Sem Aluminium

of 23
-
Upload
anonymous-f1uck4 -
Category
Documents
-
view
224 -
download
0
Transcript of Sem Aluminium
-
7/27/2019 Sem Aluminium
1/23
Wear, 69 (1981) 1 3@ Elsevier Sequoia S.A., Lausanne - Printed in The Netherlands 1
TOPOGRAPHICAL FEATURES OBSERVED IN A SCANNINGELECTRON MICROSCOPY STUDY OF ALUMINIUM ALLOYSURFACES IN SLIDING WEAR
J. CLARKE and A. D. SARKARJohn Dal ton Facul ty of Technology, Manchester Polytechnic, Chester Street, ManchesterM l 5GD Gt. Britain)(Received March 28,198O)
SummaryExtensive examination of sliding wear surfaces was undertaken onvarious Al-Si alloys using the scanning electron microscope in an attempt toelucidate the prevailing mechanism or mechanisms of wear. Recurring surfacefeatures were noted which gave a positive indication of diverse mechanismsoperating across the range of material composition and contact stressesinvolved.It is postulated that mutual transfer across the wear interface is an
extremely significant feature of all regimes of sliding wear, becoming moreprevalent in materials whose yield stresses are low or where normal contactstresses are high. Asperity interaction, gross layering and ductile fractureconstitute the predominant mode for conditions bordering on seizure,whereas a shear transfer mechanism operates in regimes between those ofmild and severe wear. Delamination producing wear craters is a predominantfeature of mild wear regimes in eutectic and hypereutectic alloys, butprimary and secondary modes dependent on subsurface and surface failurerespectively can be recognized.The concept of mutual transfer suggests that pin surface topography isa function of material back transfer such that a new delamination mode canbe recognized where failure results from surface-initiated cracks extendingdown to interlayer zones.Work on asperity macromodels using wax as the simulative mediumprovides strong evidence for an almost universal transfer mechanism.
1. IntroductionInterest in observing worn surfaces has increased, and the scanningelectron microscope has made an invaluable contribution towards a basicunderstanding of wear processes in materials. The concept that componentswear by a fatigue mode or by simple abrasion is giving way to statements
-
7/27/2019 Sem Aluminium
2/23
2
that, in industrial machinery or laboratory test rigs, wear debris are generatedby a number of apparently independent mechanisms although variables suchas speed, load and cleanliness of the interface are constant. Thus a componentmay wear partially as a result of delamination [l] which starts with thepostulate that the subsurface is plastically deformed repeatedly during slid-ing. This results in the formation of subcutaneous voids which elongate inthe direction of shear deformation, leading to the formation of a crackwhich eventually extends to the surface. A wear sheet is then lifted from thematrix and scanning electron microscopy (SEM) reveals that the sliding faceof the debris is smooth but the underside shows shear dimples, indicating aductile fracture. Rather than the original matrix material undergoing wearin a direct involvement, evidence seems to be gathering that the bulk of thewear product is generated from material transferred onto opposing surfaces.X-ray microprobe analysis has revealed [2] that couples such as Cu-Fe,Cu-Zn and Fe-Ni show mutual transfer of metals, i.e. copper on iron andvice versa for a Cu-Fe couple. Material is transferred by adhesive forces [ 31and the events take place on an asperity scale [4]. Transferred material isbuilt up in stages and some detaches as a wear particle by a fatigue mode [ 51or by delamination as proposed by the delamination theory. SEM studies ofdebris confirm a fatigue type of failure [4] or ductile fracture. It is unlikely[6] that wear debris will necessarily be generated as one asperity adheres toanother occupying a position on the counterface, and it now seems certainthat the predominant event in sliding is mutual transfer and build-up oflayers of asperities. This can be designated as back transfer but the problemof obtaining positive proof remains. In the following, selected results fromSEM studies of a few hundred wear scars, mainly of binary Al-Si alloyssliding on hard steel, are discussed. An attempt was made to show thatmutual back transfer across the interface takes place and the bulk of thewear debris results from these deposits. Although still speculative, someindirect evidence is provided on the origins of cracks. This is importantbecause some theories argue forcefully that cracks originate below the surface.However, the suggestion of surface cracks propagating towards the matrixcannot be dismissed. An argument [ 71 is developed that the effect of slidingunder load is to form a thin white layer of plastically strained metal. Cracksform in this layer originating at the surface where the tensile stress is greatest.When two such cracks intersect below the surface, a wear particle forms byshear in the region of maximum hertzian shear stress.
