MK-PRM.BRM.GB-HRAPPL.pdf

of 20
Transcript of MK-PRM.BRM.GB-HRAPPL.pdf
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
1/20
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B C
CompanyP
Products
A Application
TTechnology
Examples of Hot Runners in use
Hot Runner Technology
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
2/20
1 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
C P
T A
C P
T A
1 g
2 g
5 g
5 g7 g
8,6 g
15 g
21 g2 g
20 g
13 g10 g7 g
150 g
150 g
220 g
1400 g
2500 g
2500 g
5000 g
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
PP
PE
PA 6 V0
PS metallicPS cust. col.
POM
PC / ABS
POMTPE
PP
PPPPPP
PP GF20
ASA
PP
PP / EPDM
PPO GF10
PP LGF30
PC
For a specific application, please consult Synventive.2008-07-30 - All rights reserved. Errors and omissions excepted.
Housing cover
Bottle cap
Modular terminal
Aircraft cutlery
Car window mechanism
Mobile telephone
Conveyor belt
Needle dispenser
Car air condition
Car bumper
Car interior
Car body
Car interior
Car body
Car body
Cap insert
Cap
Terminal body
Fork(prongs and handle)
Guide wheel
Lower casing
Chain link(chain body & cleats)
Cartridge
(housing & 3 inner rings)
Fan wheel
Bumper strip
C-pillar cover
Wheel arch liner
Instrument panel support
Front end module
Car window
What is the purpose of this compilation of examples?
What is shown here in detail?
Important copyright note
The collection of practical application examples shown here is intended to helpeveryone who uses the hot runner technology, wishes to use the technology orsimply wants to find out about the technology in the following way:
èBroadest possible insight into hot runner technologyèSupplementary aid to selecting the appropriate hot runner componentsèOverview of different solutions in the field of gating technology
All the examples are based on applications that were implemented using Synven-tive hot runner technology. The choice was made under the following aspects:
èDifferent examples in order to include as many fields of application as possibleèLimitation to the most important key dataèGuaranteeing of data security by the use of schematic illustrationsè
Illustration of original parts only after approval by the manufacturer
All examples and their data may only be used for their own information by personsto whom this compilation of examples was supplied by authorised representativesof Synventive Molding Solutions. Passing on information, in whole or in part,requires the written approval of Synventive.
64-cavity mould
8-cavity mould
2-cavity mould, flame retardant
16+16-cavity turntable mould2-component moulding
4+4-cavity stack mould
2-cavity mould
4+4-cavity turntable mould2-component moulding
2+2+2+2-cavity family mould
2-cavity mould
Single-cavity mould, cascade moulding
Car interior, textile moulding
1+1-cavity family mould
Single-cavity mould, long glass fiber material
Single-cavity mould
1+1-cavity
Rotary stack mould
Examples of Hot Runners in useHot Runner Technology
Weight Material Moulded Part(s)Page Application Mould Type / Remarks
Contents
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
3/20
2 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
TW
04C W01T
04 VC + C
1 g PP
M K
- P R M
. S
I S .
- A . C
S 0 0 1 9
2 0 0 5
- 1 0
- 1 4
1 2
Cap insertHousing cover 1 gPPMulti-cavity mould64
Customer requirements
In this particular application, it was aquestion of manufacturing PP caps in a 64-cavity mould with fast delivery of thecomplete, pre-wired and adjusted system,
including mould plates, connection box andconnector-ready, pre-configured temperaturecontroller .
This application was implemented using anexternally heated, 64-cavity hot runnersystem with face fit between nozzles andmanifold. The manifold system consisted of 2block manifolds with 32 nozzles each, fed byan H-manifold. All runners are naturallybalanced. Gating with the hot runner wasdirect, in the centre of the moulded part. To
suit this system with a large number ofcavities, a mobile temperature controller wassupplied, ready to plug in.
è
resources through the "hot half concept"as initial stage of the finished mould half èManufacture without sprue waste and
post-processingèProduction with high number of cavitiesèGood gating quality regarding gate mark
and appearanceèEqual supply and filling of all cavities with
meltèGood moulded part quality from all
cavities
Saving of time and manufacturing
Solution
Benefits
Schematic product overview
1. Manifold nozzle, face fitNozzle class 04 C
2. ManifoldSeries VC
Cap insert for housing cover
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
4/20
3 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
CB WT M
TW07 VC + C
2 g PE
M K
- P R M
. S
I S .
