Management en logistiek Roel Grit Jan de Geus Hoofdstuk 5 Voorraad.
Logistiek management en management accounting :logistieke flexibiliteit in bedrijfseconomisch perspectiefCitation for published version (APA):Corbeij, M. H. (1995). Logistiek management en management accounting : logistieke flexibiliteit inbedrijfseconomisch perspectief Eindhoven: Technische Universiteit Eindhoven DOI: 10.6100/IR437237
DOI:10.6100/IR437237
Document status and date:Gepubliceerd: 01/01/1995
Document Version:Uitgevers PDF, ook bekend als Version of Record
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:
www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:
providing details and we will investigate your claim.
Download date: 25. Feb. 2019
LOGISTIEK MANAGEMENT & MANAGEMENT ACCOUNTING
logistieke flexibiliteit in bedrijfseconomisch perspectief
/ r--
/
/ -
Michael Corbey
LOGISTIEK MANAGEMENT &
MANAGEMENT ACCOUNTING
logistieke flexibiliteit in bedrijfseconomisch perspectief
Proefschrift
ter verkrijging van de graad van doctor aan de
Technische Universiteit Eindhoven, op gezag van
de Rector Magnificus, prof. dr. J.H. van Lint,
voor een commissie aangewezen door het College
van Dekanen in het openbaar te verdedigen op
vrijdag 12 mei 1995 om 16.00 uur door
Michael Hubert Corbey
geboren te Hoensbroek

Dit proefschrift is goedgekeurd door de promotoren
prof. dr. J.A.M. Theeuwes RA
en
prof. dr. J. Wijngaard
CJP-gegevens Koninklijke Bibliotheek Den Haag
Corbey, Michael H.
Logistiek Management en Management Accounting, logistieke flexibiliteit in
bedrijfseconomisch perspectief I Michael Hubert Corbey.-
Eindhoven: Technische Universiteit Eindhoven
Proefschrift Eindhoven. - Met lit.opg. Met samenvatting in het Engels.
ISBN: 90-386-0035-6
Druk: Febo Enschede/Utrecht
c 1995 M.H. Corbey, Best
Alle rechten voorbehouden. Uit deze uitgave mag niet worden gereproduceerd door middel
van boekdruk, fotokopie, microfilm of welk ander medium dan ook, zonder schriftelijke
toestemming van de auteur
Vooraf
Dit proefschrift is gebaseerd op onderzoek dat ik, samen met anderen, verricht heb in de
tijd dat ik verbonden was aan de vakgroep Bedrijfseconomie en Marketing van de Faculteit
Technische Bedrijfskunde van de Technische Universiteit Eindhoven, de vakgroep waar ik
ook ben afgestudeerd.
Tijdens mijn afstuderen, en eigenlijk ook al in de tijd ervoor als student-assistent, wist
Henk van der Veeken mij te interesseren voor wetenschappelijk onderzoek. Zijn ondersteu
ning bij de voorbereiding van dit proefschrift is bijzonder waardevol geweest. Ik ben hem
zeer dankbaar. Evenzo ben ik dank verschuldigd aan Jacques Theeuwes. Hij was steeds
stimulerend en vol vertrouwen. Een fijnere promotor kan ik mij niet voorstellen.
Jacob Wijngaard is met name het laatste jaar van grote waarde geweest. Bovendien heb ik
het bijzonder plezierig gevonden dat hij ook na zijn (en mijn) vertrek uit Eindhoven, mij
heeft willen blUven begeleiden. Wim van Hulst komt dank toe voor de tijd die ik kreeg om
dit boek te voltooien. Bovendien was hij, evenals prof. dr A.G. de Kok, bereid het concept
van nuttig commentaar te voorzien.
Sommige hoofdstukken in dit boek zijn gebaseerd op onderzoek dat ik in nauwe samenwer
king met anderen heb verricht. De hand van Rutger Jansen is herkenbaar in de hoofdstuk
ken 4 en 7. Remco Vermeij was een grote hulp bij de uitwerking van het materiaal van
hoofdstuk 5. Hoofdstuk 8 is het resultaat van samenwerking met Patriek Tullemans.
Dank komt ook toe aan de bedrijven die meegewerkt hebben aan het onderzoek. En dan
zijn er de studenten die onder meer hebben meegewerkt als projectuitvoerder bij de Logis
tieke Geldstroomdiagnose. Ze zijn inmiddels afgestudeerd, maar ik noem ze hier zonder
vermelding van titels. Dank aan M. Bongaerts, R.M.H. Deitz, P.M.G. Dirks, M.F.M. van
Duijnhoven, A.J. van Gaaien, R. Geltink, M.M.J. Geurts, M.E. Goutier, C. Groeneveld,
M. Kempeners, P.H.W. Simons en R.H.B. Vermeij.
Best, maart 1995
Michael Corbey
INHOUDSOPGAVE
Inleiding
Deel A:
Introductie
Hoofdstuk 1
Flexibiliteit
1 . 1 Inleiding
1.2 Systeemtheorie
1.3 Externe flexibiliteit
1 .4 Interne flexibiliteit
1.5 Bedrijfseconomisch perspectief
1.6 Flexibiliteit en de opkomst van de dynamische markt;
enige voorbeelden
1 . 7 Het belang van operationele flexibiliteit
1 . 8 Samenvatting
Hoofdstuk 2
Management Accounting
2.1 Inleiding
2.2 Korte historische schets
2.2.1 De ontwikkeling naar economische organisatietheorieën
2.2.2 De ontwikkeling naar Management Accounting technieken
2.3 Management Accounting in theorie en praktijk
2.3.1 Management Accounting in de theorie
2.3.2 Management Accounting in de praktijk
2.4 Een crisis in Management Accounting?
7
11
13
13
13
16
17
19
21
25 27
31
31
32
32
34
35
35
36
39
Hoofdstuk 3
Flexibiliteit en Management Accounting;
probleemveld en onderzoeksopzet
3 .1 lnleiding
3.2 Flexibiliteit en Management Accounting technieken
3.2.1 Een eenvoudige regelkring
3 . 2. 2 Flexibiliteit in relatie tot externe marktontwikkelingen
3.2.3 Korte termijn of lange(re) termijn
3.3 Een indeling van Management Accounting technieken
3.4 Prestatiemeting voor de korte termijn: de verschillenanalyse
3.4.1 De verschillenanalyse in de statische situatie
3.4.2 De verschillenanalyse in de dynamische situatie
3.4.3 Gebrek aan relevante informatie
3.5 Afbakening onderzoek
3.6 Enige methodologische opmerkingen
3. 6 .l Ontwerpgericht onderzoek
3.6.2 Diagnosetechniek en gevalstudies
3. 6. 3 Beslissingsondersteuning en gevalstudies
3. 7 Samenvatting
Deel B:
Meten
Hoofdstuk 4
Logistieke geldstroomdiagnose;
uitgangspunten en ontwerp
4.1 lnleiding
4.2 Logistieke Kostendoorsnede
4.3 Bezwaren tegen de Logistieke Kostendoorsnede
4.4 Uitgangspunten voor het ontwerp
4.5 Logistieke Geldstroomdiagnose; een ontwerp
4.5.1 Logistieke prestatie
4.5.2 Inzet van logistieke middelen
4.5.3 Prioriteitsstelling voor de verbetering; een voorbeeld
4.6 Korte evaluatie van de ontworpen Logistieke geldstroomdiagnose
2
43
43
43
43
46
47
48
52
52
53
56 56 58
58
59 60 61
65
67
67 67 70
72
74 75 77
81 85
Hoofdstuk 5
Logistieke geldstroomdiagnose;
praktijkervaringen
5 .1 Inleiding
5. 2 Prestatiemeting
5.3 Capaciteiten
5.4 Voorraden en onderhanden werk
5.5 Conclusies
Deel C:
Bijsturen
Hoofdstuk 6:
Bedrijfseconomische beslissingsondersteuning in de logistiek
6.1 Inleiding
6.2 Logistieke grondvorm
6.2.1 Logistieke grondvorm, basismodel
6.2.2 Het KlantenOrder OntkoppelPunt (KOOP)
6.2.3 Enkele aanvullingen op het model van Hoekstra en Romme
6.3 Het KlantenOrder OntkoppelPunt en investeren in flexibiliteit
6.4 Economische beoordeling van investeringen in flexibiliteit
6.5 Samenvattende opmerkingen
Hoofdstuk 7
Mixflexibiliteit: de economische produktieserie
7. 1 Inleiding
7.2 Seriegroottebepaling volgens Camp
7. 3 Seriegroottebeslissingen, logistieke effecten
7.3.1 Inleiding
7. 3. 2 Seriegroottebeslissing en materiaalstroom
7. 3. 3 Seriegrootte en capaciteit
7.4 De seriegroottebeslissing, bedrijfseconomische aspecten
7.5 Samenvattende opmerkingen
87
87 87 94
96 103
107
109
109
109
110 112
117
122
126
130
131
131
131
134 134
135
139
142
146
3
Hoofdstuk 8
Beslissingsondersteuning bij volumeflexibiliteit
8.1 Inleiding
8.2 Beslissen in het kader van volumeflexibiliteit
8.3 Optimale inzet van operationele capaciteitsverruimende maatregelen
8.4 Economische vuistregels
8.5 Samenvattende opmerkingen
Deel D:
Conclusies
Hoofdstuk 9
Overzicht en uitzicht
9.1 Inleiding
9.2 Overzicht
9.3 Management Accounting en winstbegrip
9.4 Logistiek Management
9 .4.1 Hantering van kosteninformatie
9.4.2 Logistiek concept
9.5 Aanbevelingen voor verder onderzoek
Literatuur
Samenvatting
Summary
Appendix 1 : korte beschrijving pilotbedrijven
Appendix 2: modelbeschrijving bij hoofdstuk 8
Curriculum Vitae
4
147
147
149
151
153
155
157
157
157 162
165
166
166
167
171
181
185
191
198
202
Inleiding
Dit proefschrift gaat over industriële ondernemingen die flexibel willen of moeten zijn. Nu
is flexibiliteit een begrip waarbij iedereen wel een of andere intuïtieve voorstelling heeft. In
het eerste hoofdstuk wordt het begrip flexibiliteit daarom gedefinieerd; voor deze inleiding
is het voldoende om vast te stellen dat flexibiliteit te maken heeft met de snelheid waarmee
en de mate waarin de onderneming kan voldoen aan veranderende eisen uit de omgeving.
Als het gaat om de produkten van de onderneming, dan kunnen deze veranderende eisen
natuurlijk op tal van aspecten betrekking hebben; denk aan kwaliteit, prijs, levertijd, lever
betrouwbaarheid, milieu en dergelijke meer. Niet al deze aspecten zijn aan de orde, we
beperken ons tot de aspecten levertijd en leverbetrouwbaarheid. Het is vooral het logistiek management van de onderneming dat verantwoordelijk is voor een tijdige levering van de
afgesproken klantenorders. Het vakgebied Logistiek Management komt verderop uitvoerig
aan de orde.
Maar dit is niet het enige vakgebied waaraan veel aandacht wordt besteed. Om tijdig te
kunnen leveren met een zekere betrouwbaarheid, zal het logistiek management middelen in
moeten zetten. Denk hierbij aan voorraad of capaciteit. Deze middelen zijn niet gratis; dit
betekent dat er een economische afweging aan de orde is. Men zal immers niet alleen
effectief (op tijd) moeten werken maar ook efficiënt. Dit laatste betekent dat men de ge
wenste output probeert te bereiken met een zo gering mogelijke inzet van middelen. Kort
om, er zijn hier economische principes in het geding, vandaar dat de bedrijfseconomie het
tweede vakgebied is waaraan veel aandacht wordt geschonken. Nu is de bedrijfseconomie
een breed vakgebied. Kenmerkend voor het probleem van het logistiek management is dat
men beslissingen moet nemen over (onder meer) de inzet van middelen. Het deelgebied
binnen de bedrijfseconomie dat informatie probeert aan te dragen voor management beslissingen, is Management Accounting. We beperken ons tot dit deelgebied binnen de bedrijfs
economie. In Hoofdstuk 2 wordt nagegaan hoe het met dit deelgebied is gesteld in theorie
en praktijk.
De vraagstelling die in dit proefschrift onderzocht wordt, vloeit uit het bovenstaande voort.
Stel nu eens dat de onderneming zich logistiek flexibeler wil of moet opstellen. Dit betekent
onvermijdelijk dat er nieuwe logistieke doelstellingen geformuleerd (of opgelegd) gaan
7
worden en dat men beslissingen moet nemen hoe men die doelstellingen wil realiseren.
Management Accounting informatie moet (per definitie) dergelijke beslissingen kunnen
ondersteunen. De centrale vraag is: in hoeverre lukt het om die benodigde informatie aan te
dragen? Hierop wordt in Hoofdstuk 3 nader ingegaan. Management Accounting blijkt maar zeer ten dele in staat te zijn om (relevante) informatie aan te dragen voor het (logistiek)
management. Het vakgebied Management Accounting heeft klaarblijkelijk problemen als het
om logistieke flexibiliteit gaat.
Dit is niet alleen een "theoretisch" probleem; men heeft er in de praktijk ook last van. Zo
werd de vakgroep Bedrijfseconomie en Marketing van de Technische Universiteit Eindho
ven enige jaren geleden benaderd door een werkgroep logistiek die bestond uit een aantal
logistieke functionarissen van een grote industriële onderneming. Deze werkgroep was tot
de conclusie gekomen dat er binnen de diverse werkmaatschappijen door afnemers steeds hogere eisen gesteld werden met betrekking tot levertijd en leverbetrouwbaarheid. Men had
weliswaar het idee dat men nog steeds kon voldoen aan deze eisen, maar men had geen zicht op de hoeveelheid middelen die hiervoor extra ingezet werden. Of, zoals een van de
functionarissen het uitdrukte:
"Het lukt me nog wel om de klanten tevreden te houden, ik bedoel, ze lopen niet weg. Maar we moeten de laatste tijd wel erg vaak alle zeilen bijzetten, en eerlijk gezegd
weet ik niet wat ons dat nou kost. En onze controller geeft het niet met zoveel woor
den toe, maar volgens mij weet hij het ook niet precies ... Bestaat daar iets voor?"
De werkgroep had behoefte aan een diagnose-techniek waarmee de logistieke kosten in
kaart gebracht konden worden. Nu bestaat er een Accounting techniek waarmee dit kan. Deze techniek wordt in hoofdstuk 4 dan ook besproken. Maar nader onderzoek leerde dat
deze techniek eigenlijk niet zo geschikt was om zowel logistieke als bedrijfseconomische redenen. Ook hierop wordt in hoofdstuk 4 nader ingegaan; in essentie bleek dat men met de
informatie die de techniek aanleverde, eigenlijk niet goed beslissingen kon ondersteunen.
Gegeven deze problemen met de bestaande techniek, lag het voor de hand een nieuwe, ver
beterde techniek te ontwerpen. Dit ontwerp wordt in hoofdstuk 5 besproken. Het ontwerp
heet Logistieke Geldstroomdiagnose, afgekort LGD. De essentie van deze methode is dat externe en interne logistieke prestaties in samenhang worden bekeken met de inzet van middelen. Deze inzet wordt uitgedrukt in effecten op de geldstroom (en niet op basis van integrale kosten).
De methode is ook toegepast; eerst binnen diverse werkmaatschappijen van het concern waarvan de werkgroep deel uitmaakte, later ook in andere bedrijven. De praktijkervaringen
met de Logistieke Geldstroomdiagnose in een twaalftal bedrijven, worden in hoofdstuk 5 besproken.
8
De diagnose geeft de stand van zaken weer. Als men tevreden is over de stand van zaken,
hoeft men natuurlijk niet bij te sturen. In de meeste gevallen echter, geven de uitkomsten
van de LGD wel aanleiding tot bijsturing. Kortom: men gaat beslissingen nemen om de
logistiek te verbeteren. In hoofdstuk 6 gaan we eerst in op de vraag wat we moeten ver
staan onder logistiek verbeteren. We sluiten daarbij aan bij een sterk( e) praktijkgerichte
aanpak van (onder meer) Hoekstra en Romrne. Vervolgens staan we stil bij de vraag wat
we in Management Accounting opzicht verstaan onder verbeteren. Of, met andere woorden,
hoe komen we erachter of de logistieke verbeteringsvoorstellen ook bedrijfseconomisch
gezien een verbetering tot gevolg hebben?
Vervolgens gaan we twee logistieke beslissingen, die met logistieke flexibiliteit te maken
hebben, grondig analyseren. Allereerst is dat de vaststelling van de produktieseriegrootte.
Voor de logistiek georiënteerde lezer is dit een klassiek thema. Aan de bestaande zienswij
zen over dit klassieke vraagstuk wordt iets nieuws toegevoegd in hoofdstuk 7. Dit nieuws
heeft zowel betrekking op de logistiek als op Management Accounting.
In hoofdstuk 8 analyseren we beslissingen met betrekking tot de inzet van capaciteit. De
dynamische omgeving waar veel bedrijven in verkeren, dwingt vaak tot voortdurende capa
citeitsaanpassingen. Er wordt ingegaan op de vraag welke tijdelijke capaciteitsmaatregelen
inzetbaar zijn en hoe men, gebruik makend van technieken uit de Operations Research, een
optimale oplossing zou kunnen bepalen. Er wordt in dit hoofdstuk nagedacht over de vraag
hoe men een optimale oplossing kan vertalen in handzame, robuuste beslisregels.
In hoofdstuk 9 worden de bevindingen van de vorige hoofdstukken op een rij gezet. Zowel
Management Accounting als Logistiek Management kennen beide zo hun moeilijkheden.
We proberen daarom in dit hoofdstuk ook nog eens na te denken over diepere oorzaken van
deze problemen en er worden enige richtingen voor verder onderzoek geschetst.
De hoofdstukken in dit proefschrift zijn gegroepeerd in vier delen. De eerste drie hoofd
stukken vormen Deel A: Introductie. In dit deel spreken we definities af voor begrippen
als flexibiliteit, Management Accounting, Logistiek Management, enzovoorts. Vervolgens
wordt toegewerkt naar de centrale probleemstelling van dit proefschrift en wordt de onder
zoeksopzet verantwoord. Dit deel bestaat uit de hoofdstukken 1 tot en met 3.
Vervolgens wordt ingegaan op het vraagstuk van de diagnose. Dit gebeurt in Deel B:
Meten. Hier wordt de bestaande diagnose-techniek besproken en wordt een nieuw, verbe
terd ontwerp geïntroduceerd (LGD). Dit deel wordt afgesloten met de praktijkervaringen
die met deze methode zijn opgedaan. Deel B bestaat uit de hoofdstukken 4 en 5.
Na meten komt (meestal) verbeteren oftewel bijsturen. In het derde deel wordt ingegaan op
logistieke en bedrijfseconomische aspecten van verbeteren; in het bijzonder voor de serie-
9
groottebeslissing en de beslissing over tijdelijke capaciteitsuitbreiding. Deel C: Bijsturen bestaat uit de hoofdstukken 6 tot en met 8.
Deel D: Conclusies bevat een overzicht en bevat aanbevelingen voor verder onderzoek. Dit
is hoofdstuk 9. Appendices, literatuurreferenties en dergelijke, zijn na hoofdstuk 9 opgeno~
men.
10

Deel A:
INTRODUCTIE
11
Hoofdstuk 1
FLEXIBILITEIT
1.1 Inleiding
In dit proefschrift staat de relatie tussen flexibiliteit en Management Accounting in organisa
ties centraal. Men verstaat onder flexibiliteit in het algemeen " ... het vermogen om goed om
te kunnen gaan met veranderingen" (Brinkman [1989, p.4]). Management Accounting is
volgens Drury [1992, p.4] " ... concerned with the provision of information to people within
the organization to help them make better decisions". Management Accounting is onder
werp van het volgende hoofdstuk.
In dit hoofdstuk wordt ingegaan op flexibiliteit. De bovenstaande, algemene definitie roept
vragen op. Hoe meet men dat vermogen, wat is goed en wat zijn veranderingen eigenlijk.
De relatie tussen flexibiliteit en Management Accounting wordt in hoofdstuk 3 nader uitge
werkt.
In paragraaf 1.2 wordt aansluiting gezocht bij de systeemtheorie. Via het onderscheid
interne en externe flexibiliteit, wordt in paragraaf 1.3 een typologie van vier basisvormen
van externe flexibiliteit gepresenteerd. Het verschil tussen structurele en operationele inter
ne flexibiliteit wordt in paragraaf 1.4 besproken. In paragraaf 1.5 wordt de aard van de
maatregelen die de organisatie kan nemen ter vergroting van de flexibiliteit, nader onder de
loep genomen en wordt het geheel in een bedrijfseconomisch perspectief geplaatst. In para
graaf 1.6 wordt aandacht besteed aan enkele andere benaderingen rondom flexibiliteit en
worden enige voorbeelden uit de praktijk besproken. Paragraaf 1. 7 gaat in op het belang
van operationele flexibiliteit in relatie tot structurele flexibiliteit. In paragraaf 1. 8 wordt een
synthese van opvattingen rondom flexibiliteit gepresenteerd.
1.2 Systeemtheorie
Bij de definitie van het begrip flexibiliteit wordt aansluiting gezocht bij onder meer Brink
man [1989] en Volberda [1992]. Deze auteurs plaatsen het flexibiliteitsbegrip in het kader
van een eenvoudige systeemtheoretische regelkring. Een dergelijke regelkring bestaat uit
een te beheersen systeem BS en een besturingsorgaan BO die beide geplaatst zijn in een
externe omgeving E. Deze omgeving werkt in op het te beheersen systeem in de vorm van
13
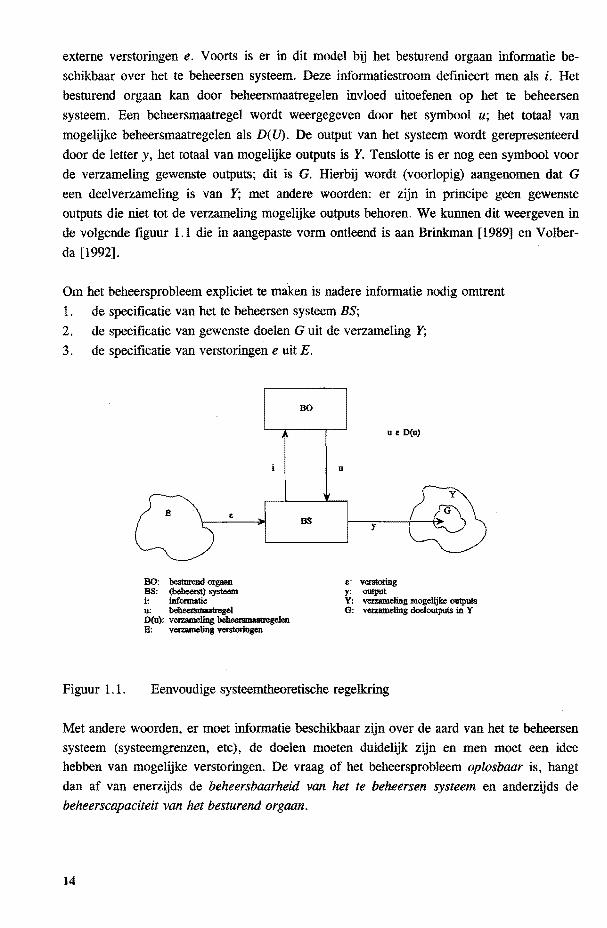
externe verstoringen e. Voorts is er in dit model bij het besturend orgaan informatie be
schikbaar over het te beheersen systeem. Deze informatiestroom definieert men als i. Het
besturend orgaan kan door beheersmaatregelen invloed uitoefenen op het te beheersen
systeem. Een beheersmaatregel wordt weergegeven door het symbool u; het totaal van
mogelijke beheersmaatregelen als D( U). De output van het systeem wordt gerepresenteerd
door de letter y, het totaal van mogelijke outputs is Y. Tenslotte is er nog een symbool voor
de verzameling gewenste outputs; dit is G. Hierbij wordt (voorlopig) aangenomen dat G
een deelverzameling is van Y; met andere woorden: er zijn in principe geen gewenste
outputs die niet tot de verzameling mogelijke outputs behoren. We kunnen dit weergeven in de volgende figuur 1.1 die in aangepaste vorm ontleend is aan Brinkman [ 1989] en Volber
da [1992].
Om het beheersprobleem expliciet te maken is nadere informatie nodig omtrent
1. de specificatie van het te beheersen systeem BS;
2. de specificatie van gewenste doelen G uit de verzameling Y;
3. de specificatie van verstoringene uitE.
BO: besturend orgaan BS: (beheerst) systeem i: informatie u: beheersmaatregel D(u): veJ:ZIUlle!ing beheersmaatregelen B: veJ:ZIUlle!ing verstorlogen
BO
BS
u
u e D(u)
y
e: verstoring y: oulpllt Y: verzameling mogelijke outputs G: veJ:ZIUlle!ing doeloutputs in y
Figuur 1.1. Eenvoudige systeemtheoretische regelkring
Met andere woorden, er moet informatie beschikbaar zijn over de aard van het te beheersen systeem (systeemgrenzen, etc), de doelen moeten duidelijk zijn en men moet een idee hebben van mogelijke verstoringen. De vraag of het beheersprobleem oplosbaar is, hangt
dan af van enerzijds de beheersbaarheid van het te beheersen systeem en anderzijds de beheerscapaciteit van het besturend orgaan.
14

Een BS wordt beheersbaar geacht als men in staat is de doelverzameling G te bereiken
onafuankelijk van de verstoringen e. Dit betekent dat er voor elke verstoring e uitE er een
beheersmaatregel u uit D(u) beschikbaar is die ervoor zorgt dat output y valt binnen de
verzameling G. In navolging van Volberda spreken we hier van een BS[G,E] beheersbaar
systeem. Deze definitie kan nog uitgebreid worden door de introductie van een tijdspanne T
waarbinnen BS[G,E] bereikt moet worden, dit is een BS[G,E, T]. Men zou ook nog reke
ning kunnen houden met de toestand waarin het te beheersen systeem zich bevindt: Vol
berda gebruikt hiervoor het symbool S. Men spreekt dan van een BS[G,E,S,T] beheersbaar
systeem. Dit is een BS die altijd output y heeft in G, onafuankelijk van verstoringene of de
toestand S van het systeem, binnen de gestelde tijdspanne T.
Of een systeem BS(G,E,S,T) beheersbaar is, hangt ook af van de beheerscapaciteit van het
Besturend Orgaan (BO). Men kan zich voorstellen dat het besturend orgaan over onvol
doende beheersmaatregelen beschikt om het maximale uit het BS te halen. V olberda ge
bruikt hier het voorbeeld van een auto (BS) en een chauffeur (BO). Een doorsnee chauffeur
zal niet in staat zijn om met een Formule I racewagen rondetijden neer te zetten die door
een Formule I coureur worden bereikt. Anderzijds zal een Formule I coureur niet in staat
zijn dergelijke tijden neer te zetten als hij slechts kan beschikken over een doorsnee auto
mobiel.
Zowel de beheersbaarheid van het BS als de beheerscapaciteit van het BO spelen dus een
rol bij de vraag of onder alle omstandigheden het systeem beheersbaar is. Naast de eerder
genoemde drie randvoorwaarden, zijn ook nog van belang voor de beheersbaarheid:
4. de kwaliteit van het besturingsmodel. Het BO dient te beschikken over een model dat
de relaties tussen verstoringen (e), beheersmaatregelen (u) en output (y) beschrijft.
Hoe beter dit model de werkelijkheid benadert, hoe groter de beheersbaarheid.
5. de verzameling beheersmaatregelen. Er moeten beheersmaatregelen voorhanden zijn
voor elke verstoring e uit E.
6. de informatieverwerkende capaciteit van het BO. Men kan zich voorstellen dat de
informatiestroom i zeer intens is of "ruis" bevat, hetgeen de inzet van adequate be
heersmaatregelen compliceert of vertraagt.
Flexibiliteit wordt in dit systeemtheoretische model bepaald door de beheersbaarheid van het
BS en de beheerscapaciteit van het BO bij wijzigingen in [G,E,S,T]. Het systeem moet be
heersbaar blijven bij onverwachte wijzigingen in G (andere doelen), e (nieuwe verstorin
gen), S (nieuwe toestanden waarin het systeem zich bevindt) en T (strakkere tijdseisen). De
mate waarin en de snelheid waarmee een systeem aan deze eisen kan voldoen wordt externe
flexibiliteit genoemd. Op de aard van deze wijzigingen wordt in de volgende paragrafen
nader ingegaan.
15

1.3 Externe flexibiliteit
In deze sub-paragraaf wordt vooral ingegaan op de aard van de wijzigingen in G (gewenste
output [doelvariabele]). Men moet allereerst een onderscheid maken tussen externe en
interne flexibiliteitseisen. Externe flexibiliteitseisen worden vervuld door het reactievermo
gen van de organisatie in relatie tot veranderingen in de vraag naar produkten en diensten,
dit zijn veranderingen in G. Om snel te kunnen reageren, moeten de deelsystemen binnen de organisatie, zoals het produktiesysteem en het logistieke besturingssysteem flexibel zijn.
De interne flexibiliteit heeft betrekking op deze deelsystemen. In principe is dus niet meer
interne flexibiliteit vereist dan de externe flexibiliteitseisen rechtvaardigen. Maar doordat de
externe eisen ten dele onvoorspelbaar zijn, is het moeilijk om het minimaal noodzakelijke
niveau van interne flexibiliteit per deelsysteem vast te stellen. Hierop wordt in de volgende
paragraaf nader ingegaan.
Externe flexibiliteitseisen manifesteren zich in wijzigingen in de gewenste output G. In dit
proefschrift wordt verondersteld dat deze zich kunnen voordoen in de volgende variabelen:
het aantal produktfamilies dat een produktiebedrijf in het assortiment voert. Een fami
lie is een aggregaat van individuele produkttypen. Deze produkttypen behoren tot een
familie omdat ze alle een of meer kenmerkende overeenkomsten hebben; bijvoorbeeld
omdat ze alle geproduceerd worden met dezelfde fabricagefaciliteiten;
het vraagvolume naar een familie produkten;
het aantal typen binnen één familie;
de vraag naar individuele typen.
In de dynamische marktsituatie zullen de waarden van de bovenstaande grootheden onver
wacht wijzigen. Er kunnen dan vier basisvormen van externe flexibiliteitseisen onderschei
den worden:
1. Familieflexibiliteit wordt gedefinieerd als de snelheid waarmee en de mate waarin
nieuwe produkten die niet met de bestaande fabricagefaciliteiten (duurzame produktie
middelen) vervaardigd kunnen worden, op de markt gebracht kunnen worden. V oor
een gegeven familie, die men reeds in het assortiment voert, veranderen de karakteris
tieke grootheden niet; dat wil zeggen dat de bestaande produkten ongewijzigd verkocht
worden.
2. Typeflexibiliteit betreft de snelheid waarmee en mate waarin kan worden voldaan aan
de vraag naar nieuwe produkttypen binnen de familie. Men moet hierbij denken aan
de fase van de produkt-life cycle van een produktfamilie, waarbij het vraagvolume van
de familie constant is, maar het totale aantal typen binnen de familie toeneemt. Dit is
het geval aan het einde van de produkt-life cycle van de familie (einde van de rijp-
16
heidsfase, begin van de vervalfase). In deze fase stagneert de groei in de vraag naar
produkten; om het marktaandeel te behouden zal men toestaan dat het aantal typen
wordt vergroot (zie bijvoorbeeld Kotier [1984, pp. 367-372]).
3. Mixflexibiliteit betreft de snelheid waarmee en de mate waarin de produktie aangepast
kan worden aan onverwachte verschuivingen in de vraag naar de verschillende be
staande typen binnen een familie. Hierbij is het volume van de vraag naar de produkt
familie als geheel bekend en constant.
4. Volumeflexibiliteit betreft de snelheid en de mate waarin het produktievolume van een
familie, gegeven het ongewijzigde aandeel van de verschillende typen binnen deze
familie, aan te passen is aan de actuele vraag.
Natuurlijk kunnen deze basisvormen ook tegelijkertijd voorkomen. Het is daarnaast belang
rijk dat men zich realiseert dat het bij deze vormen van flexibiliteit gaat om ontwikkelingen
die vanuit de markt worden geïnitieerd1• Daarnaast kan een onderneming uit strategische
overwegingen ook klantonafuankelijke ontwikkelinspanningen uitoefenen. Deze ontwikkelin
spanningen vallen echter buiten de bovenstaande definitie van flexibiliteit omdat het geen
(onverwachte) wijzigingen in G betreft. Men hoopt als het ware wijzigingen in G te force
ren. Dit is het terrein van de innovatie (zie bijvoorbeeld Kumpe en Bolwijn [1990]; Nagel
[1992]).
Brinkman onderscheidt daarnaast nog allocatieflexibiliteit, capaciteitsflexibiliteit en load
flexibiliteit (Brinkman [1989, p. 59 e.v.]). Hierop wordt in dit proefschrift verder niet
ingegaan omdat allocatieflexibiliteit een bijzondere vorm is van familieflexibiliteit Capaci
teits- en Joadflexibiliteit zijn eigenlijk vormen van volumeflexibiliteit, zoals Brinkman ook
opmerkt (Brinkman [1989, p. 60]). Volberda [1992, appendix VIII, p. 1xxxix] onderscheidt
daarnaast ook nog hardware flexibility en procedure flexibility. Deze betreffen echter geen
onverwachte wijzigingen in G (externe flexibiliteit), maar zijn interne flexibiliteitsvormen.
1.4 Interne flexibiliteit
De organisatie staat voor de vraag hoe te reageren op de bovenstaande wijzigingen in G.
De externe flexibiliteitseisen vragen om een daarop afgestemde flexibiliteit van de deelsys
temen waaruit het voortbrengingsproces bestaat. Voor vergroting van de interne flexibiliteit
heeft men beheersmaatregelen (u) ter beschikking, afuankelijk van de toestand S waarin het
1 Hierbij wordt er dus van uitgegaan dat de onverwachte wijzigingen met betrekking tot aantallen of produk~ teigenschappen waarmee de organisatie wordt geconfronteerd, duidelijk gespecificeerd zijn. Deze concrete flexibiliteitseisen zijn vaak het gevolg van algemene, zelfs globale marktontwikkelingen ("megatrends") als kwaliteit, milieu en dergelijke meer. Deze algemene marktontwikkelingen hoeven voor een produktieorganisatie nog niet meteen te leiden tot concrete externe flexibiliteitseisen; al zal dat op termijn natuurlijk wel te verwachten zijn. In paragraaf 1.6 wordt nader ingegaan op deze marktontwikkelingen.
17

BS zich bevindt. Bij de inrichting of aanpassing van het voortbrengingsproces zullen er dus
beslissingen genomen moeten worden die bepalen welke welk scala aan beheersmaatregelen
inzetbaar is en in welke toestanden het systeem zich kan bevinden.
Systeemtoestanden en beheersmaatregelen kunnen niet los van elkaar gezien worden. Hier
op wordt ingegaan door onder meer Van Dierdonck [1987] en Wortmann [1989]. Deze
laatste auteur merkt op dat men flexibiliteit
" ... kan onderzoeken binnen het kader van een gegeven structuur, of men kan de
flexibiliteit van de structuur zelf onderzoeken. Structuur heeft dan betrekking op de
plaats van ontkoppelpunten, de inrichting van produktie en distributieprocessen, de
procedures die gevolgd worden bij de besluitvorming, de aard van beslispunten en hun
samenhang, de inrichting van informatiesystemen, enz. Meestal wordt flexibiliteit in
de logistiek onderzocht binnen het kader van de gegeven structuur. Wij zullen dat hier
aangeven met operationele flexibiliteit. Wanneer men de operationele flexibiliteit niet
voldoende acht, dan kan men verschillende maatregelen nemen. Een van de mogelijk
heden is het wijzigen van de structuur. Daarbij komt het geregeld voor dat de infor
matiesystemen een hinderpaal vormen. Hierbij gaat het dus om de flexibiliteit van de
structuur zelf. Wij zullen dit aanduiden met de term structurele flexibiliteit" (Wort
mann [1989]).
In navolging van Wortmann kan de tweedeling systeemtoestanden (S) en beheersmaatregelen (u) gekoppeld worden aan het onderscheid structureel en operationeel. Systeemtoestan
den worden vastgelegd door de gekozen structuur van het voortbrengingsproces. Binnen deze structuur kan men met beheersmaatregelen nog een zekere operationele flexibiliteit
realiseren.
Een voorbeeld kan dit verduidelijken. Stel dat een handelsondernemer voorziet dat er een
tijdelijke vraagtoename naar zijn prodokten op handen is. Als hij zijn doel (G} (bijvoorbeeld
100% servicegraad naar de klanten) wil handhaven, dan zal hij een beheersmaatregel moe
ten treffen; bijvoorbeeld tevoren meer prodokten inkopen en op voorraad leggen. Dit is
kiezen voor een vorm van operationele flexibiliteit. Of dit extra inkopen mogelijk is, hangt
echter onder meer af van de systeemtoestand van zijn magazijn. Als dit magazijn reeds
volledig gevuld is, kan deze beheersmaatregel niet geëffectueerd worden. Wil men toch
meer inkopen, dan zal een extra magazijn gebouwd moeten worden. Door dit laatste te doen, breidt men de mogelijke systeemtoestanden uit; dit is dus een vorm van structurele
flexibiliteit.
In dit voorbeeld ziet men dat de operationele flexibiliteit (extra opslagmogelijkheden voor
een vraagpiek) begrensd wordt door de bestaande structuur (het magazijn). Het onderscheid
structureel/operationeel is blijkbaar hiërarchisch aard; het hogere structurele niveau (moge-
IS
lijke systeemtoestanden) omvat èn beperkt het bereik van het operationele niveau (beheers
maatregelen).
1.5 Bedrijfseconomisch perspectief.
De keuze van een beheersmaatregel baseert men op een vergelijking van het voorspelde
effect van een maatregel op het systeem met het gestelde doel. Dit criterium kan men ook
zien als het criterium voor effectiviteit ofwel doeltreffendheid van de beheersmaatregeL
Vanuit bedrijfseconomisch perspectief betekent dit dat men met dit criterium ook de op
brengst van de beheersmaatregel moet kunnen bepalen. Deze opbrengst kan men berekenen
door het verschil vast te stellen tussen de output van het systeem met inzet van de beheers
maatregel en de output zonder deze beheersmaatregeL Voorwaarde voor deze berekening is
dat de effecten ondubbelzinnig gemeten en gewaardeerd moeten kunnen worden; ook op de
lange termijn. Ofschoon niet vanuit een bedrijfseconomische invalshoek, signaleert Brink
man dit ook als hij zich afvraagt wat flexibiliteit kost. Hij merkt op:
" ... dat een betere stellingname zou zijn (herdefinitie):
Wat kost inflexibiliteit, en
Wat levert flexibiliteit op?" (Brinkman [1992, p.8])
Inzet van een beheersmaatregel brengt in het algemeen uitgaven met zich mee. Vanuit
bedrijfseconomisch standpunt wil men dat de ontvangsten als gevolg van de inzet van
maatregelen binnen niet al te lange, afzienbare tijd groter zijn dan de uitgaven.
Naast dit effectiviteitscriterium kent men ook het efficiency-, ofwel het doelmatigheids
citerium. Toevoeging van dit criterium impliceert dat men zich in het systeemtheoretische
model bij de keuze van beheersmaatregelen niet alleen laat leiden door het principe dat de
effectiviteit van de beheersmaatregelen (de opbrengst) moet worden afgewogen tegen de
uitgaven voor de beheersmaatregelen, maar dat ook gekozen moet worden voor die combi
natie van beheersmaatregelen die bij een bepaalde na te streven mate van effectiviteit de
laagste uitgaven met zich meebrengen. Dit laatste wordt ook wel het economisch principe
genoemd.
In het systeemtheoretische model (paragraaf 1.2) zijn de uitgaven ook aanwijsbaar. Aller
eerst zullen uitgaven gedaan moeten worden om informatie omtrent wijzigingen in G, E, S,
en T beschikbaar te krijgen. Dit is het terrein van information economics, zie bijvoorbeeld
Parker en Benson [ 1988]. Daarnaast zullen de inzet van beheersmaatregelen en veranderin
gen van mogelijke systeemtoestanden ook uitgaven vergen. Indien combinaties van systeem
toestanden en beheersmaatregelen bestaan met gelijke effectiviteit, is er een derde probleem
van de optimale combinatie van mogelijkheden en maatregelen. Met andere woorden: toe
voeging van het economisch principe leidt tot de volgende definitie:
19
de economisch flexibele organisatie is een organisatie die streeft naar een economisch
optimale combinatie van enerzijds
voldoen aan wijzigingen in de gewenste output Gen anderzijds:
de kosten van de systeemtoestand S en beheersmaatregelen u plus
de kosten van informatie omtrent veranderingen in G, E, S, enT.
In een eerdere publicatie (Corbey & Tunemans [1991], zie ook hoofdstuk 8), is het onder
scheid operationele en structurele flexibiliteit vanuit een bedrijfseconomische invalshoek
verder uitgewerkt naar de maatregelen die een onderneming kan nemen. Hierbij zijn de
begrippen reactietijd, bindingstennijn en economische binding geïntroduceerd. Maatregelen
brengen meer risico met zich mee naarmate de reactietijd van de maatregel toeneemt. Dit
heeft te maken met het feit dat het enige tijd duurt voordat, bijvoorbeeld capaciteitsverrui
mende, maatregelen hun effect hebben. Men moet reeds in periode t de beslissing nemen
over een capaciteitsuitbreiding die pas beschikbaar komt in de periode t + RT, waarbij de RT
de reactietijd van de maatregel voorstelt. Na verstrijken van de reactietijd kan de extra
capaciteit overbodig geworden zijn en géén extra opbrengsten genereren. Op het beslismo
ment t is men echter wel "contractueel" gebonden aan de uitgaven voor de capaciteitsmaat
regel. Het zal duidelijk zijn dat dit risico van géén extra opbrengsten groter wordt naarmate
de reactietijd toeneemt omdat de behoefte aan extra capaciteit dan moeilijker voorspelbaar
wordt.
De bindingstennijn wordt gedefinieerd als de minimale termijn waarop de maatregel opera
tioneel moet zijn. Het geheel van uitgaven, waartoe men zich bij de beslissing over zo'n
maatregel onherroepelijk verplicht, wordt economische binding genoemd.
Indachtig het voorbeeld van het magazijn (paragraaf 1.4), kan men zich voorstellen dat de
handelsondernemer dit probleem ook herkent. Het probleem waarmee de ondernemer
geconfronteerd werd, was een voorspelde tijdelijke vraagtoename naar produkten. Als de
systeemtoestand van zijn bestaande magazijn zodanig is dat extra opslag van produkten niet
mogelijk is, kan hij ervoor kiezen een nieuw magazijn te bouwen. Het is echter maar de
vraag of het magazijn nog gereed komt vóór de vraagpiek zich voordoet. Dit is de reactietijd. Daarnaast speelt het probleem van de duur van de vraagpiek: als het een kortstondi
ge vraagpiek betreft, dan is het magazijn na korte tijd overbodig geworden terwijl de onder
nemer de uitgaven voor het magazijn toch heeft gedaan; met andere woorden: hij is economisch gebonden.
Wegens de lange reactietijd en de hoge economische binding van een nieuw te bouwen
magazijn, zal de ondernemer in het voorbeeld zoeken naar andersoortige maatregelen om te
kunnen voldoen aan de vraagpiek. Dit zullen dan maatregelen zijn met een kortere reactie
tijd en een lagere economische binding. Wellicht kan men op korte termijn en voor korte
20
duur wat magazijnruimte bijhuren. Of wellicht is het mogelijk door een ander opslagsys
teem te kiezen, de opslagcapaciteit van het bestaande magazijn te vergroten.
Kortom, men ziet bij de beheersmaatregelen eigenlijk hetzelfde onderscheid als bij de
structurele en operationele flexibiliteit. Maatregelen met een hoge economische binding
worden daarom structurele maatregelen genoemd (Corbey & Tullemans, [1991]). Bij maat
regelen met een lange reactietijd, wordt het economisch risico behalve door de economische
binding, bepaald door de mate waarin de behoefte aan extra capaciteit juist voorspeld kan
worden. In het geval de reactietijden lang zijn, wordt de voorspelling onzeker, en neemt het
risico toe. Operationele maatregelen zijn maatregelen met een korte reactietijd en/of een
lage economische binding. Het onderscheid is overigens gradueel van aard.
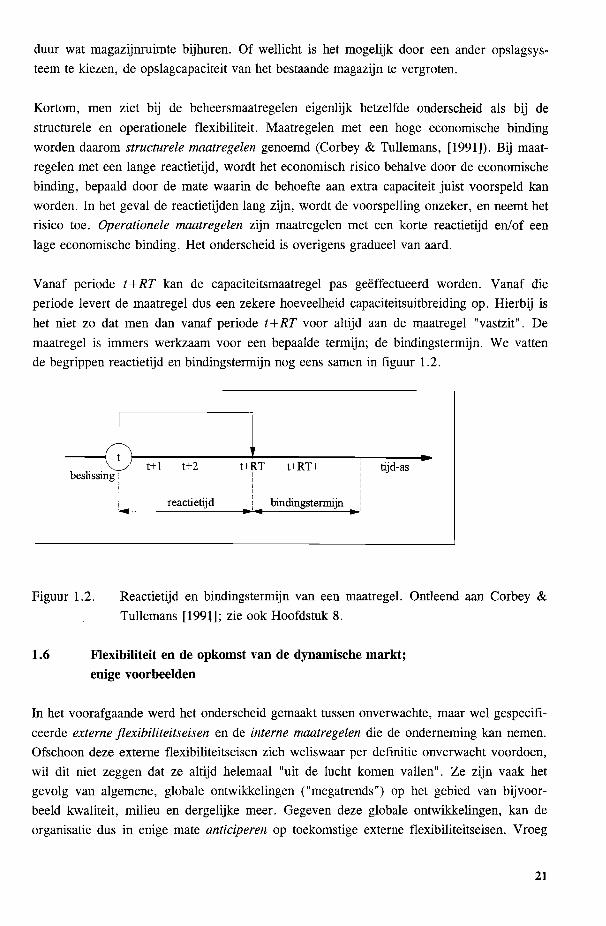
Vanaf periode t + RT kan de capaciteitsmaatregel pas geëffectueerd worden. Vanaf die
periode levert de maatregel dus een zekere hoeveelheid capaciteitsuitbreiding op. Hierbij is
het niet zo dat men dan vanaf periode t+RT voor altijd aan de maatregel "vastzit". De
maatregel is immers werkzaam voor een bepaalde termijn; de bindingstermijn. We vatten
de begrippen reactietijd en bindingstermijn nog eens samen in figuur 1.2.
~i~ Q)--t+-l--t+_2 ___ t-+4i-T--t+_R_T_+ _____ tiJ-.d--a-s--t•~ I I I I reactietijd bindingstermijn
Figuur 1.2. Reactietijd en bindingstermijn van een maatregel. Ontleend aan Corbey &
Tullemans [1991]; zie ook Hoofdstuk 8.
1.6 Flexibiliteit en de opkomst van de dynamische markt; enige voorbeelden
In het voorafgaande werd het onderscheid gemaakt tussen onverwachte, maar wel gespecifi
ceerde externe flexibiliteitseisen en de interne maatregelen die de onderneming kan nemen.
Ofschoon deze externe flexibiliteitseisen zich weliswaar per definitie onverwacht voordoen,
wil dit niet zeggen dat ze altijd helemaal "uit de lucht komen vallen". Ze zijn vaak het
gevolg van algemene, globale ontwikkelingen ("megatrends") op het gebied van bijvoor
beeld kwaliteit, milieu en dergelijke meer. Gegeven deze globale ontwikkelingen, kan de
organisatie dus in enige mate anticiperen op toekomstige externe flexibiliteitseisen. Vroeg
21
of laat zullen de globale marktontwikkelingen zich vertalen in concrete externe flexibiliteits
eisen. Vervolgens komt de vraag aan de orde hoe men interne flexibiliteit wenst te realise
ren. Men ziet dat er een drietal fasen aanwijsbaar zijn: (globale) marktontwikkelingen,
(concrete) externe flexibiliteitseisen en tenslotte interne flexibiliteit (die gerealiseerd wordt
met behulp van operationele enfof structurele maatregelen). In deze paragraaf wordt wat
uitgebreider stilgestaan bij de algemene marktontwikkelingen.
Het zal duidelijk zijn dat de mate waarin bedrijfstakken geconfronteerd worden met deze
ontwikkelingen, sterk varieert. De voorbeelden die Brinkman [1989] bespreekt, hebben
vooral betrekking op de markt voor consumentenelectronica. Hij constateert [Brinkman
1989, p. 35] dat deze markt een "buyers market" is geworden, waarbij de consument kan
kiezen uit het aangeboden assortiment en de produktvariëteit bepaald wordt door zijn keuze
gedrag. Dit is een wezenlijk andere situatie dan de zogenaamde "sellers market". In deze
marktsituatie bepaalt de producent in sterke mate wat er geproduceerd wordt en kiest de
afnemer het standaardprodukt (met de laagste prijs) want de keuze in produktvarianten is
beperkt. Men zou kunnen stellen dat flexibiliteit in de statische situatie dus eigenlijk alleen
betrekking heeft op de dimensie "prijs" van een te verkopen produkt. De onderneming dient
derhalve te streven naar een zo efficiënt mogelijk produktieproces opdat men winstgevend
kan blijven produceren bij eventueel dalende verkoopprijzen.
Bolwijn en Kumpe [1992] komen in hun analyse omtrent marktgericht ondernemen tot de
conclusie dat deze statische marktsituatie geleid heeft tot de opkomst van de zogenaamde
efficiënte firma. De auteurs laten zien dat de efficiënte firma eind jaren zestig haar hoogte
punt bereikt. Vanaf die tijd ziet men dat langzamerhand de consument mondiger wordt;
Bolwijn en Kumpe spreken hier over de "democratiseringsgolf' (Bolwijn en Kumpe [1992,
p. 15]). Naarmate deze ontwikkeling van een sellers market naar een buyers market door
zet, ontstaat de zogenaamde dynamische markt waarin de verkoopprijs (vaak slechts) van
nevengeschikt belang is. Van der Veeken [1987] noemt naast de verkoopprijs de volgende
"marktontwikkelingen met consequenties voor fabricage", te weten "kwaliteit, specificaties
en levertijd". Brinkman noemt het drietal "prijs, kwaliteit en assortiment" [Brinkman, 1989
p. 35]. Duidelijk is dat de beide auteurs met de begrippen specificaties en assortiment op
hetzelfde doelen (nl. familie- en typeflexibiliteit).
Bolwijn en Kumpe bespreken enkele voorbeelden van deze ontwikkelingen:
22
"Het streven blijkt daarbij gericht op het aanbieden van unieke produkten, bijvoor
beeld produkten die qua performance duidelijk uitsteken boven die van hun concurren
ten (VW kever in de jaren '60) of een eigen styling en prijs bezitten (Swatch horloge),
of geheel nieuwe produkten (DAT speler, platte beeldbuis in de jaren '90), of pro
dukten vanuit een geheel nieuwe visie (Walkman). Snelheid is daarbij van doorslagge
vend belang. Succesvolle vernieuwingen worden tegenwoordig in zeer korte tijd geko
pieerd, ook indien ze gebaseerd zijn op technologische vooruitgang. Een jaar na de
introductie van de CD speler waren er ruim 20 fabrikanten van CD spelers op de
markt. In de computerbranche volgden de ffiM- "klonen" de introductie van nieuwe
IBM apparaten op slechts enkele maanden. ( ... ) Zo heeft Kodak in 1986 en 1987 250
nieuwe produkten op de markt geïntroduceerd." (Bolwijn en Kumpe [1992, p. 70
e.v.])
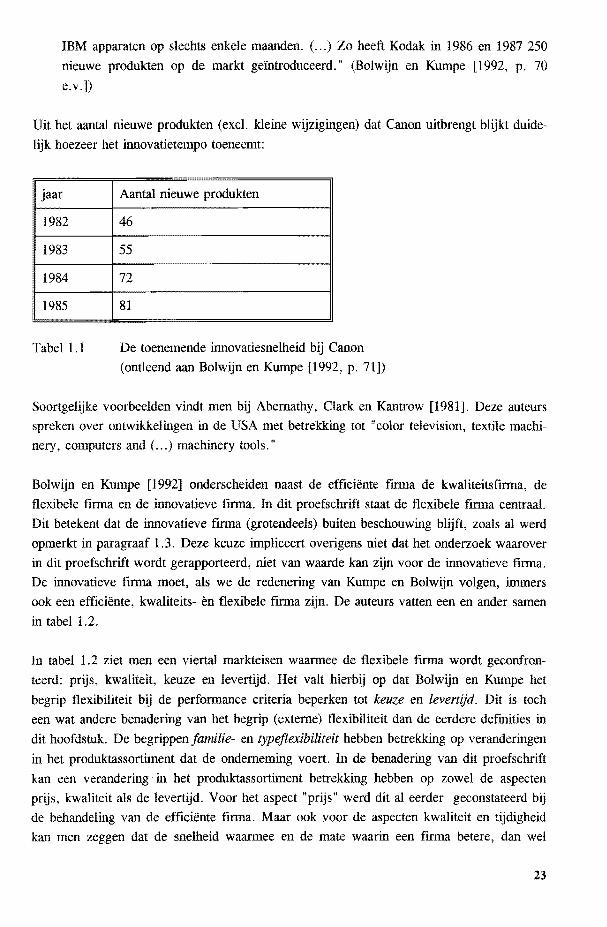
Uit het aantal nieuwe produkten (excl. kleine wijzigingen) dat Canon uitbrengt blijkt duide
lijk hoezeer het innovatietempo toeneemt:
I~ 1982
1983
1984
1985
Tabel 1.1
Aantal nieuwe produkten
46
55
72
81
De toenemende innovatiesnelheid bij Canon
(ontleend aan Bolwijn en Kumpe [1992, p. Tl])
Soortgelijke voorbeelden vindt men bij Abernatby, Clark en Kantrow [1981]. Deze auteurs
spreken over ontwikkelingen in de USA met betrekking tot "color television, textile machi
nery, computers and ( ... ) machinery tools."
Bolwijn en Kumpe [1992] onderscheiden naast de efficiënte firma de kwaliteitsfrrma, de
flexibele firma en de innovatieve frrma. In dit proefschrift staat de flexibele frrma centraal.
Dit betekent dat de innovatieve firma (grotendeels) buiten beschouwing blijft, zoals al werd
opmerkt in paragraaf 1. 3. Deze keuze impliceert overigens niet dat het onderzoek waarover
in dit proefschrift wordt gerapporteerd, niet van waarde kan zijn voor de innovatieve firma.
De innovatieve firma moet, als we de redenering van Kumpe en Bolwijn volgen, immers
ook een efficiënte, kwaliteits- èn flexibele firma zijn. De auteurs vatten een en ander samen
in tabel 1.2.
In tabel 1.2 ziet men een viertal markteisen waarmee de flexibele firma wordt geconfron
teerd: prijs, kwaliteit, keuze en levertijd. Het valt hierbij op dat Bolwijn en Kumpe het
begrip flexibiliteit bij de performance criteria beperken tot keuze en levertijd. Dit is toch
een wat andere benadering van het begrip (externe) flexibiliteit dan de eerdere defmities in
dit hoofdstuk. De begrippen familie- en typeflexibiliteit hebben betrekking op veranderingen
in het produktassortiment dat de onderneming voert. In de benadering van dit proefschrift
kan een verandering , in het produktassortiment betrekking hebben op zowel de aspecten
prijs, kwaliteit als de levertijd. Voor het aspect "prijs" werd dit al eerder geconstateerd bij
de behandeling van de efficiënte frrma. Maar ook voor de aspecten kwaliteit en tijdigheid
kan men zeggen dat de snelheid waarmee en de mate waarin een frrma betere, dan wel
23

