertools.com) Sars, R.F.A (Eds.), Boelens, P., Dorst, A., Hebels, H., Hollebrandse, J.J., Karbaat, A., et al. (2006) Werktuigbouwkunde niveau 4: Verspanen: Kernboek 2. Baarn: Nijgh Versluis. De Clippeleer, W. (Eds.), Dax, W., Gundelfinger, K., Häffner, W., Itschner, H., Kotsch, G. (2003) Tabellenboek voor Metaaltechniek Mechelen: Wolters Plantyn Op de volgende bladzijden zijn schema‟s terug te vinden die de structuur en sequentie weergeven van de berekeningen die worden gemaakt in het VB.NET programma. Legenda bij volgende schema‟s:
Ingave gegevens
Berekening, toekenning
Keuze tabblad
Keuze soort bewerking
Databases OF-functie
EN-functie
Exclusieve OF
Conditie
145
²)(:
:
)(:
/³(:
)(:
)(:
)(:
)(:
:
²)/(:
²)/(:
(:
/(:
/(:
/(:
)(:
)(:
:
)(:
)(:
)(:
1.1
0
mmvlaksnedeopperA
rendement
NmkoppelT
min)cmtspaandebieQ
kWvermogenP
mmspaandikteh
mmspaandiktenominaleh
mmspaandiktegemiddeldeh
exponentKienzlem
mmNsnijdrukeffectievekc
mmNsnijdrukspecifiekekc
omw/min)toerentaln
tand)mmtandpervoedingf
min)mmelheidvoedingssnv
min)midsnijsnelhev
mmesnededieptradialea
mmesnededieptaxialea
nfreestandeeffectieveaantalz
spaanhoekeffectieve
kaanvalshoe
mmterfreesdiameD
T
c
c
D
m
c
z
f
c
e
p
c
c
zz
y
a
i
c
e
e
fnormalevotafwijkingf
mmneusradiusr
mogteruwheidshoR
meruwheidoppervlaktR
mmameterwerkstukdiinwendigeD
mmameterwerkstukdiuitwendigeD
mmspoedp
houdingingrijpverD
a
kingrijphoe
...:
)(:
)(:
)(:
)(:
)(:
)(:
:
)(:
0
Lijst van de gebruikte afkortingen bij de formules:
3.2.3 Berekeningen frezen Figuur 3.8 probeert zo goed mogelijk de structuur weer te geven van de berekeningsvolgorde bij activatie van het tabblad frezen. Om het een beetje overzichtelijk te houden zijn niet alle datastromen weergegeven. Na het schema volgt enige toelichting over bijzondere berekeningen of correcties die moeten worden uitgevoerd.
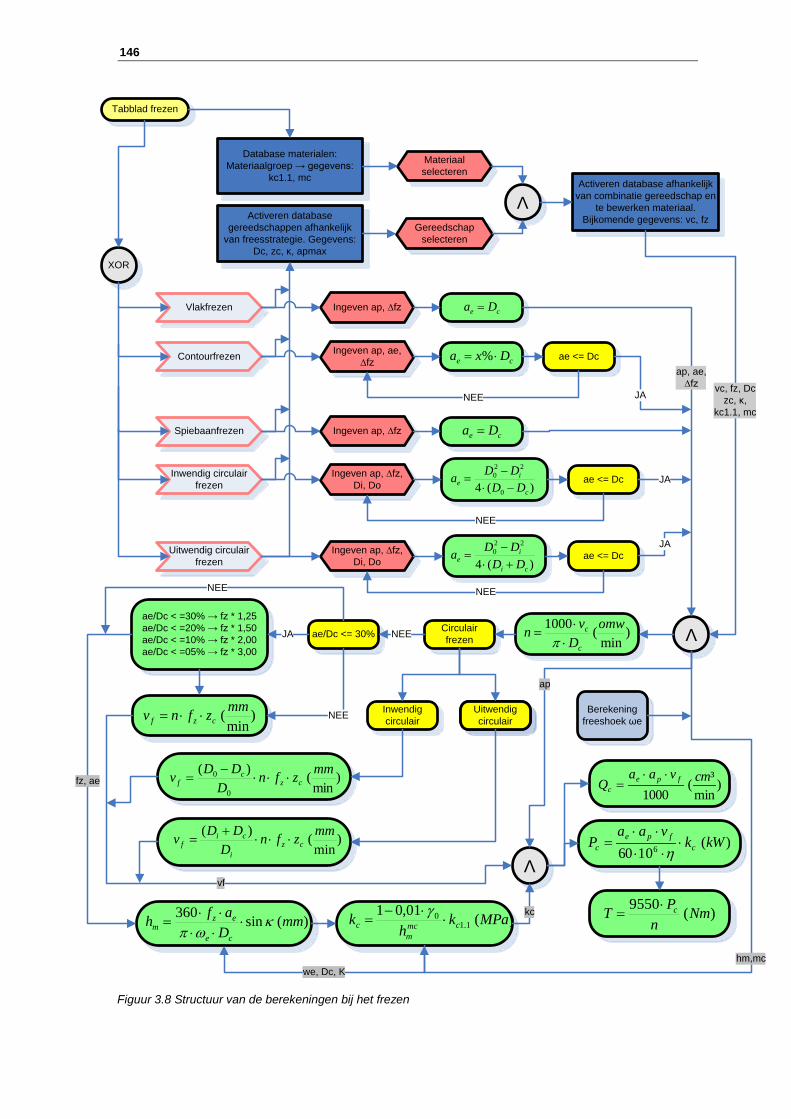
146
Tabblad frezen
Activeren database
gereedschappen afhankelijk
van freesstrategie. Gegevens:
Dc, zc, κ, apmax
Database materialen:
Materiaalgroep → gegevens:
kc1.1, mc
Gereedschap
selecteren
Materiaal
selecteren
Vlakfrezen
Spiebaanfrezen
Contourfrezen
Inwendig circulair
frezen
Uitwendig circulair
frezen
XOR
Activeren database afhankelijk
van combinatie gereedschap en
te bewerken materiaal.
Bijkomende gegevens: vc, fz
V
ce Da
ce Da
ce Dxa %
)(4 0
22
0
c
ie
DD
DDa
)(4
22
0
ci
ie
DD
DDa
Ingeven ap, ∆fz
Ingeven ap, ae,
∆fz
Ingeven ap, ∆fz
Ingeven ap, ∆fz,
Di, Do
Ingeven ap, ∆fz,
Di, Do
ae <= Dc
NEE
ae <= Dc
NEE
ae <= Dc
NEE
V
ap, ae,
∆fzJA
JA
JA
vc, fz, Dc
zc, κ,
kc1.1, mc
ae/Dc < =30% → fz * 1,25
ae/Dc < =20% → fz * 1,50
ae/Dc < =10% → fz * 2,00
ae/Dc < =05% → fz * 3,00
ae/Dc <= 30% )min
(1000 omw
D
vn
c
c
Circulair
frezen
Inwendig
circulair
Circulair
frezen
Uitwendig
circulair
NEEJA
NEE)min
(mm
zfnv czf
)min
()(
0
0 mmzfn
D
DDv cz
cf
)min
()( mm
zfnD
DDv cz
i
cif
)(sin360
mmD
afh
ce
ezm
)(
01,011.1
0 MPakh
k cmc
m
c
fz, ae
NEE
)(1060 6
kWkvaa
P c
fpe
c
)min
³(
1000
cmvaaQ
fpe
c
V
kc
vf
ap
hm,mc
we, Dc, K
Berekening
freeshoek ωe
)(9550
Nmn
PT c
Figuur 3.8 Structuur van de berekeningen bij het frezen
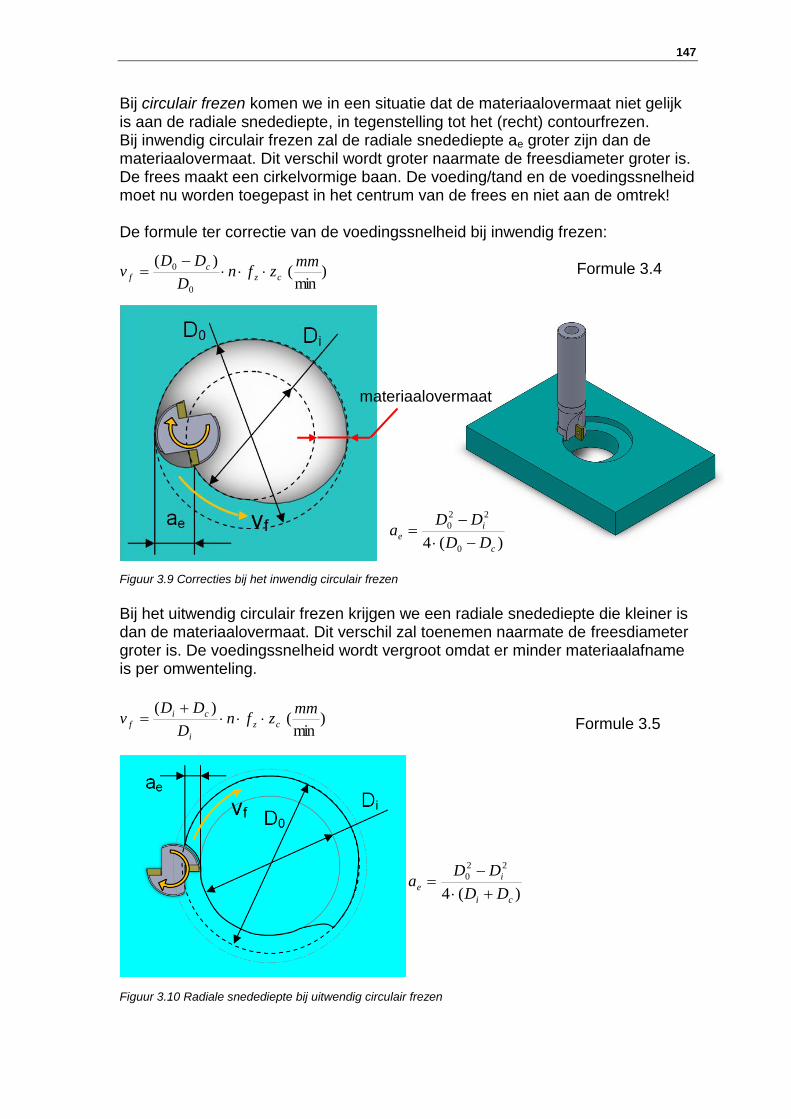
147
)min
()(
0
0 mmzfn
D
DDv cz
cf
)min
()( mm
zfnD
DDv cz
i
cif
)(4
22
0
ci
i
eDD
DDa
Bij circulair frezen komen we in een situatie dat de materiaalovermaat niet gelijk is aan de radiale snedediepte, in tegenstelling tot het (recht) contourfrezen. Bij inwendig circulair frezen zal de radiale snedediepte ae groter zijn dan de materiaalovermaat. Dit verschil wordt groter naarmate de freesdiameter groter is. De frees maakt een cirkelvormige baan. De voeding/tand en de voedingssnelheid moet nu worden toegepast in het centrum van de frees en niet aan de omtrek! De formule ter correctie van de voedingssnelheid bij inwendig frezen:
Formule 3.4
Figuur 3.9 Correcties bij het inwendig circulair frezen
Bij het uitwendig circulair frezen krijgen we een radiale snedediepte die kleiner is dan de materiaalovermaat. Dit verschil zal toenemen naarmate de freesdiameter groter is. De voedingssnelheid wordt vergroot omdat er minder materiaalafname is per omwenteling.
Formule 3.5
Figuur 3.10 Radiale snedediepte bij uitwendig circulair frezen
)(4 0
22
0
c
i
eDD
DDa
materiaalovermaat
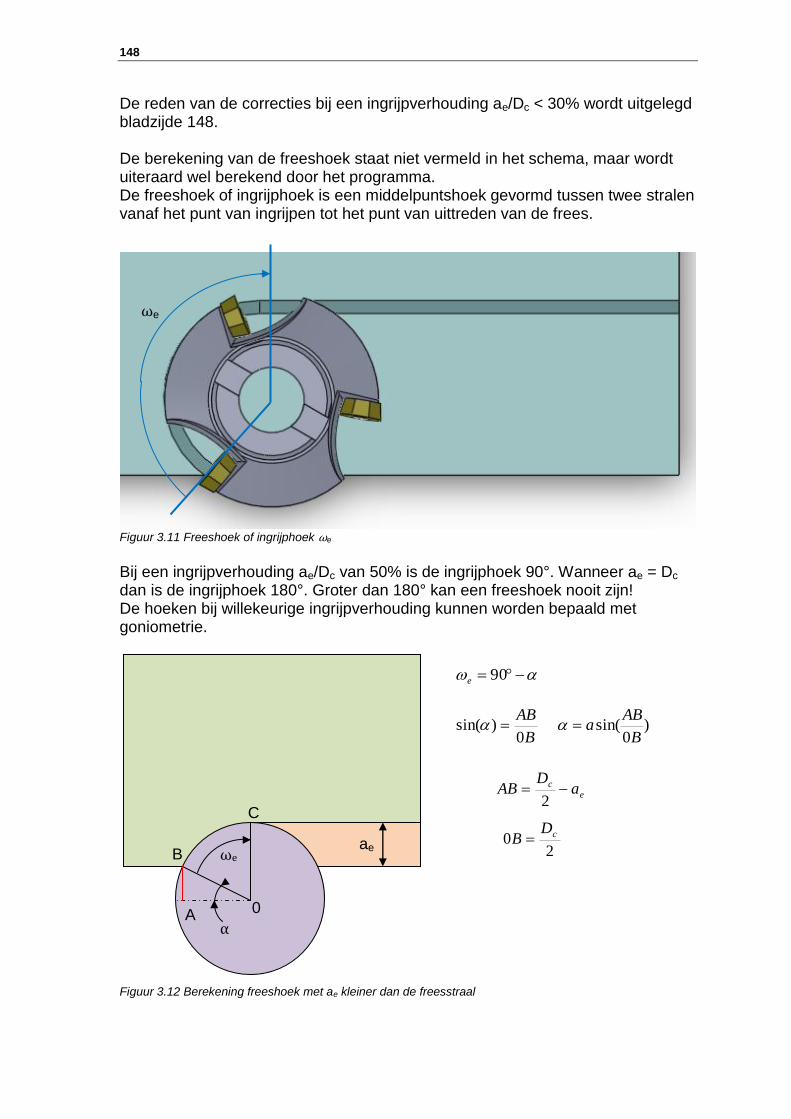
148
90e
B
AB
0)sin( )
0sin(
B
ABa
ec a
DAB
2
20 cDB
De reden van de correcties bij een ingrijpverhouding ae/Dc < 30% wordt uitgelegd bladzijde 148. De berekening van de freeshoek staat niet vermeld in het schema, maar wordt uiteraard wel berekend door het programma. De freeshoek of ingrijphoek is een middelpuntshoek gevormd tussen twee stralen vanaf het punt van ingrijpen tot het punt van uittreden van de frees.
Figuur 3.11 Freeshoek of ingrijphoek ωe
Bij een ingrijpverhouding ae/Dc van 50% is de ingrijphoek 90°. Wanneer ae = Dc dan is de ingrijphoek 180°. Groter dan 180° kan een freeshoek nooit zijn! De hoeken bij willekeurige ingrijpverhouding kunnen worden bepaald met goniometrie. Figuur 3.12 Berekening freeshoek met ae kleiner dan de freesstraal
ωe
ae
0 A
B
C
ωe
α
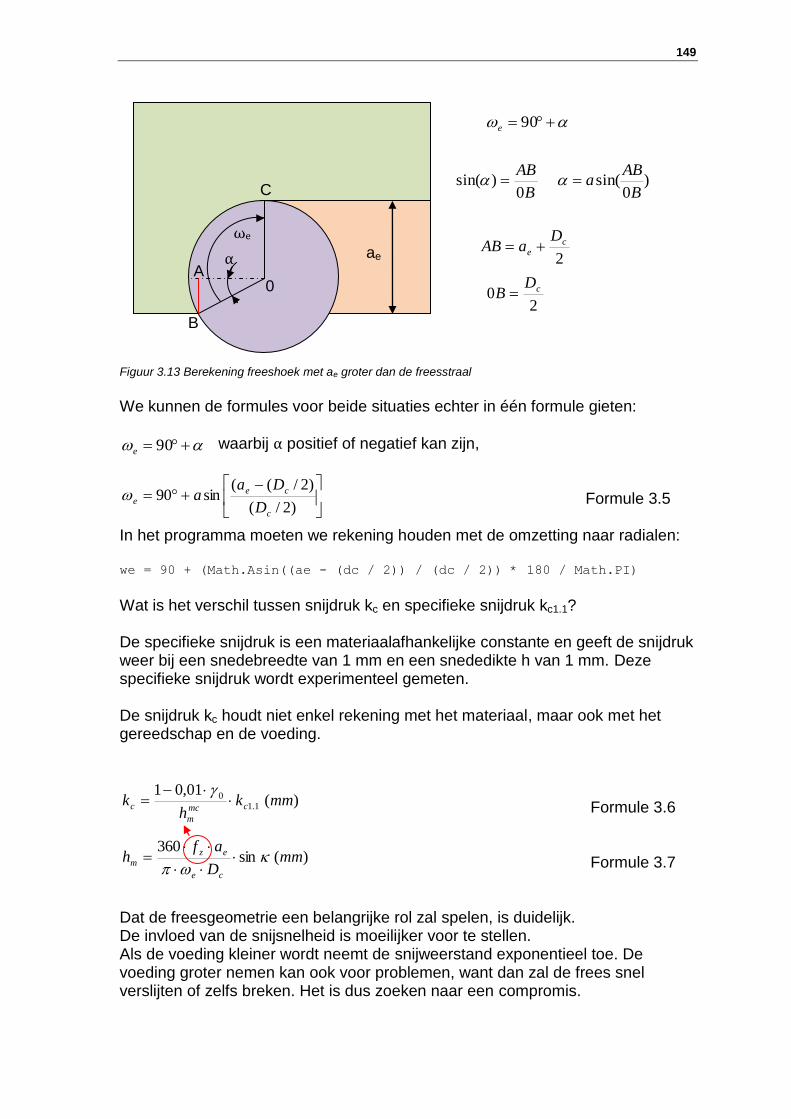
149
90e
B
AB
0)sin( )
0sin(
B
ABa
2
ce
DaAB
20 cDB
90e
)2/(
)2/((sin90
c
ce
eD
Daa
Figuur 3.13 Berekening freeshoek met ae groter dan de freesstraal
We kunnen de formules voor beide situaties echter in één formule gieten:
waarbij α positief of negatief kan zijn,
Formule 3.5
In het programma moeten we rekening houden met de omzetting naar radialen: we = 90 + (Math.Asin((ae - (dc / 2)) / (dc / 2)) * 180 / Math.PI)
Wat is het verschil tussen snijdruk kc en specifieke snijdruk kc1.1? De specifieke snijdruk is een materiaalafhankelijke constante en geeft de snijdruk weer bij een snedebreedte van 1 mm en een snededikte h van 1 mm. Deze specifieke snijdruk wordt experimenteel gemeten. De snijdruk kc houdt niet enkel rekening met het materiaal, maar ook met het gereedschap en de voeding. Formule 3.6 Formule 3.7 Dat de freesgeometrie een belangrijke rol zal spelen, is duidelijk. De invloed van de snijsnelheid is moeilijker voor te stellen. Als de voeding kleiner wordt neemt de snijweerstand exponentieel toe. De voeding groter nemen kan ook voor problemen, want dan zal de frees snel verslijten of zelfs breken. Het is dus zoeken naar een compromis.
ae
0
A
B
C
ωe
α
)(01,01
1.10 mmk
hk cmc
m
c
)(sin360
mmD
afh
ce
ezm
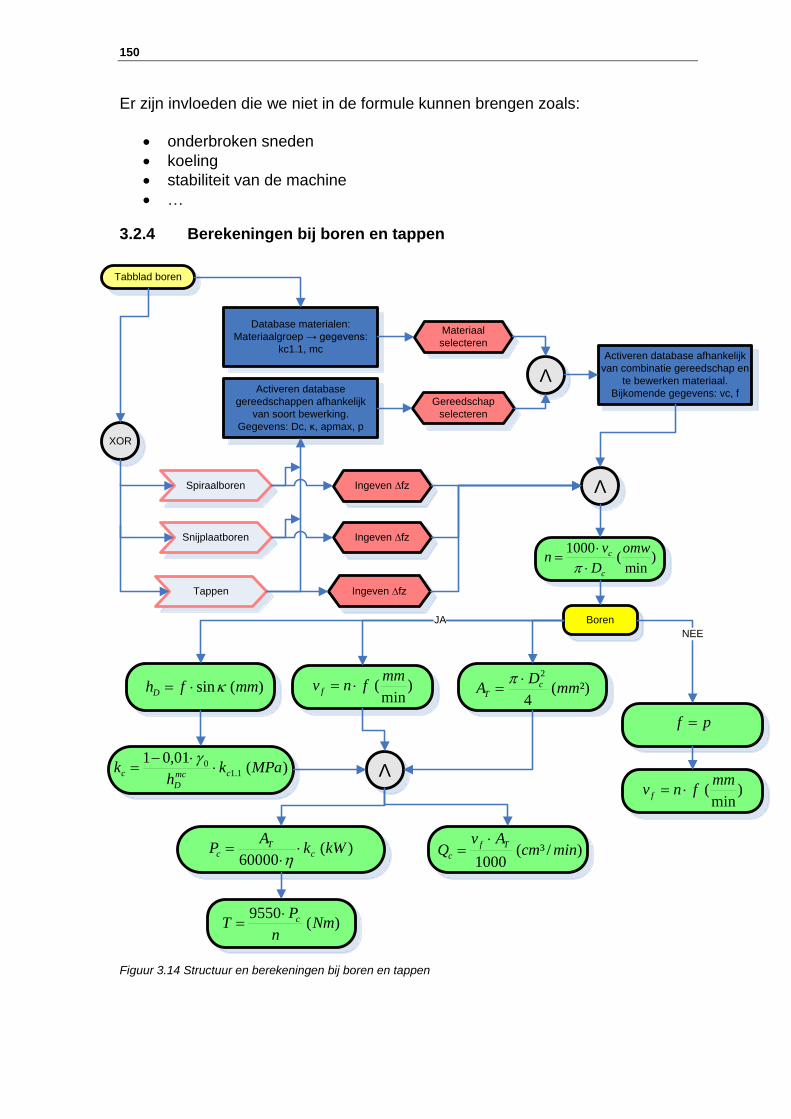
150
Tabblad boren
Activeren database
gereedschappen afhankelijk
van soort bewerking.
Gegevens: Dc, κ, apmax, p
Database materialen:
Materiaalgroep → gegevens:
kc1.1, mc
Gereedschap
selecteren
Materiaal
selecteren
Spiraalboren
Tappen
Snijplaatboren
XOR
Activeren database afhankelijk
van combinatie gereedschap en
te bewerken materiaal.
Bijkomende gegevens: vc, f
V
Ingeven ∆fz
Ingeven ∆fz
Ingeven ∆fz
V
)min
(1000 omw
D
vn
c
c
Boren
)min
(mm
fnv f )(sin mmfhD
)(01,01
1.10 MPak
hk cmc
D
c
²)(4
2
mmD
A cT
)/³(1000
mincmAv
QTf
c
)(
60000kWk
AP c
Tc
)(9550
Nmn
PT c
V
JA
pf
)min
(mm
fnv f
NEE
Er zijn invloeden die we niet in de formule kunnen brengen zoals:
onderbroken sneden
koeling
stabiliteit van de machine
…
3.2.4 Berekeningen bij boren en tappen
Figuur 3.14 Structuur en berekeningen bij boren en tappen
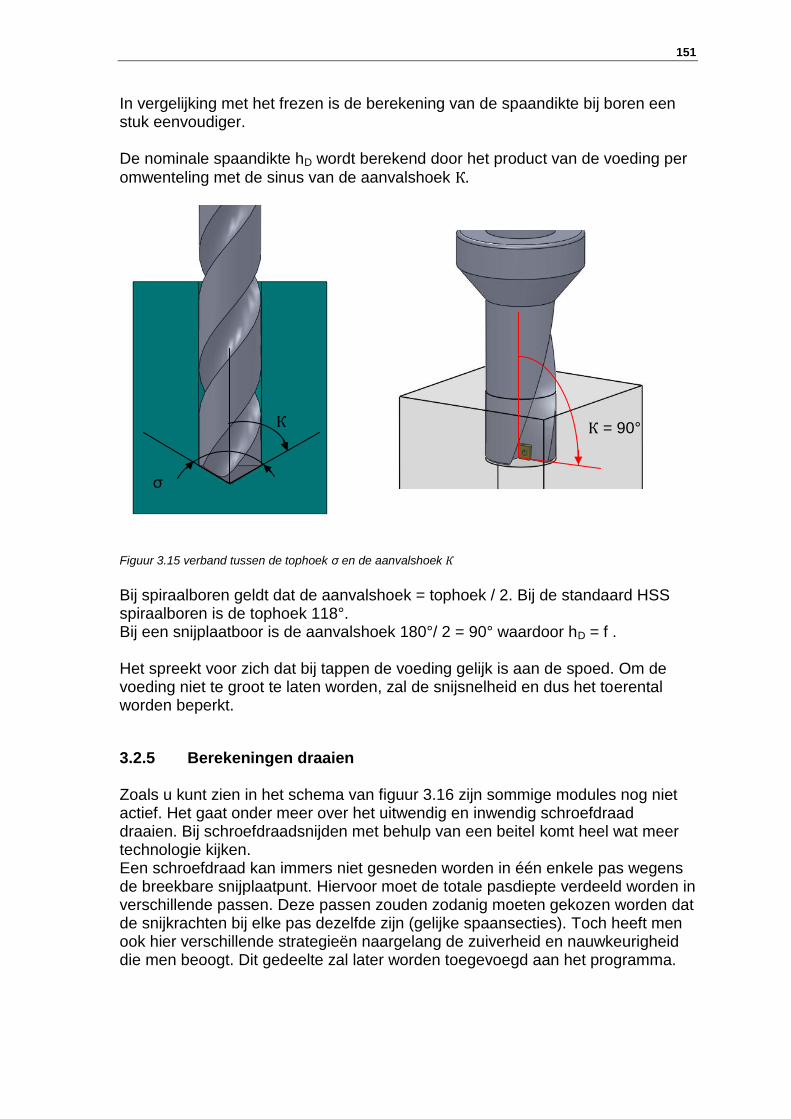
151
In vergelijking met het frezen is de berekening van de spaandikte bij boren een stuk eenvoudiger. De nominale spaandikte hD wordt berekend door het product van de voeding per
omwenteling met de sinus van de aanvalshoek К.
Figuur 3.15 verband tussen de tophoek σ en de aanvalshoek К
Bij spiraalboren geldt dat de aanvalshoek = tophoek / 2. Bij de standaard HSS spiraalboren is de tophoek 118°. Bij een snijplaatboor is de aanvalshoek 180°/ 2 = 90° waardoor hD = f . Het spreekt voor zich dat bij tappen de voeding gelijk is aan de spoed. Om de voeding niet te groot te laten worden, zal de snijsnelheid en dus het toerental worden beperkt.
3.2.5 Berekeningen draaien Zoals u kunt zien in het schema van figuur 3.16 zijn sommige modules nog niet actief. Het gaat onder meer over het uitwendig en inwendig schroefdraad draaien. Bij schroefdraadsnijden met behulp van een beitel komt heel wat meer technologie kijken. Een schroefdraad kan immers niet gesneden worden in één enkele pas wegens de breekbare snijplaatpunt. Hiervoor moet de totale pasdiepte verdeeld worden in verschillende passen. Deze passen zouden zodanig moeten gekozen worden dat de snijkrachten bij elke pas dezelfde zijn (gelijke spaansecties). Toch heeft men ook hier verschillende strategieën naargelang de zuiverheid en nauwkeurigheid die men beoogt. Dit gedeelte zal later worden toegevoegd aan het programma.
К
σ
К = 90°
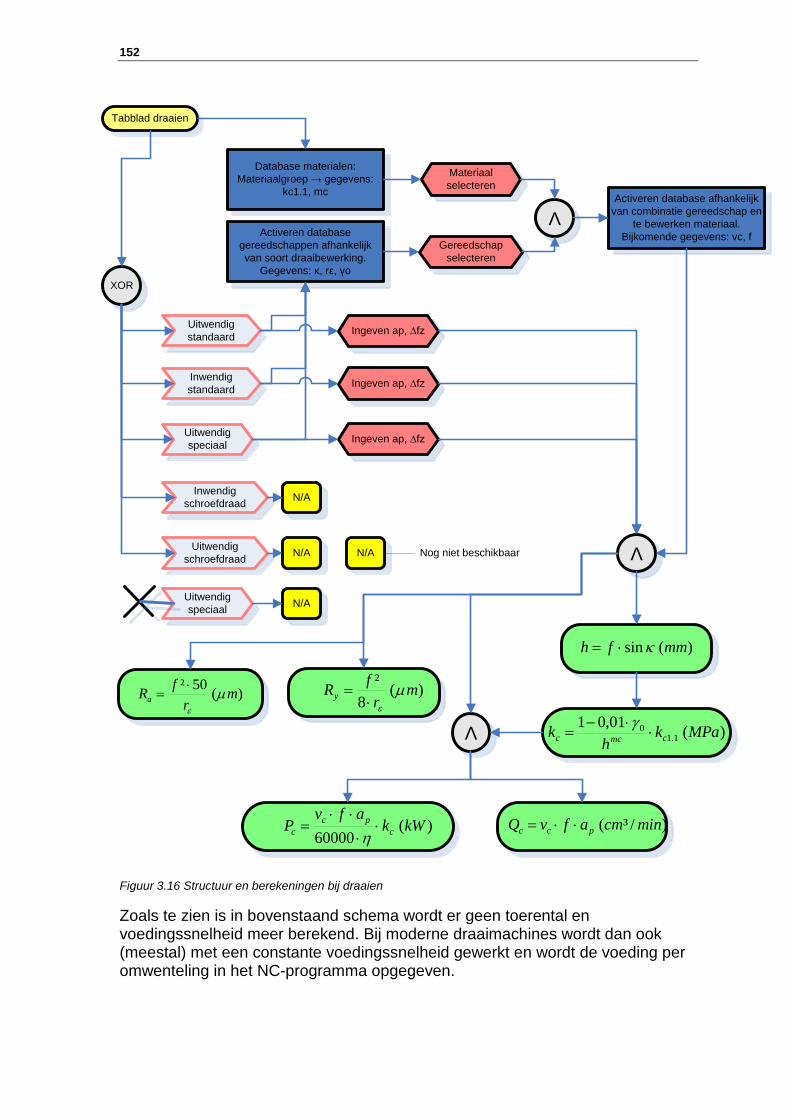
152
Tabblad draaien
Activeren database
gereedschappen afhankelijk
van soort draaibewerking.
Gegevens: κ, rε, γo
Database materialen:
Materiaalgroep → gegevens:
kc1.1, mc
Gereedschap
selecteren
Materiaal
selecteren
Uitwendig
standaard
Uitwendig
schroefdraad
Inwendig
standaard
Inwendig
schroefdraad
XOR
Activeren database afhankelijk
van combinatie gereedschap en
te bewerken materiaal.
Bijkomende gegevens: vc, f
V
Ingeven ap, ∆fz
Ingeven ap, ∆fz
N/A
Uitwendig
speciaal
Uitwendig
speciaal
N/A
N/A
Ingeven ap, ∆fz
N/A Nog niet beschikbaar
)(50²
mr
fRa
)(sin mmfh
)(01,01
1.10 MPak
hk cmcc
)/³( mincmafvQ pcc )(60000
kWkafv
P c
pc
c
V
V
)(8
²m
r
fRy
Figuur 3.16 Structuur en berekeningen bij draaien
Zoals te zien is in bovenstaand schema wordt er geen toerental en voedingssnelheid meer berekend. Bij moderne draaimachines wordt dan ook (meestal) met een constante voedingssnelheid gewerkt en wordt de voeding per omwenteling in het NC-programma opgegeven.
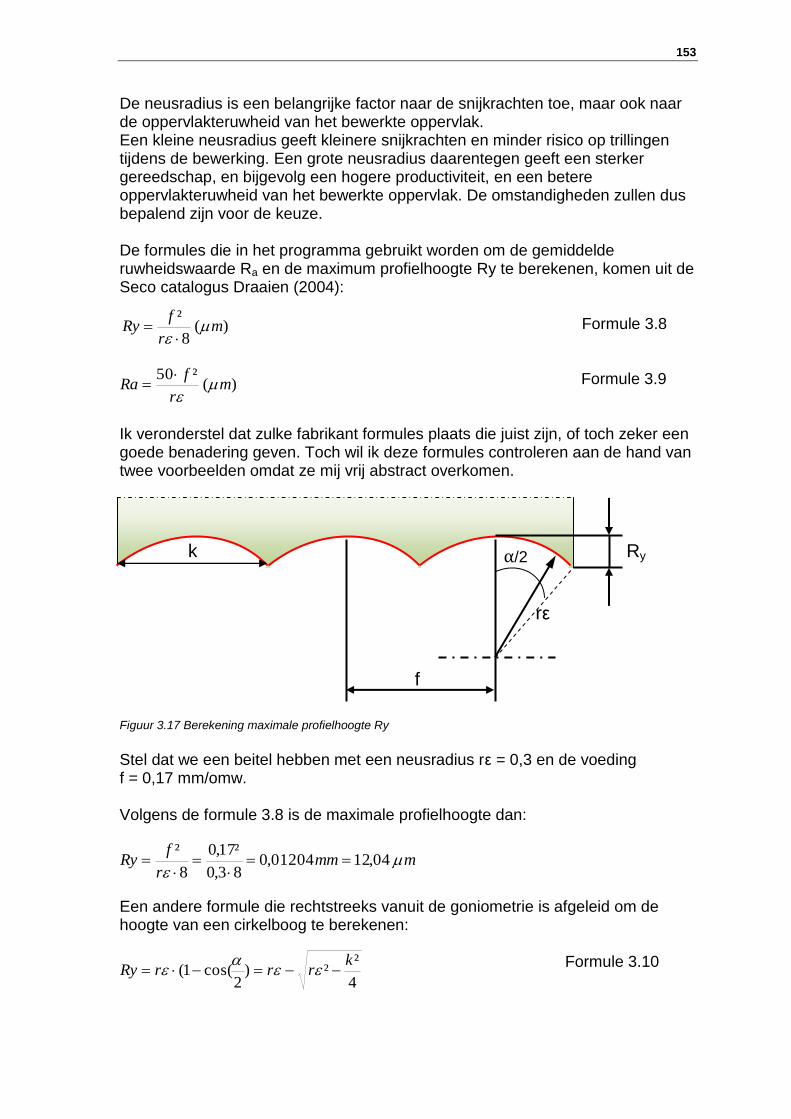
153
)(8
²m
r
fRy
)(²50
mr
fRa
mmmr
fRy
04,1201204,0
83,0
²17,0
8
²
4
²²)
2cos(1(
krrrRy
De neusradius is een belangrijke factor naar de snijkrachten toe, maar ook naar de oppervlakteruwheid van het bewerkte oppervlak. Een kleine neusradius geeft kleinere snijkrachten en minder risico op trillingen tijdens de bewerking. Een grote neusradius daarentegen geeft een sterker gereedschap, en bijgevolg een hogere productiviteit, en een betere oppervlakteruwheid van het bewerkte oppervlak. De omstandigheden zullen dus bepalend zijn voor de keuze. De formules die in het programma gebruikt worden om de gemiddelde ruwheidswaarde Ra en de maximum profielhoogte Ry te berekenen, komen uit de Seco catalogus Draaien (2004):
Formule 3.8 Formule 3.9
Ik veronderstel dat zulke fabrikant formules plaats die juist zijn, of toch zeker een goede benadering geven. Toch wil ik deze formules controleren aan de hand van twee voorbeelden omdat ze mij vrij abstract overkomen. Figuur 3.17 Berekening maximale profielhoogte Ry
Stel dat we een beitel hebben met een neusradius rε = 0,3 en de voeding f = 0,17 mm/omw. Volgens de formule 3.8 is de maximale profielhoogte dan:
Een andere formule die rechtstreeks vanuit de goniometrie is afgeleid om de hoogte van een cirkelboog te berekenen:
Formule 3.10
f
rε
Ry k α/2
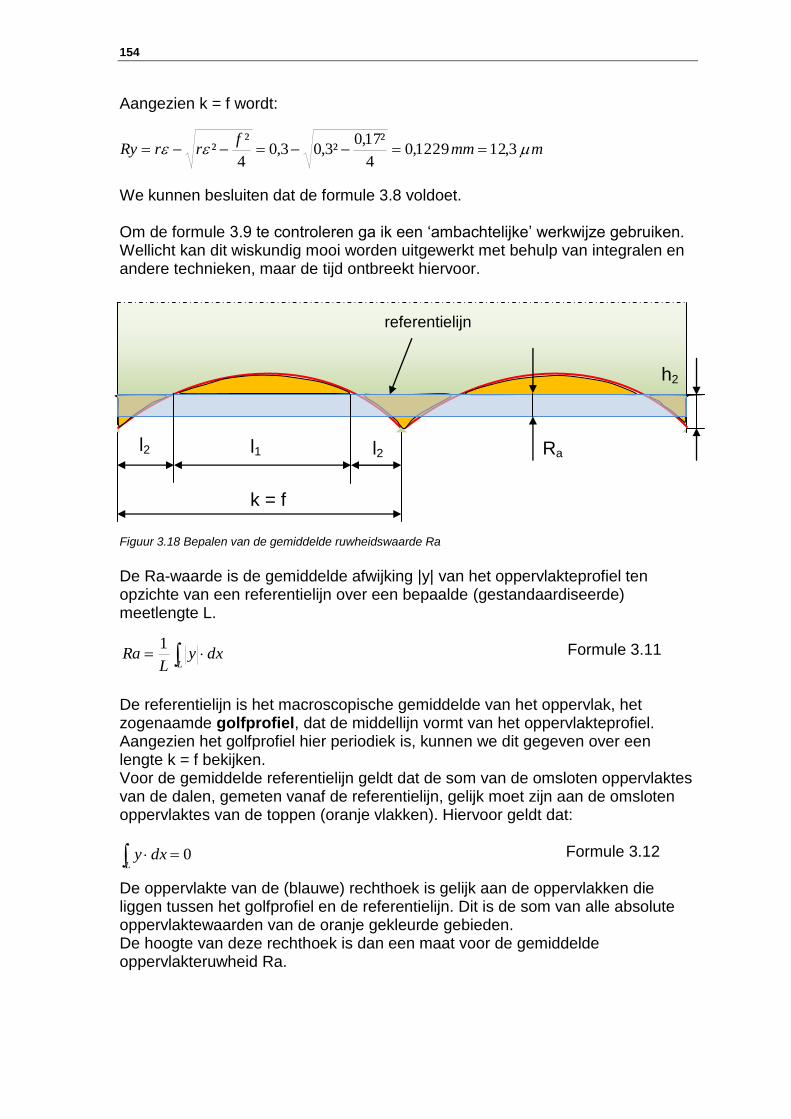
154
mmmf
rrRy 3,121229,04
²17,0²3,03,0
4
²²
dxyL
RaL
1
l1 l2 l2
k = f
Ra
h2
referentielijn
L
dxy 0
Aangezien k = f wordt:
We kunnen besluiten dat de formule 3.8 voldoet. Om de formule 3.9 te controleren ga ik een „ambachtelijke‟ werkwijze gebruiken. Wellicht kan dit wiskundig mooi worden uitgewerkt met behulp van integralen en andere technieken, maar de tijd ontbreekt hiervoor. Figuur 3.18 Bepalen van de gemiddelde ruwheidswaarde Ra
De Ra-waarde is de gemiddelde afwijking |y| van het oppervlakteprofiel ten opzichte van een referentielijn over een bepaalde (gestandaardiseerde) meetlengte L.