2. Results
The results that we report are mainly from SEM studies of aluminiumalloy pin surfaces but observations on the counterface are also summarized.The counterface in all cases was a hard steel bush which provided a surfacespeed of 1.96 m s-l. All sliding wear experiments were carried out in roomatmosphere.
-
7/27/2019 Sem Aluminium
3/23
3
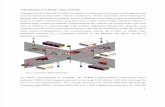
2.1, Pin sur face2.1.1. Roof ti le laminatesRoof ti le laminates are so named because of the stepped appearanceobserved when the pin surface is viewed at relatively low magnifications(Fig. l(a)). Examination of the edges of the steps reveals that these aremade up of a distinct series of layers (Fig. l(b)). The feature is associatedwith high interfacial stressesand in its extreme form covers the whole surface(Fig. l(c)), indicating that seizure is imminent. A milder form of the samefeature is seen in Fig. l(d) where the roof ti les are seen to be in local areasonly. Corresponding features on the counterface are shown in Figs. l(e) andl(f)* Explanations pertaining to the mechanism of formation of these lami-nates might be as follows.(a) Extreme surface conditions created by high interfacial stresses andtemperatures cause bulk welding of the opposing surfaces, thus necessitatingductile fracture for sliding to be continuous.(b) A metal-cutting action may be at work, since Fig. l(c) is reminiscentof certain magnified machined surfaces involving a built-up edge and shearfront layers.(c) Asperity interaction concurrent with mutual transfer is responsiblefor the directionality and layering observed.In the first case, although it must be admitted that adhesion and subse-quent fracture play a part in the mechanism of formation, it is difficult toconcede that some fracture mode is solely responsible for its occurrence.A series of cleavage steps might be envisaged, but these would normally beassociated with a brittle material, which this is not, and comparison withfracture surfaces of this mode does not give the impression that the roofti les possess an orientation relationship between the opposing surfaces andthe crystal structure. Ductile fracture modes showing typical shear dimplesalso offer similarities of topography but these are usually observed at muchhigher magnifications than those for the roof tiles. In addition, the laminatedstructure of the roof ti les defies explanation along these lines. In the secondcase the concept of a metal cutting action is probably more acceptable sincesurface features are really on a macroscopic level as will be the roof ti lelaminates in their extreme form.Two difficulties arise with this. One problem is that, if this were takingplace on a large scale sufficient to account for the feature, the wear debriswould inevitably consist of many chips, as formed in a cutting process.Admittedly there were occasional tiny particles of debris exhibiting theclassic shear front formation, but the prevailing debris form was the typicalmixed lumpy and flat sheet confiirations commensurate with the magnitudeof interfacial stress involved.The second difficulty is ascertaining what precisely acts as the cuttingtool. On a macroscale, if the pin is strain hardened it is possible that it mayremove the deposited metal by cutting the transferred layer of pin material.On a microscale it might be considered that hard asperities favourably
-
7/27/2019 Sem Aluminium
4/23
a)
Fii. 1. (a) A&-6.2 & pin surface; load, 2.5 kgf (magn~cation, 140X). (b) Al-6.2 Si pinsurface;load, 2.5 kgf; the direction of counterface motion is into the paper (magnification,700x). (c) Al-6.2ZSi pin surface; load, 2.6 kgf (magnification, 28x). (d) Al-6,2 Si pinsurface; load, 1.5 kgf (msgnification, 270X ). (e) Counterface surface; Al-6.2 Si pin;load, 2.6 kgf (magnification, 2700x ).(f) Counterface surface; Al-6.2 Si pin; load, 2.5kgf (magnification, 360x . The arrows indicate the direction of counterface motion.