tijdiger, produkten levert, veranderingen van het produktassortiment zijn. Kwaliteit en
levertijd zijn immers ook eigenschappen van een produkt. Met andere woorden: familie- en
typeflexibiliteit hebben in onze benadering betrekking op alle mogelijke eigenschappen van het produktassortiment. Met name het kwaliteitsbegrip is in deze zeer rekbaar; men zou
bijvoorbeeld zelfs verscherpte milieu-eisen onder kwaliteitseigenschappen kunnen rang
schikken. Volume- en mixflexibiliteit hebben in onze defmitie betrekking op de (verande
rende) vraagaantallen naar produkten (bij ongewijzigde produkteigenschappenf.
'60
'70
'80
'90
Tabel 1.2
Markteisen Performance criteria Bedrijf (ideaaltype)
Prijs Efficiency De efficiënte ftrma
Prijs, kwaliteit Efficiency + kwaliteit De kwaliteits ftrma
Prijs, kwaliteit, Efficiency + kwaliteit + De flexibele ftnna
keuze/levertijd/ flexibiliteit
Prijs, kwaliteit, Efficiency + kwaliteit + De innovatieve
keuze/levertijd, flexibiliteit + innovativiteit ftnna
uniekheid
Markteisen, performance criteria en ideaaltypische ondernemingen (Ont
leend aan Bolwijn en Kumpe [1992, p. 85]).
Dit betekent dat het in dit proefschrift gehanteerde flexibiliteitsbegrip ruimer is dan dat van
Bolwijn en Kumpe. Het is echter zo ruim dat een beperking nodig is. Er is gekozen om het
aspect tijdigheid centraal te stellen. Dat wil zeggen dat in dit proefschrift vooral gekeken
wordt naar de inspanningen die ondernemingen zich moeten getroosten om tijdig en leverbetrouwbaar te leveren of zelfs tijdigeren/of betrouwbaarder. Bij constante markteisen met
betrekking tot tijdigheid en betrouwbaarheid verandert het produktassortiment in onze
definitie niet en speelt uitsluitend het probleem van mix- en volumeflexibiliteit Bij scherper
wordende markteisen speelt zowel het probleem van mix- en volumeflexibiliteit als ook
familie- en typeflexibiliteit (hoe snel en in welke mate kan de onderneming bepaalde pro
dukten sneller dan wel betrouwbaarder leveren?)
Het is vooral het logistiek management van een onderneming dat verantwoordelijk is voor
de tijdige aflevering van klantenorders. Het is dan ook deze bedrijfsfunctie die naast Mana
gement Accounting centraal staat in het vervolg van dit proefschrift.
2 Al deze wijzigingen hebben in de systeemtheoretische aanpak betrekking op wijzigingen in G (gewenste output). Zie paragraaf 1.2.
24
1.7 Het belang van operationele flexibiliteit
In paragraaf 1 . 6 werd er op gewezen dat er sprake is van een drieta1 fasen waarin een
onderneming te maken heeft met flexibiliteit. Alleerst de fase waarin men globale ontwikke
lingen (megatrends) waarneemt die voor de onderneming in kwestie (nog) niet tot concrete
externe flexibiliteitseisen hebben geleid. In deze fase is het vraagstuk van flexibiliteit vooral
gericht op anticipatie: in hoeverre moet men, door nu maatregelen te nemen, een systeem
toestand bereiken waarmee men straks, a1s de eisen concreet worden, effectief en efficiënt
kan reageren. In deze fase kan men zowel nadenken over de inzet van structurele als van
operationele maatregelen. De inzet van structurele maatregelen is hier nog denkbaar omdat
er in de meeste gevallen nog enige tijd (reactietijd) voorhanden is waarbinnen de structurele
maatregelen geëffectueerd kunnen worden. Strategievorming is in deze fase van groot
belang: in deze fase moet men nadenken óf en in hoeverre men tegemoet wil komen aan de
eventueel op handen zijnde veranderende externe flexibiliteitseisen.
In de tweede fase zijn de externe flexibiliteitseisen concreet geworden. In dit geva1 is er
geen ruimte meer voor anticipatie en moet men meteen reageren3• Wegens de lange reac
tietijden van structurele maatregelen, zijn hier a1leen nog maar operationele maatregelen
inzetbaar. Operationele maatregelen worden echter omvat en beperkt door reeds genomen
structurele maatregelen; dit is het a1 eerder genoemde hiërarchisch verband tussen deze
twee typen maatregelen. Op de korte termijn kunnen zich derhalve twee situaties voordoen:
men kan binnen de structuur voldoen aan de scherpere externe flexibiliteitseisen door
de inzet van extra operationele maatregelen;
men kan binnen de structuur met behulp van de inzet van operationele maatregelen
niet (geheel) voldoen aan de scherpere externe flexibiliteitseisen.
In beide gevallen zijn er problemen. In het eerste geval omdat men extra maatregelen moet
nemen die extra uitgaven met zich meebrengen; in het tweede geval omdat men opbreng
sten derft door niet (geheel) te voldoen aan de externe eisen. Uiteraard kunnen ook beide
situaties tegelijkertijd optreden. De vraag doet zich nu voor Of en hoe lang men tevreden is
met deze situatie. Deze vraag is aan de orde in de derde fase.
In deze derde fase staan wederom beide typen maatregelen centraal. Gegeven de ontwikke
lingen "tot nu toe" en de verwachtingen met betrekking tot externe flexibiliteit, zal de
onderneming zich moeten bezinnen over hoe men met de nieuwe externe flexibiliteitseisen
op langere termijn wil omgaan. Er is hier dus weer sprake van strategievorming. In essen
tie komt het erop neer dat men zich hier atvraagt of men doorgaat met operationele maatre
gelen of dat men het aandurft om structurele maatregelen te nemen. We spreken hier na-
3 Vergelijk in dit geval het aantreden van J.l. Lopez bij Volkswagen AG. Toeleveranciers van dit concern werden vrijwel plotsklaps geconfronteerd met zeer scherpe eisen met betrekking tot prijs. Deze toeleveranciers konden alleen nog reageren. Iruniddels heeft het optreden van Lopez geleid tot een trend in inkoop: toeleveranciers aan andere concerns kunnen nu verwachten dat soortgelijke eisen door hun afnemers ook gesteld gaan worden (anticipatie).
25
drukkelijk over "aandurven" omdat structurele maatregelen naast lange reactietijden vaak
ook een hoge economische binding hebben. Dit laatste betekent, gezien de onzekere toe
komst, in het algemeen risicovolle investeringen. Operationele maatregelen hebben per
definitie een lage economisch binding en korte reactietijden; dus weinig risico's.
De belangrijke vraag is dus hier: wanneer durven we over te gaan op structurele maatrege
len? Theoretisch gezien, valt het antwoord op deze vraag uit het voorgaande af te leiden.
De inzet van structurele maatregelen ten gunste van operationele maatregelen moet gerecht
vaardigd worden door: enerzijds een verbetering in de externe prestaties die, vooral op de langere termijn,
niet behaald kan worden met operationele maatregelen;
anderzijds een reductie van operationele maatregelen.
In bedrijfseconomische termen betekent dit dat structurele maatregelen gerechtvaardigd
moeten worden in: een vermindering van de gederfde opbrengsten (ook op langere termijn). Deze gederf
de opbrengsten ontstaan als men met operationele maatregelen niet (geheel) kan vol
doen aan de externe eisen; een vermindering van de uitgaven voor operationele maatregelen die, door structurele
maatregelen, overbodig zijn geworden.
In theorie zal men aan het einde van dit afwegingsproces een optimale combinatie van operationele en eventueel structurele maatregelen inzetten zodat men hopelijk voor een wat
langere termijn bedrijfseconomisch optimaal kan produceren. Dit is het einde van de derde
fase. We zeggen hierbij nadrukkelijk hopelijk, omdat zich immers weer nieuwe megatrends
kunnen voordoen. In dit geval begint het geheel weer van voren af aan; vergelijk in dit geval het fasenmodel van Bolwijn en Kumpe uit de vorige paragraaf.
Ondanks het feit dat wellicht geanticipeerd kan worden op toekomstige ontwikkelingen,
blijft het natuurlijk zo dat flexibiliteitseisen zich vaak onverwacht voordoen en dat de onderneming niets anders overblijft dan te reageren (fase 2). Structurele maatregelen zijn
dan nog niet aan de orde; men "zet alle zeilen bij" op operationeel niveau. Dit is een
belangrijke constatering want het betekent dat de bedrijfseconomisch relevante vraag "wat
kost flexibiliteit ons nu en wat kan het opleveren" altijd moet beginnen met een analyse (diagnose) op operationeel niveau. Structurele flexibiliteit is pas daarna aan de orde omdat
de inzet van structurele maatregelen gerechtvaardigd moet worden door reductie van opera
tionele maatregelen enlof verbetering van de prestaties naar de buitenwereld. Zonder deze informatie, kan niet goed nagedacht worden over structurele flexibiliteit.
In het voorbeeld van de handelsondernemer die uitbreiding van het magazijn overweegt,
kunnen we het bovenstaande als volgt vertalen. Het is zeker zinvol na te denken over de
aanschaf van een extra magazijn (structurele flexibiliteit) in anticipatie op toekomstige
ontwikkelingen, maar het is verstandiger om eerst na te gaan wat thans gepresteerd wordt
26
naar de markt en of het bestaande magazijn eigenlijk wel vol is. Bovendien is de vraag
belangrijk of door een betere benutting van de beperkte ruimte nog extra capaciteit kan
worden gecreëerd (operationele flexibiliteit).
Hiermee is de verklaring gegeven waarom verderop in dit proefschrift veel aandacht be
steed wordt aan bijvoorbeeld diagnose van logistieke kosten op operationeel niveau. Dat is
dus niet omdat het structureel niveau minder belangrijk is, maar omdat structurele flexibili
teit pas aan de orde is als de externe prestaties en de genomen maatregelen op operationeel
niveau in kaart zijn gebracht.
1.8 Samenvatting
Vanuit het systeemtheoretisch kader kan de flexibele organisatie gedefmieerd worden als
een organisatie die maximaal kan voldoen aan alle wijzigingen in gewenste outputs. Toe
voeging van het economisch criterium in dit systeemtheoretisch kader, leidt tot de volgende
defmitie: de economisch flexibele organisatie is een organisatie die streeft naar een econo
mische optimalisatie van enerzijds :
voldoen aan wijzigingen in de gewenste outputGen anderzijds:
de kosten van de systeemtoestand S en beheersmaatregelen u plus
de kosten van informatie omtrent veranderingen in G, E, S, en T .
Externe flexibiliteitseisen worden vervuld door het reactievermogen van de organisatie in
relatie tot veranderingen in de vraag naar produkten en diensten. Deze veranderingen
kunnen in (combinatie van) vier basisvormen voorkomen; te weten familie-, type-, volume
en mixflexibiliteit. Familie- en typeflexibiliteit hebben hierbij betrekking op de eigenschappen van de produkten of diensten, volume- en mixflexibiliteit op de vraagaantallen (het
vraagvolume) naar produkten of diensten.
Om externe flexibiliteit te realiseren, moeten de interne deelsystemen flexibel zijn. Dit
noemt men de interne flexibiliteit. In de systeemtheorie kan men dit bewerkstelligen door combinaties van systeemtoestanden en beheersmaatregelen. Beheersmaatregelen worden
begrensd door de systeemtoestanden; er is sprake van hiërarchie. Een parallel is aanwijs
baar met het begrippenpaar structurele en operationele flexibiliteit; de mogelijke systeemtoestanden bepalen de structurele flexibiliteit, daarbinnen kan met beheersmaatregelen een
zekere operationele flexibiliteit worden gerealiseerd.
Vanuit bedrijfseconomisch perspectief is het onderscheid structureel en operationeel ook
aanwijsbaar: structurele maatregelen hebben een hoge economische binding en vaak lange
reactietijden en bindingstermijnen; dit in tegenstelling tot operationele maatregelen.
27
Belangrijk is dat men zich realiseert dat deze begrippenparen alle hiërarchisch genest zijn.
Binnen de toestand van het systeem kan men tot op zekere hoogte beheersmaatregelen
nemen. Met andere woorden de structurele flexibiliteit omvat en beperkt de operationele
flexibiliteit.
De tweedeling van maatregelen die in alle benaderingen aanwijsbaar is, wordt samengevat
in het volgende overzicht:
Hiërarchie in maatre- hoger: lager:
gelen:
Systeemtheorie systeemtoestanden beheersmaatregelen
Wortmann [1989] e.a.: structurele flexibiliteit operationele flexibiliteit
Corbey & TuBemans structurele maatregelen operationele maatregelen
[1991]:
Tabel 1.1. Diverse benaderingen van flexibiliteit
We hebben gezien dat men zich moet realiseren dat de discussie over wat flexibiliteit kost
(of mag kosten) altijd begint met een analyse (diagnose) op operationeel niveau. Structurele
flexibiliteit is pas daarna aan de orde. De inzet van structurele maatregelen moet immers
gerechtvaardigd worden door een reductie van operationele maatregelenenlof een verbete
ring van de prestaties naar de buitenwereld. Het moet dus eerst duidelijk zijn hoe de stand
van zaken op operationeel niveau is, voordat men kan toekomen aan de (even belangrijke)
structurele flexibiliteit. In dit proefschrift is daarom in eerste instantie de operationele
flexibiliteit aan de orde.
Flexibiliteit betekent veelal in eerste instantie reageren; reageren betekent beslissingen nemen; eerst op operationeel niveau, vervolgens (wellicht) op structureel niveau. Het
vakgebied binnen de bedrijfseconomie dat zich tot doel stelt het management betere beslis
singen te laten nemen door analyse en verstrekking van fmanciële informatie, heet Manage
ment Accounting. In het volgende hoofdstuk wordt nagegaan hoe de stand van zaken is in
dit vakgebied. Na deze analyse wordt in hoofdstuk 3 ingegaan op de belangrijke vraag in
hoeverre het vakgebied Management Accounting daadwerkelijk kan bijdragen in de besluit
vorming rondom flexibiliteit.
28
Hoofdstuk 2
MANAGEMENT ACCOUNTING
2.1 Inleiding
In het vorige hoofdstuk werd al opgemerkt dat Management Accounting " .. .is concerned
with the provision of information to managers to help them make good decisions ... " (Drury
[1992, p. 17]). Naast Management Accounting onderscheidt men in de Angelsaksische
literatuur ook nog Cost Accounting en Financial Accounting. Cost Accounting is vooral
gericht op waarderingsvraagstukken van bijvoorbeeld onderhanden werk en voorraad (kos
tenallocatie), Financial Accounting is vooral gericht op de externe berichtgeving, men moet
hierbij denken aan de publicatie van de jaarstukken. Daarnaast ken ment ook nog Financial
Management (financiering), dit vakgebied houdt zich vooral bezig met de vermogensvoor
ziening, balansverhoudingen en vermogenskosten.
Management Accounting informatie is vooral intern gericht, vandaar dat men in het Neder
lands ook wel spreekt van Interne Berichtgeving of Interne Verslaglegging. Na een kort
overzicht van bestaande definities komen Groot en Van de Poel [1992] tot een volgende
definitie van Management Accounting:
"Management Accounting houdt zich bezig met het registreren, verwerken, rapporte
ren en interpreteren van financiële en niet-financiële4 informatie die voor economische
subjecten relevant is bij het voorbereiden, uitvoeren en evalueren van de planning en
de beheersing van (organisatie-)activiteiten ... " Groot en Van de Poel [1992, p. 2]).
Horngren [1986] pleit voor hantering van de naam Management Accounting: "In its fullest
sense, management accounting is well named. It ties management with accounting" (Horn
gren [1986, p 42]). Ook Groot en Van de Poel [1992, p. 2] sluiten zich bij deze keuze aan.
Zie ook Groot [1994, p. 3]. In dit hoofdstuk wordt allereerst een korte historische schets
4 Het feit dat in deze definitie expliciet plaats is voor niet-financiële informatie, onderstreept het verschil tussen Management Accounting en Cost Accounting. Toch blijft het ook bij Management Accounting gaan om Accounting informatie; men zal derhalve trachten de informatievoorziening zoveel mogelijk te baseren op financiële gegevens. In zijn intreerede geeft Groot nog enige achtergrondinformatie bij deze definitie van Management Accounting (Groot [1994 p. 3]).
31
van het vakgebied gegeven. Deze schets bespreekt enerzijds het ontstaan van economische
organisatietheorieën (2.2.1), anderzijds wordt ingegaan op het ontstaan van alternatieve
(management) accoWiting teelmieken (2.2.2). Vervolgens wordt ingegaan op de vraag in
hoeverre de ontwikkelingen zijn doorgedrongen in de vooraanstaande accounting leerboeken
(2.3.1) en tot welke praktische toepassingen deze ontwikkelingen geleid hebben (2.3.2).
Sommige auteurs spreken over een crisis in de Management AccoWiting. Hierop wordt,
samen met enkele afsluitende opmerkingen, ingegaan in paragraaf 2.4.
2.2 Korte historische schets
2.2.1 De ontwikkeling naar economische organisatietheorieën
In navolging van Kaplan [1984] onderscheidt ook Bouma [1990] een tweetal fasen in de
ontwikkeling van het Management AccoWiting onderzoek; een eerste fase tot aan de jaren
twintig van deze eeuw, een tweede fase vanaf de jaren vijftig. De eerste fase wordt vooral
gekenmerkt door het streven om alle kosten aan produkten te willen toerekenen; men noemt
dit strategie co st accounting. Bowna merkt op dat in deze tijd Management AccoWiting
(MA) informatie nevengeschikt wordt geacht aan Financial Accounting informatie. Er is
dus geen verlangen om MA-informatie intra-comptabel te produceren5. Een tweede opmer
king betreft de kosten die de produktie van deze MA informatie vergt. In die dagen zag
men over het hoofd dat" ... de kostprijs zelf een kostprijs heeft" (Bouma [1990, p. 480]).
De beperkingen van deze benadering wordt met name na de Tweede Wereldoorlog ter
discussie gesteld in de kritiek op de traditionele 'theory of the firm'. Moerland [1992]
bespreekt de volgende vier pWiten van kritiek:
1. In de eerste plaats wordt de aanvaarding van de onderneming als een gegeven instituut
ter discussie gesteld. Via onderzoekers als Coase en Williamson heeft dit geleid tot de
ontwikkeling van de transactiekostentheorie waarbij wordt nagedacht over "the cost of
using the price mechanism".
2. De opvatting dat er een éénduidige doelstelling wordt nagestreefd, wordt aangevallen
door onder meer Berle en Means [1932]. De erkenning van het bestaan van diverge
rende belangen heeft geleid tot theorievorming rondom de "principaal en de agent"
(Jensen & Meekling [1976]). In deze stroming speelt met name de informatievoorzie
ning bij het maken van afspraken tussen principaal (opdrachtgever) en agent (uitvoer
der) een wezenlijke rol. Het doel van deze informatievoorziening is een beïnvloeding
van het gedrag van de agent in een voor de principaal zo goostig mogelijke richting.
Er is in deze theorie sprake van een belangentegenstelling waarbij de principaal risico-
5 Dit is een belangrijke constatering. Indien men Management Accounting informatie intra-comptabel produceert, gaat men onvermijdelijk uit van dezelfde beginselen waarop Financial Accounting informatie is gebaseerd. Een belangrijk gevolg hiervan is dat men impliciet uitgaat van het winstbegrip dat hoort bij Financial Accounting; het zogenaamde Accounting winstbegrip. Dit heeft belangrijke consequenties voor de Management Accounting informatie; hierop wordt uitvoerig teruggekomen (Hoofdstuk 9).
32
neutraal wordt gedacht en de agent lui en risico-avers. De agent zal er niet voor terug
schrikken om onjuiste en/of onvolledige informatie te verschaffen en zich opportunistisch te gedragen.
3. Een derde punt van kritiek betreft de beperktheid van de menselijke rationaliteit. In de
klassieke (micro-economische) benadering wordt verondersteld dat de beslisser alle
relevante informatie kan verzamelen en verwerken. Met name auteurs als March &
Sirnon [1958] hebben aangetekend dat het veeleer realistisch is te veronderstellen dat
dit vermogen beperkt is en dat men derhalve niet zozeer streeft naar maximalisatie als
wel naar "satisficing behaviour".
4. Ten vierde wordt kritiek geleverd op de statische concurrentievisie waarmee de strate
gie cost accounting approach is behept. Dit heeft geleid tot ontwikkeling van de dyna
mische markttheorie; zie hiervoor bijvoorbeeld De Jong [1989].
De hierboven genoemde tweedeling van Bouma is ook terug te vinden bij Horngren; zij het
dat deze auteur spreekt over iets andere perioden:
" ... I draw some distinctions between research in cost en management accounting
during the 1950s-60s and the 1970s-80's" (Horngren [1986, p. 33 e.v.])
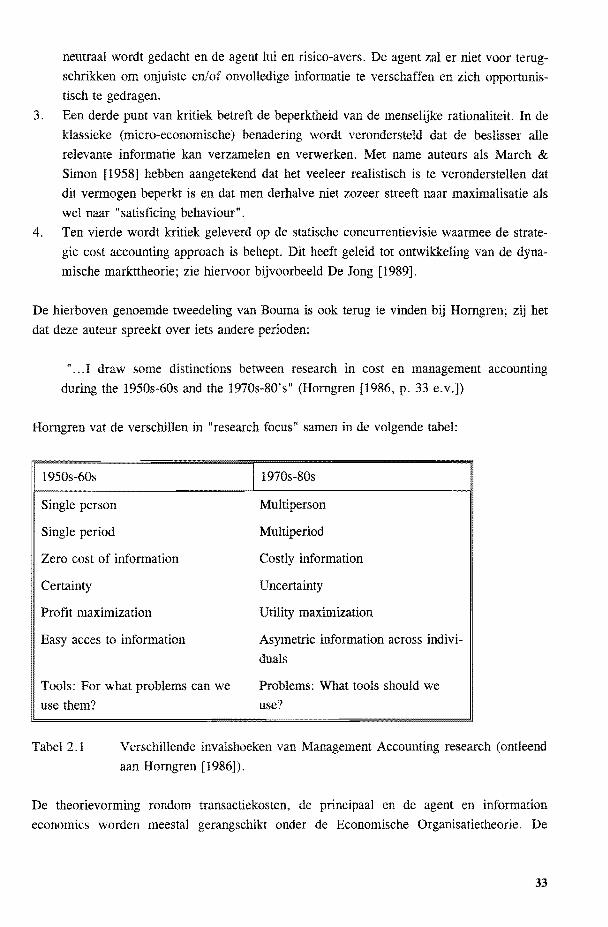
Horngren vat de verschillen in "research focus" samen in de volgende tabel:
1950s-60s 11970s-80s
Single person Multiperson
Single period Multiperiod
Zero cost of information Costly information
Certainty Uncertainty
Profit maximization Utility maximization
Easy acces to information Asymetric information across indivi
duals
Tools: For what problems can we Problems: What tools should we
use them? use?
Tabel 2.1 V erschiliende invalshoeken van Management Accounting research (ontleend
aan Horngren [1986]).
De theorievorming rondom transactiekosten, de principaal en de agent en information
economics worden meestal gerangschikt onder de Economische Organisatietheorie. De
33
diverse stromingen proberen expliciet af te wijken van de vooronderstellingen die aan de
(strategie) cost accounting modellen zijn verbonden.
Dit laatste betekent overigens niet dat er op het gebied van (strategie) cost accounting geen
vernieuwende ontwikkelingen zijn te noemen. Deze ontwikkelingen worden ook wel Alternatieve Management Accounting Technieken genoemd (Maskell [1991]). De basisveronder
stellingen van deze alternatieve technieken zijn echter nog steeds gebaseerd op de klassieke
"theory of the firm" - veronderstellingen die Horngren heeft samengevat in de linkerkolom
van tabel 2.1.
2.2.2 De ontwikkeling van Management Accounting technieken
Kostenallocatie vormt het doel van een groot aantal management (of cost} accounting tech
nieken. Van Halem en Roozen [1992] merken op dat in de periode 1975-1985 dit leerstuk
vrij stabiel van karakter is geweest. Men onderscheidt in deze periode de volgende metho
den voor de verbijwndering van indirecte kosten:
de equivalentiecijfermethode;
de opslagcalculatiemethode;
de· produktiecentra- of kostenplaatsenmethode (al dan niet met wederkerige relaties
tussen de kostenplaatsen}.
Na 1985 zijn het vooral auteurs over Activity Based Costing (ABC) geweest die het alloca
tievraagstuk nieuw leven hebben ingeblazen. Cooper en Kaplan worden algemeen be
schouwd als de geestelijke vaders van ABC, ofschoon Johnson al eerder schreef over de
noodzaak kosteninformatie te genereren die de eraan ten grondslag liggende activiteiten
betrouwbaar weergeeft (zie Blommaert e.a. [1992]).
Naast ABC noemt Maskell [199l] nog een aantal andere Management Accounting technie
ken zoals Throughput Accounting, Life Cycle Costing en de "Japanese Approach to Cost
and Management Accounting". Zeer recent onderzoek van Cooper [1993] is ook gericht op
Japan; hij spreekt over Target Costing als belangrijkste nieuwe ontwikkeling. Tenslotte wijzen we nog op het bestaan van Direct Product Profitability (DPP, zie Amold & De With
[1992]), en Direct Costing {variabele kostencalculatie) voor voorraadwaardering.
Op het gebied van de budgettering zijn er ook een aantal nieuwe technieken ontwikkeld.
Men kan hierbij denken aan PPBS (Planning, Programming & Budgeting System), Zero
Base Budgeting, kerntakenbudgettering, e.d .. Parallel hieraan bestaan methoden die minder
zwaar leunen op financiële informatie, denk hierbij aan Overhead Value Analysis (OVA) en
Management by Objectives (MBO).
34
Tenslotte is er ook een ontwikkeling van niet-financiële prestatiemaatstaven waarneembaar;
de zogenaamde performance indicators. Opvallend is dat deze ontwikkeling vaak vanuit
andere vakgebieden is ontstaan, bijvoorbeeld vanuit de logistiek (zie bijvoorbeeld Ten
Broeke e.a. [1987]). Vanuit Accounting optiek is het bezwaar van deze benadering dat
financiële informatie ontbreekt of slechts fragmentarisch wordt gebruikt. Nu is er weliswaar
plaats voor niet-financiële informatie in de definitie van Management Accounting (zie para
graaf 2.1), maar er zal toch op zijn minst gepoogd moeten worden de prestaties van een
organisatie zo veel mogelijk in financiële grootheden te bepalen.
2.3 Management Accounting in theorie en in de praktijk
2.3.1 Management Accounting in theorie
Een aantal ("klassieke") onderwerpen uit de Management Accounting zal men terugvinden
in ieder leerboek. Men moet hierbij denken aan het vraagstuk van de periodewinstbepaling;
eenvoudige beslissingsmodellen zoals de Break-Even analyse; investeringsselectie; Planning
en Control; prestatiemeting van divisies; transfer prijzen en enkele kwantitatieve modellen
zoals lineaire programmering en de economische seriegrootte. Om na te gaan in hoeverre
de in de vorige paragraaf geschetste nieuwe ontwikkelingen zijn doorgedrongen in de
leerboeken, is de inhoud van een drietal zeer bekende nader geanalyseerd: Drury [1992];
Horngren & Poster [1991] en Kaplan & Atkinson [1989].
Opvallend is allereerst dat de ontwikkelingen rondom de economische organisatietheorie
slechts in beperkte mate worden besproken. De theorie rondom de principaal en de agent
komt bij Kaplan & Atkinson in de laatste twee hoofdstukken aan de orde. Drury wijdt
slechts ongeveer 1 pagina aan het onderwerp, waarna hij wijst op de (vooralsnog) beperkte
praktische toepassingsmogelijkheden (Drury, [1992, p. 799]). Horngren en Poster besteden
geen aandacht aan de economische organisatietheorie.
Aanmerkelijk meer aandacht wordt besteed aan de behandeling van nieuwe technieken. Zo
zien we in elk van de drie leerboeken ruime aandacht voor Activity Based Casting.
Throughput Accounting wordt uitsluitend genoemd in Drury. Life Cycle Casting wordt
besproken in Drury [p. 809-810]. Horngren en Poster wijden er een paragraaf aan in
hoofdstuk 12 [p. 403 e.v.], net alsKaplanen Atkinson [p. 429 e.v.]. Ook Target Costing
wordt in elk van de drie leerboeken behandeld. Vooral dit laatste is opmerkelijk, als men
nagaat hoe weinig er eigenlijk nog over deze Japanse techniek is gepubliceerd.
Toch wordt in deze boeken verreweg de meeste ruimte gereserveerd voor de "klassieke"
leerstukken die we hierboven hebben genoemd. Zo wordt bijvoorbeeld voor standaardkost
prijscalculatie en verschillenanalyse in Drury 70 pagina's gereserveerd, in Kaplan & Atkin
son 51 pagina's en in Horngren en Poster 34 pagina's. In relatie tot de omvang van bij-
35
voorbeeld Target Costing is dit natuurlijk veel. Dit laatste wordt ook geconstateerd door
Yoshikawa e.a.:
"For example, the two best selling management accounting textbooks in North Alneri
ca are respectively Horngren and Foster and Drury and neither contains any detailed
material on either value analysis or functional cost analysis. In contrast, in Japan
functional cost analysis has become one of the most important and widely used cost
management techniques ... " (Yoshikawa e.a. [1993, p. 3])
Ten voordele van deze leerboeken moet opgemerkt worden dat ze naast de "klassieke"
leerstukken toch ook aandacht geven aan recente ontwikkelingen. Zo worden bijvoorbeeld
in Kaplau en Atkinson twee hoofdstukken besteed aan geavanceerde fabricagetechnologieën.
Ook aspecten rondom kwaliteit en tijdigheid worden behandeld; Zie bijvoorbeeld hoofdstuk
29 van Horngren en Foster of hoofdstuk 21 van Drury.
Maar al met al kunnen we toch vaststellen dat de nieuwe ontwikkelingen nog maar mond
jesmaat zijn doorgedrongen in de leerboeken. In hoeverre deze zijn doorgedrongen in de
praktijk, wordt in de volgende sub-paragraaf behandeld.
2.3.2 Management Accounting in de praktijk
Een kenmerkend verschil tussen de (ontwikkeling van) economische organisatietheorieën
enerzijds en accounting technieken anderzijds is hun directe praktische toepasbaarheid. We
kunnen stellen dat praktische toepassing van economische organisatietheorieën (nog) niet
echt mogelijk is, terwijl een (eenmalige) toepassing van een accounting techniek als ABC
dat wel is. Kaplau stelt in dit verband:
"Information Economics and agency theory research offers the potential for a rigorons
analytic theory of management accounting, ( ... ). But this potential, if ever realized,
wilt be many years in future. Despite the technica! virtuosity of the agency theory
researchers, the complexity and difficulty of computing equilibrium solutions in multi
persou non-cooperative game settings with private information has limited the analysis
to only extremely simple organizational settings." (Kaplan [1984, p. 404]).
Dit betekent dat men in de praktijk vooralsnog aangewezen is op de hantering van "traditio
nele" en nieuwe Management Accounting technieken (zie 2.2.2).
De vraag wat de praktijk nu precies "doet", kan alleen beantwoord worden door empirisch
onderzoek. In een onderzoek onder bijna 300 Britse bedrijven komen Drury e.a. [1993] tot
de volgende bevindingen die we hier kort samenvatten.
36
V oor kostenallocatie bleek dat de meeste bedrijven een combinatie hanteerden van integrale
en variabele kostencalculatie. Onduidelijk blijft voor welke beslissing de kostprijsinformatie
werd gebruikt; zeker als men ziet welke methoden van kostenallocatie werden gehanteerd.
Zo bleek dat slechts 4% van de responderende bedrijven een Activity Based Costing sys
teem had geïmplementeerd6•
Voor verkoopprijsbepaling merken deze auteurs op dat veel respondenten aangeven dat men
"full cost-plus" formules gebruikt voor de verkoopprijsbepaling maar deze toch zeker niet
op een naïeve manier hanteert. Deze laatste opmerking vindt men ook terug bij Scapens die
constateert op basis van empirisch onderzoek dat: "lt bas to be admitted, however, that
although formal management accounting systems do not appear to follow the textbooks
prescriptions, decision makers (such as price setters) may, in practice, modify the accoun
ting information they receive ... (Scapens [1991, p. 27]).
Budgetten werden in meer dan 95% van de bedrijven gehanteerd. Slechts in 42% van de
bedrijven waren deze budgetten flexibel; dit wil zeggen dat zij gedurende de budgetperiode
aangepast worden aan veranderde omstandigheden. Hantering van performance indicatoren
naast het budget kwam weinig voor, maar in die gevallen waar men dit wel deed werden de
gegevens niet verstrekt door de controller.
Nacalculatie van het budget, ook wel de verschillenanalyse genaamd, kwam in 76% van de
bedrijven voor. In meer dan 70% van de bedrijven gebeurde dit op een manier zoals die in
de meeste Accounting leerboeken staat vermeld, maar (geavanceerde) statistische methoden
worden niet gebruikt. We merken hierbij op dat in de hierboven genoemde leerboeken veel
aandacht wordt besteed aan dergelijke statistische methoden.
Als methode van investeringsselectie bleek de terugverdientijd populair, soms gecombineerd
met Netto Contante Waarde (NCW) berekeningen. Met name de grotere organisaties maken
meer gebruik van NCW-berekeningen. Geavanceerde risico analyse werd nauwelijks ge
daan. De onderzoekers merken verder nog op dat uit de resultaten valt af te leiden dat zo'n
50% van de ondernemingen op een juiste manier gebruik maakt van de disconteringstech
niek.
De impact van geavanceerde fabricagetechnologie op het gehanteerde accounting systeem
bleek gering, ofschoon zeer veel bedrijven aangaven dat de impact van niet-financiële
maatstaven groter werd als men overging op bijvoorbeeld Ju st-in-Time of Ad vaneed Manu
facturing Technology.
6 Als het gaat om de implementatie van ABC noemt Groot ook nog cijfers met betrekking tot Finland (0,0%), Zweden (0,0%), en Ierland (14,0%). De percentages betreffen steekproefpopulaties in 1991 en 1992 en betreffen bedrijven waar ABC destijds reeds was ingevoerd. Aanmerkelijk meer bedrijven waren destijds bezig met invoering of overwogen om ABC in te voeren. Zie Groot [1994 p. 11].
37
De prestatiemeting van divisies bleek voor 55% te geschieden met Return On Investment
achtige technieken. Slechts 20% bleek het "residual income" te bepalen, terwijl dit toch een
methode is die in Accounting leerboeken de voorkeur krijgt. De onderzoekers merken
verder op dat het algemene beeld is dat eisen met betrekking tot de externe berichtgeving
sterk de doorslag geven bij de prestatiemeting van divisies. Historische uitgaafprijzen en
integrale kostprijzen bij voorraadwaardering werden door bijna alle bedrijven gebruikt om
divisiewinsten te bepalen.
De hantering van transferprijzen gaf een volgend beeld. In de gevallen waar leveringen ook
buiten de groep konden plaatsvinden, gaf 45% aan dat men zelden of nooit marktprijzen als
transferprijs hanteerde. Meestal werd er onderhandeld (70%}. Merkwaardig is in dit ver
band dat 25% van de bedrijven waar transferprijzen via onderhandeling werden bepaald,
een systeem van gedwongen winkelnering kenden. In deze gevallen is het moeilijk te begrij
pen in hoeverre onderhandelingen nog zinvol kunnen zijn.
Nieuwe accounting technieken of andere geavanceerde hulpmiddelen zoals statistische
methoden, werden nauwelijks gebruikt al verwacht 65% hierin toch veranderingen binnen
twee jaar. Al met al trekken Drury e.a. onder meer de volgende conclusie:
"The survey findings indicate that a wide range of different management accounting
practices are used. In many cases practices appear to correspond closely with those
recommended by textbooks. For example, conventional varianee analysis, discounting
methods, demand estimates and participative budget setting approaches are widely
used. However, we also found evidence to indicate that practices rejected by theory
(e.g., control by fixed budgets, the use of stock valnation product costs for decision
making and ROl to evaluate divisional managerial performance) are widely used. The
survey fmdings also indicated that the theoretica! 'sophisticated' techniques described
in textbooks (e.g., varianee investigation models, risk measurement techniques, statis
tical techniques for analysing cost behaviour and residual income) are not used by
most companies" (Drury e.a. [1993, p. 78]).
De vraag doet zich voor in hoeverre de bevindingen van dit onderzoek ook gelden voor de
Nederlandse situatie. Deze vraag is niet zonder meer te beantwoorden omdat er geen equi
valent Nederlands empirisch onderzoek voorhanden is dat bovendien recent en omvangrijk
genoeg is. Toch zijn er wel enkele indicaties voorhanden dat er geen grote verschillen
bestaan.
Zo concluderen De With en IJ skes in een empirisch onderzoek naar de budgetteringsprak
tijk bij grote Nederlandse ondernemingen dat deze " ... ten aanzien van budgettering meestal
de theorie volgen" (De With & IJskes [1992, p. 528]). Flexibele budgettering komt echter
ook in Nederland maar zelden voor.
38
Een ander onderzoek van Bouma en Schipperijn uit 1986 betrof investeringsselectie. Dit
onderzoek werd uitgevoerd bij 69 middelgrote en kleine bedrijven. "Slechts 25% van de
onderzochte ondernemingen verklaart gebruik te maken van disconteringsmethoden bij het
nemen van investeringsbeslissingen." (Schipperijn [1991, p. 300]). Het verschil met Drury
e.a. zou verklaard kunnen worden door de bedrijfsomvang, ook al omdat Drury e.a. con
stateerden dat in kleinere bedrijven minder vaak met disconteringstechnieken werd gewerkt.
Als het gaat om Activity Based Costing concludeert Koolman op basis van een onderzoek
van Van Zundert dat 50% van de responderende bedrijven met meer dan tweehonderd
werknemers in Nederland ... "feel that there is room for improverneut of the way indirect
casts are allocated to individual products (Kooiman [1992, p. 4]). In hoeverre dit heeft
geleid tot daadwerkelijke implementatie van ABC vermeldt Koolman niet. Van Zundert
[1991] constateert dat 98% van de respondenten op zijn minst kennis genomen heeft van
ABC.
2.4. Een crisis in Management Accounting?
Er is de laatste jaren veel gepubliceerd over gebruik en nut van accounting-informatie bij de
ondersteuning van het management in de besturing van de organisatie. Zie bijvoorbeeld
KapJan [1984], Bouma [1990] en Theeuwes [1990]. Het bekende boek "Relevance lost: The
rise and fa11 of management accounting" van Johnson en Kaplan [1987] heeft een belangrij
ke rol in de discussie gespeeld; zozeer dat wel gesproken werd van een crisis in Manage
ment Accounting. Zie bijvoorbeeld Groot [1994] of Scapens [1991]. Elders merkten we
hierover op:
"Volgens de "pessimistische" visie in de literatuur zijn er fundamentele problemen met
de toepassing van de bekende management accounting technieken in moderne indus
triële ondernemingen. De relevantie van deze technieken wordt zelfs vanuit andere
disciplines aan de kaak gesteld, zie bijvoorbeeld Plossl [1990]. Compleet nieuwe
methodes lijken dan ook vereist en de meest bekende ontwikkeling is Activity-Based Costing. Ferrara [1990, p. 48] merkt op "Even the most casual observer of the ac
counting scene could not possibly be unaware of the avalanche of criticism during the
past five or so years concerning the 'current state of cost/management accounting.'
Hardly a day goes by without our receiving another paper on the subject, or a soli
citation to attend a costly meeting where the 'new and better' systems will be discus
sed. " Volgens de optimistische visie daarentegen, worden in de praktijk traditionele
technieken vaak veel verstandiger en genuanceerder gebruikt dan de pessimisten ver
onderstellen. Geleidelijke verbetering in plaats van revolutionaire innovaties is hier het
devies. "Techniques are available that won't solve all the problems but will certainly
deal with a whole lot. Where improverneut is needed is in the use of the techniques"
39
(Atkinson [1986, p. 42]). Zie bijvoorbeeld ook Bromwich en Bhimani (1989] en
Porter en Akers [1987]."
(Van der Veeken, Corbey & Wouters [1993, p. 171])
In hoeverre er nu werkelijk sprake is van een crisis in de Management Accounting, kan
afgeleid worden uit de voorgaande paragrafen uit dit hoofdstuk. Allereerst viel daarbij op
dat de ontwikkelingen van het Management Accounting onderzoek grofweg uiteenvallen in
twee delen: economische organisatietheorie enerzijds en (alternatieve) Management Accoun
ting technieken anderzijds. Men ziet dat de economische organisatietheorie nog nauwelijks
is doorgedrongen tot de leerboeken. Dit kan wellicht verklaard kan worden uit de geringe
praktische toepasbaarheid. Anderzijds zijn de nieuwe Accounting technieken weliswaar op
(iets) ruimere schaal terug te vinden in de leerboeken, maar blijft toch verreweg de meeste
ruimte gereserveerd voor de "klassieke" onderwerpen.
Als men vervolgens kijkt naar de praktijk dan lijkt deze aandacht voor de klassieke onder
werpen in eerste instantie terecht. Toch is in het voorafgaande onder meer door Drury e.a.
aangetoond dat sommige algemeen aanvaarde standpunten en opvattingen in de praktijk
expliciet niet worden toegepast. Denk hierbij aan " ... the theoretica! 'sophisticated' techni
ques described in textbooks (e.g., varianee investigation models, risk measurement techni
ques, statistica! techniques for analysing cost behaviour and residual income) .... " (Drury
e.a. [1993, p. 78]). Een mogelijke verklaring kan men vinden in de punten van kritiek op
de traditionele "theory of the firm", maar het blijft merkwaardig dat een aantal algemeen
aanvaarde opvattingen uit leerboeken wel praktisch wordt toegepast (zoals de verschillen
analyse) en andere, soortgelijke, niet (denk hierbij bijvoorbeeld aan prestatiemeting van
divisies door middel van bepaling van het "residual income").
Als men tenslotte kijkt naar de mate waarin de nieuwe (ook wel alternatieve) Management
Accounting technieken zijn doorgedrongen tot de praktijk, dan moet men concluderen dat
eigenlijk alleen Activity Based Casting tot enige toepassingen heeft geleid; ofschoon Drury
niet verder komt dan een schamele 4 procent van zijn 300 onderzochte bedrijven.
Als er sprake is van een crisis in de Management Accounting, dan heeft deze ons inziens
betrekking op de volgende drie punten:
40
de economische organisatietheorie, gebaseerd op betere uitgangspunten dan de traditio
nele "theory of the firm", dringt maar mondjesmaat door in leerboeken en kent nau
welijks praktische toepassingen;
algemene aanvaarde standpunten en opvattingen uit de leerboeken worden soms wel
door de praktijk toegepast en soms niet, zonder dat hiervoor een bevredigende verklaring is te geven (laat staan dat er in de leerboeken gewag van wordt gemaakt);
nieuwe accounting technieken worden vrijwel niet toegepast in de praktijk, ofschoon
deze, veel meer dan de economische organisatietheorie, daar wel voor zijn ontwik
keld.
Al met al is dit vanuit wetenschappelijk oogpunt een onbevredigende situatie, als men er
tenminste van uitgaat dat Management Accounting leerboeken en Management Accounting
onderzoek (uiteindelijk) bedoeld zijn voor de praktijk. Men zou dus met recht kunnen
spreken van een crisis, zij het dat in de praktijk natuurlijk lang niet elke onderneming
wordt geconfronteerd met knellende problemen met betrekking tot de Management Accoun
ting functie.
Een mogelijke verklaring waarom Management Accounting informatie zijn relevantie heeft
verloren, is bij de bespreking van de literatuur in dit hoofdstuk niet boven tafel gekomen.
We doelen hier op het fenomeen flexibiliteit. In hoofdstuk 1 hebben we gezien dat er vanaf
de jaren zestig sprake is van toegenomen externe flexibiliteitseisen. Deze ontwikkelingen
hebben voor de Management Accounting nauwelijks gevolgen gehad, ABC uitgezonderd.
Het is de vraag of dit terecht is. Zou het niet zo kunnen zijn dat de bestaande Management Accounting technieken hun relevantie verliezen in een dynamische omgeving? In het vol
gende hoofdstuk wordt het verband tussen flexibiliteit en Management Accounting bespro
ken.
41
Hoofdstuk 3
FLEXIBILITEIT EN MANAGEMENT ACCOUNTING; PROBLEEMVELD EN ONDERZOEKSOPZET
3.1 Inleiding
In hoofdstuk 2 werd onder meer geconcludeerd dat "klassieke" Management Accounting
technieken soms wel en soms niet in de praktijk worden toegepast en dat nieuwe ontwikke
lingen maar mondjesmaat doordringen tot de praktijk. Maar we zagen ook dat het onduide
lijk is in hoeverre Management Accounting technieken geschikt zijn voor de flexibele
omgeving. In dit hoofdstuk wordt nader ingegaan op deze problematiek. Dit gebeurt op de
eerste plaats door het brede scala van Management Accounting technieken te ordenen. Deze
ordening vindt plaats naar een drietal invalshoeken. Allereerst wordt nagegaan welke positie
een Management Accounting techniek kan innemen in een eenvoudige bestuurlijke regel
kring (3. 2.1). Vervolgens wordt nagegaan voor welk type externe flexibiliteit de Accoun
ting techniek bedoeld is (3.2.2). Tenslotte wordt bekeken of de Accounting techniek be
doeld is voor de korte termijn (operationele flexibiliteit) of de lange(re) termijn (structurele
flexibiliteit) (3.2.3). In paragraaf 3.3 worden de technieken zo goed mogelijk ingedeeld
naar deze drie invalshoeken. Tevens wordt hier een eerste beperking voor het vervolgon
derzoek vastgesteld. Aan een veelgebruikte klassieke Accounting techniek wordt in para
graaf 3 .4 bijzondere aandacht geschonken, namelijk het budget en vooral de nacalculatie
van het budget. Er wordt nagegaan in hoeverre de verschillenanalyse (variance analysis)
geschikte accounting informatie oplevert bij scherpe(re) externe (logistieke) flexibiliteitsei
sen. In paragraaf 3.5 wordt een verdere afbakening van het onderzoek vastgesteld. Para
graaf 3.6 bevat een methodologische beschouwing. Er wordt stilgestaan bij enkele metho
dologische problemen van ontwerpgericht onderzoek. Een samenvatting treft men in para
graaf 3.7 aan.
3.2 Flexibiliteit en Management Accounting technieken
3.2.1 Een eenvoudige regelkring
Het scala van Management Accounting technieken uit hoofdstuk 2 kan eigenlijk niet los
gezien worden van een bestuurlijke context. Tenslotte zijn deze technieken erop gericht
43
informatie te verschaffen aan het management voor de besturing van een organisatie. In
veel gevallen maakt men deze bestuurlijke context inzichtelijk door middel van een (sys
teemtheoretische) regelkring. Een dergelijke regelkring kan variëren van een zeer eenvoudi
ge "black box" benadering tot hele "echelons van regelkringen", zie hiervoor bijvoorbeeld
In 't Veld [1992, p. 63]. Ook Groot en Van de Poel maken gebruik van een betrekkelijk
ingewikkelde regelkring als "schematische voorstelling van het managementproces" (Groot
en Van de Poel [1993, p. 36]).
In deze paragraaf wordt gepoogd enige ordening aan te brengen in het geheel van Manage
ment Accounting technieken. Voor dat doel kan volstaan worden met een eenvoudige
regelkring. In deze regelkring onderscheiden we een viertal fasen, te weten:
een periodieke planningsfase;
een periodieke prestatiemetingsfase;
een incidentele diagnosefase;
een incidentele beslissingsondersteunende fase.
periodieke planning
Meestal onderscheidt men meerdere planningsfasen, denk bijvoorbeeld aan strategische
planning, capaciteitsplanning en operationele planning (met als sluitstuk het budget). Het
strategisch plan is vaak sterk kwalitatief van aard; bedrijfseconomische technieken spelen
vooral een rol bij de capaciteitsplanning (denk hierbij aan investeringsselectie) en de opera
tionele planning (het budget). Uit het onderzoek van Drury e.a. [1993] is gebleken dat
vooral budgettering door zeer veel ondernemingen wordt toegepast. Budgettering heeft in
veel ondernemingen een periodiek karakter; in de meeste gevallen is er sprake van maand
budgetten of periodebudgetten (4 weken). Kenmerkend voor het budget is dat de activiteiten
en de daarmee samenhangende middelen voor een specifieke periode in financiële groothe
den worden vastgelegd. Doelstelling is in veel gevallen coördinatie. Dit laatste kan overi
gens ook door hantering van transfer prijzen worden gerealiseerd; daarmee rangschikken
we deze Management Accounting techniek in onze eenvoudige regelkring ook onder de
periodieke planning. Hierbij moet wel opgemerkt worden dat de vaststelling van transfer
prijzen in de praktijk veelal minder frequent plaatsvindt dan het periodebudget'.
periodieke prestatiemeting
Budgettering is het eindprodukt van het planningsproces en tegelijkertijd het startpunt van
de uitvoering en de evaluatie van de uitvoering. Dit laatste wordt veelal vormgegeven door
de nacalculatie van het budget, ook wel verschillenanalyse genaamd. In de meeste gevallen
zal de nacalculatie met dezelfde regelmaat plaatsvinden als de toewijzing van de budgetten,
ofschoon we weten uit het onderzoek van Drury e.a. [1993] dat niet elke onderneming die
7 Hantering van transfer prijzen zal dus in veel gevallen leiden tot lagere coördinatiekosten; dit wordt dan ook gezien als een voordeel ten opzichte van coördinatie door middel van budgetten. Zie bijvoorbeeld Groot en Van de Poel [1993, p. 188].
44
budgetteert ook nacalculeert. Op de verschillenanalyse als instrwnent voor periodieke
(operationele) prestatiemeting wordt nader ingegaan in paragraaf 3.4 Andere periodieke
prestatiemetingen (op een hoger aggregatieniveau) zijn bijvoorbeeld de Return on Invest
ment (ROl).
incidentele diagnose In sommige gevallen zal er een verschil ontstaan tussen budget en nacalculatie. Als dit
verschil beheersbaar is, dan zal er bijgestuurd moeten worden. Als het verschil onbeheers
baar is, dan er zal een herplanning moeten plaatsvinden. Meestal is voor beide additionele informatie noodzakelijk. Dit verzamelen van additionele informatie is het uitvoeren van een
incidentele diagnose. Men moet hierbij bijvoorbeeld denken aan het eenmalig vaststellen
van bijvoorbeeld de logistieke kosten die aan bepaalde orders zijn verbonden. Sommige
auteurs spreken in dit verband ook wel van een "audit". De term diagnose verdient de voorkeur omdat het van oorsprong Engelse begrip audit eigenlijk duidt op een ( onafhan
kelijk) extern acccountantonderzoek.
incidentele beslissingsondersteuning De keuze van een incidentele bijsturingsmetbode of herplanningsactie kan ondersteund
worden door diverse Management Accounting technieken. Denk hierbij aan investeringsse
lectie, maar ook aan allerlei technieken die hun wortels hebben in de Operatiens Research,
zoals Lineaire Progranunering.
Het onderscheid dat hier gemaakt is tussen periodiek en incidenteel is belangrijk in het
kader van flexibiliteit. Naarmate de externe flexibiliteitseisen toenemen, zal er steeds vaker
aanleiding zijn om bij te sturen en dus om incidentele diagnoses en beslissingsondersteuning
uit te voeren. Voorwaarde is dan wel dat de toenemende flexibiliteitseisen gesignaleerd
worden door middel van de periodieke prestatiemeting. Anders zal het management geen
aanleiding zien om een incidentele diagnose uit te voeren. Op dit laatste wordt in paragraaf
3 .4 uitvoerig ingegaan.
Een en ander is weergegeven in de volgende figuur. In deze figuur ziet men links een
periodiek management proces weergegeven. Op het moment dat externe flexibiliteitseisen
wijzigen (dit is weergegeven door het woord "verstoringen"), komt men in het rechter,
incidentele gedeelte van het management proces met diagnose en beslissingsondersteuning
als activiteiten. Via bijsturings- en/of herplanningsmaatregelen komt men dan weer in het
gedeelte periodieke plannings- en prestatiemeting van het management proces.
45
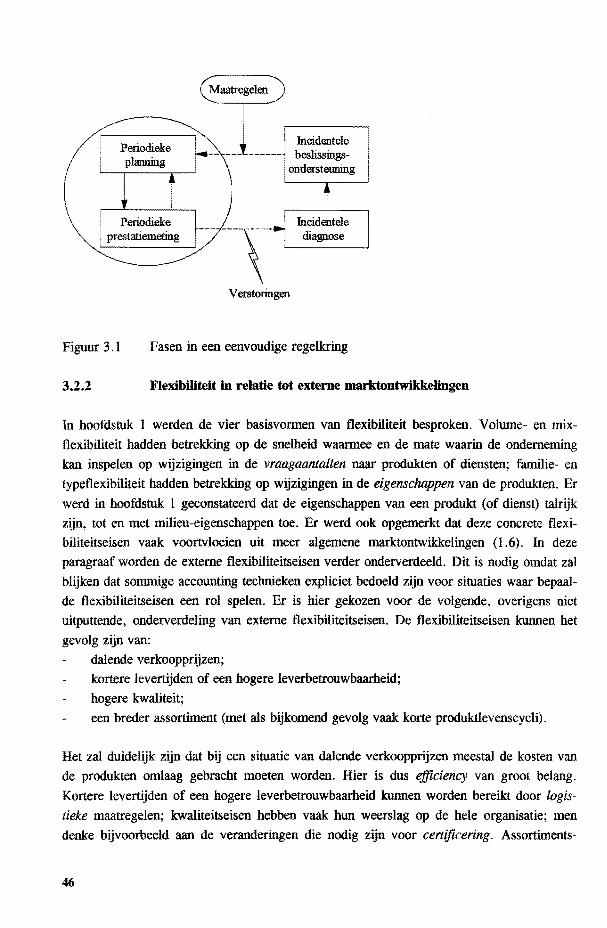
--- ----,-Verstoringen
Figuur 3.1 Fasen in een eenvoudige regelkring
3.2.2 Flexibiliteit in relatie tot externe marktontwikkelingen
In hoofdstuk 1 werden de vier basisvormen van flexibiliteit besproken. Volume- en mix
flexibiliteit hadden betrekking op de snelheid waarmee en de mate waarin de onderneming
kan inspelen op wijzigingen in de vraagaantallen naar produkten of diensten; familie- en
typeflexibiliteit hadden betrekking op wijzigingen in de eigenschappen van de produkten. Er
werd in hoofdstuk 1 geconstateerd dat de eigenschappen van een produkt (of dienst) talrijk
zijn, tot en met milieu-eigenschappen toe. Er werd ook opgemerkt dat deze concrete flexi
biliteitseisen vaak voortvloeien uit meer algemene marktontwikkelingen (1.6). In deze
paragraaf worden de externe flexibiliteitseisen verder onderverdeeld. Dit is nodig omdat zal
blijken dat sommige accounting technieken expliciet bedoeld zijn voor situaties waar bepaal
de flexibiliteitseisen een rol spelen. Er is hier gekozen voor de volgende, overigens niet
uitputtende, onderverdeling van externe flexibiliteitseisen. De flexibiliteitseisen kunnen het
gevolg zijn van:
dalende verkoopprijzen;
kortere levertijden of een hogere leverbetrouwbaarheid;
hogere kwaliteit;
een breder assortiment (met als bijkomend gevolg vaak korte produktlevenscycli).
Het zal duidelijk zijn dat bij een situatie van dalende verkoopprijzen meestal de kosten van
de produkten omlaag gebracht moeten worden. Hier is dus efficiency van groot belang.
Kortere levertijden of een hogere leverbetrouwbaarheid kunnen worden bereikt door logistieke maatregelen; kwaliteitseisen hebben vaak hun weerslag op de hele organisatie; men
denke bijvoorbeeld aan de veranderingen die nodig zijn voor cenificering. Assortiments-
46
verbreding trekt vaak vooral een wissel op de ontwikkelafdelingen van de onderneming,
waarbij een korte time-to-rnarket een belangrijke doelstelling is. In paragraaf 3.3 zal nage
gaan worden welke Management Accounting teelmieken geplaatst kunnen worden bij deze
onderverdeling van externe flexibiliteitseisen. We spreken daarbij gemakshalve over markt
eisen met betrekking tot efficiency, logistiek, kwaliteit en assortiment.
3.2.3 Korte tennijn of lange(re) tennijn
Sommige Management Accounting technieken zijn bedoeld voor de economische rechtvaar
diging van beslissingen op de korte termijn, terwijl andere juist bedoeld zijn voor de lange
re termijn. Het verschil tussen deze twee kan gei1lustreerd worden aan de hand van een
voorbeeld van beslissingen over de aanschaf en de aanwending van capaciteit. De aanschaf
van een duurzaam produktiemiddel is een lange termijn beslissing daar het veelal de bedoe
ling is het duurzaam produktiemiddel (bijvoorbeeld een machine) over meerdere jaren actief
te laten zijn. De uitgaven voor de aanschaf van een duurzaam produktiemiddel die de vorm
aannemen van constante kosten spelen bij de aanwendingsbeslissing van deze capaciteit
geen rol meer. Op het moment dat men bijvoorbeeld nadenkt over een aanwendingsbeslissing als de produktieseriegrootte dienen de vaste kosten van de machine dus buiten
beschouwing te blijven; zij zijn voor de aanwendingsbeslissing niet relevanf.
De Management Accounting techniek die bij de lange termijn aanschatbeslissing hoort is
investeringsselectie. De Management Accounting teclmiek voor de aanwendingsbeslissing is
de berekening van de economische produktieseriegrootte. Vanuit bedrijfseconomisch stand
punt zit het verschil in het onderscheid constante en variabele kosten. Technieken waarbij
alle kosten zonder meer variabel geacht worden, zijn bedoeld voor de lange termijn; tech
nieken waarbij constante kosten min of meer expliciet buiten beschouwing blijven zijn
veelal bedoeld voor de korte termijn. Natuurlijk kan men ook uit de aard van het probleem afleiden of het om de lange termijn dan wel om de korte termijn gaat.
Er is hier een parallel aanwijsbaar met het onderscheid operationele en structurele flexibili
teit uit hoofdstuk 1. Accounting technieken voor de korte termijn zijn van toepassing indien men een zekere operationele flexibiliteit wil realiseren; lange termijn teelmieken hebben
betrekking op structurele flexibiliteit. Er werd in dit hoofdstuk opgemerkt dat het onder
scheid operationeel versus structureel gradueel van aard was; afhankelijk van de economi
sche binding (en eventueel de reactietijd) van de maatregelen spraken we van operationele
Deze uitspraak is weliswaar theoretisch juist, maar men zal in de praktijk vaak toch belang hechten aan informatie met betrekking tot de constante kosten. Zo heeft Wouters [1992, 1993] laten zien dat managers geïnteresseerd zijn in deze constante kosten bij aanwendingsbeslissingen omdat deze een indicatie geven van de orde van grootte van de opportunity costs die bij de aanwendingsbeslissing zouden kunnen ontstaan. Zie ook Scapens die hier een verband legt naar "conventional wisdom" in de Management Accounting leerboeken (Scapens [1991 p. 27]). In het onderzoek van Wouters betrof het overigens niet de produktieseriegrootte, maar een orderacceptatieprobleem.
47
of structurele flexibiliteit. Het onderscheid is dus feitelijk enigszins arbitrair. Dit is ook het
geval met het onderscheid tussen de korte en lange termijn. Ook hier geldt dat het niet
geheel duidelijk is wanneer de overgang van korte naar lange termijn plaatsvindt. Zie
Wouters [1992, p. 255] voor een bespreking van enkele opvattingen omtrent dit probleem.
Ofschoon het onderscheid tussen korte en lange termijn dus niet messcherp is, zal in de
volgende paragraaf toch getracht worden de diverse Management Accounting technieken te
onderscheiden naar de beslissingstermijn. Het doel was immers te komen tot een ordening
van de diverse Management Accounting technieken.
3.3 Een indeling van Management Accounting technieken
Als men de drie invalshoeken uit de vorige paragraaf combineert, ontstaat er een blok dat is
opgebouwd uit 4 * 4 * 2 = 32 blokjes. Er was immers sprake van vier fasen uit de regel
kring, vier marktontwikkelingen en het twee-tal korte- en lange termijn. In figuur 3.2 is dit
zichtbaar gemaakt9• In deze paragraaf wordt getracht diverse Management Accounting
technieken10 te plaatsen in de diverse blokjes. Soms zal daarbij blijken dat een techniek in
meerdere vakjes geplaatst kan worden; dit geldt met name voor een aantal "klassieke leer
stukken'~ als bijvoorbeeld kostenallocatie. Het zal ook blijken dat sommige vakjes eigenlijk
niet gevuld kunnen worden. Eén bepaalde techniek wordt in deze paragraaf uitgezonderd;
namelijk het budget en vooral de nacalculatie van het budget, hieraan is een aparte para
graaf gewijd (3.4).
periodieke planning, lange termijn Hierbij moet men in eerste instantie denken aan het strategisch plan en het capaciteitsbud
get. Maar ook technieken als PPBS, Zero Base Budgeting en kerntakenbudgettering kunnen
hier het beste ondergebracht worden. Kenmerkend voor deze technieken is immers dat ze
weliswaar vooraf gaan aan een operationeel (korte termijn) budget, maar dat ze toch duide
lijk een langere termijn planninghorizon omvatten. Ook een techniek als Activity Based
Management kan hier geplaatst worden. Tenslotte plaatsen we hier de al eerder genoemde
transfer prijzen. Op de vraag voor welke marktontwikkelingen deze technieken bedoeld
zijn, is minder makkelijk een antwoord te geven. In ieder geval is het duidelijk dat efficiencydoelstellingen zijn te herleiden uit de fmanciële cijfers waaruit dergelijke budgetten zijn
opgebouwd. Daarnaast zal in een strategisch plan een lange termijn visie op het assortiment
• Natuurlijk zijn er ook andere invalshoeken denkbaar om tot een indeling van Management Accounting technieken te komen. Zie bijvoorbeeld Bakke & Heliberg [1991] die de beslissingshorizon combineren met de aanwezigheid van capaciteitsknelpunten. Groot merkt het volgende op: "Zo lijkt het erop dat het gebruik van Management Accounting informatie samenhangt met het hiërarchisch niveau in de organisatie, de periode die wordt beschouwd en de junctie die wordt uitgeoefend (Groot [1994 p. 13]). Zie ook eerdere opmerkingen (Corbey & Kokke [1993a, l993b]).
10 Voor de geëigende literatuurverwijzingen bij de diverse Management Accounting technieken zij men verwezen naar hoofdstuk 2.
48
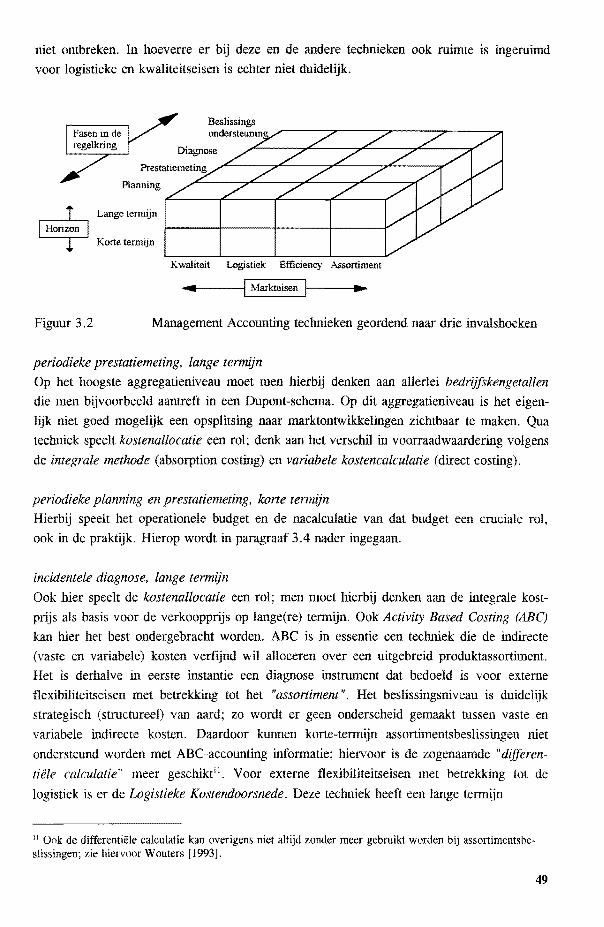
niet ontbreken. In hoeverre er bij deze en de andere technieken ook ruimte is ingeruimd
voor logistieke en kwaliteitseisen is echter niet duidelijk.
Lange tennijn
Korte termijn
Kwaliteit Logistiek Efficiency Assortiment
....... -----11 Markteisen 11----.......
Figuur 3.2 Management Accounting technieken geordend naar drie invalshoeken
periodieke prestatiemeting, lange termijn
Op het hoogste aggregatieniveau moet men hierbij denken aan allerlei bedrijfskengetallen
die men bijvoorbeeld aantreft in een Dupont-schema. Op dit aggregatieniveau is het eigen
lijk niet goed mogelijk een opsplitsing naar marktontwikkelingen zichtbaar te maken. Qua
techniek speelt kostenallocatie een rol; denk aan het verschil in voorraadwaardering volgens
de integrale methode (absorption costing) en variabele kostencalculatie (direct costing).
periodieke planning en prestatiemeting, korte termijn
Hierbij speelt het operationele budget en de nacalculatie van dat budget een cruciale rol,
ook in de praktijk. Hierop wordt in paragraaf 3.4 nader ingegaan.
incidentele diagnose, lange termijn
Ook hier speelt de kostenallocatie een rol; men moet hierbij denken aan de integrale kost
prijs als basis voor de verkoopprijs op lange(re) termijn. Ook Activity Based Casting (ABC)
kan hier het best ondergebracht worden. ABC is in essentie een techniek die de indirecte
(vaste en variabele) kosten verfijnd wil allaceren over een uitgebreid produktassortirnent.
Het is derhalve in eerste instantie een diagnose instrument dat bedoeld is voor externe
tlexibiliteitseisen met betrekking tot het "assortiment". Het beslissingsniveau is duidelijk
strategisch (structureel) van aard; zo wordt er geen onderscheid gemaakt tussen vaste en
variabele indirecte kosten. Daardoor kunnen korte-termijn assortimentsbeslissingen niet
ondersteund worden met ABC-accounting informatie; hiervoor is de zogenaamde "differen
tiële calculatie" meer geschikt 11• Voor externe tlexibiliteitseisen met betrekking tot de
logistiek is er de Logistieke Kostendoorsnede. Deze techniek heeft een lange termijn
11 Ook de differentiële calculatie kan overigens niet altijd zonder meer gebruikt worden bij assortimentsbeslissingen; zie hiervoor Wouters [ 1993].
49
diagnostisch karakter en is bedoeld voor logistieke flexibiliteitseisen. Deze techniek wordt
in hoofdstuk 4 uitvoerig behandeld. V oor eisen met betrekking tot kwaliteit is er het zoge
naamde kwaliteitskostenonderzoek; met deze techniek worden kwaliteitskosten gerangschikt
als preventie-, controle- dan wel faalkosten. Dit gebeurt zonder verdere analyse naar be
invloedbaarheid (vast-variabel). We concluderen dat dit een lange termijn diagnose instru
ment is. Zie bijvoorbeeld Govers [1985] voor een beschrijving van deze techniek.
incidentele diagnose, korte termijn Deze blokjes blijven leeg. Dit wil zeggen dat ons geen Management Accounting technieken
bekend zijn die expliciet gericht zijn op diagnose voor de korte termijn. Dit wil natuurlijk
niet zeggen dat er uit de lange termijn diagnose instrumenten helemaal geen diagnostische
informatie voor de korte termijn zou zijn af te leiden. Tenslotte werd al eerder opgemerkt
dat het onderscheid korte versus lange termijn niet messcherp is. Op deze vraag wordt in
hoofdstuk 4 nader ingegaan (specifiek voor de logistieke flexibiliteitseisen).
incidentele beslissingsondersteuning, lange termijn Hier passen allereerst de technieken voor investeringsselectie. In essentie zijn deze technie
ken (en met name de Netto Contante Waarde berekening) universeel; hiermee wordt be
doeld dat deze inzetbaar zijn bij allerlei soorten verbeteracties (zowel op het gebied van de
logistiek als kwaliteit, en dergelijke meer. Target Costing hoort hier ook thuis, zij het dat
Target Costing specifiek bedoeld is voor assortimentsvraagstukken. Tenslotte noemen we
hier Life-Cycle Costing, een techniek die ook bedoeld is voor lange termijn beslissingson
dersteuning met betrekking tot het assortiment, zij het dat hier met name aandacht wordt
besteed aan de steeds korte produkt-levenscycli mede in relatie tot ontwikkelkosten, onder
houd en dergelijke meer.
incidentele beslissingsondersteuning, korte termijn Allereerst hoort hierbij de al eerder genoemde differentiële calculatie. Daarnaast noemen
we de knelpuntscalculatie. Beide hebben betrekking op assortimentsbeslissingen. Dit geldt
ook voor Direct Product Profitability; in essentie probeert men met deze techniek de bijdra
ge per knelpuntfactor (meestal ruimte) te maximaliseren over het gehele produktassorti
ment. Sterk gerelateerd aan de knelpuntscalculatie is Throughput Accounting; het is een
techniek die vooral gericht is de situatie van korte levertijden enerzijds en capaciteitsknel
punten anderzijds. Tenslotte noemen we hier nog methoden en technieken uit de Operations Research (OR); men denke hierbij aan Lineaire Programmering bij bijvoorbeeld assorti
mentsbeslissingen en de economische seriegrootte. Beide technieken komen nog uitvoerig
aan bod in de hoofdstukken 7 en 8. Overigens zijn sommige OR beslissingen ook mogelijk
voor beslissingsondersteuning op de langere termijn; een en ander hangt sterk af van de
modelbouw en met name van de vraag welke kosten bij de optimalisering worden betrok
ken.
50
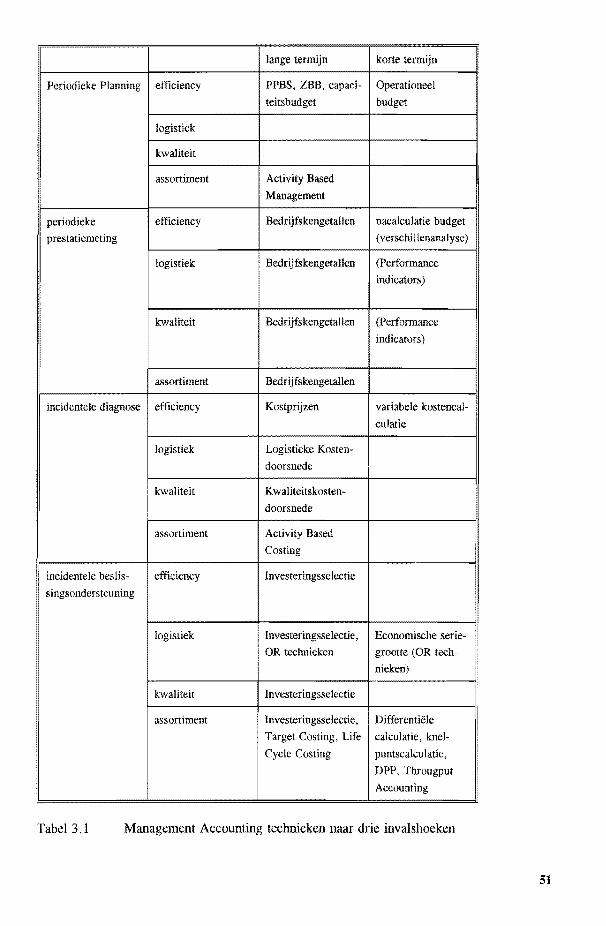
lange termijn korte termijn
Periodieke Planning efficiency PPBS, ZBB, capaci- Operationeel
teitsbudget budget
logistiek
kwaliteit
assortiment Activity Based
Management
periodieke efficiency Bedrijfskengetallen nacalculatie budget
prestatiemeting (verschillenanalyse)
logistiek Bedrijfskengetallen (Performance
indicators)
kwaliteit Bedrijfskengetallen (Performance
indicators)
assortiment Bedrijfskengetallen
incidentele diagnose efficiency Kostprijzen variabele kostencal-
culatie
logistiek Logistieke Kosten-
doorsnede
kwaliteit Kwaliteitskosten-
doorsnede
assortiment Activity Based
Costing
incidentele beslis- efficiency Investeringsselectie
singsondersteuning
logistiek Investeringsselectie, Economische serie-
OR technieken grootte (OR tech-
nieken)
i kwaliteit lnvesteringsselectie
assortiment Investeringsselectie, Differentiële
Target Costing, Life calculatie, knel-
Cycle Costîng puntscalculatie,
DPP, Througput
Accounting
Tabel 3.1 Management Accounting technieken naar drie invalshoeken
51
Het geheel van Management Accounting technieken is nog eens samengevat in tabel 3.1; er
is hier overigens voor een tabel gekozen en niet voor de blokvorm uit figuur 2 om reden
van grafische duidelijkheid.
Als men tabel 3.1 beschouwt, dan valt op dat met name in de sfeer van de korte termijn
incidentele diagnoses geen Management Accounting technieken zijn ingevuld. Nu is het de
vraag of dit erg is, men zou immers kunnen stellen dat deze diagnose functie ook vervuld
kan worden door middel van de periodieke prestatiemeting (voor de korte termijn) of door
de lange termijn diagnose functie. Vergelijk in dit verband de eenvoudige regelkring van
figuur 3.1.
Op de vraag of de periodieke prestatiemeting de diagnose functie kan vervullen, wordt in
de volgende paragraaf ingegaan; of de lange termijn diagnose technieken kunnen voldoen,
komt in hoofdstuk 4 aan de orde. Hierbij wordt wel een beperking aangebracht; er wordt
met name nagegaan hoe de periodieke prestatiemeting (verschillenanalyse) relevante infor
matie kan aandragen voor de situatie waarin logistieke markteisen aan de organisatie wor
den gesteld. Geanalyseerd wordt in hoeverre de verschillenanalyse geschikt is als periodiek
prestatiemeting voor de korte termijn als een onderneming geconfronteerd wordt met scher
pe(re) markteisen met betrekking tot levertijd en leverbetrouwbaarheid. De overige externe
markteisen efficiency, kwaliteit en assortiment, blijven verder buiten beschouwing.
3.4 Prestatiemeting voor de korte termijn: de verschillenanalyse
In deze paragraaf wordt eerst ingegaan op de statische situatie; dit begrip kwam reeds in
paragraaf 1.4. ter sprake; vervolgens komt de dynamische situatie aan de orde, dit gebeurt
aan de hand van de vier basisvormen van flexibiliteit die in hoofdstuk 1 zijn besproken. In
deze paragraaf wordt gesproken over de controller; hiermee wordt de functionaris die
verantwoordelijk is voor de (Management Accounting) informatievoorziening bedoeld.
3.4.1 De verschillenanalyse in de statische situatie
In de statische marktsituatie produceert men een gering aantal standaard produkttypes waar
van de afname goed voorspeld kan worden. De klanten kiezen vooral op grond van de
prijs; daardoor is efficiency in de voortbrenging van het grootste belang. De produktlevens
cycli zijn lang, vaak even lang als de technische levensduur van de duurzame produktiemid
delen. Dit maakt dat bij de beslissing over de aanschaf van capaciteit (oorzaak van "con
stante kosten") een goed inzicht bestaat in de aanwending van die capaciteit over de gehele
levensduur van het duurzame produktiemiddeL
Men streeft naar een hoge bezetting omdat de constante kosten dan verdeeld kunnen worden
over zoveel mogelijk produkten. Hiertoe dient fabricage efficiënt en in grote series te
52
geschieden. Dit laatste is belangrijk omdat dan de omsteltijden gering zijn (en een hoge
bezetting dus binnen bereik komt). Een order wordt rechtstreeks vanuit de voorraden
eindprodukt aan de klant geleverd; deze voorraden worden dus planmatig en onafhankelijk
van de actuele klantvraag aangemaakt. De produktie is als het ware ontkoppeld van de
marktvraag door voorraden eindprodukt.
In deze produktiesituatie kan de efficiency uitstekend bewaakt worden met behulp van
informatie die met de verschillenanalyse wordt verkregen. Deze laat immers zien waarin de
gerealiseerde produktie afwijkt van het plan (budget). Zoals bekend worden afwijkingen
uitgesplitst i1aar de componenten "bezettingsresultaat", "prijsresultaat", "efficiencyresul
taat", "bestedingsresultaat", e.d. Het plan of budget zelf, dat ruim van tevoren (eigenl~jk al
bij de aanschaf van de capaciteit) is opgesteld, hoeft niet ter discussie te staan want dat
blijft geldig in de statische situatie.
Natuurlijk schetsen we hier het ideaaltype van de statische situatie, maar het is toch goed
dat men zich realiseert dat ejjiciency en effectiviteit in dit concept hand in hand gaan. De
effectiviteitsvraag ("Maken wij eigenlijk wel wat de klant wil?") hoeft slechts eenmalig aan
de orde te zijn en wel bij de aanschaf van capaciteit. Aangezien klanten zich blijven gedra
gen conform voorspelling hoeven we bij de aanwending van de capaciteit slechts te kijken
of we zo goedkoop mogelijk (prijs, efficiency) de voorspelde klantenvraag (bezetting)
produceren. Een permanente effectiviteitsmeting naast de verschillenanalyse is dus niet
nodig. Ook de vraag of men misschien iets anders had moeten produceren is niet aan de
orde; deze zogenaamde "opportunity costs" 12 van aanwending van capaciteit zijn bij de
aanschaf van capaciteit (de opstelling van plan en budget) voor de levensduur van de inves
tering geminimaliseerd (zie ook Wouters [1993]).
3.4.2 De verschillenanalyse in de dynamische situatie
Logistiek management heeft tot taak de afgesproken klantenorders op tijd uit te leveren met
een zo gering mogelijke inzet van middelen. Deze defmitie bevat zowel een effectiviteits
component (afgesproken klantenorders) als een efficiency-component (zo gering mogelijke
inzet van middelen). In de vorige paragraaf hebben we gezien dat men in de ideaaltypische statische situatie kan volstaan met een verschillenanalyse. Indien de klanten nu echter een
scherpere levertijd bedingen of een hogere leverbetrouwbaarheid, dan dient er een herover
weging plaats te vinden.
12 " •.• the maximum contribution that is foregone by using limited resources for a particular purpose"
(Foster & Horngren [1987, p. 314.]) Men spreekt ook wel van "de gederfde opbrengsten van het beste niet gekozen alternatief".
53
familie- en typeflexibiliteit Bij familie- en typeflexibiliteit verandert de produkteigenschap tijdigheid. In dit geval
verschaft het geproduceerde volume (de bezetting) nietmeer voldoende inzicht in de effecti
viteit van het voortbrengingsproces. Het geproduceerde volume kan nu immers te laat ter
beschikking komen waardoor marktaandeelverlies enlof boetes het gevolg kunnen zijn.
Deze gederfde opbrengsten en kosten worden niet zichtbaar gemaakt in de verschillenanaly
se. Het logistiek management kan dus niet meer uitsluitend beoordeeld worden met een
verschillenanalyse; men zal de metingen moeten uitbreiden met een indicator voor de
leverbetrouwbaarheid; bijvoorbeeld de servicegraad. Dit klinkt overigens gemakkelijker dan
het in de praktijk is, zoals in hoofdstuk 5 zal blijken. Uit het praktijkonderzoek van Drury
e.a. [1993] blijkt dat in lang niet alle onderzochte bedrijven niet-fmanciële performance
indicators, zoals de servicegraad, worden gehanteerd. Voort merken zij op dat "·:·in many
cases, these measures are not produced by accountants" (Drury e.a. [1993, p. 30]). Toch
zal juist de controller zich moeten realiseren dat bij verscherpte leveringseisen hantering
van uitsluitend de verschillenanalyse onvoldoende inzicht biedt in de logistieke prestaties.
Naast familie- en typeflexibiliteit werd in hoofdstuk l ook gesproken over volume en
mixflexibiliteit. In de statische situatie gaat men uit van een zeker (jaarlijks) volume van de
klantenvraag. Dit totale volume is dan verdeeld over de bestaande produkttypen; dit noemt men de mix. Beide grootheden zullen wijzigen bij niet stabiele omstandigheden die zich in
een dynamische situatie voordoen.
volumeflexibiliteit Laten we eens aannemen dat het vraagvolume een tijd lang afneemt. Indien men het logis
tiek management uitsluitend confronteert met de verschillenanalyse, dan is er eigenlijk geen
reden tot ingrijpen. Men houdt de bezetting in de produktie hoog en indien men dit reali
seert tegen goede efficiency en prijsresultaten, dan doet het Logistiek Management het volgens de informatie uit de verschillenanalyse goed. Zelfs al zou men de meting hebben uitgebreid met leverbetrouwbaarheidcijfers dan is er nog geen reden tot ingrijpen. De kans
is namelijk groot dat deze cijfers nu juist omhoog gaan bij een volumedaling; men hoeft
immers minder klantvraag te bedienen met hetzelfde produktieapparaat Ogenschijnlijk is
alles dus meer dan in orde.
Dit is uiteraard maar een halve waarheid. Immers de voorraad gereed produkt zal stijgen
indien men conform bezettingsnorm blijft produceren terwijl de klantvraag is afgenomen.
Aanhouding van die voorraden is niet gratis; er zijn op zijn minst extra vermogenskosten en
opslagkosten mee gemoeid. Nog erger wordt het als deze voorraad risico's incourant (be
derf!) kent. Deze situatie kan dus op de langere termijn verliesgevend zijn, terwijl de
verschillenanalyse (zelfs met leverbetrouwbaarheidcijfers) dit niet zichtbaar maakt.
54

