Ultra low NO combustion of “green” fuels in an industrial ... · fuels in an industrial boiler...
38
Resultaten en bevindingen van project Ultra low NO X combustion of “green” fuels in an industrial boiler Dit rapport is onderdeel van de projectencatalogus energie-innovatie. Tussen 2005 en 2011 kregen ruim 1000 innovatieve onderzoeks- en praktijkprojecten subsidie. Ze delen hun resultaten en bevindingen, ter inspiratie voor nieuwe onderzoeks- en productideeën. De subsidies werden verleend door de energie-innovatieprogramma's Energie Onderzoek Subsidie (EOS) en Innovatie Agenda Energie (IAE). Datum Juli 2011 Status Definitief Stork Thermeq B.V., e.a. in opdracht van Agentschap NL
Transcript of Ultra low NO combustion of “green” fuels in an industrial ... · fuels in an industrial boiler...

Resultaten en bevindingen van project
Ultra low NOX combustion of “green”fuels in an industrial boiler
Dit rapport is onderdeel van de projectencatalogus energie-innovatie. Tussen 2005 en 2011 kregen ruim 1000 innovatieve onderzoeks- en praktijkprojecten subsidie. Ze delen hun resultaten en bevindingen, ter inspiratie voor nieuwe onderzoeks- en productideeën. De subsidies werden verleend door de energie-innovatieprogramma's Energie Onderzoek Subsidie (EOS) en Innovatie Agenda Energie (IAE).
Datum Juli 2011 Status Definitief Stork Thermeq B.V., e.a. in opdracht van Agentschap NL


Colofon
Projectnaam Ultra low NOX combustion of “green” fuels in an industrial boiler
Programma Energie Onderzoek Subsidie Regeling Korte Termijn Onderzoek Projectnummer KTOT01006 Contactpersoon Stork Thermeq B.V. Hoewel dit rapport met de grootst mogelijke zorg is samengesteld kan Agentschap NL geen enkele aansprakelijkheid aanvaarden voor eventuele fouten.

Project No. KTOT01006
Title Ultra low NOx combustion of "green"
fuels in an industrial boiler
Publishable
Date 8 July 2011
Prepared for AgentschapNL

i
Colophon
Authors:
E. Gansekoele (BTG, BTG Bioliquids)
S. Dijkstra (Stork Thermeq (STQ))
I. Engelsma (Stork Thermeq (STQ))
J. Kalivodová (ECN)
S. Leiser (ECN)
F. Verhoeff (ECN)
BTG biomass technology group BV
P.O.Box 835
7500 AE Enschede
The Netherlands
Tel. +31-53-4861186
Fax +31-53-4861180
www.btgworld.com

ii
TABLE OF CONTENTS
1 INTRODUCTION 1
2 PRODUCTION OF PYROLYSIS OIL 3
2.1 PROCESS DESCRIPTION 3
2.2 MASS BALANCE 4
2.3 FILTER TESTING 4
2.3.1 Self Cleaned Scraper Filter 4
2.3.2 Centrifuge 5
2.3.3 Brush centrifuge 7
2.4 CONCLUSIONS 8
3 COMBUSTION OF PYROLYSIS OIL 9
3.1 FUELS 9
3.2 INSTALLATION 10
3.3 BURNER DESIGN 11
3.4 RESULTS 13
3.5 CONCLUSIONS AND RECOMMENDATIONS 14
4 EFFECTS ON FOULING, CORROSION AND EMISSIONS 16
4.1 FIELD TESTS 16
4.1.1 Mobile deposition probe 16
4.1.2 Dust sampling probe and cascade impactor 18
4.1.3 Sampling locations 19
4.1.4 Results and discussions 20
4.2 LAB SCALE COMBUSTION SIMULATOR TESTS 23
4.2.1 Lab scale Combustion Simulator (LCS) description 23
4.2.2 Used fuels 24
4.2.3 Fouling propensity and deposition tests 26
4.2.4 Composition of the deposits 28
4.3 CONCLUSION LCS TEST 30
5 GENERAL CONCLUSIONS 31

1
1 INTRODUCTION
The amount of renewable energy (heat and/ or power) must be increased to be able
to meet the Dutch and international demands.
Current commercial technologies for renewable energy based on biomass are for
example direct (co-)combustion of biomass and gasification of biomass.
There are two main disadvantages of the above mentioned technologies:
1. The heat and electricity are directly used at the location where the biomass is
available. The transport of biomass is limited, because biomass has a low
energy density and handling can be very complex.
2. Biomass contains a lot of contaminants such as ash. Therefore not all
biomass can be used in boilers.
The above mentioned technologies are therefore only suitable for local biomass feed
stocks and the flexibility towards feed stocks is also limited.
Pyrolysis is a technology which can overcome the above mentioned issues. Almost
ash free oil is produced at the location where biomass is available. The energy
density of the oil is 5 to 10 times larger than the density of biomass. The oil can easily
be transported to a location where energy is required.
A possible application for pyrolysis oil is the use of the oil in existing boilers. The
potential is large in for example district heating plants and peak boilers.
Fast pyrolysis technology is developed at BTG. BTG has successfully demonstrated
the technology in Malaysia with a very difficult type of feed stock (Empty Fruit Bunch).
Because of the success BTG decided to start a spin-off company to commercialise
the pyrolysis technology BTG Bioliquids, (BTG-BTL). BTG-BTL will start the
construction of a 5 tons/h plant in the end of 2011. The unit has a capacity of 25,000
tons of pyrolysis oil per year. On the short term pyrolysis oil will become available
with 10,000 ton/year, on the large term (2 – 5 years) seems that enough oil becomes
available to penetrate a part of the energy market.
Therefore the co-firing of pyrolysis oil in existing boilers can substantially fasten the
introduction of renewable energy. The development, improvement and market
introduction of a suitable burner technology offers enormous possibilities to generate
renewable PJ’s and avoiding CO2 emissions in the Netherlands.
Research done in a 100 kW boiler has proved that diesel and natural gas can be
replaced with pyrolysis oil [BSE_DEN/040710/BNE, consortium of ECN, BTG, STQ)].
The research also shows that the amount of N in the oil is reduced with a factor of 2
to 3 in comparison to the original biomass. The presence of ash has a reduction
factor of more than 10-100. Pyrolysis of biomass results in a “cleaner” product in
comparison to the original biomass. Also pyrolysis oil is cleaner in comparison to
heavy fuel oil.

