Downloaden (PDF, 8.42MB)
19
Onafhankelijk vakblad voor lassen, lijmen en snijden | Nummer 11 - november 2014 Terugblik NIL Verbindingsweek Durimprove (over vermoeiing) In deze editie o.a.
Transcript of Downloaden (PDF, 8.42MB)
Onafhankelijk vakblad voor lassen, lijmen en snijden | Nummer 11 - november 2014
Terugblik NIL VerbindingsweekDurimprove (over vermoeiing)
In deze editie o.a.
www.vakbladlastechniek.nlUitgaveISSN 0023-8694Lastechniek wordt uitgegeven in opdracht van het Nederlands Instituutvoor Lastechniek (NIL) in samenwerking met het Belgisch Instituutvoor Lastechniek (BIL).RedactieBert de Jong, Fleur Maas, Rolf Mul, Leo Vermeulen, Bart Verstraeten,Margriet WennekesEindredactieMargriet Wennekes, Leo Vermeulen (techniek)UitgeverBert de JongAdvertentie-exploitatieCon-Sell, Rolf MulT 06 12 50 90 58 - E [email protected] Barendse, Ruud van Bezooijen, Tim Blok, Leen Dezillie, Rob Helmich, Marcel Hermans, Michel van ‘t Hof, Piet van der Horst,Michael Jak, Pieter Keultjes, Marco Kraaijeveld, Maurice Mol, Ed Mulder, Johan Schelfhorst, Frank Smit, Wil van der Stap, Erik Steenkist, Gregor Tokarenko, Fred Vasquez, Adriaan Visser
Adressen Nederlands Instituut voor LastechniekPostbus 190 - 2700 AD ZoetermeerT 088 018 70 00 - E [email protected] - www.nil.nl
Belgisch Instituut voor Lastechniek vzwTechnologiepark 935 - B-9052 Zwijnaarde, BelgiëT +32 9 292 14 05 - F +32 9 292 14 01, E [email protected] - www.bil-ibs.be
OPUS communicatie-ontwerpFruitweg 24 j - 2321 GK Leiden, T 071 589 56 44 - F 071 541 41 50E [email protected]
Abonnementen Voor particulieren in Nederland € 62,50 op privé-adres, voor bedrijvenin Nederland per abonnement. Voor studenten en senioren geldt in Nederland een speciaal tarief.
Voor abonnementen in België kunt u contact opnemen met [email protected] zijn excl. btw.
Lastechniek verschijnt tien keer per jaar en wordt toegezonden aandeelnemers van het Nederlands Instituut voor Lastechniek (NIL) en hetBelgisch Instituut voor Lastechniek (BIL) en andere geïnteresseerdenen belanghebbenden in de verbindingstechniek. Voor vragen overabonnementen kunt u terecht bij het NIL of het BIL voor België. Het abonnement geldt voor een geheel jaar. Opzeggingen per aan-getekend schrijven vóór 1 oktober van het lopende jaar.
Verzendadres wijzigen? Stuur dan het etiket met verbeterd adres retour.Alle advertentiecontracten worden afgesloten conform de regels voorhet Advertentiewezen gedeponeerd bij de rechtbanken in Nederland.
Ontwerp en lay-out OPUS communicatie-ontwerp, Leiden.
Hoewel de informatie gepubliceerd in deze uitgave zorgvuldig is uitgezocht en waar mogelijk gecontroleerd, sluiten de uitgever en de redactie uitdrukkelijk iedere aansprakelijkheid uit voor eventuele onjuistheden en/of onvolledigheid van de verstrekte gegevens.
©2014 - Overname van artikelen is slechts mogelijk na verkregen schriftelijke toestemming van de uitgever.
Colofon
Volg LASTECHNIEK op twitter:
@VBLASTECHNIEK
De tweede editie van de NIL Verbindingsweek, die incombinatie met de METAVAK gehouden werd in de Eve-nementenhal te Gorinchem, wist in totaal meer dan10.000 bezoekers te trekken. Niet slecht, als je bedenkthoeveel nationale en internationale vakbeurzen er geor-ganiseerd worden die van belang zijn voor de metaalver-werkende industrie. Deelname aan een beurs vergt eenbehoorlijke investering van de exposanten: niet alleen ingeld, maar ook in tijd en mankracht. Toch vinden demeesten het belangrijk om gebruik te maken van dezegelegenheid om zichzelf te profileren, nieuwe contactente leggen en bestaande relaties te verstevigen.
Actie op de beursvloer was er niet alleen bij de exposan-ten die hun machines demonstreerden, maar ook bij delaswedstrijden, waar drie dagen lang door jonge lassersuit België en Nederland gestreden werd om de titel ‘Bestejonge lasprofessional van de Lage Landen’. De uitslagwordt pas aan het eind van de maand bekendgemaakt;dat blijft dus nog even spannend. Voor het tiende jaar op rij werd het bekende tweedaagseLassymposium gehouden, dat beurtelings door het BILen het NIL georganiseerd wordt. In een dertigtal lezingen,met zeer uiteenlopende onderwerpen, werden de deel-nemers op de hoogte gesteld van de laatste wetens-waardigheden op het gebied van normen, lasprocessen,pijpleidingen, arbeidsomstandigheden, niet-destructiefonderzoek en nog veel meer. Speciaal voor de opleiderswas er op de tweede symposiumdag een Docentenmid-dag, in navolging van het initiatief hiervoor in 2013, toenhet Belgisch Instituut voor Lastechniek het Lassympo-sium organiseerde.Tot slot werd tijdens de derde beursdag een Robotdaggehouden. Aan de hand van een uitgebreid lezingenpro-gramma werden de deelnemers op de hoogte gebrachtvan de mogelijkheden die de huidige (las)robots te bie-den hebben.
