Ironmaking SS
459
Smarajit Sarkar Department of Metallurgical and Materials Engineering NIT Rourkela 1
-
Upload
anjaniakula -
Category
Documents
-
view
25 -
download
5
description
ironmaking
Transcript of Ironmaking SS

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 1/458
Smarajit Sarkar Department of Metallurgical and Materials Engineering
NIT Rourkela
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 2/458
Ahindra Ghosh and Amit hatterjee! Ironmaking and Steelmaking Theor" and #ractice$ #rentice%
&all of India #ri'ate (imited$ )**+
Anil ,- .is/as! #rinciples of .last 0urnace Ironmaking$ S.A #ulication$1222
R-&-Tupkar" and 3-R-Tupkar"! An Introduction to Modern Iron Making$ ,hanna #ulishers-
R-&-Tupkar" and 3-R-Tupkar"! An Introduction to Modern Steel Making$ ,hanna #ulishers-
Da'id &- 4akelin 5ed-6! The Making$ Shaping and Treating of Steel 5Ironmaking 3olume6$ The
AISE Steel 0oundation$ )**7-
Richard 8-0ruehan 5ed-6! The Making$ Shaping and Treating of Steel 5Steeelmaking 3olume6$ The
AISE Steel 0oundation$ )**7-
A-Ghosh$ Secondar" Steel Making 9 #rinciple : Applications$ R #ress 9 )**1- R-G-4ard! #h"sical hemistr" of iron : steel making$ E(.S and Ed/ard Arnold$ 12;)-
0-#-Edneral! Electrometallurg" of Steel and 0erro%Allo"s$ 3ol-1 Mir #ulishers$12<2
.- =>turk and R- 8- 0ruehan$! ?,inetics of the Reaction of Si=5g6 /ith aron Saturated Iron?!
Metall- Trans- .$ 3ol- 1;.$ 12+@$ p- 1)1-
.- =>turk and R- 8- 0ruehan! ?The Reaction of Si=5g6 /ith (iuid Slags$B Metall- Trans-.$
3olume 1<.$ 12+;$ p- C2<- .- =>turk and R- 8- 0ruehan!B-Transfer of Silicon in .last 0urnace?! $ #roceedings of the fifth
International Iron and Steel ongress$ 4ashington D--$ 12+;$ p- 2@2-
#- 0- Nogueira and R- 8- 0ruehan!B .last 0urnace Softening and Melting #henomena % Melting
=nset in Acid and .asic #ellets?$ $ ISS%AIME lronmaking onference$ )**)$ pp- @+@-
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 3/458
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 4/458
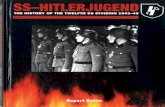
The Blast Furnace route is the dominant route for theproduction of iron for steel making.
India produces around 67 million tonnes of crude steel peranum out of which 57% is from the pig iron produced
through the blast furnace.
The respective gures are !"## million tonnes and 7$.5%world wide.
verage coke consumption in Indian blast furnace is around55#&6##kg'T()
*espective gure for advanced countries is around +5#&"##kg'T()
verage ,i content in pig iron is #.-&!.#% in India. *espective gure in advanced countries is #."&#.6%.
INTRODUCTION
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 5/458
.-0- process is the first step in #roducing Steel
0rom Iron =ide-
This 4ould remain so proal" at least for the firstuarter of the centur" despite
◦ Speed" depletion of oking coal reser'es
◦ Enhanced adoption of alternate routes for iron making forultimate con'ersion to steel-
@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 6/458
The .-0- /orks on a counter current principle Ascending hot gases meet Descending solid
charge The charge includes Iron earing materials 5ore$
sinter$ pellets6$ coke : flu 5(ime stone$ Dolomite6 The ascending gases cause reduction of Iron
oide in the Iron earing materials /hileprogressi'el" heating it-
The result is #roduction of ◦ (iuid slag◦ (iuid Metal
◦ .-0- Gas of considerale calorific 'alue
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 7/458
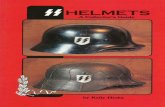
#.-&#.6t0.5-0.6t1.7-1.8t
2500 m3
0.6t1t
FuelReducing agent u!!l"ermeable bed/spacer0
3200m3
+80kg dust
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 8/458
An iron last furnace produces pig iron of the follo/ing
composition!
0e%2)-+ F$ %C-+F$-Si%)-1F$ #%*-2F and Mn%*-7F
The ore smelted anal">es as follo/s!
0e)
=C
%<+F$ Si=)
%+-7F$ Al)
=C
%@F and rest is
Mn= $#)=@ etc-
Assume that 22-@F of the iron ore is reduced and *-@F
slagged- alculate the /eight of ore used to produce 1
ton of pig iron-
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 9/4582

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 10/4581*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 11/45811

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 12/4581)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 13/4581C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 14/458
All the reduced elements join the metal- A t"picalcomposition of the Metal 5Iron6 produced in .last0urnace is presented elo/.
17

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 15/458
The Slag is a lo/ melting chemical compound formed "
the chemical reaction of the gangue and the flu in thecharge-
All unreduced ones join the slag
The major constituents of the slag include the follo/ing◦ Al)=C 9 )*-7@F
◦ a= 9 C)-)CF◦ Si=) 9 CC-*)F
◦ Mg= 9 2-2@F◦ S 9 *-+2F
◦ Mn= 9 *-@7F◦ Ti=) 9 1-*1F
◦ 0e= 9 *-71F◦ ,)=Na)* 9 1F
◦ T#ace O$ide % 0.5&
5urtse" TATA STEE(6
1@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 16/458
1;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 17/458
Smarajit Sarkar Department of Metallurgical and Materials Engineering
NIT Rourkela
1<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 18/458
.last furnace producti'it" depends upon an optimum gas
through flo/ as /ell as smooth and rapid urden descent-
The character of the gas and stock mo'ements is intimatel"
associated /ith the furnace lines-
The solid materials epand due to heating as the" descend
and their 'olume contracts /hen the" egin to soften and
ultimatel" melt at high temperatures in the lo/er furnace-
1+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 19/458
A further 'olume contraction occurs /hen the solid coke urns
efore the tu"eres-
An enormous 'olume of the comustion gas has to ule
through the coke grid irrigated /ith a mass of liuid metal and
slag-
An optimum furnace profile should cater to the ph"sical and
chemical reuirements of counter flo/ of the descending solid$
'iscous past" or liuid stock and the ascending gases at all
places from the hearth t( t)e t(!
c(nt*
12

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 20/458
=nl" then$ an optimum utili>ation of the
chemical and thermal energies of the
gases as /ell as a smooth$ uniform and
maimum iron production /ith minimumcoke rate /ill e reali>ed-
)*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 21/458
o In an integrated steel /orks the capacit" of the
Blast Furnace depends upon The capacit" of the /orks- The process of steelmaking adopted-
The ratio of hot metal and steel scrap in thecharge-
onsumption of foundr" iron in the /orks- (osses of iron in the ladle and the casting
machine- The numer of furnaces to e installed
)1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 22/458
))

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 23/458
Stock line! The distriution pattern at the top-
harge or stock le'el in the furnace throat
The materials or the stock or the urden should
e properl" distriuted for uniform distriution of
the ascending gas-
Zero stock line! &ori>ontal plane formed "
ottom of ig ell /hen closed- ;ft stock le'el forinstance located ;ft elo/ >ero stock line-
)C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 24/458
It is the 'olume of .last 0urnace occupied " the charge
materials and the products $ i-e- the 'olume of furnace
from the stock line to the tap hole-
Hseful 'olume the furnace capacit" J -H-H-3-
-H-H-3 coefficient of utili>ation of useful 'olume-
The 'alue of -H-H-3- 'aries in a /ide range from *-7+%1-@* mCKton of pig iron
)7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 25/458
3 k D)&
3Hseful 'olume
&Total heightDDiameter at the ottom of the shaft
,A coefficient usuall" lies /ith in the range of *-7<
to *-@C- &igh 'alue is for slim profile-
)@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 26/458
Total height useful height distance et/een stock lineand the charging platform 5it is go'erned " the
construction of gas off%take and charging platform$ this
dimensions 'aries from C to 7m-6
Hseful height height from the tapping hole to the stockline-
The height of the last furnace is mainl" go'erned " the
strength of the ra/ materials$ particularl" that of coke-
cont* *
);

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 27/458
The strength of the coke charged to the
furnace should e sufficient to /ithstand the
load of ra/ materials /ithout gettingcrushed- oke pro'ides permeailit"5in the
dr" as /ell as /et >ones 6and also
mechanical support to the large chargecolumn$ permitting the gases to ascend
through the 'oids-
Total height 5&6 @-@@3*-)7
Hseful height 5&*6 *-++J&
)<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 28/458
Diameter !The ell" Kosh parallel is the c"linder that
connects the tapers of the shaft and the osh-
Its diameter$ dll$ and the ratio of this diameter to
the useful or inner height of the furnace as /ellas to the diameter of the hearth pla" an
important role in the operation of the furnace-
The correct descent of the stock$ ascent of the
gas and efficient utili>ation of the chemical andthermal energies of the gas depend greatl" upon
these ratios-
)+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 29/458
The importance of an adeuate ell" diameter lies in the
fact that softening and melting of the gangue and
formation of the slag occurs in this region-
An increase in the diameter facilitates gas passage
through the stick" mass and also slo/s do/n stock
mo'ement$ thus increasing the residence time for indirect
reduction-
&o/e'er$ the ell" diameter cannot e increased
aritraril" as it is directl" related to osh angle$ osh
height$ hearth and throat diameters and useful height-
)2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 30/458
The ell" height depends upon the softenailit" of the
ferrous urden and also on the shaft angle desired-
If the slag fusion occurs at higher temperatures and in a
narro/ temperature range as in the case of pre%flued
urden$ the h"draulic resistance decreases in the
'ertical cross%section and the ell" height can e
correspondingl" reduced-
dell" *-@2 J536*-C+
&elI" *-*<J&
C*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 31/458
The hearth is designed such that its 'olumeet/een the iron notch and tu"eres is sufficient
to hold the molten metal and the slag-
The dia of hearth depends upon!
◦ The intensit" of coke consumption-
◦ The ualit" of urden-
◦ The t"pe of iron eing produced-
D hearth *-C)J 3*-7@
C1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 32/458
A 'er" approimate relationship et/een the
coke urning rate and hearth diameter isgi'en " the follo/ing euation!D c L *-@
D hearth diameter$ m
L coke throughput$ tonnesK)7hc throughput coefficient /hich 'arieset/een *-)%*-C depending upon urdenpreparation-
C)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 33/458
0or highl" prepared urden$ the 'alue of
c *-) has een achie'ed in modern largefurnaces -
Therefore$ for a furnace planned to produce
1*$*** T&M per da" /ith a coke rate of
@** kgKT&M$ i-e-$ a coke throughput of
@$*** tonnes per da"$ the hearth diameter
should e aout 17-1 m-
The 'alue /ill e )1-) m if the 'alue ofc*-C-
CC

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 34/458
4ith increasing diameter of the hearth$the gas penetration must e ensured
" pro'iding adeuate edpermeailit" /ith the use ofmechanicall" strong$ rich$ pre%flued
urden of uniform si>e and lo/ slagulk as /ell as strong lump" coke-
The &earth height should e 10% of thetotal height of the furnace
C7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 35/458
The shaft height must e sufficient to allo/ theheating$ preparation and reduction of ore efore
the urden reaches the osh- In the upper
regions of the shaft $ 'olume changes due to
increase in temperature and caron deposition-
These demand an out/ard atter for smooth
flo/ of materials- In the lo/er region of the
shaft $ the material starts fusing and tends tostick to the furnace /all- So to counteract the
/all drag an out/ard utter is necessar"-
C@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 36/458
Stack height &stack *-;C &% C-) m
Stack angle
The stack angle usuall" ranges from 85 0 to 87 0
5i6 85 0 for /eak and po/der" ores
5ii6 86 0 for miture of strong and /eak$ lump" or
fine ores5iii6 87 0 for strong$ lump" ore and coke-
C;
The 'ariations in the angles are necessar"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 37/458
The 'ariations in the angles are necessar"
for otaining an adeuate peripheral flo/
/hich is an essential pre%reuisite for
forcing of the last furnace-Since the ore hump is located in the
intermediate >one and it mo'es almost
'erticall" do/n/ards pushing the lightercoke to/ards the /all and the ais-
A smaller shaft angle in the case of /eak
and po/der" ore helps to loosen theperipher"-
C<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 38/458
Stack angle can e calculated from the formula
Stack angle 56 ot%15D%d1K)Stack &eight6
4here$ D .osh parallel Diameter
d1 Throat Diameter
.osh angle can e calculated from the formula
.osh angle 5O6 ot%15D%dK).osh &eight6
4here$ D .osh parallel Diameter
d &earth Diameter
C+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 39/458
4hen the ra/ materials are charged into the
last furnace$ little 'olume change takes placefor a fe/ meters of their descent and hence the
/alls of the throat are generall" parallel Throat diameter can not e too small as it has to
allo/ the enormous 'olume of the gas to passthrough at a reasonal" lo/ 'elocit" to maintain
adeuate solid gas contact and to decrease the
dust emission$ throat hanging and channeling- ont--
C2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 40/458
Throat diameter can not e too /ide as itma" compact the charge- A certain
'elocit" and lifting po/er of gas is
necessar" for losening the charge at top-
T)#(at Diamete# d t)#(at +0.5, 0.35
)e#e/ + ueul (lume
7*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 41/458
A considerale amount of slag and iron descends tothe hearth through the inter%tu"ere >ones- If the" do
so /ithout ha'ing een adeuatel" heated$ the
thermal state of the hearth ma" e distured /ith
attendant high sulphur in iron$ sluggish slag
mo'ement$ erratic metal anal"sis$ freuent tu"ere
urning$ etc-
71

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 42/458
The distance et/een the adjacent tu"eres
around the hearth circumference should e such
as to otain$ as far as possile$ a merging of the
indi'idual comustion >ones of each tu"ere into
a continuous ring-
7)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 43/458
7C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 44/458

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 45/458
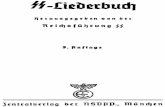
Capacity →
(THM/Day)
Parameter↓
2000 3000 5000
Useful Vlume (m3) !"00 2550 #250
Ttal Hei$%t (m) 33&0' 3&# #!&22
Useful Hei$%t (m) 2&!! 32&0' 3&2"
*s% Parallel Dia (m) & !!&2 !#&!!
*s% Parallel Hei$%t (m) 2&32 2&55 2&'
*s% Hei$%t (m) #&3" #&'! 5&##
Heart% Dia (m) &! !0&2 !3&"#
Heart% +rea (m2) 5&0# 3& !#'&2"
Heart% Hei$%t (m) 3&30' 3&# #&!22
,tac-/,%aft Hei$%t (m) !"&# !&"" 22&""
T%rat Dia (m) &'" "&'5 &2
*s% +.$le (0) '#&32 '5&'# ''&05
,tac- +.$le (0) '5 '#&55 '3&
s& f Tuyeres 20 25 3#
7@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 46/458
7;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 47/458
This is a unique design in which
large bell is replaced by a distributor
chute with 2 hoppers A rotating chute is provided inside
the furnace top cone
Advantages:Advantages: Greater charge distribution
fleibility !ore operational safety and
easy control over varyingcharging particles "ess wearing parts: easy
!aintenance
7<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 48/458
7+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 49/458
The ad'antages accruing from impro'ed distriution
control can e summarised as follo/s!
Increased producti'it"$ decreased coke rate$ impro'edfurnace life -
Reduced refractor" erosion
Impro'ed /ind acceptance and reduced hanging as /ell
as slips Impro'ed efficienc" of gas utilisation and its indirect
reduction
(o/er silicon content in hot metal and consistenc" in the
hot metal ualit"
Reduced tu"ere losses and minimisation of scaffold
formation
(o/er dust emission o/ing to uniform distriution of fines-
72

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 50/458
@*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 51/458
As has een made clear that e'en the most efficient of the
modern last furnace /ould produce an effluent gas containing a
significant proportion of = /hich could not e used for iron
oide reduction- The actual = content ma" 'ar" around )*%C*F
" 'olume- This has a calorific 'alue of nearl" 2** kcalKmC- The
uantit" of gas produced depends upon the amount of fuel urnt-
0or one tonne of coke urnt nearl" 7*** mC of effluent gas ma"
e produced- &ence a last furnace reuiring 1*** t of coke per
da" /ould generate nearl" 7 1*; mC of gas /ith a total energ"
content of C;** 1*; kcal /hich is nearl" eui'alent to @** t of
coke-
@1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 52/458
The effluent gas from the furnace cannot directl" e
used as a fuel since a sustantial uantit" of dust from
the urden is also discharged along /ith- It ma" lead
to accumulation of dust and /ear in the euipment
using the gas- The gas is$ therefore$ cleaned efore its
use and in so doing the sensile heat of the gas is
in'arial" lost- The chemical heat of the cleaned gas
is /hat is utilised-
@)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 53/458
The a'erage dust content ma" 'ar" in the range of 7-30 g/m3- In general
cleaning is carried out in three stages viz. coarse, semi-fine and fine
cleaning- The coarse cleaning is done in dust catchers and cyclones in
dr" condition- The dust content of the coarse cleaned gas is nearl" 5-10 g/m3-
The semi-fine cleaning is carried out in scruers$ !entury "ashers$
cyclone se#arators, centrifugal disintegrators, feld "ashers or e'en in
electrostatic precipitators- The dust content is there" reduced to 0$5-1$5
g/m3- ine cleaning is carried out mainl" " electrostatic #reci#itators or at
times " high s#eed rotary disintegrators$ The dust content is there"
reduced do/n to 0&01 g/m3 The semi%fine and fine cleaning is carried out
either in /et or dr" condition- 4et methods are generall" preferred to dr"
methods for their etter efficienc" and smooth /orking-
@C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 54/458
@7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 55/458
T/o adjacent uptakes are joined together to form one single duct
and the t/o such ducts$ thus formed$ are connected to form onl"
one duct /hich carries the gas do/n/ards into the dust catcher-
The do/ncoming pipe or duct is called do/ncomer -
A leeder 'al'e is a safet" de'ice$ /hich opens automaticall" or is
opened$ to release etra pressure de'eloped inside the furnace andthere" eliminate the danger of eplosion-
The uptakes and the do/ncomers are steel pipes and are lined
from inside /ith firericks- The si>es of the uptakes and
do/ncomers and the angle of their joints are such that gas flo/s out
of the furnace smoothl" /ithout an" hindrance-
@@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 56/458
The uptakes should e located on the furnace%top
peripher" at those points /hich are not directl" 'erticall"
ao'e the iron%notch$ slag notch$ last main entrance to
the ustle pipe$ etc- These are acti'e points of the
furnace and if the uptakes are located right ao'e these
points it ma" cause une'en distriution of the gas
through the urden- The entire design should also
ensure that minimum of dust is carried form the furnace
/ith the gases-
@;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 57/458
@<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 58/458
@+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 59/458
It essentiall" consists of a tall c"lindrical structure
comprising of a comustion chamer and heatregenerator unit of checker ricks- The clean last
furnace gas is urnt in the comustion chamer
and the hot products of comustion later heat upthe checker ricks- In this case the sto'e is said to
e on 'on-gas' and is maintained on gas until the
checker ricks are heated to a certain
temperature-
@2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 60/458
0iring is stopped and cold last is passed through
checkers /hich impart the heat stored in them and
there " produce preheated last- The sto'e is
said to e 'on blast' . It can continue heating the
last till a certain minimum temperature of the
last is otainale- The sto'e is again put on gas
and the c"cle is repeated-
;*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 61/458
The sto'e design and the numer of sto'es$ emplo"ed
should ensure a stead" suppl" of preheated last to thefurnace- This dut" demands that the amount of heat
generated " /a" of comustion of gas per unit time
should e adeuate to heat up the reuired amount of
last to the reuired temperature per unit time$ taking
into account the usual efficienc" of heat transfer 'ia
checker s"stem and the usual heat losses from the
s"stem.
;1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 62/458
The thermal efficienc" of the sto'e 'aries et/een
<@%2*F- The checker /ork cools more rapidl"
/hereas it takes longer time to heat it up- In practice
a sto'e ma" e on gas for )%7 hours and on last for
1%) hours- 0or an uninterrupted stead" suppl" of
last at specified temperature therefore a atter" of
at least three sto'es is necessar"- A t/o sto'e
s"stem is uite unsatisfactor" and hence three or
four sto'e s"stem is preferred-
;)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 63/458
The checker/ork has to asor maimum heat at faster rate /hile
heating and should desor heat euall" rapidl" to the incoming coldlast- The larger the /eight of ricks the more /ill e its heat storing
ca#acity& The larger is the surface area eposed as flues the faster is
the heat echange /ith gas- The ricks should ha'e maimum /eight
/ith maimum surface area of flues i.e. maimum openings to allo/ free
passage of gases- 't has een found that a ratio of "eight of ricks
in kilogram to heating surface in s(uare metres of aout 5-) in
minimum& .elo/ this structural difficulties ma" arise-
;C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 64/458
The checker ricks are supported on steel grids /hich in turn
are supported " cast iron or steel columns- Since the
maimum temperature during comustion is generated near
the dome and since the top portion of checker ricks ha'e to
stand higher temperatures$ /ith progressi'el" decreasing
'alue do/n/ards$ the ualit" of checker ricks used also 'er"
accordingl"- &ea'" dut" firericks are essential for dome
construction- The top C%; m height of the checkers is made up
of higher alumina ricks or semi%silica ricks /hile the
remainder as of good ualit" firericks-
;7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 65/458
;@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 66/458
#.-&#.6t0.5-0.6t1.7-1.8t
2500 m3
0.6t1t
FuelReducing agent u!!l"ermeable bed/spacer0
3200m3
+
80kg dust
;;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 67/458
;<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 68/458
;+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 69/458
;2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 70/458
*ichness! Richness means the percentage ofmetallic iron in the ore- e-g- In order to produce atonne of pig iron aout1-@tonnes of ore is reuiredin Australia 5;+F 0e6$ aout ) tonnes are reuired
in India 5@@%;*F6 and nearl" C tonnes are reuiredin H-,- 5C*%C@F6
+om#osition of the gangue ! Thecomposition of gangue associated /ith an ore
ma" reduce the 'alue of an other/ise rich ore orin some case ma" e'en enhance that of a leanore-
<*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 71/458
e-g- 3alue of an ore is drasticall" reduced " the
presence of alkali oides $ reduced to some etent
" the presence of alumina and is in fact
enhanced " the presence of lime andKor
magnesia-
ocation! The location of an ore$ oth
geographical and geological$ is 'er" important
reatment and #re#aration needed
efore smelting
<1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 72/458
old strength #orosit" Decrepitation (o/%temperature reakdo/n under reducing
conditions 5(T.6 &ot compression strength Softening temperature and range S/elling and 'olume change &igh%temperature ed permeailit" under
compressi'e load and reducing conditions-
<)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 73/458
old strength measurement comprises of tumler or
drum test for aradiilit"$ shatter test for impact and
compression test for load during storage-
umler or drum test. It measures the susceptiilit" of
ferrous materials 5coke as /ell6 to reakage due to
arasion during handling$ transportation$ charging on to
the last furnace ells as /ell as inside the furnace itself-
'n this test$ a certain /eight of the material /ithin a
selected si>e range is rotated in a drum of gi'en si>e for
a gi'en time /ith certain numer of re'olutions-
<C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 74/458
The arasion strength is gi'en " the percentage
/eight of ;-C mm sur'i'ing the test and dust
inde " the percentage of % *-; mm- 0or good
pellets the respecti'e percentages are +@%2@ and
C%<$ for sinters ;*%+* and @%1* and for ores the"
'ar" greatl"$ ;*%2@ and )%)@-
<7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 75/458
The arasion strength is gi'en " the percentage
/eight of ;-C mm sur'i'ing the test and dust
inde " the percentage of % *-; mm- 0or good
pellets the respecti'e percentages are +@%2@ and
C%<$ for sinters ;*%+* and @%1* and for ores the"
'ar" greatl"$ ;*%2@ and )%)@-
<@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 76/458
In order to minimi>e the amount of fines deli'ered to the
furnace$ a practice attracting an interest is to delieratel"
suject the materials$ especiall" coke and sinter$ to
mechanical reakdo/n and staili>e the charge$ e-g-$ "
means of 'irating screens- The" reak /here the onds are
/eak and the undersi>e screened out-
&o/e'er$ it cannot e helped if an" fines are generated
et/een charging into the skip car and then into the furnace-
<;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 77/458
In order to minimi>e the amount of fines deli'ered to the
furnace$ a practice attracting an interest is to delieratel"
suject the materials$ especiall" coke and sinter$ to
mechanical reakdo/n and staili>e the charge$ e-g-$ "
means of 'irating screens- The" reak /here the onds are
/eak and the undersi>e screened out-
&o/e'er$ it cannot e helped if an" fines are generated
et/een charging into the skip car and then into the furnace-
<<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 78/458
Shatter test! It measures the susceptiilit" to reakdo/n due to
impact during loading$ unloading and charging into the furnace-
In this test a certain /eight of material is allo/ed to fall on a steel
plate from a certain height for a pre%determined numer of times
and the amount of undersi>e measured- 0or strong sinters the
percentage 1*mm sur'i'ing is ao'e +*-
+om#ression test! It is used mainl" for pellets- #ellets$ unreduced
or reduced to 'arious degrees$ are sujected to compressi'e load at
amient or high temperatures and the percentage of @ mm "ieldmeasured and correlated /ith last furnace performance-
<+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 79/458
orosity! 4hile ores and pellets possess mostl" open pores$ in
sinters there are macro% and micro%pores as /ell as open andclosed pores 5cut off from outside and cannot e reached "
gas6-
True porosit" and hence closed porosit" can e determined from
open porosit" /hich can e measured from the true and ulk
densities-
Although reduciilit" increases /ith increasing open porosit"$ the
latter changes continuousl" during reduction on load- Generall"$
a high initial porosit" results in earlier softening of the material-
<2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 80/458
Decrepitation ! 4hen iron earing materials are suddenl"
eposed to the ehaust gas temperature at the stock le'el on
charging$ reakdo/n ma" occur due to thermal shock- This is
kno/n as decrepitation-
Eperimentall" it is measured " dropping a kno/n /eight of
material in a furnace pre'iousl" heated to a temperature le'el
of 7**;**P$ under normal atmosphere$ inert atmosphere or
under mildl" reducing conditions- After the charge attains the
temperature it is remo'ed$ cooled and sie'ed to measure the
reakdo/n-
+*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 81/458
In a t"pical test @** g of )*%7* mm si>e undried ore is
dropped in a furnace pre'iousl" heated to a temperature
le'el of 7**P and retained there for C* min under a flo/
rate of @*** litres of nitrogen per hour- The sample is
then remo'ed$ cooled and the percentage of *Q@ mm and
%@Q; *Q@ mm material in the product is determined "
sie'ing-
It is elie'ed that ores /ith more than 1*F porosit" /ill
not decrepitate-
+1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 82/458
In a t"pical test @** g of )*%7* mm si>e undried ore is
dropped in a furnace pre'iousl" heated to a temperature
le'el of 7**P and retained there for C* min under a flo/
rate of @*** litres of nitrogen per hour- The sample is
then remo'ed$ cooled and the percentage of *Q@ mm and
%@Q; *Q@ mm material in the product is determined "
sie'ing-
It is elie'ed that ores /ith more than 1*F porosit" /ill
not decrepitate-
+)
o"-em#erature reakdo"n est &&&&2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 83/458
2
It has een oser'ed in the eperimental last furnace that the iron
earing materials do disintegrate at lo/ temperatures under mildl"
reducing conditions$ that is in the upper part of the stack$ affecting
the furnace permeailit" and conseuentl" the output ad'ersel"- It is
elie'ed that deposition of caron in this region of the stack is also a
contriutor" factor although /ith sinters the reakdo/n has een
associated /ith the presence of micro%cracks-
In essence the test consists of sujecting the charge to static ed
reduction at lo/ temperatures in a rotating furnace for a fied dura
tion- The percentage of fines generated is uoted as the
(- T-.- T- inde- +C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 84/458
+7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 85/458
(ump ores$ sinter and pellets disintegrate into smaller pieces during their
do/n/ard tra'el through the last furnace o/ing to the /eight of the
o'erl"ing urden$ as /ell as arasion and impact et/een the urden
materials-
It has een found that this tendenc" gets aggra'ated /hen the oides are in
a reduced state- Reduction of hematite into magnetite occurs in the upper
stack at @**%;**P$ and this is accompanied " 'olume epansion e'en to
the etent of )@F-
This results in compressi'e stresses eing de'eloped and contriutes
significantl" to reakdo/n of the iron oides-
.last furnace operators prefer a lo/ RDI 5elo/ )+ or so6 since the ad'erse
effect of high RDI has een clearl" demonstrated in practice-
+@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 86/458
+;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 87/458
*educiility is the ease /ith /hich the o"gen
comined /ith iron can e remo'ed indirectly .
A higher reduciilit" means a greater etent of
indirect reduction that ma" e otained in the
last furnace resulting in a lo/ered coke rate
and higher producti'it"-
+<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 88/458
Reduciilit" of ferrous materials is characteri>ed " their
fractional o"gen remo'al rates in gaseous reducing
atmosphere- The percent degree of reduction or percent fractional o"gen remo'al is gi'en "
4here
n* numer of moles of o"gen originall" comined /ith iron onl"
n numer of moles of o"gen left comined /ith iron after eper i
mental time$ t-
++