Formule 3.11
De referentielijn is het macroscopische gemiddelde van het oppervlak, het zogenaamde golfprofiel, dat de middellijn vormt van het oppervlakteprofiel. Aangezien het golfprofiel hier periodiek is, kunnen we dit gegeven over een lengte k = f bekijken. Voor de gemiddelde referentielijn geldt dat de som van de omsloten oppervlaktes van de dalen, gemeten vanaf de referentielijn, gelijk moet zijn aan de omsloten oppervlaktes van de toppen (oranje vlakken). Hiervoor geldt dat:
Formule 3.12
De oppervlakte van de (blauwe) rechthoek is gelijk aan de oppervlakken die liggen tussen het golfprofiel en de referentielijn. Dit is de som van alle absolute oppervlaktewaarden van de oranje gekleurde gebieden. De hoogte van deze rechthoek is dan een maat voor de gemiddelde oppervlakteruwheid Ra.
155
mr
fRa
82,4
3,0
²17,050²50
²8,393)22,723,12(8,10475,04
311 mhlAb
²7,1172
22,76,32
2
22 mhl
Ad
²4381502882 mAAA dbt
²1502
3,82,36
2
22 mhl
Ad
²288)3,823,12(6,9775,04
311 mhlAb
db AA 2
Als we de ruwheidswaarde Ra berekenen met formule 3.9, dan is het resultaat:
Ik ga nu een benaderende berekening maken van de oppervlakjes om zodoende de Ra-waarde te bepalen. Ik weet dat k = f = 0,17 mm. Uitgaande van figuur 3.18 en de regel van drie kom ik tot volgende benaderende waarden: l1 = 104,8 μm; l2 = 32,6 μm en h2 = 7,22 μm De oppervlakte onder de cirkelboog is dan:
De oppervlakte van de quasi driehoeken:
Als de referentielijn goed gekozen is, zou volgende bewering waar moeten zijn:
Het verschil (394 tegen 235 μm²) is te groot. Op iteratieve wijze en met behulp van een CAD-programma heb ik waarden gezocht die vrij nauwkeurig zijn: l1 = 97,6 μm; l2 = 36,2 μm en h2 = 8,3 μm Controle: 97,6 + 2 * 36,2 = 170 μm = f, dus ok. De oppervlaktes zijn ook bepaald met CAD, en de resultaten sluiten nauw aan bij de benaderende formules. Hierbij zijn:
met CAD: 270 μm²
met CAD: 140 μm²
Bij deze waarden is Ab ≈ 2 * Ad zodat de totale oppervlakte gelijk is aan:
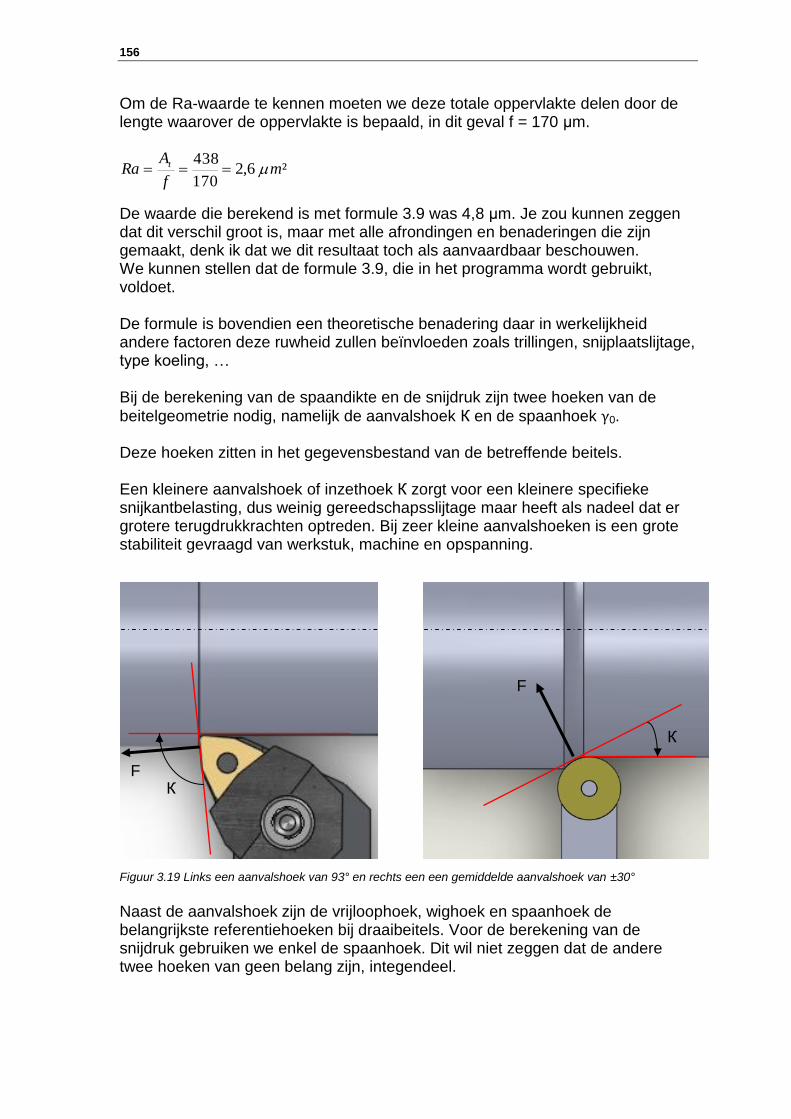
156
²6,2170
438m
f
ARa t
Om de Ra-waarde te kennen moeten we deze totale oppervlakte delen door de lengte waarover de oppervlakte is bepaald, in dit geval f = 170 μm.
De waarde die berekend is met formule 3.9 was 4,8 μm. Je zou kunnen zeggen dat dit verschil groot is, maar met alle afrondingen en benaderingen die zijn gemaakt, denk ik dat we dit resultaat toch als aanvaardbaar beschouwen. We kunnen stellen dat de formule 3.9, die in het programma wordt gebruikt, voldoet. De formule is bovendien een theoretische benadering daar in werkelijkheid andere factoren deze ruwheid zullen beïnvloeden zoals trillingen, snijplaatslijtage, type koeling, … Bij de berekening van de spaandikte en de snijdruk zijn twee hoeken van de
beitelgeometrie nodig, namelijk de aanvalshoek К en de spaanhoek γ0. Deze hoeken zitten in het gegevensbestand van de betreffende beitels. Een kleinere aanvalshoek of inzethoek К zorgt voor een kleinere specifieke snijkantbelasting, dus weinig gereedschapsslijtage maar heeft als nadeel dat er grotere terugdrukkrachten optreden. Bij zeer kleine aanvalshoeken is een grote stabiliteit gevraagd van werkstuk, machine en opspanning.
Figuur 3.19 Links een aanvalshoek van 93° en rechts een een gemiddelde aanvalshoek van ±30°
Naast de aanvalshoek zijn de vrijloophoek, wighoek en spaanhoek de belangrijkste referentiehoeken bij draaibeitels. Voor de berekening van de snijdruk gebruiken we enkel de spaanhoek. Dit wil niet zeggen dat de andere twee hoeken van geen belang zijn, integendeel.
К
К
F
F
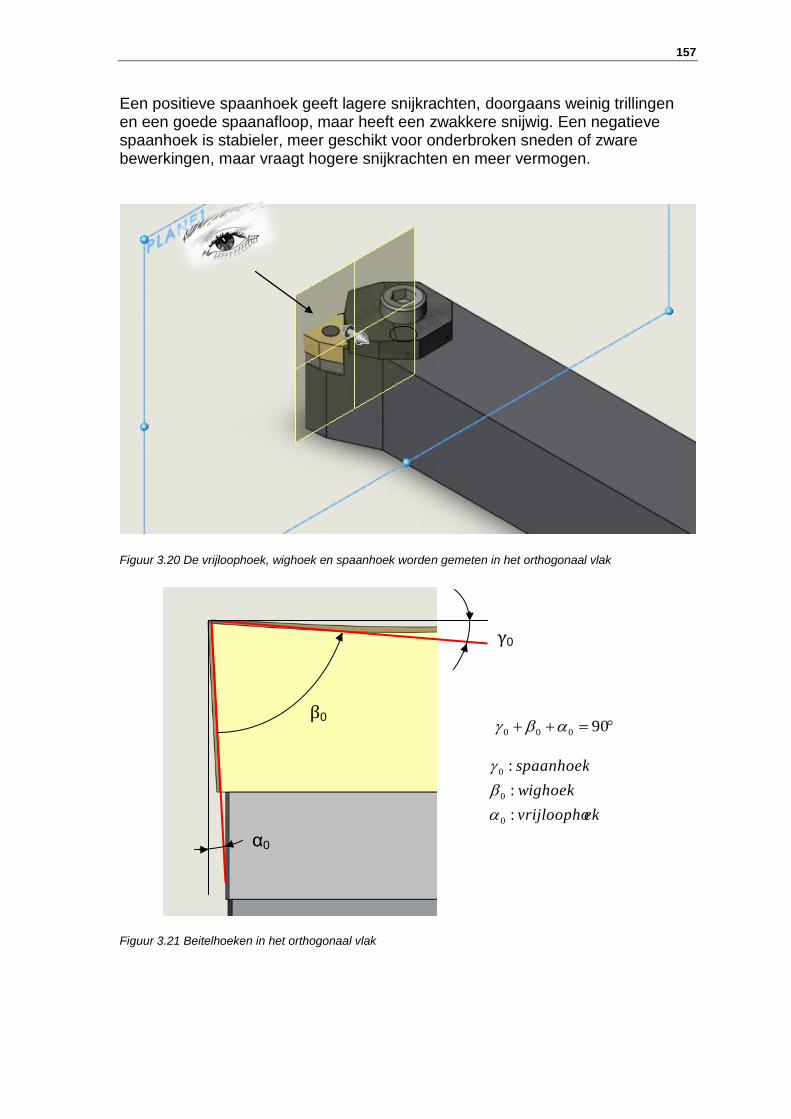
157
90000
ekvrijloopho
wighoek
spaanhoek
:
:
:
0
0
0
Een positieve spaanhoek geeft lagere snijkrachten, doorgaans weinig trillingen en een goede spaanafloop, maar heeft een zwakkere snijwig. Een negatieve spaanhoek is stabieler, meer geschikt voor onderbroken sneden of zware bewerkingen, maar vraagt hogere snijkrachten en meer vermogen.
Figuur 3.20 De vrijloophoek, wighoek en spaanhoek worden gemeten in het orthogonaal vlak
Figuur 3.21 Beitelhoeken in het orthogonaal vlak
β0
γ0
α0
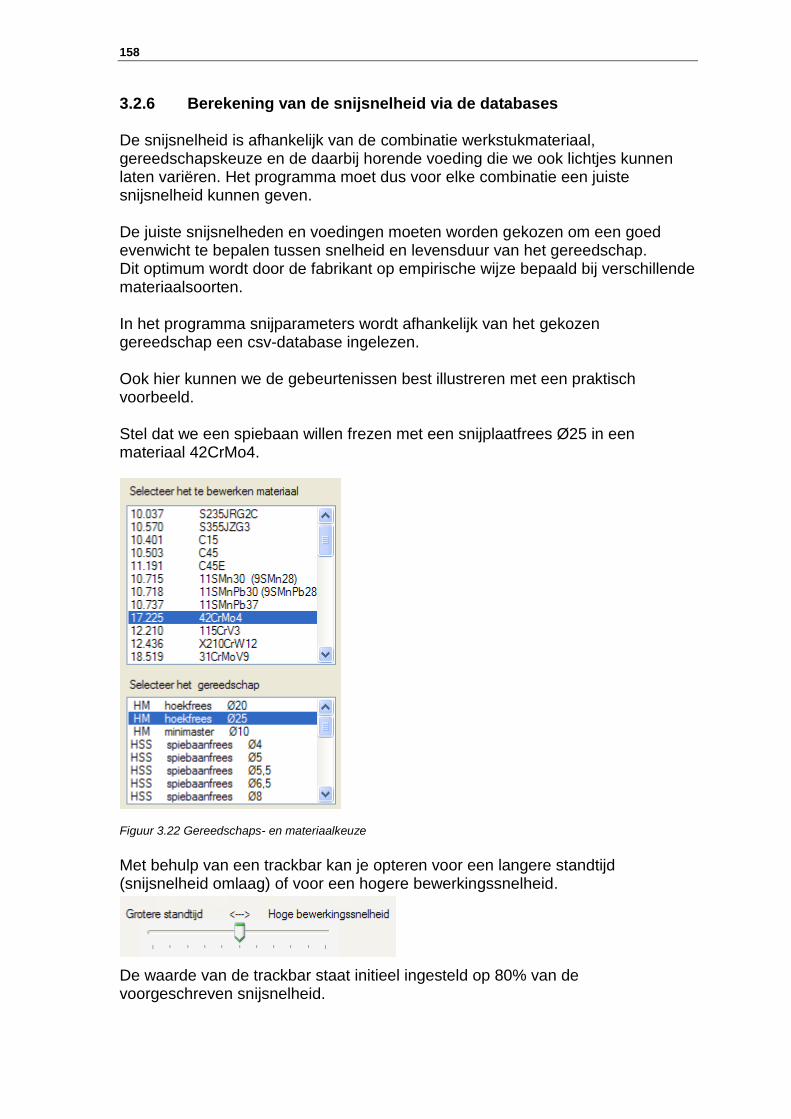
158
3.2.6 Berekening van de snijsnelheid via de databases De snijsnelheid is afhankelijk van de combinatie werkstukmateriaal, gereedschapskeuze en de daarbij horende voeding die we ook lichtjes kunnen laten variëren. Het programma moet dus voor elke combinatie een juiste snijsnelheid kunnen geven. De juiste snijsnelheden en voedingen moeten worden gekozen om een goed evenwicht te bepalen tussen snelheid en levensduur van het gereedschap. Dit optimum wordt door de fabrikant op empirische wijze bepaald bij verschillende materiaalsoorten. In het programma snijparameters wordt afhankelijk van het gekozen gereedschap een csv-database ingelezen. Ook hier kunnen we de gebeurtenissen best illustreren met een praktisch voorbeeld. Stel dat we een spiebaan willen frezen met een snijplaatfrees Ø25 in een materiaal 42CrMo4.
Figuur 3.22 Gereedschaps- en materiaalkeuze
Met behulp van een trackbar kan je opteren voor een langere standtijd (snijsnelheid omlaag) of voor een hogere bewerkingssnelheid.
De waarde van de trackbar staat initieel ingesteld op 80% van de voorgeschreven snijsnelheid.
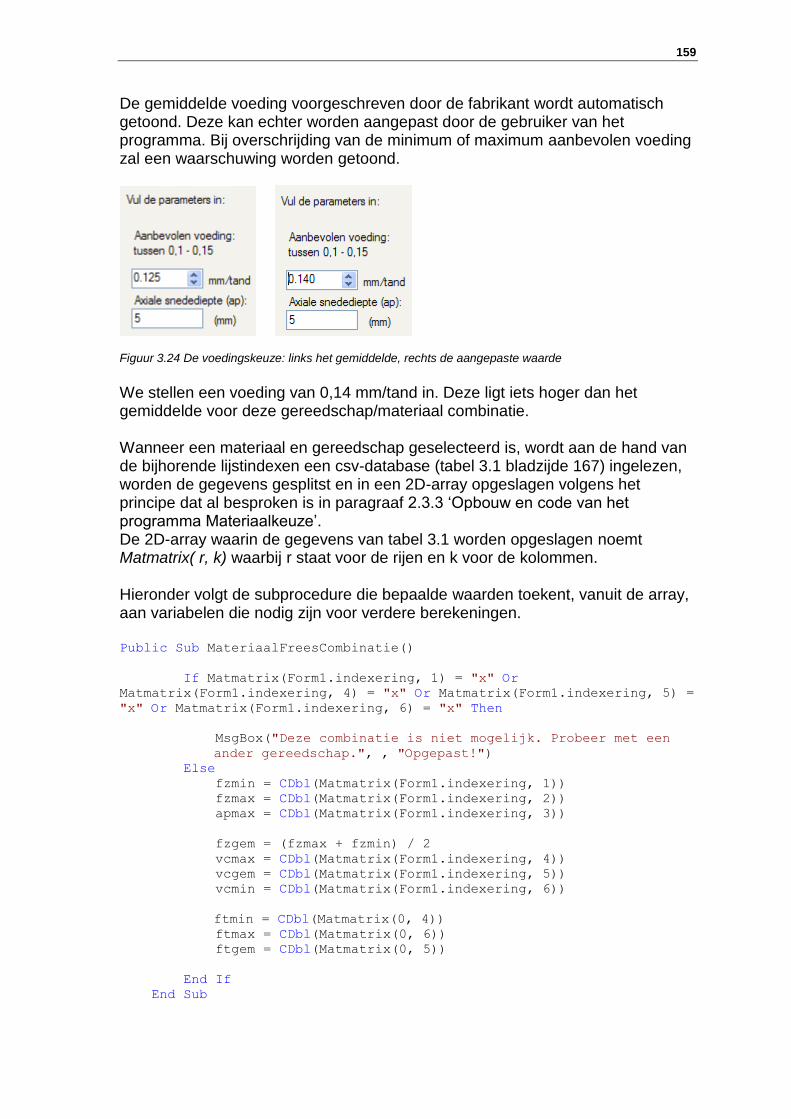
159
De gemiddelde voeding voorgeschreven door de fabrikant wordt automatisch getoond. Deze kan echter worden aangepast door de gebruiker van het programma. Bij overschrijding van de minimum of maximum aanbevolen voeding zal een waarschuwing worden getoond.
Figuur 3.24 De voedingskeuze: links het gemiddelde, rechts de aangepaste waarde
We stellen een voeding van 0,14 mm/tand in. Deze ligt iets hoger dan het gemiddelde voor deze gereedschap/materiaal combinatie. Wanneer een materiaal en gereedschap geselecteerd is, wordt aan de hand van de bijhorende lijstindexen een csv-database (tabel 3.1 bladzijde 167) ingelezen, worden de gegevens gesplitst en in een 2D-array opgeslagen volgens het principe dat al besproken is in paragraaf 2.3.3 „Opbouw en code van het programma Materiaalkeuze‟. De 2D-array waarin de gegevens van tabel 3.1 worden opgeslagen noemt Matmatrix( r, k) waarbij r staat voor de rijen en k voor de kolommen. Hieronder volgt de subprocedure die bepaalde waarden toekent, vanuit de array, aan variabelen die nodig zijn voor verdere berekeningen. Public Sub MateriaalFreesCombinatie()
If Matmatrix(Form1.indexering, 1) = "x" Or
Matmatrix(Form1.indexering, 4) = "x" Or Matmatrix(Form1.indexering, 5) =
"x" Or Matmatrix(Form1.indexering, 6) = "x" Then
MsgBox("Deze combinatie is niet mogelijk. Probeer met een
ander gereedschap.", , "Opgepast!")
Else
fzmin = CDbl(Matmatrix(Form1.indexering, 1))
fzmax = CDbl(Matmatrix(Form1.indexering, 2))
apmax = CDbl(Matmatrix(Form1.indexering, 3))
fzgem = (fzmax + fzmin) / 2
vcmax = CDbl(Matmatrix(Form1.indexering, 4))
vcgem = CDbl(Matmatrix(Form1.indexering, 5))
vcmin = CDbl(Matmatrix(Form1.indexering, 6))
ftmin = CDbl(Matmatrix(0, 4))
ftmax = CDbl(Matmatrix(0, 6))
ftgem = CDbl(Matmatrix(0, 5))
End If
End Sub
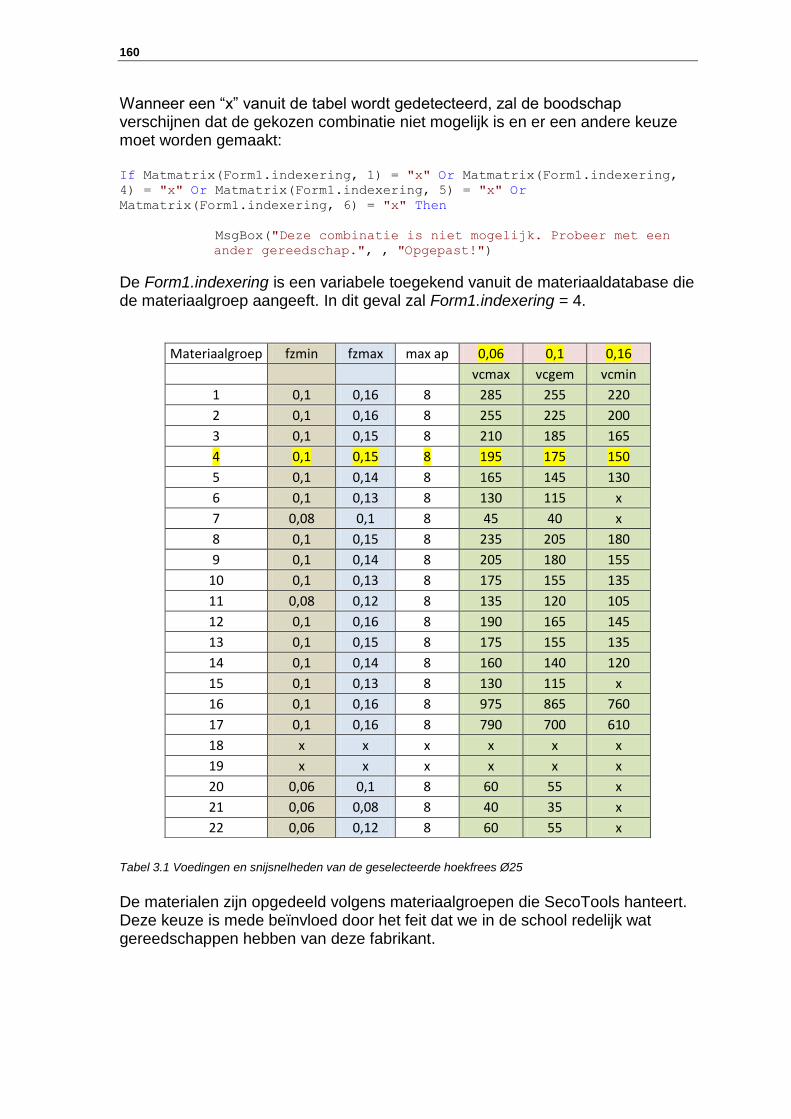
160
Wanneer een “x” vanuit de tabel wordt gedetecteerd, zal de boodschap verschijnen dat de gekozen combinatie niet mogelijk is en er een andere keuze moet worden gemaakt: If Matmatrix(Form1.indexering, 1) = "x" Or Matmatrix(Form1.indexering,
4) = "x" Or Matmatrix(Form1.indexering, 5) = "x" Or
Matmatrix(Form1.indexering, 6) = "x" Then
MsgBox("Deze combinatie is niet mogelijk. Probeer met een
ander gereedschap.", , "Opgepast!")
De Form1.indexering is een variabele toegekend vanuit de materiaaldatabase die de materiaalgroep aangeeft. In dit geval zal Form1.indexering = 4. Tabel 3.1 Voedingen en snijsnelheden van de geselecteerde hoekfrees Ø25
De materialen zijn opgedeeld volgens materiaalgroepen die SecoTools hanteert. Deze keuze is mede beïnvloed door het feit dat we in de school redelijk wat gereedschappen hebben van deze fabrikant.
Materiaalgroep fzmin fzmax max ap 0,06 0,1 0,16
vcmax vcgem vcmin
1 0,1 0,16 8 285 255 220
2 0,1 0,16 8 255 225 200
3 0,1 0,15 8 210 185 165
4 0,1 0,15 8 195 175 150
5 0,1 0,14 8 165 145 130
6 0,1 0,13 8 130 115 x
7 0,08 0,1 8 45 40 x
8 0,1 0,15 8 235 205 180
9 0,1 0,14 8 205 180 155
10 0,1 0,13 8 175 155 135
11 0,08 0,12 8 135 120 105
12 0,1 0,16 8 190 165 145
13 0,1 0,15 8 175 155 135
14 0,1 0,14 8 160 140 120
15 0,1 0,13 8 130 115 x
16 0,1 0,16 8 975 865 760
17 0,1 0,16 8 790 700 610
18 x x x x x x
19 x x x x x x
20 0,06 0,1 8 60 55 x
21 0,06 0,08 8 40 35 x
22 0,06 0,12 8 60 55 x
161
De ingegeven snedediepte ap wordt vergeleken met de maximale snedediepte apmax. Als de ingegeven snedediepte te groot is wordt om een correctie gevraagd. De waarden die in deze situatie worden toegekend zijn: fzmin = CDbl(Matmatrix(Form1.indexering, 1)) = 0,1
fzmax = CDbl(Matmatrix(Form1.indexering, 2)) = 0,15
apmax = CDbl(Matmatrix(Form1.indexering, 3)) = 8
fzgem = (fzmax + fzmin) / 2 = (0,1 + 0,15) / 2 = 0,125
vcmax = CDbl(Matmatrix(Form1.indexering, 4)) = 195
vcgem = CDbl(Matmatrix(Form1.indexering, 5)) = 175
vcmin = CDbl(Matmatrix(Form1.indexering, 6)) = 150
ftmin = CDbl(Matmatrix(0, 4)) = 0,06
ftmax = CDbl(Matmatrix(0, 6)) = 0,16
ftgem = CDbl(Matmatrix(0, 5)) = 0,10
In volgende code is fz de finaal ingestelde voeding door de gebruiker. De snijsnelheid die optimaal is bij deze voeding kan dan berekend worden:
Private Sub SnijsnelheidFrezenBerekenen()
If fz = fztgem Then
vc = vcgem * trcStandtijdFrezen.Value / 100
ElseIf fz <= fztmin Then
vc = vcmax
ElseIf fz >= fztmax Then
vc = vcmin
ElseIf fz > fztgem And fz < fztmax Then
vc = (vcgem - (vcgem - vcmin) * (fz - fztgem) / (fztmax -
fztgem)) * trcStandtijdFrezen.Value / 100
ElseIf fz < fztgem And fz > fztmin Then
vc = (vcmax - (vcmax - vcgem) * (fz - fztmin) / (fztgem -
fztmin)) * trcStandtijdFrezen.Value / 100
End If
txbSnijsnelheid.Text = Math.Round(vc)
End Sub
In dit voorbeeld is fz = 0,14 mm/tand, dus groter dan fztgem maar kleiner dan fztmax. Via lineaire interpolatie wordt de snijsnelheid vc berekend. vc = (vcmin - (vcgem - vcmin) * (fz - fztgem) / (fztmax - fztgem)) * trcStandtijdFrezen.Value / 100 = (175 - (175 – 150) * (0,14 – 0,1) /
(0,16 – 0,1)) * 0.8 = 127 m/min
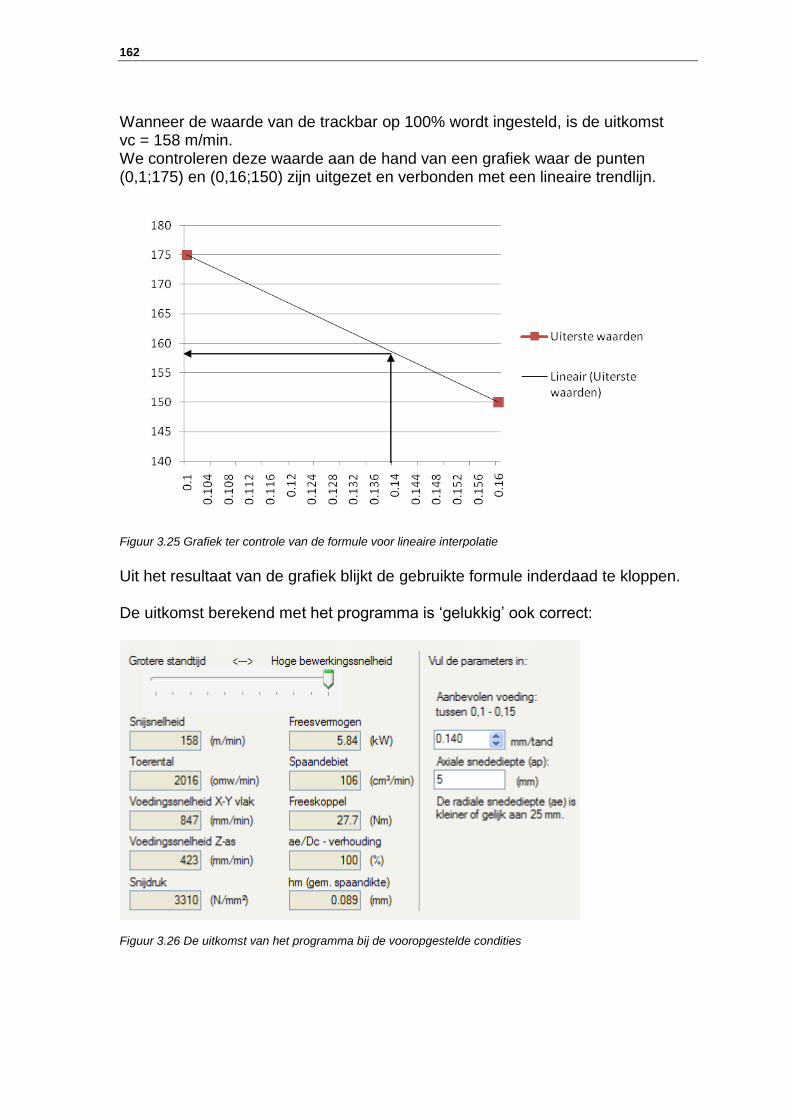
162
Wanneer de waarde van de trackbar op 100% wordt ingesteld, is de uitkomst vc = 158 m/min. We controleren deze waarde aan de hand van een grafiek waar de punten (0,1;175) en (0,16;150) zijn uitgezet en verbonden met een lineaire trendlijn.
Figuur 3.25 Grafiek ter controle van de formule voor lineaire interpolatie
Uit het resultaat van de grafiek blijkt de gebruikte formule inderdaad te kloppen. De uitkomst berekend met het programma is „gelukkig‟ ook correct:
Figuur 3.26 De uitkomst van het programma bij de vooropgestelde condities
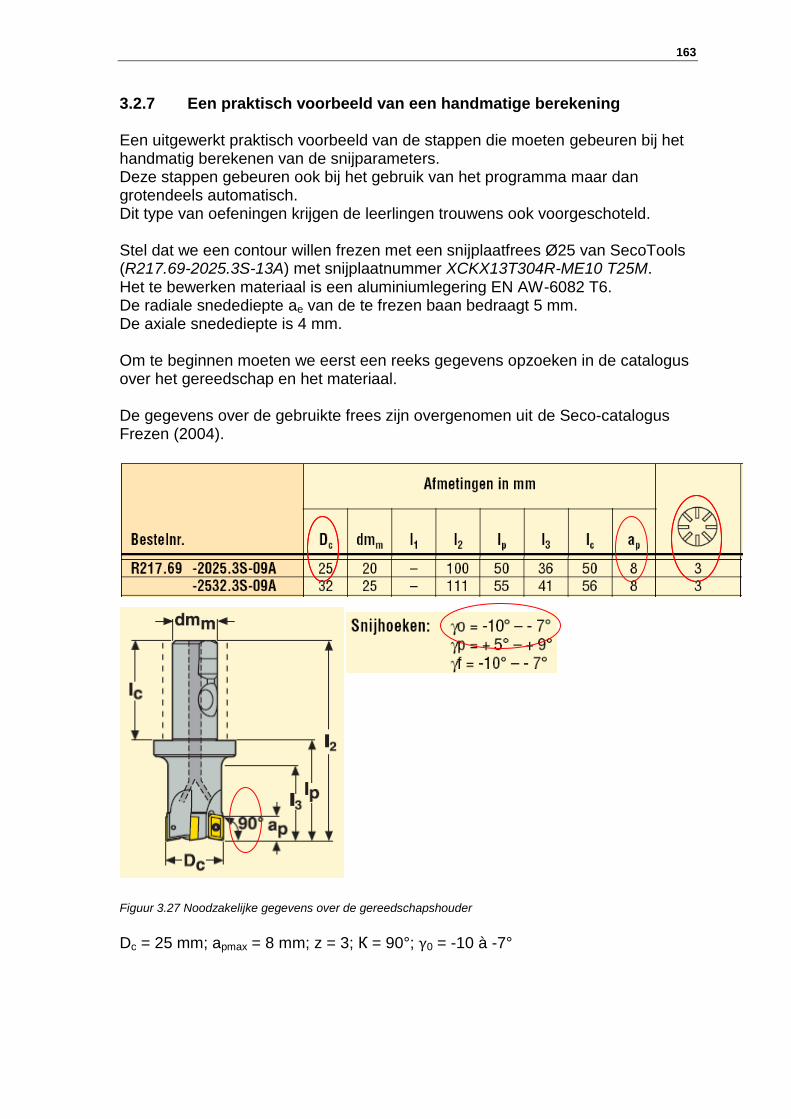
163
3.2.7 Een praktisch voorbeeld van een handmatige berekening Een uitgewerkt praktisch voorbeeld van de stappen die moeten gebeuren bij het handmatig berekenen van de snijparameters. Deze stappen gebeuren ook bij het gebruik van het programma maar dan grotendeels automatisch. Dit type van oefeningen krijgen de leerlingen trouwens ook voorgeschoteld. Stel dat we een contour willen frezen met een snijplaatfrees Ø25 van SecoTools (R217.69-2025.3S-13A) met snijplaatnummer XCKX13T304R-ME10 T25M. Het te bewerken materiaal is een aluminiumlegering EN AW-6082 T6. De radiale snedediepte ae van de te frezen baan bedraagt 5 mm. De axiale snedediepte is 4 mm. Om te beginnen moeten we eerst een reeks gegevens opzoeken in de catalogus over het gereedschap en het materiaal. De gegevens over de gebruikte frees zijn overgenomen uit de Seco-catalogus Frezen (2004).
Figuur 3.27 Noodzakelijke gegevens over de gereedschapshouder
Dc = 25 mm; apmax = 8 mm; z = 3; К = 90°; γ0 = -10 à -7°
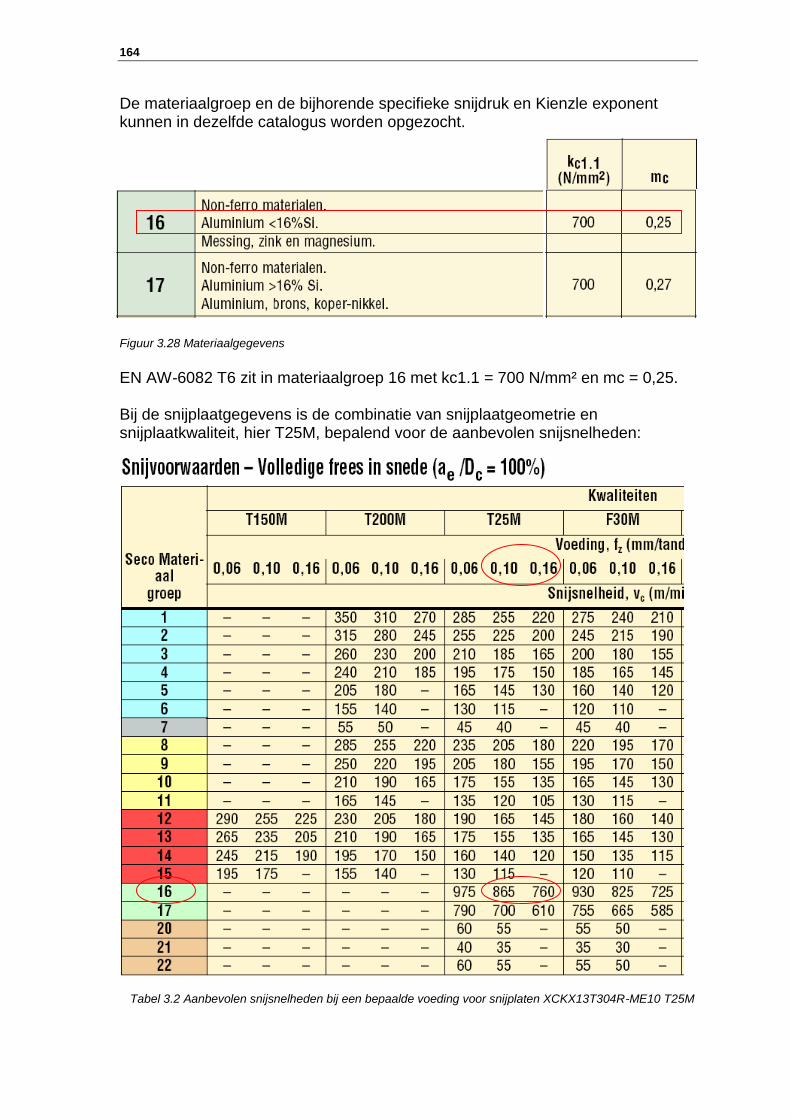
164
De materiaalgroep en de bijhorende specifieke snijdruk en Kienzle exponent kunnen in dezelfde catalogus worden opgezocht.