- A . C
S 0 0 0 4
2 0 0 5
- 0 4
- 1 3
1 2
Cap for foodstuff bottle
CapFoodstuff bottle2 gPEMulti-cavity mould8
Customer's requirements
This application involved the production ofcaps of PE for foodstuff bottles in an 8-cavitymould.
In the implementation of this application, anexternally heated 8-port hot runner systemwith face fit manifold nozzles was employed.The manifold was in the standard manifoldform (H) and its runners were naturallybalanced. The cavity was directly gated withthe hot runner to the moulding surface viaopen nozzles with torpedo.
èProduction without sprue waste andwithout reworkingèGood gating quality with respect to
separation and appearanceèUniform supply and filling of all cavities
with meltèGood moulding quality from all the cavities
1. Manifold nozzle with sliding mounting Series CB…M, Type WT, Class 07 C2. Manifold Series VC
Solution
Benefits
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
5/20
4 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
CB FT M
07 VC + C
5 g PA 6 V0
1 2
TF M K
- P R M
. S
I S .
- A . C
S 0 0 1 6
2 0 0 3
- 0 6
- 0 3
Terminal body for modular terminal
1. Manifold nozzle, face fit Series CB...M, Type FT, Class 07 C2. Manifold Series VC
Schematic product overview
Terminal bodyModular terminal5 gPA 6 V0Multi-cavity mould2
Customer's requirements
This application involved the production ofmodular terminals of PA 6 with V0 propertiesin a 2-cavity mould.
In the implementation of this application, anexternally heated 2-port hot runner systemwith face fit manifold nozzles was employed.The manifold was of standard form (I) and itsrunners were naturally balanced. The cavitywas directly gated with the hot runner to themoulding surface via open nozzles withtorpedo, whereby the gate was recessed in adimple.
èProduction without sprue waste andwithout reworkingèGood gating quality with respect to
separation and appearanceèUniform supply and filling of all cavities
with meltèGood moulding quality from all the cavities
Solution
Benefits
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
6/20
5 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
N CB W M
VW07 VC + F
System 1àPS metallic System 2àPS custom color
5 g PS metallic + 7g PS custom color
1 2 3
M K
- P R M
. S
I S .
- A . C
S 0 0 3 2
2 0 0 4
- 0 8
- 1 3
Fork for aircraft cutlery
1. Manifold nozzle, face fit Series N CB...M, Type WV, Class 07 C2. Manifold
Series VF3. Actuator, pneumatic, in mould plates Series LCP 4008 02
Schematic product overview
Fork: Prongs and handle Aircraft cutlery5 g + 7 gPS: metallic & cust. colour Turntable mould16 + 16
Customer's requirements
This application involved the production offorks of PS for aircraft cutlery using the 2-component process with a 16+16-cavityturntable mould. The plastic cutlery is to
replace the metal cutlery used to date.
In the implementation of this application, twoidentical externally heated 16-gate hot runnersystems with nozzles sliding on the manifoldwere employed. The runner systems eachconsisted of two T-shaped runners linked byan I-shaped runner. The cavity was directlygated with the hot runner to the mouldingsurface via valve gate nozzles with 4 nozzles
being actuated by one actuator. The systemwas supplied as hot half, i.e. including mouldplates, ready installed and adjusted as wellas wired ready for plugging in and with thenecessary hose connections.
èSavings in time and costs thanks to the“hot half concept” as the preliminary stageto the finished mould sideèProduction without sprue waste and
without reworkingèProduction with a large number of cavitiesèGood gating qualityèUniform supply and filling of all cavities
with meltèGood moulding quality from all the cavities
Solution
Benefits
Key dataMoulded parts
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
7/20
6 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
M CB WT M
07 VC + C TW
8.6 g POM
1 2
M K
- P R M
. S
I S .