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 89/458
A schematic representation of relationship et/een reduction at
7*F degree of reduction and ;*F degree of oidation le'els$
+2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 90/458
2*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 91/458
he reduction of the iron oides takes #lace in a series of
se(uential ste#s& he o!erall rate "ill e determined y the
slo"est of the #rocess or #rocesses in the series& he #ossile
consecuti!e ste#s are.
trans#ort of gaseous reductant from the ulk gas #hase to the
#article surface through a oundary gas film4
molecular diffusion of the gaseous reductant through the
#roduct layer to the reaction interface4
adsorption of the gaseous reductant at the interface1
reaction at the interface /reaction between adsorbed
reductant and o23gen of the lattice01
21

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 92/458
desor#tion of gaseous #roducts from the interface4
mass trans#ort of iron and oygen ions and transformations in the
solid #hase4 formation and gro"th of the reaction #roducts, !i&,
magnetite, "ustite and iron4 &
molecular diffusion of gaseous #roducts through the #roduct layer
to the #article surface4 ,
trans#ort of the gaseous #roducts from the #article surface
through the oundary gas film to the ulk gas #hase&
rom the ao!e #ossiilities, the rate limiting cases are.
chemical control 6 ste#s iii2 to !i2
diffusion control 6 ste#s i2 and !iii24 ii24 !i2 and !ii2
2)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 93/458
particle si>e porosit"
cr"stal structure pore si>e 'olume change impurities
2C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 94/458
Reduction of natural hematite ores " = or &) starts et/een )**%
@***$ depending upon the ph"sical characteristics and
mineralogical composition- &o/e'er$ the rate elo/ @*** is
sluggish-
&ematite is more reducile than magnetite although the amount of
o"gen to e remo'ed per unit /eight of iron is aout 1) percent
higher in the former-
The etter reduciilit" of hematite ma" e due to!
formation of porous /ustite from hematite$ easil" accessile to
reducer gas /hereas magnetite forms dense /ustite during
reduction
27

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 95/458
tendenc" of hematite to reak do/n and epose larger
surface due to epansion in 'olume during reduction to
magnetite
pores in hematite are more elongated and the microporosit"
larger magnetite has larger grain si>e and is more closel"
packed
a higher 'alue of o'erall rate constant for /ustite reduction
since the /ustite lattice formed during reduction of hematiteehiits a higher degree of disorder than that formed from
magnetite-
2@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 96/458
2;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 97/458
Since the last furnace is a counter%current process$ the tu"ere gas/ith high =%content comes into contact /ith the /ustite /hich
needs a 'er" high reduction potential for con'ersion to 0e- The
resulting lo/er potential gas$ as it ascends$ encounters magnetite
and hematite /hich reuire much smaller euilirium =K*) ratios
for reduction to lo/er oides- &ence$ the reduction of /ustite is of
prime importance in iron oide reduction$ especiall" ecause aout
<* percent of hematite o"gen is present as /ustite.
2<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 98/458
2+
The efficienc" of operation of a last furnace ma" e

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 99/458
The efficienc" of operation of a last furnace ma" e
measured in terms of coke rate /hich should of course
e as lo/ as possile- The achie'ement of a satisfactor"
coke rate depends on optimising the etent to /hich the
caron deposition reaction proceeds- If the top gas is
high in *) sensile heat is carried from the furnace as a
result of the eothermic reaction-
)==)
If on the other hand the top gas is high in =$ chemical
heat lea'es the furnace-
22

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 100/458
1**

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 101/458
1*1
he comustion of caron to its monoide yields only aout 8

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 102/458
#ercent of the total heat #ossile to e otained and only oidation to
the dioide gi!es the largest amount of heat&
his has a great significance in the last furnace #rocess "here aout
30-90 #ercent of the coke caron is oidised to +: and the rest into
+:&
'n the last furnace aout half of the heating !alue of caron is
otained for a to# gas +:/+: ratio of & he rest is carried a"ay in the
outgoing gas&
;lthough a #art of this heat is redeemed y urning the gas out of the
furnace, it means con!ersion of e#ensi!e metallurgical coke to a gas
"hich could e otained from a less !aluale fuel&
1*)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 103/458
he heat !alues in the gi!en e(uations are for #ure caron& or
a good (uality coke "ith 8)% +, the res#ecti!e !alues "ill eaout 000 and 7000 kcal/kg&coke&
+aron dioide, in the asence of caron, is stale at high
tem#eratures&
<# to aout 000=+, its thermal dissociation is small& ;t
atmos#heric #ressure, it amounts to aout #ercent&
;t high tem#eratures, caron dioide is unstale in the
#resence of caron and is reduced to caron monoide
according to the gi!en e(uation&
1*C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 104/458
his is generally kno"n as oudouard or caron gasification
reaction and is highly endothermic4 the re!erse reaction is
eothermic and is called caron de#osition reaction& he
former reaction is of etreme im#ortance for the economy and
smooth running of the last furnace& 't occurs at high
tem#eratures, ao!e aout 10000+, and therefore consumes an
enormous amount of heat in the lo"er third of the last furnace&
he caron de#osition reaction is most #ronounced at
tem#eratures 500-550=+ and conse(uently takes #lace in the
u##er #ortion of the shaft&
1*7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 105/458
1*@
Since moles of +: are #roduced from 1 mole of +:7
i lid2 th d d ti i

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 106/458
caron eing solid2, the oudouard reaction is
de#endent on #ressure&
he isoars in the #re!ious figure sho" that at any gi!en
tem#erature the e(uilirium %+07 increases "ith
increasing #ressure& he staility of +: decreases "ith decreasing
tem#erature and increasing #ressure& he maimum
instaility is et"een )00 to 800=+ as sho"n y the stee#
slo#e of the cur!es&
1*;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 107/458
he reaction !elocity ecomes so slo" elo" aout
900=+ that a negligile amount of +: is decom#osedinto +: and +&
he reaction is accelerated in the #resence of catalysts
"hich #ro!ide nucleation sites for de#osition of caron& 'n the #resence of catalysts, the re!erse of reaction
accelerates ao!e 900=+ and reaches a maimum
et"een 500-5500
+&
1*<
hemical Influence

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 108/458
It is /ell kno/n that the reduction rate of /ustite is critical in the
o'erall kinetics of iron oide reduction-
The euilirium partial pressure or concentration of =) /ould
decrease if ae:
is lo"ered " solution andKor compound
formation- &ence$ the reduction rate /ould also decrease-
1*+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 109/458
Natural ores can contain iron oides as compounds /ith gang materials$ such as$
)0e=-Si*)$ 0e=-AI
)*
C$ 0e=-r
)*
C$ 0e=-Ti=
) etc /here /ustite eists in a state of lo/
acti'it"- The acti'it" of /ustite can also decrease /hen it undergoes sintering /ith the
impurities present$ such as Si=)$ Al)=C etc-
1*2
The reduction rate of ore increases /ith increase in linear 'elocit" of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 110/458
"
the reducing gas due to the reduction of the oundar" la"er
thickness at the ulk%gasKparticle interface- After a critical gas'elocit" is reached$ there is no further increase in the rate /ith
increasing gas 'elocit" since the o'erall rate ecomes controlled or
limited " other processes- The figure sho/s that the limit is only
0&9 m/s- The figure also sho/s that the critical !elocity is
inde#endent of the degree of oidation- In last furnace$ the
linear gas 'elocit" does not affect the reduction rate since it ranges
et/een 1%)* mKs and is often eceeded-
11*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 111/458
111
0or the reduction of iron ores the reducing gas has to diffuse

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 112/458
0or the reduction of iron ores the reducing gas has to diffuse
into the interior of the od" /here transformations can occur-
In general$ the reduction rate increases /ith temperature ut
the degree depends upon the mechanism of the reaction -
The o'erall reduction rate depends upon the relati'e
contriutions of chemical control and gaseous mass
trans#ort and hence depends upon the particular reactions
occurring and the reaction temperature- Since chemical
reaction has higher acti'ation energ" than gaseous diffusion$
the former /ill increase at a muchQ greater rate /ith increase
in temperature than the latter-
11)
&ence a stage /ill arri'e /here diffusion /ill ecome rate%

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 113/458
&ence$ a stage /ill arri'e /here diffusion /ill ecome rate
controlling- Depending upon the degree of reduction$ at lo"er
tem#eratures of aout 500-)00=+, the chemical reaction
rate controls the reduction rate forming "hat is kno"n as
the kinetic region in the last furnace& ;t tem#eratures
ao!e )00=+, gaseous diffusion ecomes the dominant
rate controlling mechanism& The temperature regime in the
last furnace shaft is such that it can e assumed a >one of
mied%control eists-
11C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 114/458
Reactions /ith high acti'ation energies are 'er"
temperature sensiti'e- on'ersel"$ lo/ acti'ation
energies impl" lo/er temperature sensiti'it" of rate-
Temperature sensiti'it" of rate is more pronounced at
lo/er temperatures-
The pre%eponential factor in Arrhenius la/ has little
effect on temperature sensiti'it" of reaction rate-
117

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 115/458
11@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 116/458
In the last furnace $ the reducing gas is
predominantl" = /ith 'ar"ing amounts of
h"drogen depending upon the moisture content of
the last and other last additi'es like fuel oil or
natural gas- Stud" sho/s that a miture of = and
h"drogen appears to e a more efficient reductant
than either of them-
11;
RAW MATERIALS for BFRAW MATERIALS for BFCOKECOKE

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 117/458
Why COKE, not COAL? Why COKE, not COAL?
1.1. Natural COAL is too dense and fragile to be used in the modern BF.Natural COAL is too dense and fragile to be used in the modern BF.(a) The blast will not be able to penetrate it quickly for burning.(a) The blast will not be able to penetrate it quickly for burning.
(b) It is not strong enough to stand nearly 25 m high burden lying over(b) It is not strong enough to stand nearly 25 m high burden lying overit.it.
(c) The volatiles present will be released in the BF(c) The volatiles present will be released in the BF
However, we need C for giving heat and to reduce iron ore intoHowever, we need C for giving heat and to reduce iron ore intoiron metaliron metal
Can COAL properties be improved for this purpose?Can COALproperties be improved for this purpose?1.1. Yes, fortunately certain coals when heated out of contact with air Yes, fortunately certain coals when heated out of contact with airresult in a carbonaceous mass, which is strong, porous, volatile free,result in a carbonaceous mass, which is strong, porous, volatile free,
just suitable for use in BF. just suitable for use in BF.
This carbonaceous mass is called COKE and this coal is called This carbonaceous mass is called COKE and this coal is calledMETALLURGICAL COAL or COKING COAL.METALLURGICAL COAL or COKING COAL.
COKECOKE
11<
Reserves of metallurgical coals inReserves of metallur
gical coals inINDIAINDIA

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 118/458
Coal Fields
quality
Gross
Reserve (Mt)
Net Reserve
(Mt)
Prime Jharia
Coking (IX seam & above)5288 2312
Medium Jharia, Ram-
Coking garh, Raniganj20388 2752
Semi to Raniganj, Jha-
weakly ria, Jhilimili-Coking Sonhat
2067 47728
Total 27733 5569
11+
Types of typical metallurgical coals T
ypes of typical metallurgical coals

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 119/458
Type %F.C.
% H2 % V.M.
Cal.
Value
Kcal/kg
%Moist
ure
Prime coking 88-91 4.8-5.2 23-32 8800 1
Medium coking (HV)
Medium coking (LV)
86-88
90-91
5.1-5.44.7-4.9
22 max
22-32
8600
8800
1-2
1-2
Semi-coking
Weakly coking
83-85
83-84
5.4-5.8
5.1-5.6
37-44
38-46
8300
8300
2-3
3-5
112
FUNCTIONS OF COKEFUNCTIONS OF COKE

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 120/458
Coke fulfils the following major roles in a BF:Coke fulfils the following major roles in a BF:
1.1.It is a fuel – provides heat for endothermic chemical reactions andIt is a fuel – provides heat for endothermic chemical reactions andmelting of slag and metal.melting of slag and metal.
2.2. It produces and regenerates the reducing gases for the reduction ofIt produces and regenerates the reducing gases for the reduction ofiron oxides.iron oxides.
3.3. It provides an open permeable bed through which the slag and metalIt provides an open permeable bed through which the slag and metalmove down to hearth and hot reducing gases move upwards.move down to hearth and hot reducing gases move upwards.
4.4. It supports the overlying burden load specifically at the lowerIt supports the overlying burden load specifically at the lowerlevels/regions.levels/regions.
5.5. It carburizes iron thereby lowering its melting pointandIt carburizes iron thereby lowering its melting pointandconsequentlythe working temperature of the BF is reduced.consequentlythe working temperature of the BF is reduced.
1)*
QUALITY REQUIREMENTS
QUALITY REQUIREMENTSOF COKEOF COKE

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 121/458
Coke must possess the following properties:Coke mustpossess the following properties:
1.1.Proper chemical composition w.r.t. Fixed Carbon, ash, S, P etc.Proper chemical composition w.r.t. Fixed Carbon, ash, S, P etc.
2.2. Proper reactivity- (a) area exposed to blast, (b) temperature andProper reactivity- (a) area exposed to blast, (b) temperature andpressure of the blast, (c) affinity of the particular type of carbon forpressure of the blast, (c) affinity of the particular type of carbon foroxygen.oxygen.
3.3. Proper size range.Proper size range.4.4. Thermal stability at high temperature: (a) absence of large lumps, (b) Thermal stability at high temperature: (a) absence of large lumps, (b)uniform texture, (c) minimum inert inclusions, (d) high carbonisationuniform texture, (c) minimum inert inclusions, (d) high carbonisationtemperature and heat soak, (e) prior mechanical conditioning and (f)temperature and heat soak, (e) prior mechanical conditioning and (f)low chemical reactivity.low chemical reactivity.
5.5. Proper strength and abrasion resistance.Proper strength and abrasion resistance.
1)1
QUALITY REQUIREMENTS
QUALITY REQUIREMENTSOFCOKEOFCOKE

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 122/458
Value of coke is assessed in terms of its: Value of coke is assessed in terms of its:
1.1.Room temperature strength.Room temperature strength.
2.2.High temperature strength.High temperature strength.
3.3.Reactivity (RI).Reactivity (RI).
4.4.Chemistry andChemistry and
5.5.Strength after reduction (CSR)Strength after reduction (CSR)
OF COKEOF COKE
1))
INDIAN STANDARD SPECIFICATIONINDIAN STANDARD SPECIFICATIONFOR BF COKEFOR BF COKE

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 123/458
Characteristics
Grade I
Requirements
of Grade II Grade IIIProximate analysis (dry) %
Ash (max)
V.M. (max)
S
P
20
2
0.70
0.30
24
2
0.70
0.30
28
2
0.70
0.30
Shatter Index:Over 38 mm (% max)
Over 13 mm (%max)
Micum Index:
over 40 mm (% min)
Through 10 mm (% max0
85
97
75
14
8597
7514
--
-
-
Stability factor:
On 25 mm (% min)
Porosity, %
40
35-48
40
35-48
-
-
1)C
MODIFICATIONS IN COKEMODIFICATIONS IN COKEMAKINGPRACTICEMAKINGPRACTICE

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 124/458
The modifications include: The modifications include:
1.1.Pre-heating.Pre-heating.
2.2.Briquette blending.Briquette blending.
3.3.Stamp charging.Stamp charging.
4.4. Admixing oil in the charge. Admixing oil in the charge.
5.5. Admixing water in the charge. Admixing water in the charge.
6.6.Using a better coal blend.Using a better coal blend.
MAKING PRACTICEMAKING PRACTICE
1)7
COMPARISON OF EFFECT OFCOMPARISON OF EFFECT OFSOME PARAMETERSSOME PARAMETERS

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 125/458
Parameters
Conventional
Charging
Briquette.
blending
Binder-
less briq-uetting
Pre-
heating
Stamp
charging
Bulk Density of
coal charge(kg/m2)700-750 750-800 750-800
800-
850
1100-
1200
M 10 of coke
CSR of coke
Oven throughput I
10-11
30-40
100
8.5-9.5
35-45
105-110
9-9.5
35-45
105-110
8-9
45-50110-
115
5.5-6.5
60-65112-
115
Maintenance
requirement index100 105 100-105
150-
175
110-
115
1)@
The function of coke in the last furnace is fi'e%fold$ namel"$