2
However in comparison to diesel and natural gas, pyrolysis oil contains more nitrogen
and pyrolysis oil contains a minimum amount of ash. Pyrolysis oil combustion can
give higher NOx and dust emissions and more fouling in comparison to diesel and
natural gas combustion.
The overall objective is to show successful combustion of pyrolysis oil with
acceptable NOx and dust emissions and limited effect on fouling of the boiler. The
main goal is to realise an industrial, simple application for pyrolysis oil in order to
fasten the implementation of pyrolysis and to increase sustainability of the energy
supply.
Specific objectives are:
1. The development of an innovative low NOx burner system;
2. Gain knowledge on the effect of fouling and corrosion during combustion of
pyrolysis oil;
3. Gain knowledge on the amount of dust emissions during combustion of
pyrolysis oil.
The combustion of three types of pyrolysis oils are compared with Heavy Fuel Oil
combustion. The three types of pyrolysis oils are:
1. Unfiltered EFB oil, which has a relatively high ash content with a low ash
melting temperature and high nitrogen content,
2. Filtered EFB oil, which contains less ash in comparison to #1 and has a high
nitrogen content,
3. Pine oil, which is clean pyrolysis oil. This oil will be produced in the
commercial demonstration plant.
The “contaminated” EFB oils are tested to be able to see the effect on fouling and
emissions with different types of oils.
Fouling and corrosion effects, and emissions are analysed during the tests.
The report is divided in three main chapters such as:
1. Production of pyrolysis oil,
2. Combustion of pyrolysis oil,
3. Emissions, fouling and corrosion effects during combustion of pyrolysis oil.
The individual reports from BTG, STQ and ECN are given in the annexes. More
details are given in the individual reports.

3
2 PRODUCTION OF PYROLYSIS OIL
The oil is produced in the 200 kg/h pilot plant of BTG. Filter and centrifuge tests are
performed in order to remove particles from the oil. EFB oil was already available in
the framework of this project. Part of the EFB oil is filtered.
2.1 Process description
Figure 2.1 shows schematically the pyrolysis production process.
18
1
3
4
6
7
9
11
12
15
8
13
5
REACTOR
CHAR COMBUSTOR
CONDENSER
14
PLATE HEAT EXCHANGER
COOLING TOWER
FLUE GASPYROLYSIS GAS
AIR
AIR
2
ASH
AIR FAN
AIR FAN
BIO-OIL PUMP
COOLING WATER
PUMP
WATER 10
19
NITROGEN
BIO-OIL
Biomass
AFTER BURNER
PROPANE 17
AIR
20 FLUEGAS
Figure 2.1: Pyrolysis process
Dried wood is transported to the reactor via a lock hopper system and a number of
screw conveyors
Biomass is mixed intensely with hot sand from 500 to 600 °C inside the reactor. Fast
heating of biomass takes place and pyrolysis takes place. Char, condensable
vapours and incondensable gases are formed during pyrolysis. The gases and
vapour will leave the reactor and are transported via two cyclones to the condenser.
The condensable vapours are condensed to pyrolysis oil by means of direct cooling
with sprayed pyrolysis oil while the incondensable gases are leaving the condenser
on the top.
The produced char and the hot sand are leaving the reactor on the bottom and will be
transported by means of pneumatic transport to the combustor. The char is
combusted in the combustor resulting in heating of the sand. However the amount of
heat produced in the combustor is so high, that it is necessary to cool down the sand.
Cooling down in the pilot plant is done by means of direct injection of cooling water.
Of course this way of operation will not be done in a commercial installation. In that

4
case a heat recovery boiler is installed after the combustor and steam is produced in
cooling coils to cool down the sand to desired temperature. The produced can be
applied for drying, steam turbine and/ or can be sold.
The flue gases from the combustor enter the after burner which is fired with
incondensable pyrolysis gases from the condenser.
2.2 Mass balance
A global mass balance is given in table 2.1.
IN
[kg/h] OUT [kg/h]
Yield [wt.%]
Biomass 121.4
Char 25.5 21.0
Ash 0.1 0.0
Pyrolysis gases 12.6 10.3
Bio-oil 83.1 68.5
Losses 0.2 0.2
Total 121.4 100.0
Table 2.1: Global mass balance for pyrolysis of pine wood
2.3 Filter testing
Three types of filters were tested, such as scraper filter, centrifuge and brush
centrifuge.
2.3.1 Self Cleaned Scraper Filter
Scraper filter type EF803 has been applied. The filter contains a scraper device in the
form of a screw (see figure 2.2).
Figure 2.2a: Filter element with scraper Figure 2.2b: Scraper

5
2.3.2 Centrifuge
Two types of centrifuges have been tested such as a batch-wise centrifuge (OTC2
Gea Westfalia Separator) and a self cleaned type (OSC4 Gea Westfalia Separator).
The centrifuges were connected to the pyrolysis pilot plant during the tests.
The principle of a separator (figure 2.3) is as follows:
A disc stack centrifuge separates solids and one or two liquid phases from each other
in a continuous process. The denser solids are forced outwards by centrifugal forces
while the less dense liquid phases form inner concentric layers. By inserting special
plates (disc stack) where the liquid phases meet, maximum separation efficiency is
ensured. The solids can be removed manually, intermittently or continuously
depending on the specific application. The clarified liquids overflow in the outlet area
on top of the bowl into separate chambers sealed off from each other to prevent cross
contamination.
As with disk separators with solid-wall bowl, the disk separators with self-cleaning
bowl are equipped with a stack of conical disks to create a large equivalent
clarification area within a relatively small bowl volume. These separators are likewise
available as versions for clarification and separation. Separators with self-cleaning
bowl are able to periodically discharge the separated solids at full speed. For this
purpose, several ports are spaced evenly around the bowl periphery. These ports are
opened and closed by means of a movable sliding piston located in the bowl bottom.
The opening mechanism is actuated hydraulically. Water is normally used as a
control medium; in special cases, low-viscous organic fluids can also be used.

6
Figure 2.3 a: Principle drawing of a batch separator (www.westfalia-separator.com)
Figure 2.3 b: Principle of self cleaning (www.westfalia-separator.com)

7
2.3.3 Brush centrifuge
Figure 2.5 shows a principle drawing of the centrifuge. A brush is assembled in a
drum. By rotating the brush and drum with the same speed an unique way of
separation is possible.
The liquid with solids is supplied at the bottom of the drum. The mixture flows
upwards through the hairs of the brush. The heavier particles are forced outwards by
centrifugal forces. A dry cake is formed. The clean liquid leaves on the top of the
drum. The cake grows from outside to inside and stays inside the hairs of the brush.
When the brush is filled, the system must be cleaned. The supply of “dirty” liquid is
stopped. The drum rotation is stopped. And the liquid inside the drum is drained.
When the drum rotation is stopped, the outside cylinder is moved upwards. When the
cylinder reached its upper position, the brush rotation is started again to sling off the
cake from the brush. The cake is collected on a splash screen. A scraper removes
the cake from the screen.
Figure 2.5: Principe
Figure 2.6: Dirty brush

8
2.4 Conclusions
When comparing the three technologies, the self-cleaned scraper filter system has
the lowest separation efficiency and the highest product loss.
Ash content [wt.%]
Oil in Oil out Oil loss
[wt.%]
Scraper filter 40
um
0.18 0.08 14
Centrifuge 0.15 0.03 3
Brush centrifuge 0.15 0.02 < 0.5 estimation
The separation efficiency of the two separator systems is more and less similar, but
the yield loss is lower for the brush centrifuge. However the supplier of the Westfalia
Separator claims that by the selection of the right equipment only a yield loss of 0.1
wt.% will be obtained.
A disadvantage of the brush centrifuge is that there are running only 2 commercial
machines in the world while the “standard” separator is common practice for a high
range of applications.