-
7/27/2019 Sem Aluminium
5/23
5oriented and of a suitable shape might act in this manner. A further difficultyagain arises in attempting to explain the laminated structure since the layers(Fig. l(b)) do not have the appearance of the deformation boundaries some-times observed in metal cutting.In the third case an explanation might be found in terms of asperityinteraction. It could be argued that the asperities on both surfaces flowplastically owing to the severe surface stress. If the asperities idealized asconical in shape were flattened and smeared in the direction of sliding ontheir parent surfaces, they would have the direction and form shown inFig. 2(a).Comparing this with the observed direction for the pin and counterfacerepresented in Fig. 2(b), it is seen that this explanation will not suffice sincethe direction of the roof tiles is the wrong way round. Where this featureappeared, both the pin and the counter-face showed a relatively uniformdistribution of what may be termed hyperbolic profiles of apparentlyflattened asperities, as shown schematically in Fig. 2(b). In the majority ofcases the observed shape of the roof tile laminates was actually hyperbolic.Thus, comparing Figs. 2(a) and 2(b) it is apparent that the idea of asperitysmearing from parent surfaces does not fit the case, unless for some reasonrotation takes place through 180 after initial formation.This is very unlikely and therefore it is suggested that a mutual transfermechanism is operating. Thus, initially, severe plastic flow deposits thealuminium alloy onto the steel counter-face by means of asperity flatteningand transfer. Some of the deposit transfers back onto the pin surface by thesame mechanism. This results in the directionality of the profiles in reverseorder, as shown in Fig. 2(b).Evidence for back transfer seems conclusive when Fig. 3 is considered.Figure 3(a) shows an aluminium pin surface after sliding on a steel counter-
x x
Y Y
View WI View B onmunterfnce Dill surface
a) b)Fig. 2. (a) Schematic representation of asperity interaction;(b) orientation and directional-ity of roof tile laminates at the wear interface.
-
7/27/2019 Sem Aluminium
6/23
Fig. 3. (a) Pure aluminium pin on a clean steel track; load, 8 kgf (magnification, 336x).(b) Pure aluminium pin on its own deposit; load, 8 kgf (magnification, 840x). The arrowsindicate the direction of counterface motion.face and Fig. 3(b) illustrates a pin surface after sliding on a steel counterfacepossessing a track of deposited pin material. Since it is clear that material hasbeen transferred from pin to counterface, the existence of identical topog-raphies on pin and counterface suggests that the same mechanism has producedboth. Thus it is a valid assumption that, if the counterface topography is aresult of some transfer mechanism, then that of the pin surface is equally afunction of the same mechanism.From Figs. l(b), l(e) and l(f) the laminations appear to be very system-atic. There are about six to ten layers making up the composite roof tiles.This range was fairly consistent and suggests that transfer as a single event isfollowed by successive deposits until the layers are removed as a wear product.It is possible that some critical number of layers needs to be deposited beforea wear product is produced. A peculiarity is that the laminates are bent backas they are removed as a result of sliding (Fig. 4). The removal process can
Fig. 4. AL6.2 Si pin surface; load, 2.5 kgf. The arrow indicates the direction of counter-face motion. (Magnification, 1200x.)
-
7/27/2019 Sem Aluminium
7/23
7
evidently be explained by an adhesive shear process as noted in the ductileshear fracture dimpling on both surfaces of the friction system.Figure l(b) shows positive divisions between the layers. This would beso, because the interlayer cold welds will only form a fraction of the apparentarea. The true area of contact may also be diluted because of oxidation orthe presence of non-metallic constituents such as silicon.A study of surfaces near to seizure is considered to be justified on theassumption that prevailing wear mechanisms may well be accentuated inthese extreme cases, throwing light on those operating in milder regimes,the most probable situation in properly operated machinery.
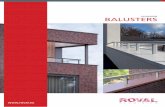
2.1.2. I ncl i ned shear pl at esA feature best described as inclined shear plates was only observed inthe combinations of load and composition where plastic flow was evident.It appeared across the whole composition range but was only rarely seen onthe eutectic or near-eutectic alloy surfaces. It is perhaps significant that thefeature was not normally observed on surfaces showing the roof tile lami-nates, i e where gross plastic flow was evident. It appears to be a kind oftransition feature between the relatively wear-resistant eutectic or near-eutectic alloys and those which show severe surface flow such as purealuminium or alloys with a low silicon content.Figure 5(a) is an example of its occurrence on the counterface andshows clearly the nature of the individual plates which incline to the direc-tion of the tangential force. Identical forms of this feature were observed onthe corresponding pin surfaces. One peculiarity seen in Fig. 5(a) is that theinclined plates are sited below two smooth deposits on each side of them.In most cases the feature appeared as shown in Fig. 5(b) and magnified inFig. 5(c).Studies using a conical macroscopic model of wax to observe pin-counterface deposition modes showed a topography almost identical withthat observed on the real surfaces. Figure. 6 shows wax plates deposited at afairly consistent angle and plate distance. Part of the effect is muted by thefact that wax begins to soften under the photographic light but close observa-tion during actual sliding showed that the plates were sheared off the waxpin at the trailing edge with simultaneous deposition onto the counterface.This evidence and also that its occurrence on the counterface axiomaticallyimplies a transfer mechanism lead again to the suggestion of back transferwhere the feature is observed on the pin surface.Further visual evidence exists to support this view. A joint study ofFigs. 7(a)and 7(b) showing pm and counterface surfaces respectively suggests
that in both cases a shear transfer mechanism has been responsible for theirformation. It is possible that favourably shaped and oriented asperities onthe respective surfaces have experienced simultaneous shear and depositionas noted in the macroscopic models. Figure 7(c) is a higher magnificationview of Fig. 7(a) and shows clearly the nature of the deposited plates.