- A . C
S 0 0 0 3
2 0 0 3
- 1 0
- 0 6
Guide wheel for car window mechanism
Guide wheelCar window mechanism8,6 gPOM: Hostaform C9021Stack mould8
Customer's requirements
This application involved the production ofguide rollers of POM for the car windowmechanism with the largest possible numberof cavities on an existing, relatively smallinjection moulding machine. The cavitieswere to be gated directly with the hot runnerand at several points around the perimeter ofthe moulding in order to ensure goodconcentricity.
In the implementation of this application, anexternally heated 8-port hot runner systemwith mutli-tip face fit manifold nozzles wasemployed. The runner was designed in an Hshape and had a long gating neck due thestack design of the mould. The nozzles werepositioned on both sides of the runner. The
cavity was directly gated via open multi-tipnozzles with torpedo at 3 points on the sidesurface of each moulding.
èProduction with a relatively large numberof cavities on the existing machineèGood concentricity of the mouldingsèProduction without sprue waste and
without reworkingèGood gating quality with respect to
separation and appearanceèUniform supply and filling of the mouldcavities
1. Manifold nozzle, face fit Series M CB...M, Type WT, Class 07 C2. Manifold Series VC
Solution
Benefits
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
8/20
7 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
15 g PC/ABS
CB WT M
TW07 VC + C M K
- P R M
. S
I S .
- A . C
S 0 0 0 1
2 0 0 5
- 0 3
- 3 1
1 2
1. Manifold nozzle with sliding mounting Series CB...M, Type WT, Class 07 C2. Manifold Series VC
Schematic product overview
Lower casingMobile telephone15 gPC/ABSMulti-cavity mould2
Customer's requirements
This application involved the production oflower casings for mobile telephones ofPC/ABS. The cavities were to be directlygated via the hot runner to the moulding
surface in a spherical dimple.
In the implementation of this application, anexternally heated 2-port hot runner systemwith face fit manifold nozzles was employed.The cavity was directly gated with the hotrunner to the moulding surface via opennozzles with torpedo, whereby the gate wasrecessed in a spherical dimple.
èProduction without sprue waste andwithout reworkingèGood gating quality with respect to
separation and appearanceèUniform supply and filling of all cavities
with meltèGood moulding quality from all the cavities
Solution
Benefits
Lower casing for mobile telephone
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
9/20
8 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
07 V12 S C + C
21 g POM + 2 g TPE
N VK X
GA KN E N CB X M
System 1àPOM System 2àTPE
1 2 3 4
M K
- P R M
. S
I S .
- A . C
S 0 0 2 7
2 0 0 4
- 0 4
- 2 8
1. Single nozzle Series GA...E, Type KN, Class 12 S2. Manifold nozzle, face fit Series N CB...M, Type XV, Class 07 C3. Manifold
Series VC4. Actuator, pneumatic, in mould plate Series LCP 4008 02
Schematic product overview
èSavings in time and costs thanks to the“hot half concept” as the preliminary stageto the finished mould sideèProduction without sprue waste and
without reworkingèProduction with a large number of mould
cavitiesè
Good gating quality with respect toseparation and appearanceèUniform supply and filling of all cavities
with meltèGood moulding quality from all the cavities
Benefits
Chain linkConveyor belt21 g POM + 2 g TPEPOM + TPETurntable mould4 + 4
Customer's requirements
This application involved the production ofchain links of POM and TPE for conveyorbelts in a 4 + 4-cavity turntable mould usingthe 2-component process.
Solution
In the implementation of this application, asingle nozzle was used for the POMcomponent and a 4-gate runner system withvalve gate nozzles with face fit to themanifold for the TPE component. Thecavities were directly gated on the one handvia a cold sub-runner (POM) and on theother with valve gate nozzles directly to themoulding (TPE). The system was supplied asa hot half, i.e. including mould plates, ready
installed and adjusted as well as wired readyfor plugging in and with the necessary hoseconnections.
Chain link for conveyor belt
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
10/20
9 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
TW
TW
03 C01 W01T
04 C01 W01T
CB XT M
TX 070403 VCCC +++ C
20 g + 13 g + 10 g + 7 g PP
1 2
M K
- P R M
. S
I S .
