Niet-destructief onderzoek aan PE: Zijn we er klaar voor? · PAUT voor PE is nuttig Kwaliteit van...
25
Niet-destructief onderzoek aan PE: Zijn we er klaar voor? Peter Postma Kiwa Technology - Apeldoorn Technische Innovatiedag: Innovatie in Niet-destructief Onderzoek Donderdag 26 september 2013
-
Upload
truongnhan -
Category
Documents
-
view
212 -
download
0
Transcript of Niet-destructief onderzoek aan PE: Zijn we er klaar voor? · PAUT voor PE is nuttig Kwaliteit van...

Niet-destructief onderzoek aan PE:
Zijn we er klaar voor?
Peter Postma
Kiwa Technology - Apeldoorn
Technische Innovatiedag: Innovatie in Niet-destructief Onderzoek
Donderdag 26 september 2013

Zijn we er klaar voor?
Techniek? Ja
Sector?
Normen? In ontwikkeling
Fabrikanten moffen? Nog niet
Discussie!

De techniek
Phased Array Ultrasonic Testing
PAUT

Techniek: GERG onderzoek
Elektrolassen
Phased Array
Ultrasonic Testing (PAUT)
Microwave
Stuiklassen
US TOFD
US CHORD
Microwave
Bead Bent Back Test

Techniek: GERG onderzoek
Phased Array Ultrasonic Testing
PAUT
Stuiklassen:
BBBT
Elektrolassen:
US CHORD
Techniek: Nederlands onderzoek
Elektrolassen: PAUT
Wat zijn de mogelijkheden?
Hoe beschikbaar maken voor de
Nederlandse praktijk?
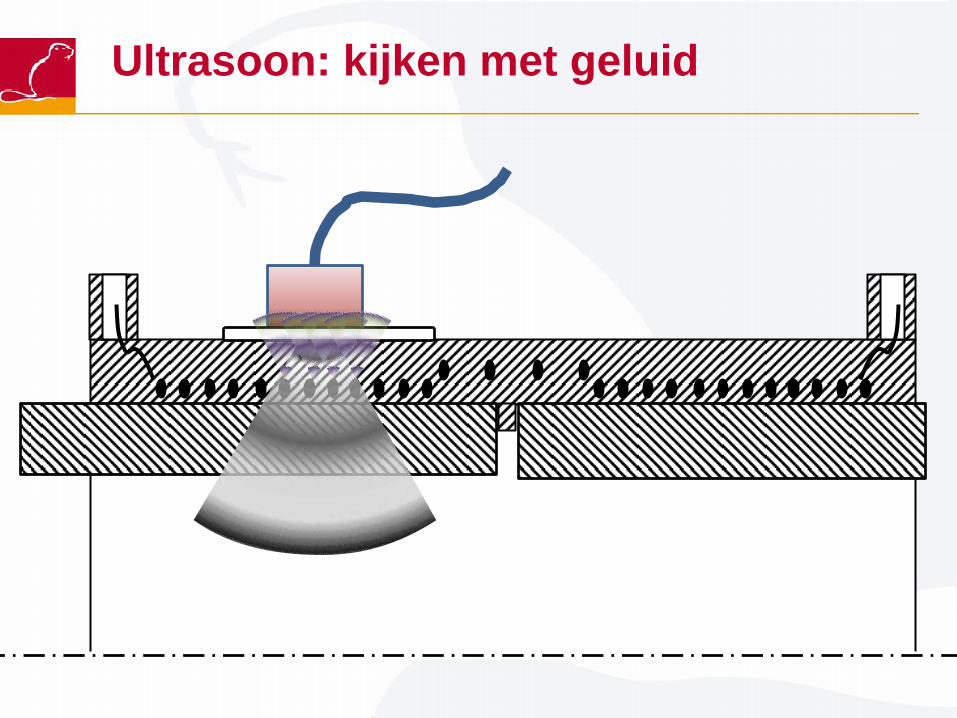
Ultrasoon: kijken met geluid

Phased Array
Meerdere elementen op rij (array)
Tijdverschil (faseverschil: Phased)
Focal spot Energierichting
Tijdsverschil Tijdsverschil

Geluid in beeld
lasdraden
binnenwand
buis
elektrolasmof
buis

Afwijkingen met grensvlak zichtbaar
Verkeerde insteekdiepte
Holtes
Vervuilingen
Holte
Elektrolassen beoordelen met NDO
Ja, dat kan!
Maar niet de sterkte.

De discussie
Plaklas

Verschil met destructief onderzoek
Destructief onderzoek
Beproeft de sterkte
Niet-destructief onderzoek
Kijkt naar afwijkingen

Onthechtingsproef ISO 13954
Beproeft hechting
Nadruk op plaklas
Geen aandacht voor andere fouten
Beperkt deel van de las onderzocht
ISO 13954

