Technologie programma U-buigen : analyse U-buigen · Laboratorium voor Omvormtechnologie Technische...
34
Technologie programma U-buigen : analyse U-buigen Citation for published version (APA): Hoogenboom, S. M., Melis, A. C. E. C., & Perduijn, A. B. (1989). Technologie programma U-buigen : analyse U- buigen. (TH Eindhoven. Afd. Werktuigbouwkunde, Vakgroep Produktietechnologie : WPB; Vol. WPA0791). Technische Universiteit Eindhoven. Document status and date: Gepubliceerd: 01/01/1989 Document Version: Uitgevers PDF, ook bekend als Version of Record Please check the document version of this publication: • A submitted manuscript is the version of the article upon submission and before peer-review. There can be important differences between the submitted version and the official published version of record. People interested in the research are advised to contact the author for the final version of the publication, or visit the DOI to the publisher's website. • The final author version and the galley proof are versions of the publication after peer review. • The final published version features the final layout of the paper including the volume, issue and page numbers. Link to publication General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal. If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, please follow below link for the End User Agreement: www.tue.nl/taverne Take down policy If you believe that this document breaches copyright please contact us at: [email protected] providing details and we will investigate your claim. Download date: 24. Mar. 2021
Transcript of Technologie programma U-buigen : analyse U-buigen · Laboratorium voor Omvormtechnologie Technische...

Technologie programma U-buigen : analyse U-buigen
Citation for published version (APA):Hoogenboom, S. M., Melis, A. C. E. C., & Perduijn, A. B. (1989). Technologie programma U-buigen : analyse U-buigen. (TH Eindhoven. Afd. Werktuigbouwkunde, Vakgroep Produktietechnologie : WPB; Vol. WPA0791).Technische Universiteit Eindhoven.
Document status and date:Gepubliceerd: 01/01/1989
Document Version:Uitgevers PDF, ook bekend als Version of Record
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:[email protected] details and we will investigate your claim.
Download date: 24. Mar. 2021

Laboratorium voor OmvormtechnologieTechnische Universiteit Eindhoven
Technologie programma U- BUIGEN
ANALYSE U- buigen
• 10 september 1989IOP- Metalen WPA rapport 0791
\:;1 Auteurs:~
~ ~,
ir. S.M. Hoogenboomir. A.C.E.C. Melisir. A.B. Perduijn
1989 Laboratorium voor Omvormtechnologie TUE
In opdracht van TNO Metaalinstituut,in het kader van IOP- Metalen Buigen van voorbeklede plaat

U-BUIGEN
Symbolenli jst
Literatuuroverzicht
1 Inleidin&
- i-
Tnhoudsopgave
INHOUDSOPGAVE
2 Deterministisch model U- bui&en
2.1 Inleiding
2.2 Berekening van de gereedschapsbelasting
2.2.1 Tegenhouderkracht Ft
2.2.2 Matrijsbelasting (FN) en stempelbelasting FP
2.3 Geometrie na terugvering
3 Resultaten
A. Flowcharts
B. Procedurestructuur
laboratorium voor omvormtechnologie-tue sept 1989

U-BUIGEN
Nr AUTEUR
- ii- LITERATUURLIJST
[1]
[2]
[3]
S.M. Hoogenboom
A.C.E.C. Melis
A.B. Perduijn
S.M. Hoogenboom
S.M. Hoogenboom
A.C.E.C. Melis
A.B. Perduijn
laboratorium voor ollvormtechnologie-tue
ANALYSE STRIJKBUIGEN
Interne publicatie TUE
WPA- rapport 0767
Eindhoven (augustus 1989)
PLAATBUIGEN: Modellen en analysej deel2
Interne publicatie TUE
WPA - rapport 0709
Eindhoven (september 1989)
ANALYSE VRIJBUIGEN
Interne publicatie TUE
WPA- rapport 0694
Eindhoven (mei 1988)
sept 1989