Kortom, tijdens de afgelopen Verbindingsweek was erniet alleen veel te zien en te beleven, maar ook veel teleren. De belangrijkste doelstellingen van dit evenementzijn ook de onze: het verbinden van professionals in deverbindingstechniek, het vergroten van kennis en het pro-moten van het vakgebied onder de jeugd.
We wensen u veel leesplezier.
De makers van Lastechniek
Verbinden
LASTECHNIEK VOORWOORD - november 2014
De NILBIL Verbindingsgids is een uniek naslagwerk voor professionals in de verbindingstechniek. Technische informatietabellen en tekeningen vormen een belangrijk onderdeel van de gids.
Deze zorgvuldig geselecteerde informatie is bedoeld als een leidraad bij het interpreteren van normen, procedures en specificaties. Verder bevat de gids informatie over de belangrijkste overkoepelende organisaties,
een overzicht van erkende opleidingsinstellingen en het stroomschema van las- en laskaderopleidingen.
De NILBIL Verbindingsgids is een uitgave van vakblad Lastechniek, in samenwerking met het NIL en het BIL. De gids is uitgevoerd als een handzaam en robuust boekje, bedoeld voor intensief gebruik op de werkvloer.
Voor € 30, - excl. 6% btw kunt u in het bezit komen van dit praktische naslagwerk.
Bestellen is eenvoudig. Ga naar www.vakbladlastechniek.nl en klik op de cover van de Verbindingsgids.

Inhoud #11 november 2014
LASTECHNIEKwordt uitgegeven door OPUS communicatie-ontwerp in opdracht van het Nederlands Instituut voor Lastechniek in samenwerking met het Belgisch Instituut voor Lastechniek
www.vakbladlastechniek.nl
04 Vanuit de verbindingswereld
12 Project Durimprove
16 Virtual Welding Training Systems
hebben de toekomst
18 Wie gaat naar de de WorldSkills in São Paulo?
Lassimulatoren
worden steeds beter
en de inzet van deze
systemen vormt een
waardevolle aanvulling
op de conventionele
manier van het
opleiden van lassers. 16 30
28
Coverfoto: Evelyn Visschedijk
Foto: Evelyn Visschedijk
Foto: GSI-SLV
Foto: Heidi Borgart
20 Laskennis opgefrist 15
24 Terugblik op de NIL Verbindingsweek
27 Willem de Welder
28 Vaktrots
30 Brancheregister
Las jij of las ik? Ik las me uit de naad, ik las alles af, ik las dus ik ben, … Met een goede shirttekst kun je als lasser
laten zien dat je trots bent op je vak. Tijdens de NIL Verbindingsweek werden de ontwerpen van vier verschillende
‘lastees’ voor het eerst gepresenteerd op de stand van vakblad Lastechniek. Dit gaf vaak aanleiding tot een praatje
en we kregen veel positieve reacties, zowel van lassers, als van opleiders en bedrijfseigenaren. De belangstelling is
er dus blijkbaar. Daarom vindt u bij deze Lastechniek een flyer met meer informatie over het bestellen van uw eigen
‘lastee’. Mist u de flyer? Stuur dan een berichtje aan [email protected] met als onderwerp ‘lastee’, en wij
sturen u graag de nodige informatie toe.
De makers van Lastechniek
4/5

Een Prof. Jaegerpenning, een Prof. Geerlingspenningen twee Van ’t Hoffpenningen: tijdens het NILBIL Las-symposium ontvingen vier mensen een onderschei-ding vanwege hun uitzonderlijke verdiensten op hetgebied van verbindingstechnologie.
LASTECHNIEK LASTECHNIEK
4 5
BERICHTEN - november 2014 november 2014
AutoriteitVincent van der Mee ontving de Prof. Jaegerpenning uithanden van Tim Blok, voorzitter van de Adviescommis-sie Onderscheidingen van het NIL. Blok haalde de be-langrijkste wapenfeiten uit de loopbaan van Van der Meeaan. Die loopbaan begon in 1976 bij Smitweld in Nijme-gen en kreeg steeds meer een internationaal karakter.“Vincent heeft meer luchthavens gezien dan wij allemaalbij elkaar, en ook tegenwoordig is hij meer op reis danin Nijmegen”, aldus Tim Blok.Van der Mee geldt al jaren als een autoriteit als het gaatom gevulde draden en waterstofgerelateerd onderzoek,maar ook op het gebied van arbeidsomstandighedenen milieu bij het lassen. Hij neemt deel aan verschillendeonderzoeksprojecten en commissies, en hij deelt zijn er-varing regelmatig door middel van voordrachten en pu-blicaties. Gezien zijn bijdrage aan de ontwikkeling enverspreiding van kennis op het gebied van de lastech-niek, zowel nationaal als internationaal, werd aan Vin-cent van der Mee de Prof. Jaegerpenning toegekend.
5
SchrijverDe Prof. Geerlingspenning was voor Maurice Mol, dieeen lange carrière in de lastechniek achter de rug heeft.
