het verhogen van de ‘overall equipment effectiveness’...effectiveness’ de ‘overall equipment...
5
16 SIGMA Nummer 6, december 2014 www.sigmaonline.nl METHODEN Trefwoorden OEE Productieomgeving DMAIC Lean Six Sigma Auteurs Alex Kuiper Michiel van Raalte Ronald J. M. M. Does Het verhogen van de ‘Overall Equipment Effectiveness’ De ‘Overall Equipment Effectiveness’ is een veelgebruikte verbetermethode om in een productieomgeving de effectiviteit van een proces of machine te meten. In dit artikel wordt een lean six sigma-project beschreven dat bij een farmaceutisch bedrijf is uitgevoerd. Het project heeft geleid tot een verhoging van de effectiviteit die resulteerde in baten van twee miljoen euro per jaar.
Transcript of het verhogen van de ‘overall equipment effectiveness’...effectiveness’ de ‘overall equipment...

16SIGMA Nummer 6, december 2014 SIGMA Nummer 6, december 2014www.sigmaonline.nl
methoden trefwoordenOEEProductieomgevingDMAICLean Six Sigma
AuteursAlex KuiperMichiel van RaalteRonald J. M. M. Does
het verhogen van de ‘overall equipment effectiveness’
de ‘overall equipment effectiveness’ is een veelgebruikte verbeter methode om in een productieomgeving de effectiviteit van een proces of machine te meten. In dit artikel wordt een lean six sigma-project beschreven dat bij een farmaceutisch bedrijf is uitgevoerd. het project heeft geleid tot een verhoging van de effectiviteit die resulteerde in baten van twee miljoen euro per jaar.

17 SIGMA Nummer 6, december 2014 SIGMA Nummer 6, december 2014www.sigmaonline.nl
methoden
meten
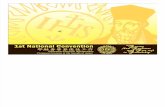
In de meetfase heeft de black belt meetbare prestatiekarakteristieken gedefinieerd en stelde hij procedures vast om deze karakteristieken te meten. In lean six sigma worden deze karakteristieken meestal CTQ’s genoemd (critical to quality characteristic). In figuur 1 illustreren we hoe deze CTQ’s gerelateerd zijn aan het projectdoel en het strategische focuspunt van de organisatie met een CTQ flowdown (cf. De Koning en De Mast, 2007). Een CTQflowdown is met name nuttig om een probleem te kwantificeren en om op de meest belangrijke proceskarakteristieken te concentreren.
In dit project heeft de black belt de CTQ OEE in vier meetbare componenten opgesplitst:1. Omstel- en opstarttijd: de tijd die nodig is om de machine
te herinstalleren voor het encapsuleren van een nieuwe batch. Het verminderen van de omsteltijd of opstarttijd resulteert in een hogere beschikbaarheidsratio.
2. Onderbrekingen: tijd die verloren gaat door onderbrekingen heeft ook een effect op de beschikbaarheid. De black belt onderscheidde twee typen: lange onderbrekingen (het helemaal stopzetten van de machine) en korte onderbrekingen (kleine interventies door de operators om de voortzetting van het encapsuleren te garanderen).
In een productieomgeving is de ‘Overall Equipment Effectiveness’ (OEE) een belangrijk concept. De OEE is ontwikkeld door Seiichi Nakajime in de jaren zestig van de vorige eeuw en werd voor het eerst gepubliceerd in het boek ‘Introduction to TPM: total productive maintenance’ (Nakajima, 1988). Sindsdien is het de meest populaire metriek om aan te geven hoe effectief een proces of machine functioneert ten opzichte van de ideale capaciteit (ook wel de ontwerpcapa citeit genoemd), hetgeen meestal wordt aangegeven door een percentage. De effectiviteit van de machine kan verder uiteen gesplitst worden in de aspecten beschikbaarheid, prestatie en kwaliteit (Slack et al., 2010).
De DMAICmethode (DefineMeasureAnalyzeImproveControl) biedt duidelijke richtlijnen voor verbeterprojecten om de capaciteit van een proces te verhogen, zoals het verhogen van de effectiviteit van een machine. Als voorbeeld geven we hier een verbeterproject uitgevoerd in 2013 bij een vestiging van een groot internationaal farmaceutisch bedrijf. Er was een dringende noodzaak om de effectiviteit te verhogen met het oog op een geplande sluiting van een grote productieafdeling. De projectleider was een lean six sigma black belt.
definiëren
In de definieerfase beschreef de black belt het proces dat verbeterd diende te worden, de doelstellingen van het project en de mogelijke baten. Het te verbeteren proces betrof het encapsulatieproces. Het encapsulatieproces zorgt ervoor dat een medicijn wordt omhuld met een dun laagje gelatine: een capsule. Het encapsulatieproces levert ongeveer 50.000 capsules per uur per lijn af. De doelstelling van dit project was een verhoging van de effectiviteit van de encapsulatiemachine met 10%, aangezien in een eerder stadium deze stap in het proces gedefinieerd was als de bottleneck.