- A . C
S 0 0 3 7
2 0 0 6
- 0 6
- 2 6
1. Manifold nozzles, face fit Series 03 C01, Type WT, Class 03 C Series 04 C01, Type WT, Class 04 C Series CB...M, Type XT, Class 07 C2. Manifold
Series VC
Schematic product overview
Housing + 3 inner ringsNeedle dispenser 20 g, 13 g, 10 g, 7gPPFamily mould2 + 2 + 2 + 2
Customer's requirements
This application involved the production of afour-piece module of PP, a housing and threeinner rings. They formed the heart of acartridge housing. The components were to
be produced in a family mould with which twocomplete modules could be produced in oneshot.
In the implementation of this application, arheologically balanced, externally heated 7-port hot runner system with face fit manifoldnozzles was employed. Manifold form andnozzle lengths were specially adapted to thepart contour and the required injection points.The cavities were gated via cold sub-runners
that were fed by open nozzles with torpedo.The outstanding feature of this system lies inthe combination of nozzles of three differentsizes on one manifold, whereby the largest ofthe nozzles feeds two cavities.
èTwo complete modules in one shotwith one mould on one machineè Assembly of the modules directly at
the machine without long transportroutes or complex logisticsèGood, uniform moulding quality from
all the cavitiesèHigh productivity
Solution
Benefits
Components for needle dispenser
Key dataMoulded parts
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
11/20
10 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
12 E01 W01V
VW
150 g PP GF20
+ ®
Dynamic Feed
12 VE + F
M K
- P R M
. S
I S .
- A . C
S 0 0 2 9
2 0 0 4
- 1 2
- 0 8
t
p
START
1 2 4 5
6
7
3
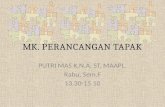
1. Manifold nozzle, face fit Series N GA...M, Type WV, Class 12 C2. Manifold Series VE3. Melt valve block DFTB with pressure
transducer 4. Actuator, hydraulic, bolted Series HYC 4520M 01
5. Servo valves (and pressure generator)6. PID controller DFC7. Start signal from the injection moulding
Fan wheel for car air condition
Fan wheelCar air condition150 gPP GF20Multi-cavity mould2
Customer's requirements
This application involved the production offan wheels for car air conditioning systemswith a 2-cavity mould. Until now the fanwheels had been produced with a single-cavity mould to ensure the necessary
precision. The demand on the productionwith a multi-cavity nozzle was that at leastthe same precision in dimensions andconcentricity be achieved.
In the implementation of this application, anexternally heated 2-port hot runner systemwith face fit manifold and melt pressurecontrol was employed. The runner wasdesigned in the standard form (I). The cavitywas gated via cold sub-runners that were fedby valve gate nozzles. A pressure-controlledmelt valve was installed upline of eachnozzle with which the flow cross-section inthe runner could be varied dynamically andinfinitely online and in real time or could beheld constant. This permitted not only gentleopening and closing but also the generationof individual pressure profiles and henceindividual filling conditions during the fillingand holding pressure phases for eachindividual nozzle.
Solution
èOptimised and variable filling conditionsfor each individual cavityèTwice the productivity in the same time
èIncreased production qualityèConstant quality shot for shot
Benefits
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
12/20
10 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
t
p
START
T 20 - CV10
186 g + 92 g PP
+ ®
Dynamic Feed
T V20 + H
1 2 4 5
6
7
3
M K
- P R M
. S
I S .
- A . C
S 0 0 2 4
2 0 0 4
- 1 2
- 0 8
10CV
R L
1. Manifold nozzle, face fit Series N GA...M, Type WV, Class 12 C2. Manifold Series VE3. Melt valve block DFTB with pressure
transducer 4. Actuator, hydraulic, bolted Series HYC 4520M 01
5. Servo valves (and pressure generator)6. PID controller DFC7. Start signal from the injection moulding
Shell, inner supportCar interior 186 g, 92 gPPFamily mould1+1+1+1
Customer's requirements
In the implementation of this application, anexternally heated 2-port hot runner systemwith face fit manifold and melt pressurecontrol was employed. The runner wasdesigned in the standard form (I). The cavitywas gated via cold sub-runners that were fedby valve gate nozzles. A pressure-controlledmelt valve was installed upline of eachnozzle with which the flow cross-section inthe runner could be varied dynamically andinfinitely online and in real time or could beheld constant. This permitted not only gentleopening and closing but also the generationof individual pressure profiles and henceindividual filling conditions during the fillingand holding pressure phases for eachindividual nozzle.