U-BUIGEN
SYMBOOL EENHEID
- iii-
Symbolenli jst
OMSCHRIJVING
SYMBOLENLIJST
bo (mm) plaatbreedte
bp (mm) stempelbreedte
C (N/mm2) karakteristieke deformatieweerstand
E (N/mm2) elasticiteitsmodulus
FA (N) normaalkracht ter plaatse van A (zie fig. 2.1)
FFr (N) wrijvingskracht
FN (N) normaalkracht
Fp (N) stempelkracht
Ft (N) tegenhouderkracht
MB (Nmm) buigend moment
MBe (Nmm) elastisch buigend moment
MBp (Nmm) plastisch buigend moment
n (- ) verstevigingsexponent
q (mm) vlak dee! tegenhouder
So (mm) plaatdikte
t (mm) zetspleet
u (mm) procesweg
Wo (mm) een gereedschapsmaat (PD + Pp + t)
wI (mm) een geometrische maat (PD + Pp + So)
£t (rad) produkthoek
£tbel (rad) buighoek onder belasting
£tonb (rad) buighoek na terugvering
laboratorium voor ollvonatechno}ogie-tue sept 11189

U-BUIGEN - iv- SYMBOLENLIJST
Pt (rad) halve hoek waarover de tegenhouder afgerond is.
An (rad) hoekverandering ten gevolge van terugvering
A-y (rad) totale hoekverandering ten gevolge van terugvering
EO (- ) voordeformatie
l{Ja (rad) hoek waarover plaat aanligt aan het stempel
1.£ (- ) wrijvingsconstante volgens Coulomb
II (- ) dwarscontractiecoefficient
P (mm) kromtestraal
Pn (mm) matrijsradius
Pp (mm) stempe1radius
Pt (mm) radius van de tegenhouder
Pv (mm) kromtestraal van de plaat als die voor het eerst plastisch
begint te deformeren
laboratorium voor o.voI'lltechnologie-tue sept 1989

U-BUIGEN - v-
pimensieloze grootheden
SYMBOLENLIJST
SYMBOOL FORMULE OMSCHRIJVING
*E
*q
*u
*Pn*
Ponb
2C· b • so 0MB
2C· b ·so 0
-!LWo8
0WotWouWoWo--=1WowIWo
Dimensieloze elasticiteitsmodulus
Dimensieloze wrijvingskracht
Dimensieloze normaalkracht
Dimensieloze stempelkracht
Dimensieloze tegenhouderkracht
Dimensieloze buigend moment
Dimensieloze maat vlak deel tegenhouder
Dimensieloze plaatdikte
Dimensieloze zetspleet
Dimensieloze procesweg
Dimensieloze eenheidsmaat
* * *Dimensieloze geometrische maat (PD + Pp + so)
Dimensieloze kromtestraal tijdens belasting
Dimensieloze matrijsradius
Dimensieloze kromtestraal na terugvering
laboratorium voor omvoflltechnologie-tue sept 1989

U-BUIGEN - vi- SYMBOLENLIJST
* PpPp -Wo
* PtPt Wo
* PvPv 8
0
Dimensieloze 8tempelradius
Dimensieloze radius van de tegenhouder
Dimensieloze kromtestraal van de plaat als die voor het eerst
plastisch begint te deformerenj dimensieloos naar de
plaatdikte.
laboratorium voor oavorJItechnologie-tue sept IP8P

U-BUIGEN
1 Inleiding
- 1.1- INLEIDING
Bij het U- buigen kan er een gecombineerde bewerking van een U- profiel gerealiseerd
worden waarbij tevens de mogelijkheid bestaat om door aanbrengen van een (eventueel
blijvende ) kromming (pt ) in de bodem van het profiel, de terugvering ter plaatse van de
stempe1radius (pp) te compenseren (zie fig. 1.1).
Fp
Istempel
I
Fig. 1.1.: U- buigen.
laboratorium voor omvormtechnologie-tue sept 19S9

