TechniShow Magazine 004
23
jaargang 11 | editie 4 | september 2015 AAN HET EIND VAN DE TUNNEL Gaan banken weer machines financieren? VERDER IN DIT NUMMER: • Verbinden anno 2015 • Menko Eisma Trumpf: “Stop met praatclubjes”
Transcript of TechniShow Magazine 004

j aa rgang 11 | ed i t i e 4 | sep tember 2015
AAN HET EINDVAN DE TUNNELGaan banken weer machines financieren?
VERDER IN DIT NUMMER:• Verbinden anno 2015• Menko Eisma Trumpf: “Stop met praatclubjes”

Enkelstuksproductie met een lasrobot 16Interview Menko Eisma van Trumpf 20Hoe financiert u uw nieuwe machine? 24Luchtlassen of robotprinten? 28EMO Milano 2015: Let’s build the future 31Nog meer lasrook afzuigen 34
Redactioneel 03Fabriek in beeld 04Nieuws 06Actueel 10Verenigingsnieuws 36Productnieuws 39Column 42Colofon 42
In dit nummer
Rubrieken
Inhoud12
WAT IS ANNO 2015 DE BESTE VERBINDING?
Dertig jaar verder is er een hoop veranderd. Je draait niet, maar drukt of roept. En geen nummer, maar een naam. Als er al getele-foneerd wordt natuurlijk. Want tegenwoordig gebruiken we Skype, Google Hangouts of Viber. Die verbinding gaat niet via een tele-foontouw, maar via het internet.
Dertig jaar doet een vergelijkbaar fenomeen zich voor met de fysie-ke verbinding. Ik heb het dan over lijmen, lassen of over het oude vertrouwde schroefje. Een vergelijkbare verantwoordelijkheidsver-schuiving maakt zich meester van een ogenschijnlijk eenvoudig vakgebied. Ook fysiek verbinden is steeds meer het onderwerp van automatisering (weer een andere tak van verbindingssport). Die kan je natuurlijk de schuld geven van onbedoeld losse eindjes. Maar wie eerlijk is moet toegeven dat het meestal een kwestie is van eigen schuld, dikke bult. Niet genoeg kennis van zaken, niet genoeg nagedacht. Het leek zo vanzelfsprekend, maar is stiekem toch best complex.
Juist om dit soort gaten tussen veronderstelling en realiteit te over-bruggen (ja, ook de brug blijft een eigentijds verbindingsmetafoor, helemaal als hij 3D geprint is – lees hierover straks meer), is er een werkgroep opgestaan die uitlegt hoe het anno 2015 echt met fysiek verbinden zit. In dit eerste nummer van TechniShow Magazine heb-ben we getracht een deel van hun gedachtegoed zo goed mogelijk op papier te zetten. Ook willen we met nieuw elan de verbinding aan-gaan met leden van FPT-VIMAG, deelnemers aan de TechniShow en u, de lezer. We horen graag wat u bezighoudt en aan wat voor informatie u behoefte heeft. En mochten we onverhoopt toch een keer op de verkeerde toets drukken, laat het ons dan gerust weten. We zullen u nooit afschepen met een ‘sorry, verkeerd verbonden’.
Liam van Koert
TSM editie 4 | 3
Verkeerd verbonden?“Niet waar hoor. U heeft gewoon verkeerd ge-draaid”, zei ik vroeger altijd als iemand beweer-de dat hij verkeerd verbonden was. Ik was tien, eigenwijs en trots dat ik wist dat verbinden iets uit de tijd van schakelpanelen en operators was. Lekker makkelijk die de schuld te geven, ter-wijl in werkelijkheid de fout met aan zekerheid grenzende waarschijnlijkheid niet bij de auto-matisering lag, maar bij de bediener die de tele-foon weer een verkeerde zwieper gaf.
U hebt meer nodig dan een hamer, tang of schroevendraaier? Ervaar ons complete aanbod in verspanings-gereedschap, spansystemen en meettechniek. Ontdek ook de op maat gemaakte systeemoplossingen, grote en
kleine machines en complete bedrijfsinrichtingen. In totaal meer dan 60.000 Artikelen.
Onze bestelhotl ine: +31 (0) 85 4865400 www.hahn-kolb.com
O R D E E N N E T H E I D VO O R O P T I M A L E P RO D U C T I V I T E I T.
W I J H E B B E N H I E RVO O R D E TO O L S .

TSM editie 4 | 5
MUNITIE Hembrug bestaat bijna vijftig jaar, maar de oorsprong ligt in 1679. Het begon als munitiefabriek. Na de Tweede Wereldoorlog werden zaai- en wiedmachines en aardappelsorteermachines gemaakt. Later volgden de draaibanken. Na de introductie van de CNC-besturingen, werd vanaf 1969 gestart met de ontwikkeling van Mikroturn machines. Deze pre-cieze machines beschikten over hydrostatische lagers. In 1983 werd de Mikroturn-serie uitgebreid met ultraprecisie draaibanken.
DRAAIMACHINE De Mikroturn is de trots van het bedrijf. Het granieten bed weegt tot 2,5 ton. Het gepatenteerde hydraulische systeem zorgt voor een stabiele draaimachine. Hoge nauwkeurigheid van precisieonderdelen kan alleen worden bereikt met geschikte machineconcepten. Een van de belangrijke elementen is het hydrostatische systeem in de Hembrug Mikroturn-serie. Een permanente oliefilm over de gehele lengte van de geleidingen en dra-gende elementen biedt uitstekende dempingseigenschappen en een hoge statische en dynamische stijfheid.
2009 Deze assemblage-hal stamt uit 1989. De hal is speciaal ontworpen voor het assembleren van grotere machines. Daarnaast is er ruimte voor en-gineering, R&D en management. Hembrug heeft meegewerkt aan de grootste projecten wereldwijd. Zo zijn de machines gebruikt voor de het maken van de lagers van de London Eye, het gigantische reuzenrad aan de oevers van de Thames in Londen. Het wiel is 135 meter hoog en geeft u een prachtig uizicht over de stad. Vanuit het London Eye kun je op een heldere dag veertig kilometer ver kijken.
HOOFDKANTOOR Het hoofdkantoor zit in Haarlem, aan de Figeeweg 1a en 1b. Het alge-mene nummer van Hembrug is 023-5124900. Mailen kan naar [email protected]
Hembrug in HaarlemDinsdagochtend 25 augustus, 09.23 uur

TSM editie 4 | 7
Nieuws
Trumpf gaat met het in Stuttgart gevestigde Fraunhofer Institute for Manufacturing Engi-neering en Automatisering IPA een strategi-sche samenwerking van vijf jaar aan. Het doel van deze samenwerking is om ‘Industrie 4.0’ in plaatbewerking te onderzoeken.In het Trumpf Lab werken medewerkers van Trumpf en Fraunhofer IPA samen aan innova-tieve oplossingen voor de productietechnologie van de toekomst. Het Trumpf Lab is onderdeel van het Stuttgart Technologie en Innovatie Campus, ofwel S-TEC. Dit nieuwe concept van een gezamenlijk onderzoekscampus is door het Fraunhofer IPA in Stuttgart en de universiteit en de aangesloten instellingen opgezet.“We bundelen deze onderzoeksinitiatieven uit de publieke en private sector op één plaats,” legt
professor Thomas Bauernhansl, directeur van het Fraunhofer IPA, uit. “Dit industrie-op-cam-pusconcept is om onderzoek, ontwikkeling en de demonstratieomgeving voelbaar te ma-ken. Ik ben zeer blij om samen te werken met Trumpf en ik ben optimistisch dat er resulta-ten van deze samenwerking komen. Niet alleen voor de eigen markt of het eigen bedrijf, maar ook voor andere bedrijven uit andere sectoren.” De samenwerking strekt zich uit tot vele facet-ten van de fabriek van de toekomst. In eerste instantie komen de gebieden ‘intralogistiek’, ‘service-georiënteerde machines’ en ‘zelfsturen-de productie’.Verwachtingen van Dr. Heinz-Jürgen Pro-kop, directeur van ontwikkeling en inkoop bij Trumpf, zijn hoog: “We verwachten veel van de
samenwerking, aangezien twee verschillende perspectieven worden verenigd onder één dak: een grondige kennis van de behoeften, techno-logieën en markten aan de kant van TRUMPF en de wetenschappelijke benadering en de uit-gebreide ervaring van vele industriële projecten aan de industrie 4.0 van de kant van Fraunho-fer IPA. Deze combinatie heeft een groot po-tentieel voor innovatie. We zullen ideeën voor nieuwe oplossingen en businessmodellen ont-wikkelen en deze modellen verder ontwikkelen. Ons gemeenschappelijk doel is om de produc-tiviteit en winstgevendheid van bedrijven in de plaatwerkproductie te verhogen naar een nieuw niveau.”
TechniShow 2016overtreft nu al verwachtingenDe TechniShow 2016 zit zeven maanden voor aan-vang al bijna vol. In augustus staat de teller van be-vestigde bedrijven op 325. Bovendien hebben veertig bedrijven een optie geplaatst. Volgens de beursorga-nisatie overtreft editie 2016 daarmee nu al alle ver-wachtingen. Wie zich op de grootste maakbeurs van de Benelux wil profileren zal er snel bij moeten zijn, want op is op. Het totaal gereserveerde vloeropper-vlak van de 365 bedrijven komt op 41.000 m2. Er is
nog maar 5.000 m2 in de aanbieding. Ook met de gelijktijdige toeleveringsbeurs ESEF gaat het goed. Hier hebben 236 bedrijven aangegeven van de par-tij te zijn.
65-JARIG JUBILEUMEditie 2016 is niet zomaar een TechniShow. De beurs die traditioneel in de Jaarbeurs in Utrecht wordt gehouden viert haar 65-jarige jubileum. Net
als 65 jaar geleden wordt de bezoeker getrakteerd op het neusje van de zalm voor wat betreft draaien, frezen, plaatbewerking en lassen, om maar eens wat productiedwarsstraten te noemen. Naast de ver-trouwde technieken is er anders dan 65 jaar geleden bijzondere aandacht voor additive manufacturing, ondermeer in de vorm van een 3D-printplein.
TRUMPF EN FRAUNHOFER INSTITUUT ONDERZOEKEN SAMEN INDUSTRIE 4.0
MAAKINDUSTRIE KOPLOPERINTERNET OF THINGS
Rijkswaterstaat en TNO gaan verder met het ‘Slimme brug’-project. Nieuwe meet-methoden gaan nog preciezer de conditie van het staal van de Van Brienenoordbrug bepa-len. Een monitorsysteem geeft vervolgens aan of groot onder-houd of een renovatie nodig is, waardoor er minder vaak hoeft te worden geïnspecteerd. Dit be-spaart veel geld en vermindert de overlast voor het verkeer.Om kleine scheurtjes in de sta-len rijdekken van bruggen te ontdekken, ontwikkelde TNO al een geavanceerd monito-ringsysteem. Na een eerste ont-werp op de tekentafel en testen in het laboratorium zijn in 2013 en 2014 eerste proeven op de Van Brienenoordbrug uitge-voerd. Nu wordt het project dus verder uitgebreid en verlengd tot 2017.Condition monitoring wordt steeds vaker succesvol in tal van
sectoren toegepast om meer grip op onderhoud te krijgen. Het wordt dan ook als belangrijk onderdeel in de Smart Industry Actie-agenda gezien. Maar ook bij onderhoud aan bruggen rekenen constructeurs nu nog vaak met een ruime veiligheids-marge om te bepalen wanneer staal aan onderhoud toe is. Het door TNO ontwikkelde systeem geeft een veel preciezer inzicht in de werkelijke conditie van het staal. Hierdoor hoeven minder vaak voor het verkeer hinder-lijke inspecties te worden uitge-voerd en kan exacter berekend worden wanneer renovatie van een brugdek moet plaatsvinden. Bovendien kan renovatie op een later tijdstip worden uitgevoerd. Deze pilot staat overigens los staat van het al geplande grote onderhoud aan de Van Brienen-oordbrug, dat voor deze zomer in de planning staat.
Tata Consultancy Services (TCS) heeft wereldwijd onder-zoek gedaan naar de inzet en resultaten van de Internet of Things (IoT), en daarbij kwam de maakindustrie als koploper naar voren. Bedrijven die in IoT investeerden, rapporteerden bo-vendien een omzetgroei van 80 procent. De gemiddelde omzet-groei door investeringen in IoT lag in 2014 op 15,6 procent. In de maakindustrie worden IoTtech-nologieën het meeste ingezet, en wordt er tevens de hoogste omzetstijging op behaald. Over de IoT-investeringen in 2013 werd in 2014 binnen de maakin-dustrie een gemiddelde omzet-stijging van 28.5 procent gere-
aliseerd. Multinationals binnen de maakindustrie investeren in 2015 gemiddeld 121.3 miljoen dollar in IoT (0,6 procent van de gemiddelde omzet) en verwach-ten dat investeringen in Internet of Things-technologieën toe-nemen tot 136,3 miljoen dollar in 2018. Ruim een derde van de ondervraagde organisaties in de maakindustrie gebruikt IoT-technologieën om inzicht te krijgen in productkwaliteit door het implementeren van digitale sensoren die performance data terugsturen. Lees een samenvat-ting van het rapport op de web-site van TechniShow Magazine of download het hele rapport via www.tcs.com.
Van Brienenoordbrug krijgt
slim staal
Roestvrijstaalproducent Aperam heeft het bedrijfsresultaat afgelo-pen kwartaal flink zien stijgen. De omzet van het bedrijf bleef stabiel. Dat blijkt uit de kwartaalcijfers die de internationale onderneming re-centelijk presenteerde. Aperam ver-scheepte 486.000 ton roestvrij staal in het tweede kwartaal van 2015, tegenover 469.000 ton een periode eerder. Het bruto bedrijfsresultaat
van de internationale onderneming maakte in het tweede kwartaal een sprong van 133 miljoen naar 155 miljoen dollar. Het netto bedrijfsre-sultaat steeg met 57 procent, van 42 miljoen naar 66 miljoen. De omzet bleef nagenoeg stabiel: 1,264 mil-jard dollar in het tweede kwartaal tegenover 1,258 miljard in het eer-ste kwartaal.
Flinke winstrvs-producent Aperam