Leo Vermeulen, lid van de Adviescommissie Onder-scheidingen, werkte een aantal jaren nauw samen metMaurice en mocht hem de eervolle onderscheidingoverhandigen. Maurice Mol heeft aan het begin van zijnloopbaan verschillende functies in de lastechniek ver-vuld, variërend van verkoper tot productmanager. Hijwerkte twintig jaar bij het AVAL-Lasinstituut in Rotterdam,waar hij lastechnische kadercursussen organiseerde endoceerde. De laatste jaren werkt Maurice Mol vanuit zijneigen bedrijf. Zijn activiteiten hebben op de één of an-dere manier te maken met kwaliteit en de borging daar-van. Maar ook het schrijven gaat hem goed af. “Als opéén iemand het gezegde ‘wie schrijft, die blijft’ van toe-passing is, dan is het op Maurice Mol”, vertelde Ver-meulen. Maurice heeft veel geschreven. Niet alleenvoorlichtings- en lesmateriaal, maar ook artikelen voorhet vakblad Lastechniek, waarvoor hij nog steeds actiefis als lid van de redactieadviesraad.
Discipline en gezelligheidHet NIL is in grote mate afhankelijk van de enthousiasteinzet van vrijwilligers. Twee mannen die al jaren metzichtbaar plezier hun taken vervullen als examinator, sur-veillant en beoordelaar bij laswedstrijden werden danook naar het podium gehaald om de Van ’t Hoffpenningin ontvangst te nemen.
Yvonne Olgers en Ben Weenink, beiden werkzaam voorde afdeling Opleidingen van het NIL, reikten de onder-scheidingen uit, waarbij ze voor elk van de laureaten eenpersoonlijk woord hadden. ‘Discipline’ en ‘doorzet-tingsvermogen’ zijn kenmerkende eigenschappen vanWim Knoop. “Dat heeft ongetwijfeld te maken met zijn‘opvoeding’ bij Defensie”, stelde Weenink. Theo van Eckstaat vooral bekend om de gezelligheid die hij mee-brengt en het vertellen van anekdotes en moppen. Van-wege het enthousiasme waarmee beide mannen delastechniek promoten en hun jarenlange, belangelozeinzet voor het NIL, hebben zowel Wim Knoop als Theovan Eck de Van ’t Hoffpenning uitgereikt gekregen.
www.nil.nl
Vier onderscheidingen uitgereikttijdens NIL Verbindingsweek
Enige tijd geleden bereikte ons het bericht dat voor-malig NIL-voorzitter ir. Rob S. Nicolaas op 76-jarigeleeftijd is overleden. De oud-directeur van de Rönt-gen Technische Dienst volgde in november 1999 detoenmalige NIL-voorzitter Co van Liere op. Rob waseen zeer bekwame voorzitter, maar bovenal een ge-liefd persoon. Hij had erg veel aandacht voor demens in de onderneming; hij had altijd voor eeniedereen persoonlijk woord.
Zijn toewijding aan het werk bij het NIL wordt mooi ge-ïllustreerd door het feit dat hij bij zijn uitdiensttredingbij de RTD alle documenten die met het NIL te makenhadden, mee naar huis heeft genomen. Op die manierzorgde hij dat hij thuis alle spullen compleet had (ar-chiefdozen vol) om gewoon voor het NIL door te kun-nen werken. Naast het NIL heeft Rob zich ingezet voor veel goededoelen, hij was een betrokken mens. Rob Nicolaas was tot mei 2003 voorzitter van het NIL.Wij wensen zijn nabestaanden veel sterkte toe bij hetverwerken van dit verlies.
Bestuur, Raad van Advies en medewerkers NederlandsInstituut voor Lastechniek.
In MemoriamRob Nicolaas

Properties • Applications • Solutions
6 7
LASTECHNIEK BERICHTEN - november 2014 LASTECHNIEKnovember 2014
Systemen voorgeautomatiseerd OP-lassen
Materials 2015praktijkgericht en levendig
De producent van lassystemen, Venvulas Techniek B.V., presenteerde tijdens de NIL Verbindingsweek een aan-tal nieuwe oplossingen op het gebied van lasautomatisering. Accenten lagen hierbij op een nieuw ontwikkeld au-tomatisch lasnaadvolgsysteem, een automatische laskolom en een nieuw programma lasmanipulatoren.
LasrookafzuigingNaast nieuwe automatiseringsoplossingen werd ook deeffectiviteit van het eerder dit jaar geïntroduceerde las-rookafzuigsysteem gedemonstreerd. Bij dit unieke sys-teem wordt de lasrook direct bij de lasbron afgezogenen vervolgens gefilterd in een meervoudige filterunit.Deze kan geïntegreerd worden in de laskar, maar is ookleverbaar als ‘stand-alone’ unit. Dit systeem wordt in-middels toegepast bij verschillende binnen- en buiten-landse scheepswerven en constructiebedrijven.
Lasproces-automatiseringVenvulas levert laskolommen voor het volautomatischonderpoederlassen. Deze zijn leverbaar in verschillendeafmetingen en uitvoeringen, waaronder elektrisch draai-bare kolommen en een variant met een op rails rijdendeonderwagen. Werkbereiken tot zo’n 7 x 7 meter zijn mo-gelijk. De motoren van de laskolom worden aange-
stuurd door middel van een frequentieregeling. De be-wegingen worden ingesteld en bestuurd door middelvan een centrale afstandsbediening, waarmee tevens destroombron en manipulatieapparatuur kunnen wordenbestuurd. De laskolommen kunnen worden voorzienvan het door Venvulas nieuw ontwikkelde lasnaadvolg-systeem. “Door de verschillende programmeerbare pa-rameters kan dit nieuwe lasnaadvolgsysteem exact opde constructie worden afgeregeld, met een optimale las-naadvolging in zowel X- als Y-richting tot resultaat”, ver-telt een woordvoerder van Venvulas.
