Handboek Lassen op staal - den.enexis.nl DEN/Gzz-0019.H.pdf · kwaliteitsnorm NEN-EN ISO 3834-3...
31
Handboek Lassen op staal Colofon auteur MFT Lassen op staal MFT Lassen op staal datum titel Juni 2017 Handboek lassen op staal Bestandsnaam versie/status Gzz-0019.H 1.3 Definitief Enexis B.V. Magistratenlaan 116, Postbus 856, 5201 AW ‘s-Hertogenbosch, Tel. +31 (0)900 780 87 00, www.enexis.nl, KvK Eindhoven 17131139.
Transcript of Handboek Lassen op staal - den.enexis.nl DEN/Gzz-0019.H.pdf · kwaliteitsnorm NEN-EN ISO 3834-3...
Handboek Lassen op staal
Colofon auteur MFT Lassen op staal MFT Lassen op staal datum titel Juni 2017 Handboek lassen op staal Bestandsnaam versie/status Gzz-0019.H 1.3 Definitief
Enexis B.V. Magistratenlaan 116, Postbus 856, 5201 AW ‘s-Hertogenbosch, Tel. +31 (0)900 780 87 00, www.enexis.nl, KvK Eindhoven 17131139.
2
Gzz-0019.H – Handboek lassen op staal
Inhoud 2
1 Algemeen 3
1.1 Voorwoord 3
1.2 Normering en classificering 4
2 Opzet Kwaliteitsborging lasproces 6
2.1 Hoofdlijnen 6
2.2 Onderhoud Handboek 6
3 Personeel en apparatuur 7
3.1 Eigen personeel 7
3.2 Uitbesteding laswerk 8
3.3 Keuring van laswerk 9
3.4 Uitbesteding van onderhoud en kalibratie 9
3.5 Apparatuur 10
3.5.1 Onderhoud van lasapparatuur 10
3.6 Opstellen lijst met essentiële apparatuur 11
4 Lasprocedures en laswerkzaamheden. 12
4.1 Lasmethodebeschrijving (LMB) 12
4.2 Uitvoering laswerkzaamheden 12
4.2.1 Slijpen 13
4.3 Opslag en behandeling van lastoevoegmaterialen 13
4.4 Opslag van uitgangsmaterialen 14
4.5 Eindgloeibehandeling 14
4.6 Keuring van lassen 14
4.6.1 Opstellen van keuringsplannen 14
4.6.2 Planning van keurings-, beproevings- en onderzoeksactiviteiten 15
4.7 Toezicht 15
4.7.1 Toezicht tijdens de voorbereiding 15
4.7.2 Toezicht tijdens het lassen 16
4.8 Tekortkomingen en corrigerende maatregelen 16
4.8.1 Procedure afwijkingen tijdens werkzaamheden 17
5 Kalibratie, identificatie en kwaliteitsrapporten 18
5.1 Kalibratie 18
5.1.1 Instrumenten voor temperatuurmetingen 18
5.1.2 Instrumenten voor metingen van vorm of afmetingen 19
5.1.3 Gasflowmeters 20
5.2 Identificatie en naspeurbaarheid 20
5.2.1 Identificatie 20
5.3 Kwaliteitsrapporten 21
5.3.1 Procedure voor oplevering. 21
6 Bijlage. 22
6.1 Terugkoppelingsformulier. 22
6.2 Processchema 23
6.3 Formulieren 24
6.3.1 NDO aanvraagformulier (voorbeeld) 24
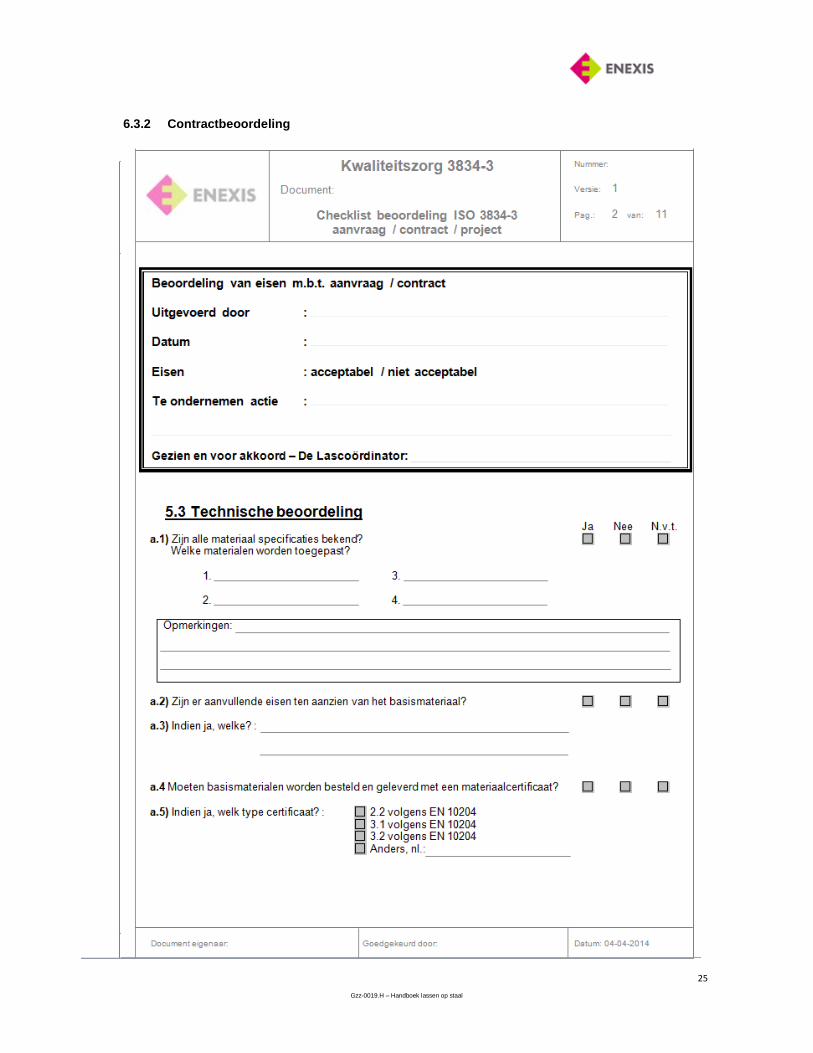
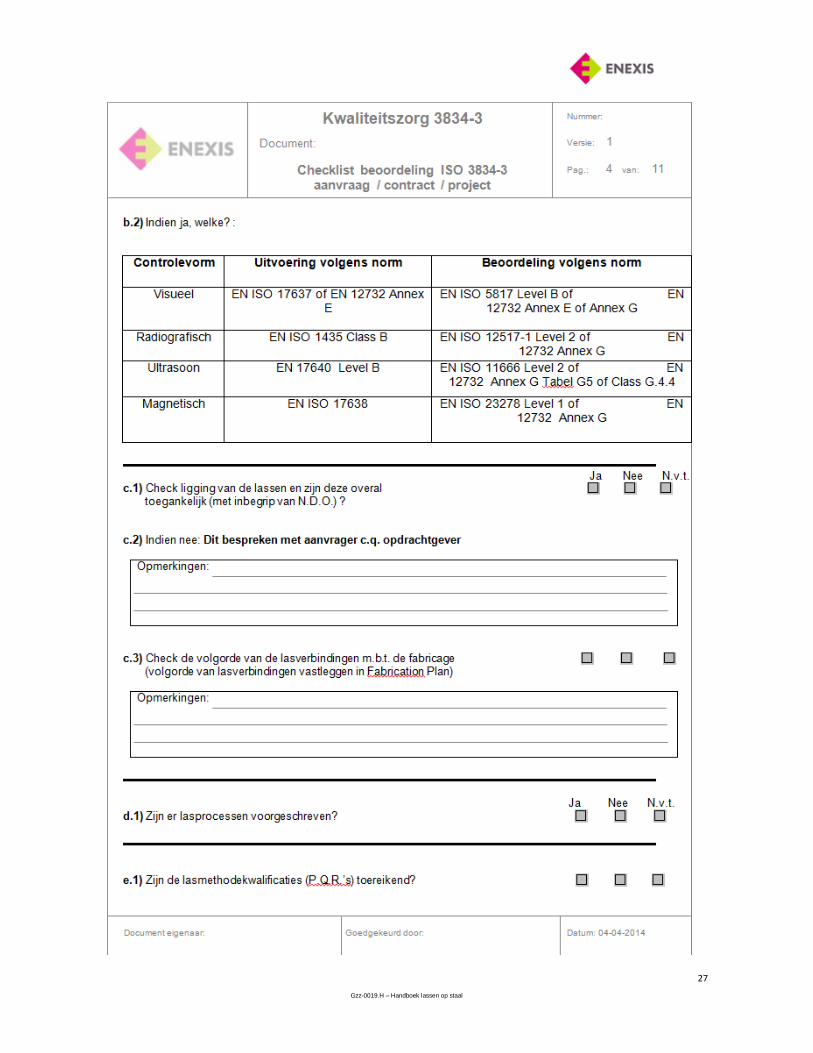
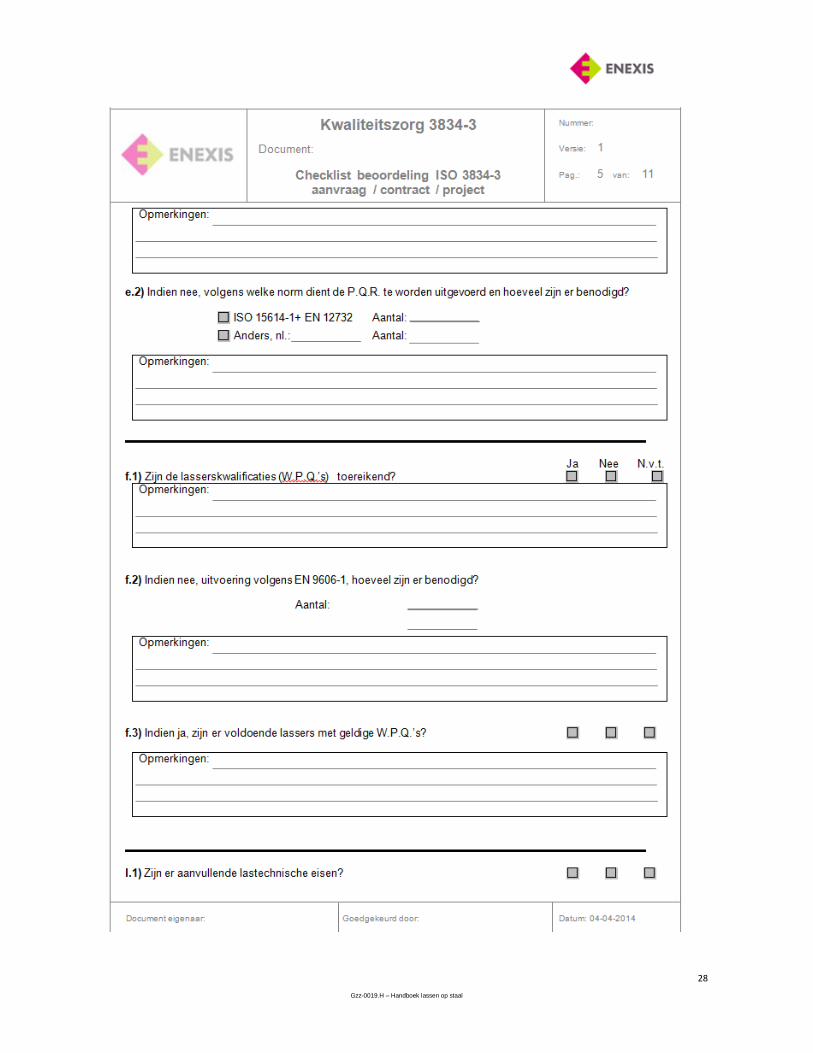
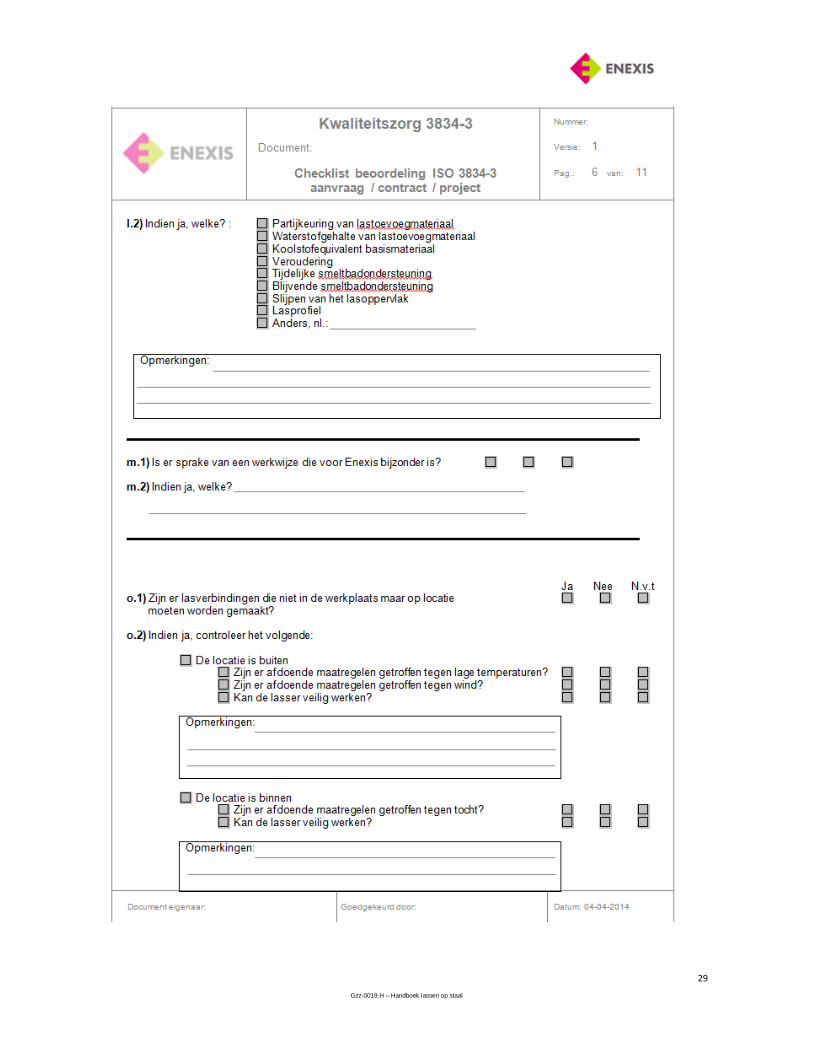
6.3.2 Contractbeoordeling 25
6.3.3 25
6.4 Afkortingen 31
3
Gzz-0019.H – Handboek lassen op staal
1 Algemeen