-
7/27/2019 Sem Aluminium
8/23
8
Fig. 6. (a) Counterface surface; pure alumin-/ ium pin; load, 0.75 kgf (magnification,609x). (b) Pure aluminium pin surface; load,0.75 kgf (m~nifieation, 234x). (c) Purealuminium pin surface; load, 0.75 kgf(magnification, 650x). The arrows indicatethe direction of counterface motion,
Fig. 6. Wax deposit on steel; load, 1.0 kgf. The arrow indicates the direction of counter-face motion. (Magnification, 27x.)
-
7/27/2019 Sem Aluminium
9/23
4
cl
b)
Fig. 7. (a) Pure aluminium pin surface; load, 0.76 kgf (magnification, 700x). (b) Counter-face surface; Al-6.2 Si pin; load, 1.5 kgf (magnification, 1000x). (c) Pure aluminium pinsurface; load, 0.75 kgf (magnification, 2800x). The arrows indicate the direction ofcounterface motion.
Since real asperities probably vary in shape and orientation, this factmay explain the peculiarity noted earlier (Fig. 5(a)) where the inclined shearplates have material built up on either side of them. The suggestion is thatadjacent asperities or asperity groups will yield different deposits since thesewill be a function of asperity shape. A similar effect is noticed in Fig. 8(a).2.1.3. Adhesive delaminationAt low loads on a pure aluminium pin or at high loads on certain hyper-eutectic alloys, shallow surface craters were apparent, giving the appearancethat material had been delaminated from them. Thus the feature was associ-ated with plastic flow and adhesion effects. Figures 8(a) and 8(b) are examples
-
7/27/2019 Sem Aluminium
10/23
cl - d) -Fig. 8. Pure alumiuium pin surface; load, 0.75 kgf. The arrows indicate the direction ofcounterface motion. (Magnifications: (a) 275~; (b) 700x;(c) 65X;(d) 250X.)
of the cratering effect, showing diverse topographies for the actual craterbases. The laminated nature of the crater sides is noted in Fig, 8 b). In viewof the earlier comments on material transfer a mechanism of formationmight be as follows.Progressive deposition of material onto the pm surface is taking placesimultaneously with material loss, as either loose wear debris or redepositiononto the counterface. Because of the different shape-orientation features ofthe counterface asperities, the pm surface at any instant will consist ofinclined shear plates and smooth deposits. Subsequent deposition may thenlayer material over the initial surface either completely or partiaily. The factthat inclined shear plates did exist at different levels on the surface seems tosupport this view.
-
7/27/2019 Sem Aluminium
11/23
11
The existence of multilayering is also observed in Fig. 8(b) and it isprobable that the layers are held at isolated points through adhesion, butthe interlayer zones can mainly be regarded as subsurface cracks. It is notunreasonable to speculate that at some critical stress level the surface failsat a particular point, resulting in a transverse crack (Figs. 8(c) and 8(d));then subsequent cycling may cause material to become progressively delami-nated by adhesive forces peeling the surface off in thin layers. Figure 8(a)shows a thin peninsula of material, presumably ready for detachment. Thetopography of the crater bases would then be simply a function of asperityshape and orientation which would determine the deposition pattern on thepenultimate or even earlier layers. Figure 9 is a schematic representation ofsurface layer removal once transverse crack initiation has taken place. Thedepth of the crack may be through one or more layers. Since debris examina-tion for these cases did reveal very thin sheets, it is probable that two typesof delamination mechanism are at work, one dependent on subsurface cracksand one where a surface-initiated crack meets with the interlayer zonesbetween deposited layers.