“Doordat het proces automatisch verloopt, kan hiermeezeer economisch gelast worden omdat, zeker in combi-natie met de laskolom, de factor arbeid in het totale kos-tenplaatje sterk wordt gereduceerd.”
www.venvulas.nl
De vakbeurs Materials op 22 en 23 april 2015 in Veldhoven, krijgt een nieuwe, praktijkgerichte en levendige opzet. Organisator Mikrocentrum wil bezoekers van Materials 2015 aanspreken op herkenbare praktijkproblemen en ma-teriaaltoepassingen. Voor diepgang zorgen keynote lezingen over materiaaltrends en praktijkverhalen over toe-passingen. “De ontwikkelingen op dit vakgebied zijn stormachtig, maar krijgen niet altijd de aandacht die zeverdienen. Daar willen wij graag verandering in brengen.”
MateriaaluitdagingenMaterials 2015 is meer dan alleen een beurs over(nieuwe) materialen en materiaaleigenschappen. Erkomen ook veel materiaaltechnieken aan bod, zoalsspecialistische bewerkingen, warmtebehandelingen,omvormtechnieken, oppervlaktetechnieken en verbin-dingstechnieken. Deze technieken maken aanspre-kende oplossingen voor gewenste functionaliteitenmogelijk. Denk aan lichtgewicht materialen die voorzowel de automotive industrie als de lucht- en ruimte-vaart van groot belang zijn. Verder is er veel aandachtvoor oplossingen van allerlei ‘materiaaluitdagingen’,zoals corrosie, hechting, temperatuurbestendigheid,hergebruik, recyclebaarheid, slijtvastheid, wrijvings-weerstand, UV-bestendigheid en vervormbaarheid. Totslot komen onderwerpen als analysetechnieken,schaarste en schade-onderzoek aan bod. “Met Materi-als 2015 brengen we kennis en experts uit de Beneluxbijeen en dat moet leiden tot nieuwe businesskansen”,zegt Timo van Leent, manager Vakbeurzen & Congres-sen bij Mikrocentrum.
Drie pijlersDe drie pijlers van de beurs, properties – applications –solutions, zijn ook herkenbaar in het lezingenpro-
gramma met ruim veertig lezingen. Naast wetenschap-pelijke lezingen over materiaaltrends zijn er praktijkver-halen over succesvolle materiaaltoepassingen en-bewerkingen. “De zalen voor het lezingenprogrammasluiten direct aan op de beursvloer. Samen met de live-demo’s en themapleinen zorgt dat voor een levendigesfeer”, aldus Van Leent.
ExposantenMikrocentrum verwacht op Materials 2015 ongeveer1.700 bezoekers; dit jaar waren dat er 1.200. Het aantalexposanten zal rond 120 liggen; zij vertegenwoordigeneen breed scala aan disciplines:• Leveranciers en fabrikanten van (smart) materialen,
grondstoffen en additieven.• Bedrijven gespecialiseerd in materiaalbewerking,
verbindings-, omvorm-, oppervlaktetechnieken, karakterisering (simulatie, analyse, testen), afvoer/recycling, schadeonderzoek/troubleshooting.
• Engineering-, constructie-, ontwerp- en design-bureaus met materialenexpertise.
• Onderzoeksinstituten, kennisinstellingen enonderwijsinstellingen.
www.materials.nl | www.mikrocentrum.nl

8
LASTECHNIEK BERICHTEN - november 2014
9
LASTECHNIEKnovember 2014
Een grote groep geslaagden kwam op donderdag 9 oktober 2014 bijeen voor de diploma-uitreiking bij DeGroot Lasopleidingen in Breda. Maar liefst vijf gediplomeerden verdienden het predicaat Cum Laude.
BeloningDirecteur Wim de Groot van De Groot Lasopleidingenoverhandigde samen met Ben Weenink, beleidsmede-werker Opleidingen van het NIL, de diploma’s Interna-tional Welding Practitioner (Meesterlasser), International
Welding Specialist (Lasspecialist) en Responsible Wel-ding Coordinator Basic (Lascoördinator). Maar liefst vijfgediplomeerden wisten cum laude te slagen. Zij ontvin-gen als extra beloning een waardebon van het NIL.
www.lasopleidingen.nl
GEFELICITEERD
Wilt u uw kennis nog verder vergroten?
Het NIL organiseert gedurende het jaar workshops over verschillende lastechnische onderwerpen zoals:
Voor meer en actuele informatie over de workshops: www.nil.nl
advertentie
Aluminium lassen | ASME Sectie IX | Visueel beoordelen van lasverbindingen
Lasserskwalificaties volgens NEN-EN-ISO 9606-1
Lasnaadaanduidingen volgens NEN-EN-ISO 2553:2014
Met lasercladden of Laser Metal Deposition (LMD) is het mogelijk om de eigenschappen van machineonderde-len plaatselijk te verbeteren. Revamo, dat al gespecialiseerd was in het thermisch spuiten, past nu ook het la-sercladden toe, om de slijtvastheid van onderdelen te verhogen en de weerstand tegen onder andere corrosiete verbeteren. Ook worden versleten machineonderdelen hiermee plaatselijk hersteld.
Nagenoeg geen WBZDe krachtige laser smelt plaatselijk het oppervlak vanhet basismateriaal en door aanbrengen van het toe-voegmateriaal ontstaat er een metallische verbindingtussen de cladlaag en het basismateriaal. Door de kortetijd waarin dit gebeurt is er in tegenstelling tot de regu-liere lasmethoden nagenoeg geen warmte-beïnvloedezone (WBZ) aanwezig. Tevens is de opmenging van decladlaag met het basismateriaal zeer gering. Met dekeuze van het juiste toevoegmateriaal kan een hoge slijt-vastheid of corrosiebestendigheid verkregen worden.