1.1 Voorwoord Dit handboek “Lassen op staal” dient als handleiding voor het uitvoeren van laswerkzaamheden aan stalen leidingen en/ of componenten welke ten behoeve van het gasnetwerk van Enexis BV plaatsvinden. In dit handboek staan de afspraken die gelden bij het uitvoeren van laswerkzaamheden aan het gasnetwerk van Enexis BV uitgevoerd door lassers in dienst van Enexis of werkend in regie voor Enexis. Aannemers welke op basis aanbesteding laswerkzaamheden aan stalen leidingen van Enexis verrichten hebben hun eigen kwaliteitssysteem. Zij moeten CKB-gecertificeerd zijn waarbij er ook wordt voldaan aan kwaliteitsnorm NEN-EN ISO 3834-3 voor laswerkzaamheden aan stalen gasleidingen. In onderstaand schema is de plaats van het handboek in relatie tot wetgeving, normering en instructies aangegeven; I ARBO-wetgeving II NEN-EN-ISO 9606:1 Het kwalificeren van lassers - Smeltlassen - Deel 1: Staal
NEN-EN ISO 15609-1 Beschrijven en goedkeuren van lasmethoden voor metalen Lasmethodebeschrijving - Deel 1: Booglassen
NEN-EN ISO 15614-1 Beschrijven en goedkeuren van lasmethoden voor metalen Lasmethodebeproeving - Deel 1: Boog- en autogeenlassen van staal en booglassen van nikkel en nikkellegeringen
NEN-EN-ISO 14175 Beschermgassen voor smeltlassen en verwante processen NEN-EN-ISO 14341 Draadelektroden en lasmetaal voor booglassen onder gasbescherming
van ongelegeerde en fijnkorrelige staalsoorten NEN-EN-ISO 2560 Beklede elektroden voor booglassen met de hand van niet-gelegeerde en
fijnkorrelige staalsoorten NEN-EN-ISO 14731 Lascoördinatie, taken en verantwoordelijkheden. NEN-EN ISO 3834-3 Kwaliteitsborgingseisen voor lassen. Deel 3, smeltlassen voor
metallische materialen. Standaard kwaliteitseisen. NEN-EN ISO 3834-4 Kwaliteitsborgingseisen voor lassen. Deel 4, smeltlassen voor
metallische materialen. Elementaire kwaliteitseisen. NEN-EN-ISO 17632 Gevulde draadelektrode voor booglassen met of zonder beschermgas
van ongelegeerd staal en fijnkorrelig staal. NEN-EN 1011-1 Aanbevelingen voor het lassen van metalen – Deel 1: Algemene leidraad
voor booglassen NEN-EN 1011-2 Aanbevelingen voor het lassen van metalen - Deel 2: Booglassen van
ferritische staalsoorten NEN-EN ISO 14732 Het kwalificeren van bedieners en lasinstellers voor het gemechaniseerd
en automatisch lassen van metalen. NEN 7244-1 Gasvoorzieningsystemen - Leidingen voor maximale bedrijfsdruk tot en
met 16 bar - Deel 1: Algemene functionele eisen NEN 7244-3 Gasvoorzieningsystemen - Leidingen voor maximale druk tot en met 16
bar - Deel 3: Specifieke functionele eisen voor staal NEN-EN 12732 Gasvoorzieningssystemen - Lassen van stalen leidingen - Functionele
eisen
III VIAG Veiligheidsinstructie aardgas voor de energiebedrijven IV TI Enexis Technische Instructie Enexis – Gdc-0007.i
De werkzaamheden zoals beschreven in dit handboek zijn van toepassing op werkzaamheden uitgevoerd door medewerkers van Enexis of werkzaamheden uitgevoerd op regiebasis. De procedure van Enexis voor het uitbesteden van laswerk staan omschreven in hoofdstuk “3.2 Uitbesteding laswerk” en voor keuring van de lassen in hoofdstuk “3.3 Keuring van laswerk” van dit handboek.
4
Gzz-0019.H – Handboek lassen op staal
Vakbekwaamheid laspersoneel Lassers mogen pas aan de netten van Enexis werkzaamheden verrichten indien zij voldoen aan de volgende voorwaarden:
• De lasser voldoet aan de opleidings- en certificeringseisen gesteld voor de betreffende werkzaamheden.