U-BUIGEN - 1.2- INLEIDING
Ret procesverloop is dan als voIgt. Eerst wordt met behulp van de tegenhouder de bodem
van het U- profiel gebogen totdat de plaat tussen stempel en tegenhouder zit opgesloten.
Vervolgens bewegen stempel en tegenhouder naar beneden en worden de zijkanten van het
profiel gebogenj de tegenhouderkracht moet daarbij voldoende groot zijn zodat tegenhouder
en stempel niet uit e1kaar bewegen.
In hoofdstuk 2 wordt een procesanalyse gegeven die gebaseerd is op een deterministische
modelleringj dit betekent dat de momentane geometrie van de plaat wordt voorgeschreven.
Berekend worden de tegenhouderkracht, de matrijsbe1asting en de stempelbelasting; een en
ander afhankeliJ"k van de stempelweg.
Tevens wordt een formulering afgeleverd waarmee de geometrie van het U- profiel na
terugveren kan worden bepaald.
In hoofdstuk 3 worden met name ten aanzien van de geometrie na terugvering enige
resultaten gegeven voor twee materialen.
laboratorium voor oavol"lltechnologie-tue sept 111811

U-BUIGEN
2. Deterministisch model U- buigen
2.1 Inleiding
- 2.1- DETERMINISTISCH MODEL
Er wordt ten aanzien van de momentane plaatgeometrie een deterministische modelering
toegepastj dit wi! zeggen dat de plaatgeometrie wordt voorgeschreven.
stemrel
h!genhouder
bo
Fig. 2.1: deterministische modellering U- buigen.
laboratoriull voor ollvoI"lltechnologie-tue sept 1989

U-BUIGEN - 2.2- DETERMINISTISCH MODEL
Met betrekking tot de modellering wordt het nu volgende aangenomen (zie figuur 2.1):
- De plaatdikte verandert niet.
- In de eerste rase van het proces wordt de plaat tussen stempel en tegenhouder
gebogen en daarbij volledig opgesloten.
De invloed van de wrijving op de daarvoor benodigde krachten wordt verwaarloosd.
- In de tweede rase vindt buiging plaats rond de stempelradius. Eis is daarbij dat de
opsluiting tussen stempel en tegenhouder blijft gehandhaafd. Ret dee! van de plaat
tussen stempelradius en matrijsradius wordt recht verondersteld.
Het voorgaande betekent dat de resultaten zoals die bij strijkbuigen zijn gevonden
[Lit. 1] kunnen worden gebruikt.
- Ret buigend moment ter plaatse van de grens tussen een recht en gebogen dee! van
de plaat wordt gerelateerd aan de kromtestraal van het gebogen dee! ; het
elastisch - star plastisch buigmodel [Lit. 2] wordt daarbij toegepast.
Er worden de nu volgende dimensieloze grootheden toegepast:
laboratoriull voor Ollvol1ltechnologie-tue
(2.la)
(2.lb)
(2.lc)
(2.ld)
(2.le)
sept 111811

U-BUIGEN
waarin:
Wo = PrJ + Pp + I I
Verder is
Wi = PD + Pp + So
en dimensieloos:
* Wo * * *w =- =PD+Pp+t =1o Wo
- 2.3- DETERMINISTISCH MODEL
(2.1f)
(2.1g)
(2.1h)
(2.2a)
(2.2b)
(2.2c)
(2.2d)
De krachten Ft' FP, FN, en FFr worden dimensieloos geschreven door te delen door2C· b ·so 0
WoVerder is
en
~~
Bet Coulombse wrijvingsmodel wordt toegepast, zodat
laboratorium voor omvoI1ltechnologie-tue
(2.3)
(2.4)
(2.5)
sept 1989

U-DUIGEN - 2.4- DETERMINISTISCR MODEL
2.2 BerekeniD ( van de meedschapsbelastiu(
2.2.1 Tegenhouderkracht F t
De kracht Ft (zie fig. 2.1) moot voldoonde groot zijn om de plaat tussen stempel en
tegenhouder op te sIuiien, zowel tijdens hei buigen van de bodem als tijdens het buigen van
de plaai rond de siempelafronding. Ret is met name deze Iaatste bewerking die bepalend is
voor de grootte van Ft.
Wordt er toogelaten dat de plaat bij het begin van buigen rondom de stempelafronding
over de afstand AD iets VIij mag komen van de tegenhouder, dan geldt voor de
normaalkracht ter plaatse van A:
sMD(p = Pp + r})
FA = ----~-~q
en voor Ft :
of dimensieloos:
waarin:
(2.6)
(2.7)
(2.8)
*q - (2.9)
In het voorgaande is aangenomen dat de plaat over AD vrij mag komen, dit betekent dat
over dat dee! van de plaat de kromtestraal niet bepaald is. Een en ander heeft een
negatieve invIoed op de voorspelde produktgeometrie.
Bet toopassen van een grotere tegenhouderkracht dan de berekende zal wat dat betreft een
laboratoriu. voor o.vo~technologie-tue sept 111811