‘Nieuwe mogelijkhedendankzij lasercladden’
Praktische informatie“Doordat het proces relatief nieuw is, kan het laserclad-den voor veel bedrijven nieuwe mogelijkheden bieden”,aldus Michel Hondeveld van Revamo. Hij noemt eenpaar voorbeelden:•
•
Een onderdeel dat vervaardigd is uit een moeilijk las-baar materiaal, is met lasercladden (dankzij de lageopmenging) wel te lassen.Een onderdeel dat met een regulier lasproces zoukromtrekken, kan met lasercladden wel behandeldworden, dankzij de lage warmte-inbreng.
De hoge intensiteit van de laser zorgt voor een struc-tuur die de slijtvastheid van een las aanzienlijk doettoenemen. Hierdoor krijgen onderdelen een langerestandtijd.Door de lage opmenging bij het lasercladden is hetniet meer nodig om lassen in meerdere lagen aan tebrengen voordat de juiste kwaliteit bereikt is.Het lasercladden vraagt minder nabewerking, van-wege de hoge nauwkeurigheid waarmee gecladwordt.
•
•
•
Tijdens de afgelopen NIL Verbindingsweek heeft Re-vamo de mogelijkheden van het thermisch spuiten enlasercladden gepresenteerd.
www.revamo.nl
Foto: Loet Koreman

11
LASTECHNIEKnovember 2014
ABIMIG A TVoor elke opdracht het geschikte laspistool.
ABIMIG A T: de beste keuze!
■ Flexibiliteit: de optimale positie en configuratie voor elke opdracht
■ Lichtgewicht: minder belastend voor de lasser
■ Robuust: hoge mechanische sterkte en duurzame slijtonderdelen
■ Krachtig: onovertroffen verhouding gewicht-belastbaarheid
■ Kostenbesparend: forse vermindering van de stilstandtijd
T E C H N O L O G Y F O R T H E W E L D E R ’ S W O R L D .
BERICHTEN - november 2014LASTECHNIEK
10
Mede dankzij de bemoeienis van Wim Moermanslaagde het NIL erin de opleiding en certificering van deLaspraktijkingenieur als gelijkwaardig erkend te krijgendoor DVS in Duitsland. Dit was niet vanzelfsprekend enveel werk is hiervoor verricht. Hierna volgden stap voorstap de andere kadercursussen. Ook Oostenrijk volgdedeze ontwikkeling van erkenningen. Een groot deel vande Nederlandse lasindustrie en aanverwante bedrijvenheeft mede door deze erkenningen in het buitenland
Op 29 september overleed Wim Moerman op 93-jarige leeftijd. Gedurende de jaren tachtig en nog enige tijddaarna was Wim een gewaardeerd voorzitter van de overkoepelende commissie van de onderwijsafdeling vanhet Nederlands Instituut voor Lastechniek. Alle voorzitters van de programma- en examencommissies warenhierin vertegenwoordigd.
In Memoriam Wim Moerman
een groter laskader gekregen, en ook het robotiserenheeft zich daardoor snel verder kunnen ontwikkelen.De laswereld is veel dank verschuldigd aan Wim. In1992 werd hij voor zijn grote verdiensten dan ook on-derscheiden met de Geerlingspenning. Wij wensen zijnzonen en andere naasten veel sterkte met dit verlies.
Bestuur, Raad van Advies en medewerkers NederlandsInstituut voor Lastechniek.
Uitdaging voor de industrieDe missie van het strategische Europese platform Ma-nufuture is het doen van voorstellen, en het ontwikkelenen implementeren van een strategie op het gebied vanonderzoek en innovatie. Deze strategie moet ertoe lei-den dat de Europese industrie zich nog sneller ontwik-kelt als het gaat om het leveren van hoogwaardigeproducten, processen en diensten. Dit vraagt om goedgeschoold en vakbekwaam personeel, zoals dat pastbinnen een kenniseconomie.
Fabrieken van de toekomstIn het kader van het platform Manufuture werd het on-derzoeksproject ‘Factories of the Future’ opgezet. Deonderzoeksdoelstellingen werden opgesteld door deEFFRA (European Factories of the Future Research As-sociation), waar ook de EWF lid van is. De EFFRA is eenindustrie-gestuurd samenwerkingsverband dat de ont-wikkeling van nieuwe en innovatieve productietechno-logieën wil promoten. Onlangs is het Joining
Voor het behoud van een concurrerende maakindustrie in Europa is kennisontwikkeling en innovatie van es-sentieel belang. De EWF (European Federation for Welding, Joining and Cutting) zet zich daarvoor in door mid-del van het ondersteunen van projecten en strategische platforms, zoals ‘Manufuture’.
Sub-Platform to Manufuture opgericht, om het belangvan verbindingstechnieken in de Europese industrie tebenadrukken en deze meer zichtbaar te maken.
Bijdrage EWFNaast deelname in de EFFRA werkt de EWF nauwsamen met het Cedefop (European Centre for the De-velopment of Vocational Training) en met de CEN (Eu-ropean Committee for Standardization) om de kwaliteitvan professionals in de verbindingstechniek te waar-borgen. EWF ondersteunt ook ‘Manufacturing a Stron-ger and Greener Europe Manifesto’, waarin deEuropese maakindustrie zichzelf tot taak stelt om eenvitale rol te spelen in het economisch herstel van Eu-ropa. Ook binnen het Manufuture Technology Platformis een sub-platform opgericht om de sleutelrol van deverbindingstechniek strategische aandacht te geven. Totslot is de EWF een partnerschap aangegaan met de Eu-ropean Federation for Non-Destructive Testing om el-kaar waar mogelijk te ondersteunen en versterken.