Er mag enkel gelast worden aan in bedrijf zijnde gasleidingen wanneer aan de eisen is voldaan die in de technische instructie Gdc-0007.I worden gesteld.
Gereedschappen
• Bij de verwerking van de voorgeschreven materialen dienen gereedschappen te worden toegepast zoals in de verwerkingsinstructies van de materiaalleverancier en/of door Enexis is aangegeven.
• De gereedschappen dienen te worden toegepast en gehanteerd conform de instructie van de betreffende fabrikant/leverancier.
• Alle gereedschappen dienen onderhouden te worden. Enkele gereedschappen dienen tevens periodiek te worden gekeurd conform de eisen zoals die worden gesteld door de fabrikant/leverancier en/of door Enexis. Deze goedkeuring dient op verzoek van Enexis aangetoond te kunnen worden. Indien het betreffende gereedschap geijkt dient te worden gelden hiervoor dezelfde criteria.
• De medewerker is te allen tijde persoonlijk verantwoordelijk voor bovenstaande. Materialen
• Bij de verwerking van materialen dient de instructie van de fabrikant altijd gevolgd worden. • Voordat materialen toegepast worden dient men zich er van te overtuigen dat deze voldoen aan
de eisen die Enexis er aan stelt (controle voor verwerking). Wanneer de materialen niet voldoen aan de gestelde eisen dient de uitvoerder van Enexis te worden ingelicht. Afgekeurde materialen dienen te worden geretourneerd aan logistiek.
• Er mogen bij Enexis alleen materialen verwerkt worden die door Enexis voorgeschreven zijn (en vrij gegeven voor verwerking).
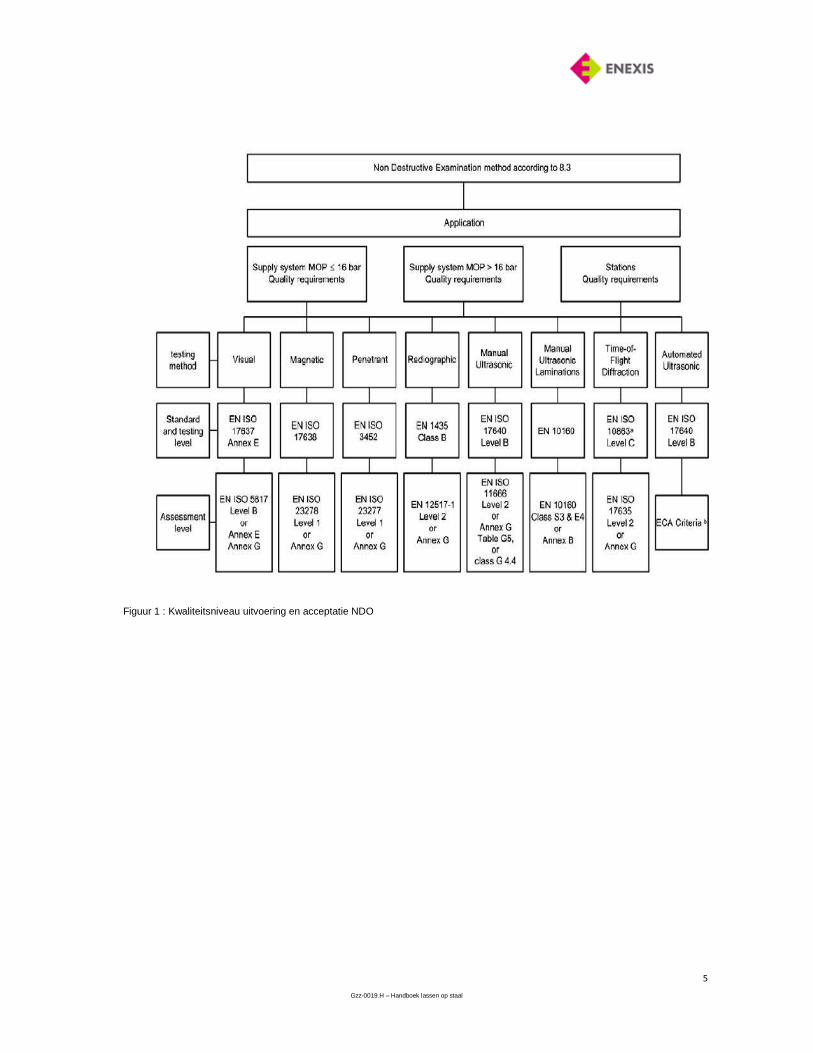
1.2 Normering en classificering Voor laswerkzaamheden aan stalen gasleidingen in het net van Enexis zijn onderstaande normeringen en classificering van toepassing:
• Type constructies: Hoofd- en service pijpleidingen in gasdistributie systemen en pijpwerk in gasstations.
• Norm: EN 12732 category B • Categorie: Categorie B ≤ 5 bar (netten PN 16) • Materiaalgroepen: ISO/TR 20172 en ISO/TS 20173 1.1, 1.2 en 1.4 Rt0,5 ≤ 360 N/mm2 • Materiaaldikten: 2,7 mm – 8,1 mm • Lasprocessen: 111, 141, 135, 138 • Uitvoering en acceptatie NDO: Zie figuur 1
• Type constructies: Hoofd- en service pijpleidingen in gasdistributie systemen en • pijpwerk in gasstations. • Norm: EN 12732 category C • Categorie: Categorie C > 5 bar ≤ 16 bar • Materiaalgroepen: ISO/TR 20172 en ISO/TS 20173 1.1, 1.2 en 1.4 Rt0,5 ≤ 360 N/mm2 • Materiaaldikten: 2,7 mm – 8,1 mm • Lasprocessen: 111, 141, 135, 138 • Uitvoering en acceptatie NDO: Zie figuur 1
5
Gzz-0019.H – Handboek lassen op staal
Figuur 1 : Kwaliteitsniveau uitvoering en acceptatie NDO
6
Gzz-0019.H – Handboek lassen op staal
2 Opzet Kwaliteitsborging lasproces
2.1 Hoofdlijnen In het handboek zijn de specificaties beschreven om de laskwaliteit te waarborgen. In het handboek wordt verwezen naar de van toepassing zijnde normen en specificaties. Specifieke documenten zoals, lasmethodebeschrijvingen (LMB), lasmethodekwalificatie (LMK) e.d. maken geen onderdeel van dit handboek. Deze worden per project, afgestemd op de werkzaamheden, en als een op zich zelf staand document uitgegeven. Lasmethodebeschrijvingen en andere op zichzelf staande specificaties voor de werkzaamheden worden gecodeerd volgens criteria en bijgehouden in het Documentensysteem Enexis (DEN).
2.2 Onderhoud Handboek Onderhoud van het Kwaliteitshandboek, Technische Expertise is in samenspraak met de lascoördinator verantwoordelijk voor herziening van het kwaliteitshandboek. Dit dient tenminste eenmaal per jaar te geschieden. Hij/zij dient de noodzaak voor verandering of herziening te verifiëren en zal zorgdragen voor verspreiding en implementatie van de wijzigingen. Wanneer gebruikers fouten ontdekken of dat zij vinden dat er verbetering gewenst is, dan kunnen zij dit melden via. het terugkoppelformulier (bijlage 6, van dit handboek).