U-BUIGEN - 2.5- DETERMINISTISCH MODEL
gunstige invlood hebben. Om dit in rekening te brengen zal de in (2.8) berekende kracht
vermenigvuldigd worden met een factor f.
Dus:
(2.10)
*Voor MB geldt [Lit. 2]:
* *MB = MBe* * *MB = MBe+ MBp
waarin
*Pv -
Opmerkingen:
* *voor p > Pv
* *voor P < Pv
(2.11a)
(2.11b)
(2.11c)
(2.11d)
(2.11e)
* *- Om te voorkomen dat Ft ontoolaatbaar groot zou worden ten gevolge van een kleine q ,
*zou als nevenvoorwaarde bij (2.8) een minimaal toolaatbare waarde voor q gehanteerd
* *kunnen worden; dUB q > qmin
- Van welke ordegrootte f moot zijn , zal experimenteel bepaald mooten worden.
laboratoriua voor o.voratechnologie-tue sept 111811

U-BUIGEN - 2.6- DETERMINISTISCH MODEL
2.2.2 Matrijsb¢lHtjng (FN) en Btem,pelb¢l:yting Fp
Bij de bepaling van deze bachten kan direct gebruikt worden gemaut van de resultaten
uit de analyse van het strijkbuigen [Lit. I, vergelijking (2.18)], zodat voor de
normaalkracht geldt:
Voor de stempe1kracht geIdt:
* * *Fp =FNo[ cos(lPa) + posin(lPa)] + Ft
of volgens [Lit. I, vergelijking (2.19) ]
(2.12)
(2.13)
** * Pp 1
*
[ [
a *t a*t * * * MB(p = """Tso
+ 2")+w 1
o(w1 -u) ]Fp = 2
0
(1- po;;) 0 -1-+-(-W-~---u-*)"'1'1'2- +~ .-----.a;--+-;-.,;o=-s...:-- +
waarin:
* * * * 1/2at - [ 1 + (u )2 - 2· w1 0 u ]
laboratoriUII voor oavoratechnologie-tue
(2.14)
(2.15)
sept 111811

U-BUIGEN
2.3 Geometrie na terqgyerin,g
- 2.7- DETERMINISTISCH MODEL
(2.16)
Voor de terugvering van een gebogen plaat ge1dt (zie [Lit. 3])
*Ji>el_ 1 12-(~-'?)M*(*_*) ** - - - B P -Ji>el -Pool
Ponb E
* *waarin Ji>el de dimensieloze straal is tijdens belasting en Ponb de dimensie10ze straal na
terugvering.
Omdat bet middenvlak van de plaat niet van lengte verandert tijdens terugveren geldt voor
de buigbook
*Qonb =~ (2.17)
Qbel Ponb
Voor de bookverandering ten gevolge van terugvering
~Q = Qbel - Qonb (2.18)
geldtdan
12- (1- '?) * * * *~Q = E* -MB(p =Pbe1)- QberJi>el (2.19)
Hiermee is een algemene formulering gevonden betreffende de terugveerbook ~Q.
In bet geval van een U- profiel moot worden nagegaan wat na terugvering de hoek Qis
tussen de benen van bet profiel (zie fig. 2.2)
Hierbij moot worden opgemerkt dat in de praktijk in bet algemeen geldt: Q = 0
Er geldt (zie fig. 2.1)
Q 'Jr A
~=~- CPa+u'Y
laboratoriull voor oavol"lltechnologie-tue
(2.20)
sept 1989

U-BUIGEN - 2.8- DETERMINISTISCH MODEL
waarin li "'( de totale hoekverandering is ten gevolge van de terugvering.
De diverse terugveereomponenten van li"'( in rekening gebracht, geldt (zie fig. 2.1)
waarin:
(2.21)
liCPa
liPt(EA)
liPt(BH)
lioe
de terugvering over CPa
de terugvering over de boog EA
de terugvering over de boog BH
de terugvering over het reehte deel tussen stempel- en
matrijsafronding.
Fig. 2.2 : definiering van de produkthoek ° bij U- buigen
laboratorium voor ollvol'lltechnologie-tue sept 111811