Nieuws
Additive Industries heeft één van de 3D-metaalprinters die zij eerder gebruikte voor Research en Deve-lopment-werkzaamheden overge-dragen aan het Fontys Centre of Expertise High Tech Systems en Materialen van Fontys Hogeschool. Na installatie in het Objexlab zal de machine in gebruik worden genomen voor het opleiden van ingenieurs die gebruik gaan ma-ken van de nieuwe mogelijkheden die additive manufacturing biedt. Met de 3D-metaalprinter kunnen studenten leren om complex ge-vormde metalen producten te ont-werpen en fabriceren die niet met andere technieken te maken zijn, zoals onderdelen met geïntegreerde gekromde koelkanalen voor high-tech machines. Fontys is hiermee de eerste hoger onderwijsinstelling in Nederland die de beschikking krijgt over deze 3D-metaalprint-technologie. Mevrouw Ella Hueting, directeur van Fontys Hogeschool Engineering & Automotive legt uit: ‘3D-metaalprinten is een belang-rijke nieuwe productietechnologie
van de toekomst waar wij onze stu-denten graag kennis mee laten ma-ken’. Ricardo Abdoel, manager van het Objexlab en Kees Adriaanse, programmaleider van het Centre of Expertise HTSM, beamen dit: “Deze machine vormt een prachtige aan-vulling op de andere 3D-print- en 3D-scanningtechnologieën die al in Objexlab aanwezig zijn.” Voor Ad-ditive Industries is het verhuren van het voormalige R&D-tool een logi-sche stap. “Wij lanceren eind dit jaar ons eerste eigen 3D-metaalprintsys-teem en hebben grote behoefte aan praktisch opgeleide ingenieurs die de 3D-metaalprinttechnologie ken-nen en begrijpen. De samenwer-king met Fontys levert hieraan een mooie bijdrage’, aldus Daan Kersten, medeoprichter en CEO van Addi-tive Industries.
Rolan Robotics levert binnenkort het grootste robotsysteem uit haar geschiedenis aan metaalverwer-kingsbedrijf Stracon te Oss. De ro-botcel met twee robots voor lassen en snijden wordt 30 meter lang, 8
meter breed en 5 meter hoog. Stra-con ziet een groeiende behoefte aan het geautomatiseerd verwerken van steeds grotere werkstukken. Het vroeg daarom Rolan Robotics een cel te leveren voor het lassen
van complete brugsecties en het in elkaar zetten van deelsamenstellin-gen voor machines. De installatie wordt uitgevoerd met twee han-gende robots, elk aan een eigen galg met een Y-slag van 3 meter, die zich effectief 27 meter in lengterichting kunnen verplaatsen. De installatie is voorzien van vier lasplaatsen, welke variabel zijn in te delen en gecombi-neerd kunnen worden tot één grote lasplaats van 23 meter en een kleine van ruim 5 meter. Voor het lassen
van kleinere werkstukken zijn twee manipulatoren opgenomen met een hanteergewicht van 2.000 kilogram. Gezamenlijk of afzonderlijk kunnen de robots zeer grote producten van circa 23 meter lengte en ruim 4 me-ter breedte lassen. Naast het lassen met behulp van zoek- en volgsyste-men beschikt de installatie over de mogelijkheid plasma te snijden met een Kjellberg high-resolution plas-masnijbron.
Fontys krijgt 3D-metaalprinter van Additive Industries
Lassen en snijden inrobotcel van dertig meter
De mannen van Magistor, een verspaningsspecialist uit Rijs-sen, zijn samen met Greenleaf, hun Amerikaanse leverancier van keramische wisselplaten, een eind op weg naar een beter verspaningsproces voor CGI (Compacted Graphite Iron). Het onderzoek is in een fase waarin ze de positieve resultaten aan de praktijk durven en willen toetsen. CGI (ook bekend als GGV -Grijs Gietijzer Vermicu-lair) is een materiaal dat voldoet aan de toenemende eisen voor sterkte en gewichtsreductie en toch redelijk bewerkbaar is. Hierdoor is CGI zeer geschikt voor het produceren van mo-toren, waar lichtere en sterkere materialen nodig zijn die meer vermogen kunnen absorberen. Fabrikanten als Audi, BMW, Cummins, PACCAR (DAF), Ford, Jaguar, Rolls-Royce, GM/Opel, Suzuki en Aston Martin
zijn steeds meer gefocust op het gebruik van CGI als basis voor hun high-performance- en dieselmotoren. Alleen al het gewicht van het motorblok kan met circa 20 procent worden gereduceerd vergeleken met een blok vervaardigd uit grijs giet-ijzer. Maar ook in cilinderkop-pen en remschijven vindt CGI zijn bestemming. Daarnaast is het gebruik van CGI groeiende in andere sectoren. Magistor en Greenleaf komt ervaren dat de bewerking van CGI voor veel vragen zorgt. Hun uitvoe-rige gezamenlijke onderzoek naar procesoptimalisatie van CGI-verspanen is nu klaar voor de praktijk. Beide bedrijven ko-men dan ook graag in contact met bedrijven die het verspanen van CGI verder met hen willen optimaliseren. Neem voor meer informatie contact op met Ma-gistor via www.magistor.nl.
Proefkonijnenverspanen CompactedGraphite Iron gezocht
STRALENREINIGENGEREEDSCHAPPENMACHINES
EXPERTISE IN METAALBEWERKING
t 074 255 82 82
LEERING.NL
De oplossingvoor renovatie van uw bedrijfsvloerWenst u een vloer waarop u kunt lassen en slijpen en tevens een schoone en stofvrije werkomgeving, dan is een gepolijste betonvloer voor u dé oplossing.
Gewone betonvloeren genereren onvermijdelijk stof. Dit stof belandt op uw producten en leidt tot een onaangename werkomgeving. Bovendien brengt het extra dagelijks onderhoud met zich mee wat, de verdere aftakeling van de betonvloer sterk in de hand werkt. Daarnaast lijdt de betonvloer onder het intensief af- en aanrijden van hef-trucks, met hardnekkige rubbervervuiling tot gevolg. Deze vicieuze cirkel proberen veel bedrijven te doorbreken door het aanbrengen van milieuvervuilende coatings. Tevergeefs, want ook dit brengt slechts op korte termijn een oplossing.
Bij een betonvloer door de firma Art & Reno geslepen, geïmpregneerd en gepolijst, krijgt vuil en stof geen kans. U kunt lassen en slijpen zonder dat de vloer hierdoor beschadiging oploopt. Een door Art & Reno gepolijste bedrijfsvloer is uitermate geschikt in een metaalconstructie bedrijf.
Art & Reno is gespecialiseerd in het slijpen en polijsten van bedrijfsvloeren.Meer info: www.art-reno.nl
TSM editie 1 | 11
TE ONDUIDELIJKKijken we naar de redenen van afwijzing, dan blijken vooral de voordelen voor andere topsectoren – één van de voorwaarden voor het krijgen van sub-sidie – te onduidelijk. Programmamanager Paul Heuts van het uitvoerende orgaan Stimulus Projectmanagement zegt over de aanvraag van Fieldlab Di-gitale Fabriek: “Er is een organisatorische aanpak beschreven om te komen tot een platform, maar wat andere topsectoren als Agrofood en Chemie er nu precies mee opschieten is onduidelijk, terwijl cross-overeffecten wel een vereiste zijn voor toekenning.” Volgens de beoordelingscommissie maakt de aanvraag ook onvoldoende duidelijk tot welke innovaties het fieldlab kan leiden. Ook de andere twee afgewezen fieldlabaanvragen geven onvoldoen-de aan wat de cross-overeffecten zijn en hoe het mkb van de fieldlabs kan profiteren. In de herfst is er een herkansing om opnieuw een aanvraag in te dienen.
CONDITION-BASED ONDERHOUDEén van de Fieldlabs die zijn zaakjes volgens de beoordelingscommissie wel voor elkaar had, was Campione. Het Fieldlab dat met condition monitoring en big data-analyses onderhoud voor chemiebedrijven honderd procent voorspelbaar wil maken, kreeg zes miljoen euro. Dit moet de productiviteit, beschikbaarheid en veiligheid van productiemiddelen significant verbeteren. Lex Besselink, directeur van instituut World Class Maintenance, zegt: “Dit Fieldlab helpt bedrijven om realtime informatie te verzamelen en te analy-seren over de staat van hun installaties om onderhoud op tijd te kunnen uit-voeren. In plaats van te vroeg zoals bij planmatig onderhoud of te laat zoals bij correctief onderhoud. Door honderd procent voorspelbaar onderhoud zullen de onderhoudskosten in de chemiesector fors worden verlaagd en zal de output van fabrieken toenemen.”
Tot de Pasen hadden de bedrijven om hun slimme plannen in te dienen. Inmiddels is bekend dat in de zuidelijke provincies drie Fieldlabs voor de maakin-dustrie niet in aanmerking komen voor geld. Condi-tion-based onderhoud voor de chemie krijgt als enige Fieldlab wel zes miljoen uit de EFRO-Zuid pot.
September moest de maand worden dat de maakindustrie in het zuiden van Nederland een leuke impuls zou krijgen. Zowel de Fieldlabs Flexibele Manufacturing, Designing Ultra Personali-sed Products and Services en de Digitale Fabriek hadden subsi-dieaanvragen gedaan bij het EFRO-Zuid-programma. Maar de
beheerders van deze Europese stimuleringspot, waaruit ook een goot deel van de Smart Industry-agenda betaald moet worden, wezen de aanvragen af op grond van te weinig cross-overeffecten. Het enige overgebleven zuidelij-ke fieldlab uit de provincies Zeeland, Noord-Brabant en Limburg, conditi-on-based onderhoud, krijgt wel geld.
REGIONALE REGIEOnder de deelnemers is de teleurstelling groot. Sam Helmer van TNO en kartrekker van het Fieldlab Digitale Fabriek maakt zich zorgen over de uit-
voering van de Smart Industry-agenda. “Dit bevestigt hoe ineffectief het is om een landelijk actieprogramma te laten afhangen van regionaal geld met z’n eigen spelregels”, liet hij onlangs in een interview weten. Onder andere de financiering van het Fieldlab Flexibel Manufacturing onderstreept dit. Want hoewel het zuidelijke potje dicht blijft, geldt dit misschien niet voor de potjes EFRO-Flevo en EFRO-West. Of en hoe de overige zes Fieldlabs getroffen zullen worden door regionale overwegingen is nog niet duidelijk. Maar voor sommige van hen zal het voortbestaan ondermeer afhangen van een overleg met het ministerie van Economische Zaken en het Smart Industry Team dat later in september zal plaatsvinden.
TSM editie 4 | 11
Actueel
Drie Fieldlabsvoor maakindustrie afgewezen
Afgewezen Fieldlabs
De Digitale Fabriek
Het Fieldlab richt zich op het beter afstemmen van
informatiestromen tussen partijen in de waardeketen. Daartoe
worden onder andere samenwerkingsmodellen opgesteld en
nieuwe technologieën getest. Zo wordt bijvoorbeeld voor één
of twee producten de toeleverketen naadloos elektronisch
ingericht. Door het Fieldlab wordt het concurrentievermogen
van individuele bedrijven en de Nederlandse hightech sector
als geheel verhoogd.
Designing Ultra Personalised Products and Services
In dit Design Fieldlab worden oplossingen voor de mode en
zorgsector ontwikkeld, gebaseerd op nieuwe toepassingen
van bijvoorbeeld 3D-bodyscans, sensoren (die op het
lichaam worden gedragen), 3D-printing en software die uit
data automatisch ontwerpen realiseert. Het resultaat is een
concurrentievoordeel voor de Nederlandse maakindustrie.
Verder wordt de duurzaamheid in de kledingsector verhoogd
doordat kleding alleen op maat en klantspecifiek wordt
geproduceerd.
Flexibele manufacturing
Dit Fieldlab richt zich erop de toepassing van robots en
andere vormen van productieautomatisering voor kleine series
rendabel te maken, bijvoorbeeld door de benodigde tijd voor
het opnieuw programmeren van robots terug te brengen. Als
resultaat wordt de concurrentiekracht van de maakindustrie
versterkt en worden banen gecreëerd.
Hoeveel geld is er?
Op vragen vanuit de Tweede Kamer over de financiering van de Fieldlabs, antwoordde staatsecretaris EZ Sharon Dijksma in een brief:
“Vanuit het Ministerie van Economische Zaken is voor de periode 2014-2020 cumulatief 91 miljoen euro aan Rijkscofinanciering
beschikbaar voor de vier landsdelige EFRO-programma’s Noord, Oost, Zuid en West. Potentiële Fieldlab-projecten kunnen in aanmerking
komen voor EU-middelen uit EFRO, in combinatie met cofinanciering. Deze matching kan door het ministerie worden opgebracht in de vorm
van rijkscofinanciering en/of door andere publieke of private cofinanciers. Inhoudelijk passen de Fieldlabs goed binnen de focus van de vier
programma’s op innovatie, mkb en valorisatie. De Fieldlabs moeten hetzelfde onafhankelijke selectieproces doorlopen als andere EFRO-
projectenaanvragen. Vervolgens wordt op basis van een ranking bepaald welke projecten in aanmerking komen voor financiering uit EFRO.
Het financiële commitment in de vorm van de rijkscofinanciering EFRO is direct gekoppeld aan commitment van andere partijen. In alle vier
landsdelen zijn de eerste EFRO-regelingen geopend voor aanvragen, maar nog niet overal zijn de regelingen open waar de Fieldlabs gebruik
van kunnen maken. In de landsdelen West en Zuid hebben verschillende Fieldlabs hun voorstellen ingediend. Als aanvragen niet door
de procedure komen, is het aan de betreffende aanvragers om te bepalen of zij het voorstel willen aanpassen om te proberen zich in de
toekomst voor een nieuwe ronde openstellingen te kwalificeren.
“
“
HET IS INEFFECTIEF EEN LANDELIJK ACTIE-
PROGRAMMA TE LATEN AFHANGEN VAN
REGIONALE SPELREGELS
“
“
HET IS NIET DUIDELIJK GENOEG
WAT ANDERE TOPSECTOREN ER
MEE OPSCHIETEN

TSM editie 4 | 13
Liam van Koert
Wie in de wereld van het verbinden van materialen duikt, kan het snel gaan duizelen. Er is keuze uit tig soorten las-, lijm- of mechanische verbindingen. Maar wat kies je? Een nieuwe projectgroep Verbindingstech-niek binnen FPT-VIMAG wil het inzichtelijk maken. Wij vroegen enkele leden alvast naar hun plannen en de laatste trends in hun vakgebied.
“De beste verbinding is geen verbinding”, is een mantra dat menig construc-teur te horen krijgt. Maar niet alles kan uit één stuk gemaakt worden door het bijvoorbeeld 3D te printen. Onderdelen zijn te groot, van verschillende materialen of moeten simpelweg functioneel uit meerdere delen bestaan. Bo-vendien is er altijd het kostenplaatje dat een belangrijke overweging is. Las-, lijm- en mechanische verbindingen zijn dan ook overal. Kijk maar eens om je heen en bedenk je dat over elk van de vele honderden verbindingen die je ziet, er iemand is geweest die erover heeft nagedacht. Althans dat hopen we dan maar. Wat zouden zoal de overwegingen geweest kunnen zijn?
ROBOTISERINGHet eerste werkgroeplid dat we te pakken krijgen, is Cees Wieringa van Valk Welding. Het mag geen verrassing zijn wat zijn expertise is: lassen. En dan het liefst met een robot. Gevraagd wanneer robotlassen de beste verbindings-keuze is, valt hij even stil. De vraag is dan ook wel erg algemeen, en het hangt er natuurlijk maar net vanaf wat je wilt maken. Grote metalen constructies kunnen meestal prima gelast worden met een robot, maar er komt altijd wel een punt waarop de constructie te groot wordt en subsamenstellingen met bouten worden verbonden. Voor dun plaatmateriaal is lijmen vaak ook een optie. Maar wat het beste is? Dat hangt helemaal af van het product en de plek die ‘verbinden’ in het hele productieproces inneemt. Wieringa besluit dan ook tot een tactisch antwoord. “Steeds vaker”, zegt hij. “Geautomatiseerd lassen met een robot is steeds vaker een haalbare keuze. Zowel technisch als economisch heeft het flinke voordelen. Het kan preciezer, is arbotechnisch interessant en door grote stappen in robot- en stroombronsturing, sensoren en software wordt nu ook het geautomatiseerd lassen van kleine batches aantrekkelijk.“ Hij legt uit dat bij een moderne lasrobot de stroom en de kinematica via dezelfde processor loopt. Dat zorgt voor een zeer precieze afstemming tussen bewegingslasparameters. Bovendien zit een eigentijdse robot vol sensoren, zodat niet alleen de lasnaad nauwkeurig gevolgd kan
worden met bijvoorbeeld vision, maar ook de interpass-temperatuur real-time wordt gemeten, zodat werkstukken niet te warm worden en vervor-men. Intuïtieve software maakt vervolgens het offline programmeren steeds eenvoudiger, zodat een nieuwe batch met een nieuw product ook voor de niet-programmeur in gang te zetten is. Uiteraard met steeds slimmere kop-pelingen met CAD of ERP.“ Ook wanneer er geen lasaanduidingen in een model zijn opgenomen, is de software tegenwoordig slim genoeg om zelf de lasposities en toortsstanden te bepalen.”
TOT IN DE PUNTJESEén van de vakgroepleden die het verhaal van Wieringa beaamt, is Marco Kraaijeveld van Laskar Puntlastechniek. Als marketing manager bij dit be-drijf is hij gespecialiseerd in een veelvoorkomende ‘nichetoepassing’ voor verbinden: puntlassen. Met name de software maakt volgens hem tegen-woordig het grote verschil.“ Een jaar of tien geleden werd met puntlassen een grote stap gezet door de conventionele trafo’s voor inverters te verruilen. Hierdoor kon veel stabieler en exacter de lasstroom worden geregeld met een constante laskwaliteit tot gevolg. Bovendien kwam nu ook het puntlas-sen van aluminium en sendzimir binnen bereik – iets waarvan veel mensen ook vandaag de dag niet weten dat het gewoon kan. Maar de afgelopen jaren komt de winst vooral uit de software die voor een nog betere procesbestu-ring zorgt. Dat betekent een nog hogere reproduceerbaarheid van de toch al hoge laskwaliteit die met de hedendaagse apparatuur mogelijk is. Verder spe-len, naast automatisering van het puntlasproces, ook mechanisering- en di-gitaliseringsslagen een steeds belangrijkere rol. Met mechanisering bedoel ik dat alles rondom het punlasproces, zoals de aan- en afvoer van de materialen, automatisch verloopt. En door de digitalisering is er een vergaande integratie in het hele productieproces en bovenliggende systemen mogelijk, waaronder naast ERP bijvoorbeeld ook een remote maintenance-systeem. Dat laatste is in opkomst omdat puntlasinstallaties met alle vooruitgang complexer wor-
Verbinden
Wat is anno 2015 debeste verbinding?
Over digitalisering, verduurzaming en nieuwe materialen
Kunststof peek-bouten van hoge sterkte worden gebruikt voor zeer specifieke toepassingen.
“
“
“VERBINDINGEN WORDEN
STEEDS PRECIEZER EN
REPRODUCEERBAARDER”