In minder dan 50 woorden
− In dit artikel wordt een lean six sigma-project beschreven waarmee de effectiviteit van de machines in een farmaceutisch bedrijf werden verbeterd.
− In het project werden diverse lean six sigma-methoden toegepast.
− Het resultaat was een effectiviteitsverbetering van 16%, resulterend in baten van twee miljoen euro per jaar.
Strategisch focuspunt
CTQ
Componenten
Encapsulatietijd Omstel- en opstarttijd
OEE
Verhogen capaciteit
Opbrengsten
Machine- onderbrekingen Snelheidsverlies
Projectdoel
Figuur 1. de CtQ-flowdown bij het project

18SIGMA Nummer 6, december 2014 SIGMA Nummer 6, december 2014www.sigmaonline.nl
Enca
psula
tietijd
Grote
ond
erbr
eking
en
Snelh
eidsv
erlie
s
Opsta
rttijd
0
20
40
60
80
01020
Ure
n
Verdeling van de geplande productietijd
30405060708090 100
Pro
cent
Klein
e on
derb
rekin
gen
Omstelt
ijd
Omsteltijden (uren)
Omstelling
UCL=7:42
LCL=2:00
1
2:00
3:00
4:00
5:00
6:00
7:00
8:00
3 5 7 9 11 13 15 17 19 21
X=4:51
methoden
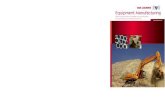
black belt merkte op dat omstellingen ongeveer 4:51 uur per batch kostten, terwijl de norm was vastgesteld op 4:00 uur. Daarnaast was de hoge variatie opmerkelijk, wat duidde op de aanwezigheid van verscheidene (invloeds) factoren die de omsteltijden beïnvloedden.
Om de relevante factoren die van invloed zijn op de omsteltijden te vinden, heeft de black belt een BOB vs. WOWstudie uitgevoerd: dat is de ‘bestofthebestgevallen’ (afgekort: BOB) vergelijken met de ‘worstoftheworstgevallen’ (WOW). De BOB’s waren omstellingen waarbij drie operators betrokken waren. De enkele gevallen met hoge omsteltijden, de WOW’s, waren omstellingen zonder een volgende geplande batch of wanneer slechts één operator de omstelling uitvoerde.
Om meer invloedsfactoren te vinden, ging de black belt naar de werkvloer om verschillende omstellingen in detail te bestuderen, de zogenaamde Gembastudie (Womack, 2011). De black belt ontdekte dat de benodigde materialen voor een snelle omstelling vaak niet beschikbaar waren, waardoor het personeel veel tijd besteedde aan het verzamelen van deze materialen. De black belt ontdekte
ook dat de volgorde van het uitvoeren van een omstelling niet logisch was. De component machineonderbrekingen werd onder verdeeld in lange en korte onderbrekingen, die beide van invloed zijn op de beschikbaarheid van de machine. Tijdens het meetproces ondervond de black belt dat korte onder brekingen minder vaak voorkwamen dan verwacht. Ook omdat deze
3. Snelheidsverlies: verlies doordat de machine langzamer loopt dan theoretisch mogelijk is. Dit soort verlies wordt gezien als een prestatieverlies.
4. Encapsulatietijd: wanneer de geplande productietijd wordt verminderd met het tijdverlies door omstelling, opstart en onderbrekingen houden we uiteindelijk de encapsulatietijd, ofwel de actuele productietijd, over. Het verhogen van de encapsulatietijd leidt dus tot een verhoging van de OEE.
Om genoeg metingen te verkrijgen, heeft de black belt de verschillende componenten gedurende drie weken gemeten. Om de validiteit te waarborgen verzekerde de black belt zich van betrokkenheid van de werkvloer en een goed begrip van het meetplan. De OEE van het encapsulatieproces werd al langere tijd bijgehouden door de werkelijke productie (effectieve productietijd) te delen door de ideale capaciteit.
Analyseren
In de analysefase werd de huidige prestatie van de CTQ’s vastgesteld, gebaseerd op de verzamelde data. Een grondi
ge analyse resulteerde in een probleemdiagnose en een lijst van potentiële invloedsfactoren. Een eerste stap hierin is kijken hoe de geplande productietijd uiteenvalt in de verschillende componenten, weergegeven in figuur 2. De black belt nam vervolgens de componenten van de CTQ onder de loep, startend met de omsteltijd (zie figuur 3). De
Figuur 2. Pareto-kaart met de opdeling van de geplande productietijd in week 38
Figuur 3. een regelkaart van de omsteltijden
De verbeteracties richtten zich op het verlagen van de omsteltijden en de tijd die verloren gaat door lange machineonderbrekingen.