Solution
èOptimised and variable filling conditionsfor each individual cavityèIncreased production quality
èConstant quality shot for shot
Benefits
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
B-pillar cover for car interior
This application involved the production ofcovers for B-pillars with a family mould. Thecover consisted of the outer shell and theinner support. Both parts were to be mountedtogether after being moulded. Due to qualitiy
and stability reasons both parts had to bemade from the same material and producedunder the same conditions.
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
13/20
11 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
t
p
START
16 E01 L01V
VL
150 g ASA
+ ®
Dynamic Feed
16 VE + F
1 2 4 5
6
7
3
M K
- P R M
. S
I S .
- A . C
S 0 0 2 6
2 0 0 4
- 0 4
- 0 8 1. Manifold nozzle, screw fit
Series 16 E01, Type LV, Class 16 E2. Manifold Series VF3. Melt valve block DFTB with pressure transducer 4. Actuator, hydraulic, bolted Series HYC 4520M 01
5. Servo valves (and pressure generator)6. PID controller DFC7. Start signal from the injection moulding
Schematic product overview
Customer's requirements
This application involved the production ofdecorative strips for the front bumper of acar. The mould was to be filled in a cascade,avoiding flow lines and marks on themouldings.
In the implementation of this application, anexternally heated 5-port hot runner systemwith valve gate nozzles screwed into therunner and melt pressure control wasemployed. Manifold form and nozzle lengthswere specially adapted to the part contourand the required injection points. The cavitywas gated via cold sub-runners that were fedby valve gate nozzles. A pressure-controlledmelt valve was installed upline of eachnozzle with which the flow cross-section inthe runner could be varied dynamically andinfinitely online and in real time or could be
held constant. This permitted not only gentleopening and closing but also the generationof individual pressure profiles and henceindividual filling conditions during the fillingand holding pressure phases for eachindividual nozzle.
èPressure-controlled cascade filling fromthe middle of the mouldingèGentle and infinitely variable opening of
individual nozzlesèRoughly identical melt front velocity over
the whole moulding lengthèHigh surface quality, no flow linesèHigh dimensional accuracy and form
stability
Solution
Benefits
Bumper stripCar bumper 150 g
ASASingle-cavity mould1
Decorative strip for car bumper
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
Photo: Ford
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
14/20
12 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
16 E02 L01V
VL16 VE + E
220 g PP + PES
1 2 3
M K
- P R M
. S
I S .
- A . C
S 0 0 3 5
2 0 0 6
- 0 6
- 2 6
Customer's requirements
This application involved the production oftextile-lined covers for car C-pillars using thetextile moulding process. The main body ofthe cover was to be of PP, the textile surface
of PES. The mould filling had to becorrespondingly gentle and uniform, in acascade without flow lines. The cover for theright-hand side was to be produced in afamily mould together with the cover for theleft-hand side.
In the implementation of this application, anexternally heated 10-port runner system withlong, narrow screw fit valve gate nozzles wasemployed. The form of the manifold wasadapted specially to the contour of the partand the respective required injection points.The cavity was directly gated with sprue tothe rear of the moulding via valve gatenozzles.
èGentle back-filling of the textileè Adequate space in the mould thanks to
the narrow design of the nozzlesèDeep insertion into the mould and
connection at the optimum pointsèGood, uniform moulding quality from all
the cavitiesèMoulding production and surface
lamination in a single step
Solution
Benefits
C-pillar cover Car interior 220 gPP + PESFamily mould1+1
C-pillar cover for car interior
1. Manfiold nozzle, screw fit Series 16 E02, Type LV, Class 16 E2. Manifold Series VE3. Actuator, hydraulic, bolted Series HYC 4018M 01
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
15/20
12 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
22 VE + F
1400 g PP LGF10
M K
- P R M
. S
I S .