TSM editie 4 | 15
met lijmen wordt gecombineerd. Dat vergt wel de nodige aandacht. Een ge-lijmd onderdeel mag door het lassen bijvoorbeeld niet te warm worden.” Met andersoortige machines is het volgens Maarten Adolf niet veel anders. Ook wasmachines moeten stiller en energiezuiniger, wat ook geldt voor machi-nes op de fabrieksvloer. Ook hier zijn het nieuwe materialen die om nieuwe verbindingsmethoden vragen. Bovendien kan efficiënter produceren een re-den zijn lijmen te introduceren. Het nauwkeurig op moment aandraaien van tachtig bouten en moeren van een warmtewisselaar kost veel tijd. Een com-binatie met lijmen, waarbij lijm bovendien zorgt voor een borgende werking en corrosiebescherming op de plekken waar wel bouten worden gebruikt, is dan wellicht een beter alternatief. De lijmtechnologie biedt meer vrijheid in ontwerp.
STRENGE SPELREGELS Ziet Maarten Adolf naast de applicatie ook nog ontwikkelingen op het ge-bied van lijmsoorten en de manier van aanbrengen? “Jazeker. Vooral op het gebied van dosering is er de nodige vooruitgang die parallel loopt met andere automatiseringsontwikkelingen. Het doseren kan preciezer, wat de kwaliteit rechtstreeks ten goede kan komen. Ik zeg kan komen, want net als bij lassen is voor lijmen de nodige expertise vereist. Er zijn spelregels die nauwlettend moeten worden gevolgd. Een juiste dosering is slechts één van de ingrediën-ten. Zo moeten te verlijmen onderdelen op de juiste manier gereinigd zijn, of kan een bepaalde oppervlaktebehandeling noodzakelijk zijn. Hier bieden overigens ook vorderingen in nanotechnologie kansen voor een betere hech-ting. Voor wat betreft nieuwe lijmsoorten ziet Maarten Adolf twee trends. Op de eerste plaatst noemt hij de polyeruthanen. Deze worden gebruikt voor het verlijmen van grote structuren en er komen steeds meer groene varian-ten met micro-emissies, dat wil zeggen minder dan 0,1 procent isocyanaten, waardoor de gezondheidsrisico’s geminimaliseerd zijn en R40 labeling niet
tietrend. Inconel is sterker en corrosiebestendig. Met name het verbod op verchroomde en verzinkte bouten en moeren heeft rvs een boost gegeven.” Voor wat betreft kunststoffen geeft Veltkamp aan dat hun peek-bouten nog wel eens worden aangevraagd. Maar gezien de prijs moet de toepassing deze wel rechtvaardigen, dus storm loopt het op dat gebied niet.
LUCHTHAAKJES ALS MECHANISCHE SLUITPOSTMisschien geen trend, maar wel een feit waar Veltkamp en de vakgroep korte metten mee wil maken is de plek die verbindingstechnologie in het ontwerp- en productieproces inneemt. Meestal de laatste, wat vooral lijkt te gelden voor een ‘commodity’ als bevestigingsmateriaal. “Het is echt frappant hoeveel geld er over de balk wordt gegooid door niet al in het voortraject over de verbinding na te denken. Natuurlijk kunnen wij ook op bouten- en moeren-gebied exotisch maatwerk leveren als iets niet blijkt te voldoen. Maar dit, of het achteraf aanpassen van het ontwerp, is onnodig duur. We zitten daarom veel liever in een vroeg stadium met een klant om de tafel om bevestigingen door te nemen.” De nonchalante bril waarmee soms naar bevestigingsmate-riaal wordt gekeken, wordt pijnlijk geïllustreerd door een recentelijk voorval waarbij alleen luchthaakjes uitkomst zouden bieden. “Toen we ons nieuwe pand betrokken, bleken er helemaal geen bevestigingspunten voor de grote metalen letters die de architect had bedacht en in al zijn tekeningen – tot en met bestek – had opgenomen. Gewoon vergeten. Inmiddels zijn de letters na-tuurlijk aangepast en hangen ze er netjes bij. Maar het is tekenend, en het zou me niet verbazen als dit een dagelijkse praktijk in Nederland is. Mijn bood-schap is dan ook: denk van te voren na hoe je iets gaat vastmaken. Met de vakgroep verbindingstechnologie van FPT-VIMAG hoop ik die boodschap nog beter te kunnen uitdragen.”
HET GROTE PLAATJELangzaam tekenen zich de contouren af van wat verbindingstechnologie anno 2015 betekent. “Net als in elke industriële tak van sport zijn het de gro-te krachten richting duurzaamheid, digitalisering en de opmars van nieuwe materialen die om nieuwe manieren van verbinden vragen. Of het nu om een auto, vliegtuig of fabrieksinstallatie gaat, onze machines moeten harder draaien en minder verbruiken. Onderdelen moeten dus lichter en sterker. Dit vraagt meer van onze verbindingstechnologie, die steeds verder wordt geautomatiseerd.” Een goede zaak, omdat verbinden daarmee geen sluitpost meer kan zijn, maar een volwaardig geïntegreerde productiestap wordt in een gedigitaliseerd productieproces.
den, terwijl de echte puntlaskennis bij operators afneemt. Als leverancier is het dan fijn op afstand te kunnen meekijken.” Tot slot wil Kraaijeveld ook het puntje energie als verbindingstrend aanstippen. “Energieverbruik is bij veel bedrijven zowel voor wat betreft groene doelstellingen als kostenbesparing een belangrijk item. Hierop inspelend heeft één van onze fabrikanten een hybride stroombron ontwikkeld die zowel een invertor als condensatoren gebruikt. Het gevolg is een energiebesparing tot wel 80 procent.”
MEER DAN LIJMEN Produceren met een kleinere footprint. Maarten Adolf, marketing manager van de industriële tak van Henkel Benelux, ziet het als één van de belang-rijkste drijfveren voor hedendaagse innovatie. Dat betekent extra aandacht voor grondstoffen en energie. En de kartrekkers? Dat zijn bijvoorbeeld de sectoren automotive en lucht- en ruimtevaart. “Wist je dat in een moder-ne auto zo’n 35 kilogram lijm zit? Je zou het misschien niet zeggen, maar het maakt hem een stuk lichter. In een auto zitten steeds meer lichtgewicht onderdelen om hem veiliger, zuiniger en stiller te maken. De nieuwe materi-alen waarvan ze gemaakt zijn, worden meestal verlijmd. Lijm kan, naast een verbindende functie, namelijk ook een isolerende en beschermende functie vervullen. Je ziet daarom steeds vaker hybride verbindingen waarbij lassen
meer noodzakelijk is. Als tweede trend noemt hij de opmars van hybride samenstellingen met cyanoacrylaat. “Er is altijd vraag naar sterkere lijmverbindingen die sneller uitharden. Cyanoacrylaat helpt daarbij. Maar of dat een snellijm de beste op-lossing is, is weer een heel ander verhaal. Als je bijvoorbeeld een aluminium strip van twintig meter op een schip gaat lijmen, dan wil je niet dat de eerste meters al zijn uitgehard voordat je aan het eind bent. Weten wanneer sneller uitharden beter is, is één van de vele kennispunten die we als werkgroep met de industrie willen delen.”
BESPAREN MET PRECISIEAls laatste spreken we Stephanie Veltkamp, directeur van Jeveka. Technie-ken als clichen of krimpen daargelaten, vertegenwoordigt zij in de vakgroep de meest voorkomende mechanische verbindingen: die met bevestigings-middelen. Bouten en moeren dus. Zijn er in dit platgetreden domein nog wel trends te bespeuren? “Meer dan genoeg”, beaamt ze. “Al worden ze lang niet altijd opgepikt. Zo laten we al enkele jaren op de Technishow een insert zonder lipje zien die automatisering echt veel gemakkelijker maakt. En nog steeds is iedereen die het ziet positief verrast dat er ook op het gebied van vorm nog ‘nieuwe’ dingen worden bedacht. Blijkbaar gaat men ervan uit dat iedereen het bestaande aanbod wel kent en zoekt men niet meer verder.“Als grootste trend noemt Veltkamp echter de steeds grotere precisie. We hebben het dan natuurlijk niet over de Ikeaboutjes, maar over hoogwaardi-ge bevestigingsmiddelen in de machinebouw. Kophoogtes, sleelengtes of de afmetingen van het binnenzeskant, de toleranties worden steeds kleiner. En ook in de aangeleverde batches is, anders dan bij de gammaschroef, geen en-kele ruimte voor een afwijkend exemplaar. Deze zou een assemblagelijn aar-dig in de war kunnen schoppen, wat veel tijd en dus geld kost. Veltkamp: “We hebben zelfs aanvragen voor een honderd procent controle van elke moer en bout in een batch. Dit is prijstechnisch uiteindelijk vaak toch niet haalbaar, maar het geeft aan wat de industrie tegenwoordig van een boutje verwacht. Bovendien zorgt de hogere precisie ervoor dat in plaats van een M8 ook pri-ma een M6 kan worden gebruikt, omdat de voorspelbaarheid omhoog gaat. Dit bespaart materiaalkosten en gewicht. Als je naar ons magazijn kijkt, zie je deze trend in volle werking. We draaien meer volume dan ooit, maar er is toch meer ruimte in de schappen.” Zijn er ook op materiaalgebied nog trends te bespeuren? “We verkopen dui-delijk meer titanium en inconel”, zegt Veltkamp. “Titanium is natuurlijk licht en past, mits de sterkte-eisen niet te groot zijn, prima in de gewichtsreduc-
Ervaar het zelf in hal 10
De nieuwe vakgroep Verbindingstechnologie heeft als doelstelling het ontsluiten van kennis. Eén van de middelen die momenteel
besproken wordt, is het opzetten van een portal waar naast basale verbindingskennis gebruikers ook op het juiste pad worden gezet
naar projectspecifieke kennis. Slim verbinden blijft maatwerk en net als bij de meeste technische vraagstukken past de echte wereld
niet in een app. Om de echte wereld wel te ervaren, is de vakgroep daarom hard aan het werk iets bijzonders op TechniShow 2016
voor te schotelen. Wat dit precies gaat worden, willen de leden nog niet vertellen. Wel dat er naast de gebruikelijke verbindingshal
iets speciaals komt, waarmee de bezoekers en scholieren live met alle eigentijdse verbindingstechnieken kan kennismaken. De
oproep is duidelijk: wie echt wil innoveren, zal ook naar zijn verbindingen moeten kijken. Hoe? Dat ervaar je op TechniShow 2016.
Verbinden
“
“
“WIE WIL INNOVEREN, KAN NIET
ZONDER VERBINDINGSKENNIS”
Nieuwe samengestelde materialenals Glare vragen om nieuweverbindingstechnieken.
Gebruikers willen steeds sterkere lijmen die sneller drogen.

TSM editie 4 | 17
beste samen. Voor wat betreft het robotlassen is veel van onze feedback door Valk Welding en Panasonic verwerkt in latere versies. Door die open houding en korte communicatielijnen kregen we gedurende de afgelopen 25 jaar veel vertrouwen in de mensen van Valk Welding en durfden we de overstap naar dit drastisch andere proces en de nieuw te ontwikkelen productiecel wel aan.”
CONTINUE WORKFLOWMarel Stork, die haar kippenslachtmachines op klantorder bouwt, wilde met de nieuwe cel een continue workflow in de productie mogelijk maken. Kou-wenberg legt uit: “We willen zo min mogelijk producten in batches produ-ceren. Maar we willen wel het hele traject van lasersnijden, lassen en frezen in één flow uitvoeren. Wanneer we bijvoorbeeld twintig onderdelen nodig hebben, gaan we niet wachten tot deze allemaal klaar zijn. In plaats daarvan
gaat ieder gereed product direct door naar de freesafdeling. In feite werken we dus volgens het principe van Quick Response Manufacturing. Daarvoor hebben we een kijkje in de keuken van autofabrikanten genomen. Ook daar moet ieder onderdeel direct worden verwerkt zonder dode tijd te creëren. Zo houd je de levertijden zo kort mogelijk.”
LASROBOT MET TWEE WERKSTATIONSDe onderdelen worden in de nieuwe productiecel op palletdragers gespan-nen en op één van de 58 palletplaatsen in het magazijn opgeslagen. Voor een te lassen onderdeel haalt een Panasonic HS-165-handlingrobot de bewuste pallet uit het magazijn en bevestigt deze op één van de beide werkstations van de Panasonic TA 1600-lasrobot. Terwijl de lasrobot het onderdeel last, wordt een volgende pallet op het andere werkstation gewisseld. Zodra een
Erik Steenkist
Wie aan enkelstuksproductie denkt, denkt niet me-teen aan robotlassen. Toch last Marel Stork Poultry Processing in Boxmeer de onderdelen voor haar kip-penslachtmachines tegenwoordig niet meer seriema-tig, maar in enkelstuks. De reden? Het zo kort mo-gelijk houden van de levertijden. De nieuwe lasrobot last alleen op afroep af en is gekoppeld aan een ma-gazijnsysteem. Ieder gelast onderdeel gaat vervolgens direct door naar de opvolgende freesbewerking. Het resultaat is een continue workflow in de productie.
Marel Stork Poultry Processing is één van de wereldspelers als het om high-end systemen voor pluimveeverwerking gaat. Wereldspeler in deze zeer concurrerende markt word je niet zomaar. Het vergt innovatiekracht en de wil om de produc-tie te blijven optimaliseren, om zo ook op prijsniveau mee
te kunnen. Gelukkig beschikt Marel Stork Poultry Processing over beiden.
TWEE PRODUCTIELOCATIESOp de productielocaties van het voormalige Stork PMT in Dongen en Box-meer werken de ingenieurs van Marel Stork continu aan betere systemen en processen. Hierbij worden alle kleinere onderdelen voor de kippenslacht-machines in Dongen gemaakt. Ontwikkeling en afbouw vinden plaats in de hoofdvestiging in Boxmeer. Industrial engineer André Kouwenberg is trots op de innovaties die de machinebouwer keer op keer weet door te voeren. “In Dongen zit van oudsher veel technische kennis. Dat is terug te vinden in de drive waarmee we telkens weer als eerste gebruikmaken van nieuwe productietechnologie. Als het om lassen gaat, behoren we in onze sector tot de pioniers op het gebied van lasrobotisering en offline programmering. Ook waren we het eerste bedrijf dat ervaring opdeed met visiongestuurd lassen waarbij de lasnaad automatisch gevolgd word.”
ONTWIKKELINGEN STUREN Volgens Kouwenberg is het zijn van een early adapter niet alleen gunstig voor eigen product- en procesinnovatie. Ook zit je vooraan als het gaat om innovaties van toeleveranciers. “Als early adapters zijn we meestal nauw be-trokken bij de ontwikkeling van nieuwe technologie. Dit doe je namelijk het
TSM editie 1 | 17
Verbinden
Enkelstuksproductiemet een lasrobot
Marel last kippenslachtmachinesin one-piece-flowproductie
Voor een te lassen onderdeel haalt een Panasonic HS-165-handlin-grobot de bewuste pallet uit het magazijn en bevestigt deze op één van de beide werkstations van de Panasonic TA 1600-lasrobot.

TSM editie 4 | 19
de assemblage onnodig op één onderdeel moet wachten.” Deze software is volledig door de software-engineers van Valk Welding geschreven.
AFSCHEID VAN OUDE GENERATIE LASROBOTMet de ingebruikname van de nieuwe productiecel neemt Marel Stork af-scheid van een oude Panasonic WG-lasrobot met drie bijbehorende werksta-tions. Veertien jaar lang moesten de onderdelen daarin handmatig worden opgespannen, voordat de lasrobot deze af kon lassen. Kouwenberg sluit af: “De oude cel is een goed voorbeeld van de manier van automatiseren zoals we dat vijftien jaar geleden deden. Met de nieuwste robottechnologie en lo-gistieke automatisering kunnen we weer tien jaar op een efficiënte en flexi-bele manier vooruit.”
pallet met één of meerdere onderdelen is gelast, wordt deze door de hand-lingrobot weer terug in het magazijn gelegd of direct richting outputplaats. Kouwenberg legt uit: “De cel bevat 58 maldragers met in totaal 240 verschil-lende mallen. Door de juiste combinaties te maken tussen fast- en slowmo-vers bereik je de juiste productiebalans met een continue workflow.”
SOFTWARE BEPAALT PRODUCTIE De software bepaalt welk onderdeel als eerste wordt gelast, en adviseert de operator, en niet andersom. De operator kan het systeem wel onderbre-ken. Cees Wieringa: “Daarvoor is er aan de voorzijde van de cel een derde werkstation, waar de operator een onderdeel zelf in en uit kan nemen. Zon-der die mogelijkheid zou het systeem te star zijn en loop je het risico dat
Hygiënisch lassenEen zeer belangrijk punt in de voedselverwerkende industrie is voedselveiligheid. Wie een
hygiënische machine bouwt moet ervoor zorgen dat er geen voedsel achter hoekjes of randjes
kan blijven zitten. Bovendien moet alles zeer goed en eenvoudig reinigbaar zijn en moeten
gebruikte materialen bestand zijn tegen de gebruikte ontsmettende reinigingsmiddelen.
Gevolg is dat de meeste machineonderdelen uit rvs zijn vervaardigd, er veel ronde hoeken
zijn en je rechthoekige kokerprofielen nooit ‘horizontaal’ gelast zal zien. Op een plat vlak
kan immer water blijven staan: een potentiële bron voor bacteriën. Ook de eisen die aan de
lassen worden gesteld zijn extra streng. Hoewel er geen specifieke normen zijn voor lassen
in de voedselverwerkende industrie, geldt in overeenstemming met voorgenoemde eisen dat
gaatjes, lasspetters en undercut (groefvorming door te hoge temperaturen) uit den boze zijn.
Dit vergt een goede proceskennis en beheersing van de procesparameters. Gelukkig heeft ook
Marel Stork een speciale door Panasonic ontwikkelde softwaremodule in gebruik, die ervoor
zorgt dat door een optimale stroombronaansturing spettervorming en andere ongewenste
effecten minimaal zijn.
PluimveeverwerkingEr worden nogal wat verschillende soorten machines bij Marel
Stork Poultry Processing gemaakt. Het hele portfolio omvat
oplossingen voor:
• Aanvoer van levend pluimvee
• Primaire verwerking
• Koelen
• Opdelen
• Ontbenen en snijden op hoge snelheid
• Verdelen in batches (met vast gewicht)
• Verdere verwerking
• Wegen/etiketteren/verpakken
• Software voor productiecontrole
Marel Stork Poultry Processing biedt bovendien op maat
gemaakte combinaties van alle bovenstaande systemen. Dit
leidt tot een oneindig groot aantal productvariaties, waarvoor
de nieuwe ‘one-piece-flow-productie’ een prima uitkomst biedt.
Verbinden
“In Dongen zit van oudsher veel technische kennis.”
ZET 15-18 MAART 2016 IN UW AGENDA VOOR HÉT EVENT VAN DE PRODUCTIETECHNOLOGIE
WWW.TECHNISHOW.NL
15-18 maart ’16 Jaarbeurs, Utrecht
Maken Mogelijk Maken
0,000015
HOOFDPARTNER:
@TECHNISHOW
TS2015_ADV_210x297.indd 1 03-09-15 14:10