EWF benadrukt belangvan kennisontwikkeling
en innovatieAluminiumproductieTot het faillissement produceerde Aldel zo’n 170.000 tonprimair aluminium en was daarmee een van de grotereleveranciers van primair aluminium in West-Europa. Hetproduceren van aluminium kost veel (elektrische) ener-gie. Op de website van Aldel is nog steeds te lezen hoede aluminiumproductie verloopt: “Via een elektrolyse-proces wordt uit aluinaarde zo’n 110.000 ton primair alu-minium gemaakt. In de gieterij wordt daar dooromsmelten en recycling nog eens 50.000 ton aan toe-gevoegd. Vervolgens wordt het aluminium gegoten inde vorm van walsplakken of perspalen. Deze wordendoor walserijen en extrusiebedrijven verwerkt in pro-
Op 13 november werd bekendgemaakt dat Aldel in Delfzijl een doorstart gaat maken. Aldel is een moderne alu-miniumsmelter, die sinds 1966 gevestigd is in het Eemsmondgebied van Groningen. Op 30 december 2013 werdhet bedrijf failliet verklaard, waardoor 300 vaste werknemers hun baan verloren. Door de hogere aluminiumprij-zen en de mogelijkheid om goedkope stroom uit Duitsland in te kopen, heeft investeerder Klesch Group beslo-ten de aluminiumproductie in 2015 weer op te starten. Goed nieuws voor de regio waar veel werkloosheid heerst.
ducten voor bijvoorbeeld auto's, vliegtuigen, treinen, enschepen. Maar ook in toepassingen voor de bouw zoalskozijnen en profielen.”
Goedkope stroomHet faillissement van Aldel was mede het gevolg van dehoge stroomprijzen in Nederland in vergelijking metDuitsland. Met een directe lijn voor elektriciteit tussenNederland en Duitsland wordt het voor Aldel mogelijkom goedkope stroom uit Duitsland in te kopen. Kleschverwacht begin 2015 de fabriek weer te kunnen opstar-ten. Aan het eind van dat jaar wordt verwacht dat het be-drijf weer ruim 200 mensen in dienst heeft.
Aluminiumsmelter Aldel maakt doorstart
advertentie
De beproefde nabehandelingstechnieken werden toegepast
op verschillende industriële cases, waarvan er drie be-
sproken worden.
Case 1: AardappeloogstmachineDe stuurinrichting van de aardappeloogstmachine van
landbouwmachinebouwer Dewulf wordt gewoonlijk ver-
vaardigd in S355 (figuur 4). Van de meest belaste hefboom
uit de stuurinrichting werden meerdere prototypes ge-
maakt met een meer geschikte lasprocedure en nabehan-
deld met TIG-dressing of met PIT. De grootste verbetering
werd gerealiseerd met een PIT-behandelde stuurhefboom
in S690QL (figuur 5). De levensverwachting steeg gemid-
deld met een factor 6,5 ten opzichte van een onbehandelde
hefboom. De geometrie van de hefboom werd niet gewij-
zigd, vanwege de zeer compacte inbouwruimte.De verbetering in vermoeiingslevens-
duur die bereikt werd met PIT was
aanzienlijk groter dan de verbetering
door middel van hersmelttechnieken.
Er werden verschillende parameters
ingesteld tijdens het uitvoeren van het
PIT-proces. Ongeacht de variatie van
de ingestelde parameters bleef de ver-
betering constant. Daarom werd per
staalkwaliteit en per materiaaldikte
slechts één ontwerpcurve opgesteld,
zoals getoond in figuur 3. Deze gra-
fiek laat de verbetering zien die be-
reikt werd door een PIT-behandeling
voor lassen in S700MC met een plaatdikte van 10 mm.
Door deze nabehandeling wordt de FAT-klasse (dit is de
toegelaten ontwerpspanning bij 2 miljoen cycli) verhoogd
met 150 %. Bovendien ligt de PIT-curve vlakker, wat zich
vertaalt in een extra toename van de vermoeiingslevens-
duur bij lagere ontwerpspanning.
sen van een nabehandeling. Een mogelijke nabehandeling
is het hersmelten van de las door bijvoorbeeld een plasma-
of TIG-boog, ook wel plasma- of TIG-dressing genoemd.
Een andere mogelijkheid is het toepassen van een hamer-
behandeling. In het DURIMPROVE-project werd Pneu-
matic Impact Treatment (PIT) toegepast.
WöhlercurvesIn een uitgebreid testprogramma werden aan de hand van
vermoeiingsproeven Wöhlercurves opgesteld voor onbe-
handelde lassen en nabehandelde verbindingen in de staal-
soorten S420MC en S700MC. De verbetering van de
vermoeiingseigenschappen van lassen behandeld met TIG-
en plasmadressing bleek gelijkaardig. Daarom werden de
resultaten van beide hersmeltechnieken gegroepeerd in één
ontwerpcurve, zoals in figuur 2. Die toont de Wöhlercurve
van een langse verstijver in S420MC in 10 mm plaatdikte
in gelaste toestand (AW, As Welded) en de verbeterde ont-
werpcurve door TIG- en plasmadressing.
12
LASTECHNIEK VERMOEI ING - november 2014
et BIL (Belgisch Instituut voor Lastech-
niek) heeft in samenwerking met OCAS
(onderzoekscentrum van Arcelor Mittal)
een collectief onderzoek uitgevoerd naar het ver-
beteren van de vermoeiingsweerstand van las-
verbindingen in hogesterktestalen via drie
nabehandelingstechnieken. Het gaat om twee
hersmelttechnieken (TIG- en plasma-dressing) en
een HFMI-behandeling (High Frequency Me-
chanical Impact). Het project DURIMPROVE
werd uitgevoerd met de steun van het IWT
(agentschap voor Innovatie door Wetenschap en
Technologie) en de inbreng van een twintigtal be-
drijven.