Nu zal men opmerken dat verlaging van de bezetting, waardoor de extra voorraad niet
ontstaat, ook verliesgevend is en wel meteen! Dit is juist en dit is dan ook meteen een van
de meest complexe (logistieke) vraagstukken. De vraag is in feite: accepteert men bij een
volumedaling een extra hoeveelheid voorraad (met alle kosten en langere termijn (incou
rant) risico's (zoals toekomstige verliezen en/of toekomstige voorzieningen) of "neemt" men
meteen een bezettingsverlies? En wat als later de vraag bovenmatig toeneemt? Als men het
bezettingsverlies "nu neemt" dan is er "straks" misschien capaciteit tekort. Extra voorraad
was dan welkom geweest.
Hieruit volgt dat de controller dus niet kan volstaan met een analyse van voor- en nacalcu
latie en de indicator voor Ieverbetrouwbaarheid. Ook de voorraadhoogtes (gereed produkt
en "onderhanden werk") dienen bij de analyse te worden betrokken. Alleen dan kan de
afweging "bezettingsverlies versus voorraad" zichtbaar gemaakt worden.
Wat ziet men als het volume stijgt? Het logistiek management zal dan geneigd zijn om extra
capaciteit in te zetten om de leverbetrouwbaarheid op peil te houden. Deze extra capaciteit
zal in eerste instantie geen duurzaam produktiemiddel betreffen. Vaak zien we dat men
kiest voor maatregelen als overwerk, uitbesteding, pauze-systemen of zelfs een tijdelijke
extra ploeg. In de verschillenanalyse ziet men deze maatregelen (uitbesteding uitgezonderd)
in elk geval terug in een bezettingswinst. Toch moet de controller ook hier alert zijn want
deze maatregelen gaan gepaard met extra uitgaven, die niet altijd "vanzelf" worden meege
nomen in de analyse. Vaak "verdwijnen" uitzendkrachten in een exploitatieoverzicht, net als
uitbestedingen. Het verband van deze uitgaven met de bezettingswinst is dan moeilijker te
leggen. De controller moet bovendien het logistiek management informatie geven over de
goedkoopste maatregel(en), want de uitgaven per maatregel kunnen fors verschillen. Hierop
wordt in hoofdstuk 8 nader ingegaan.
mixflexibiliteit
Naast het totale volume van de vraag, is er ook de mix; dit is de vraag naar individuele
produkttypen. De vraag naar ieder individueel produkttype hoeft natuurlijk niet gelijk
verdeeld te zijn over het totaal. Zo onderscheidt men bijvoorbeeld "langzaamlopers" en
"snellopers".
Nu kan het zijn dat het totale volume weliswaar constant blijft, maar dat er binnen dit
volume voortdurend mixwijzigingen optreden. In dit geval geeft de verschillenanalyse in
eerste instantie geen signaal, want deze is (vrijwel altijd) gebaseerd op het volume. Toch
kan het logistiek management door deze mixwijzigingen in de problemen gebracht worden.
Wegens het bezettingsresultaat wil men namelijk in grote series produceren. Dit gaat in het
algemeen gepaard met lange doorlooptijden van de individuele series. Als men dus door een
mixwijziging plotseling buiten voorraad raakt, kan men niet snel reageren tenzij men in
grijpt in de geplande grote series en extra series draait om de niet voorradige produkten
55
versneld aan te maken. (Zie bijvoorbeeld Bertrand [1990]). Dit kan echter weer niet zonder
extra steltijdverliezen. Met andere woorden: er is altijd meer capaciteit nodig. Zonder extra
capaciteit wordt namelijk de voorraadpositie van de produkten waarvan van de series wer
den "afgebroken" in gevaar gebracht en loopt de leverbetrouwbaarheid van deze produkten
vervolgens gevaar. Qua leverbetrouwbaarheid bereikt men dan weinig.
3 .4.3 Gebrek aan relevante informatie
De onderneming die geconfronteerd wordt met scherpe(re) markteisen met betrekking tot
levertijd en/of leverbetrouwbaarheid, zal reden hebben tot bijsturing of herplanning. Het is
in het voorafgaande gebleken dat de verschillenanalyse hiertoe onvoldoende aanknopings
punten biedt. Relevante informatie ontbreekt met betrekking tot leverbetrouwbaarheid,
voorraadniveaus (ook van onderhanden werk) en incidentele capaciteitsinzet. Dit betekent
dat het management op basis van de verschillenanalyse onvoldoende geïnformeerd over de
noodzaak van bijsturing of herplanning.
Uit het onderzoek van Drury e.a. [1993] is bekend dat de verschillenanalyse in de praktijk
zeer veel wordt toegepast en aanvullende prestatie-indicatoren in veel mindere mate. Voor
de onderneming die geconfronteerd wordt met toenemende externe logistieke eisen, zal het
in veel gevallen dus onduidelijk zijn wat hiervan de consequenties zijn. In de praktijk
betekent dit dat de roep om additionele informatie steeds sterker zal worden; in de regcl
kring is dit de functie van incidentele diagnose. Merk daarbij op dat uit de analyse van de
verschillenanalyse blijkt dat het management in eerste instantie reageert op toenemende
flexibiliteitseisen door de inzet van operationele maatregelen. Dit betekent dat de incidentele
diagnose vooral hierop gericht zal moeten zijn. In hoofdstuk 4 wordt hierop teruggekomen
bij de behandeling van de Logistieke Kostendoorsnede.
3.5 Afbakening onderzoek
In hoofdstuk 1 werd externe flexibiliteit gedefinieerd als het reactievermogen van de organi
satie in relatie tot veranderingen in de vraag naar produkten en diensten; het ging in sys
teemtheoretische termen om de snelheid waarmee en de mate waarin de organisatie kon
reageren op veranderingen in de gewenste output G. In het vervolg wordt de aard van deze
wijzigingen in G beperkt: er wordt uitsluitend ingegaan op logistieke wijzigingen in G, dat
wil zeggen dat alleen veranderingen die tot uiting komen in scherpere markteisen met
betrekking tot levertijd enlof leverbetrouwbaarheid onderwerp zijn van dit proefschrift.
Een tweede beperking is de keuze voor industriële produktiesituaties. Werd er in het voor
gaande nog gesproken over produkten en/of diensten, in het navolgende beperken we ons
tot (materiële) prodokten die op industriële wijze worden voortgebracht.
56

In hoofdstuk 2 werden de ontwikkelingen in het vakgebied Management Accounting onder
scheiden in enerzijds de ontwikkelingen naar een economische organisatietheorie en ander
zijds de ontwikkeling van nieuwe Management Accounting technieken. In het navolgende
beperken we ons tot de Management Accounting technieken; hierbij wordt dus aangesloten
bij opvattingen van onder meer Kaplan (zie citaat paragraaf 2.3.2) en Atkinson (zie citaat
paragraaf 2.4). Deze auteurs pleiten voor een verdere ontwikkeling van de Management
Accounting technieken; mede omdat de economische organisatietheorie voorlopig nog
nauwelijks tot praktische toepassingen kan leiden.
In paragraaf 3.2.1 werd aan de hand van een eenvoudige regelkring betoogd dat de Mana
gement Accounting technieken diverse functies kunnen vervullen. De vierde beperking is
dat in dit proefschrift is dat de relevante Management Accounting technieken voor de
incidentele diagnose en beslissingsondersteuning centraal staat. We hebben gezien dat voor
de diagnose-functie geen technieken bestaan en dat ook de periodieke prestatiemeting (ver
schillenanalyse) deze functie niet kan vervullen. De keuze om naast de incidentele diagnose
ook de beslissingsondersteuning nader te bekijken, vloeit voort uit het feit dat de uitkomsten
van een incidentele diagnosefase veelal aanleiding geven tot herplanning en/of bijsturing.
Hierbij speelt de informatie uit de diagnose een belangrijke rol; deze kan vaak dienen als
input bij de beslissingsondersteuning. Uiteindelijk kan een en ander leiden tot een aangepas
te planning en een aangepaste periodieke prestatiemeting; hierop wordt in het laatste hoofd
stuk nader ingegaan.
Als het Logistiek Management reageert op de gewijzigde externe flexibiliteitseisen, dan zal
dat in eerste instantie vaak gebeuren door de inzet van operationele maatregelen. Dit heeft
alles te maken met de reactietijd van de structurele maatregelen en met het feit dat men
huiverig is (gezien het onvoorspelbare karakter van de externe flexibiliteitseisen) om meteen
over te gaan op structurele maatregelen. Dit betekent dat de diagnose en beslissingsonder
steuning vooral gericht is op de korte termijn operationele flexibiliteit en de bijbehorende
maatregelen. In het laatste hoofdstuk wordt stilgestaan bij de overgang van operationele
maatregelen naar structurele.
Samengevat gaat dit proefschrift over de ontwikkeling van Management Accounting tech
nieken die in het kader van incidentele diagnose en beslissingsondersteuning op operationeel
niveau toepasbaar zijn bij industriële produktieorganisaties die logistiek flexibel(er) moeten
en willen zijn.
Er werd eerder geconstateerd dat er geen Management Accounting techniek is voor de
incidentele (logistieke) diagnose op operationeel niveau. In het volgende hoofdstuk wordt
een dergelijke techniek ontwikkeld. Dit betekent dat er sprake is van een ontwerp. Voorts is
het ontwerp (de diagnose) toegepast in een twaalftal gevalstudies. In het deel over beslis
singsondersteuning is ook gebruik gemaakt van gevalstudies, maar op een andere manier
57
dan bij de diagnose. Deze aanpak van bedrijfskundig onderzoek is methodologisch gezien
nog geen gemeengoed. In de volgende paragraaf wordt daarom aandacht besteed aan metho
dologische aspecten.
3.6 Enige methodologische opmerkingen
3.6.1 Ontwerpgericht onderzoek
In het voorafgaande werd duidelijk gemaakt dat er geen Management Accounting techniek
is voor de incidentele (logistieke) diagnose op operationeel niveau. Daarnaast werd in
paragraaf 3 .4 aangetoond dat de in de praktijk veel toegepaste periodieke prestatiemeting
(verschillenanalyse) deze functie niet goed kan vervullen13• Er is dus aanleiding om een
dergelijke diagnosetechniek te ontwikkelen. De keuze om een dergelijke techniek te ontwik
kelen heeft methodologische consequenties. Deze methodologische consequenties hebben
betrekking op het feit dat men zich bij een ontwikkeldoelstelling niet zonder meer kan
bedienen van paradigma's uit de formele- of de empirische wetenschappen, maar ook het
paradigma van de ontwerpwetenschappen zal moeten benutten; zie Van Aken [1994a]. Deze
auteur merkt op:
"De missie van een ontwerpwetenschap is het ontwikkelen van kennis voor het ont
werpen van artefacten en/of het verbeteren van bestaande entiteiten. De toets is of die
kennis onder de aangegeven omstandigheden bijdraagt aan het beoogde resultaat. Men
zou kunnen zeggen dat de empirische wetenschappen zich bezighouden met datgene
wat is en de ontwerpwetenschappen met datgene wat kan zijn."
(Van Aken [1994a, p.l8])
De schoen wringt veelal bij de "toets" in de bovenstaande defmitie. Wanneer "werkt" een
ontwerp? In de empirische wetenschappen is men gewend het antwoord op de vraagstelling
te onderbouwen met nauwkeurige statistische analyses; bij een ontwerp is dit veel minder
goed mogelijk. Vaak moet men zich behelpen met "de statistiek van één geval". Hoe ple
zierig het ook is voor de manager of bedrijfskundige professional als het ontwerp "werkt"
in dat ene geval14; vanuit wetenschappelijk standpunt geldt het adagium "één gevalstudie is
geen gevalstudie" (Van Aken [1994a, p. 23]).
13 In hoofdstuk 4 zal aangetoond worden dat deze functie ook: niet goed door de incidentele lange termijn (logistieke) diagnose kan worden vervuld.
14 Men moet zich hierbij realiseren dat een ontwerp in de praktijksituatie op talloze manieren kan "werken". Gaat het bijvoorbeeld om het criterium winstverbetering, marktaandeel of cultuur? Hierover dient men natuurlijk vóóraf een uitspraak: te doen (inclusief operationalisatie!). Daarbij komt nog het probleem dat toepassing van het ontwerp in de praktijk kan leiden tot (ongewenste) "Hawthorne effecten" waardoor het onduidelijk is of het succes van het ontwerp nu te wijten is aan het ontwerp of aan het feit dat er een "interventie" door bijvoorbeeld een bedrijfskundig professional heeft plaatsgevonden.
58
3.6.2 Diagnosetechniek en gevalstudies
In het volgende hoofdstuk wordt een Management Accounting techniek voor incidentele
diagnose doeleinden ontwikkeld. Een dergelijk ontwerp dient gebaseerd te zijn op uitgangs
punten die zo goed mogelijk beschreven worden. Dit gebeurt in Hoofdstuk 4. Vervolgens is
dit ontwerp toegepast in een twaalftal gevalstudies. Ofschoon er hier dus sprake is van de
statistiek van meer dan één geval, is toch niet onderzocht of de methode "werkt". Er is
bijvoorbeeld niet nagegaan in hoeverre de methode bijvoorbeeld bijdraagt aan de winstge
vendheid per geval of dergelijke doelstellingen meer.
In plaats daarvan heeft het accent bij de gevalstudies sterk gelegen op de beschikbaarheid van relevante informatie. Er is steeds nagegaan in hoeverre de informatie die nodig is voor
de diagnose reeds voorhanden was binnen de organisatie. Als deze informatie niet voorhan
den was, dan werd steeds geprobeerd om met de in de organisatie aanwezige gegevens toch
de benodigde informatie te produceren. Hierbij werd steeds uitvoerig gerapporteerd welke
gegevens hiervoor gebruikt werden en waar deze gegevens vandaan kwamen. In Hoofdstuk
5 wordt hiervan verslag gedaan. Per geval wordt aangegeven welke informatie reeds be
schikbaar was, en welke informatie door "veredeling van bestaande gegevens" nog gepro
duceerd moest worden. Tevens wordt aangegeven welke moeilijkheden zich voordeden bij
dit "veredelingsproces". Kortweg zou men kunnen zeggen dat de doelstelling van de geval
studies was na te gaan of het ontwerp uitvoerbaar is.
Door het accent te leggen op de beschikbaarheid van relevante informatie per geval en de
mogelijkheden deze informatie alsnog te produceren, is strikt genomen gekozen voor een
onderzoeksopzet die meer hoort bij empirisch onderzoek dan bij ontwerpgericht onderzoek.
Het nadeel van deze keuze is evident: er kan door middel van deze onderzoeksopzet niet
aannemelijk gemaakt worden dat de methode "werkt". Voor deze vraag hadden de gevalstu
dies veel meer opgezet moeten worden in de vorm van bijvoorbeeld een reflectieve cyclus
(Van Aken [1994a]).
Dit wil echter niet zeggen dat er geen conclusies verbonden kunnen worden aan de uitkom
sten van de twaalf gevalstudies. De gevalstudies moeten gezien worden in het licht van wat
Vosselman [1993] in navolging van KapJan [1964] noemt "de holistische patroonvorm van
verklarend onderzoek" (Vosselman [1993, p. 333]). Dit betekent dat de gevalstudies zijn
uitgevoerd om een patroon te ontdekken dat zich als het ware aftekent "boven de individue
le gevallen". Ryan, Scapens en Theobald [1992, p. 117] spreken in dit verband over het
onderscheid tussen "theoretica! generalizations" en "statistica! generalizations". Aan het
einde van Hoofdstuk 5 wordt nagegaan in hoeverre enige generalisatie mogelijk is.
Er zijn twaalf gevalstudies uitgevoerd in de periode vanaf juni 1990 tot eind 1991. De
eerste gevalstudie betrof een pilot-study waarin het diagnose-ontwerp op zijn bruikbaarheid
59
werd getoetst en op kleine punten werd aangepast. Vervolgens is een handleiding van 42
pagina's geschreven waarin de uitvoering van de diagnose gedetailleerd werd vastgelegd
(Corbey, Jansen, De Vos & Wolff [1990]).
De overige elf diagnoses zijn bij bedrijven uitgevoerd door studenten van de Technische
Universiteit Eindhoven. Deze studenten functioneerden als projectuitvoerder in een werk
groep per bedrijf, waarin tevens een projectleider van het bedrijf zitting had (meestal de
logistiek manager) en een medewerker van de universiteit als adviseur. De geplande door
looptijd per gevalstudie was, inclusief rapportage, 10 weken. Het proces van gegevens
verzameling nam (gepland) 8 weken in beslag waarbij wekelijks de voortgang werd bespro
ken in een werkgroepvergadering. Het accent in de rapportage lag sterk op de vraagstelling
of de diagnose informatie beschikbaar was, en zo nee, welke gegevens en eventuele (steek
proef)technieken gebruikt zijn om de informatie alsnog te kunnen produceren. De gevalstu
dies zijn niet gelijktijdig uitgevoerd. Zoals gezegd is er één pilot project geweest dat geleid
heeft tot kleine modificaties in het ontwerp. Daarna is een viertal gevalstudies gelijktijdig
gestart en na deze fase, gelijktijdig nog een drietal. Deze gevalstudies vonden plaats binnen
het al eerder genoemde concern. Daarna hebben op incidentele basis nog een viertal geval
studies plaatsgevonden. Door deze aanpak is veel ruimte gecreëerd voor reflectie; hiervoor
wordt ook gepleit door Van Aken [1994a, p. 23]. Toch is er geen aanleiding geweest om
het diagnose instrument na de pilot fase te modificeren15• Zo wordt de eerder genoemde
handleiding nog steeds ongewijzigd gehanteerd.
De gekozen werkwijze bij de uitvoering van de gevalstudies vertoont veel overeenkomsten
met het twaalf-stappenplan voor case research dat onlangs is gepubliceerd is door Biemans
en Van der Meer-Kooistra [1994a, 1994b]. Dit is ons inziens vooral het gevolg van de
strakke organisatie die opgezet is bij de uitvoering van de hier beschreven gevalstudies;
denk hierbij aan de handleiding en de projectorganisatie.
3.6.3 Beslissingsondersteuning en gevalstudies
De hoofdstukken 6 tot en met 8 gaan over de fase van de incidentele beslissingsondersteu
ning. Hoofdstuk 6 is daarbij grotendeels beschrijvend van aard; er wordt ingegaan op de
vraag wat men moet verstaan onder "logistiek verbeteren~. Hierbij wordt aangesloten bij de
benadering van Hoekstra en Romme [1993]. Deze aanpak wordt al redenerend enigszins
genuanceerd. Daarnaast wordt ingegaan op problemen rondom investeringsselectie. Dit
hoofdstuk is inleidend van aard; de bevindingen komen tot stand via logisch redeneren, dus
zonder empirische toets. In de hoofdstukken 7 en 8 worden twee beslissingsondersteunende
technieken uitgewerkt; het betreft de bepaling van de Economische Seriegrootte en de
15 Dit laatste betekent niet dat zonder meer geconcludeerd mag worden dat het model "werkt"; hiervoor is het accent bij de uitvoering te zeer empirisch gericht geweest en te weinig ontwerpgericht
60
optimale inzet van operationele capaciteitsverruimende maatregelen met behulp van Ge
mengd Geheeltallige Programmering.
Het onderzoek waarover in deze laatstgenoemde hoofdstukken wordt gerapporteerd, is
uitgevoerd in een praktijksituatie. Toch is de functie van de gevalstudie hier heel anders dan
in het voorafgaande. De gevalstudie dient in deze hoofdstukken als voorbeeld; dit betekent
dat de gevalstudie hier gezien moet worden in het licht van verkennend, exploratief onder
zoek (zie Biemans en Van der Meer-Kooistra [1994a, p. 54]). Dit betekent dat er geen
empirische evidentie wordt geclaimd; de bijdrage in deze hoofdstukken komt langs formele
weg tot stand (zie Van Aken [1994b]).
3.7 Samenvatting
In dit hoofdstuk is allereerst gepoogd de diverse Management Accounting technieken in te
delen naar een drietal gezichtspunten; namelijk de fase waarin de accounting techniek een
rol speelt in een (eenvoudige) regelkring, de markteisen (externe flexibiliteit) waar de
techniek op inspeelt en de termijn waarvoor de techniek is bedoeld. Uit deze analyse kwam
naar voren dat het schort aan Management Accounting technieken voor de korte termijn
logistieke markteisen; met name als het gaat om incidentele diagnose en, aansluitend, inci
dentele beslissingsondersteuning. Kort samengevat gaat dit proefschrift over de ontwikke
ling van Management Accounting technieken die in het kader van incidentele diagnose en
beslissingsondersteuning op operationeel niveau toepasbaar zijn bij industriële produktieorganisaties die logistiek flexibel(er) moeten en willen zijn.
In eerste instantie is een diagnose techniek ontworpen; vervolgens is deze techniek toege
past in een twaalftal gevalstudies. Er is dus sprake van ontwerpgericht onderzoek; zij het
dat niet is onderzocht of de methode "werkt". In plaats daarvan heeft het accent bij de uitvoering van de gevalstudies sterk gelegen op de beschikbaarheid van relevante informa
tie. Er is kortom nagegaan of het ontwerp uitvoerbaar is. In de hoofdstukken over beslis
singsondersteuning dient de gevalstudie slechts als voorbeeld; hier is sprake van exploratief
onderzoek en komt het resultaat langs formele weg tot stand.
61
Deel B:
METEN
65
Hoofdstuk 4
LOGISTIEKE GELDSTROOMDIAGNOSE;
IJlTGANGSPUNTEN EN ONTWERP
4.1 Inleiding
In het vorige hoofdstuk werd geconstateerd dat er geen Management Accounting techniek
voorhanden is voor de incidentele diagnose bij logistieke markteisen. Er werd tevens aange
toond dat de verschillenanalyse als periodieke prestatiemeting (voor de korte termijn) geen
plaatsvervangende rol kan vervullen. Nu bestaat er wel een logistieke diagnose techniek voor
de lange termijn: dit is de zogenaamde Logistieke Kostendoorsnede. Deze techniek wordt in
paragraaf 4.2 behandeld. Net als eerder bij de behandeling van de verschillenanalyse, doet
zich ook nu de vraag voor of deze diagnose techniek wellicht ook bruikbaar is voor de korte
termijn. Hierop wordt in paragraaf 4.3 ingegaan. Het blijkt dat de Logistieke Kostendiagnose
om een aantal redenen niet geschikt is om als korte termijn diagnose instrument te fungeren.
De argumenten hiervoor zijn zowel van logistieke als bedrijfseconomische aard. De uitgangs
punten voor het ontwerp van een nieuw instrument voor de korte termijn diagnose worden in
paragraaf 4.4 besproken. In paragraaf 4.5 wordt dan het ontwerp besproken; dit is de
Logistieke Geldstroomdiagnose. In paragraaf 4.6 wordt het ontwerp kort geëvalueerd.
4.2 Logistieke Kostendoorsnede
In de literatuur zijn meerderde diagnose technieken bekend. Gerenommeerde adviesbureaus
hebben veelal een eigen techniek ontwikkeld om een logistieke diagnose uit te voeren. Er
moet hierbij opgemerkt worden dat deze technieken vaak bestaan uit niet-financiële en
financiële componenten. Wegens de bedrijfseconomische invalshoek staat in deze paragraaf
de financiële component centraal. Voorbeelden van diagnosetechnieken zijn het "Stappenplan"
(Sharman [1986]) en de "Logistieke Diagnose" (Verstegen [1989]). Een overzicht van
standaardanalyses is te vinden in Schaafsma [1986]. De methoden van kostendoorlichting die
onderdeel uitmaken van deze technieken, worden hier samengevat onder de naam Logistieke
Kostendoorsnede.
67

Voor de kostendoorsnede worden de kosten van verschillende logistieke functies onder
scheiden: handling, opslag, transport, voorraad en beheersing. Als basis voor de indeling
wordt de materiaalstroom genomen.
Voor het onderzoek naar logistieke kosten worden gegevens gebruikt uit de budgetrealisatie
en de resultatenrekening, eventueel aangevuld met extra informatie van budgethouders over
verdeelsleutels. De herkomst van de kosten voor handling, extern transport, opslag, rente op
voorraad, incourantbeid en beheersing wordt in het navolgende uitgewerkt.
Hand.ling
De kosten voor handling worden berekend aan de hand van gegevens uit de budgetrealisatie
en schattingen van budgethouders. Uit de budgetten komen de gegevens over:
- afschrijving van hijswerktuigen en transportmiddelen;
kosten van reparatie en onderhoud;
- salaris, overuren en sociale lasten voor expeditiemedewerkers;
- kosten uitzendbureau expeditie;
overige hulpkosten.
Intern transport Om de salarissen en dergelijke meer voor intern transport te kunnen schatten moet er door
budgethouders binnen produktie worden aangegeven welk percentage van de tijd medewer
kers bezig zijn met intern transport, of hoeveel medewerkers speciaal belast zijn met het
intern transport.
Extern transport De kosten voor extern transport worden geschat aan de hand van de facturen van transpor
teurs. De kosten zijn namelijk meestal niet terug te vinden in de budgetten, maar worden
rechtstreeks in de resultatenrekening verwerkt.
Opslag
De opslagkosten worden berekend met gegevens uit de budgetrealisatie. De kostensoorten die
worden meegenomen, zijn:
- salarissen, overuren en sociale lasten voor magazijnmedewerkers;
hulpmaterialen en gereedschappen magazijn;
- kantoormiddelen en diversen magazijn;
- kosten uitzendkrachten magazijn;
- reparatie en onderhoud magazijn;
- afschrijving eigen magazijnen;
- doorberekende kosten magazijnen van derden.
68
Voorraden
De rentekosten van voorraden en onderhanden werk worden berekend met behulp gegevens
uit de resultatenrekening. Voorraden die uit marketing-, engineering- of service-overwegingen
worden aangehouden vallen niet onder de noemer "logistieke kosten". Zij worden buiten
beschouwing gelaten. Ook produkten die reeds naar de klant zijn verzonden, maar nog in het
financiële onderhanden werk zitten omdat de klant nog niet heeft betaald, vallen buiten de
logistieke kosten. De voorraadwaardering uit de resultatenrekening (integrale kostprijs) wordt
in de berekening overgenomen.
Incourantbeid De incourantbeid wordt berekend met gegevens uit de resultatenrekening. Daarbij wordt
gekeken naar de mate waarin gedurende die periode incourantbeid is afgeboekt. De kosten
incourant zijn gelijk aan de afname van de voorziening incourante voorraad verminderd met
de schrotopbrengst.
Beheersing De kosten van beheersing worden berekend aan de hand van gegevens uit de budgetrealisatie
en aanvullende informatie van budgethouders. De kosten van een computerafdeling zijn
slechts ten dele toe te schrijven aan logistiek.
De kostensoorten zijn:
- salarissen, overuren en sociale lasten inkoop en planning;
- kosten uitzendkrachten inkoop en planning;
- overige kosten inkoop en planning;
- doorbelaste salarissen, overuren en sociale lasten computerafdeling;
- doorbelaste kosten uitzendbureau computerafdeling;
- doorbelaste kosten van hardware (afschrijving mainframe);
- doorbelaste kosten van software.
Overzicht van logistieke kosten
Om de relatieve zwaarte van logistieke kosten te kunnen beoordelen ten opzichte van de
overige kosten is een maatstaf nodig. Een veel gebruikte maatstaf hiervoor is de verhouding
tussen het totaal aan logistieke kosten en de toegevoegde waarde. De verdeling van logistieke
kosten over de categorieën transport, handling, opslag, voorraad, incourantbeid en beheersing
wordt eveneens in "taartpunten" zichtbaar gemaakt Een voorbeeld van de kostendoorsnede
staat in Figuur 4.1 16.
16 Merk op dat deze indeling in taartpunten en de relatering aan de toegevoegde waarde overeenkomt met benaderingen uit het kwaliteitskostenonderzoek. Bij deze benadering bestaan de taartpunten veelal uit preventiekosten, controlekosten en interne en externe faalkosten, zie bîjvoorbeeld Govers [1985].
69
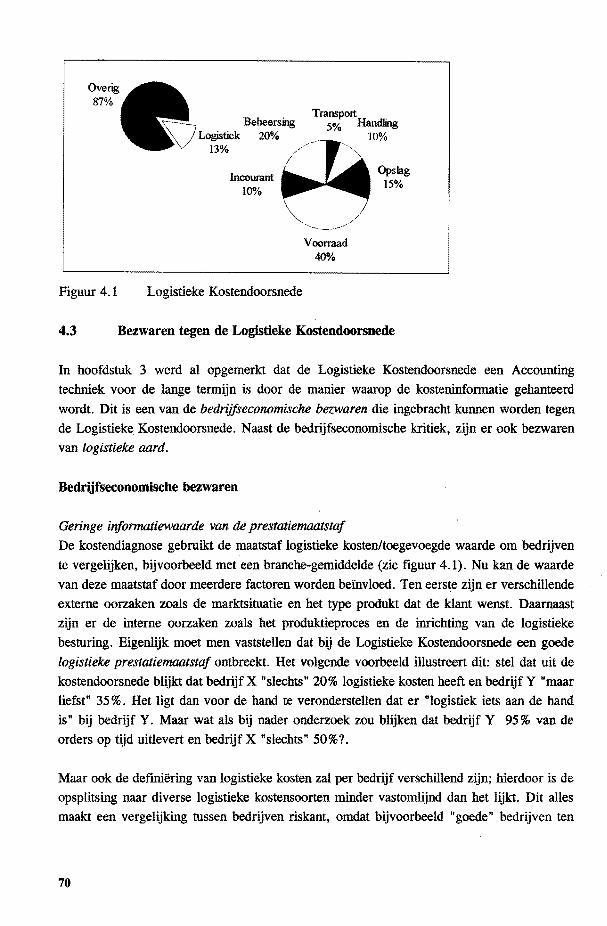
Overig 87%
Beheersing Logistiek 20%
13%
Incourant 10%
Figuur 4.1 Logistieke Kostendoorsnede
Transport S% HamDing
10%
Voorraad 40%
Opslag 15%
4.3 Bezwaren tegen de Logistieke Kostendoorsnede
In hoofdstuk 3 werd al opgemerkt dat de Logistieke Kostendoorsnede een Accounting
techniek voor de lange termijn is door de manier waarop de kosteninformatie gehanteerd
wordt. Dit is een van de bedrijfseconomische bezwaren die ingebracht kunnen worden tegen
de Logistieke Kostendoorsnede. Naast de bedrijfseconomische kritiek, zijn er ook bezwaren
van logistieke aard.
Bedrijfseconomische bezwaren
Geringe informatiewaarde van de prestatiemaatstaf De kostendiagnose gebruikt de maatstaf logistieke kosten/toegevoegde waarde om bedrijven
te vergelijken, bijvoorbeeld met een branche-gemiddelde (zie figuur 4.1). Nu kan de waarde
van deze maatstaf door meerdere factoren worden beïnvloed. Ten eerste zijn er verschillende
externe oorzaken zoals de marktsituatie en het type produkt dat de klant wenst. Daarnaast
zijn er de interne oorzaken zoals het produktieproces en de inrichting van de logistieke
besturing. Eigenlijk moet men vaststellen dat bij de Logistieke Kostendoorsnede een goede
logistieke prestatiemaatstaf ontbreekt. Het volgende voorbeeld illustreert dit: stel dat uit de
kostendoorsnede blijkt dat bedrijf X "slechts" 20% logistieke kosten heeft en bedrijf Y "maar
liefst" 35%. Het ligt dan voor de hand te veronderstellen dat er "logistiek iets aan de hand
is" bij bedrijf Y. Maar wat als bij nader onderzoek zou blijken dat bedrijf Y 95% van de
orders op tijd uitlevert en bedrijf X "slechts" 50%?.
Maar ook de definiëring van logistieke kosten zal per bedrijf verschillend zijn; hierdoor is de
opsplitsing naar diverse logistieke kostensoorten minder vastomlijnd dan het lijkt. Dit alles
maakt een vergelijking tussen bedrijven riskant, omdat bijvoorbeeld "goede" bedrijven ten
70
onrechte kunnen denken dat ze logistiek goed presteren waardoor de prikkel tot verbetering
uitblijft. Het omgekeerde geval kan zich natuurlijk evengoed voordoen.
Geen inzicht in bernvloedbare kosten De kostendoorsnede wordt opgesteld op basis van gegevens uit budgetten en jaarverslag. De
gegevens die hierin staan zijn bedoeld voor Financial Accounting doeleinden en zijn veel
minder geschikt voor analyse van verbeteringsmogelijkheden. Zo wordt bijvoorbeeld in de
kostendoorsnede voorraad gewaardeerd tegen een integrale kostprijs met daarin materiaal
waarde, uurtarieven, inkooptoeslag, verkooptoeslag, huisvestingstoeslag, etc. Bij verbeterin
gen is men echter niet geïnteresseerd in deze integrale kostprijs, maar slechts in het be
ïnvloedbare deel van de kosten. De beïnvloedbare kosten bij een eventuele voorraadverlaging
zijn kleiner dan de integrale kostprijs: de meeste kosten voor opslagfaciliteiten, huisvesting,
capaciteit blijven binnen zekere grenzen ongeacht het voorraadniveau gelijk. De uitgaven
hiervoor zijn namelijk al gedaan of zijn voor een langere periode vastgelegd. Het is daarom
onjuist om integrale kostprijzen te gebruiken voor de korte termijn diagnose-doeleinden. Bij
een dergelijke diagnose is men uitsluitend geïnteresseerd is in het beïnvloedbare deel van de
kosten. Dit bezwaar is met name van belang omdat in hoofdstuk 3 gekozen is om de operati
onele flexibiliteit nader te onderzoeken. Juist dan is de beïnvloedbaarbeid van uitgaven op
korte termijn cruciaaL Gezien het feit dat in de kostendoorsnede geen {nadrukkelijk)
onderscheid naar beïnvloedbaarbeid wordt gemaakt, kan men {hooguit) stellen dat het een
lange termijn (strategisch) diagnose instrument is. Want alleen op de lange termijn zijn alle
kosten variabel.
Logistieke bezwaren
Gericht op materiaalstroom De definitie van logistieke kosten beperkt zich tot de materiaalstroom: voorraad, transport,
opslag, handling en beheersing. Met deze enge defmitie van logistieke kosten vergeet men dat
de doelstelling van logistieke besturing de realisatie van voldoende externe flexibiliteit is. In
een ruimere definitie van logistieke kosten waarvoor hier wordt gepleit, vallen alle middelen
die worden ingezet om de logistieke doelstellingen te realiseren. Hieronder vallen niet alleen
middelen die te maken hebben met de materiaalstroom maar ook de inzet van "ad-hoc"
capaciteitsmiddelen zoals uitzendkrachten, overwerk en uitbesteding. Dit is een belangrijke
verwaarlozing, want zoals we zagen zal de onderneming juist deze operationele maatregelen
het eerst inzetten om op een wisselende vraag uit de markt te reageren.
Voortraject vergeten Omdat de kostendoorsnede zich richt op de materiaalstroom, wordt het voortraject (verkoop,
engineering, werkvoorbereiding) vergeten. De logistieke kosten beperken zich echter niet
alleen tot de logistieke afdeling. Zeker bij een toenemende familie- en typeflexibiliteit zal het
voortraject een belangrijke logistieke rol gaan spelen. De logistieke kosten in het voortraject
71
betreffen de extra capaciteitsinspanningen die moeten worden gedaan om allerlei nieuwe
klantenwensen op te vangen. Bijvoorbeeld extra uren van de ontwikkelafdeling om wijzigin
gen voor de klant aan te brengen of de inzet van dure capaciteit zoals uitbesteden om capaci
teitspieken te verwerken. Daarnaast kan vertraging bij de ontwikkelactiviteiten inhaalacties
(extra kosten) in de fysieke materiaalstroom noodzakelijk maken om toch nog op tijd te
kunnen leveren.
Geen logistiek concept De kostendoorsnede gaat niet uit van het logistieke concept van een bedrijf. Dit betekent dat
het inzicht ontbreekt of de inzet van middelen een gevolg is van de gekozen besturingswijze
(logistiek concept) of een gevolg is van het niet realiseren van de gekozen besturingswijze.
Bijvoorbeeld: zijn de voorraden te hoog of heeft men gekozen voor hoge ontkoppelingsvoor
raden om de beheersing eenvoudig te houden? Door deze verwaarlozing kan men op basis
van figuur 4.1 gemakkelijk tot onjuiste prioriteitenstelling komen.
4.4 Uitgangspunten voor het ontwerp
Als men kijkt naar de kritiek uit de vorige paragraaf, dan zal het duidelijk zijn dat bij het
ontwerp van een nieuwe diagnose techniek rekening gehouden zal moeten worden met de
geformuleerde bezwaren. Dit betekent dat er ontwerpeisen geformuleerd kunnen worden met
betrekking tot de prestatiemeting, de beïnvloedbaarbeid van kosten, het voortraject en de
relatie naar het logistieke concept. Daarnaast zal bij het ontwerp ook rekening gehouden
worden met eerder geformuleerde algemene ontwerpeisen (zie Hoofdstuk 3).
Prestatiemeting Het Logistiek Management heeft tot taak de afgesproken orders op tijd uit te leveren met een
zo gering mogelijke inzet van middelen. Als het gaat om de prestatie volgens deze definitie
dan gaat het dus om de vraag in hoeverre het Logistiek Management erin geslaagd is de
afgesproken orders op tijd uit te leveren. Dit is de leverbetrouwbaarheid en dit begrip dient
dan ook centraal te staan bij de logistieke prestatiemeting.
Beïnvloedbaarheld van kosten De beoordeling welke delen van het logistieke traject te verbeteren zijn, hangt af van de
hoogte van de kosten en de beïnvloedbaarbeid daarvan. Een kernpunt van de diagnose is
daarom de beïnvloedbaarbeid van kosten. We introduceerden hiertoe in hoofdstuk 1 het
onderscheid tussen operationele en structurele maatregelen. Operationele maatregelen worden
gekenmerkt door een korte reactietijd en een beperkte economische binding, terwijl structure
le maatregelen een sterke economische binding hebben en/ of een lange reactietijd. Een duide
lijk voorbeeld van dit onderscheid zien we bij de maatregelen om een capaciteitstekort op te
heffen. Stel dat men de keuze heeft om personeel vast aan te nemen of het tekort op te vangen door de inleen van uitzendkrachten. V oor beide opties geldt dat men enige tijd voor
72
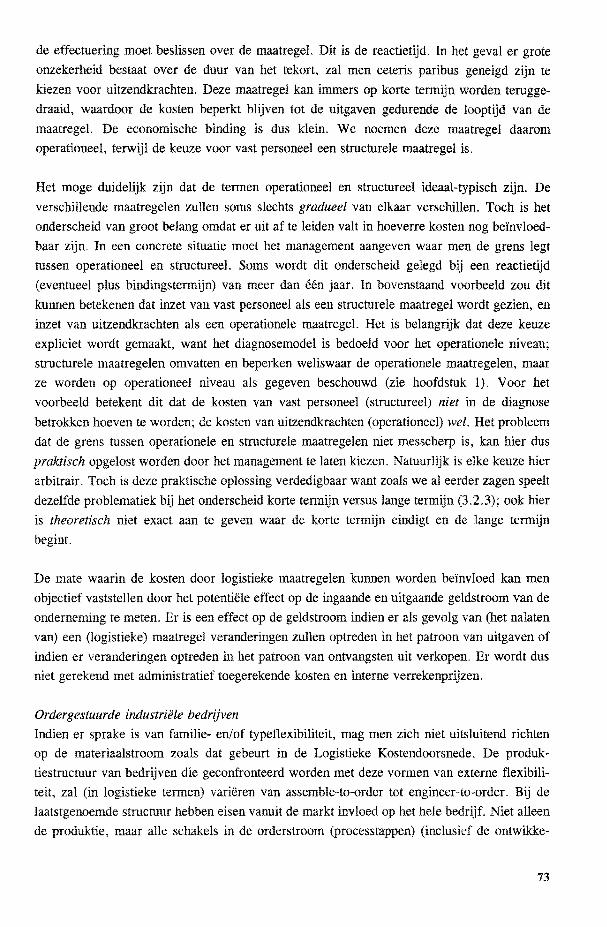
de effectuering moet beslissen over de maatregeL Dit is de reactietijd. In het geval er grote
onzekerheid bestaat over de duur van het tekort, zal men ceteris paribus geneigd zijn te
kiezen voor uitzendkrachten. Deze maatregel kan immers op korte termijn worden terugge
draaid, waardoor de kosten beperkt blijven tot de uitgaven gedurende de looptijd van de
maatregeL De economische binding is dus klein. We noemen deze maatregel daarom
operationeel, terwijl de keuze voor vast personeel een structurele maatregel is.
Het moge duidelijk zijn dat de termen operationeel en structureel ideaal-typisch zijn. De
verschillende maatregelen zullen soms slechts gradueel van elkaar verschillen. Toch is het
onderscheid van groot belang omdat er uit af te leiden valt in hoeverre kosten nog beïnvloed
baar zijn. In een concrete situatie moet het management aangeven waar men de grens legt
tussen operationeel en structureel. Soms wordt dit onderscheid gelegd bij een reactietijd
(eventueel plus bindingstermijn) van meer dan één jaar. In bovenstaand voorbeeld zou dit
kunnen betekenen dat inzet van vast personeel als een structurele maatregel wordt gezien, en
inzet van uitzendkrachten als een operationele maatregel. Het is belangrijk dat deze keuze
expliciet wordt gemaakt, want het diagnosemodel is bedoeld voor het operationele niveau;
structurele maatregelen omvatten en beperken weliswaar de operationele maatregelen, maar
ze worden op operationeel niveau als gegeven beschouwd (zie hoofdstuk 1). V oor het
voorbeeld betekent dit dat de kosten van vast personeel (structureel) niet in de diagnose
betrokken hoeven te worden; de kosten van uitzendkrachten (operationeel) wel. Het probleem
dat de grens tussen operationele en structurele maatregelen niet messcherp is, kan hier dus
praktisch opgelost worden door het management te laten kiezen. Natuurlijk is elke keuze hier
arbitrair. Toch is deze praktische oplossing verdedigbaar want zoals we al eerder zagen speelt
dezelfde problematiek bij het onderscheid korte termijn versus lange termijn (3.2.3); ook hier
is theoretisch niet exact aan te geven waar de korte termijn eindigt en de lange termijn
begint.
De mate waarin de kosten door logistieke maatregelen kunnen worden beïnvloed kan men
objectief vaststellen door het potentiële effect op de ingaande en uitgaande geldstroom van de
onderneming te meten. Er is een effect op de geldstroom indien er als gevolg van (het nalaten
van) een (logistieke) maatregel veranderingen zullen optreden in het patroon van uitgaven of
indien er veranderingen optreden in het patroon van ontvangsten uit verkopen. Er wordt dus
niet gerekend met administratief toegerekende kosten en interne verrekenprijzen.
Ordergestuurde industriële bedrijven
Indien er sprake is van familie- en/of typetlexibiliteit, mag men zich niet uitsluitend richten
op de materiaalstroom zoals dat gebeurt in de Logistieke Kostendoorsnede. De produk
tiestructuur van bedrijven die geconfronteerd worden met deze vormen van externe tlexibili
teit, zal (in logistieke termen) variëren van assemble-to-order tot engineer-ta-order. Bij de
laatstgenoemde structuur hebben eisen vanuit de markt invloed op het hele bedrijf. Niet alleen
de produktie, maar alle schakels in de orderstroom (processtappen) (inclusief de ontwikke-
73
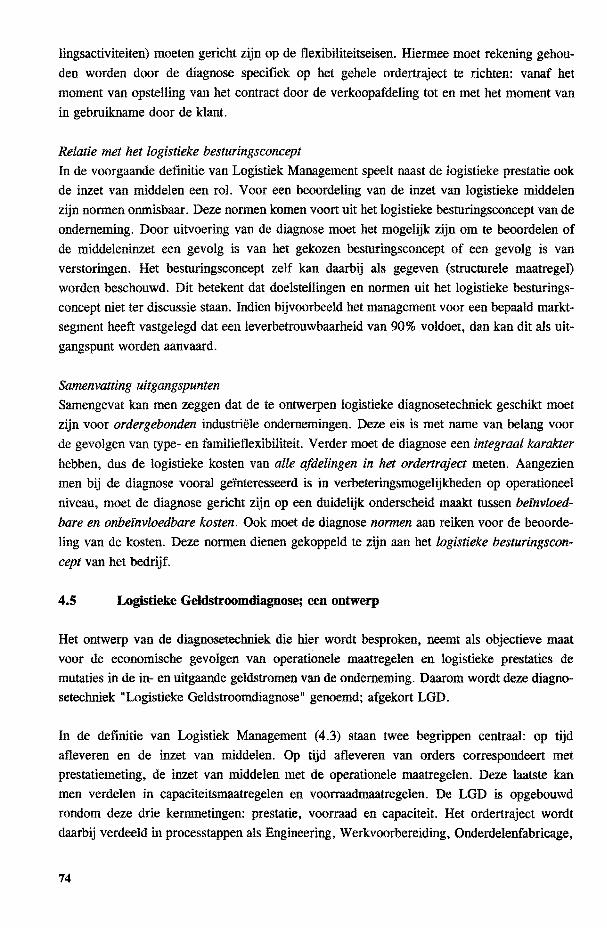
lingsactiviteiten) moeten gericht zijn op de flexibiliteitseisen. Hiermee moet rekening gehou
den worden door de diagnose specifiek op het gehele ordertraject te richten: vanaf het
moment van opstelling van het contract door de verkoopafdeling tot en met het moment van
in gebruikname door de klant.
Relatie met het logistieke besturingsconcept In de voorgaande definitie van Logistiek Management speelt naast de logistieke prestatie ook
de inzet van middelen een rol. Voor een beoordeling van de inzet van logistieke middelen
zijn normen onmisbaar. Deze normen komen voort uit het logistieke besturingsconcept van de
onderneming. Door uitvoering van de diagnose moet het mogelijk zijn om te beoordelen of
de middeleninzet een gevolg is van het gekozen besturingsconcept of een gevolg is van
verstoringen. Het besturingsconcept zelf kan daarbij als gegeven (structurele maatregel)
worden beschouwd. Dit betekent dat doelstellingen en normen uit het logistieke besturings
concept niet ter discussie staan. Indien bijvoorbeeld het management voor een bepaald markt
segment heeft vastgelegd dat een leverbetrouwbaarheid van 90% voldoet, dan kan dit als uit
gangspunt worden aanvaard.
Samenvatting uitgangspunten Samengevat kan men zeggen dat de te ontwerpen logistieke diagnosetechniek geschikt moet
zijn voor ordergebonden industriële ondernemingen. Deze eis is met name van belang voor
de gevolgen van type- en familieflexibiliteit Verder moet de diagnose een integraal karakter hebben, dus de logistieke kosten van alle afdelingen in het ordertraject meten. Aangezien
men bij de diagnose vooral geïnteresseerd is in verbeteringsmogelijkheden op operationeel
niveau, moet de diagnose gericht zijn op een duidelijk onderscheid maakt tussen bernvloedbare en onbei'nvloedbare kosten. Ook moet de diagnose normen aan reiken voor de beoorde
ling van de kosten. Deze normen dienen gekoppeld te zijn aan het logistieke besturingsconcept van het bedrijf.
4.5 Logistieke Geldstroomdiagnose; een ontwerp
Het ontwerp van de diagnosetechniek die hier wordt besproken, neemt als objectieve maat
voor de economische gevolgen van operationele maatregelen en logistieke prestaties de
mutaties in de in- en uitgaande geldstromen van de onderneming. Daarom wordt deze diagno
setechniek "Logistieke Geldstroomdiagnose" genoemd; afgekort LGD.
In de definitie van Logistiek Management (4.3) staan twee begrippen centraal: op tijd
afleveren en de inzet van middelen. Op tijd afleveren van orders correspondeert met
prestatiemeting, de inzet van middelen met de operationele maatregelen. Deze laatste kan
men verdelen in capaciteitsmaatregelen en voorraadmaatregelen. De LGD is opgebouwd
rondom deze drie kernmetingen: prestatie, voorraad en capaciteit. Het ordertraject wordt
daarbij verdeeld in processtappen als Engineering, Werkvoorbereiding, Onderdelenfabricage,
74

Assemblage en dergelijke meer17• Per processtap wordt in samenhang het verband tussen
prestatie en middeleninzet bekeken. De kernvraag die men zich daarbij steeds voor ogen moet
houden is de volgende: wat is er gepresteerd per processtap (in termen van leverbetrouwbaar
heid) en wat is ingezet aan (operationele) maatregelen om deze prestatie te bereiken (in
termen van het effect op de geldstroom)? In de volgende sub-paragrafen wordt in detail
ingegaan op de diverse metingen.
4.5.1 Logistieke prestatie
De logistieke prestatie van een bedrijf wordt gedefinieerd als de mate waarin het bedrijf zijn
logistieke doelstellingen heeft bereikt, vooral extern (naar de afnemersmarkt) maar ook intern
(tussen afdelingen).
Externe prestatie
Als maatstaf voor de externe prestatie wordt de leverbetrouwbaarheid genomen. Hiervoor
wordt een vergelijking gemaakt tussen de eerste met de klant afgesproken, en de werkelijk
gerealiseerde leverdatum. Dit gebeurt meestal over de meest recente periode van 6 maanden.
De lever(on)betrouwbaarheid voor een order/serie wordt gedefinieerd als het aantal dagen
verschil tussen deze twee data. De resultaten van deze meting moeten voorzichtig worden
geïnterpreteerd. De meting betreft de afwijking tussen de eerste afspraak met de klant en de
werkelijke leverdatum. De oorzaak van een afwijking hoeft niet per definitie bij het bedrijf te
liggen. Het kan immers ook zo zijn dat de klant terugkomt op zijn eerste afspraak. De meting
geeft dus wel aan in hoeverre het logistieke proces verstoringen kent, maar maakt nog geen
opsplitsing in oorzaken. In het geval de meting een nadere opsplitsing naar oorzaken wen
selijk maakt, zal men moeten inschatten in hoeverre de afwijkingen werden veroorzaakt door
de klant of door het bedrijf zelf. Het is soms mogelijk de resultaten van deze meting te
ordenen in een zogenaamde S-curve. Zie figuur 4.2. Hierin staan de uitgeleverde orders uit
de desbetreffende periode cumulatief in aantallen gerangschikt van te vroeg naar te laat. Soms
is deze verfijnde weergave niet mogelijk; dan kan volstaan worden met staafdiagrammen; zie
bijvoorbeeld figuur 4.3.
11 Feitelijk wordt de organisatiestructuur als gegeven beschouwd. Het woord structuur duidt er al immers op dat het hier gaat om structurele maatregelen. Vergelijk ook Mintzberg die de opsplitsing (van het ordertraject) in afdelingen rangschikt onder de invulling van de superstructuur (Mintzberg [1992 hoofdstuk 3].
75
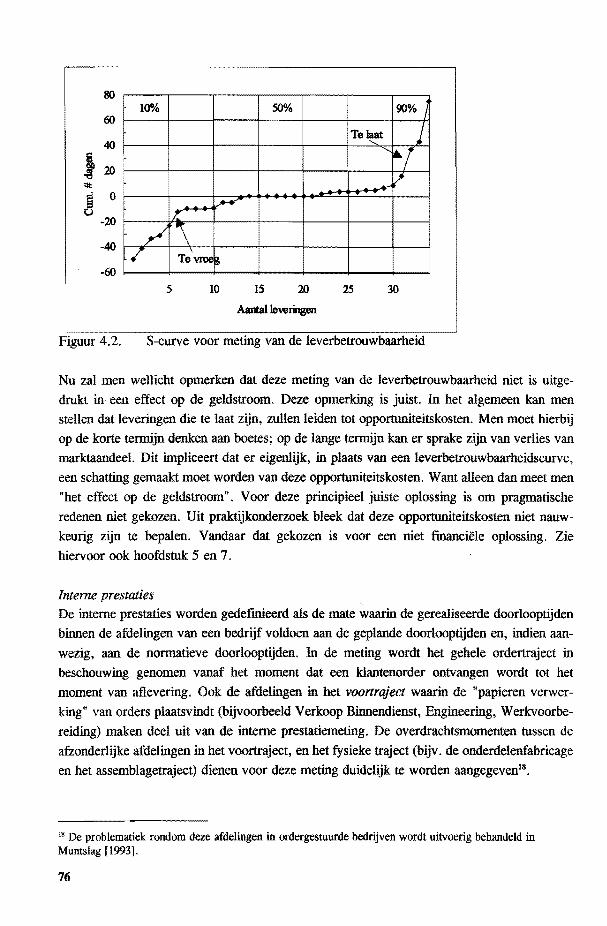
80
60
40
120 ~ 0
-20
-40
-60
Figuur 4.2.
r
100/Ó 50% 90%
Te~t j " ~r
...... ~
r--~ ~ \
/ Tevroe~
5 10 15 20 25 30
Aantalleveringen
S-curve voor meting van de leverbetrouwbaarheid
Nu zal men wellicht opmerken dat deze meting van de leverbetrouwbaarheid niet is uitge
drukt in een effect op de geldstroom. Deze opmerking is juist. In het algemeen kan men
stellen dat leveringen die te laat zijn, zullen leiden tot opportuniteitskosten. Men moet hierbij
op de korte termijn denken aan boetes; op de lange termijn kan er sprake zijn van verlies van
marktaandeeL Dit impliceert dat er eigenlijk, in plaats van een leverbetrouwbaarheidscurve,
een schatting gemaakt moet worden van deze opportuniteitskosten. Want alleen dan meet men
"het effect op de geldstroomn. Voor deze principieel juiste oplossing is om pragmatische
redenen niet gekozen. Uit praktijkonderzoek bleek dat deze opportuniteitskasten niet nauw
keurig zijn te bepalen. Vandaar dat gekozen is voor een niet fmanciële oplossing. Zie
hiervoor ook hoofdstuk 5 en 7.
Interne prestalies De interne prestaties worden gedefinieerd als de mate waarin de gerealiseerde doorlooptijden
binnen de afdelingen van een bedrijf voldoen aan de geplande doorlooptijden en, indien aan
wezig, aan de normatieve doorlooptijden. In de meting wordt het gehele ordertraject in
beschouwing genomen vanaf het moment dat een klantenorder ontvangen wordt tot het
moment van aflevering. Ook de afdelingen in het voortraject waarin de "papieren verwer
king" van orders plaatsvindt (bijvoorbeeld Verkoop Binnendienst, Engineering, Werkvoorbe
reiding) maken deel uit van de interne prestatiemeting. De overdrachtsmomenten tussen de
afzonderlijke afdelingen in het voortraject, en het fysieke traject (bijv. de onderdelenfabricage
en het assemblagetraject) dienen voor deze meting duidelijk te worden aangegeven18•
18 De problematiek rondom deze afdelingen in ordergestuurde bedrijven wordt uitvoerig behandeld in Muntslag [1993].
76
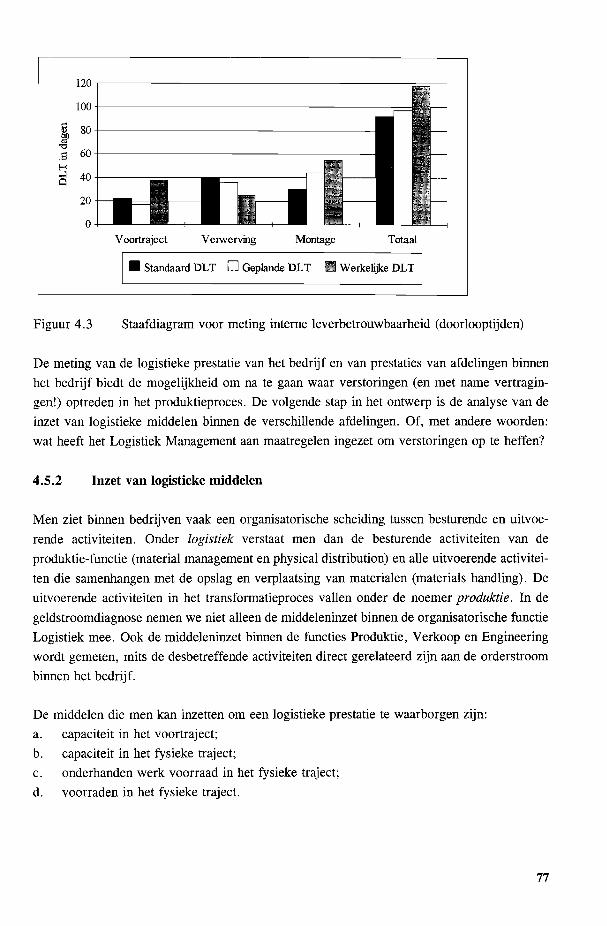
100+---------------------------------------
g 80+---------------------------------~
"0 .s 60+-------------------------------------E-< s 40 +---------==:----
20
0
Voortraject Verwerving Montage Totaal
• Standaard DLT 0 Geplande DLT 11 Werkelijke DLT
Figuur 4.3 Staafdiagram voor meting interne leverbetrouwbaarheid (doorlooptijden)
De meting van de logistieke prestatie van het bedrijf en van prestaties van afdelingen binnen
het bedrijf biedt de mogelijkheid om na te gaan waar verstoringen (en met name vertragin
gen!) optreden in het produktieproces. De volgende stap in het ontwerp is de analyse van de
inzet van logistieke middelen binnen de verschillende afdelingen. Of, met andere woorden:
wat heeft het Logistiek Management aan maatregelen ingezet om verstoringen op te heffen?
4.5.2 Inzet van logistieke middelen
Men ziet binnen bedrijven vaak een organisatorische scheiding tussen besturende en uitvoe
rende activiteiten. Onder logistiek verstaat men dan de besturende activiteiten van de
produktie-functie (material management en physical distribution) en alle uitvoerende activitei
ten die samenhangen met de opslag en verplaatsing van materialen (materials handling). De
uitvoerende activiteiten in het transformatieproces vallen onder de noemer produktie. In de
geldstroomdiagnose nemen we niet alleen de middeleninzet binnen de organisatorische functie
Logistiek mee. Ook de middeleninzet binnen de functies Produktie, Verkoop en Engineering
wordt gemeten, mits de desbetreffende activiteiten direct gerelateerd zijn aan de orderstroom
binnen het bedrijf.
De middelen die men kan inzetten om een logistieke prestatie te waarborgen zijn:
a. capaciteit in het voortraject;
b. capaciteit in het fysieke traject;
c. onderhanden werk voorraad in het fysieke traject;
d. voorraden in het fysieke traject.
77
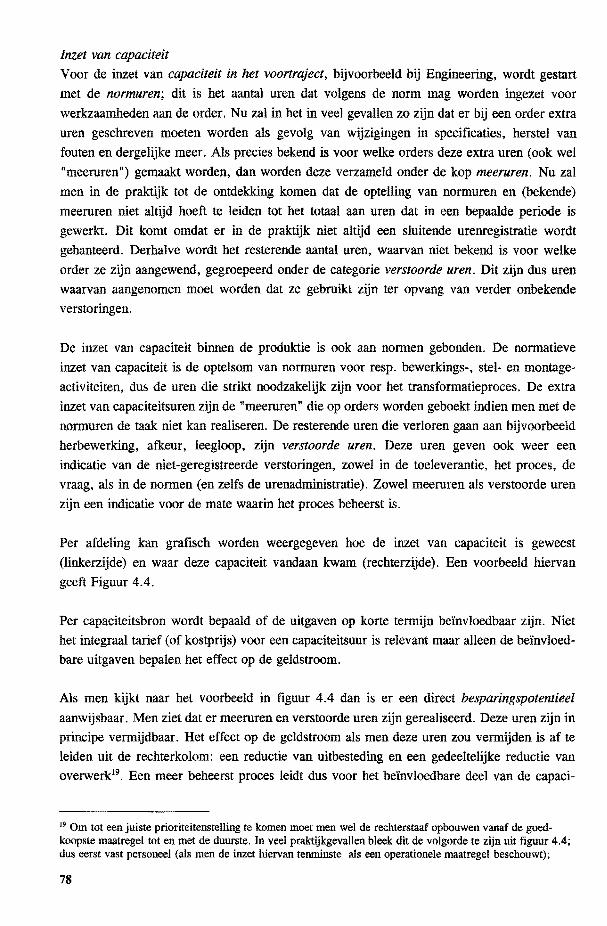
Inzet van capaciteit Voor de inzet van capaciteit in het voortraject, bijvoorbeeld bij Engineering, wordt gestart
met de normuren; dit is het aantal uren dat volgens de norm mag worden ingezet voor
werkzaamheden aan de order. Nu zal in het in veel gevallen zo zijn dat er bij een order extra
uren geschreven moeten worden als gevolg van wijzigingen in specificaties, herstel van
fouten en dergelijke meer. Als precies bekend is voor welke orders deze extra uren (ook wel
"meeruren") gemaakt worden, dan worden deze verzameld onder de kop meeruren. Nu zal
men in de praktijk tot de ontdekking komen dat de optelling van normuren en (bekende)
meeruren niet altijd hoeft te leiden tot het totaal aan uren dat in een bepaalde periode is
gewerkt. Dit komt omdat er in de praktijk niet altijd een sluitende urenregistratie wordt
gehanteerd. Derhalve wordt het resterende aantal uren, waarvan niet bekend is voor welke
order ze zijn aangewend, gegroepeerd onder de categorie verstoorde uren. Dit zijn dus uren
waarvan aangenomen moet worden dat ze gebruikt zijn ter opvang van verder onbekende
verstoringen.
De inzet van capaciteit binnen de produktie is ook aan normen gebonden. De normatieve
inzet van capaciteit is de optelsom van normuren voor resp. bewerkings-, stel- en montage
activiteiten, dus de uren die strikt noodzakelijk zijn voor het transformatieproces. De extra
inzet van capaciteitsuren zijn de "meeruren" die op orders worden geboekt indien men met de
normuren de taak niet kan realiseren. De resterende uren die verloren gaan aan bijvoorbeeld
herbewerking, afkeur, leegloop, zijn verstoorde uren. Deze uren geven ook weer een
indicatie van de niet-geregistreerde verstoringen, zowel in de toeleverantie, het proces, de
vraag, als in de normen (en zelfs de urenadministratie). Zowel meeruren als verstoorde uren
zijn een indicatie voor de mate waarin het proces beheerst is.
Per afdeling kan grafisch worden weergegeven hoe de inzet van capaciteit is geweest
(linkerzijde) en waar deze capaciteit vandaan kwam (rechterzijde). Een voorbeeld hiervan
geeft Figuur 4.4.
Per capaciteitsbron wordt bepaald of de uitgaven op korte termijn beïnvloedbaar zijn. Niet
het integraal tarief (of kostprijs) voor een capaciteitsuur is relevant maar alleen de beïnvloed
bare uitgaven bepalen het effect op de geldstroom.
Als men kijkt naar het voorbeeld in figuur 4.4 dan is er een direct besparingspotentieel aanwijsbaar. Men ziet dat er meeruren en verstoorde uren zijn gerealiseerd. Deze uren zijn in
principe vermijdbaar. Het effect op de geldstroom als men deze uren zou vermijden is af te
leiden uit de rechterkolom: een reductie van uitbesteding en een gedeeltelijke reductie van
overwerk19• Een meer beheerst proces leidt dus voor het beïnvloedbare deel van de capaci-
19 Om tot een juiste prioriteitenstelling te komen moet men wel de rechterstaaf opbouwen vanaf de goedkoopste maatregel tot en met de duurste. In veel praktijkgevallen bleek dit de volgorde te zijn uit figuur 4.4; dus eerst vast personeel (als men de inzet hiervan tenminste als een operationele maatregel beschouwt);
78
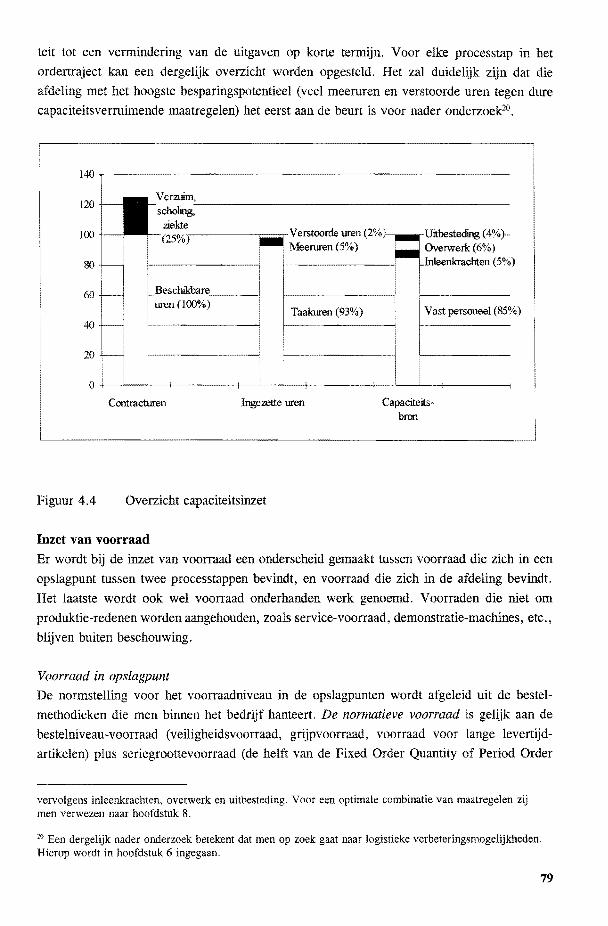
teit tot een vermindering van de uitgaven op korte termijn. Voor elke processtap in het
ordertraject kan een dergelijk overzicht worden opgesteld. Het zal duidelijk zijn dat die
afdeling met het hoogste besparingspotenHeel (veel meeruren en verstoorde uren tegen dure
capaciteitsverruimende maatregelen) het eerst aan de beurt is voor nader onderzoek20 •
}~,-------------------------------------------------------
120
100 ,----------r=-=-rVerstoorde uren • Meeruren (5%)
80
60
Taakuren (93%) Vast personeel (85%)
20
Contracturen Ingezette uren Capaciteits-
Figuur 4.4 Overzicht capaciteitsinzet
Inzet van voorraad
Er wordt bij de inzet van voorraad een onderscheid gemaakt tussen voorraad die zich in een
opslagpunt tussen twee processtappen bevindt, en voorraad die zich in de afdeling bevindt.
Het laatste wordt ook wel voorraad onderhanden werk genoemd. Voorraden die niet om
produktie-redenen worden aangehouden, zoals service-voorraad, demonstratie-machines, etc.,
blijven buiten beschouwing.
Voorraad in opslagpunt
De normstelling voor het voorraadniveau in de opslagpunten wordt afgeleid uit de bestel
methodieken die men binnen het bedrijf hanteert. De normatieve voorraad is gelijk aan de
bestelniveau-voorraad (veiligheidsvoorraad, grijpvoorraad, voorraad voor lange levertijd
artikelen) plus seriegroottevoorraad (de helft van de Fixed Order Quantity of Period Order
vervolgens inleenkrachten, overwerk en uitbesteding. Voor een optimale combinatie van maatregelen zij men verwezen naar hoofdstuk 8.
20 Een dergelijk nader onderzoek betekent dat men op zoek gaat naar logistieke verbeteringsmogelijkbeden. Hierop wordt in hoofdstuk 6 ingegaan.
79
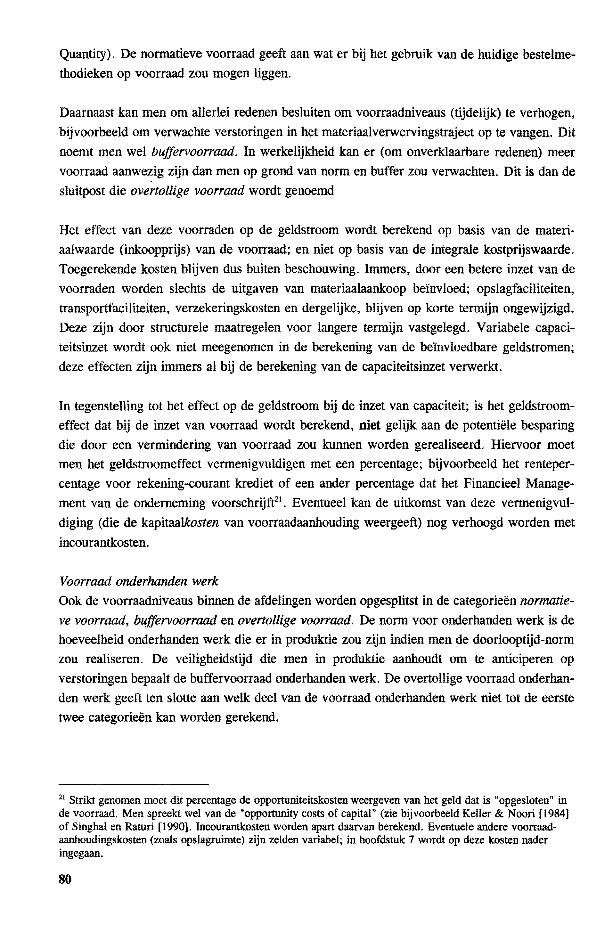
Quantity). De normatieve voorraad geeft aan wat er bij het gebruik van de huidige bestelme
thodieken op voorraad zou mogen liggen.
Daarnaast kan men om allerlei redenen besluiten om voorraadniveaus (tijdelijk) te verhogen,
bijvoorbeeld om verwachte verstoringen in het materiaalverwervingstraject op te vangen. Dit
noemt men wel buffervoorraad. In werkelijkheid kan er (om onverklaarbare redenen) meer
voorraad aanwezig zijn dan men op grond van norm en buffer zou verwachten. Dit is dan de
sluitpost die overtollige voorraad wordt genoemd
Het effect van deze voorraden op de geldstroom wordt berekend op basis van de materi
aalwaarde (inkoopprijs) van de voorraad; en niet op basis van de integrale kostprijswaarde.
Toegerekende kosten blijven dus buiten beschouwing. Immers, door een betere inzet van de
voorraden worden slechts de uitgaven van materiaalaankoop beïnvloed; opslagfaciliteiten,
transportfaciliteiten, verzekeringskosten en dergelijke, blijven op korte termijn ongewijzigd.
Deze zijn door structurele maatregelen voor langere termijn vastgelegd. Variabele capaci
teitsinzet wordt ook niet meegenomen in de berekening van de beïnvloedbare geldstromen;
deze effecten zijn immers al bij de berekening van de capaciteitsinzet verwerkt.
In tegenstelling tot het effect op de geldstroom bij de inzet van capaciteit; is het geldstroom
effect dat bij de inzet van voorraad wordt berekend, niet gelijk aan de potentiële besparing
die door een vermindering van voorraad zou kunnen worden gerealiseerd. Hiervoor moet
men het geldstroomeffect vermenigvuldigen met een percentage; bijvoorbeeld het renteper
centage voor rekening-courant krediet of een ander percentage dat het Financieel Manage
ment van de onderneming voorschrijft21 • Eventueel kan de uitkomst van deze vermenigvul
diging (die de kapitaalkosten van voorraadaanhouding weergeeft) nog verhoogd worden met
incourantkosten.
Voorraad onderhanden werk Ook de voorraadniveaus binnen de afdelingen worden opgesplitst in de categorieën normatieve voorraad, buffervoorraad en overtollige voorraad. De norm voor onderhanden werk is de
hoeveelheid onderhanden werk die er in produktie zou zijn indien men de doorlooptijd-norm
zou realiseren. De veiligheidstUd die men in produktie aanhoudt om te anticiperen op
verstoringen bepaalt de buffervoorraad onderhanden werk. De overtollige voorraad onderhan
den werk geeft ten slotte aan welk deel van de voorraad onderhanden werk niet tot de eerste
twee categorieën kan worden gerekend.
21 Strikt genomen moet dit percentage de opportuniteitskasten weergeven van het geld dat is "opgesloten" in de voorraad. Men spreekt wel van de "opporttmity costs of capita!" (zie bijvoorbeeld Keiler & Noori [1984] of Singhal en Raturi [1990]. Incourantkosten worden apart daarvan berekend. Eventuele andere voorraadaanhoudingskasten (zoals opslagruimte) zijn zelden variabel; in hoofdstuk 7 wordt op deze kosten nader ingegaan.
80