TSM editie 4 | 21
Jee zou haast denken in Rotterdam terecht te zijn gekomen. Maar als het op pragmatisch de handen uit de mouwen steken gaat, lijkt ook de regio Hengelo geen plaats maar een werkwoord. Menko Eisma heeft er het machinebouwvak in ieder geval goed geleerd. “Ik werk eigenlijk al mijn hele leven bij Trumpf”, legt hij zijn niet geplande
carrièrepad naar de directeursstoel toe. “Gewoon onderaan begonnen en via sales nu op deze plek.” De afgelegde route binnen één bedrijf maakt een paar zaken duidelijk. Op de eerste plaats weet Trumpf, ondanks het nijpende tech-neutentekort, goed de mensen aan zich te binden. Verloop is er nauwelijks. Maar het maakt ook dat Menko Eisma alle ontwikkelingen van de metaal-branche van de pak en beet afgelopen dertig jaar van heel dichtbij heeft mee-gemaakt. Wat is hem hierbij opgevallen?
STERKE VERSCHUIVING“De metaalverwerkende industrie en dus ook de machinemarkt zit momen-teel in en transitie,” signaleert hij. “De ondernemer van vroeger was toch vooral een techneut, een vakman die zijn metier door het werk met de ma-chine had geleerd. Nu neemt software een steeds grotere plaats in en zien we steeds meer jongere ondernemers met een meer generalistische instelling. De ondernemer van nu is gemiddeld hoger opgeleid en beter op de hoogte van alle digitale hulpmiddelen die de laatste decennia zo snel vooruitgegaan zijn. Het risico daarvan is natuurlijk wel dat de ondernemer van nu zich meer opstelt als zakenman, minder feeling met de techniek heeft en vooral kijkt naar de automatisering van het complete bedrijfsproces. En of je dat nu goed of slecht vindt maakt niet uit, we kunnen beter gewoon accepteren dat deze ontwikkeling een feit is. Als je naar onze nieuwste machineconcepten kijkt, dan zie je dat daar software en automatisering een steeds belangrijkere posi-tie innemen. Hoewel ik de hardere innovaties echt niet tekort wil doen, zie je
dat software en automatisering voor een steeds groter deel de ontwikkel- en productiekosten bepalen, maar ook het rendement en meerwaarde van onze machines.”
LEASE NIET TEGEN TE HOUDENVolgens Eisma betekent de focusverschuiving naar de zachte kant ook dat de rol van de machine een andere wordt. De machine van nu wordt steeds vaker gezien als één van de stappen binnen het complete proces van waardecrea-tie. Dat betekent dat de verdiencapaciteit van de machine steeds meer op de voorgrond komt te staan. Zaken als bouwjaar, vermogen en productiecapa-citeit worden naar de achtergrond verdrongen. “Ondernemers in de maakin-dustrie zien zich eerder als gebruiker, dan als eigenaar van hun machinepark. Het gebruik van de machine is in hun visie ook veel belangrijker dan het bezit van de machine. Daarom winnen moderne constructies als lease en huur aan populariteit. We zien dat ook in onze eigen klantenkring. Steeds meer machines worden nu per productie-uur afgerekend. Wij bieden daar met Trumpf-lease een oplossing voor. Wat we doen is in feite operational lease, compleet met bankvergunning. De klant van nu wil liever betalen voor feitelijk geleverde productie, in plaats van de traditionele aankoop van de machine als geheel. Deze trend is al eerder begonnen met het onderhoud aan machines dat tegenwoordig steeds vaker per uur wordt afgerekend. De huidige wetgeving loopt nog wel achter op deze ontwikkeling waarin de le-verancier eigenlijk optreedt als bank, maar uiteindelijk is deze trend richting lease niet tegen te houden.”
INDUSTRIE 4.0 ZORGT VOOR BANENIndustrie 4.0 en Smart Industry staan al een tijd behoorlijk in de kijker. Wat is de visie van Eisma op dit onderwerp? “Ik ben ervan overtuigd dat Smart In-dustry veel banen zal opleveren. Dankzij de investeringen in allerlei vormen van automatisering is de Nederlandse maakindustrie al heel ver gevorderd
TSM editie 1 | 21
Interview
Geen woorden maar daden
Nieuwe Trumpf-directeur Menko Eisma tegen praatclubjes
“
“
“STOP GEEN GELD IN PRAATCLUBJES,
ZORG LIEVER VOOR MEER
INVESTERINGSAFTREK”
Sinds 26 juni is Menko Eisma de nieuwe roerganger van Trumpf Nederland. Als opvolger van Ger van der Endt heeft hij een duidelijke mening over de te volgen koers van zijn bedrijf en de sector. Voor wat betreft kennis en kunde zijn we op de goede weg: het Neder-landse machinepark is behoorlijk hightech. Maar wil-len we doorpakken, dan moeten niet de praatclubjes, maar juist de mkb-bedrijven bij de geldboom kunnen.
Bart Driessen

TSM editie 4 | 23
daarvan kan de overheid beter geld uitgeven voor een investeringsaftrek voor zaken die nodig zijn om mee te kunnen met Industrie 4.0. Uurvergoe-dingen voor praatsessies leveren niks op, maar belastingaftrek juist wel. Laat bedrijven dus investeren in IT, connectiviteit, software en hightech-machi-nes. Ook het kleinbedrijf moeten we helpen, bijvoorbeeld door het versneld beschikbaar stellen van basisvoorzieningen zoals glasvezel op bedrijventer-reinen. Bedrijven moeten zich namelijk blijven ontwikkelen en investeren. Anders raken ze hun concurrentiepositie kwijt.”
TECHNISCH PERSONEELEn hoe is met de beschikbaarheid van technisch personeel? Kan Trumpf zelf voldoende mensen krijgen? “Het tekort aan techneuten is algemeen bekend. Bij ons lukt het wel om voldoende goede mensen te vinden. Maar daar moe-ten we veel voor doen. We zorgen er bijvoorbeeld voor dat wij bekend staan als modern en innovatief bedrijf. Behalve een goed imago bieden we ook een aantrekkelijke werkomgeving. En heel belangrijk is de functie-inhoud. Daar-in hebben onze mensen alle ruimte voor meebeslissen, een eigen mening en zelfstandig werken. En natuurlijk veel scholing en persoonlijke ontwikkeling. We hebben een eigen trainingscentrum waarin we eigen medewerkers, maar ook klanten regelmatig bijscholen. En verder besteden we veel aandacht aan de fitheid van ons personeel. Ook dat vinden wij heel belangrijk. We stimu-leren bewust en gezond leven aan de hand van een speciaal programma. Dat Trumpf veel doet aan innovatie blijkt onder meer uit de 8,9 procent van de omzet die het besteedt aan Research & Development. Trumpf is bekend om haar machines voor ponsen, kanten en lasertechnologie, en beschikt over een eigen laserbron, de energiezuinige TruDiodelaser.”
PRIMEUR OP TECHNISHOWTot slot een vraag over de TechniShow. Wat is Trumpf hier van plan? Men-ko Eisma: “Het ruwe schema staat inmiddels wel op papier. De editie 2016 wordt iets anders dan normaal. We zullen minder focussen op grote ma-chines, maar meer op innovatie. Smart Industry of Industrie 4.0 is hierbij wat ons betreft de grote ontwikkeling in de metaalverwerkende industrie. Vroeger lieten we altijd veel machines zien, nu gaat het meer om het tonen van processen. De bezoeker zal dus op de beurs straks te zien krijgen wat er eigenlijk in de machine zit en hoe het werkt. We maken de machine open en toegankelijk voor de gebruiker. Hierbij gaat het erom wat je met de machine kan doen. Zo kunnen we zelfdenkende en zelfcorrigerende aspecten van een machine laten zien. We doen dat bijvoorbeeld door het tonen van simulatie. Tijdens de TechniShow komen we ook met een primeur. Wat dat is? Gaan we nu niet verklappen. Kom op de donderdagavond naar onze stand. Dan maken we onze oplossing voor Industrie 4.0 bekend. Meer zeg ik nu niet.”
als het om Industrie 4.0 gaat. Sommige Nederlandse bedrijven lopen zelfs internationaal voorop, zonder dat ze het 4.0 noemen. De meest complexe productie-installaties staan al in Nederland. Ik beschouw onze markt dan ook als een serieus voorbeeld voor de rest van de wereld. Dankzij het hoge niveau van onze maakindustrie zien we zelfs dat productie die nu weer te-rugkomt, het zogenaamde ‘reshoring’. Dat gebeurt natuurlijk niet als we niet bijzonder competitief zouden zijn. Dat zijn we zeker. Wat dat betreft ben ik zeer positief als het om Smart Industry gaat.”
LIEVER INVESTERINGSAFTREK“Kritischer ben ik over het beleid rond het thema. Ik ben bang dat de cam-pagne voor Smart Industry leidt tot meer geld voor praatclubjes. In plaats
Familiebedrijf
Trumpf Nederland is in 1953 gestart en heeft nu in Nederland 75 mensen in dienst, waarvan er 25 zijn ondergebracht bij ASML ten
behoeve van het EUV-project. De Nederlandse vestiging geniet volgens Menko Eisma veel vrijheid. Weliswaar is het verantwoording
schuldig aan de Duitse moeder in Ditzingen bij Stuttgart, maar dat gaat niet verder dan overleg over grote kapitaalinvesteringen.
Trumpf is een familiebedrijf en heeft dus geen last van aanhouders. In totaal werken er wereldwijd 11.000 mensen. De jaaromzet
bedraagt 2,6 miljard euro.
Interview
Menko Eisma nam op 26 juni het roer over van Ger van der Endt als nieuwe directeur van Trumpf Nederland.
Dat kan vanaf nu dankzij:
• De “Welbee” next generation lasmachines van OTC- met Welbee chip (kloksnelheid 20ns) absolute controle op lasboog.
- bevatten drie geoptimaliseerde laskarakteristieken voor staal, roestvaststaal en aluminium.
• De servogestuurde lastoorts - Hierdoor hebt u uitzonderlijk goede controle over
aanvoer van lasdraad tot in de tip.
De robotsystemen worden geleverd als standaard kits. Hierdoor zijn ze eenvoudig te installeren en makkelijk te verplaatsen.
20-22 oktober 2015
Standnummer A4000
Bezoek ons op:
I www.rolan-robotics.comT 0229 - 248484
TSM editie 4 | 25
Liam van Koert & Henk van Beek
De metaalsector zit weer in de lift. Toch komt de financiering voor een nieuwe machine via de bank maar lastig rond. Steeds meer machinebouwers hel-pen hun klanten daarom bij het op poten zetten van leaseconstructies. Ook gaan alternatieve investeer-ders zich mengen. Een vloek of een zegen, nu het CBS concludeert dat we in Nederland te verslaafd zijn aan banken?
Chantal Baas, directeur van FPT-VIMAG, weet dat financiering een belangrijk element is voor de branche. “De vooruitzichten in de sector zijn veelbelovend. Als vroegcyclische industrie is economisch herstel bij ons het eerst zichtbaar. Aan de andere kant zie je dat bij andere takken van de economie het herstel
nog niet meetbaar is. Ze weten dat de crisis waarschijnlijk voorbij is, maar durven er nog niet naar te handelen. Het is voor onze branche een beetje rij-den met de handrem erop.” Deze paradox zorgt ervoor dat de machinebou-wers soms zelfs een beetje last hebben van het economische herstel. “Groei gaat soms gepaard met groeipijn”, geeft Baas aan. “Tijdens de crisis heeft ook de machinebouwer moeten interen op het vermogen. Nu trekt de vraag weer aan en moeten machinebouwers investeren in mensen en middelen, zonder dat daar directe omzet tegenover staat. De kosten gaan voor de baat uit. Beta-lingstermijnen zijn lang en banken houden hun vinger op de knip.”
Bedrijfsvoering
Hoe financiertu uw nieuwe machine?
Voorzichtigheid banken remt, maar maakt ook creatiefFINANCIERING DOOR LEVERANCIERSKan deze impasse worden doorbroken? Waar banken zich terugtrekken als financiers, vullen andere partijen de gaten op. “Er zijn naast gewone bank-leningen verschillende opties. Zo zijn er stimuleringsregelingen, zoals het borgstellingskrediet. Het risico wordt door de overheid opgevangen en ban-ken durven dan wel te investeren. Een andere frequent gebruikte oplossing is hulp bij financieringen door de leverancier zelf. Een flink aantal producten, ook in de metaalindustrie, heeft een banklicentie en mag als financiële instel-ling optreden. Het Duitse Siemens heeft onlangs onderzoek laten doen naar de markt voor productiemachines. Centraal stond de vraag of klanten van machinebouwers meer moeite moesten doen bij de bank dan voorheen. Het overgrote deel (84 procent) van de klanten van machinebouwers gaf aan dat het inderdaad moeilijker werd om bankkrediet los te peuteren. “Ondanks dat de maakindustrie stabiel is en de verwachtingen uitstekend, blijven banken terughoudend. Dat de markt zelf deze problematiek aanpakt, vind ik uitste-kend. Vaak zijn leveranciers heel goed ingevoerd in de trends, technieken en weten ze van alles van hun klanten. Een leverancier is veel beter in staat om een analyse van een klant te maken dan een bank. Logisch is dan ook dat ongeveer tweederde van de klanten aanklopt bij de leverancier voor hulp in de aanschaf.” Het vaakst valt een leaseconstructie uit de bus. “Eigenlijk niets nieuws onder de zon. Altijd al is de relatie tussen de leverancier en de klant sterk geweest. Ze hebben elkaar nodig. Het grote verschil met vroeger? Ban-ken vandaag de dag durven geen risico’s te nemen, maar onderzoeken wel mogelijkheden voor toekomstige financieringsconstructies zoals lease. Ze raadplegen daarbij onze sector wat ik positief vind. Vooralsnog levert dit nog te weinig vruchten op. Financieren door leveranciers neemt daarom snel toe.”
KLEINE MKB ACHTERGESTELDBastiaan Clement is directeur van machinebouwer Style. Als één van de wei-nige Nederlandse producenten van draai- en freesmachines heeft hij behoor-lijk last van de bankiershand die ondanks de vooruitzichten maar op de knip lijkt te blijven. “We merken absoluut dat het voor onze klanten veel lastiger is om financieringen rond te krijgen. Het zet een rem op alle processen. Die van ons en die van hen.” Er volgen diverse voorbeelden waarin Style en klant er voor wat betreft machine en prijs snel uit waren, maar het financierings-traject vervolgens een groot gedeelte van het jaar in beslag kon nemen. “We hebben de afgelopen acht maanden echt veel tijd verknoeid. Misschien kom het doordat veel van onze klanten zich in het kleine deel van het mkb-spec-trum bevinden. Onze machines die tussen de 60.000 en 260.000 euro kosten staan meestal bij bedrijven met drie tot zeven werknemers. Bovendien zijn velen van hen pas een jaar of vier bezig. Startups, ze zijn hip. Maar in de metaal willen de banken aan deze groep maar nauwelijks een financiering verstrekken. Ze vinden het blijkbaar te risicovol.” Clement geeft toe dat de meeste van deze bedrijven geen topboekhouders zijn. De getallen moeten het liefst vijf jaar op een rij rooskleurig kloppen. Een verliesjaar is uit den boze wil een bank überhaupt met deze metaalbewerkers om de tafel. Het geeft aan waar de schoen misschien wel het meeste wringt: het gat tussen de kleine mkb’er en Nederlandse maar mondiaal opererende banken als Rabobank, ING en ABN AMRO is immens. Twee totaal verschillende werelden met elk hun eigen taal en cultuur. Een regionaal filiaal binnen lopen voor advies? Dat gaat tegenwoordig online, eventueel via Skype. En de mens achter de cijfers? De rumoerige werkvloer achter de orders? Daarvoor is de afstand te groot. Bovendien zijn dergelijke parameters geen grond voor financiering. Niet kwantificeerbaar, dus niet ter zake doend.
CREATIEVE NOODZAAKKunnen kleine mkb’ers hun machines dan alleen nog maar cash afrekenen? Clement: “Gelukkig staan wij wel met twee benen in het werkveld en weten
Opmars peer-to-peer financiering Ondanks het feit dat het CBS financieringsvormen als
crowdfunding slechts een aanvulling noemt, laten cijfers in het
rapport zien dat het wel degelijk in de lift zit. 2013 liet een
verdubbeling ten opzichte van 2012 zien. Ook komen er steeds
meer mkb-fondsen die zonder tussenkomst van banken in het
mkb investeren.
Een mooi voorbeeld is het Duitse internetplatform Zencap
dat onlangs nog 230 miljoen euro ophaalde en ook naar
Nederland komt. Het geld is zowel afkomstig van investeerders
als consumenten die met een minimale inleg van 100 euro tot
14,64 procent rendement kunnen halen. Hierbij brengt Zencap
de risico’s en rentetarieven van elk kredietproject in kaart en
faciliteert het de maandelijkse aflossingen en rentebetalingen.
De leningen hebben over het algemeen een bandbreedte van
tussen de 10.000 tot 250.000 euro en een looptijd van zes
maanden tot vijf jaar. Leners moeten wel een omzet hebben
van minimaal 100.000 euro in het laatste jaar en dienen ten
minste twee jaar te bestaan. Zencap belooft dat het aanvragen
van een lening slechts een kwartier in beslag neemt.
Binnen 48 uur ontvangt de ondernemer een reactie op zijn
kredietaanvraag – een afwijzing of een aanbod, waarbij hij een
dag later over zijn geld kan beschikken. Ook het Nederlandse
geldvoorelkaar.nl werkt op een vergelijkbare wijze en is er
speciaal voor het mkb.
Morgan Stanley verwacht dat tegen 2020 zestien procent van
alle mkb-financiering afkomstig is van platforms zoals Zencap.
In de Verenigde Staten ging het in 2014 om een markt van
twaalf miljard dollar. In Europa loopt het Verenigd Koninkrijk
voorop. Hier ging in 2014 tachtig procent van al het Europese
peer-to-peer-geld naartoe. Voor 2015 is de verwachting dat er
in Engeland 3 miljard euro aan leningen uitgegeven wordt. Het
is altijd een druppel op de gloeiende plaat, maar de sterke
groei is evident.