Hoge eisenDe eisen die gesteld worden aan de prestaties van machi-
nes worden steeds hoger. Machines moeten in toenemende
mate bestand zijn tegen hogere snelheden, lichter gecon-
strueerd zijn, een hoger laadvermogen hebben bij gelijk-
blijvend totaalgewicht enzovoort. Dit heeft gevolgen voor
elk onderdeel van de machineconstructie. De keuze voor
hogesterktestalen is een voor de hand liggende oplossing,
omdat hierdoor kleinere plaatwanddikten mogelijk zijn
en lichter geconstrueerd kan worden.
NabehandelingIn veel machineconstructies worden meerdere onderdelen
zwaar belast op vermoeiing en moeten bovendien gelaste
verbindingen worden toegepast. Uit de praktijk en uit tal-
rijke studies blijkt echter dat lasverbindingen in hoge-
sterktestalen die op vermoeiing belast worden, niet veel
beter presteren dan lasverbindingen in de klassieke (zach-
tere) staalsoorten. Hierdoor worden de voordelen van ho-
gesterktestalen teniet gedaan. Nochtans is bekend dat het
mogelijk is om de vermoeiingsweerstand van lasverbin-
dingen aanzienlijk te verhogen, namelijk door het toepas-
door Thomas Baaten (BIL) en Sofie Vanrostenberghe (OCAS)
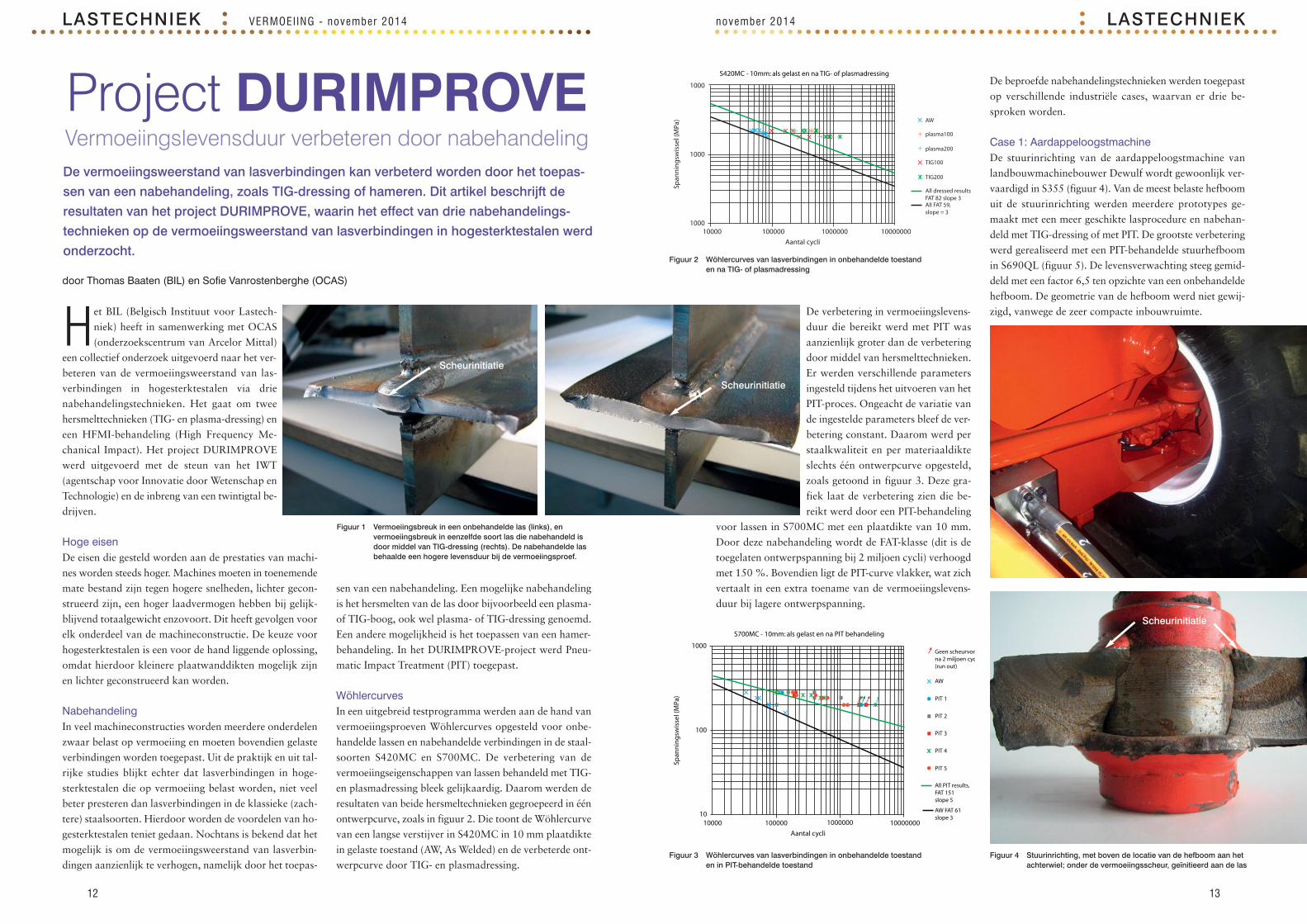
De vermoeiingsweerstand van lasverbindingen kan verbeterd worden door het toepas-sen van een nabehandeling, zoals TIG-dressing of hameren. Dit artikel beschrijft de resultaten van het project DURIMPROVE, waarin het effect van drie nabehandelings-technieken op de vermoeiingsweerstand van lasverbindingen in hogesterktestalen werdonderzocht.