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 126/458
5i6 it acts as a fuel " pro'iding for the thermal reuirements in the furnace$ the
reaction eing$
) =) )=! &* % )C** kcalKkg-
=n complete comustion to L) the heat e'ol'ed is +1@* kcalKkg-- Thus onl"
aout )+ percent of the otainale heat is supplied " coke
5ii6 it pro'ides = for the reduction of iron oides
5iii6 it reduces the oides of metalloids$ such as$ Mn$ Si$ # and others if present
5i'6 it caruri>es the iron and lo/ers its melting point
5'6 it pro'ides permeailit" 5in the dr" as /ell as the /et >ones6 and alsomechanical support to the large charge column$ permitting the gases to ascend
through the 'oids-
1);
oke is the uni'ersal fuel used in the last furnace It acts

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 127/458
oke is the uni'ersal fuel used in the last furnace- It acts
oth as a reductant as /ell as a supplier of heat- It alsocomprises the major portion of iron production cost- No/%a%
da"s other fuels are also eing used as part replacement of
coke- These fuels cannot e charged from the top and as
such the" are injected into the furnace through the tu"eres
along /ith the last- In some countries$ especiall" in .ra>il$
charcoal is used as a last furnace fuel-
1)<
+oke sie. oke comprises aout @*%;* percent of the 'olume of the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 128/458
charge material- The coke si>e is important as it pro'ides
permeailit" in the dr" as /ell as in the /et osh >one he coke sie
is al"ays 3-9 times larger than the ore sie, since coke is partiall"
urnt as it descends- It also has a lo/er densit"$ and hence a greater
tendenc" for fluidisation- =f course$ in the lo/er osh region of a
last furnace$ coke is the onl" solid that remains$ and /hich helps to
support the urden- he o#timum sie range for lum# ore is 10-30
mm and for coke is 90-80 mm- Since the coke si>e ecomes
smaller as it descends through the last furnace due to mechanical
reakdo/n$ gasification$ attrition$ etc-$ the factor of prime importance
is the strength of coke-
1)+
oke strength! Mechanicall" considered$ it is the ualit" cohesion that

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 129/458
pre'ents the coke from collapsing and tends to a'oid the formation of
small particles- >igh cohesion or strength is related to se!eral coke
making #ro#erties- =n the asis of reakage " impact$ compression
or arasion$ the coke strength should e assessed oth at amient as
/ell as high temperatures- Studies of the structure of different coke
samples sho/ that the est 'arieties ha'e a regular distriution of pores!
/ith adeuate thickness and hardness of the /alls et/een the pores
and are free from cracks generated internall"- Such a structure ensures
/ithstanding of high compressi'e forces and high temperatures in the
all%important lo/er furnace-
1)2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 130/458
he strength of coke #roduced in the coke-o!ens is
influenced y. lending ratio of coals of 'ar"ing caking components and
proportion of the firous portion
particle si>e and distriution of charging coal
coke%o'en temperature and comustion conditions
moisture and addition of oil
soaking time
/idth$ height and method of heating-
1C*
;sh and moisture content in coke& (o/ moisture : ash content
are desirale in metallurgical coke

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 131/458
are desirale in metallurgical coke-
(o/ moisture in coke can e achie'ed " suitale control of the
/ater suppl" during uenching- That is /h" dr" uenching using
inert gas has een suggested ut dr" coke is dust" and can create
handling nuisance- ?etallurgical coke should contain @ 1&5%
moisture& Aach additional 1% >0 in last furnace coke
increases fuel consum#tion y 1&%&
?aimum desirale ash in metallurgical coke is 8-10%& Each
additional 1F ash in last furnace coke increases fuel consumption
" )F- In addition$ high ash content ecomes 'er" undesirale$ if it
causes troule in fusion- Also$ 'olume of slag produced in last
furnace ecomes more /ith the use of high ash coke resulting in
reduction of the useful 'olume of the last furnace and hence
production of pig iron from last furnace is reduced- &igh ash cokehas high resistance to arasion and has high strength-
1C1
Density B orosity& The more completel" the coal is de'olatalised$ the
more closel" the densit" of coke approach that of the graphite (i.e. )-C6-
oking follo/s formation of a porous structure /hich increases in

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 132/458
oking follo/s formation of a porous structure /hich increases in
densit" " shrinkage during further heating at a high temperature- Since
all cokes contain traces of h"drogen and mineral matter of the coal$ itsasolute densit" ne'er reaches that of graphite- The higher the rank of
the coal$ the higher is the densit" of coke made 53aries from 1- < to 1-2@
for F in coal from +1 to +2F6-
4ith increase in time and temperature of caroni>ation 5/ith faster
heating rate6 the densit" of the coke increases /hile the porosit"decreases- Denser coke are stronger and harder- An important propert"
of coke for its storage and transport is its ulk density-
&igh porosit" is desirale in furnace cokes to otain high rates of
comustion-
'n last furnace, high strength is considered more im#ortantecause coke has to e dropped in the last furnace from a great height
and it should not reak efore reaching the hearth for etter
performance and reduciilit" in the furnace-
1C)
It th i t f k t k i t i f it

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 133/458
It measures the resistance of coke to reakage " impact i.e. of its
strength- @* l- of ) inches si>e coke is placed in a rectangular o
of dimension )+? 1+? 1@? placed ; ft ao'e a steel ase plate
inch thick- The hinged ase of the o is released suddenl"$ /hen
the content drop onto the ase plate-
.o is dropped se'eral times and coke is then screened through a
series of sie'es made of suare stamped sheet- The percentage of
coke retained on )?$ 1-@? and *-@? sie'es are recorded and called
shatter inde- Desirale 'alues of shatter inde for last furnace
coke are +*F on )? screen$ 2*F on 1-@? screen and 2<F on *-@?
screen-
1CC
This is a measure of oth hardness and strength of the coke @* kg of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 134/458
This is a measure of oth hardness and strength of the coke- @* kg of
coke of @* mm si>e is rotated in the micum drum for 7 minutes at the
rate of )@ rotation per minute 5rpm6- Micum drum is a c"linderical steel
drum 5/hose length and diameter oth are 1 metre each6 fitted
length/ise /ith four angle irons 51** @* 1* mm6 2*P apart inside the
drum- After rotating the coke$ it is taken out and screened through ;*
mm$ 7* mm$ )* mm and 1* mm round hole screen-
The percentage of coke retained on a 7* mm screen is called M7* inde
5Micum fort" inde6 /hereas$ the percentage of coke that passes
through a 1* mm screen is called M1* inde 5Micum ten inde6
1C7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 135/458
M7* gi'es the resistance of the coke to reakage " impact i.e. it is a
measure of the strength of the coke- M1* gi'es the resistance of the coke toreakage " arasion (i.e. ruing6 and it is a measure of hardness of the
coke-
>igh ?90 and lo" ?10 !alues are desirale for metallurgical coke- As
per ISI minimum M7* inde should e <@F and maimum M1* inde should
e 17F for metallurgical coke-
or use in 000 m3 !olume last furnace, coke ?90 should e more
than 78 and ?10 should e less &than 10&
1C@
't is defined as the aility of coke to react "ith :, +: or steam

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 136/458
>:6-
More reacti'e cokes ha'e higher thermal 'alues of their 'olatile matter-
oke of high reacti'it" ignites easil" and gi'es rapid pick up of fuel ed
temperature- &o/e'er$ lo/ reacti'it" coke gi'es a higher fuel ed
temperature than a highl" reacti'e coke
Reacti'it" is in'ersel" proportional to the asolute densit"- It is affected
" the presence of easil" reducile iron compounds in ash-
oke of high reacti'it" is otained from /eakl" caking coals or lends-
Strongl" coking$ high rank coals produce coke /ith lo/ reacti'it"-
1C;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 137/458
rom a chemical stand#oint, the coke should e of
lo" reacti!ity& The 'ertical distance of the indirect
reduction >one of +**%1***P$ i-e-$ the residence time of
ore in this >one can e increased if the coke gasificationtemperature e raised /hich is possile " the use of
less reacti'e coke- As for eample$ it is reported that an
increase of reacti'it" " 1**F results in an increase inthe coke rate et/een C*%<*kgKT&M
1C<
or last furnace coke sie and hardness are more

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 138/458
or last furnace coke, sie and hardness are more
im#ortant than reacti!ity& Satisfactory hearth tem#erature is
otained "ith unreacti!e coke containing little reee&
Reacti'it" of coke is measured " ritical Air .last method and is
reported as ritical air last ( CAB ) 'alue of coke- The +;
'alue of coke is the minimum rate of flo/ of air in ftCKminute
necessar" to maintain comustion in a column of closel" graded
material 517 to )@ .-S-6 /hich is )@ mm deep and 7* mm in
diameter- The t"pical A. 'alue for o'en coke is *-*;@
ftCKminute- More reacti'e coke has got lo/er A. 'alue-
1C+
Another modern and current method of epressing the reacti'it" and
strength of coke is Coke Reactivity Index (CRI) and Coke Strength

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 139/458
g y ( ) g
Ater Reaction (CSR) /hich is eing follo/ed in Indian steel plants-
+oke *eacti!ity 'nde +*'2&
To determine RI$ )** gm of coke sample 5si>e )* % )@ mm6 is taken in
a stainless steel tue and heated in electric furnace to 11**P- =) gas at
@ kgKcm) pressure is passed through the coke ed for t/o hours- =formed 5" reaction =) )=6 is urnt in a urner and is ehausted
out- aron of coke reacts /ith =) 5depending upon the reacti'it" le'el
of the coke6 and there is a loss of /eight of coke depending upon its
reacti'it"- More is the loss in /eight of the coke$ reacti'it" is more- F loss
in /eight of coke is reported as coke reacti'it" inde 5Rl6- 'deal +*'!alue of a good last furnace coke should e aout 0%& y#ically
+*' of 'ndian last furnace coke is aout 5%&
1C2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 140/458
oke Strength after Reaction 5SR6- The left out coke
from the RI determination test is rotated for ;* rotation
in a micum drum- And the F of coke retained on a 1*
mm si>e screen is reported as coke strength after
reaction 5SR6- Stronger the coke$ more is its SR
'alue- Ideal 'alue of SR for last furnace coke is a
minimum of aout @@F- T"picall" SR of Indian last
furnace coke is aout ;*%;@-
17*
;gglomeration of 'ron :re ines

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 141/458
;gglomeration of 'ron :re ines
Aout ;@ 9 <@ F of iron ore gets con'erted into fines5 % @ mm 6 during 'arious operations from mining to con'ersion
into (=- Majorit" of these fines are eported to other countries
at thro/a/a" price resulting in greater financial loss to the
nation- Most /idel" used methods for the agglomeration of these
fines to render them useful for .0 are Sintering and #elleti>ation-
Sintering 9 inte#ing i eentiall" a !#(ce ( )eating
( ma ( ne !a#ticle t( t)e tage ( inci!ient ui(n
(# t)e !u#!(e ( aggl(me#ating t)em int( lum!.
171

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 142/458
To increase the si>e of ore fines to a le'el acceptale
to the .0
To form a strong and porous agglomerate
To remo'e 'olatiles like =) from caronates$ S from
sulphide ores etc
To incorporate flu in the sinter
To increase the .0 output and decrease the coke rate
17)
Iron ore sintering is carried out " putting a miture Iron

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 143/458
Iron ore sintering is carried out " putting a miture Iron
earing fines mied /ith solid fuels on a permeale ed- The
top la"er of sinter ed is heated up to the temperature of 1)**
% 1C*** " a gas or oil urner- The comustion >one initiall"
de'elops at the top la"er and tra'els through the ed raising
its temperature la"er " la"er to the sintering lael- The cold
last dra/n through the ed cools the alread" sintered la"er
and gets itself heated-
17C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 144/458
In the comustion >one$ onding takes placeet/een the grains and a strong and porous
aggregate is formed- The process is o'er /hen
the comustion >one reaches the lo/est la"er of
the ed- The screened under si>e sinter isrec"cled and o'er si>e is sent to .-0-
177

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 145/458
17@
T/o t"pes of onds ma" e formed during sintering-
Diffusion or *ecrystalliation or Solid State ond . It is formed as a result of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 146/458
recr"stalli>ation of the parent phase at the point of contact of t/o particles in solid
state and hence the name-
Slag or Class ond. It is formed as a result of formation of lo/ melting slag or glass
at the point of contact of t/o Qparticles$ depending upon the mineral constitution$ flu
addition$ etc-
As a result the sinter can ha'e three different t"pes of constituents!
=riginal mineral /hich has not undergone an" chemical or ph"sical change during
sintering-
=riginal mineral constituents /hich ha'e undergone changes in their ph"sical
structure /ithout an" change in their chemistr"- Recr"stalli>ation is the onl" change
at some of the particle surfaces-
Secondar" constituents formed due to dissolution or reactions et/een t/o or more
of the original constituents
17;
The proportion of each of the ph"sical and chemical change during

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 147/458
sintering depends upon the time-tem#erature cycle of the process-
The higher is the temperature more /ill e the proportion of ne/
constituents " /a" of solutions and interactions /hereas lo/er is
the temperature and longer is the duration more is the process of
recr"stalli>ation in solid state-
The more is the slag onding$ stronger is the sinter ut "ith less
reduciility and$ more is the diffusion onding$ more is the
reduciility ut less is the strength- Since ores are fairly im#ure
slag ond #redominates& :n the other hand in rich sinters slagond is of minor im#ortance&
17<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 148/458
17+
The area under the time tem#erature cur!es

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 149/458
The area under the time-tem#erature cur!es
essentially determines the nature and
strength of the onds de!elo#ed during
sintering of a gi!en mi& or a gi!en mi it is
most unlikely the onds of sufficient
strength "ill e formed elo" a certaintem#erature le!el "ithin a reasonaly short
time& >ence the area under the cur!e ao!e a
certain tem#erature, "hich may e around
1000=+ for iron ores, is the effecti!e factor indeciding the etent of sintering
172
rather than the "hole area under the cur!e from
room tem#erature to the comustion tem#erature

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 150/458
room tem#erature to the comustion tem#erature
le!el& he nature of the time-tem#erature gra#h "ill
de#end u#on the rate of heating and cooling of a
gi!en mi& he nature of this gra#h is of #aramount
im#ortance in assessing the sintering res#onse& hefactors that affect this cur!e are then the !ariales of
the #rocess and "hich should e adusted #ro#erly
for otaining effecti!e sintering&
1@*
. d ilit

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 151/458
.ed permeailit"
Total 'olume of air last dra/n through the ed
#article si>e of iron ore
Thickness of the ed
Rate of last dra/n through the ed Amount and ualit" of solid fuel incorporated in the sinter
miture
hemical composition of ore fines Moisture content in the charge
1@1
During sintering$ heat echange takes place et/een the solid charge

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 152/458
and air dra/n- At an" time$ the air takes the heat from comustion >one
and then transfers to the lo/er la"er of the ed- or faster rate of heat
echange, the !olume of air dra"n should e more- If suction rate of
air is too high$ transfer of heat ma" ecome less efficient- =n the other
hand$ the flame front /ill not mo'e do/n the ed properl" if suction is
less- >igher the ed #ermeaility, more "ill e the air dra"n- .ut$
higher permeailit" leads to loss of strength in the resulting sinter due
to reduction in ond strength- &ence a compromise is made et/een
these t/o factors- It is usual practice to dra/ aout <** 9 11** mC of
airKton of charge-
1@)
An increase in particle si>e increases ed permeailit" and the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 153/458
'olume of air dra/n-
Strength of sinter gets reduced /ith an increase in particle si>e of
the ore due to reduction in contact area-
0or effecti'e sintering$ the use of larger ore lumps is undesirale-
Iron ore si>e 1*mm is rarel" preferred-
&igher proportion of 91** mesh si>e fines ad'ersel" affects the ed
permeailit"- .etter is that 9 1** mesh si>e fraction should e
screened off and used for pelleti>ation- 'deal sie of iron ore for
sintering is 0&07 E 10 mm&
1@
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 154/458
#elletisation essentiall" consists of formation of green

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 155/458
#elletisation essentiall" consists of formation of green
alls " rolling a fine iron earing material /ith a criticalamount of "ater and to /hich an eternal inder or an"
other additi'e ma" e added if reuired- hese green
alls of nearly 8-0 mm sie are then dried$ preheatedand fired$ all under oidising conditions$ to a temperature
of around 1)@*%1C@*P- .onds of good strength are
de'eloped et/een the particles at such high
temperatures-
1@
@
The #elletisation #rocess consists of the follo/ing
steps!

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 156/458
steps!
0eed preparation-
Green all production and si>ing-
Green all induration!
(a) Dr"ing
(b) #re%heating
(c) 0iring ooling of hardened pellets-
1@
;
The oser'ations on all formation that e'entuall" led to the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 157/458
de'elopment of the theor" of alling are as follo/s!
Dr" material does not pelletise and presence of moisture is essential
to roll the po/der into alls- Ecessi'e /ater is also detrimental-
Surface tension of /ater in contact /ith the particles pla"s a
dominant role in inding the particles together-
Rolling of moist material leads to the formation of alls of 'er" high
densities /hich other/ise is attainale " compacting po/der onl"
under the application of a 'er" high pressure!
The ease /ith /hich material can e rolled into alls is almostdirectl" proportional to the surface area of particles$ i.e. its fineness-
1@
<
The capillar" action of /ater in the interstices of the grains causes a

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 158/458
contracting effect on them- The pressure of /ater in the pores of the
all is sufficientl" high so as to compact the constituent grains into a
dense mass- The compressi'e force is directl" proportional to
fineness of the grains since the capillar" action rises /ith the
decrease in pore radius and the latter decreases /ith increasing
fineness- ;n o#timum moisture is im#ortant since too little of
/ater introduces air inclusions in the pores and too much of /ater
/ould cause flooding and destruction of capillar" action- The
o#timum moisture content usually lies et"een 5-10 #ercent or
more, the finer the grains the larger the re(uirement&
1@
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 159/458
.esides the onds formed due to surface tension mechanical
interlocking of particles also pa"s a significant role in de'eloping the
all strength-
Maimum strength of a green all produced from a gi'en material
/ill e otained " compacting the material to the minimum porosit"
and /ith just sufficient /ater to saturate the 'oids- The rolling action
during pelletisation is eneficial in reducing the internal pore space
" effecting compaction and mechanical interlocking of the particles-
1@
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 160/458
0rom fundamental studies it has een concluded that there are three
different water-particle s"stems!
The !endular state$ /hen /ater is present just at the point of contact of
the particles and surface tension holds the particles together-
The f unnicular state$ /hen some pores are full" occupied " /ater in
an aggregate s"stem-
The ca!illary state$ /hen all the pores are filled /ith /ater ut there is
no coherent film co'ering the entire surface of the particles-
1;
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 161/458
1;
1
The all formation is a t/o stage process$ i.e. nucleation or seed
formation and their gro"th- The formation of alls on a pelletiser depends

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 162/458
g p p
primaril" on the moisture content- Seeds are formed onl" if critical
moisture le!el is maintained and /ithout /hich the process cannot
proceed properl"- Gro/th takes place " either layering or assi"ilation. It
has een oser'ed that the si>e of the alls produced in a pelletiser from a
charge containing right amount of moisture depends on the time and speed
of the pelletiser$ i.e. numer of re'olution-- Three regions can e clearl"
oser'ed$ during all formation- !
o Fucleii formation region
o ransition region
o all gro"th region&
1;
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 163/458
1;
C
4hen a /et particle comes in contact /ith another /et

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 164/458
4hen a /et particle comes in contact /ith another /et
or dr" particle a ond is immediatel" formed et/een thet/o- Similarl" se'eral such particles initiall" join during
rolling to form a highl" porous loosel" held aggregate
and crums /hich undergo re%arrangement and partialpacking in short duration to form small spherical$ stale
nucleii- This is the nucleation period$ a pre%reuisite for
all formation since these 'er" nucleii later gro/ into
alls-
1;
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 165/458
After nucleii are formed the" pass through a transition period
in /hich the plastic nucleii further re-arrange and get
com#acted to eliminate the air 'oids present in them- The
s"stem mo'es from a #endular state through funicular state
to the ca#illary state of onding- Rolling action causes the
granules to densif" further- The granules are still plastic /ith a
/ater film on the surface and capale of coalescing /ith other
granules- The si>e range of granules in this region is fairl"/ide-
1;
@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 166/458
The plastic and relati'el" /et granules gro/ if the" are
fa'oral" oriented- In this process some granules ma" e'en
reak ecause of impacts$ arasion$ etc- Gro/th takes place
" t/o alternati'e modes-
gro"th y assimilation is possile /hen alling proceeds
/ithout the addition of fresh feed material-
gro"th y layering is possile /hen alling proceeds /ith
the addition of fresh feed material.
1;
;
Cro"th y ;ssimilation
If no fresh feed material is added for alling the rolling action ma" reak
some of the granules$ particularl" the small ones$ and the material

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 167/458
coalesces /ith those /hich gro/- The igger the all the larger it /ill gro/
under these conditions- Since smaller granules are /eaker the" are the first
'ictim and gro/th of the igger alls takes place at their epense-Cro"th y ayering
Gro/th of the seeds is said to e taking place " la"ering /hen the alls
pick up material /hile rolling on a la"er of fresh feed$ The amount of
material picked up " the alls is directl" proportional to its eposed
surface$ i.e. the increase in the si>e of the alls is independent of their
actual si>e-Cro"th y layering is more #redominant in the disc #elletisers and
gro"th y assimilation is more #redominant in drum #elletisers$ at
least e"ond the feed >one-1;
<
In general natural lump" ore or sinter or pellets or a suitale comination of
t f th f th d Th d l it f

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 168/458
t/o or more of these form the urden-- The modern large capacit" furnaces
necessaril" need full" prepared urden to maintain their producti'it" since the
reuired last furnace properties cannot just e met " natural lump" ore- The
selection of the process of agglomeration$ /hether sintering or pelletising$ /ill
depend upon the t"pe of ore fines a'ailale$ the location of the plant and other
related economic factors in'ol'ed-
Sintering is #referred if the ore sie is -10 mm to G 100 mesh and if it is
-100 mesh #elletising is generally ado#ted- #elletising in fact reuires
ultrafines of o'er <@F of %C)@ mesh- These processes are therefore notcompetiti'e-
1;
+
Minimum closure of pores " fusion or slagging open pore

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 169/458
s"stem 'er" good reduciilit" due to high microporosit" -
#orosit" of sinter is 1*%1+F and that of pellets is )*%C*F-
The shape of pellets is near spherical and hence ulk
permeailit" of the urden is much etter than that otainedfrom sinter /hich is non%uniform in shape-
The shape$ si>e and lo/ angle of repose gi'e minimal
segregation and an e'en charge distriution in the furnace-
1;
2
More accessile surface per unit /eight and more iron per unit of furnace 'olume

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 170/458
ecause of high ulk densit"$ C%C-@ tonnesKmC -(arger surface and increased time
of residence per unit /eight of iron gi'e etter and longer gasKsolid contact and
impro'ed heat echange
Degradation of sinter during its transit is much more than that of pellets- The
sinter therefore has to e produced near" the last furnace plant /hile pelletscan e carried o'er a long distance /ithout appreciale degradation- Ease in
handling
It should also e noted that If high rates of producti'it" demand elimination of
fines and since sinter happens to contriute more to the generation of fines than
that of pelllets$ the later /ill ha'e to e chosen as the urden in preference to
sinter-
1<
*
o The installation cost of a pelletising plant /ill e C*%7*F more than

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 171/458
p g p
that of sintering plant of an eual si>e-o The operating cost of sintering is slightl" less than that of pelletising-
o Difficult" of producing flued pellets-
o S/elling and loss of strength inside the furnace
o 0lued pellets reak do/n under reducing conditions much more
than acid and asic sinters and acid pellets-
o Strong highl" flued sinters$ especiall" containing Mg=$ are eing
increasingl" preferred to pellets-
1<
1
The life of lining$ under the conditions pre'ailing inside the furnace$ decides the
furnace campaign /hich should not e less than a fe/ "ears The chief causes of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 172/458
furnace campaign /hich should not e less than a fe/ "ears- The chief causes of
failure of the lining are!
aron monoide attack-
Action of alkali 'apours-
Action of lim" and alkaline slags-
Action of other 'olatile matters-
Arasion "$ solids$ liuids and gases-
Temperature-
Action of molten metal-
onditions of operation and design-
.lo/ing%in procedure-
1<
)
All these factors ma" not e operati'e at all the areas in

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 173/458
a furnace- =ne or a fe/ factors$ at est$ ma" "
dominant at an"one area in the furnace- 0or eample$ in
the stack the lining has to /ithstand predominantl"
arasion " solid urden and attack of caron monoide$
/hilst in the osh region the lining has to stand high
temperature$ erosion " ascending gas and attack of
molten lime and alkali slags- Similarl" the hearth has- to
stand action of molten slag and metal /ithout reakouts-
1<
C
The chief causes of failure in the furnace lining are!