Figuur 3.28 Materiaalgegevens
EN AW-6082 T6 zit in materiaalgroep 16 met kc1.1 = 700 N/mm² en mc = 0,25. Bij de snijplaatgegevens is de combinatie van snijplaatgeometrie en snijplaatkwaliteit, hier T25M, bepalend voor de aanbevolen snijsnelheden:
Tabel 3.2 Aanbevolen snijsnelheden bij een bepaalde voeding voor snijplaten XCKX13T304R-ME10 T25M
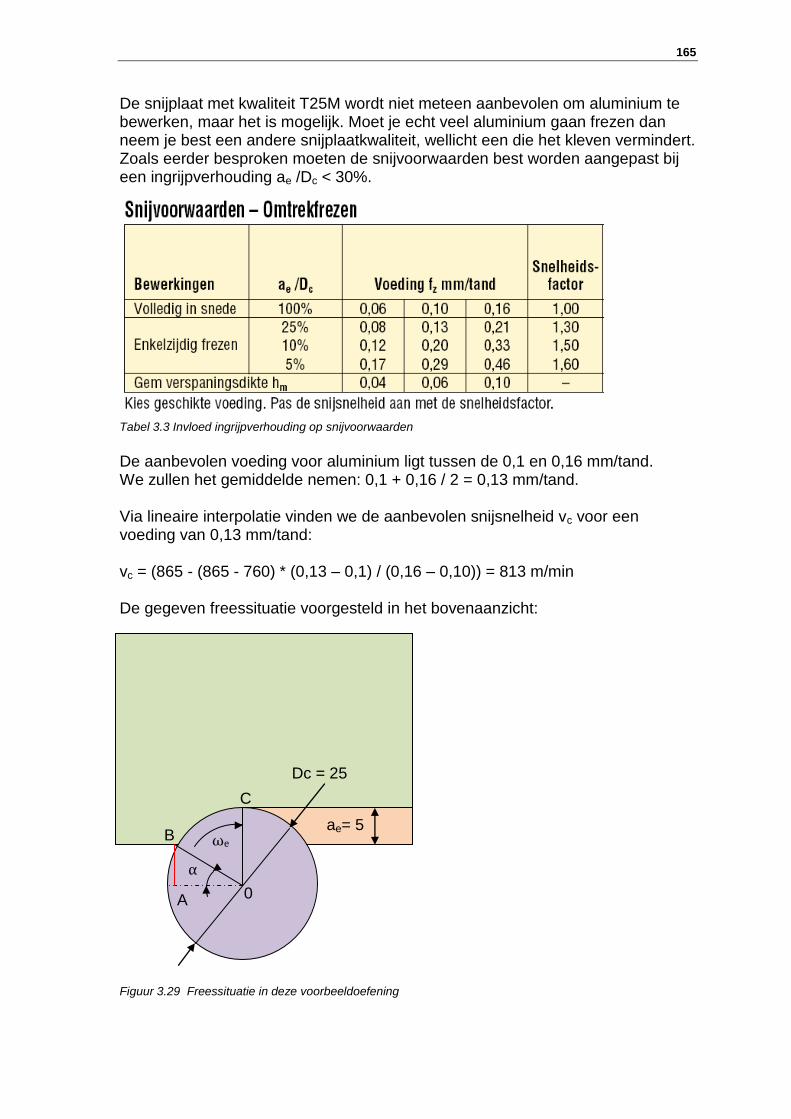
165
De snijplaat met kwaliteit T25M wordt niet meteen aanbevolen om aluminium te bewerken, maar het is mogelijk. Moet je echt veel aluminium gaan frezen dan neem je best een andere snijplaatkwaliteit, wellicht een die het kleven vermindert. Zoals eerder besproken moeten de snijvoorwaarden best worden aangepast bij een ingrijpverhouding ae /Dc < 30%.
Tabel 3.3 Invloed ingrijpverhouding op snijvoorwaarden
De aanbevolen voeding voor aluminium ligt tussen de 0,1 en 0,16 mm/tand. We zullen het gemiddelde nemen: 0,1 + 0,16 / 2 = 0,13 mm/tand. Via lineaire interpolatie vinden we de aanbevolen snijsnelheid vc voor een voeding van 0,13 mm/tand: vc = (865 - (865 - 760) * (0,13 – 0,1) / (0,16 – 0,10)) = 813 m/min De gegeven freessituatie voorgesteld in het bovenaanzicht: Figuur 3.29 Freessituatie in deze voorbeeldoefening
ae= 5
0 A
B
C
ωe
α
Dc = 25
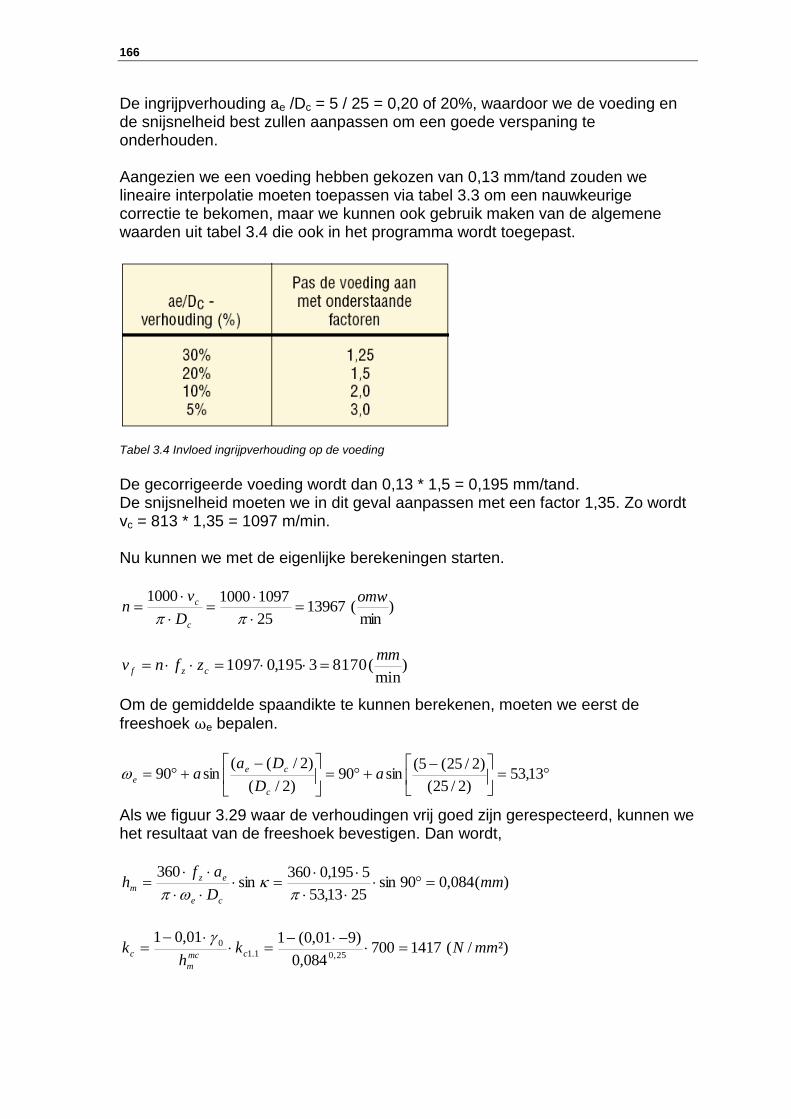
166
)min
(1396725
109710001000 omw
D
vn
c
c
)min
(81703195,01097mm
zfnv czf
13,53
)2/25(
)2/25(5(sin90
)2/(
)2/((sin90 a
D
Daa
c
ce
e
)(084,090sin2513,53
5195,0360sin
360mm
D
afh
ce
ezm
²)/(1417700084,0
)901,0(101,0125,01.1
0 mmNkh
k cmc
m
c
De ingrijpverhouding ae /Dc = 5 / 25 = 0,20 of 20%, waardoor we de voeding en de snijsnelheid best zullen aanpassen om een goede verspaning te onderhouden. Aangezien we een voeding hebben gekozen van 0,13 mm/tand zouden we lineaire interpolatie moeten toepassen via tabel 3.3 om een nauwkeurige correctie te bekomen, maar we kunnen ook gebruik maken van de algemene waarden uit tabel 3.4 die ook in het programma wordt toegepast.
Tabel 3.4 Invloed ingrijpverhouding op de voeding
De gecorrigeerde voeding wordt dan 0,13 * 1,5 = 0,195 mm/tand. De snijsnelheid moeten we in dit geval aanpassen met een factor 1,35. Zo wordt vc = 813 * 1,35 = 1097 m/min. Nu kunnen we met de eigenlijke berekeningen starten.
Om de gemiddelde spaandikte te kunnen berekenen, moeten we eerst de
freeshoek ωe bepalen.
Als we figuur 3.29 waar de verhoudingen vrij goed zijn gerespecteerd, kunnen we het resultaat van de freeshoek bevestigen. Dan wordt,
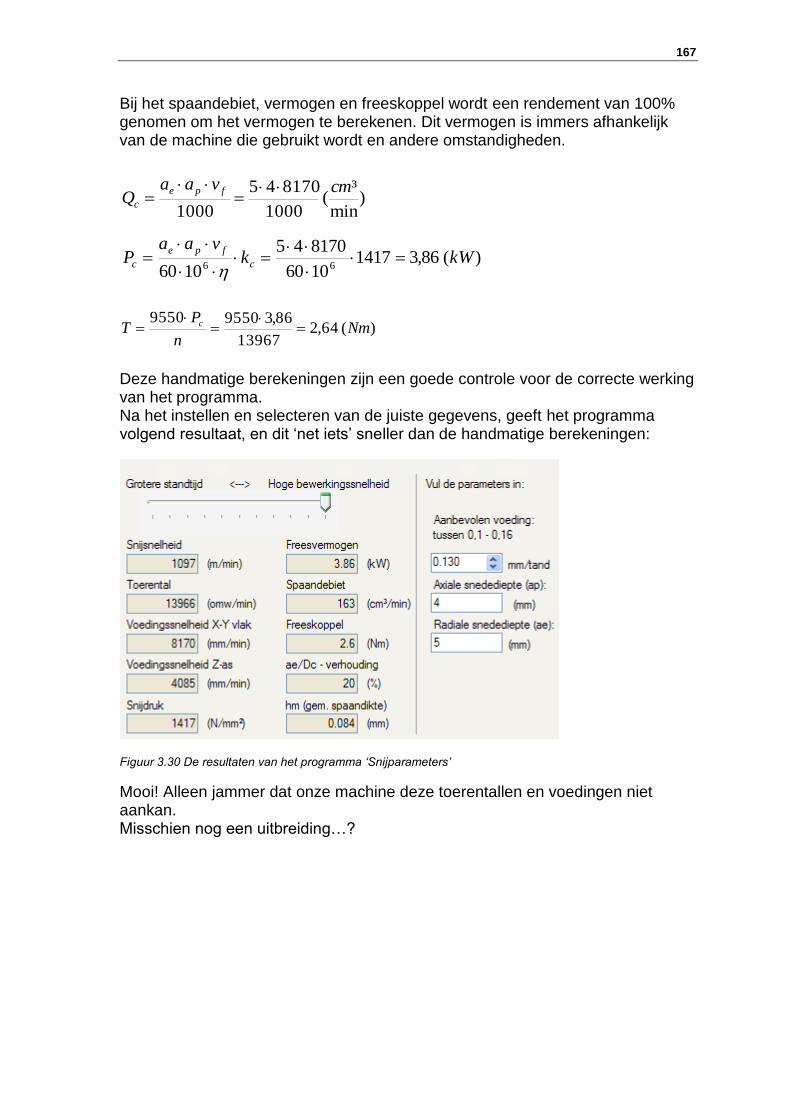
167
)min
³(
1000
817045
1000
cmvaaQ
fpe
c
)(86,314171060
817045
1060 66kWk
vaaP c
fpe
c
)(64,213967
86,395509550Nm
n
PT c
Bij het spaandebiet, vermogen en freeskoppel wordt een rendement van 100% genomen om het vermogen te berekenen. Dit vermogen is immers afhankelijk van de machine die gebruikt wordt en andere omstandigheden.
Deze handmatige berekeningen zijn een goede controle voor de correcte werking van het programma. Na het instellen en selecteren van de juiste gegevens, geeft het programma volgend resultaat, en dit „net iets‟ sneller dan de handmatige berekeningen:
Figuur 3.30 De resultaten van het programma „Snijparameters‟
Mooi! Alleen jammer dat onze machine deze toerentallen en voedingen niet aankan. Misschien nog een uitbreiding…?
168
3.3 Gebruik van het programma ‘Snijparameters’ Het programma „Snijparameters‟ is ook op de bijgevoegde cd-rom terug te vinden. Dit programma is gecontroleerd, maar niet zeer uitvoerig dus er kunnen hier en daar nog enkele foutjes inzitten. Ik wil het eerst grondiger (laten) testen vooraleer ik het wil uitgeven aan derden. Net zoals het voorgaande programma wil ik de toegankelijkheid en flexibiliteit vergroten door de databases te koppelen aan Acces-databestanden die men kan aanvullen en/of editeren naar eigen behoefte. Daarvoor moet ik eerst zelf nog wat bijleren en inoefenen, maar dat komt op, liefst korte, termijn in orde. Dit programma mag niet worden gekopieerd en verspreid zonder voorafgaandelijke en uitdrukkelijke toestemming van de auteur. ©2009 Het openingsvenster van het programma wordt getoond in figuur 3.31. Merk bovenaan de drie tabbladen op die leiden naar de verschillende verspaningsprocessen. Het maakt in principe niet uit welke volgorde je hanteert om de nodige beginvoorwaarden te selecteren. Bij elke situatie moet je een bewerkingsstrategie, het te bewerken materiaal en het gereedschap selecteren. Pas na het maken van de selecties, kan je de bijkomende noodzakelijke parameters ingeven omdat deze afhankelijk zijn van het type bewerking of bewerkingsstrategie. Na aanpassingen moet steeds op de knop „Bevestigen‟ worden gedrukt om de correcties in de resultaten door te voeren! Bij de selectie van het gereedschap worden enkele gegevens weergegeven die betrekking hebben tot bekomen van de resultaten. Bij het veranderen van materiaal wordt de aanbevolen voeding automatisch aangepast. Deze wordt niet doorgerekend zonder op de knop „Bevestigen‟ te drukken. Het programma sluiten kan door op „Exit‟ te drukken of op het kruisje bovenaan het venster. Verder is het programma zeer visueel uitgewerkt en zit er voldoende foutafhandelingsconstructies in om de meeste fouten op te vangen. Toch heb ik gemerkt dat ik nog een paar kleine bugs inzitten die ik moet oplossen. Vooral na een ongeschikte materiaal/gereedschap combinatie kan er wel eens een probleem optreden. Veel kans dat u niets van deze problemen merkt. De afbeeldingen zijn, op uitzondering van de specifieke gereedschaps- afbeeldingen, allemaal zelf gemaakt.
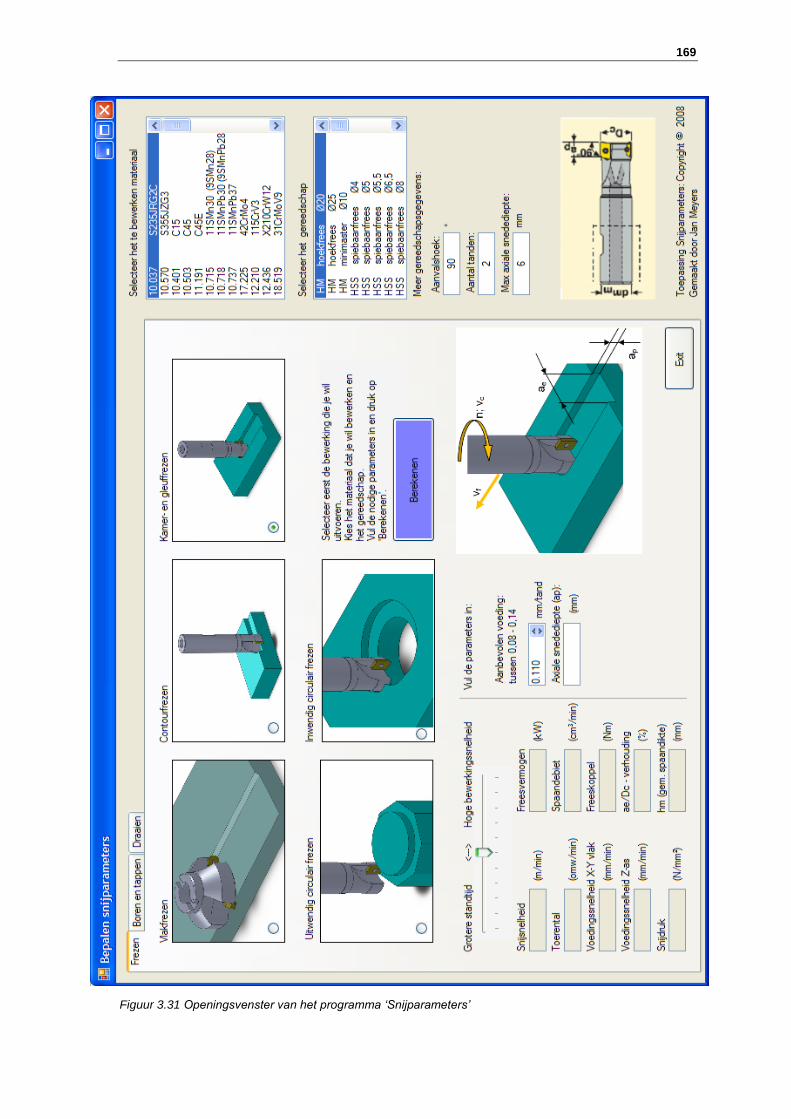
169
Figuur 3.31 Openingsvenster van het programma „Snijparameters‟

170
Een voorbeeld van een logische werkvolgorde:
Figuur 3.32 Aanbevolen werkvolgorde
De resultaten:
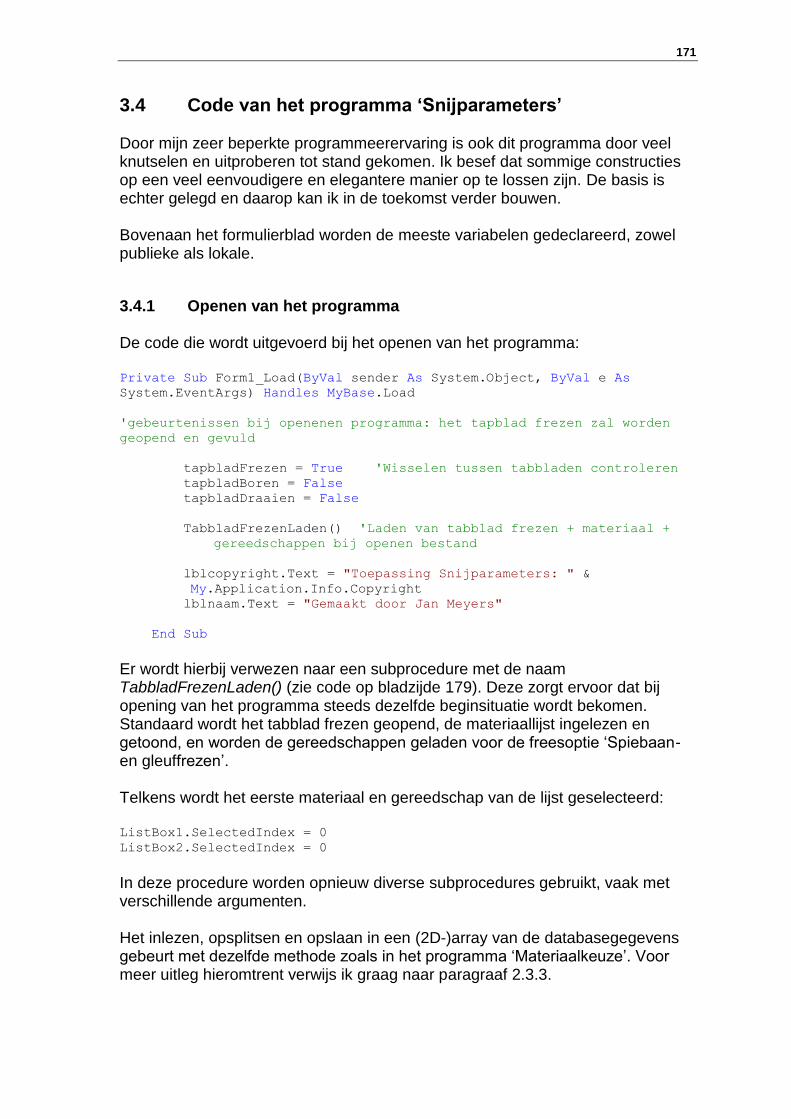
171
3.4 Code van het programma ‘Snijparameters’ Door mijn zeer beperkte programmeerervaring is ook dit programma door veel knutselen en uitproberen tot stand gekomen. Ik besef dat sommige constructies op een veel eenvoudigere en elegantere manier op te lossen zijn. De basis is echter gelegd en daarop kan ik in de toekomst verder bouwen. Bovenaan het formulierblad worden de meeste variabelen gedeclareerd, zowel publieke als lokale.
3.4.1 Openen van het programma De code die wordt uitgevoerd bij het openen van het programma: Private Sub Form1_Load(ByVal sender As System.Object, ByVal e As
System.EventArgs) Handles MyBase.Load
'gebeurtenissen bij openenen programma: het tapblad frezen zal worden
geopend en gevuld
tapbladFrezen = True 'Wisselen tussen tabbladen controleren
tapbladBoren = False
tapbladDraaien = False
TabbladFrezenLaden() 'Laden van tabblad frezen + materiaal +
gereedschappen bij openen bestand
lblcopyright.Text = "Toepassing Snijparameters: " &
My.Application.Info.Copyright
lblnaam.Text = "Gemaakt door Jan Meyers"
End Sub Er wordt hierbij verwezen naar een subprocedure met de naam TabbladFrezenLaden() (zie code op bladzijde 179). Deze zorgt ervoor dat bij opening van het programma steeds dezelfde beginsituatie wordt bekomen. Standaard wordt het tabblad frezen geopend, de materiaallijst ingelezen en getoond, en worden de gereedschappen geladen voor de freesoptie „Spiebaan- en gleuffrezen‟. Telkens wordt het eerste materiaal en gereedschap van de lijst geselecteerd: ListBox1.SelectedIndex = 0
ListBox2.SelectedIndex = 0 In deze procedure worden opnieuw diverse subprocedures gebruikt, vaak met verschillende argumenten. Het inlezen, opsplitsen en opslaan in een (2D-)array van de databasegegevens gebeurt met dezelfde methode zoals in het programma „Materiaalkeuze‟. Voor meer uitleg hieromtrent verwijs ik graag naar paragraaf 2.3.3.

172
Private Sub TabbladFrezenLaden()
controle = 0
MateriaalInlijst() 'Materiaalsoorten laden
listboxVullen(ListBox1) 'Materiaalsoorten weergeven
'Juiste afbeelding laden (behorende bij kamerfrezen)
Dim Picturename As String = datamap & "Afbeeldingen\spiebaanfrezen.png"
pcbParameters.Image = Image.FromFile(Picturename)
PanelFrezen.Controls.Clear()
AxialeSnedediepte(PanelFrezen, 5, 20) 'Textbox + labels ivm
axialesnedediepte plaatsen op panelfrezen
'de gereedschappen inlezen die geschikt zijn voor kamerfrezen en
weergeven in listbox2
GereedschapInlijst(26,9,datamap & "Lijsten gereedschappen\
Lijst_hoekfrezen.csv")
listboxVullen2(ListBox2)
PanelGereedschap.Controls.Clear()
'het eerste materiaal en gereedschap standaard actief maken
ListBox1.SelectedIndex = 0 'door deze selectie wordt de
subprocedure ListBox1_SelectedIndexChanged uitgevoerd (materiaalsoorten)
ListBox2.SelectedIndex = 0 'door deze selectie wordt de
subprocedure ListBox2_SelectedIndexChanged uitgevoerd (gereedschappen)
'de juiste gereedschapsfile met snijgegevens inlezen
MateriaalInMatrix(datamap & "Csv standaardfrezen")
'zoeken en bepalen van de juiste snijgegevens dwz de juiste
gereedschaps-materiaalcombinatie
MateriaalFreesCombinatie()
'materiaalafhankelijke index om gemakkelijker snijgegevens terug
te vinden (vb. zie enkele regels hieronder)
indexering = CInt(matrix(ListBox1.SelectedIndex, 49))
'aanbevolen voeding volgens ingelezen tabel met snijgegevens
tonen
BereikVoedingFrees()
Voeding(PanelFrezen, 5, 20, fzgem, "mm/tand")
End Sub De gegevens waarmee het panel PanelFrezen wordt gevuld hangt af van de freesstrategie. Bij spiebaan- en gleuffrezen moet enkel de voeding en axiale snedediepte worden ingegeven. De plaatsing gebeurt met subprocedures:
AxialeSnedediepte(PanelFrezen, 5, 20)
BereikVoedingFrees()
Voeding(PanelFrezen, 5, 20, fzgem, "mm/tand")
De codes van deze twee laatste subprocedures zijn te zien op de volgende bladzijde.
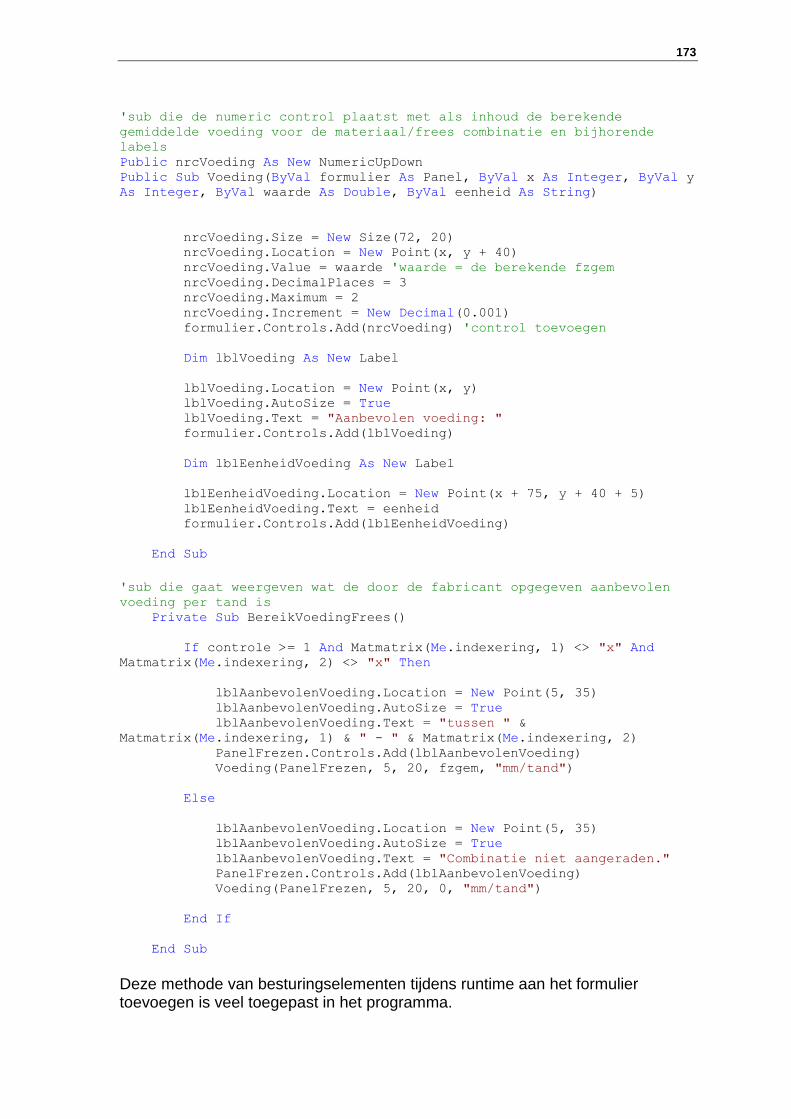
173
'sub die de numeric control plaatst met als inhoud de berekende
gemiddelde voeding voor de materiaal/frees combinatie en bijhorende
labels
Public nrcVoeding As New NumericUpDown
Public Sub Voeding(ByVal formulier As Panel, ByVal x As Integer, ByVal y
As Integer, ByVal waarde As Double, ByVal eenheid As String)
nrcVoeding.Size = New Size(72, 20)
nrcVoeding.Location = New Point(x, y + 40)
nrcVoeding.Value = waarde 'waarde = de berekende fzgem
nrcVoeding.DecimalPlaces = 3
nrcVoeding.Maximum = 2
nrcVoeding.Increment = New Decimal(0.001)
formulier.Controls.Add(nrcVoeding) 'control toevoegen
Dim lblVoeding As New Label
lblVoeding.Location = New Point(x, y)
lblVoeding.AutoSize = True
lblVoeding.Text = "Aanbevolen voeding: "
formulier.Controls.Add(lblVoeding)
Dim lblEenheidVoeding As New Label
lblEenheidVoeding.Location = New Point(x + 75, y + 40 + 5)
lblEenheidVoeding.Text = eenheid
formulier.Controls.Add(lblEenheidVoeding)
End Sub 'sub die gaat weergeven wat de door de fabricant opgegeven aanbevolen
voeding per tand is
Private Sub BereikVoedingFrees()
If controle >= 1 And Matmatrix(Me.indexering, 1) <> "x" And
Matmatrix(Me.indexering, 2) <> "x" Then
lblAanbevolenVoeding.Location = New Point(5, 35)
lblAanbevolenVoeding.AutoSize = True
lblAanbevolenVoeding.Text = "tussen " &
Matmatrix(Me.indexering, 1) & " - " & Matmatrix(Me.indexering, 2)
PanelFrezen.Controls.Add(lblAanbevolenVoeding)
Voeding(PanelFrezen, 5, 20, fzgem, "mm/tand")
Else
lblAanbevolenVoeding.Location = New Point(5, 35)
lblAanbevolenVoeding.AutoSize = True
lblAanbevolenVoeding.Text = "Combinatie niet aangeraden."
PanelFrezen.Controls.Add(lblAanbevolenVoeding)
Voeding(PanelFrezen, 5, 20, 0, "mm/tand")
End If
End Sub
Deze methode van besturingselementen tijdens runtime aan het formulier toevoegen is veel toegepast in het programma.
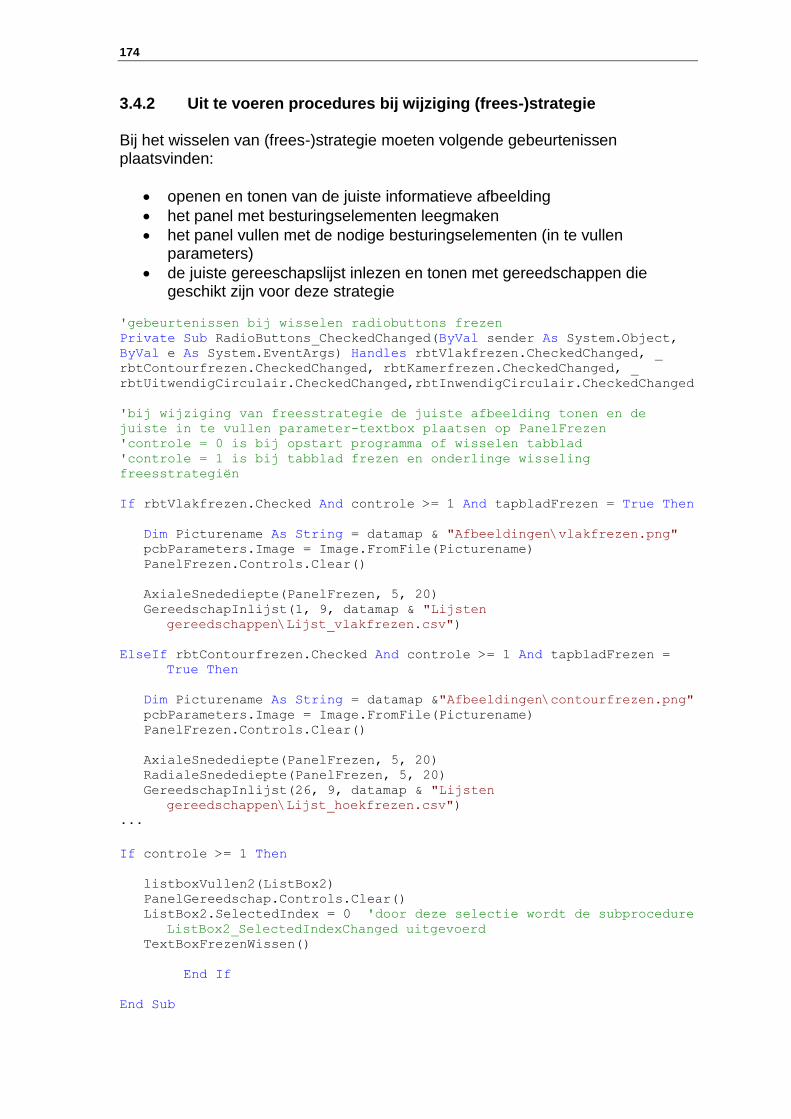
174
3.4.2 Uit te voeren procedures bij wijziging (frees-)strategie Bij het wisselen van (frees-)strategie moeten volgende gebeurtenissen plaatsvinden:
openen en tonen van de juiste informatieve afbeelding
het panel met besturingselementen leegmaken
het panel vullen met de nodige besturingselementen (in te vullen parameters)
de juiste gereeschapslijst inlezen en tonen met gereedschappen die geschikt zijn voor deze strategie
'gebeurtenissen bij wisselen radiobuttons frezen
Private Sub RadioButtons_CheckedChanged(ByVal sender As System.Object,
ByVal e As System.EventArgs) Handles rbtVlakfrezen.CheckedChanged, _
rbtContourfrezen.CheckedChanged, rbtKamerfrezen.CheckedChanged, _
rbtUitwendigCirculair.CheckedChanged,rbtInwendigCirculair.CheckedChanged
'bij wijziging van freesstrategie de juiste afbeelding tonen en de
juiste in te vullen parameter-textbox plaatsen op PanelFrezen
'controle = 0 is bij opstart programma of wisselen tabblad
'controle = 1 is bij tabblad frezen en onderlinge wisseling
freesstrategiën
If rbtVlakfrezen.Checked And controle >= 1 And tapbladFrezen = True Then
Dim Picturename As String = datamap & "Afbeeldingen\vlakfrezen.png"
pcbParameters.Image = Image.FromFile(Picturename)
PanelFrezen.Controls.Clear()
AxialeSnedediepte(PanelFrezen, 5, 20)
GereedschapInlijst(1, 9, datamap & "Lijsten
gereedschappen\Lijst_vlakfrezen.csv")
ElseIf rbtContourfrezen.Checked And controle >= 1 And tapbladFrezen =
True Then
Dim Picturename As String = datamap &"Afbeeldingen\contourfrezen.png"
pcbParameters.Image = Image.FromFile(Picturename)
PanelFrezen.Controls.Clear()
AxialeSnedediepte(PanelFrezen, 5, 20)
RadialeSnedediepte(PanelFrezen, 5, 20)
GereedschapInlijst(26, 9, datamap & "Lijsten
gereedschappen\Lijst_hoekfrezen.csv")
...
If controle >= 1 Then
listboxVullen2(ListBox2)
PanelGereedschap.Controls.Clear()
ListBox2.SelectedIndex = 0 'door deze selectie wordt de subprocedure
ListBox2_SelectedIndexChanged uitgevoerd
TextBoxFrezenWissen()
End If
End Sub
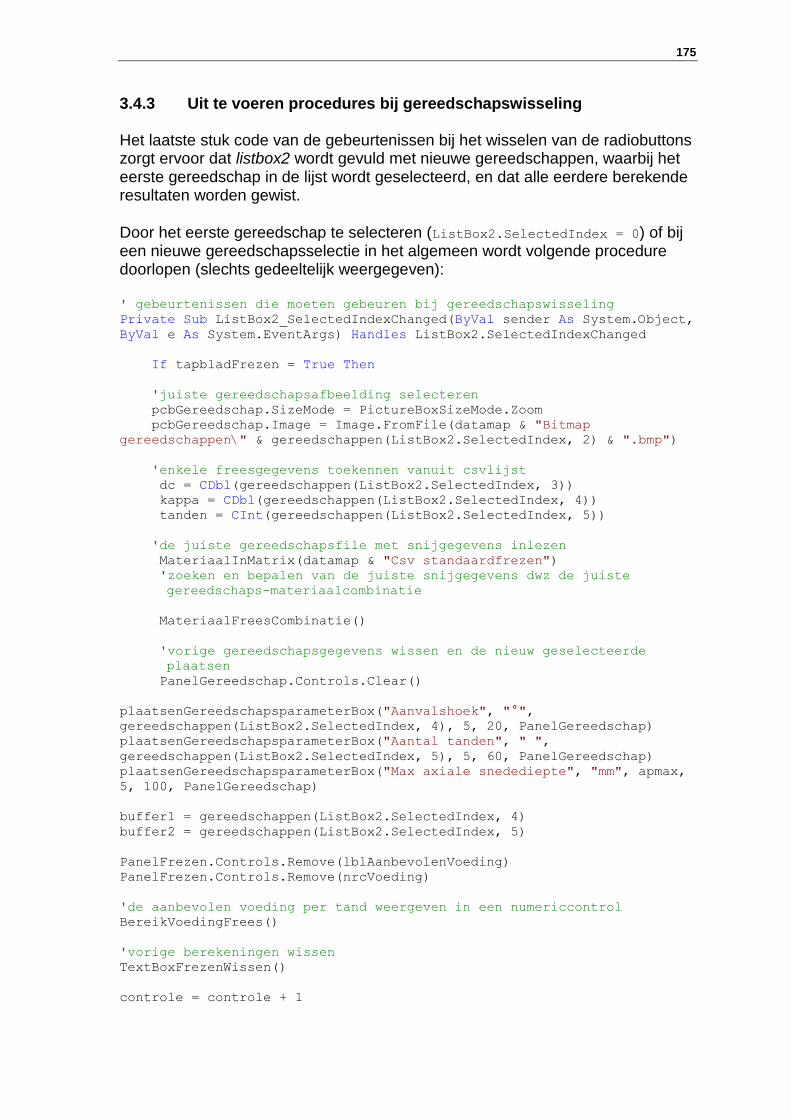
175
3.4.3 Uit te voeren procedures bij gereedschapswisseling Het laatste stuk code van de gebeurtenissen bij het wisselen van de radiobuttons zorgt ervoor dat listbox2 wordt gevuld met nieuwe gereedschappen, waarbij het eerste gereedschap in de lijst wordt geselecteerd, en dat alle eerdere berekende resultaten worden gewist.