Een voorbeeld van een voorraadoverzicht is gegeven in figuur 4.5.
14
12
:? 10 5
<U
"8 8 "' "' ~ 6 "' ·c:: <U .... ~ 4
2
0
I• N::nmtief 0 rufer 11 0\.ertdlig I
Figuur 4.5. Overzicht inzet voorraden
4.5.3. Prioriteitsstelling voor verbeteren; een voorbeeld
Bij welke afdelingen in het gehele ordertraject als eerste verbeteringen gerealiseerd moeten
worden, hangt af van de hoogte van het besparingspotentieel. Dit potentieel is op de korte
termijn zo groot als de besparing die men kan realiseren indien alle inzet van middelen
"boven de norm" zou worden vermeden. Hierbij zij nogmaals opgemerkt dat bij voorraden
het geldstroomeffect niet gelijk is aan de besparing. Bovendien zal men begrijpen dat er in
het "papieren voortraject" geen voorraden bestaan. Uit al deze berekeningen kan een
prioriteitenstelling voor verbeteringen worden afgeleid. Daarbij is de afdeling met het hoogste
besparingspotentieel natuurlijk het meest interessant om te beginnen met nader onderzoek. Nu
kan het wel zo zijn dat de oorzaken van de inzet van extra middelen in een afdeling buiten deze afdeling gezocht moeten worden. Hier raakt men de essentie van het ontwerp. Door per
processtap een samenvattend overzicht op te stellen krijgt men namelijk ook een indicatie in
hoeverre verstoringen zich voortplanten in het ordertraject Dit wordt uitgewerkt aan de hand
van een concreet voorbeeld van een industrieel produktiebedrijf dat op specificatie van de
klant levert.
81
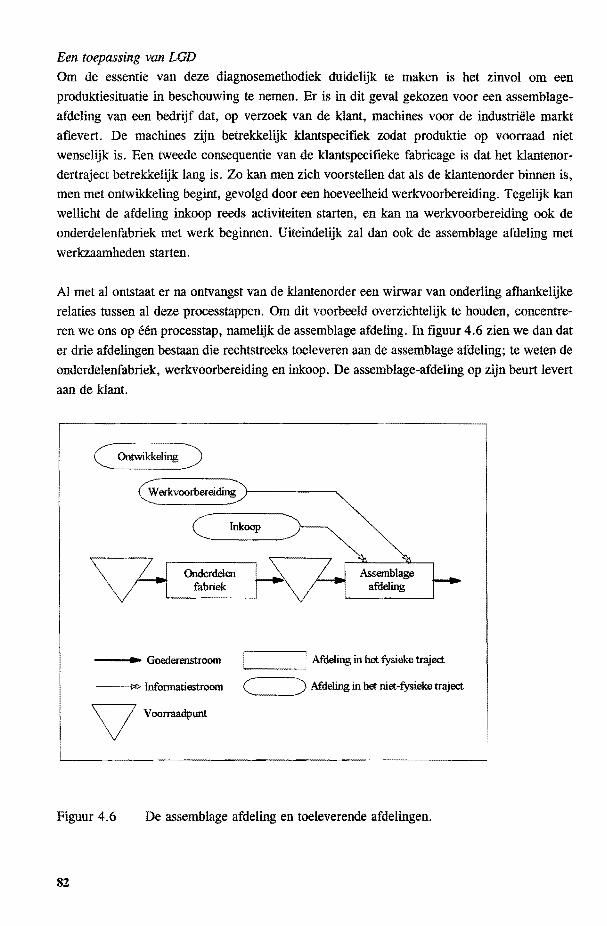
Een toepassing van LGD Om de essentie van deze diagnosemethodiek duidelijk te maken is het zinvol om een
produktiesituatie in beschouwing te nemen. Er is in dit geval gekozen voor een assemblage
afdeling van een bedrijf dat, op verzoek van de klant, machines voor de industriële markt
aflevert. De machines zijn betrekkelijk klantspecifiek zodat produktie op voorraad niet
wenselijk is. Een tweede consequentie van de klantspecifieke fabricage is dat het klantenor
dertraject betrekkelijk lang is. Zo kan men zich voorstellen dat als de klantenorder binnen is,
men met ontwikkeling begint, gevolgd door een hoeveelheid werkvoorbereiding. Tegelijk kan
wellicht de afdeling inkoop reeds activiteiten starten, en kan na werkvoorbereiding ook de
onderdelenfabriek met werk beginnen. Uiteindelijk zal dan ook de assemblage afdeling met
werkzaamheden starten.
Al met al ontstaat er na ontvangst van de klantenorder een wirwar van onderling afhankelijke
relaties tussen al deze processtappen. Om dit voorbeeld overzichtelijk te houden, concentre
ren we ons op één processtap, namelijk de assemblage afdeling. In figuur 4.6 zien we dan dat
er drie afdelingen bestaan die rechtstreeks toeleveren aan de assemblage afdeling; te weten de
onderdelenfabriek, werkvoorbereiding en inkoop. De assemblage-afdeling op zijn beurt levert
aan de klant.
Werkvoorbereiding
Inkoop
\A......__On_d_erd_el_en_--' . fabriek
__ ... .,.,. Goederenstroom
--Dl> Informatiestroom
V Voorraadpunt
Figuur 4.6 De assemblage afdeling en toeleverende afdelingen.
82
Toeleverende afdelingen kunnen zowel fysieke goederen kunnen leveren als ook informatie.
Zo levert een afdeling Werkvoorbereiding bijvoorbeeld, informatie omtrent bewerkingsvolg
ordes e.d .. De onderdelenfabriek daarentegen levert fysieke goederen (halffabrikaten) terwijl
men zich kan voorstellen dat een afdeling Inkoop beide zou kunnen doen.
Het is zeer belangrijk dat men zich realiseert dat toevoeging van informatie-verschaffende
afdelingen essentieel is als men de logistieke prestatie wenst te beoordelen, (dit is het
papieren voortraject). Vaak zien we dat de fysieke produktie niet kan starten omdat er
bijvoorbeeld bewerkingsvoorschriften ontbreken. Het logistiek management wordt dan
geconfronteerd met een achterstand die feitelijk niet veroorzaakt wordt in de materiaalstroom.
Weglating van de leverprestaties van toeleverende afdelingen zou dan ten onrechte tot
negatieve prestatiebeoordeling van de assemblage afdeling leiden. Het bovenstaande voor
beeld kan nog een belangrijk element van de prestatiemeting illustreren. We nemen aan dat
het logistiek management geconfronteerd wordt met bewerkingsvoorschriften die te laat
geleverd worden door Werkvoorbereiding. Als het management niets doet, zal zeker te laat
afgeleverd worden. Wat kan men doen? De enige mogelijkheid is eigenlijk: tijdelijk capaciteit
inzetten in de vorm van overwerk, uitbesteding (al dan niet met spoed), uitzendkrachten, e.d.
om de opgelopen achterstand in het voortraject in te lopen tijdens het assemblagetraject. We
zien hier dus extra uitgaven ont<>taan om logistieke doelstellingen te realiseren. Het zal
duidelijk zijn dat ook deze uitgaven meegenomen moeten worden in de prestatiemeting.
Het logistiek management kan zowel capaciteitsmaatregelen nemen als voorraden inzetten om
de achterstand in te lopen en een zekere leverbetrouwbaarheid te garanderen. Met name in
die situaties waarin veel onderdelen van het eindprodukt standaard zijn, kan men extra
voorraden van deze onderdelen aanleggen opdat men nooit misgrijpt. Maar: aanhouding van
die voorraden is niet gratis, er is (op zijn minst) vermogen in geïnvesteerd dat alternatief had
kunnen worden aangewend.
Het gaat dus om de samenhang tussen de inzet van middelen en de mate waarin het logistiek
management erin slaagt om de achterstanden weg te werken en daardoor toch nog leverbe
trouwbaar te zijn naar de markt. Deze laatste noemen we de externe leverbetrouwbaarheid.
De leverbetrouwbaarheid tussen afdelingen in het ordertraject noemen we de interne leverbe
trouwbaarheid.
Het logistiek management in dit voorbeeld wordt bij de assemblage afdeling geconfronteerd
met interne leveronbetrouwbaarheid van drie andere processtappen, te weten: de onderdelen
fabriek, Werkvoorbereiding en Inkoop. Om te voorkomen dat de leveronbetrouwbaarheid
zich voortplant naar de klant zal het management kiezen uit voorraad- en capaciteitsmaatrege
len om een zekere externe leverbetrouwbaarheid te realiseren. De LGD maakt hierbij een
beoordeling mogelijk van de bereikte resultaten.
83
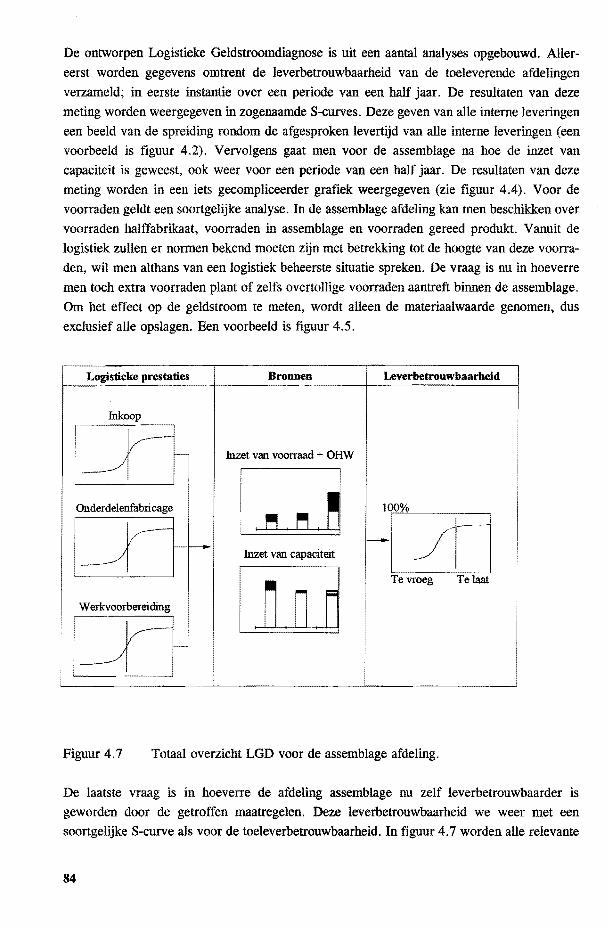
De ontworpen Logistieke Geldstroomdiagnose is uit een aantal analyses opgebouwd. Aller
eerst worden gegevens omtrent de leverbetrouwbaarheid van de toeleverende afdelingen
verzameld; in eerste instantie over een periode van een half jaar. De resultaten van deze
meting worden weergegeven in zogenaamde S-curves. Deze geven van alle interne leveringen
een beeld van de spreiding rondom de afgesproken levertijd van alle interne leveringen (een
voorbeeld is figuur 4.2). Vervolgens gaat men voor de assemblage na hoe de inzet van
capaciteit is geweest, ook weer voor een periode van een half jaar. De resultaten van deze
meting worden in een iets gecompliceerder grafiek weergegeven (zie figuur 4.4). Voor de
voorraden geldt een soortgelijke analyse. In de assemblage afdeling kan men beschikken over
voorraden halffabrikaat, voorraden in assemblage en voorraden gereed produkt Vanuit de
logistiek zullen er normen bekend moeten zijn met betrekking tot de hoogte van deze voorra
den, wil men althans van een logistiek beheerste situatie spreken. De vraag is nu in hoeverre
men toch extra voorraden plant of zelfs overtollige voorraden aantreft binnen de assemblage.
Om het effect op de geldstroom te meten, wordt alleen de materiaalwaarde genomen, dus
exclusief alle opslagen. Een voorbeeld is figuur 4.5.
Logistieke prestaties Bronnen Leverbetrouwbaarheid
Inzet van voorraad+ OHW
Inzet van capaciteit '[20 Te vroeg Te laat
Figuur 4.7 Totaal overzicht LGD voor de assemblage afdeling.
De laatste vraag is in hoeverre de afdeling assemblage nu zelf leverbetrouwbaarder is
geworden door de getroffen maatregelen. Deze leverbetrouwbaarheid we weer met een
soortgelijke S-curve als voor de toeleverbetrouwbaarheid. In figuur 4. 7 worden alle relevante
84
gegevens samengevat die nodig zijn om de logistieke prestatie van de assemblage afdeling
weer te geven. We zien drie toeleverbetrouwbaarheden, de inzet van voorraden en capaciteit
binnen de assemblage afdeling en tenslotte de afleverbetrouwbaarheid van de assemblage
afdeling.
Indien men de diagnose voor alle processtappen zou uitvoeren, kan men tot een prioriteiten
stelling komen. Een dergelijk overzicht geeft aan welke afdelingen (processtappen) als eerste
aan de beurt komen voor verbeteringen.
4.6 Korte evaluatie van de ontworpen Logistieke Geldstroomdiagnose (LGD)
De LGD verschilt op een aantal essentiële punten van de Logistieke Kostendoorsnede. De
belangrijkste verschillen zijn:
a. In de LGD worden alleen de beïnvloedbare geldstromen gemeten, terwijl de kostendoor
snede geen onderscheid maakt tussen beïnvloedbare en onbeïnvloedbare kosten. Bij de
hantering van een kostendoorsnede loopt men dan ook het risico misleid te worden door
de relatieve omvang van de kostencategorieën. Bovendien ontbreekt een goede prestatie
maatstaf
b. De LGD is ook gericht op niet fysieke trajecten in de orderstroom. In een kostendoor
snede wordt de inzet van middelen in het voortraject vaak buiten beschouwing gelaten
terwijl dit traject juist in de ordergestuurde produktiesituatie een scharnierfunctie heeft.
c. De kostendoorsnede beperkt zich tot de materiaalstroom: handling, transport, opslag,
voorraad en beheersing. Het effect van logistieke besturing op inzet van capaciteiten
wordt daarmee verwaarloosd. De LGD meet zowel de inzet van voorraden als de inzet
van capaciteiten.
d. V erbeteringsmogelijkheden blijken voor een belangrijk deel te maken te hebben met
voorkoming van extra inzet van voorraden en capaciteiten en de beïnvloedbaarbeid van
uitgaven daarvoor op de korte termijn. Deze verbeteringsmogelijkheden worden niet
duidelijk in de kostendoorsnede.
e. De kostendoorsnede kent geen normen voor de logistieke kosten. Bij de LGD worden
deze afgeleid uit het logistieke concept. Het is dus mogelijk om te beoordelen of de
middeleninzet een gevolg is van het gekozen besturingsconcept, een gevolg van geplan
de buffers tegen verstoringen of dat de middeleninzet ongepland is. Door dit inzicht
moet het mogelijk zijn om gericht actie te ondernemen.
In het volgende hoofdstuk wordt ingegaan op de praktijktoepassingen van de LGD. Dit
betreft een twaalftal gevalstudies. Zoals in hoofdstuk 3 werd uiteengezet, wordt hierbij vooral
aandacht besteed aan de problematiek van de gegevensbeschikbaarheid. De kernvraag bij
hoofdstuk 5 luidt dan ook "Is het mogelijk het ontworpen diagnoseinstrument in de praktijk
toe te passen?"
85
Hoofdstuk 5
LOGISTIEKE GELDSTROOMDIAGNOSE;
PRAKTIJKERVARINGEN
5.1 Inleiding
In de volgende paragrafen worden de ervaringen met de logistieke geldstroomdiagnose
besproken. Hierbij wordt dezelfde opbouw gevolgd als in paragraaf 4.5. Dat wil zeggen dat
achtereenvolgens ingegaan wordt op de prestatiemeting (5.2), de capaciteitsmetingen (5.3) en
de metingen van voorraden en onderhanden werk (5.4). Conclusies komen in paragraaf 5.5
aan de orde. De gevalstudies strekken zich uit over een twaalftal bedrijven die kortweg
worden aangeduid met de term pilot en een volgnummer. Een korte beschrijving van de
pilots is opgenomen in appendix I.
5.2 Prestatie-meting
De eerste stap in de Logistieke Geldstroomdiagnose is de meting van de externe prestatie van
het bedrijf. Daarbij wordt de externe prestatie gedefinieerd als de mate waarin het bedrijf in
staat is om te voldoen aan de leverafspraken met de klant (leverbetrouwbaarheid). Zoals
bekend wordt deze prestatie gemeten om de geleverde prestatie in samenhang met de inzet
van middelen te kunnen bekijken.
Van de twaalf bedrijven bleken elf bedrijven geen reguliere prestatiemeting te hanteren. Bij
deze bedrijven is men dus niet of nauwelijks op de hoogte van de leverbetrouwbaarheid van
de organisatie. Eén bedrijf kent wel een logistiek evaluatiesysteem, waarin de externe
leverbetrouwbaarheid periodiek geëvalueerd wordt. Bij de toepassing van de geldstroomdia
gnose moesten echter nog additionele berekeningen uitgevoerd worden, aangezien er onzui
verheden in de gehanteerde rekenmethodiek zaten (pilot #9). De externe prestatie van de
overige elf bedrijven is gemeten door leverafspraken te vergelijken met de gerealiseerde
levering. Gegevens van leverafspraken bleken te achterhalen in contracten of orderbevesti
gingen. V oor de meting van realisaties is gebruik gemaakt van emballage- of transportdata of
van urenregistraties in het produktieregistratiesysteem waarbij dan de afronding van de laatste
activiteit als levering werd beschouwd (hier wordt later nader op ingegaan). Een aantal
bedrijven maakte gebruik van voortgangsrapportages. Deze bleken echter onvoldoende
87
informatie te verschaffen over de gerealiseerde levertijden. Dergelijke rapportages zijn met
name opgezet om begrotingen van orders (tussentijds) te beoordelen.
Afhankelijk van het aantal geleverde orders in een bepaalde periode, de bewerkelijkheid van
het achterhalen van de gegevens en de mate van beschikbaarheid van de gegevens, werd
gekozen voor ofwel een steekproef uit orders ofwel voor een beschouwing van alle orders in
een bepaalde periode. Bij een steekproef werd de representativiteit van de in de steekproef
opgenomen orders nader bekeken22•
Bij de bedrijven die werken op projectbasis zijn er twee waarbij de projecten onderling sterk
verschillen in omvang en levertijd (pilot #4 en #5). De diversiteit en het beperkte aantal
projecten per jaar maakt een vaststelling van de prestatie per project noodzakelijk. Bij een
derde bedrijf is onderscheid gemaakt naar vier typen klantenorders omdat elk type verschil
lend behandeld wordt bij de planning en uitvoering van de planning. Berekening van een
gemiddelde "overall" prestatie zou bij deze drie pilots een vertekend beeld hebben gegeven.
De conclusie bij deze meting is dat de gegevens binnen de organisaties beschikbaar zijn,
echter in verschillende administraties. Het gevolg is dat de bedrijven geen direct inzicht
hebben in de geleverde prestatie; en dat er administratief spitwerk verricht moest worden om
de informatie te kunnen produceren.
De metingen van de externe prestatie bij de twaalf zijn in tabel 5.1 weergegeven.
De volgende stap in de logistieke geldstroomdiagnose is gericht op de interne prestatie. De
afwezigheid van een reguliere prestatiemeting bij alle bedrijven en het feit dat pilot gegevens
in verschillende administraties voorhanden waren met bovendien nog onduidelijk gedefinieer
de overdrachtsmomenten, leidde bij de bepaling van de interne prestatie tot grote (meet)pro
blemen.
De kernvraag bij de meting van interne prestatie is: in welke mate voldoen de doorlooptijden
aan de norm- of geplande doorlooptijd? Voor de metingen moeten normen en/of planningen
bekend zijn en moeten realisaties gemeten kunnen worden. In slechts één geval bleken deze
gegevens direct beschikbaar (pilot #6). Bij één bedrijf was het mogelijk de interne leverbe
trouwbaarheid (S-curve) te bepalen in plaats van een doorlooptijdmeting (pilot #9).
22 Dergelijke vraagstukken kwamen uiteraard aan de orde in het wekelijks overleg van de werkgroep.
88
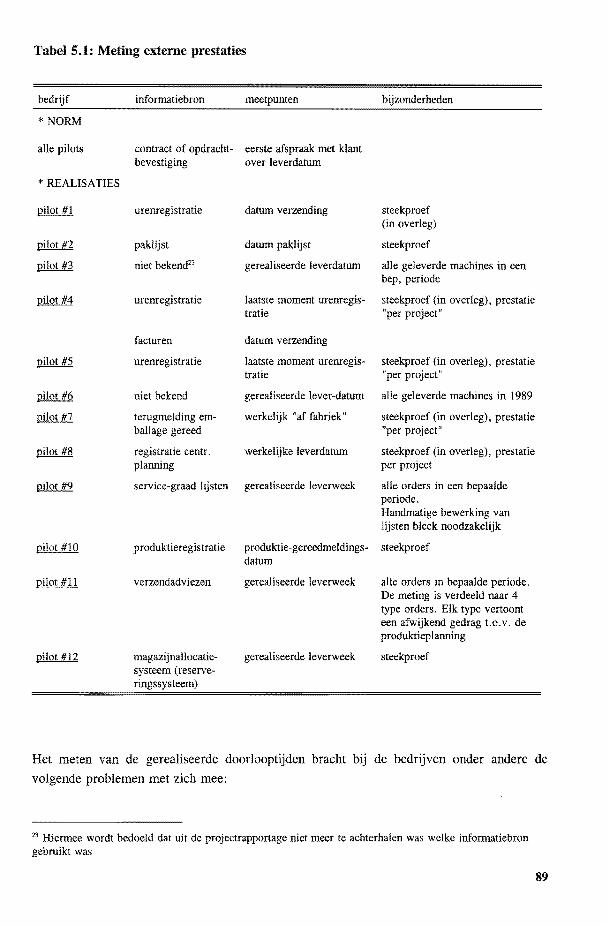
Tabel 5.1: Meting externe prestaties
bedrijf informatiebron meetpunten bijzonderheden
*NORM
alle pilots contract of opdracht- eerste afspraak met klant bevestiging over leverdatum
* REALIS A TIES
pilot #1 urenregistratie datum verzending steekproef (in overleg)
pilot #2 paklijst datum paklijst steekproef
pilot #3 niet bekend23 gerealiseerde leverdatum alle geleverde machines in een bep, periode
pilot #4 urenregistratie laatste moment urenregis- steekproef (in overleg), prestatie tratie "per project"
facturen datum verzending
pilot#5 urenregistratie laatste moment urenregis- steekproef (in overleg), prestatie tratie "per project"
pilot #6 niet bekend gerealiseerde lever-datum alle geleverde machines in 1989
pilot #7 terugmelding em- werkelijk "af fabriek" steekproef (in overleg), prestatie ballage "per project"
pilot #8 registratie centr. werkelijke leverdatum steekproef (in overleg), prestatie planning per project
pilot #9 service-graad lijsten gerealiseerde leverweek alle orders in een bepaalde periode. Handmatige bewerking van lijsten bleek noodzakelijk
pilot #10 produktieregistratie produktie-gereedmelding&- steekproef datum
pilot #11 verzendadviezen gerealiseerde leverweek alle orders in bepaalde periode. De meting is verdeeld naar 4 type orders. Elk type vertoont een afwijkend gedrag t.o.v. de produktieplanning
pilot #12 magazijnallocatie- gerealiseerde leverweek steekproef systeem (reserve-
Het meten van de gerealiseerde doorlooptijden bracht bij de bedrijven onder andere de
volgende problemen met zich mee:
23 Hiermee wordt bedoeld dat uit de projectrapportage niet meer te achterhalen was welke informatiebron gebruikt was
89
- Zowel doorlooptijden als start- en einddata van activiteiten worden niet geregistreerd. Een
uitzondering hierop vormen de bedrijven van pilot #3 en #7. Bij deze bedrijven worden
voor het fysieke traject activeringsdata van suborders geregistreerd. Door afwezigheid van
een geautomatiseerd produktieregistratiesysteem moest bij de overige bedrijven gebruik
worden gemaakt van handmatig vastgelegde gegevens op interne opdrachten of documenta
tie die overgedragen wordt bij de start van een volgende activiteit. Bij een aantal bedrijven
bood het urenregistratiesysteem uitkomst als gegevensbron;
- Bij overlapping van activiteiten bleken geen eenduidige overdrachtsmomenten gedefinieerd
te zijn. Het gevolg hiervan is dat meetpunten moeilijk vast te stellen zijn.
- De interne gegevens of opdrachten bleven slechts in beperkte mate en/of tijdelijk bewaard;
De handmatig bijgehouden gegevens op de interne opdrachten of documentatie verschilden
vaak per afdeling wat betreft methodiek;
- Het urenregistratiesysteem geeft informatie gericht naar order en niet naar afdeling.
Hierdoor is de verwerking van gegevens zeer bewerkelijk;
Om bij deze beperkingen te komen tot vaststelling van de interne prestatie werden een drietal
methoden gehanteerd.
1. Achterhalen van interne werkopdrachten of documentatie die overgedragen wordt bij de
start van een volgende activiteit;
2. Gebruikmaking van ordervervolgingsformulieren in combinatie met computeranalyses op
activeringsdata van suborders;
3. Gebruikmaking van urenregistratiesysteem. Hierbij moest zowel de periode als de afdeling
waarop de uren betrekking hadden, worden nagegaan.
Overigens is bij de bedrijven met omvangrijke projecten {pilots #4, #7 en #8) naast de
doorlooptijd per activiteit eveneens de gemiddelde doorlooptijd van suborders binnen die
activiteit gemeten. De informatie over de start en het einde van de activiteit bleek niet
nauwkeurig genoeg omdat activiteiten elkaar overlappen. Bij een doorlooptijd-overschrijding
van suborders die deel uitmaken van het kritieke pad, zal een overschrijding van de doorloop
tijd van het gehele traject het gevolg zijn. Meting van de doorlooptijd per suborder bleek
mogelijk met behulp van de urenregistraties.
Bij deze omvangrijke projecten bleek de inkoop gedurende het gehele traject bestellingen te
verzorgen van materialen en maak- of koopdelen die op verschillende momenten in het traject
nodig zijn. In dit geval verschaft de meting van begin en einde van de inkoopactiviteiten
weinig inzicht. Om toch een uitspraak te kunnen doen over de prestatie van Inkoop werd in
een drietal pilots een onderzoek uitgevoerd naar de doorlooptijd binnen de afdeling Inkoop
voor alle inkooporders binnen één bepaald project. Ook werd onderzocht in hoeverre Inkoop
in staat is om binnen de (door de planning) gevraagde levertijd in te kopen goederen
beschikbaar te krijgen.
90
Bij gebrek aan normen voor interne doorlooptijden werd de gerealiseerde doorlooptijd
vergeleken met een geplande doorlooptijd. Daarbij zijn de volgende bijzonderheden op te
merken:
- planningsgegevens over doorlooptijden ontbreken bij pilot #2, pilot #5 en pilot #12;
- de planning heeft niet de gewenste detaillering: alleen op project-niveau (pilots #1 en #4);
- de normen die gebruikt werden voor de planning bleken soms op voorhand al weinig
betrouwbaar door gebrek aan ervaringscijfers;
project-planningen bleken een globale opzet te hebben met als hoofddoel klanten informe
ren; de besturing van het ordertraject was slechts van secundair belang;
- plannings-gegevens worden slechts korte tijd bewaard zodat de gerealiseerde waarden
slechts in beperkte mate met een geplande waarde vergeleken kunnen worden. Dit beperkt
de (steekproet)omvang van de meting.
De afzonderlijke metingen zijn in tabel 5.2. weergegeven. Bij elke pilot is weergegeven
welke gegevens als norm gediend hebben en hoe de realisaties gemeten zijn.
Opgemerkt wordt dat met name in de bedrijven waar de planning ontbreekt of een globaal
karakter heeft, het nut van de eenmalige diagnose vooral ook die van "eye-opener' is (pilots
#1, #2, #4, #5 en #12). Het feit dat in de diagnose de gegevens over de prestatie verzameld
werden, bleek in deze gevallen nieuw inzicht te bieden over de werkelijke prestatie van de
organisatie.
De bedrijven waar de planningsfunctie beter ontwikkeld is, bleken ook beter op de hoogte
van de externe en interne prestatie van hun organisatie. De door de diagnose verkregen
resultaten kunnen beoordeeld worden in samenhang met de inzet van logistieke middelen. De
inzet van logistieke middelen wordt in de volgende twee paragrafen besproken. Als eerste
komen de metingen van voorraden en onderhanden werk aan de orde.
91
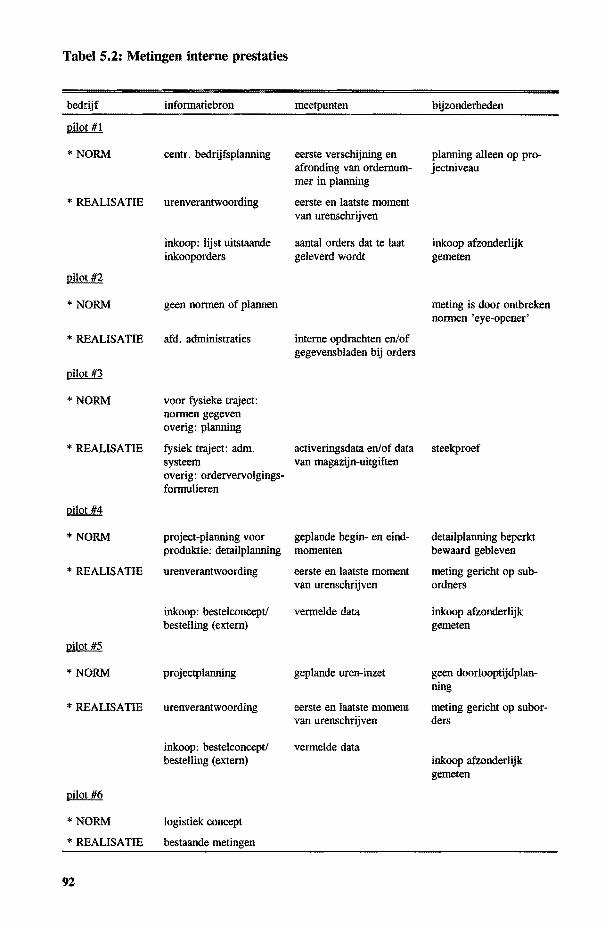
Tabel 5.2: Metingen interne prestaties
bedrijf informatiebron meetpunten bijzonderheden
pilot #1
*NORM centr. bedrijfsplanning eerste verschijning en planning alleen op pro-afronding van ordemum- jectniveau mer in planning
* REALISATIE urenverantwoording eerste en laatste moment van urenschrijven
inkoop: lijst uitstaande aantal orders dat te Iaat inkoop afzonderlijk inkooporders geleverd wordt gemeten
pilot #2
*NORM geen normen of plannen meting is door ontbreken normen 'eye-opener'
* REALISATIE afd. administraties interne opdrachten en/of gegevensbladen bij orders
pilot #3
*NORM voor fysieke traject: normen gegeven overig: planning
* REALIS A TIE fysiek traject: adm. activeringsdata enlof data steekproef systeem van magazijn-uitgiften overig: ordervervolgings-formulieren
pilot #4
*NORM project-planning voor geplande begin- en eind- detailplanning beperkt produktie: detailplanning momenten bewaard gebleven
*REALISATIE urenverantwoording eerste en laatste moment meting gericht op sub-van urenschrijven ordners
inkoop: bestelconcept/ vermelde data inkoop afzonderlijk bestelling (extern) gemeten
pilot #5
*NORM projectplanning geplande uren-inzet geen doorlooptijdplan-ning
* REAUSA TIE urenverantwoording eerste en laatste moment meting gericht op subor-van urenschrijven ders
inkoop: bestelconcept/ vermelde data bestelling (extern) inkoop afzonderlijk
gemeten
pilot #6
*NORM logistiek concept
* REALIS A TIE bestaande metingen
92
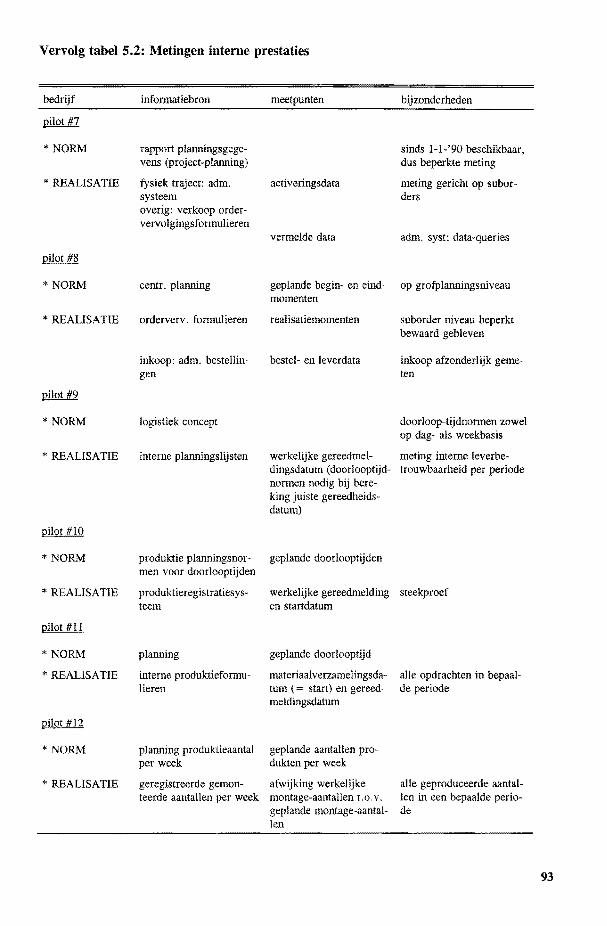
Vervolg tabel 5.2: Metingen interne prestaties
bedrijf informatiebron meetpunten bijzonderheden
pilot #7
*NORM rapport planningsgege- sinds 1-1-'90 beschikbaar, vens (project-planning) dus beperkte meting
* REALISATIE fysiek traject: adm. activeringsdata meting gericht op subor-systeem ders overig: verkoop order-vervolgingsformulieren
vermelde data adm. syst: data-queries
pilot #8
*NORM centr. planning geplande begin- en eind- op grofplanningsniveau momenten
* REALIS A TIE orderverv. formulieren realisatiemomenten suborder niveau beperkt bewaard gebleven
inkoop: adm. bestellin- bestel- en leverdata inkoop afzonderlijk geme-gen ten
pilot #9
*NORM logistiek concept doorloop-tijdnormen zowel op dag- als weekbasis
* REALISATIE interne planningslijsten werkelijke gereedmel- meting interne leverbe-dingsdatum (doorlooptijd- trouwbaarheid per periode normen nodig bij bere-king juiste gereedheids-datum)
pilot #10
*NORM produktie planningsnor- geplande doorlooptijden men voor doorlooptijden
* REAUSA TIE produktieregistratiesys- werkelijke gereedmelding steekproef teem en startdatum
pilot #11
*NORM planning geplande doorlooptijd
* REALISATIE interne produktieformu- materiaalverzamelingsda- alle opdrachten in bepaal-lieren turn ( = start) en gereed- de periode
meldingsdatum
pilot #12
*NORM planning produktieaantal geplande aantallen pro-per week dukten per week
* REALIS A TIE geregistreerde gemon- afwijking werkelijke alle geproduceerde aantal-teerde aantallen per week montage-aantallen t.o.v. Jen in een bepaalde perio-
geplande montage-aantal- de !en
93
5.3 Capaciteiten
De meting van capaciteiten bestaat uit drie delen. Ten eerste wordt per periode de totale
hoeveelheid gecontracteerde capaciteit in uren gemeten. Deze kan onderverdeeld worden naar
ziekte, verlof en voor produktie aanwendbare capaciteit ( = netto beschikbare capaciteit). Het
tweede deel is een analyse van de inzet van de beschikbare capaciteit in de periode. Hierbij
zijn we in het bijzonder geïnteresseerd in het onderscheid tussen normuren, meeruren en
verstoorde uren. Bij de derde deel van de meting wordt de aard van de beschikbare uren in
de periode geanalyseerd (capaciteitsbron). Hierbij onderscheiden we vast personeel, inleen
krachten, overwerk en uitbesteding van werk om capaciteitsredenen. De metingen vinden
plaats voor alle afdelingen die betrokken zijn bij het ordertraject
Je meting De meting van de gecontracteerde capaciteit wordt verricht op basis van de salarisadmini
stratie en eventueel de produktieadministratie. Uit de salarisadministratie zijn de uitbetaalde
uren met betrekking tot ziekte, verlof en aanwezigheid van zowel vast als tijdelijk personeel,
rechtstreeks af te leiden. De uitbestede uren worden vaak uit een andere administratie
afgeleid, bijvoorbeeld de produktieadministratie.
2e meting Voor de tweede meting, de inzet van de beschikbare capaciteit, is gebruik gemaakt van
urenregistraties voor urenverantwoording in het financiële of produktieregistratie systemen.
Bij pilot #9 werden de bestede uren handmatig door afdelingsadministraties bewerkt. Tevens
dient te worden opgemerkt dat veelal alleen directe krachten uren registreren. De registratie
vindt plaats per werknemer, per produktieopdracht of suborder en wordt iedere periode per
afdeling of per order geaggregeerd. Indirecte krachten kennen veelal geen urenverantwoor
ding. De capaciteitsbesteding is bepaald aan de hand van schattingen van betrokken werkne
mers op basis van interviews. Nader onderzoek binnen indirecte afdelingen bleek binnen het
beschikbare tijdsbestek niet haalbaar. Een uitzondering op deze situatie vormt pilot #6 waar
dergelijke metingen bij indirecte afdelingen beschikbaar zijn.
Het gebruiken van urenregistraties om de capaciteitsverdeling vast te stellen brengt een aantal
problemen met zich mee:
- De doelstelling van urenregistraties wordt door veel betrokkenen gezien als een verant
woording naar de financiële administratie. Het nut van een accurate urenregistratie voor
planningsdoeleinden wordt dan ook nauwelijks ingezien. Dit heeft directe gevolgen voor de
kwaliteit van planning, nacalculatie en de metingen in het kader van de diagnose;
94
- Veelal komt de informatie beschikbaar in standaardrapporten. De opzet van deze rapporten
(met als doel verantwoording) komt niet te allen tijde overeen met de manier waarop we
voor de diagnose de gegevens willen meten.
De normuren zijn niet verder opgesplitst in componenten. Deze kunnen onder andere
instel- en omsteluren zijn, hersteluren voor kwaliteitsfalen veroorzaakt door een vorige
afdeling en de netto taakuren. Hierdoor kan het onderscheid tussen normuren en extra of
verstoorde uren voor alle pilots verschillend zijn.
Bij pilot #9 bleken de afzonderlijke, handmatig verwerkte urenbestedingsrapportages per
afdeling sterk uiteen te lopen in de meting van normuren en verstoorde uren. Bij de
verwerking van deze gegevens is gestreefd om alle afdelingsrapportages op één lijn te
brengen.
Bij de pilots was het mogelijk om met behulp van beschikbare gegevensbronnen inzicht te
krijgen in de aanwending van capaciteit (inzet). De meting van de inzet van beschikbare
capaciteit heeft bij alle twaalf pilots als volgt plaatsgevonden. Op basis van bezettings
overzichten (handmatig of geautomatiseerd) worden de beschikbare uren capaciteit per
afdeling onderverdeeld in verzuimuren, indirecte activiteiten en inzetbare uren. Verzuimuren
en indirecte activiteiten worden in de standaardrapporten als zodanig weergegeven op basis
van terugmeldingen van de afdelingen.
De inzetbare uren worden verdeeld in normuren, meeruren en verstoorde uren. De normuren
zijn vastgesteld op basis van voorcalculatorische normen of begrotingen die per (sub)order
worden opgesteld. Meeruren zijn de uren die verloren gaan aan onder andere herbewerking,
afkeur, specificatie-wijzigingen, storing, wachten op vorige activiteit én die als zodanig
geregistreerd worden. Met name deze registratie is belangrijk om te vermelden, omdat in de
meeste bedrijven de indruk bestaat dat het aantal meeruren groter is dan geregistreerd wordt.
Het gevolg is dan dat een deel van de meeruren is opgenomen als verstoringen (oorzaak
onbekend).
3e meting
Voor de derde meting, de aard van de beschikbare capaciteit, is gebruik gemaakt van de
standaardrapportering van de uren (per afdeling of order) waarin aangegeven wordt of de
geregistreerde uren door inleenkrachten of door vast personeel zijn uitgevoerd. Ook kan deze
informatie uit de salarisadministratie herleid zijn. Deze administratie geeft tevens een beeld
van overuren. Tenslotte dienden nog de uren met betrekking tot uitbesteding achterhaald te
worden. De volgende twee methoden zijn hiervoor gebruikt:
1. V oor activiteiten die uitbesteed worden om capaciteitsredenen zijn een aantal uren voor
gecalculeerd. Deze uren kunnen beschouwd worden als de uren die inderdaad zijn uitbe
steed (toegepast bij pilot #6 en #10). Problemen:
in werkelijkheid blijken bij uitbesteding meer uren gemaakt te worden dan intern
begroot is;
95
de gegevens worden beperkt bewaard;
2. Bij uitbesteding wordt vaak een hoeveelheid werk uitbesteed voor een bepaald bedrag
zonder dat het aantal uren gespecificeerd wordt. Het aantal uren kan dan geschat worden
aan de hand van factuurbedragen (minus materiaalkosten) en een gemiddeld uurtarief bij
uitbesteding. De methode werd toegepast bij pilot #4, #5 en #7.
Bij pilot #1 is, afhankelijk van de beschikbaarheid van informatie gebruik gemaakt van een
combinatie van de twee mogelijkheden. Bij pilot #9 en #12 werd geen gebruik gemaakt van
uitbesteding. De toegepaste methode bij pilot #2, #3, #8 en #11 is niet bekend.
De totale uitgaven voor vast personeel, inleenkrachten en overwerk zijn geschat op basis van
gemiddelde maandsalarissen en gemiddelde overwerktoeslagen. Uitgaven voor uitbesteding
kunnen achterhaald worden met geboekte facturen of op basis van 'verwacht' aantal uitbeste
de uren en gemiddeld uurtarief bij uitbesteding bekend bij de produktieadministratie.
Met betrekking tot de capaciteitsmetingen kan opgemerkt worden dat de benodigde hoeveel
heid informatie en combinatie van de verschillende informatiebronnen (geautomatiseerde
volledige of gedeeltelijke urenregistratie, salarisadministratie, handmatig verwerkte urenre
gistratie) een bewerkelijke procedure inhield om de uiteindelijk benodigde gegevens te
kunnen presenteren. Deze bewerkelijkheid van de informatie-verzameling vormt een drempel
voor de toepasbaarheid van de LGD. Zie ook tabel 5.3.
5.4 Voorraden en onderhanden werk
Bij de meting van voorraden en onderhanden werk (tabel 5.4) wordt in de diagnose de wer
kelijke hoeveelheid voorraad en onderhanden werk verdeeld in normatieve voorraad,
buffervoorraad en overtollige voorraad. De normatieve voorraad bestaat uit de veiligheids
voorraad en een serievoorraad en wordt bepaald door de bestelmethodiek die door de
organisatie gehanteerd wordt. De buffervoorraad wordt bepaald door de veiligheidstijd die
gehanteerd wordt om verstoringen op te vangen. De overtollige voorraad is het vermijdbare
deel van de werkelijk aanwezige voorraad.
96
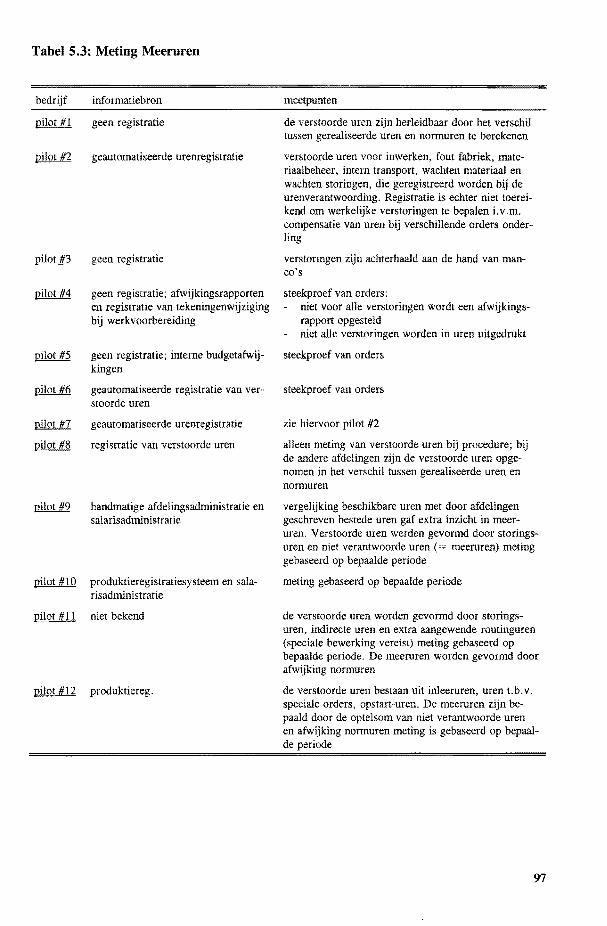
Tabel 5.3: Meting Meeruren
bedrijf informatiebron
geen registratie
geautomatiseerde urenregistratie
geen registratie
geen registratie; afwijkingsrapporten en registratie van tekeningenwijziging bij werkvoorbereiding
geen registratie; interne budgetafwijkingen
geautomatiseerde registratie van verstoorde uren
geautomatiseerde urenregistratie
registratie van verstoorde uren
pilot #9 handmatige afdelingsadministratie en salarisadministratie
pilot #10 produktieregistratiesysteem en salarisadministratie
pilot # 11 niet bekend
pilot #12 produktiereg.
meetpunten
de verstoorde uren zijn herleidbaar door het verschil tussen gerealiseerde uren en normuren te berekenen
verstoorde uren voor inwerken, fout fabriek, materiaalbeheer, intern transport, wachten materiaal en wachten storingen, die geregistreerd worden bij de urenverantwoording. Registratie is echter niet toereikend om werkelijke verstoringen te bepalen i.v.m. compensatie van uren bij verschîllende orders onderling
verstoringen zijn achterhaald aan de hand van manco's
steekproef van orders: niet voor alle verstoringen wordt een afwijkingsrapport opgesteld niet alle verstoringen worden in uren uitgedrukt
steekproef van orders
steekproef van orders
zie hiervoor pilot #2
alleen meting van verstoorde uren bij procedure; bij de andere afdelingen zijn de verstoorde uren opgenomen in het verschil tussen gerealiseerde uren en normuren
vergelijking beschikbare uren met door afdelingen geschreven bestede uren gaf extra inzicht in meeruren. Verstoorde uren werden gevormd door storingsuren en niet verantwoorde uren ( = meeruren) meting gebaseerd op bepaalde periode
meting gebaseerd op bepaalde periode
de verstoorde uren worden gevormd door storingsuren, indirecte uren en extra aangewende routinguren (speciale bewerking vereist) meting gebaseerd op bepaalde periode. De meeruren worden gevormd door afwijking normuren
de verstoorde uren bestaan uit inleeruren, uren t.b.v. speciale orders, opstart-uren. De meeruren zijn bepaald door de optelsom van niet verantwoorde uren en afwijking normuren meting is gebaseerd op bepaalde
97
Voorraad in voorraadpunten
De werkelijk aanwezige hoeveelheid voorraad in de verschillende voorraadpunten (grond
stoffen, halffabrikaten, koop- en maakdelen en eventueel gereed produkt) is vastgesteld met
behulp van voorraad- en onderhanden werk-registraties.
Het merendeel van de administratieve systemen registreert voorraden alleen op basis van de
integrale kostprijswaarde. Om de materiaalwaarde van de voorraad te bepalen, werden
diverse methoden toegepast (in toenemende mate van nauwkeurigheid):
1. correctie van de gegevens op basis van (gemiddeld) gehanteerde toeslagen op de in
koopwaarde;
2. op basis van de gemiddelde materiaalwaarde van orders. Deze werd bepaald met behulp
van een steekproef in de onderhanden werk-registratie waarin materiaalverbruik per order
wordt geregistreerd.
3. meting van voorraden met behulp van queries in administratieve systemen.
Bij een viertal bedrijven (pilot #4, #5, #8 en #12) bleken voorraden niet als zodanig geregis
treerd te worden. Het inkopen van goederen vindt uitsluitend plaats ten behoeve van klanten
orders (in tegenstelling tot 'anonieme' inkoop ten behoeve van het magazijn). De geleverde
goederen worden direct in de onderhanden werk-registratie van het systeem geboekt, hoewel
het mogelijk is dat de goederen tijdelijk op voorraad komen te liggen. Bij een drietal
bedrijven is sprake van voorraad eindprodukt (pilot #10, #11 en #12). Aangezien de meting
van onderhanden werk wel duidelijk afwijkend is van die van voorraad grondstof is hiervoor
een aparte tabel gemaakt. De extra gegevens met betrekking tot voorraad eindprodukt zijn in
tabel 5.4 opgenomen.
Het meten van voorraden kon plaatsvinden op basis van de registraties in de huidige infor
matievoorziening. De waardering tegen materiaalwaarde maakte echter nadere analyses
noodzakelijk. De aanwezigheid van systemen met queriemogelijkheden vereenvoudigde
dergelijke metingen.
Onderhanden werk voorraad
Het meten en analyseren van het onderhanden werk vraagt om een andere benadering. Het
gaat hier om een meting van zowel verbruikt materiaal, ingekochte goederen en bestede uren
voor een bepaalde order (cumulatief over een jaar). Voor een groot aantal orders bleek het
achterhalen van het onderhanden werk bewerkelijk door de beperkte analyse-mogelijkheden
die dergelijke registratiesystemen bieden. Daarom is naar alternatieve methoden gewcht.
Atbankelijk van de situatie kunnen drie benaderingen onderscheiden worden.
1. De eerste benadering geeft een schatting van het aanwezige onderhanden werk op basis
van de doorlooptijd, de produktiehoeveelheid per periode (samen bepalend voor het
gemiddelde aantal produktieopdrachten op de werkvloer) en de materiaalwaarde van de

produktieopdrachten (bepaald aan de hand van een steekproef in de onderhanden werk
registratie). Het onderscheid tussen normatief onderhanden werk en extra onderhanden
werk kan gemaakt worden op basis van een norm-doorlooptijd (en eventueel buffer). Men
maakt hier dus gebruik van het verband tussen doorlooptijd en onderhanden werk.
2. Bij een tweede benadering is gebruik gemaakt van het door het bedrijf gehanteerde
produktiebeheersingspakket. Het onderhanden werk is bepaald door suborders waarvoor
op een bepaald moment magazijnuitgiften zijn gedaan te vergelijken met de gereedgemelde suborders. De materiaalwaarde van de magazijnuitgiften voor nog niet gereed
gemelde suborders is dan het onderhanden werk. Het onderscheid tussen normatief
onderhanden werk en overtollig onderhanden werk kan als hierboven gemaakt worden op
basis van de geplande doorlooptijd, welke als norm doorlooptijd wordt gehanteerd. Deze
geplande doorlooptijd wordt eveneens in de vermelde systemen opgeslagen. 3. De situatie waarin ingekochte goederen direct in het onderhanden werk geboekt worden,
vraagt om weer een andere benadering. Gedurende de doorlooptijd van de projecten
worden inkomende goederen in het registratiesysteem geboekt op het moment van levering (ongeacht het moment van gebruik). In het registratiesysteem worden voor de lopende
projecten in een bepaalde periode (door de omvang van de projecten meestal voor een beperkt aantal) de directe kosten achterhaald voor grondstoffen, koop- en maakdelen, diensten en uitbesteding. De kostenposten vormen de materiaalwaarde van het onderhan
den werk. Deze resultaten van deze methode zijn moment-gebonden, men is namelijk
afhankelijk van de lopende projecten en van het stadium waar deze projecten zich in
bevinden. Om een evenwichtiger beeld te vormen is het dus verstandig om meerdere
perioden in de meting mee te nemen (pilots #4 en #5).
99
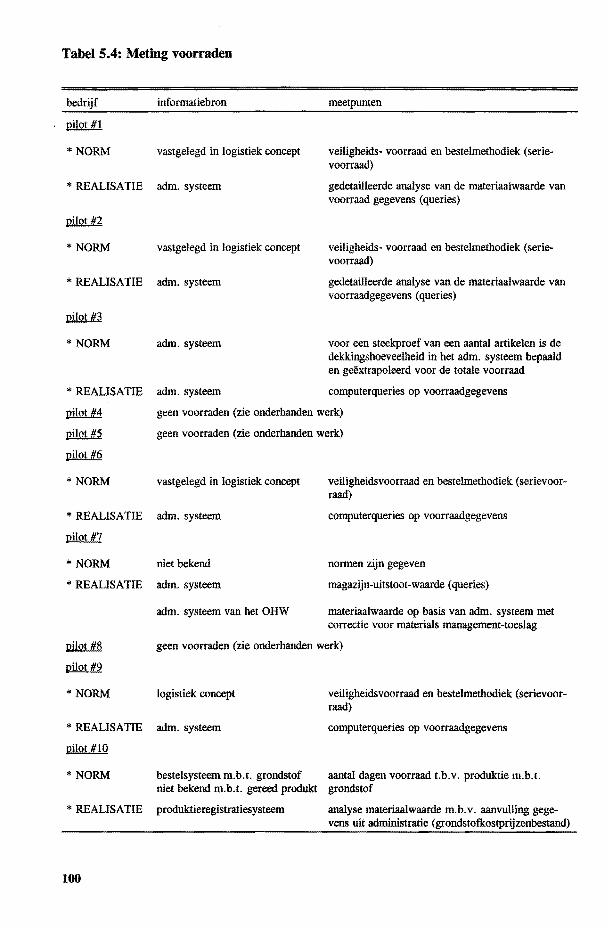
Tabel5.4: Meting voorraden
bedrijf infonnatiebron
* NORM vastgelegd in logistiek concept
* REALIS A TIE adm. systeem
* NORM vastgelegd in logistiek concept
* REAUSA TIE adm. systeem
* NORM adm. systeem
* REAUSA TIE adm. systeem
meetpunten
veiligheids- voorraad en bestelmethodiek (serievoorraad)
gedetailleerde analyse van de materiaalwaarde van voorraad gegevens (queries)
veiligheids- voorraad en bestelmethodiek (serievoorraad)
gedetailleerde analyse van de materiaalwaarde van voorraadgegevens ( queries)
voor een steekproef van een aantal artikelen is de dekkingshoeveelheid in het adm. systeem bepaald en geëxtrapoleerd voor de totale voorraad
computerqueries op voorraadgegevens
pilot #4
pilot #5
pilot #6
geen voorraden (zie onderhanden werk)
geen voorraden (zie onderhanden werk)
* NORM vastgelegd in logistiek concept
* REALIS A TIE adm. systeem
pilot #7
* NORM niet bekend
*REALISATIE adm. systeem
adm. systeem van het OHW
veiligheidsvoorraad en bestelmethodiek (serievoorraad)
computerqueries op voorraadgegevens
normen zijn gegeven
magazijn-uitstoot-waarde ( queries)
materiaalwaarde op basis van adm. systeem met correctie voor materials management-toeslag
geen voorraden (zie onderhanden werk)
* NORM logistiek concept
*REALISATIE adm. systeem
pilot #10
veiligheidsvoorraad en bestelmethodiek (serievoorraad)
computerqueries op voorraadgegevens
*NORM bestelsysteem m.b.t. grondstof aantal dagen voorraad t.b.v. produktie m.b.t. niet bekend m.b.t. gereed produkt grondstof
* REALISATIE produktieregistratiesysteem
100
analyse materiaalwaarde m.b.v. aanvulling gegevens uit administratie (grondstofkostprijzenbestand)
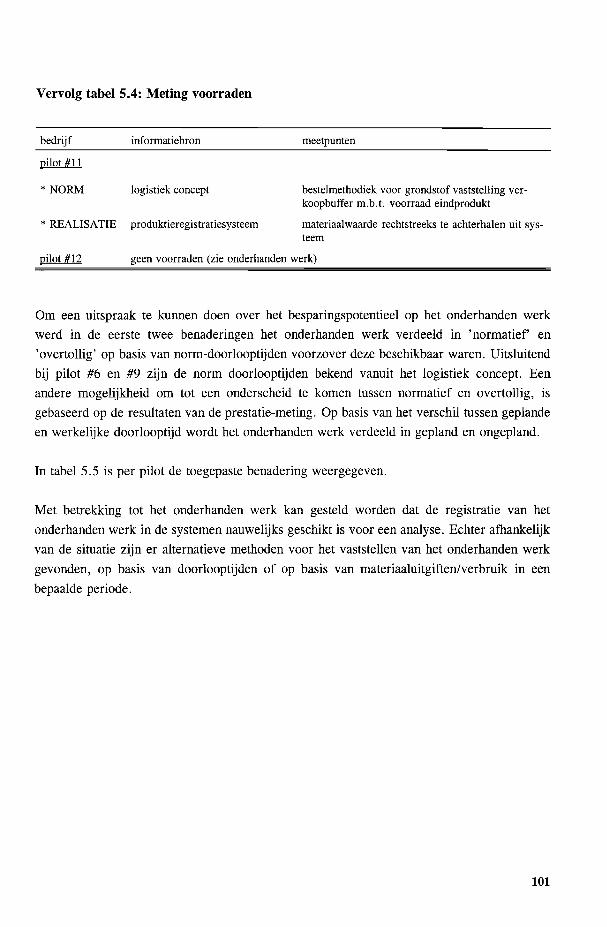
Vervolg tabel 5.4: Meting voorraden
bedrijf informatiebron
pilot #11
* NORM logistiek concept
* REALIS A TIE produktieregistratiesysteem
meetpunten
bestelmethodiek voor grondstof vaststelling verkoopbuffer m.b.t. voorraad eindprodukt
materiaalwaarde rechtstreeks te achterhalen uit systeem
pilot #12 geen voorraden (zie onderhanden werk)
Om een uitspraak te kunnen doen over het besparingspotentieel op het onderhanden werk
werd in de eerste twee benaderingen het onderhanden werk verdeeld in 'normatief' en
'overtollig' op basis van norm-doorlooptijden voorzover deze beschikbaar waren. Uitsluitend
bij pilot #6 en #9 zijn de norm doorlooptijden bekend vanuit het logistiek concept. Een
andere mogelijkheid om tot een onderscheid te komen tussen normatief en overtollig, is
gebaseerd op de resultaten van de prestatie-meting. Op basis van het verschil tussen geplande
en werkelijke doorlooptijd wordt het onderhanden werk verdeeld in gepland en ongepland.
In tabel 5. 5 is per pilot de toegepaste benadering weergegeven.
Met betrekking tot het onderhanden werk kan gesteld worden dat de registratie van het
onderhanden werk in de systemen nauwelijks geschikt is voor een analyse. Echter afhankelijk
van de situatie zijn er alternatieve methoden voor het vaststellen van het onderhanden werk
gevonden, op basis van doorlooptijden of op basis van materiaaluitgiften/verbruik in een
bepaalde periode.
101