9
3 COMBUSTION OF PYROLYSIS OIL
To meet the growing industrial demands of biomass combustion at industrial scale,
the combustion performance of two pyrolysis oils, namely the pine oil and the empty
fruit bunch (EFB) oil is examined at the Stork test installation KMS ketel 9. A standard
Stork Double Register Burner (DRB) is used for this purpose (figures 3.3 – 3.4).
Combustion phenomena like flame-behavior, minimum air requirement, fouling
phenomena and emissions are examined.
The pine and EFB oils are supplied by Biomass Technology Group (BTG). The
combustion of the oil is monitored by emission analysis, visual inspection at the view
ports of the boiler installation, dust measurements and by deposit measurements.
Dust and deposits measurements are done by ECN. As a reference measurement
heavy fuel oil (HFO) delivered by Total Nederland was fired on the first day, after
which pine, filtered EFB and unfiltered EFB was fired.
3.1 Fuels
The following fuels are used during the tests
Natural gas (NG)
HFO
Pine oil
Filtered EFB
Unfiltered EFB
The oils have the following compositions
HFO Pine wood EFB
Density (kg/m³) 1050 1150 1150
LHV (MJ/kgar) 40.36 14.86 20.11
Air requirement (dry,
calculated) (kg/kg)
13.79 6.28 9.99
Composition Mass% - dry (wet) Mass% - dry
(wet)
Mass% - dry
(wet)
C (Carbon) 87.7 (87.7) 41.9 (41.9) 64.75 (64.8)
H (Hydrogen) 10.3 (10.22) 5.46 (7.9) 8.50 (9.4)
S (Sulphur) 0.94 (0.94) 0.01 (0.01) 0.08 (0.08)
N (Nitrogen) 0.42 (0.42) 0.1 (0.1) 0.4 (0.4)
O (Oxygen) 0.02 (0.64) 30.53 (50.09) 18.27 (25.4)
Variable
Moisture content 0.7% 22% 8%
Minerals (Si, Al, Fe,
Ca, Mg, K, Ti, etc)
(g/kg)
10.0 0.27 2.25
Vanadium (mg/kg) 26.3 0 0
Table 3.1 The oil properties and compositions. The LHV is calculated with the measured HHV done by ECN.

10
The most important difference between filtered and unfiltered EFB is a visual
difference, namely the phase separation. The filtered EFB has lesser visual phase
separation than the unfiltered EFB. Except the visual difference chemical analysis of
the filtered and unfiltered EFB did not show any significant differences.
3.2 Installation
The test installation KMS ketel 9 is located at Stork Thermeq in Hengelo,
Netherlands. It is a 9 MW boiler installation in which two different oils and natural gas
burner can be tested.
Figure 3.1 Boiler installation KMS Ketel 9.

11
Figure 3.2 The oil skid.
3.3 Burner design
The used burner is an off-the shelf Stork Low NOx Double Register gas- and
oilburner. It is an air staged burner with an oil gun in the center containing an
optimized Y-jet steam assisted atomizer, surrounded by eight low NOx gas spuds.
The flame stabilizes on an impeller, which is cooled by the combustion air.
The typical feature of the DRB burner is the staged supply of combustion air. Part of
the air is fed to the centre of the burner throat, while the rest of the air is skirting the
flame like a peel. Both air ducts are supplied with a register, which can induce a swirl
at the air flow. The swirl can be set with a handle at the burner plate. During the test
both registers are set at 27.5°.

12
Figure 3.3 (left) Photograph of a Double Register Burner. (right) Schematic drawing
of the main components of the burner.
Figure 3.4 The built-in DRB burner with the original impeller.

13
3.4 Results
The following results are achieved during the tests.
Oil
Date
Time interval
[hh:mm]
Power
[MW]
Oil flow
[kg/h]
O2
[vol% dry]
CO
[ppmvd]
NOx
[mg/m03@3%O2]
HFO 8th April 10:51-15:30 4.7 411 4.0 <5 550
Pine 13th April 10:25-11:50 2.6 606 3.0 16-383 133
Filtered
EFB
14th April 17:55-19:00 1.2 213 3.9 <50 395
Unfiltered
EFB
15th April 13:30-12:12 1.6 288 5.6 <5 844
Oil Oil temperature
[°C]
Air temperature LUVO
[°C]
Atomizing steam temperature
[°C]
HFO 97 95 215
Pine 60 95 210
Filtered EFB 70 100 225
Unfiltered EFB 67 100 227
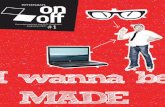
Table 3.2 The results of the test. The pyrolysis oils were fired with a small natural gas
pilot flame of 0.6 MW
Figure 1 The most important process values for the used fuels.
Of the pyrolysis oils, pine was fired with the higher load, had the lowest NOx emission
and the lowest oxygen excess. The NOx emission of pine is significantly lower than
the NOx emissions of HFO, namely 133 mg/m03@3%O2 versus 550 mg/m0
3@3%O2,
respectively. This is probably due to the moisture content difference of pine and HFO,
namely 22% versus 0.7%, respectively. Another reason for the NOx reduction is the
nitrogen in the fuel of 0.1 vs 0.42 for HFO. Reduction in fuel nitrogen reduces the fuel
NOx formation.