- A . C
S 0 0 3 5
2 0 0 6
- 0 6
- 2 6
22 E01 V01V
VV
1 2 3
Customer's requirements
This application involved the production oftextile-lined covers for car C-pillars using thetextile moulding process. The main body ofthe cover was to be of PP, the textile surface
of PES. The mould filling had to becorrespondingly gentle and uniform, in acascade without flow lines. The cover for theright-hand side was to be produced in afamily mould together with the cover for theleft-hand side.
In the implementation of this application, anexternally heated 10-port runner system withlong, narrow screw fit valve gate nozzles wasemployed. The form of the manifold wasadapted specially to the contour of the partand the respective required injection points.The cavity was directly gated with sprue tothe rear of the moulding via valve gatenozzles.
èGentle back-filling of the textileè Adequate space in the mould thanks to
the narrow design of the nozzlesèDeep insertion into the mould and
connection at the optimum pointsèGood, uniform moulding quality from all
the cavitiesèMoulding production and surface
lamination in a single step
Solution
Benefits
C-pillar cover Car interior 220 gPP + PESFamily mould1+1
C-pillar cover for car interior
1. Manfiold nozzle, screw fit Series 16 E02, Type LV, Class 16 E2. Manifold Series VE3. Actuator, hydraulic, bolted Series HYC 4018M 01
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
16/20
13 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
16 E02 V01V
VV
1400 g PP/EPDM
+ ®
Dynamic Feed
16 VE + F
M K
- P R M
. S
I S .
- A . C
S 0 0 0 5
2 0 0 2
- 1 0
- 0 9
t
p
START
1 2 4 5
6
7
3
Wheel arch liner for car body
Wheel arch liner Car body1400 gPP/EPDMFamily mould1+1
Customer's requirements
This application involved the production ofwheel arch liners for car bodies. The wheelarch liner for the right-hand side was to beproduced in a family mould together with thewheel housing liner for the left-hand side.
In the implementation of this application, anexternally heated 6-port hot runner systemwith screw fit valve gate manifold nozzlesand melt pressure control was employed.Manifold form and nozzle lengths werespecially adapted to the part contour and therequired injection points. The cavity wasdirectly gated with hot runner to the surfaceof the moulding via valve gate nozzles orwith sprue via valve gate nozzles. Apressure-controlled melt valve was installedupline of each nozzle with which the flowcross-section in the runner could be varieddynamically and infinitely online and in realtime or could be held constant. Thispermitted not only gentle opening andclosing but also the generation of individualpressure profiles and hence individual fillingconditions during the filling and holdingpressure phases for each individual nozzle.
èDifferentiated, optimum filling of thedifferent cavity areasè Avoidance of overfilling in part-areas of the
cavityè
Reduction in cycle time and reworkingèIncreased productivity during seriesproduction of more than 30%èGood, uniform moulding quality from all the
cavities
1. Manifold nozzle, screw fit Series 16 E02, Type V V, Class 16 E2. Manifold Series VF3. Melt valve block DFTB with pressure transducer 4. Actuator, hydraulic, bolted Series HYC 4520M 01
5. Servo valves (and pressure generator)6. PID controller DFC7. Start signal from the injection moulding
Solution
Benefits
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
17/20
14 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
22 E01 V01V
2500 g PP LGF30
VV22 VE + F M K
- P R M
. S
I S .
- A . C
S 0 0 2 8
2 0 0 4
- 0 8
- 1 3
1 2 3
Front end module for car body
Front end moduleCar body2500 gPP LGF30Single-cavity mould1
Customer's requirements
This application involved the production ofplastic front end modulse of long glass fibre-reinforced PP for use in car bodies. The
cavity was to be filled sequentially.
In the implementation of this application, anexternally heated 11-port runner system withlong, narrow screw fit valve gate manifoldnozzles was employed. Manifold form andnozzle lengths were specially adapted to thepart contour and the required injection points.The cavity was gated both directly with hotrunner to the moulding surface and via coldsub-runners. Both were equipped with valvegate nozzles. The hot runner system wascorrespondingly optimised and equipped forthe processing of long glass fibre-reinforcedmaterial.