Door het eerste gereedschap te selecteren (ListBox2.SelectedIndex = 0) of bij een nieuwe gereedschapsselectie in het algemeen wordt volgende procedure doorlopen (slechts gedeeltelijk weergegeven): ' gebeurtenissen die moeten gebeuren bij gereedschapswisseling
Private Sub ListBox2_SelectedIndexChanged(ByVal sender As System.Object,
ByVal e As System.EventArgs) Handles ListBox2.SelectedIndexChanged
If tapbladFrezen = True Then
'juiste gereedschapsafbeelding selecteren
pcbGereedschap.SizeMode = PictureBoxSizeMode.Zoom
pcbGereedschap.Image = Image.FromFile(datamap & "Bitmap
gereedschappen\" & gereedschappen(ListBox2.SelectedIndex, 2) & ".bmp")
'enkele freesgegevens toekennen vanuit csvlijst
dc = CDbl(gereedschappen(ListBox2.SelectedIndex, 3))
kappa = CDbl(gereedschappen(ListBox2.SelectedIndex, 4))
tanden = CInt(gereedschappen(ListBox2.SelectedIndex, 5))
'de juiste gereedschapsfile met snijgegevens inlezen
MateriaalInMatrix(datamap & "Csv standaardfrezen")
'zoeken en bepalen van de juiste snijgegevens dwz de juiste
gereedschaps-materiaalcombinatie
MateriaalFreesCombinatie()
'vorige gereedschapsgegevens wissen en de nieuw geselecteerde
plaatsen
PanelGereedschap.Controls.Clear()
plaatsenGereedschapsparameterBox("Aanvalshoek", "°",
gereedschappen(ListBox2.SelectedIndex, 4), 5, 20, PanelGereedschap)
plaatsenGereedschapsparameterBox("Aantal tanden", " ",
gereedschappen(ListBox2.SelectedIndex, 5), 5, 60, PanelGereedschap)
plaatsenGereedschapsparameterBox("Max axiale snedediepte", "mm", apmax,
5, 100, PanelGereedschap)
buffer1 = gereedschappen(ListBox2.SelectedIndex, 4)
buffer2 = gereedschappen(ListBox2.SelectedIndex, 5)
PanelFrezen.Controls.Remove(lblAanbevolenVoeding)
PanelFrezen.Controls.Remove(nrcVoeding)
'de aanbevolen voeding per tand weergeven in een numericcontrol
BereikVoedingFrees()
'vorige berekeningen wissen
TextBoxFrezenWissen()
controle = controle + 1
176
ElseIf tapbladBoren = True And rbtTappen.Checked = False Then
'is boren geselecteerd?
'geeft aan bij welk materiaal in de gereedschapssnijgegevenslijst
moet worden gezocht
indexeringboor = CInt(matrix(ListBox1.SelectedIndex, 49))
'juiste gereedschapsafbeelding selecteren
pcbGereedschap.SizeMode = PictureBoxSizeMode.Zoom
pcbGereedschap.Image = Image.FromFile(datamap & "Bitmap
gereedschappen\" & gereedschappen(ListBox2.SelectedIndex, 2) & ".bmp")
'de juiste gereedschapsfile met snijgegevens inlezen
MateriaalInMatrix(datamap & "Csv boren")
... Samenvattend vinden volgende gebeurtenissen plaats bij het veranderen van de gereedschapsindex (bij toekenning of selectiewijziging):
de juiste gereedschapsafbeelding openen en tonen
de belangrijkste gereedschapsgegevens met betrekking tot de verdere berekeningen zoeken in een array, toekennen aan variabelen en tonen op het gereedschapspanel
de juiste csv-database met snijvoorwaarden van het geselecteerde gereedschap oproepen, de gegevens splitsen en in een array steken (via een subprocedure)
zoeken van de juiste snijgegevens in de array afhankelijk van de gekozen gereedschap/materiaal combinatie en toekennen aan variabelen (via subprocedure)
de nodige controls toevoegen die nodig zijn om de noodzakelijke randvoorwaarden (parameters) in te vullen
eerdere resultaten wissen De subprocedure die de juiste snijgegevens gaat zoeken in een array, afhankelijk van de gekozen gereedschap/materiaal combinatie, en deze toekennen aan
variabelen (MateriaalFreesCombinatie()) is uitgelegd in paragraaf 3.2.6 „Berekening van de snijsnelheid via databases‟.
3.4.4 Uit te voeren procedures bij materiaalwisseling Niet enkel bij gereedschapswisseling moet de subprocedure MateriaalFreesCombinatie() worden uitgevoerd, maar ook bij een andere materiaalselectie. Het aantal gebeurtenissen bij materiaalwisseling is echter beperkt, ten minste als je de herberekening na bevestiging buiten beschouwing laat. Bij materiaalwisseling worden de variabelen met snijvoorwaarden aangepast, de aanbevolen voeding herberekend en de inhoud van bepaalde tekstboxen gewist of aangepast aan de nieuwe situatie.
177
' gebeurtenissen die moeten gebeuren bij materiaalwisseling ' voor meer details van de uitgevoerde acties zie
ListBox2_SelectedIndexChanged
Private Sub ListBox1_SelectedIndexChanged(ByVal sender As System.Object,
ByVal e As System.EventArgs) Handles ListBox1.SelectedIndexChanged
If tapbladFrezen = True Then 'frezen
indexering = CInt(matrix(ListBox1.SelectedIndex, 49))
MateriaalFreesCombinatie()
PanelFrezen.Controls.Remove(lblAanbevolenVoeding)
PanelFrezen.Controls.Remove(nrcVoeding)
BereikVoedingFrees()
TextBoxFrezenWissen()
controle = controle + 1
End If
If tapbladBoren = True And rbtTappen.Checked = False Then 'boren
indexeringboor = CInt(matrix(ListBox1.SelectedIndex, 49))
MateriaalInMatrix(datamap & "Csv boren")
... Als alle randvoorwaarden zijn ingesteld en na het drukken op de knop „Bevestigen‟ moeten alle gevraagde snijparameters worden berekend.
3.4.5 Controles en foutafhandelingsconstructies Uiteraard worden na bevestiging een hele reeks procedures doorlopen die moeten leiden tot de resultaten. Als de berekeningen correct worden uitgevoerd is er geen probleem. Doch door het ingeven van verkeerde randvoorwaarden kan een berekening leiden tot een onbepaalde uitkomst die tot gevolg heeft dat het programma vastloopt. Door middel van controles en foutafhandelingsconstructies wordt vermeden dat berekeningen leiden tot onbepaalde of foutieve uitkomsten. De controles zijn opgezet door middel van beslissingsstructuren en lussen zoals daar zijn:
If…Then- beslissingsstructuren
Do- lussen
… De foutafhandeling bestaat uit Try…Catch- constructies. Zo wordt in volgende code een Try…Catch- constructie opgezet waarbij de gebruiker verplicht een aanvaardbare axiale snedediepte moet ingeven. Deze aanvaardbare waarde moet groter zijn dan nul en kleiner dan de maximaal toelaatbare axiale snedediepte voor het gekozen gereedschap.
178
Enkele controles en foutafhandelingsconstructies zijn gemarkeerd. ' berekenen van de snijgegevens voor frees afhankelijk van de gekozen
freesstrategie Private Sub btnBerekenenFrees_Click(ByVal sender As System.Object, ByVal
e As System.EventArgs) Handles btnBerekenenFrees.Click
fz = nrcVoeding.Value
'als je een voeding kiest buiten het aanbevolen bereik
If fz < fzmin Then
MsgBox("U zit buiten het aanbevolen bereik van de voeding fz." & vbCrLf
& "Dit is op eigen risico!" & vbCrLf & "Er zal gerekend worden met de
maximale snijsnelheid: " & vcmax & " m/min")
End If
If fz > fzmax Then
MsgBox("U zit buiten het aanbevolen bereik van de voeding fz." & vbCrLf
& "Dit is op eigen risico!" & vbCrLf & "Er zal gerekend worden met de
minimale snijsnelheid: " & vcmin & " m/min")
End If
'catch try-s als je vergeet bepaalde noodzakelijke parameters in te
geven of als de getalwaarden te groot of te klein zijn
Try
ap = CDbl(txbAxialeSnedediepte.Text)
Do Until ap <= apmax
Dim prompt As String = "De axiale snedediepte is te groot. " &
vbCrLf & "Geef een waarde in kleiner of gelijk aan " & apmax
Dim buffer As String
buffer = InputBox(prompt, "Geef een axiale snedediepte <= " &
apmax)
If buffer = "" Then Exit Sub
ap = CDbl(buffer)
txbAxialeSnedediepte.Text = ap
Loop
Catch
Dim prompt As String = "U bent de axiale snedediepte vergeten in
te vullen." & vbCrLf & "Geef een waarde in kleiner of gelijk aan "
& apmax
Dim buffer As String
buffer = InputBox(prompt, "Geef de axiale snedediepte in.")
If buffer = "" Then Exit Sub
ap = CDbl(buffer)
Do Until ap <= apmax
prompt = "De axiale snedediepte is te groot. " & vbCrLf & "Geef
een waarde in kleiner of gelijk aan " & apmax
179
buffer = InputBox(prompt, "Geef een axiale snedediepte <= " &
apmax, "Te grote waarde")
If buffer = "" Then Exit Sub
ap = CDbl(buffer)
txbAxialeSnedediepte.Text = ap
Loop
txbAxialeSnedediepte.Text = ap
End Try
'welke freesstrategie? : bepaalt de berekening
'de ae/dc waarde zal rol spelen in verband met de werkelijke
voedingssnelheid
'er wordt gecontroleerd of de ae niet groter is dan de freesdiameter
If rbtVlakfrezen.Checked Then
ae = dc
Dim lblRadialeSnedediepte As New Label
lblRadialeSnedediepte.Location = New Point(5, 20 + 105)
lblRadialeSnedediepte.AutoSize = True
lblRadialeSnedediepte.Text = "De radiale snedediepte (ae) is " &
vbCrLf & "kleiner of gelijk aan " & ae & " mm."
PanelFrezen.Controls.Add(lblRadialeSnedediepte)
di = 0
du = 0
SnijsnelheidFrezenBerekenen()'enkele berekeningsprocedures
toerentalFrezen()
voedingssnelheid_xy_z(ae)
ElseIf rbtContourfrezen.Checked Then
Try
ae = CDbl(txbRadialeSnedediepte.Text)
Do Until ae <= dc
Dim prompt As String = "De radiale snedediepte is te groot. " &
vbCrLf & "Geef een waarde in kleiner dan " & dc
Dim buffer As String
buffer = InputBox(prompt, "Geef een radiale snedediepte <= " & dc)
If buffer = "" Then Exit Sub
ae = CDbl(buffer)
txbRadialeSnedediepte.Text = ae
Loop
Catch
...
Eerder in dit hoofdstuk is op het belang gewezen van de ingrijpverhouding ae /Dc bij freesbewerkingen omdat deze invloed zal hebben op de berekende freesparameters. Het is dus belangrijk dat de formules in het programma juist zijn, dat de nodige correcties worden uitgevoerd, maar ook hier begint het bij het ingeven van aanvaardbare randvoorwaarden.
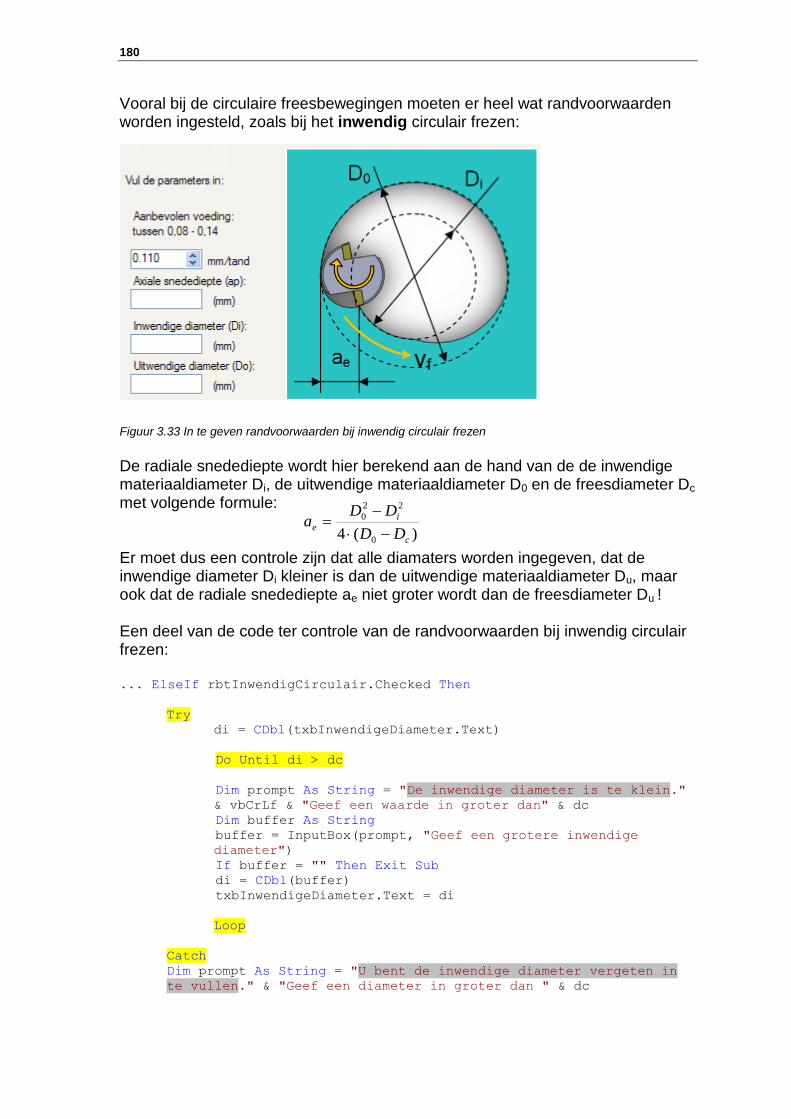
180
Vooral bij de circulaire freesbewegingen moeten er heel wat randvoorwaarden worden ingesteld, zoals bij het inwendig circulair frezen:
Figuur 3.33 In te geven randvoorwaarden bij inwendig circulair frezen
De radiale snedediepte wordt hier berekend aan de hand van de de inwendige materiaaldiameter Di, de uitwendige materiaaldiameter D0 en de freesdiameter Dc met volgende formule: Er moet dus een controle zijn dat alle diamaters worden ingegeven, dat de inwendige diameter Di kleiner is dan de uitwendige materiaaldiameter Du, maar ook dat de radiale snedediepte ae niet groter wordt dan de freesdiameter Du ! Een deel van de code ter controle van de randvoorwaarden bij inwendig circulair frezen: ... ElseIf rbtInwendigCirculair.Checked Then
Try
di = CDbl(txbInwendigeDiameter.Text)
Do Until di > dc
Dim prompt As String = "De inwendige diameter is te klein."
& vbCrLf & "Geef een waarde in groter dan" & dc
Dim buffer As String
buffer = InputBox(prompt, "Geef een grotere inwendige
diameter")
If buffer = "" Then Exit Sub
di = CDbl(buffer)
txbInwendigeDiameter.Text = di
Loop
Catch
Dim prompt As String = "U bent de inwendige diameter vergeten in
te vullen." & "Geef een diameter in groter dan " & dc
)(4 0
22
0
c
i
eDD
DDa
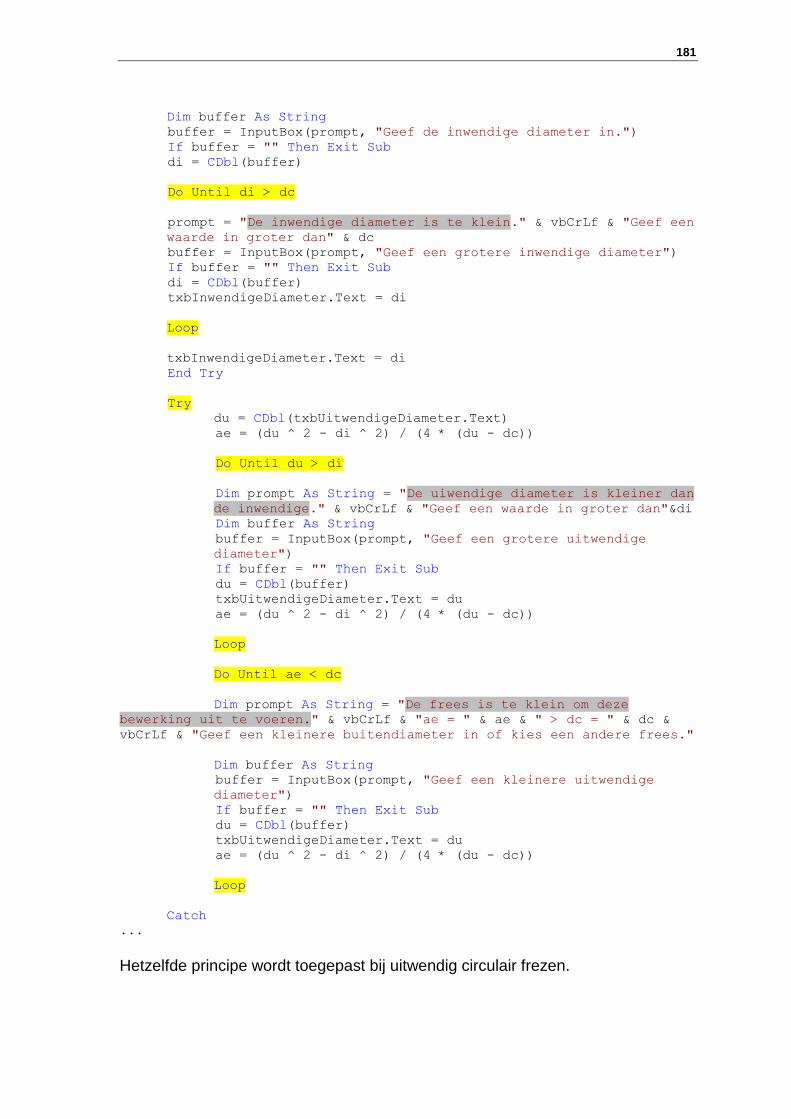
181
Dim buffer As String
buffer = InputBox(prompt, "Geef de inwendige diameter in.")
If buffer = "" Then Exit Sub
di = CDbl(buffer)
Do Until di > dc
prompt = "De inwendige diameter is te klein." & vbCrLf & "Geef een
waarde in groter dan" & dc
buffer = InputBox(prompt, "Geef een grotere inwendige diameter")
If buffer = "" Then Exit Sub
di = CDbl(buffer)
txbInwendigeDiameter.Text = di
Loop
txbInwendigeDiameter.Text = di
End Try
Try
du = CDbl(txbUitwendigeDiameter.Text)
ae = (du ^ 2 - di ^ 2) / (4 * (du - dc))
Do Until du > di
Dim prompt As String = "De uiwendige diameter is kleiner dan
de inwendige." & vbCrLf & "Geef een waarde in groter dan"&di
Dim buffer As String
buffer = InputBox(prompt, "Geef een grotere uitwendige
diameter")
If buffer = "" Then Exit Sub
du = CDbl(buffer)
txbUitwendigeDiameter.Text = du
ae = (du ^ 2 - di ^ 2) / (4 * (du - dc))
Loop
Do Until ae < dc
Dim prompt As String = "De frees is te klein om deze
bewerking uit te voeren." & vbCrLf & "ae = " & ae & " > dc = " & dc &
vbCrLf & "Geef een kleinere buitendiameter in of kies een andere frees."
Dim buffer As String
buffer = InputBox(prompt, "Geef een kleinere uitwendige
diameter")
If buffer = "" Then Exit Sub
du = CDbl(buffer)
txbUitwendigeDiameter.Text = du
ae = (du ^ 2 - di ^ 2) / (4 * (du - dc))
Loop
Catch
... Hetzelfde principe wordt toegepast bij uitwendig circulair frezen.

182
3.4.6 Berekeningsprocedures Hierover kan ik vrij kort zijn omdat dit neerkomt op het intikken van formules. Hoewel het zou kunnen, wordt er weinig met functies gewerkt in dit programma omdat de formules totaal verschillend zijn en de meeste uitkomsten worden toegekend aan publieke variabelen. Twee voorbeelden. De berekening van de gemiddelde spaandikte waarbij rekening wordt gehouden met de ingrijpverhouding ae /Dc: Private Sub GemiddeldeSpaandikte() 'frezen
If ae / dc = 1 Or ae / dc > 0.3 Then
fzher = fz
ElseIf ae / dc <= 0.05 Then
fzher = fz * 3
ElseIf ae / dc <= 0.1 Then
fzher = fz * 2
ElseIf ae / dc <= 0.2 Then
fzher = fz * 1.5
ElseIf ae / dc <= 0.3 Then
fzher = fz * 1.25
End If
we = 90 + (Math.Asin((ae - (dc / 2)) / (dc / 2)) * 180 / Math.PI)
hm = (360 * fzher * ae * Math.Sin(kappa * Math.PI / 180)) / (
Math.PI * dc * we)
txbhm.Text = Math.Round(hm, 3)
End Sub Nogmaals onderstrepen dat graden moeten worden omgezet naar radialen voor een juiste berekening met goniometrische functies. Na de berekening wordt het resultaat afgerond getoond in de toegewezen tekstbox, in dit geval tot op 3 decimalen. De Math Class bevat wiskundige constanten en verschillende wiskundige functies.
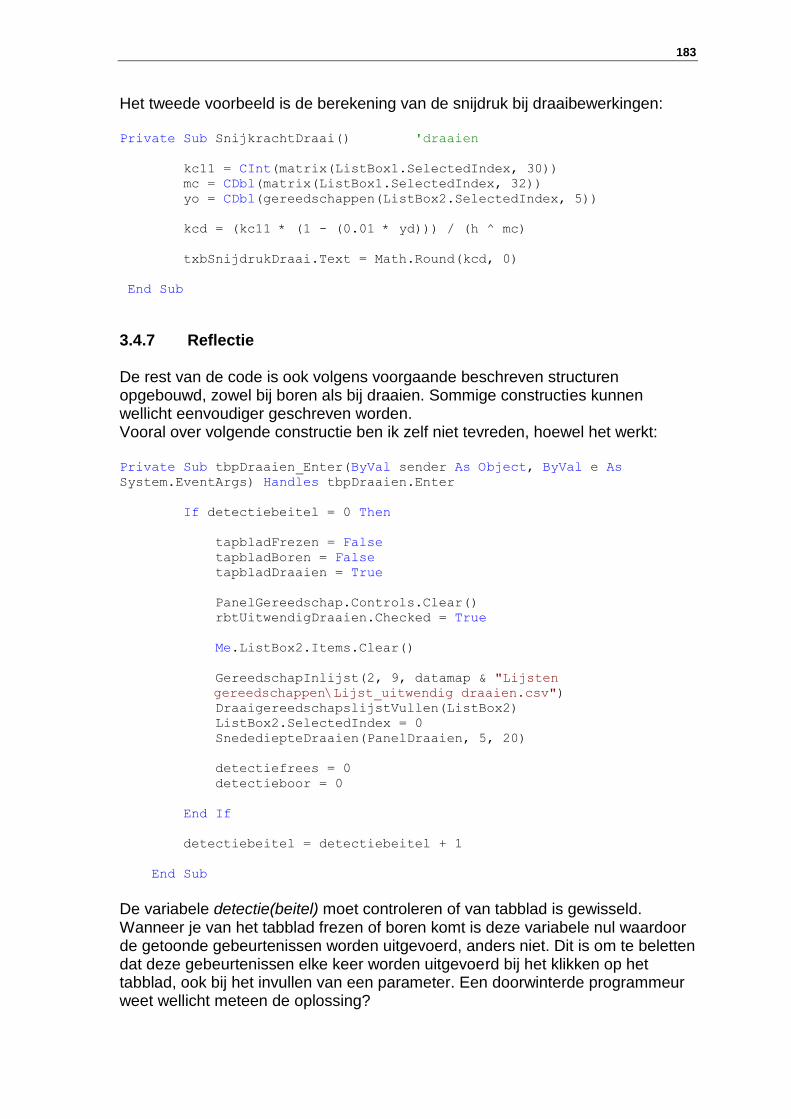
183
Het tweede voorbeeld is de berekening van de snijdruk bij draaibewerkingen: Private Sub SnijkrachtDraai() 'draaien
kc11 = CInt(matrix(ListBox1.SelectedIndex, 30))
mc = CDbl(matrix(ListBox1.SelectedIndex, 32))
yo = CDbl(gereedschappen(ListBox2.SelectedIndex, 5))
kcd = (kc11 * (1 - (0.01 * yd))) / (h ^ mc)
txbSnijdrukDraai.Text = Math.Round(kcd, 0)
End Sub
3.4.7 Reflectie De rest van de code is ook volgens voorgaande beschreven structuren opgebouwd, zowel bij boren als bij draaien. Sommige constructies kunnen wellicht eenvoudiger geschreven worden. Vooral over volgende constructie ben ik zelf niet tevreden, hoewel het werkt: Private Sub tbpDraaien_Enter(ByVal sender As Object, ByVal e As
System.EventArgs) Handles tbpDraaien.Enter
If detectiebeitel = 0 Then
tapbladFrezen = False
tapbladBoren = False
tapbladDraaien = True
PanelGereedschap.Controls.Clear()
rbtUitwendigDraaien.Checked = True
Me.ListBox2.Items.Clear()
GereedschapInlijst(2, 9, datamap & "Lijsten
gereedschappen\Lijst_uitwendig draaien.csv")
DraaigereedschapslijstVullen(ListBox2)
ListBox2.SelectedIndex = 0
SnedediepteDraaien(PanelDraaien, 5, 20)
detectiefrees = 0
detectieboor = 0
End If
detectiebeitel = detectiebeitel + 1
End Sub De variabele detectie(beitel) moet controleren of van tabblad is gewisseld. Wanneer je van het tabblad frezen of boren komt is deze variabele nul waardoor de getoonde gebeurtenissen worden uitgevoerd, anders niet. Dit is om te beletten dat deze gebeurtenissen elke keer worden uitgevoerd bij het klikken op het tabblad, ook bij het invullen van een parameter. Een doorwinterde programmeur weet wellicht meteen de oplossing?
184
Voor vragen of opmerkingen over dit programma mag u altijd contact met mij opnemen. Na optimalisatie van de code en de databases, zou een link naar een helpbestand met uitleg over alle snijparameters het geheel nog mooier maken. Hierbij denk ik evenwel spontaan aan de boodschap bij storingen tijdens tv-programma‟s: “Even geduld a.u.b.”.
185
4 IMPLEMENTATIE CAM-PROGRAMMA CAMWORKS2008®
Nog een hoofdstuk? Goed gek, denkt u? Dat kan ik dan alleen maar bevestigen! Hoewel, de vraag om een nieuw CAM (Computer Aided Manufacturing)-pakket voor de school aan te kopen was al gesteld voor ik aan deze masterproef begon. Uiteindelijk heb ik de directie kunnen overtuigen en heeft men einde september 2008 de bestelling geplaatst. Eind november 2008 is het pakket geleverd en kon ik beginnen met het aanleren. Dit aanleren gebeurt via zelfstudie om de kosten te beperken. Omdat ik de meeste onderdelen van het palletwisselsysteem zelf wou produceren, was de logische keuze gebruik te maken van dit nieuwe CAM-pakket ondanks het vele extra werk dat er bij kwam kijken. Bij deze wil ik de heer Roberts Kapers van de firma KapersCADCAM nog bedanken voor de hulp bij het in orde krijgen van de nodige licenties.
4.1 Waarom CamWorks? De voorbije schooljaren hebben we steeds gewerkt met een ander CAM-pakket. Omdat dit geen pleidooi mag zijn tegen dit CAM-pakket en de verdeler, noem ik het BeperkteCAM. Voor redelijk eenvoudige toepassingen voldoet dit pakket aan de verwachtingen, maar door de evolutie van de CAD-software de jongste jaren werden de gebreken steeds duidelijker. Enkele van de grote nadelen, die ook bij de nieuwe educatieve versie van BeperkteCAM blijven bestaan, zijn:
de 3D-modellen moeten in de Masterversie voorbereid worden door de leerkracht, vooraleer ze gebruikt kunnen worden in de Graduate-versie door de leerlingen. Uit ervaring kan ik zeggen dat dit niet realiseerbaar is met als gevolg dat er bijna altijd naar 2D toepassingen wordt terug gegrepen! Dit is teruggaan in de tijd.
onjuistheden van het ingebrachte model moet je corrigeren (Graduate), dus het inlezen van „vreemde‟ bestanden blijft een groot probleem
de functionaliteiten van de Graduate-versie (leerlingen) zijn zeer mager tegenover deze van de Masterversie (leerkrachten) die maar op één pc kan worden gebruikt omdat hiervoor een hardware-dongle vereist is
zelfs het bewerken van 3D-modellen in de Masterversie is een moeizame opgave, laat staan het bewerken van complexe oppervlakken
het werkstuknulpunt is moeilijk te editeren
een zeer beperkte en eenvoudige technologische database
de leerlingen kunnen geen NC-code genereren Het voordeel van BeperkteCAM, moet gezegd worden, is de relatief lage kost voor de school en de vrije verdeling van de Graduate-versie onder de leerlingen.
186
Een citaat uit een verslag dat ik aan de directie heb geschreven: “Op de officiële site van BeperkteCAM staat nu duidelijk vermeld dat het een pakket is voor de houtindustrie. Voor de metaalindustrie bieden zij een alternatief. Dus persoonlijk vind ik het een beetje raar dat het VVKSO* met BeperkteCAM blijft werken. Het VVKSO geeft cursussen om de problemen die bij BeperkteCAM komen kijken, in de mate van het mogelijke te omzeilen. Ben je dan goed bezig vraag ik me af? Wellicht is de prijs hier de doorslaggevende factor.” *VVKSO: Vlaams Verbond van het Katholiek Secundair Onderwijs
Al deze obstructies werkten demotiverend, zowel bij de leerlingen als bij mezelf. Dit is de reden geweest van de zoektocht naar een beter, industrieel CAM-pakket dat geïntegreerd kan worden in de CAD-omgeving. Laat me duidelijk stellen dat dit pakket voornamelijk bedoeld is voor de leerlingen van de 3de graad, hoewel de huidige leerlingen van de 2de graad zo vertrouwd zijn met allerlei softwareprogramma‟s dat zij ook na enige instructie kunnen omgaan met moderne CAM-software. Doch, het probleem bij de jongere leerlingen is dat zij nog iets te weinig technologische kennis en vaardigheden hebben opgebouwd om vlot met zulke systemen te kunnen werken. De voorwaarden die ik gesteld heb bij de keuze van een nieuw CAM-pakket zijn:
een pakket dat volledig geïntegreerd kan worden in Solidworks, dus met volledige 3D- functionaliteit
een krachtige en toegankelijke technologische database
een overzichtelijk lay-out met een duidelijke structuur
gemakkelijk te editeren gereedschapsbanen en andere parameters
correcte en verschillende simulatiemogelijkheden
bij aanpassing van het 3D model moet de mogelijkheid bestaan om de gereedschapsbanen automatisch te updaten
visueel sterk en duidelijk
het gebruik van templates moet mogelijk zijn
mogelijkheid om gebruik te maken van een helpdesk, goede tutorials en manuals
bij een update van Solidworks, moet het CAM-pakket ook snel kunnen worden geüpdatet
„last but not least‟: het moet betaalbaar zijn voor de school Sommige leerkrachten pleiten resoluut voor een pakket in de Nederlandse taal, maar dat is voor mij geen doorslaggevend argument, integendeel. Vaak zullen de leerlingen in de industrie ook geconfronteerd worden met software in het Engels, Duits of Frans. Welke CAM-pakketten kwamen in aanmerking?
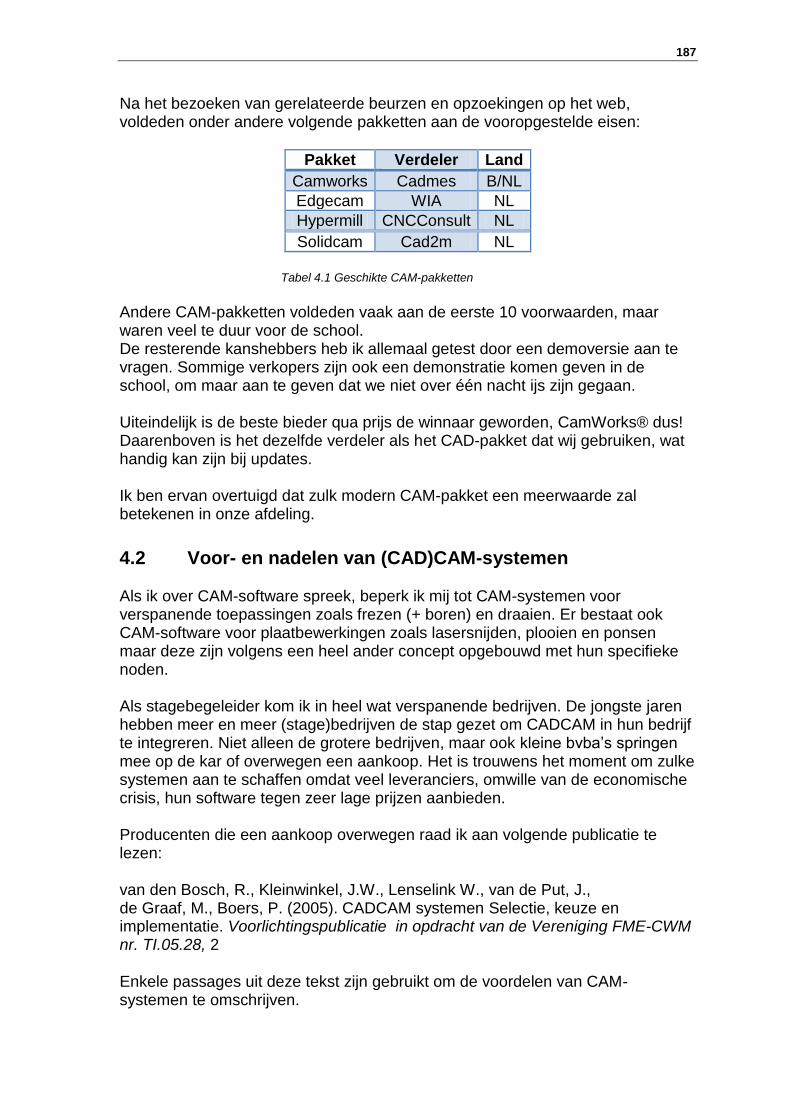
187
Na het bezoeken van gerelateerde beurzen en opzoekingen op het web, voldeden onder andere volgende pakketten aan de vooropgestelde eisen:
Pakket Verdeler Land
Camworks Cadmes B/NL
Edgecam WIA NL
Hypermill CNCConsult NL
Solidcam Cad2m NL
Tabel 4.1 Geschikte CAM-pakketten
Andere CAM-pakketten voldeden vaak aan de eerste 10 voorwaarden, maar waren veel te duur voor de school. De resterende kanshebbers heb ik allemaal getest door een demoversie aan te vragen. Sommige verkopers zijn ook een demonstratie komen geven in de school, om maar aan te geven dat we niet over één nacht ijs zijn gegaan. Uiteindelijk is de beste bieder qua prijs de winnaar geworden, CamWorks® dus! Daarenboven is het dezelfde verdeler als het CAD-pakket dat wij gebruiken, wat handig kan zijn bij updates. Ik ben ervan overtuigd dat zulk modern CAM-pakket een meerwaarde zal betekenen in onze afdeling.
4.2 Voor- en nadelen van (CAD)CAM-systemen Als ik over CAM-software spreek, beperk ik mij tot CAM-systemen voor verspanende toepassingen zoals frezen (+ boren) en draaien. Er bestaat ook CAM-software voor plaatbewerkingen zoals lasersnijden, plooien en ponsen maar deze zijn volgens een heel ander concept opgebouwd met hun specifieke noden. Als stagebegeleider kom ik in heel wat verspanende bedrijven. De jongste jaren hebben meer en meer (stage)bedrijven de stap gezet om CADCAM in hun bedrijf te integreren. Niet alleen de grotere bedrijven, maar ook kleine bvba‟s springen mee op de kar of overwegen een aankoop. Het is trouwens het moment om zulke systemen aan te schaffen omdat veel leveranciers, omwille van de economische crisis, hun software tegen zeer lage prijzen aanbieden. Producenten die een aankoop overwegen raad ik aan volgende publicatie te lezen: van den Bosch, R., Kleinwinkel, J.W., Lenselink W., van de Put, J., de Graaf, M., Boers, P. (2005). CADCAM systemen Selectie, keuze en implementatie. Voorlichtingspublicatie in opdracht van de Vereniging FME-CWM nr. TI.05.28, 2 Enkele passages uit deze tekst zijn gebruikt om de voordelen van CAM-systemen te omschrijven.