7
Gzz-0019.H – Handboek lassen op staal
3 Personeel en apparatuur Enexis maakt onderscheid in laswerkzaamheden die in eigen beheer wordt uitgevoerd en werk dat uitbesteed wordt. Laswerkzaamheden in eigen beheer kunnen plaatsvinden door eigen personeel of onder regie ondergebracht worden bij derden. Daarnaast kunnen laswerkzaamheden volledig uitbesteed worden bij een aannemer. Voor het processchema, zie bijlage 6.2
3.1 Eigen personeel Algemeen Categorieën van personeel Enexis heeft personeel in dienst of op regiebasis ingehuurd voor het uitvoeren van werkzaamheden aan stalen leidingen en aan lassen gerelateerd werk zoals: - lascoördinatoren, verantwoordelijk voor planning, controle en toezicht op lassen en
documenten zoals: LMK, LMB; - lassers; - lasinspecteurs. Kwalificaties Enexis houdt de procedures in stand voor evaluatie, documentatie en onderhoud van keuringen en kwalificaties van alle eigen personeel, genoemd in dit hoofdstuk. Rapporten en certificaten van het eigen personeel worden geregistreerd en bewaard in het personeelsdossier De vervaardiging en het in stand houden van het personeelsdossier behoort tot de verantwoordelijkheid van de afdeling HR. Ingehuurd personeel dient bovengenoemde documenten aantoonbaar in bezit te hebben. Enexis zorgt voor vervanging van de geautoriseerde lascoördinatoren in geval van vakantie, ziekte of enige andere oorzaak. Kwalificaties van lascoördinatoren Draagwijdte, Vereisten om beoordeling, documentatie en onderhoud van de kwalificaties van lascoördinatoren te waarborgen. Op deze manier wordt gegarandeerd dat alle lascoördinatoren, die bij Enexis in dienst zijn, voldoende gekwalificeerd zijn voor de aan hen opgedragen taken en verantwoordelijkheden, zoals omschreven in NEN-EN-ISO 14731. Een door Enexis aangestelde lascoördinator is bevoegd tot het ondertekenen van documenten die worden gebruikt als onderdeel van de documentatie van de kwaliteit van lasconstructies, gefabriceerd door lassers van Enexis. Toepassing Deze vereisten dienen toegepast te worden voor alle lascoördinatoren die bij Enexis in dienst zijn. Minimaal vereiste kwalificaties Beoordelingen van de kwalificaties van de lascoördinatoren, die bij Enexis in dienst zijn, hebben minimaal volgende opleiding genoten: - Diploma (opleiding) als Europees Las Technicus (EWT) (conform CKB regeling). Kwalificatie van lassers Draagwijdte Minimale eisen voor de beoordeling, documentatie en onderhoud van de kwalificatie van lassers. Dit heeft tot doel te waarborgen dat alle lassers, die bij Enexis in dienst zijn, voldoende gekwalificeerd zijn voor de aan hen opgedragen taken en verantwoordelijkheden, zoals vereist
8
Gzz-0019.H – Handboek lassen op staal
door het relevante deel van NEN-EN-ISO 9606-1 of andere normen, zoals gespecificeerd in de opdracht. Enexis beoordeelt nieuwe lassers en vernieuwt certificaten door middel van kwalificatietesten, in overeenstemming met het relevante deel van NEN-EN-ISO 9606-1. Lassers welke aan het netwerk van Enexis werken moeten voldoen aan het volgende : - NEN-EN-287-1 met de aanvulde eisen uit de EN 12732 - NEN-EN-ISO 9606-1 met de aanvulde eisen uit de EN 12732 Toepassing Onderstaande minimale eisen gelden voor alle lassers die bij Enexis in dienst zijn. Minimaal vereiste kwalificaties en registratie van certificaten voor lassers, Relevante informatie van lassers is gearchiveerd op bovenomschreven wijze. Certificaten van lassers en bijbehorende documentatie worden bewaard in het personeelsdossier. Kwalificatie van lasinspectiepersoneel Draagwijdte Deze procedure specificeert de eisen voor de beoordeling, documentatie en handhaving van de kwalificaties voor personeel dat lasinspecties uitvoert. Met als doel te waarborgen dat het in te zetten lasinspectiepersoneel voldoende gekwalificeerd is voor de toegewezen taken en verantwoordelijkheden, Toepassing Deze procedure moet toegepast worden voor alle personeel dat lasinspecties uitvoert voor Enexis. Lasinspectiepersoneel dient bij aanvang van de dienstbetrekking instructie te ontvangen van de lascoördinator. De instructie zal in hoofdzaak alle relevante informatie bevatten over: - De voorzieningen van Enexis met betrekking tot gezondheids- en
veiligheidseisen aangaande lasinspectie. - Normen en procedures voor lasinspectie, in algemeen gebruik bij Enexis. - De taken en verantwoordelijkheden. Procedure ingehuurd personeel derden werkzaam op regiebasis De uitvoerder van Enexis draagt zorg dat het lasinspectiepersoneel in staat is om hun werkzaamheden uit te voeren in overeenstemming met de eisen en de relevante norm of productstandaard. De uitvoerder van Enexis controleert of het lasinspectiepersoneel voldoet aan de gestelde eisen. Lasinspectiepersoneel moet aan kunnen tonen dat ze gekwalificeerd zijn (ogen test, opleidingseisen). De lascoördinator dient de verrichtingen van alle lasinspectie personeel minstens vier keer per jaar te beoordelen. De beoordeling houdt in: - Eventuele herbeoordeling van geselecteerde, representatieve gelaste verbindingen (behalve voor
radiografie); - Toezicht op lasinspectie-activiteiten met het doel enig tekort aan praktische vakkennis uit te sluiten.
3.2 Uitbesteding laswerk Draagwijdte Deze procedure heeft als doel te waarborgen dat lasactiviteiten, uitbesteed door Enexis, voldoen aan de hieronder omschreven eisen. Toepassing Deze procedure moet toegepast worden op al het uit te besteden laswerk. Notitie: Inhuren van lassers van een andere firma wordt niet beschouwd als uitbesteding (dit dient beschouwd te worden als regie werk) mits de lassers werken volgens specificaties van Enexis en dat ze onder toezicht staan van een lascoördinator van Enexis.
9
Gzz-0019.H – Handboek lassen op staal
Procedure 1. Alle aannemers welke laswerkzaamheden op staal uitvoeren dienen te voldoen aan de specificaties die door de afdeling inkoop en/of contractmanagement zijn opgesteld (zie contractbeoordeling 6.3.2.). Goedkeuring van een aannemer dient gebaseerd te zijn op beoordeling van zijn capaciteiten, in het bijzonder: - De aannemer voor lassen moet geschikte apparatuur hebben, adequate capaciteit, relevante
technische kennis en voldoende getraind en gekwalificeerd personeel om de uitbestede lasactiviteiten te kunnen uitvoeren conform de CKB-regeling.
- Het kwaliteitssysteem van de aannemer voor lassen moet voldoen aan de eisen uit NEN-EN ISO 3834-3.
- Laswerk dat geen deel uitmaakt van het gasvoerende net valt buiten de scope van deze procedure. - De uitvoerende lasaannemer is verplicht om kopieën te verschaffen van
lasmethodebeschrijvingen, certificaten van lassers, materiaalcertificaten etc. - Eisen met betrekking tot identificatie en naspeurbaarheid. 2. De aannemer is verantwoordelijk voor de kwaliteit van alle geleverde diensten 3. De voorgeschreven beproevings- en keuringsrapporten, LMB’s, LMK’s, certificaten, etc. welke bij de geleverde materialen of diensten meegeleverd dienen te worden , worden overhandigd aan de opdrachtgever. De opdrachtgever heeft altijd het recht de rapporten op te vragen voor inzage.
3.3 Keuring van laswerk Draagwijdte Deze procedure heeft tot doel om te waarborgen dat keuring van laswerk, destructief en niet-destructief onderzoek (NDO), uitbesteed door Enexis, conform de specificaties uitgevoerd worden. Toepassing Keuring van laswerk, destructief- en niet destructief onderzoek is door Enexis uitbesteed aan derden. De procedure moet toegepast worden voor alle uitbestede keuringen en beproevingen, in opdracht gegeven door Enexis. Procedure 1. Inkoop mag geen technische afwijkingen van het contract toelaten zonder goedkeuring van AsM in samenspraak met de lascoördinator 2. Keurings- en beproevingsrapporten (master kopie) moeten onmiddellijk na beëindiging van elke keurings- en beproevingshandeling overgedragen worden aan de uitvoerder van Enexis. Deze dient zich ervan te overtuigen dat de rapporten betrekking hebben op de geïnspecteerde lassen. Bijzondere aandacht moet geschonken worden aan de naspeurbaarheid van geïnspecteerde lassen en aan hun status, d.w.z. geaccepteerd of afgekeurd. De uitvoerder van Enexis is verantwoordelijk voor de waarborging dat de rapporten overeenkomstig de contracteisen en relevante specificaties uitgevoerd zijn. De rapporten dienen in de daarvoor bedoelde systemen opgenomen te worden. 3. de uitvoerder van Enexis is in samenspraak met de lascoördinator verantwoordelijk voor het ondernemen van actie bij onvolkomenheden, ook bij het uitvoeren van keurings- en beproevingshandelingen door toeleveranciers.
3.4 Uitbesteding van onderhoud en kalibratie Draagwijdte Deze procedure heeft tot doel te waarborgen dat onderhoud en kalibraties aan alle apparatuur ten behoeve van het lasproces conform de geldende specificaties worden uitgevoerd. Toepassing Onderhoud en kalibratietesten die door toeleveranciers worden uitgevoerd. De procedure moet toegepast worden voor alle door Enexis uitbesteed onderhouds- en kalibratie werkzaamheden.
10
Gzz-0019.H – Handboek lassen op staal
Onderhoud van b.v. een stroombron voor lassen en kalibratie van instrumenten in de stroombron worden gelijktijdig via een enkele opdracht uitgevoerd. De procedure kan echter ook gebruikt worden voor een enkelvoudige opdracht voor onderhoud of kalibratie. Procedure 1. De leverancier zal Enexis voorzien van volledige documentatie van alle onderhouds- en kalibratie-activiteiten. 2. De gebruiker is verantwoordelijk voor het controleren van de keuring, beproevingen en accepteren of afwijzen. 3. Beproevings- en keuringsrapporten, certificaten etc., ontvangen van de toeleverancier, zullen overhandigd worden aan de materieelbeheerder die verantwoordelijk is voor verdere afhandeling, in overeenstemming met de geldende procedures.
3.5 Apparatuur Algemeen De eisen in dit hoofdstuk hebben betrekking op alle apparatuur die bij Enexis voor laswerkzaamheden in stalen leidingen of componenten gebruikt wordt. Deze apparatuur omvat : - Stroombronnen voor lassen en apparatuur voor aanverwante processen. - Apparatuur voor thermisch snijden en lasnaadvoorbewerking. - Klemmen en opspanmiddelen. - Apparatuur voor persoonlijke bescherming (ventilatie, laskappen, grote transparante schermen, enz.). - Droogkasten voor opslag van lastoevoegmaterialen. - Inductieve stroommeters en lasdatarecorders. - Flowmeters voor het controleren van beschermgassnelheid, enz. - Kalibers gebruikt bij visueel onderzoek van lassen. Activiteiten Enexis De materieelbeheerder voert de volgende werkzaamheden uit met het doel "essentiële" lasapparatuur te registreren, controleren en te onderhouden: - Registratie, onderzoek en testen van alle nieuwe "essentiële" lasapparatuur voordat
die gebruikt wordt in de productie. - Systematisch onderhoud van alle apparatuur. - Draagt zorg voor een actuele registratie van alle essentiële apparatuur. Deze registratie bevat de
belangrijkste karakteristieken van de lasapparatuur en in het bijzonder het vermogen.