U-BUIGEN - 2.9- DETERMINISTISCH MODEL
Uitwerking hiervan met betrekking tot de drie aangegeven termen gee£t het nu volgende:
1. Voor lpa geldt (zie [Lit. 1, vergelijking (2.16) ] )
* * * *at + wI 0 (w1 - u )
* * 21 + (wI - u )
(2.22)
Met (2.19) is
* */!,.lpa = 12o(~-'?LM;(/=~ + l)o(~ + !)o(i - cos('P
a» (2.23)
E So So
2. Met (2.19) is
3. Voor /!,.Q geldt (zie [Lit. 1, vergelijking (2.31) ] )
(2.24)
/!,.Q =e (2.25)
laboratoriull voor ollvol'lltechnologie -tue sept 111811

U-BUIGEN - 2.10- DETERMINISTISCH MODEL
Verwerking van (2.21), (2.23), (2.24) en (2.25) in (2.20) geeft
Q = ,.-- 2·~a +
Een veel voorkomend geval betreft
Q=O en t=soDan is met u = PD + Pp + So
* *wI =1 en u =1
zodat
Hiermee wordt (2.26)
* ***Pp 1 Pp 1,.-MB(p =,- + ~).(,- + ~).(} + fJt ) =
So So
(2.26)
(2.27)
*Opmerking: Bij de berekening van M;(p*=~ + ~) moot uiteraard worden nagaan of
So
* * * *P > Pv dan weI p < Pv (zie (2.11».
laboratoriu. voor o.vo~technologie-tue sept 18S8

U-BUIGEN
3 Resultaten
- 3.1- RESULTATEN
Afgezien van de tegenhouderkracht (Ft) is het verloop van de gereedschapsbelasting tijdens
het proces identiek aan het verloop bij het strijkbuigen [Lit. 1]. Met betrekking tot de
grootte van Ft moet worden opgemerkt dat (2.10) alleen een schatting geeft; bepaling van
de factor f daarin zal experimenteel moeten geschieden.
Met behulp van (2.26) kan worden berekend hoe, gegeven de gereedschapsgeometrie, de
produktgeometrie wordt; met name kan worden nagegaan hoe de terugvering ter plaatse
van de stempelradius gecompenseerd kan worden door het aanbrengen van een (al dan niet
blijvende) kromming in de bodem van het U- profiel. Daarbij blijkt dat de combinatie van
*de hoek {Jt en de kromtestraal Pt van belang is.
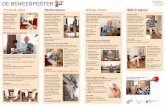
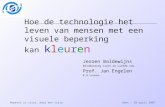
In figuur 3.1 en 3.2 is aangegeven hoe, voor een bepaalde geometrie van het U- profiel en
* *voor een tweetal materialen, afhankelijk van Pt ,en met {Jt als parameter, de Pt moet
zijn om een produkthoek Q = 0 te realiseren. Het beginpunt van iedere lijn (aangegeven
*met .) wordt bepaald door te eisen dat moet gelden q > 0 (2.9). Verder geeft het tekcn 0
het punt aan waarbij e1astische de£ormatie van de bodem juist overgaat in een blijvende
kromming.
laboratorium voor olllvormtechnologie-tue sept 1989