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 174/458
Carbon ono!ide Attac". #roal" the most common failure is due
to the disintegration of the ricks " caron deposition$ produced "
dissociation of the caron monoide in the last furnace gas- This
takes place in the upper portions of the stack according to the
reaction !)=U*) -
If the ricks are porous$ caron penetration takes place$ causing the
ricks to disintegrate-
Some authorities are inclined to select firericks for this portion of
the furnace on the asis of iron oide content
1<
7
*igy and Creen$ ho/e'er$ state that the total iron oide content of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 175/458
the firerick is no criterion of the resistance of the material to caron
monoide attack$ as the ease /ith /hich the iron nodules can e
reduced to metallic iron appears to e the determining factor- This
'ie/ is supported " man" authorities-
The usual method of assessing the resistance of firericks to
caron monoide attack is to epose the material to a current of
pure caron monoide at a temperature of 7@** - and to note the
time necessar" to cause disintegration- If a rick /ill resist this
treatment for t/o hundred hours it is considered sufficientl" resistant
1<
@
more modern method is to pass a stream of caron monoide through a
column of crushed firerick for a period of four hours- The /eight of caron

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 176/458
dioide present in the eit gases$ determined " a =) asorption train$ is
taken as an indication of the materialVs resistance to caron monoide attack-
Scientists conducted a series of in'estigations to determine the sensiti'eness
of refractor" ricks to caron monoide attack at temperature ranges of 7)**
to @*** - The results of these eperiments seemed to indicate that the
manufacturers of last furnace linings should ascertain that!
The original cla" should e free from such ferruginous sustances as
p"rites and siderite
It /ill also e o'ious that caron monoide attack /ill e reduced " the use
of a dense rick of lo" #ermeaility-
1<
;
. The last furnace urden consists of small amounts of alkalis and some
i t d th i t ti f it d Th lk li

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 177/458
c"anogen is generated " the interaction of nitrogen and caron- These alkalis
and c"anides are 'olatili>ed in the hotter parts of the furnace$ and tend to collect
in the cooler places-
#raner sho/s that the alkalis react /ith the rick/ork forming nephelite 5Na)* -
Al)*C )Si*)6$ /hilst Rigby$ Booth and %reen uote microscopic eaminations of
rick/ork taken from furnace linings )* ft- do/n the stack$ /hich sho/s the
formation of kaliophilite 5,)*- A1)*C )Si*)6 and leucite 5,)*- AI)*a 7Si*)6-
%reen and &ugill state that eperience demonstrates that these 'apours$
particularl" c"anide 'apours$ can lead to general corrosion and modification
of the surface of the lining "ith conse(uent loss of strength and
refractoriness&
1<
<
. The action of last furnace slag on the refractor" lining is a function of the
asicit" of the slag- Since the ash of the coke is not released until the coke

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 178/458
is urnt in the tu"ere >one$ it follo/s that the a=KSi*) ratio must e high in
the osh- Therefore there /ill e a tendenc" for these high%lime slags to
attack the rick/ork-
ther olatile aterials . There are other 'olatile materials$ such as >inc and lead$ /hich ma" e
included in the last furnace urden- These metals 'olatili>e in the hotter
>ones and condense in the pores of the rick/ork in the cooler parts- Their
suseuent oidation causes a s/elling of the rick$ /hich results in
disintegration-
1<
+
#roal" the chief arasion occurs on the stockline as the urden

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 179/458
"
drops from the large ell- To some etent the se'erit" of thearasion in this >one /ill depend on the nature and si>e of the ra/
materials- 0urther arasion in the form of /all drag takes place
lo/er do/n the furnace-
Some authorities uer" the etent to /hich arasion is responsile
for disintegration of the ricks in these lo/er >ones* #raner appears
to suggest that the effect of arasion or /all drag is to accelerate
the disintegration due to carbon "onoxide and alkali attack*
1<
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 180/458
Hnless great care is taken and patience sho/n during the dr"ing of
the lining and the lo/ing in of the furnace$ considerale damage
ma" e done to the lining- The importance of dr"ing the lining
course " course as it is uilt is no/ appreciated-
4hen a last furnace is in normal production$ temperature gradients
are generall" gradual$ ut during the lo/ing%in period$ /ide
fluctuations are possile- are must therefore e eercised at this
period to see that the 'arious >ones are rought up to the /orking
temperatures as e'enl" and as graduall" as possile-
1+
*
The lining here should ha'e a very good abrasion resistance and

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 181/458
g y g
resistance to carbon "onoxide attack refractoriness is relati'el" ofless significance- A good dense refractor" is ideal for this purpose-
The ricks themsel'es should e true to shape and si>e so as to
reduce joints et/een ricks to a minimum thickness-
It is a common practice to use armour plates at the throat to
/ithstand arading action of falling urden- Immediatel" elo/ this$
o'er a length of nearl" )%C m$ high%fired$ super dut" firericks are
used- --
1+
1
Th ti t k l th t f t f h i ht i li d ith hi h

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 182/458
The entire stack elo/ the top fe/ metres of height is lined /ith high
dut" firericks- A +,-./ Al 0 . + firerick /ith a close teture is
usuall" preferred for the stack$
A )0% ;l03 rick ha'e een recommended for the lo/er parts of the
stack- These ricks are made " machine moulding under high pressures
and de%aired conditions since these lead to a high ulk density and
lo" #ermeaility&
In order to reduce the numer of joints to a minimum$ large speciall"
shaped locks ha'e een emplo"ed-
1+
)
In the osh the rick/ork has to /ithstand!

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 183/458
In the osh the rick/ork has to /ithstand!
&igh temperature conditions
Erosion " the last
(ime and alkali slag attacks-
onsidering the se'erit" of temperature and chemical attack in this region the
lining should possess good reractoriness$ reractoriness under load$ lo1
ater ex!ansion and resistance to action o "olten li"y and alkali slags -
The majorit" of osh linings are of high dut" or super dut" firericks /ith 95-
)5% ;l03$ laid in the con'entional anded osh construction /ith copper
cooling plates-
1+
C
The etremel" successful use of caron locks for lining the hearth and its
/alls led to its adoption e'en in the osh region since caron refractor"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 184/458
possesses etter properties$ especiall" high thermal conducti'it"$ than those
of the con'entional high dut" firericks-
aron lined /alls can e cooled " either spra" coolers$ or /ater jackets-
The changeo'er from firerick lining to caron lining$ therefore$ eliminates
the corrugated pattern of construction produced " ro/s of coolers inserted
in the lining and permits simpler construction /hich also results in smoother
and uniform /ear-
The de'elopment and use of graphite%silicon caride rick in 8apan hasgi'en ecellent performance oth for osh and hearth and might find /ider
use in near future-
1+
7
The lining in hearth should primaril" #re!ent reakouts- The use of
ricks of high alumina to silica ratio lo/er permeailit" and porosit"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 185/458
ricks of high alumina to silica ratio$ lo/er permeailit" and porosit"
/ith /ell laid joints can minimise reakouts- In spite of this the
earlier firerick hearth still suffered from freuent reakouts and the
attendant troules- The occurrence of reakout /as elie'ed to e
due to the oidation of iron " gases that penetrated firericks and
the conseuent effect of iron oide in lo/ering the melting point of
the refractor"$ resulting ultimatel" in its failure- Ramming of caron
plus tar miture at such 'ulnerale areas ehiited ecellent
resistance to such reakouts-
1+
@
This finall" lead to the de'elopment and use of caron lined

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 186/458
hearths- >igh refractoriness, high thermal conducti!ity, high
arasion resistance, high ulk density cou#led "ith lo"
#orosity, good crushing strength, almost com#lete inertness to
caron saturated iron and slag and such other #ro#erties make
caron as an almost ideal material for hearth construction
pro'ided ricks or locks of these are ke"ed into position /ith the
thinnest possile joints- It has een oser'ed that not onl" the
caron hearth contour is etter maintained during the campaign ut
the prolem of reakouts is 'irtuall" eliminated-
1+
;
f

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 187/458
In the earl" adaptation caron locks /ere used as onl" the facing
lining /ith high dut" firerick for acking- &o/e'er all caron hearth
i-e- the /hole /all thickness and a considerale ottom thickness$
has almost uni'ersall" een accepted as a standard method of
preparing the hearth! the remaining ottom thickness is made up "
high dut" firericks- The shape and si>e of the caron locks used
for making the ottom 'ar" consideral" ut all aim at achie'ing
ke"ed joint /ith thinnest possile joints$ preferal" /ithout the use
of eternal jointing material-
1+
<
I th d ll h th t ti f l l k f

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 188/458
In the modern all caron hearth construction use of large locks of
fe/ suare meter in si>e$ /ith length of approimatel" half the
hearth diameter are increasingl" eing adopted- These are laid
hori>ontall" and ke"ed together- Each lock is anchored firml" at the
hearth /all to pre'ent it from floating " molten iron-
areful control of the manufacture of hearth locks and its con
struction is of fundamental importance in achie'ing the desired
campaign life of the hearth-
1+
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 189/458
1+
2
The process of starting a ne/l" lined furnace is called lo"ing-in. In
general the operation in'ol'es four main steps$ viz. dr"ing$ filling$ lighting

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 190/458
g p p " g g g g
and operation until normal production is estalished- There is no standard
practice of blowing-in and the details of each of the ao'e mentioned
steps adopted depend on local conditions and customs-
Drying . The ne/ lining of a furnace contains a significant proportion of
moisture /hich must e slo/l" and completel" remo'ed efore the
temperature of the furnace is raised- This operation is kno/n as dr"ing in
/hich the furnace is slo/l" heated- An" amount of time and troule taken
in ensuring careful and gradual dr"ing of the furnace is more than repaid
in its suseuent operation-
12
*
At the end of dr"ing$ depending upon the method used for dr"ing$
the furnace is cleared off all the things used for filling- The coolers

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 191/458
are turned on and once the inside temperature is tolerale furnacepersonnel can get in and prepare for filling the furnace- The
inspection of coolers at this stage is a must since rectification of
fault" coolers is readil" possile at this stage- In fact a check list is
prepared and each item is checked off as reports are recei'ed of
their satisfactor" performance-- The tap holes are prepared and
coolers$ /hich /ere earlier remo'ed to ha'e access inside$ are
packed in position-
12
1
0illing of the furnace usuall" means filling the hearth /ith light kindling /ood
and sha'ings saturated /ith oil up to the tu"ere le'el and la"ing o'er this a

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 192/458
scaffold of old timer slippers- oke is charged ao'e the timer scaffoldfrom the top upto the osh le'el- A uantit" of limestone sufficient to flu the
ash in the charged coke$ is also charged along /ith the coke after the initial
coke lanks- A small amount of old last furnace slag is also incorporated
/ith coke after the coke le'el rises e"ond the mantle le'el- The earl" slag
'olume is delieratel" maintained at high le'el to heat up the hearth and
prepare it to recei'e iron- =n the coke lanks are laid light urden charges
of ore$ stone and coke i.e. the ratio of iron ore to coke is lo/$ aout *Q@%*Q;-
12
)
After filling the furnace as mentioned ao'e for lo/ing%in the ells are opened and the
dust catcher dump 'al'e is closed--

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 193/458
The furnace is lighted either " inserting red%hot ars through the tu"eres or slag hole andiron notch- Alternati'el" gas torch ma" also e used- Generall" highl" comustile material
is kept in front of the tu"eres during filling to light the furnace readil"- .urning is allo/ed
/ith natural draught alone for the first )7QC; hours a light last is put on onl" thereafter-
As soon as good amount of gas emerges from the furnace top the ells are closed and thedust catcher dump 'al'e is slo/l" opened to conduct eit gases through the gas cleaning
s"stem-
The last 'olume is fairl" rapidl" increased to normal 'olume of lo/ing- Hsuall" more than
three fourth of the standard 'olume of last is lo/n " the end of fourth da" and full lastis on " the end of a /eek after the furnace is ignited-
12
C
Tap holes are kept open for hot gases to escape out during the earl" period- =nce
coke urning and slag formation starts furnace cre/ are 'igilant in oser'ing the
tap holes- The first indication of a sudden decrease in the out coming gas through

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 194/458
the tap hole is taken as an indication of eginning of slag accumulation in the
hearth and the tap hole is immediatel" closed thereafter- Nearl" si to eight hours
ma" elapse after this efore sufficient slag has accumulated to /arrant flushing-
A#ter nearl" t/o da"s$ as the ratio of iron ore to increase in the urden$ that first
cast ma" e due- The amount of slag and metal flo/ing out of the furnace iscorrelated to the charge schedule and proportion in order to assess the progress
of lo/ing%in operation- After the first cast is o'er charging and tapping schedules
are estalished and are strictl" adhered to until routine production is estalished- It
generall" takes nearl" a /eek to estalish normal routine practice so that metal
and slag of desired composition /ill e tapped out of furnace at the desired
inter'als-
12
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 195/458
Smarajit Sarkar Department of Metallurgical and Materials Engineering
NIT Rourkela
12
@
urden distriution is one of the key o#erating

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 196/458
urden distriution is one of the key o#erating
#arameters influencing last furnace
#erformance, #articularly the #roducti!ity and
the coke rate& he #ro#er distriution of urden materials
im#ro!es ed #ermeaility, "ind acce#tance,
and efficiency of gas utilisation&
12
;
'n a ty#ical 'ndian last furnace e(ui##ed "ith a ell

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 197/458
'n a ty#ical 'ndian last furnace e(ui##ed "ith a ell-
less aul Hurth2 distriution system, the decrease
in coke rate that is due eclusi!ely to urden
distriution "as found to e 10E1 kg/thm&
12
<
Design of the last furnace Angle and si>e of the ig ell

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 198/458
Design of the last furnace
and its charging de'ice
5effect of these factors is
constant6-
Angle and si>e of the ig ell-
Additional mechanical
de'ice5s6 used for otaining
etter distriution-
Speed of lo/ering of large
ell-
12
+
Inconsistenc" in Si>e range of the 'arious

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 199/458
Inconsistenc" inph"sical properties ofcharge materials5deficiencies caused "this should eeliminated " impro'ing
ualit" of the urden-
Si>e range of the 'arious
charge materials
Angle of repose of ra/
materials and other
ph"sical characteristics of
the charge-
Densit" of chargematerials-
12
2
(e'el s"stem and Distriution of charge

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 200/458
(e'el$ s"stem and
seuence of
charging$ programme
of re'ol'ing the
distriutor 5conditionsdetermining major
means of last
furnace process
control from top6-
Distriution of charge
on the ig ell &eight of the ig ell
from the stock%line i.e.
charge le'el in thefurnace throat-
=rder and proportion
of charging of 'arious
ra/ materials-
)*
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 201/458
)*
1
This is a unique design in which

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 202/458
q g
large bell is replaced by a distributorchute with 2 hoppers A rotating chute is provided inside
the furnace top cone
Advantages:Advantages: Greater charge distribution
fleibility !ore operational safety and
easy control over varying
charging particles "ess wearing parts: easy
!aintenance
)*
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 203/458
)*
C
The ad'antages accruing from impro'ed distriution
control can e summarised as follo/s! Increased producti'it"$ decreased coke rate$ impro'ed

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 204/458
p "$ $ p
furnace life - Reduced refractor" erosion
Impro'ed /ind acceptance and reduced hanging as /ell
as slips
Impro'ed efficienc" of gas utilisation and its indirectreduction
(o/er silicon content in hot metal and consistenc" in the
hot metal ualit"
Reduced tu"ere losses and minimisation of scaffold
formation
(o/er dust emission o/ing to uniform distriution of fines-
)*
7
The densit" of three important ra/ materials viz. the ore$ the
coke and the limestone are uite different-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 205/458
coke and the limestone are uite different-
The hea'iest is iron ore /ith around @%; glcc$ the lightest is
coke /ith densit" of around %&5 glcc and the limestone is
intermediate /ith%a 'alue of densit" around '&0-'&5 glcc.
It means that the rolling tendenc" of coke particles is mai
mum and that of the ore is minimum- Since the densit" 'alues
cannot e altered$ the si>es ma" e so chosen that their
differential rolling tendencies are offset to some etent-
)*
@
T)e !#(4lem ( e#" dene (#e i e#i(u

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 206/458
T)e !#(4lem ( e#" dene (#e i e#i(u
#(m t)e !(int ( ie ( t)ei# luggi)
#educti(n #ate #at)e# t)an t)ei# tendenc"
t(a#d eg#egati(n. uc) (#e a#e
t)e#e(#e ina#ia4l" c#u)ed and inte#ed t(
(4tain m(#e !(#(u aggl(me#ate 4e(#e
c)a#ging t)ee in t)e u#nace.
)*
;
)en a multi-!a#ticle mate#ial i all(ed t(

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 207/458
gentl" all (n a )(#i(ntal !lane it tend t( (#m
a c(nical )ea!. T)e 4ae angle ( t)i c(ne i
n(n a angle of repose ( t)at mate#ial.
T)i angle de!end u!(n t)e !a#ticle ie/ it
u#ace c)a#acte#itic/ m(itu#e c(ntent/
)a!e/ ie dit#i4uti(n/ etc.
)*
<
0or an iron ore of 1*%C* mm si>e$ /ith an
a'erage mean si>e of 1+ mm$ the angle of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 208/458
repose is around CC%C@P- 0or coke of )<%<@ mm
si>e$ /ith an a'erage si>e of 7@ mm$ the same
is around C@%C+P- Similarl" the angle of reposefor sinter is in the range of C1%C7P and for pellets
it is around );%)+P-
)*
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 209/458

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 210/458
)1
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 211/458
)1
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 212/458
)1
)
=n dumping as the materials fall on the stock

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 213/458
=n dumping$ as the materials fall on the stock
surface$ the" take a paraolic path and mainl"
t/o different profiles of the accumulated mass
emerge depending upon /hether the particles
hit the in%/all directl"53% shape6 or the stock
surface 5M%shape6
)1
C
The M%profile itself is generall" otained if the material

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 214/458
The M profile itself is generall" otained if the material
strikes the stock surface- This happens /hen the
ellKthroat diameter ratio is small 5larger ell%in/all
distance6 or the charging distance is small - 't is clear
that the peak of the M%contour approaches the in/all
5hence the peripheral permeailit" decreases6 as the
charging distance increases and ultimatel" the M
changes to 3 profile-
)1
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 215/458
)1
@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 216/458
Smarajit Sarkar Department of Metallurgical and Materials Engineering
NIT Rourkela
)1
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 217/458
)1
<
Right at the top of the furnace is the granular zone that contains
the coke and the iron earing materials charged$ sometimes

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 218/458
g g $
along /ith small uantities of limestone and other flues- The
iron%earing oides charged get reduced to /ustite and metallic
iron to/ards the lo/er end of the granular >one-
As the urden descends further$ and its temperature rises on
account of contact /ith the ascending hot gases$ softening and
melting of the iron%earing solids takes place in the so%called
cohesive zone 5mush" >one6-
)1
+
=ut of fi'e >ones the cohesi'e >one pla"s the most

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 219/458
p "
important role in the .-0- operations- This is the >one /here the ferrous urden soften and
melt- Its shape$ position and etent in the .-0- affect the gas
flo/ pattern- The urden loses its permeailit"- Gas flo/ occurs onl"
through the coke la"ers- (oss of permeailit" is caused " liuid phase in the
ferrous urden- The liuid formation causes a pressure drop-
)1
2
# Also the solid phase gets defor!ed due to the weight of the burden$
# This defor!ed solid !ay occupy the gaps between the solid
ferrous pieces also causing loss of per!eability$

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 220/458
# The different pheno!ena si!ultaneously occuring in thecohesive %one are
a$ softening and !elting of the oide phase$ b$ carburisation of the !etalic phase
c$ softening and !elting of the !etallic iron phases# &oftening and !elting of the oide phase will be affected by :
a$ the quantity of non ferrous oide ' slag for!ers( present
b$ distribution) !orphology and che!istry of slag for!ers
c$ degree of pre reduction 'this will affect the availability of
*e as a slag for!er($
))
*
Softening and melting of the metal phase /ill depend on !
caron content of metal phase
cross sectional area of metal phase
These comple processes are simplified as under !

