Overzicht en ontwikkelingen in ESW bandlassen · 2019. 8. 28. · | Company | Presentation Title I...
47
1 STRIP CLADDING Johan Cobben BWG NL bv 2 november 2011 MCL Born
Transcript of Overzicht en ontwikkelingen in ESW bandlassen · 2019. 8. 28. · | Company | Presentation Title I...

1
STRIP CLADDING Johan Cobben BWG NL bv
2 november 2011
MCL Born

| Company | Presentation Title I Date We are the World of Welding Solutions.
Inhoud
Proces review
Plateren
SAW vs ESW
voordelen
Nieuwe ontwikkelingen in ESW
hoge snelheid poeders
poeders voor 1-laags technieken
Toepassingen
bandlaskoppen en de Soudobeams
oplassen in vaten
oplassen in pijp

| Company | Presentation Title I Date We are the World of Welding Solutions.
Platering
Basismateriaal = drager (mechanische eigenschappen)
Sterkte (Rp0,2)
Kruip
Taaiheid
Platering = buffer / beschermlaag
Corrosiebestendig
Hittevast
Slijtvast
Waterstofdiffusie (hydrocrackers)

| Company | Presentation Title I Date We are the World of Welding Solutions.
Geplateerd staal
Explosief
Opgewalst
Opgelast TIG (GTAW)
MIG/MAG (GMAW)
Beklede electrode (SMAW)
Gevulde draad (FCAW-GS/SS)
Onder-poederdek (SAW-strip)
Electro-slak (ESW)

| Company | Presentation Title I Date We are the World of Welding Solutions.
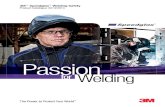
Strip
Aandrijfrollen
Contactschoenen
Flux
Flux Hopper
Flux hoogte
Electrische boog
Vloeibare slak
Gestolde slak
Vloeibaar metaal
Inbranding (1 - 1,5 mm)
SAW vs ESW

| Company | Presentation Title I Date We are the World of Welding Solutions.
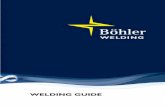
Electroslag Strip Cladding (ESW)
Speciaal poeder
1-zijdige poederaanvoer
Geen elektrische boog
El. geleidend vloeibare slak
Inbranding (0,3 – 0,4 mm)

| Company | Presentation Title I Date We are the World of Welding Solutions.
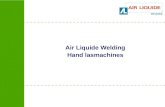
Open smeltbad

| Company | Presentation Title I Date We are the World of Welding Solutions.
Zeer gelijkmatige inbranding
Weinig opmenging
Hoge neersmeltsnelheden
Vlakke lasrupsen/opp. Draad
Voordelen
Strip

| Company | Presentation Title I Date We are the World of Welding Solutions.
Homogeen lasmetaal vanaf ca. 0,2 mm tot fusion line

| Company | Presentation Title I Date We are the World of Welding Solutions.
Zeer gelijkmatige inbranding
Weinig opmenging
Hoge neersmeltsnelheden
Vlakke lasrupsen/opp.
Typisch waarden met standaard lasparameters
SAW: 18%
ESW: 10%
A
B
BA
BDilution
Opmenging

| Company | Presentation Title I Date We are the World of Welding Solutions.
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
ESW - 120 mm STRIP
SAW - 60mm STRIP
SAW - 90 mm STRIP
MIG
P.MIG
PlasmaSpray
FCAW
SAW - 2 wires
SMAW
SAW - 120 mm STRIP
ESW - 60 mm STRIP
ESW - 90 mm STRIP
SAW-1 wire
Zeer gelijkmatige inbranding
Weinig opmenging
Hoge neersmeltsnelheden
Vlakke lasrupsen/opp.

| Company | Presentation Title I Date We are the World of Welding Solutions.
Deposition rate in kg/h as a function of the welding current and
the strip width
0
10
20
30
40
50
60
200 700 1200 1700 2200 2700
Welding current [A]
De
po
sitio
n r
ate
[kg
/h]
30mm
90mm
60mm
120mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
Zeer gelijkmatige inbranding
Weinig opmenging
Hoge neersmeltsnelheden
Vlakke lasrupsen/opp.