188
De verspanende industrie heeft meer en meer te maken met toenemende eisen op productiegebied. Om te kunnen blijven concurreren moet men:
Betrouwbaarder produceren met korte levertijden, hogere kwaliteiten en grotere flexibiliteit
Goedkoper en sneller produceren wat men kan bekomen door onder andere kostprijsreductie, doorlooptijdverkorting en productiviteitsverbetering
Producten creëren van hogere toegevoegde waarde. Complexere producten en productieprocesinnovatie zijn hierbij de sleutelwoorden.
Een CAM systeem kan hieraan een grote bijdrage leveren, in vergelijking met de "oude" manier van programmeren (met de hand programmeren). De voordelen van CAM-systemen zijn legio:
De kans op programmeerfouten is geringer, doordat er niet meer via een tekening wordt geprogrammeerd en de programmeur de tekening in principe niet meer hoeft om te rekenen (betrouwbaarder produceren).
Programmering van complexe producten wordt door CAM een stuk eenvoudiger en minder tijdrovend. Er is een aanmerkelijke verkorting van de werkvoorbereidingstijd, tenminste als men het programma goed kent!
Geen dubbele werkzaamheden in het vastleggen van de geometrie, doordat de geometrie uit CAD direct wordt ingelezen in CAM, of zelfs geïntegreerd is.
Het programmeren gebeurt buiten de machinebesturing (offline), zodat de machine niet meer stil hoeft te staan tijdens het aanmaken van programma's, hoewel dit bij moderne (dialoog)sturingen ook niet meer hoeft.
Een modern CAM-pakket heeft goede simulatiemogelijkheden zodat eventuele botsingen tijdig opgemerkt kunnen worden.
Gaat de overgang van manueel programmeren naar CAM programmeren dan zonder slag of stoot? Neen. Er zijn heel wat zaken die vooraf goed moeten worden ingeschat. De nadelen of problemen die CAM-systemen met zich mee kunnen brengen:
CAD en CAM dienen perfect op elkaar afgesteld te zijn!
Het implementeren van CADCAM vergt veelal reorganisatie en verandering van werkmethodes waaronder nieuwe tekenprocedures en nieuwe normalisatie.
Nieuwe methodes van werken zowel bij de werkvoorbereiding als productieafdeling. Opleiding van het personeel zal nodig zijn en ook het motiveren van de oudere werknemers die vaak de nieuwe technologie als een bedreiging zien.
CADCAM systemen zijn softwaregereedschappen die aan de noden van een bedrijf dienen aangepast te worden.
189
Het grote gevaar, zeker bij kleinere bedrijven, is de demotivatie van de machinebewerker (draaier en frezer) wanneer die niet genoeg wordt betrokken bij de CADCAM implementatie. Sommige bedrijven werken daaraan, andere verliezen op termijn hun beste vakmannen. Wanneer zeer grote series moeten worden gemaakt, is het manueel programmeren vaak nog de beste strategie. Je kunt dan heel efficiënt te werk gaan om een minimale productietijd te bekomen. Elke milliseconde telt daar trouwens. Bij zeer complexe vormen en meerassige machines is een CADCAM-systeem, ook bij grote series, echter niet meer weg te denken.
4.3 Overzicht van de modules in CamWorks2008® In CamWorks2008® zijn volgende modules zijn apart of gecombineerd te verkrijgen:
2½ Axis Milling (2 ½ D frezen)
3 Axis Milling (3D frezen)
Multi-axis Machining (meerassig bewerken)
2 and 4 Axis Turning (2- en 4-assig draaien)
Mill-Turn (Draai/frees combinatie)
Wire EDM (Wire Elektro Discharge Machining of draadvonken) In de school kunnen we alle modules simuleren. De NC-codes genereren kunnen we enkel van volgende modules:
2½ Axis Milling (2 ½ D frezen)
3 Axis Milling (3D frezen)
2 and 4 Axis Turning (2- en 4-assig draaien)
Wire EDM (draadvonken) De overige modules, en ook de EDM-module, hebben voor ons weinig zin omdat we geen draadvonker en meerassige machines hebben. We zijn immers al blij dat de leerlingen op het einde van de 3de graad behoorlijk kunnen 3D frezen en 2-assig draaien. Je moet trouwens eerst een zeer goede basis hebben van „eenvoudigere‟ te verspanen producten alvorens je kunt overstappen naar de productie van complexe werkstukken. CamWorks2008® is een product ontwikkeld door Geometric Technologies, voormalige TekSoft, die zich gespecialiseerd hebben in de ontwikkeling van CAM-software.
190
4.4 Opbouw van het CAM-programma CamWorks2008® In de volgende tekst zullen geregeld Engelse woorden worden gebruikt omdat die gemeengoed zijn als men over zulke programma‟s praat of er gebruik van maakt.
4.4.1 Algemeen overzicht van CamWorks2008® CAMWorks is een gecertificeerd Goldpartner van SolidWorks: het is de eerste volledig geïntegreerde CAM-oplossing die ontworpen is om in SolidWorks te werken. Op de website van Cadmes (www.cadmes.be), de verdeler van CamWorks in België, is het volgend citaat te lezen over de werking van het programma: “Als basisfunctionaliteit is CAMWorks uitgerust met Automatic Feature Recognition (automatische bewerkingsvorm herkenning) en Knowledge Based Machining in de vorm van een Technologie Database. Dit maakt het mogelijk om een bepaalde bewerkingsvorm altijd op een zelfde wijze te programmeren. Keuze van het gereedschap kan zowel automatisch als manueel door de gebruiker worden gedaan. Zodra er een product met dezelfde bewerkingsvorm bewerkt moet worden zal CAMWorks deze vorm zelf herkennen, het kiest automatisch het gereedschap zoals uw programmeur dat altijd deed en het zal automatisch de bewerkingsstrategie toepassen zoals deze normaal ook op uw machine werd gebruikt. De software wordt geleverd met een gevulde database waarin een groot aantal gereedschappen en strategieën staat opgeslagen. Bij aanvang van gebruik zal echter snel –en op een uiterst vriendelijke manier- veranderingen worden aangebracht naar gelang uw persoonlijke omstandigheden betreffende type machine, aanwezige gereedschappen, gebruikelijke bewerkingsstrategieën etc.” De uitleg die nu volgt is gebaseerd op inzichten die ik tot hiertoe heb verkregen. Aangezien ik het programma nog maar een viertal maanden gebruik zullen deze grotendeels subjectieve inzichten verre van volledig zijn. Het is dus niet de bedoeling de werking en functionaliteiten van het programma volledig te bespreken, doch enkel de grote lijnen weer te geven. De koppeling tussen het programma en de technologische database wordt iets gedetailleerder bekeken. Om het programma te kunnen gebruiken, moet je Solidworks openen. CamWorks wordt dan automatisch geactiveerd, mits de juiste licenties. De licentie(s) kunnen enkel worden geïnstalleerd op de pc waarvan de computernaam is doorgegeven. Ook bij het gebruik van server moet je de servernaam rechtstreeks van de server inlezen om een correcte licentiefile te kunnen aanmaken. Eenmaal dit in orde is kan je vlot aan de slag.
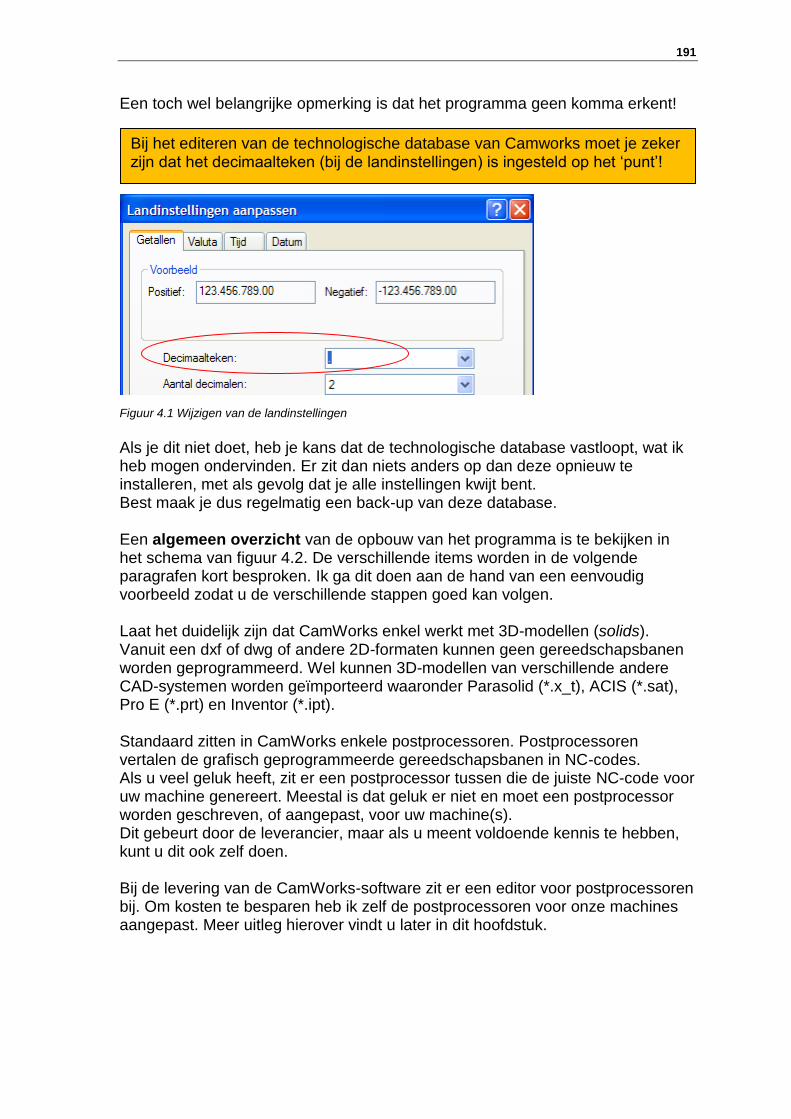
191
Een toch wel belangrijke opmerking is dat het programma geen komma erkent!
Figuur 4.1 Wijzigen van de landinstellingen
Als je dit niet doet, heb je kans dat de technologische database vastloopt, wat ik heb mogen ondervinden. Er zit dan niets anders op dan deze opnieuw te installeren, met als gevolg dat je alle instellingen kwijt bent. Best maak je dus regelmatig een back-up van deze database. Een algemeen overzicht van de opbouw van het programma is te bekijken in het schema van figuur 4.2. De verschillende items worden in de volgende paragrafen kort besproken. Ik ga dit doen aan de hand van een eenvoudig voorbeeld zodat u de verschillende stappen goed kan volgen. Laat het duidelijk zijn dat CamWorks enkel werkt met 3D-modellen (solids). Vanuit een dxf of dwg of andere 2D-formaten kunnen geen gereedschapsbanen worden geprogrammeerd. Wel kunnen 3D-modellen van verschillende andere CAD-systemen worden geïmporteerd waaronder Parasolid (*.x_t), ACIS (*.sat), Pro E (*.prt) en Inventor (*.ipt). Standaard zitten in CamWorks enkele postprocessoren. Postprocessoren vertalen de grafisch geprogrammeerde gereedschapsbanen in NC-codes. Als u veel geluk heeft, zit er een postprocessor tussen die de juiste NC-code voor uw machine genereert. Meestal is dat geluk er niet en moet een postprocessor worden geschreven, of aangepast, voor uw machine(s). Dit gebeurt door de leverancier, maar als u meent voldoende kennis te hebben, kunt u dit ook zelf doen. Bij de levering van de CamWorks-software zit er een editor voor postprocessoren bij. Om kosten te besparen heb ik zelf de postprocessoren voor onze machines aangepast. Meer uitleg hierover vindt u later in dit hoofdstuk.
Bij het editeren van de technologische database van Camworks moet je zeker zijn dat het decimaalteken (bij de landinstellingen) is ingesteld op het „punt‟!
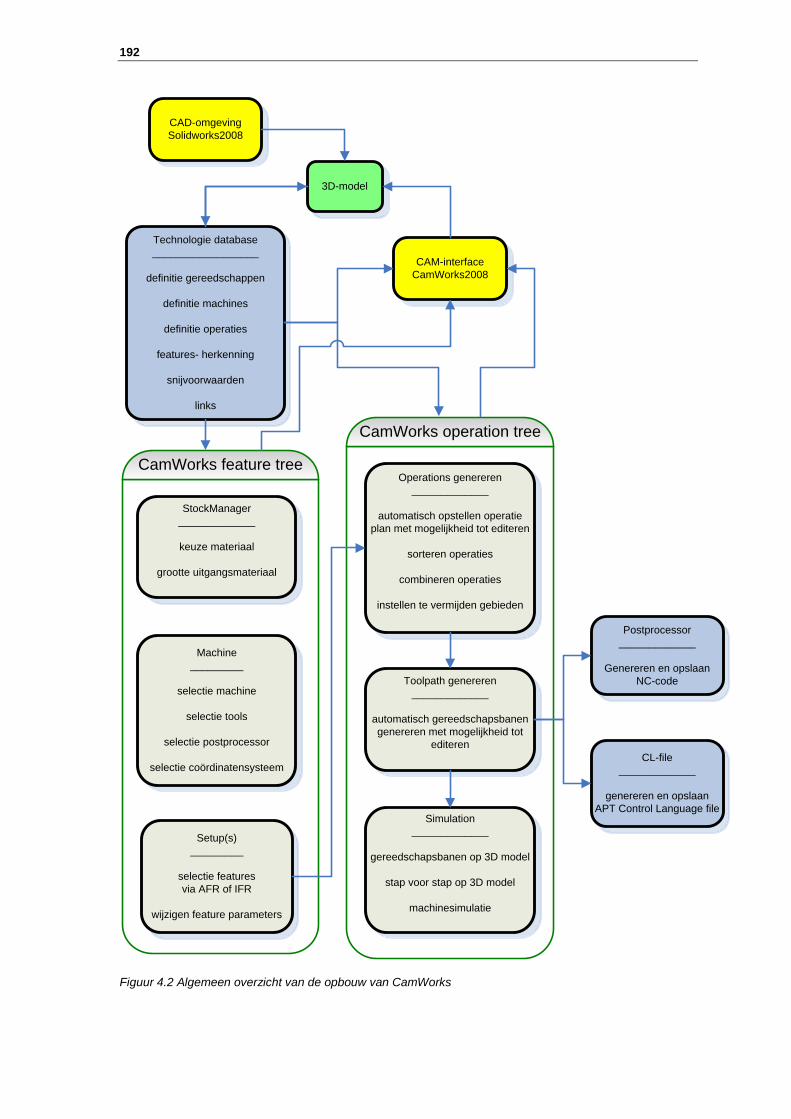
192
CAD-omgeving
Solidworks2008
3D-model
CAM-interface
CamWorks2008
Technologie database
__________________
definitie gereedschappen
definitie machines
definitie operaties
features- herkenning
snijvoorwaarden
links
StockManager
_____________
keuze materiaal
grootte uitgangsmateriaal
Machine
_________
selectie machine
selectie tools
selectie postprocessor
selectie coördinatensysteem
Setup(s)
_________
selectie features
via AFR of IFR
wijzigen feature parameters
CamWorks feature treeOperations genereren
_____________
automatisch opstellen operatie
plan met mogelijkheid tot editeren
sorteren operaties
combineren operaties
instellen te vermijden gebieden
Toolpath genereren
_____________
automatisch gereedschapsbanen
genereren met mogelijkheid tot
editeren
Simulation
_____________
gereedschapsbanen op 3D model
stap voor stap op 3D model
machinesimulatie
CamWorks operation tree
Postprocessor
_____________
Genereren en opslaan
NC-code
CL-file
_____________
genereren en opslaan
APT Control Language file
Figuur 4.2 Algemeen overzicht van de opbouw van CamWorks
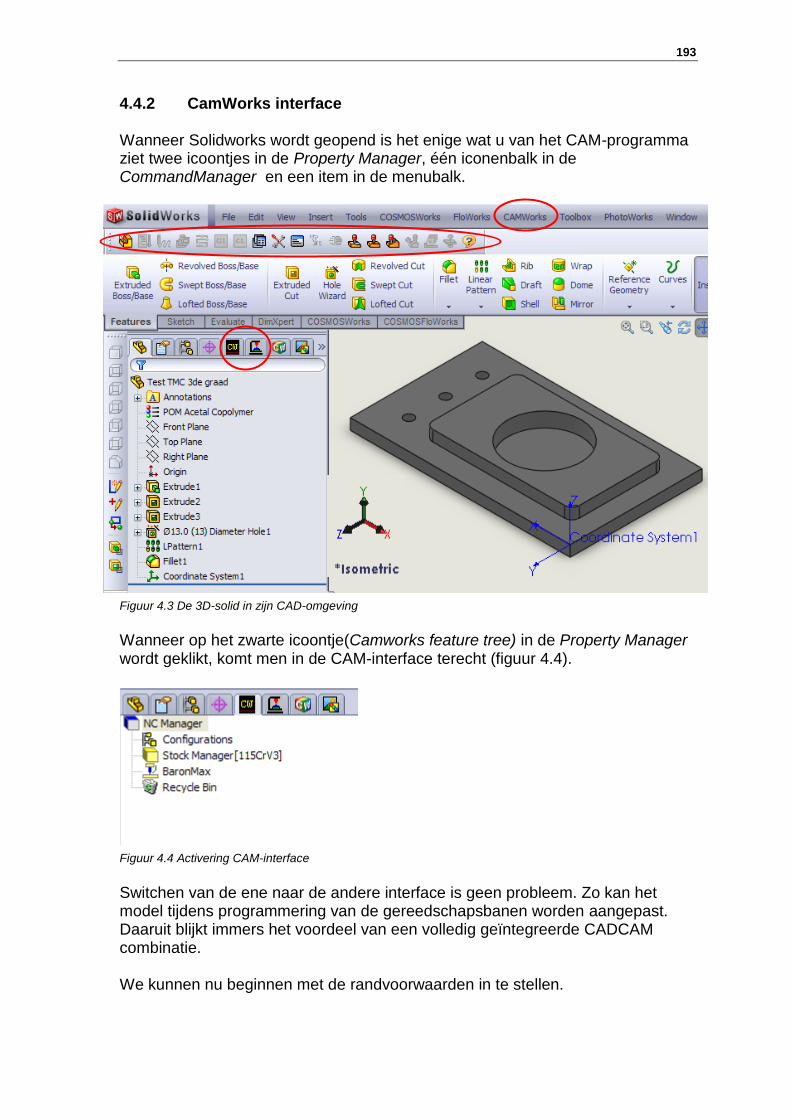
193
4.4.2 CamWorks interface Wanneer Solidworks wordt geopend is het enige wat u van het CAM-programma ziet twee icoontjes in de Property Manager, één iconenbalk in de CommandManager en een item in de menubalk.
Figuur 4.3 De 3D-solid in zijn CAD-omgeving
Wanneer op het zwarte icoontje(Camworks feature tree) in de Property Manager wordt geklikt, komt men in de CAM-interface terecht (figuur 4.4).
Figuur 4.4 Activering CAM-interface
Switchen van de ene naar de andere interface is geen probleem. Zo kan het model tijdens programmering van de gereedschapsbanen worden aangepast. Daaruit blijkt immers het voordeel van een volledig geïntegreerde CADCAM combinatie. We kunnen nu beginnen met de randvoorwaarden in te stellen.
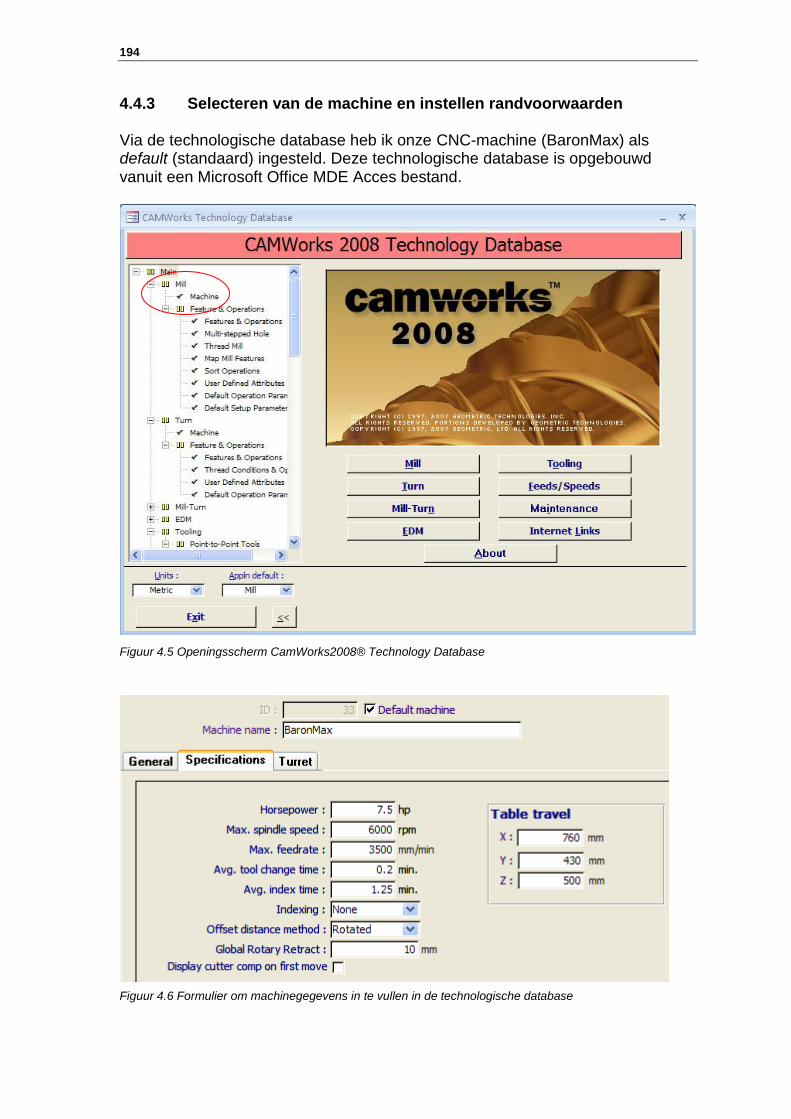
194
4.4.3 Selecteren van de machine en instellen randvoorwaarden Via de technologische database heb ik onze CNC-machine (BaronMax) als default (standaard) ingesteld. Deze technologische database is opgebouwd vanuit een Microsoft Office MDE Acces bestand.
Figuur 4.5 Openingsscherm CamWorks2008® Technology Database
Figuur 4.6 Formulier om machinegegevens in te vullen in de technologische database
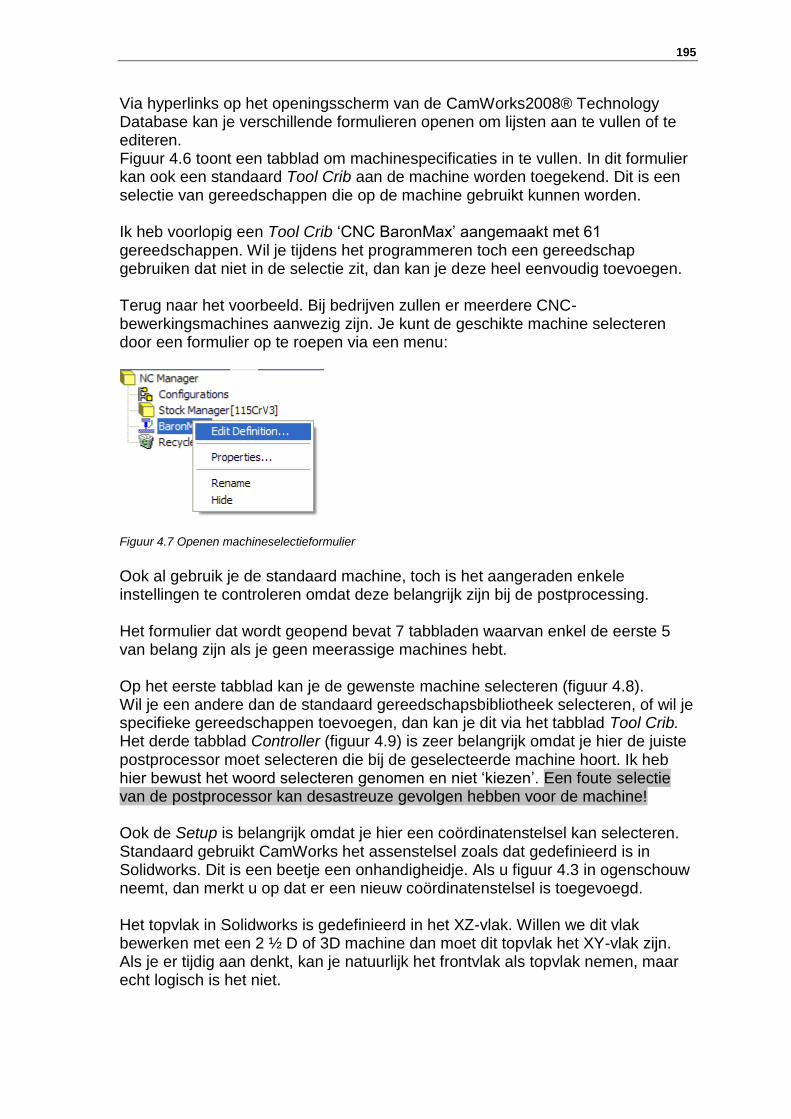
195
Via hyperlinks op het openingsscherm van de CamWorks2008® Technology Database kan je verschillende formulieren openen om lijsten aan te vullen of te editeren. Figuur 4.6 toont een tabblad om machinespecificaties in te vullen. In dit formulier kan ook een standaard Tool Crib aan de machine worden toegekend. Dit is een selectie van gereedschappen die op de machine gebruikt kunnen worden. Ik heb voorlopig een Tool Crib „CNC BaronMax‟ aangemaakt met 61 gereedschappen. Wil je tijdens het programmeren toch een gereedschap gebruiken dat niet in de selectie zit, dan kan je deze heel eenvoudig toevoegen. Terug naar het voorbeeld. Bij bedrijven zullen er meerdere CNC- bewerkingsmachines aanwezig zijn. Je kunt de geschikte machine selecteren door een formulier op te roepen via een menu:
Figuur 4.7 Openen machineselectieformulier
Ook al gebruik je de standaard machine, toch is het aangeraden enkele instellingen te controleren omdat deze belangrijk zijn bij de postprocessing. Het formulier dat wordt geopend bevat 7 tabbladen waarvan enkel de eerste 5 van belang zijn als je geen meerassige machines hebt. Op het eerste tabblad kan je de gewenste machine selecteren (figuur 4.8). Wil je een andere dan de standaard gereedschapsbibliotheek selecteren, of wil je specifieke gereedschappen toevoegen, dan kan je dit via het tabblad Tool Crib. Het derde tabblad Controller (figuur 4.9) is zeer belangrijk omdat je hier de juiste postprocessor moet selecteren die bij de geselecteerde machine hoort. Ik heb hier bewust het woord selecteren genomen en niet „kiezen‟. Een foute selectie van de postprocessor kan desastreuze gevolgen hebben voor de machine! Ook de Setup is belangrijk omdat je hier een coördinatenstelsel kan selecteren. Standaard gebruikt CamWorks het assenstelsel zoals dat gedefinieerd is in Solidworks. Dit is een beetje een onhandigheidje. Als u figuur 4.3 in ogenschouw neemt, dan merkt u op dat er een nieuw coördinatenstelsel is toegevoegd. Het topvlak in Solidworks is gedefinieerd in het XZ-vlak. Willen we dit vlak bewerken met een 2 ½ D of 3D machine dan moet dit topvlak het XY-vlak zijn. Als je er tijdig aan denkt, kan je natuurlijk het frontvlak als topvlak nemen, maar echt logisch is het niet.
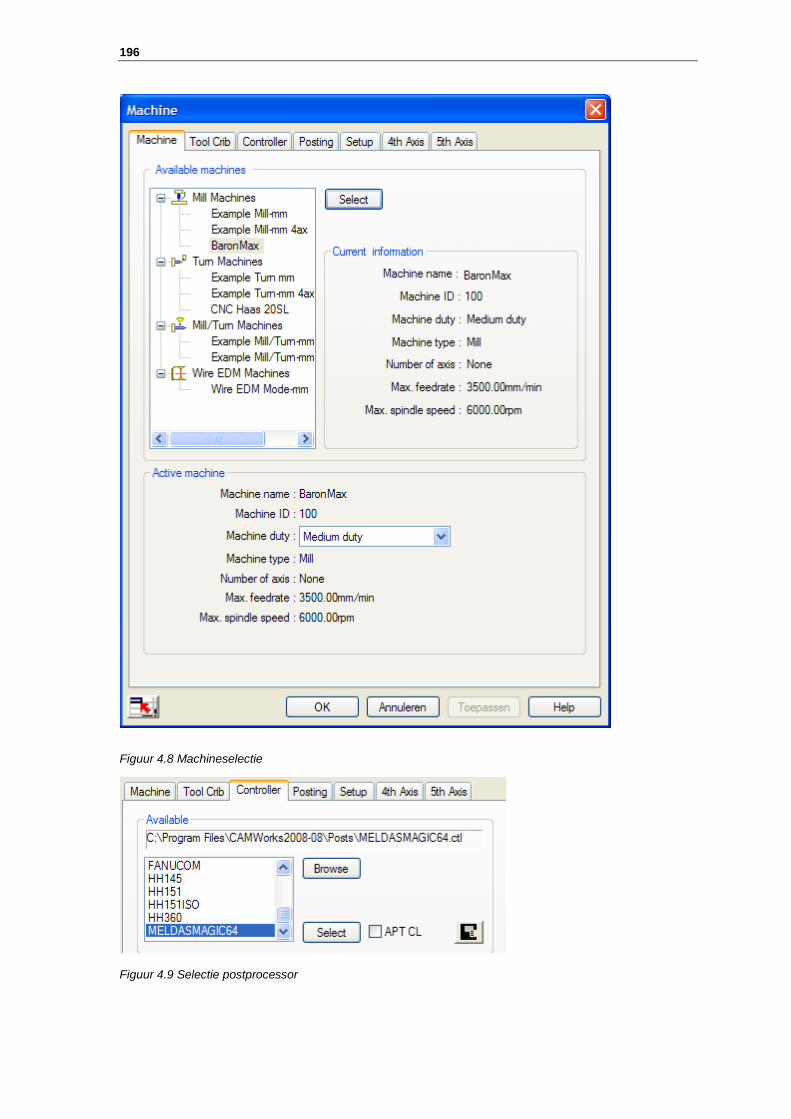
196
Figuur 4.8 Machineselectie
Figuur 4.9 Selectie postprocessor
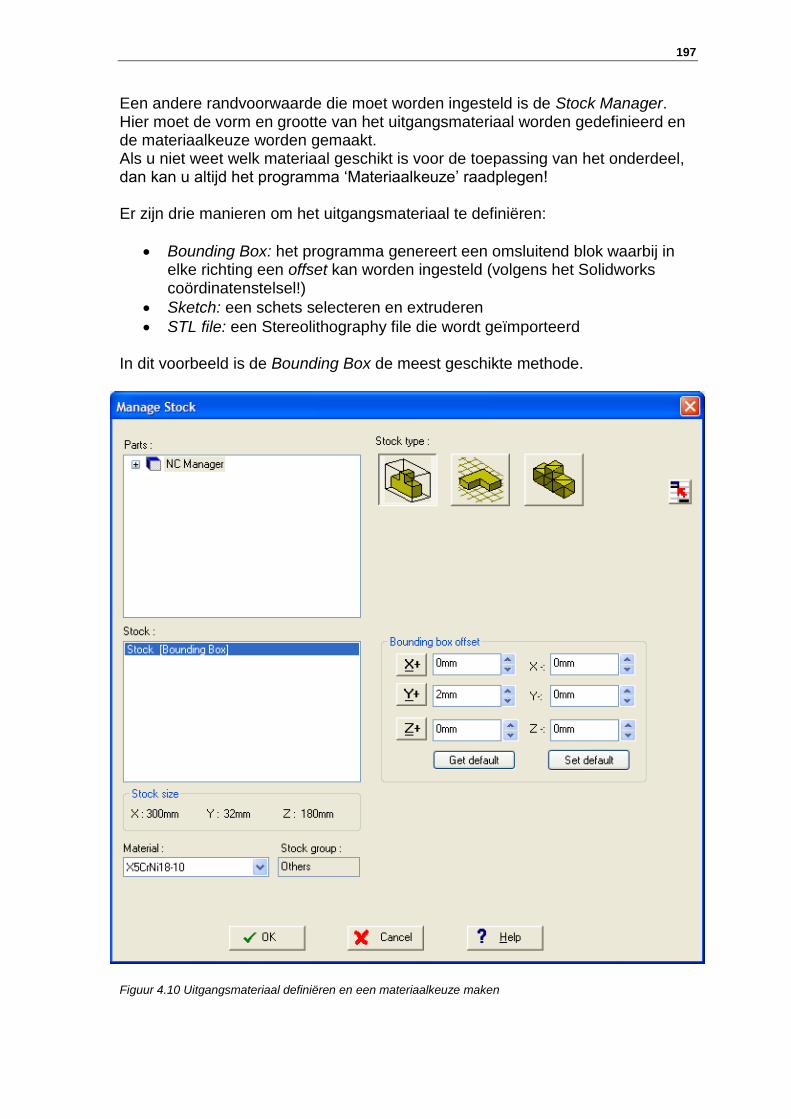
197
Een andere randvoorwaarde die moet worden ingesteld is de Stock Manager. Hier moet de vorm en grootte van het uitgangsmateriaal worden gedefinieerd en de materiaalkeuze worden gemaakt. Als u niet weet welk materiaal geschikt is voor de toepassing van het onderdeel, dan kan u altijd het programma „Materiaalkeuze‟ raadplegen! Er zijn drie manieren om het uitgangsmateriaal te definiëren:
Bounding Box: het programma genereert een omsluitend blok waarbij in elke richting een offset kan worden ingesteld (volgens het Solidworks coördinatenstelsel!)
Sketch: een schets selecteren en extruderen
STL file: een Stereolithography file die wordt geïmporteerd In dit voorbeeld is de Bounding Box de meest geschikte methode.
Figuur 4.10 Uitgangsmateriaal definiëren en een materiaalkeuze maken
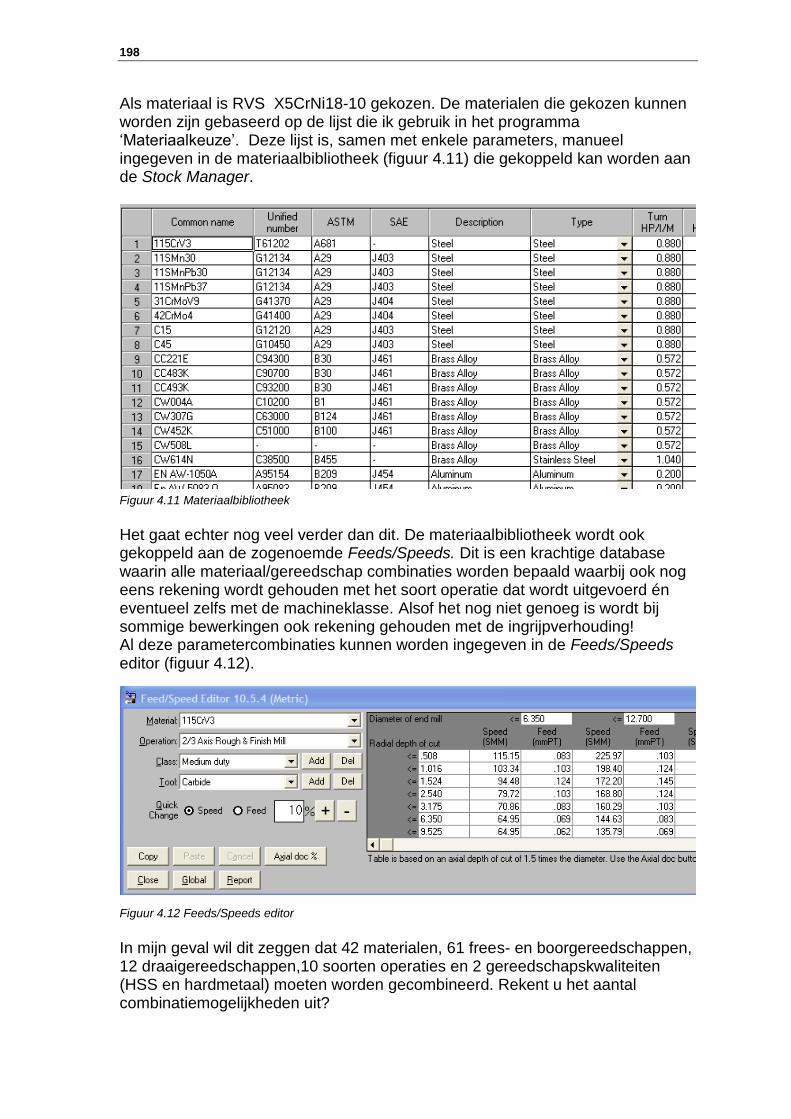
198
Als materiaal is RVS X5CrNi18-10 gekozen. De materialen die gekozen kunnen worden zijn gebaseerd op de lijst die ik gebruik in het programma „Materiaalkeuze‟. Deze lijst is, samen met enkele parameters, manueel ingegeven in de materiaalbibliotheek (figuur 4.11) die gekoppeld kan worden aan de Stock Manager.
Figuur 4.11 Materiaalbibliotheek
Het gaat echter nog veel verder dan dit. De materiaalbibliotheek wordt ook gekoppeld aan de zogenoemde Feeds/Speeds. Dit is een krachtige database waarin alle materiaal/gereedschap combinaties worden bepaald waarbij ook nog eens rekening wordt gehouden met het soort operatie dat wordt uitgevoerd én eventueel zelfs met de machineklasse. Alsof het nog niet genoeg is wordt bij sommige bewerkingen ook rekening gehouden met de ingrijpverhouding! Al deze parametercombinaties kunnen worden ingegeven in de Feeds/Speeds editor (figuur 4.12).