Vergelijking onthechtingsproef en
ultrasoon onderzoek
Alle afwijkingen Vervuilingen
Plaklassen
Holten
Phased Array
Ultrasonic Testing
(PAUT)
onthechtingsproef
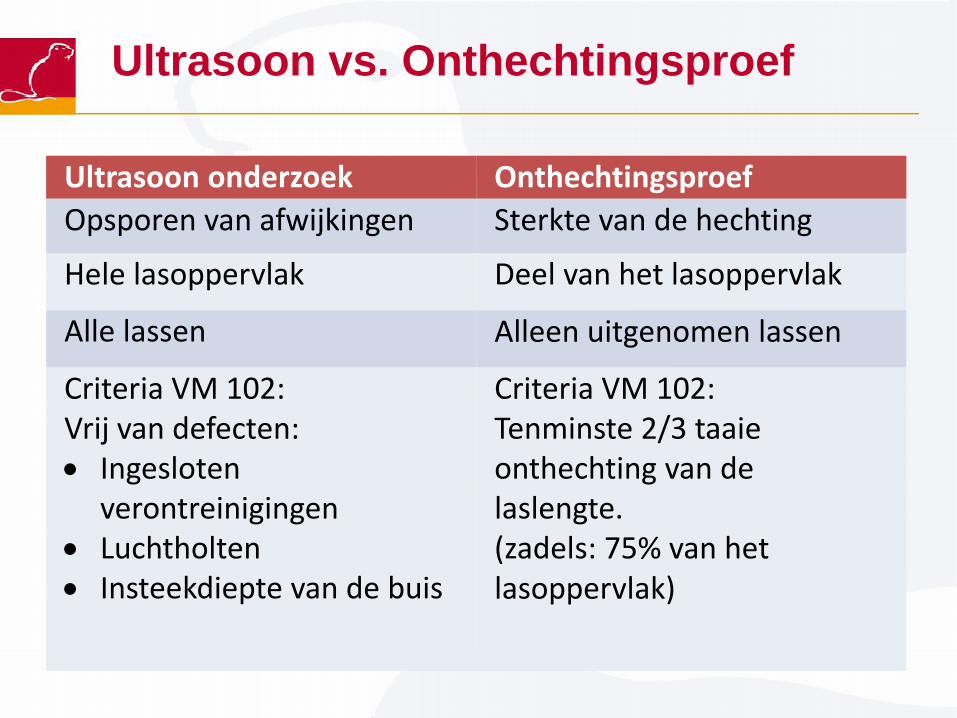
Ultrasoon vs. Onthechtingsproef
Ultrasoon onderzoek Onthechtingsproef
Opsporen van afwijkingen Sterkte van de hechting
Hele lasoppervlak Deel van het lasoppervlak
Alle lassen Alleen uitgenomen lassen
Criteria VM 102: Vrij van defecten: Ingesloten
verontreinigingen Luchtholten Insteekdiepte van de buis
Criteria VM 102: Tenminste 2/3 taaie onthechting van de laslengte. (zadels: 75% van het lasoppervlak)

Discussie: Is NDO wel nuttig?
Geen uitspraak over sterkte
“Plaklas” = sterktebeoordeling

NDO bij staal
Geen uitspraak over sterkte
Principe:
Sterkte geborgd
met gekwalificeerde
lasmethode
NDO:
controle op afwijkingen

PAUT voor PE is nuttig
Kwaliteit van in het net aanwezige lassen
(onmogelijk met destructief onderzoek)
Lagere kosten
Sneller resultaat
Belangrijke afwijkingen worden
gevonden. GERG onderzoek:
84% van alle fouten
63% van de plaklassen

Normen
Methode
Criteria

Normen
Methode:
Voorstellen voor PAUT bij ISO
Duitsland ontwikkeling DVGW
Criteria
VM 102: geen foutgrootte

Mofontwerp
Ribbels en
oneffenheden
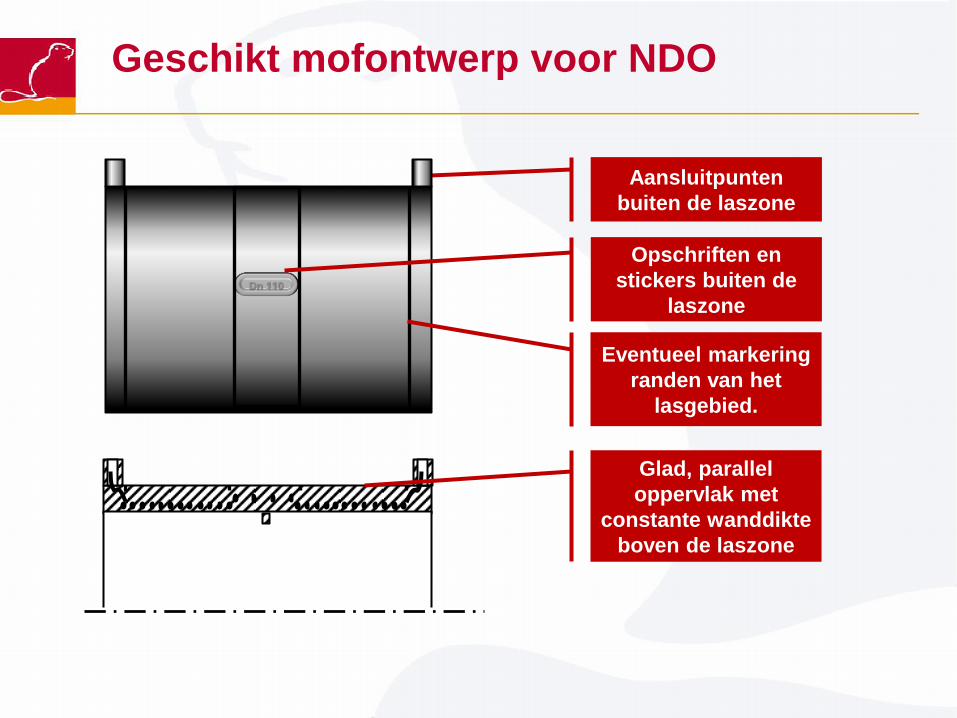
Geschikt mofontwerp voor NDO
Aansluitpunten
buiten de laszone
Glad, parallel
oppervlak met
constante wanddikte
boven de laszone
Dn 110
Eventueel markering
randen van het
lasgebied.
Opschriften en
stickers buiten de
laszone

Conclusie
NDO PE lassen mogelijk
Acceptatie door de sector
Duidelijke criteria opstellen
Mofontwerp aanpassen voor NDO
Vragen