2.1.4. Granular del aminati onGranular delamination occurred exclusively in eutectic and hyper-,eutectic alloys and, since the incidence of cratering tended to diminish withincreasing load, the feature can be associated with mild wear regimes. Figure10(a) illustrates the granular nature of the delaminated areas which appearedin random form across the whole wear surface. A single crater does not
Potential crack
b) Layer peeled o ffsurface by adhesweforces
Fig. 9. Schematic representation of surface layer removal by adhesive delamination: (a)stage 1; (b) stage 2.
-
7/27/2019 Sem Aluminium
12/23
Fig. 10. AI-Pl Si pin surface; load, 1.0 kgf. The arrows indicate the direction of counter-face motion. (Magnj~catio~: (a) 368x;(b) 920x.)
indicate the size of a single detached wear plate or sheet since it is obviousthat craze cracking (Fig. 10(b)) occurs around the perimeter, resulting in aprogressive or secondary type of delamination. This secondary delaminationmay be a function of surface forces only and may have nothing to do withthe probable subsurface cracking responsible for primary delamination. Anumber of observations were made of subsurface cracking, which may becalled primary delamination, typical examples being shown in Fig. 11. Inboth cases, but more so in Fig. 11(b), it is interesting to note how theincipient delamination appears to have been initiated at a transverse crackwhich according to Suh [8] would have been of subsurface origin, Instancesof what might be termed secondary delamination were numerous, examplesbeing seen in Fig. 12. On a purely visual basis it appears that, once the initialfracture has taken place, subsequent surface deterioration occurs in a seriesof delaminations which may well be a result of the action of surface forcesonly on the already weakened areas.
Fig. 11. (a) Al-lG Si pin surface; load, 3.0 kgf (magnification, 240x). (b) Al-2l Si pinsurface; load, 1.0 kgf (magnification, 200x). The arrows indicate the direction ofcounterface motion.
-
7/27/2019 Sem Aluminium
13/23
4Fig. 12. (a) Al-15.5 Si pin surface; load, b)-
1.5 kgf (magnification, 130x). (b) Al-13 Sipin surface; load, 1.0 kgf (magnification, 700x). The arrows indicate the direction ofcounterface motion.
Subsurface studies did reveal cracks parallel to the wear surface in someof the alloys and it may well be that these are responsible for the initialdelamination. According to the delamination theory the crack terminates atthe surface and presumably defines the crater perimeter; hence secondarytypes of delamination would not normally result as a feature of the initialsubsurface crack. A study of the granular craters does not provide any classicevidence of fracture as noted by Jahanmir et al. [l] . The granules appear tobe heavily compounded eutectic material and indeed Fig. 13 tends to confirmthis where the eutectic is seen to be compounded and strung out in the direc-tion of sliding. The laminated effect is of interest, suggesting a subsurfacecrack effect. Parallel studies on pure copper showed a granular crater effectbut the granules were not as prevalent as those for the Al-Si samples.
Fig. 13. Al-ll Si pin surface; load, 1.0 kgf. (Magnification, 1000x.)
-
7/27/2019 Sem Aluminium
14/23
14
A preliminary summary of this feature based on the foregoing commentssuggests that two delamination modes may well have to be recognized.Primary del~ination occurs where initial surface rupture takes place by theinitiation of a subsurface crack, and secondary delamination is experiencedwhere progressive surface rupture takes place probably as a result of surfaceforces only. The surfaces exhibiting this feature appeared to be oxidized andthe abundance of craze cracking (Fig. 14) indicates that a fatigue mode isprobably also operational.
-Fig. 14. Al-Sl Si pin surface; load, 1.0 kgf. The arrow indicates the direction of counter-face motion. (Magnification, 2000x.)
2.1.5. CrackingA form of failure to be described simply as plough cracking (Fig. 15(a))was observed mainly with hypereutectic alloys at low contact stresses. The
a) b)Fig. 15. (a) Al-15.5 Si pin surface; load, 1.5 kgf (magnification, 2208x). (b) Al-lG Sipin surface; load, 3.0 kgf (magnification, 2400x). The arrows indicate the direction ofcounterface motion.