19 SIGMA Nummer 6, december 2014 SIGMA Nummer 6, december 2014www.sigmaonline.nl
UCL=93,46
LCL=62,81
X=78,14
32504948474645444342414039383736353420
Weeknummer
30
40
50
60
70
80
90
100
110Voor verbetering Na verbetering
Effectiviteit van de machine
OEE
%
4 5 Enca
psula
tietijd
Grote
ond
erbr
eking
en
Snelh
eidsv
erlie
s
Opsta
rttijd
0
20
40
60
80
0
20
Ure
n
Verdeling van de geplande productietijd
40
60
80
100
120100
Pro
cent
Klein
e on
derb
rekin
gen
Omstelt
ijd
methoden
onder brekingen binnen vijf minuten werden opgelost, liet de black belt deze component verder buiten beschouwing.
Voor de lange onderbrekingen werd de operators gevraagd om te klokken hoeveel tijd er precies nodig was om de onder breking op te lossen en om de oorzaak van de onderbreking te formuleren. De black belt ontdekte dat er vooral uitsnijproblemen waren en dat er vaak moest worden gewacht op zachte gelatine. Aanvullend voerde de black belt een FMEA uit (failure modes and effect analysis) om overige faalwijzen in het proces te vinden en vervolgens te prioriteren zodat de belangrijkste faalwijzen verholpen werden. De opstarttijden en snelheidsverliezen werden ook gemeten, maar bij de analyse kwam naar voren dat deze componenten beter presteerden dan verwacht. Conclusie: de verbeteracties richtten zich op het verlagen van de omsteltijden en op de tijd die verloren gaat door lange machineonderbrekingen.
Verbeteren
Tijdens de verbeterfase selecteerde de black belt de meest belangrijke invloedsfactoren en leverde hij het bewijs voor hun effect op de CTQ. Gebaseerd op deze invloedsfactoren ontwierp hij verbeteracties die resulteerden in een aanzienlijke verbetering.
Ten eerste werden de omsteltijden verminderd met ongeveer 40%, d.w.z. gemiddeld meer dan twee uur. Het voornaamste uitgangspunt was het realiseren van snelle omstellingen, gebaseerd op de leantechniek genaamd single-minute exchange of die (afgekort: SMED; Ohno, 1988).
De volgende stappen hebben tot deze verbetering geleid: 1. De black belt ontwierp samen met de operators een speciale kar voor de omstellingen, waarmee overbodige bewerkingen en bewegingen van de operators en stilstand van de machine worden geëlimineerd.
2. Een standaard werkprocedure gebaseerd op best practi-ces van senior operators.3. Een senior operator helpt altijd gedurende een half uur bij een omstelling, of, indien beschikbaar helpt een tweede operator bij de omstelling.
Ten tweede verbeterde de black belt de productiecyclus zodanig dat iedere stap in het proces ondergeschikt wordt gemaakt aan de encapsulatiemachine. Dit is een fundamenteel principe van de theory of constraints (Goldratt, 1984).
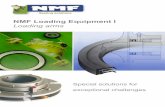
In het bijzonder verbeterde de black belt:1. De processtroom: een dag van tevoren wordt alles klaargezet voor de encapsulatie van een nieuwe batch. Op dat moment is er nog tijd om effectieve tegenmaatregelen te nemen wanneer er verstoringen optreden. 2. De inventaris van de machineonderdelen voor het verwerken van de batches is opnieuw geordend en gelabeld volgens de 5Smethodiek. Dit is specifiek voor het borgen van een nieuw proces (De Mast et al., 2012). 3. De planning zodat de grote onderbrekingen (bijvoorbeeld het wachten op zachte gelatine) worden opgelost. 4. De machine werd samen met expertoperators verbeterd waardoor vaak voorkomende verstoringen werden verholpen.Na het invoeren van al deze verbeteringen ging de black belt door met het meten van de OEE. Het bleek inderdaad dat de OEE toenam (zie figuur 4).
Statistisch bewijs voor de stijging wordt gegeven door een KruskalWallis test. De OEE ging omhoog met 16,1% tot 78,1%. Tegelijkertijd ging de variatie in OEE omlaag, wat duidt op een beter beheersbaar proces. De nieuwe uiteenrafeling van de geplande productietijd in de componenten wordt weergegeven in figuur 5 (week 48).