Verantwoordelijkheid De materieelbeheerder heeft de algemene verantwoordelijkheid voor alle stroombronnen en andere lasapparatuur. Wettelijke eisen Wettelijke en andere verplichte regelgeving leidt wellicht tot aanvullende acties als bijvoorbeeld controle van aarding en kabels voor apparatuur. De verantwoordelijkheid voor dergelijke controles wordt gedelegeerd aan de materiaalbeheerder.
3.5.1 Onderhoud van lasapparatuur Draagwijdte Deze procedure heeft als doel te waarborgen dat apparatuur voor lassen en aanverwante processen wordt onderhouden. Toepassing Deze procedure dient toegepast te worden voor alle apparatuur dat gebruikt wordt voor lassen en aanverwante werkzaamheden bij Enexis.
11
Gzz-0019.H – Handboek lassen op staal
Procedure 1. Dagelijks onderhoud zoals visuele inspectie van de lasmachine smering enz. moet
overeenkomstig de voorschriften van de leverancier van de apparatuur plaatsvinden.
2. Stroombronnen voor lassen en andere apparatuur dienen jaarlijks onderhouden te worden. De onderhoudswerkzaamheden dienen geregistreerd te worden in de dossiers die op de apparatuur betrekking hebben. De materieelbeheerder dient de dossiers tenminste één maal per jaar te controleren en zorg te dragen voor tijdig onderhoud.
3. Lasapparatuur moet gecontroleerd worden op elektrische veiligheid conform de technische specificaties van de leverancier. De volgende zaken dienen eveneens gecontroleerd worden: - Er is geen zichtbare schade aan de apparatuur. - Alle kabels en slangen zijn intact zonder zichtbare beschadiging. - De apparatuur functioneert naar behoren (door een lasproef uit te voeren).
4. Apparatuur voor thermisch snijden dient minstens één maal per jaar gecontroleerd worden. Slangen dienen gecontroleerd te worden op zichtbare beschadiging.
5. Het verrichte onderhoud dient geregistreerd te worden. De onderhoudsrapportages dienen te worden gearchiveerd in de dossiers van de apparatuur.
6. Apparatuur dient voorzien te zijn van een label waarop de datum van uitgevoerd onderhoud en de uiterste datum voor het volgende onderhoud is af te lezen.
3.6 Opstellen lijst met essentiële apparatuur Draagwijdte Deze lijst heeft als doel het waarborgen van een actuele registratie van alle "essentiële" apparatuur binnen Enexis voor lassen en aanverwante processen, zoals vereist in NEN-EN ISO 3834-3. Toepassing Onderstaande lijst dient toegepast te worden op alle lasapparatuur in gebruik bij Enexis.
1. Details van de volgende apparaten indien aanwezig zijn essentieel: a. Zaagmachine (afkort) b. Zaagmachine (lint) c. Boormachine (kolom) d. Lastafel e. Lasmanipulator f. Lasapparatuur g. Droogkast h. Slijptol of bevelmachine (kantenslijper)
2. De originele lijst (master copy) moet samen met alle andere relevante informatie, van de apparatuur, in het daarvoor bedoelde systeem gearchiveerd te worden.
12
Gzz-0019.H – Handboek lassen op staal
4 Lasprocedures en laswerkzaamheden.
4.1 Lasmethodebeschrijving (LMB) Voorbereiding en kwalificatie van de lasmethodebeschrijving (LMB) Draagwijdte Deze procedure heeft tot doel te waarborgen dat Enexis alle lasmethodebeschrijvingen (LMB) adequaat opstelt, keurt en hanteert. Toepassing Deze procedure dient toegepast te worden voor alle lasactiviteiten. Procedure
1. Lasmethodebeschrijvingen voor booglassen zullen, in overeenstemming met de relevante delen van de normen in NEN-EN-ISO 15614-1 met de aanvullende eisen uit de EN 12732, opgesteld en goedgekeurd worden door de las lascoördinator.
2. Wanneer mogelijk, zullen reeds toegepaste goedgekeurde lasmethodebeschrijvingen gebruikt worden voor nieuwe geschikte opdrachten. Als er geen geschikte LMB voorhanden is, dan is de lascoördinator verantwoordelijk voor de voorbereiding van een voorlopige LMB, voor goedkeuring in overeenstemming met 1, hierboven vermeld.
3. Wanneer lasmethodekwalificatie is goedgekeurd door middel van proceduretesten, kan hiermee een LMB (= las methode beschrijving) worden opgesteld. Las methode kwalificaties worden uitgegeven door een gecertificeerde instantie.
4. De lascoördinator bepaalt het aantal LMB’s welke gemaakt moeten worden. 5. De proefstukken dienen geproduceerd te worden zoals gespecificeerd in NEN-EN-ISO 15614-1.
De lassen moeten uitgevoerd worden in overeenstemming met de voorlopige LMB. 6. De proeflassen zullen onder toezicht van een lasinspecteur, aangesteld door Enexis en een
afgevaardigde van een keuringsinstantie worden uitgevoerd. De proefstukken worden beproefd en beoordeeld, zoals gespecificeerd in NEN-EN-ISO 15614-1 de EN 12732. De resultaten worden beschreven in een LMK voorzien van rapporten (proeven, beoordelingen en keuringen).
7. Een goedgekeurde LMB wordt gemaakt als de resultaten (LMK) van alle proeven en beoordelingen beschikbaar en toereikend zijn. De LMB wordt ondertekend door een lascoördinator, voorafgaand aan de laswerkzaamheden
8. De lascoördinator is verantwoordelijk voor toekenning van unieke nummers (identificatiecodes) aan nieuwe LMB’s.
9. De originele (getekende exemplaren) LMB’s, LMK’s en rapporten voor keuring, beproeving en beoordeling worden bewaard in DEN.
4.2 Uitvoering laswerkzaamheden Draagwijdte Deze procedure heeft tot doel te waarborgen dat de lasactiviteiten kwalitatief en efficiënt uitgevoerd kunnen worden. Toepassing Deze procedure dient toegepast te worden voor alle lasactiviteiten. Procedure
1. Een kopie van de geldige, relevante (voor de betreffende laswerkzaamheden geschikt), goedgekeurde LMB dient voor aanvang van de laswerkzaamheden beschikbaar te zijn voor lassers op de werklocatie. De uitvoerder van Enexis zorgt voor de beschikbaarheid van de juiste LMB’s op de werklocatie voorafgaand aan de werkzaamheden.
2. De LMB kan aangevuld worden met een mondelinge toelichting en instructie aan lassers door de uitvoerder van Enexis of lascoördinator.
13
Gzz-0019.H – Handboek lassen op staal
3. De uitvoerder van Enexis toetst voorafgaand aan de werkzaamheden of de lasser voor betreffende werkzaamheden voldoende gekwalificeerd is.
4. De uitvoerder van Enexis draagt er zorg voor dat alle gereedschappen, klemmen en andere hulpmiddelen voor de werkzaamheden tijdig beschikbaar zijn op de werklocatie.
5. De uitvoerder van Enexis ziet erop toe dat alle lassers beschikken over de juiste toevoegmaterialen en dat de lassers zijn geïnformeerd over het type, afmetingen en alle andere relevante informatie met betrekking tot deze toevoegmaterialen.
6. De uitvoerder van Enexis draagt zorg voor volledige toepassing van alle voorzorgsmaatregelen met betrekking tot gezondheid en veiligheid op de werklocatie. Speciale aandacht moet gegeven worden aan juiste en adequate ventilatie, laskappen, transparante schermen, aarding, kabels elektrische veiligheden en eventuele aanvullende bedrijfsinstructies.
4.2.1 Slijpen
Draagwijdte Deze procedure specificeert de eisen voor slijpen om onbedoelde schade aan uitgangsmaterialen van constructies en componenten te voorkomen.
Toepassing Het slijpen van lasnaadkanten voorafgaand aan het lassen.
Procedure
1. Het slijpen van lasnaadkanten voorafgaand aan het lassen en slijpen van het lasmateriaal tijdens lasactiviteiten kan zonder beperkingen uitgevoerd worden mits omschreven in de LMB.
2. Slijpen kan, in bepaalde gevallen, gebruikt worden om onregelmatigheden op het oppervlak te verwijderen om lascontouren te verkrijgen die voldoen aan de specificaties. Er is goedkeuring van de lascoördinator nodig wanneer door slijpen de dikte van het moedermateriaal zal afnemen met uitzondering van “Hi Lo” (zie 4.)
3. Het planmatig slijpen van lasnaadkanten tijdens de werkzaamheden moet, in overeenstemming met gedetailleerde instructies en/ of LMB uitgevoerd worden.
4. Slijpen ten behoeve van Hi Lo is niet toegestaan wanneer de minimale toegestane wanddikte niet kan worden gegarandeerd.
4.3 Opslag en behandeling van lastoevoegmaterialen Behandeling van toevoegmaterialen Draagwijdte Deze procedure heeft tot doel om kwaliteitsverlies, tijdens transport, gebruik en opslag, van lastoevoegmateriaal te voorkomen. Toepassing De procedure dient toegepast te worden voor alle door Enexis toegepaste lastoevoegmaterialen. Procedure
1. Elektroden dienen opgeslagen te worden volgens specificaties van de fabrikant. 2. Ongebruikte elektroden dienen te worden vernietigd. Eventueel kan gekozen worden voor her-
opslag na een eventuele droogperiode. In beide gevallen dienen de instructies van de leverancier gevolgd te worden.