14
The high moisture content reduces the adiabatic flame temperature. Another reason
for a low adiabatic temperature is the high oxygen content. This reduces the carbon
content, thus lowers the LHV and heat output. The adiabatic flame temperature of
HFO is 2180 °C at stoichiometric conditions and for pine 1649 °C at stoichiometric
conditions. Lower flame temperatures reduce the thermal NOx production, thus
reducing the NOx emission.
The air requirement for CO-free combustion is higher than for HFO. The oxygen
excess is namely 3.0 vol% dry. Air requirements for CO-free combustion increases
with an inhomogeneous flame and longer flame. The CO to CO2 reaction stops when
there is a oxygen shortage locally.
The NOx emission of filtered EFB is lower than the NOx emissions of HFO but higher
than the emissions of pine, namely 395 mg/m03@3%O2. This is probably due to the
moisture content difference of EFB and HFO, namely 8% versus 0.7%, respectively.
This high moisture content reduces the adiabatic flame temperature. Another reason
for a low adiabatic temperature is the higher oxygen wt%. This reduces the carbon
wt%, thus lowers the LHV and heat output. The adiabatic flame temperature of HFO
is 2180 °C at stoichiometric conditions and for EFB 1764 °C at stoichiometric
conditions. Lower flame temperatures reduce the thermal NOx production, thus
reducing the NOx emission.
The air requirement for CO-free combustion is higher than for HFO. The oxygen
excess is namely 3.9 vol% dry. Air requirements for CO-free combustion increases
with an inhomogeneous flame and longer flame. The CO to CO2 reaction stops when
there is an oxygen shortage locally.
The combustion of unfiltered EFB became more stable with increasing atomizing
steam pressure. This pressure was increased to 3.5 bar pressure difference with the
oil pressure, instead of the standard 1.5 bar with the other oils.
This inhomogeneous combustion is probably also the reason for the high NOx-
emission. The air requirement for CO-free combustion is also a lot higher than for
HFO, pine and filtered EFB. The oxygen excess is namely 5.6 vol% dry.
The air requirement for CO-free combustion is higher than for HFO. The oxygen
excess is namely 5.6 vol% dry. Air requirements for CO-free combustion increases
with an inhomogeneous flame and longer flame. The CO to CO2 reaction stops when
there is an oxygen shortage locally.
3.5 Conclusions and recommendations
The results of the tests conclude the following
Combustion of pyrolysis oil is successful with an off the shelf Stork Double
Register Burner in an industrial boiler.
The Pyrolysis oils were fired between 1.2 and 2.6 MW.

15
To stabilize the pyrolysis flame a small natural gas pilot flame between 19-
33% of the total load was needed. The reason for requiring a gas pilot is the
moisture content, which cools the flame at the stabilization point and makes
ignition difficult.
The flame of the pyrolysis oils stabilizes at a larger distance from the impeller
than the HFO flame, which is an indication of ignition issues.
Changing the holepattern of the atomizer tip and increasing the impeller does
not change the stability of flame significantly. This indicates that the ignition
and stabilization issue might not be an atomization or flow recirculation issue.
The most likely cause is the moisture content of the pyrolysis oils.
Unfiltered EFB clogs the atomizer gun. A sticky substance blocks the holes in
the atomizer gun. This is probably due to the sedimentation of this oil. Visual
inspection of the oil shows a phase separation.
The NOx emissions of filtered EFB and pine wood oil are lower than the
emissions of HFO. One reason for this reduction is the lower load at which
the pyrolysis oils were fired. The pyrolysis oils could not be fired at the load at
which HFO was fired, which was 4.7 MW, but this load difference is not
sufficient to explain the difference in NOx emissions in full. Another reason is
the lower adiabatic flame temperature, due to the moisture content and the
lower LHV value. Also pine wood oil has a lower nitrogen content in the fuel,
which explains the lowest NOx emission value obtained with this fuel
The unfiltered EFB has the highest NOx emission. The reason is phase
separation and sedimentation which causes an unstable combustion. The
required air for CO-free combustion also increased and with increasing air
the NOx emission also increases, due to the dilution correction of oxygen in
the flue gas.
The air requirement for CO-free combustion for the pyrolysis oils was higher
than that for HFO. One probable reason is the turbulent flow, due to
inhomogeneous combustion and flame length difference. The pyrolysis oil
flame was less homogeneous than the HFO flame, which means that locally
an oxygen shortage can appear. This increases the likelihood that the CO to
CO2 reaction stops. Increasing air excess decreases the possibility that an
oxygen shortage can occur locally.
The following points for future tests are recommended
Using preheated combustion air would probably increase the stability and
ignition point because the combustion air heat can be used to vaporize the
moisture content faster.
Handling unstable pyrolysis oil by storing the oil in a traceable or preheated
storage unit at temperature of 55°C. Preheating the oil decreases the
viscosity and makes the oil more homogeneous, due to better atomization.
Stable oil, which is not phase separated can be heated just before the burner.

16
4 EFFECTS ON FOULING, CORROSION AND EMISSIONS
Replacing HFO with bio-oils is not a straight forward process and many technical
challenges during bio-oil combustion can occur (i.e. unstable combustion with soot
formation, burner dripping, flame stabilization, oil filter clogging and unstable feeding).
Generally, the most significant reason for these challenges lays in the properties of
the bio-oil. The crucial parameters for each combusted liquid bio fuel are viscosity,
water content, ash content and elemental composition of the fuel. Viscosity together
with water content plays an important role in the oil handling to the burner, the flame
stability and therefore the combustion performance. Ash is a solid contamination that
can deposit and cause localized overheating of metal surfaces. Excessive amounts of
ash may result in abrasive wear of the burner. Depending on the chemical
composition of the deposited ash not only slagging and fouling problems of heat
exchangers might occur, but also high temperature corrosion. The combination of
vanadium and sodium in HFO is known for being responsible for hot corrosion. But
also elements in bio-fuels originating from biomass (i.e. potassium, chlorine) have a
negative effect on fouling and corrosion propensities of the boiler materials. ECN
performed several measurements during the campaign. In this report the results with
respect to ash formation and particulate emissions are presented.
To further simulate and characterize the behaviour of the heavy fuel oil and pyrolysis
oil ash with respect to slagging, fouling and corrosion propensities during combustion,
the ECN Lab-scale Combustion Simulator (LCS) was used. Standard low NOx
combustion conditions, i.e. utilizing an air staged flame, were applied during the
experimental study. All of the collected ash deposit samples, as well as raw fuel were
subjected to standard chemical and physical analysis. The applied analytical
techniques include SEM/EDX and ICP analyses. The physical characterization
consists of particle size determination. In this report both the test series in the Stork
boiler and the LCS will be discussed.
4.1 Field tests
The following measuring probes were used during the field test campaign: the mobile
deposition probe to investigate the fly ash deposition on boiler tubes and the impactor
probe to determine the particulate emissions from the stack. Both probes are
described in this section.
4.1.1 Mobile deposition probe
A mobile deposition probe with replaceable deposition substrates was applied. In
Figure 4.1 a photograph of the probe is given, in which the individual measuring
instruments in the probe are indicated with an arrow.