èGentle processing and minimised glassfibre shortening thanks to optimised andrunner and correspond equipment of thehot runner systemèOptimisation of the mould cavity filling by
temporally offset opening and closing ofthe needlesèOptimum positioning of the gates for filling
thanks to runner form and nozzle lengthsadapted to the moulding contour èProduction with minimised sprue waste
1. Manifold nozzle, screw fit Series 22 E02, Type V V, Class 22 E2. Manifold Series VF3. Actuator, hydraulic, bolted Series HYC 4018M 01
Solution
Benefits
Schematic product overview
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
18/20
15 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
2500 g PPO GF10
N EZ L G VHYZ
HYC 4018M 01
a)
16 E02 L01V
b)
VL16 VE + E M K
- P R M
. S
I S .
- A . C
S 0 0 3 0
2 0 0 1
- 1 0
- 2 0
1 2 3
1. Manifold nozzle, screw fit Series 16 E02, Type LV, Class 16 E2. Manifold Series VF3. Actuator, hydraulic, bolted Series HYC 4018M 01
Schematic product overview
Dash boardCar interior 2500 gPPO GF10Single-cavity mould1
Customer's requirements
This application involved the production ofdash boards of PPO with 10% glass fibrecontent for the car interior using the cascade
process.
In the implementation of this application, anexternally heated 10-port runner system withscrew fit nozzles was employed. Manifoldform and nozzle lengths were speciallyadapted to the part contour and the requiredinjection points. The cavity was gated directlywith hot runner to the surface of the mouldingvia needle valve nozzles.
a) Original delivery condition, previous seriescomponents
b) Current situation, current seriescomponents
èProduction without sprue waste andwithout reworkingèDirect gating of the demanded injection
pointsèGood gating quality with respect to
separation and appearanceèPossibility of influencing the mould cavity
filling thanks to the valve gate nozzlesoperating in a cascade
Solution
Benefits
Dash board for car interior
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
19/20
16 / 16
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
22 2216V VE EE+ ++F F
22 E01 K01N 22 E02 V01V
16 E01 V01V
NK VV
3 4 51 2
5000 g PC
System 1àPC transp.
System 2àPC black
M K
- P R M
. S
I S .
- A . C
S 0 0 3 4
2 0 0 6
- 0 6
- 2 6
1. Manifold nozzle, screw fit Series 22 E02, Type V V, Class 22 E2. Manifold Series VF4. Manifold nozzle, screw fit Series 22 E01, Type KN, Class 22 E Series 16 E01, Type V V, Class 16 E5. Actuator, hydraulic, bolted Series HYC 4018M 01
Schematic product overview
Car window for car body
Car windowCar body5000 gPCRotary stack mould1+1
Customer's requirements
This application involved the production ofwindows of PC for cars. The transparentbase element of the window was to beproduced using the injection-compressionmoulding process and then surrounded with
a dark edge in the 2-component process.The mould for this process was designed asa turning platen mould.
In the implementation of this application, anexternally heated 1-port runner system with ascrew fit manifold nozzle was employed forthe production of the base element. Thecavity was gated made via a film gate withsprue that was fed by an open nozzle. Forthe dark edge of the window, an externallyheated 11-port runner system with long,narrow screw fit valve gate manifold nozzleswas employed. Manifold form and nozzlelengths were specially adapted to the partcontour and the required injection points. Thecavity was gated directly with hot runner tothe surface of the moulding via valve gatenozzles.
èGentle and clean melt transportèDirect connection of the demanded
injection pointsèGood gating quality with respect to
separation and/or appearance
Solution
Benefits
Key dataMoulded part
ApplicationPart weightMaterialMould typeNo. of cavities
Photo: Webasto
-
8/18/2019 MK-PRM.BRM.GB-HRAPPL.pdf
20/20
C P
T A
Illustrations simplified, schematically drawn and not to scale.
For a specific application, please consult Synventive.
A l l r i g
h t s r
e s e r v e
d .
E r r o r s a n
d o m
i s s
i o n s e x c e p
t e d
.
G B
www.synventive.com
MK-PRM.BRM. .P.HRAPPL 2008-07-31GB
All rights reserved. Errors and omissions excepted.