Tabel 5.5: Meting Onderbanden Werk Voorraad (OHW)
bedrijf informatiebron
* NORM gepand en ongepland OHW op basis van doorlooptijdplanning
* REALIS A TIE registratiesysteem van het OHW
* NORM geen normen, baseren op prestatie-meting
* REALISATIE registratie in systeem van het OHW en doorlooptijden
*NORM geen
* REALIS A TIE registratiesysteem
*NORM
pilot #5
pilot #6
gepland en ongepland OHW op basis van doorlooptijd
meting idem pilot #4
* NORM logistiek concept
* REALIS A TIE registratie in systeem van het OHW
* NORM gepland en ongepland OHW op basis van doorlooptijdplanning
* REALIS A TIE registratiesysteem
102
meetpunten
ongepland OHW is dat deel van het OHW dat veroorzaakt wordt door een doorlooptijdoverschrijding
directe kosten voor materiaal en maak- en koopdelen in het registratiesysteem vormen de materiaalwaarde (handmatige analyse voor lopende orders in een bepaalde periode)
het vaststellen van het normatieve deel van het OHW als bij pilot #1 (zie hierboven)
schatting van het OHW op basis cumulatieve gegevens in het registratiesysteem en een gemiddelde doorlooptijd
geen normen in verband met het ontbreken van een norm-doorlooptijd
momentopname van uitstaande fabricage-orders (in het registratiesysteem kan achterhaald worden welke materialen bij de betreffende orders behoren)
ongepland OHW is dat deel van het OHW dat veroorzaakt wordt door een doorlooptijdoverschrijding
ongepland OHW is dat deel van het OHW dat veroorzaakt wordt door overschrijding van de normdoorlooptijd
analyse van materiaalgegevens in registratiesysteem van werkelijk aanwezige OHW d.m.v. steekproef
gepland OHW wordt verdeeld in norm en buffer op basis van doorlooptijd
OHW is bepaald aan de hand van het verschil tussen orderregels waarvoor materiaaluitgifte heeft plaatsgevonden en gereedgemelde orderregels
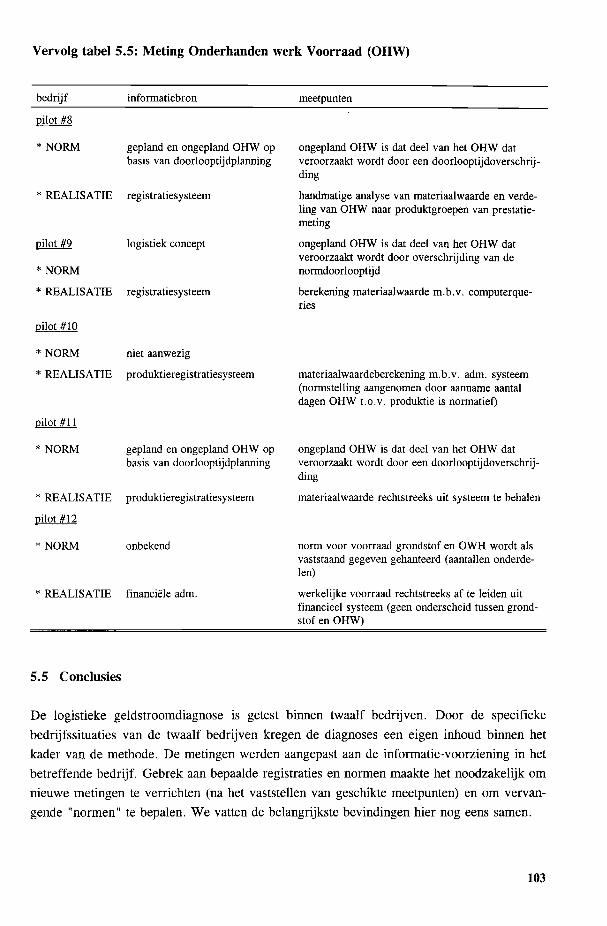
Vervolg tabel5.5: Meting Onderhanden werk Voorraad (OHW)
bedrijf
pilot #8
*NORM
* REALISATIE
pilot #9
*NORM
* REALIS A TIE
pilot #10
*NORM
* REALIS A TIE
pilot #11
*NORM
* REALIS A TIE
pilot #12
*NORM
* REALIS A TIE
5.5 Conclusies
informatiebron
gepland en ongepland OHW op basis van doorlooptijdplanning
registratiesysteem
logistiek concept
registratiesysteem
niet aanwezig
produktieregistratiesysteem
gepland en ongepland OHW op basis van doorlooptijdplanning
produktieregistratiesysteem
onbekend
financiële adm.
meetpunten
ongepland OHW is dat deel van het OHW dat veroorzaakt wordt door een doorlooptijdoverschrijding
handmatige analyse van materiaalwaarde en verdeling van OHW naar produktgroepen van prestatiemeting
ongepland OHW is dat deel van het OHW dat veroorzaakt wordt door overschrijding van de normdoorlooptijd
berekening materiaalwaarde m.b.v. computerqueries
materiaalwaardeberekening m.b.v. adm. systeem (normstelling aangenomen door aanname aantal dagen OHW t.o.v. produktie is normatief)
ongepland OHW is dat deel van het OHW dat veroorzaakt wordt door een doorlooptijdoverschrijding
materiaalwaarde rechtstreeks uit systeem te behalen
norm voor voorraad grondstof en OWH wordt als vaststaand gegeven gehanteerd (aantallen onderdelen)
werkelijke voorraad rechtstreeks af te leiden uit financieel systeem (geen onderscheid tussen grondstof en OHW)
De logistieke geldstroomdiagnose is getest binnen twaalf bedrijven. Door de specifieke
bedrijfssituaties van de twaalf bedrijven kregen de diagnoses een eigen inhoud binnen het
kader van de methode. De metingen werden aangepast aan de informatie-voorziening in het
betreffende bedrijf. Gebrek aan bepaalde registraties en normen maakte het noodzakelijk om
nieuwe metingen te verrichten (na het vaststellen van geschikte meetpunten) en om vervan
gende "normen" te bepalen. We vatten de belangrijkste bevindingen hier nog eens samen.
103
externe en interne prestatiemeting Gebleken is dat de twaalf bedrijven geen reguliere externe prestatie-meting kennen. Metingen
van geregistreerde start- en einddata in diverse administraties maakten het mogelijk om een
beeld te krijgen van de geleverde prestatie. De meting werd echter bij een aantal pilots
beperkt of zelfs onmogelijk gemaakt door gebrekkige registratie. In die gevallen kon een grof
beeld van de prestatie verkregen worden door gebruik te maken van de urenregistratie&.
Naast het globale karakter van deze meting is ook de bewerkelijkheid van de informatie
analyse een probleem. Een ander probleem is dat de gegevens slechts in beperkte mate
bewaard zijn gebleven. Vergelijking van de gerealiseerde doorlooptijd met een norm-waarde
om zo de interne prestaties te meten, bleek bij de meeste pilots niet mogelijk. Om een indruk
te krijgen van de geleverde prestatie werden gerealiseerde doorlooptijden vergeleken met
geplande doorlooptijden. Nadeel bij het hanteren van geplande doorlooptijden is de kwaliteit
van de planning en de beperkte registratie van de realisatie- en plangegevens.
Capaciteiten Bij de meting van capaciteiten werd bij alle pilots gebruik gemaakt van urenregistratie&. De
aanwezigheid van de systemen biedt enerzijds mogelijkheden voor de uitvoering van bepaalde
metingen. Anderzijds vormen de systemen ook de beperkende factor. Informatie in de
systemen komt vaak slechts beschikbaar in standaardrapporten. Daarnaast geldt dat de
registraties vaak ten behoeve van de Externe Berichtgeving worden uitgevoerd, terwijl de
invalshoek van LGD intern van aard is. Het gevolg is dat vaak bewerkelijke analyses
uitgevoerd moeten worden op de beschikbare gegevens. Er is dan sprake van verzamelen,
(her)groeperen, aggregeren en analyseren van de gegevens vanuit de standaardrapporten.
Voorraden Met betrekking tot de meting van voorraden bleken de aanwezige informatiesystemen een
bruikbare basis te vormen. Dit geldt met name voor de produktiebeheersingspakketten. De
beperkingen werden vooral gevormd door het ontbreken van efficiënte methoden om de
geregistreerde voorraden te waarderen op basis van materiaalwaarde. Systemen met query
mogelijkheden boden hierbij een zeer efficiënte hulp. De meting van het onderhanden werk
bleek sterk afhankelijk van de situatie bij de diverse pilots. Bij pilots met orders die onderling
vergelijkbaar zijn qua doorlooptijd en materiaalwaarde bleek een schatting van het onderhan
den werk mogelijk. Tevens moeten norm-doorlooptijden of geplande doorlooptijden bekend
zijn. Niet alle pilots bleken echter aan deze eisen te voldoen. In die gevallen werden andere,
vaak bewerkelijke, methoden gebruikt. Een indruk van het vermijdbare deel van de onder
handen werk voorraad werd verkregen door de gerealiseerde hoeveelheid onderhanden werk
te relateren aan de realisatie en de planning van doorlooptijden. Slechts bij een tweetal
bedrijven bleek het logistiek concept normen te bevatten voor de doorlooptijden. Het
vaststellen van het vermijdbare deel van het onderhanden werk was daarom slechts beperkt
mogelijk.
104
Informatie over kosten van logistieke flexibiliteit
In hoofdstuk 3 werden methodologische opmerkingen geplaatst over de beperkingen van
gevalstudies. Ook al is hier sprake van twaalf systematisch uitgevoerde gevalstudies, moet
men voorzichtig zijn met de generalisatie van bevindingen. Niettemin tekenen zich toch
duidelijke patronen af in deze twaalf gevalstudies. Gelet op de moeite die het kost om de
benodigde informatie voor een eenmalige LGD te produceren, kan geconcludeerd worden dat
in geen van de twaalf gevallen het management de beschikking had over een samenhangend
beeld met betrekking tot de logistieke prestatie en de hiervoor ingezette capaciteiten en
voorraden. Met andere woorden: de resultaten tonen aan dat het Logistiek Management in de
praktijk niet beschikt over relevante informatie over de kosten van logistieke flexibiliteit. Het
behoeft geen betoog dat er behoefte is aan praktisch bruikbare Management Accounting
technieken.
Uitvoerbaarheid van het LGD ontwerp
Een belangrijke onderzoeksvraag was of de ontworpen LGD uitvoerbaar was in de praktijk.
Bij de beantwoording van deze vraag is een tweetal zaken aan de orde. Als men kijkt naar de
benodigde gegevens voor een eenmalige LGD, dan valt op dat deze gegevens in de meeste
gevallen wel voorhanden zijn; zij het echter vaak in een voor de LGD niet of moeilijk
toegankelijke vorm. Dit betekent dat men zich een behoorlijke inspanning moet getroosten
om deze gegevens te veredelen tot informatie. Er is sprake van verzamelen uit diverse
administraties, (her)groeperen en aggregeren van de bestaande gegevens. Bij herhaalde
uitvoering van de LGD binnen een bedrijf zal hier natuurlijk een leereffect kunnen optreden,
maar het lijkt er toch op dat geautomatiseerde ondersteuning wenselijk is. Kortom, de
methode is uitvoerbaar maar vergt een behoorlijke administratieve inspanning. In dit
proefschrift wordt niet verder ingegaan op de rol van informatietechnologie. In plaats daarvan
wordt verder ingegaan op het verbeteren van de logistiek.
Hoe nu verder? Logistiek verbeteren
De resultaten van de LGD zullen in de praktijk vaak aanleiding geven tot logistieke verbete
ringen. Management Accounting levert hierbij technieken voor bedrijfseconomische beslis
singsondersteuning; denk hierbij bijvoorbeeld aan investeringsselectie-technieken. In de
regelkring uit Hoofdstuk 3 noemden we dit de fase van de incidentele beslissingsondersteu
ning (op korte en lange termijn). In het volgende hoofdstuk wordt stilgestaan bij de essentie
van logistiek verbeteren en de bedrijfseconomische beslissingsondersteuning daarbij. Vervol
gens wordt in de hoofdstukken 7 en 8 dieper ingegaan op twee specifieke maatregelen voor
de verbetering van de logistieke flexibiliteit.
105
Deel C:
BIJSTUREN
107
Hoofdstuk 6
BEDRIJFSECONOMISCHE
BESLISSINGSONDERSTEUNING IN DE LOGISTIEK
6.1 Inleiding
De Logistieke Geldstroomdiagnose schetst een beeld van de bestaande situatie; er wordt
nagegaan hoe leverbetrouwbaar men in een bepaalde periode is geweest en hoeveel (be
ïnvloedbare) kosten men voor deze prestatie heeft gemaakt. De vraag of men misschien beter
had kunnen presteren, eventueel met minder uitgaven, en hoe men dit in de toekomst zou
kunnen realiseren, komt in de diagnose niet aan de orde. Anders gezegd, de diagnose wordt
uitgevoerd binnen de bestaande Logistieke Grondvorm. Het begrip Logistieke Grondvorm
wordt in paragraaf 6.2 nader uitgewerkt. Er wordt hier aangesloten bij de benadering van
Hoekstra en Romme [1993]. Een belangrijk begrip dat hier wordt besproken is het zogenaam
de KlantenOrder OntkoppelPunt (KOOP).
De uitkomsten van de diagnose kunnen aanleiding geven om de Logistieke Grondvorm aan te
passen. Men staat dan voor een tweetal soorten problemen; enerzijds de vraag welke
logistieke maatregelen er genomen moeten worden en anderzijds de vraag wat dergelijke maatregelen kosten en opleveren. Veelal vergen dergelijke maatregelen (strategische)
investeringen in flexibiliteit. Paragraaf 6.3 gaat in op deze veranderingen van de grondvorm.
In een voorbeeld wordt onder meer de relatie gelegd naar de seriegroottebeslissing en Just-in
Time. Rest de vraag of de inspanningen die men zich moet getroosten om de logistieke
grondvorm aan te passen, opwegen tegen het resultaat. Dit is een vraag waarbij Management
Accounting technieken (investeringsselectie) een rol spelen. In paragraaf 6.4 wordt hierop
ingegaan.
6.2 Logistieke Grondvorm
In deze paragraaf wordt ingegaan op de zogenaamde Logistieke Grondvorm. Bij de behan
deling van de grondvorm wordt aansluiting gezocht bij Hoekstra en Romme [1993]. Het basismodel wordt in 6.2.1 besproken. Het KlantenOrder OntkoppelPunt komt in paragraaf
6.2.2 aan de orde. In paragraaf 6.2.3 worden enige nuanceringen van deze aanpak voor
gesteld.
109
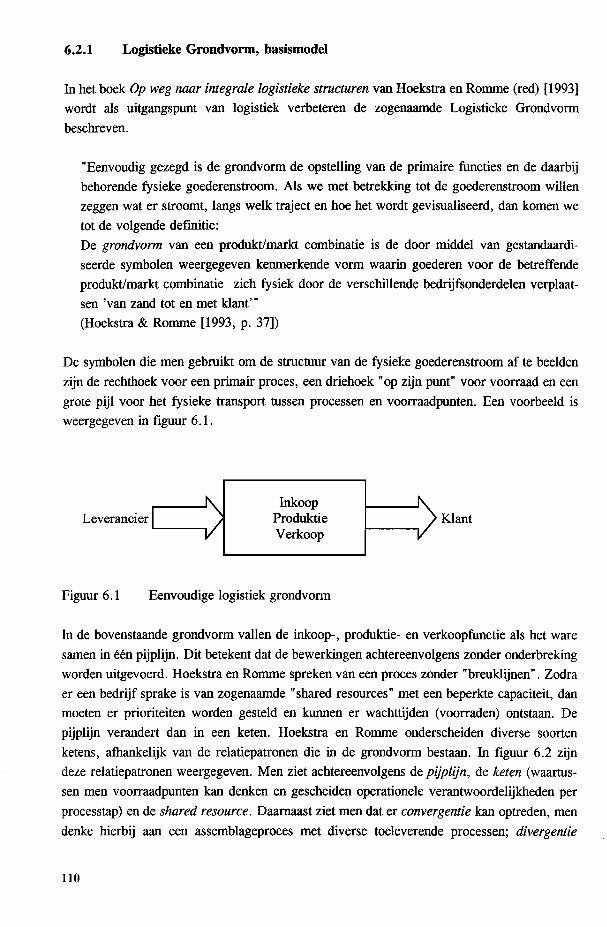
6.2.1 Logistieke Grondvorm, basismodel
In het boek Op weg naar integrale logistieke structuren van Hoekstra en Romme (red) [1993]
wordt als uitgangspunt van logistiek verbeteren de zogenaamde Logistieke Grondvorm
beschreven.
"Eenvoudig gezegd is de grondvorm de opstelling van de primaire functies en de daarbij
behorende fysieke goederenstroom. Als we met betrekking tot de goederenstroom willen
zeggen wat er stroomt, langs welk traject en hoe het wordt gevisualiseerd, dan komen we
tot de volgende defmitie:
De grondvorm van een produkt/markt combinatie is de door middel van gestandaardi
seerde symbolen weergegeven kenmerkende vorm waarin goederen voor de betreffende
produkt/markt combinatie zich fysiek door de verschillende bedrijfsonderdelen verplaat
sen 'van zand tot en met klant"'
(Hoekstra & Romme [1993, p. 37])
De symbolen die men gebruikt om de structuur van de fysieke goederenstroom af te beelden
zijn de rechthoek voor een primair proces, een driehoek "op zijn punt" voor voorraad en een
grote pijl voor het fysieke transport tussen processen en voorraadpunten. Een voorbeeld is
weergegeven in figuur 6 .1.
Leverancier
Figuur 6.1
Inkoop Produktie Verkoop
Eenvoudige logistiek grondvorm
Klant
In de bovenstaande grondvorm vallen de inkoop-, produktie- en verkoopfunctie als het ware
samen in één pijplijn. Dit betekent dat de bewerkingen achtereenvolgens zonder onderbreking
worden uitgevoerd. Hoekstra en Rommespreken van een proces zonder "breuklijnen". Zodra
er een bedrijf sprake is van zogenaamde "shared resources" met een beperkte capaciteit, dan
moeten er prioriteiten worden gesteld en kunnen er wachttijden (voorraden) ontstaan. De
pijplijn verandert dan in een keten. Hoekstra en Romme onderscheiden diverse soorten
ketens, afhankelijk van de relatiepatronen die in de grondvorm bestaan. In figuur 6.2 zijn
deze relatiepatronen weergegeven. Men ziet achtereenvolgens de pijplijn, de keten (waartus
sen men voorraadpunten kan denken en gescheiden operationele verantwoordelijkheden per
processtap) en de shared resource. Daarnaast ziet men dat er convergentie kan optreden, men
denke hierbij aan een assemblageproces met diverse toeleverende processen; divergentie
110
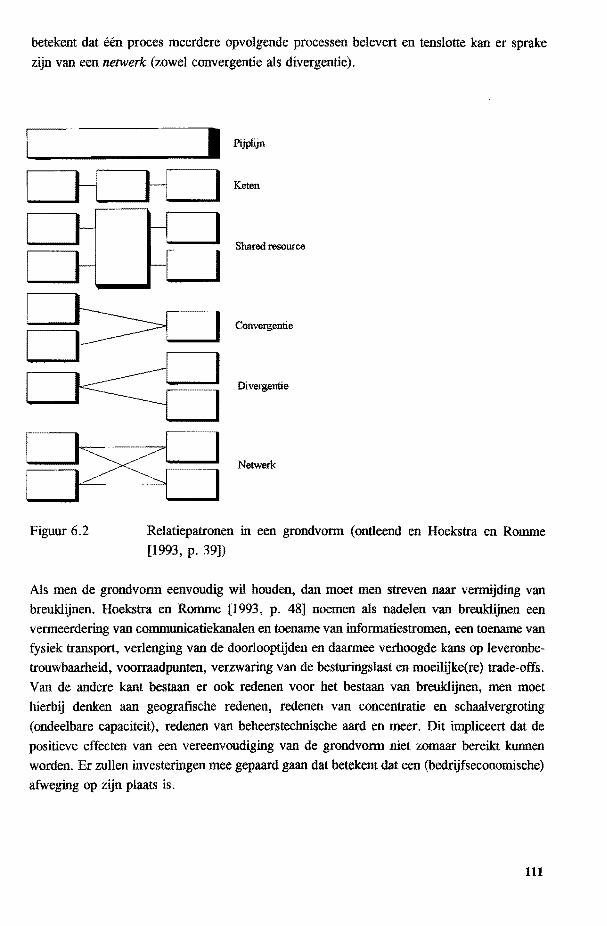
betekent dat één proces meerdere opvolgende processen belevert en tenslotte kan er sprake
zijn van een netwerk (zowel convergentie als divergentie).
~---------------------~~- ~j~jn ....__H H I Keren
i ~ ~ I~~ Convergentie
Divergentie
Figuur 6.2 Relatiepatronen in een grondvorm (ontleend en Hoekstra en Romme
[1993, p. 39])
Als men de grondvorm eenvoudig wil houden, dan moet men streven naar vermijding van
breuklijnen. Hoekstra en Romme [1993, p. 48] noemen als nadelen van breuklijnen een
vermeerdering van communicatiekanalen en toename van informatiestromen, een toename van
fysiek transport, verlenging van de doorlooptijden en daarmee verhoogde kans op leveronbe
trouwbaarheid, voorraadpunten, verzwaring van de besturingslasten moeilijke(re) trade-offs.
Van de andere kant bestaan er ook redenen voor het bestaan van breuklijnen, men moet
hierbij denken aan geografische redenen, redenen van concentratie en schaalvergroting
(ondeelbare capaciteit), redenen van beheerstechnische aard en meer. Dit impliceert dat de
positieve effecten van een vereenvoudiging van de grondvorm niet zomaar bereikt kunnen
worden. Er zullen investeringen mee gepaard gaan dat betekent dat een (bedrijfseconomische)
afweging op zijn plaats is.
111
De grondvorm wordt gebruikt als instrument voor verdere analyse. Zo is het mogelijk om de
produktstructuur af te beelden ten opzichte van de grondvorm. In dat geval gaat men na hoe
het aantal codenummers is verdeeld over de goederenstroom. Dit is met name van belang
voor het vraagstuk van de algemene aanwendbaarheid (commonality) van de onderdelen/pro
dukten.
Daarnaast kan de grondvorm gebruikt worden om de besturingsstructuur weer te geven. In
dat geval beeldt men het proces van planning en control af boven de grondvorm om na te
gaan hoe de planningsprocessen verlopen, welke niveaus te onderscheiden zijn en dergelijke
meer. Ook de positiebepaling van de KlantenOrder OntkoppelPunten is hier aan de orde. Op
dit laatste onderwerp wordt in 6.2.2 nader ingegaan.
Men kan ook de (formele) organisatiestructuur afzetten tegen de grondvorm. Dan is de vraag
waar verantwoordelijkheden voor processen, voorraden en capaciteiten liggen, hoe rapporte
ringslijnen verlopen en dergelijke meer.
Tenslotte kunnen natuurlijk ook de doorlooptijden en reactielijden in de grondvorm worden
weergegeven als ook andere belangrijke kwantitatieve gegevens als capaciteiten, voorraad
hoogten en kosten. Hoekstra en Romme geven van elke toepassing interessante voorbeelden.
We volstaan hier met een verwijzing naar Hoekstra en Romme [1993, p. 55 e.v.].
Het is belangrijk dat men ziet hoe de LGD past in de grondvorm. De LGD tracht een
financiële weergave te schetsen van de logistieke prestatie gegeven een bepaalde grondvorm;
dit wil zeggen de breuklijnen, de produktstructuur, de besturingsstructuur en de organisatie
structuur. LGD maakt gebruik van de (normatieve) kwantitatieve gegevens die bij deze
bestaande grondvorm horen.
De grondvorm die bij de LGD wordt gebruikt is in één opzicht afwijkend van de hier
geschetste en dat betreft het niet-fysieke voortraject. De grondvorm van de LGD betrekt
expliciet de niet-fysieke processtappen (de papieren orderstroom) in de basisvorm. De LGD
grondvorm is als het ware een projectie van het gehele ordertraject terwijl de grondvorm van
Hoekstra en Romme is beperkt tot het fysieke traject. De processtappen in het niet-fysieke
traject verdwijnen bij Hoekstra en Romme als het ware in de besturings- en organisatiestruc
tuur. In paragraaf 6.2.3 wordt hier verder op ingegaan.
6.2.2 Het KlantenOrder OntkoppelPunt (KOOP)
Een van de belangrijkste beslissingen die bij het ontwerp van de besturingsstructuur horen is
de positiebepaling van het zogenaamde KlantenOrder OntkoppelPunt (KOOP). Het KOOP
scheidt het op klantenorder gestuurde gedeelte van de goederenstroom van het op planning
gebaseerde deel. Of, zoals Hoekstra en Romme het formuleren:
112
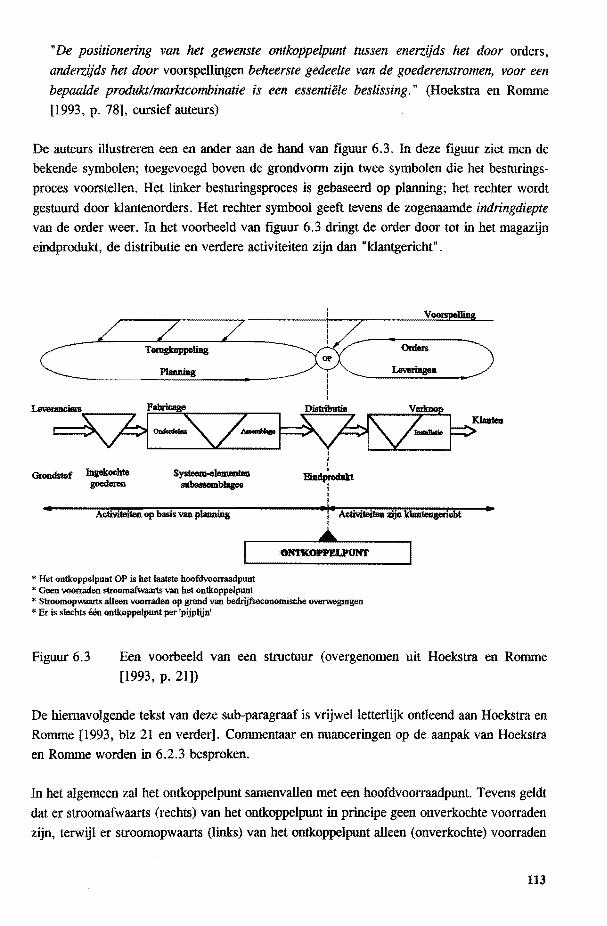
"De positionering van het gewenste ontkoppelpunt tussen enerzijds het door orders,
anderzijds het door voorspellingen beheerste gedeelte van de goederenstromen, voor een bepaalde produkt/marktcombinatie is een essentiële beslissing." (Hoekstra en Romme
[1993, p. 78], cursief auteurs)
De auteurs illustreren een en ander aan de hand van figuur 6.3. In deze figuur ziet men de
bekende symbolen; toegevoegd boven de grondvorm zijn twee symbolen die het besturings
praces voorstellen. Het linker besturingsproces is gebaseerd op planning; het rechter wordt
gestuurd door klantenorders. Het rechter symbool geeft tevens de zogenaamde indringdiepte van de order weer. In het voorbeeld van figuur 6.3 dringt de order door tot in het magazijn
eindprodukt, de distributie en verdere activiteiten zijn dan "klantgericht".
c __ L __ TenJflkoppeling_.__~-•• _____,/..____sk: ~3 I I I I
~=s:z-~f:> ..... Grondslof Ingekochte
goederen
• Activiteiten op basis van pJmm.ins
* Het ontkoppelpunt OP is het laatste hoofdvoorraadpunt * Geen voorraden stroomafwaa.rts van het ontkoppelpunt
I I I
~ i I I
• , .. A.ctiviteitan zijn klantengericht I .....
* Stroomopwaarts alleen voorraden op grond van bedrijfseconomische overwegingen * Er is slechts één ontkoppelpunt per 'pijplijn'
•
Figuur 6.3 Een voorbeeld van een structuur (overgenomen uit Hoekstra en Romme
[1993, p. 21])
De hiernavolgende tekst van deze sub-paragraaf is vrijwel letterlijk ontleend aan Hoekstra en
Romme [1993, blz 21 en verder]. Commentaar en nuanceringen op de aanpak van Hoekstra
en Romme worden in 6.2.3 besproken.
In het algemeen zal het ontkoppelpunt samenvallen met een hoofdvoorraadpunt Tevens geldt
dat er stroomafwaarts (rechts) van het ontkoppelpunt in principe geen onverkochte voorraden
zijn, terwijl er stroomopwaarts (links) van het ontkoppelpunt alleen (onverkochte) voorraden
113
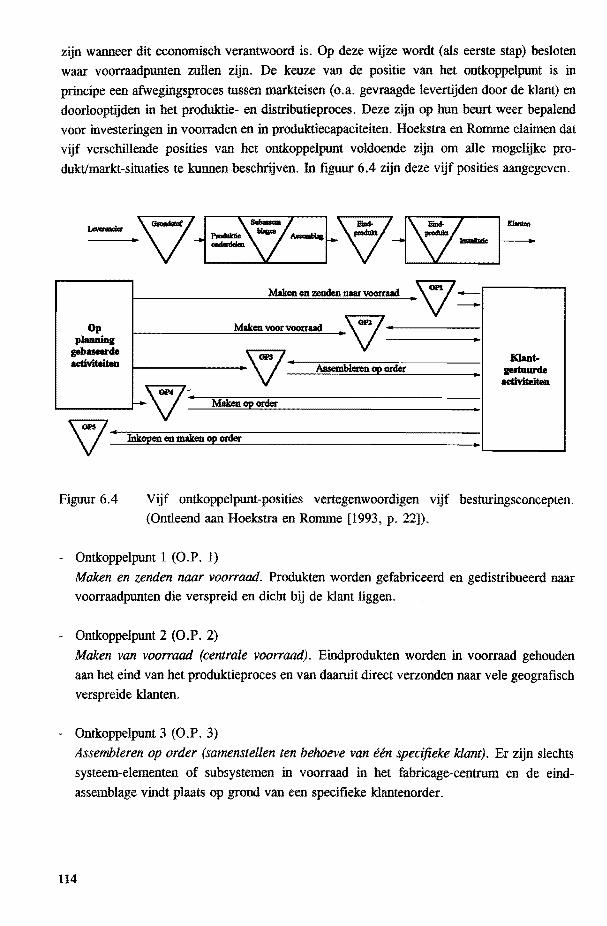
zijn wanneer dit economisch verantwoord is. Op deze wijze wordt (als eerste stap) besloten
waar voorraadpunten zullen zijn. De keuze van de positie van het ontkoppelpunt is in
principe een afwegingsproces tussen markteisen (o.a. gevraagde levertijden door de klant) en
doorlooptijden in het produktie- en distributieproces. Deze zijn op hun beurt weer bepalend
voor investeringen in voorraden en in produktiecapaciteiten. Hoekstra en Romme claimen dat
vijf verschillende posities van het ontkoppelpunt voldoende zijn om alle mogelijke pro
dukt/markt-situaties te kunnen beschrijven. In figuur 6.4 zijn deze vijf posities aangegeven.
Klantgestuurde aetiviteiten
Figuur 6.4 Vijf ontkoppelpunt-posities vertegenwoordigen vijf besturingsconcepten.
(Ontleend aan Hoekstra en Romme [1993, p. 22]).
Ontkoppelpunt 1 (Q.P. 1)
Maken en zenden naar voorraad. Produkten worden gefabriceerd en gedistribueerd naar
voorraadpunten die verspreid en dicht bij de klant liggen.
- Ontkoppelpunt 2 (O.P. 2)
Maken van voorraad (centrale voorraad). Eindprodukten worden in voorraad gehouden
aan het eind van het produktieproces en van daaruit direct verzonden naar vele geografisch
verspreide klanten.
Ontkoppelpunt 3 (Q.P. 3)
Assembleren op order (samenstellen ten behoeve van één specifieke klant). Er zijn slechts
systeem-elementen of subsystemen in voorraad in het fabricage-centrum en de eind
assemblage vindt plaats op grond van een specifieke klantenorder.
114
- Ontkoppelpunt 4 (O.P. 4)
Maken op order. Slechts grondstoffen en onderdelen worden op voorraad gelegd. Elke
order voor een klant is een specifiek project.
Ontkoppelpunt 5 (O.P. 5)
Inkopen en maken op order (voor een specifieke klant). Er worden totaal geen voorraden
gehouden. Verwerving gebeurt op grond van de specifieke klantenorder en ook het gehele
project wordt uitgevoerd ten behoeve van de ene specifieke klant.
Voor elke produkt/markt-combinatie of produktgroep in de onderneming zal vastgesteld
moeten worden waar het ontkoppelpunt moet liggen. Dit is een afwegingsproces tussen
levertijd, gevraagd door de klant, en de doorstroomtijd in het verwervings- en produktie- en
distributieproces. Ook andere factoren bijvoorbeeld universele of specifieke produkten spelen
in dit afwegingsproces een rol. De ervaring van Hoekstra en Romme heeft geleerd dat bij een
juiste afweging van al deze elementen het ontkoppelpunt de neiging heeft om stroomopwaarts
te verschuiven. Dat wil zeggen: men moet vermijden dat voorraden te ver stroomafwaarts
komen te liggen en dus duur zijn en geografisch specifiek zijn geworden. Hoe korter de
doorlooptijden en hoe flexibeler de organisatie, hoe meer stroomopwaarts een ontkoppelpunt
gekozen kan worden. Het kiezen van de positie van het ontkoppelpunt is beslissend bij het
vaststellen van de organisatie-structuur, inclusief de logistieke organisatie, en van de aard van
de (onvermijdbare) risico's die men in de onderneming wil aanvaarden.
De positie van het ontkoppelpunt wordt primair bepaald door de afweging tussen de vereiste
levertijden en de doorstroomtijden. Indien de vereiste levertijden kort zijn vergeleken met de
doorlooptijden van het verwervings- en fabricageproces, zal er een neiging zijn om het
ontkoppelpunt stroomafwaarts te verschuiven (naar rechts). Indien de levertijden aan de klant
relatief lang zijn en de vraag zeer specifiek is of zeer onregelmatig dan zal er een tendentie
zijn om het ontkoppelpunt stroomopwaarts te verschuiven (naar links). De uitkomst van deze
afweging is een van de belangrijkste ondernemingsbesluiten; zij vormt de basis voor de
gehele logistieke organisatie en voor de planning en de besturing. Het risico verbonden aan
investeringen en de risico's verbonden aan het al of niet waarmaken van beloofde levertijden
en geschatte kosten, kan nooit geheel vermeden worden. Deze risico's zijn echter geheel
verschillend voor elk van de vijf ontkoppelpunten (zie figuur 6.5).
Bij O.P. 1 is veel geld geïnvesteerd in voorraden eindprodukt verspreid over een aantal
distributiepunten, het risico incourant is hierbij groot. Bij O.P. 5 daarentegen ligt het risico
vooral in het niet voldoen aan de leververplichtingen (bijvoorbeeld een project dat in twee
jaar moet worden opgeleverd) en overschrijding van de voorgecalculeerde kosten van het
project.
115
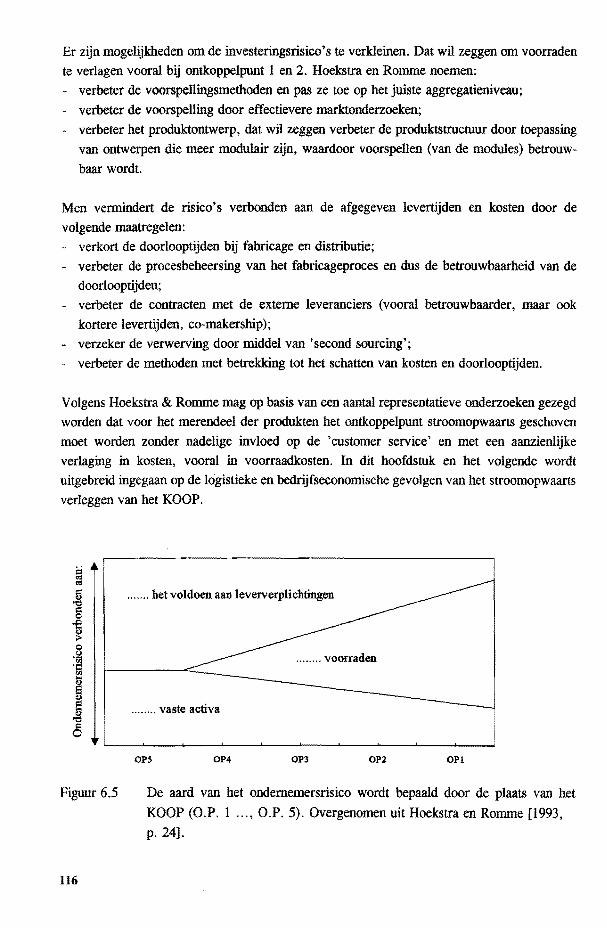
Er zijn mogelijkheden om de investeringsrisico's te verkleinen. Dat wil zeggen om voorraden
te verlagen vooral bij ontkoppelpWlt 1 en 2. Hoekstra en Romme noemen:
- verbeter de voorspellingsmetboden en pas ze toe op het juiste aggregatieniveau;
- verbeter de voorspelling door effectievere marktonderzoeken;
verbeter het produktontwerp, dat wil zeggen verbeter de produktstructuur door toepassing
van ontwerpen die meer modulair zijn, waardoor voorspellen (van de modules) betrouw
baar wordt.
Men vermindert de risico's verbonden aan de afgegeven levertijden en kosten door de
volgende maatregelen:
- verkort de doorlooptijden bij fabricage en distributie;
- verbeter de procesbeheersing van het fabricageproces en dus de betrouwbaarheid van de
doorlooptijden;
- verbeter de contracten met de externe leveranciers (vooral betrouwbaarder, maar ook
kortere levertijden, co-makership);
- verzeker de verwerving door middel van 'second sourcing';
- verbeter de methoden met betrekking tot het schatten van kosten en doorlooptijden.
Volgens Hoekstra & Romme mag op basis van een aantal representatieve onderzoeken gezegd
worden dat voor het merendeel der produkten het ontkoppelpWlt stroomopwaarts geschoven
moet worden zonder nadelige invloed op de 'customer service' en met een aanzienlijke
verlaging in kosten, vooral in voorraadkosten. In dit hoofdstuk en het volgende wordt
uitgebreid ingegaan op de logistieke en bedrijfseconomische gevolgen van het stroomopwaarts
verleggen van het KOOP .
Figuur 6.5
116
....... het voldoen aan leververplichtingen
........ voorraden
........ vaste activa
OPS OP4 OP3 OP2 OP!
De aard van het ondernemersrisico wordt bepaald door de plaats van het
KOOP (O.P. 1 ... , O.P. 5). Overgenomen uit Hoekstra en Romme [1993,
p. 24].