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 221/458
These comple processes are simplified as under !
5I6 ormation of the first oide melt&
a- It is formed at the interface of lo/est melting$ usuall" the
interface et/een an 0e= particle and another oide particle-
- The formation /ill depend on the microstructure 5phasespresent and their distriution6
c- The first liuid tends to /et the ore particles-
d- This /etting resists transport through it and slo/s do/n the
reduction kinetics-
e- This is often called reduction retardation-
))
1
II9 *eduction degree of the metallic urdena- Metallic urden in most .-0-s- reaches the softening >one/ith reduction degree higher than @* pct-
- The situation in the cohesi'e >one is a porous solid ironoide shell confining solid and liuid oide-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 222/458
g
c- liuid slag co'ers the solid oide particles$ de'elops a semisolid material$ acts as a luricant for other particles-
d- the semi solid core has a reduced mechanical strength
e- resistance to deformation is determined " the porous Ironshell-
f- 'olume fraction of liuid slag increases /ith temperatures-
g- the Iron shell can no longer hold the liuid-
h- This results in the dripping of liuid slag from the urdenmaterial-
i- Iron shell gets carurised$ its melting point decreases$mechanical strength also decreases-
))
)
softening is defined as the moment /hen the metallic urden canno longer resist the action of mechanical forces-
this generall" considers /ith dripping of material from the urdencomponent-
the softening and the dripping depend on

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 223/458
the softening and the dripping depend on
a- increase of the molten slag 'olume-
- caron content in the Iron shell
.oth parameters increasing /ith increase in temperature-
The reduction degree /ill tend to remain constant during thisperiod due to reduction retardation-
(esser the reduction degree lesser is the softening temperatures5here the thickness of iron la"er is lo/$ lo/ering its mechanicalstrength$ assisting eas" dripping6-
&igher the reduction degree higher should e the softeningtemperatures 5lo/er is the 0e=$ the slag former6-
))
C
Different configurations of the cohesi'e >one are as follo/s !

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 224/458
1- 4%t"pe$ )- 0lat$ C- In'erted%H$ and 7- In'erted%3
5in'erted%3 configuration is elie'ed to result in the optimum
performance of the .-0-6
This in'erted%3 configuration is maintained " radial urden
distriution-
ohesi'e >one should e formed lo/er do/n the osh 5results in
increase in the granular >one$ increase in the gas utili>ation$
decrease in the 'olume of the dripping Wone$ decrease in the
contact time et/een Si= gas and hence Si pick up " the metal-6
))
(o/ering of cohesi'e >one can e achie'ed " a high
softening temperature of the urden material-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 225/458
g p
The thickness of the cohesi'e >one should e lo/ 5a
thinner cohesi'e >one is epected to allo/ more air
passage for a gi'en pressure deferential6-
))
0urther do/n the furnace$ impure liuid iron and liuid slag are
formed- The asorption of caron lo/ers the melting point of iron

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 226/458
p g p
drasticall"- 0or eample$ an iron allo" containing 7 /t- F caron
melts at onl" 11+@P--
In the cohesi'e >one and elo/ it$ coke is the source of caron for
carurisation of liuid iron- &o/e'er$ caron directl" does not
dissol'e in liuid iron at this stage- The possile mechanism of
carurisation of iron entails the formation of = " gasification of
caron$ follo/ed " the asorption of caron " the reaction!
)=5g6 XYin 0e =)5g6
))
oke is the onl" material of the last furnace charge /hich descends to
the tu"ere le'el in the solid state- It urns /ith air in front of the tu"eres

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 227/458
in a 1%) m deep race/a" around the hearth peripher"-
.e"ond the race/a" there is a closel" packed ed of coke$ the central
coke column or dead manVs >one-
The continuous consumption of coke and the conseuent creation of an
empt" space permit the do/n/ard flo/ of the charge materials-
The comustion >one is in the form of a pear shape$ called racewa in
/hich the hot gases rotate at high speeds carr"ing a small amount ofurning coke in suspension-
))

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 228/458
The temperature of the gas rises as the coke consumption

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 229/458
proceeds and reaches a maimum just efore the race/a"
oundar"- Thereafter$ it falls sharpl" as the endothermal
reduction of =) " proceeds
=) )=%71*** cal
The concentration of =) fall rapidl" from the race/a"
oundar" and the gasification is completed /ithin )**%7**
mm from the starting point of the reaction-
))
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 230/458
)C
*
The primar" slag of relati'el" lo/ melting point /hich forms in the lo/er part
of the stack or in the ell" consists of 0e=%containing silicate and

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 231/458
aluminates /ith 'ar"ing amounts of lime /hich has ecome incorporated
depending upon the degree of calcination undergone -
As the slag descends$ ferrous oide is rapidl" reduced " caron as /ell as
" =- As the lime is continuall" asored$ the original 0e=%Si*)%AI)*C
s"stem rapidl" changes to the a=%Si*)%AI)*Cs"stem /ith some minor
impurities accompan"ing the urden- The dissolution of lime and the
approach to the a=%Si*)%Al)*C s"stem is more pronounced$
-
)C
1
As the liuid primar" slag runs do/n the osh and loses its fluing
constituent 0e=$ the liuidus temperature also increases- If$ therefore$
the slag has to remain liuid it must mo'e do/n to hotter parts of the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 232/458
furnace as rapidl" as its melting point is raised- As the reduction of 0e=
is almost complete ao'e the tu"eres the resulting osh slag$ composed
mainl" of a=%Si*)%AI)*C
The hearth slag is formed on dissolution of the lime /hich /as not
incorporated in the osh and on asorption of the coke ash released
during comustion- The formation is more or less complete in the
comustion >one-
)C
)
This slag runs along /ith the molten iron into the hearth
and accumulates there and forms a pool /ith the molten

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 233/458
p
metal underneath- During the passage of iron droplets
through the slag la"er$ the slag reacts /ith the metal and
a transference of mainl" Si$ Mn and S occurs from or tothe metal$ tending to attain euilirium et/een
themsel'es as far as possile-
)C
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 234/458
)C
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 235/458

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 236/458
)C
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 237/458
)C
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 238/458
)C
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 239/458
)C
2
The different phases of iron oides in euilirium /ith &)K&)= mitures at 'arious
temperatures are sho/n in pre'ious fig- " the dotted lines- The reduction of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 240/458
0e= " &) is endothermic and therefore the cur'e inclines do/n/ards /ith
increasing temperature /hereas the corresponding cur'e for reduction " =
5full line6 inclines up/ards ecause of the eothermic nature of the reaction-
These t/o cur'es intersect at aout +)1P$ i-e-$ at +)1P h"drogen and =
ha'e the same reducing po/er o'er 0e=- Thermod"namicall"$ elo/ this
temperature$ the reducing po/er of = is much greater-
)7
*
The cur'e for E- 5iii6 slopes up/ards ecause the reaction is
eothermic$ i-e-$ 0e= ecomes more stale /ith increasing

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 241/458
temperature in the presence of =-
The cur'e for E- 5ii6 slopes do/n/ards the reaction eing
endothermic-
At 2**P$ the euilirium concentration of = for 0eC*7%0e=
is )* percent /hereas that for 0e=%0e aout <* percent$ i-e-$
for the con'ersion of magnetite entirel" to /ustite the gaseous
phase must ha'e a C2 C 3 ratio greater than 0&@
/hereas- that for /ustite to iron the ratio should e higherthan &3&
)7
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 242/458

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 243/458
.elo/ ;**P !

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 244/458
#re%heating and pre%reduction
;** %2@*P!
Indirect reduction of iron oides " = and &)
2@** to softening temperature!
Direct reduction gasification of caron 5solution loss
reactions6 " =) and &) ecomes prominent-
)7
7
The formation of cohesi'e la"ers or partiall"
reduced and partiall" molten iron oide takes
l

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 245/458
place- The coke slits pro'ide passage for gaseous flo/-
Dripping or Dropping Wone Semi fluidi>ed region in /hich liuids drip and
fragments of cohesi'e la"ers drop- Wone through /hich liuids trickle do/n to the
hearth- It is the final stage of iron oide reduction
)7
@
.last$ injectants and coke are con'erted to hot reducing gas- This
gas reduces the ore as it mo'es counter currentl" to/ards the top of
th f

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 246/458
the furnace-
&earth
It is a container for liuids and coke /here slagKmetalZ cokeKgas
reactions take place- Metal droplets pass through the slagKcoke
la"er- (iuid metalKcoke la"er in /hich chemical reactions take
place onl" to a small etent-
)7
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 247/458
)7
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 248/458
)7
+
fluidi>ation of small particles /hen the local gas

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 249/458
'elocit" is ecessi'e
diminution of 'oid age due to s/elling and
softening%melting
flooding of slag in the osh >one /hen the slag
'olume and gas 'elocit" are ecessi'e-
)7
2
The charge in the last furnace descends under gra'it" against the
frictional forces of solids and uo"anc" of gas- 4ith increasing gas
l it th d i i t l d ti ll

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 250/458
'elocit"$ the pressure drop increases approimatel" uadraticall"
until the up/ard thrust of the gas and do/n/ard thrust of the solids
are held in alance-
4hen this critical 'elocit" is eceeded 5the point of incipientfluidi>ation6$ the packing in the ed ecomes loose$ the finer
particles egin to teeter and the pressure drop ceases to increase$
i-e-$ the resistance to gas flo/ drops 5due to increase in 'oid age at
places /here the fines ecome suspended6-
)@
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 251/458
)@
1
The mechanism of the softening%melting phenomena
is schematicall" illustrated in pre'ious 0igure- It is
id t th t ith th t f ft i th id i

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 252/458
e'ident that /ith the onset of softening$ the 'oidage inthe ed decreases and the ed ecomes more
compact 5origin of the terminolog" cohesive).
As a conseuence$ further indirect reduction of iron
oide " gases ecomes increasingl" difficult- Hponmelting$ dripping of molten 0e=%containing slag
through the coke la"ers increases the flo/ resistance
through the coke slits and the acti'e 5i-e- dripping6
coke >one ecause of loss of permeailit"-
)@
)
The cohesi'e >one has the lo/est permeailit"- &ence$
f fl

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 253/458
for proper gas flo/!
* s should e as high as possile
The thickness of the cohesi'e >one should e as small
as possile- This thickness depends on the difference
et/een * s and * m (* + % * s )$ and therefore$ the
difference should e as lo/ as possile-
)@
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 254/458
)@
7
Gas ow through Granular zone:For resistance to gas ow more importantthan the particle diameter is the relative sie ofthe materials in the bed.
In a mi2ed bed of widel3 var3ing particle sie

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 255/458
In a mi2ed bed of widel3 var3ing particle siethe small particles land in the interstices of thelarge ones and decrease the void age .,tarting with large uniform spheres the void
age decreases as the small ones are introducedand the bed becomes more and more compactas the proportion of the latter increases.The bed is most dense i.e. the voidage is
minimum when 6#&7# percent of the totalvolume of the particles consists of the largeones for about all the cases.
)@
@
The 8m increases on either side of the
minimum i.e. with increasing ordecreasing volume fraction of the smallparticles /approaching more uniformit3f th i di t ib ti 0

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 256/458
of the sie distribution0.The voidage decreases greatl3 as theratio d
s' d
! decreases.
This shows that for a good anduniform permeabilit3 and low resistanceto gas ow in a mi2ed bed the siefractions should be as narrow aspossible.9ne can easil3 visualie the adversee:ects of multi&granular bed of particlesof var3ing diameter on the voidage.
)@
;
; narro" sie distriution has the follo"ing ad!antages! charge permeailit" increases and the gas distriution is
more uniform /ith etter utili>ation of the chemical and
thermal energies of the gases

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 257/458
thermal energies of the gases
more e'en material distriution at the stock le'el and less
material segregation in the shaft during descent
gas flo/ is not impeded if the si>e ratio is /ithin limits ut
at the same time gi'es rise to a tortuous flo/ of gases /ith
continuous changing of flo/ directions$ pro'iding a larger
gasKsolid contact time-
)@
<
The fraction of iron earing material elo/ the limiting si>e
is therefore termed as #ines " the last furnace technologists
and is in'arial" eliminated " screening at e'er" possile
stage

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 258/458
stage-0rom the point of 'ie/ of reduction the maimum top si>e of
an iron earing material should e as lo/ as possile$ since the
rate of reduction decreases$ perhaps eponentiall"$ /ith
increasing si>e-
The si>e range of materials charged in the last furnace
represents a compromise to gi'e oth good stack permeailit"
and adeuate ulk reduciilit"-
)@
+
as ow n wet zone:
;et ones consist of the coke beds in thebosh and bell3 regions i.e. inactive coke oneactive coke one and the coke slits in the
cohesive one

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 259/458
cohesive one. (ere molten iron and molten slag owdownwards through the bed of coke. Thisreduces the free cross section available for gas
ow thus o:ering greater resistance thereb3increasing the pressure drop.n e2treme situation arises when at high gasvelocit3 the gas prevents the downward ow
of li<uid. This is known as loading. ;ith furtherincrease in gas velocit3 the li<uid gets carriedupwards mechanicall3 causing fooding.
)@
2
Scientists ha'e tried to estimate pressure
drop in last furnace &o/e'er the" are

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 260/458
drop in last furnace- &o/e'er$ the" are
approimate- Moreo'er$ the" are onl" for the
granular >one and coke >ones- The situation in the cohesi'e >one is 'er"
comple$ and reliale theoretical estimates
are etremel" difficult to come "-
);
*
Therefore$ for practical applications in last
furnaces$ an empirical parameter$ called ,low
esistance Coe##icient 50R6 has ecome

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 261/458
popular- The 0R for a ed is gi'en as
/here the gas flo/ rate is for unit cross section
of the ed$ i-e- either mass flo/ 'elocit" or
'olumetric flo/ 'elocit" -
);
1
0R1K ed permeailit"
The 0R for a furnace can e empiricall" determined
from measurements of pressure drop and gas flo/ rate

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 262/458
from measurements of pressure drop and gas flo/ rate-
Since it is possile to measure pressures at 'arious
heights /ithin a furnace$ the 'alues of 0R for indi'idual
>ones can also e determined-
);
)
These measurements ha'e indicated that
0Rs for the granular cohesi'e coke

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 263/458
0Rs for the granular$ cohesi'e$ coke tu"ere >ones are approimatel" )*F$ 50
and C*F of the o'erall furnace 0R-
This means that the cohesi'e >one is
responsile for the maimum flo/ resistance
and pressure drop$ to a 'er" large etent-
);
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 264/458
Smarajit Sarkar Department of Metallurgical and Materials Engineering
NIT Rourkela
);
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 265/458
);
@
Decreasing the etent of Si= formation "!o (o/ering ash in coke and the coke rate

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 266/458
(o/ering ash in coke$ and the coke rateo (o/ering RA0To (o/ering the acti'it" of Si*) in coke ash " lime
injection through the tu"eres-
Decreasing Si asorption " liuid iron in the osh" enhancing the asorption of Si*) " the oshslag- This can e achie'ed "!
o
Increasing the osh slag asicit"-o (o/ering the osh slag 'iscosit"--
);
;
Remo'al of Si from metal " slag%metal reaction

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 267/458
Remo'al of Si from metal " slag%metal reactionat the hearth "!
o (o/ering the hearth temperatureo #roducing a slag of optimum asicit" and fluidit"-
);
<
Desulphurisation of metal droplets through slag%

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 268/458
metal reaction in the furnace hearth !
5a=6 XSY X Y 5aS6 = 5g6
Desulphurisation through the coupled reaction!
5a=6 XSY X MnY 5aS6 5Mn=6
5a=6 XSY X SiY 5aS6 1K) 5Si=)6
);
+
Sulphur pick%up through the 'apour%phase
reaction!
aS5 in coke ash6 Si= 5g6 SiS5g6 a=

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 269/458
aS5 in coke ash6 Si= 5g6 SiS5g6 a= In the osh and ell" regions$ SiS decomposes
as
SiS5g6 XSiY XSYo Decreasing the 'aporisation of sulphur in the
race /a"o #referential asorption of SiS " the osh slag
);
2
Reducing slag i-e- 0e= content should e lo/
&igh asicit"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 270/458
&igh asicit" &igh temperature$ since desulphurisation is an
endothermic reaction
,inetic factor
ontact surface of metal and slag 5[ " agitation6
0luidit" of slag5[ " adding Mg= $ Mn=6
Time of desulphurisation
)<
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 271/458
)<
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 272/458
)<
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 273/458
)<
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 274/458
)<
7
The efficienc" of operation of a last furnace ma" e
measured in terms of coke rate /hich should of course
e as lo/ as possile- The achie'ement of a satisfactor"
coke rate depends on optimising the etent to /hich the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 275/458
coke rate depends on optimising the etent to /hich the
caron deposition reaction proceeds- If the top gas is
high in *) sensile heat is carried from the furnace as a
result of the eothermic reaction-
)==)
If on the other hand the top gas is high in =$ chemical
heat lea'es the furnace-
)<
@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 276/458
)<
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 277/458
)<
<
he comustion of caron to its monoide yields only aout 8
#ercent of the total heat #ossile to e otained and only oidation to
the dioide gi!es the largest amount of heat&
his has a great significance in the last furnace #rocess "here aout

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 278/458
g g #
30-90 #ercent of the coke caron is oidised to +: and the rest into
+:&
'n the last furnace aout half of the heating !alue of caron is
otained for a to# gas +:/+: ratio of & he rest is carried a"ay in the
outgoing gas&
;lthough a #art of this heat is redeemed y urning the gas out of the
furnace, it means con!ersion of e#ensi!e metallurgical coke to a gas
"hich could e otained from a less !aluale fuel&
)<
+
he heat !alues in the gi!en e(uations are for #ure caron& or
a good (uality coke "ith 8)% +, the res#ecti!e !alues "ill e
aout 000 and 7000 kcal/kg&coke&

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 279/458
g
+aron dioide, in the asence of caron, is stale at high
tem#eratures&
<# to aout 000=+, its thermal dissociation is small& ;tatmos#heric #ressure, it amounts to aout #ercent&
;t high tem#eratures, caron dioide is unstale in the
#resence of caron and is reduced to caron monoide
according to the gi!en e(uation&
)<
2
his is generally kno"n as oudouard or caron gasification
reaction and is highly endothermic4 the re!erse reaction is
eothermic and is called caron de#osition reaction& he

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 280/458
former reaction is of etreme im#ortance for the economy and
smooth running of the last furnace& 't occurs at high
tem#eratures, ao!e aout 10000+, and therefore consumes an
enormous amount of heat in the lo"er third of the last furnace&
he caron de#osition reaction is most #ronounced at
tem#eratures 500-550=+ and conse(uently takes #lace in the
u##er #ortion of the shaft&
)+
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 281/458
)+
1
Since moles of +: are #roduced from 1 mole of +:7
caron eing solid2, the oudouard reaction is
de#endent on #ressure&
he isoars in the #re!ious figure sho" that at any gi!en

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 282/458
# g y g
tem#erature the e(uilirium %+07 increases "ith
increasing #ressure&
he staility of +: decreases "ith decreasing
tem#erature and increasing #ressure& he maimum
instaility is et"een )00 to 800=+ as sho"n y the stee#
slo#e of the cur!es&
)+
)
he reaction !elocity ecomes so slo" elo" aout
900=+ that a negligile amount of +: is decom#osed
into +: and +&

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 283/458
he reaction is accelerated in the #resence of catalysts
"hich #ro!ide nucleation sites for de#osition of caron&
'n the #resence of catalysts, the re!erse of reaction
accelerates ao!e 900=+ and reaches a maimum
et"een 500-5500+&
)+
C
CO2
emii(n
,ndustry -ontribution .
/ower 1
Transport 1
&teel 10
other 23

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 284/458
emii(n
)+
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 285/458
The purpose of > is to introduce more
o"gen to urn more caron " lo/ing more
air and at the same time maintaining thelinear gas 'elocit" 5and pressure drop6

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 286/458
a a d at t e sa e t e a ta g t elinear gas 'elocit" 5and pressure drop6
identical to that in the con'entional practice
/ithout an" formation of channels$
maldistriution of gas$ increase in coke rateor flue dust emission
Ad'antages!
◦
0or the same 'olume flo/ rate$ a greater mass of air5hence$ o"gen6 can e lo/n /ith &T# higher output
)+
;
A major enefit that is so o'ious is increased
production rate ecause of increased time of contact of
gas and solid as a result of reduced 'elocit" of gases
through the furnace Increased pressure also increases

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 287/458
through the furnace- Increased pressure also increases
the reduction rate of oide
Suppression of .oudouard reaction 5*) )=6 and
hence sa'ings in fuel
More uniform distriution of gas 'elocit" and reduction
across furnace cross%section smoother furnace
operation due to increased permeailit"
)+
<
less flue dust losses$ less 'ariation of coke input$ etter
maintenance of the thermal state of the hearth$ more
uniform iron anal"sis

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 288/458
More uniform operation /ith lo/er and more consistent
hot metal silicon content ha'e een claimed to e the
enefit of high top pressure
.hilai Steel #lant 5operati'e6$ RS# "et to implement
)+
+
Si=) \Si=] \=]
0rom ao'e euation it can e seen that partial

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 289/458
0rom ao'e euation it can e seen that partial
pressure of Si= can e rought do/n " increasing
the partial pressure of = in other /ords the Si=)
reduction reaction can e discouraged " application
of top pressure /hich enales a higher last pressure
and hence an increase in partial pressure of =-
)+
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 290/458
)2
*
The last 'olume and therefore the coke
throughput can e increased " C*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 291/458
g p "percent /ith the maintenance of identical
pressure drop and gas 'elocit" conditions
in the last furnace " increasing the toppressure to )-1 from 1-1 ata and ottom
pressure to C-@ from )-@ ata under the
gi'en lo/ing conditions-
)2
1
racewa adiabatic #la+e te+perature/
This is the highest temperature a'ailale inside the
furnace- There is temperature gradient in 'ertical

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 292/458
g
direction on either side of this >one- This temperature is
criticall" related to the hearth temperature kno/n as
operating temperature of the furnace- It is euall"
related to the top gas temperature such that the hot
race/a" gasses ha'e to impart their heat to the
descending urden to the etent epected and lea'ethe furnace as off%gases at the desired temperature-
)2
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 293/458
)2
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 294/458
)2
7
The primar" purpose of using injectants /ith the
last is profitailit" /hich depends upon the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 295/458
p " p p
relati'e price of coke and injectants and the
amount of coke that can e sa'ed per unit of the
latter$ i-e-$ upon the replacement ratio!
)2
@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 296/458
)2
;
&)* = &) ^^^^^516
&= 51)**P6 )<** kcalKkg

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 297/458
#resence of moisture in the last generates doule the
'olume of reducing gas per mole of caron urnt- As per
E-1 for e'er" caron urnt one mole of = and an
additional mole of h"drogen /ill e a'ailale as product
of urning of coke for reduction in osh and stack-
)2
<
The more the moisture the more /ill e this additional
h"drogen a'ailale-
,ineticall" h"drogen reduction of iron oide is faster thanth t = f it ll i # f