3. Elektroden dienen voorzien te zijn van de houdbaarheidsinstructies (duur en temperatuur) van de fabrikant.
4. Beschermgassen (gascilinders) dienen opgeslagen te worden in de daarvoor aangewezen geschikte ruimte.
5. Transport van beschermgassen vindt plaatst volgens geldende richtlijnen (ADR).
14
Gzz-0019.H – Handboek lassen op staal
6. Lastoevoegmateriaal dient voor gebruik door de lasser te worden gecontroleerd op onvolkomenheden. Denk hierbij aan houdbaarheid, specificaties, beschadigingen e.d.
4.4 Opslag van uitgangsmaterialen Draagwijdte Deze procedure heeft als doel de juiste ontvangst en opslag van materialen te waarborgen om kwaliteitsverlies te voorkomen. Ook dient hierbij de identificatie en traceerbaarheid van de materialen te worden gewaarborgd. Toepassing Deze procedure dient toegepast te worden op alle ontvangen en opgeslagen uitgangsmaterialen. Omschrijving De in deze procedure gehanteerde term uitgangsmaterialen dient te worden beschouwd als verzamelnaam voor alle metallische materialen die bij lassen gebruikt worden. Verwijzingen Deze procedure bevat delen uit de procedure "Identificatie" , om zorg te dragen dat identificatie en traceerbaarheid van materialen is gewaarborgd. Zie verder paragraaf 5.2.1. Procedure
1. Uitgangsmaterialen worden ontvangen door het magazijn of op werklocatie. De ontvanger dient de geleverde materialen te controleren op kwantiteit, kwaliteit en afmetingen.
2. Uitgangsmaterialen worden doorgaans in de buitenlucht opgeslagen op een afsluitbaar terrein. 3. Uitgangsmaterialen dienen op dusdanige wijze te worden opgeslagen dat vervuiling door stof,
verf, olie enz. wordt voorkomen. 4. Opslag in de buitenlucht kan, indien er geen goede voorzorgsmaatregelen genomen zijn, leiden
tot onwenselijke corrosie. Daarom moeten uitgangsmaterialen beschermd worden tegen invloeden van buitenaf als regen, sneeuw, etc. of inpandig opgeslagen worden.
5. De opslag van materialen dient dusdanig uitgevoerd te worden dat op geen enkele manier beschadigingen kunnen optreden als krassen, kerven, vervormen, etc. Dit vraagt zorgvuldige behandeling tijdens opslag. Opslag op de grond is niet toegestaan.
6. Uitgangsmaterialen die verschillen van chemische samenstelling dienen gescheiden van elkaar opgeslagen te worden om galvanische corrosie te voorkomen. Zo dienen bijvoorbeeld koolstof stalen en roestvaste stalen gescheiden van elkaar opgeslagen worden.
4.5 Eindgloeibehandeling Wordt indien van toepassing uitbesteed.
4.6 Keuring van lassen Enexis besteedt NDO van lassen volledig uit.
4.6.1 Opstellen van keuringsplannen
Draagwijdte Deze procedure heeft als doel te waarborgen dat de plannen voor keuring en inspectie op eenduidige wijze worden opgesteld. Toepassing Deze procedure dient toegepast te worden op alle constructies die door of in opdracht van Enexis vervaardigd worden.
15
Gzz-0019.H – Handboek lassen op staal
Procedure 1. De visueel lasinspecteur voert een visuele inspectie uit op gemaakte lassen conform de Gdc-0007.I Na
deze inspectie wordt het laswerk vrijgegeven voor aanvullend NDO conform de Gdc-0007.I. De uitkomsten van deze inspectie dienen te worden gerapporteerd.
2. Conform Gdc-0007.I dient Enexis te bepalen welke methode van NDO toegepast wordt. Het kan voorkomen dat een vergunningverlener minimale eisen stelt aan het keuringsonderzoek. Het hoogst wenselijke percentage van de omvang van het onderzoek dient hierbij toegepast te worden.
3. Bij afkeur volgt de uitvoerder van Enexis/ lasinspecteur de Gdc-0007.I. 4. De keuringsrapporten dienen in de daarvoor bedoelde systemen te worden gearchiveerd.
4.6.2 Planning van keurings-, beproevings- en onder zoeksactiviteiten
Draagwijdte Deze procedure heeft als doel te waarborgen dat keurings-, beproevings- en onderzoeksactiviteiten op de juiste wijze gepland en uitgevoerd worden conform de geldende specificaties, zoals beschreven in het keuringsplan.
Toepassing Deze procedure dient toegepast te worden voor alle keurings-, beproevings- en onderzoeksactiviteiten die onder verantwoordelijkheid van Enexis worden uitgevoerd. Procedure
1. De uitvoerder van Enexis draagt de verantwoordelijkheid voor informatieverstrekking aan het keuringsbedrijf ten behoeve van NDO.
2. De uitvoerder van Enexis is verantwoordelijk voor de afroep van keurings-, beproevings- en onderzoeksactiviteiten.
3. De uitvoerder van Enexis draagt zorg voor voldoende ondersteuning aan het personeel dat belast is met de keurings-, beproevings- en onderzoeksactiviteiten.
4. De uitvoerder van Enexis is verantwoordelijk voor het verstrekken van de benodigde informatie aan het inspectiepersoneel, als tekeningen, kopie van het keuringsplan en de meest recente normen.
5. De uitvoerder van Enexis is verantwoordelijk voor controle en toezicht op alle keurings-, beproevings- en onderzoeksactiviteiten. In geval van tekortkomingen dient hij corrigerende maatregelen te treffen. Een kopie van alle keurings-, beproevings- en onderzoeksrapporten dient na beëindiging van elke keurings-, beproevings- of onderzoeksactiviteit overhandigd worden aan de uitvoerder van Enexis of de lasinspecteur. Bijzondere aandacht dient geschonken te worden aan de traceerbaarheid van gekeurde lassen en het resultaat van de keuring. De technische kwaliteit van het keurings-, beproevings- en onderzoekswerk, dient gecontroleerd en bevestigd te worden middels ondertekening van de rapporten door de aangewezen operationeel installatieverantwoordelijke.
6. De keurings- en beproevingsrapporten (master copy) dienen gearchiveerd te worden in het technische dossier.
7. De lascoördinator zal in overleg met de operationeel installatieverantwoordelijke optreden bij tekortkomingen van keurings-, beproevings- en onderzoeksactiviteiten.
4.7 Toezicht
4.7.1 Toezicht tijdens de voorbereiding Procedure voor toezicht tijdens de voorbereiding
Draagwijdte Deze procedure heeft als doel te waarborgen dat de specificaties die vervaardigd en uitgegeven zijn, nageleefd worden tijdens de voorbereidingsfase voorafgaand aan het lassen.
Toepassing Deze procedure dient toegepast te worden voor alle lasactiviteiten die door Enexis uitgevoerd worden.
16
Gzz-0019.H – Handboek lassen op staal
Procedure
1. De uitvoerder van Enexis dient, voorafgaand aan de laswerkzaamheden, zorg te dragen dat op de volgende aspecten controle is uitgevoerd: - Geschiktheid en geldigheid van de kwalificatie certificaten van lassers (LK); - Geschiktheid van lasmethodebeschrijvingen (LMB); - Type uitgangsmaterialen; - Type lastoevoegmateriaal; - Lasnaadvoorbewerkingen (vorm en afmetingen); - Uitrusting, opspanmiddelen en hechten; - Specifieke eisen zoals gedetailleerd omschreven in de lasmethode beschrijvingen, zoals het
voorkomen van vervorming; - Specificaties van materialen - De aan te leveren documenten bij het lassen op onder druk staande leidingen conform Gdc-0007.I - Geschiktheid van werkomstandigheden voor lassen, inclusief milieu; - Gezondheids- en veiligheidsmaatregelen zoals ventilatie, transparante schermen,
beluchting en kabels.
4.7.2 Toezicht tijdens het lassen Draagwijdte Deze procedure heeft als doel te waarborgen dat de specificaties, die vervaardigd en uitgegeven worden door Werkvoorbereiding, nageleefd worden tijdens het uitvoeren van laswerkzaamheden.
Toepassing De procedure dient toegepast te worden voor alle lasactiviteiten die door Enexis uitgevoerd worden.
Procedure De uitvoerder van Enexis dient aan de hand van de LMB tijdens het lassen steekproefsgewijs te controleren op: - Essentiële lasparameters (b.v. lasstroom, boogspanning en voortloopsnelheid);
- voorverwarm/ interpass temperatuur; - reiniging en lasprofiel; - lasvolgorde; - correct gebruik en behandeling van toevoegmateriaal; - controle van vervorming; - enkele tussentijdse onderzoeken, bijv. controles van afmetingen, NDO onderzoek.
4.8 Tekortkomingen en corrigerende maatregelen
Algemeen In de specificaties die vervaardigd zijn door Enexis worden tekortkomingen of afwijkingen (zie procedure “afwijkingen” paragraaf 4.8.1.) als volgt gecategoriseerd:
1. Afwijkingen van een LMB. De lascoördinator kan deze afwijking beoordelen en verdere acties in opdracht
geven. 2. Afwijkingen gevonden tijdens keuring, beproeving of onderzoek. Afwijkingen van deze categorie,
bijvoorbeeld onvolkomenheden in een las, kunnen direct hersteld worden en opnieuw onderzocht om te waarborgen dat de lassen na reparatie voldoen aan de specificaties. De uitvoerder van Enexis dient (eventueel na overleg met de lascoördinator) de afwijkingen te beoordelen en verdere acties in opdracht te geven.