Merk op dat het percentage dat correspondeert met de encapsulatietijd ook daadwerkelijk het OEEpercentage is dat is weergegeven in figuur 4. Wanneer figuur 5 wordt vergeleken met de oude situatie (figuur 2, week 38) dan zijn de
Figuur 4. Regelkaart van de oee van een productielijn Figuur 5. Pareto-kaart met de opdeling van de geplande productietijd in week 48

20SIGMA Nummer 6, december 2014 SIGMA Nummer 6, december 2014www.sigmaonline.nl
methoden
omsteltijd en de lange onderbrekingen aanmerkelijk verminderd. De veranderingen in de andere componenten zijn niet significant te noemen. De jaarlijkse financiële baten voor deze lijn alleen bedragen ongeveer €400.000 per jaar. Omdat deze vestiging vijf productielijnen telt, die op analoge wijze zijn verbeterd, zijn de geschatte baten ongeveer twee miljoen euro per jaar.
Borgen
In de borgingsfase heeft de black belt het procesbeheersingssysteem verbeterd. Hij heeft het verbeterde proces gedocumenteerd en een beheersingsplan opgesteld hoe om te gaan met onregelmatigheden in het proces, zodat het proces voortdurend wordt verbeterd. Daarnaast heeft hij taken en verantwoordelijkheden gedefinieerd.
Het volgen van de OEE is gelinkt aan een out-of-control action plan (OCAP), dat in werking treedt wanneer de OEE buiten de regelgrenzen komt (cf. Does et al., 1999). In het bijzonder wordt de uitvoering van de verschillende omstellingen dagelijks bijgehouden door een productiemanager, als onderdeel van het bijhouden van de OEE. Wat betreft de planning vindt er nu 24 uur vóór de productie van een batch een formele overdracht plaats waarin wordt gekeken of alles gereed is voor productie. Het visueel management systeem (Heijunka productiebord, Ohno, 1988) is aansluitend hierop uitgebreid.
Conclusie
Deze studie laat de toepassing zien van een lean six sigma project op de effectiviteit van een machine in een farmaceutisch bedrijf. Basisprincipes van lean six sigma, zoals probleemstructurering door middel van de CTQflowdown en een grondige analyse van het probleem, waren belangrijk hulpmiddelen om effectieve verbeteringen te vinden. Belangrijke principes zoals de OEE, bottleneckanalyse, SMED, 5S en visueel management worden toegepast om de productie systematisch te verhogen door
verbetering van de effectiviteit van de machines. De black belt verhoogde de effectiviteit van de machines met ongeveer 16%, met als resultaat opbrengsten in de orde van twee miljoen euro per jaar.
LiteratuurDe Koning, H., De Mast, J. (2007). The CTQ flowdown as a conceptual model of project objectives. Quality Management Journal, 14(2): 1928.De Mast, J., Does, R. J. M. M., De Koning, H., Lokkerbol, J. (2012). Lean Six Sigma for Services and Healthcare. Alphen aan den Rijn, The Netherlands: Beaumont Quality Publications. Does, R. J. M. M., Roes K. C. B., Trip, A. (1999). Statistical Process Control in Industry. Dordrecht, the Netherlands: Kluwer Academic.Goldratt, E. M. (1984). The Goal: A Process of Ongoing Improvement. Great Barrington, Massachusetts: North River Press.Nakajima, S. (1988). Introduction to TPM: total productive mainte-nance. Cambridge, Massachusetts: Productivity Press.Ohno, T. (1988). Toyota Production System: Beyond Large-Scale Production. Portland, Oregon: Productivity Press.Slack, N., Chambers, S., Johnston, R. (2010). Operations manage-ment. Essex, United Kingdom: Prentice Hall. Womack, J. (2011). Gemba walks. Cambridge, Massachusetts: Lean Enterprise Institute.
AuteursAlex Kuiper heeft zijn Master of Science behaald in wiskunde en in econometrie aan de Universiteit van Amsterdam in 2013. Op het moment is hij werkzaam voor IBIS UvA als Lean Six Sigma adviseur en promovendus. IBIS UvA is een zelfstandig advies en onderzoeksinstituut binnen de Universiteit van Amsterdam.
Michiel van Raalte is Lean Six Sigma Black Belt en eigenaar van Durapharm BV. Hij studeerde in 1998 af in farmacie. Vanaf dat moment werkt hij als QP (Qualified Person) en manager in vele steriele productieomgevingen.
Ronald J.M.M. Does is professor in industriële statistiek aan de Universiteit van Amsterdam. Tevens is hij directeur van IBIS UvA. Hij is ook directeur van de sectie Operations Management en het instituut van de Executive Programs binnen de Amsterdam Business School. Hij is fellow van de ASQ en de ASA, en Academician van de International Academy for Quality.
Dit artikel verscheen eerder in het internationale tijdschrift ‘Quality Engineering’. Het huidige artikel in Sigma is de verkorte, Neder landse vertaling hiervan. Vertaling: Atie Buisman.