17
Figure 4.1 Mobile deposition probe, the work-end of the probe
To withstand the high temperatures in a boiler, the probe consists of a water-cooled
lance, manufactured from high-grade stainless steel and therefore well-suited for
sampling in high temperature, high corrosive environments. A sketch of the mobile
ash deposition probe is given in figure 4.2.
Furnace/nozzles side (work-end) Operator/control side
Figure 4.2 Schematic drawing of the mobile deposition probe
The deposition coupon consists of a temperature controlled tube-shaped piece on
which fly ash can deposit. The coupon is detachable and after metallographic
preparation it can be further investigated by means of SEM/EDX.
Besides deposit sampling, the influence of the deposit on the heat transfer can be
investigated in real time by means of heat flux sensors placed close to the deposit
coupon. For the on-line measurement of the heat transfer in all four axial directions,
four heat flux/surface and temperature sensors are used. Those thermocouples are
also controlling very precisely the wall temperature of the deposition coupon.
The flue gas temperature can be independently measured by a retractable
thermocouple placed close to the deposition coupon.
ash sampling inlet
heatflux sensor
deposition coupon
thermocouple

18
The ash sampling system in the probe allows collecting of representative boiler fly ash
samples from the flue gas stream. Flue gas, together with the fly ash is isokinetically
sucked out of the boiler via a bended tube with the opening in the direction of the flue
gas stream. To prevent condensation in the sampling tube the temperature of the flue
gas sample is kept above the condensation temperature at all times. The dust is
separated from the flue gas sample stream by means of a small cyclone and a filter.
4.1.2 Dust sampling probe and cascade impactor
A mobile dust sampling probe equipped with a flat filter and/or cascade impactor has
been used during the particulate sampling, see figure 4.3.
Figure 4.3 Mobile dust sampling probe
Cascade Impactor
The particle size distribution and the particulate emissions with the different fuel oils
have been investigated with the cascade impactor. A general layout with a number of
stages defining the PSD-resolution is given in figure 4.4.
Figure 4.4 Photo of a PILAT MARK V cascade impactor
Configuration

19
To ensure the best possible separation of the particle size fractions, it is advisable to
use as much jet stages as possible, in combination with a pump rate as high as
possible under the circumstances. Generally, the MARK III/V impactors can be
applied within the pump rate range of 0.1 to 1.0 acfpm (atmospheric cubic foot per
minute), 2.83 – 28.3 Nl/min. Naturally, isokinetic sampling must be performed. It
means an appropriate combination of nozzle size and pump rate should be verified
prior to the sampling. Preferred are large nozzles, in order to maximise the inlet area
of the impactor. The sampling time for the impactor measurements has been
calculated in line with the maximum load of the impactor, which should be kept at less
than 2.0 grams.
Precutter/right angle adapter
In order to allow sampling at high dust conditions and perpendicularly to the gas
stream, the so-called pre-cutter/right angle adaptor must be applied, which is
depicted in figure 4.4, together with the appropriate nozzles. The pre-cutter was
placed on top of the impactor by means of the ½”/3/4” adapter.
4.1.3 Sampling locations
Two sampling locations for the ECN probes were selected. The first location (referred
to as location 1), for the ash deposition measurements, was located in the top of the
boiler after the superheater bank, as shown in figure 4.5, the second location (referred
to as location 2), for the particulate emissions measurements, was located in the
ductwork between the induced draft fan and the stack.
Figure 4.5 Schematic view of STORK boiler 9 with measuring points
The furnace is schematically shown in figure 4.5. On the left, the burner is located and
heat exchanger surfaces are indicated.

20
The deposition probe accessed the boiler horizontally as can be seen in figure 4.6 a).
The impactor probe accessed the flue gas duct horizontally as well, as shown in
figure 4.6 b).
Figure 4.6 ECN sampling location Stork boiler Hengelo; a) location 1- in the boiler; b)
location 2-before the stack
4.1.4 Results and discussions
4.1.4.1 Chemical characterisation of the fuels
The following fuels were used during the tests: natural gas, HFO (heavy Fuel Oil),
Pine oil, filtered EFB oil (F) and unfiltered EFB oil (UF).
The liquid fuels were analysed according to standard European norms at ECN. The
chemical compositions of all liquid fuels combusted during the campaign are given in
table 4.1.
a) b)

21
Table 4.1 Chemical composition of the liquid fuels
Fuel HFO Pine Oil EFB Oil (F) EFB Oil (UF) Test method
HHV [MJ/kg] 42.625 16.6 22.18 24.133 NEN-ISO 1928
Ash content wt.% d.l. d.l. 0.27 0.31 ISO 1171
Moisture content wt.% 0.17 27.00 23.00 21.00 EN ISO 12937
volatile matter wt.% 90.10 94.60 88.50 88.00 ISO 562
C wt.%. 85.67 40.00 53.65 56.04 NEN-ISO 17247
H wt.% 9.70 7.40 6.70 6.10 NEN-ISO 17247
N wt.% 1.23 0.20 2.03 2.11 NEN-ISO 17247
O wt.% 0.34 50.00 36.85 33.40 NEN-ISO 17247
Elements
Si mg/kg db 164 34 326 513 NPR 6425
Al mg/kg db 118 55 26 28 NPR 6425
Fe mg/kg db 32 11 55 50 NPR 6425
Ca mg/kg db 49 32 86 91 NPR 6425
Mg mg/kg db 6 8 47 40 NPR 6425
K mg/kg db 109 d.l. 609 420 NPR 6425
Ti mg/kg db 5 9 d.l. d.l. NPR 6425
P mg/kg db 21 d.l. 43 42 NPR 6425
S mg/kg db 9440 83 814 795 NPR 6425
Cl mg/kg db 69 38 235 269 NEN-EN-ISO 10304-1
Na mg/kg db 13.97 d.l. d.l. d.l. NPR 6425
Ba mg/kg db 3.95 d.l. d.l. d.l. NPR 6425
Ni mg/kg db 25.14 d.l. d.l. d.l. NPR 6425
Li mg/kg db 0.03 d.l. 12.39 d.l. NPR 6425
Sr mg/kg db 0.84 d.l. d.l. d.l. NPR 6425
V mg/kg db 26.30 d.l. d.l. d.l. NPR 6425
Zn mg/kg db 4.73 d.l. d.l. d.l. NPR 6425
Ba mg/kg db 3.95 d.l. d.l. d.l. NPR 6425
Mn mg/kg db d.l. d.l. d.l. d.l. NPR 6425
4.1.4.2 Fouling effects
Fouling propensities of the four liquid fuels has been studied. From the trend of the
heat flux measurement, it can be concluded that the combustion of Pine Oil will not
bring significant problems with fouling of the heat exchanging area. Further it can be
concluded that the highest fouling propensity was recorded during the combustion of
unfiltered EFB oil at a steam tube temperature of 216°C, followed by filtered EFB oil
and HFO.