| Company | Presentation Title I Date We are the World of Welding Solutions.
Inhoud
Proces review
SAW vs ESW
voordelen
Nieuwe ontwikkelingen in ESW
hoge snelheid poeders
poeders voor 1-laags technieken
Toepassingen
bandlaskoppen en de Soudobeams
oplassen in vaten
oplassen in pijp

| Company | Presentation Title I Date We are the World of Welding Solutions.
Vraag naar hogere productiviteit
2 oplossingen
Hogere neersmeltsnelheden
Hoge snelheids poeders
Minder aantal oplaslagen
1-laags poeders
Recente ontwikkelingen

| Company | Presentation Title I Date We are the World of Welding Solutions.
SAW ESW standaard ESW HS ESW 1-laags
Laagdikte
( mm ) 4,5 4,0 3,1 4,5
Neersmelt
( kg/u) 14 22 27 23
Neersmelt
(m²/u) 0,45 0,69 1,1 0,7
Hogere productiviteit

| Company | Presentation Title I Date We are the World of Welding Solutions.
OP bandlassen ESW bandlassen
2 lagen 2 lagen HS 1 laag (SL)
Tijd 100 u 42 u 33 u
Laagdikte 9,0 mm 6,2 mm 4,5mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
Stroom ( A ) : 750 1250 1400 1250
Voltage ( V ) 26 24 24 24
Snelheid (cm/min ) 10 16 30 16
Opmenging ( % ) 18 9 22 7
C gehalte (%) 0,045 0,030 0,055 0,020
op 0.18%C Staal
SAW ESW HS SL
ESW ESW

| Company | Presentation Title I Date We are the World of Welding Solutions.
Hogere snelheid = meer opmenging (dus meer C en Fe opmenging)
Overgelegeerde band
Hogere stroomsterkten
Voorbeeld:
Single layer alloy 347 Composition
mm FN
C Mn Si Cr Ni Nb
1st l Soudotape 21.11.LNb Record EST 122 0.03 1.1 0.5 19 10 0.5 4.7 5
1st l Soudotape 24.12.LNb Record EST 136 0.05 1.21 0.24 19.5 10.3 0.41 3.1 6.2
60 mm strip: 1) 1250 A – 24 V – 18 cm/min
2) 1450 A – 24 V – 35 cm/min
Hoge snelheid poeders
C < 0,08%

| Company | Presentation Title I Date We are the World of Welding Solutions.
Compensatie voor opmenging
Toelegerende elementen via poeder
Voorbeeld:
1-laags/2-laags alloy 347
Composition
mm FN
C Mn Si Cr Ni Nb
1st l Soudotape 309 Record EST
122 0.03 1.26 0.42 19.3 10.2 - 5
2nd l Soudotape 347 Record EST
122 0.02 1.33 0.41 19.1 10.2 0.37 5 6
1st l Soudotape 347
Record EST 347-1 0.03 1.3 0.58 19.0 10.4 0.35 4.8 5
60 mm strip: 1250 A – 24 V – 16 cm/min
1-laags poeders

| Company | Presentation Title I Date We are the World of Welding Solutions.
Alloy /
Procedure Laag
Type band
/ Poeder
Laag-
dikte
(mm)
Snel-
heid
(cm/min)
Stroom
(Amp)
Neer-
smelt
(kg/uur)
C Mn Si Cr Ni Mo FN
1-laag 316L
overgelegeerde
band
1
Poeder
R.EST 136 4,2 23 675 13,5 0,03 1,35 0,35 17,1 12,0 2,4 4
Bandsamenstelling Soudotape 21.13.3L → 0,01 1,8 0,20 20,2 14,0 2,9 -
1-laag 316L
opmeng-comp.
poeder
1
Poeder
R.EST 316-1 4,2 23 675 13,5 0.03 1,18 0,38 17,8 12,1 2,5 3.9
Bandsamenstelling Soudotape 316L → 0,015 1,7 0,30 18,5 12,5 2,9 -
1e laag ~308
2e laag 316L
dunne lagen
hoge snelheid
1
Poeder
R.EST 136 3,1 35 725 15 0,05 1,50 0,50 18,4 10,2 0 2
Bandsamenstelling Soudotape 309L → 0,015 1,80 0,35 23,4 12,8 0 -
2
Poeder
R.EST 136 3,0 35 725 15 0,03 1,4 0,4 18,2 12,0 2,3 5
Bandsamenstelling Soudotape 316L → 0,015 1,7 0,30 18,5 12,5 2,9 -
1e laag 316L
2e laag 316L
dikke lagen
met hoge
neersmelt-
snelheid
1
Poeder
R.EST 136 5,0 26 900 18 0,03 1,35 0,35 17,1 12,0 2,4 4
Bandsamenstelling Soudotape 21.13.3L → 0,01 1,8 0,20 20,2 14,0 2,9 -
2
Poeder
R.EST 136 5,0 26 900 18 0,02 1,4 0,55 18,3 12,2 2,4 8
Bandsamenstelling Soudotape 316L → 0,015 1,7 0,30 18,5 12,5 2,9 -
Voorbeeld 316L