-
7/27/2019 Sem Aluminium
15/23
15
surfaces show parallel furrows, creating the impression of a ploughed field;the cracks are associated with the raised portion of the furrow. Figure 15(b)shows a typically cracked region but inclined shear plates are also notedwhich suggests back transfer from the counterface. The feature gives theappearance of a brittle shell of material on an unsupported underside whichhas cracked and is starting to disintegrate under the repetitive stresses involvedin sliding. The cracks are actually very small and only appear at mag fica-tions in excess of 1000X. A more appropriate title might therefore be hairlineplough cracking.The second type of cracks observed were those appearing transverse tothe sliding direction. They differed from the previous type in that these weremainly longitudinal to the sliding direction and of a much finer nature. Figure16(a) is a typical example of transverse cracking and it is interesting to note
(b)
Fig. 16. (a) Al-lB Si pin surface; load, 0.5 kgf (magnification, 280x). (b) Al-6.2 Si pinsurface; load, 0.5 kgf (magnification, 600x). (c) Al-6.2ZSi pin surface; load, 0.5 kgf(magnification 2400x). The arrows indicate the direction of counterface motion.
-
7/27/2019 Sem Aluminium
16/23
16how the cracks appear in a kind of series. A similar effect is noted in Fig.16(b) where the series finally results in loose debris (Fig. 16(c)). A study ofFig. 16(b) strongly suggests that the cracks have formed in a deposited layerwhere surface-initiated cracks terminate at the underlying layer. A numberof examples support this view and the thought is analogous to that of adhe-sive delamination where loss of material from the surface is a function ofsurface cracking in back-transferred layers.
Figure 17(a) shows a transverse crack on a surface associated withgranular delamination. At the top right-hand side of the field, magnified inFig. 17(b), is an apparent series of transverse cracks. Closer examinationshows that these closely resemble the inclined shear plate feature. This,together with the obvious layering noted at the top of the field, confirms thetheme that a thin back-transferred layer is present. In addition, the largetransverse crack may well be the incipient stage of formation for a granularwear crater which supports the contention already made when we consideredthis feature. It is also worthy of note that transverse cracking appeared acrossthe whole range of alloy composition used in these sliding wear tests.
A related feature under this heading is that of craze cracking particularlyprevalent in the hypereutectic alloys. Figure 14 illustrates typical surfaced~inte~ation by this mode. Figure 18 is of interest since craze cracking hastaken place in a back-transferred layer. Figure 10(b) shows the cracking tobe prevalent in the material around crater perimeters and it appears to havebeen initiated at the surface. It is significant that the ll%Na-modified alloy,which had the lowest wear rate of the alloy series, showed hardly any crazecracking compared with say the 21%Si alloy with its inferior wear properties.It may be that the structured substrate (Fig. 13) for the eutectic alloy gavebetter surface support than the crushed random composite of primary siliconand eutectic material in the 21%Si alloy.
The feature was observed across the full range of composition but tendedto be restricted to lower contact stresses.
Fig. 17. Al-13 Si pin surface; load, 1.0 kgf. The arrows indicate the direction of counter-face motion. (Magnifications: (a) 860X;(b) 4650X.)
-
7/27/2019 Sem Aluminium
17/23
17
-Fig. 18. Pure aluminium pin surface; load, 0.75 kgf. The arrow indicates the direction ofcounterface motion. (Magnification, 270X.)
2 1 6 Subsur face cavernsSubsurface caverns are worth noting because typically they appear ascavities (Fig. 19(a)) which seem to arise because a layer covering them hasbeen removed by some mechanism. The suggestion that these may be due toporosity left in the cast pins was discarded because the foundry techniquewas specially arranged to avoid porosity due to gas or shrinkage, and samplesscanned under the optical microscope even at a magnification of 500X showedno porosity. Considering Figs. 19(a) and 19(b) and bearing in mind themagnifications involved, it is a reasonable suggestion that the cavities appearas a result of back transfer. Thus, because the contact stresses are low thelayers do not adhere effectively to the substrate. When tangential or other
4 -Fig. 19. (a) Al-13 Si pin surface; load, 2.5 kgf (magnification, 1200x). (b) Al-15.5ISipin surface; load, 1.5 kgf (magnification, 4680x). The arrows indicate the direction ofcounterface motion.
-
7/27/2019 Sem Aluminium
18/23
18
b)
I d)Fig. 20. (a) Al-21 Si pin surface; load, 3.0 kgf (magnification, 5950x). (b) The counter-face corresponding to (a) (magnification, 696~). (c) Counterface surface; Al-&2 Si pin;load, 2.6 kgf (rn~~~tjon, 100X). (d) The pin surface corresponding to (c) (magnifica-tion, 3000x). The arrows indicate the direction of counterface motion.