U-BUIGEN - 3.2- RESULTATEN
I 0.012 ...,....---..,.....-----r------,--~,____-_:__lSeto.t = 10 (grc)
8
_ 0.010 +---+----+----+---:;:;:::""'"""T------jC)
":i~ 0.008 +----+----+-~-+_--:::::::='_r_==~-__jo
..c~ O. 006 +---+---A-~L---+---::::::?_.......",,=---j
l:lJQ)
E- O. 004 +----+-----;L-;L-+~--+--~r_===:==r-1o
..c0::: 0.002 t---j~~~==~i======T=='1""'-_ 0.000 +,---r---r-'-r-f---,,........,..--.--+-...,..-.,...-,..-f,........,..--.--,--f,---..,...-,-.....,.......,
0.0 0.4 0.8 1.2 1.6 2.0
1 / RhoPunch [-J
20
10
I 0.070 ...,..-------:------,---,----"""1---1'---' Se~o.t = 50 (groi
~ 0.060 I I~o
] O. 050 +-----l-----+----::::=r----+---::::::~I
..c O. 040 -+----i------+-:~-*e:::::....--___t_--.."ri'i"l
r::Q)l:lJ O. 030 +----+---t4~---=:;,....-=---t------jQ)
E-,.g 0.020
~0.010 +-----;;w~q----=::::==?=---::--_r_m==---j
""'-_ O. 000 -I-~,........,..__+:::::;:....--r---"rl---..---r---r-+-,....--,---..-t-~.,.....-r_:_1
0.0 0.4 0.8 1.2 1.6 2.0
1 / RhoPunch [-]
Materiaalgegevens: Overige gegeven8:
Staal: '0 = 1.0 (mm)
C = 620 (N/mm2) Q = 0.0 (gra)
n = 0.23 (- ) u = 4.0 (mm)
(0 = 0.01 (- ) Po = 1.0 (mm)
E = 210000 (N/mm 2) bl> = 100 (mm)
v = 0.28 (- ) t = 1.05 (mm)
Fig. 3.1: relatie tussen produkt - en gereedschapsgeometrie (staal)
laboratorium voor omvormtechnologie-tue sept 1989

U-BUIGEN - 3.3- RESULTATEN
~
I 0.020~
C-et=:.t =:: ~o (t;rc)~ 0.016C)
'"0 8::l0 0.012.cC 6Q)
~Q) 0.008~0.c
0.004~
" 0.000...-i
0.0 0.4 0.8 1.2 1.6 2.0
1 / RhoPunch [-]~
I 0.10L...-l
Setc.t = 50 (~ro)
~ 0.08C)
'"0::l0 0.06 ..cc0r:..o 0.04Q)
E-<0.c
0.02~
"...-i 0.001.6 2.00.0 0.4 0.8 1.2
1 / RhoPunch [-]
Aluminium: Overige segevena:
C = 139 (N/mm:l) '0 = 1.0 (mm)
D = 0.05 (- ) a =0.0 (gra)
(0 = 0.01 (- ) u =4.0 (mm)
E = 70000 (N/mm2) Po = 1.0 (rom)
II = 0.33 (- ) hI> = 100 (mm)
l = 1.05 (rom)
Fig. 3.2: relatie tussen produkt - en gereedschapsgeometrie (aluminium)
laboratorium voor omvormtechnologie-tue sept 1989

U-BUIGEN - A.l-
BijlB&e A:
Flowgarts Technolopeprogramma U- buigen
FLOWCHARTS
laboratoriull voor ollvorlltechnologie-tue sept 111811

U-BUIGEN - A.2-
Verkla.ring van de cebruikte mnbo1en in de flowcharts
FLOWCHARTS
C,--' ), 0
laboratoriull voor ollvoI1ltechnologie-tue
Aanduiding van een knooppunt.
Voorbeeld:
Aanduiding voor een eenvoudig blok waar een of
meerdere acties plaatsvinden.
Voorbeeld:
maak scherm schoon
Aanduiding voor een complex blok waar
meerdere acties plaatsvinden die nog apart in een
stroomschema toegelicht worden.
Voorbeeld:
bepaal de geometrie
sept 111811

U-BUIGEN - A.3- FLOWCHARTS
nee
<'----)
+
laboratorium voor omvormtechnologie-tue
Aanduiding voor een vraag. Bij de
vertakkingslijnen staan dan de antwoorden die
leiden tot die tak.
Voorbeeld:
laatste berekening?
ja
Aanduidingen voor stroomlijnen (eenrichting-
verkeer). Conventie: als er geen pijlen in de
stroomlijn staan aangegeven, moet de stroomlijn
van links naar rechts, resp. van hoven naar
beneden doorlopen worden.
Aanduidingen voor samenkomen van de
stroomlijnen waarbij de ene stroomlijn overgaat
in de andere.
Aanduiding voor kruisen van stroomlijnen
waarbij de ene stroomlijn Diet overgaat in de
andere.