TSM editie 4 | 27
we wat onze klanten in hun mars hebben. Bovendien zien we of ze het druk hebben of niet en zijn de meeste van hen techneuten en redelijk zwart-wit. Het gaat goed of het gaat slecht. Doordat we enigszins kunnen inschatten hoe per klant de vlag erbij hangt, kunnen we bij niet te grote bedragen een deel van het risico voor onze rekening nemen. Samen met Oosterveld Lease – een lokale partij waar we vaak mee samenwerken die wel met kleinere metaal-bewerkers om de tafel gaat om alles op een rijtje te zetten – vinden we dan meestal wel een oplossing. Maar het vergt creativiteit. Zo hebben we een keer een beroep op een pensioenfonds kunnen doen. Ook bleek voor een klant de huurbaas die meer verhuurde fabrieksmeters wel zag zitten een optie. Voor Style is meefinancieren – ondanks dat we deel uitmaken van een gro-tere groep waar de banken wel graag mee praten – daarnaast ook nog eens lastiger dan voor sommige buitenlandse concurrenten. Wij kunnen geen 36 maanden tegen nul procent rente bieden.” En eigentijdse financieringsme-thoden als crowdfunding? Daarvoor is de metaalsector volgens Clement nog te conservatief. Wellicht dat nieuwe mkb-investeringsinitiatieven ook de weg naar de metaalsector weten te vinden, maar vooralsnog zijn de bedragen die in dergelijke lovenswaardige initiatieven omgaan te klein om een structu-rele oplossing te bieden. “Een impuls vanuit de overheid zou zeer welkom zijn”, vindt Clement. “Misschien brengt Prinsjesdag wel uitkomst. Je weet het nooit. In 2013 leidde de mogelijkheid tot vervroegde investeringsaftrek bij ons namelijk wel degelijk tot meer bestellingen.”
MEER AANDACHT FINANCIËNDavid Kemps is Sector Banker Industrie bij ABN AMRO. Hij snapt de frus-tratie over lastige financiering, maar ongezond is dit volgens hem niet. “Het is een feit dat banken vanwege Basel 3-eisen de voorkeur geven om machi-nes via leasing te financieren”, licht hij zijn kant van de medaille toe. “Voor banken is dit voordelig omdat dit voor minder kapitaalbeslag zorgt en een hogere zekerheid biedt. Voor de machinebouwer betekent dit een betere prijs en hogere kans op goedkeuring.” Ook is volgens Kemp het herstel nog broos,
wat tot voorzichtigheid maant. “Orderintake binnen de industrie is de laatste maanden flink gestegen en dat zorgt ook voor meer vraag naar uitbreiding van een machinepark. Maar de groei is vaak nog fragiel. Veel bedrijven ko-men uit een verliessituatie of omzetdaling en vragen een financiering aan voor nieuwe productiemachines die veelal niet goed onderbouwd is met af-namecontracten. Ook mist vaak een duidelijke visie. Dit geldt vooral voor kleinmetaal, waar de focus van de dga vooral op de techniek ligt en minder op finance en sales. Enkel een machine kopen omdat deze sneller of nauw-keuriger is zonder een duidelijke visie om die machine voor de komende drie jaar 24/7 vol te leggen met nieuwe opdrachten, zorgt voor veel discussie en vaak een negatief oordeel. Daarbovenop komt ook dat ons risicowegings-model nog steeds zwaar leunt op resultaten uit het verleden.”Kemp besluit dat elke casus anders is, maar geeft toe dat het kleinbedrijf het wel zwaarder heeft. “Ook hier telt de wet van de grote cijfers. Professionaliteit van het ma-nagement is daarom zeer belangrijk en we hechten steeds meer waarde aan een goede financiële administratie. Dit betekent ook een frequente rapporta-ge en een duidelijk dashboard waar het management op kan sturen. De tijd dat een simpel Excelletje voldoet is wel voorbij.”
“
“
“HET IS VOOR ONZE BRANCHE
EEN BEETJE RIJDEN MET DE
HANDREM EROP”
Bedrijfsvoering
MKB Nederland bankverslaafd?De financiële crisis maakte de afhankelijkheid van Nederlandse bedrijven van de
banken pijnlijk duidelijk. Toen de banken vanaf 2009 langzaam de kredietkraan
dichtdraaiden, werden veel ondernemingen beroofd van hun belangrijkste bron van
kapitaal. In de Verenigde Staten, waar het gemakkelijker is voor bedrijven om geld
op te halen op de beurs of bij private investeerders, zag je dat bedrijven eerder
opkrabbelden na de crisis. Het Centraal Planbureau publiceerde eind augustus
een lijvig document (De Nederlandse financieringsstructuur in perspectief), dat
de bankafhankelijkheid van het Nederlandse mkb onderstreept. Volgens het
rapport is bancair krediet veruit de grootste bron van externe financiering van het
Nederlandse mkb. Circa veertig procent van het uitstaande bedrijfskredieten bij
banken is aan het mkb. Eind 2013 komt dit neer op zo’n 143 miljard euro. Het
rapport stelt dat de exacte hoeveelheid kapitaalmarktfinanciering moeilijk is vast
te stellen, maar dat deze zeer beperkt is. Nederlandse bedrijven gebruiken traditionele alternatieven voor bankfinanciering zoals leasing,
factoring en participaties nog relatief weinig. Uitgaande dat mkb’ers voornamelijk investeringen onder de vijf miljoen euro nodig hebben,
verschaffen participatiemaatschappijen voor ongeveer 1,9 miljard euro externe financiering aan het Nederlandse mkb. Asset-based
financiering blijkt voor kleine bedrijven ook zeer beperkt. Op basis van beschikbare informatie schat het CBS een volume van ongeveer 3,6
miljard euro aan factoring, en ongeveer vier miljard euro aan lease. Nieuwe alternatieve vormen van financiering groeien snel, maar met
een omvang van enkele honderden miljoenen blijven het vooralsnog nichemarkten. Zolang ze niet voldoende schaalgrootte bereiken, blijven
ze slechts een aanvulling op bancaire kredietverlening.
Vandaag ontworpen,morgen gemaakt
Een enorm potentieel voor Additive Manufacturing
Kijk op www.renishaw.nl/additive voor meer informatie
Toen Empire Cycles, een toonaangevende Britse ontwerper van high performance mountainbikes droomde over de
ontwikkeling van ‘s werelds eerste 3D geprinte metalen fi etsframe, namen ze met ons contact op. In de fi etswereld is het een
openbaring – een titanium frame ‘geprint’ op een Renishaw machine, uitgegroeid tot een echt mondiaal verhaal – iets dat tot
de verbeelding spreekt en laat zien dat alles mogelijk is.
Renishaw Benelux BV Nikkelstraat 3, 4823 AE, Breda, The NetherlandsT +31 76 543 11 00 F +31 76 543 11 09 E [email protected]
www.renishaw.nl
Renishaw's additive bike advert_185x132mm_0815 DRAFT_NL.indd 1 26/08/2015 10:32:26
ww
w.d
ymato.n
lw
ww
.dym
ato.nl
DYMATOAAN DE BASIS VAN KWALITEIT
Voor een u i tgebre id o r iënte rend gesprek kunt u be l len met onze spec ia l i s ten 0318-550800 in [email protected] l
Met Hyundai-Wia’s nieuwe lijn van horizontale bewerkingscentra investeert u in technologie die u op een voorsprong zet!
Eén van de toppers uit deze nieuwe lijn is de
Hyundai-Wia HS-4000. Deze machine haalt
as-snelheden van maar liefst 50 meter per
minuut over de X-, Y- en Z-as. Uitgerust met
een Big Plus spindelopname wordt gereed-
schap gegarandeerd stabiel opgenomen.
De 25/22 kW ingebouwde spindelmotor
heeft een standaard toerental van 12.000
omwentelingen per minuut.
Ontdek de Hyundai-Wia HS-4000:
een energiebesparende machine boordevol
mogelijkheden om uw productbewerking te
optimaliseren!
12020142_DYMATO_ADV_215x150_technishow.indd 1 6/11/12 10:10 AM
ww
w.d
ymato.n
lw
ww
.dym
ato.nl
DYMATOAAN DE BASIS VAN KWALITEIT
Voor een u i tgebre id o r iënte rend gesprek kunt u be l len met onze spec ia l i s ten 0318-550800 in [email protected] l
Met Hyundai-Wia’s nieuwe lijn van horizontale bewerkingscentra investeert u in technologie die u op een voorsprong zet!
Eén van de toppers uit deze nieuwe lijn is de
Hyundai-Wia HS-4000. Deze machine haalt
as-snelheden van maar liefst 50 meter per
minuut over de X-, Y- en Z-as. Uitgerust met
een Big Plus spindelopname wordt gereed-
schap gegarandeerd stabiel opgenomen.
De 25/22 kW ingebouwde spindelmotor
heeft een standaard toerental van 12.000
omwentelingen per minuut.
Ontdek de Hyundai-Wia HS-4000:
een energiebesparende machine boordevol
mogelijkheden om uw productbewerking te
optimaliseren!
12020142_DYMATO_ADV_215x150_technishow.indd 1 6/11/12 10:10 AM

TSM editie 4 | 29
taansturing een uitdaging. Want in tegenstelling tot het gebruikelijke opdelen van een 3D-model in laagjes, moest nu een precieze baan in de 3D-ruimte worden beschreven door een robot die bovendien helemaal in sync was met het materiaaltoevoegsysteem. Dit betekende een aardig aantal uurtjes pro-grammeren voor het aan elkaar knopen van ontwerp en besturingssoftware om diverse vormvariaties in het digitale ontwerp snel naar de fysieke wereld te halen. Gelukkig was er bij MX3D de nodige technische kennis voorhanden en kon onder andere een beroep worden gedaan op de kennis van het Insti-tute for Advanced Architecture of Catalonia (IAAC).
METALNa het slagen van project MX3D Resin was het tijd voor een volgende stap: het printen van metalen. De machine die de beste papieren had deze klus te klaren lag voor de hand: een lasrobot. Ook hier was het vooral een uitdaging het smeltbad dusdanig goed te beheersen en snel te laten stollen, zodat pre-cies op de gewenste plek materiaal met een perfecte hechting kon worden toegevoegd. Volgens Geurtjens is dit gelukt door zowel de nieuwe, als ook een deel van de voorgaande druppel te laten smelten. “We hebben diverse geprinte structuren bij de TU Delft laten testen. Het blijkt dat we negentig procent van de normale metaalsterkte halen.” En omdat MX3D precies daar sterkte kan toevoegen waar nodig, wordt ondanks die ingeleverde tien pro-cent natuurlijk behoorlijk wat materiaal bespaard. Er zijn in het Metal-pro-ject al heel wat materialen met goed gevolg getest. Zo kan worden gewerkt
met staal, rvs, aluminium of koper. Elk kent natuurlijk zijn eigen parameters als pulstijd en pauze, druppeldikte of oriëntatie van de lastoorts. Dat geldt ook voor het type lijn dat geprint wordt: vertikaal, horizontaal of gekromd. Er kunnen bovendien ‘solid’ lijnen worden geprint, of holle buisprofielen, waar later ook weer materiaal aan kan worden toegevoegd. En bovendien kunnen er meerdere lijnen alternerend met één kop worden geprint die el-kaar op strategische punten snijden, om zo zelfdragend te zijn. Om dit soft-ware- en besturingstechnisch allemaal in goede banen te leiden was er hulp van robotintegrator Acotech uit Lith en het Amerikaanse Autodesk.
BRIDGEEn toen leek de wereld wakker te worden. Nu zal de bekendheid van Jo-ris Laarman – zijn ontwerpen zijn wereldwijd in gerenommeerde musea te vinden – en een aantal partners als Autodesk en ABB ongetwijfeld hebben geholpen. Maar ‘the proof ’ was toch vooral ‘in the pudding’. Een brug prin-ten. Ja, dat zou best eens kunnen werken, dachten ook constructiebedrijf Heijmans en de Gemeente Amsterdam. Hoewel de theorie inmiddels dicteert dat de nieuwe brug in twee maanden geprint kan worden, zal het toch tot in 2017 duren voordat de Laarmanbrug zich tot één van de ongeveer 1.200 bruggen die de Amsterdamse grachtengordel rijk is mag rekenen. De brug is immers een volgende stap in een serieus experiment tot nieuwe, vrijere productiemethoden te komen. “Ik geloof sterk in de toekomst van digitale fabricage en lokale productie; ‘het nieuwe ambacht’. Deze brug kan laten zien hoe 3D-printen eindelijk de wereld van grootschalige functionele objecten en duurzame materialen binnentreedt, en tegelijkertijd een ongekende vorm-vrijheid mogelijk maakt. De symboliek van een brug is een mooie metafoor om de technologie van de toekomst te verbinden met de oude stad op een manier die het beste van beide werelden naar boven haalt”, aldus Laarman.
SOFTWARE-INTEGRATIEDat de met de combinatie digitale fabricage met lokale productie ook een flinke portie softwareontwikkeling gemoeid is, is ook MX3D inmiddels wel duidelijk. “We hebben veel gebruik gemaakt van Autodesks Project Dream-
Liam van Koert
De Amsterdamse startup MX3D werd in korte tijd wereldberoemd. Waar hun eerste projecten Resin en Metal een relatief klein publiek bereikten, zette Bridge de ontwikkelde robotprinter stevig op de kaart. En waarom ook niet. Twee robots die al printend naar de overkant van een Amsterdamse gracht wandelen? Dat getuigt niet alleen van een sterk staaltje technisch vernuft, maar ook van een flinke dosis verbeeldings-kracht.
Is het luchtlassen of 3D-printen? Wie de robot met zijn lastoorts zijn zwie-rende metalen lijnen door de lucht ziet trekken, zal het al snel een worst zijn. De organische structuren die uit het niets lijken te ontstaan hebben een hypnotiserend effect op menig toeschouwer. Maar omdat er wel degelijk las-spetters in de rondte vliegen, is het misschien beter er maar niet te lang bij stil te staan. Beter is het na te denken over wat deze manier van produceren betekent. En dat zou zomaar een kleine revolutie kunnen zijn.
OUTSIDE THE BOXMX3D is het geesteskind van Joris Laarman. De ontwerper die in 2003 cum laude aan de Design Academy in Eindhoven afstudeerde, startte een klein jaar later zijn eigen laboratorium. Hier werkte hij onder andere aan de in kunstkringen bekende Heatwave-radiator en enkele meubelen die met hun organische voorkomen de toepasselijke naam ‘Bone furniture’ kregen. De rode draad door zijn werk lijkt de vrije vorm, wat meteen zijn interesse voor 3D-productietechnologie verklaart. Laarman heeft in zijn lab namelijk al-tijd alles zelf willen maken. Onmogelijk bestaat niet. Desnoods wordt zelf het wiel uitgevonden, want high-end engineering, wetenschap en design zijn kanten van eenzelfde medaille die niet moeten worden geschuwd, maar om-armd. “In de tijd dat we onze meubels maakten, waren we erg teleurgesteld over de mogelijkheden die 3D-printen gaf. De belofte was er wel, maar de mogelijke printvolumes waren veel te klein en de prijzen veel te schrikbarend hoog”, herinnert Laarman zich. Het was het begin voor een zelfontwikkelde printtechniek die CTO en medeoprichter van MX3D Tim Geurtjens ‘outside the box printing’ noemt. Het maakt geen gebruik van een poederbed waarin laagsgewijs onderdelen worden opgebouwd, maar van een industriële zes-assige robot die telkens nieuwe druppels materiaal aan elkaar plakt. Ineens was het bereik van de robotarm de enige beperking voor de grootte van het eindproduct. Ineens waren er bovendien geen support structures meer no-
dig, omdat de robot onder elke hoek op elke plek materiaal kon toevoegen en letterlijk lijnen in de lucht kon tekenen. Nou ja, ineens…
RESINVoor niks gaat de zon op en vanzelf gaat er maar weinig. Het eerste project Resin van MX3D stuitte dan ook op de nodige uitdagingen. De grootste hier-bij was misschien nog wel de te extruderen hars die na aanbrengen super-snel moest uitharden, zodat de druppels ook precies daar bleven zitten waar ze waren aangebracht. Bovendien lag er voor wat betreft software en robo-
TSM editie 1 | 29
Innovatie
Luchtlassenof robotprinten?
MX3D maak metalen brug met uniekeDirect Metal Deposition-technologie
“
“
DE ROBOT KAN ZONDER SUPPORT
STRUCTURES METALEN LIJNEN
IN DE LUCHT TEKENEN
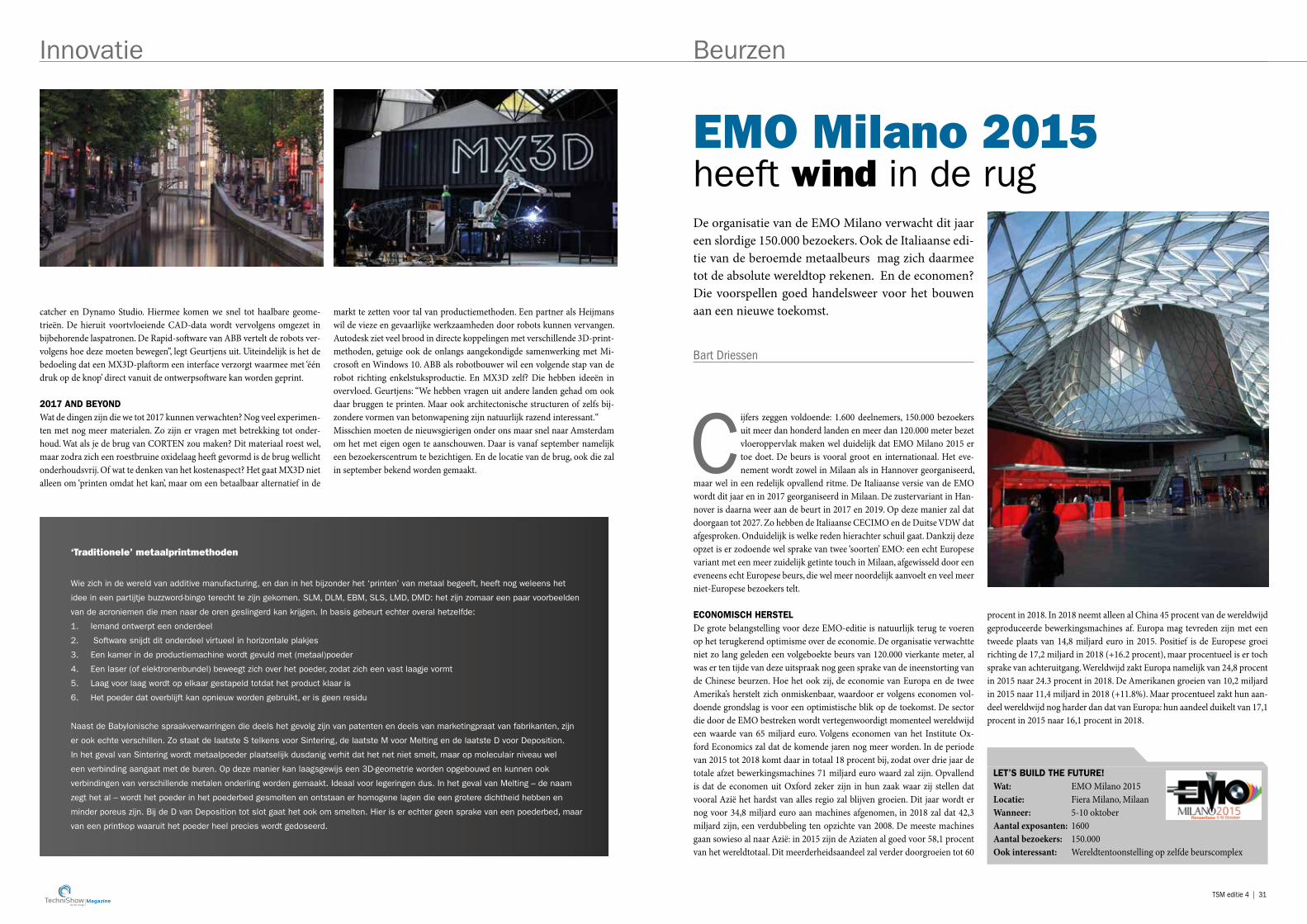
TSM editie 4 | 31
markt te zetten voor tal van productiemethoden. Een partner als Heijmans wil de vieze en gevaarlijke werkzaamheden door robots kunnen vervangen. Autodesk ziet veel brood in directe koppelingen met verschillende 3D-print-methoden, getuige ook de onlangs aangekondigde samenwerking met Mi-crosoft en Windows 10. ABB als robotbouwer wil een volgende stap van de robot richting enkelstuksproductie. En MX3D zelf? Die hebben ideeën in overvloed. Geurtjens: “We hebben vragen uit andere landen gehad om ook daar bruggen te printen. Maar ook architectonische structuren of zelfs bij-zondere vormen van betonwapening zijn natuurlijk razend interessant.“Misschien moeten de nieuwsgierigen onder ons maar snel naar Amsterdam om het met eigen ogen te aanschouwen. Daar is vanaf september namelijk een bezoekerscentrum te bezichtigen. En de locatie van de brug, ook die zal in september bekend worden gemaakt.
catcher en Dynamo Studio. Hiermee komen we snel tot haalbare geome-trieën. De hieruit voortvloeiende CAD-data wordt vervolgens omgezet in bijbehorende laspatronen. De Rapid-software van ABB vertelt de robots ver-volgens hoe deze moeten bewegen”, legt Geurtjens uit. Uiteindelijk is het de bedoeling dat een MX3D-plaftorm een interface verzorgt waarmee met ‘één druk op de knop’ direct vanuit de ontwerpsoftware kan worden geprint.
2017 AND BEYONDWat de dingen zijn die we tot 2017 kunnen verwachten? Nog veel experimen-ten met nog meer materialen. Zo zijn er vragen met betrekking tot onder-houd. Wat als je de brug van CORTEN zou maken? Dit materiaal roest wel, maar zodra zich een roestbruine oxidelaag heeft gevormd is de brug wellicht onderhoudsvrij. Of wat te denken van het kostenaspect? Het gaat MX3D niet alleen om ‘printen omdat het kan’, maar om een betaalbaar alternatief in de
‘Traditionele’ metaalprintmethoden
Wie zich in de wereld van additive manufacturing, en dan in het bijzonder het ‘printen’ van metaal begeeft, heeft nog weleens het
idee in een partijtje buzzword-bingo terecht te zijn gekomen. SLM, DLM, EBM, SLS, LMD, DMD: het zijn zomaar een paar voorbeelden
van de acroniemen die men naar de oren geslingerd kan krijgen. In basis gebeurt echter overal hetzelfde:
1. Iemand ontwerpt een onderdeel
2. Software snijdt dit onderdeel virtueel in horizontale plakjes
3. Een kamer in de productiemachine wordt gevuld met (metaal)poeder
4. Een laser (of elektronenbundel) beweegt zich over het poeder, zodat zich een vast laagje vormt
5. Laag voor laag wordt op elkaar gestapeld totdat het product klaar is
6. Het poeder dat overblijft kan opnieuw worden gebruikt, er is geen residu
Naast de Babylonische spraakverwarringen die deels het gevolg zijn van patenten en deels van marketingpraat van fabrikanten, zijn
er ook echte verschillen. Zo staat de laatste S telkens voor Sintering, de laatste M voor Melting en de laatste D voor Deposition.
In het geval van Sintering wordt metaalpoeder plaatselijk dusdanig verhit dat het net niet smelt, maar op moleculair niveau wel
een verbinding aangaat met de buren. Op deze manier kan laagsgewijs een 3D-geometrie worden opgebouwd en kunnen ook
verbindingen van verschillende metalen onderling worden gemaakt. Ideaal voor legeringen dus. In het geval van Melting – de naam
zegt het al – wordt het poeder in het poederbed gesmolten en ontstaan er homogene lagen die een grotere dichtheid hebben en
minder poreus zijn. Bij de D van Deposition tot slot gaat het ook om smelten. Hier is er echter geen sprake van een poederbed, maar
van een printkop waaruit het poeder heel precies wordt gedoseerd.
Innovatie
procent in 2018. In 2018 neemt alleen al China 45 procent van de wereldwijd geproduceerde bewerkingsmachines af. Europa mag tevreden zijn met een tweede plaats van 14,8 miljard euro in 2015. Positief is de Europese groei richting de 17,2 miljard in 2018 (+16.2 procent), maar procentueel is er toch sprake van achteruitgang. Wereldwijd zakt Europa namelijk van 24,8 procent in 2015 naar 24.3 procent in 2018. De Amerikanen groeien van 10,2 miljard in 2015 naar 11,4 miljard in 2018 (+11.8%). Maar procentueel zakt hun aan-deel wereldwijd nog harder dan dat van Europa: hun aandeel duikelt van 17,1 procent in 2015 naar 16,1 procent in 2018.
Cijfers zeggen voldoende: 1.600 deelnemers, 150.000 bezoekers uit meer dan honderd landen en meer dan 120.000 meter bezet vloeroppervlak maken wel duidelijk dat EMO Milano 2015 er toe doet. De beurs is vooral groot en internationaal. Het eve-nement wordt zowel in Milaan als in Hannover georganiseerd,
maar wel in een redelijk opvallend ritme. De Italiaanse versie van de EMO wordt dit jaar en in 2017 georganiseerd in Milaan. De zustervariant in Han-nover is daarna weer aan de beurt in 2017 en 2019. Op deze manier zal dat doorgaan tot 2027. Zo hebben de Italiaanse CECIMO en de Duitse VDW dat afgesproken. Onduidelijk is welke reden hierachter schuil gaat. Dankzij deze opzet is er zodoende wel sprake van twee ‘soorten’ EMO: een echt Europese variant met een meer zuidelijk getinte touch in Milaan, afgewisseld door een eveneens echt Europese beurs, die wel meer noordelijk aanvoelt en veel meer niet-Europese bezoekers telt.
ECONOMISCH HERSTELDe grote belangstelling voor deze EMO-editie is natuurlijk terug te voeren op het terugkerend optimisme over de economie. De organisatie verwachtte niet zo lang geleden een volgeboekte beurs van 120.000 vierkante meter, al was er ten tijde van deze uitspraak nog geen sprake van de ineenstorting van de Chinese beurzen. Hoe het ook zij, de economie van Europa en de twee Amerika’s herstelt zich onmiskenbaar, waardoor er volgens economen vol-doende grondslag is voor een optimistische blik op de toekomst. De sector die door de EMO bestreken wordt vertegenwoordigt momenteel wereldwijd een waarde van 65 miljard euro. Volgens economen van het Institute Ox-ford Economics zal dat de komende jaren nog meer worden. In de periode van 2015 tot 2018 komt daar in totaal 18 procent bij, zodat over drie jaar de totale afzet bewerkingsmachines 71 miljard euro waard zal zijn. Opvallend is dat de economen uit Oxford zeker zijn in hun zaak waar zij stellen dat vooral Azië het hardst van alles regio zal blijven groeien. Dit jaar wordt er nog voor 34,8 miljard euro aan machines afgenomen, in 2018 zal dat 42,3 miljard zijn, een verdubbeling ten opzichte van 2008. De meeste machines gaan sowieso al naar Azië: in 2015 zijn de Aziaten al goed voor 58,1 procent van het wereldtotaal. Dit meerderheidsaandeel zal verder doorgroeien tot 60
Beurzen
EMO Milano 2015heeft wind in de rugDe organisatie van de EMO Milano verwacht dit jaar een slordige 150.000 bezoekers. Ook de Italiaanse edi-tie van de beroemde metaalbeurs mag zich daarmee tot de absolute wereldtop rekenen. En de economen? Die voorspellen goed handelsweer voor het bouwen aan een nieuwe toekomst.
Bart Driessen
LET’S BUILD THE FUTURE! Wat: EMO Milano 2015Locatie: Fiera Milano, MilaanWanneer: 5-10 oktoberAantal exposanten: 1600Aantal bezoekers: 150.000Ook interessant: Wereldtentoonstelling op zelfde beurscomplex