22
Chemical compositions of the deposited ashes in the boiler area strengthen the
conclusions with respect to fouling results. While the main ash forming elements in
the deposit when Pine oil was fired are alumina-silicates accompanied with calcium,
the main elements detected in ash after EFB oil combustion are potassium silicates
with elevated concentration of sulphur and chlorine. An alkali-rich bio-oil, i.e. EFB,
exhibits a clearly higher fouling potential, while woody bio-oil is less troublesome.
Nonetheless the formed deposits have not shown in any case extensive sintering nor
melt formation, which predicts that deposits may easily be removed by conventional
soot-blowing techniques.
4.1.4.3 Dust emissions
The results of the dust emission are summarized in table 4.2.
Table 4.2 Results of the dust emissions measurements in the stack of STQ boiler 9
Day Time FUEL Total dust Total dust
[h]
[mg/Nm3] @ 6% O2 [mg/Nm
3] @ 3% O2
08/04/2010 12:15 HFO 25 30
13/04/2010 10:02 Pine oil 36 42
10:39
13 20
11:23
10 13
14/04/2010 14:51 EFB oil (F) 66 80
15/04/2010 11:27 EFB oil (UF) 66 79
13:42
59 71
Standard emission limit for dust; NeR 20
Apart from two results for pine oil combustion, all other results are surpassing the
allowed Dutch emission limit. The standard emission limit for dust in The Netherlands
is 20 mg/m3. As expected the highest dust emissions were monitored during EFB oil
combustion. The concentration was three time higher than the emission limit. The
lowest value was obtained during the HFO combustion and Pine Oil combustion
when stable combustion is maintained. This fact is mainly due to the ash content in
the original liquid fuel and stability of the flame during combustion.
According to the chemical composition of the fly ash there is a difference between
filtered and unfiltered EFB oil in silica content compared to the original ash in the fuel.
The particle size distribution characteristic of filtered EFB oil combustion shows
bimodal particle size distributions; the fine particle classes consist of potassium,
sulphur and chlorine while studied HFO ash consists mainly of a fine fraction,
containing (V, Ni, Zn, Cr). Most of the trace elements are partially or fully vaporised
during combustion. It is generally known that the fine particles (dp < 2.5 µm) are more
harmful to health than larger ones. Due to dust emission limits, a boiler installation
producing electricity from firing bio-oil might need a dust removing facility, which
removes also the finest particles.

23
4.2 Lab scale combustion simulator tests
To further simulate and characterize the behaviour of the heavy fuel oil and pyrolysis
oil ash with respect to slagging, fouling and corrosion propensities during combustion,
the ECN Lab-scale Combustion Simulator (LCS) was used. Since the LCS facility
does not allow for combustion of liquid fuels (without major modifications) a similar
approach as in the first pyrolysis oil project (called BOBO1) was chosen: ash mixtures
were applied in order to simulate the ash composition of the studied pyrolysis oil and
heavy fuel oil. These ash blends were prepared from raw biomass (pine wood), rather
than from the oil, by gradually ashing it, while keeping the temperature under 400 °C,
to avoid volatilization of inorganics. The latter approach was chosen because ECNs
lab facilities do not allow ashing of oils in a controlled manner. Furthermore, the
ashing of oil would have taken substantially more time due to the low ash content of
the oils. The composition of the ash obtained in abovementioned way was compared
with the composition of the original oil ash and, where necessary, corrected for
missing components by adding an adequate amount of relevant minerals.
Standard low NOx combustion conditions, i.e. utilizing an air staged flame, were
applied during the experimental study. All of the collected ash deposit samples, as
well as raw fuel were subjected to standard analysis. The applied analytical
techniques include SEM/EDX and ICP analyses.
4.2.1 Lab scale Combustion Simulator (LCS) description
The ECN Lab-scale Combustion Simulator (LCS), depicted schematically in figure
4.7, is a flexible facility for the characterization of solid fuel behaviour under typical
combustion and entrained flow gasification conditions.
Legend
I Devolatilisation zone
II Combustion zone
1 Solid fuel feed
2 Multi-stage flat flame gas burner
3 Inner burner
4 Outer burner
5 Shield gas ring
6 Reactor tube
7 Optical access
Figure 4.7 Staged flat flame gas burner and reactor (drop) tube in ECN
combustion simulator
oxygen
gas
+
particles
gas
temperaturehigh
high
I
II
1
2344 5
6
7

24
The facility comprises a drop tube reactor together with a primary/secondary gas
burner to simulate a flame/flue/syngas environment in which the conversion
behaviour of fuel particles can be studied as a function of time.
For fouling tests, a Horizontal Deposition Probe (HDP) was utilised as shown in figure
4.8.
Figure 4.8 Photo and schematics of the LCS heat flux/deposition probe
This probe, located at the exit of the furnace of the LCS tests rig, is designed to mimic
the gas/particle flow around a single boiler tube. It consists of a ring-shaped
quadruple heat-flux sensor and a detachable deposition substrate. While the sensor
yields on-line data on the influence of the deposit on the effective heat flux through
the tube wall, the tubular substrate is used to collect samples for off-line deposit
morphology studies (by means of visual/electron microscopy, also in combination with
EDX analyses). The surface temperature of the probe can be set within a broad
temperature range (250-750 °C), allowing for a proper representation of the
temperature regimes throughout a modern steam boiler.
4.2.2 Used fuels
The applied combustion conditions were “standard low NOx conditions”, i.e.
simulating gradual (staged) air introduction into the flame as applied in state-of-the-art
industrial burners. In order to simulate proper concentrations of relevant combustion
by-products, such as sulphur dioxide, the SO2 precursor H2S was added to the

25
combustion gases via the burner in order to account for sulphur bond in the fuel (see
also below).
The duration of each LCS test was set to one hour at a fixed solid fuel feeding rate of
two grams of ash per hour. Two fuel ashes were used in the tests, corresponding to
the fuels fired during the measurement campaign at Stork Thermeq:
1. Pine oil ash (PO), produced at low temperature from pine wood
2. Heavy fuel oil (HFO) ash, prepared from laboratory compounds, representing
the mineral composition of the parental fuel
In the Stork measurement campaign pyrolysis oil from empty fruit bunches (EFB) was
tested as well, but since EFB pyrolysis oil ash was already tested in the LCS during
the BOBO1 project, no additional EFB tests were done in the framework of this
project.
In order to compensate the loss of chlorine during the ashing of pine wood, the ashes
were blended with ammonium chloride (100 % NH4Cl) in order to match the chlorine
content of a deposit sample taken during combustion tests of pine wood pyrolysis oil
during the measurement campaign at Stork Thermeq. Synthetic heavy fuel oil ash
was produced from a mixture of SiO2, Al2O3, CaO, FeSO4, KOH and NH4Cl in order to
reproduce the elements most important for slagging and fouling phenomena. The
achieved elemental ratios for the different fuels are shown in figure 4.9 and figure
4.10. It can be seen that overall a good agreement between the elemental ratios of
the elements most crucial for slagging and fouling could be obtained.
Comparison of elemental ratios of pine wood ash, synthetic pine oil ash and pine oil
deposit (sampled at Stork Thermeq campaign)
0
1
2
3
4
5
6
7
8
Si/Al Si/Ca Si/K K/Cl S/Cl
ele
men
tal ra
tio
s b
y m
ass [
-]
pine oil deposit, campaign
synth. Pine oil ash
pine wood ash, ECN
Figure 4.9 Elemental ratios of crucial components for pine wood ash, synthetic pine oil ash (pine wood ash + NH4Cl) and pine oil deposit sampled at measurement campaign at Stork Thermeq. (Sulphur originates from addition of H2S to the burner during the LCS tests).