6.2.3 Enkele aanvullingen op het model van Hoekstra en Romme
In hoofdstuk 1 werd het begrip flexibiliteit opgesplitst in een viertal basisvormen; te weten
familie-, type-, volume- en mixflexibiliteit Het kenmerkende verschil tussen de eerste twee
basisvormen en de laatste twee is gelegen in het produktassortiment Volume- en mixflexi
biliteit hebben te maken met veranderende vraagvolumina naar bestaande produkten uit het
assortiment; familie- en typeflexibiliteit hebben te maken met de vraag naar produkten met op verzoek van de klant veranderde produkteigenschappen. Of, anders gezegd, bij volume- en
mixflexibiliteit zijn de specificaties van het produkt dat de klant vraagt bekend, alleen de
aantallen kunnen onverwacht wijzigen; bij familie- en typeflexibiliteit zijn beide grootheden
nog (goeddeels) onbekend.
Dit laatste betekent dat de "indringdiepte" van klantenorders die noodzaken tot familie- en
typeflexibiliteit verder reikt dan die van de orders behorend in de categorie volume- en
mixflexibiliteit, zelfs verder dan het O.P. 5 uit figuur 6.4. De eerste activiteit zal immers
geen Inkoop kunnen zijn want bij familie- en typeflexibiliteit moet het produkt nog eerst
ontwikkeld worden. Met andere woorden: men weet nog niet wat men moet inkopen, dus
inkopen kan niet de eerste activiteit zijn.
Bij de Logistieke Geldstroomdiagnose is dit probleem opgelost door de grondvorm uit te
breiden. Hoekstra en Romme beperken de grondvorm tot de fysieke processtappen; bij de
LGD werden alle, dus ook de niet fysieke processtappen uit het ordertraject tot de grondvorm
gerekend. Het kan een afdeling werkvoorbereiding zijn die erbij betrokken wordt (bijvoor
beeld in een eenvoudig geval van typeflexibiliteit) maar een order kan ook doordringen tot
bijvoorbeeld de afdeling produktontwikkeling. Het is belangrijk om dit te constateren omdat
de doorlooptijd van de order (en dus de levertijd voor de klant) in belangrijke mate verlengd
kan worden door deze niet-fysi~ke processtappen.
Eigenlijk kunnen klantenorders uit de categorie familie- en typeflexibiliteit niet goed be
schreven worden met de vijf ontkoppelpunten van Hoekstra en Romme. Men heeft op zijn
minst een zesde ontkoppelpunt nodig om deze categorie orders juist te kunnen afbeelden. Er
wordt dan ook voorgesteld om een zesde KOOP positie te definiëren: O.P. 6: Ontwikkelen,
Inkopen, Produceren, Assembleren en Verzenden op klantenorder. Kenmerkend voor deze
positie is een nog hoger risico met betrekking tot levertijden en ook een hoger risico ver
bonden aan de "vaste activa". Het risico verbonden aan de levertijd neemt toe omdat meer,
vaak moeilijk beheersbare processtappen doorlopen moeten worden. Dit laatste maakt het
tevens moeilijker om een optimale benutting van de vaste activa te plannen hetgeen de
hieraan verbonden risico's vergroot24•
24 Muntslag [1993 p. 14 e.v.] heeft het ordertraject van dit zesde KOOP verder onderverdeeld aan de hand van het begrip Order-independent Specification Level (OSL). Dit OSL .... "represents the lowest level of product description which is still independent of any given customer order (Muntslag [1993 p. 14]). In
117
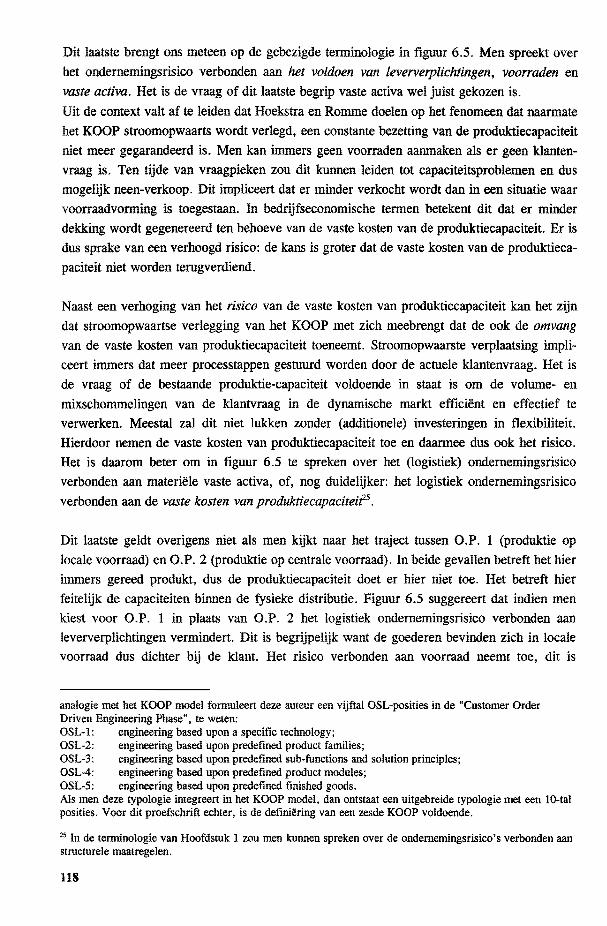
Dit laatste brengt ons meteen op de gebezigde terminologie in figuur 6.5. Men spreekt over
het ondernemingsrisico verbonden aan het voldoen van leververplichtingen, voorraden en
vaste activa. Het is de vraag of dit laatste begrip vaste activa wel juist gekozen is.
Uit de context valt af te leiden dat Hoekstra en Romme doelen op het fenomeen dat naarmate
het KOOP stroomopwaarts wordt verlegd, een constante bezetting van de produktiecapaciteit
niet meer gegarandeerd is. Men kan immers geen voorraden aanmaken als er geen klanten
vraag is. Ten tijde van vraagpieken zou dit kunnen leiden tot capaciteitsproblemen en dus
mogelijk neen-verkoop. Dit impliceert dat er minder verkocht wordt dan in een situatie waar
voorraadvorming is toegestaan. In bedrijfseconomische termen betekent dit dat er minder
dekking wordt gegenereerd ten behoeve van de vaste kosten van de produktiecapaciteit. Er is
dus sprake van een verhoogd risico: de kans is groter dat de vaste kosten van de produktieca
paciteit niet worden terugverdiend.
Naast een verhoging van het risico van de vaste kosten van produktiecapaciteit kan het zijn
dat stroomopwaartse verlegging van het KOOP met zich meebrengt dat de ook de omvang van de vaste kosten van produktiecapaciteit toeneemt. Stroomopwaarste verplaatsing impli
ceert immers dat meer processtappen gestuurd worden door de actuele klantenvraag. Het is
de vraag of de bestaande produktie-capaciteit voldoende in staat is om de volume- en
mixschommelingen van de klantvraag in de dynamische markt efficiënt en effectief te
verwerken. Meestal zal dit niet lukken zonder (additionele) investeringen in flexibiliteit.
Hierdoor nemen de vaste kosten van produktiecapaciteit toe en daarmee dus ook het risico.
Het is daarom beter om in figuur 6.5 te spreken over het (logistiek) ondernemingsrisico
verbonden aan materiële vaste activa, of, nog duidelijker: het logistiek ondernemingsrisico
verbonden aan de vaste kosten van produktiecapaciteif5.
Dit laatste geldt overigens niet als men kijkt naar het traject tussen O.P. 1 (produktie op
locale voorraad) en O.P. 2 (produktie op centrale voorraad). In beide gevallen betreft het hier
immers gereed produkt, dus de produktiecapaciteit doet er hier niet toe. Het betreft hier
feitelijk de capaciteiten binnen de fysieke distributie. Figuur 6.5 suggereert dat indien men
kiest voor O.P. 1 in plaats van O.P. 2 het logistiek ondernemingsrisico verbonden aan
leververplichtingen vermindert. Dit is begrijpelijk want de goederen bevinden zich in locale
voorraad dus dichter bij de klant. Het risico verbonden aan voorraad neemt toe, dit is
analogie met het KOOP model formuleert deze auteur een vijftal OSL-posities in de "Customer Order Driven Engineering Phase", te weten: OSL-1: engineering based upon a specitïc technology; OSL-2: engineering based upon predefined product families; OSL-3: engineering based upon predefined sub-functions and solution principles; OSL-4: engineering based upon predefined product modules; OSL-5: engineering based upon predefined finished goods. Als men deze typologie integreert in het KOOP model, dan ontstaat een uitgebreide typologie met een 10-tal posities. Voor dit proefschrift echter, is de definiëring van een zesde KOOP voldoende.
25 In de terminologie van Hoofdstuk 1 zou men kunnen spreken over de ondememingsrisico's verbonden aan structurele maatregelen.
118
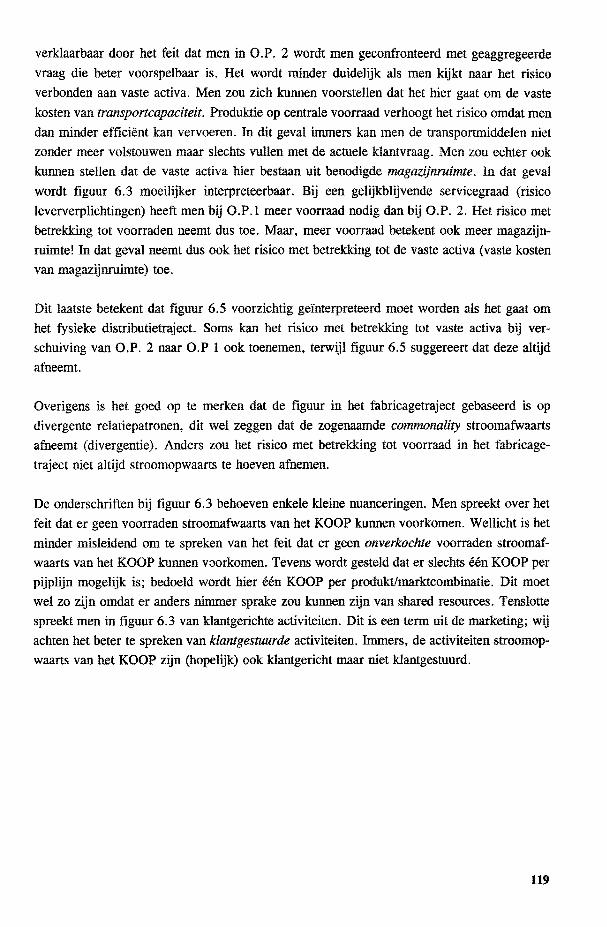
verklaarbaar door het feit dat men in O.P. 2 wordt men geconfronteerd met geaggregeerde
vraag die beter voorspelbaar is. Het wordt minder duidelijk als men kijkt naar het risico
verbonden aan vaste activa. Men zou zich kunnen voorstellen dat het hier gaat om de vaste
kosten van transportcapaciteit. Produktie op centrale voorraad verhoogt het risico omdat men
dan minder efficiënt kan vervoeren. In dit geval immers kan men de transportmiddelen niet
zonder meer volstouwen maar slechts vullen met de actuele klantvraag. Men zou echter ook
kunnen stellen dat de vaste activa hier bestaan uit benodigde magazijnruimte. In dat geval
wordt figuur 6.3 moeilijker interpreteerbaar. Bij een gelijkblijvende servicegraad (risico
leververplichtingen) heeft men bij O.P.l meer voorraad nodig dan bij O.P. 2. Het risico met
betrekking tot voorraden neemt dus toe. Maar, meer voorraad betekent ook meer magazijn
ruimte! In dat geval neemt dus ook het risico met betrekking tot de vaste activa (vaste kosten
van magazijnruimte) toe.
Dit laatste betekent dat figuur 6.5 voorzichtig geïnterpreteerd moet worden als het gaat om
het fysieke distributietraject. Soms kan het risico met betrekking tot vaste activa bij ver
schuiving van O.P. 2 naar O.P 1 ook toenemen, terwijl figuur 6.5 suggereert dat deze altijd
afneemt.
Overigens is het goed op te merken dat de figuur in het fabricagetraject gebaseerd is op
divergente relatiepatronen, dit wel zeggen dat de zogenaamde commonality stroomafwaarts
afneemt (divergentie). Anders zou het risico met betrekking tot voorraad in het fabricage
traject niet altijd stroomopwaarts te hoeven afnemen.
De onderschriften bij figuur 6.3 behoeven enkele kleine nuanceringen. Men spreekt over het
feit dat er geen voorraden stroomafwaarts van het KOOP kunnen voorkomen. Wellicht is het
minder misleidend om te spreken van het feit dat er geen onverkochte voorraden stroomaf
waarts van het KOOP kunnen voorkomen. Tevens wordt gesteld dat er slechts één KOOP per
pijplijn mogelijk is; bedoeld wordt hier één KOOP per produkt/marktcombinatie. Dit moet
wel zo zijn omdat er anders nimmer sprake zou kunnen zijn van shared resources. Tenslotte
spreekt men in figuur 6.3 van klantgerichte activiteiten. Dit is een term uit de marketing; wij
achten het beter te spreken van klantgestuurde activiteiten. Immers, de activiteiten stroomop
waarts van het KOOP zijn (hopelijk) ook klantgericht maar niet klantgestuurd.
119
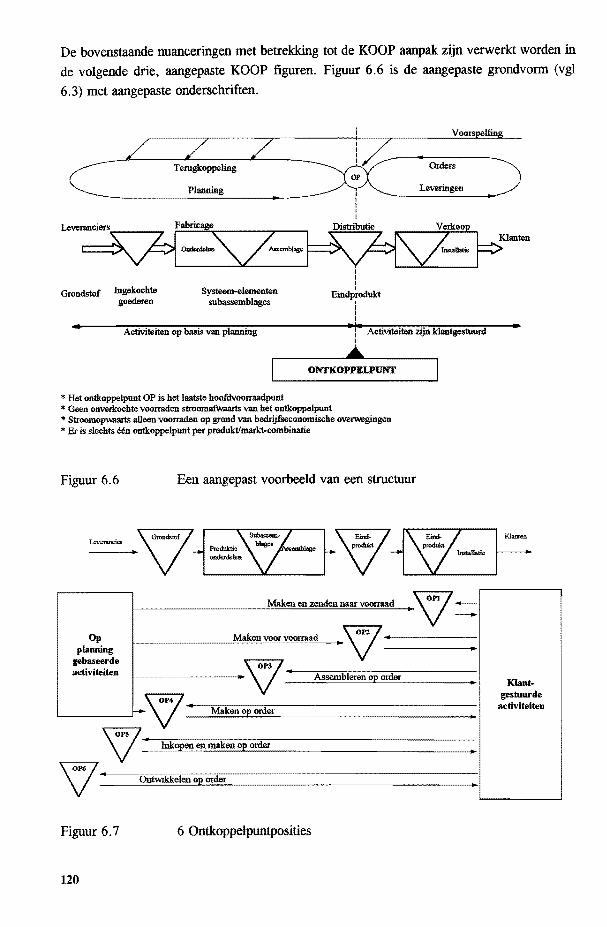
De bovenstaande nuanceringen met betrekking tot de KOOP aanpak zijn verwerkt worden in
de volgende drie, aangepaste KOOP figuren. Figuur 6.6 is de aangepaste grondvorm (vgl
6.3) met aangepaste onderschriften.
'-"~::'\/-~~ pKlanten
l Grondstof Ingekochte
goederen Systeem-elementen
subassemblages
I I
Eindprodukt i ..
Activiteiten op basis van planning
I I
•J• Activiteiten zijn ldantgestuurd I
ONTKOPPELPUNT
* Het ontkoppelpunt OP is het laatste hoofdvoorraadpunt * Geen onverkochte voorraden stroomafWaarts van het ontkoppelpunt * StrooliiQpwaarts alleen voorraden op grond van bedrijfseconomische overwegingen * Er is slechts één ontkoppelpunt per produkt/markt-combinatie
Figuur 6.6
Op planning
gebaseerde activiteiten
Een aangepast voorbeeld van een structuur
Maken en zenden naar voonaad V= ~------------~Ma~ken~~~~v~oorra~=a~d---.V-------------.
~----~-~==~----V Assembleren op order •
L-------~L-~----~~~~------------------------,--- V Maken op order _
lukO!len en maken Oll order
top order
Figuur 6.7 6 Ontkoppelpuntposities
120
•
Klantgestuurde
activiteiten
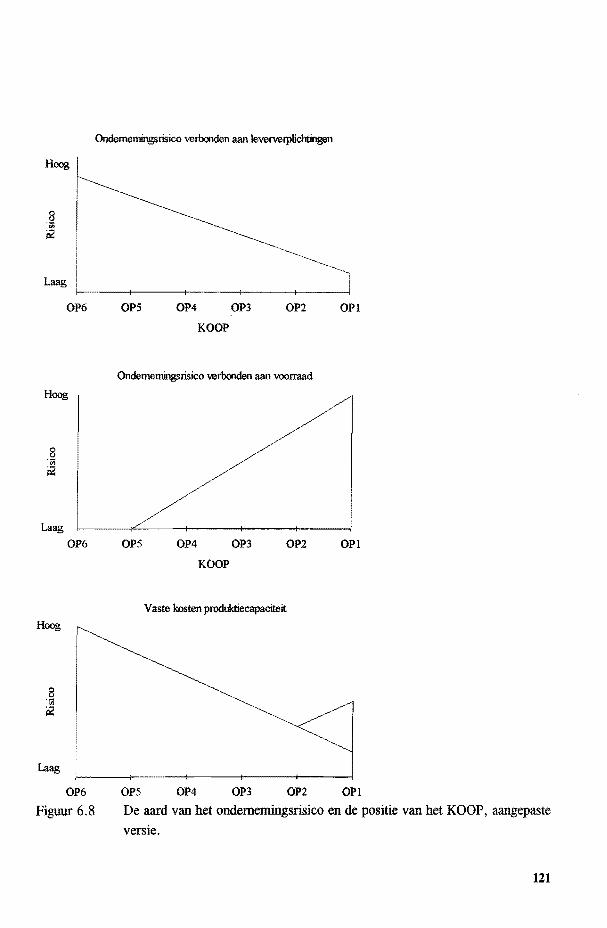
Hoog
Laag
OP6
Hoog
Laag
OP6
Hoog
Laag
OP6
Figuur 6.8
Ondememingsrisico verbenden aan leververplichtingen
OP5 OP4 OP3 OP2 OPI
KOOP
Ondememingsrisico verbenden aan voorraad
OP5 OP4 OP3 OP2 OPl
KOOP
Vaste kosten produktiecapaciteit
OP5 OP4 OP3 OP2 OPl
De aard van het ondememingsrisico en de positie van het KOOP, aangepaste
versie.
121
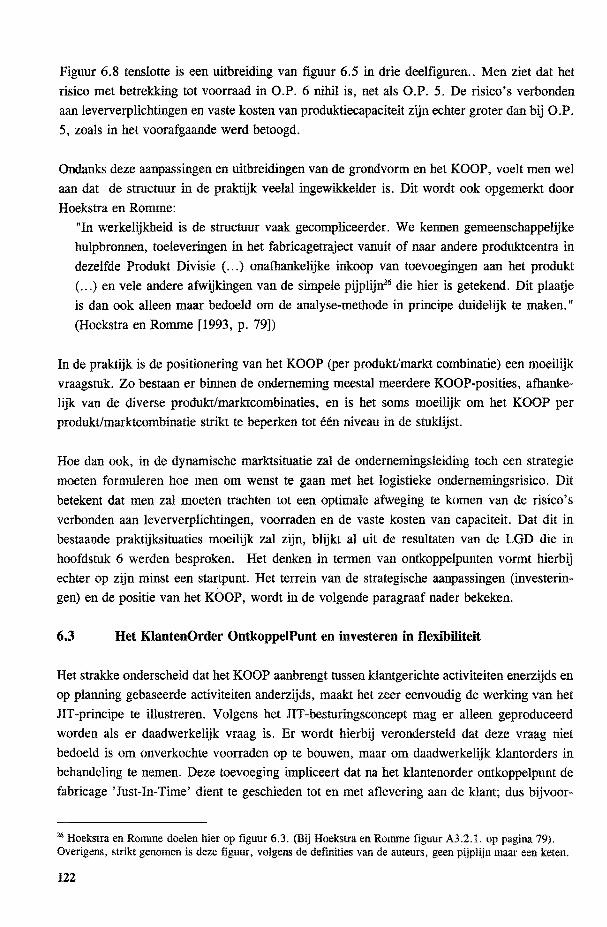
Figuur 6.8 tenslotte is een uitbreiding van figuur 6.5 in drie deelfiguren .. Men ziet dat het
risico met betrekking tot voorraad in O.P. 6 nihil is, net als O.P. 5. De risico's verbonden
aan leververplichtingen en vaste kosten van produktiecapaciteit zijn echter groter dan bij O.P.
5, zoals in het voorafgaande werd betoogd.
Ondanks deze aanpassingen en uitbreidingen van de grondvorm en het KOOP, voelt men wel
aan dat de structuur in de praktijk veelal ingewikkelder is. Dit wordt ook opgemerkt door
Hoekstra en Romme:
"In werkelijkheid is de structuur vaak gecompliceerder. We kennen gemeenschappelijke
hulpbronnen, toeleveringen in het fabricagetraject vanuit of naar andere produktcentra in
dezelfde Produkt Divisie ( ... ) onafhankelijke inkoop van toevoegingen aan het produkt
( ... ) en vele andere afwijkingen van de simpele pijplijn26 die hier is getekend. Dit plaatje
is dan ook alleen maar bedoeld om de analyse-methode in principe duidelijk te maken."
(Hoekstra en Romme [1993, p. 79])
In de praktijk is de positionering van het KOOP (per produkt/markt combinatie) een moeilijk
vraagstuk. Zo bestaan er binnen de onderneming meestal meerdere KOOP-posities, afhanke
lijk van de diverse produkt/marktcombinaties, en is het soms moeilijk om het KOOP per
produkt/marktcombinatie strikt te beperken tot één niveau in de stuklijst
Hoe dan ook, in de dynamische marktsituatie zal de ondernemingsleiding toch een strategie
moeten formuleren hoe men om wenst te gaan met het logistieke ondernemingsrisico. Dit
betekent dat men zal moeten trachten tot een optimale afweging te komen van de risico's
verbonden aan leververplichtingen, voorraden en de vaste kosten van capaciteit. Dat dit in
bestaande praktijksituaties moeilijk zal zijn, blijkt al uit de resultaten van de LGD die in
hoofdstuk 6 werden besproken. Het denken in termen van ontkoppelpunten vormt hierbij
echter op zijn minst een startpunt. Het terrein van de strategische aanpassingen (investerin
gen) en de positie van het KOOP, wordt in de volgende paragraaf nader bekeken.
6.3 Het KlantenOrder OntkoppelPunt en investeren in flexibiliteit
Het strakke onderscheid dat het KOOP aanbrengt tussen klantgerichte activiteiten enerzijds en
op planning gebaseerde activiteiten anderzijds, maakt het zeer eenvoudig de werking van het
JIT -principe te illustreren. Volgens het JIT -besturingsconcept mag er alleen geproduceerd
worden als er daadwerkelijk vraag is. Er wordt hierbij verondersteld dat deze vraag niet
bedoeld is om onverkochte voorraden op te bouwen, maar om daadwerkelijk klantorders in
behandeling te nemen. Deze toevoeging impliceert dat na het klantenorder ontkoppelpunt de
fabricage 'Just-In-Time' dient te geschieden tot en met aflevering aan de klant; dus bijvoor-
26 Hoekstra en Romme doelen hier op figuur 6.3. (Bij Hoekstra en Romme figuur A3.2.1. op pagina 79). Overigens, strikt genomen is deze figuur, volgens de definities van de auteurs, geen pijplijn maar een keten.
122
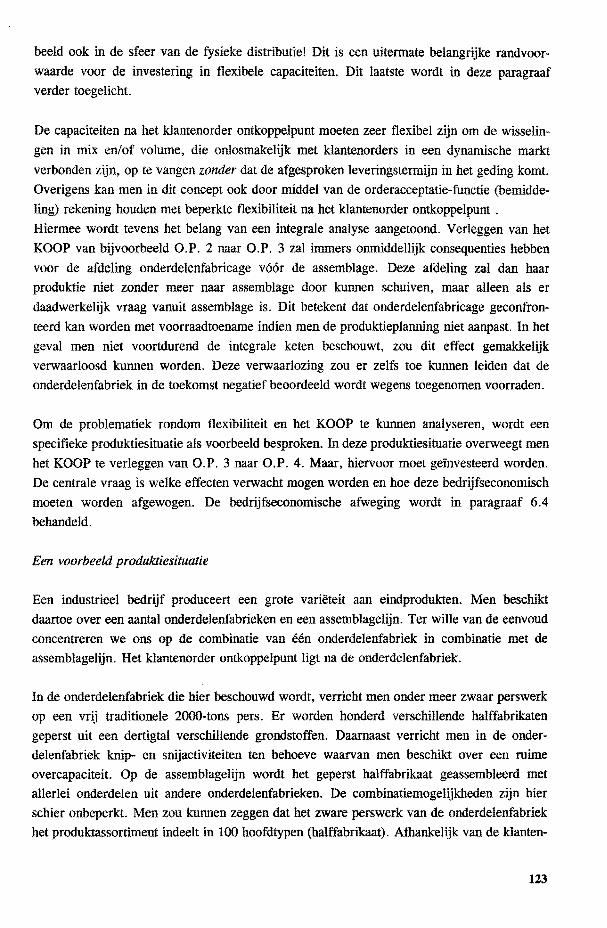
beeld ook in de sfeer van de fysieke distributie! Dit is een uitermate belangrijke randvoor
waarde voor de investering in flexibele capaciteiten. Dit laatste wordt in deze paragraaf
verder toegelicht.
De capaciteiten na het klantenorder ontkoppelpunt moeten zeer flexibel zijn om de wisselin
gen in mix en/of volume, die onlosmakelijk met klantenorders in een dynamische markt
verbonden zijn, op te vangen zonder dat de afgesproken leveringstermijn in het geding komt.
Overigens kan men in dit concept ook door middel van de orderacceptatie-functie (bemidde
ling) rekening houden met beperkte flexibiliteit na het klantenorder ontkoppelpunt .
Hiermee wordt tevens het belang van een integrale analyse aangetoond. Verleggen van het
KOOP van bijvoorbeeld O.P. 2 naar O.P. 3 zal immers onmiddellijk consequenties hebben
voor de afdeling onderdelenfabricage vóór de assemblage. Deze afdeling zal dan haar
produktie niet zonder meer naar assemblage door kunnen schuiven, maar alleen als er
daadwerkelijk vraag vanuit assemblage is. Dit betekent dat onderdelenfabricage geconfron
teerd kan worden met voorraadtoename indien men de produktieplanning niet aanpast. In het
geval men niet voortdurend de integrale keten beschouwt, zou dit effect gemakkelijk
verwaarloosd kunnen worden. Deze verwaarlozing zou er zelfs toe kunnen leiden dat de
onderdelenfabriek in de toekomst negatief beoordeeld wordt wegens toegenomen voorraden.
Om de problematiek rondom flexibiliteit en het KOOP te kunnen analyseren, wordt een
specifieke produktiesituatie als voorbeeld besproken. In deze produktiesituatie overweegt men
het KOOP te verleggen van O.P. 3 naar O.P. 4. Maar, hiervoor moet geïnvesteerd worden.
De centrale vraag is welke effecten verwacht mogen worden en hoe deze bedrijfseconomisch
moeten worden afgewogen. De bedrijfseconomische afweging wordt in paragraaf 6.4
behandeld.
Een voorbeeld produktiesituatie
Een industrieel bedrijf produceert een grote variëteit aan eindprodukten. Men beschikt
daartoe over een aantal onderdelenfabrieken en een assemblagelijn. Ter wille van de eenvoud
concentreren we ons op de combinatie van één onderdelenfabriek in combinatie met de
assemblagelijn. Het klantenorder ontkoppelpunt ligt na de onderdelenfabriek.
In de onderdelenfabriek die hier beschouwd wordt, verricht men onder meer zwaar perswerk
op een vrij traditionele 2000-tons pers. Er worden honderd verschillende halffabrikaten
geperst uit een dertigtal verschillende grondstoffen. Daarnaast verricht men in de onder
delenfabriek knip- en snijactiviteiten ten behoeve waarvan men beschikt over een ruime
overcapaciteit. Op de assemblagelijn wordt het geperst halffabrikaat geassembleerd met
allerlei onderdelen uit andere onderdelenfabrieken. De combinatiemogelijkheden zijn hier
schier onbeperkt. Men zou kunnen zeggen dat het zware perswerk van de onderdelenfabriek
het produktassortiment indeelt in 100 hoofdtypen (halffabrikaat). Afhankelijk van de klanten-
123
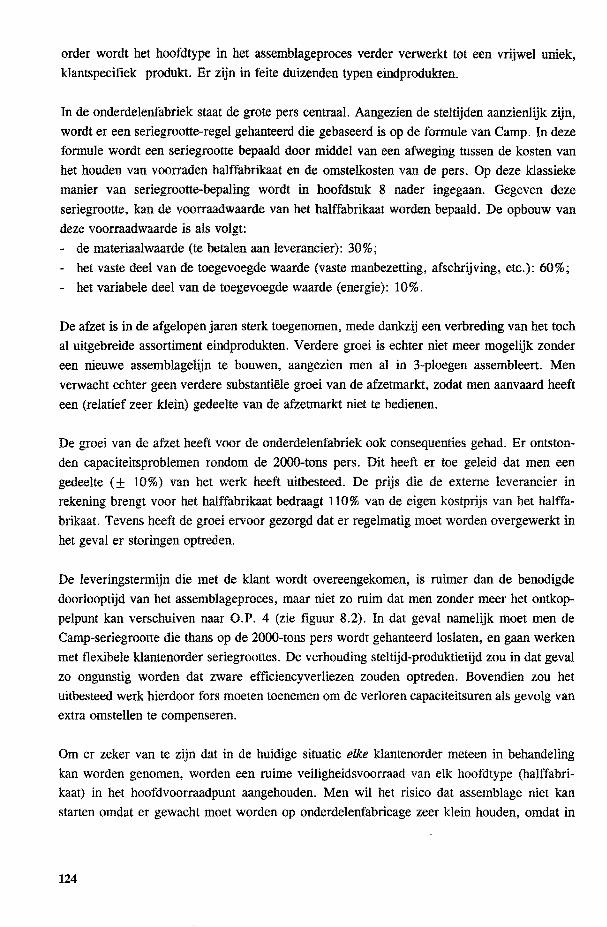
order wordt het hoofdtype in het assemblageproces verder verwerkt tot een vrijwel uniek,
klantspecifiek produkt. Er zijn in feite duizenden typen eindprodukten.
In de onderdelenfabriek staat de grote pers centraal. Aangezien de steltijden aanzienlijk zijn,
wordt er een seriegrootte-regel gehanteerd die gebaseerd is op de formule van Camp. In deze
formule wordt een seriegrootte bepaald door middel van een afweging tussen de kosten van
het houden van voorraden halffabrikaat en de omstelkosten van de pers. Op deze klassieke
manier van seriegrootte-bepaling wordt in hoofdstuk 8 nader ingegaan. Gegeven deze
seriegrootte, kan de voorraadwaarde van het halffabrikaat worden bepaald. De opbouw van
deze· voorraadwaarde is als volgt:
- de materiaalwaarde (te betalen aan leverancier): 30%;
- het vaste deel van de toegevoegde waarde (vaste manbezetting, afschrijving, etc.): 60%;
- het variabele deel van de toegevoegde waarde (energie): 10%.
De afzet is in de afgelopen jaren sterk toegenomen, mede dankzij een verbreding van het toch
al uitgebreide assortiment eindprodukten. Verdere groei is echter niet meer mogelijk zonder
een nieuwe assemblagelijn te bouwen, aangezien men al in 3-ploegen assembleert. Men
verwacht echter geen verdere substantiële groei van de afzetmarkt, zodat men aanvaard heeft
een (relatief zeer klein) gedeelte van de afzetmarkt niet te bedienen.
De groei van de afzet heeft voor de onderdelenfabriek ook consequenties gehad. Er ontston
den capaciteitsproblemen rondom de 2000-tons pers. Dit heeft er toe geleid dat men een
gedeelte (± 10%) van het werk heeft uitbesteed. De prijs die de externe leverancier in
rekening brengt voor het halffabrikaat bedraagt 110% van de eigen kostprijs van het halffa
brikaat. Tevens heeft de groei ervoor gezorgd dat er regelmatig moet worden overgewerkt in
het geval er storingen optreden.
De leveringstermijn die met de klant wordt overeengekomen, is ruimer dan de benodigde
doorlooptijd van het assemblageproces, maar niet zo ruim dat men zonder meer het ontkop
pelpunt kan verschuiven naar O.P. 4 (zie figuur 8.2). In dat geval namelijk moet men de
Camp-seriegrootte die thans op de 2000-tons pers wordt gehanteerd loslaten, en gaan werken
met flexibele klantenorder seriegroottes. De verhouding steltijd-produktietijd zou in dat geval
zo ongunstig worden dat zware efficiencyverliezen zouden optreden. Bovendien zou het
uitbesteed werk hierdoor fors moeten toenemen om de verloren capaciteitsuren als gevolg van
extra omstellen te compenseren.
Om er zeker van te zijn dat in de huidige situatie elke klantenorder meteen in behandeling
kan worden genomen, worden een ruime veiligheidsvoorraad van elk hoofdtype (halffabrikaat) in het hoofdvoorraadpunt aangehouden. Men wil het risico dat assemblage niet kan
starten omdat er gewacht moet worden op onderdelenfabricage zeer klein houden, omdat in
124
dergelijke gevallen de contractuele leveringstermijn gevaar loopt. Veiligheidsvoorraad van elk
type halffabrikaat is de gekozen maatregel om dit risico te neutraliseren.
Het kenmerkende probleem van deze produktie-situatie is dat men weliswaar weet hoeveel
hoofdtypen er in totaal zullen worden afgenomen (namelijk het maximum aantal dat assem
blage kan verwerken), maar dat men niet weet hoeveel van welk type. Met andere woorden:
onderdelenfabricage kampt niet met een probleem van volume-flexibiliteit maar wel met een
probleem van mix-flexibiliteit. Deze problematiek is ontstaan als gevolg van een uitbreiding
van het aantal typen halffabrikaat; eerder noemden we deze vorm typeflexibiliteit Het is
natuurlijk mogelijk dat in de toekomst nog meer typen halffabrikaat zullen worden ontwik
keld; dit later we echter vooralsnog buiten beschouwing. Problemen met betrekking tot
volumeflexibiliteit zijn in deze casuspositie niet aan de orde en blijven daarom eveneens
buiten beschouwing.
De traditionele pers is wegens zijn aanzienlijke steltijden, een doorn in het oog van het
produktiemanagement. Men stelt daarom voor deze bottle-neck pers te vervangen door een
zeer flexibele zware pers. Het produktiemanagement claimt dat men na de investering Just-inTime op vraagafroep van assemblage kan leveren. Met andere woorden: na de investering
hoeft men niet meer met de vaste Camp-seriegrootte te werken in de onderdelenfabricage.
Men stelt tevens dat uitbesteding niet meer noodzakelijk zal zijn, en dat ook het overwerk tot
het verleden zal behoren. Hier kunnen dus besparingen worden geboekt. Het aantal mensen
dat de nieuwe pers zal gaan bedienen is gelijk aan het aantal dat de oude bedient. Ook zal de
nieuwe pers evenveel ruimte innemen als de oude. Hier zijn dus geen besparingen te
verwachten.
De flexibele zware pers vertegenwoordigt een miljoeneninvestering. De controller twijfelt.
De concrete uitgaven die samenhangen met de aanschaf van de flexibele pers zijn hem
duidelijk. Maar hoe moeten de concrete opbrengsten van deze investering in flexibiliteit
bepaald worden?
De controller zal eerst nadrukkelijk onderscheid moeten maken tussen deze capaciteitsinveste
ring zonder en met een aanpassing van het KOOP. Laten we aannemen dat de voorraad in de
beginsituatie, dus vóór de investering in flexibele capaciteit bestaat uit 3 soorten:
een voorraad ruw materiaal die veroorzaakt wordt door de ink:oopordergrootttes;
- een onderhanden werk voorraad in de onderdelenfabricage. Deze voorraad hangt af van de
doorlooptijd in de onderdelenfabricage;
- een voorraad halffabrikaat in het ontkoppelpunt de functie van deze voorraad is enerzijds
veiligheidsvoorraad, anderzijds wordt deze voorraad veroorzaakt door de seriegroottes in
de onderdelenfabricage.
125
Na investering in flexibele capaciteit zonder aanpassing blijft het klantenorder-ontkoppelpunt
geplaatst na de onderdelenfabricage. Dit betekent dat veiligheidsvoorraad halffabrikaat in het
ontkoppelpunt noodzakelijk blijft. Deze veiligheidsvoorraad kan wellicht iets verlaagd worden
omdat de doorlooptijd in de onderdelenfabricage afneemt. Hier gaan we verder niet op in. In
ieder geval zal de ontkoppelpuntvoorraad afnemen omdat de seriegroottevoorraad verdwijnt.
Ook zal de hoeveelheid onderhanden werk in de onderdelenfabriek afnemen. Dit is een
gevolg van de reductie in doorlooptijd die door de capaciteitsinvestering wordt bereikt. Dit
levert dus economisch voordeel op. Daarentegen zal de voorraad ruw materiaal toenemen.
Dit is te verklaren uit het feit dat de inkoopordergroottes gelijk blijven, terwijl de afnamehoe
veelheden uit de onderdelenfabricage zijn verkleind. Dit veroorzaakt een stuwing van
voorraad ruw materiaal. Deze stuwing kan natuurlijk vermeden worden als men de inkoopse
ries aanpast, maar deze mogelijkheid is onafhankelijk van de investering in de flexibele pers.
Laten we nu eens aannemen dat het produktiemanagement garandeert dat de totale door
looptijd van onderdelenfabricage èn assemblage, bij elke mix kleiner zal zijn dan de stan
daardleveringstermijn naar de klant. Met andere woorden: het is dankzij de investering
mogelijk het KOOP te verschuiven van O.P. 3 (assemblage op order) naar Q.P. 4 (produce
ren èn assembleren op klantenorder). Wat is in dit geval het effect op de omvang van de
voorraad?
De voorraad halffabrikaten in het oude ontkoppelpunt verdwijnt nu helemaal. De hoeveelheid
onderhanden werk in onderdelenfabricage vermindert, net als in de vorige situatie. Ook hier
treedt de voorraadstuwing ruw materiaal op. Deze voorraadstuwing kan nu echter niet in het
geheel vermeden worden door de inkoopseries aan te passen. Dit komt omdat er ook nu
veiligheidsvoorraad in het (nieuwe) ontkoppelpunt aangehouden moet worden; de onderdelen
fabricage moet immers kunnen starten zodra de klantenorder binnenkomt.
Conclusie: Een capaciteitsinvestering die gepaard gaat met een aangepaste KOOP-positie,
levert de meeste economische voordelen op. De vraag blijft echter of de investering in een
flexibele zware pers verantwoord is. Dit is van oudsher in de bedrijfseconomie een onder
werp van de investeringsselectie-technieken.
6.4 Economische beoordeling van investeringen in flexibiliteit
"Investeren is het besteden van vermogen voor de aanschaf van kapitaalgoederen. In het
proces van investeringsselectie (of 'Capita! Budgeting') tracht men na te gaan of een
investering economisch rendabel is en poogt men op basis van verwachte winstgevendheid
een rangorde aan te brengen in de voorhanden zijnde investeringsalternatieven." (Blom
maert, Blommaert, Bouma e.a. [1994, p. 115.)
126
In de meeste leerboeken vindt men verscheidene technieken die tot het terrein van de investe
ringsselectie worden gerekend. De techniek die algemeen aanvaard als beste geldt, is de
Netto Contante Waarde. Zo spreekt Dufflmes van "theoretisch superieur" (Duffhues [1989, p.
404]. In formulevorm wordt de Netto Contante Waarde (NCW) meestal als volgt weerge
geven:
NCW=- I + :t CFt 0
t=l (l+i)'
Hierin is 10 het zogenaamde initiële investeringsbedrag op het moment t = 0; CF, zijn de
netto cashflows (geldstromen) die dankzij de initiële investering in de periode t gegenereerd
worden, n staat voor het aantal perioden waarbinnen de initiële investering operationeel is, en
i stelt het perunage voor waarmee de geldstromen in de perioden omgerekend worden naar de
waarde op moment t = 0. Indien het verschil tussen de contante waarde van alle toekomstige
geldstromen en het initiële investeringsbedrag positief is, dan moet het project als winstge
vend worden beschouwd.
Hoewel "theoretisch superieur", kleven er aan de methode toch een aantal min of meer
praktische bezwaren. Deze bezwaren hebben alle betrekking op de waarde die voor de
diverse symbolen in de praktische beslissingssituatie moeten worden ingevuld.
Allereerst wordt stilgestaan bij de meer algemene praktische problemen die samenhangen met
hantering van de NCW-techniek. We staan hier wat langer bij stil omdat het winstbegrip dat
samenhangt met de NCW -techniek fundamenteel anders is dan het winstbegrip dat gehanteerd
wordt voor Financial Accounting doeleinden. Het winstbegrip dat de basis vormt bij een
NCW calculatie is het zogenaamde Economische winstbegrip. In hoofdstuk 2 hebben we
gezien dat indien men intra-comptabel Management Accounting informatie wil produceren,
dit onvermijdelijk betekent dat men zich baseert op het winstbegrip dat hoort bij Financial
Accounting (het Accounting winstbegrip)27• We komen hierop nog uitvoerig terug in
hoofdstuk 9.
Algemene praktische problemen van Netto Contante Waarde calculaties Op het eerste gezicht lijkt het in de praktijk gemakkelijk om de hoogte van het initiële
investeringsbedrag 10 vast te stellen. In het geval van de aanschaf van een machine, lijkt het
immers voor de hand te liggen om een leverancier gewoonweg een offerte uit te laten
brengen. Toch blijkt dat de initiële investeringen moeilijk vooraf zijn vast te stellen. Brugge-
v Indien men een investeringsproject zou willen doorrekenen op basis van het Accounting winstbegrip, dan komt hiervoor de methode van de Gemiddelde Boekhoudkundige Rentabiliteit in aanmerking. Deze methode is dermate behept met bezwaren dat wel gesproken wordt van een "bedrijfseconomisch fossiel".
127
man, Slagmulder, Waeytens e.a. [1993, p. 89] spreken over een neiging tot bijkomende
investeringen. Dit maakt dat het juiste investeringsbedrag meestal te laag wordt ingeschat.
Een tweede moeilijkheid betreft de voorspelling van de cash-flows per periode (CF1). Pro
blemen kunnen hier ontstaan indien men geen uitputtend inzicht heeft in de potentiële
fmanciële effecten van de investering. Daarnaast moet de omvang van de diverse geldstromen
voorspeld worden; het zal duidelijk zijn dat deze vaak onzeker is. Het is goed hier op te
merken dat met cash-flows (geldstromen) alle kasmutaties bedoeld worden die door de
investering worden veroorzaakt, exclusief de kasmutaties die zullen ontstaan als gevolg van
de gekozen financieringsvorm van het project. De laatste beperking is nodig omdat financie
ringskosten buiten de NCW-berekening moeten blijven.
Een derde probleem betreft de vaststelling van de lengte van de projecthorizon, in de formule
aangeduid met de letter n (perioden). Van oudsher loste men dit vraagstuk op door de
economische levensduur van het duurzaam actief te bepalen. In dergelijke calculaties wordt
verondersteld dat de eventuele technische slijtage zich weerspiegelt in oplopende complemen
taire kosten dan wel in afname van de aantallen geproduceerde produkten, of beide. Ook hier
ziet men een voorspelprobleem; men moet immers de stijging van de complementaire kosten
enlof de daling van de produktie voorspellen. Daarnaast houdt deze methode geen rekening
met de mogelijkheid dat er nieuwe, sterk verbeterde duurzame produktiemiddelen gedurende
de projecthorizon op de markt kunnen komen die vroegtijdige afstoting van de oude bedrijfs
economisch verantwoord kunnen laten zijn. Al met al is het begrijpelijk dat het management
blijkens het onderzoek van Drury e.a. [1993, zie hoofdstuk 2] waarde blijft hechten aan de
terugverdientijd als selectiecriterium; als men een korte terugverdientijd eist, vermindert men
het risico verbonden aan het op de markt komen van nieuwe, sterk verbeterde duurzame
produktiemiddelen gedurende levensduur van de investering.
Het vierde probleem betreft de keuze van de disconteringsvoet i. De waarde van i wordt
bepaald door de opportunity costs van het te investeren vermogen. Deze benadering wordt
bijvoorbeeld gevolgd door Blommaert, Blommaert, Bouma e.a:
"In de praktijk wordt dan ook de disconteringsvoet veelal bepaald door de opportuniteitskosten van het te investeren vermogen. De opportuniteitskosten zijn de verwachte
opbrengsten (of rendement) van het beste, niet gekozen investeringsalternatief. Indien de
beslisser bijvoorbeeld de keuze heeft tussen een investeringsproject of beleggen in
obligaties met een rendement van 9%, dan kan hij dit rendement gebruiken bij het
berekenen van de netto contante waarde van het investeringsproject. Op deze wijze wordt
het mogelijk beide projecten met elkaar te vergelijken. Zou immers het investeringsproject
bij een disconteringsvoet van 9% een negatieve NCW opleveren, dan is daarmee aange
toond dat de belegging in obligaties aantrekkelijker is." (Blommaert, Blommaert, Bouma e.a. [1994, p. 125])
128
Deze redenering lijkt op het eerste oog waterdicht, maar toch doen zich ook hier een aantal
(praktische) problemen voor. Op deze problemen gaan we hier niet in; zie hiervoor de
handboeken Financial Management.
Al met al kan men stellen dat investeringsselectie met behulp van de Netto Contante Waarde
methode theoretisch "waterdicht" is. Praktisch gezien bestaan er wel problemen die vooral te
maken hebben met het voorspellen van de diverse grootheden. Men moet de omvang van de
initiële investeringen vooraf kennen, men moet de omvang van toekomstige geldstromen
vaststellen en de lengte van de projecthorizon bepalen. In een dynamische marktsituatie is dit
moeilijk. Bepaling van het juiste disconteringspercentage is theoretisch mogelijk, maar zal in
de praktijk meestal minder "sophisticated" geschieden. Echt ernstig is dit overigens niet, daar
de afwijkingen als gevolg van onjuiste voorspellingen van initiële investeringen, projecthori
zon of geldstromen numeriek doorgaans veel grotere effecten zullen hebben dan een theore
tisch niet geheel juiste disconteringsvoet.
Investeren in flexibiliteit en de Netto Contante Waarde Een overzicht van problemen rondom NCW -calculaties met betrekking tot investeren in
flexibiliteit, vindt men in Bruggeman, Slagmulder, Waeytens e.a. [1993]. Ook deze auteurs
besteden aandacht aan de vaststelling van het disconteringspercentage (zie pagina 84 e.v.).
Andere problemen die Bruggeman, Slagmulder, Waeytens e.a. noemen zijn een verkeerde
definitie van de base case, het niet in rekening brengen van moeilijk kwantificeerbare kosten
en de neiging tot bijkomende investeringen.
De bijdrage van dit proefschrift Ook in dit proefschrift (Hoofdstuk 7) wordt een bijdrage geleverd aan de discussie over
investeren in (logistieke) flexibiliteit. Hierbij wordt aangesloten bij een aantal eerder
geïntroduceerde begrippen. Al!ereerst moeten we bij dergelijke investeringen een relatie
leggen naar de logistieke grondvorm en vooral de positie van het KOOP. Dit is in paragraaf
6.3 uitgewerkt. In dit hoofdstuk is voorts aangetoond dat de produktieseriegrootte een
cruciale rol speelt bij investeringen in logistieke flexibiliteit. Nu is de produktieseriegrootte
een aanwendingsbeslissing van capaciteit en dus, in de terminologie van hoofdstuk 1, een
operationele maatregel. Er bestaat een klassieke korte termijn Management Accounting
techniek om deze aanwendingsbeslissing te ondersteunen. Investeringen in flexibiliteit
betreffen de lange termijn en worden ondersteund met een lange termijn Management
Accounting techniek (NCW-calculatie). Toch kunnen deze twee beslissingen niet los van
elkaar gezien worden omdat voor beide soorten maatregelen de vaststelling van de produktie
seriegrootte een rol speelt. Hier ziet men dus weer dat structurele flexibiliteit niet los gezien kan worden van operationele flexibiliteit. In het volgende hoofdstuk wordt het verband tussen
deze twee typen maatregelen nader onderzocht.
129
6.5 Samenvattende opmerkingen
In dit hoofdstuk werd het begrip Logistieke Grondvorm uitgewerkt. Het basismodel van
Hoekstra en Romme is enigzins aangepast. Logistiek verbeteren werd beschreven als een
aanpassing van de grondvorm. In zijn meest eenvoudige vorm betekent dit het opheffen van
breuklijnen; moeilijker wordt het als het om aanpassingen in de positie(s) van het KlantenOr
der OntkoppelPunt. In essentie komt het probleem er op neer dat een evenwicht gevonden
moet worden tussen de risico's verbonden aan leververplichtingen, voorraden en (vaste)
capaciteitskosten. Vaak zal een aanpassing van de grondvorm gepaard moeten gaan met
investeringen, zoals in het voorbeeld werd toegelicht. Deze investeringen kunnen bedrijfseco
nomisch geanalyseerd worden met de Netto Contante Waarde techniek. Het is van belang dat
men inziet dat NCW-calculaties uitgaan van een ander winstbegrip dan het (Financial)
Accounting winstbegrip. lnvesteringsselectie op basis van het Accounting winstbegrip
(Gemiddelde Boekhoudkundige Rentabiliteit) geldt als achterhaald en theoretisch niet juist.
Ofschoon de NCW -techniek theoretisch als juist wordt beschouwd, zijn er praktische
problemen met het voorspellen van de initiële uitgaven, de projecthorizon en de toekomstige
geldstromen. Een speciaal probleem betreft de hantering van het disconteringspercentage.
Investeringen in flexibiliteit zijn structurele maatregelen die ondersteund worden met Netto
Contante Waarde berekeningen. Een deel van de investering hangt samen met de verplaatsing
van het KOOP en de daarbij behorende voorraden. De seriegrootte speelt daarbij een
belangrijke rol. Maar ook bij de aanwending van de geïnvesteerde produktiecapaciteit speelt
de beslissing over de seriegrootte een belangrijke rol. Op dat moment spreken we over een
operationele maatregel. In het volgende hoofdstuk wordt het verband tussen beide maatrege
len nader onderzocht.
130
Hoofdstuk 7
MIXFLEXIBILITEIT: DE ECONOMISCHE PRODUKTIESERIE
7.1 Inleiding
In het vorige hoofdstuk is een voorbeeld van een produktiesituatie besproken waarin mixflexi
biliteit een rol speelde. Er werd onder meer betoogd dat een investering in flexibiliteit
gepaard moest gaan met een aanpassing van het logistieke concept als men tenminste de
maximale voordelen van deze investering wil bereiken. In de voorbeeldsituatie betekende dit
dat een flexibiliteitsinvestering leidde tot een stroomopwaartse verplaatsing van het KOOP. In
dit hoofdstuk wordt verder ingegaan op deze voorbeeldsituatie. Het geheel van effecten dat
samenhangt met een dergelijke investering is dermate omvangrijk dat aparte behandeling in
dit hoofdstuk zinvol is.
In de voorbeeld produktiesituatie was vóór de investering sprake van een seriegrootte die
gebaseerd was op de benadering van Camp. Deze manier van seriegroottebepaling wordt in
paragraaf 7.2 samengevat. Na de investering werkt men in de voorbeeld situatie Just-in-Time;
dit wil zeggen op vraagafroep van de klant .en im precies die hoeveelheden die de klant
vraagt. De vraag of de initiële uitgaven van deze investering verantwoord zijn kan beant
woord worden met een Netto Contante Waarde (NCW) berekening. De seriegrootte speelt
derhalve een rol bij lange termijn investeringsvraagstukken in flexibiliteit. In paragraaf 7. 3
wordt dit seriegroottevraagstuk verder geanalyseerd. In paragraaf 7.4 wordt de aanpak van
Camp vergeleken met de lange termijn investeringsaanpak. Er wordt nagegaan of de formule
van Camp wel een juiste benadering is en er wordt aandacht besteed aan de relevante kosten
die een rol spelen in de Netto Contante Waarde berekening.
7.2 Seriegroottebepaling volgens Camp
De Economie Order Quantity-formule (EOQ) stamt uit de Operations Research en is voor het
eerst gepubliceerd in de jaren '20. In de Engelstalige literatuur worden Camp en Wilson
aangemerkt als auteurs van deze formule, terwijl in de Duitstalige literatuur gesproken wordt
van de formule van Andler. Voor het gemak zullen we spreken over "de formule van Camp".
131
De formule wordt in de klassieke voorraadbeheersingstheorie gebmikt om de economisch
optimale seriegrootte te bepalen. Het doel daarbij is de kosten die samenhangen met het
inzetten van series te minimaliseren. De seriegrootte met de laagste totale jaarkosten (instel
kosten plus voorraadkosten) wordt dan als de economisch optimale seriegrootte beschouwd.
De totale jaarkosten worden als volgt weergegeven:
C = F * D I Q + 112 * Q * S * K waarbij:
C = totale jaarkosten;
F = instelkosten per serie;
D = jaaraantal;
Q = seriegrootte;
S = rentabiliteitsfactor;
K = voorraadwaarde produkt.
De eerste term in het rechterlid van de formule staat voor de jaarlijkse instelkosten terwijl de
tweede term de jaarlijkse voorraadkosten weergeeft.
De Economie Order Quantity wordt dan bepaald door een eenvoudige differentiatie van de
jaarlijkse kosten:
Q =V {(2*D*F)/(S*K)}
Bij de afleiding van de formule gaat men impliciet uit van een aantal veronderstellingen die
het seriegrootte-vraagstuk in belangrijke mate vereenvoudigen (zie Brown [1982]). Hier dient
te worden opgemerkt dat er in de Operations Research-literatuur verschillende verfijningen op
het basismodel van Camp bekend zijn. Deze modellen worden in de praktijk echter niet of
nauwelijks gehanteerd.
Een belangrijke veronderstelling uit het basismodel van Camp betreft het logistieke bestu
ringsconcept. In de klassieke voorraadbeheersingstheorie, waarvoor de formule is ontwikkeld,
beschouwt men slechts één produkt in één voorraadpunt. Aan de vraag naar dit produkt
wordt voldaan door uit voorraad te leveren. Een order om een nieuwe serie te fabriceren
wordt pas gegenereerd op het moment dat de voorraad produkten een tevoren vastgesteld
bestelniveau onderschrijdt.
De logistieke keten wordt in een dergelijk besturingsconcept opgesplitst door de definiëring
van voorraadpunten die los van elkaar worden bestuurd. Door voldoende voorraad neer te
leggen kan men direct aan de vraag naar onderdelen voldoen. Informatie over de verwachte
vraag naar eindprodukten wordt in zo'n systeem niet gebmikt om de behoefte aan onderdelen
te bepalen. Men tracht weliswaar een schatting te maken van de toekomstige vraag naar
132
onderdelen, maar daarvoor gebruikt men uitsluitend historische verbruiksgegevens. Men was
hiertoe in het verleden ook wel genoodzaakt omdat de bepaling van de vraag naar onderdelen
zonder computerondersteuning bij complexe produktstructuren al snel zeer arbeidsintensief
wordt.
De bovenstaande besturingswijze levert problemen op in dynamische marktomgevingen. Daar
geldt immers dat de historische verbruiksgegevens geen goede schatting zijn van de vraag
naar produkten. De kracht van nieuwe besturingsconcepten zoals MRP, llT, OPT zit juist in
het feit dat de produktie van onderdelen (min of meer) afgestemd is op de vraag naar
produkten. De toepassing van de formule van Camp ontkracht deze afstemming en zorgt
ervoor dat de logistieke voordelen van een nieuw besturingsconcept worden gereduceerd.
Men moet zich dus goed realiseren dat de correctheid van de "economisch optimale serie
grootte" volgens Camp, sterk afhangt van de veronderstellingen die aan het model ten
grondslag liggen.
Er zijn maar weinig onderwerpen waarover meer publicaties voorhanden zijn dan over het
vraagstuk van de economische seriegrootte. Van oorsprong heeft dit vraagstuk zijn wortels in
de Operations Research (OR). Pateer [1990] deelt, vanuit OR optiek, de geschiedenis van de
Economische seriegrootte in een viertal fasen. Hij noemt in dit verband als eerste fase
publicaties van Camp [1922] en Wilson en Müller [1926, 1934]. De basisveronderstellingen
van al deze modellen zijn de volgende:
l. het produktieproces bestaat uit één stap en er is geen tijdsfasering;
2. het verbruik (de vraag) is (redelijk) continu en voorspelbaar;
3. de kosten variëren lineair met het aantal omstellingen of bestellingen en met het ge
middelde voorraadniveau.
Na de Tweede Wereldoorlog wijst Pateer een tweede fase aan, waar er hernieuwd veel
aandacht voor dit vraagstuk ontstaat, maar waar de eerste twee basisveronderstellingen
worden aangepast. Er worden aangepaste modellen beschreven modellen die rekening houden
met speciale situaties zoals Magee [1958] en Plosst & Wight [1967]. Tevens zien we, als
derde fase, de dynamische versie ontstaan (Wagner en Whitin [1958]) en seriegroottemodel
len voor situaties met afhankelijke vraag (de zogenaamde Period Order Quantities, zie
Orlicky [1975]; Plossl & Wight [1967]). Wight [1974, p. 175] heeft in een krachtig pleidooi
verder onderzoek in deze richting sterk ontraden.
De meest recente ontwikkeling inzake de optimale seriegrootte is Just-in-Time (llT). Deze
benadering stelt zeer expliciet alle drie de basisveronderstellingen ter discussie. De llT
benadering gaat ervan uit dat er geen balancering van omstelkosten en voorraadkosten moet
plaatsvinden, maar dat de omstelkosten juist moeten worden geëlimineerd. Kortom: er moet
niet méér gemaakt worden dan de volgende stap in het produktieproces vraagt en, uiteindelijk
dus, niet méér dan de markt vraagt. Dit betekent dat er geen "formule" bestaat waarmee men
133
in de Just-in-Time benadering de optimale seriegrootte berekent; men spreekt derhalve ook
wel van seriegrootte één.
Deze ontwikkeling in denken is ook aanwijsbaar in de leerboeken. Als we kijken naar
Management Accounting leerboeken, dan zien we dat er nu ongeveer even veel aandacht
wordt besteed aan EOQ-modellen, MRP en Just-in-Time (JIT), zie bijvoorbeeld Poster &
Homgren [1987]. Sommige auteurs besteden minder aandacht aan EOQ en meer aan JIT
(Kaplan & Atkinson [1989]). In Financieel Management leerboeken is dit onderwerp vooral
van belang bij werkkapitaalbeheer; zo behandelt Gitman [1991] het basis EOQ-model en
MRP in dit verband. In Operations Management leerboeken zien we alle drie de onderwerpen
aan de orde komen, zie bijvoorbeeld Vonderembse & White [1991].
7.3 Seriegroottebeslissingen, logistieke effecten
7.3.1 Inleiding
In deze paragraaf wordt verder ingegaan op het voorbeeld vaa de produktiesituatie uit hoofd
stuk 6. In deze voorbeeldsituatie worden assemblage-activiteiten in gang gezet door de
klantenorder en moet de leveringstijd die met de klant overeengekomen wordt minstens gelijk
zijn aan de tijd die nodig is om het assemblageproces te voltooien. Dit impliceert dat de
onderdelen die nodig zijn om de klantenorder te assembleren, beschikbaar moeten zijn als de
klantenorder binnenkomt. Vandaar dat het noodzakelijk is te voorspellen hoeveel onderdelen
er in elke periode beschikbaar moeten zijn om de te verwachten klantenorders meteen te
kunnen assembleren.
In een zogenaamd Hoofd Produktie Plan (HPP) worden afspraken gemaakt door de afdelin
gen "verkoop" en "produktie" over produktie- en verkoophoeveelheden in de komende
perioden. Voor de onderdelenfabricage betekent dit een verplichting om bepaalde hoeveel
heden onderdelen in een afgesproken periode aan assemblage te leveren. Deze onderdelen
worden dan in de daarop volgende periode(n) door assemblage verbruikt.
In principe voldoet onderdelenfabricage dus aan haar verplichtingen voldoen indien iedere
periode de afgesproken hoeveelheden onderdelen op tijd ("Just-in-Time") afgeleverd worden.
Een dergelijke handelwijze betekent dat onderdelenfabricage iedere periode uitsluitend
onderdelen aanmaakt voor de verwachte behoefte in de volgende periode. Dit resulteert in
een minimale hoeveelheid voorraad onderdelen vóór assemblage. De logistieke voordelen van
een dergelijke handelwijze liggen voor de hand: minimale voorraad, lager risico incourant,
etc.
Toch zal men bij de onderdelenfabricage veelal geneigd zijn de minimale produktiehoeveel
heden te verhogen tot "economische" seriegroottes. Hiervoor is een goede reden aan te
134
voeren. Indien men namelijk telkens slechts de hoeveelheid onderdelen aanmaakt die de
volgende periode door assemblage gevraagd wordt, kan dit leiden tot grote omsteltijdverlie
zen. De verhouding tussen de omsteltijd en de produktietijd per type onderdeel komt hier
namelijk in het geding. Een efficiente benutting van capaciteit houdt in dat men streeft naar
zoveel mogelijk produktieve uren en zo weinig mogelijk uren stilstand ten behoeve van
omstelaktiviteiten. Het kan dus wenselijk zijn om vanuit dit oogpunt het minimaal af te
leveren aantal te vergroten om omsteluren te verminderen.
Op dat moment doet zich het probleem van de seriegrootte voor. Vergroting van het minimaal aantal af te leveren items tot "aanvaardbare" hoeveelheden is niet anders dan optimaliseren van seriegroottes!
In de voorbeeldproduktiesituatie werd de seriegrootte berekend voor de persgroep; de overige
activiteiten werden verricht met ruime overcapaciteit. In de praktijk komt het erop neer dat
men voor de stelkosten de tijdsduur van het stellen vermenigvuldigt met het machine
uurtarief, en voor de voorraadaanhoudingskosten neemt men veelal de kostprijs van het
halffabrikaat vermenigvuldigd met een percentage voor "Rente, Ruimte en Risico".
We zien dus dat de seriegrootte-problematiek een tweetal aspecten heeft: aan de ene kant zou
men in kleine series willen produceren vanwege de gunstige effecten op de materiaalstroom;
aan de andere kant kan men de series niet blijven verlagen vanwege de capaciteitsbeperkin
gen. In paragraaf 7.3.2 zullen we eerst ingaan op de effecten op de materiaalstroom, in
paragraaf 7.3.3 komt de relatie naar capaciteit aan de orde.
7 .3.2 Seriegrootte en materiaalstroom
Tot nu toe is gesproken over onderdelenfabricage zonder daarbij de interne structuur van de
fabriek toe te lichten. Voor de hiervolgende analyse is het noodzakelijk deze structuur nader
te beschrijven. De produktiesituatie "onderdelenfabricage" defmiëren we in logistieke termen
als een gesloten job-shop met een groot aantal verschillende bewerkingscentra waarmee een
grote verscheidenheid aan items geproduceerd wordt. Bij een dergelijk complex fabricage
systeem worden de items in series bij de diverse bewerkingscentra bewerkt, waarbij de
bewerkingsvolgordes tussen de diverse series verschillend kunnen zijn.
Een dominant kenmerk van de onderdelenfabricage is dat zij "verstoppingsproblemen" kent:
door de complexe goederenstroom en de heterogeniteit van items kunnen wachtrijen bij de
bewerkingscentra ontstaan. Deze wachtrijen kunnen substantieel zijn: in sommige gevallen
kan wel 90 % van de totale doorlooptijd veroorzaakt worden door wachten.
135
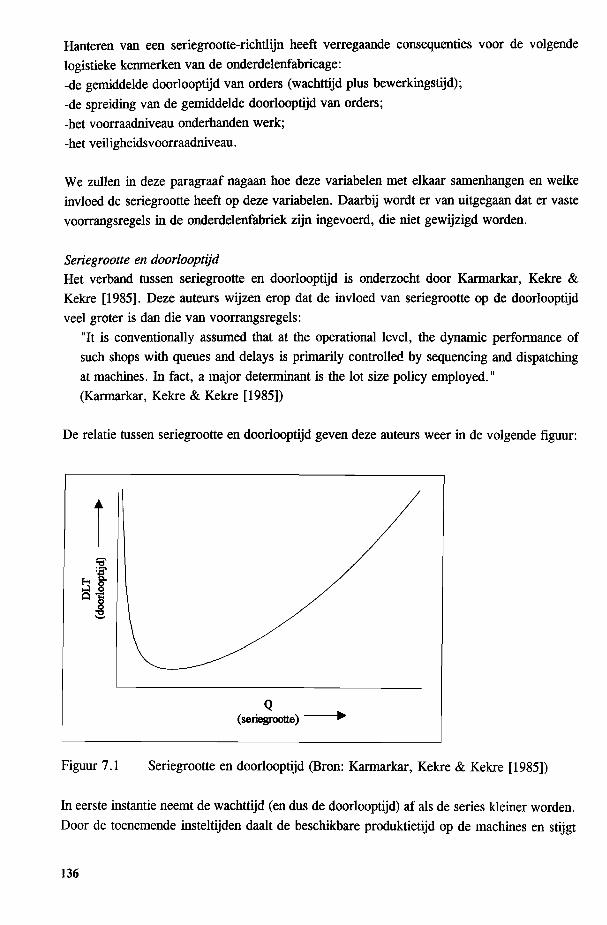
Hanteren van een seriegrootte-richtlijn heeft verregaande consequenties voor de volgende
logistieke kenmerken van de onderdelenfabricage:
-de gemiddelde doorlooptijd van orders (wachttijd plus bewerkingstijd);
-de spreiding van de gemiddelde doorlooptijd van orders;
-het voorraadniveau onderhanden werk;
-het veiligheidsvoorraadniveau.
We zullen in deze paragraaf nagaan hoe deze variabelen met elkaar samenhangen en welke
invloed de seriegrootte heeft op deze variabelen. Daarbij wordt er van uitgegaan dat er vaste
voorrangsregels in de onderdelenfabriek zijn ingevoerd, die niet gewijzigd worden.
Seriegrootte en doorlooptijd Het verband tussen seriegrootte en doorlooptijd is onderzocht door Karmarkar, Kekre & Kekre [1985]. Deze auteurs wijzen erop dat de invloed van seriegrootte op de doorlooptijd
veel groter is dan die van voorrangsregels:
"It is conventionally assumed that at the operational level, the dynamic performance of
such shops with queues and delays is primarily controlleè by sequencing and dispatching
at machines. In fact, a major determinant is the lot size policy employed."
(Karmarkar, Kekre & Kekre [1985])
De relatie tussen seriegrootte en doorlooptijd geven deze auteurs weer in de volgende figuur:
i
Q ( seriegrootte) ...
Figuur 7.1 Seriegrootte en doorlooptijd (Bron: Karmarkar, Kekre & Kekre [1985])
In eerste instantie neemt de wachttijd (en dus de doorlooptijd) af als de series kleiner worden.
Door de toenemende insteltijden daalt de beschikbare produktietijd op de machines en stijgt
136
per definitie de bezettingsgraad. Op het moment dat deze bezettingsgraad in de buurt van de
95% gekomen is, stijgen de wachttijden explosief. Ook simulatie in een concrete produk
tiesituatie leverde een dergelijk beeld op. De figuur illustreert het verband dat de doorlooptijd
inderdaad afneemt bij kleinere series, maar dat er tevens een scherp omslagpunt in het traject
aan te wijzen valt, waarna de omgekeerde relatie zeer sterk optreedt. Een marginale ver
kleining van de seriegrootte leidt daar tot een sterke toename in doorlooptijd (als gevolg van
de sterk toegenomen wachttijden).
Doorlooptijd en voorraden
De doorlooptijd in de onderdelenfabricage heeft invloed op een aantal andere logistieke
variabelen. Allereerst is er een verband aan te wijzen met de hoeveelheid onderhanden werk.
Naarmate de gemiddelde doorlooptijd toeneemt, zal ook de hoeveelheid onderhanden werk
toenemen. Dit is echter niet het enige verband.
Het fabricageprogramma in de onderdelenfabricage is gebaseerd op voorspellingen. Men
probeert de aard en de hoeveelheden van toekomstige klantenorders te bepalen. De lengte van
de periode waarover men voorspellingen doet. wordt in de literatuur de voorspelhorizon
genoemd. De minimale lengte van de voorspelhorizon wordt onder meer bepaald door de
doorlooptijd van orders in de onderdelenfabricage. Als orders voor onderdelen een door
looptijd van een maand hebben, dan moet er tenminste een voorspelling zijn wat assemblage
na die maand aan onderdelen nodig heeft in het ontkoppelpunt, anders kunnen de assemblage
activiteiten niet starten als de reële klantenorder binnenkomt. In het geval de inkoop van ruw
materiaal ook aan een leveringstermijn gebonden is, moet de voorspelhorizon met deze
termijn verlengd worden.
De minimale voorspelhorizon wordt dus bepaald door de doorlooptijd van orders plus de
leveringstijd van materiaal. De lengte van de voorspelhorizon is van grote invloed op de
kwaliteit van de voorspelling. De kwaliteit van een voorspelling neemt over het algemeen af
naarmate de voorspelhorizon toeneemt. Als de voorspelkwaliteit afneemt, dan zal de behoefte
groeien om het risico van vraagonzekerheid op te vangen met veiligheidsvoorraad. Dit kan
men doen door meer veiligheidsvoorraad in het ontkoppelpunt neer te leggen. Een toenemen
de doorlooptijd zal dus uiteindelijk leiden tot een hogere veiligheidsvoorraad in het ontkop
pelpunt, om de toegenomen vraagonzekerheid te compenseren.
De toename van de gemiddelde doorlooptijd zal er waarschijnlijk toe leiden dat ook de
spreiding in doorlooptijd toeneemt28• Als de spreiding in doorlooptijd toeneemt ontstaat er
een groeiende procesonzekerheid: assemblage kan er steeds minder van op aan dat alle
onderdelen op het afgesproken tijdstip aanwezig zullen zijn in het ontkoppelpunt. Ook dit
risico zal men in het algemeen willen opvangen met veiligheidsvoorraad. Een grotere sprei-
28 Hoewel er theoretische wachtrijsituaties bestaan waarin deze relatie niet is bewezen, wordt deze hier als werkhypothese gehanteerd.
137

ding in de doorlooptijd resulteert dus in een toename van de veiligheidsvoorraad in het ontkoppelpunt om de toegenomen procesonzekerheid te compenseren.
Conclusie: seriegroottes bepalen in verregaande mate de doorlooptijd. De gemiddelde
doorlooptijd en de spreiding in doorlooptijd bepalen de behoefte aan veiligheidsvoorraad en
leggen de hoogte van het voorraadniveau "onderhanden werk" vast. Dit wordt in figuur 7.2
samengevat:
Figuur 7.2.
Seriegroottevoorraad
OHW-voorraad
V eiligheidsvoorraad
Seriegrootte en materiaalstroom
De seriegroottevoorraden, de voorraad onderhanden werk en de veiligheidsvoorraad vormen
tezamen de totale hoeveelheid voorraad in het traject van de onderdelenfabricage. Voorraden
hebben in het algemeen een drietal nadelige consequenties; ze leggen beslag op het vermo
gen, op ruimte en emballagemiddelen en bovendien lopen ze het risico incourant te worden.
Dit wordt meestal samengevat in de drie "R's" van rente, ruimte en risico.
De formule van Camp houdt alleen rekening met de kosten van seriegroottevoorraad, die
gemiddeld genomen gelijk is aan de halve seriegrootte. Het blijkt dus dat niet alleen de serie
groottevoorraad, maar ook de veiligheidsvoorraad en de voorraad onderhanden werk
afhankelijk zijn van de seriepolitiek die gevoerd wordt. Hierbij dient opgemerkt te worden
dat niet alleen de formule van Camp deze effecten verwaarloost maar dat ook meer geavan
ceerde modellen zoals Wagner & Whitin (1958) hierin te kort schieten. Hertrand (1985) heeft
aangetoond dat dit een serieuze verwaarlozing is, die zal leiden tot te grote series in de
onderdelenfabricage.
138
7 .3.3 Seriegroottes en capaciteit
In de voorgaande paragraaf hebben we geconstateerd dat de seriegrootte een belangrijke
invloed heeft op de voorraadniveaus in de onderdelenfabricage. Dit pleit voor een verkleining
van de series. Capaciteitsbeperkingen voor machines èn technische infrastructuur zullen er
echter voor zorgen dat men toch een seriegrootte groter dan enkele stuks moet hanteren.
Laten we nog eens terugkeren naar het moment dat men besluit het minimaal af te leveren
aantal onderdelen te vergroten tot aanvaardbare hoeveelheden. Eerder constateerden we al dat
hier de verhouding produktieve uren versus uren stilstand wegens instelactiviteiten in het
geding is. Vaak zal het zo zijn dat het onmogelijk is om uitsluitend de minimaal af te leveren
hoeveelheden aan te maken. De verhouding steltijd-produktietijd is dan zo ongunstig dat er
wegens de instelactiviteiten diverse capaciteitsknelpunten zullen ontstaan. Deze capaciteits
knelpunten hoeven niet absoluut te zijn in de zin dat ze onherroepelijk de totale output van de
fabriek beperken. Vermindering van de insteltijden door grote series te fabriceren is namelijk
niet de enige maatregel om een knelpunt op te heffen. Men kan ook allerlei maatregelen
treffen die de capaciteit verruimen zoals uitbesteding, overwerk, ploegendienst, pauzesyste
men, uitzendkrachten, etc. Indachtig aan de terminologie uit Hoofdstuk 1 noemen we deze
maatregelen operationele capaciteitsverruimende maatregelen.
Het logistieke management staat dus voor de keuze een capaciteitsknelpunt op te lossen door:
- vergroting van de series ten einde de insteltijdverliezen te beperken (seriegroottemaat
regel).
of
- vergroting van het aantal beschikbare uren 'knelpuntscapaciteit (operationele capaci
teitsverruimende maatregelen).
Bij deze beslissing dient men de economische gevolgen van grotere series en die van opera
tionele capaciteitsverruimende maatregelen tegen elkaar af te wegen.
Er zijn ook knelpunten die niet meer door operationele capaciteitsverruimende maatregelen
opgeheven kunnen worden. Dit type knelpunt is de laatste jaren sterk in de aandacht gekomen
door publicaties van Goldratt e.a. [1984]. Dit "absolute" knelpunt bepaalt de maximale output
van de fabriek. De relatie naar de seriegrootte is ook hier duidelijk aanwezig: een uur stellen
op een dergelijk knelpunt betekent onherroepelijk dat men een uur produktie verliest; niet
alleen voor de desbetreffende machine, maar voor het totale produktiesysteem. Het gevolg is
dan ook dat men minder produkten maakt en dus minder kan verkopen. De economische
gevolgen van een dergelijk produktievermindering zijn in het algemeen: gemiste omzet minus
materiaalwaarde van deze omzet. Op deze en andere bedrijfseconomische effecten wordt in
paragraaf 7.4 nader ingegaan.
139
Uit het voorafgaande is duidelijk geworden dat de seriegrootte een invloedrijke stuurvariabele
is bij het effectief benutten van machinale capaciteiten. Deze capaciteiten beperken de
mogelijkheden om te profiteren van de positieve effecten van kleine series. Naast deze
machinale knelpunten zijn er nog een aantal andere beperkingen in de technische infrastruc
tuur die pleiten voor een vergroting van de series.
Gegeven het aantal series dat men op jaarbasis denkt op te zetten, kunnen er drie relevante
grootheden aangewezen worden, die onderling zijn gerelateerd:
- de benodigde capaciteit voor omstellen;
- de benodigde capaciteit voor transport en handling;
- de administratieve besturingslast.
Het aantal instelaktiviteiten per jaar bepaalt logischerwijs de behoefte aan omstelcapaciteit.
Indien men systematisch met kleinere series wil gaan werken zal men de stelcapaciteit moeten
vergroten door het aannemen van extra stellers. Hierbij kunnen we opmerken dat er een
tendens waarneembaar is om in toenemende mate stelwerkzaamheden door het bedienend
personeel te laten verrichten. In dergelijke gevallen zal er steeds minder specifieke stelcapaci
teit noodzakelijk zijn en zullen de uitgaven voor stelcapaciteit derhalve minder afhankelijk
worden van de gehanteerde seriegrootte. De beschikbare produktiecapaciteit blijft uiteraard
wel afhankelijk van de seri~grootte.
Het verband tussen het aantal series per jaar en de benodigde capaciteit voor transport en
handling is eveneens duidelijk aanwezig. Het is echter lastig om deze relatie exact te bepalen.
Hiervoor zal men schattingen moeten maken voor het (gemiddeld) transport- en handlingbe
slag per serie. Overigens moet men er aan denken dat er ook transport en handlingcapaciteit
nodig is voor het aan- en afvoeren van machine-gereedschap.
De relatie tussen de besturingslast en het aantal series is wel aanwezig, maar erg moeilijk
kwantificeerbaar. Het spreekt vanzelf dat serievergroting leidt tot een vermindering van het
aantal produktieorders dat (administratief) verwerkt moet worden, en dus tot een verminde
ring van besturingslast.
De capaciteitsconsequenties van de seriegroottemaatregel worden in figuur 7. 3 samengevat.
De meeste kostengeoriënteerde modellen, zoals de formule van Camp, hanteren een vast
tarief voor instellen. Er wordt daarbij verondersteld dat de instelkosten lineair zullen toene
men met het aantal instel-activiteiten. We hebben zojuist aangetoond dat de seriegrootte
consequenties complexer zijn; er moet een duidelijk onderscheid worden gemaakt tussen een
situatie met overcapaciteit en een knelpuntssituatie. In het laatste geval is er een direct
verband met operationele capaciteitsverruimende maatregelen zoals uitbesteding, overwerk,
ploegendienst, pauzesystemen, uitzendkrachten, etc. Ook voor de effecten op de besturings-
140
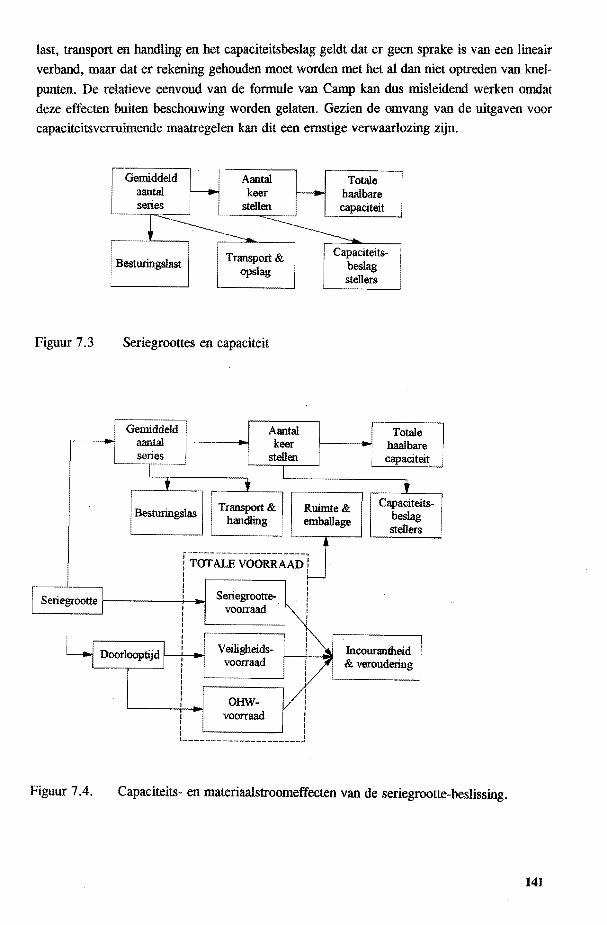
last, transport en handling en het capaciteitsbeslag geldt dat er geen sprake is van een lineair
verband, maar dat er rekening gehouden moet worden met het al dan niet optreden van knel
punten. De relatieve eenvoud van de formule van Camp kan dus misleidend werken omdat
deze effecten buiten beschouwing worden gelaten. Gezien de omvang van de uitgaven voor
capaciteitsverruimende maatregelen kan dit een ernstige verwaarlozing zijn.
Figuur 7.3
Figuur 7.4.
Gemiddeld aantal
· Besturingslast Transport& opslag
Seriegroottes en capaciteit
Gemiddeld aantal series
Totale haalbare capaciteit
Totale haalbare capaciteit
. I Transport & Bestunngslas handling
1
Ruimte& emballage
Capaciteits- · beslag I stellers .
TOTALE VOORRAAD l Seriegrootte
voorraad ·
Veiligheidsvoorraad
I I I I I I I I
I
OHW- i I
voorraad : : : t _____________________ J
Incourantbeid & veroudering
Capaciteits- en materiaalstroomeffecten van de seriegrootte-beslissing.
141
De effecten die met een wijziging van de seriegrootte samenhangen, werden verdeeld in
effecten op de materiaalstroom enerzijds en effeeten met betrekking tot capaciteit anderzijds.
In figuur 7.4 zijn deze effecten samengevat. Men ziet een tweetal takken die gerelateerd zijn
aan de seriegrootte: de bovenste tak geeft de effecten op de capaciteiten weer, de onderste tak
de effecten op de materiaalstroom.
7.4 De seriegroottebeslissing; bedrijfseconomische aspecten
Uit de voorgaande analyse is gebleken dat er legio effecten samenhangen met een investe
ringsproject in :flexibiliteit. De economische beoordeling van een dergelijk project geschiedt
met een Netto Contante Waarde berekening; hierop is in het vorige hoofdstuk ingegaan. In
deze paragraaf wordt nader ingegaan op problemen van calculatorische aard die zich kunnen
voordoen bij de Netto Contante Waarde berekening.
Bij een Netto Contante Waarde berekening zullen jaarlijks saldi van kasmutaties ingevuld
moeten worden. Men spreekt ook wel van de jaarlijkse cash :flow of geldstroom. De vraag is
hier aan de orde hoe men deze kasmutaties bepaalt. Het is hierbij goed dat men zich
realiseert dat er bij de onderhavige beslissingscalculatie eigenlijk sprake is van twee projec
ten: het project doorgaan op de oude manier en het project investeren in een nieuwe pers. De
kasmutaties moet men bepalen door deze twee projecten met elkaar te vergelijken. Men kiest
meestal als base case het project doorgaan op de oude manier; dit project wordt dan als het
ware afgezet tegen het investeringsproject.
De eerste kasmutatie die dan optreedt is natuurlijk die van de initiële uitgaven. Daarna
kunnen er allerlei typen kasmutaties optreden; sommige zullen eenmalig zijn en aan het begin
van de projecthorizon voorkomen; andere zullen aan het begin en aan het eind van het project
optreden en weer andere zullen periodiek in elke periode van de projecthorizon voorkomen.
Dit kan geïllustreerd worden aan de hand van figuur 7 .4. In deze figuur zien we vanuit
bedrijfseconomisch oogpunt een viertal soorten potentiële kasmutaties.
Allereerst is dat de kasmutatie met betrekking tot de totale haalbare capaciteit. Het zou mogelijk kunnen zijn dat met de nieuwe pers een hogere output mogelijk is29• De kasmutatie
die dit dan zou veroorzaken is de netto opbrengst uit verkoop, verminderd met alle uitgaven
die men moet maken om deze extra opbrengsten te genereren. Dit is een kasmutatie die in
principe jaarlijks terugkeert. De specifieke omvang van het bedrag kan natuurlijk wel
variëren in de tijd, afhankelijk van de omzetverwachtingen en eventuele prijsstijgingen.
Mochten er extra operationele capaciteitsverruimende maatregelen nodig zijn (overwerk,
uitbestedingen en dergelijke), dan ziet men deze kasmutaties ook periodiek terug.
29 Dit is overigens in het voorbeeld van de produktiesituatie niet mogelijk daar de assemblagelijn al helemaal is bezet waardoor produktie van extra persdelen toch geen verhoogde output van gereed produkt kan veroorzaken.
142
In figuur 7.4 staan vier vakjes die betrekking hebben op de technische infrastructuur (bestu
ringslast, transport & handling, ruimte & emballage en het capaciteitsbeslag van de stellers).
Men zal begrijpen dat de investering niet altijd tot kasmutaties in deze technische infrastruc
tuur hoeft leiden. Met andere woorden: een investering in een nieuwe pers hoeft niet altijd te
leiden tot (des)investeringen in de technische infrastructuur. Zo zou het kunnen zijn dat men
met minder voorraad gaat produceren. Of dit ook werkelijk leidt tot de mogelijkheid om
magazijnruimte af te stoten is natuurlijk maar zeer de vraag. Indien dit echter het geval is,
dan zal er een kasmutatie in de eerste periode ontstaan. Vergeleken met de huidige situatie
kan er immers nu reeds een opbrengst geboekt worden. Dit impliceert dan wel dat er dus ook
een kasmutatie aan het eind van de projecthorizon optreedt ten gunste van het oude project.
In de tussenliggende perioden zien we geen kasmutaties. Indien men extra moet investeren in
plaats van te desinvesteren, dan zien we een negatieve kasmutatie aan het begin van de eerste
periode ter grootte van de investering en een positieve kasmutatie aan het einde van de laatste
periode ter grootte van de liquidatiewaarde van de investering. Ook hier dus een tweetal
kasmutaties. Overigens kan er aan het eind van het project een soortgelijk verschil in
liquidatiewaarde optreden met betrekking tot de beide persen. Ook dit verschil wordt aan het
eind van de laatste periode als kasmutatie meegenomen.
Ten derde in figuur 7.4 is de totale voorraad aanwijsbaar. Ook hier geldt dat een toename
van de benodigde voorraad een tweetal kasmutaties optreden: een aan het begin van de eerste
periode om de voorraad op te bouwen; een tweede aan het einde van de laatste periode om de
voorraden weer af te bouwen. De grootte van de kasmutatie bepaalt men door uitsluitend
uitgaven in beschouwing te nemen die een gevolg zijn van de extra voorraad. Bij voorraadaf
bouw ontstaat eveneens een kasmutatie: de produktie wordt gedurende de voorraadafbouw
tijdelijk stilgezet terwijl bij het andere project wordt doorgeproduceerd: het verschil tussen de
twee projecten bestaat uit de extra uitgaven als gevolg van doorproduceren.
Tenslotte de kasmutaties incourantbeid en veroudering. Als er gedurende de projecthorizon
halffabrikaten incourant raken of bederven dan leidt dit tot een kasmutatie ter grootte van de
uitgaven die gedaan moeten worden om deze produkten opnieuw te produceren. Immers, de
voorraad halffabrikaten vervult een onmisbare functie in het produktieproces. Deze kasmuta
tie kan periodiek terugkomen. Mocht het zo zijn dat de incourante items bovendien gemiste
verkoop veroorzaken doordat men niet kan leveren, dan mist men opbrengst van de niet
verkochte produkten terwijl men toch de uitgaven heeft om de incourante items aan te maken.
Naast deze logistieke effecten, kunnen er ook nog andere mutaties optreden ten gevolge van
produktkwaliteit, onderhoud en dergelijke meer. Ook deze kasmutaties moeten op gelijke
wijze verwerkt worden in de berekening.
Al met al zijn er dus talrijke kasmutaties aanwijsbaar bij een dergelijk investeringsproject in
flexibiliteit. Het feit dat nadrukkelijk ingegaan is op de bepaling van deze kaseffecten heeft
143
een reden. Als base case is hier een produktiesituatie genomen waarbij gewerkt wordt met de
formule van Camp. Zoals gezegd weegt men in deze formule omstelkosten tegen voor
raadaanhoudingskosten. Het is echter maar de vraag of dit bedrijfseconomisch verdedigbaar
is, gegeven de stringente veronderstellingen van de formule van Camp. Omstelkosten worden
meestal gemakshalve berekend door vermenigvuldiging van de omsteltijd met een machine
uurtarief. Voorraadaanhoudingskosten berekent men meestal door een percentage te nemen
van de integrale kostprijs van het produkt. Beide kostentypen bevatten veel vaste kosten; denk
aan afschrijvingskosten, rentekosten en dergelijke meer.
Nu is het algemeen aanvaard dat vaste kosten in beslissingssituaties geen rol mogen spelen.
Uitsluitend van belang zijn de relevante kosten: dit zijn de beïnvloedbare uitgaven en de
opportuniteitskosten, zie Wouters [1993]. In het voorgaande is al uiteengezet welke uitgaven
kunnen ontstaan indien men voorraad aanhoudt. Men kan direct inzien dat deze niet juist
worden weergegeven met een percentage van de (integrale) kostprijs. Op zijn best kan men
zeggen dat in de benadering van Camp de voorraadaanhoudingskosten op een heel grove
manier geschat worden. De benadering van Camp met betrekking tot de omstelkosten is nog
moeilijker verdedigbaar. Dit komt omdat omstelkosten het karakter van opportuniteitskasten
hebben. Als men omstelt, kan er niet geproduceerd worden. Als het verlies aan produktietijd
echter niet leidt tot gederfde verkoopopbrengsten, dan zijn de omstelkosten feitelijk nihil30•
Indien het verlies aan produktietijd door omstellen wel leidt tot verkoopderving, dan kunnen
de omstelkosten zeer omvangrijk zijn: de gederfde opbrengst verminderd met de uitgaven die
voor de niet-verkochte prodokten niet gemaakt hoeven te worden.
Nu zal het produktiemanagement in het tweede geval, dus bij verkoopderving, vaak ingrijpen.
Dit was ook het geval bij de voorbeeld produktiesituatie: om toch te voldoen aan de vraag
naar onderdelen besliste men om items halffabrikaat uit te besteden. De omstelkosten zijn in
dit geval te bepalen door de uitgaven voor de inkoop van halffabrikaten te verminderen met
de nu vermeden uitgaven voor eigen produktie.
Kort en goed: de afweging van Camp is niet gebaseerd op relevante kosten. In eerste aanzet
werd dit ook opgemerkt door Van der Veeken [ 1988] die betoogt dat een seriegroottebeslis
sing gebaseerd moet zijn op een beschouwing van geldstromen en knelpunten. Veltman en
Van Donselaar [1993] sluiten aan bij de hier gegeven analyse. Ook zij stellen, refererend aan
eerdere publicaties over dit onderwerp (Corbey [1989], Corbey & Jansen [1991a], dat de
basisafweging van Camp niet correct is tenzij de kosten die in de formule gehanteerd worden
30 Hierbij nemen we aan dat er geen variabele stelkosten zijn. Dit is overigens een reële aanname: vaak worden omstellingen verricht door (produktie)personeel dat in vaste dienst is.
144