TSM editie 4 | 33
BIJNA ELKE DAG NIEUWE MATERIAALSOORTENDennis Kinds, verkoopleider bij Doall: “Wij doen al jaren mee aan de EMO Milaan. Het is voor ons de aan-gewezen locatie om onze handelaren te ontmoeten. En natuurlijk om kennis te maken met nieuwe partijen die dit in de toekomst voor ons kunnen doen. De EMO Milaan is een echt Europese beurs, weliswaar met een licht accent op de zuidelijke landen. Maar iedereen die in Europa iets voorstelt in deze markt komt toch naar deze beurs. De EMO in Hannover is natuurlijk ook wel Europees, maar ontvangt meer bezoekers van buiten Europa. Doall is gespecialiseerd in lint- en cirkelzagen en koel- en zaagbenodigdheden. Dat betekent dat innovatie voor ons heel belangrijk is. Daarom zie je in ons aanbod een continue vernieuwing van ma-teriaalsoorten. Bijna elke dag komen er namelijk nieuwe materiaalsoorten op de markt waarvoor wij dan weer nieuwe zaagbladen moeten leveren. Samen met onze leveranciers van zaagmaterialen staalsoorten en vernieuwen op die manier ons aanbod. Het is een ontwikkeling die in fei Een lintzaag met een tincoating
UITBREIDING INTERNATIONAAL DEALERNETWERKAndré Gaalman, directeur van Leering Hengelo: “Dit is onze eerste EMO. Wij hebben regelmatig aan andere internationale beurzen deelgenomen en dit jaar hopen wij op de EMO een nieuwe klantengroep te ontmoeten. Ons doel is vooral het ontmoeten van nieuwe internationale klanten. En dan kijken we vooral naar bedrijven die op zoek zijn naar een premium producent van straalapparatuur. Deelname aan deze internationale beurs is daarvoor toch een van de betere middelen. Natuurlijk oriënteren bedrijven zich ook via internet op leveranciers. Maar de persoonlijke ontmoeting met een potentiële part-ner zal je toch niet snel willen overslaan? Bovendien willen mensen zien en voelen wat een bedrijf fysiek presenteert. Ons doel is dus een verdere uitbreiding van ons internationale dealernetwerk. Daarbij kijken we vooral naar het realiseren van distributienetwerken bui-ten de bekende West-Europese markten zoals Duitsland, Frankrijk en Scandinavië. Wij presenteren onze Normfinish standaard straal-cabines en een geautomatiseerde straalinstallatie. Het type dat wij meenemen naar de EMO is een zogenaamde satelliet straalinstallatie. Hierin kunnen seriematig producten hoogwaardig binnen nauwkeu-rige kaders worden gestraald. Van dit type hebben wij de afgelopen maanden diverse exemplaren geleverd voor zeer uiteen lopende toe-passingen; onder meer voor de medische industrie, productie van hoogwaardige messingproducten en technische keramiek.” wij zijn te vinden in hal 7, stand E31 Leering Hengelo op de EMO en mikt op uitbreiding van
internationaal dealernetwerk.
Zes FPT-VIMAG-leden nemen deel aan de EMO Milaan: Cellro, Van Hoorn Carbide, Mayfran, Leering, Doall en Hembrug. Wat laten ze er zien, wat zijn hun verwachtingen en waarom kiezen zij wel voor deelname aan deze internationale beurs?
KLANTSPECIFIEKE OPLOSSINGENSebastiaan Laumen, verantwoordelijk voor business development bij Van Hoorn Carbide: “Afgezien van het crisisjaar 2008 zijn we al jaren pre-sent bij elke editie van de EMO, zo ook in Milaan. Waarom? De EMO is wereldwijd de belangrijkste beurs in ons vakgebied. Als producent van hoogwaardige hardmetalen frezen beschikken wij over een wereldwijd netwerk van klanten en dealers. Daarom is de EMO voor ons juist het ide-ale platform. We onderhouden er bestaande contacten en maken er ken-nis met nieuwe relaties. Met het oog op business development gebruiken we de beurs ook voor het contact met bestaande en nieuwe eindgebrui-kers. We leveren deze groep klanten extra toegevoegde waarde in de vorm van klantspecifieke oplossingen en producten. Bedrijven uit de aerospace, automotive en medical werken bijvoorbeeld met veel bijzondere materi-aalsoorten waarvoor wij bijpassende frezen ontwikkelen en produceren. Omdat we dat snel en tegen zeer acceptabele prijzen kunnen doen, helpen wij onze klanten zich te onderscheiden van hun concurrenten. Uiteinde-lijk moet de klant geld kunnen verdienen door het verwezenlijken van een hogere productiviteit met onze gereedschappen. Onze wereldwijde aanwezigheid en innovatieve mogelijkheden laten we tijdens de EMO in Milaan zien middels een spiegelgladde aluminium wereldbol, een aan-dachtstrekker van de eerste orde. Wij zijn te vinden in hal 6, stand M10.”
HARDDRAAIEN EN BANDFINISHEN IN ÉÉN MACHINE Omar Geluk, verantwoordelijk voor marketing bij Hembrug: “Hembrug heeft zeker al tien keer of nog meer aan de EMO Milaan deelgenomen. Ons hoofddoel is het ontmoeten van nieuwe en het onderhouden van bestaande relaties. Daarnaast geeft de EMO ons de mogelijkheid nieuwe mogelijkheden op het gebied van harddraaien te laten zien. Bijvoorbeeld de Mikroturn 100 Superfinish. Dit is een ultra precisie hydrostatisch gela-gerde draaimachine met geïntegreerde bandfinish-unit. Deze machine le-vert een hoge oppervlaktenauwkeurigheid. In technische termen: een Rz tussen de Rz 0.7 – 1 µm in gehard staal tot 68 HrC. In sommige gevallen is een hogere nauwkeurigheid vereist. De bandfinish-unit kan dan in de-zelfde opspanning een bewerking uitvoeren met een oppervlaktenauw-keurigheid van Rz 0.05 µm. Deze combinatie van draaien en “finishen” is bedoeld voor fabrikanten van asvormige producten. Het grote voordeel is dat zij dan niet te hoeven investeren in een extra machine voor de eind-bewerking. Hiermee worden kosten en tijd bespaard. Een machine voert nu alle bewerkingen uit en ook komt dit de productnauwkeurigheid ten goede. Omdat het product in één opspanning gemaakt wordt, worden eventuele fouten door omspannen geëlimineerd. De beide technologieën, harddraaien en bandfinishen, zijn op zich geen nieuwe technologieën of processen. Een goed werkende integratie in één machine is dat wel. Wij staan in hal 14 op stand H19.”
Beurzen
RondgangNederlandse EMO-deelnemers
MARKT VERBREDENElise de Koning, marketingcoördinator bij Cellro: “De EMO in Milaan is voor ons een mooie kans. We staan al een aantal jaren op de EMO in Han-nover, maar nu willen we ook in de Zuid-Europese regio onze markt ver-breden. We werken daarvoor onder andere samen met partner Mitutoyo. Met onze sales-mensen demonstreren we op de Mitutoyo-stand onze laatste Xcelerate. Met deze universeel toepasbare handling-cel kunnen we werkstukken tot twintig kilogram aan. Deze cellen zijn gebaseerd op tien jaar ervaring en knowhow. We verwachten dat ook bedrijven uit het Middellandse zeegebied hier voordeel uit kunnen halen als het gaat om optimalisering van hun productieprocessen. Zo’n beurs biedt ook kansen om contacten te leggen met een heel ander publiek. Natuurlijk leveren we al langer aan grotere klanten in die regio, maar op zo’n beurs spreek je ook met kleinere bedrijven en potentiële distributeurs. Via die weg verwerf je meer inzicht in de ontwikkelingen in dat deel van de markt, wat weer heel nuttig voor ons kan zijn. Je vindt ons op standnummer 5P, C28 D19.”
Cellro op de EMO in Milaan met de Xcelerate.
EXPORTBEVORDERING DOOR WERELDWIJDE SERVICENick von Nagel, verantwoordelijk voor marketing en communica-tie bij Mayfran: “De EMO in Milaan is en blijft voor ons een heel belangrijke beurs. De afgelopen jaren hebben we door de crisis een paar keer in Milaan moeten afhaken, maar nu doen we weer graag mee. En dat doen we op grote schaal. Onze stand wordt 156 vier-kante meter groot met onze partner Tsubaki Kabelschlepp. Daarbij richten we ons met name op de Italiaanse OEM’ers van verspanings-machines. Deze branche is momenteel sterker dan ooit gericht op de export vanuit Italië. En daarvoor kunnen wij een sterk onder-steunende rol spelen We hebben een wereldwijd netwerk, zodat we overal bij de klant service kunnen bieden. Als het gaat om filters en transporteurs voor koelvloeistoffen en spanen zijn wij de enigen die beschikken over zo’n wereldwijd netwerk. Behalve de Italianen ko-men er veel OEM’ers uit Oostenrijk en Zwitserland naar deze beurs. Ook voor die markt is ons servicenetwerk enorm interessant. Maar dat geldt minstens zo sterk voor de trend naar energie-efficiëntie van de processen voor vloeistoftransport. Ik zou zeggen, kom zelf eens kijken in hal 9, B36.”
Wereldwijd netwerk van Mayfran ondersteunt OEM’ers bij hun export.
Van Hoorn Carbide actief op de EMO met hoogwaardigehardmetalen frezen.
Hembrug komt op de EMO Milaan met de Mikroturn 100 Superfinish.