Figuur 4.12 Feeds/Speeds editor
In mijn geval wil dit zeggen dat 42 materialen, 61 frees- en boorgereedschappen, 12 draaigereedschappen,10 soorten operaties en 2 gereedschapskwaliteiten (HSS en hardmetaal) moeten worden gecombineerd. Rekent u het aantal combinatiemogelijkheden uit?
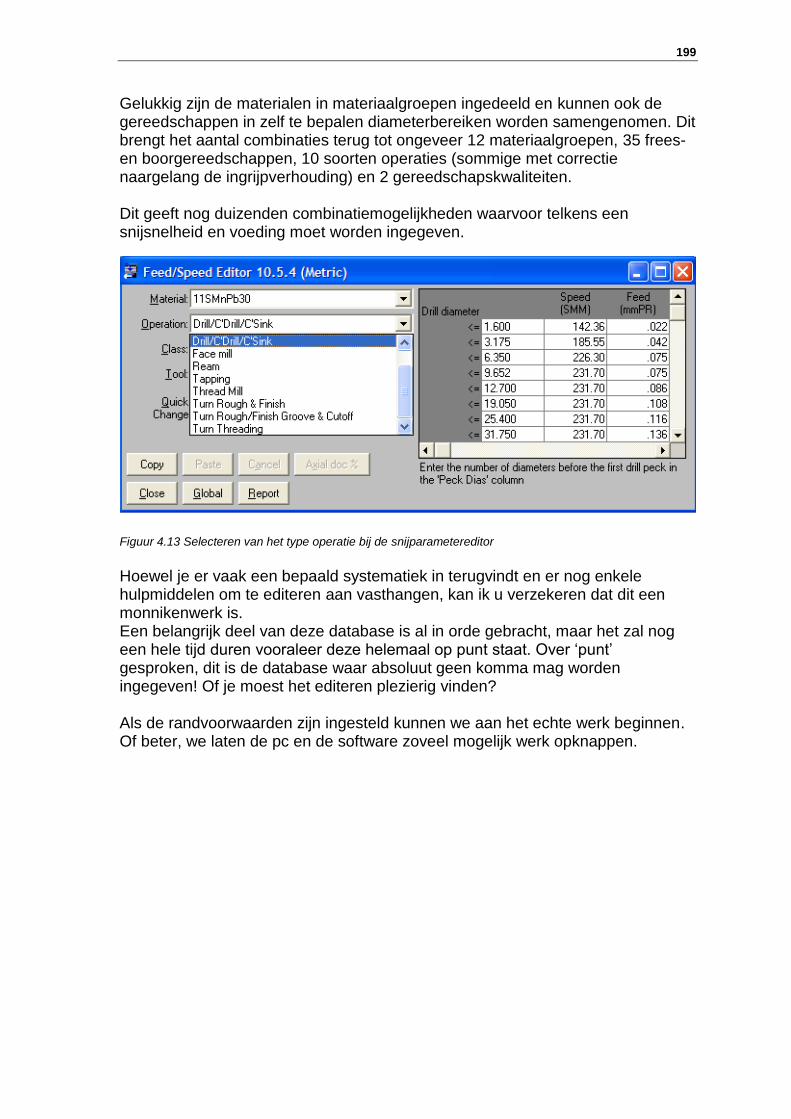
199
Gelukkig zijn de materialen in materiaalgroepen ingedeeld en kunnen ook de gereedschappen in zelf te bepalen diameterbereiken worden samengenomen. Dit brengt het aantal combinaties terug tot ongeveer 12 materiaalgroepen, 35 frees- en boorgereedschappen, 10 soorten operaties (sommige met correctie naargelang de ingrijpverhouding) en 2 gereedschapskwaliteiten. Dit geeft nog duizenden combinatiemogelijkheden waarvoor telkens een snijsnelheid en voeding moet worden ingegeven.
Figuur 4.13 Selecteren van het type operatie bij de snijparametereditor
Hoewel je er vaak een bepaald systematiek in terugvindt en er nog enkele hulpmiddelen om te editeren aan vasthangen, kan ik u verzekeren dat dit een monnikenwerk is. Een belangrijk deel van deze database is al in orde gebracht, maar het zal nog een hele tijd duren vooraleer deze helemaal op punt staat. Over „punt‟ gesproken, dit is de database waar absoluut geen komma mag worden ingegeven! Of je moest het editeren plezierig vinden? Als de randvoorwaarden zijn ingesteld kunnen we aan het echte werk beginnen. Of beter, we laten de pc en de software zoveel mogelijk werk opknappen.
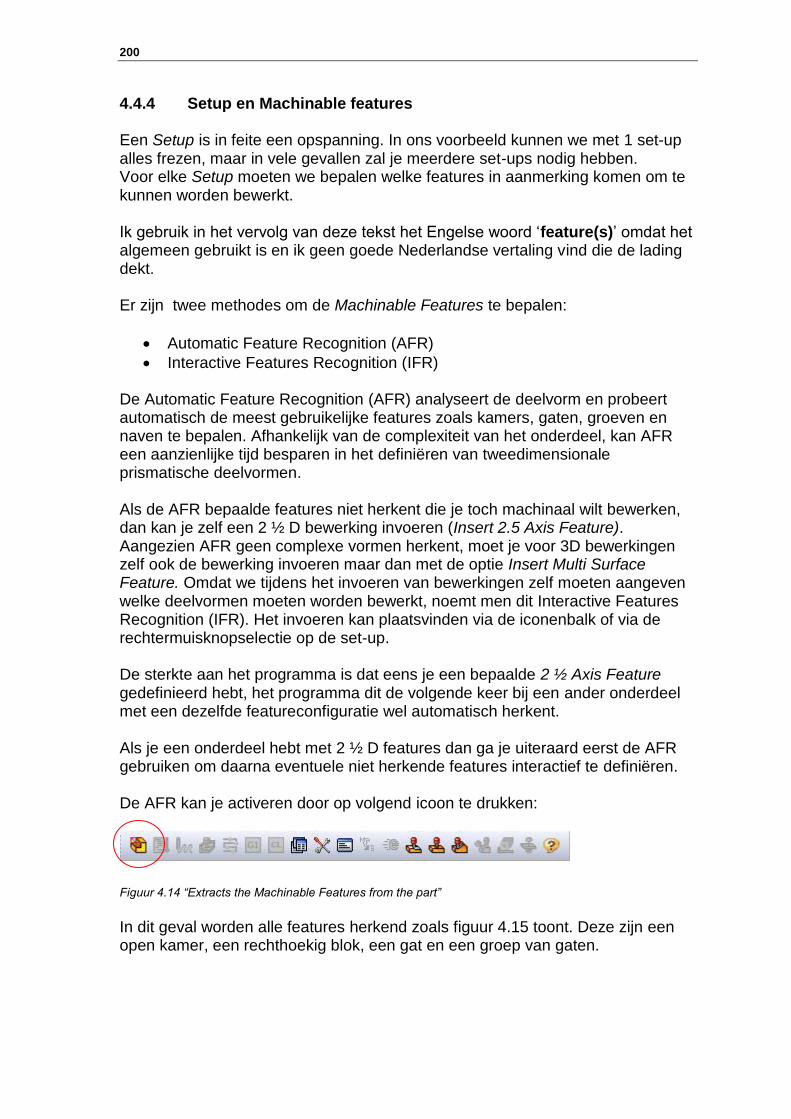
200
4.4.4 Setup en Machinable features Een Setup is in feite een opspanning. In ons voorbeeld kunnen we met 1 set-up alles frezen, maar in vele gevallen zal je meerdere set-ups nodig hebben. Voor elke Setup moeten we bepalen welke features in aanmerking komen om te kunnen worden bewerkt. Ik gebruik in het vervolg van deze tekst het Engelse woord „feature(s)‟ omdat het algemeen gebruikt is en ik geen goede Nederlandse vertaling vind die de lading dekt. Er zijn twee methodes om de Machinable Features te bepalen:
Automatic Feature Recognition (AFR)
Interactive Features Recognition (IFR) De Automatic Feature Recognition (AFR) analyseert de deelvorm en probeert automatisch de meest gebruikelijke features zoals kamers, gaten, groeven en naven te bepalen. Afhankelijk van de complexiteit van het onderdeel, kan AFR een aanzienlijke tijd besparen in het definiëren van tweedimensionale prismatische deelvormen. Als de AFR bepaalde features niet herkent die je toch machinaal wilt bewerken, dan kan je zelf een 2 ½ D bewerking invoeren (Insert 2.5 Axis Feature). Aangezien AFR geen complexe vormen herkent, moet je voor 3D bewerkingen zelf ook de bewerking invoeren maar dan met de optie Insert Multi Surface Feature. Omdat we tijdens het invoeren van bewerkingen zelf moeten aangeven welke deelvormen moeten worden bewerkt, noemt men dit Interactive Features Recognition (IFR). Het invoeren kan plaatsvinden via de iconenbalk of via de rechtermuisknopselectie op de set-up. De sterkte aan het programma is dat eens je een bepaalde 2 ½ Axis Feature gedefinieerd hebt, het programma dit de volgende keer bij een ander onderdeel met een dezelfde featureconfiguratie wel automatisch herkent. Als je een onderdeel hebt met 2 ½ D features dan ga je uiteraard eerst de AFR gebruiken om daarna eventuele niet herkende features interactief te definiëren. De AFR kan je activeren door op volgend icoon te drukken:
Figuur 4.14 “Extracts the Machinable Features from the part”
In dit geval worden alle features herkend zoals figuur 4.15 toont. Deze zijn een open kamer, een rechthoekig blok, een gat en een groep van gaten.
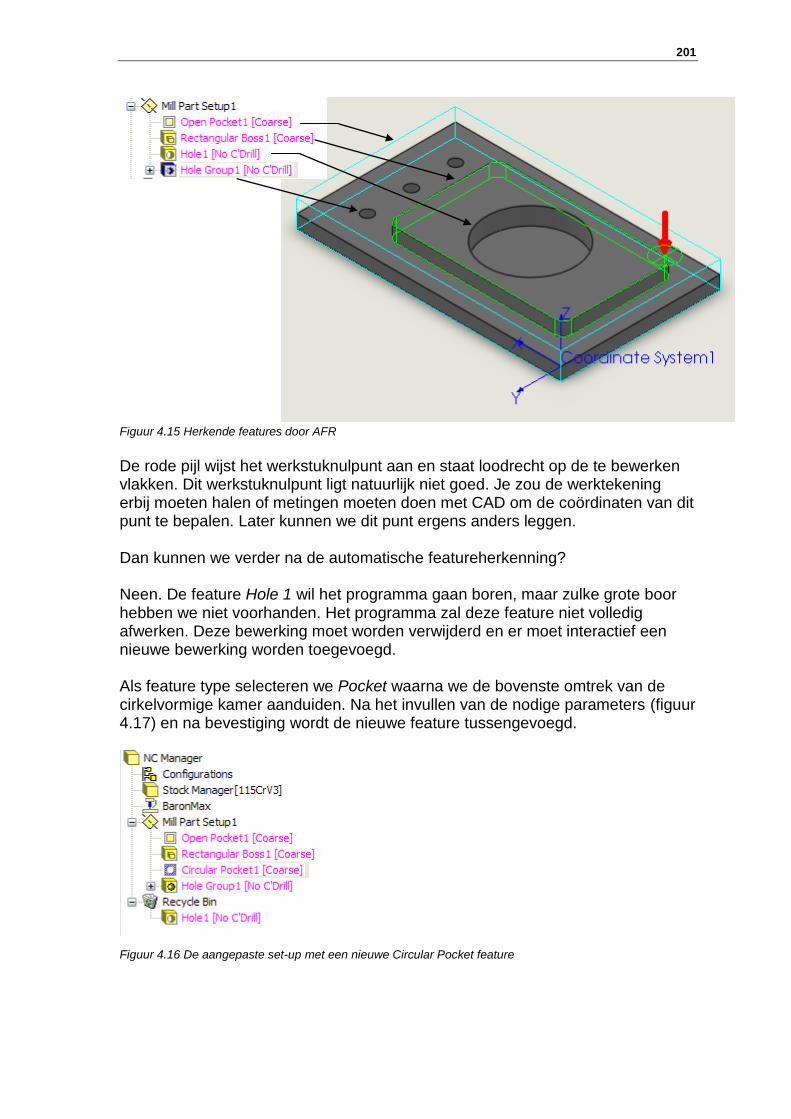
201
Figuur 4.15 Herkende features door AFR
De rode pijl wijst het werkstuknulpunt aan en staat loodrecht op de te bewerken vlakken. Dit werkstuknulpunt ligt natuurlijk niet goed. Je zou de werktekening erbij moeten halen of metingen moeten doen met CAD om de coördinaten van dit punt te bepalen. Later kunnen we dit punt ergens anders leggen. Dan kunnen we verder na de automatische featureherkenning? Neen. De feature Hole 1 wil het programma gaan boren, maar zulke grote boor hebben we niet voorhanden. Het programma zal deze feature niet volledig afwerken. Deze bewerking moet worden verwijderd en er moet interactief een nieuwe bewerking worden toegevoegd. Als feature type selecteren we Pocket waarna we de bovenste omtrek van de cirkelvormige kamer aanduiden. Na het invullen van de nodige parameters (figuur 4.17) en na bevestiging wordt de nieuwe feature tussengevoegd.
Figuur 4.16 De aangepaste set-up met een nieuwe Circular Pocket feature

202
Figuur 4.17 Wizard om 2 ½ D bewerkingen interactief te definiëren (IFR)
Bij de overige features kunnen eventueel de Attributes worden gewijzigd. Bij gaten bijvoorbeeld kan je dan bepalen of er geboord moet worden met of zonder centerboor, of dat het gat geruimd of getapt moet worden, …
Figuur 4.18 Aanpassen Attributes
Nu zijn we klaar voor de volgende stap.
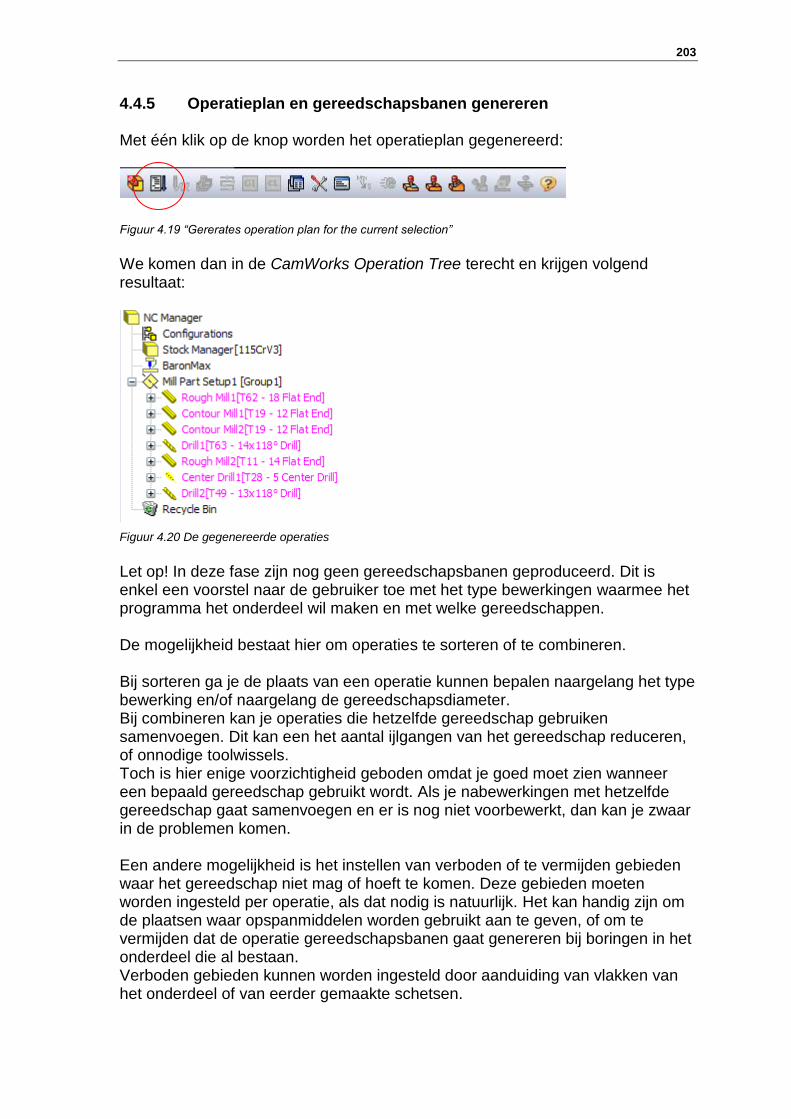
203
4.4.5 Operatieplan en gereedschapsbanen genereren Met één klik op de knop worden het operatieplan gegenereerd:
Figuur 4.19 “Gererates operation plan for the current selection”
We komen dan in de CamWorks Operation Tree terecht en krijgen volgend resultaat:
Figuur 4.20 De gegenereerde operaties
Let op! In deze fase zijn nog geen gereedschapsbanen geproduceerd. Dit is enkel een voorstel naar de gebruiker toe met het type bewerkingen waarmee het programma het onderdeel wil maken en met welke gereedschappen. De mogelijkheid bestaat hier om operaties te sorteren of te combineren. Bij sorteren ga je de plaats van een operatie kunnen bepalen naargelang het type bewerking en/of naargelang de gereedschapsdiameter. Bij combineren kan je operaties die hetzelfde gereedschap gebruiken samenvoegen. Dit kan een het aantal ijlgangen van het gereedschap reduceren, of onnodige toolwissels. Toch is hier enige voorzichtigheid geboden omdat je goed moet zien wanneer een bepaald gereedschap gebruikt wordt. Als je nabewerkingen met hetzelfde gereedschap gaat samenvoegen en er is nog niet voorbewerkt, dan kan je zwaar in de problemen komen. Een andere mogelijkheid is het instellen van verboden of te vermijden gebieden waar het gereedschap niet mag of hoeft te komen. Deze gebieden moeten worden ingesteld per operatie, als dat nodig is natuurlijk. Het kan handig zijn om de plaatsen waar opspanmiddelen worden gebruikt aan te geven, of om te vermijden dat de operatie gereedschapsbanen gaat genereren bij boringen in het onderdeel die al bestaan. Verboden gebieden kunnen worden ingesteld door aanduiding van vlakken van het onderdeel of van eerder gemaakte schetsen.
204
Alle technologische parameters van de operaties worden bepaald aan de hand van de voorgedefinieerde Machinable Features in de Technology Database. De technologische parameters omvatten onder meer:
freesstrategie(en)
gereedschap(-pen)
voedingen en snijsnelheden
afstanden veiligheidsvakken
in- en uittrede in het materiaal
CNC compensatie
limieten
… Hoe dit precies tot stand komt, wordt uitgelegd in de volgende paragraaf. In deze fase, maar ook na het genereren van de gereedschapsbanen, kan je steeds ALLE voorgedefinieerde parameters van de betreffende operatie wijzigen. Je kunt ook ten allen tijde manueel operaties toevoegen of verwijderen. Als de technologische database voor bijna 100% is aangepast aan de werkomgeving, zal dit in principe nog nauwelijks mogen voorkomen, maar in de beginfase, na aankoop van het pakket, zal dit regelmatig moeten gebeuren. “Het volledig aanpassen van zulke technologische database aan de werkomgeving is niet van de poes. Van een bedrijf dat ik goed ken, weet ik dat ze een kleine twee jaar bezig zijn geweest met de volledige configuratie van de technologische database en koppeling naar de verschillende machines, gereedschappen en gewenste bewerkingsstrategieën toe.” Het oproepen van het formulier om de parameters van een bepaalde operatie te editeren kan je activeren door met de rechtermuisknop op de betreffende operatie te gaan staan en te kiezen voor de menuoptie Edit Definition. Er wordt dan een formulier geopend met verschillende tabbladen waarin de diverse parameters kunnen worden aangepast (figuur 4.21). De functie van de verschillende tabbladen:
Tool: aanpassen van de gereedschapsparameters
F/S: aanpassen van de snijvoorwaarden
Roughing: de naam van dit tabblad wordt gewijzigd naargelang het soort operatie (ruwen, nabewerken, boren, …) en omvat alle gegevens met betrekking tot de bewerkingsstrategie
NC: aanpassen van parameters die de NC-code zullen beïnvloeden
Feature Options: aanpassen van de in- en uittreden van het gereedschap in het werkstukmateriaal en wijzigen van de Feature Attributes
Advanced: instellen van limieten
Posting: keuze van absolute of incrementele G-code en instellen van het type koeling
Optimize: instellingen die de ijlgangen beïnvloeden
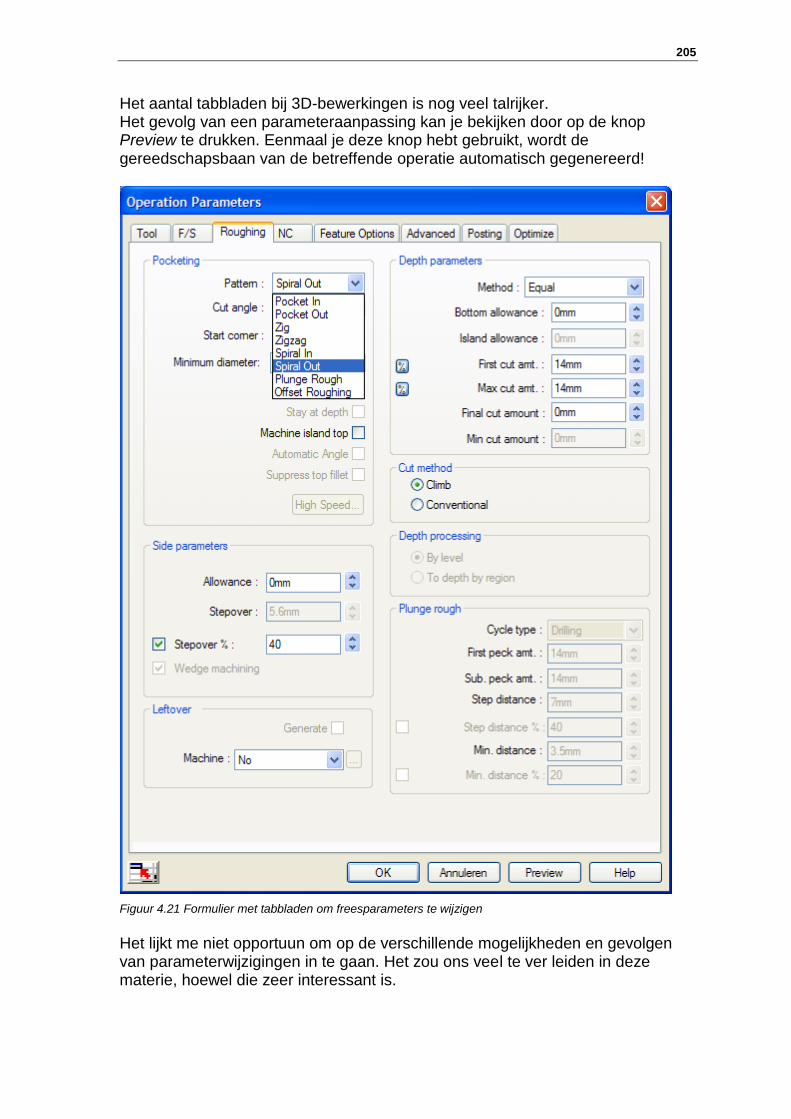
205
Het aantal tabbladen bij 3D-bewerkingen is nog veel talrijker. Het gevolg van een parameteraanpassing kan je bekijken door op de knop Preview te drukken. Eenmaal je deze knop hebt gebruikt, wordt de gereedschapsbaan van de betreffende operatie automatisch gegenereerd!
Figuur 4.21 Formulier met tabbladen om freesparameters te wijzigen
Het lijkt me niet opportuun om op de verschillende mogelijkheden en gevolgen van parameterwijzigingen in te gaan. Het zou ons veel te ver leiden in deze materie, hoewel die zeer interessant is.
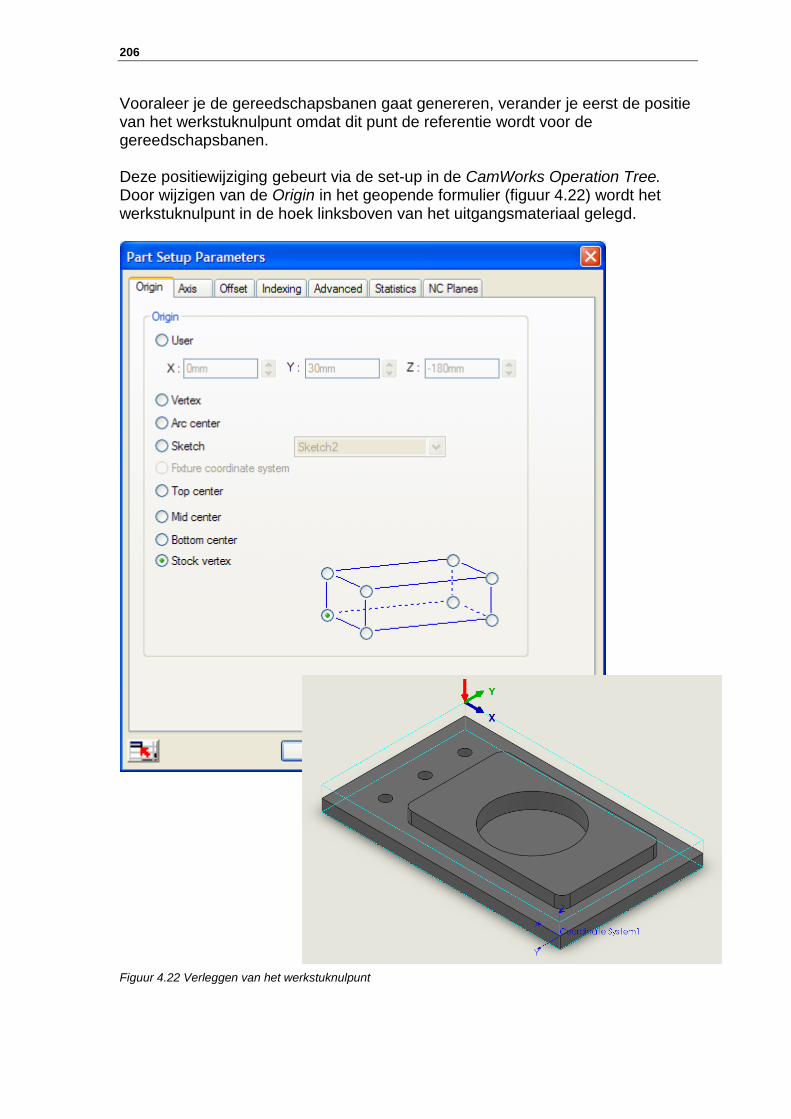
206
Vooraleer je de gereedschapsbanen gaat genereren, verander je eerst de positie van het werkstuknulpunt omdat dit punt de referentie wordt voor de gereedschapsbanen. Deze positiewijziging gebeurt via de set-up in de CamWorks Operation Tree. Door wijzigen van de Origin in het geopende formulier (figuur 4.22) wordt het werkstuknulpunt in de hoek linksboven van het uitgangsmateriaal gelegd.
Figuur 4.22 Verleggen van het werkstuknulpunt

207
Na het aanbrengen van de nodige wijzigingen in de parameters, kan je de gereedschapsbanen gaan genereren, ook weer met een simpele klik:
Figuur 4.22 “Generates Toolpath for the current selection”
Indien je niet tevreden bent over een gegenereerde gereedschapsbaan, dan kan je volgens eerder besproken procedure de (frees)parameters wijzigen, waarna de gereedschapsbaan wordt geregenereerd. Na aanpassing van de nodige parameters worden de correcte gereedschapsbanen uitgevoerd:
Figuur 4.23 De gegenereerde gereedschapsbanen
Voordat we gaan simuleren, zullen we in de volgende paragraaf kort bekijken hoe de technologische parameters van de operaties worden bepaald aan de hand van de gedefinieerde Machinable Features en de Technology Database. Dit is trouwens een van de meest cruciale stappen in heel het proces
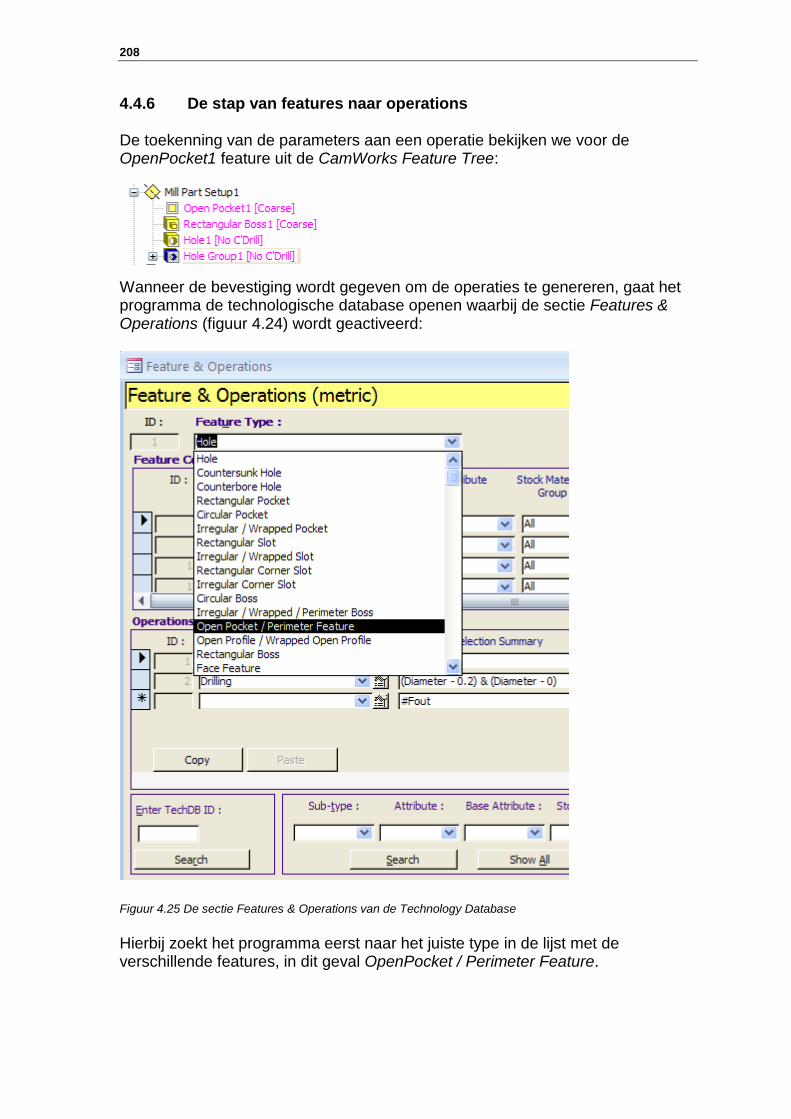
208
4.4.6 De stap van features naar operations De toekenning van de parameters aan een operatie bekijken we voor de OpenPocket1 feature uit de CamWorks Feature Tree:
Wanneer de bevestiging wordt gegeven om de operaties te genereren, gaat het programma de technologische database openen waarbij de sectie Features & Operations (figuur 4.24) wordt geactiveerd:
Figuur 4.25 De sectie Features & Operations van de Technology Database
Hierbij zoekt het programma eerst naar het juiste type in de lijst met de verschillende features, in dit geval OpenPocket / Perimeter Feature.
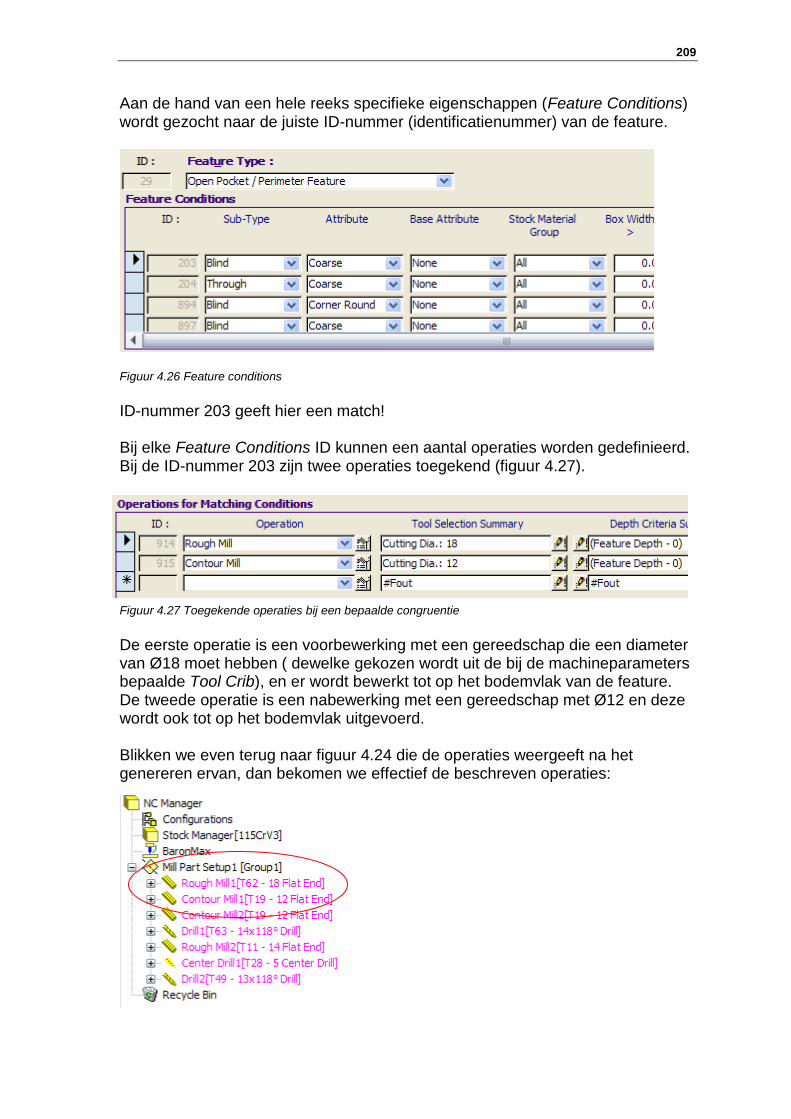
209
Aan de hand van een hele reeks specifieke eigenschappen (Feature Conditions) wordt gezocht naar de juiste ID-nummer (identificatienummer) van de feature.
Figuur 4.26 Feature conditions
ID-nummer 203 geeft hier een match! Bij elke Feature Conditions ID kunnen een aantal operaties worden gedefinieerd. Bij de ID-nummer 203 zijn twee operaties toegekend (figuur 4.27).
Figuur 4.27 Toegekende operaties bij een bepaalde congruentie
De eerste operatie is een voorbewerking met een gereedschap die een diameter van Ø18 moet hebben ( dewelke gekozen wordt uit de bij de machineparameters bepaalde Tool Crib), en er wordt bewerkt tot op het bodemvlak van de feature. De tweede operatie is een nabewerking met een gereedschap met Ø12 en deze wordt ook tot op het bodemvlak uitgevoerd. Blikken we even terug naar figuur 4.24 die de operaties weergeeft na het genereren ervan, dan bekomen we effectief de beschreven operaties:
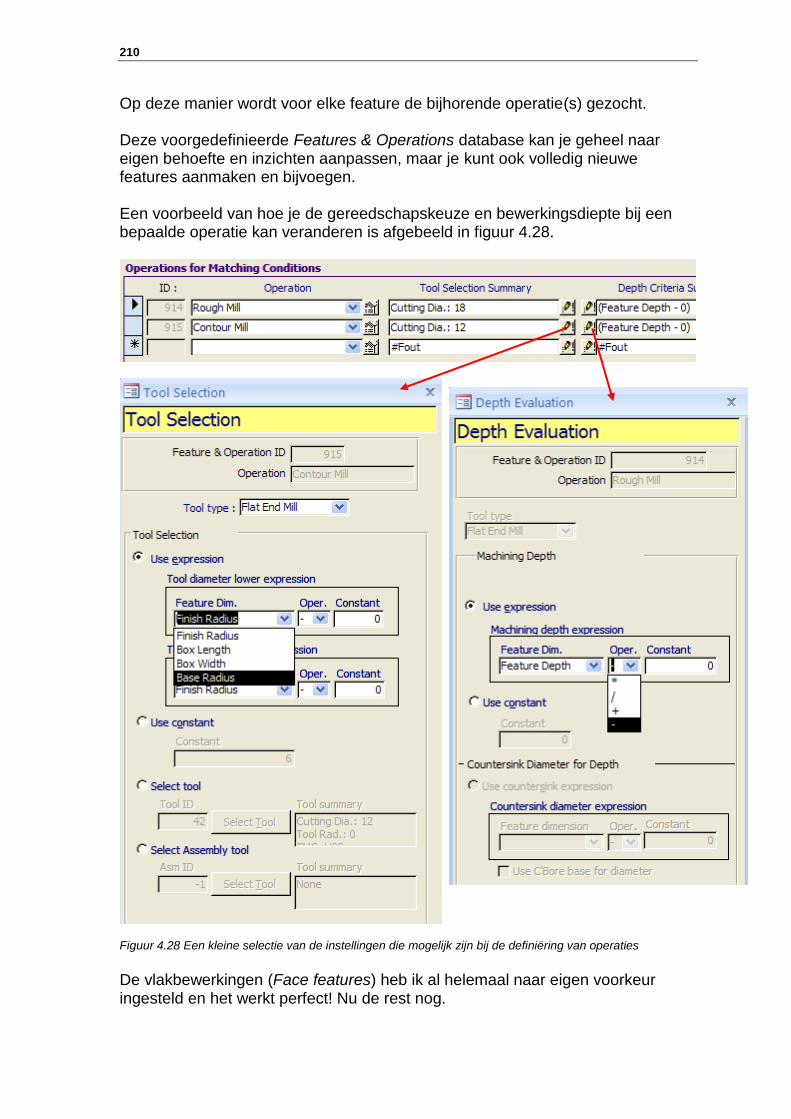
210
Op deze manier wordt voor elke feature de bijhorende operatie(s) gezocht. Deze voorgedefinieerde Features & Operations database kan je geheel naar eigen behoefte en inzichten aanpassen, maar je kunt ook volledig nieuwe features aanmaken en bijvoegen. Een voorbeeld van hoe je de gereedschapskeuze en bewerkingsdiepte bij een bepaalde operatie kan veranderen is afgebeeld in figuur 4.28.