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 298/458
that " = ecause of its small si>e- #resence of
moisture helps to urn coke at a faster rate /ith its
attendant fa'orale effects-
Some of the endothermic heat of moisture disintegration
is compensated " /a" of eothermic reduction of iron
oide " h"drogen-
)2
+
higher gasif"ing po/er /hich intensifies coke
consumption In the race/a"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 299/458
smoothens the temperature gradient and facilitates stock
descent
enlarges the comustion >one and accelerates stock
descent heats up the aial >one maintains thermal
state of the hearth
)2
2
e'en /ith incomplete temperature compensation$ the coke
rate ma" not rise ecause of higher reducing po/er and

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 300/458
higher heat transfer coefficient of h"drogen
decreases pressure loss due to lo/er densit" and 'iscosit" of
h"drogen-
The last pressure ma" drop e'en b *-1%*-) atm- /hich
means the furnace can e lo/n at a higher last rate-
C*
*
It has een estimated that for an increase of )* g1+'
moisture in the last the endothermicit" can e
compensated " a rise of )**P in the last preheat-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 301/458
p " p
." increasing moisture and compensating it "
additional rise of preheat means that cheaper heat
energ" can e used to feed the furnace and there"
decrease the coke consumption and economise the
operation-
C*
1
="gen enrichment of the last and moisture enrichment
ha'e uite opposite thermal effects- The t/o can e saddled
together to otain etter inputs

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 302/458
together to otain etter inputs-
&ot last temperature$ etent of o"gen enrichment and
humidification of last ha'e to e adjusted as interrelated
parameters simultaneousl" to otain optimum conditions of
operation for maimum enefits such as minimum coke rate$
higher producti'it" and so on-
C*
)
The reasons for the injection of coal ha'e een
economic as /ell as operational fleiilit" and include
the follo/ing!
After the steep rise in oil prices follo/ing the oil crisis$iron makers /ere compelled to aandon hea'" oil

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 303/458
iron makers /ere compelled to aandon hea'" oil
injection and /ere looking for a less epensi'e auiliar"
fuel-
#I accommodate shortages of coking capacit"$ "replacing coke " coal in the last furnaces- After a
thorough in'estment anal"sis$ it has een found that a
reliale coal injection s"stem reuires much lo/er
capital cost and in'ol'es operating cost than theetension of coking capacit"--
C*
C
oal causes a lo/er reduction in flame
temperature per unit injection than oil or natural
gas- It$ therefore$ allo/s more scope for last
temperature adjustmentKo"gen enrichment for

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 304/458
increased rates of injection and conseuentl"$ less
coke consumption-
The #I s"stem design is capale of
injecting coal on a continuous and stale asis and
ensure accurate and uniform distriution
C*
7
The coke sa'ings from flued urden emanate from the follo/ing
causes !
etter reduciilit" and enhanced indirect reduction 5;%< kg- sa'ed from
e'er" 1 percent increase in indirect reduction6

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 305/458
use of higher last temperatures ecause the thermal load is smaller
and the slag is pre%made the primar" slag melts at higher temperatures
and does so /ithin a 'erticall" narro/ softening >one
a'oidance of caron dioide generated from limestone in the stack
/hich ad'ersel" affects indirect reduction
transference of heat of calcination from the furnace to the
agglomerating plant-
C*
@
This is a unique design in which
large bell is replaced by a distributor
chute with 2 hoppers A i h i id d i id

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 306/458
A rotating chute is provided inside
the furnace top cone
Advantages:Advantages:
Greater charge distributionfleibility !ore operational safety and
easy control over varying
charging particles "ess wearing parts: easy
!aintenance
C*
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 307/458
C*
<
The ad'antages accruing from impro'ed distriution
control can e summarised as follo/s
Increased producti'it"$ decreased coke rate$ impro'ed

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 308/458
furnace life
Reduced refractor" erosion
Impro'ed /ind acceptance and reduced hanging as /ell
as slips
Impro'ed efficienc" of gas utilisation and its indirect
reduction
C*
+
(o/er silicon content in hot metal and consistenc" in the
hot metal ualit"
Reduced tu"ere losses and minimisation of scaffoldformation

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 309/458
formation
(o/er dust emission o/ing to uniform distriution of
fines- All these ad'antages ha'e impro'ed the o'erall
efficienc"$ there" making the process more competiti'e-
C*
2
oal%ased #rocesses oal%ased Rotar" ,iln #rocesses like S/*F
+odir, ;ccar, D*, D*+ oal%ased #rocesses Hsing Rotar" &earth 0urnaces

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 310/458
oal%ased #rocesses Hsing Rotar" &earth 0urnaces
like ;S?A, +:?A, 'F?A+: Gas%ased #rocesses
Gas%ased Reduction in Stationar" Retorts >I-rocess
Gas%ased Shaft 0urnace #rocesses! Midre Gas%ased Direct Reduction in 0luidised .eds! 0inmet
C1
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 311/458
C1
1
Non%metallurgical cheaper coals are readil" a'ailale and
processes ha'e een de'eloped /herein caron of such coals
is used to pro'ide heat as /ell as the reducing gas-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 312/458
Iron oide in contact /ith caron /hen heated results in
reduction of oide to metallic iron- This reduction is more due to
the urning of caron first follo/ed " reduction " the caron
monoide gas generated from urning-
C1
)
This is the reason /h" these processes are termed as coal-based
processes- These are more popularl" carried out in hori>ontal rotar"
kilns- .ut 'ertical shaft furnaces ha'e also een used as reactors
for this process in some rare cases-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 313/458
This is also a counter current process to the etent that solid oide
tra'els do/n/ards and the gases formed on urning of coal ascend
/ith respect to the inclination of the kiln or the shaft reactor- A long kiln$ easil" <*%+* m in length and fe/ meters in diameter$
slightl" inclined to the hori>ontal and rotating slo/l" around its o/n
ais is emplo"ed as a reactor in these processes-
C1
C
The indi'idual designs do differ in details- The charge is fed from
that end /hich is at a higher le'el- The charge tra'els under gra'it"
aided " the rotation motion$ through se'eral heating >ones and thereduced iron oide product comes out of the other end of the kiln-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 314/458
p
The throughput rate of solid iron oide$ its reduciilit"$ its si>e$
gangue contents$ the rotation of kiln and other related factors are
adjusted such that the oide is reduced to the etent of 2C%2@F "
the time it tra'els the /hole length of the kiln- This reduction is slo/
and continuous and takes place o'er the length of the kiln- In this
process the iron oide gets heated to a maimum of 1*@*P-
C1
7
The gas%ased shaft furnace processes$ /hich ha'e ecome " far the
most popular for the production of sponge iron$ emplo" a 'ertical shaft
furnace in /hich$ as in the case of a last furnace$ lump ore and pellets
are charged at the top using a charging s"stem similar to a last furnace-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 315/458
a e c a ged a e op us g a c a g g s"s e s a o a as u ace
Reformed natural gas after pre%heating is introduced in the lo/er portion
of the shaft- As the hot reducing gas flo/s up/ards$ reduction takes
place continuousl"- &ence$ these processes are often referred to as
continuous countercurrent +oving bed processes. In this categor"$ the
?idre #rocess is dominant$ follo/ed " >I ''' and >I 'J&
C1
@
This process /as de'eloped " Midland Ross orporation of
le'eland$ HSA in 12;<- The reducing gas is$ as usual$ generated "
reforming natural gas- In the Midre reforming s"stem$ a proprietar"nickel catal"st is used- A single reformer is utilised instead of a

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 316/458
" g
reformerKheater comination
The iron oide feed to a Midre shaft can e in the form of pellets or
lump ore &o/e'er$ generall" speaking$ the charge consists of around
;*F pellets and 7*F lump ore of a particular t"pe- #ellets are the
preferred feedstock o/ing to their superior ph"sicochemical
characteristics compared /ith lump ores-$
C1
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 317/458
C1
<
The spent reducing gas 5or top gas6 lea'ing the shaft furnace at a
temperature of 7**%7@*P is cooled and cleaned in a gas scruer
efore approimatel" ;*F of the gas is returned to the reformer and
the rest used as a fuel- The process gas is compressed and pre%
heated efore entering the reformer at around 2**P$ /here it is
mied /ith make%up natural gas- The reformed gas made up mostl" of

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 318/458
caron monoide and h"drogen eits from the reformer at aout
+@*P- The ratio of & 0 to +: is controlled at aout 1&5-1&8$ so that
the reducing 2ualit o# the gas is maintained for est operations- The
iron oide urden is first heated to the process temperature efore it is
metallised " the up/ard flo/ing$ countercurrent reducing gas
injected at +**%+<*P through tu"eres located at the ottom of the
c"lindrical section of the shaft-
C1
+
The reduced material then passes through a transition >one efore
reaching the lo/er conical section of the furnace- (o/ caron DR1 5less
than 1-@F 6 is directl" cooled using a circulating stream of cooled
ehaust gas introduced in the conical section$ efore cold DRl is
discharged- 4hen higher caron DRl 5up to 7-*F 6 has to e produced$

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 319/458
natural gas is introduced along /ith cooling gas into the conical section-
In this >one$ natural gas readil" decomposes 5cracks6 in the presence of
highl" reacti'e metallic DRI$ there" generating nascent caron$ /hich
gets asored in the product efore it is discharged- In oth cases$ the
final product is D*l "ith K3-K9% metallisation, "ith the desired
caron content& A large numer of Midre plants are operating
successfull" all o'er the /orld-
C1
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 320/458
C)
*
Hntil recentl"$ last furnaces /ere the onl" source of hot
metal on a ulk scale- &o/e'er$ /ith the /orld
i i d l hif f i d l l

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 321/458
/itnessing a gradual shift from integrated steel plants
using the .last 0umace%.=0 comination to a
multiplicit" of smaller mini%mills essentiall" ased on
electric arc furnaces$ alternati'e means of producing hot
metal using 3+elting eduction 5SR6 ha'e come into
eistence.
C)
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 322/458
C)
)
As the name implies$ smelting reduction in'ol'es oth reduction and
smelting$ i-e- melting accom#anied y chemical reactions2&
The unit operations that take place in an" smelting reduction process
are summarised in net figure- In an ideal SR reactor$ in the strictest sense$ all the reduction
reactions should take place together in the liuid state in a single%step

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 323/458
reactions should take place together in the liuid state in a single%step-
In actual practice$ for effecti'e process control$ most SR processes
utilise t/o reactors and at least t/o$ if not three$ process steps that
include! the remo'al of o"gen from the oide in the solid%state to
'ar"ing etents in stage one$ follo/ed " the remo'al of the remaining
o"gen 'ia liuid phase reduction reactions in stage t/o- Sometimes$
the latter is completed in t/o steps rather than one$ i-e- SR then
ecomes a three%stage operation-
The initial reduction of iron oide egins in the temperature range of
+@*P to 1*@*P- The asic reactions in'ol'ed are as follo/s!
C)
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 324/458
C)
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 325/458
C)
@
Hp to this stage$ SR is similar to solid%state DR- .e"ond solid%state
reduction of haematiteK magnetite to /ustite$ smelting reduction$
essentiall" in'ol'es reduction of molten e: y +:&
This gi'es rise to far higher transport rates o/ing to con'ection and

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 326/458
This gi'es rise to far higher transport rates o/ing to con'ection$ and
a remarkale increase in the con'ersion rate ecause of
enlargement in the specific phase contact area- The latter is a direct
conseuence of the- dispersed nature of the phases- These t/o
major ad'antages of SR accrue ecause of the formation of liuid
phases$ /hich does not happen in DR-
C)
;
0rom studies on the oidation and reduction eha'iour of pure molten
iron oide " =K =) mitures at l@**P$ it has een concluded that the
rate controlling step for oth oidation and reduction is the inter%diffusion
of iron and o"gen atoms /ithin the melt- It has also een found that
mass transport pla"s an important role in the reduction kinetics- The

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 327/458
o'erall reaction rate is proportional to the suare root of the gas flo/ rate-
herefore, all out efforts are made to increase the amount of gas
that is a!ailale for reduction&
To generate sufficient amount of reducing gas$ all SR processes
consume fairl" large uantities of reductant 5normall" coal6- &a'ing
generated the large 'olume of gas that is reuired$ its effecti'e utilisationecomes etremel" important-
C)
<
&o/e'er$ this gi'es rise to one of the inherent deficiencies of SR$i-e- /ith most SR reactor configurations gi'en the producti'it"
reuirements$ the entire gas cannot e full" utilised in the process$
and rich gas at a high temperature lea'es the SR reactor-
It is for this reason that the use of the eport gas in an" SR process
has a marked influence on the cost of the hot metal made- 'n fact$ inman" cases$ unless the net eport gas from the SR reactor is
gainf ll tilised ironmaking itself ecomes totall neconomical

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 328/458
gainfull" utilised$ ironmaking itself ecomes totall" uneconomical-
4ithout sufficient credit for the off%gas$ the cost of hot metal made
" smelting reduction can e as much as 90-50% higher than that
of last furnace hot metal, des#ite starting "ith less e#ensi!eand inferior grade ra" materials-
The re'erse is the case if adeuate credit can e otained from the
utilisation of the off%gases- The most con'enient /a" to utilise the
eit gas is to cogenerate electrical po/er- Alternati'el"$ the eit gas
can e fed to a shaft furnace direct reduction unit$ located adjacentto the smelting reduction reactor-
C)
+
This essentiall" eliminates the cokemaking step and uses directl"
coal as the fuel as /ell as the reducing agent- This process
produces molten iron in a t"o-ste# reduction melting o#eration-
=ne reactor is melter-gasifier and the other is #re-reducer - In the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 329/458
= e eacto s e te gas e a d t e ot e s # e educe t e
pre%reducer$ iron oide is reduced in counter%flo/ principle- The hot
sponge is discharged " scre/ con'e"ors into the melting reactor-oal is introduced in the melting%gassif"ing >one along /ith
o"gen gas at the rate of @**%;** NmCKthm- The flo/ 'elocit" is
chosen such that temperature in the range of 1@**%1+**P is main
tained-
C)
2
The reducing gas containing nearl" 85% +: is hot dedusted and cooled
to +**%2**P efore leading it into the pre%reducer- The process is
designed to operate at up to @ ars-
0lues like limestone$ dolomite$ silica sand$ etc- are added along /ith the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 330/458
ore to finall" make up the right ualit" of slag-
Around 500-700 Lg of fied caron is reuired to make a tonne of hot
metal- Along /ith 300 Fm3 /thm oygen gas-
The e#ort gas generated in the melting >one is rich and ma" ha'e
calorific 'alue of around 7500 kM/Fm3 and can e used in the plant
usefull"
CC
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 331/458
CC
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 332/458
CC
)
In the 0INE_ #rocess fine ore is preheated and reduced to DRI in a
train of four or three stage fluidi>ed ed reactors-
The fine DRI is compacted and then charged in the form of &otompacted Iron 5&I6 into the melter gasifier- So$ efore charging

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 333/458
to the melter% gasifier unit of the 0INE_ unit$ this material is
compacted in a hot riuetting press to gi'e hot compacted iron
5&I6
since the melter% gasifier can not use fine material 5to ensure
permeailit" in the ed6-
Non%coking coal is riuetted and is fed to the melter gasifier /here
it is gasified /ith o"gen
CC
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 334/458
B3
=r. ,mara>it ,arkar
ssociate rofessor=ept. of )etallurgical and )aterials?ngg.
@ational institute of Technolog3*ourkela
CC
7
Int#(ducti(n
C)anging ;atte#n ( teel <aing
<(de#n teel maing % =OF > ?D teel maing
ili R i

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 335/458
ilic(n Reacti(n
<anganee #eacti(n
;)(!)(#(u Reacti(n
Ca#4(n Reacti(n
acuum Degaing
CC
@
Steelmaking is con'ersion of pig iron containing aout
1* /t /eight of caron $ silicon$ manganese$
phosphorus$ sulphur etc to steel /ith a controlledamount of impurities to the etent of aout 1 /eight
percent

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 336/458
percent-
4ith the eception of sulphur remo'al of all other
impurities is fa'ored under oidi>ing conditions-
In the case of oidation of caron the product$ eing a
gas$ passes off into the atmosphere ut rest of the oide
products shall remain in contact /ith the iron melt in the
form of a slag phase-
CC
;
Si=)$ Mn= and #)=@ formed " oidation of Si$ Mn and #$
respecti'el" /ill join the slag phase-
The formation of these oides can e facilitated "
decreasing their acti'ities /hich is possile " pro'iding
oides of opposite chemical character ser'ing as flu-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 337/458
pp g
As Si=) and #)=@ are acid oides a asic flu is reuired
for formation and eas" remo'al of the slag- A strong asic slag is formed " addition of a= and K or
Mg= to asor #)=@ and Si=)-
The remo'al of caron /ill take place in the form ofgaseous products 5=6-
CC
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 338/458
CC
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 339/458
CC
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 340/458
C7
*
During refining$ controlled oidation of the impurities in hot metal
5/ith the eception of sulphur6 takes place once o"gen is lo/n at
supersonic speeds onto the liuid ath- The interaction of the o"gen jet5s6 /ith the ath produces crater5s6

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 341/458
on the surface$ from the outer lip5s6 of /hich$ a large numer of tin"
metal droplets get splashed-
These droplets reside for a short time in the slag ao'e the ath-
Therefore$ the eistence of a metal%slag%gas emulsion /ithin the
'essel$ 'irtuall" during the entire lo/ingKrefining period is an integral
part of .=0 steelmaking-
C7
1
This is the reason /h" the slag%metal reactions like
dephosphorisation and gas%metal reactions like decarurisation
proceed so rapidl" in the .=0 process
The droplets ultimatel" return to the metal ath- The etent of
emulsification 'aries at different stages of the lo/ing period as

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 342/458
emulsification 'aries at different stages of the lo/ing period$ as
depicted schematicall" -
A minimum amount of slag$ /ith the desired characteristics$ isnecessar" for ensuring that the emulsion is stale$ i-e- the slag
should not e too 'iscous$ or too V/ater"V- =nl" in this /a" can the
kinetics of the remo'al of the impurities e enhanced-
C7
)
0or encouraging uick formation of the appropriate t"pe of slag$
limeKdolomiteKother fluing agents /ith adeuate reactivit are added right from
the eginning of the lo/- The reacti'it" of the fluing agents$ primaril" lime5consumption ;*%1** kgKtls6$ determines ho/ uickl" slag is formed 5t"picall"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 343/458
/ithin 7%@ minutes after the commencement of the lo/6-
The rate at /hich o"gen is lo/n through the lance$ the numer of openings
5holes6 on the lance tip$ the distance et/een the lance tip and the ath surface
5lance height6$ the characteristics of the o"gen jets as the" impinge on the ath
surface$ the 'olume$ asicit" and fluidit" of the slag$ the temperature conditions
in the ath and man" other operational 'ariales influence the refining-
C7
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 344/458
C7
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 345/458
C7
@
There are t/o distinct >ones of refining in a (D 'essel viz. the
reactions in the emulsion and in the ulk phase- The
contriution of ulk refining$ i.e. refining in impact >one and at
the ulk slag%metal interface$ is dominant in the eginning
since emulsion is "et to form properl" It has also een

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 346/458
since emulsion is "et to form properl"- It has also een
elie'ed that sustantial decarurisation of droplets can occur
ecause of its free eposure to an oidising gas$ particularl"
in the eginning- As the emulsion uilds up the emulsion
refining attains a dominant role- The ulk phase refining
dominates again to/ards the end /hen the emulsioncollapses-
C7
;
onditions for dephosphorisation are that the slag should e asic$ thin and
oidising and$ that the temperature should e lo/-
Dephosphorisation$ therefore$ does not take place efficientl" until such a slag is
formed- Such a slag is formed in (D process onl" after the initial 7%; minutes of
lo/ing-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 347/458
The rate of dephosphorisation picks up concurrentl" /ith the rate of
decarurisation-
0or efficient decarurisation as /ell as dephosphorisation the slag should$
therefore$ form as earl" as possile in the process- If a preformed slag is
present as in a doule slag practice /herein the second$ slag is retained in the
'essel in part or full$ the decarurisation rate cur'e rises more steepl" in the
eginning
C7
<
Dephosphorisation is 'er" rapid in the emulsion ecause of the
increased interfacial area and efficient mass transport-
#hosphorus should$ therefore$ e full" eliminated efore the
emulsion collapses- If this is not achie'ed the heat /ill ha'e to

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 348/458
e kept /aiting for dephosphorisation to take place and$ in the
ulk phase$ it is etremel" slo/ as compared to that in theemulsion- In general dephosphorisation should e o'er " the
time caron is do/n to *Q<%1Q*F$ i.e. /ell ahead of the collapse
of emulsion /hich egins at around *QCF-
C7
+
The relati'e rates of dephosphorisation and decarurisation can e
controlled " adjusting the lance height or " adjusting the flo/ rate of
o"gen-
Raising the height of the lance or decreasing the o"gen pressure
decreases the gas%metal reactions in the emulsion 5i e decarurisation6

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 349/458
decreases the gas%metal reactions in the emulsion 5i-e- decarurisation6
and vice versa.
The dephosphorisation reaction is thus relati'el" increased " the ao'e
change and vice versa. To/ards the end /hen temperature is high the
danger of phosphorus re'ersion does eist ut it can e pre'ented "
maintaining a high asicit" of the slag-
C7
2
The process of decaruri>ation includes at least three stages!
suppl" of reagents % caron and o"gen % to the reaction site
the reaction XcY X*Y proper and
e'olution of reaction products % = ules into the gaseous phase -
The apparent acti'ation energ" of the reaction XY X*Y = is

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 350/458
- The apparent acti'ation energ" of the reaction XY X*Y = is
relati'el" small 5according to 'arious researchers$ 4 +****%1)****
+ol)$ /hich suggests that the reaction occurs practicall"
instantaneousl"- The soluilit" of = in molten steel is also negligile-
Accordingl"$ the process can e limited " either the first or the third
stage-
C@
*
The nature of kinetic cur'es of caron urning%off at its 'arious
concentrations is different! on attaining a certain Vcritical` le'el of
concentration of caron 5*-1@%*-C@F6$ the rate of caron oidation is
oser'ed to drop noticeal"-
It has also een estalished in eperiments that the critical caron

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 351/458
It has also een estalished in eperiments that the critical caron
concentration is determined " the intensit" of suppl" of oidant to the ath
5it increases /ith increasing intensit" of o"gen suppl" and decreases
during ath oil or metal stirring6-
C@
1
Thus$ at caron concentrations ao'e the critical 'alue`$ the intensit" of
decarurisation reaction is determined " the suppl" of the oidant and at
those elo/ the critical 'alue$ " caron diffusion to the reaction place - This means practicall" that$ if the caron content of the metal is sufficientl"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 352/458
high$ the rate of caron oidation /ill e higher at a higher intensit" of o"gen
suppl"- At lo/ concentrations of caron$ ho/e'er$ a higher le'el of intensit" of
o"gen suppl" /ill not produce the desired effect and the ath should e
agitated forcedl" 5in order to intensif" the suppl" of caron to the reaction
place6 so as to increase the rate of caron oidation-
C@
)
The rate of decaruri>ation can also e limited " the third stage$ the e'olution of =-
0or a ule of = to form in metal$ It must o'ercome the pressure of the column of
metal 5pm6$ slag 5psl6$ and of the atmosphere 5pat6 ao'e the ule and also the forces
of the cohesion /ith the liuid$ )bKr i-e-
p=e' pm psl pat )bKr