| Company | Presentation Title I Date We are the World of Welding Solutions.
EST201
Voorbeeld alloy 625
Eis Fe < 7%

| Company | Presentation Title I Date We are the World of Welding Solutions.
EST201

| Company | Presentation Title I Date We are the World of Welding Solutions.
ELECTROSLAG STRIP CLADDING ALLOY 625
Base material Type Thickness Preheat Interpass
C-Mn steel St E 350 0,2 % C 30 mm - < 150° C
Products Strip 1st layer
Strip type SOUDOTAPE 625 625
Strip size [mm] 60X0,5 60X0,5
Strip batch number EF 1748 EF 1748
Flux type RECORD EST 625-1
Flux batch number 5299
Parameters
Current [amps] 1250
Voltage [volts] 24
Speed [cm/min.] 20
Heat input [kJ/cm²] 15,0
Stick out [mm] 30
Flux depth [mm] 40
Overlap [mm] 6
Magnetic steering Yes
Physical properties
Bead thickness [mm] 5
Bead width [mm] 66
Dilution (approx.) [%] 8
Deposition rate (approx.) [kg/hr] 22
Chemical analyses [%]
C 0,011 0,019
Mn 0,010 0,08
Si 0,1 0,32
Cr 22,30 21,6
Ni 64,8 bal.
Mo 8,9 8,9
Nb 3,4 3,5
Fe 0,16 7,4
Ti 0,16 <0,01
Remarks :
ESW/625-1-30-625-EST625-1-15.12.2003/JLG/RDP.
Toelegerend poeder
Eis Fe < 7%

| Company | Presentation Title I Date We are the World of Welding Solutions.
Low alloyed & Hardfacing Stainless Steel Nickel Alloys Cobalt Alloys
Unalloyed steel
1Cr-0.5Mo
3Cr-0,5Mo
5Cr-0,9Mo
0,15C-6Cr-1Mo
0,35C-6Cr-3Mo
0,4C-6Cr-0,7Mo
Alloy 258
Martensitics
410
420
410NiMo
Austenitics
308L
316L
347
317L
318L
904L
Duplex 2209
Super duplex 2584
825
625
600
400
200
690
C22
C276
59
B2
C4
Grade 6
Grade 21
Beschikbare combinaties

| Company | Presentation Title I Date We are the World of Welding Solutions.
Inhoud
Proces review
SAW vs ESW
voordelen
Nieuwe ontwikkelingen in ESW
hoge snelheid poeders
poeders voor 1-laags technieken
Toepassingen
bandlaskoppen en de Soudobeams
oplassen in vaten
oplassen in pijp

| Company | Presentation Title I Date We are the World of Welding Solutions.
Type SK 20 ES 1 - 35 SK 30 ES 2 - 75 SK 60 ES 3 - 207 SK 125 ES1 - 300
Bandbreedten 10 - 20 15 - 20- 30 30 - 60 30 - 60 - 90 - 120
Min. binnendiameter (mm).
langsrichting ** 150 220 380 550
circulair** - 350 550 700
adaptors beschikbaar beschikbaar beschikbaar beschikbaar
Cladding nozzles
SK 30 ES2-75 SK 60 ES3-207 SK 125 ES1-300

| Company | Presentation Title I Date We are the World of Welding Solutions.
Cladding van smalle delen/pijp : nieuwe ontwikkeling in cladding nozzles
1) Diameter van de pijp : minimum 300mm – lengte max 2.5m
2) Diameter van de pijp : minimum 150mm – lengte max 2.5m
band : 30mm x 0,5mm
band : 20mm x 0,5mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
Cladding nozzle 30ES2-75 gemonteerd op Soudobeam voor cladden van pijp
300 mm binnendiameter
geisoleerde geleiding voor aanvoer band
aanvoer
voor poeder
Huidige configuratie : lassen in langsrichting
250mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
Cladding nozzle SK ES20-35 gemonteerd op Soudobeam voor cladden van pijp
150mm binnendiameter
isolatie
aandrijfas
Huidige configuration : lassen in langsrichting
120mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
Cladding nozzle SK ES20-35 gemonteerd op Soudobeam
voor cladden van pijp 150mm binnendiameter