26
Comparison of elemental ratios of original HFO ash and synthetic HFO ash
0
1
2
3
4
5
6
7
8
9
10
Si/Al Si/Ca Si/K K/Cl S/Cl
ele
men
tal ra
tio
s b
y m
ass [
-]
HFO measured
synthetic HFO ash
Figure 4.10 Elemental ratios of crucial components for raw heavy fuel oil and synthetic heavy fuel oil ash. (Sulphur originates from addition of H2S to the LCS burner during the LCS tests).
4.2.3 Fouling propensity and deposition tests
Four LCS deposition experiments were performed employing the horizontal
deposition probe, simulating fouling of heat exchanging surfaces in convective areas
of a boiler. The two reference tests with synthetic heavy fuel oil ash and the synthetic
pine oil ash were carried out at a simulated steam-tube surface temperature of 500
°C. The subsequent additional test with the synthetic oil ashes were performed at a
temperature 250 °C, simulating the temperature of the ECN deposition probe used
during the measurement campaign at Stork Thermeq.
Each experiment includes ash deposition on the sensor ring and ash deposition on
the deposit ring (see figure 4.11). From the data obtained during collecting the ash on
the sensor ring part of the probe a fouling factor was calculated – which is a measure
of the deposits heat transfer resistance. Results of the deposits formed from the
same ash are very similar if one concentrates at the slope of the calculated fouling
factor at the later stages of the experiments, i.e. starting from a cumulative ash feed
of 0.8 grams. It can be seen that the lines of the same ashes for varying probe
surface temperatures run almost parallel, indicating a higher influence of the ash
composition than of the probe surface temperature on the heat resistance of the
deposit (while the offset of the curves is a function of the initial heat transfer at the
onset of the experiment, which is necessarily a function of the probe surface
temperature). Furthermore, it can be seen that the thermal resistance of the heavy
fuel oil deposit is significantly higher than the one of pine oil ash.

27
Fouling factors of different oil ashes at varying probe surface temperature
-0.001
-0.0005
0
0.0005
0.001
0.0015
0.002
0.0025
0.003
0.0035
0.004
0.00000 0.20000 0.40000 0.60000 0.80000 1.00000 1.20000 1.40000 1.60000 1.80000 2.00000
Cumulative ash feed [g]
Fo
ulin
g f
acto
r [K
*m^
2/W
]pine oil ash, T_probe=250 degC
pine oil ash, T_probe=500 degC
heavy fuel oil ash, T_probe=250 degC
heavy fuel oil ash, T_probe=500 degC
Figure 4.11 Fouling factors of oil ash deposits at different probe surface
temperatures
Plotting the above-mentioned slopes of the fouling factors (referred to as specific
fouling factors) reveals the absolute differences of the different fuels in terms of fouling
propensity, see figure 4.12. It can be seen that the specific fouling factors of pine oil ash
and HFO ash differ by approximately a factor of two, while the change in probe surface
temperature causes an alteration of specific fouling factor by approx. 35 %.
Furthermore, it can be seen that the fouling propensity of EFB ash (data taken from
(Assink, 2009)) is twice as high as HFO ash and four times higher than of pine oil ash.
Hence, the fuel ashes can be grouped in terms of fouling propensity as: EFB > HFO >
Pine oil. The latter is in line with the observations made during the full-scale
measurement campaign carried out at Stork Thermeq, reported earlier in this
document.

28
Comparison of specific fouling factors of different oil ashes at varying probe surface
temperature
0
0,001
0,002
0,003
0,004
0,005
0,006
pine oil ash,
T_probe=250 degC
pine oil ash,
T_probe=500 degC
heavy fuel oil ash,
T_probe=250 degC
heavy fuel oil ash,
T_probe=500 degC
EFB oil ash,
T_probe=550 degC
sp
ec
ific
fo
uli
ng
fa
cto
r [K
*m^
2/W
*g_
fue
l_a
sh
]
Figure 4.12 Specific fouling factors of oil ash deposits at different probe surface
temperatures. Data for EFB oil ash taken from BOBO1 final report (Assink, 2009)
4.2.4 Composition of the deposits
Each sample of the deposited ash on the deposit ring (SS310) was fixed with epoxy
resin and subsequently cross sectioned. Care was taken to prepare samples in a
water-free environment, to prevent any dissolution, re-crystallisation and removal of
alkaline salts. SEM/EDX analyses were used to study the composition and structure
of the deposited ash on the substrate. Results are summarised in table 4.3. The said
data are normalized and expressed on carbon- and oxygen-free bases.

29
Table 4.3 SEM/EDX-derived average composition of deposited ash in mass fractions
(carbon- and oxygen-free)
Test
code
Ash
T [°C]
LCS
496
Pine
250
LCS
497
Pine
500
LCS
498
HFO
500
LCS
499
HFO
250
Al 0,47 0,78 29,64 27,72
Si 12,61 12,50 40,12 38,84
Cl 5,56 10,52 3,51 3,74
K 0,92 1,41 6,45 6,76
Ca 47,63 40,79 9,59 8,45
Fe 3,19 1,68 8,91 9,18
S 5,82 7,22 1,77 3,49
Cr 0,33 0,48 d.l. 1,07
Mn 19,34 14,37 d.l. 0,77
Ni 0,82 2,32 d.l. d.l.
P 3,34 1,64 d.l. d.l.
Mg d.l. 5,05 d.l. d.l.
Ti d.l. 1,23 d.l. d.l.
LCS 496 /deposit ring/ 250°C/ synthetic pine oil ash
An overview of the cross-sectioned deposited layer onto base material is depicted in
table 4.3. Two different types of particles in the deposit can be observed. Fluffy
agglomerates of small particles rich in calcium and big ball-shaped particles
consisting mainly of silicium, calcium, manganese and smaller portions of phosphorus
and iron have been seen. The ash layer was thoroughly analysed at several different
positions. Overall the deposit was relatively homogeneous in composition. There
were no interactions of the deposit at the metal interface visible.
LCS 497 /deposit ring/ 500°C/ synthetic pine oil ash
The deposit formed from synthetic pine oil ash at a tube surface temperature of 500
°C was very similar to the previous one formed at a lower temperature. The main
differences were higher concentrations of magnesium and chlorine and lower
concentrations of calcium and manganese compared to the LCS 496 test. A very thin
layer at the metal interface enriched in chlorine could be detected that may indicate
initial signs of corrosion. However, to verify the latter, longer exposition times of the
deposition probes would be required.
LCS 498 /deposit ring/ 500°C/ synthetic heavy fuel oil ash
The inspection of the deposit formed by synthetic heavy fuel oil ash revealed that
mainly two types of particles were deposited. On the one hand molten ball shaped
structures composed mainly of silicium, calcium, iron and potassium, while aluminium
was found mainly as pure alumina, which formed the second class of particles. Also
in this case a very thin layer at the metal interface slightly enriched in sulphur could
be detected that may indicate initial corrosive attack of the tube material.
LCS 499 /deposit ring/ 250°C/ synthetic heavy fuel oil ash
The observations are largely identical with the ones of LCS 498. The biggest
difference is the higher sulphur content found both in the deposit and close to the