3. Afwijkingen die gevonden worden ná oplevering van de werkzaamheden. Afwijkingen van deze categorie zullen niet worden ontdekt voor oplevering van de werkzaamheden. Het is mogelijk dat deze afwijkingen door overbelasting of gebruik na oplevering ontstaan zijn. De operationeel installatieverantwoordelijke dient (eventueel na overleg met de lascoördinator) de afwijkingen te beoordelen en verdere acties in te opdracht geven.
17
Gzz-0019.H – Handboek lassen op staal
4.8.1 Procedure afwijkingen tijdens werkzaamheden Draagwijdte Deze procedure heeft als doel te waarborgen dat actie ondernomen wordt op het moment dat afwijkingen geconstateerd worden.
Toepassing, Deze procedure dient toegepast te worden op alle lasactiviteiten, inclusief aanverwante werkzaamheden, die door Enexis worden uitgevoerd.
Procedure,
1. Afwijkingen dienen onmiddellijk aan de uitvoerder van Enexis gemeld worden. 2. De uitvoerder van Enexis meldt de afwijkingen aan de lascoördinator die de aard en omvang van de
afwijkingen onderzoekt . 3. De lascoördinator registreert de tekortkomingen en omschrijft corrigerende maatregelen. Minimaal de
volgende informatie dient te worden vastgelegd: - omschrijving van de tekortkoming; - aard, plaats en omvang van de afwijkingen; - datum constateren tekortkoming; - plaats en details van gebruikte apparatuur.
4. De lascoördinator tracht de oorzaak van geconstateerde afwijkingen zo concreet mogelijk te achterhalen. Hij draagt zorg dat corrigerende maatregelen getroffen worden om herhaling te voorkomen
5. De lascoördinator brengt bij corrigerende maatregelen verslag uit aan de projectverantwoordelijke projectleider.
18
Gzz-0019.H – Handboek lassen op staal
5 Kalibratie, identificatie en kwaliteitsrapporten
5.1 Kalibratie
5.1.1 Instrumenten voor temperatuurmetingen
Draagwijdte Deze procedure omschrijft de voorzorgsmaatregelen die genomen dienen te worden om een juiste kalibratie te waarborgen van instrumenten voor temperatuurmetingen, die gebruikt worden voor controle of verificatie van het voorwarmen of PWHT (gloeien na lassen).
Toepassing Deze procedure dient te worden toegepast voor alle instrumenten geschikt voor temperatuurmetingen die door Enexis gebruikt worden voor controle of verificatie van voorverwarming of PWHT.
Procedure
1. Alle instrumenten voor temperatuurmetingen dienen minstens één keer per jaar gekalibreerd te worden. De materiaalbeheerder zal eens per jaar de dossiers van deze apparatuur controleren en de instrumenten voor temperatuurmetingen aanwijzen die voor ijking in aanmerking komen. De materiaalbeheerder zal de kalibratie van de aangewezen instrumenten initiëren en controleren.
2. Wanneer er twijfel ontstaat omtrent de prestaties van een instrument voor temperatuurmetingen, zal dit gerapporteerd worden aan de materiaalbeheerder die dan de situatie zal beoordelen. Hij zal het initiatief tot kalibratie nemen wanneer de twijfel niet geheel kan worden weggenomen.
3. De volgende afwijkingen zijn toegestaan wanneer instrumenten voor temperatuurmetingen geijkt zijn:
Toepassing Toegestane afwijking Referentie-instrument van de leverancier ± 2°C voor temperatuurmetingen Instrumenten voor temperatuurmetingen, ± 5°C gebruikt voor controle van het voorwarmen of PWHT. Instrumenten voor temperatuurmetingen. ± 5°C Stationaire instrumenten bevestigd in kasten voor lastoevoegmateriaal, etc. Instrumenten voor temperatuurmetingen ± 1°C**) gebruikt voor registratie van omgevingstemperaturen. *) *) Alleen ijken wanneer het essentieel is voor de laskwaliteit, b.v. voor lassen op locatie tijdens
winteromstandigheden. **) Alleen ijken bij 0°C, door smeltend ijs te gebruiken.
1. Indien noodzakelijk zal de materiaalbeheerder voorafgaand aan de kalibratie of validatie van
instrumenten voor temperatuurmetingen, die bijzondere procedures behoeven, een werkinstructie maken (wanneer er geen adequate procedure gespecificeerd is in de gebruiksaanwijzing).
2. Kalibratie of validatie dient geregistreerd te worden en de rapporten dienen in de apparatuur dossiers gearchiveerd te worden.
3. Een instrument voor temperatuurmetingen, dat niet aan de eisen voldoet, zal onmiddellijk uit productie genomen worden, apart gezet en/ of zichtbaar "niet voor gebruik" gemerkt worden. Mocht reparatie of (her)ijking niet het gewenste resultaat opleveren dan dient het falende apparaat
19
Gzz-0019.H – Handboek lassen op staal
vernietigd te worden. 4. Instrumenten voor temperatuurmetingen dienen uitgegeven te worden met een label waarop de datum
van kalibratie of validatie en de laatste datum voor het volgende onderhoud zijn weergegeven. 5. Een instrument voor temperatuurmetingen, dat uit productie is genomen (bijvoorbeeld apparatuur welke
terugkomt van gebruik op de locatie), zal beoordeeld worden zoals hierboven omschreven, voordat deze in de gereedschapsmagazijnen geplaatst wordt .
5.1.2 Instrumenten voor metingen van vorm of afmeti ngen
Draagwijdte Deze procedure omschrijft de voorzorgsmaatregelen om een juiste kalibratie van instrumenten voor metingen van vorm of afmetingen te waarborgen, die gebruikt worden voor de controle of verificatie van lassen.
Toepassing Deze procedure dient toegepast te worden op alle instrumenten voor metingen van vorm of afmeting die door Enexis gebruikt worden voor controle of verificatie van lassen. Dit houdt in, maar is niet beperkt tot: lasdiktemeters, lasprofielmeters, krompassers, voelers etc., gebruikt voor visueel onderzoek bij lasnaadvoorbewerking en van gelaste naden.
Procedure
1. Alle instrumenten voor metingen van vorm of afmetingen dienen minstens één keer per jaar gekalibreerd of gevalideerd te worden. De materiaalbeheerder zal de dossiers van de apparatuur één keer per maand controleren. De materiaalbeheerder zal de kalibratie of validatie van de aangewezen instrumenten initiëren en controleren.
2. Wanneer er twijfel optreedt omtrent de werking van een instrument voor metingen van vorm of afmetingen, zal dit gerapporteerd worden aan de materiaalbeheerder, die dan de situatie zal beoordelen en het initiatief voor kalibratie of validatie zal nemen wanneer de twijfel niet geheel kan worden weggenomen.
3. De jaarlijkse kalibratie of validatie van instrumenten voor metingen van vorm of afmetingen dient uitgevoerd te worden zoals gespecificeerd in onderstaande tabel.
Instrument Kalibratie Toegestane afwijking Krompassers, etc. Referentie-instrument van Overeenkomstig de firma voor metingen van klasse van het vorm of dimensie die meteen instrument gebruikt worden. Lasdiktemeters Kalibratie wordt uitgevoerd op een set van proefstukken die uitsluitend voor dit doel gebruikt wordt. De proefstukken hebben betrekking op hoeklassen van bepaalde (zeer gelijke) ± 1/4 mm afmetingen. Van de proefstukken worden doorsneden gemaakt en van het staand en liggend deel wordt langs de doorsnede de afmetingen gemeten met de daarvoor geschikte methoden. De afmetingen worden met slagletters op de teststukken gestampt.
4. Kalibratie of validatie dient geregistreerd te worden en de rapporten dienen in de apparatuur
dossiers gearchiveerd te worden. 5. Enig instrument, dat niet aan de eisen voldoet, zal onmiddellijk uit gebruik genomen worden,
apart gezet en/ of zichtbaar "niet voor gebruik" gemerkt worden. Mocht reparatie of (her)kalibratie
20
Gzz-0019.H – Handboek lassen op staal
of (her)validatie niet het gewenste resultaat opleveren dan dient het falende apparaat vernietigd te worden.
6. Instrumenten voor het meten van vorm en afmetingen dienen uitgegeven worden met een label waarop de datum van kalibratie of validatie en de laatste datum voor het volgende onderhoud staan weergegeven
7. Een instrument voor het meten van vorm en afmetingen, dat uit gebruik is genomen (bijvoorbeeld apparatuur welke terugkomt van gebruik op de locatie), zal beoordeeld worden zoals hierboven omschreven, voordat het in de gereedschapmagazijnen geplaatst wordt.
5.1.3 Gasflowmeters
Draagwijdte Deze procedure omschrijft de voorzorgsmaatregelen die genomen dienen te worden om adequate validatie van instrumenten voor metingen van de gasflow te waarborgen, die gebruikt worden voor de controle of verificatie van lassen.
Toepassing Deze procedure dient toegepast te worden voor alle gasflowmeters die door Enexis gebruikt worden voor metingen van beschermgasstroming etc. Noot: Gasdruk is doorgaans geen essentiële variabele voor lassen. Manometers die gebruikt worden voor
metingen van gasdruk hoeven in het algemeen niet gekalibreerd of gevalideerd te worden.