aan een nader onderzoek (als hierboven) worden onderworpen. Veltman en Van Donsetaar
schrijven ons inziens terecht dat de afweging van Camp wel correct is indien de kosten uit de
formule
" ... op relevante wijze gedefinieerd kunnen worden. Met 'relevant' wordt bedoeld: be
ïnvloedbaar met de te nemen beslissing".
(Veltman & Van Donsetaar [1993, p. 273]).
Zij stellen vervolgens dat het geval is indien er sprake is van operationele capaciteitsverrui
mende maatregelen als uitbesteding en overwerk. In die gevallen kan men Camp gebruiken
mits men als voorraadaanhoudingskosten de rentekosten over de materiaalwaarde hanteert. De
auteurs doen deze uitspraak voor de situatie met variabele capaciteit en vast assortiment. Het
voorbeeld van deze auteurs laat een reductie van overwerk zien van tien uur naar vijf uur per
week tegen een geringe verhoging van het voorraadniveau. We zien dus dat men blijft
overwerken; hetgeen betekent dat er nog steeds variabele capaciteitskosten zijn. Dit betekent
dat er in hun voorbeeld nog steeds variabele kosten (uitgaven) voor capaciteit blijven bestaan.
Blijkbaar kan een verdere vergroting van de series niet zonder andere ongewenste effecten;
hierover doen de auteurs helaas geen mededelingen. Zou het overwerk geëlimineerd kunnen
worden door serievergroting, dan heeft men geen variabele capaciteit meer, en geldt de
formule (ook volgens Veltman en Van Donselaar) niet.
Vanuit de logistiek gezien zou men kunnen zeggen dat Camp simplificeert door zaken als
onderhanden werk voorraad, veiligheidsvoorraad en de technische infrastructuur en dergelijke
meer te verwaarlozen. Vanuit de bedrijfseconomie is de kritiek nog fundamenteler: aangezien
de afweging niet gebaseerd is op relevante kosten moet de uitkomst van de berekening princi
pieel als onjuist worden beschouwd. Dit betekent ·nogal wat, ook voor onze voorbeeld
produktiesituatie. Als base case werd immers de situatie met Camp genomen en deze werd
vervolgens afgezet tegen het investeringsproject. Deze vergelijking is niet fair: de base case
hoeft immers lang niet optimaal te zijn. Voor een eerlijke vergelijking moet men dus eerst
een optimale seriegrootte bepalen met de oude pers volgens de hier geschetste afweging van
geldstromen (kasmutaties) in relatie tot knelpunten ( capaciteitseffecten). Pas daarna kan een
eerlijke vergelijking plaatsvinden tussen de oude pers en de flexibele nieuwe door middel van
een Netto Contante Waarde berekening.
Praktijkonderzoek heeft uitgewezen dat bepaling van seriegroottes volgens de hier geschetste
benadering, behoorlijk kunnen afwijken van de Camp seriegrootte. Omdat de initiële uitgaven
van dergelijke aanpassingen vaak gering zijn, kan men deze aanpassingen zelfs doorvoeren
zonder Netto Contante waarde berekeningen. V oorbeelden van dergelijke projecten vindt men
in de afstudeerwerkstukken van Jansen [1988], Vogels [1990] en Bijierneer [1990] en het
eerder geciteerde werk van Veltman en Van Donselaar.
145
7.5 Samenvattende opmerkingen
In dit hoofdstuk is de seriegroottebeslissing geanalyseerd, eerst vanuit het startpunt van een
investeringsproject, later ook als zelfstandige beslissing met betrekking tot de aanwending van
capaciteit. Het is duidelijk dat de seriegroottebeslissing een complex vraagstuk is; zowel met
betrekking tot de logistiek als met betrekking tot de bedrijfseconomie.
Het staat in ieder geval vast dat de formule van Camp een onjuist instrument is om optimale
seriegroottes mee te bepalen. Niet alleen vanwege de verwaarlozing van talrijke logistieke
effecten maar vooral ook omdat de benadering niet gebaseerd is op relevante kosten. Zelfs al
zou men de onbeïnvloedbare kosten uit de formule weren, nog zit men met het probleem dat
de stelkosten als functie van de seriegrootte geen continu karakter hebben waardoor differen
tiatie van de totale kosten niet kan plaatsvinden.
Een formule die rekening houdt met alle effecten uit figuur 7.4 en tevens gebaseerd is op
relevante kosten, is er niet en zal, gezien de moeilijke modelleerbaarheid, er waarschijnlijk
voorlopig niet komen. De optimale seriegrootte als resultaat van een differentiatie van een
totale relevante kostenformule is dan ook nog ver weg, ondanks de interessante bijdrage van
Veltman en Van Donselaar. Voor de praktijk is dit natuurlijk een onbevredigende situatie.
Wij pleiten er dan ook voor om de seriegroottebepaling praktisch te zien als een investerings
project met waarschijnlijk lage initiële uitgaven. Men zal zich moeten afvragen in hoeverre
de minimaal af te leveren hoeveelheden items per periode opgehoogd moeten worden tot
economisch aanvaardbare hoeveelheden daar het economisch effect van verkoopderving
wegens capaciteitsgebrek door omstellen in de meeste gevallen als eerste geëlimineerd zal
moeten worden. In de praktijk zal dan blijken dat veel effecten uit figuur 7.4 in de concrete
beslissingssituatie (gelukkig) niet aan de orde zijn; bijvoorbeeld omdat men opslagruimte
genoeg heeft, er geen risico incourant of bederf is, er voldoende stelcapaciteit aanwezig is, en
wat dies meer zij. Uiteindelijk reduceert men in de praktijk dus de potentiële kasmutaties tot
een beperkt aantal. In de meeste gevallen zal men deze kunnen beoordelen zonder te
disconteren; als er echter wel grotere investeringen plaatsvinden (ook in de infrastructuur)
dan ligt het meer voor de hand om de Netto Contante Waarde te bepalen, ondanks de
voetangels en klemmen die in hoofdstuk 6 aan de orde kwamen.
146
Hoofdstuk 8
BESLISSINGSONDERSTEUNING BIJ VOLUMEFLEXffiiLITEIT
8.1 Inleiding
Vanuit de positie van het KlantenOrder OntkoppelPunt (KOOP) bezien, speelt de problema
tiek met betrekking tot mixflexibiliteit (Hoofdstuk 7) vooral stroomopwaarts in de goede
renstroom. Stroomafwaarts van het KOOP wordt men vooral geconfronteerd met problemen
rondom volumeflexibiliteit In de dynamische markt kan het vraagvolume sterk schommelen
terwijl men stroomafwaarts van het KOOP niet door middel van voorraadopbouw en -afbouw
deze schommelingen kan "dempen". Als men geen maatregelen treft, kan het zijn dat men
hierdoor somtijds teveel capaciteit voorhanden heeft en somtijds te weinig. In hoofdstuk 7
werd opgemerkt dat dit het risico met betrekking tot de vaste kosten van capaciteit in
belangrijke mate verhoogt. Daar maatregelen met betrekking tot voorraadvorming niet zijn
toegestaan, blijven slechts capaciteitsmaalregelen over om zo efficiënt mogelijk om te gaan
met deze volumeschommelingen. Men moet hierbij denken aan een breed scala van maatrege
len, variërend van investeringen in duurzame produktiemiddelen tot inzet van overwerk.
Conform hoofdstuk 1 worden in paragraaf 8.2 de maatregelen getypeerd door de begrippen
reactietijd, bindingstermijn en economische binding. In dit hoofdstuk wordt uitsluitend
ingegaan op het keuzevraagstuk met betrekking tot de inzet van operationele capaciteitsverrui
mende maatregelen. Daar het keuzeprobleem betrekkelijk complex blijkt, is een modelmatige
aanpak vereist. In paragraaf 8.3 wordt een beslissingsondersteunend model ontwikkeld
waarbij gebruik gemaakt wordt van Gemengd Geheeltallige Programmering. Er is gepoogd
de exacte oplossing van het model te herleiden tot enige, meer robuuste vuistregels. Met
name wordt hier ingegaan op het keuzevraagstuk rondom de inzet van een extra ploeg versus
uitbesteding. Paragraaf 8.4 bestaat uit enkele concluderende slotopmerkingen. Het formele
model wordt in de appendix 11 beschreven.
8.2 Beslissen in het kader van volumeflexibiliteit
In dit hoofdstuk wordt wederom het voorbeeld van de produktiesituatie uit hoofdstuk 6 benut,
zij het dat de assemblagelijn nu centraal staat. We gaan ervan uit dat het vraagvolume flink
kan fluctueren, en dat deze vraagschommelingen ook opgevangen kunnen worden door
middel van uitbesteding, (deze laatste mogelijkheid werd in hoofdstuk 7 uitgesloten). Het feit
147
dat het vraagvolurne flink schommelt, betekent dat er voortdurend beslissingen met betrek
king tot capaciteitsaanpassing genomen moeten worden. In de statische situatie gaat men uit
van een stabiele, normale bezetting tegen rationele capaciteit en neemt men de capaciteits
beslissing bij aanschaf van de capaciteit. Nu moet men voortdurend capaciteitsaanpassingen
overwegen terwijl (veel) produktiecapaciteit al is aangeschaft. Met andere woorden: niet
alleen de aanschajbeslissing is aan de orde maar ook de aanwending van bestaande capaciteit.
Laten we eens aannemen dat het produktiemanagement voorspelt dat de vraag gaat toenemen,
zozeer dat er capaciteitstekorten ontstaan als men geen maatregelen neemt. Er zijn meerdere
mogelijkheden denkbaar om de voorspelde capaciteitstekorten op te vangen. De meest
ingrijpende mogelijkheid is investeren in een nieuwe assemblagelijn. Men zou Of een as
semblagelijn met grotere capaciteit in gebruik kunnen nemen met gelijktijdige afstoting van
de oude, Of men zou een nieuwe lijn naast de oude kunnen installeren. In dit hoofdstuk gaan
we er van uit dat deze mogelijkheden economisch niet verantwoord zijn. Bij (conjuncturele)
vraagschommelingen zal men niet kiezen voor een dergelijk drastische uitbreiding van
capaciteit. Het geheel van uitgaven, waartoe men zich bij de beslissing over zo'n maatregel
onherroepelijk verplicht, is groot en legt veel geldrniddelea van de organisatie vast. We
spreken dan van een hoge economische binding. Er zijn ook maatregelen denkbaar die veel
minder geldmiddelen vastleggen; deze maatregelen hebben een lage economische binding.
Een maatregel als overwerk is een voorbeeld van een maatregel met een lage economische
binding. Dit heeft alles te rnaken met het feit dat de maatregel gemakkelijk terugdraaibaar is; op het moment dat er geen extra capaciteit meer nodig is kan men de inzet van overwerk (en
daarmee ook de uitgaven) gemakkelijk stopzetten. Als men geïnvesteerd heeft in een nieuwe
assemblagelijn, dan is deze maatregel veel moeilijker terugdraaibaar. Men kan de assembla
gelijn wel stilzetten, maar de uitgaven van de aanschaf worden hierdoor niet meer beïnvloed.
Nu zou het mogelijk kunnen zijn dat men de assemblagelijn kan afstoten. In dat geval bepaalt
de restwaarde feitelijk de omvang van de economische binding. Men kan begrijpen dat
afstoting van dergelijke produktiemiddelen lang niet altijd mogelijk is, en dat de restwaarde
veelallaag is. Dit betekent dat veel geldmiddelen bij de inzet van de maatregel als onherroe
pelijk verloren moeten worden beschouwd. De economische binding blijft dus hoog, ook al is
afstoting mogelijk.
In dynamische marktomstandigheden waarbij toekomstige ontwikkelingen moeilijk voorspeld
kunnen worden, is men vanzelfsprekend huiverig om meteen structurele maatregelen in te
zetten als er zich een voorspeld capaciteitstekort voordoet. Gelukkig kunnen we ook andere
capaciteitsrnaatregelen bedenken waarbij de economische binding in het algemeen lager is; dit
zijn dus operationele maatregelen. Meestal zijn de reactietijden van operationele maatregelen
korter; een en ander is natuurlijk afhankelijk van waar men de grens legt tussen een operatio
nele maatregel en een structurele.
148
In het algemeen zijn de volgende operationele maatregelen mogelijk:
- egalisatie van de vraag naar capaciteit: de op- en afbouw van capaciteitsvoorraden
( eindprodukt);
- reductie van de vraag naar schaarse capaciteit: uitbesteding van bewerkingsuren bij
derden;
- tijdelijke uitbreiding van de beschikbare capaciteit: aanpassing van de seriegrootte, een
wijziging van het ploegensysteem, wijzigen van het pauzesysteem, overwerk en de inzet
van een tijdelijke nachtploeg.
In de voorbeeldsituatie zijn niet al deze maatregelen toepasbaar. Aangezien men gekozen
heeft voor het assemble-to-order concept is de aanmaak van capaciteitsvoorraden (waarin
onverkochte eindprodokten voorkomen) niet toegestaan. Hetzelfde geldt voor een verandering
van de seriegrootte. Op de assemblagelijn is serievorming door verkochte en onverkochte
produkten bij elkaar te voegen evenmin toegestaan. Het onderscheid tussen capaciteitsvoorra
den en seriegroottevoorraden is hier feitelijk arbitrair. In de praktijk hanteert men dit
onderscheid toch omdat de beslissingen over de op- en afbouw van capaciteitsvoorraden vaak
op een ander niveau genomen worden dan de seriegroottebeslissingen (zie Theeuwes &
Wortmann [1985]).
Aangezien de structurele maatregelen vervallen, en twee operationele maatregelen (te weten:
op- en afbouw van capaciteitsvoorraden eindprodukt of aanpassing van de seriegrootte) niet
zijn toegestaan wegens het logistieke concept, blijven er een zestal operationele capaciteitsverruimende maatregelen inzetbaar. De afweging is nu: welke (combinatie van) maatregelen
moeten we inzetten? Hierop wordt in de volgende paragraaf nader ingegaan.
8.3 Optimale inzet van operationele capaciteitsverruimende maatregelen
In deze paragraaf wordt een beslissingsondersteunend model ontwikkeld dat het management
moet bijstaan bij de keuze uit een zestal operationele capaciteitsverruimende maatregelen. In
het voorgaande hoofdstuk is gebleken dat hantering van bestaande accounting informatie als
integrale kostprijzen en tarieven voor de beslissingsondersteuning vaak tot onjuiste uitkomsten
leidt. Deze problematiek speelt ook hier een rol. Hantering van een integraal kostentarief is
in dit verband om meerdere redenen onjuist:
- een integraal tarief kan vaste kosten bevatten die er in de beslissingssituatie niet toe doen;
hierop is in het vorige hoofdstuk reeds ingegaan;
- een tarief wekt de suggestie dat de maatregel onmiddellijk inzetbaar is, met andere
woorden: men verwaarloost de reactietijd;
- een tarief wekt de suggestie dat de maatregel op elk moment teruggedraaid kan worden,
met andere woorden: men verwaarloost de bindingstermijn.
149
- een tarief wekt de indruk dat een maatregel in elke willekeurige omvang inzetbaar is
terwijl veel maatregelen juist een vaste hoeveelheid capaciteit opleveren en een vast blok extra uitgaven met zich meebrengen.
Het capaciteitsprobleem, waarmee het management geconfronteerd wordt in de onderzochte
bedrijfssituatie, is in essentie een combinatorisch probleem. Dit kan opgelost worden met een
bijzondere vorm van Lineaire Programmering, namelijk Gemengd Geheeltallige Programme
ring (Engels: Mixed Integer Programming). Met deze techniek wordt een lineaire doelfunktie
geoptimaliseerd zodanig dat aan een aantal lineaire restricties wordt voldaan. Hierbij zijn
sommige beslissingsvariabelen geheeltallig of binair. De binaire variabelen zijn bij uitstek
geschikt om de "blokken uitgaven" te modelleren. De karakteristieken van het beslissingsmo
del worden hierna kort besproken. De appendix bevat het complete model; we besteden daar
ook kort aandacht aan de informatiebronnen die in een bedrijfssituatie geraadpleegd moeten
worden.
Het logistieke informatiesysteem zal een beeld moeten geven van toekomstige capaciteits
knelpunten in de vorm van een capaciteitsprofiel, dat het totale, in de tijd gefaseerde, tekort
aan assemblagecapaciteit (uitgedrukt in manuren) over de planningshorizon weergeeft. Deze
planningshorizon bedraagt meestal l jaar ( = 13 perioden).
ledere capaciteitsverruimende maatregel wordt gekemnerkt door zijn specifieke capaciteitsuit
breiding en uitgaven en daarnaast door een zekere reactietijd en bindingstermijn. Deze vier
grootheden zijn essentieel in het model. Het scala aan alternatieven met de bijbehorende
reactietijden en bindingstermijnen zal per onderneming verschillen. In tabel 8.1 zijn de
reactietijd en bindingstermijn opgesomd, zoals deze in een praktijksituatie door managers zijn
ingeschat (Tullemans [ 1989]).
Het beslissingsmodel stelt een (optimale) combinatie van capaciteitsmaatregelen voor waar
mee gedurende iedere periode t binnen de planningshorizon 1,2, ... ,13) de behoefte aan
assemblagecapaciteit ook beschikbaar zal zijn.
Het economisch beslissingscriterium dat men in de assemblage-omgeving mag toepassen,
heeft betrekking op de minimalisering van uitgaven over de beslissingshorizon, onder de
voorwaarde dat alle klantenorders tijdig geleverd worden. Deze beslissingshorizon is langer
dan de planningshorizon (13 perioden). Hij omvat namelijk het maximum van reactietijd en
bindingstermijn. Uit tabel 8.1 blijkt dat de beslissingshorizon 18 perioden is (wijziging ploe
gensysteem), terwijl de planhorizon 13 perioden omvat. Informatie over het tekort aan
capaciteit vanafplanperiode 14 zal niet altijd door de module voor de capaciteitsplanning ver
strekt kunnen worden. Men moet dan volstaan met risicoberekeningen van verschillende
scenario's voor tekorten in het betreffende tijdvak.
150
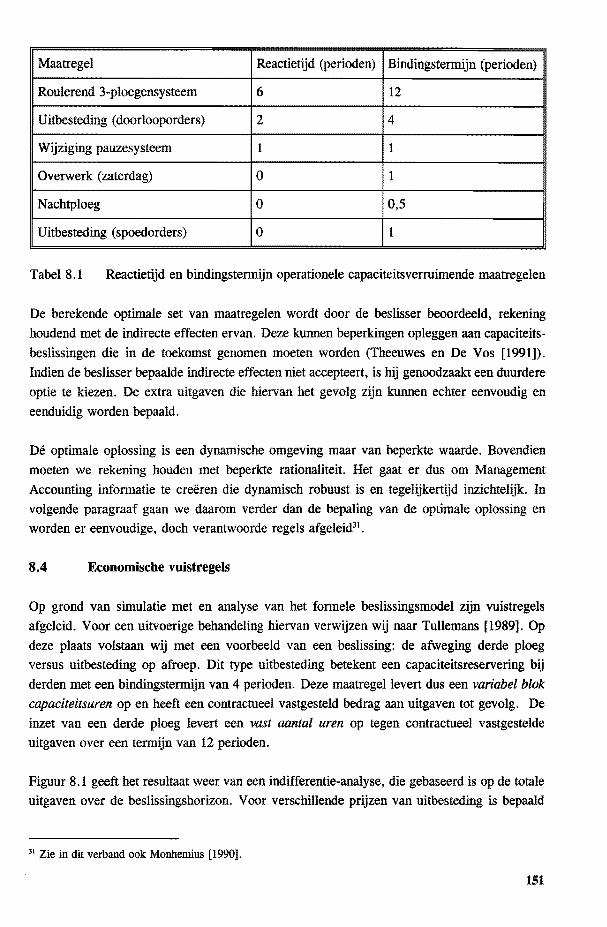
I~ Reactietijd (perioden) Bindingstermijn (perioden)
Roulerend 3-ploegensysteem
~ 12
Uitbesteding ( doorlooporders) 4
Wijziging pauzesysteem 1 1
Overwerk (zaterdag) 0 1
Nachtploeg 0 0,5
Uitbesteding ( spoedorders) 0 1
Tabel 8.1 Reactietijd en bindingstermijn operationele capaciteitsverruimende maatregelen
De berekende optimale set van maatregelen wordt door de beslisser beoordeeld, rekening
houdend met de indirecte effecten ervan. Deze kunnen beperkingen opleggen aan capaciteits
beslissingen die in de toekomst genomen moeten worden (Theeuwes en De Vos [1991]).
Indien de beslisser bepaalde indirecte effecten niet accepteert, is hij genoodzaakt een duurdere
optie te kiezen. De extra uitgaven die hiervan het gevolg zijn kunnen echter eenvoudig en
eenduidig worden bepaald.
Dé optimale oplossing is een dynamische omgeving maar van beperkte waarde. Bovendien
moeten we rekening houden met beperkte rationaliteit. Het gaat er dus om Management
Accounting informatie te creëren die dynamisch robuust is en tegelijkertijd inzichtelijk. In
volgende paragraaf gaan we daarom verder dan de bepaling van de optimale oplossing en
worden er eenvoudige, doch verantwoorde regels afgeleid31•
8.4 Economische vuistregels
Op grond van simulatie met en analyse van het formele beslissingsmodel zijn vuistregels
afgeleid. Voor een uitvoerige behandeling hiervan verwijzen wij naar Tunemans [1989]. Op
deze plaats volstaan wij met een voorbeeld van een beslissing: de afweging derde ploeg versus uitbesteding op afroep. Dit type uitbesteding betekent een capaciteitsreservering bij
derden met een bindingstermijn van 4 perioden. Deze maatregel levert dus een variabel blok capaciteitsuren op en heeft een contractueel vastgesteld bedrag aan uitgaven tot gevolg. De
inzet van een derde ploeg levert een vast aantal uren op tegen contractueel vastgestelde
uitgaven over een termijn van 12 perioden.
Figuur 8.1 geeft het resultaat weer van een indifferentie-analyse, die gebaseerd is op de totale
uitgaven over de beslissingshorizon. V oor verschillende prijzen van uitbesteding is bepaald
31 Zie in dit verband ook Monhernius [1990].
151
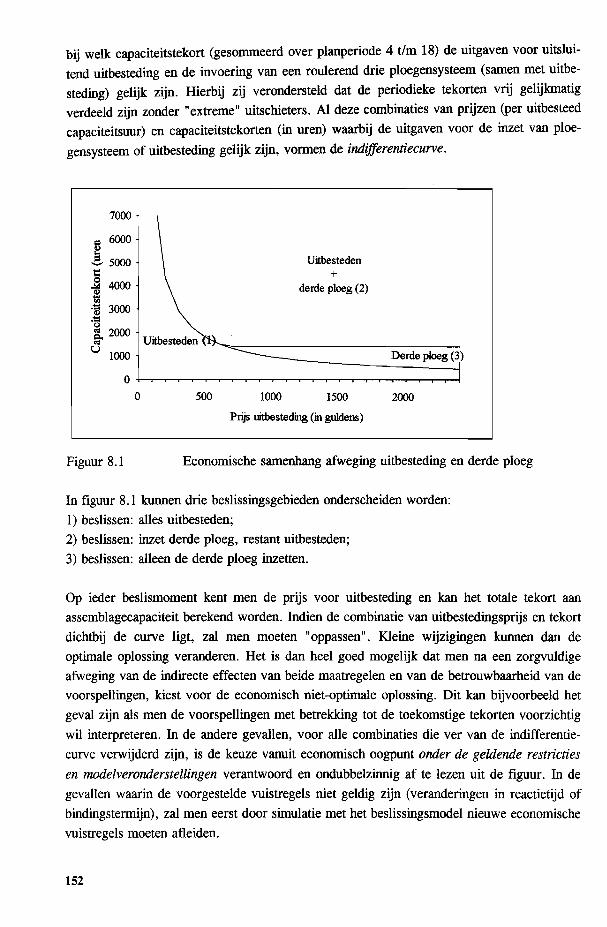
bij welk capaciteitstekort (gesommeerd over planperiode 4 t/m 18) de uitgaven voor uitslui
tend uitbesteding en de invoering van een roulerend drie ploegensysteem (samen met uitbe
steding) gelijk zijn. Hierbij zij verondersteld dat de periodieke tekorten vrij gelijkmatig
verdeeld zijn zonder "extreme" uitschieters. Al deze combinaties van prijzen (per uitbesteed
capaciteitsuur) en capaciteitstekorten (in uren) waarbij de uitgaven voor de inzet van ploe
gensysteem of uitbesteding gelijk zijn, vormen de indifferentiecurve.
7000
5 6000
!, 5000
i 4000
'5 3000 .1:: 0
Uitbesteden +
derde ploeg (2)
"' 2000 g. Uitbesteden ,-r........,=---------------U 1000 Derde ploeg (3)
0 ~~~~~~~~~~~~~~~~~~~~~
0 500 1000 1500 2000
Prijs uitbesteding (in guldens)
Figuur 8.1 Economische samenhang afweging uitbesteding en derde ploeg
In figuur 8.1 kunnen drie beslissingsgebieden onderscheiden worden:
l) beslissen: alles uitbesteden;
2) beslissen: inzet derde ploeg, restant uitbesteden;
3) beslissen: alleen de derde ploeg inzetten.
Op ieder beslismoment kent men de prijs voor uitbesteding en kan het totale tekort aan
assemblagecapaciteit berekend worden. Indien de combinatie van uitbestedingsprijs en tekort
dichtbij de curve ligt, zal men moeten "oppassen". Kleine wijzigingen kunnen dan de
optimale oplossing veranderen. Het is dan heel goed mogelijk dat men na een zorgvuldige
afweging van de indirecte effecten van beide maatregelen en van de betrouwbaarheid van de
voorspellingen, kiest voor de economisch niet-optimale oplossing. Dit kan bijvoorbeeld het
geval zijn als men de voorspellingen met betrekking tot de toekomstige tekorten voorzichtig
wil interpreteren. In de andere gevallen, voor alle combinaties die ver van de indifferentie
curve verwijderd zijn, is de keuze vanuit economisch oogpunt onder de geldende restricties en modelveronderstellingen verantwoord en ondubbelzinnig af te lezen uit de figuur. In de
gevallen waarin de voorgestelde vuistregels niet geldig zijn (veranderingen in reactietijd of
bindingstermijn), zal men eerst door simulatie met het beslissingsmodel nieuwe economische
vuistregels moeten afleiden.
152
Ten behoeve van de implementatie van het voorgestelde beslissingsmodel moet de informatie
voorziening aangepast en geformaliseerd worden. In dit proefschrift laten wij de organisatori
sche en technische aspecten bij de invoering ervan buiten beschouwing en verwijzen wij naar
Tullemans [1989] en Theeuwes & De Vos [1991].
8.5 Samenvattende opmerkingen
Het blijkt dat een keuze uit operationele capaciteitsverruimende maatregelen, gegeven de
structuur van de produktiefaciliteiten, complex is. Gelet op het onzekere karakter van een
dynamische markt en het hoge economische risico van structurele maatregelen, kan men in
het algemeen toch beter eerst kiezen voor operationele maatregelen. Modelmatige onder
steuning voor een economische evaluatie van de vele mogelijke combinaties van maatregelen
is echter onmisbaar. Methoden en technieken uit de econometrie en de operations research
kunnen de beslissers van dienst zijn. Hierbij zijn kanttekeningen gemaakt ten aanzien van de
bedrijfseconomische gegevens die bij dergelijke informatiesystemen gehanteerd worden. Vaak
werken deze informatiesystemen met integrale kostprijzen en tarieven, die in de onderhavige
beslissingssituatie niet relevant zijn. Daarnaast moet men zich realiseren dat sonunige
maatregelen reactietijden kennen, soms een vaste hoeveelheid extra capaciteit opleveren en
aldus een extra, ondeelbaar blok uitgaven met zich meebrengen.
Er is een aantal eisen met betrekking tot de bouw van beslissingsondersteunende systemen in
acht genomen. Zo zijn de uitkomsten van een simulatie voor een complexe situatie omgezet
in een relatief eenvoudige grafiek waarmee de beslissers de alternatieven kunnen beoordelen.
Er is aangegeven binnen welk bereik de kengetallen geldigheid bezitten (veranderingen in
bindingstermijn en reactietijd).
De hier geschetste wijze van beslissingsondersteuning bij volumeflexibiliteit is dus niet alleen
gebruiksvriendelijk; maar betekent ook een verbetering van de bedrijfseconomische informa
tievoorziening. Doordat men met behulp van dit informatiesysteem de concrete uitgaven kan
doorrekenen die samenhangen met een combinatie van operationele maatregelen, wordt ook
een directe afweging tussen deze uitgaven en die voor structurele maatregelen (investering in
duurzame produktiemiddelen) en operationele maatregelen gemakkelijker mogelijk.
Natuurlijk spelen bij dergelijke beslissingen ook allerlei strategische en andere kwalitatieve
effecten een rol. Omdat deze moeilijk te meten zijn, worden nog steeds eisen gesteld aan
intuïtie en risicobereidheid van de beslissers. Bij de hier voorgestelde aanpak is de econo
mische informatie in ieder geval eenduidig beschikbaar en heeft men de handen vrij om meer
aandacht te besteden aan de niet kwantificeerbare effecten.
153
Deel D:
CONCLUSIES
155
Hoofdstuk 9
OVERZICHT EN UITZICHT
9.1 Inleiding
Dit hoofdstuk begint met een terugblik op de voorafgaande hoofdstukken. In paragraaf 9.2
wordt een overzicht gegeven van de belangrijkste bevindingen; zowel met betrekking tot
Management Accounting als tot Logistiek Management. Het is inmiddels duidelijk geworden
dat beide vakgebieden hun problemen kennen als het gaat om flexibiliteit; in dit hoofdstuk
wordt naast het overzicht ook stilgestaan bij mogelijke "diepere" oorzaken die aan de
problematiek ten grondslag liggen. Voor Management Accounting betekent dit dat nader
ingegaan wordt op winstbegrippen (9.3); voor Logistiek Management wordt onder meer
nagedacht over hantering van kosteninformatie en de (praktische) invulling van bet Logistieke
Concept (9.4). Aanbevelingen voor verder onderzoek worden in paragraaf 9.5 besproken.
9.2 Overzicht
In hoofdstuk 1 is aangetoond dat nauwkeurig definiëren van flexibiliteit eigenlijk helemaal
niet zo gemakkelijk is. Toch is het nodig om flexibiliteit precies te definiëren omdat het ver
schijnsel zich in veel gedaanten kan voordoen. Zo is allereerst een onderscheid gemaakt
tussen externe flexibiliteit en interne flexibiliteit. Externe flexibiliteitseisen zijn veelal het
gevolg van globale marktontwikkelingen waarop misschien wel enigszins geanticipeerd kan
worden. Op het moment echter dat de eisen zich voordoen, kan de onderneming alleen nog
reageren. De externe eisen zijn te herleiden tot een viertal basisvormen: een tweetal dat te
maken heeft met schommelingen in het vraagvolume naar produkten (volume- en mixflexi
biliteit) en een tweetal dat betrekking heeft op veranderingen in de vraag naar bepaalde
produkteigenschappen (familie- en typeflexibiliteit). Natuurlijk kunnen deze basisvormen zich
ook tegelijkertijd voordoen.
Om te kunnen reageren, moeten de interne deelsystemen flexibel zijn; dit werd interne
flexibiliteit genoemd. Deze interne flexibiliteit kan men bewerkstelligen op een tweetal
niveaus: op structureel niveau door de inzet van structurele maatregelen, en binnen de
structuur op operationeel niveau door de inzet van operationele maatregelen. Het onderscheid
157
is hiërarchisch van aard; het hogere niveau (structuur) omvat en beperkt de mogelijkheden op
operationeel niveau.
Het onderscheid tussen deze niveaus is gradueel van aard en wordt in de praktijk vastgesteld
door een grens te trekken tussen de twee typen maatregelen: operationele maatregelen wor
den gekenmerkt door korte reactietijdenenlof een lage economische binding. Deze maatre
gelen zijn dus veelal snel inzetbaar en ze leggen betrekkelijk weinig geldmiddelen van de
organisatie onherroepelijk vast. Structurele maatregelen hebben veelal lange reactietijden en
leggen relatief veel geldmiddelen van de organisatie onherroepelijk vast. De beslisser die
geconfronteerd wordt met concrete externe flexibiliteitseisen zal in eerste instantie, gezien de
korte reactietijden, reageren met de inzet van operationele maatregelen. Dit doet hij niet
alleen wegens de korte reactietijden, maar ook wegens de lage economische binding. Deze
maatregelen leggen immers weinig geldmiddelen vast. Dit betekent dat indien de externe
flexibiliteitseisen niet "doorzetten", de beslisser zonder veel verlies de operationele maatre
gelen kan "terugdraaien". Dit laatste is in een dynamische omgeving natuurlijk bijzonder
prettig.
Helaas kan men niet altijd volstaan met uitsluitend de inzet van operationele maatregelen.
Zoals we zagen, worden de mogelijkheden van operationele maatregelen beperkt door eerder
genomen structurele maatregelen. Dit betekent dat men soms niet meer kan voldoen aan de
flexibiliteitseisen door de inzet van operationele maatregelen. Op dat moment moet men zich
afvragen of men het accepteert dat er verliezen ontstaan omdat de operationele maatregelen
niet meer (geheel) voldoen, of, dat men de structuur verandert door structurele maatregelen te nemen. Voor dit laatste is men natuurlijk huiverig: men gaat dan immers veel geldmidde
len onherroepelijk vastleggen (in een dynamische omgeving!). Niettemin moet men zich
realiseren dat langdurig onafgebroken inzetten van operationele maatregelen natuurlijk net zo
goed veel uitgaven met zich meebrengt.
Er is aangetoond dat inzicht op operationeel niveau van groot belang is als men de inzet van
een structurele maatregel wil beoordelen. De inzet van een structurele maatregel moet
immers leiden tot:
1. een beperking van het verlies dat samenhangt met niet voldoen aan de externe flexibili
teitseisen;
2. een reductie van de uitgaven voor operationele maatregelen die door de inzet van de
structurele maatregel overbodig geworden zijn.
Natuurlijk spelen de langere termijn verwachtingen ook een rol, maar zonder de operationele
basisinformatie is de economische rechtvaardiging van structurele maatregelen niet te bepalen
(tenzij men dit wil doen op kwalitatieve gronden). De discussie over flexibiliteit begint dus
met de analyse op operationeel niveau.
158
De inzet van maatregelen, of nalating daarvan, betekent in beide gevallen beslissingen nemen. Dit is bij uitstek het domein van Management Accounting. De vakgebied is de laatste
jaren fors in beweging geweest; zozeer dat wel gesproken werd van een crisis. Nog vóórdat
we Management Accounting plaatsten in het kader van flexibiliteit, gaven we een analyse van
deze crisis in hoofdstuk 2. Er werd geconcludeerd dat deze crisis betrekking heeft op de
volgende drie punten:
- de economische organisatietheorie, gebaseerd op betere uitgangspunten dan de traditionele
"theory of the firm", dringt maar mondjesmaat door in leerboeken en kent nauwelijks
praktische toepassingen;
- algemene aanvaarde standpunten en opvattingen uit de Management Accounting leerboe
ken worden soms wel door de praktijk toegepast en soms niet, zonder dat hiervoor een
bevredigende verklaring wordt gegeven;
- nieuwe accounting technieken worden vrijwel niet toegepast in de praktijk, ofschoon deze,
veel meer dan de economische organisatietheorie, daar wel voor zijn ontwikkeld.
Ofschoon de economische organisatietheorie wel enige verklaringen aandraagt waarom
Management Accounting technieken niet voldoen, denk hierbij aan de beperkte rationaliteit
van beslissers, is in dit proefschrift toch de richting van de Management Accounting
technieken ingeslagen. We hebben ons daarbij afgevraagd in hoeverre deze technieken
eigenlijk bedoeld zijn voor produktiesituaties waarbij externe flexibiliteitseisen plotseling
wijzigen. Dit deden we aan de hand van een eenvoudige regelkring met een viertal manage
ment activiteiten. Voorts gingen we na voor welke externe flexibiliteitseis de technieken
bedoeld waren en of zo voor het operationele niveau (korte termijn) bruikbaar waren dan wel
of ze bedoeld waren voor het structurele niveau (lange termijn). Uit deze analyse is gebleken
dat er weliswaar een groot aantal Management Accounting technieken ingedeeld kon worden
bij een bepaalde combinatie van gezichtspunten, maar dat er ook nogal wat lacunes bestaan.
Er is een tweetal activiteiten in de regelkring nader onderzocht; namelijk de (incidentele)
diagnose en beslissingsondersteuning. Voorts is uitsluitend aandacht besteed aan het aspect
tijdigheid: hier werd het vakgebied Logistiek Management geïntroduceerd. Tenslotte beperk
ten we ons in eerste instantie tot het operationele niveau, want daar hoort de discussie over
flexibiliteit te beginnen.
Er werd vastgesteld dat er geen geschikte diagnose-techniek is voor de logistieke gang van
zaken op operationeel niveau en dat de functie van zo'n techniek ook niet goed vervuld kan
worden door de verschillenanalyse, of door de logistieke kostendoorsnede.
De verschillenanalyse verschaft onder meer onvoldoende relevante informatie met betrekking
tot Ieverbetrouwbaarheid, voorraadniveaus (ook van onderhanden werk) en incidentele
capaciteitsinzet. Dit betekent dat het management op basis van de verschillenanalyse onvol
doende geïnformeerd over de noodzaak van bijsturing.
159
Het bleek dat de logistieke kostendoorsnede eenzijdig gericht was op de materiaalstroom,
geen rekening hield met de niet-fysieke orderstroom in het voortraject en geen geschikte
prestatiemaatstaf kende. Bovendien was deze methode vanuit bedrijfseconomische optiek niet
geschikt voor het operationele niveau omdat er geen aandacht is voor het vraagstuk van de
beïnvloedbaarbeid van kosten.
Er is een nieuwe diagnose-techniek ontwikkeld rondom de grootheden externe prestatie, interne prestaties, voorraden en capaciteiten, die expliciet rekening houdt met de bezwaren
van de voorgaande methoden. Dit is de Logistieke Geldstroomdiagnose (LGD).
De LGD is toegepast in twaalf industriële bedrijven. Hierbij is vooral gelet op de uitvoer
baarheid van het ontwerp. Omdat er sprake is gevalstudies, moeten we voorzichtig zijn met
de formulering van algemene conclusies. Toch tekent zich een duidelijk patroon af in deze
twaalf gevalstudies. Als men bekijkt hoeveel moeite het kost om de benodigde informatie
voor een eenmalige LGD te produceren, dan kan zonder meer geconcludeerd worden dat in geen van de twaalf gevallen het management een samenhangend beeld had met betrekking tot
de logistieke prestatie en de hiervoor ingezette capaciteiten en voorraden. Dit betekent dat
men in de praktijk zeer waarschijnlijk niet weet wat externe logistieke flexibiliteit kosf2•
Als het gaat om de uitvoerbaarheid, is een tweetal zaken aan de orde. De benodigde
gegevens voor een eenmalige LGD zijn in de meeste gevallen wel voorhanden; zij het echter
vaak in een voor de LGD niet of moeilijk toegankelijke vorm. Dit betekent dat men zich
vaak een behoorlijke inspanning moet getroosten om deze gegevens te veredelen tot informatie. Er is sprake van verzamelen uit diverse administraties, (her}groeperen en aggregeren van
de bestaande gegevens. Bij herhaalde uitvoering van de LGD binnen een bedrijf zal hier
natuurlijk een leereffect kunnen optreden, maar het lijkt er toch op dat geautomatiseerde
ondersteuning wenselijk is. Kortom, de LGD is uitvoerbaar maar vergt een behoorlijke
administratieve inspanning. Hier kan ontwikkeling van informatiesystemen een rol spelen. -
Na diagnose (meten) komt verbeteren (bijsturen). In hoofdstuk 6 is afgesproken wat in dit
proefschrift wordt verstaan onder logistiek verbeteren aan de hand van de logistieke grond
vorm. De aanpak van Hoekstra en Romroe werd gevolgd en op enkele punten genuanceerd.
Tevens bespraken de methode waarop men bedrijfseconomisch verbeteringen kan analyseren
(de Netto Contante Waarde). Tegelijk moesten we vaststellen dat deze methode toch ook
praktische bezwaren heeft.
32 Hiermee doelen we op relevante kosten, dus beïnvloedbare kosten èn opportunity costs!
160
Vervolgens zijn twee beslissingen nader geanalyseerd; de eerste betreft de beslissing over de
seriegrootte in een situatie van mixflexibiliteit, de tweede soort verbeteringsmaatregel gaat
over de beslissing tot capaciteitsaanpassing in een situatie van volumeflexibiliteit.
De klassieke benadering van het vraagstuk van de economische seriegrootte is die volgens
Camp. Na een uitvoerige analyse, zijn we erachter gekomen dat deze benadering onjuist is.
Logistiek gezien, schiet de benadering van Camp tekort door zaken als onderhanden werk
voorraad, veiligheidsvoorraad, de technische infrastructuur en dergelijke meer, te verwaar
lozen. Vanuit de bedrijfseconomie is de kritiek nog fundamenteler: aangezien de afweging
niet gebaseerd is op relevante kosten moet de uitkomst van de berekening principieel als
onjuist worden beschouwd. Dit betekent nogal wat als men nadenkt over structurele investeringen in flexibiliteit. Als base case mag men immers niet de situatie met Camp nemen en
deze vervolgens afzetten tegen een structureel investeringsproject. Deze vergelijking is niet
fair: de base case met Camp hoeft niet optimaal te zijn. Voor een eerlijke vergelijking moet
men dus eerst een optimale seriegrootte bepalen (operationele maatregel) binnen de bestaande
structuur en eerst dan pas kan men de structurele maatregel bedrijfseconomisch beoordelen.
Ook hier ziet men dus dat een analyse van flexibiliteit begint op het operationele niveau.
Praktijkonderzoek heeft uitgewezen dat bepaling van seriegroottes volgens de hier geschetste
benadering, behoorlijk kunnen afwijken van de Camp seriegrootte. Omdat de initiële uitgaven
van dergelijke aanpassingen vaak gering zijn, kan men deze aanpassingen zelfs doorvoeren
zonder Netto Contante Waarde berekeningen. Met de geschetste analyse is het natuurlijk ook
mogelijk om structurele investeringsmogelijkheden voor een Just-in-Time situatie te evalue
ren.
Bij de bespreking van de bedrijfseconomische rechtvaardiging van tijdelijke capaciteitsmaatre
gelen bij volumeflexibiliteit, zijn de begrippen reactietijd en bindingstermijn verder uitge
werkt. We hebben gezien dat technieken uit de Operations Research best bruikbaar kunnen
zijn om handzame beslissingsondersteuning te bieden; mits er aan een aantal randvoor
waarden- wordt voldaan. Hierop komen we in paragraaf 9.4 terug.
Als men dit geheel overziet, dan is het duidelijk dat er nogal wat aan de hand is. We kunnen
vaststellen dat vanuit bedrijfseconomisch opzicht de bestaande Management Accounting
technieken niet voldoen in een marktsituatie die logistieke flexibiliteit eist. Hoe komt dat nu?
In paragraaf 9.3 wordt over deze vraag verder nagedacht. Tegelijk zien we, bijvoorbeeld bij
de praktijkervaringen, dat het vakgebied Logistiek Management bepaald ook niet vrijuit gaat.
In paragraaf 9.4 wordt daarom nog eens nader stilgestaan bij de bevindingen met betrekking
tot dit vakgebied.
161
9.3 Management Accounting en winstbegrip
Als men kijkt naar de kritiek die in de voorgaande hoofdstukken geleverd werd op de
Management Accounting technieken voor (logistieke) diagnose en beslissingsondersteuning
dan valt het op dat deze vooral betrekking heeft op het feit dat men werkt op basis van
integrale kosten33 of zelfs kostprijzen. We hebben gezien dat hierdoor nauwelijks relevante
informatie wordt aangereikt aan de beslissers en dat het heel wel mogelijk is dat men door
onzorgvuldige interpretatie komt tot een onjuiste prioriteitenstelling voor verbeteren; zeker op
de korte termijn. En het is nu juist die korte termijn (operationele flexibiliteit) die zo belang
rijk bij de analyse van flexibiliteit; zoals we eerder constateerden.
Management Accounting heeft tot taak informatie op te leveren aan het management om
betere beslissingen te kunnen nemen; dat was (in het kort) onze defmitie. In hoofdstuk 6 is
het kader van investeringsbeslissingen uiteengezet hoe men bedrijfseconomisch tegen beslis
sen aan moet kijken: het gaat om de maximalisatie van de netto contante waarde. Hierbij
spelen uitsluitend toekomstige uitgaven en ontvangsten die door de beslissing worden be
invloed een rol. Ontvangsten en uitgaven uit het verleden of ontvangsten en uitgaven die niet
door de beslissing worden beïnvloed dienen buiten beschouwing te blijven. Het gaat dus
uitsluitend om de beslissingsatbankelijke toekomstige geldstromen (of kasmutaties).
Het is daarbij opvallend dat Management Accounting zich eigenlijk alleen in het kader van
investeringsbeslissingen houdt aan dit principe. Zo hebben we in dit proefschrift onder meer
gezien dat de noch formule van Camp noch het diagnosemodel gebaseerd zijn op dit principe,
maar uitgaan van het principe van integrale kosten. Kijkt men verder in de leerboeken, dan
komt men nog wel meer "beslissingscalculaties op basis van kosten" tegen. Maar ook andere
Management Accounting technieken zijn op kosten gebaseerd; denk maar aan intracomptabele
kostenbudgettering en nacalculatie (zie bijvoorbeeld Blommaert, Blommaert en Van de Poel
[1990]).
De verklaring voor het feit dat deze technieken bestaan en ook in de praktijk behoorlijk
veelvuldig worden gehanteerd, moet gezocht worden in de ondergeschikte positie waarin
Management Accounting ten opzichte van Financial Accounting vanaf zo ongeveer de jaren
vijftig van deze eeuw is geraakt. Vergelijk in dit verband de observatie van Bouma die
constateerde dat de Management Accounting ooit nevengeschikt werd geacht aan Financial
Accounting (zie paragraaf2.2.1). Later is Financial Accounting dominant geworden waarbij
het vraagstuk van de winstbepaling centraal is komen te staan. De administratieve systemen
in de bedrijven zijn als gevolg daarvan thans primair ingericht voor de beantwoording van het
vraagstuk van de "vaststelling van het verteerbaar inkomen". We hebben gezien dat men voor
33 Daarnaast hebben we gezien dat belangrijke kosten (en opbrengsten) soms "vergeten'' worden. Hierop gaan we in deze paragraaf niet verder in. In deze paragraaf is uitsluitend de vraag "waarom eigenlijk kosten" (en geen geldstromen) aan de orde.
162
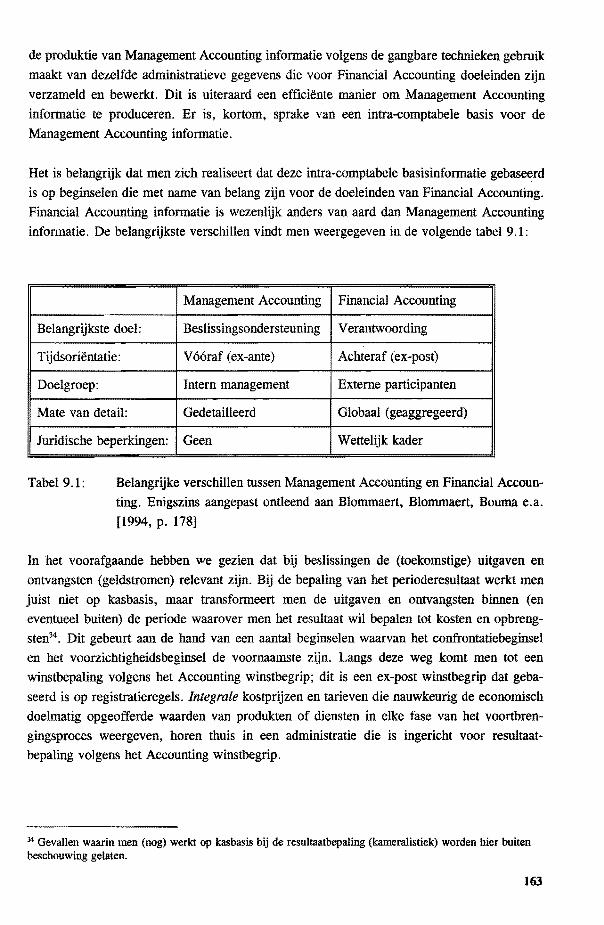
de produktie van Management Accounting informatie volgens de gangbare technieken gebruik
maakt van dezelfde administratieve gegevens die voor Financial Accounting doeleinden zijn
verzameld en bewerkt. Dit is uiteraard een efficiënte manier om Management Accounting
informatie te produceren. Er is, kortom, sprake van een intra-comptabele basis voor de
Management Accounting informatie.
Het is belangrijk dat men zich realiseert dat deze intra-comptabele basisinformatie gebaseerd
is op beginselen die met name van belang zijn voor de doeleinden van Financial Accounting.
Financial Accounting informatie is wezenlijk anders van aard dan Management Accounting
informatie. De belangrijkste verschillen vindt men weergegeven in de volgende tabel 9.1:
.... ent Accounting Financial AcconntinP" ~
Belangrijkste doel: Beslissingsondersteuning Verantwoording
Tijdsoriëntatie: Vóóraf (ex-ante) Achteraf (ex-post)
Doelgroep: Intern management Externe participanten
Mate van detail: Gedetailleerd Globaal (geaggregeerd)
Juridische beperkingen: Geen Wettelijk kader
Tabel9.1: Belangrijke verschillen tussen Management Accounting en Financial Accoun
ting. Enigszins aangepast ontleend aan Blommaert, Blommaert, Bouma e.a.
[1994, p. 178]
In het voorafgaande hebben we gezien dat bij beslissingen de (toekomstige) uitgaven en
ontvangsten (geldstromen) relevant zijn. Bij de bepaling van het perioderesultaat werkt men
juist niet op kasbasis, maar transformeert men de uitgaven en ontvangsten binnen (en
eventueel buiten) de periode waarover men het resultaat wil bepalen tot kosten en opbreng
sten34. Dit gebeurt aan de hand van een aantal beginselen waarvan het confrontatiebeginsel
en het voorzichtigheidsbeginsel de voornaamste zijn. Langs deze weg komt men tot een
winstbepaling volgens het Accounting winstbegrip; dit is een ex-post winstbegrip dat geba
seerd is op registratieregels. Integrale kostprijzen en tarieven die nauwkeurig de economisch
doelrnatig opgeofferde waarden van produkten of diensten in elke fase van het voortbren
gingsproces weergeven, horen thuis in een administratie die is ingericht voor resultaat
bepaling volgens het Accounting winstbegrip.
34 Gevallen waarin men (nog) werkt op kasbasis bij de resultaatbepaling (kameralistiek) worden hier buiten beschouwing gelaten.
163
We hebben gezien dat de hantering van dergelijke (Financial) Accounting informatie tot
problemen leidt bij de beslissingsondersteuning. Ons pleidooi was dan ook om de Manage
ment Accounting informatie, vooral in dynamische omstandigheden, zoveel mogelijk te
baseren op geldstromen in plaats van op kosten en opbrengsten.
Maar dit betekent dat efficiënte benutting van de informatie uit één kostprijsadministratie
voor zowel Financial als Management Accounting doeleinden niet meer mogelijk is. Het
winstbegrip dat hoort bij toekomstige geldstromen is een fundamenteel ander winstbegrip dan
het Accounting winstbegrip. Het is het Economisch winstbegrip. Dit is een ex-ante winst
begrip waarbij niet winst maar de toekomstige geldstromen centraal staan. Het economisch
winstbegrip meet de verandering in de contante waarde van de toekomstige geldstromen. Dit
gebeurt (in essentie) op de wijze zoals die besproken is in de paragraaf betreffende investeren
in flexibiliteit en de Netto Contante Waarde methode (6.4). Het zal duidelijk zijn dat dit
economisch winstbegrip veel beter past bij Management Accounting dan het Accounting
winstbegrip. Het is in het kader van dit hoofdstuk niet nodig om uitvoerig stil te staan bij de
verschillen tussen deze winstbegrippen35 • Wel moeten we vaststellen dat er in de Manage
ment Accounting nog betrekkelijk weinig pogingen ondernomen zijn om de interne bericht
geving te baseren op het economisch winstbegrip; uitgezonderd natuurlijk investeringsselectie
op basis van de Netto Contante Waarde.
Dit laatste is vooral zo opvallend omdat vanuit Financial Accounting hoek juist wel pogingen
ondernomen zijn om in het kader van externe berichtgeving meer te doen met het economisch
winstbegrip. Veranderingen "aan de basis" zijn in dit vakgebied blijkbaar wel bespreekbaar;
al komt men daar met het economisch winstbegrip vaak in de problemen wegens het
subjectieve karakter ervan (schatting der toekomstige cash-flows) en de juridische beperkin
gen die bij Financial Accounting nu eenmaal bestaan36•
In hoofdstuk 2 hebben we gezien dat innovaties in Management Accounting maar zeer
moeizaam doordringen tot de praktijk. Een auteur als KapJan stelt dat er sinds de twintiger
jaren van deze eeuw nauwelijks enige innovatie in het vakgebied heeft plaatsgevonden. Dit
zal zeker te maken hebben met informatiekosten; we hebben immers gezien dat er veel
additionele informatie geproduceerd moet worden die ook nog eens grotendeels niet intra
comptabel kan worden verkregen. Daarnaast zien we natuurlijk verklaringen hiervoor in de
economische organisatietheorie. Zeer recent nog lieten Foster en Ward [1994] zien dat
innovaties in het Accounting systeem verstorend kunnen werken op de carrièreperspectieven
35 Voor nadere uiteenzettingen zij men derhalve verwezen naar bijvoorbeeld Solomons [1964], Brezet [1986] Copeland en Weston [1989] of Verdoes [1993].
36 Voorbeelden van dergelijke discussies in Financial Accounting worden onder meer besproken door Hoogendoom [1993] en Buijink [1994).
164
van managers in hiërarchisch georganiseerde bedrijven. Zij spreken in het kader van carrière
over de interne arbeidsmarkt voor managers (internal labor market):
"Hierarchies and the internal labor market within the fmn foster cooperation among
partic i pants to achleve organisational goals. An accounting innovation that disrupts the
internal labor market may reduce benefits the organisation receives from internal labor
market operation. Consequently, a management accounting innovation lag that appears
dysfunctional to some observers may be optima! for the organisation.
Only substantial benefits from the management accounting innovation can outweigh costs
associated with disroption of the internal labor market. This conclusion possibly explains
the Cooper et al. [1992], Kaplan [1986] and Brons [1987] finding that senior corporate
managers provided little support for attempts to adopt radical management accounting
innovations that subsequently failed" (Poster & Ward [1994, p. 409-410])37•
Met deze laatste observatie zijn we eigenlijk weer terug bij hoofdstuk 2, waar we het
onderscheid maakten tussen de ontwikkeling van nieuwe Management Accounting technieken
enerzijds en de economische organisatietheorie anderzijds. Deze twee stromingen kunnen
eigenlijk niet los van elkaar gezien. In dit proefschrift is vooral het pad gevolgd van de
Management Accounting technieken: er zijn betere technieken ontwikkeld voor diagnose en
beslissingsondersteuning. De vraag of deze technieken nu ook werkelijk opgepakt worden in
de praktijk is typisch een vraag voor de economische organisatietheorie. Het een kan niet
zonder het ander: als er niet daadwerkelijk nieuwe accounting technieken worden ontwikkeld,
kan de vraag of de kosten van invoering van een verbeterde techniek opwegen tegen de
baten, niet beantwoord worden.
Als het gaat om verder Management Accounting onderzoek in de richting van de technieken,
dan moge het uit de voorafgaande hoofdstukken duidelijk zijn dat wij pleiten voor de
ontwikkeling van technieken die zoveel mogelijk gebaseerd zijn op geldstromen (en dus op
het economisch winstbegrip).
9.4 Logistiek ·Management
In deze paragraaf wordt een tweetal aspecten met betrekking tot Logistiek Management nader
toegelicht. Allereerst wordt stilgestaan bij de hantering van kosteninformatie voor beslissin
gen. In hoofdstuk 8 werd aangetoond dat technieken uit bijvoorbeeld de Operations Research,
best van waarde kunnen zijn mits er aan bepaalde bedrijfseconomische randvoorwaarden
wordt voldaan. Het tweede onderwerp heeft te maken met de hoofdstukken 4 en 5; er wordt
dieper ingegaan op de vraag welke informatie een logistiek concept dient te bevatten.
37 Vergelijk in dit verband de opmerking van een vestigingsdirecteur die na afloop van een LGD opmerkte dat hij het ermee eens was dat LGD-methode beter was maar " ... zolang ik afgerekend word op de ROl, blijf ik daarop sturen ... ".
165
9.4.1. Hantering van kosteninformatie
Er is in het voorafgaande aangetoond dat het van groot belang is om in beslissingssituaties de
toekomstige geldstromen te analyseren. Integrale kosteninformatie is hiervoor per definitie
niet geschikt en kan hooguit als aanknopingspunt worden benut om de toekomstige geldstro
men te bepalen. Een en ander impliceert dat men per beslissingssituatie goed zal moeten
nagaan in hoeverre een beslissing over capaciteiten betrekking heeft op een aanschaf- dan wel
een aanwending van de capaciteit. Als het gaat om een beslissing over de verandering van
voorraadniveaus, zal men zorgvuldig moeten kijken in hoeverre allerlei kosten in de (in
fra)structuur daadwerkelijk door de beslissing beïnvloed worden en waar de grenzen van de
(infra)structuur worden bereikt. Voorts zijn er vaak vermijdbare uitgaven met betrekking tot
incourantbeid die vaak van een heel andere orde van grootte zijn dan voorzieningen voor
incourantbeid enlof vaste opslagpercentages in de kostprijs suggereren. Tenslotte is er bij
voorraad sprake van direct beïnvloedbaar geld dat is "opgesloten" in de voorraad (bijvoor
beeld materiaal, energie). Dit geld had anders aangewend kunnen worden; er is sprake van
opportunity costs die meestal veel te grof worden benaderd door een percentage van de inte
grale kostprijs te nemen.
En dan is er nog het probleem van de opbrengstkant. Te vaak beperkt men zich tot een
eenzijdige beschouwing van kostenminimalisatie zonder na te gaan in hoeverre de optimale
oplossing consequenties heeft voor de opbrengstenkant Nu moeten we vaststellen dat dit in
veel bedrijfseconomische modellen ook gebeurt (denk maar eens aan de klassieke Break-Even
analyse), maar het is toch een onbevredigende situatie.
Tenslotte willen we nog wijzen op de fenomenen "reactietijd" en "bindingstermijn". Het is
van belang dat men zich bij de modelbouw realiseert dat veel maatregelen niet alleen een
geldstroomeffect teweeg brengen, maar dat ze ook niet meteen en gedurende elke willekeuri
ge termijn in de praktijk inzetbaar zijn. In hoofdstuk 8 zagen we dat dit de modelbouw
aanzienlijk moeilijker maakt.
Met nadruk zij opgemerkt dat bovenstaande kritische opmerkingen betrekking hebben op de
hanteringen van kosteninformatie in logistieke beslissingsondersteunende modellen. De kritiek
geldt dus niet de verdere (wiskundige) optimalisatie die in de modellen plaatsvindt.
9.4.2 Logistiek concept
In deze paragraaf wordt nog eens stilgestaan bij de bevindingen uit hoofdstuk 5 waarin de
praktijkervaringen binnen twaalf bedrijven staan samengevat. Daarbij bleek dat belangrijke
(Accounting maar ook Logistieke!) informatie op operationeel niveau slechts fragmentarisch
aanwezig was of zelfs ontbrak. Hier is een belangrijke rol weggelegd voor de formulering
van het logistieke concept. Nu is dit een begrip dat nogal eens verschillend wordt geïnterpre-
166
teerd. Een logistiek concept is een langere termijn visie (zo men wil: een strategisch
document) waarin een aantal belangrijke elementen met betrekking tot de logistiek zijn
vastgelegd. En daarbij wordt op meer gedoeld dan een algemene beschrijving van bijvoor
beeld marktkenmerken, procesbeheersing, materiaalcoördinatie en de posities van het KOOP
per produkt-markt combinatie; hoe belangrijk deze ook zijn. Men moet verder gaan, wil men
tot beheersing komen. Dit betekent dat in een logistiek concept ook uitspraken gedaan worden
over de verdeling van het ordertraject en over de verantwoordelijkheden per processtap.
Daarnaast zullen er uitspraken gedaan moeten worden over normen voor externe en interne
prestaties, doorlooptijden, voorraad- en capaciteitsinzet per processtap. Tenslotte zijn er nog
richtlijnen nodig omtrent bestelmethodieken, veiligheidsvoorraad en veiligheidstijd.
De uitbreidingen van de definitie van een logistiek concept zijn een rechtstreeks gevolg van
het uitgevoerde praktijkonderzoek. Bij de uitvoering van een Logistieke Geldstroomdiagnose,
komt men als het ware vanzelf tot de conclusie dat er uitspraken (normen) nodig zijn voor al
deze elementen van het logistiek concept; wil men althans spreken van een beheerste situatie.
Met andere woorden; men kan alleen tot een volledig ingevulde Logistieke Geldstroomdi
agnose komen in de praktijk als deze elementen zijn ingevuld. Dit betekent dat uitvoering van
een LGD niet alleen inzicht geeft in de logistieke prestaties en de daarbij behorende inzet van
middelen, maar ook belangrijke aanknopingspunten biedt bij de formulering van een logistiek
concept.
Hier ziet men tevens waar een verbinding bestaat tussen het operationele niveau (Logistieke
Geldstroomdiagnose) en het structurele niveau (de formulering van het logistieke concept).
Het logistieke concept dient de grenzen aan te geven waarbinnen men op operationeel niveau
kan beslissen over de inzet van maatregelen gegeven de eisen met betrekking tot de externe
prestaties (die ook in het concept vermeld moeten staan). Vergelijk in dit verband het
probleem van de inzet van operationele maatregelen bij volumeflexibiliteit uit hoofdstuk 8.
Uit het logistiek concept bleek dat niet alle operationele maatregelen inzetbaar waren
(voorraadvorming eindprodukt niet toegestaan in verband met de positie KOOP). Binnen deze
randvoorwaarde (structuur) vond vervolgens beslissingsondersteuning op operationeel niveau
plaats waarbij gestreefd werd naar 100% "dekking" van de verwachte capaciteitstekorten
(externe prestatie).
9.5 Aanbevelingen voor verder onderzoek
In hoofdstuk 3 werd het onderzoek beperkt tot (incidentele) diagnose en beslissingsondersteu
ning voor de logistiek op operationeel niveau. In deze paragraaf wordt nagegaan in hoeverre
de bevindingen van dit beperkte onderzoek aanknopingspunten bieden voor verder onderzoek.
Hierbij moet nog even stilgestaan worden bij de consequenties van de bevindingen in
paragraaf 9.2 en 9.3. De verdere ontwikkeling van Management Accounting technieken voor
167
dynamische omstandigheden is ons inziens allereerst gebaat bij een aanpak die zich baseert op
het economisch winstbegrip in plaats van het accounting winstbegrip. Dit betekent dat we ons
expliciet moeten baseren op toekomstige geldstromen ondanks het subjectieve karakter
(schattingen) van deze toekomstige geldstromen. Een aanzet hoe men de resultaten van
betrekkelijk ingewikkelde modelmatige analyses kan vertalen tot robuuste regels, vindt men
in hoofdstuk 8. Het gaat bij onzekere toekomstige geldstromen niet om de exacte oplossing
maar om een gebied waarbinnen een oplossing als optimaal kan worden beschouwd. Een
bijkomend voordeel van een vertaling naar robuuste beslisregels is dat men tegemoet komt
aan de beperkte rationaliteit waarmee de beslisser nu eenmaal is behept.
Vervolgonderzoek kan een viertal richtingen betreffen, dat hier kort zal worden toegelicht.
Het betreft mogelijk onderzoek naar andersoortige logistieke beslissingen, soortgelijk
onderzoek voor andere externe marktontwikkelingen, onderzoek naar de periodieke manage
ment activiteiten en onderzoek naar de toepassing van informatietechnologie.
Andere logistieke beslissingen In dit proefschrift is een tweetallogistieke beslissingsproblemen verder uitgewerkt. Natuurlijk
zijn dit niet de enige twee beslissingen die logistiek management moet nemen als het
geconfronteerd wordt met toegenomen logistieke flexibiliteitseisen. Denk bijvoorbeeld aan
beslissingen met betrekking tot doorlooptijdverkorting. Daarnaast is in hoofdstuk 5 aange
toond dat in de praktijk geen sprake is van een volledig ingevuld logistiek concept. Dit
betekent dat het voor de praktijk relevant is om verder beslissingsondersteunend onderzoek te
doen naar de vraag hoe men tot een verantwoorde volledige invulling van het logistiek
concept kan komen. Het voordeel van vervolgonderzoek in deze richting is dat men kan
aansluiten bij definities en bevindingen uit dit proefschrift.
Andere externe marktontwikkelingen In dit proefschrift stond logistieke flexibiliteit centraal. Men kan zich voorstellen dat ook
andere marktontwikkelingen als bijvoorbeeld kwaliteit of assortiment tot soortgelijke Manage
ment Accounting problemen kunnen leiden. Het is dus interessant om dergelijke marktontwik
kelingen op soortgelijke manier nader te onderzoeken. Als het gaat om ontwikkelingen met
betrekking tot uitbreiding van het produktassortiment, is het verheugend te constateren dat
naast Activity Based Costing, Target Costing nu snel furore aan het maken is. Dit is met
name zo verheugend omdat Target Costing een Management Accounting techniek is die
expliciet is gericht op de toekomst. Dit sluit vrijwel naadloos aan bij het pleidooi van dit
proefschrift om Management Accounting technieken zoveel te baseren op toekomstige
geldstromen. Zie Everaert en Bruggeman [1995] voor een samenvatting van deze belangrijke
Target Costing uitgangspunten.
168
Periodieke management activiteiten Een derde richting voor vervolgonderzoek betreft de ontwikkeling van eenmalige diagnose en
beslissingsondersteuning naar periodieke planning en nacalculatie. Het is duidelijk dat het
traditionele (intracomptabele) budget en de bijbehorende verschillenanalyse niet zinvol meer
kunnen bestaan naast de hier geschetste incidentele diagnose en beslissingsondersteuing.
Verder onderzoek kan gericht zijn op het ontwerp van een geïntegreerd systeem voor
geldstroomdiagnose en periodieke budgettering. Dit zal onvermijdelijk betekenen dat het
geldstroomgeoriënteerde budget veel meer zal bestaan uit een aantal richtlijnen en vuistregels
waarbinnen en waarmee de manager de komende budgetperiode moet opereren. Irrelevante
kosteninformatie hoeft niet meer gepresenteerd te worden aan de manager; integrale kostenin
formatie voor Financial Accounting doeleinden blijft uit de aard der zaak zinvol. Dit sluit
overigens aan bij gangbare opvattingen over responsibility accounting.
Toepassing informatietechnologie Een laatste richting voor vervolgonderzoek betreft de toepassing van informatietechnologie. We hebben gezien dat de uitvoering van een LGD veel inspanning vergt omdat de gegevens
veelal niet in toegankelijke vorm worden bewaard. Hier is dus een rol weggelegd voor het
ontwerpen van informatiesystemen waarmee variabelen over logistieke, kwaliteits- en
economische prestaties gemeten en gepresenteerd kunnen worden. Belangrijke vraag is hier
onder meer in hoeverre men kan aansluiten op bestaande gegevensbanken en in hoeverre
nieuwe applicaties nodig zijn. Met name de resultaten uit het praktijkonderzoek die in
hoofdstuk 5 werden besproken, bieden hier talrijke aanknopingspunten voor de informatie
bronnen die hierbij van dienst kunnen zijn.
169
Literatuur
Abernathy, W.J., K.B. Clark & A.M. Kantrow [1981]:
The New Industrial Competition
Harvard Business Review, September-October, pp. 68-81
Aken, J.E. van [1994a]:
De bedrijfskunde als ontwerpwetenschap, de regulatieve en reflectieve cyclus
Bedrijfskunde, jrg 66, nr 1, pp. 16-26
Aken, J.E. van [1994b]:
Het ontwikkelen van wetenschappelijke kennis voor organisatieprofessionals vanuit
spelersperspectief; de rol van ontwerpmodellen en heuristieken
Verschijnt in M&O Tijdschrift voor Mens en Onderneming Amelsvoort, P.J.L.M. van [1992]:
Het vergroten van de bestuurbaarheid van produktieorganisaties Dissertatie Technische Universiteit Eindhoven
Arnold, C.A. & E. de With [1992]:
Direct Product Profitability
Handboek Management Accounting, oktober, pp. B1900-1-B-1900-20
Atkinson, A.A. [1986]:
Testing Kaplan's theories
CMA Magazine, July-August
Berle, A.A. & G.C. Means [1932]:
The modem cooperation and private property New York, Macmillan
Bertrand, J.W.M. [1985]:
Multiproduct Optimal Batch Sizes with In-Process Inventories and Multi Work Centers
IIE Transactions Bertrand, J.W.M. [1988]:
Kostenverlaging door logistiek, effecten van doorlooptijdverkorting en voorraadverlaging
B&Id Bedrijfskundig Vakblad voor Industrie en Dienstverlening, jrg 1, nr 0, pp. 16-20
Biemans, W.G. & J. van der Meer-Kooistra [1994a]:
Case research voor bedrijfskundig onderzoek 1
Bedrijfskunde, jrg 66, nr 1, pp. 51-56
Biemans, W.G. & J. van der Meer-Kooistra [1994b]:
Case research voor bedrijfskundig onderzoek 2
Bedrijfskunde, jrg 66, nr 2, pp. 95-104
171
Bijlemeer, N.S.A. [1990]:
De geldstroombenadering bij de besturing van de goederenstroom in de procesindustrie Afstudeerscriptie Technische Universiteit Eindhoven, Faculteit Technische Bedrijfskunde,
Vakgroep Bedrijfseconomie en Marketing
Blommaert, J.M.J., A.M.M. Blommaert & J.H.R. van de Poel [1990]:
Bedrijfsbeheersing en financiële administratie; hoofdlijnen van de intracomptabele kostenbudgettering Leiden, Stenfert Kroese
Blommaert, A.M.M., J.M.J. Blommaert, J.L. Bouma, T.L.C.M. Groot & J.G. Kuijl
[1994]:
Bedrijfseconomische grondslagen Den Haag, Delwel
Blommaert, A.M.M., P.W.A. Eimers & T.L.C.M. Groot [1992]:
De betekenis van ABC voor de Nederlandse Bedrijfseconomie
Maanblad Bedrijfsadministratie en -organisatie, jrg 96, nr 1142, pp. 115-122
Brinkman, S [1989]:
Flexibiliteit: beheersprocessen en procesbeheersing Dissertatie Technische Universiteit Eindhoven
Bolwijn, P.T. & T. Kumpe [1992]:
Marktgericht ondernemen, management van continuïteit en vernieuwing Assen/Maastricht, Van Gorcum/Stichting Management Studies
Bouma, J.L. [1990]:
Ontwikkelingen in het Management Accounting-onderzoek
MAB Maandblad voor Accountancy en Bedrijfseconomie, jrg 64, nr 11, pp. 478-489
Brezet, J.C. [1986]:
Micro-economische en bedrijfseconomische winstbepaling Dissertatie Rijksuniversiteit Leiden
Broeke, A.M. ten, e.a. (NEVEM werkgroep) [1987]:
Prestatie-indicatoren in de logistiek: aanpak en samenhang Deventer, Kluwer; Den Haag, NEVEM
Bromwich, M. & A. Bhimani [1989]:
Management Accounting: evolution not revolution London, CIMA.
Bruggeman, W., R. Slagmulder, D. Waeytens & P. Everaert [1993]:
Management Accounting in de nieuwe produktieomgeving Antwerpen/ Apeldoorn, Maklu, 2e druk
Bruns, W.J. [1987]:
A Field Study of An Attempt to Change an Embedded Accounting System
Opgenomen in Bruns, W.J. & R.S, Kaplan: Accounting and Management Field Study Perspectives, pp. 97-118, Harvard Business School Press
172
Buijink, W.F.J. [1994]:
Accounting als technologie: enige beschouwingen bij de economische rol van berichtgeving
Intreerede Rijksuniversiteit Limburg, Maastricht
Camp, W.E. [1922]:
Determining the Production Order Quantity
Management Engineering, vol2, pp. 17-18
Cooper, R., R.S. Kaplan, L.S. Maisel, E. Morissey & R.M. Oehm [1992]:
Imptementing Activity-Based Cost Management: Moving from Analysis to Action
Moutvale NJ, lnstitute of Management Accountants
Cooper, R. [1993]:
Japanese Cost Management Systems
Presentatie op EIASM International Woricing Seminar on Manufacturing Accounting
Research, Eindhoven
Corbey, M.H. [1989]:
Meetbare economische gevolgen van investeringen in flexibele capaciteit
Bedrijfskunde, jrg 61, nr 3 pp. 234-247
Corbey, M.H. & R.A. Jansen [1991a]:
Als Camp niet meer kan, wat dan?
Bedrijfskunde, nr 1, pp. 90-98, Bedrijfskunde nr 2, pp. 235-236
Corbey, M.H., R.A. Jansen, A.D. de Vos & A.C. Wolff [1990]:
Handleiding Logistieke Geldstroomdiagnose
Interne publicatie Technische Universiteit Eindhoven
Corbey, M.H. & R.A Jansen: [199lb]:
De logistieke geldstroomdiagnose (1}, flexibiliteit en logistieke kosten
Tijdschrift voor Inkoop en Logistiek, nr 4, pp. 3'4-40
Corbey, M.H. & P.G. Tunemans [1991]:
Economische beslissingsondcrsteuning bij volumeflexibiliteit
Bedrijfskunde, jrg 63, no 3, pp. 289-302
Corbey, M.H. [1991):
Measurable Economie Consequences of Investments in Flexible Capacity
International Journat of Production Economics, 23, pp. 47-57. Ook opgenomen in R.W.
Grubbström & H.H. Hinterhuber [1991): Production Economics, Issues and Challenges
for the 90's, Amsterdam, Elsevier Science Publishers, pp. 47-57
Corbey, M.H & R.A. Jansen [1991c]:
De logistieke geldstroomdiagnose (11}
Tijdschrift voor Inkoop & Logistiek, jrg. 6, nr 9, pp. 18-22.
Corbey, M.H., R.A. Jansen, R.H.B. Vermeij, A.C. Wolff [1992]:
De logistieke geldstroomdiagnose (III)
Tijdschrift voor Inkoop & Logistiek, jrg. 8, nr 10, pp. 24-32
173
Corbey, M.H. [1992]:
Bedrijfseconomische prestatiemeting en logistiek: de verschillenanalyse is niet altijd
voldoende
TAC Tijdschrift voor administrateurs en controllers, jrg. 7, m. 6 pp. 17-21.
Corbey M.H. & C.J. Kokke [1993]:
Activity Based Costing and/or Production and Inventory Control Cash Flow Analysis, a
Case Study in the Converting Industry
paper voor de EIASM International Seminar on Manufacturing Accounting, Eindhoven
Mei 1993 Corbey, M.H. & R.A. Jansen [1993]:
The Economie Lot Size and Relevant Costs
International Joumal of Production Economics, 30-31, pp. 519-530. Ook opgenomen in
R.W. Grubbström & H.H. Hinterhuber [1993]: Strategie and Operational Issues in
Production Economics, Amsterdam, Elsevier Science Publishers, pp. 519-530
Corbey, M.H. & C.J.T.M. Kokke [1993]:
ABC enlof Logistieke Geldstroomdiagnose, een gevalstudie in de kartonnage-industrie.
Opgenomen in C. Boneco, M.P.B. Bonnet, R.L. ten Hoeven & J. Maat: /MA-kroniek,
Rotterdam, pp. 341-354
Corbey, M.H. [1993]:
Logistieke Geldstroomanalyse kan leverbetrouwbaarheid helpen verhogen
TAC Tijdschrift voor Administrateurs en Controllers, jrg 8, m 12, pp. 16-19
Corbey, M.H. [1994]:
On the Availability of "Relevant Costs" Information in Operations Management
International Joumal of Production Economics, 35, pp. 121-129
Dierdonck, R. van [1987]:
Flexibiliteit en automatisering in de produktie
Harvard Belgium Review, no 11, pp. 40-48
Drury, C. [1992]:
Management and Cost Accounting
London, Chapman & Hall, 3rd ed.
Drury, C., S. Braund, P. Osbome & M. Tayles [1993]:
A Survey of Management Accounting Practices in UK Manufacturing Companies
Chartered Association of Certified Accountants
Duffhues, P.J.W. [1989]:
Ondernemingsfinanciering en vermogensmarkten (I)
Groningen, Wolters Noordhoff
Everaert, P. & W. Bruggeman [1995]:
Target Costing
verschijnt in het Economisch en Sociaal Tijdschrift, USFIA, België
174
Poster, B.P & T.J. Ward [1994]:
Theory of Perpetual Management Accounting Innovation lag in Hierarchical Organisations
Accounting Organisations and Society, vol 19 nr 4/5 p. 401-411
Gitman, L.J. [1991]:
Principles of Managerial Finance Harper & Collins Publ. 6th ed.
Goldratt, E.M. & J. Cox [1984]:
The Goal
North River Press Inc.
Govers, C.P.M. [1985]:
Kwaliteitskostenonderzoek
Bedrijfskunde, jrg 57, nr 3
Groot, T.L.C.M. & J.H.R. van de Poel [1992]:
Inleiding Interne Berichtgeving
Blokboek/Literatuurklapper ten behoeve van de postdoctorale opleiding voor controllers, Rijksuniversiteit Limburg, Maastricht
Groot, T.L.C.M. & J.H.R. van de Poel [1993]:
Management van non-profit organisaties Groningen, Wolters Noordhoff, 2e druk
Groot, T.L.C.M. [1994]:
Besturen is vooruitzien; de opkomst van Management Accounting in wetenschap en praktijk Groningen, Woltersgroep, Intreerede Open Universiteit Heerlen
Halem, C. van & P.A. Roozen [1992]:
"Traditionele" kostenallocatie t.b.v. kostprijsberekening
Handboek Management Accounting, pp. B1300-l-B1300-16
Hoekstra S., & J.H.J.M. Romme [1993]:
Op weg naar integrale logistieke structuren Deventer, Kluwer, 2e druk
Hoogendoorn, M.N. [1993]:
Botsende Beginselen in de externe verslaggeving Intreerede Universiteit van Amsterdam
Horngren, C.T. [1989]:
Costand Management Accounting: Yesterday and Today
Opgenomen in A. Hopwood & M. Bromwich (eds):
Research and Current Issues in Management Accounting London, Pitman Publishers, pp. 31-43
Horngren, C.T. & G. Poster [1991]:
Cost Accounting, a Managerial Emphasis Englewood Cliffs, Prentlee Hall, 7th ed.
175
In 't Veld, J. [1992]:
Analyse van organisatieproblemen Leiden/ Antwerpen, Stenfert Kroese, 6e druk
Jansen, R.A. [1988]:
Management informatie voor Produktiebeheersing Afstudeerscriptie Technische Universiteit Eindhoven, Faculteit Technische Bedrijfskunde,
Vakgroep Bedrijfseconomie en Marketing
Jensen, M.C. & W.H. Meekling [1976]:
Theory of the Firm: Managerial Behavior, Agency Costs and Ownership Structure
Joumal of Financial Economics, vol 3, pp. 305-360
Johnson, H.T. & R.S. Kaplan [1987]:
Relevanee Lost: the Rise and Fall of Management Accounting Boston, Mass.
Jong, H.W. de [1989]:
Dynamische Markttheorie Leiden, Stenfert Kroese, 4e druk
Kaplan, A. [1964]:
The conduct of lnquiry San Francisco, Chandler Press
Kaplan, R.S. [1984]:
The Evolution of Management Accounting
The Accounting Review, vol. LIX, pp. 390-418
Kaplan, R.S. [1986]:
Accounting Lag: The Obsolence of Cost Accounting Systems
California Management Review vol 28, no 2, pp. 174-199
Kaplan, R.S. & A.A. Atkinson [1989]:
Advanced Management Accounting Engtewood Cliffs, Prentice Hall, 2nd ed.
Karmarkar, U.S., S. Kekre & S. Kekre [1985]:
Lot Sizing in Multi-item Multi-Machine Job Shops
!IE Transactions september
Keller, G. & H. Noori [1984]:
Justifying New Technology Acquisition through its Impact on the Cost of Running an
Inventory Policy
lEE Transactions vol 20, pp. 284-291
Kooiman, G.H. [1992]:
Cost Management Systems
Contribution IFAC, Heerlen
Kotler, Ph. [1984]:
Marketing Management, analysis planning and control Engtewood Cliffs, Prentice Hall
176
Kumpe, T. & P.T. Bolwijn [1990]:
Fabrieken met een toekomst
Informatie, jaargang 32, nr 11
Magee, J.F. [1958]:
Production and Inventory Control London, McGraw-Hill
March, J.G. & H.A. Sirnon [1958]:
Organizations New York, Wiley, 1958
Maskell, B.H. [1991]:
Performance Measurement for World Class Manufacturing Productivity Press lnc, Chapter 12
Mintzberg, H. [1992]:
Organisatiestructuren Schoonhoven, Prentice Hall/ Academie Service
Moerland, P.W. [1992]:
Economische theorievorming omtrent de onderneming {deel 1)
MAB Maandblad voor Accountancy en Bedrijfseconomie, jrg 66, nr. 1/2, pp. 57-65,
Moerland, P.W. [1992]:
Economische theorievorming omtrent de onderneming (deel2)
MAB Maandblad voor Accountancy en Bedrijfseconomie, jrg 66, nr. 3, pp. 116-125
Monhemius, W [1990]:
Ontwikkelingen in de industriêle logistiek
Bedrijfskunde jrg. 62, nr 1
Muntslag, D.R. [1993]:
Managing Customer Order Driven Engineering Dissertatie Technische Universiteit Eindhoven
Nagel, A.P. [1992]:
Verhogen van het strategisch produktinnovatievermogen Dissertatie Technische Universiteit Eindhoven
Orlicky, J. [1975]:
Matenals requirements Planning London, McGraw-Hill
Parker, M.M. & R.J. Benson [1988]:
lnformation Economics: Linldng Business Performance to lnformation Technology Engtewood Cliffs, Prentice Hall
Pateer, R.S. [1990]:
De economische productieserie Working paper Technische Universiteit Eindhoven
177
Plossl, G.W. & O.W. Wight [1967]:
Production and Inventory Control, Principles and Techniques Engtewood Cliffs, Prentlee Hall
Plossl, G. W [1990]:
Cost Accounting in Manufacturing: Dawn of a New Era
Production Planning & Control vol 1 no 1, p. 61-68.
Porter, G.L. en M. Akers [1987]:
In defense of Management Accounting
Management Accounting (US) p. 58-62.
Ryan, B., R.W. Scapens & M. Theobald [1992]:
Research Method and Methodology in Finance and Accounting London, Academie Press
Scapens, R.W, [1991]:
Management Accounting a Review of Contemporary Developments Houndmills Basingstoke, Hampshire, MacMillan, 2nd ed.
Schaafsma, A.H. e.a. [1986]:
Concurrentiekracht door logistiek Deventer, Kluwer/NEVEM
Schipperijn, J.A. [1991]:
Investeringsbeoordeling en financiële planning
MAB Maandblad voor Accountancy en Bedrijfseconomie, jrg 65, pp. 299-301, juni
Sharman, G.J. [1986]:
Stappenplan voor de integrale goederenstroombeheersing Kansrijk Ondernemen, Ministerie van Economische Zaken
Singhal, V.R. & A.S. Raturi [1990]:
The Effect of Inventory Decisions and Parameters on the Opportunity Costs of Capital
Joumal ofOperations Management, vo19, nr. 3, pp. 998-1010
Solomons, D. [1964]:
Economie and Accounting Concepts of Income
The Accounting review, vol. XXXVI, p. 374-383. Tevens opgenomen in R.H. parker &
G.C. Harcourt (eds): Readings in the Concept and Measurement of Income, Cambridge University Press [1969]
Theeuwes, J.A.M. & J.C. Wortmann [1985]:
Produktiemanagement; nieuwe ontwikkelingen
Bedrijfskunde, jaargang 57, nr. 2
Theeuwes, J.A.M. [1990]:
Nieuwe produktiemethoden vragen om nieuwe accountingmethoden
Groningen, /MA-Kroniek, pp. 401-417
Theeuwes, J.A.M. & A.D. de Vos [1991]:
Winstgevendheid van flexibiliteit
Tijdschrift voor Inkoop en Logistiek, jrg 6, nr 3, pp. 36-40
178