Figuur 4.28 Een kleine selectie van de instellingen die mogelijk zijn bij de definiëring van operaties
De vlakbewerkingen (Face features) heb ik al helemaal naar eigen voorkeur ingesteld en het werkt perfect! Nu de rest nog.
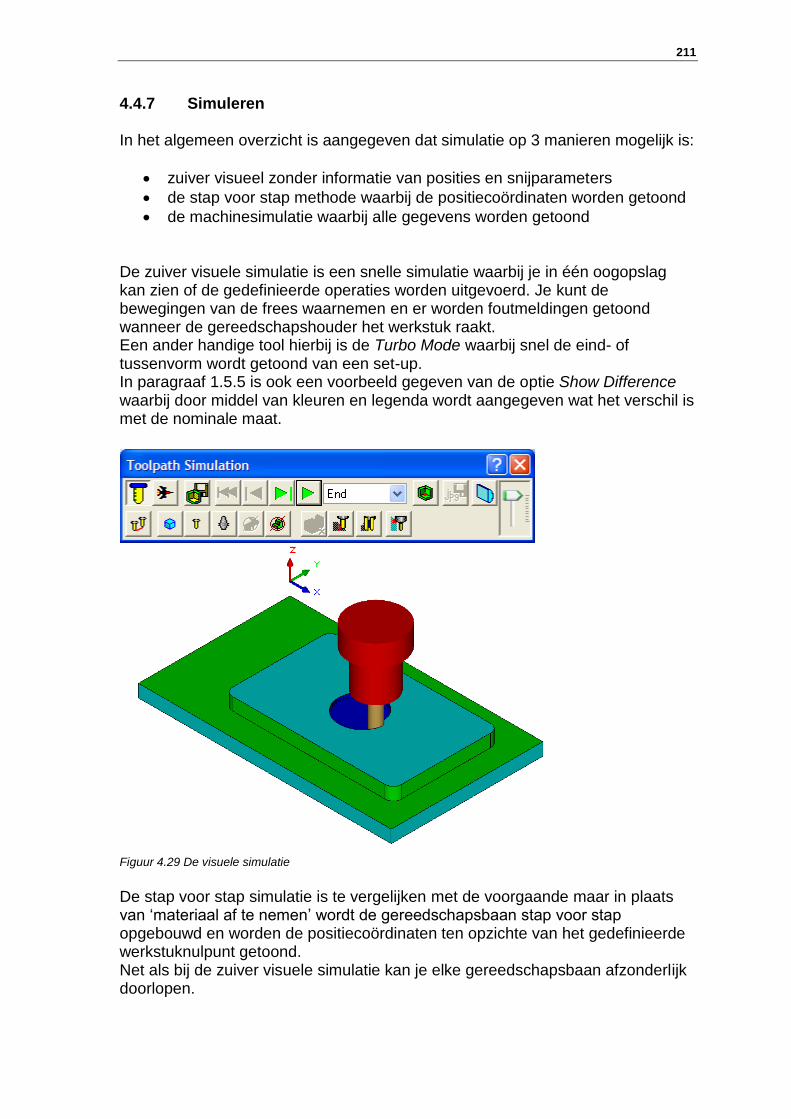
211
4.4.7 Simuleren In het algemeen overzicht is aangegeven dat simulatie op 3 manieren mogelijk is:
zuiver visueel zonder informatie van posities en snijparameters
de stap voor stap methode waarbij de positiecoördinaten worden getoond
de machinesimulatie waarbij alle gegevens worden getoond De zuiver visuele simulatie is een snelle simulatie waarbij je in één oogopslag kan zien of de gedefinieerde operaties worden uitgevoerd. Je kunt de bewegingen van de frees waarnemen en er worden foutmeldingen getoond wanneer de gereedschapshouder het werkstuk raakt. Een ander handige tool hierbij is de Turbo Mode waarbij snel de eind- of tussenvorm wordt getoond van een set-up. In paragraaf 1.5.5 is ook een voorbeeld gegeven van de optie Show Difference waarbij door middel van kleuren en legenda wordt aangegeven wat het verschil is met de nominale maat.
Figuur 4.29 De visuele simulatie
De stap voor stap simulatie is te vergelijken met de voorgaande maar in plaats van „materiaal af te nemen‟ wordt de gereedschapsbaan stap voor stap opgebouwd en worden de positiecoördinaten ten opzichte van het gedefinieerde werkstuknulpunt getoond. Net als bij de zuiver visuele simulatie kan je elke gereedschapsbaan afzonderlijk doorlopen.
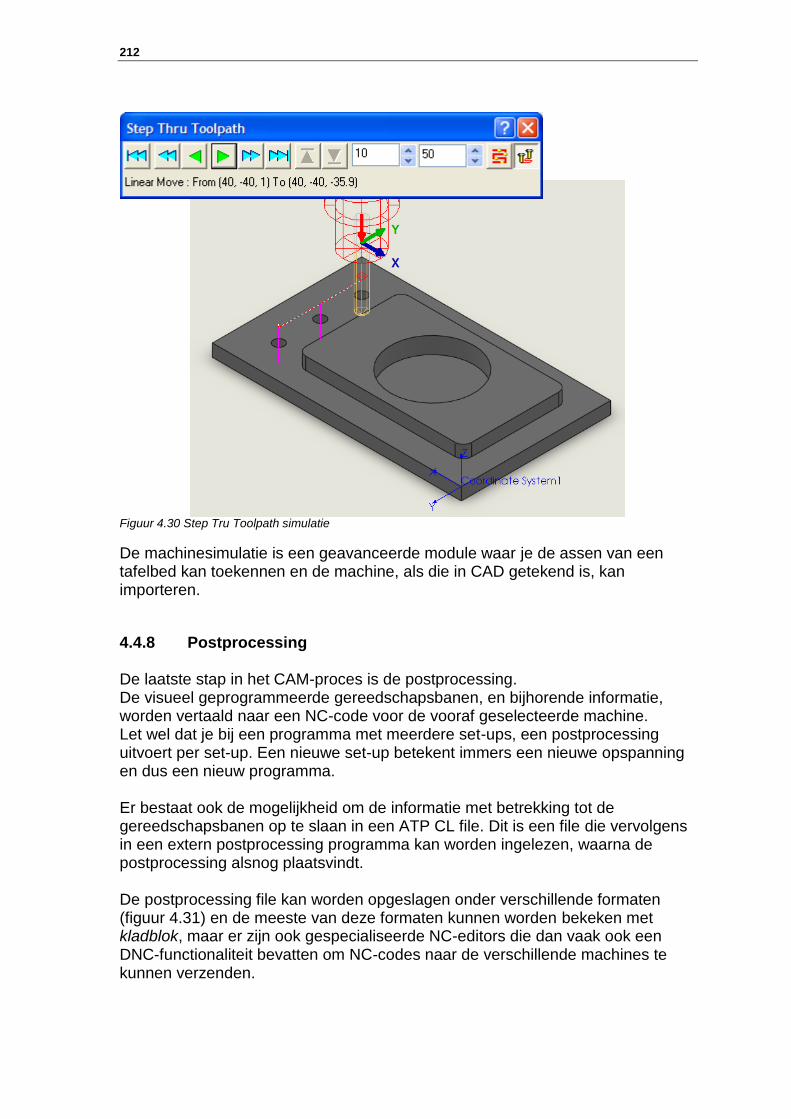
212
Figuur 4.30 Step Tru Toolpath simulatie
De machinesimulatie is een geavanceerde module waar je de assen van een tafelbed kan toekennen en de machine, als die in CAD getekend is, kan importeren.
4.4.8 Postprocessing De laatste stap in het CAM-proces is de postprocessing. De visueel geprogrammeerde gereedschapsbanen, en bijhorende informatie, worden vertaald naar een NC-code voor de vooraf geselecteerde machine. Let wel dat je bij een programma met meerdere set-ups, een postprocessing uitvoert per set-up. Een nieuwe set-up betekent immers een nieuwe opspanning en dus een nieuw programma. Er bestaat ook de mogelijkheid om de informatie met betrekking tot de gereedschapsbanen op te slaan in een ATP CL file. Dit is een file die vervolgens in een extern postprocessing programma kan worden ingelezen, waarna de postprocessing alsnog plaatsvindt. De postprocessing file kan worden opgeslagen onder verschillende formaten (figuur 4.31) en de meeste van deze formaten kunnen worden bekeken met kladblok, maar er zijn ook gespecialiseerde NC-editors die dan vaak ook een DNC-functionaliteit bevatten om NC-codes naar de verschillende machines te kunnen verzenden.
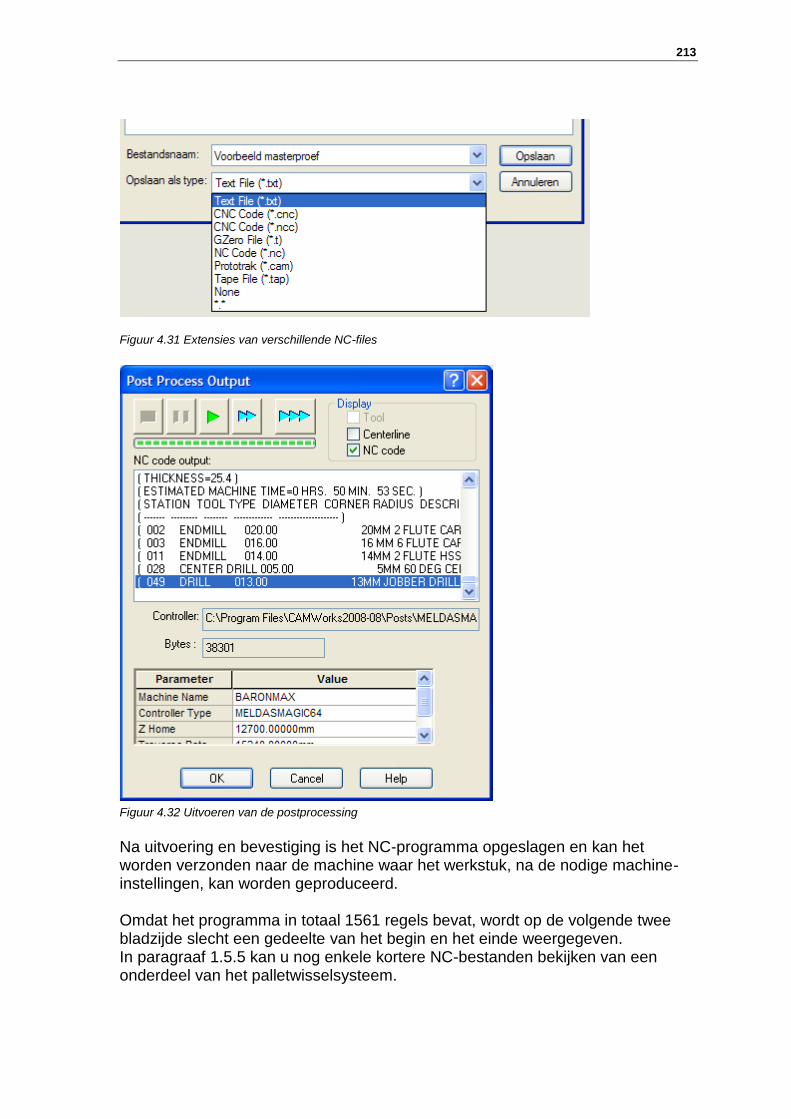
213
Figuur 4.31 Extensies van verschillende NC-files
Figuur 4.32 Uitvoeren van de postprocessing
Na uitvoering en bevestiging is het NC-programma opgeslagen en kan het worden verzonden naar de machine waar het werkstuk, na de nodige machine-instellingen, kan worden geproduceerd. Omdat het programma in totaal 1561 regels bevat, wordt op de volgende twee bladzijde slecht een gedeelte van het begin en het einde weergegeven. In paragraaf 1.5.5 kan u nog enkele kortere NC-bestanden bekijken van een onderdeel van het palletwisselsysteem.
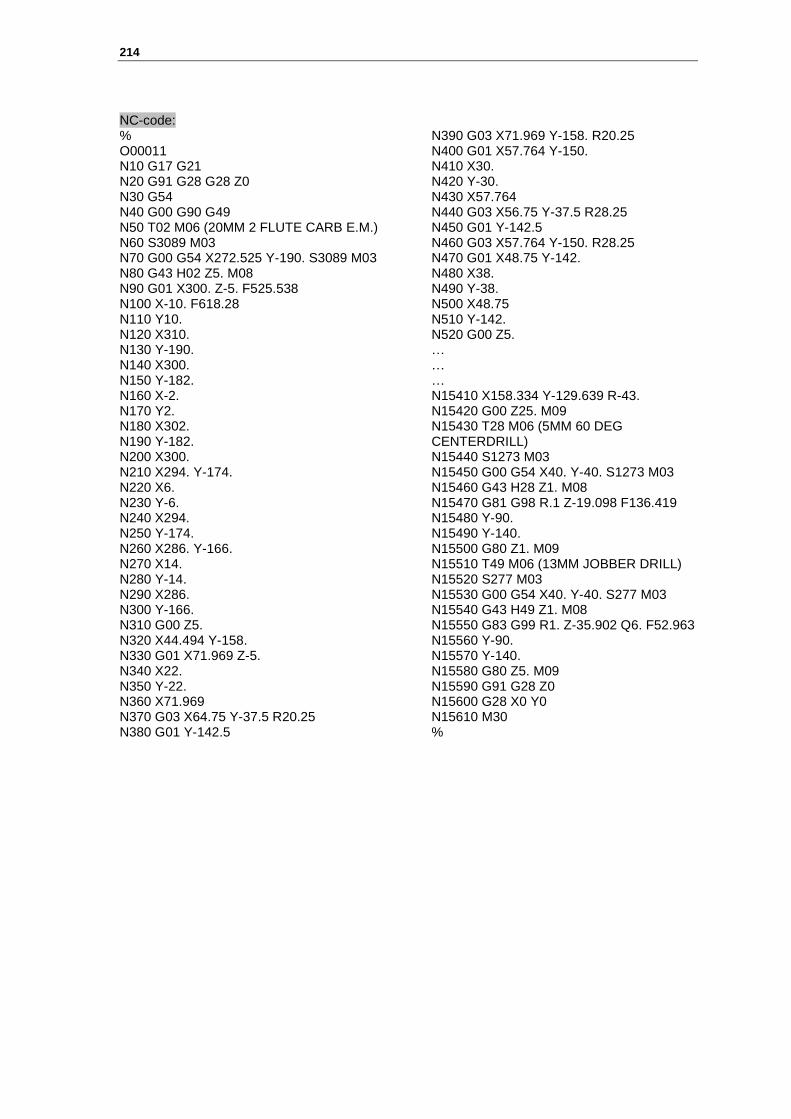
214
NC-code:% O00011 N10 G17 G21 N20 G91 G28 G28 Z0 N30 G54 N40 G00 G90 G49 N50 T02 M06 (20MM 2 FLUTE CARB E.M.) N60 S3089 M03 N70 G00 G54 X272.525 Y-190. S3089 M03 N80 G43 H02 Z5. M08 N90 G01 X300. Z-5. F525.538 N100 X-10. F618.28 N110 Y10. N120 X310. N130 Y-190. N140 X300. N150 Y-182. N160 X-2. N170 Y2. N180 X302. N190 Y-182. N200 X300. N210 X294. Y-174. N220 X6. N230 Y-6. N240 X294. N250 Y-174. N260 X286. Y-166. N270 X14. N280 Y-14. N290 X286. N300 Y-166. N310 G00 Z5. N320 X44.494 Y-158. N330 G01 X71.969 Z-5. N340 X22. N350 Y-22. N360 X71.969 N370 G03 X64.75 Y-37.5 R20.25 N380 G01 Y-142.5
N390 G03 X71.969 Y-158. R20.25 N400 G01 X57.764 Y-150. N410 X30. N420 Y-30. N430 X57.764 N440 G03 X56.75 Y-37.5 R28.25 N450 G01 Y-142.5 N460 G03 X57.764 Y-150. R28.25 N470 G01 X48.75 Y-142. N480 X38. N490 Y-38. N500 X48.75 N510 Y-142. N520 G00 Z5. … … … N15410 X158.334 Y-129.639 R-43. N15420 G00 Z25. M09 N15430 T28 M06 (5MM 60 DEG CENTERDRILL) N15440 S1273 M03 N15450 G00 G54 X40. Y-40. S1273 M03 N15460 G43 H28 Z1. M08 N15470 G81 G98 R.1 Z-19.098 F136.419 N15480 Y-90. N15490 Y-140. N15500 G80 Z1. M09 N15510 T49 M06 (13MM JOBBER DRILL) N15520 S277 M03 N15530 G00 G54 X40. Y-40. S277 M03 N15540 G43 H49 Z1. M08 N15550 G83 G99 R1. Z-35.902 Q6. F52.963 N15560 Y-90. N15570 Y-140. N15580 G80 Z5. M09 N15590 G91 G28 Z0 N15600 G28 X0 Y0 N15610 M30 %
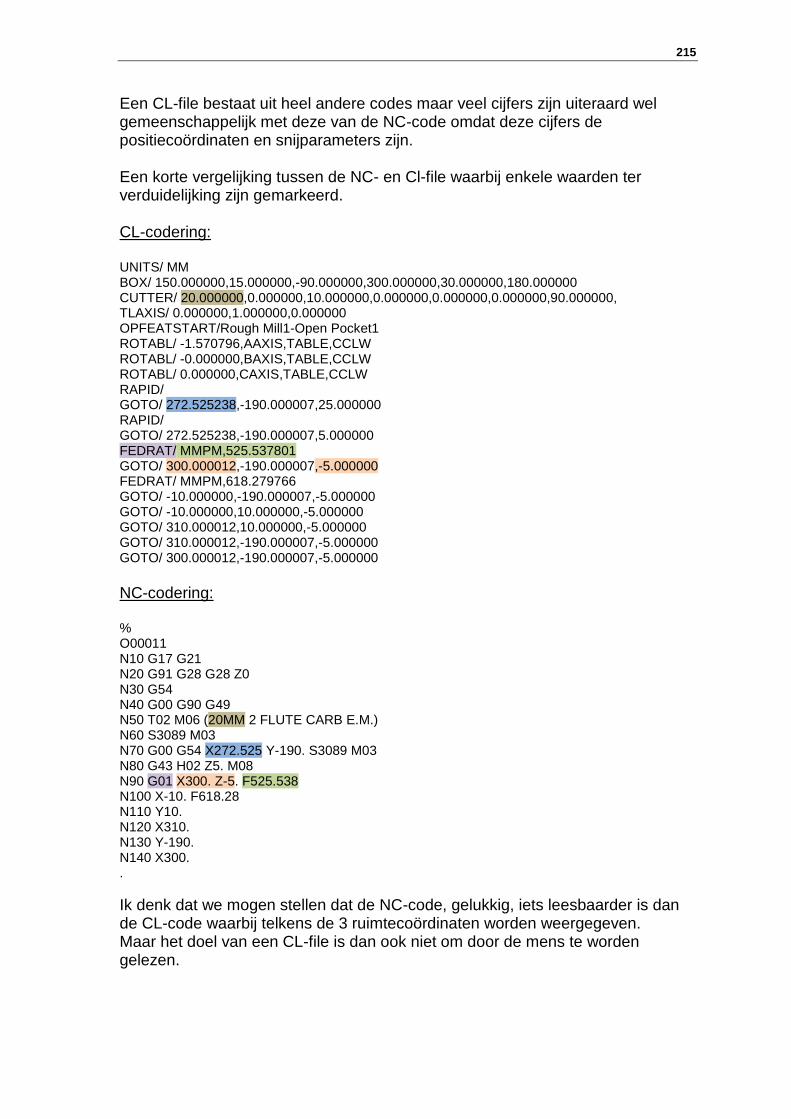
215
Een CL-file bestaat uit heel andere codes maar veel cijfers zijn uiteraard wel gemeenschappelijk met deze van de NC-code omdat deze cijfers de positiecoördinaten en snijparameters zijn. Een korte vergelijking tussen de NC- en Cl-file waarbij enkele waarden ter verduidelijking zijn gemarkeerd. CL-codering: UNITS/ MM BOX/ 150.000000,15.000000,-90.000000,300.000000,30.000000,180.000000 CUTTER/ 20.000000,0.000000,10.000000,0.000000,0.000000,0.000000,90.000000, TLAXIS/ 0.000000,1.000000,0.000000 OPFEATSTART/Rough Mill1-Open Pocket1 ROTABL/ -1.570796,AAXIS,TABLE,CCLW ROTABL/ -0.000000,BAXIS,TABLE,CCLW ROTABL/ 0.000000,CAXIS,TABLE,CCLW RAPID/ GOTO/ 272.525238,-190.000007,25.000000 RAPID/ GOTO/ 272.525238,-190.000007,5.000000 FEDRAT/ MMPM,525.537801 GOTO/ 300.000012,-190.000007,-5.000000 FEDRAT/ MMPM,618.279766 GOTO/ -10.000000,-190.000007,-5.000000 GOTO/ -10.000000,10.000000,-5.000000 GOTO/ 310.000012,10.000000,-5.000000 GOTO/ 310.000012,-190.000007,-5.000000 GOTO/ 300.000012,-190.000007,-5.000000
NC-codering: % O00011 N10 G17 G21 N20 G91 G28 G28 Z0 N30 G54 N40 G00 G90 G49 N50 T02 M06 (20MM 2 FLUTE CARB E.M.) N60 S3089 M03 N70 G00 G54 X272.525 Y-190. S3089 M03 N80 G43 H02 Z5. M08 N90 G01 X300. Z-5. F525.538 N100 X-10. F618.28 N110 Y10. N120 X310. N130 Y-190. N140 X300. .
Ik denk dat we mogen stellen dat de NC-code, gelukkig, iets leesbaarder is dan de CL-code waarbij telkens de 3 ruimtecoördinaten worden weergegeven. Maar het doel van een CL-file is dan ook niet om door de mens te worden gelezen.
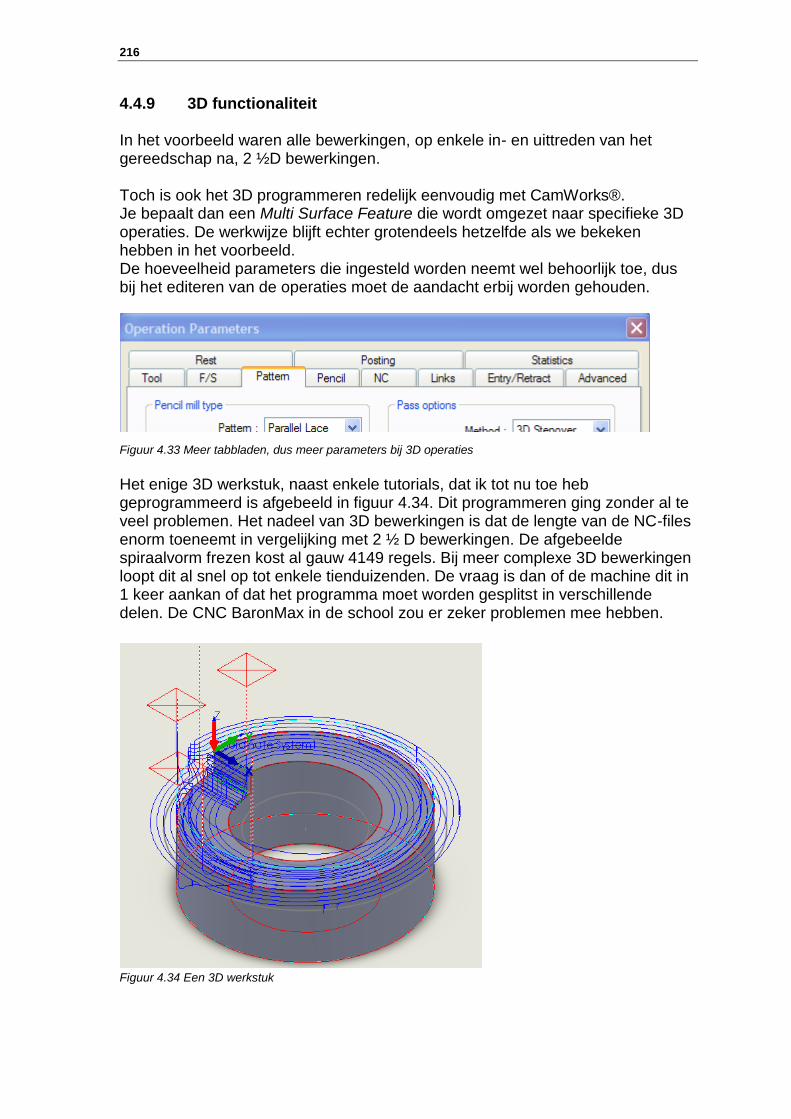
216
4.4.9 3D functionaliteit In het voorbeeld waren alle bewerkingen, op enkele in- en uittreden van het gereedschap na, 2 ½D bewerkingen. Toch is ook het 3D programmeren redelijk eenvoudig met CamWorks®. Je bepaalt dan een Multi Surface Feature die wordt omgezet naar specifieke 3D operaties. De werkwijze blijft echter grotendeels hetzelfde als we bekeken hebben in het voorbeeld. De hoeveelheid parameters die ingesteld worden neemt wel behoorlijk toe, dus bij het editeren van de operaties moet de aandacht erbij worden gehouden.
Figuur 4.33 Meer tabbladen, dus meer parameters bij 3D operaties
Het enige 3D werkstuk, naast enkele tutorials, dat ik tot nu toe heb geprogrammeerd is afgebeeld in figuur 4.34. Dit programmeren ging zonder al te veel problemen. Het nadeel van 3D bewerkingen is dat de lengte van de NC-files enorm toeneemt in vergelijking met 2 ½ D bewerkingen. De afgebeelde spiraalvorm frezen kost al gauw 4149 regels. Bij meer complexe 3D bewerkingen loopt dit al snel op tot enkele tienduizenden. De vraag is dan of de machine dit in 1 keer aankan of dat het programma moet worden gesplitst in verschillende delen. De CNC BaronMax in de school zou er zeker problemen mee hebben.
Figuur 4.34 Een 3D werkstuk
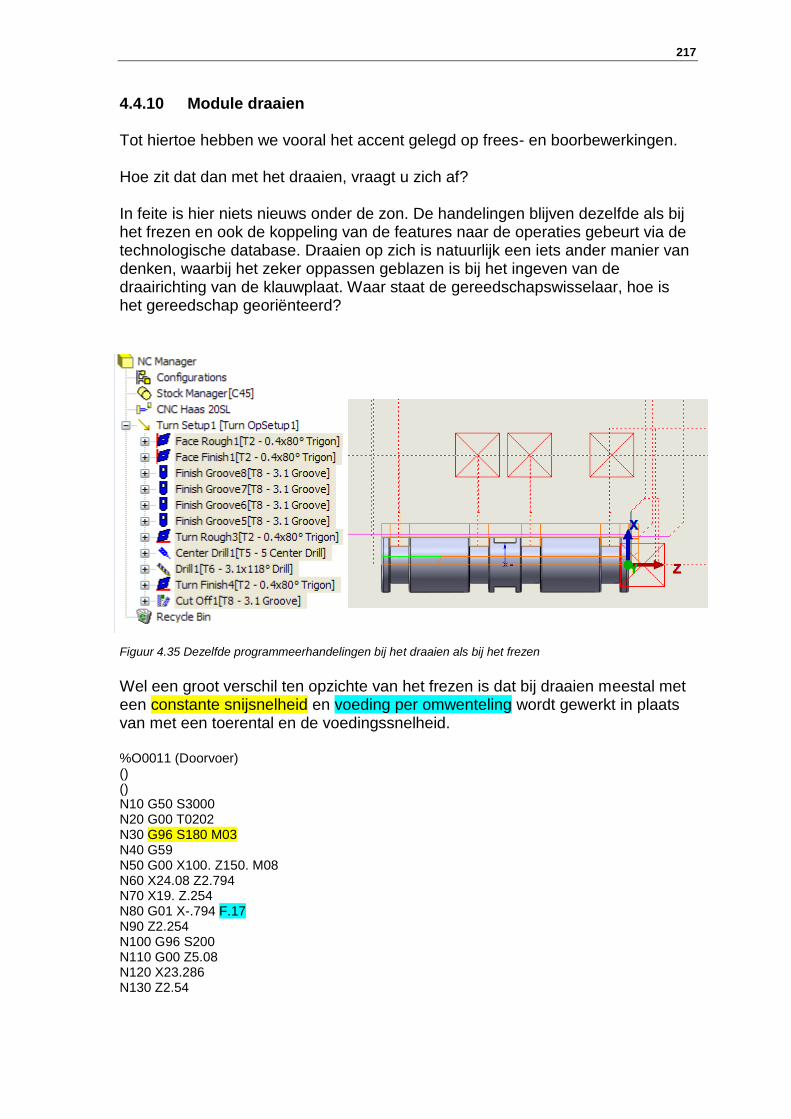
217
4.4.10 Module draaien Tot hiertoe hebben we vooral het accent gelegd op frees- en boorbewerkingen. Hoe zit dat dan met het draaien, vraagt u zich af? In feite is hier niets nieuws onder de zon. De handelingen blijven dezelfde als bij het frezen en ook de koppeling van de features naar de operaties gebeurt via de technologische database. Draaien op zich is natuurlijk een iets ander manier van denken, waarbij het zeker oppassen geblazen is bij het ingeven van de draairichting van de klauwplaat. Waar staat de gereedschapswisselaar, hoe is het gereedschap georiënteerd?
Figuur 4.35 Dezelfde programmeerhandelingen bij het draaien als bij het frezen
Wel een groot verschil ten opzichte van het frezen is dat bij draaien meestal met een constante snijsnelheid en voeding per omwenteling wordt gewerkt in plaats van met een toerental en de voedingssnelheid. %O0011 (Doorvoer) () () N10 G50 S3000 N20 G00 T0202 N30 G96 S180 M03 N40 G59 N50 G00 X100. Z150. M08 N60 X24.08 Z2.794 N70 X19. Z.254 N80 G01 X-.794 F.17 N90 Z2.254 N100 G96 S200 N110 G00 Z5.08 N120 X23.286 N130 Z2.54
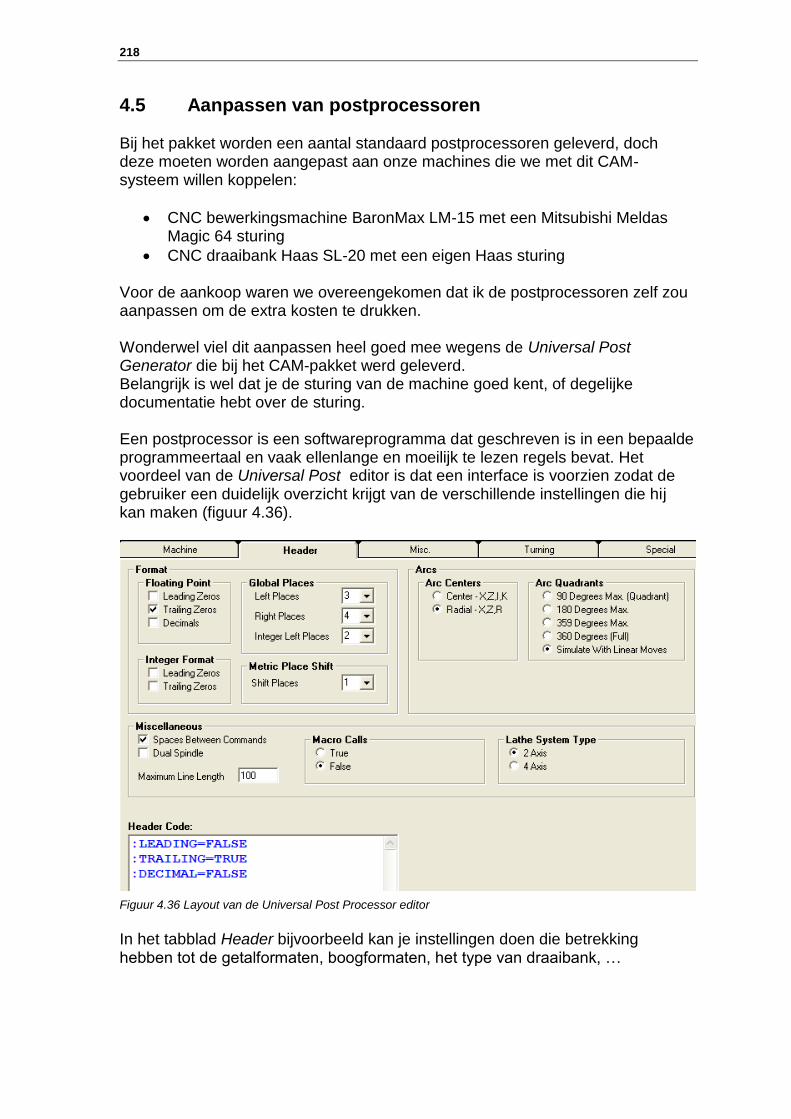
218
4.5 Aanpassen van postprocessoren Bij het pakket worden een aantal standaard postprocessoren geleverd, doch deze moeten worden aangepast aan onze machines die we met dit CAM-systeem willen koppelen:
CNC bewerkingsmachine BaronMax LM-15 met een Mitsubishi Meldas Magic 64 sturing
CNC draaibank Haas SL-20 met een eigen Haas sturing Voor de aankoop waren we overeengekomen dat ik de postprocessoren zelf zou aanpassen om de extra kosten te drukken. Wonderwel viel dit aanpassen heel goed mee wegens de Universal Post Generator die bij het CAM-pakket werd geleverd. Belangrijk is wel dat je de sturing van de machine goed kent, of degelijke documentatie hebt over de sturing. Een postprocessor is een softwareprogramma dat geschreven is in een bepaalde programmeertaal en vaak ellenlange en moeilijk te lezen regels bevat. Het voordeel van de Universal Post editor is dat een interface is voorzien zodat de gebruiker een duidelijk overzicht krijgt van de verschillende instellingen die hij kan maken (figuur 4.36).
Figuur 4.36 Layout van de Universal Post Processor editor
In het tabblad Header bijvoorbeeld kan je instellingen doen die betrekking hebben tot de getalformaten, boogformaten, het type van draaibank, …
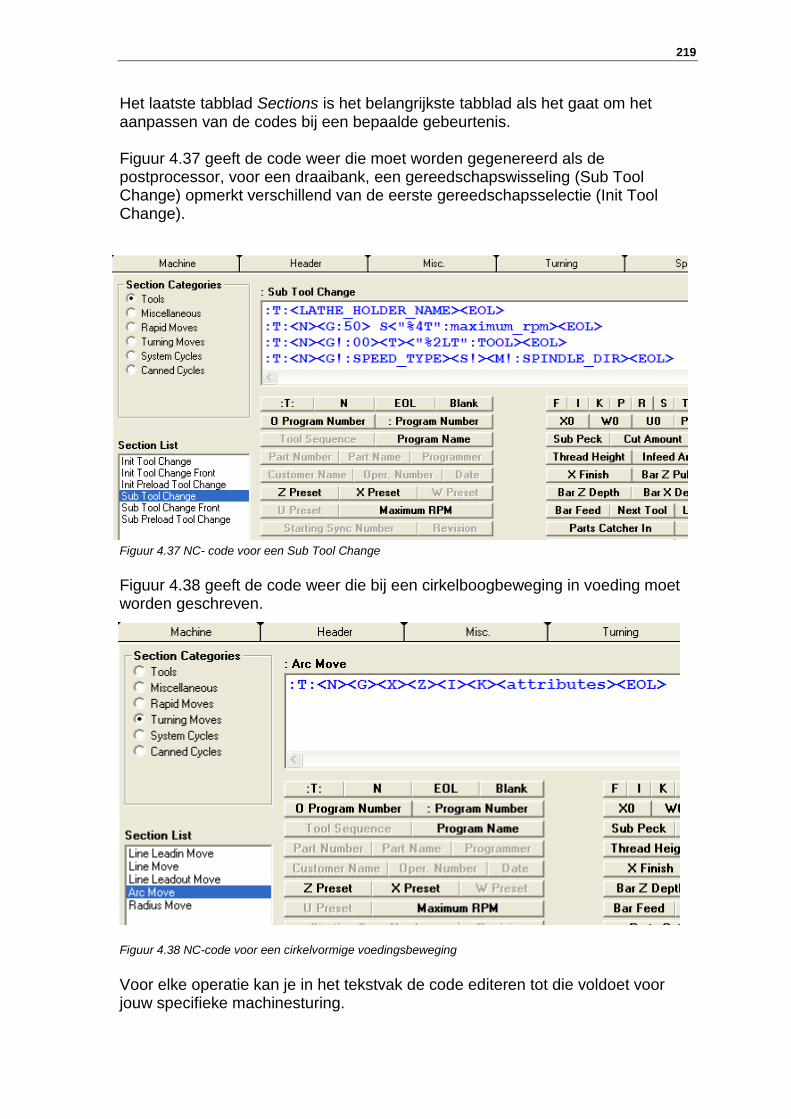
219
Het laatste tabblad Sections is het belangrijkste tabblad als het gaat om het aanpassen van de codes bij een bepaalde gebeurtenis. Figuur 4.37 geeft de code weer die moet worden gegenereerd als de postprocessor, voor een draaibank, een gereedschapswisseling (Sub Tool Change) opmerkt verschillend van de eerste gereedschapsselectie (Init Tool Change).
Figuur 4.37 NC- code voor een Sub Tool Change
Figuur 4.38 geeft de code weer die bij een cirkelboogbeweging in voeding moet worden geschreven.