TSM editie 4 | 35
AFZUIGINGAfzuigen bij de bron blijkt in de meeste gevallen de veiligste oplossing, om-dat schadelijke lasrook dan niet meer direct in de omgevingslucht van de werknemers terechtkomt. Dat was voor een aantal fabrikanten van lastoort-sen aanleiding om lastoortsen te ontwikkelen die de lasrook direct bij de bron afzuigen. Daarmee is het mogelijk geworden al zeker vijftig procent van de lasrook direct af te zuigen. Grootte en gewicht van die afzuigtoortsen wer-den door de laswereld echter vaak weer als belemmering voor het gebruik genoemd.
INNOVATIE VAN TNO EN TRANSLAS De onafhankelijke Research and Technology-organisatie (TNO) en de Ne-derlandse lastoortsenfabrikant Translas hebben daarom samen met het In-novatieplatform iTanks gewerkt aan de ontwikkeling van een afzuigtoorts met een hoge werkbaarheidsfactor, die ook nog een hogere lasrookreductie
mogelijk maakt. Dat heeft geleid tot een afzuigtoorts die meer dan negen-tig procent van de lasrook direct bij de bron afzuigt, en dit voorjaar door Translas onder de naam 7XE Extractor op de markt is gebracht. Daarmee wordt de concentratie van de lasrook in de werkruimte gereduceerd tot een niveau onder de huidige wettelijke norm voor lasrook: 1 mg/m3 gedurende een achturige werkdag. De Extractor kan worden gebruikt voor alle MIG-/MAG-lasprocessen waarbij beschermgas wordt gebruikt. De Extractor is eerst uitvoerig getest bij een vooraanstaand Europees producent van land-bouwmachines en is nu verkrijgbaar.
BESCHERMGASAndré Moons van TNO: “Om te voorkomen dat afzuiging direct boven het smeltbad niet ten koste gaat van de prestaties van een lastoorts hebben we veel onderzoek gedaan naar de vorm en grootte van de zuigopeningen in de conische gaskop. De lasrook wordt via die zuigopeningen met 55m3/uur zo dicht mogelijk bij het smeltbad weggezogen. Om te zorgen dat het bescherm-gas het smeltbad bereikt zonder te worden afgezogen zijn de uitstroomope-ningen in de laskop verkleind, waardoor je een soort stuurstroom creëert. Daardoor verlaat het beschermgas de uitstroomopeningen met een hogere snelheid (5 m/sec i plaats van 1 m/sec). De afmetingen van de uitstroomope-ningen zijn zowel in stroommodellen als in testmodellen getest.” Daarnaast heeft TNO de afzuigtoorts onder alle lasposities getest, waarbij de afzuiging ook bij de bovenhandse positie door TNO als effectief is beoordeeld.
HOGE VERWACHTINGEN De Extractor-afzuigtoorts wordt positief ontvangen door de markt. Trans-las zelf ziet vooral in de scheepsbouw, offshore en tankbouw een grote af-zetmarkt. Inmiddels is de nieuwe lastoorts al in gebruik bij verschillende scheepswerven en staat de Extractor op de advieslijst van Engelse- en Duitse Arbodiensten. Heet bedrijf werd onlangs uitgenodigd de afzuigtoorts op een scheepswerfmeeting in Bremerhaven aan gezondheids- en veiligheidsex-perts van grote maritieme bouwbedrijven in Noord-Duitsland te presente-ren. De onderneming verwacht de eerste 2.000 afzuigtoortsen binnen een jaar te verkopen via haar dealernetwerk in meer dan 50 landen wereldwijd. Inmiddels wordt met TNO gewerkt aan een cycloonafzuiging, wat betekent dat er geen filters meer nodig zijn. Deze cycloonafzuiging wordt in afmeting zo klein, dat deze makkelijk aan de draadkoffer bevestigd kan worden.
Ga voor aanvullende informatie naar www.tno.nl of www.translas.com.
Veilig en gezond werken blijft een actueel thema in de metaal. Ondanks de aanscherping van de las-rooknorm en de campagne van ‘5xBeter’ blijkt in de praktijk dat blootstelling aan gassen, dampen en nevels nog vaak te weinig wordt beperkt. Op lange termijn en bij zware blootstelling kunnen de vrij-gekomen dampen en gassen bij het lassen van met name roestvast staal zelfs kanker veroorzaken. Voor verschillende partijen, waaronder TNO, was dit mede aanleiding om lastoortsen te ontwikkelen die de lasrook direct bij de bron afzuigen.
Het basismateriaal, toevoegmateriaal en eventuele bekleding be-vatten elementen (zoals chroom, nikkel, mangaan en molyb-deen) die bij het lasproces de schadelijke elementen van lasrook vormen. Alleen al ijzeroxide maakt tot vijftig procent van de las-rook uit en tast de longen aan (siderosis). Te hoge concentraties
mangaan en mangaanoxiden tasten zelfs het centrale zenuwstelsel aan en kunnen leiden tot Parkinsonisme. Daarnaast kunnen de vrijgekomen gassen inwerken op de gezondheid van de lasser.
REALISTISCHE GRENSWAARDEIn 2010 is de grenswaarde daarom verder verlaagd van 3,5 naar 1 mg/m3, gemiddeld genomen over een achturige werkdag. Bij gebruik van lokale af-zuigarmen, afzuigkappen, mobiele filters, push-pull-systemen en lashelmen met frisse luchtsystemen kan je ervan uitgaan dat er in veilige omstandighe-den wordt gewerkt. In de praktijk blijkt dat daarmee niet alleen voor lassers, maar ook voor medewerkers die in dezelfde ruimte werken, de norm vaak niet gehaald wordt. Reden is dat de lokale en plaatselijke afzuiging niet altijd correct worden gebruikt. Zo worden afzuigarmen vaak niet dicht genoeg op de ‘bron’ ge-plaatst of zijn de te lassen objecten te groot, waardoor bijvoorbeeld mobiele afzuigarmen een belemmering vormen. De lasser is bovendien mobiel en vindt het vaak te lastig een mobiele afzuigarm mee boven de las te houden. Afzuiging is ook vaak een probleem wanneer gelast wordt in gesloten ruim-ten, zoals tanks en in de scheepsbouw.
Techniek
TNO en Translasboeken succes metinnovatieve afzuigtoorts

Verenigingsnieuws
TSM editie 1 | 37
Nieuwe leden
JORICK BROUWER,verantwoordelijk voormarketing bij Efaflex
WIE ZIJ JULLIE?“Wij zijn de vertegen-woordiger van Efaflex in Nederland. We leveren, monteren en onderhou-den Efaflex snelloopdeu-ren. Dat is een snelle rol-deur voor de industrie. Sterker, het is de snelste
roldeur voor de industrie. Hij schiet open met een snelheid tot 4 meter per seconde, tot 250.000 keer per jaar.”
WAAROM ZIJN JULLIE LID GEWORDEN?“Om heel eerlijk te zijn: het was de ledenkor-ting die ons over de streep haalde. We hadden ons al ingeschreven voor de TechniShow, toen ik het aanbod van FPT-VIMAG zag. Ik dacht dat het te mooi was om waar te zijn, maar het was echt waar. De korting is dus vooral de re-den.”
WAT GAAN JULLIE DOEN TIJDENS TECH-NISHOW?“We laten vier verschillende snelloopdeuren de hele dag pendelen. Buren vrezen wel eens dat ze dan gek worden, maar achteraf zijn ze blij met ons. Het zorgt namelijk voor veel aandacht. We tonen verschillende types, voor binnen en buiten. Maar ook voor machine-afscherming. Er zijn veel robotarmen op de TechniShow. Bedrijven die met robotarmen te maken hebben, dat is onze doelgroep.”
WAAROM ZIJN JULLIE ZO SPECIAAL?“Waar we echt trots op zijn, is dat we de uitvin-der zijn van de spiraal die in de snelloopdeuren zit. Dat is alweer 25 jaar geleden en het patent is inmiddels afgelopen. En natuurlijk zijn onze deuren meer dan alleen deze spiraal. We heb-ben ook transparante modellen. En dat zijn echt de mooiste deuren in de markt.”
Meer informatie? Www.efaflex.nl
JEROEN WORKEL, directeur Hahn+Kolb Tools Benelux
WIE ZIJ JULLIE?Wij staan voor een compleet pakket van ge-reedschappen en bedrijfsinrichting. We heb-ben 60.000 artikelen uit voorraad, allemaal gedocumenteerd in twee dikke catalogi.
WAAROM ZIJN JULLIE LID GEWORDEN?Bij mijn vorige bedrijf waren we ook lid van FPT-VIMAG. Natuurlijk heeft het lidmaat-schap voordelen met betrekking tot de Tech-niShow, maar lid zijn is voor ons ook een au-tomatisme. Wij hebben een band met de leden. Toen we begonnen met Hahn+Kolb Tools Be-nelux hadden we een checklist en het lidmaat-schap van FPT-VIMAG stond daar bij. Het is voor ons zinvol.
WAT GAAN JULLIE DOEN TIJDENS TECH-NISHOW?We zullen natuurlijk onze producten tentoon-stellen. Maar ook het concept dat we hebben, willen we over de bühne brengen: alle 60.000 producten zijn binnen een dag geleverd.
WAAROM ZIJN JULLIE ZO SPECIAAL?We zijn trots op onze flexibele klantgerichte aanpak. Onze klanten zijn tevreden en dat is voor ons echt het belangrijkste.
Meer informatie? www.hahn-kolb.nl
NIC WOUTERS, Wouters Cutting& Welding
WIE ZIJ JULLIE?“Wouters Cutting & Welding is officieel importeur van de MicroStep CNC-ge-stuurde snijmachi-nes in de Benelux. MicroStep staat wereldwijd bekend als toonaangevende
producent van autogeen-, plasma, laser- en wa-terstraalsnijmachines. Zowel compacte als uit-gebreide portaalmachines voor het snijden van alle materiaalsoorten zijn beschikbaar in het ruime gamma van MicroStep. Wouters Cutting & Welding staat garant voor een oplossing op maat met een betrouwbare dienst na verkoop.”
WAAROM ZIJN JULLIE LID GEWORDEN?“We willen zo veel als mogelijk informatie krijgen over de Nederlandse markt. De Ne-derlandse markt is zeer belangrijk voor de ver-koop van MicroStep-snijmachines. Wij zijn lid geworden op voordracht van Jeroen ter Steege, Senior Sales & Accountmanager Industry van de Jaarbeurs Utrecht.”
WAT GAAN JULLIE DOEN TIJDENS TECH-NISHOW?“Wij nemen deel aan TechniShow om de Mi-croStep-machines te vertegenwoordigen op de Nederlandse markt. Ook willen wij de Swift-Cut CNC-gestuurde brandsnijmachines in Nederland op de markt zetten waarvoor wij invoerder zijn voor Zuid-Nederland.”
WAAROM ZIJN JULLIE ZO SPECIAAL?“Dat we als kleine Belgische onderneming een groot topmerk als MicroStep vertegenwoordi-gen voor de Benelux.”
Meer informatie? www.wcw.be
LEO PEERBOOM, management Almotion
WIE ZIJ JULLIE?“Al bijna twintig jaar richt Almotion zich op de ontwikkeling, het ontwerp en de productie van lineaire eenheden. Als enige producent in Ne-derland levert Almotion een lineaire eenheid op maat gemaakt. Deze unit leveren wij onder het merknaam Lineairtechniek. We bieden alle typen lineaire eenheden, aangedreven met tandriem of spindel. Ook geleiding kan men bij ons kiezen; loopwielgeleiding, maar ook kogelomloopgeleiding van alle merken, zoals HIWIN, Star, Iko en THK. Omdat Almotion ook producent is, hebben wij een eigen engi-neeringsafdeling waar we in samenwerking met de klant maatwerk in lineaire eenheden ontwerpen en produceren.”
WAAROM ZIJN JULLIE LID GEWORDEN?“Wij hebben ons bewust bij de brancheorgani-satie aangesloten omdat wij hiermee ook op de hoogte gehouden worden van de ontwikkelin-gen in de markt. Zowel nationaal als internati-onaal. Tevens krijgen wij via FPT-VIMAG de mogelijkheden om deel te nemen aan diverse netwerkbijeenkomsten. Daarnaast is er onze deelname aan de TechniShow en de korting die gegeven wordt als lid van FPT-VIMAG”
WAT GAAN JULLIE DOEN OP DE TECHNI-SHOW?“We presenteren ons complete, in eigen beheer ontwikkelde en geproduceerde, programma van lineaire eenheden.”
WAAROM ZIJN JULLIE ZO SPECIAAL?“Als enige producent in Nederland levert Al-motion een lineaire eenheid op maat gemaakt.”
Meer informatie? www.almotion.nl
Airco
De zomer van 2000 was overigens een aaneensluiting van regenbuien, maar het najaar was warm en we genoten van de nieuwe installatie. We waren blij dat we een onderhoudscontract hadden afgesloten met onze installateur. Vijftien jaar lang werkte het naar behoren. Tot een paar maanden geleden. Er kwam geen lucht meer uit de ventilatieschachten. Niks. Onze in-stallateur kwam langs en controleerde het systeem, maar kon niks vinden. En een reparatie zou lastig en kostbaar zijn. Het gebruikte koelmiddel in de airco mocht niet meer worden gebruikt en als het systeem moest worden gerepareerd, dan zou ook het nieuwe, milieuvrien-delijke koelmiddel moeten worden gebruikt.Ik baalde. En het knaagde. Ik voelde namelijk geen luchtstroom uit de ventilatieschachten. Dat had ik ook nog zeer duidelijk tegen onze installateur gezegd. Zou het daar niet aan liggen? Dat het systeem prima was, maar dat er iets met de ventilator aan de hand was? Ik besloot tot een second-opinion van een andere installateur. In no time had hij het probleem van onze airco gevonden: de schroef van de ventilator deed het niet meer. Driehonderd euro aan materiaal, wat uren loon en een bakkie koffie later werkte de airco als vanouds.In onze branche zie ik soms ongeveer hetzelfde gebeuren. Gerekend wordt naar de waarde van machines of van gereedschappen. Natuurlijk, dat zijn belangrijke aspecten. Maar vergeet niet dat klanten meer willen dan dat. Een oplossing, onze kennis. We moeten belangrijk zijn voor onze klanten. Juist op die momenten dat het tegenzit, moeten wij onze meerwaarde bewijzen.Ik wil zelf als klant ook deskundig, goed en betrouwbaar advies krijgen. Dat kost me wellicht wat meer, maar ik krijg ook meer. Ik wil als leverancier ook deskundig, goed en betrouwbaar advies geven. Zo blijf ik scherp voor mijn klanten. Ik ga niet zo ver dat ik streef naar ma-chinebouw-as-a-service. De verdienmodellen zijn namelijk nog niet uitgekristalliseerd voor zo’n stap. Ik ijver er wel voor dat we meer zijn dan een doorgeefluik. Mijn bedrijf kent onze klanten van haver tot gort. Dat zult u vast herkennen. Dat komt omdat wij een jarenlange relatie met de klant hebben. Dat waarderen de klanten. Mijn oude airco-installateur begreep dat niet (meer). Ik ben dolblij met mijn nieuwe air-co-installateur.
André Gaalman is directeur van Leering Hengelo en voorzitter van FPT-VIMAG
Het is vijftien jaar geleden dat we ons bedrijf een nieuwe airco-in-stallatie hebben laten aanmeten. Dat jaar had een warm voorjaar en het klimaat binnen ons gebouw kon wel wat beter. Wij namen een installateur in de arm, een grote mkb’er. Zijn bedrijf heeft een kanalensysteem geïnstalleerd, waardoor je binnen een fijne lucht-stroom voelde.
In deze rubriek stellen nieuwe leden van FPT-VIMAG zich voor. Wie zijn ze? Wat doen ze? En natuurlijk: waarom is de nieuwe FPT-VIMAG’er zo speciaal?
TSM editie 4 | 37