U-BUIGEN - A.4-
Tecbnologieprogramma U- buigen
FLOWCHARTS
BEGIN
I setting van redirection- switch I
I initialisering van de inputgegevens I-
redirectionnee- on
Ija
I initialisering van scherm II
I get testvalues I I get values II
I calculate I I calculate II
I give testvalues I I give values I- I-
laatste berekening?nee
Ja
redirectionnee
= onI
ja
I maak scherm schoon I
..... I
( EINDE )
laboratorium voor omvormtechnologie-tue

U-BUIGEN - A.5-
Procedure Calculate
BEGIN
I normaliseer invoer materiaalgegevens I
I normaliseer invoer gereedschapgegevens I
I normaliseer invoer produktgegevens I
I normaliseer invoer procesgegevens I
I Berekening van U- buigproces I
I normaliseer uitvoergegevens I
EINDE
FLOWCHARTS
laboratorium voor omvormtechnologie-tue

U-BUIGEN - A.6-
Procedure Berekenig van U- buig&e&fien&
FLOWCHARTS
BEGIN
I Initialiseer maximale krachten I
I Bepaal procesweg- stapgrootte I
I Bepaal u· I
I Bepaal F; I
I Bepa.aJ. 'Pa
,
I Bepaal ~Pt(EA), ~Pt(BH), ~'Pa' ~Qe
l
I Bepa.aJ. ~1
I Bepaal Qonb r
I Bepa.aJ. q. I
I Bepaal .'" . '" F'" .'", F~.max IFt , Fp , t max' Fpmax
Einde procesweg? nee
ja
(EINDE )
laboratorium voor omvormtechnologie-tue sept 1889

U-BUIGEN - B.l-
Bijlage B:
Procedurestructuur
PROCEDUR~STRUCTUUR
laboratoriull voor omvoI'lltechnologie-tue sept 1989

U-BUIGEN
HOOFDPROGRAMMA : VBliG
PROGRAM UBuig;
Uses
- B.2-
Procetiurestructuur
PROCEDUR~STRUCTUUR
UBVar,
UBCalcul;
(* GIobale variabeIen *)
(* Rekenmodule voor U- buigen *)
PROCEDURE set_cursor( line, tab: integer_2);
PROCEDURE leeg_keyboardbuffer;
PROCEDURE video( switch: I_string );
FUNCTION ask_cont( comment, response: I_string) : confirm;
PROCEDURE prolog;
PROCEDURE un_do;
PROCEDURE get_test_values;
PROCEDURE get_values;
PROCEDURE get_real( VAR data: facts );
PROCEDURE get_ang( VAR data: facts );
PROCEDURE one_value( VAR data: facts; field: format )j
PROCEDURE calculate;
PROCEDURE give_test_values;
FUNCTION give_ang( hoek: facts ):real; (* hoek.val in radialen *)
laboratorium voor omvormtechnologie-tue sept tUg

U-BUIGEN - B.3- PROCEDUR~STRUCTUUR
PROCEDURE give_values;
PROCEDURE give_real( data: £acts );
PROCEDURE give_ang( hoek: £acts); (* hoek.val in radialen *)
PROCEDURE one_value( VAR data: facts; field: format );
FUNCTION get_exit: confirm;
PROCEDURE epilog;
BEGIN (*********** program.body **************)
END.(*********** end program.body ************)
laboratoriu. voor o.vo~technologie-tue sept 19S9

U-BUIGEN
UNIT : UBCalcul
UNIT UBCalculj
INTERFACE
USES
UBVarj
PROCEDURE BerekenUBuigenj
IMPLEMENTATION
- B.4- PROCEDUR~STRUCTUUR
FUNCTION macht(mantisse,exponent : real) : realj
PROCEDURE BerekenUBuigenj
FUNCTION BuigMomentSter(Rho_ster : real) : realj
END.{o£ unit UBCalcul}
laboratorium voor omvo~technologie-tue sept 1989

U-BUIGEN
UNIT: UBVar
UNIT UBVar;
INTERFACE
END. {of unit UBVar}
laboratoriu. voor o.vor.technologie-tue
- B.5- PROCEDUR&STRUCTUUR
sept 11189