Figuur 4.38 NC-code voor een cirkelvormige voedingsbeweging
Voor elke operatie kan je in het tekstvak de code editeren tot die voldoet voor jouw specifieke machinesturing.

220
Voor de freesmachine wist ik dat ik een en ander zou moeten aanpassen vanuit een andere postprocessor. Bij de standaard postprocessoren voor draaien zat er echter een Haas postprocessor bij, dus dit zou snel klaar zijn, dacht ik. Neen, dus. Met het aanpassen van de postprocessor voor het draaien heb ik zelfs meer werk gehad dan met deze voor het frezen. Misschien omdat ik meer met frezen bezig ben? Na enig opzoekwerk en veel uitproberen op de draaibank ben ik dan toch tot een succesvol resultaat gekomen. De CL-files hebben hier ook bij geholpen omdat ik aan de hand van deze files precies kon zien wat er moest gebeuren bij een volgende stap. Een stukje code om het verschil te tonen tussen de standaard en de aangepaste Haas-code: Standaard Haas-code O0001 (CNMG-432) (CL4DLT) N1 G50 S3000 N2 G00 T0202 N3 G96 S200 M03 N4 G99 N5 (*******************Roughing Operation) N6 G00 Z150. M08 N7 G71 P7 Q12 U1. W.250 F.175 N8 X9.4 Z9.55 N9 G01 Z6.613 F.175 N10 Z-.124 N11 G03 X10. Z-.697 R.697 N12 G01 Z-54.107 N13 G00 X15.794 Z9.55 N14 G00 X100. Z150. N15 T0200 M09
Aangepaste Haas-code O0001 () () N10 G50 S3000 N20 G00 T0202 N30 G96 S200 M03 N40 G59 N50 G00 Z150. M08 N60 G71 P70 Q110 U1. W.250 F.175 N70 X9.4 Z9.55 N80 G01 Z6.613 F.175 N90 Z-.124 N100 G03 X10. Z-.697 R.697 N110 G01 Z-54.107 N120 G00 X15.794 Z9.55 N130 G00 X100. N140 G00 Z150.
Voor het aanmaken van de postprocessor voor de Mitsubishi sturing, ben ik ook vertrokken van de standaard Haas postprocessor, maar dan voor frezen natuurlijk. Hierbij zijn vooral de beginregels van het programma veranderd. Standaard Haas-code frezen % O0001 N1 G00 G90 G49 G20 Z0 N2 T09 M06 N3 S1125 M03 N4 (******************Face Operation) N5 G00 G54 X-104.951 Y58.988 S1125 M03 N6 G43 H09 Z20. M08 N7 G01 Z.2 F158.977 N8 X-74.951 F353.281 N9 X75.
Aangepaste Haas-code frezen % O0001 (houder) N10 G17 G21 N20 G91 G28 G28 Z0 N30 G54 N40 G00 G90 G49 N50 T09 M06 (40mm Face Mill) N60 S1125 M03 N70 G00 G54 X-104.951 Y58.988 S1125 M03 N80 G43 H09 Z20. M08 N90 G01 Z.2 F158.977 N100 X-74.951 F353.281 N110 X75.

221
Na het aanpassen van postprocessoren moet je zeer omzichtig te werk gaan bij het uittesten van programma‟s op de machine. De kleinste tikfout, waar je zelfs tijdens het nalezen van de code soms overkijkt, kan catastrofale gevolgen hebben, vooral bij ijlgangen. Als je de postprocessor op conventionele manier wilt aanpassen, dus rechtstreeks in het programma zonder interface, dan kan dit ook met behulp van een speciale editor (figuur 4.39).
Figuur 4.39 Aanpassen van een postprocessor op conventionele manier zonder interface
222
4.6 Nabeschouwing over CamWorks2008® CamWorks2008® is een zeer modern CAM-systeem met als voornaamste troeven de volledige integratie in Solidworks® en de zeer krachtige technologische database. Meestal zal het veel tijd en energie vergen om de technologische database af te stemmen op eigen voorkeuren en behoeften, maar eenmaal dit in orde is, dan kan je, bij wijze van spreken, met de vingers in de neus gereedschapsbanen programmeren. Er zijn heel wat freesstrategieën gedefinieerd waaruit je kan kiezen en ook in- en uitlopen van het gereedschap zijn naar eigen voorkeur in te stellen Het gevaar bij het aanleren van het programma is dat je door de bomen het bos niet meer ziet door de ontelbare mogelijkheden. Naar de leerlingen toe moet daarom duidelijk worden aangegeven welke parameters belangrijk zijn en welke niet. Goed uitgewerkte Nederlandstalige voorbeeldoefeningen en een overzicht van de belangrijkste mogelijkheden zullen nodig zijn om de leerlingen vertrouwd te maken met het programma. Begin volgend schooljaar wil ik de eerste reeks voorbeeldoefeningen over 2 ½ D frezen en draaien klaar hebben, zodat ik goed kan starten met CamWorks. Ook wil ik zo snel mogelijk de technologische database verder aanpassen aan de werkomgeving in de school. Een andere taak is andere betrokken leerkrachten wegwijs te maken in dit programma en ze bij te staan al daar nood aan is. Ik ben tevreden dat we CamWorks® hebben aangekocht en ik ben ervan overtuigd dat het pakket een behoorlijke meerwaarde zal betekenen naar de opleiding toe en de projecten die we met de leerlingen willen realiseren.
223
BESLUIT…. Tevreden en met enige trots kan ik terugblikken op hetgeen ik bereikt heb. Niet alleen met deze masterproef, maar over het hele traject. Eenvoudig was het zeker niet. Vooral de combinatie van werken en studeren lag soms zwaar op de maag. Doch dit is snel vergeten als de resultaten je inspanningen bevestigen. Gelukkig heb ik de toestemming gekregen de masterproef af te stemmen op de afdeling in de school waar ik lesgeef, met name de afdeling „Mechanische Vormgevingstechnieken‟ in VITO Hoogstraten. Het betekende een extra motivatie omdat de projecten die ik heb gemaakt zullen bijdragen tot een betere kwaliteit van onze opleiding. Zijn de projecten dan helemaal af? Nee. Het theoretisch technische aspect van de projecten is, mits enkele optimalisaties, grotendeels klaar, maar ze moeten nog grondig worden getoetst in de praktijk. De onderdelen voor het palletwisselsysteem zijn op het moment dat ik dit besluit schrijf in productie en ik hoop het geheel te kunnen afwerken tegen het einde van het schooljaar. Als dit klaar is volgt de echte proef op de machine! Voldoet het systeem en met welke nauwkeurigheid? Ik ben benieuwd. De VB.NET programma‟s wil ik eerst door leerlingen en collega‟s laten testen op gebruiksvriendelijkheid en correctheid, waarna ik enige feedback verwacht zodat verbeteringen kunnen worden aangebracht. Het programma „Materiaalkeuze‟ heb ik al laten uitproberen door enkele leerlingen en ze vinden het een heel handig programma. Bovendien wil ik de programma‟s optimaliseren door ze te koppelen aan een Accesdatabase waarbij de mogelijkheid bestaat dat de gebruiker zelf gegevens kan toevoegen. De start met het nieuwe CAM-systeem, CamWorks, is gezet. Het programma is geïnstalleerd en gekoppeld met de machines. De eerste resultaten zijn veelbelovend. De technologische database volledig aanpassen aan de werkomgeving van de school zal nog enige tijd in beslag nemen. Omdat je eenvoudig kan editeren in het programma is dit geen prioriteit en kunnen we dit stap voor stap en behoedzaam realiseren. Wat het palletwisselsysteem en CamWorks® betreft zal meeste werk zal nog kruipen in het opstellen van degelijke documentatie en mooie didactische oefeningen. Naast het uitwerken van nieuw lesmateriaal en nieuwe projecten, zal ik met veel interesse de nieuwe ontwikkelingen op technisch vlak blijven volgen, zowel via vakliteratuur maar ook via bijscholingen. Techniek blijft boeiend! Het zal me wel deugd doen dat ik terug meer tijd kan steken in sport, muziek maar vooral in samen genieten met mijn familie en vrienden. “Een vriend is iemand die alles van je weet en toch van je houdt..” (Augustinus)
224
LITERATUURLIJST Sars, R.F.A (Eds.), Boelens, P., Dorst, A., Hebels, H., Hollebrandse, J.J., Karbaat, A., et al. (2006) Werktuigbouwkunde niveau 4: Verspanen: Kernboek 2. Baarn: Nijgh Versluis. De Clippeleer, W. (Eds.), Dax, W., Gundelfinger, K., Häffner, W., Itschner, H., Kotsch, G. (2003) Tabellenboek voor Metaaltechniek Mechelen: Wolters Plantyn Kleinwinkel, J.W., Lenselink W., van den Bosch, R., van de Put, J., Kousbroek, R., van Ackooy, P., Boers, P. (2006). Toepassen van slimme opspanmiddelen. Voorlichtingspublicatie in opdracht van de Vereniging FME-CWM nr. TI.06.30, 1-2 van den Bosch, R., Kleinwinkel, J.W., Lenselink W., van de Put, J., de Graaf, M., Boers, P. (2005). CADCAM systemen Selectie, keuze en implementatie. Voorlichtingspublicatie in opdracht van de Vereniging FME-CWM nr. TI.05.28, 2 Introducing Cosmosworks (Solidworks documentnummer: CWMISENG0703, 2004) Seco Tools Catalogi: Milling, Drilling, Turning 2006 (http://www.secotools.com) Dormer Tools Technical Handbook (http://www.dormertools.com) http://www.tribologie.nl/calculators/e3_6e.htm Leerplan D/2004/0279/065 van het VVKSO (http://ond.vvkso-ict.com/vvksomain/leerplannenindex.asp) Visual Basic Developer Center (http://msdn.microsoft.com/enus/vbasic/default.aspx)
225
BIJLAGE A: WERKTEKENINGEN VAN HET
PALLETWISSELSYSTEEM
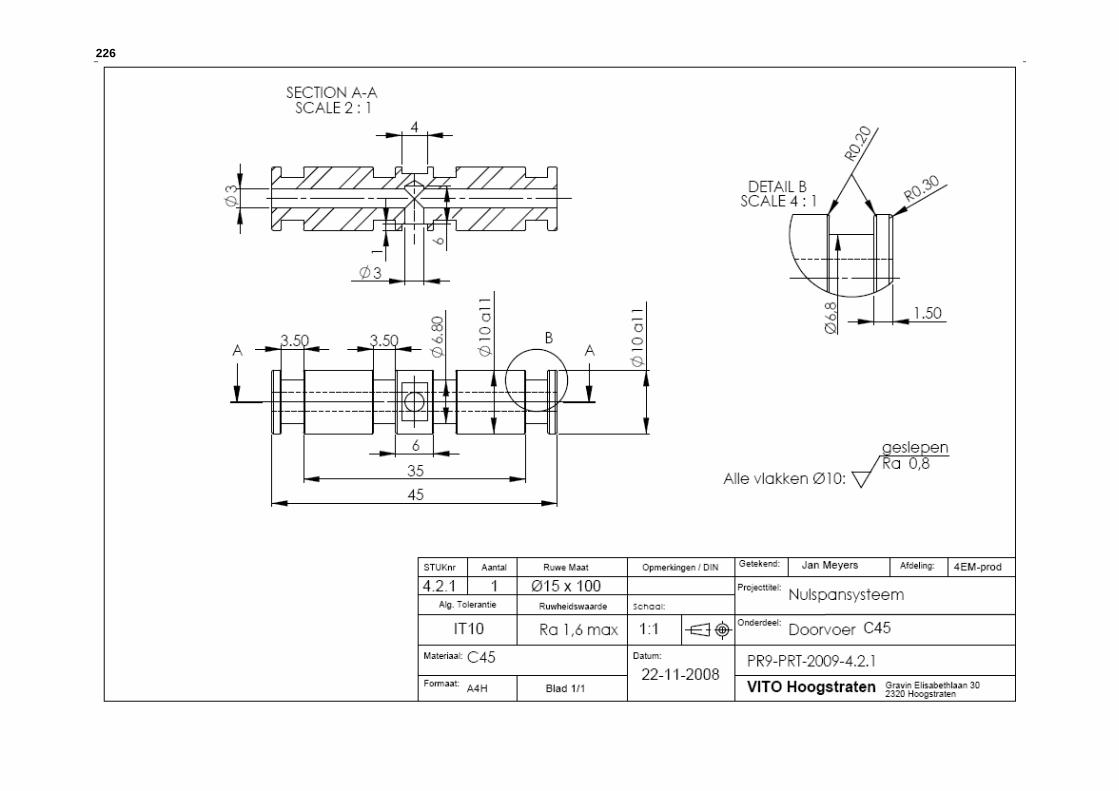
226
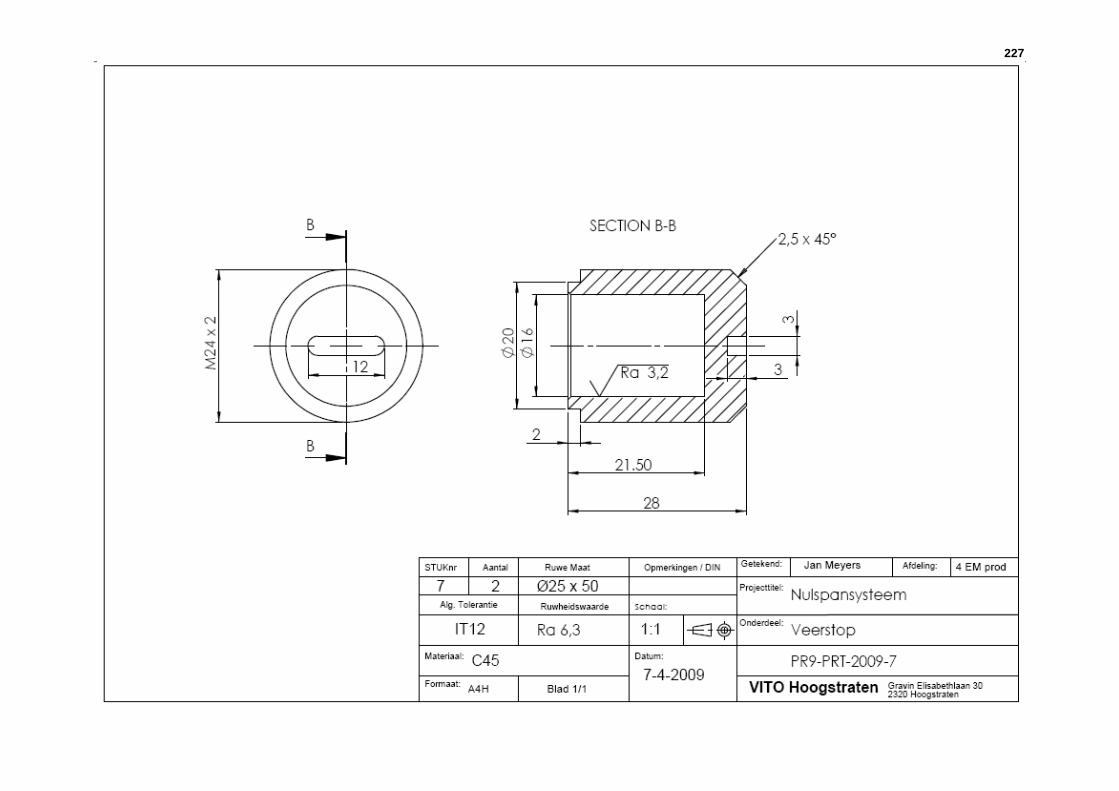
227
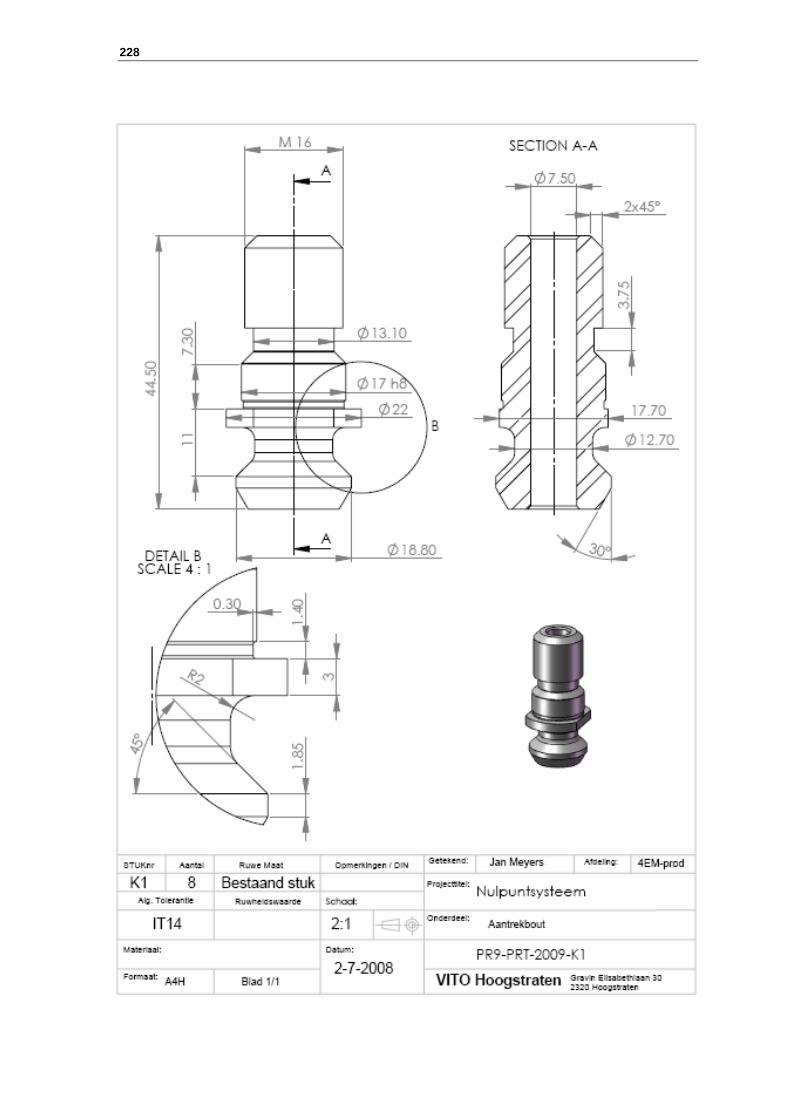
228
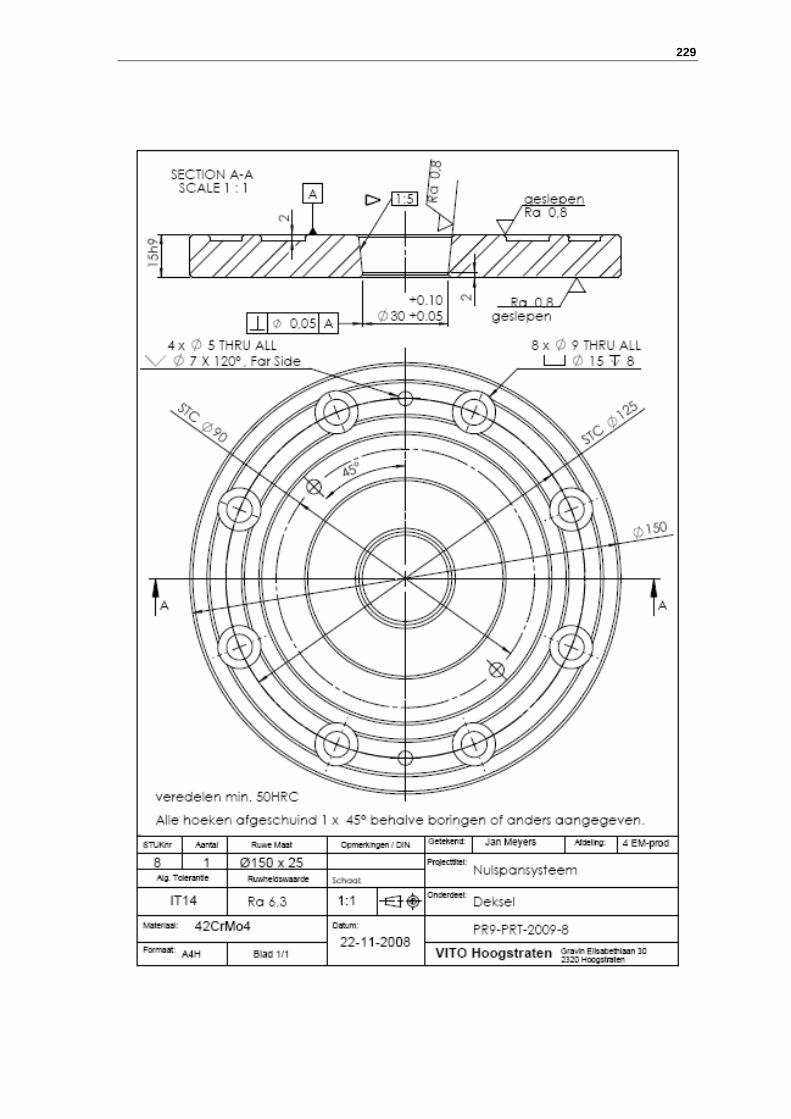
229
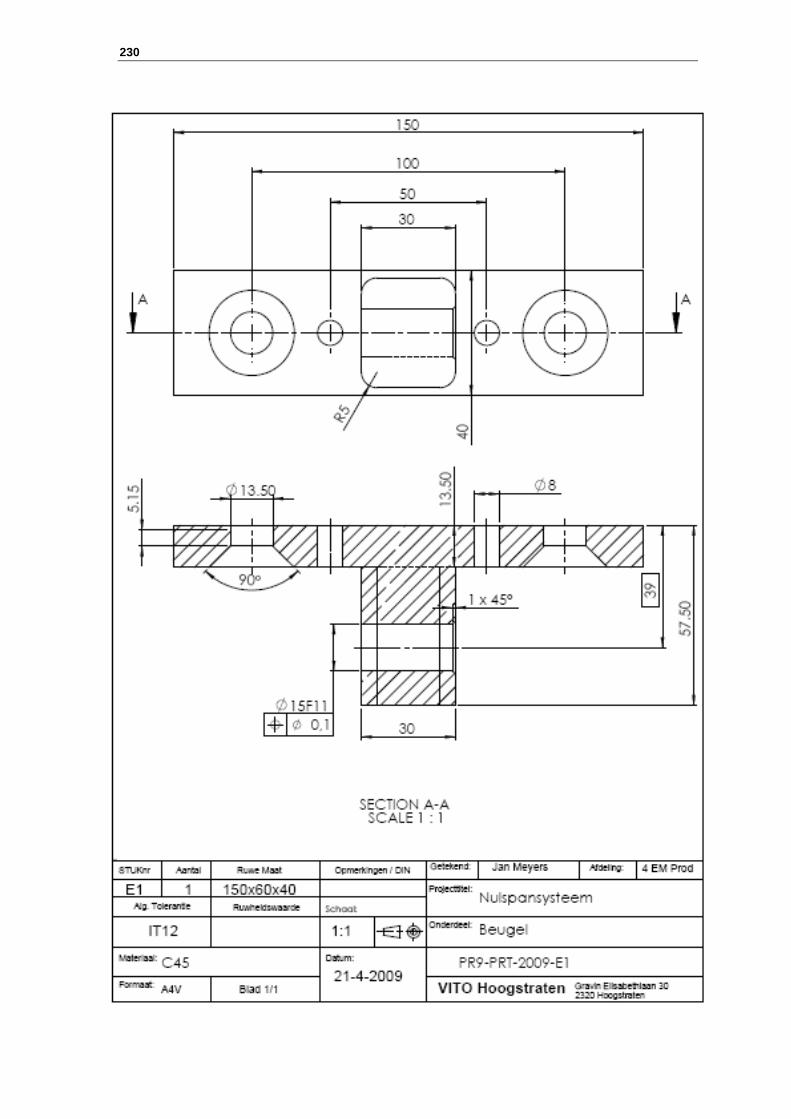
230

231
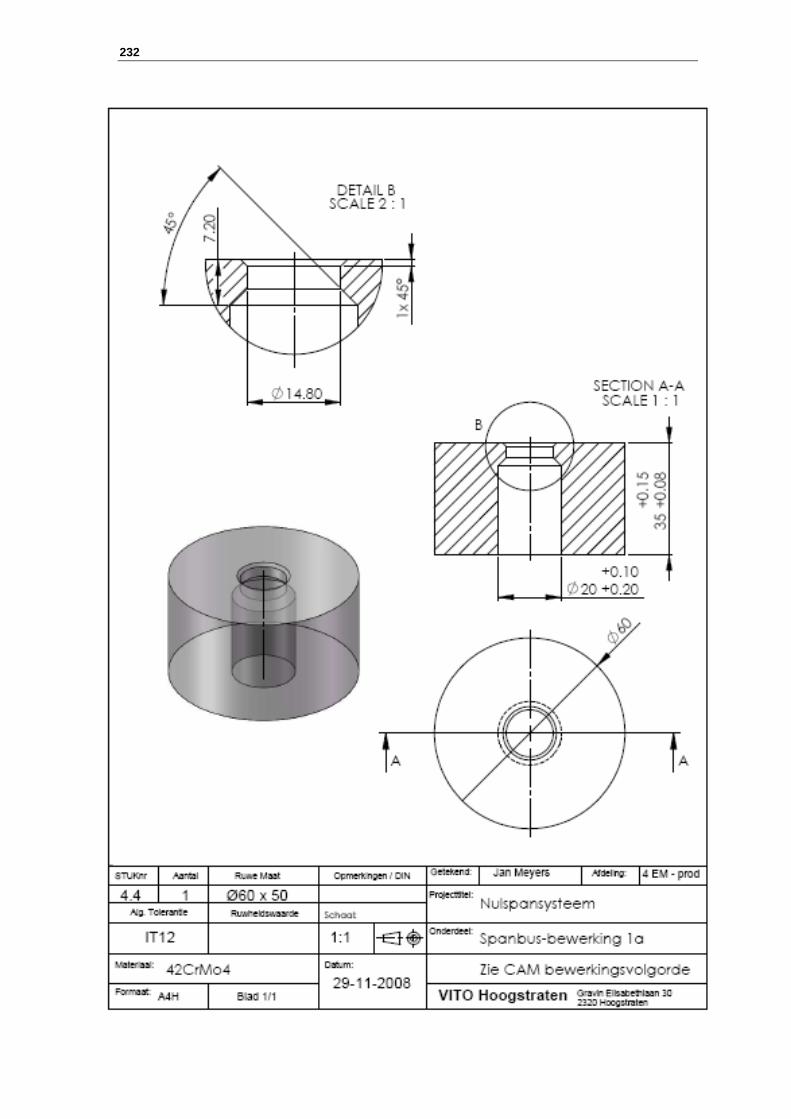
232

233
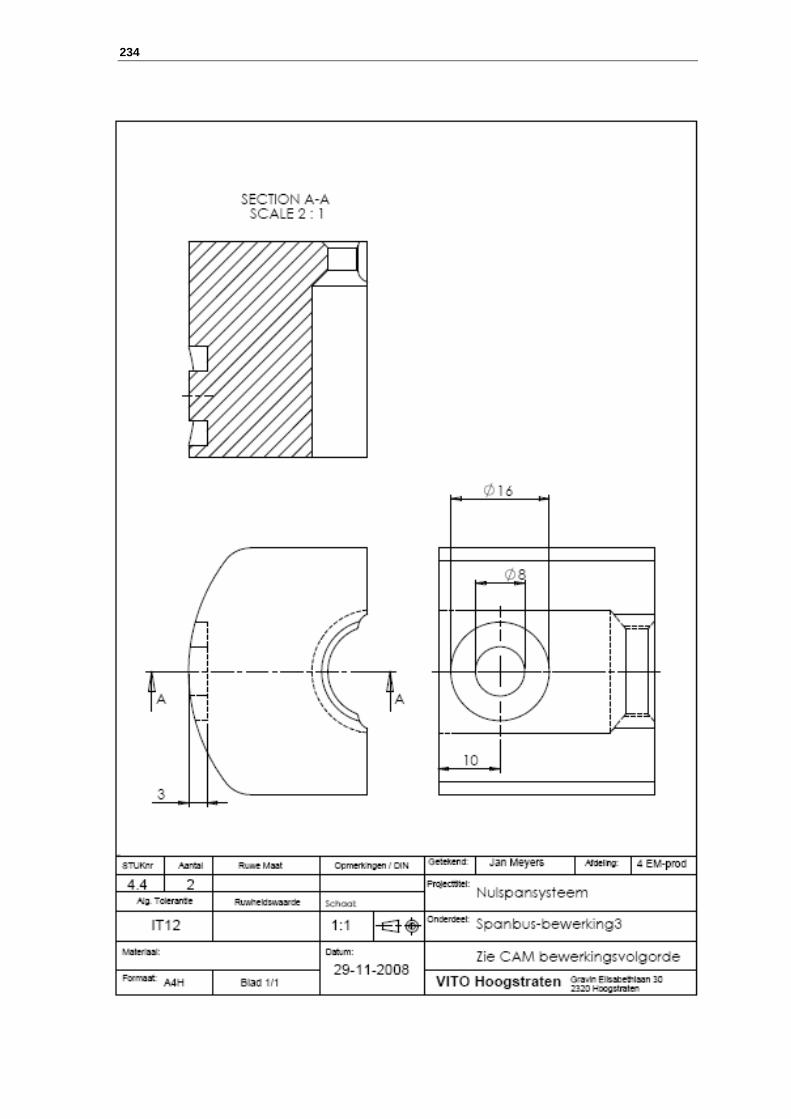
234
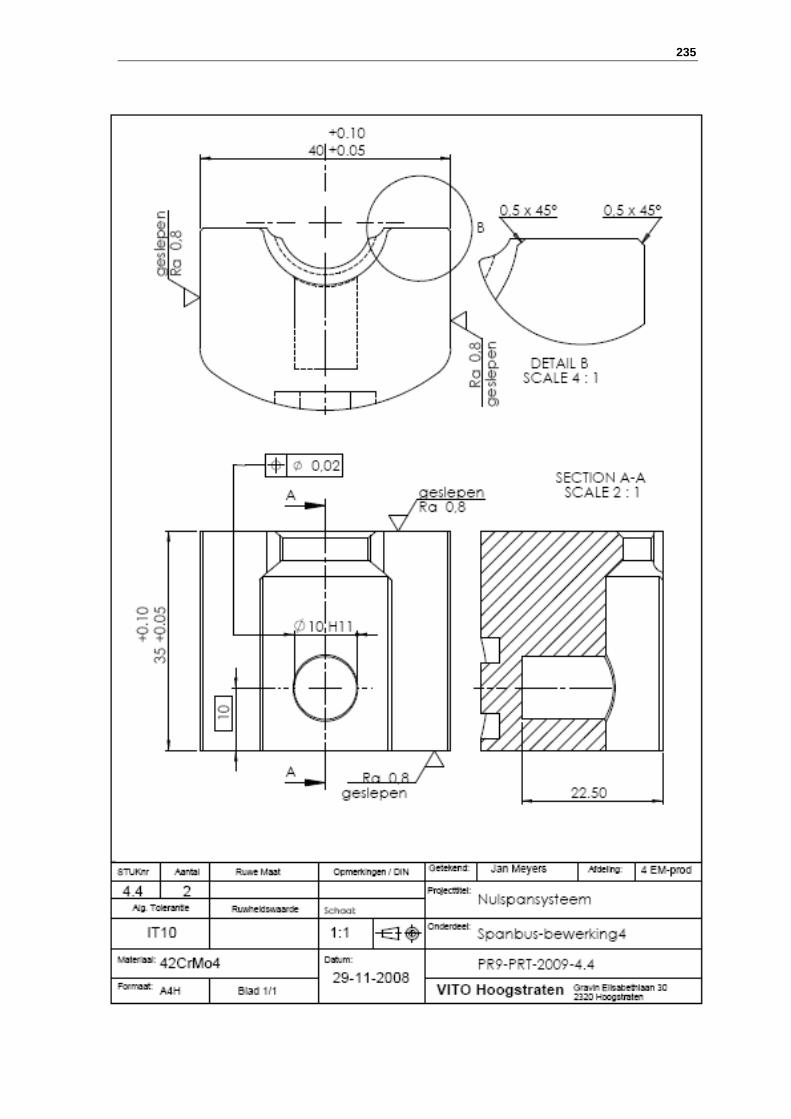
235
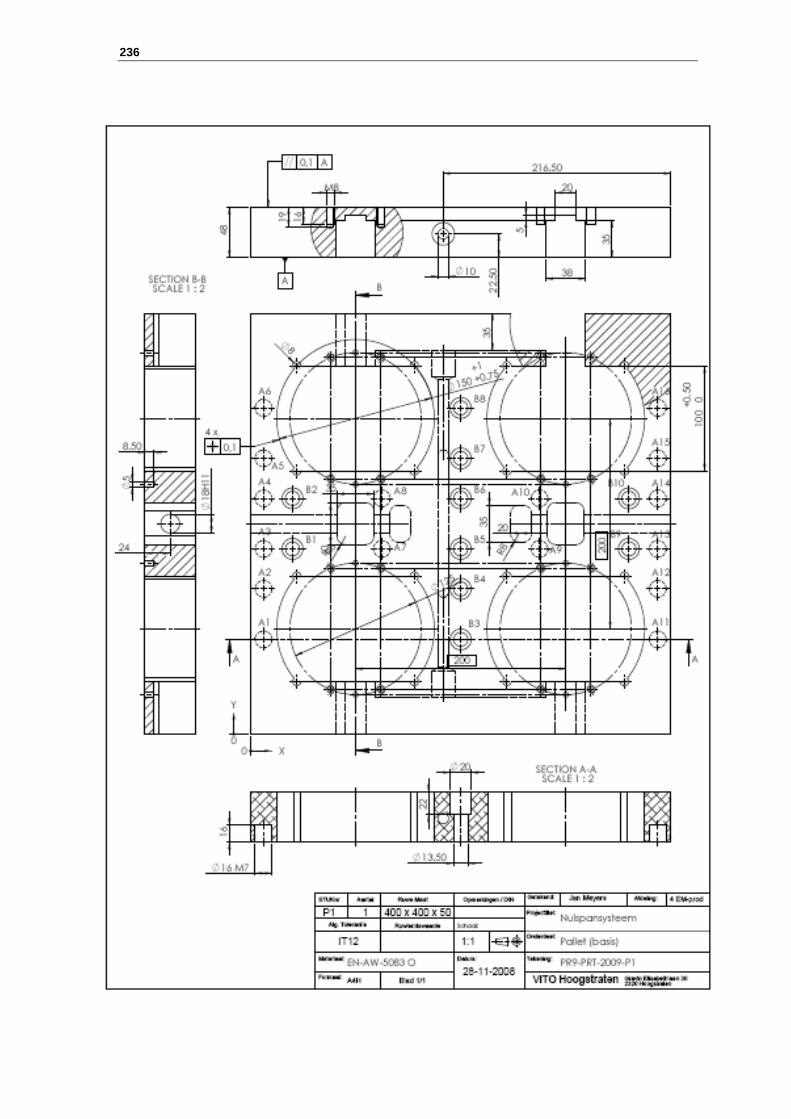
236
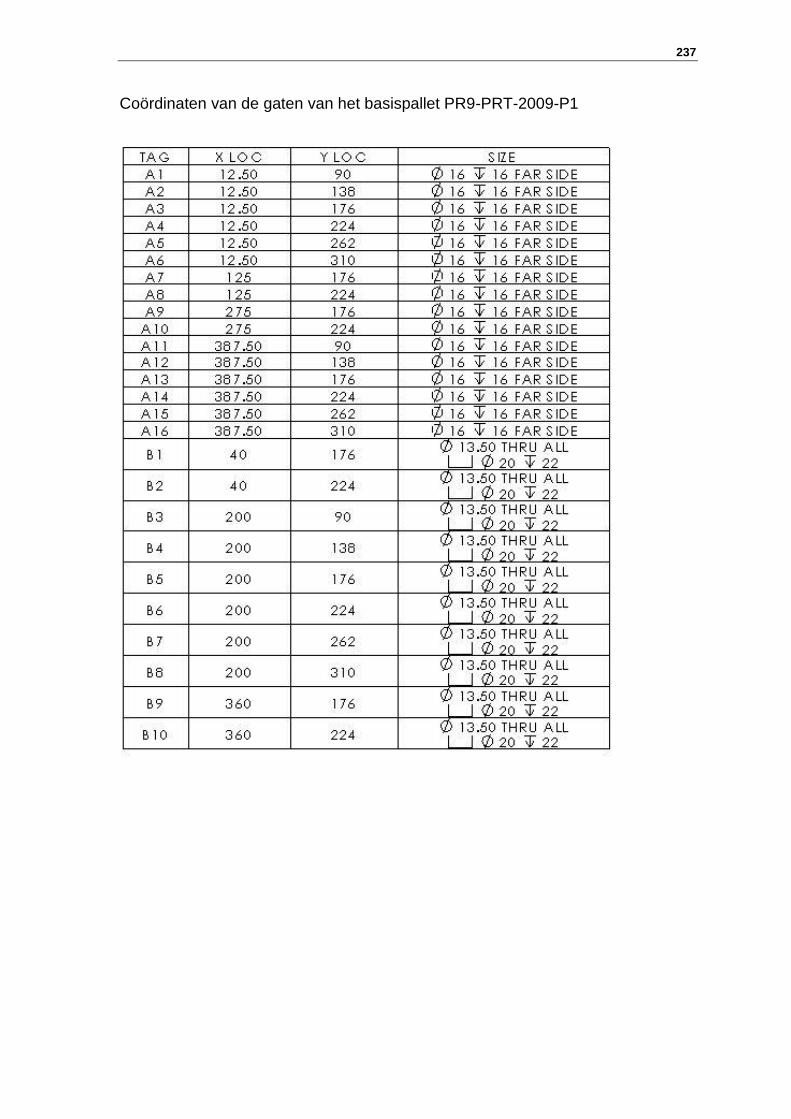
237
Coördinaten van de gaten van het basispallet PR9-PRT-2009-P1