| Company | Presentation Title I Date We are the World of Welding Solutions.
Magneet sturing
CED1 1370 C22
Andere apparatuur
zonder magneetsturing
met magneetsturing

| Company | Presentation Title I Date We are the World of Welding Solutions.
Invloed van Magneten
Boven niet actief:
smaller, dikker,
onregelmatige flank
Onder bekrachtigd: mooier
aangevloeide lasrups
Niet aktief
Wel aktief

| Company | Presentation Title I Date We are the World of Welding Solutions.
Soudotape 24.12.LNb + Record EST 136
Technip Finland
Bandlassen in vaten
Voorbeeld: hydrocracker

| Company | Presentation Title I Date We are the World of Welding Solutions.
90 mm strip: 2250 A - 25 V - 27 cm/min
Technip Finland
Voorbeeld : hydrocracker

| Company | Presentation Title I Date We are the World of Welding Solutions.
30 mm strip, 750 A, 25 V, 27 cm/min
Technip Finland
Voorbeeld : hydrocracker - inlet of outlet nozzle

| Company | Presentation Title I Date We are the World of Welding Solutions.
Technip Finland
Voorbeeld : hydrocracker - bodems

| Company | Presentation Title I Date We are the World of Welding Solutions.
Kleppen opgelast Soudotape 625 (30*0.5)
en Record EST 236 (ESW) - en Record NFT 201 (SAW)
1 m
ete
r

| Company | Presentation Title I Date We are the World of Welding Solutions.
Pijp plaat Soudotape 21.13.3L en Record EST 122

| Company | Presentation Title I Date We are the World of Welding Solutions.
Reactor met SOUDOTAPE 21.13.3L (60*05) en RECORD
EST 122
Avec l’a
imable
auto
risatio
n d
e F
CI F
rance

ESW bandlassen van offshore seperator vat (dia 2.5m)
met Soudotape NiCu7 (60*05) en Record EST 400.

| Company | Presentation Title I Date We are the World of Welding Solutions.
Bandlassen in pijp
Pijp internal cladding met SK Soudobeam 30 LL1300 D300
Binnen diameter : 300mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
Pijp internal cladding met SK Soudobeam 20 LL1000 D150
Binnen diameter : 150mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
Cladding van 316L met Soudotape 316L en
flux Record EST 316-1
Diameter : 300mm
Band : 30x0.5mm

| Company | Presentation Title I Date We are the World of Welding Solutions.
3.5 mm
600A / 25V / 16cm/min
Cladrestore

| Company | Presentation Title I Date We are the World of Welding Solutions.
Electroslag STRIP CLADDING ALLOY 625
Base material Type Thickness Preheat Interpass
C-Mn steel. Provided by the costumer 19 mm - <150°C
Products Strip 1 Strip 2 1st layer 2nd layer 3rd layer
Strip type SOUDOTAPE 625 625
Strip size [mm] 20 x 0,5 20 x 0,5
Strip batch number 95461 95461
Flux type RECORD EST 201
Flux batch number 7501115
Parameters
Current [amps] 600
Voltage [volts] 24
Speed [cm/min.] 20
Heat input [kJ/cm²]
Stick out [mm] 40
Flux depth [mm] 35
Overlap [mm] -
Magnetic steering No
Physical properties
Bead extra-thickness [mm] 3,5
Bead width [mm] 30,5
Dilution (approx.) [%]
Deposition rate (approx.) [kg/hr]
Chemical analyses [%]
C 0,02 0,01
Mn 0,07 0,04
Si 0,18 0,29
S 0,001 <0,005
P 0,003 <0,005
Cr 22,1 20,7
Ni Bal. Bal.
Mo 8,96 8,45
Nb 3,6 3,2
Fe 0,2 4,94
Hardness (HB/HRC)
FN (FERITSCOPE) (%)
Remark:
Longitudinal cladding in a pipe for BÜTTING ESW/625-1-20 625-EST 201/25-10-07/GP

| Company | Presentation Title I Date We are the World of Welding Solutions.
780A / 25V / 20cm/min