Verenigingsnieuws
Ingrid Coffeng (Dymato BV), be-stuurslid van FPT-VIMAG en lid van de TechniShow-commissie heeft de functie als vice-voorzitter voor de sectie VIMAG aanvaard. André Gaalman (Leering Hengelo BV), voorzitter van sectie VIMAG en vice-voorzitter van FPT-VI-MAG verwelkomt zijn nieuwe rechterhand. Samen versterken ze Hank Oude Reimer (Oude Reimer BV) binnen de Europese branche-vereniging voor importeurs in de machine tool industry Celimo. Oude Reimer is sinds mei dit jaar bestuurslid namens Nederland in Celimo en heeft daarmee het stokje overgenomen van Jeroen Bender die deze functie jarenlang heeft
vervuld. Met alle wisselingen zijn alle bestuursfuncties op nationaal en internationaal niveau voor de productietechnologie vanuit Ne-derland ingevuld
Tijdens de jaarvergadering in juli van Cecimo, de Europese vereni-ging van machinebouwfabrikan-ten, is Bastiaan Clement als tweede afgevaardigde namens Nederland toegetreden tot de Algemene Ver-gadering. Bastiaan Clement is alge-meen directeur van Style CNC Ma-chines in Bunschoten en vormt nu samen met Robert Nefkens (direc-teur Hembrug Machine Tools) en Chantal Baas (directeur FPT-VI-MAG) de Nederlandse afvaardi-ging. Namens Nederland leveren zij input om de Europese politiek via Cecimo waar nodig te beïnvloeden
en kaarten zij zaken aan op Euro-pees niveau die relevant zijn voor de Nederlandse machinebouwers.Binnen Cecimo zijn nationale brancheverenigingen uit vijftien Europese landen verenigd. Samen vertegenwoordigen zij 1500 be-drijven voor de metaalbewerkende industrie. Deze vertegenwoordigen circa 99% van de totale machine-fabrikanten in Europa, waarvan 80 procent mkb, en 30 procent van alle fabrikanten wereldwijd. Binnen Nederland zijn de machinebouwers verenigt binnen FPT-VIMAG in de Groep Fabrikanten Machines.
Ingrid Coffeng van Dymatowordt vice-voorzitter voor sectie VIMAG
Nederland op volle sterkte in afvaardiging CECIMO
FPT-VIMAG is hét platform voor de productietechnologie. Met haar eigen vakbeurs Tech-niShow, netwerkbijeenkomsten, kennissessies en benchmarks jaagt FPT-VIMAG de business van haar leden aan. Al meer dan 170 bedrijven hebben hun weg gevonden naar de branchever-eniging en doen er hun voordeel mee. De leden zijn actief in de deelsectoren productieautoma-tisering, verbindingstechniek, verspanende en niet-verspanen-de technieken, werkplaatsin-richting, (hardmetalen) gereed-schappen, meettechnologie en 3D-technologie. Alles wat nodig is om materiaal, met name me-taal, te bewerken is vertegen-woordigd binnen de vereniging.
Het doel voor de brancheorga-nisatie is netwerken verbinden, kennis verdiepen en de business voor de toekomst verwaarden. FPT-VIMAG is de trotse eige-naar van de TechniShow, het grootste evenement in de Bene-lux op het gebied van produc-tietechnologie. Deze vakbeurs is dé plek waar haar leden en sectorgenoten tweejaarlijks hun productietechnologie tonen. En voor leden is er een interessante korting voor de beurs.
Meer informatie:www.fptvimag.nl
Lid worden van FPT-VIMAG?Juist nu
FPT-VIMAG houdt op 3 novem-ber voor de tweede keer TechniS-how | Ontmoet. Thema voor deze editie is Agrofood. Ketenpartners uit de productietechnologie en agrofood sector ontmoeten el-kaar bij gastbedrijf Lely, wereld-marktleider in ondermeer geau-tomatiseerde melksystemen.TechniShow | Ontmoet is het nieuwe netwerkevenement van FPT-VIMAG in samenwerking met partner Jaarbeurs. Deel-nemers krijgen inzicht in de Europese agrofood sector. Wat drijft deze industrie? Wat zijn de verwachtingen ten aanzien van de toeleverketen op het gebied
expertise, pro-ductiecapaciteit en – kosten en productie-te chnolog ie? Hoe kan beter worden samen-gewerkt en al
vroeg in de keten worden mee-gedacht over innovatie en nieuwe technieken? Wat zijn de nieuwste trends en ontwikkelingen? Zaken die aan bod komen tijdens het ongetwijfeld interessante mid-dagprogramma. Een kijkje achter de schermen bij Lely en een in-formeel netwerkdiner maken het programma compleet.FPT-VIMAG leden (met hun klanten) en ketenpartners in de agrofood sector kunnen zich in-schrijven voor dit netwerkevent via www.technishowontmoet.nl. Hier vindt u ook meer informatie over de sprekers en de volledige invulling van het programma.
TECHNISHOW ONTMOET AGROFOOD
TSM editie 4 | 39
Productnieuws
De nieuwe P60 Hybride Inver-ter-puntlasmachine van Tecna combineert een inverter met een condensatorontladingstechniek. Hierdoor ontstaat een nieuwe hybride technologie die energie-besparing tot tachtig procent en een duidelijke verbreding van het toepassingsgebied mogelijk maakt. Het unieke aan deze puntlasma-chine is dat het vermogen gegene-reerd wordt door de bestaande in-vertertechniek te combineren met de condensatorontladingstechniek. Het benodigde vermogen wordt in de condensatoren opgeslagen, waardoor er bijna geen stroom meer van het netstroom verbruikt wordt. De inverter wordt gebruikt voor het aansturen van het laspro-
ces. Een unieke combinatie van twee technieken zorgt ervoor dat de stroombron voor punt- en pro-jectielassen elkaars positieve ei-genschappen versterken en elkaars negatieve eigenschappen opheffen. Het grootste secundaire voordeel is de minimale stroomconsumptie en netspanning van slechts 32 Ampè-re, in vergelijking tot 100-200 Amp-ère. Hierdoor ontstaat er een ener-giebesparing tot maar liefst tachtig procent, afhankelijk van de te ver-lassen materiaalsoort. De hybride technologie maakt het mogelijk om met een driefase netaansluiting van 32 Ampère een vermogen tot 60.000 Ampère te genereren. Met deze techniek ligt een veel breder toepassingsgebied binnen bereik
van het punt- en projectielassen in de plaat- en draadverwerkende metaalindustrie. Denk hierbij aan moeilijk verlasbare materiaalsoor-ten (bijvoorbeeld aluminium, roest-vaststaal en gecoate staalsoorten), evenals aan verbindingen tussen
verschillende materiaalsoorten op één product. Ook bij het projectiel-assen zijn er nieuwe mogelijkheden waarbij verbindingen kunnen wor-den gerealiseerd, wat niet mogelijk is met de conventionele techniek.
Wohlhaupter heeft een nieuwe ge-reedschapsconfigurator online ge-zet die klanten en potentiële klanten gratis kunnen gebruiken om een virtueel gereedschapsontwerp te maken. Met de Tool-Architect kun-nen modulaire kottergereedschap-pen van basishouder tot snijplaat worden samengesteld in zowel 2D- als 3D-weergave. Tool-Archi-tect is daarmee een handig virtueel hulpmiddel in de werkvoorberei-ding. Zo kunnen de CAD-files in de simulaties van NC-programma’s worden gebruikt. Alle componen-
ten uit het omvangrijke modulaire programma zijn digitaal beschik-baar en zijn op zeer eenvoudige wijze te gebruiken om het gewenste gereedschap virtueel op te bouwen. Tijdens het configuratieproces wor-den alleen de keuzes getoond die passen bij reeds geselecteerde com-ponenten. Tool-Architect draait in de meest gangbare browsers, IE11, Google Chrome, Mozilla Firefox en op tablets. Er is geen extra pro-grammatuur nodig, slechts een in-ternet verbinding.
Hybridetechnologie voor puntlassen
Architect voor Wohlhaupter-gereedschap
Met de HPC-frees Garant Mas-terSteel is de Hoffmann Group erin geslaagd een sprong in de verspaningstechniek te ma-ken. De nieuwe HPC-ruwfrees biedt duurzaamheid, grote verspaningsvolumes en goede standtijden. Dit stelt de gebrui-kers in staat om met een hoge kwaliteit en meer efficiency te verspanen. De prestaties dankt de HPC-frees Garant Master-Steel aan de geoptimaliseer-de geometrie, hoogwaardige componenten en de moderne productiemethodes. Door de grote spaanruimtes is een
goede afvoer van de wegval-lende spanen bij gelijktijdig verhoogde voedingswaarden mogelijk. Dynamische spoed en een ongelijke plaatsing van de snijkanten zorgen voor zeer geluidsarm draaien. De afron-ding van de snijkanten en een hoge snijkwaliteit zorgen voor een lage slijtage, wat resulteert in een lange levensduur van de frees. Daarnaast zorgt een hoog-rendementsubstraat, die van een nieuw ontwikkelde coating is voorzien en de frees bijzonder sterk maakt, voor hoge stand-tijden.
HPC-frees voor groteverspaningsvolumes

Productnieuws
TSM editie 4 | 41
Het klauwensnelwisselsysteem Pronto van Schunk is al even op de markt. Het reduceert de setuptijd voor een complete klau-wenset tot dertig seconden. Dat is ongeveer 95 procent minder dan bij conventionele oplos-singen. Alle reden voor Schunk om er een compleet systeem-programma van te maken. Na een succesvolle première heeft Schunk een compleet systeem-programma opgebouwd dat het gehele setup-proces van opslag van de snelwisselsets tot en met de klauwwissel in de machine optimaliseert. Schunk Pronto combineert basisklauwen met spitsvertanding (1/16’’ x 90° of 1,5 mm x 60°) met speciale quick-change inserts, waardoor de spandiameter binnen enkele seconden uitgebreid kan wor-den naar een vergroting van 45 millimeter. Dat is acht keer meer dan bij conventionele klauwpla-
ten. Voor een snelle en herha-lingsnauwkeurige klauwenwissel is het voldoende om de vergren-deling van de wissel-inserts met een inbussleutel los te maken, de inserts te verwijderen en te ver-vangen door een andere insert. Dit voorkomt onjuiste positione-ring. In de vergrendelde toestand zorgt een zeszijdige vormsluiting voor maximale processtabiliteit, en maakt zo een hoge kracht en koppeloverdracht mogelijk. Dit systeem is geschikt voor het spannen van ruwe en bewerkte onderdelen.
De makers van IronCAD en NCG CAM zijn een intensieve software samenwerking aangegaan. NCG CAM is daarmee een Solution Part-ner Product for Manufacturing van IronCAD geworden. Resultaat van de samenwerking is een naadloze koppeling tussen beide CAD- en CAM-platforms. Producten ge-tekend in IronCAD kunnen nu één op één in NCG CAM worden geopend en verder bewerkt voor een NC-bewerkingsprogramma. Wijzigingen in de IronCAD-te-kening worden wanneer het hui-dige bestand wordt overschreven door NCG CAM herkend en au-tomatisch in het NC-bewerkings-programma aangepast. Daarmee bieden beide softwaremakers metaalbewerkende bedrijven een zeer efficiënte manier van werk-voorbereiding, die door de soft-waremakers op alle niveaus wordt
ondersteund. IronCAD werkt op basis van de direct modeling-me-thode, een intuïtieve manier van ontwerpen gebaseerd op het drag-and-drop-principe. Dat maakt het mogelijk om snel en eenvoudig een productontwerp in 3D op te zetten. 3D-ontwerptekeningen worden au-tomatisch naar 2D-werktekeningen gegenereerd, waarbij de doorsnedes en details gekoppeld blijven aan het 3D-model. Ook hier zijn 2D en 3D naadloos gekoppeld. Bij wijziging van het 3D-model zullen alle teke-ningen zich automatisch aanpassen, inclusief de maatvoeringen, details en doorsnedes. IronCAD draait bovendien als één van de weinige 3D-CAD-systemen op zowel ACIS als Parasolid modellering-kernels, waarmee bestandsuitwisseling en samenwerking met de gebruikers van concurrerende modellers mo-gelijk wordt.
Magneetgrijpersvoor plaathandeling
KoppelingNCG CAM met IronCAD
Op de Blechexpo van 3-6 november in Stuttgart presenteert Goudsmit Magnetic Systems uit Waal-re (Hal 3, Stand 2514) een aantal noviteiten op het gebied van plaathandling. Een aanvulling op het assortiment magneetgrijpers bijvoorbeeld, die be-stemd zijn voor het opnemen of vastgrijpen van onder andere gestampte staaldelen, blanks en ge-perforeerde staalplaten. Het oorspronkelijke ont-werp was geschikt voor plaatdiktes tot 6 millime-ter. De vernieuwde versie hanteert platen dikker dan 6 millimeter en is bovendien drie maal krach-tiger. Een grijper met een diameter van 100 milli-meter krijgt hierdoor een afbreekkracht van 3.500 Newton. Bovendien kunnen de grijpers uitgerust worden met sensoren die aangeven of de magneet aan of uit staat. Dit is vooral bij robotisering van belang; hiermee kan het proces nog beter gestuurd worden. Magneetgrijpers bieden een veilige ma-nier van werken, aangezien zij uit permanent magnetisme bestaan. Er is geen back-upsysteem
nodig om te garanderen dat de last blijft hangen. Bovendien hanteren dergelijke combigrijpers –in tegenstelling tot traditionele vacuüm grippers, ook geperforeerde platen of kleine werkstukken, waar-bij omstellen niet noodzakelijk is. Het demagne-tiseren van werkstukken wordt door stijgende kwaliteitseisen steeds belangrijker. Wanneer een werkstuk magneetvelden bevat, trekt het ijzerstof aan. Een ander probleem is dat magnetisme in een werkstuk lassen onmogelijk maakt. Na gal-vaniseren kan magnetisme in een werkstuk een ruw oppervlak veroorzaken, evenals aan elkaar klevende producten die storingen veroorzaken wanneer deze samen in een matrijs geplaatst wor-den. Daarom kiezen steeds meer bedrijven voor het plaatsen van een demagnetiseertunnel in hun productielijn. Tot nu toe was het alleen mogelijk demagnetiseerplaten in te bouwen in een bestaan-de productielijn. Een plaat is echter vaak minder effectief dan een tunnel. Daarom heeft Goudsmit
onlangs een deelbare demagnetiseertunnel ont-wikkeld. Deze bevat het inbouwgemak van een demagnetiseerplaat en de optimale werking van een tunnel. Een groot voordeel is dat de transport-band eindloos vervangen kan worden. Het is niet noodzakelijk deze op de machine te lassen of via extra geleiderollen dubbel door de tunnel te voe-ren. Dit maakt het eenvoudig demagnetiseren van werkstukken in bijvoorbeeld een slijp-, schuur- of borstelmachine voor iedereen bereikbaar.
UITBREIDING SNELWISSELSYSTEEM VOOR SPANKLAUWEN
Eén van de nieuwe machines die Haas op de EMO zal tonen is de UMC-750SS, een hogesnel-heids-vijfasser. De UMC-750SS is een SK-40 universeel bewer-kingscentrum dat uitgerust is met een in-line direct aangedre-ven hoofdspil met een maximaal toerental van 15.000 omwente-lingen per minuut, een hogesnel-heids-trommelgereedschapswis-selaar voor 40+1 gereedschappen en de Haas Automation-software voor hogesnelheidsfrezen. De machine heeft een geïntegreer-de hogesnelheidszwenktafel met twee assen, en biedt verplaat-singen van 762 mm x 508 mm x 508 mm en ijlgangen tot 30,5 m/min. Een tweede machine is de nieuwe Haas DM-1-snel-boorfreescentrum met SK-40 hoofdspil. De in-line direct aan-gedreven hoofdspil biedt een maximaal toerental van 15.000
omwentelingen per minuut, en laat gesynchroniseerd hogesnel-heidstappen toe. De hoofdspil is direct gekoppeld aan de motor om warmteontwikkeling te be-perken, de krachtoverbrenging te verhogen en goede opper-vlaktenabewerking te bieden. De DM-1 biedt een werkbereik van 508 mm x 406 mm x 394 mm en voedingssnelheden tot 30,5 m/min voor hogesnelheidsfrezen. De machine heeft een trom-melgereedschapswisselaar voor 18+1 gereedschappen. De nieu-we ST-15 Big-Bore-draaimachi-ne heeft een maximale draaica-paciteit van 356 mm x 406 mm. De maximale diameter boven de kruisslede bedraagt 406 mm. Voor verspaningsbedrijven die extra mogelijkheden wensen voor secundaire bewerkingen, is er ook een Y-asuitvoering van de ST-15 verkrijgbaar.
Futura Premium
Driehazesnelleverspaners voor EMO
Veluwezoom 501327AH Almerewww.kleintooling.nl
[email protected]: 036 - 521 80 90fax: 036 - 521 80 99
N U O O K . . .
in ons pakketN
I
E
U
W
AdvertentieKT.indd 1 2-9-2015 11:53:04

Column
Warme knuffelsessie
Chris Meijnen is Coördinator Training and Education bij AWL. Hij beschrijft wat hij meemaakt tijdens zijn werk-dagen. Naast zijn werk bij AWL is hij eigenaar van Orbit Loopbaanadvies in Zwolle.
COLOFON
TechniShow Magazine is hét vakblad voor de metaalindustrie en (inter)nationale maakindustrie. Het behandelt productietechno-logie in al zijn facetten en is een uitgave van branchevereniging FPT-VIMAG
jaargang 11 | editie 4 |september 2015
TechniShow verschijnt zes maal per jaar. Toezending geschiedt op abonnementbasis en controlled circulation.
UitgeverVerbinding UitgeverijHenk van Beek, UitgeverTelefoon: 06-28417073E-mail: [email protected]
RedactieThe Text FactoryJoanna Hughes (06-17588835),Liam van Koert (06-17588265),Bart Driessen (06-24867586),Email:[email protected]
VormgevingGrafilithAnna van Renesseplein 81911 KN Uitgeest0251 36 20 34
DrukDrukkerij DamenLeemansstraat 74251 LD Werkendam0183 508 555
PostadresVerbinding UitgeverijAmperestraat 72316 DGLeiden
AbonnementenE-mail:[email protected]
Advertentie-exploitatieJetvertising Laan van Zuid Hoorn 372289 DC Rijswijk070 399 0000
Aan dit nummer werkten meeChris Meijnen, Erik Steenkist
©2015 THX 1138 B.V.
Nog niet zo lang geleden kreeg ik een uitnodiging om een masterclass Onderwijs & Arbeidsmarkt bij te wo-nen. Thema: ‘Leerling, student, docent, ondernemer… Wie leert van wie?’ “Mooi”, dacht ik. Niets leukers dan van elkaar te leren.
Bij aankomst bleek al gauw dat ik de enige vertegenwoordiger vanuit het bedrijfsleven was. Bij de groep van ruim vijftig bezoekers was ook geen en-kele student te bekennen. Dus het leren van elkaar dreigde te verworden tot een warme knuffelsessie van onderwijs- en onderwijsvertegenwoordigers. We gingen in tafelgroepen uiteen, per tafel werd een casus aan de scherpe blikken van de onderwijsvertegenwoordigers blootgesteld. Aan mijn tafel besprak een stichting, die als doelstelling heeft om ondernemers uit de Ach-terhoek aan hbo’s te koppelen, haar probleem. Ze gaf aan dat het zo moeilijk was om goede afspraken te maken met de hbo-instellingen. “Daar gaan we weer”, dacht ik en mijn gedachten dwaalden af.Nederland, polderland, stikt van de verbindingsplatformen die onderwijs en bedrijfsleven wil overbruggen. En lijkt daarmee het gat eerder te vergroten dan te dichten, ervoer ik vandaag. Iedereen wil zich profileren. De school die de leerling de klant vindt, de ondernemer die zichzelf de belangrijkste klant van het onderwijs vindt en de verbindingsclubjes die zichzelf belang-rijk vinden. Vingers die elkaar beschuldigend aanwijzen en een clubje dat aan wijzende vingers haar bestaansrecht/subsidie ontleent. “Lekker ingepolderd”, dacht ik.Een toeter ging: “Oké, de eerste ronde zit erop, u mag een tafel doordraaien!” Blijf ik nog een ronde, kan ik nog waarde toevoegen, of ben ik alleen maar onderdeel van de malle poldermolen? Ik ben gebleven, de broodjes nadien waren smaakvol en mooi opgediend. Met een prikker werden diverse drie-hoekjes brood en beleg aan elkaar gekoppeld. “Dat ga ik thuis ook doen!”, dacht ik. Toch nog wat geleerd.
TechniShowmagazineis exclusiefHoofd Mediapartner
van vakbeursTechniShow 2016
Voor informatie over de advertentiemogelijkheden in o.a. de beursspecial en beurscatalogus kunt u contact
opnemen met:Jetvertising b.v., E [email protected],
T +31 (0)70 399 00 00Via inschakeling van de offi ciële beursmedia
realiseert u concreet extra traffi c naar uw stand enverlengt u de beursbeleving! TechniShow
magazine is exclusief Hoofd Mediapartnervan vakbeurs TechniShow 2016
www.destaco.com +31 (0)297 28 53 32
GLOBAL SOLUTIONS
DSC Anzeige Global Solutions A4 NL_Layout 1 31.03.15 11:10 Seite 1