Tullemans, P.G. [1989]:
Flexibiliteit & korte termijn capaciteitsproblemen vanuit economisch perspectief Afstudeerverslag Technische Universiteit Eindhoven, faculteit Technische Bedrijfskunde,
Vakgroep Bedrijfseconomie
Veeken, H.J.M. van der [1988]:
Kosteninterpretatie bij Logistieke Beslissingen
Bedrijfskunde, vol 61, nr 1, pp. 20-30
Veeken, H.J.M. van der, M.H. Corbey & M.J.F. Wouters [1993]:
Administratieve knelpunten belemmeren innovatie van Management Accounting
MAB Maandblad voor Accountancy en Bedrijfseconomie, jrg 67, nr 4, pp. 171-178
Veltman, H. & K. van Donselaar [1993]:
Seriegroottebepaling als capaciteit een dominante factor is
Bedrijfskunde, jrg 65, nr 3, pp. 270-279
Verdoes, T.L.M. [1993]:
Economie Concept of Profit
Verzekeringsarchief; wetenschappelijk orgaan van de Nederlandse Vereniging ter Bevordering van het Levensverzekeringswezen en van de Vereniging voor Verzekeringswetenschap, vol. 70, nr. 3, pp. 219-232
Verstegen, M.F.G.M. [1989]:
Ontwikkelen van een logistiek concept
Tijdschrift voor Inkoop en Logistiek, jrg 5, nr 7/8
Volberda, H.W. [1992]:
Organizational Flexibility: A Flexibility AuditandRedesign Method Dissertatie Rijksuniversiteit Groningen, Wolters Noordhoff
Vogels, P.A.C [1990]:
Seriegroottebepaling in een Produktieketen Afstudeerverslag Technische Universiteit Eindhoven Faculteit Technische Bedrijfskunde
Vakgroep ORS
Vonderembse, M.A. & G.P. White [1991]:
Operations Management, Concepts, Methods and Strategies West Publishing Company, 2nd ed, 1991
Vosselman, E.G.J. [1993]:
De betekenis van de bedrijfskundige gevalstudie voor theorievorming
Opgenomen in Bedrijfskunde en Technologie, presentaties zesde NOBO onderzoekdag, pp.
329-337
Wagner, H.M. & T.M. Whitin [1958]:
Dynamic version of the Economie Lot Size Model
Managament Science, vol. 5 nr. 1
Wight, O.W. [1974]:
Production and Inventory Management in the Computer Age Boston, CBI
179
Wilson, R.H. & W.H. Mueller [1926]:
A new metbod of stock control
Harvard Business Review Wilson, R.H. & W.H. Mueller [1934]:
A scientific routine for stock control
Harvard Business Review With, E. de & E. Uskes [1992]:
Budgetteringspraktijk bij grote Nederlandse ondernemingen
MAB Maandblad voor Accountancy en Bedrijseconomie, jrg 66, pp. 521-529, november
Wortmann, J.C. [1989]:
Flexibiliteit en logistieke informatiesystemen
Opgenomen in W.M.J. Geraerds & M. Igel (eds):
Flexibiliteit in logistiek Alphen aan den Rijn, Samsom/TUE, p. 81
Wouters, M.J.F. [1992]:
Waarom rekenen managers met vaste kosten?
MAB Maandblad voor Accountancy en Bedrijfseconomie, vol 66, nr 5, pp. 254-261
Wouters, M.J.F. [1993]:
Relevant Costs or Full Costs? Explaining Why Managers use Capacity Costs Allocations forShort Term Decision Making Dissertatie Technische Universiteit Eindhoven, Antwerpen/ Apeldoorn, Maklu
Yoshikawa, T., J. Innes & F. Mitchell [1994]:
Applying Functional Cost Analysis in a Manufacturing Environment
International Joumal of Production Economics, vol. 36, pp. 53-64
Zundert, E.J.A.M. van [1991]:
Moet de Nederlandse industrie ABC gaan leren?
Concept-Artikel behorend bij afstudeerrapport, Technische Universiteit Eindhoven,
Faculteit Technische Bedrijfskunde, Vakgroep Bedrijfseconomie en Marketing
180
Samenvatting
In dit proefschrift staat de relatie tussen Logistiek Management en Management Accounting
centraal. Er wordt vooral ingegaan op de interne bedrijfseconomische berichtgeving van
industriële organisaties die logistiek flexibel( er) willen of moeten zijn.
Nu is flexibiliteit een ruim begrip. In hoofdstuk 1 wordt allereerst een onderscheid gemaakt
tussen externe flexibiliteit en interne flexibiliteit. Externe flexibiliteitseisen zijn veelal het
gevolg van globale marktontwikkelingen waarop misschien wel enigszins geanticipeerd kan
worden. Op het moment echter dat de eisen zich voordoen, kan de onderneming alleen nog
reageren. De externe eisen zijn te herleiden tot een viertal basisvormen: een tweetal dat te
maken heeft met schommelingen in het vraagvolume naar produkten (volume- en mixflexi
biliteit) en een tweetal dat betrekking heeft op veranderingen in de vraag naar bepaalde
produkteigenschappen (familie- en typeflexibiliteit). Natuurlijk kunnen deze basisvormen zich
ook tegelijkertijd voordoen. Om te kunnen reageren, moeten de interne deelsystemen flexibel
zijn; dit werd interne flexibiliteit genoemd.
Deze interne flexibiliteit kan men bewerkstelligen op een tweetal niveaus: op structureel niveau door structurele maatregelen, en binnen de structuur op operationeel niveau door
operationele maatregelen. Het onderscheid is hiërarchisch van aard; het hogere niveau
(structuur) omvat en beperkt de mogelijkheden op operationeel niveau. Het onderscheid
tussen deze niveaus wordt in de praktijk vastgesteld door een grens te trekken tussen de twee
typen maatregelen: operationele maatregelen worden gekenmerkt door korte reactietijden
enlof een lage economische binding. Deze maatregelen zijn dus veelal snel inzetbaar en ze
leggen betrekkelijk weinig geldmiddelen van de organisatie onherroepelijk vast. Structurele maatregelen hebben veelal lange reactietijden en leggen relatief veel geldmiddelen van de
organisatie onherroepelijk vast. De beslisser die geconfronteerd wordt met concrete externe
flexibiliteitseisen zal in eerste instantie, gezien de korte reactietijden, reageren met operatio
nele maatregelen. Dit doet hij niet alleen wegens de korte reactietijden, maar ook wegens de
lage economische binding. Helaas kan men niet altijd volstaan met uitsluitend operationele
maatregelen. De mogelijkheden van operationele maatregelen worden namelijk beperkt door
eerder genomen structurele maatregelen. Dit betekent dat men soms niet meer kan voldoen
aan de flexibiliteitseisen door de inzet van operationele maatregelen. Op dat moment moet
men zich afvragen of men het accepteert dat er verliezen ontstaan omdat de operationele
181
maatregelen niet meer (geheel) voldoen, of, dat men de structuur verandert door structurele maatregelen te nemen.
Er wordt aangetoond dat inzicht op operationeel niveau van groot belang is als men een
structurele maatregel wil beoordelen. De inzet van een structurele maatregel moet immers
leiden tot:
1. een beperking van het verlies dat samenhangt met niet voldoen aan de externe flexibili
teitseisen;
2. een reductie van de uitgaven voor operationele maatregelen die door de structurele
maatregel overbodig geworden zijn.
Natuurlijk spelen de langere termijn verwachtingen ook een rol, maar zonder de operationele
basisinformatie is de economische rechtvaardiging van structurele maatregelen niet te bepalen
(tenzij men dit wil doen op kwalitatieve gronden). De discussie over flexibiliteit begint dus
met de analyse op operationeel niveau.
Maatregelen nemen betekent beslissingen nemen. Dit is bij uitstek het domein van Management Accounting. Dit vakgebied is de laatste jaren fors in beweging geweest; zozeer dat wel
gesproken wordt van een crisis. In hoofdstuk 2 wordt deze crisis geanalyseerd. Er wordt
geconcludeerd dat deze crisis betrekking heeft op de volgende drie punten:
- de economische organisatietheorie, gebaseerd op betere uitgangspunten dan de traditionele
"theory of the frrm", dringt maar mondjesmaat door in leerboeken en kent nauwelijks
praktische toepassingen;
- algemene aanvaarde standpunten en opvattingen uit de Management Accounting leerboe
ken worden soms wel door de praktijk toegepast en soms niet, zonder dat hiervoor een
bevredigende verklaring wordt gegeven;
- nieuwe accounting technieken worden vrijwel niet toegepast in de praktijk, ofschoon deze,
veel meer dan de economische organisatietheorie, daar wel voor zijn ontwikkeld.
Ofschoon de economische organisatietheorie wel verklaringen aandraagt waarom Management
Accounting technieken niet voldoen, denk hierbij aan de beperkte rationaliteit van beslissers,
wordt in dit proefschrift toch de richting van de Management Accounting technieken inge
slagen. De vraag in hoeverre deze technieken eigenlijk bedoeld zijn voor produktiesituaties
waarbij externe flexibiliteitseisen plotseling wijzigen, wordt behandeld in hoofdstuk 3. Dit
gebeurt aan de hand van een eenvoudige regelkring met een viertal management activiteiten.
Er wordt nagegaan voor welke externe flexibiliteitseis de technieken bedoeld zijn en of ze
voor het operationele niveau (korte termijn) bruikbaar zijn dan wel of ze bedoeld zijn voor
het structurele niveau (lange termijn). Uit deze analyse blijkt dat er weliswaar een groot
aantal Management Accounting technieken ingedeeld kan worden bij een bepaalde combinatie
van gezichtspunten, maar dat er ook nogal wat lacunes bestaan. Er wordt daarom een tweetal
activiteiten in de regelkring nader onderzocht; namelijk de (incidentele) diagnose en beslis-
182
singsondersteuning. Daarbij wordt de aandacht beperkt tot het aspect tijdigheid: hiermee
wordt het vakgebied Logistiek Management geïntroduceerd.
Er wordt vastgesteld dat er geen geschikte diagnose-techniek is voor de logistieke gang van
zaken op operationeel niveau en dat de functie van zo'n techniek ook niet goed vervuld kan
worden door de verschillenanalyse, of door de logistieke kostendoorsnede. De verschillen
analyse verschaft onder meer onvoldoende relevante informatie met betrekking tot leverbe
trouwbaarheid, voorraadniveaus (ook van onderhanden werk) en incidentele capaciteitsinzet
Het blijkt dat de logistieke kostendoorsnede eenzijdig gericht is op de materiaalstroom, geen
rekening houdt met de niet-fysieke orderstroom in het voortraject en geen geschikte prestatie
maatstaf kent. Bovendien is deze methode vanuit bedrijfseconomische optiek niet geschikt
voor het operationele niveau omdat er geen aandacht is voor het vraagstuk van de beïnvloed
baarbeid van kosten.
Er wordt in hoofdstuk 5 een nieuwe diagnose-techniek ontwikkeld rondom de grootheden
externe prestatie, interne prestaties, voorraden en capaciteiten, die expliciet rekening houdt
met de bezwaren van de voorgaande methoden. Dit is de Logistieke Geldstroomdiagnose (LGD).
De LGD is toegepast in twaalf industriële bedrijven. Hierbij is vooral gelet op de uitvoer
baarheid van het ontwerp. Omdat er sprake is gevalstudies, moeten we voorzichtig zijn met
de formulering van algemene conclusies. Toch tekent zich een duidelijk patroon af in deze
twaalf gevalstudies. Als men bekijkt hoeveel moeite het kost om de benodigde informatie
voor een eenmalige LGD te produceren, dan kan zonder meer geconcludeerd worden dat in geen van de twaalf gevallen het management een samenhangend beeld had met betrekking tot
de logistieke prestatie en de hiervoor ingezette capaciteiten en voorraden. Als het gaat om de
uitvoerbaarheid, is een tweetal zaken aan de orde. De benodigde gegevens voor een eenmali
ge LGD zijn in de meeste gevallen wel voorhanden; zij het echter vaak in een voor de LGD
niet of moeilijk toegankelijke vorm. Dit betekent dat men zich vaak een behoorlijke inspan
ning moet getroosten om deze gegevens te veredelen tot informatie.
Na diagnose (meten) komt verbeteren (bijsturen). In hoofdstuk 6 wordt afgesproken wat in dit
proefschrift wordt verstaan onder logistiek verbeteren aan de hand van de logistieke grond
vorm. De aanpak van Hoekstra en Romme wordt gevolgd en op enkele punten genuanceerd.
Tevens wordt de methode besproken waarop men bedrijfseconomisch verbeteringen kan
analyseren (de Netto Contante Waarde). Tegelijk moeten we vaststellen dat deze methode
toch ook praktische bezwaren heeft.
Vervolgens worden twee beslissingen nader geanalyseerd; de eerste betreft de beslissing over
de seriegrootte in een situatie van mixflexibiliteit, de tweede soort verbeteringsmaatregel gaat
over de beslissing tot capaciteitsaanpassing in een situatie van volumeflexibiliteit.
183
De klassieke benadering van het vraagstuk van de economische seriegrootte is die volgens
Camp. Na een uitvoerige analyse, wordt aangetoond dat deze benadering onjuist is. Logistiek
gezien, schiet de benadering van Camp tekort door zaken als onderhanden werk voorraad,
veiligheidsvoorraad, de technische infrastructuur en dergelijke meer, te verwaarlozen. Vanuit
de bedrijfseconomie is de kritiek nog fundamenteler: aangezien de afweging niet gebaseerd is
op relevante kosten moet de uitkomst van de berekening principieel als onjuist worden be
schouwd. Dit betekent nogal wat als men nadenkt over structurele investeringen in flexibili
teit. Als base case mag men immers niet de situatie met Camp nemen en deze vervolgens
afzetten tegen een structureel investeringsproject. Deze vergelijking is niet fair: de base case met Camp hoeft niet optimaal te zijn. Voor een eerlijke vergelijking moet men dus eerst een
optimale seriegrootte bepalen (operationele maatregel) binnen de bestaande structuur en eerst
dan pas kan men de structurele maatregel bedrijfseconomisch beoordelen. Ook hier ziet men
dus dat een analyse van flexibiliteit begint op het operationele niveau. Praktijkonderzoek heeft
uitgewezen dat bepaling van seriegroottes volgens de hier geschetste benadering, behoorlijk
kunnen afwijken van de Camp seriegrootte. Omdat de initiële uitgaven van dergelijke
aanpassingen vaak gering zijn, kan men deze aanpassingen zelfs doorvoeren zonder Netto
Contante Waarde berekeningen. Met de geschetste analyse is het natuurlijk ook mogelijk om
structurele investeringsmogelijkheden voor een Just-in-Time situatie te evalueren.
Bij de bespreking van de bedrijfseconomische rechtvaardiging van tijdelijke capaciteitsmaatre
gelen bij volumeflexibiliteit, zijn de begrippen reactietijd en bindingstermijn verder uitge
werkt. Technieken uit de Operations Research blijken bruikbaar te zijn om handzame
beslissingsondersteuning te bieden; mits er aan een aantal randvoorwaarden wordt voldaan.
In het laatste hoofdstuk worden conclusies getrokken, zowel voor de vakgebieden Manage
ment Accounting als Logistiek Management. Er wordt gepleit om Management Accounting
technieken te baseren op het Economisch winstbegrip in plaats van het Accounting winstbe
grip, zoals nu vaak (impliciet) gebeurt. Dit betekent dat de Management Accounting tech
nieken gebaseerd moeten worden op geldstromen in plaats van kosten en opbrengsten.
Voor het vakgebied Logistiek Management wordt gepleit voor een zorgvuldige hantering van
kosteninformatie bij het gebruik van beslissingsondersteunende modellen en systemen. Tevens
wordt aandacht besteed aan de inhoud van het logistiek concept.
184
Summary
The key subject of this thesis is the relation between Production and Inventory Control
(Logistics Management) and Management Accounting. The thesis in particular examines
Management Accounting in industrial organisations that wish or have to be more flexible
from a logistical viewpoint
However, flexibility is a broad notion. Chapter 1 frrst of all makes a distinction between
external flexibility and internat flexibility. External flexibility demands are often the result of
broad market developments which may be anticipated to a certain degree. At the moment,
however, that these demands occur a company can only respond. External demands can be
reduced to foor basic components: two which are related to fluctuations in the demand
volume for products (volume flexibility and mix flexibility) and two related to changes in the
demand for certain product qualities (family and type flexibility). It is obvious that these
basic components may also occur simultaneously. In order to react, the internal subsystems
must be flexible; this was called internal flexibility.
This internat flexibility may be effected on two levels: on a structurallevel through structural
measures, and within the structure on an operationallevel through operational measures. The
distinction is of a hierarchical nature; the higher level (structure) encompasses as well as
restfiets the possibilities on an operational level. In practice · the distinction between these
levels is determined by drawing a line between the two types of measures: operational measures are characterised by short reaction times and/or few economie ties. These measures
can therefore be applied rapidly and they only tie up relatively few of the funds (cash) of the
organisation irrevocably. Structural measures often have long reaction times and they tie up
relatively many funds of the organisation irrevocably. In view of the short reaction times, the
decision-maker confronted with concrete external flexibility demands will first respond with
operational measures. He does not only act like this because of the short reaction times, but
also because of bis few economie ties. Unfortunately, it is not always possible to solely
confine oneself to operational measures which have been taken before. After all, the
possibilities of operational measures are restricted as a result of previously taken structural
measures. This means that sometimes one cannot meet the flexibility demands any more by
applying operational measures. When this moment bas arrived the question should be raised
whether one should accept that losses occur because the operational measures do not
(entirely) meet these demands any more, or that the structure is to be changed by taking
structural measures.
185
It will bedemonstrared that an understanding of the operational measnres is of great impar
tanee if one wishes to assess a strnctnral measnre. After all, the application of a strnctnral
measnre should lead to:
1. a limitation of the loss which is the result of notmeeting the extemal flexibility demands;
2. a reduction of the expenses for operational measnres which have become superfluous as a
result of the structnral measnre.
It goes without saying that long-term expectations also play a role, but without the operatio
nal basic information the economie justification of structnral measnres cannot be determined
(unless on wishes to do this on qualitative grounds). The discussion about flexibility therefore
commences with the analysis on an operational level.
Taking measnres implies taking decisions. This is pre-eminently the field of Management Accounting. This field of study bas been in turmoil in recent years; to such an extent that it
is considered as a crisis. In chapter 2 this crisis is analysed. The condusion is that this crisis
refers to the following three points:
the Economie Theory of Organisations (e.g., the Agency Theory), based on more
adequate basic assumptions than the traditional "theory of the frrm" , is rarel y mentioned in
the textbooks and hardly bas any practical applications;
- generally accepted points of view and notions from the Management Accounting textbooks
are sametimes applied in practice and sametimes not, witbont any satisfactory explanation;
new accounting techniques are hardly ever applied in practice, although they have been
developed for this purpose, and they are more suitable than the Economie Theory of
Organisations.
Although the Economie Theory of Organisations offers explanations why Management
Accounting techniques are not satisfactory, for example consicter the bounded rationality of
decision-makers, this thesis tends to focus on Management Accounting techniques. The
question to what extent these techniques are actually intended for product situations in which
extemal flexibility demands change suddenly, is discussed in chapter 3. This happens on the
basis of a simple model based upon systems theory of controL Four management activities
are distinguished. lt will be investigated for which extemal flexibility demand the techniques
are intended and whether they are practical on an operational level (short term) or whether
they are intended for the structnral level (long term). This analysis shows that although a
large number of Management Accounting techniques can be classified according to a certain
combination of viewpoints, but that there are also quite a few shortcomings. This is why two
management activities will be examined in detail: the (incidental) diagnosis and decision support. Hereby the focus of attention will be limited to the aspect of delivery on time of
customer orders.
It is established that there is no suitable diagnosis technique on the operationallevel and that
the function of such a technique cannot be represented adequately by the varianee analysis or
186
by the analysis oflogistical (full) costs. The varianee analysis provides amongst other things
insujficient relevant information with respect to the reliability of delivery, stock levels (also
of Work-in-Process) and meidental application of capacity. The logistical cost average is
aimed singly at the flow of materials, does not consider the non-physical flow of orders in
the preliminary phase and doesnothave any suitable perfonnance criterion. Moreover, from
an economie viewpoint this methad is not suitable for the operational level because it does
not deal with the issue of controllability of costs.
In chapter 5 a new diagnosis technique is developed around the variables external performance, internal performance, inventory and capacities, which explicitly takes the objections of
the preceding methods into account. This is the Logistieke GeldstroomDiagnose LGD (Production and lnventory Control Cash-flow Diagnosis) .
The LGD bas been applied in twelve industrial companies. The main focus of attention was
on the fact whether the technique could be implemented. As it involves case studies, we
should be very cautious with the formulation of general conclusions. Nevertheless, there is a
clear pattem in these twelve case studies. If one examines how much effort it takes to
produce the required information fora single LGD, it can be concluded without any reserva
tions that the management had a coherent picture in none of the twelve cases conceming the
delivery performance and the capacities and inventory applied for this purpose. There are
relevant aspects with respect to the possibility to imptement this technique. The required data for a single LGD are usually available, however in a form which is inaccessible or very hard
to access for the LGD. This means that it often takes a considerable effort to refme these
data into information.
The phase following the diagnosis (measuring) is that of impravement (adjusting). Chapter 6
examines what this thesis means with the impravement of logistics on the basis of the
logistical basic form. The approach of Hoekstra and Romme is explored and some of its
points are qualified. Furthermore, this chapter also discusses the metbod in which economie
improvements can be analysed (the Net Present Value). At the sametime we fmd that this
methad also bas its practical objections.
Next, two decisions are analysed in detail: the frrst type concerns the lot size decision in a
situation of mix flexibility, and the second measure of impravement concerns the decision to
adapt the capacity in a situation of volume flexibility. The classic approach of the issue of lot
sizes is the Economie Order Quantity (EOQ) approach according to Camp. After an extensive
analysis it is demonstrated that this approach is incorrect. From a logistical viewpoint the
approach of Camp is inadequate in that it neglects matters such as WIP-inventory, safety
stock, the teehoical infrastructure and the like. From the Accounting point of view the
criticism is even more fundamental: in view of the fact that the decision is notmade on the
basis of relevant costs, the outcome of the calculation should be considered as basically
187
incorrect. This bas considerable implications when one considers the structural investments in
flexibility. After all, it is not possible to take the situation at Camp as a base case and then
compare it with a structural investment project. This comparison is not fair: the base case with Camp does not have to be optima!. Por an bonest comparison an optimallot size should
frrst be determined (operational measure) within the existing structure and only then is it
possible to assess the structural measure from an economie viewpoint Therefore it also
applies bere that an analysis of flexibility starts on an operational level. Research in practice
bas proved that a determination of lot sizes according to the above-mentioned approach may
differ considerably from the EOQ (Camp). Since the initia! investments of such adaptations is
often insignificant, these adaptations can even be carried out without Net Present Value
calculations. It goes without saying that it is also possible to evaluate structural possibilities
of in vestment for a Just-in-Time situation with the described analysis.
In the discussion regarding the economie justification of temporary capacity measures
(volume flexibility), the notions of reaction time and period of commitment have been
elaborated more specifically. Techniques from the Operations Research are practical in
offering a useful decision support, providing a number of prc-conditions are met.
In the last chapter conclusions are drawn, both for the fields of Management Accounting and
Logistics Management (Production and Inventory Control in particular). It is advocated to
base Management Accounting techniques on the Economie Concept of Profit instead of on the
Accounting Concept of Profit, as it often occurs now (implicitly). This implies that the
Management Accounting techniques will have to be basedon cash-flows insteadof on costs
and revenues. With respect to the field of Production and Ioventory Control a thorough
analysis of the application of cost information is advocated when decision-supporting models
and systems are used. Apart from this, the chapter also examines the contents of the logistical
concept.
188

APPENDIX 1: KORTE BESCHRUVING PILOTBEDRUVEN
In het volgende overzicht worden per pilot enkele kerngegevens besproken, die kenmerkend zijn
voor de organisatie en van invloed zijn op de toepassing van de logistieke geldstroomdiagnose.
Enkele punten die in het schema worden behandeld, vragen om een nadere toelichting:
* Het logistieke concept is een document waarin door de organisatie de volgende elementen met
betrekking tot de logistieke besturing kunnen worden vastgelegd:
- besturingsconcept (plaats van het klantenorderontkoppelpunt (K.O.O.P.) in het ordertraject);
normen voor: prestatie, doorlooptijden, voorraden en capaciteits-inzet;
veiligheidsvoorraad en veiligheidstijd;
- bestelmethodieken;
taken, verantwoordelijkheden en overdrachtsmomenten.
Voor iedere pilot wordt aangegeven in hoeverre een logistiek concept is opgesteld, met andere
woorden: in welke mate zijn de hier genoemde elementen vastgelegd.
* In een drietal bedrijven is sprake van een projectmatige besturing. Een projectmanager is dan
verantwoordelijk voor de afronding van de order binnen de afgesproken termijn met de vastge
stelde middelen. Dergelijke projecten zijn vaak uniek voor de organisatie door het klantspecifieke
karakter. Er kan dan ook slechts in beperkte mate gebruik gemaakt worden van ervaringscijfers
voor planning. Tevens bestaan dergelijke projecten uit een groot aantal suborders (of klantenor
derregels), waarin gedurende het ordertraject vaak nog wijzigingen optreden. De besturing is
door de samenstelling en omvang van de projecten en het ontbreken van ervaringscijfers zeer
complex.
De kerngegevens worden per pilot besproken in de volgende overzichten
191
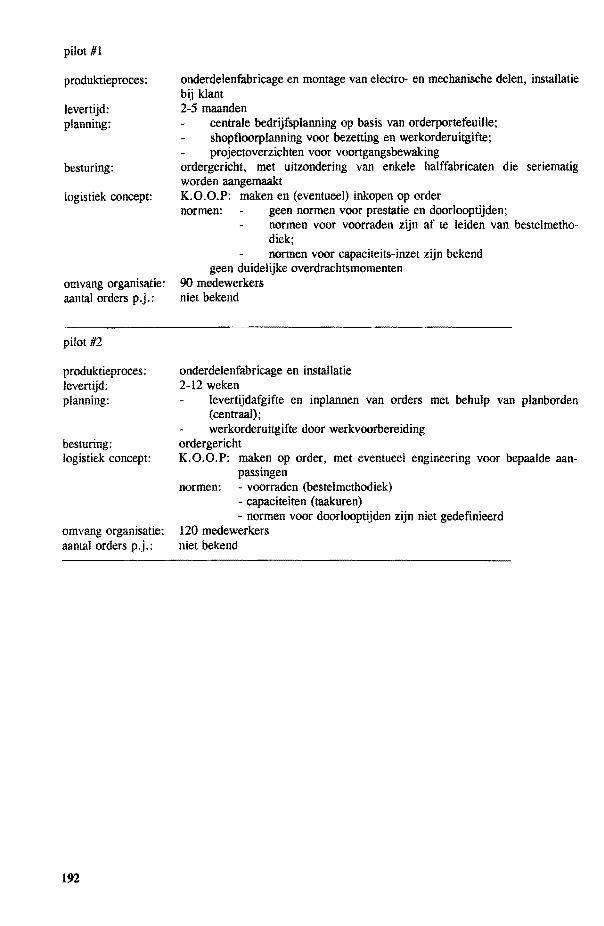
pilot #1
produktieproces:
levertijd: planning:
besturing:
logistiek concept:
omvang organisatie: aantal orders p.j.:
pilot #2
produktieproces: levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
192
onderdelenfabricage en montage van electro- en mechanische delen, installatie bij klant 2-5 maanden
centrale bedrijfsplanning op basis van orderportefeuille; shopfloorplanning voor bezetting en werkorderuitgifte; projectoverzichten voor voortgangsbewaking
ordergericht, met uitzondering van enkele halffabricaten die seriematig worden aangemaakt K.O.O.P: maken en (eventueel) inkopen op order normen: geen normen voor prestatie en doorlooptijden;
normen voor voorraden zijn af te leiden van bestelmethodiek; normen voor capaciteits-inzet zijn bekend
geen duidelijke overdrachtsmomenten 90 medewerkers niet bekend
onderdelenfabricage en installatie 2-12 weken
levertijdafgifte en inplannen van orders met behulp van planborden (centraal); werkorderuitgifte door werkvoorbereiding
ordergericht K.O.O.P: maken op order, met eventueel engineering voor bepaalde aan
passingen normen: voorraden (bestelmethodiek)
- capaciteiten (taakuren) - normen voor doorlooptijden zijn niet gedefinieerd
120 medewerkers niet bekend
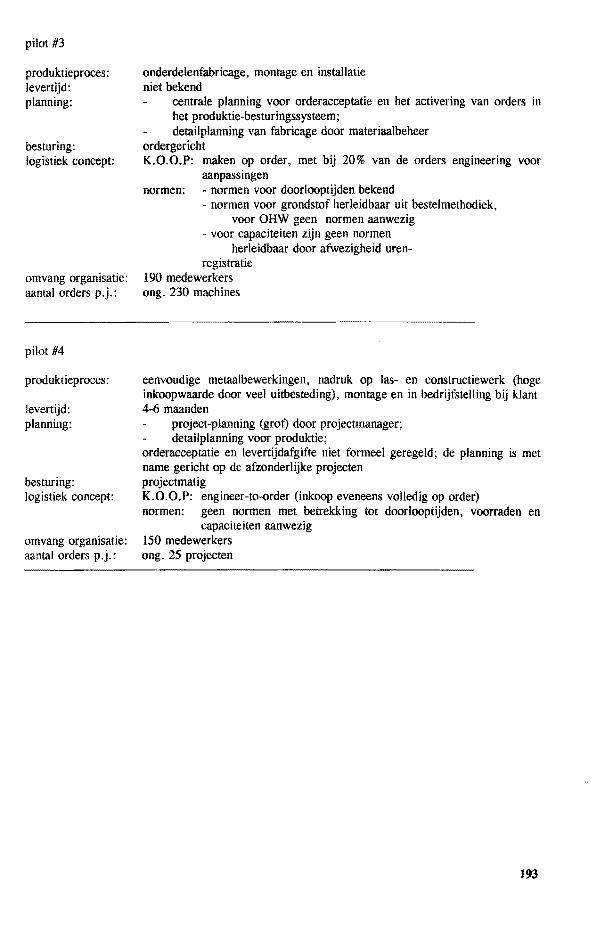
pilot #3
produktieproces: levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
pilot #4
produktieproces:
levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
onderdelenfabricage, montage en installatie niet bekend
centrale planning voor orderacceptatie en het activering van orders in het produktie-besturingssysteem; detailplanning van fabricage door materiaalbeheer
ordergericht K.O.O.P: maken op order, met bij 20% van de orders engineering voor
aanpassingen normen: - normen voor doorlooptijden bekend
- normen voor grondstof herleidbaar uit bestelmethodiek, voor OHW geen normen aanwezig
- voor capaciteiten zijn geen normen herleidbaar door afwezigheid uren-
registratie 190 medewerkers ong. 230 machines
eenvoudige metaalbewerkingen, nadruk op las- en constructiewerk (hoge inkoopwaarde door veel uitbesteding), montage en in bedrijfstelling bij klant 4-6 maanden
project-planning (grot) door projectmanager; detailplanning voor produktie;
orderacceptatie en levertijdafgifte niet formeel geregeld; de planning is met name gericht op de afzonderlijke projecten projectmatig K.O.O.P: engineer-to-order (inkoop eveneens volledig op order) normen: geen normen met betrekking tot doorlooptijden, voorraden en
capaciteiten aanwezig 150 medewerkers ong. 25 projecten
193
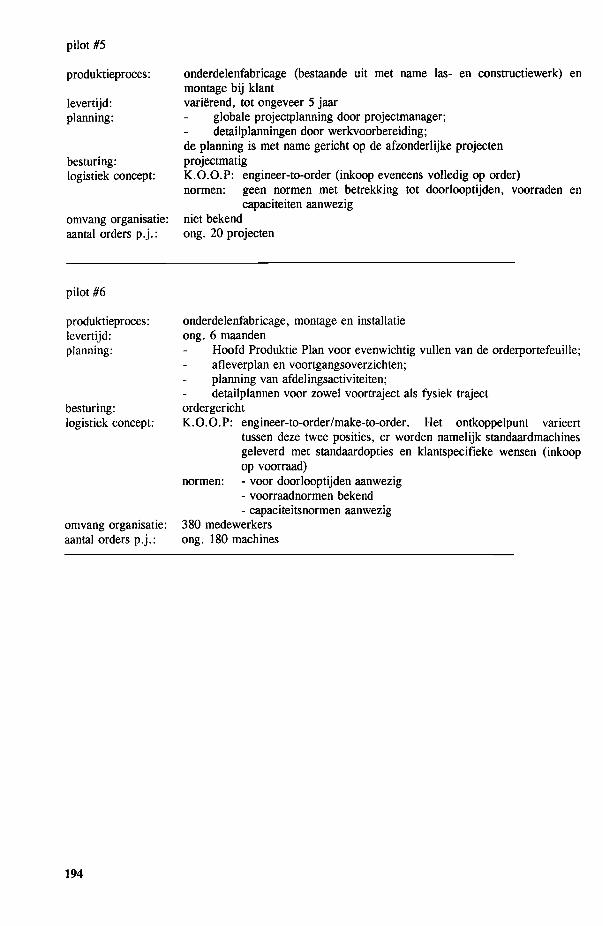
pilot #5
produktieproces:
levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
pilot #6
produktieproces: levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
194
onderdelenfabricage (bestaande uit met name las- en constructiewerk) en montage bij klant variërend, tot ongeveer 5 jaar
globale projectplanning door projectmanager; detailplanningen door werkvoorbereiding;
de planning is met name gericht op de afzonderlijke projecten projectmatig K.O.O.P: engineer-to-order (inkoop eveneens volledig op order) normen: geen normen met betrekking tot doorlooptijden, voorraden en
capaciteiten aanwezig niet bekend ong. 20 projecten
onderdelenfabricage, montage en installatie ong. 6 maanden
Hoofd Produktie Plan voor evenwichtig vullen van de orderportefeuille; afleverplan en voortgangsoverzichten; planning van afdelingsactiviteiten; detailplannen voor zowel voortraject als fysiek traject
ordergericht K.O.O.P: engineer-to-order/make-to-order. Het ontkoppelpunt varieert
tussen deze twee posities, er worden namelijk standaardmachines geleverd met standaardopties en klantspecifieke wensen (inkoop op voorraad)
normen: - voor doorlooptijden aanwezig - voorraadnormen bekend - capaciteitsnormen aanwezig
380 medewerkers ong. 180 machines
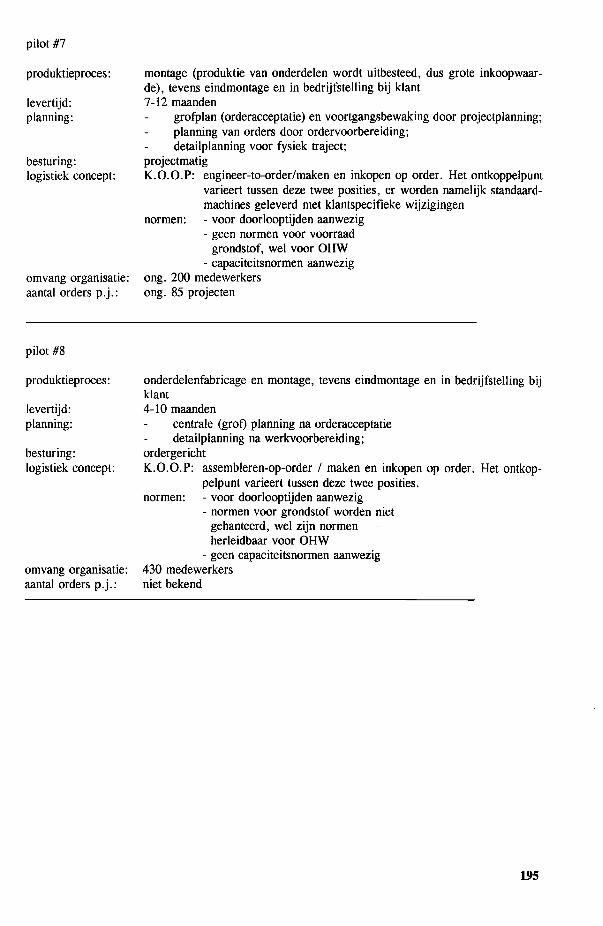
pilot #7
produktieproces:
levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
pilot #8
produktieproces:
levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
montage (produktie van onderdelen wordt uitbesteed, dus grote inkoopwaarde), tevens eindmontage en in bedrijfstelling bij klant 7-12 maanden
grofplan (orderacceptatie) en voortgangsbewaking door projectplanning; planning van orders door ordervoorbereiding; detailplanning voor fysiek traject;
projectmatig K.O.O.P: engineer-to-order/maken en inkopen op order. Het ontkoppelpunt
varieert tussen deze twee posities, er worden namelijk standaardmachines geleverd met klantspecifieke wijzigingen
normen: - voor doorlooptijden aanwezig - geen normen voor voorraad
grondstof, wel voor OHW - capaciteitsnormen aanwezig
ong. 200 medewerkers ong. 85 projecten
onderdelenfabricage en montage, tevens eindmontage en in bedrijfstelling bij klant 4-10 maanden
centrale (grot) planning na orderacceptatie detailplanning na werkvoorbereiding;
ordergericht K.O.O.P: assembleren-op-order I maken en inkopen op order. Het ontkop
pelpunt varieert tussen deze twee posities. normen: - voor doorlooptijden aanwezig
- normen voor grondstof worden niet gehanteerd, wel zijn normen herleidbaar voor OHW
- geen capaciteitsnormen aanwezig 430 medewerkers niet bekend
195
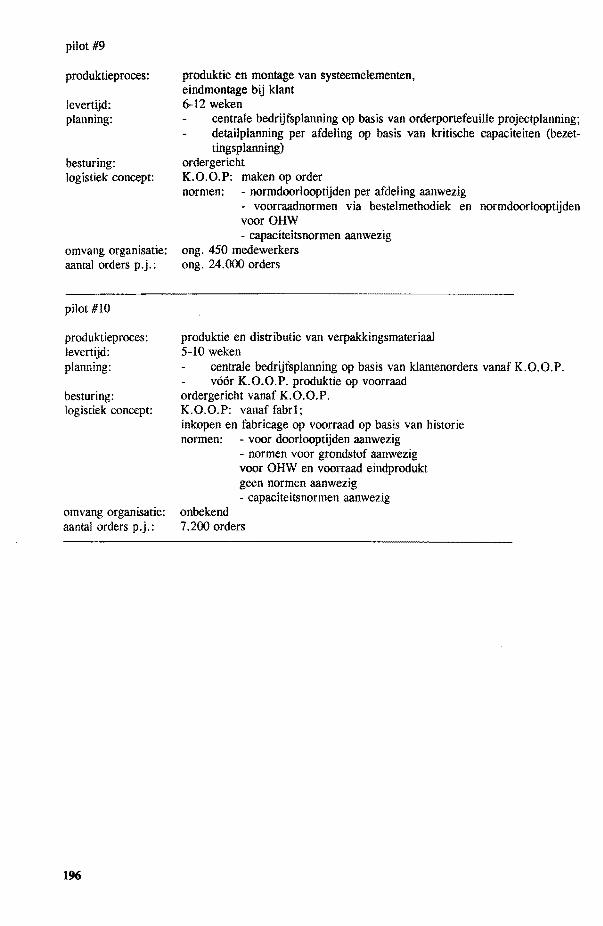
pilot #9
produktieproces:
levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
pilot #lO
produktieproces: levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
196
produktie en montage van systeemelementen, eindmontage bij klant 6-12 weken
centrale bedrijfsplanning op basis van orderportefeuille projectplanning; detailplanning per afdeling op basis van kritische capaciteiten (bezettingsplanning)
ordergericht K.O.O.P: maken op order normen: - normdoorlooptijden per afdeling aanwezig
- voorraadnormen via bestelmethodiek en normdoorlooptijden voor OHW - capaciteitsnormen aanwezig
ong. 450 medewerkers ong. 24.000 orders
produktie en distributie van verpakkingsmateriaal 5-lO weken
centrale bedrijfsplanning op basis van klantenorders vanaf K.O.O.P. vóór K.O.O.P. produktie op voorraad
ordergericht vanaf K.O.O.P. K.O.O.P: vanaf fabrl; inkopen en fabricage op voorraad op basis van historie normen: - voor doorlooptijden aanwezig
- normen voor grondstof aanwezig voor OHW en voorraad eindprodukt geen normen aanwezig - capaciteitsnormen aanwezig
onbekend 7.200 orders
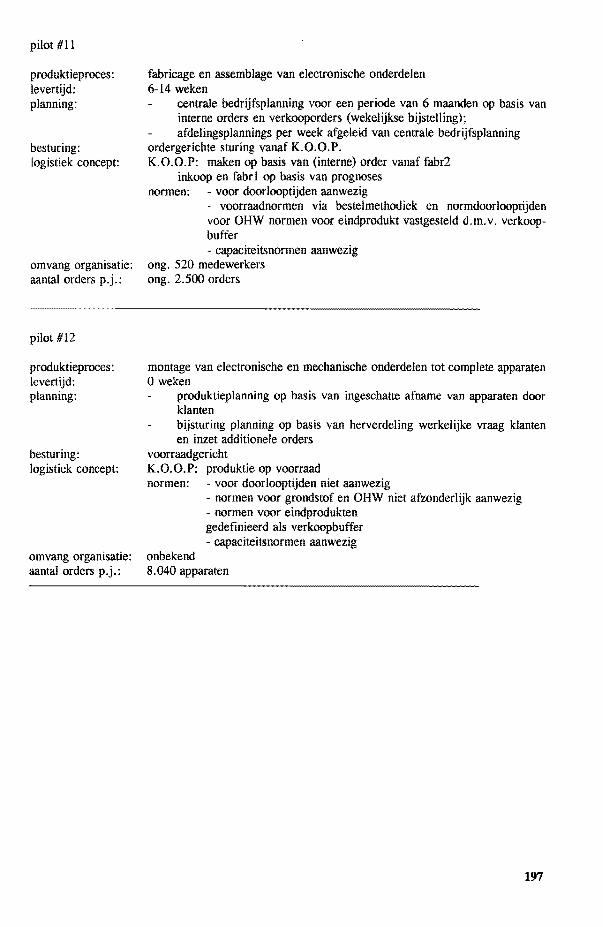
pilot #11
produktieproces: levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j. :
pilot #12
produktieproces: levertijd: planning:
besturing: logistiek concept:
omvang organisatie: aantal orders p.j.:
fabricage en assemblage van electconische onderdelen 6-14 weken
centrale bedrijfsplanning voor een periode van 6 maanden op basis van interne orders en verkooporders (wekelijkse bijstelling); afdelingsplannings per week afgeleid van centrale bedrijfsplanning
ordergerichte sturing vanaf K.O.O.P. K.O.O.P: maken op basis van (interne) order vanaf fabr2
inkoop en fabrl op basis van prognoses normen: - voor doorlooptijden aanwezig
- voorraadnormen via bestelmethodiek en normdoorlooptijden voor OHW normen voor eindprodukt vastgesteld d.m.v. verkoopbuffer - capaciteitsnormen aanwezig
ong. 520 medewerkers ong. 2.500 orders
montage van electronische en mechanische onderdelen tot complete apparaten 0 weken
produktieplanning op basis van ingeschatte afname van apparaten door klanten bijsturing planning op basis van herverdeling werkelijke vraag klanten en inzet additionele orders
voorraadgericht K.O.O.P: produktie op voorraad normen: - voor doorlooptijden niet aanwezig
onbekend
- normen voor grondstof en OHW niet afzonderlijk aanwezig - normen voor eindprodukten gedefinieerd als verkoopbuffer - capaciteitsnormen aanwezig
8.040 apparaten
197
Appendix 11 (overgedrukt uit Corbey & Tullemans [1991]
Allereerst worden de modelassumpties beschreven, daarna wordt het volledige model gepresenteerd.
Modelassumpties
Oe modelassumpties beogen een vermindering van de complexiteit van het model. dus het model zal niet alle relevante aspecten van de beslissing omvatten. Aspecten die niet in het model zijn opgenomen, moeten door de beslisser zelf worden afgewogen bij de uiteindelijke keuze! Deze assumpties zijn hieronder gespecificeerd per beslissingsalternatief; hierbij wordt tevens aangegeven waar de noodzakelijke beslissingsinformatie in de onderzochte bedrijfssituatie vandaan moest komen.
Uitbesteding via spoedorders Deze vorm van uitbesteding is relatief zeer duur; er wordt van uit gegaan, dat men daarom vanaf periode 3 uitsluitend uitbesteedt door middel van doorlooporders. Deze beslissing wordt dan gedurende de planning genomen. Spoedorders worden verder uitsluitend ingezet als reactie op allerhande verstoringen tijdens de uitvoering waardoor een onverwacht capaciteitstekort ontstaat dat realisatie van het assemblageprogramma in gevaar brengt. Prijzen van spoedorders werden niet als zodanig geregistreerd. In het model wordt daarom verondersteld dat spoedorders (slechts) een factor 1 ,5 duurder zijn dan doorlooporders.
Overwerk Er dient een juridisch onderscheid gemaakt te worden tussen 'niet-voorspelbaar' en 'voorspelbaar, meer omvangrijk overwerk'. Het produktiemanagement werd hierover geïnformeerd door de personeelsafdeling. Voor niet-voorspelbaar overwerk dient men een vergunning aan te vragen bij de Arbeidsinspectie. Deze 'vertrouwensvergunning' heeft een geldigheidsduur/maximale bindingsduur van 1 jaar en levert een bepaalde maximale capaciteitsuilbreiding op. Dit vaste contingent uren is vrij te besteden door de week alsmede op zaterdag; overwerken op zondag wordt niet toegestaan. Voor overwerk gelden van rechtswege beperkingen. Maximale werktijden van 11 uur per dag. 48 uur per week resp. 180 uur per periode. Een produktieperiode omvat 152 bruto werkuren (in tweeploegendienst). Er kan per periode maximaal 180 - 152 28 uur per periode overgewerkt worden. Dit komt overeen met maximaal drie zaterdagen per periode. De 24 uren capactteitsuitbreiding kan men ook door de week gebruiken, binnen de voornoemde beperkingen; deze laatste optie veroorzaakt een verwaarloosbaar verschil in geldstroomeffect ten opzichte van overwerk op de zaterdag. Verder wordt gemakshalve verondersteld dat voor het volgende kalenderjaar. voor de planningsperiade 14 t/m 18. dezelfde juridische bepalingen zullen gelden. Voor meer omvangrijk 'voorspelbaar' overwerk dient een afzonderlijke vergunning te worden aangevraagd. De vergunningsperiode is hierbij afhankelijk van het gewenst volume overwerk. Voor dit type overwerk geldt dus een zekere bindingstermijn en een capaciteitsuitbreiding, die op het moment van beslissing onbekend is. Om deze reden wordt dit type overwerk niet in het model opgenomen.
Wijziging van het pauzesysteem Dit alternatief betreft doorwerken gedurende de vier korte pauzes van 15 minuten binnen een dienst in de fasen van het assemblageproces die de bottleneck vormen. Dit doorwerken is mogelijk door de aanname van extra personeel. Er wordt verondersteld, dat uitzendkrachten worden ingehuurd, zodat ervaren medewerkers in de pauzes doorwerken. Dit veroorzaakt geen problemen met verplichte rusttijden van de ervaren krachten. De prijs van uitzendkrachten was bekend bij de personeelsafdeling.
Tijdelijke nachtploeg Het management moest de vereiste bezetting van een tijdelijke nachtploeg bepalen. Deze bezetting bepaald het blok uren capaciteitsuitbreiding en het geldstroomeffect Daarnaast bleken er praktische moeilijkheden te bestaan met het inplannen van medewerkers in een nachtploeg (manipuleren met roosters, verplichte rusttijden). In overleg met het produktiemanagement is bepaald dat de nachtploeg als reëel alternatief werd opgenomen in het model; echter wel als een sluitpost. Wegens zeer strenge juridische beperkingen wordt verondersteld dat een nachtploeg slechts eenmaal binnen de beslissingshorizon mag worden ingezet en wel gedurende maximaal een halve produktieperiode. Gemakshalve wordt verondersteld dat dit twee weken binnen dezelfde periode zullen zijn.
198
Uitbesteding via doorlooporders Dit type uitbesteding kent een bindingsduur van vier perioden, dat wil zeggen deze uitbesteding is een externe capaciteitsreservering gedurende vier perioden. De variabele E(t) omvat een maximale reservering; deze maatregel levert daarmee een variabel blok uren capaciteit op en genereert een variabel blok uitgaven. Uitgaven als gevolg van annulering van capaciteit worden niet in ogenschouw genomen. Actuele informatie over de prijs van uitbesteding werd verstrekt door de inkoopafdeling.
Inzet van een roulerend drieploegensysteem Bij de bezetting van dezè derde ploeg kan niet worden afgeweken van de bezetting in het tweeploegensysteem. Het aantal uren capaciteitsuitbreiding betreft de normale bezetting. De derde ploeg is gedurende 13 perioden actief, doch levert voor 12 perioden (bedrijfsvakantie) capaciteit op. Dus per periode 1535/12 = 125 netto uren. De uitgaven zijn berekend over de gehele bindingsduur van 13 perioden.
Definitie van variabelèn De beslissingsvariabele X(t) representeert de beslissing op het tijdstip 'nu' om in periode t de maatregel X in te voeren. Anders gezegd: X(t) heeft betrekking op de geprojecteerde inzet van maatregel X in periode t. Men zal dan gedurende een tijdsbestek van minimaal de economische bindingstermijn aan maatregel X gebonden zijn. Het invoeren van maatregel X genereert een blok ondeelbere uitgaven. Reactietijd en bindingstermijn van de alternatieven zijn opgenomen in tabel 1 (paragraaf 4.2).
U(t) uitbesteding via spoedorders in periode t, t = 1,2. Waardenbereik is continu.
O(t) Overwerk op zaterdag in periode t. t = 1 ,2, ... , 18. Het waardenbereik is integer ( = geheeltallig).
N1 (t). N2(t) tijdelijke nachtploeg gedurende een of twee aaneengesloten weken in periode t, t 2,3, ... ,18. De tijds-index t wordt gedefinieerd vanaf periode 2, aangezien de reactietijd één bedraagt. De nachtploeg kan daarom pas geëffectueerd worden vanaf periode 2. Het waardenbereik is binair ( = nul of één). Zoals zal blijken kunnen via deze binaire variabelen de blokeffecten eenvoudig gemodelleerd worden.
E(t) = uitbesteding via doorlooporders in periode t t = 3.4, .. , 18. Waardenbereik: continu.
P(t) wijziging van het pauzesysteem in periode t. t = 2,3, ... , 18. Waardenbereik is integer.
D(7) roulerende drieploegendienst in periode 7. Waarden bereik: binair. De variabele kan in periode 7 geëffectueerd worden. Op het actuele beslismoment is uitsluitend de beslissing om het roulerend drieploegensysteem in periode 7 in te voeren relevant.
Volgens de zogenaamde 'rollend plan'-aanpak wordt er periodiek beslist over de eerste periode beslissingen: U1, 01, P2, N1 (2), N2(2), E3 en D7.
Het lineaire programmeringsmodel
Prijzen van maatregelen die betrekking hebben op de praktijksituatie worden niet gepubliceerd. Merk op dat iedere wijziging in reactietijd en bindingstermijn de structuur van het model verandert en noodzaakt tot een nieuwe optimalisatie. Opmerking over de syntax: (X(t)) zijn continue variabelen; [X(t)] integers; [ [X(t)]] binaire variabelen.
199
Objectfunctie MINI { u (U1 + U2) + 0 [01 + 02 + 03 + 04 + 05 + 06 + 07 + 08 + 09 + 010 + 012 + 013 + 014 + 015 + 016 + 017 + 018] -1
p [P2 + P3 + P4 + P5 + P6 + P7 + P8 + P9 + P1 0 + P12 + P13 + P14 + P1 5 + P16 + P17 + P18) + n[ [ N1(2) + N1(3) + N1(3) + N1(4) + N1(5) + N1(6) + N1(7) + N1(8) + N1(9) + N1(10) + N1(11) + N1(12) + N1(13) + N1(14) + N1(15) + N1(16) + N1(17) + N1(18))) + 2n [ [ N2(2) + N2(3) + N2(3) + N2(4) + N2(5) + N2(6) + N2(7) + N2(8) + N2(9) + N2(10) + N2(11) + N2(12) + N2(13) + N2(14) + N2(15) + N2(16) + N2(17) + N2(18) ]) + d [ [ 07] ] + e (E3 + E4 + E5 + E6 + E7 + E8 + E9 + E10 + E12 + E13 + E14 + E15 + E16 + E17 + E18)}
Lineaire constraints
Upperbounds Overwerk is gedurende maximaal drie zaterdagen binnen een produktieperiode toegestaan op grond van een door de Arbeidsinspectie verstrekte overwerkvergunning; reactiet•jd en bindingstermijn zijn 1 periode.
01 < = 3 02 < 3 03 < 3 04 < 3 05 < 3 06 < 3 07 < = 3 oa < = 3 09 < = 3 010 < = 3 011 < 3 012 < 3 013 < 3 014 < = 3 015 < = 3 016 < = 3 017 < = 3 018 < = 3
Pauzesysteem: er wordt per dienst een uitzendkracht ingezet; in een tweeploegensysteem zijn dus maximaal twee uitzendkrachten inzetbaar. De reactietijd is 1; bindingstermijn is 1 periode
P2 < = 2 P3 < = 2 P4 < =2 P5 < = 2 P6 < = 2 P7 < = 2 P8 < = 2 P9 < 2 P10 < = 2 P12 < = 2 P13 < = 2 P14 < = 2 P15 < = 2 P16 < = 2 P17 < = 2 P18 < 2
200
Programmerealisatie: via de inzet van flexibele capaciteitsverruimende maatregelen dient de totale capaciteitsbeschikbaarheid de behoefte aan capaciteit te dekken; het rechterlid van de onderstaande ongelijkheden betreft het verwachte capaciteitstekort per periode.
PER1: U1 + 8 01 > 50 PER2: U2 + 8 02 + 32,5 N1 (2) + S5 N2(2) + 20 P2 > = 100 PER3: E3 + 8 03 + 32,5 N1 (3) + 65 N2(3) + 20 P3 > = 200 PER4: E3 + E4 + 8 04 + 32.5 N1 (4) + S5 N2(4) + 20 P4 > = 0 PER5: E3 + E4 + E5 + S 05 + 32.5 N1 (5) + S5 N2(5)
+ 20 P5 > 25 PERS: E3 + E4 + E5 + E6 + 8 OS + 32,5 N1 (S) + 65 N2(6)
+ 20 PS> 25 PER7: E4 + E5 + ES + E7 + 8 07 + 32,5 N1 (7) + 65 N2(7)
+ 20 P7 + 125 07 > = 50 PERS: E5 + ES + E7 + ES + 8 08 + 32,5 N1 (S) + S5 N2(S)
+ 20 PS + 125 D7 > = 75 PER9: E6 + E7 + ES + E9 + S 09 + 32,5 N1 (9) + S5 N2(9)
+ 20 P9 + 125 D7 > = 0 PER10: E7 +ES+ E9 + E10 + S 010 + 32,5 N1(10) + 65 N2(10)
+ 20 P10 + 125 D7 > = 100 PER11: ES + E9 + E1 0 + E11 + S 011 + 32,5 N1 (11) + 65 N2(11)
+ 20P11 + 125D7 > = 100 PER12: E 9 + E1 0 + E11 + E12 + 8 012 + 32,5 N1 (12) + S5 N2(12) PER13: E1 0 + E11 + E12 + E13 + S 013 + 32.5 N1 (13) + 65 N2(13) PER14: E11 + E12 + E13 + E14 + S 014 + 32.5 N1(14) + 65 N2(14) PER15: E12 + E13 + E14 + E15 + 8 015 + 32,5 N1(15) + 65 N2(15) PER16: E13 + E14 + E15 + E16 + 8 016 + 32,5 N1(1S) + 65 N2(16) PER17: E14 + E15 + E16 + E17 + S 017 + 32,5 N1(17) + 65 N2(17) PER1S: E15 + E16 + E17 + E1S + 8 018 + 32,5 N1(1S) + 65 N2(1S)
+ 20 P12 + 125 07 > = 200 + 20 P13 + 125 07 > + 20 P14 + 1 25 D7 > + 20 P15 + 125 07 > + 20 P16 + 125 07 > + 20 P17 + 125 07 > + 20 P18 + 125 07 >
= 100 100
= 200 = 200
200 = 200
Juridische beperking: de nachtploeg mag slechts eenmaal binnen de planningshorizon ingezet worden; dan heeft men nog de keuze om deze gedurende 1 of 2 aaneengesloten weken in te zetten.
INZETNPL: + N1 (2) + N1(3) + N113) + N1 (4) N1 (5) + N1 (6) + N1 (7) + N1 (8) + N1 (9) + N1 (10) + N1 (11) + N1(12) + N1(13) + N1(14) + N1(15) + N1(16) + N1(17) + N1(1S) + N2(2) + N2(3) + N2(3) + N2(4) + N2(5) + N2(6) + N2(7) + N2(8) + N2(9) + N2(10) + N2(11) + N2(12) + N2(13) + N2(14) + N2(15) + N2(16) + N2(17) + N2(1S) < = 1
Combinatorische beperking: de tijdelijke nachtploeg en een roulerend drieploegensysteem sluiten elkaar uit; dit geldt uiteraard vanaf periode 7.
NPLOPL7-18: N1(7) + N1(8) + N1(9) + N1(10) + N1(11) + N1(12) + N1(13) + N1(14) + N1(15) + N1(16) + N1(17) + N1(18) + N2(7) + N2(8) + N2(9) N2(10) + N2(11) + N2(12) + N2(13) + N2(14) + N2(15) + N2(16) + N2(17) + N2(1S) + 07 < = 1
Resumerend bevat dit complexe model SS variabelen, waarvan 70 integers. en 55 restricties.
201
Curriculum Vitae
Michael Corbey werd op 3 april 1963 geboren te Hoensbroek. In 1981 behaalde hij het
diploma Gynmasiwn-6 aan het Bisschoppelijk College Schöndeln te Roermond. In datzelfde
jaar ging hij Technische Bedrijfskunde studeren aan de Technische Universiteit Eindhoven.
Gedurende en na het kandidaatstraject was hij onder meer werkzaam als student-assistent
Management Accounting bij de vakgroep Bedrijfseconomie en Marketing; dezelfde vakgroep
waarbij hij in februari 1988 afstudeerde. Het afstudeerproject (lnventory in an MRP-controlled Assembly Finn) stond onder begeleiding van drs. H.J.M. van der Veeken.
In Maart 1988 trad hij in part-time dienstverband bij eerdergenoemde vakgroep. Dit werk
combineerde hij met werkzaamheden in een groot industrieel bedrijf, en later, gedurende
enige tijd, in de advisering. Van januari 1991 tot januari 1993 was hij voltijds wetenschap
pelijk onderzoeker. Op 1 januari 1993 trad hij als Universitair Docent Algemene Bedrijfseco
nomie in dienst van de Faculteit Economische Wetenschappen van de Katholieke Universiteit
Brabant (KUB) in Tilburg.
Over het onderwerp Logistiek Management en Management Accounting publiceerde hij
(samen met anderen) al eerder in onder meer de tijdschriften International Joumal of Production Economics [1991, 1992, 1993], Bedrijfskunde [1989, 1991], MAB Maandblad voor Accountancy en Bedrijfseconomie [1993], Tijdschrift voor Inkoop en Logistiek [1991,
1992] en TAC Tijdschrift voor Administrateurs en Controllers [1992, 1993].
202