Procedure 1. Alle instrumenten voor metingen van gasflow dienen minstens één keer per jaar
gevalideerd worden aan de hand van een seperate losse flowbuis van maximaal 1 jaar oud. 2. De materiaalbeheerder zal de dossiers van de apparatuur één keer per jaar controleren. 3. De materiaalbeheerder zal de kalibratie van de aangewezen instrumenten initiëren en controleren. 4. Wanneer er twijfel optreedt omtrent de werking van een gasflowmeter, zal dit gerapporteerd worden aan
de materiaalbeheerder, die de situatie beoordeeld en initiatief voor validatie neemt wanneer de twijfel niet geheel kan worden weggenomen.
5. De vereiste nauwkeurigheid voor productieflowmeters is ± 2.5 l/min, tenzij anders vereist. 6. Kalibratie dient geregistreerd te worden en de rapporten dienen in de apparatuur dossiers gearchiveerd
worden. 7. Een flowmeter, die niet aan de eisen voldoet, zal onmiddellijk uit gebruik genomen worden, apart gezet
en/ of zichtbaar "niet voor gebruik" gemerkt worden. Mocht reparatie of (her)ijking niet het gewenste resultaat opleveren dan dient het falende apparaat vernietigd te worden.
8. Flowmeters zullen uitgegeven worden met een label waarop de datum van validatie en de laatste datum voor het volgende onderhoud staan weergegeven.
9. Een flowmeter die uit productie is genomen (bijvoorbeeld apparatuur welke terugkomt van gebruik op de locatie), zal worden beoordeeld zoals hierboven omschreven, voordat hij in de gereedschapmagazijnen geplaatst wordt .
5.2 Identificatie en naspeurbaarheid
5.2.1 Identificatie
Draagwijdte Deze procedure omschrijft de voorzorgsmaatregelen die genomen dienen te worden om identificatie en traceerbaarheid gedurende opslag, behandeling, fabricage en montage van constructies en componenten te waarborgen, zodat aan verplichtingen of naleving van procedures wordt voldaan.
21
Gzz-0019.H – Handboek lassen op staal
Toepassing Deze procedure dient te worden toegepast op:
- Identificatie van uitgangsmaterialen - Aanbrengen van markeringen wanneer materialen in kleinere stukken gesneden worden - Identificatie van delen en componenten
Procedure, 1. Alle uitgangsmaterialen in het magazijn zullen gemarkeerd worden om het type
moedermateriaal aan te geven, ofwel door het stempelen met toepasselijke stempels, of door markering met een geschikte kleur "marker”. De magazijnbeheerder c.q. afdeling inkoop is er verantwoordelijk voor dat alle artikelen juist zijn gemarkeerd.
2. Indien noodzakelijk, dienen materialen traceerbaar te zijn aan de hand van een materiaalcertificaat. 3. Componenten moeten minimaal gemarkeerd worden met het volgende:
- Soort materiaal - Kwaliteit van het materiaal
4. Wanneer uitgangsmaterialen zoals bijvoorbeeld buismateriaal ingekort worden, dan moet men op het restantdeel codering aanbrengen om identificatie van het moedermateriaal mogelijk te maken.
5.3 Kwaliteitsrapporten
5.3.1 Procedure voor oplevering. Draagwijdte
Deze procedure omschrijft de aanvullende eisen die gesteld worden aan oplevering met betrekking tot laswerkzaamheden
Toepassing Deze procedure dient te worden toegepast voor alle opleveringen die betrekking hebben op laskwaliteit en betrouwbaarheid, zoals:
- materiaalcertificaten - certificaten van toevoegmaterialen - lasmethodebeschrijvingen - lasprocedures - kwalificatiecertificaten van lassers - certificaten van niet-destructief beproevingspersoneel - warmtebehandelingsrapporten - procedures en rapporten betreffende niet-destructieve en destructieve beproeving - rapporten betreffende reparaties en andere onvolkomenheden
Procedure
1. Rapporten dienen overhandigd worden aan de uitvoerder van Enexis. 2. De uitvoerder van Enexis stuurt het (kopie of origineel) rapport naar betrokken partijen. E.e.a. in
overeenstemming met de afspraken. 3. De opleverdata dient gearchiveerd te worden in het projectdossier van Enexis volgens Gdc-0007.I 4. Verdere details worden gegeven in de procedures die in dit handboek beschreven zijn.

22
Gzz-0019.H – Handboek lassen op staal
6 Bijlage.
6.1 Terugkoppelingsformulier. Dit formulier dient gebruikt te worden om ontbrekende onderwerpen of onvolkomenheden in de handboeken gas aan te geven. Nadat het formulier is ingevuld, graag op sturen naar : Postbus 856 5201 AW Den Bosch T.a.v : Las-coordinator Enexis Of via mail : [email protected] Naam : ____________________________________________________________________ Telefoonnr. : ____________________________________________________________________ Onderwerp : ____________________________________________________________________ Uitleg : ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________
23
Gzz-0019.H – Handboek lassen op staal
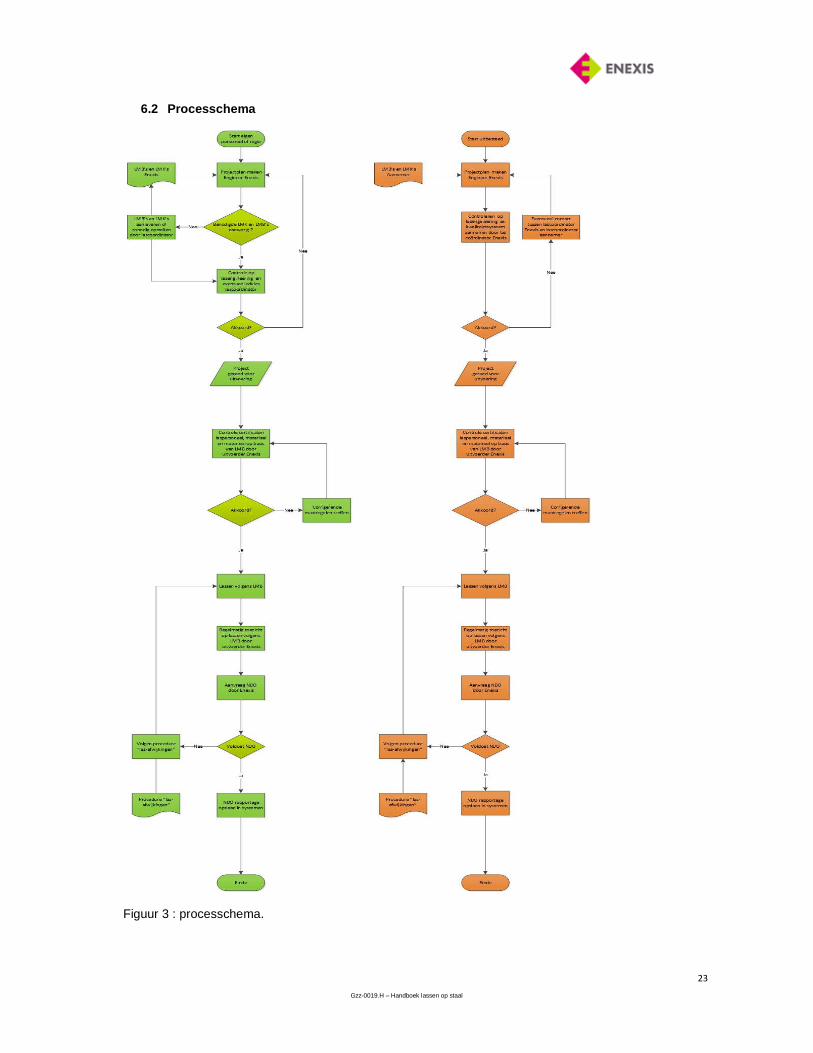
6.2 Processchema
Figuur 3 : processchema.
24
Gzz-0019.H – Handboek lassen op staal
6.3 Formulieren
6.3.1 NDO aanvraagformulier GZZ- 0018.F (voorbeeld)
25
Gzz-0019.H – Handboek lassen op staal
6.3.2 Contractbeoordeling

26
Gzz-0019.H – Handboek lassen op staal
27
Gzz-0019.H – Handboek lassen op staal
28
Gzz-0019.H – Handboek lassen op staal
29
Gzz-0019.H – Handboek lassen op staal
30
Gzz-0019.H – Handboek lassen op staal
31
Gzz-0019.H – Handboek lassen op staal
6.4 Afkortingen
- LMB Las Methode Beschrijving - LMK Las Methode Kwalificatie - Hi/L0 Hoogte verschil in buis of plaat wanden - NDO Niet Destructief Onderzoek (Magnetisch Ultrasoon of Röntgen etc.) - DO Destructief Onderzoek (Trekstaven, buigstaven etc.) - PWHT Post Weld Heat Treatment (Gloeien na het lassen) - VT Visueel Testing - PT Penetrant Testing - UT Ultrasoon Testing - RT Rontgen Testing - EWT European Welding Technologist - IWT International Welding Technologist - EWE European Welding Engineer - IWE International Welding Engineer - Rt0,5 Rekgrens van staal - 111 Elekroden lassen - 141 TIG lassen - 135 MAG lassen - 138 Metaal poeder gevulde draad lassen
- 136 Rutiel gevulde draad lassen (Traag of snel-stollend) - ADR Het verdrag voor het internationale vervoer van gevaarlijke stoffen over de weg. - WV Werkverantwoordelijke - OIV Operationeel installatieverantwoordelijke