30
metal interface. The latter is probably due to enhanced condensation of gaseous
sulphates.
4.3 Conclusion LCS test
In general it can be concluded that for both fuels and at all the experimental
conditions condensation of gaseous alkalis have been observed. This is confirmed by
the existence of the thin fine particulate film visible on the whole circumference of the
steam model tube in all tests. This can be due to both direct condensation of the
alkalis from the gas phase onto the surface of the tube and/or by thermophoretic
attraction of alkali-rich aerosol formed in the flue gas. The detailed mechanism cannot
be pinpointed in this limited series of tests. Nonetheless the existence of alkali
condensates is a crucial indication of three possible operational problems, anticipated
for pine oil combustion. The first of the said hurdles could be aerosol-related
emissions, while the second is increased fouling propensity and corrosion of the
steam tubes, as well as the flue gas conditioning equipment downstream of the boiler.
Furthermore, even though the LCS tests were carried out at extreme conditions in
terms of ash load which can be seen as a time-lapse of a real installation firing oil, the
results clearly indicate that pine oil –even though the fuel with the lowest fouling
propensity- shows a slagging and fouling tendency implying that a soot blowing
system is needed when firing this fuel within the temperature range investigated.
However, the conditions studied in this work are typical for industrial scale thermal
power plants and the extrapolation to different process parameters, i.e. different
temperature regimes, is difficult. The data generated suggests that the fouling
propensity decreases with decreasing heat exchanger surface temperature which
implies that for low temperature applications, such as building and water heating, less
or even no fouling at all might be observed. However, the latter should be
investigated separately, since it was not within the scope of the project.
Comparing the data generated in the LCS with the information gathered from the
industrial scale campaign at Stork Thermeq, it can be concluded that the approach
undertaken for the LCS tests, using prepared fuel ashes instead of raw fuels, is a
simple and successful way of reproducing properties of ash found in large scale
combustion systems. Furthermore, the results generated during the LCS tests can be
seen as worst case when firing the investigated fuels since the arrival rate of ash
particles on the deposition probe in the LCS is much higher than in real combustion
systems. It was also shown that the differences in fouling propensities of the different
fuels recorded in the LCS are in line with the observations made on the large scale.
However, a further in-depth comparison of the deposition mechanisms was not
possible due the limited amount of deposit collected during the full-scale campaign.
Furthermore, the differences in temperatures at which measurements were carried
out make a direct comparison rather difficult since the ash chemistry is a strong
function of temperature.

31
5 GENERAL CONCLUSIONS
Filtration tests with self-cleaning filter and two types of centrifuges have shown that
the centrifuge techniques have the highest efficiency towards solids separation and
have the lowest oil losses.
Based on the results of the combustion tests, it was concluded that:
Combustion of pyrolysis oil is successful with an off the shelf Stork Double Register
Burner in an industrial boiler. The Pyrolysis oils were fired between 1.2 and 2.6 MW.
To stabilize the pyrolysis flame a small natural gas pilot flame between 19-33% of the
total load was needed. The reason for requiring a gas pilot is the moisture content,
which cools the flame at the stabilization point and makes ignition difficult. The flame
of the pyrolysis oils stabilizes at a larger distance from the impeller than the HFO
flame, which is an indication of ignition issues.
Changing the holepattern of the atomizer tip and increasing the impeller does not
change the stability of flame significantly. This indicates that the ignition and
stabilization issue might not be an atomization or flow recirculation issue. The most
likely cause is the moisture content of the pyrolysis oils. Unfiltered EFB clogs the
atomizer gun. A sticky substance blocks the holes in the atomizer gun. This is
probably due to the sedimentation of this oil. Visual inspection of the oil shows a
phase separation.
The NOx emissions of filtered EFB and pine wood oil are lower than the emissions of
HFO. One reason for this reduction is the lower load at which the pyrolysis oils were
fired. The pyrolysis oils could not be fired at the load at which HFO was fired, which
was 4.7 MW, but this load difference is not sufficient to explain the difference in NOx
emissions in full. Another reason is the lower adiabatic flame temperature, due to the
moisture content and the lower LHV value. Also pine wood oil has a lower nitrogen
content in the fuel, which explains the lowest NOx emission value obtained with this
fuel The unfiltered EFB has the highest NOx emission. The reason is phase
separation and sedimentation which causes an unstable combustion. The required air
for CO-free combustion also increased and with increasing air the NOx emission also
increases, due to the dilution correction of oxygen in the flue gas.
The air requirement for CO-free combustion for the pyrolysis oils was higher than that
for HFO. One probable reason is the turbulent flow, due to inhomogeneous
combustion and flame length difference. The pyrolysis oil flame was less
homogeneous than the HFO flame, which means that locally an oxygen shortage can
appear. This increases the likelihood that the CO to CO2 reaction stops. Increasing
air excess decreases the possibility that an oxygen shortage can occur locally.
Summarising both the full-scale measurement campaign at Stork Thermeq and the
lab-scale investigations carried out at ECN, the following can be concluded
concerning fouling and corrosion behaviour:

32
Even though the investigated bio-oils have very low ash contents, they do show
slagging and fouling behaviour. The propensity is highest for EFB oil, lower for heavy
fuel oil and the lowest for pine oil. From the findings concerning slagging and fouling
of bio-oils, it can be concluded that a boiler (co-)fired with EFB and heavy fuel oils
must be equipped with a soot blowing system to prevent uncontrolled growth of
deposit on boiler and heat exchanger surfaces. Pine oil has a smaller fouling
propensity. The data generated suggests that the fouling propensity decreases with
decreasing heat exchanger surface temperature which implies that for low
temperature applications, such as building and water heating, less or even no fouling
at all might be observed. However, the latter should be investigated separately, since
it was not within the scope of the project.
Even though effective exposure times of metal coupons were generally too short to
make a final judgement concerning corrosion risks when (co-)firing bio-oils, there are
indications that the concentrations of alkali-salts (especially KCl and K2SO4) in the
flue gas which deposit on heat exchanger tubes cause increased corrosion of these
surfaces. The latter could be verified in the LCS test firing pine oil ash with a tube
surface temperature of 500 °C (LCS497), after which a thin layer at the metal
interface enriched in chlorine could be detected which in turn is most likely a sign of
initial corrosion. However corrosion effects at lower tube temperatures are expected
to be less.
The measurement of emission (NOx, dust, CO) during the full-scale measurement
campaign at Stork Thermeq indicate that for the combustion of the pine oil the local
emission limits can be met (<5 MW th, BEMS). For EFB and HFO combustion
additional flue gas cleaning is required. This is industrially common practice for HFO
combustion