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 353/458
The 'alue of )bKr ecomes practicall" sensile at lo/ 'alues of ule radius! at r I
mm it can e neglected- 0ormation of ules in the ulk of liuid metal is practicall"
impossile-- The" can onl" form on interfaces et/een- phases$ such as slag % metal$
non%metallic inclusion % metal$ gas ule % metal or lining % metal- The most fa'orale
conditions for the nucleation of = ules eist on oundaries et/een the metal
and refractor" lining /hich has a rough surface and is poorl" /ettale " the metal
C@
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 354/458
C@
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 355/458
C@
@

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 356/458
C@
;
lag e(luti(n
Du#ing =l(

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 357/458
C@
<
@ig) ilic(n !ig i#(n i #e:ui#ed in t)e acidteelmaing !#(cee t( mae #elatiel" acid lag
t( enu#e l(nge# lie ( t)e #e#act(#" lining.
O$idati(n ( ilic(n al( gene#ate uAcient )eat

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 358/458
O$idati(n ( ilic(n al( gene#ate uAcient )eat#e:ui#ed in cae ( t)e =eeme# !#(ce.
@(ee# 4aic teelmaing !#(cee need l(ilic(n i#(n 4ecaue t)e enti#e am(unt ( acid ilicadue t( t)e ($idati(n ( ilic(n )a t( 4e neut#alied4" lime t( !#(duce lag it) 4aicit" CaO > iO2
#ati(9 4eteen 2 and B needed (# eectiedeul!)u#iati(n and de!)(!)(#iati(n.
C@
+
Due t( t)e t#(ng att#acti(n 4eteen i#(n and ilic(n/t)e Fe-i "tem e$)i4it la#ge negatie deiati(n#(m t)e Ra(ult l(. T)e actiit" c(eAcient ( ilic(nin i#(n in !#eence ( (t)e# element i gien 4"
l(g i + 0.18E&C 0.11E& i 0.058E& Gl

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 359/458
g i
-0.058 E & 0.025 E & 0.01B E & Cu
0.005 E & Ni
0.002 E & <n % 0.0023 E & C( % 0. 23 E &O
O$idati(n ( ilic(n i an e$(t)e#mic #eacti(n and!#(ide (me ( t)e )eat necea#" (# #ie (
tem!e#atu#e ( t)e 4at) du#ing 4l(ing.
C@
2
Si 9= reaction is go'erned " G* 's T euation!
XSi Y ) X=Y 5Si=) 6$ Go %17)** @@-* T cals-
The acti'it" coefficient of o"gen decreases and that of silicon increases/ith increasing silicon content in iron-
Silica is a 'er" stale oide$ hence once silicon is oidised to Si=) the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 360/458
" )
danger of its re'ersion does not arise-
C;
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 361/458
C;
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 362/458
C;
)
T)e e$t#emel" l( actiit" ( ilica in 4aic teelmainglag !(e n( dange# ( !#ee#ential #educti(n ( ilicalie t)at ( !)(!)(#u #em(al.
In 4aic teelmaing !#(ce t)e ilic(n c(ntent ( !ig
i#(n )(uld 4e e!t a l( a !(i4le t( dec#eae t)elime c(num!ti(n it) t)e !#ime (4Hectie ( c(nt#(lling

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 363/458
lime c(num!ti(n it) t)e !#ime (4Hectie ( c(nt#(llingt)e #e:ui#ed 4aicit" (# !)(!)(#u #em(al at a
minimum lag (lume.
In cae ( )ig) ilic(n ente#ing t)e 4aic teelmaingu#nace d(u4le lag !#actice )a t( 4e ad(!ted.
Glte#natiel"/ e$te#nal deilic(niati(n ( t)e )(t metal)a t( 4e d(ne (utide t)e 4lat u#nace 4e(#e c)a#ging
it in a 4aic teelmaing u#nace.
C;
C
G4(ut 50 t( 75& ( t)e manganee in t)e4u#den get #educed al(ng it) t)e !ig i#(n#eulting it manganee c(ntent 4eteen 0.5t( 2.5&.

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 364/458
Du#ing teelmaing maH(# am(unt (manganee i l(t int( t)e lag and e#" littlei utilied t( meet t)e !ecicati(n.
(me manganee i #e:ui#ed t( c(nt#(l t)edelete#i(u eect ( ul!)u# and ($"gen andal( (# im!#(ement ( mec)anical !#(!e#tie( t)e teel.
C;
7
@ence c(nditi(n (# ma$imum #ec(e#" (manganee can 4e de#ied 4" c(nide#ing t)ee:uili4#ia
Fe29 <nJ + <n29 FeJ
FeO9 <nJ + <nO9 FeJ
[ ] [ ](23'
.('(' 22 Fe f aaK
FeMnFeMn++
χ

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 365/458
Gt e:uili4#ium t)e <n lag-metal dit#i4uti(n#elati(n i gien 4"
[ ] [ ]
[ ][ ](24'
.('.('or
(23'.('('
2
2
22
Mn Fe K
Mn f aa K
Fe
Mn
Mn Fe
Fe Mn
Mn Fe
Fe Mn
+
+
++
=′
==
χ
χ
χ
[ ] [ ] (20'.
('
.
(' 22
Fe K
Mn
Fe Mn ++
′=
χ χ
C;
@
F#(m t)e e:uati(n it i a!!a#ent t)at t)ec(nditi(n (# t)e )ig)et !(i4le #ec(e#" ( <n
i.e. minimum lag-metal dit#i4uti(n #ati( a#e i9 min KFe29/ #e:ui#ing a l( FeO c(ntent in t)e
l

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 366/458
lag. ii9 min LM #e:ui#e a l( iO2 c(ntent and a )ig)
tem!e#atu#e a eident #(m t)e #elati(n )(ingeect a#i(u ani(n in t)e lag. 0$14$20$21$3log 23
4
4
4
−−−− +++=′ F O POSiO
K χ χ χ χ
C;
;
From the gure it isevident that for slagscontaining about $#%
)n9 a ma2imum of #.!%)n is found in metal.

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 367/458
The slag containing 5#%,i9$ /the rest being Fe9
and )n90 with increasing)n content of the metalthe /)n90 content of theslag increases whereasthe o23gen content of the
metal decreases andsilicon content increases.
C;
<
De!ite it e#" l( 4(iling !(int ignicantam(unt ( ; get di(led in !ig i#(n due t(t#(ng att#acti(n (# i#(n.
<aing ue ( t)e inte#acti(n c(eAcient (#

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 368/458
gt)e eect ( a#i(u element (n t)e actiit"
c(eAcient ( !)(!)(#u in i#(n/ t)e actiit"( ; can 4e etimated 4" t)e e$!#ei(n l(g ; + 0.13E&C 0.13E&O 0.12E&i
0.062E&; 0.02BE&Cu 0.028E&
0.006E&<n % 0.0002E&Ni % 0.03E&C#
C;
+
G e#" cl(e ta4ilit" ( FeO/ Fe2O3 and ;2O5 i
eident #(m t)e i#(n and !)(!)(#u line int)e lling)am diag#am.
@ence !#acticall" all t)e !)(!)(#u !#eent in

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 369/458
t)e (#e get #educed al(ng it) i#(n in t)e 4latu#nace and H(in !ig i#(n.
Du#ing teelmaing t)e actiit" ( ;2O5 in t)e
lag ( 4aicit" 2.B i #educed d#aticall" t( 10-
15-10-20. Gctiit" ( ;2O5 in teelmaig lag i e#" l(
een i it c(ntain 25& ;2O5.
C;
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 370/458
C<
*
T)u (# eectie #em(al ( !)(!)(#u 4aicteelmaing !#(cee )ae t( em!l(" lag ()ig) 4aicit".
T)e dit#i4uti(n ( !)(!)(#u 4eteen lag andmetal can 4e de#i4ed a
#i-e- )
X#Y @X=Y C5=)%6 ) 5#=7C%6 51)6

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 371/458
2;J 5FeO9 3 CaO9 + 3 CaO.;2O59 5FeJ
i.e. 2;J 5OJ 3O2-9 + 2 ;OB3-9
[ ] [ ]
[ ] [ ]
[ ] [ ] (10'('.
.
('5
asgivenis!etal)inthattoslagin phosphorusof ratiotheiswhich5inde)isingdephosphor The
(14'..
'13(:ruleTe!kinApplying$$
263260
/
/
302
2
3
('
02
2
2
26134
2
34
2
34
−
−
−
−
−
−
′==∴
=
=
O
PO
OO P
PO
OO P
PO
O K P
O f P f
aaa
a K
χ
χ
χ
χ
C<
1
From the gure it is clear that =
increases with increase in the/Fe90 content upto !5% due to
the high o2idiing power.
Be3ond this = decreases due to
decrease in the lime proportion

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 372/458
decrease in the lime proportion.
=ephosphorisation is moree:ective at lower temperaturebecause = increases with
decrease of temperature.
C<
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 373/458
C<
C
T)e (da a) i 100 time m(#e eectie c(m!a#ed t(lime (n m(la# 4ai 4ut it i a(ided in !#actice due t( itee#e c(##(ie acti(n (n u#nace lining.
T)e magneia c(ntent ( a 4aic teelmaing lag#eac)e e:uili4#ium it) t)e lining )ence n(t unde#c(nt#(l and <nO de!end (n c)a#ge and )ence n(t muc)dH 4l

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 374/458
adHuta4le. T)e teel mae# )a t)e (!ti(n ( c(nt#(lling lime/ ilica
and FeO. F(# c)a#ge c(ntaining )ig) & ; m(#e t)an (ne lag a#e
made t( de!)(!)(#ie metal 4at) t( t)e dei#ed leel. In 4#ie )ig) 4aicit"/ l( tem!e#atu#e/ and FeO c(ntent
a#(und 15& a(u# de!)(!)(#iati(n ( metal 4" 4aiclag.
C<
7
T)e (!timum c(nditi(n (# de!)(!)(#iati(ncan 4e
de#ied #(m t)e e:uati(n dening t)e inde$
[ ] [ ] 263260
('..
('2
26134
−
−
′==O
PO
P O K P
D χ χ

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 375/458
1.=aic lag gie a )ig) alue ( KO2-
2.@ig) lime c(ntent % lime i t)e dialent ($idemaing t)e la#get c(nt#i4uti(n t( LM l(g L +21NCa 18 N<g 13N<n 12 NFe
3.Fe##(u ($ide cl(e t( 15& .
B.?( tem!e#atu#e gie a )ig) alue ( LP.
C<
@
In #ening ( teel ($idati(n ( i/ <n and ; tae!lace at t)e lag-metal inte#ace.
T)e ($idati(n ( ca#4(n !#acticall" d(e n(t tae !laceat t)e lag-metal inte#ace 4ecaue ( t)e diAcult" (nucleati(n ( CO 4u44le t)e#e.
C O ti t l t t) t l i t

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 376/458
C-O #eacti(n tae !lace at t)e ga %metal inte#aceince it eliminate t)e neceit" ( nucleating ga
4u44le. Du#ing #ening ( teel ($"gen )a t( di(le #t in
t)e 4at) 4e(#e it #eact it) t)e di(led im!u#itie.
In t)e a4ence ( (t)e# lag (#ming c(ntituent at
1600(C li:uid i#(n can di(le ($"gen u! t( at 0.23t.&
C<
;
In teel maing t)e #eacti(n 4eteen ca#4(nand di(led ($"gen i ( utm(t im!(#tance.
Qene#all" !ig i#(n c(ntain a4(ut B t&ca#4(n.
T) l 4ilit 4 i t l i t d 4

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 377/458
T)e (lu4ilit" ( ca#4(n in teel i eected 4"t)e !#eence ( im!u#itie and all("ingelement.
;#eence ( N4/ / C#/ <n and inc#eae(lu4ilit" ( ca#4(n in i#(n )e#e a !#eence
( C(/ Ni/ n and Cu dec#eae it.
C<
<
#Thus soluilit" of caron in steel can e calculated " comining the inar" data from the follo/ing euation!

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 378/458
C<
+
O$idati(n ( Ca#4(n can 4e dicuedacc(#ding t( t)e #eacti(n
C O + CO/ Q0+ -5350 % ,.B8T cal.
pp COCO

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 379/458
Gt an" c)(en !#eu#e ( CO/ & C & O
indicate ine#e )"!e#4(lic #elati(n)i!
7.87.8 O foC fc
p
aa
p K CO
Oc
CO==
78.78. K
p
fo fc K
pOC COCO
==∴
C<
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 380/458
=uring o2idation period o23gen is continuousl3 transferredfrom the slag to the bath where it continuousl3 reacts withcarbon to give A9.The main resistance to the o23gen ow is the slagmetal and
the metalgas interfaces whereas inside the steel bath thetransfer of dissolved o23gen is ver3 fast.
C+
*
T)e actiit" c(eAcient( ca#4(n in i#(ninc#eae it)
inc#eaing ca#4(nc(ntent and t)at (($"gen dec#eae it)inc#eaing ca#4(n

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 381/458
inc#eaing ca#4(nc(ntent.
T)e net #eult i t)at t)e!#(duct & CJ & OJ (#a gien !CO dec#eae
lig)tl" it) inc#eaingca#4(n c(ntent a
)(n in Figu#e
C+
1
ince teel maing i a d"namic !#(ce/ t)ec(ncent#ati(n ( ca#4(n and ($"gen in t)e 4ulmetal !)ae i n(t in e:uili4#ium it) t)e!#eailing CO-!#eu#e in t)e 4u44le.
Gt t)e ga 4u44le%metal inte#ace t)e #eacti(n i

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 382/458
Gt t)e ga 4u44le metal inte#ace t)e #eacti(n icl(e t( e:uili4#ium.
T)e e$!e#imentall" (4e#ed e$ce ($"gen andca#4(n in t)e 4ul metal !)ae i t)u )el!ul int#ane# ( t)e #eactant 4" diui(n t( t)e ga-metal inte#ace in t)e i(lentl" ti##ed metal 4at).
C+
)
G & OJ inc#eae it) aFeO9 in lag and & OJ
dec#eae it) & CJ in t)e 4at).
it (ll( t)at t)e i#(n ($ide c(ntent ( t)e laginc#eae it) dec#eaing ca#4(n in teel du#ing#ening.

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 383/458
@ence t)e#e i a gene#al t#end in t)e a#iati(n ( lag
c(m!(iti(n it) t)e ca#4(n c(ntent ( t)e metal.
F(# a gien t(tal i#(n ($ide in a lag/ a l(e# ca#4(n int)e teel c(##e!(nd t( a )ig)e# um ( & iO2 &
;2O59 in t)e lag.
C+
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 384/458
it)in t)e #ange ( 4aic lag/ (# a gien um ( &CaO & <gO & <nO t)e ca#4(n c(ntent ( teel
d(e n(t a#" muc) it) t)e FeO c(ntent ( t)e lag.
C+
7
Du#ing teelmaing i.e. #ening ( !ig i#(n )e#eim!u#itie lie ca#4(n/ ilic(n/ manganee and!)(!)(#u a#e eliminated t( t)e #e:ui#ed leel ($"gen/
nit#(gen and )"d#(gen get di(led a )a#mulim!u#itie.
G (lu4ilit" dec#eae it) dec#eae ( tem!e#atu#e

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 385/458
" !e$ce gae di(led in teel a#e li4e#ated du#ing
(lidicati(n. T)e e(luti(n ( t)e ga gie #ie t( t)e (#mati(n (
in (# !in )(le/ 4l( )(le/ !i!e etc.
T)e un(undne caued 4" t)ee caitie aect t)e
mec)anical !#(!e#tie ( teel
C+
@
Nit#(gen !ic u! du#ing teel maing◦ (!en atm(!)e#e
◦ #a mate#ial c)a#ged
◦ du#ing melting and>(# #ening
ect ( nit#(gen in teel◦ "ield-!(int !)en(mena

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 386/458
◦ GlN caue inte#g#anula# #actu#e
◦
nit#(gen ta4ilie t)e autenitic t#uctu#e Fact(# aecting t)e nit#(gen (lu4ilit" in teel.
◦ !a#tial !#eu#e ( nit#(gen in t)e 4lat
◦ time ( c(ntact
◦ lengt) ( ate# 4l( and
◦ t)e 4at) tem!e#atu#e
C+
;
ince nit#(gen di(le at(micall" in li:uid i#(n and teelin e#" mall !#(!(#ti(n it (lu4ilit" can 4e dicued inte#m ( iee#tM and @en#"M la
T)e#e i l( #ie in (lu4ilit" in (lid tate it) inc#eaing
-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 387/458
tem!e#atu#e 4ut at t)e melting !(int it inc#eae e#"#a!idl". It al( #ie in li:uid teel 4ut at a l( #ate.
;#eence ( anadium/ ni(4ium/ tantalum/ c)#(mium/manganee/ m(l"4denum/ and tungten inc#eaenit#(gen (lu4ilit" in i#(n )e#ea it dec#eae in!#eence ( nicel/ c(4alt/ ilic(n and ca#4(n
C+
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 388/458
C+
+
@"d#(gen !ic u! teel maing◦ et (lid and #ut" c)a#ge mate#ial
◦ atm(!)e#ic )umidit"
◦ et #e#act(#" c)annel/ #unne# and c(ntaine#
ect ( )"d#(gen in teel

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 389/458
ect ( )"d#(gen in teel◦ Dec#eae ductilit"
◦ G!!ea#ance ( )ai#line c#ac e#i(ul" aect t)emec)anical !#(!e#tie
◦ F(#mati(n ( 4l( )(le and !in )(le.
C+
2
ate# a!(u# c(ming inc(ntact it) teel (# lag leadt( t)e (#mati(n ( )"d#(gen
)ic) get di(led in teelmelt a !e# #eacti(n
@2O g9 + 2@J1t.& 0J1 t.&

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 390/458
Gt t)e melting !(int ( i#(n
(lu4ilit" in delta i#(n ia!!#($imatel" 10 m?> 100g.
=e"(nd t)i )"d#(gen ill 4e#eHected du#ing (lidicati(n t(!#(duce un(und !(#(u ing(t
due t( ga e(luti(n.
C2
*
T)u !a#tial !#eu#e ( )"d#(gen/ andc(m!(iti(n ( teel and it tem!e#atu#e
c(nt#(l t)e )"d#(gen c(ntent ( teel.Gcc(#ding t( iee#tM la (lu4ilit" ()"d#(gen in !u#e i#(n i e$!#eed a

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 391/458
)"d#(gen in !u#e i#(n i e$!#eed a
;#eence ( ni(4ium/ tantalum/ titanium andnicel inc#eae t)e (lu4ilit" ( )"d#(gen ini#(n )e#ea it dec#eae in !#eu#e (ca#4(n/ ilic(n/ c)#(mium and c(4alt.
C2
1
T)e (4Hectie ( acuum degaing include #em(al( )"d#(gen #(m teel t( a(id l(ng annealing
t#eatment/ #em(al ( ($"gen a ca#4(n m(n($ideand !#(ducti(n ( teel it) e#" l( ca#4(n c(ntentS 0.03&9.

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 392/458
T)e !#inci!le i 4aed (n t)e ueulne ( t)e
iee#tM la #elati(n)i!.
T)e e:uati(n dem(nt#ate t)at u4Hecting t)em(lten teel t( acuum ill dec#eae t)e )"d#(gen/nit#(gen a ell a t)e ($"gen c(ntent ( t)e teel
acc(#ding t( t)e (ll(ing #ea(n
C2
)
2@J + @2 g9
2NJ + N2 g9CJ OJ + CO g9
T)e eectiene ( acuum t#eatment

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 393/458
inc#eae it) inc#eae in t)e u#ace a#ea
( li:uid teel e$!(ed t( acuum. F(# t)i !u#!(e metal i all(ed t( ( in
t)e (#m ( t)in t#eam (# een all ad#(!let t( accele#ate t)e degaing
!#(ce.
C2
C
G num4e# ( met)(d aaila4le (n c(mme#cial cale (#
acuum t#eatment ( teel ma" categ(#ied int( t)#eeg#(u!
1. ?adle Degaing T)e teeming ladle lled it) teel t( (ne (u#t) ( it
)eig)t i !laced inide a acuum c)am4e#.