-
7/27/2019 Sem Aluminium
19/23
19
forces lift part of the layer, the exposed surface disintegrates locally andreveals a cavity resembling a subterranean cavern.2.1.7. Shear dimplingFigure 20(a) shows that the worn surfaces possess small volcanic-typecraters which resemble dimples. They are characteristic of ductile fractureand in this case are elongated in the direction of sliding. This can happen inany composition range but is characteristic of heavy loads bordering onseizure conditions. A surface such as this gives clear evidence that adhesionand cold welding of junctions have taken place between the pin and counter-face such that the only way to separate them is by fracture of the junctions.Because of the dynamic situation existing during the sliding process, it is
axiomatic that such welding and fracture would take place throughout theoperational life of a friction couple, giving rise to stick-slip phenomena andvibration of the machine. These shear dimples are associated with the rooftile features and Fig. 20(a) is a view taken directly on top of one of thesteps. The arrow in Fig. 20(b) shows the approximate position of the dimpledarea. It is seen that the dimples are elongated in a direction away from thestep edges, i e in the direction of rotation of the counter-face. Although theroof tile profiles are opposite on the counterface (Fig. 20(c)), the sameelongation relationship exists, as shown in Fig. 20(d). The arrow in Fig. 20(c)shows that in this case the dimpling is located at the side of the roof tiledeposit.Figure 21 is a schematic representation showing the relative profile-elongation relationship. Again, identical relationships on pin and counterfacesuggest that mutual transfer has taken place which in view of the evidenceseems to be a more reasonable explanation than that of unidirectional transfercombined with bulk welding and fracture. It should be noted that the oppositeroof tile profiles are not considered as superimposed during sliding. These
Pin roof tile
Direction of
Dwction of
ounterfaceroof tile
Fig. 21. Relationship between roof tile directionality and the elongated fractured dimples.
-
7/27/2019 Sem Aluminium
20/23
20will have formed independently and represent separate transfer events. Thisfact tends to reinforce the mutual transfer postulate in that some kind ofbulk cleavage fracture mode would have the same profile directionality eventhough the matching surface levels would be different. It is also of interest tonote that void coalescence prior to fracture must be extremely rapid in viewof the surface speeds involved during sliding.2.2. Counterface observationsPreviously published work [9] has shown that the counterface gains inweight as a result of transfer. This is lost in stages and the counterface itselfwears in certain cases. A thorough examination of the counterface was there-fore undertaken.Certain features have already been noted; these are the existence ofinclined shear plates and roof tile laminates in a form identical with those onthe pin surface. Figure 5 a) shows the inclined shear plates with their counter-parts on the pin surface in Fig. 22 a). The roof tile laminates can be seen inFig. 22 b) with their counterparts on the pin surface in Fig. l c). Some otherfeatures were craze cracking, transverse cracking and, in odd cases whereboth silicon contents and contact stresses were high, granular wear craters.None of these three, however, was prevalent to the same degree as thoseobserved on the pin surface.The steel substrate itself wears, as seen previously by weight loss mea-surements. Microprobe analysis of wear debris showed iron as a definiteconstituent well in excess of the original analysis levels. Iron was also notedin the pin surface. The possibility is that the aluminium wears the steelsurface, which is probable in view of the abrasiveness of the silicon particlesand is confirmed because the hypereutectic alloys gave the highest counter-face wear rate. Part of the worn steel appears as wear debris and the remainderbecomes embedded in the aluminium pin surface. Iron could also diffuseinto the body of the Al-Si alloy, the process being facilitated by the highinterfacial temperatures of the friction couples. The steel surface itself shows
a) b)Fig. 22. (a)Pure aluminium pin surface; load, 0.75 kgf (magnification, 596x). (b) Counter-face surface; Al-2l Si pin; load, 3.0 kgf (magnification, 170x). The arrows indicate thedirection of counterface motion.
-
7/27/2019 Sem Aluminium
21/23
Fig. 23. Counterface surface; pure aluminium pin; load, 2.0 kgf. The arrows indicate thedirection of counterface motion. (Magnifications: (a), (b) 1700x; (c) 550x.)
a kind of craze cracking and cratering Figs. 23 a) and 23 b)) which probablyoccurred in the early stages of sliding. In both these cases the aluminiumdeposit was removed by dissolving with NaOH. It is probably fair to say thatthe counterface wears by some direct effect due to sliding against the Al-Sialloy pin until a deposit of the Al-Si alloy builds up. Patches of the depositmay be removed during sliding and the steel surface is then expected to wearby a direct effect Fig. 23 c)).Delamination is illustrated in Fig. 24; Fig. 24 b) almost certainly illus-trates that delamination has taken place by the action of surface-initiatedforces on the transferred layer.