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 394/458
t)e melt i ti##ed eit)e# 4" 4u44ling a#g(n (# 4"
elect#(magnetic inducti(n Int#(ducti(n ( ga (# ti##ing !#(ide inte#ace )ic)
acilitate degaing. In gene#al !um!ing i ca##ied (ut t( attain t)e
ultimate acuum ( 1-10 mm @g. )ic) i u!!(ed t(
4e ade:uate (# degaing.
C2
7
2. t#eam Degaing In t)i cae m(lten teel i all(ed t( (
d(n unde# acuum a a t#eam #(m t)eu#nace t( ladle t( an(t)e# ladle (# a m(uld.
G e#" )ig) #ate ( degaing i ac)ieed

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 395/458
G e#" )ig) #ate ( degaing i ac)ieed
due t( la#ge inc#eae in u#ace a#ea (m(lten teel in t)e (#m ( alling d#(!let. T)u c)(ice ( !#(!e# acuum !um! and
acuum c)am4e# i im!(#tant t( ac)iee
t)e ade:uate leel ( degaing.
C2
@
3. Ci#cuilati(n Degaing
R-@ degaing !#(ce
T)e ae#age #ate ( ci#culati(ni

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 396/458
i
12 t(n>min. Tent" minute a#e #e:ui#ed
t(
t#eat 100 t(n ( teel t( 4#ing
d(n ,0& #educti(n (
)"d#(gen c(ntent.
C2
;
D-> Jessel&The chamber is movedthrough 5#&6# cm with ac3cle time of $# sec. !#&!5%
steel is e2posed at a time.
7&!# c3cles are re<uired toe2pose the entire steel

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 397/458
e2pose the entire steelonce.
de<uate degassing isobtainedin $#&+# c3cles in !5&$#minutes.
C2
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 398/458
Smarajit Sarkar Department of Metallurgical and Materials Engineering
NIT Rourkela
C2
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 399/458
C2
2
!idation o# carbon .ottom lo/ing increases sharpl" the
intensit" of ath stirring and increases the area of gas%metal
oundaries 51*%)* times the 'alues t"pical of top lo/ing6 -
Since the h"drocarons supplied into the ath together /ith
o"gen dissociate into &)$ &)= and C8 gas ules in the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 400/458
ath ha'e a lo/er partial pressure of caron monoide 59co )
All these factors facilitate sustantiall" the formation and
e'olution of caron monoide$ /hich leads to a higher rate of
decaruri>ation in ottom lo/ing
7*
*
The degree of oidation of metal and slag
Rem(al ( !)(!)(#(u ince t)e lag (

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 401/458
! ! gt)e 4(tt(m-4l(n c(ne#te# !#(ce )ae a
l( deg#ee ( ($idati(n alm(t du#ing t)e)(le (!e#ati(n/ t)e c(nditi(n e$itingdu#ing t)ee !e#i(d a#e una(#a4le (#
!)(!)(#u #em(al
7*
1
#rolems arise /hen the la"er of foaming slag created on the
surface of the molten metal eceeds the height of the 'essel and
o'erflo/s$ causing metal loss$ process disruption and
en'ironmental pollution- This phenomenon is commonl" referred to
as slopping-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 402/458
7*
)
.etter miing and homogeneit" in the ath offer the follo/ing
ad'antages!
(ess slopping$ since non%homogeneit" causes formation of regions /ith
high supersaturation and conseuent 'iolent reactions and ejections-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 403/458
.etter miing and mass transfer in the metal ath /ith closer approach
to euilirium for XY%X=Y%= reaction$ and conseuentl"$ lo/er ath
o"gen content at the same caron content
7*
C
.etter slag%metal miing and mass transfer andconseuentl"$ closer approach to slag% metal euilirium$
leading to!
o lo/er 0e= in slag and hence higher 0e "ield
o
transfer of more phosphorus from the metal to the slag 5i-e-etter ath dephosphorisation6
o transfer of more Mn from the slag to the metal$ and thus
etter Mn reco'er"

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 404/458
etter Mn reco'er"
o lo/er nitrogen and h"drogen contents of the ath- More reliale temperature measurement and sampling of
metal and slag$ and thus etter process control 0aster dissolution of the scrap added into the metal ath
7*
7
A small amount of inert gas$ aout CF of the 'olume of o"gen
lo/n from top$ introduced from ottom$ agitates the ath so
effecti'el" that slopping is almost eliminated-
&o/e'er for otaining near euilirium state of the s"stem
inside the 'essel a sustantial amount of gas has to e
i t d d f th tt

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 405/458
introduced from the ottom-
If )*%C*F of the total o"gen$ if lo/n from ottom$ can cause
adeuate stirring for the s"stem to achie'e near euilirium
conditions- The increase e"ond C*F therefore contriutes
negligile addition of enefits-
7*
@
The more the o"gen fraction lo/n from ottom the
less is the post comustion of = gas and
conseuentl" less is the scrap consumption in the
charge under identical conditions of processing-
.lo/ing of inert gas from ottom has a chilling effect

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 406/458
on ath and hence should e minimum- =n the
contrar" the more is the gas lo/n the more is the
stirring effect and resultant etter metallurgical results-
A optimum choice therefore has to e made
judiciousl"-
7*
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 407/458
7*
<
As compared to top lo/ing$ the h"rid lo/ing
eliminates the temperature and concentrationgradients and effects impro'ed lo/ing control$ less
slopping and higher lo/ing rates- It also reduces o'er

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 408/458
oidation and impro'es the "ield- It leads the processto near euilirium /ith resultant effecti'e
dephosphorisation and desulphurisation and ailit" to
make 'er" lo/ caron steels-
7*
+
4hat is lo/n from the ottom$ inert gas or o"gen&o/ much inert gas is lo/n from the ottom At /hat stage of the lo/ the inert gas is lo/n$
although the lo/$ at the end of the lo/$ after the
lo/ ends and so on4hat inert gas is lo/n$ argon$ nitrogen or their
comination

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 409/458
&o/ the inert gas is lo/n$ permeale plug$ tu"ere$
etc-4hat oidising media is lo/n from ottom$ o"gen or
air If o"gen is lo/n from ottom as /ell then ho/ much
of the total o"gen is lo/n from ottom
7*
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 410/458
The processes ha'e een de'eloped to otain the comined ad'antages of
oth D and =.M to the etent possile- Therefore the metallurgical
performance of a h"rid process has to e e'aluated in relation to these t/o
etremes$ namel" the D and the =.M- The parameters on /hich this can
e done are !
Iron content of the slag as a function of caron content of ath
=idation le'els in slag and metal

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 411/458
Manganese content of the ath at the turndo/n
Desulphurisation efficienc" in terms of partition coefficient
Dephosphorisation efficienc" in terms of partition coefficient
&"drogen and nitrogen contents of the ath at turndo/n
ield of liuid steel
71
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 412/458
71
)
The oidi>ing conditions of a heat in a steelmaking plant$ the
presence of oidi>ing slag$ and the interaction of the metal /ith the
surrounding atmosphere at tapping and teeming % all these factors
are responsile for the fact that the dissol'ed o"gen in steel has a
definite$ often ele'ated$ acti'it" at the moment of steel tapping- The
f

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 413/458
procedure " /hich the acti'it" of o"gen can e lo/ered to the
reuired limit is called deoidation- Steel sujected to deoidation is
termed Vdeoidi>edV- If deoidi>ed steel is Vuiet during solidification
in moulds$ /ith almost no gases e'ol'ing from it$ it is called Nkilled
steelN&
71
C
If the metal is tapped and teemed /ithout eing deoidi>ed$ the reaction
X=Y XY Cg /ill take place et/een the dissol'ed o"gen and
caron as the metal is cooled slo/l" in the mould- .ules of caron
monoide e'ol'e from the solidif"ing metal$ agitate the metal in the
mould 'igorousl"$ and the metal surface is seen to VoilV- Such steel is
called V/ildV /hen solidified it /ill e termed Nrimming steelV

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 414/458
called /ild /hen solidified$ it /ill e termed rimming steel -
In some cases$ onl" partial deoidation is carried out$ i-e- o"gen is onl"
partiall" remo'ed from the metal- The remaining dissol'ed o"gen
causes the metal to oil for a short time- This t"pe of steel is termed
Nsemi-killedC.
71
7
Thus$ practicall" all steels are deoidi>ed to some or other etent so
as to lo/er the acti'it" of dissol'ed o"gen to the specified limit-
The acti'it" of o"gen in the metal can e lo/ered " t/o methods! 5I6
" lo/ering the o"gen concentration$ or
5)6 " comining o"gen into stale compounds-
Th th f ll i i ti l th d f d id ti f t l

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 415/458
There are the follo/ing main practical methods for deoidation of steel!
5a6 precipitation deoidation$ or deoidation in the ulk
56 diffusion deoidation
5c6 treatment /ith s"nthetic slags and
5d6 'acuum treatment-
71
@
The ad'antages of continuous casting 5o'er ingot
casting6 are! It is directl" possile to cast looms$ slas and
illets$ thus eliminating looming$ slaing mills
completel"$ and illet mills to a large etent-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 416/458
p "$ g
.etter ualit" of the cast product- &igher crude%to%finished steel "ield 5aout 1* to
)*F more than ingot casting6- &igher etent of automation and process control-
71
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 417/458
Solidification must e completed efore the /ithdra/alrolls-
The liuid core should e bowl-shaped as sho/n in the0igure and not pointed at the ottom 5as indicated " thedotted lines6$ since the latter increases the tendenc" forundesirale centerline 5i e aial6 macro segregation and

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 418/458
undesirale centerline 5i-e- aial6 macro%segregation and
porosit" The solidified shell of metal should e strong enough at
the eit region of the mould so that it does not crack orbrea"out under pressure of the liuid-
71
+
The surface area%to%'olume ratio per unit length of
continuousl" cast ingot is larger than that for ingot
casting- As a conseuence$ the linear rate of
solidification (d!dt) is an order of magnitude
higher than that in ingot casting-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 419/458
The dendrite arm spacing in continuousl" cast
products is smaller compared /ith that in ingot
casting-
71
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 420/458
7)
*
Macro%segregation is less$ and is restricted to the
centreline >one onl"-
Endogenous inclusions are smaller in si>e$ since the"
get less time to gro/- 0or the same reason$ the lo/
holes are$ on an a'erage$ smaller in si>e-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 421/458
Inclusions get less time to float%up- Therefore$ an"
non%metallic particle coming into the melt at the later
stages tends to remain entrapped in the cast product-
7)
1
In addition to more rapid free>ing$ continuous casting differs
from ingot casting in se'eral /a"s- These are noted elo/-
Mathematicall" speaking$ continuousl" cast ingot is infinitel"
long- &ence$ the heat flo/ is essentiall" in the trans'erse
direction$ and there is no end%effect as is the case in ingotcasting 5e-g- ottom cone of negati'e segregation$ pipe at the
top$ etc-6-
Th d th f th li id t l l i l t l

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 422/458
The depth of the liuid metal pool is se'eral metres long-
&ence$ the ferrostatic pressure of the liuid is high during the
latter stages of solidification$ resulting in significant difficulties of
lo/%hole formation-
7)
)
Since the ingot is /ithdra/n continuousl" from the mould$ the fro>en
la"er of steel is sujected to stresses- This is aggra'ated " thestresses arising out of thermal epansionK contraction and phase
transformations-
Such stresses are the highest at the surface- Moreo'er$ /hen the
ingot comes out of the mould$ the thickness of the fro>en steel shell is
not 'er" appreciale- 0urthermore$ it is at around 11**%1)**P$ and is

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 423/458
therefore$ /eak- All these factors tend to cause cracks at the surface
of the ingot leading to rejections-
Hse of a tundish et/een the ladle and the mould results in etra
temperature loss- Therefore$ etter refractor" lining in the ladles$
tundish$ etc- are reuired in order to minimise corrosion and erosion
" molten metal-7)
C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 424/458
Smarajit Sarkar
Department of Metallurgical and Materials EngineeringNIT Rourkela
7)
7
#rimar" steelmaking is aimed at fast meltingand rapid refining- 't is capale of refining ata macro le'el to arri'e at road steelspecifications$ ut is not designed to meetthe stringent demands on steel ualit"$ andconsistenc" of composition and temperature

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 425/458
that is reuired for 'er" sophisticated gradesof steel- 'n order to achie'e suchreuirements$ liuid steel from primar"steelmaking units has to e further refined in
the ladle after tapping- This is kno/n asSecondary Steel"aking .
7)
@
impro'ement in ualit"
impro'ement in production ratedecrease in energ" consumptionuse of relati'el" cheaper grade or

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 426/458
alternati'e ra/ materialsuse of alternate sources of energ"higher reco'er" of allo"ing elements-
7)
;
(o/er impurit" contents -
.etter cleanliness- 5i-e- lo/er inclusioncontents6Stringent ualit" control- 5i-e- less 'ariation
f h t t h t6

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 427/458
from heat%to%heat6Microallo"ing to impart superior properties-.etter surface ualit" and homogeneit" in
the cast product-
7)
<
The term clean steel should mean a steelfree of inclusions- &o/e'er$ no steel can
e free from all inclusions-M i l i th i h f l

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 428/458
Macro%inclusions are the primar" harmful
ones- &ence$ a clean steel means a
cleaner steel$ i-e-$ one containing a much
lo/er le'el of harmful macro%inclusions-6
7)
+
In practice$ it is customar" to di'ideinclusions " si>e into +acro inclusions and+icro inclusions. Macro inclusions ought toe eliminated ecause of their harmfuleffects- &o/e'er$ the presence of microinclusions can e tolerated$ since the" donot necessaril" ha'e a harmful effect on the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 429/458
not necessaril" ha'e a harmful effect on the
properties of steel and can e'en eeneficial- The" can$ for eample$ restrictgrain gro/th$ increase "ield strength andhardness$ and act as nuclei for the
precipitation of carides$ nitrides$ etc-
7)
2
The critical inclusion si>e is not fied ut
depends on man" factors$ including ser'ice
reuirements-.roadl" speaking$ it is in the range of @ to @**
m 5@ _ 1*%C to *-@ mm6- It decreases /ith an

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 430/458
5 6
increase in "ield stress- In high%strength steels$its si>e /ill e 'er" small-Scientists ad'ocated the use of fracture
mechanics concepts for theoretical estimation of
the critical si>e for a specific situation-
7C
*
#recipitation due to reaction from molten steel or during
free>ing ecause of reaction et/een dissol'ed o"gen
and the deoidisers$ /ith conseuent formation of oides
5also reaction /ith dissol'ed sulphur as /ell6- These are
kno/n as endogenous inclusions. Mechanical and chemical erosion of the refractor" lining Entrapment of slag particles in steel

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 431/458
="gen pick up from the atmosphere$ especiall" during
teeming$ and conseuent oide formation- Inclusions originating from contact /ith eternal sources
as listed in items ) to 7 ao'e$ are called e!ogenous
inclusions.
7C
1
4ith a lo/er /ettailit" 5higher 'alue of bMe 9 inc 6$
an inclusion can e retained in contact /ith the
metal " lo/er forces$ and therefore$ can reak
off more easil" and float up in the metal =n the

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 432/458
off more easil" and float up in the metal- =n the
contrar"$ inclusion /hich are /etted readil" " the
metal$ cannot reak off from it as easil"-
7C
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 433/458
Stirring of the melt in the ladle " argon flo/ing throughottom tu"eres is a must for miing and homogenisation$faster gro/th$ and floatation of the deoidation products-&o/e'er$ 'er" high gas flo/ rates are not desirale fromthe cleanliness point of 'ie/$ since it has the follo/ing
ad'erse effects!o Too 'igorous stirring of the metal can cause
disintegration of earlier formed inclusion conglomerates-
o Re%entrainment of slag particles into molten steel

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 434/458
Re entrainment of slag particles into molten steel-
o Increased erosion of refractories and conseuentgeneration of eogenous inclusions-
o More ejection of metal droplets into the atmosphere /ith
conseuent oide formation-
7C
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 435/458
7C
@
T)e a#ietie ( ec(nda#" teelmaing!#(cee t)at )ae !#(ed t( 4e (
c(mme#cial alue can 4#(adl" 4e categ(#ieda unde#
ti##ing t#eatment "nt)etic lag #ening it) ti##ing

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 436/458
"nt)etic lag #ening it) ti##ing
acuum t#eatmentDeca#4u#iati(n tec)ni:ue InHecti(n metallu#g" ;lunging tec)ni:ue
;(t-(lidicati(n t#eatment.
7C
;

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 437/458
7C
<
(adle degassing processes 53D$ 3=D$ 3AD6
Stream degassing processes
irculation degassing processes 5D& and R&6-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 438/458
7C
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 439/458
7C
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 440/458
77
*
Molten steel is contained in the ladle- The t/o legs of the 'acuum
chamer 5kno/n as 3nor"els) are immersed into the melt- Argon is
injected into the up leg-
Rising and epanding argon ules pro'ide pumping action and lift the
liuid into the 'acuum chamer$ /here it disintegrates into fine droplets$
gets degassed and comes do/n through the do/n leg snorkel$ causing
melt circulation

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 441/458
melt circulation-
The entire 'acuum chamer is refractor" lined- There is pro'ision for
argon injection from the ottom$ heating$ allo" additions$ sampling and
sighting as /ell as 'ideo displa" of the interior of the 'acuum chamer-
77
1

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 442/458
77
)
4h" R&%=. #rocess
To meet increasing demand for cold%r olled steel sheets /ith impro'ed
mechanical properties$ and to cope /ith the change from atch%t"pe to
continuous annealing$ the production of H( steel 5 )* ppm6 is
increasing-
A ma jor pr olem in the con'entional R& pr ocess is that the time
reuir ed to achie'e such lo/ caron is so long that car on content at

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 443/458
.=0 tapping should e lo/ered- &o/e'er $ this is accompanied "
ecessi'e oidation of molten steel and loss of ir on oide in the slag-
It ad'er sel" affects sur face the ualit" of sheet as /ell-
77
C
@ence/ deca#4u#iati(n in R@ degae# i t( 4e !eeded u!. T)i i ac)ieed 4" (me ($"gen 4l(ing O=9 du#ing
degaing.
T)e RH-OB !#(ce/ )ic) ue an ($"gen 4l(ing acilit"du#ing degaing/ a (#iginall" deel(!ed (#deca#4u#iati(n ( tainle teel 4" Ni!!(n teel C(#!./
a!an/ in 1,72.
u4e:uentl"/ it a em!l("ed (# t)e manuactu#e ( U?Cteel.

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 444/458
T)e !#eent t)#ut i t( dec#eae ca#4(n c(ntent #(m(met)ing lie 300 !!m t( 10 (# 20 !!m it)in 10 min.
C(nt*
77
7

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 445/458
77
@
on'entional A=D$ no top lo/ing is in'ol'ed- =nl" a
miture of argon and o"gen is lo/n through the
immersed side tu"eres- &o/e'er$ the present A=D
con'erters are mostl" fitted /ith concurrent facilities for
t l i f ith l l i t

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 446/458
top lo/ing of either onl" o"gen$ or o"gen plus inert
gas mitures using a supersonic lance as in .=0
steelmaking-
77
;
Initiall"$ /hen the caron content of the melt is high$ lo/ing
through the top lance is predominant though the gas miture
introduced through the side tu"eres also contains a high
percentage of o"gen-
&o/e'er$ as decarurisation proceeds$ o"gen lo/ing from
the top is reduced in stages and argon lo/ing increased- As

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 447/458
stated earlier$ some stainless steel grades contain nitrogen as
a part of the specifications$ in /hich case$ nitrogen is
emplo"ed in place of argon in the final stages-
77
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 448/458
Simplified " &ilte" and ,a'ene"
77
+

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 449/458
77
2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 450/458
7@
*

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 451/458
7@
1
This process produces molten iron in a t/o%step reduction melting
operation- =ne reactor is melter%gasifier and the other is pre%
reducer- In the pre%reducer$ iron oide is reduced in counter%flo/
principle- The hot sponge is discharged " scre/ con'e"ors into the
melting reactor-
oal is introduced in the melting%gassif"ing >one along /ith
o"gen gas at the rate of @**%;** 1+' th+. The flo/ 'elocit" is

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 452/458
chosen such that temperature in the range of 1@**%1+**P is main
tained- The reducing gas containing nearl" +@F = is hot dedusted
and cooled to +**%2**P efore leading it into the pre%reducer
7@
)

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 453/458
7@
C
In the 0INE_ #rocess fine ore is preheated and reduced to DRI in a
train of four or three stage fluidi>ed ed reactors-
The fine DRI is compacted and then charged in the form of &ot
ompacted Iron 5&I6 into the melter gasifier- So$ efore charging
to the melter% gasifier unit of the 0INE_ unit$ this material is
compacted in a hot riuetting press to gi'e hot compacted iron

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 454/458
5&I6 since the melter% gasifier can not use fine material 5to ensure
permeailit" in the ed6-
Non%coking coal is riuetted and is fed to the melter gasifier /here
it is gasified /ith o"gen
7@
7
As a standard guide the temperature rise attainale "
oidation of *Q*1 F of each of the element dissol'ed in
liuid iron at 17**P " o"gen at )@P is calculated
assuming that no heat is lost to the surroundings andsuch data are sho/n elo/-

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 455/458
7@
@
Ahindra Ghosh and Amit hatterjee! Ironmaking and Steelmaking Theor" and #ractice$ #rentice%
&all of India #ri'ate (imited$ )**+
Anil ,- .is/as! #rinciples of .last 0urnace Ironmaking$ S.A #ulication$1222
R-&-Tupkar" and 3-R-Tupkar"! An Introduction to Modern Iron Making$ ,hanna #ulishers-
R-&-Tupkar" and 3-R-Tupkar"! An Introduction to Modern Steel Making$ ,hanna #ulishers-
Da'id &- 4akelin 5ed-6! The Making$ Shaping and Treating of Steel 5Ironmaking 3olume6$ The
AISE Steel 0oundation$ )**7- Richard 8-0ruehan 5ed-6! The Making$ Shaping and Treating of Steel 5Steeelmaking 3olume6$ The
AISE Steel 0oundation$ )**7-
A-Ghosh$ Secondar" Steel Making 9 #rinciple : Applications$ R #ress 9 )**1-
R-G-4ard! #h"sical hemistr" of iron : steel making$ E(.S and Ed/ard Arnold$ 12;)-
0-#-Edneral! Electrometallurg" of Steel and 0erro%Allo"s$ 3ol-1 Mir #ulishers$12<2

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 456/458
.- =>turk and R- 8- 0ruehan$! ?,inetics of the Reaction of Si=5g6 /ith aron Saturated Iron?!Metall- Trans- .$ 3ol- 1;.$ 12+@$ p- 1)1-
.- =>turk and R- 8- 0ruehan! ?The Reaction of Si=5g6 /ith (iuid Slags$B Metall- Trans-.$
3olume 1<.$ 12+;$ p- C2<-
.- =>turk and R- 8- 0ruehan!B-Transfer of Silicon in .last 0urnace?! $ #roceedings of the fifth
International Iron and Steel ongress$ 4ashington D--$ 12+;$ p- 2@2-
#- 0- Nogueira and R- 8- 0ruehan!B .last 0urnace Softening and Melting #henomena % Melting
=nset in Acid and .asic #ellets?$ $ ISS%AIME lronmaking onference$ )**)$ pp- @+@-
7@
;
#aulo Nogueira$ Richard 0ruehan! ?.last 0urnace .urden Softening and Melting
#henomena%#art I #ellet .ulk Interaction =ser'ation?$ $ Metallurgical and Materials
Transactions .$ 3olume C@.$ )**7$ pp- +)2-
#-0- Nogueira$ Richard 8- 0ruehan! V0undamental Studies on .last 0urnace .urden
Softening and Melting?$ #roceedings of )nd International Meeting on lronmaking$
Septemer )**7$ 3itoria$ .ra>il-
#aulo 0- Nogueira$ Richard 8- 0ruehan$ ?.last 0urnace Softening and Melting#henomena % #art III! Melt =nset and Initial Microstructal Transformation in #ellets?$
sumitted to Materials and Metallurgical Transactions .-
#aulo 0- Nogueira$ Richard 8- 0ruehan !.last 0urnace .urden Softening and Melting
#henomena%#art II E'olution of the Structure of the #ellets?$ Metallurgical and
Materials Transactions$ 3olume C;.$ )**@$ pp- @+C

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 457/458
$ $ $ pp
MA 8itang! Injecuion of flu into .last 0urnace 'ia Tu"eres for optimi>ing slagformationB ISI8 International$ 3olume C2$ No< 1222$pp;2<
-S-(ee$ 8-R-,im$ S-&-i and D-8-Min! 3iscous eha'ior of a=%Si=)%Al)=C%Mg=%
0e= SlagB$ #roceedings of 3IIInternational onferenceon %Molten slags$flues and
salts$ The South African Institute of Minig and Metallurg"$ )**7$pp))@
7@
<

7/17/2019 Ironmaking SS
http://slidepdf.com/reader/full/ironmaking-ss 458/458
7@
+