3. DiscussionIt is clear that throughout the foregoing observations one theme hasbeen dominant, i e the idea of mutual transfer where material is transferredacross the interface with some of this deposit transferring back again to theparent surface. It is thought that some equilibrium transfer rate is established
-
7/27/2019 Sem Aluminium
22/23
22
Fig. 24. (a) Counterface surface; Al-13 Si pin; load, 3.0 kgf (magnification, 2670x).(b) Counterface surface; Al-3 Si pin; load, 3.0 kgf (magnification, 2670x). The arrowindicates the direction of counterface motion.
with the balance of transferred material being in the pin-counterface direc-tion. Figure 25 shows two curves obtained from wax pins sliding in the firstcase on a clean steel counterface and in the second case on a track of depositedwax. It is seen that both attain an equilibrium rate of weight loss, but in thesecond case the pin shows a distinctly lower rate of wear. It is postulatedthat this lower rate of wear is a function of back transfer where the real rateof wear is masked by the back transferral of material from the deposit.Measurements showed that the coefficient of friction was higher for the waxpin sliding on its own deposit. Therefore the difference cannot be attributedto an increased lubrication effect.
Previous work has shown that weight changes on the counterface arecyclic in nature in that a regular loss-increase-loss pattern develops. Since
20018
:P 160 120I0 loo;F 60 60
I15 30 L5 60 75 90
Shding distance lcml
Fig. 25. Weight loss us. sliding distance for wax pins sliding on a steel counterface : o,single-track sliding; +, multitrack sliding.
-
7/27/2019 Sem Aluminium
23/23
23the curve of pin weight loss against sliding distance is linear once an equilib-rium wear rate is attained, this suggests that the bulk of debris generated isfrom the counterface itself, ut further work is required in this area,
In viewing the complete range of alloys studied with the various contactstresses nvolved it is clear that no single wear mechanism is responsible forthe production of material loss from sliding surfaces. There can in some casesbe a direct effect where material is detached by what has now been acceptedas delegation. However, where material yield stresses are low or contactstresses are high for a given sliding speed, mutual transfer phenomena suggestthat much of the wear debris accumulated in a wear run is generated fromthe action of surface forces on the transferred layers where surface-initiatedcracking reacts with interlayer zones prior to material detachment.
4. Conclusions(1) I t is postulated that mutual transfer is a significant feature of allregimes of sliding wear and that it becomes more prevalent in materials whoseyield stresses are low or where normal contact stresses are high.(2) Asperity interaction, gross layering and ductile fracture constitutethe mode of transfer for conditions bordering on seizure, whereas a sheartransfer mechanism operates in regimes between those of mild and severe
wear.(3) Delamination producing wear craters is a predominant feature ofmild wear regimes in eutectic and hypereutectic alloys, but primary andsecondary modes, dependent on subsurface and surface failure respectively,can be recognized.(4) Delamination of an adhesive variety exists in low yield stress mat-erials or in materials where high contact stresses exist; this is a function ofsurface cracking down to interlayer zones.
References1 S. Jeharunir, N. P. Suh and E. P. Abrahamson, Weur, 28 1974) 235.2 T. Sasada and S. Norose, Froc. Jpn. Sot. Lubr. Eng., (1976) 32.3 T. Kayaba and K. Kato, Pmt. Int. Co& on the Wear ~~~ateria~, Dearborn, M I , Apri l16 - 18, 1979, American Societyof Mechanical Engineers, New York, 1979, p. 45.4 0. Vingsbo, Froc. ht. Conf. on the Wear of Materials, Dearborn, M I , Apri l 16 - 18,1979, American Society of Mechanical Engineers, New York, 1979, p. 620.5 E. M. Moore, P. F. Packman and J. J. Wert, I ri bol. nt., 7 1974) 242.6 D. A. Rigney and W. A. GIaeser, Proc. Int. Conf. on the Wear of Materiak. St. Louis,
MO, April 25 - 28.1977, American Society of Mechanicel Engineers, New York, 1977,p. 41.
7 A. A. Torrance, Wear, 50 1978) 169.8 N. P. Suh, Wear, 25 1973) 111.9 J. Clarke and A. D. Sarkar, Wear, 54 (1979) 7.