Project DURIMPROVEVermoeiingslevensduur verbeteren door nabehandeling
H
Figuur 1 Vermoeiingsbreuk in een onbehandelde las (links), en vermoeiingsbreuk in eenzelfde soort las die nabehandeld is door middel van TIG-dressing (rechts). De nabehandelde las behaalde een hogere levensduur bij de vermoeiingsproef.
Figuur 2 Wöhlercurves van lasverbindingen in onbehandelde toestand en na TIG- of plasmadressing
13
LASTECHNIEKnovember 2014
Figuur 3 Wöhlercurves van lasverbindingen in onbehandelde toestand en in PIT-behandelde toestand
Figuur 4 Stuurinrichting, met boven de locatie van de hefboom aan het achterwiel; onder de vermoeiingsscheur, geïnitieerd aan de las
Scheurinitiatie
Scheurinitiatie
Scheurinitiatie

15
LASTECHNIEKnovember 2014
14
LASTECHNIEK VERMOEI ING - november 2014
Case 2: Industriële wasmachineEen tweede case die onderzocht werd, was het lagerhuis
van de industriële wasmachine van Alliance. Het lagerhuis
zit aan de achterkant van de machine. Op het lagerhuis
wordt aan één kant de wastrommel bevestigd, en aan de
andere kant de motor die via een aandrijfriem de was-
trommel doet draaien. De machine wordt maximaal belast
op vermoeiing als de onbalans 15 % van het maximale
laadvermogen (90 kg) bedraagt bij een toerental van 750
toeren per minuut. Deze maximale onbalans bij 750 toe-
ren/min wordt dan ook gebruikt als vermoeiingsproef in
de fabriek, ook wel de ‘out-of-balance-test’ genoemd (zie
figuur 6).
Het oorspronkelijke ontwerp van het lagerhuis weegt 281
kg en bestaat uit S235 staal. Bij out-of-balance-testen in
het verleden werd een levensduur bereikt van gemiddeld
130 uur, wanneer in één van de vier armen een vermoei-
ingsscheur ontstond aan de overgang tussen de armen en
de stervormige versteviging (zie figuur 7). Het was voor
Alliance van belang om de levensduur te verhogen naar
500 uur. Een gewichtsbesparing was geen prioriteit , aan-
gezien een te grote gewichtsbesparing resonantieproble-
men zou kunnen opleveren.
De kritische lasverbindingen van het oorspronkelijke ont-
werp werden met PIT behandeld. Dit leverde een out-of-
balance-test op die 349 uur duurde. Het verhoopte
resultaat van 500 uren werd echter bereikt door een ont-
werpwijziging (zie figuur 8), waarbij de stervormige ver-
steviging werd verzonken in de armen. Op deze manier
liggen de onderkant van de armen en de onderkant van
de stervormige versteviging in één vlak, met als gevolg dat
de spanningsconcentratie beduidend lager is. Bijkomend
voordeel is dat de verstevigingen aan de zijkant van de
armen niet meer nodig zijn. Het nieuwe ontwerp presteert
500 uur zonder scheurinitiatie tijdens de out-of-balance-
test, weegt 12 % minder en ook de lastijd is verminderd
met 25 %.
Deze case toont dat een nabehandeling van lassen en het
gebruik van hogesterktestaal niet altijd de beste of enige
oplossing is. Alliance heeft het gewijzigde ontwerp inmid-
dels in productie genomen.
Case 3: KraanbanenIn de staalfabriek van ArcelorMittal Gent staan oude en
nieuwe kraanbanen. Sommige dateren nog van de op-
richting van de staalfabriek in 1960. In de liggers van de
kraanbanen, vervaardigd uit S235, treden op diverse kri-
tische plaatsen vermoeiingsscheuren op die hersteld moe-
ten worden. Op de drie meest voorkomende kritische
lassen werden testen uitgevoerd om het preventieve effect
van PIT op verouderde lassen te onderzoeken. Ook werd
onderzocht of de vorming van vermoeiingsscheuren uit-
gesteld kan worden op kraanbanen die reeds enkele jaren
dienst doen.
De volgende drie lasdetails werden getest:
1. Stompe herstellasNa het optreden van een vermoeiingsscheur moet de
scheur worden uitgeslepen. Dit gebeurt in een X-lasnaad-
voorbereiding voor het uitvoeren van een herstellas met
beklede elektroden. Omdat herstellassen sowieso op kri-
tische plaatsen gelegen zijn en ze vaak in moeilijke om-
standigheden worden uitgevoerd, blijven ze gevoelig voor
nieuwe vermoeiingsscheuren.
2. KnoopplaatDit is een staalplaat die verbinding maakt tussen de kraan-
baan en de muur, om in zijdelingse stabiliteit te voorzien.
Figuur 5 Overzicht van vermoeiingsproeven: aantal cycli in functie van de staalsoort en de nabehandeling
Figuur 7 HF900 lagerhuis. Links het oorspronkelijk ontwerp en rechts een detail met de meest kritische las ter hoogte van de ster-vormige versterking.
Figuur 9 Vermoeiingsproefstaven met lasdetails van de kritische details van kraanbanen.
3. OnderflensOp plaatsen in de kraanbaanligger waar de grootste bui-
ging optreedt, worden onderaan extra onderflensen ge-
last. Vermoeiingsscheuren kunnen optreden waar de
onderflens eindigt.
Van deze lasdetails werden kleine vermoeiingsproefstaven
gemaakt (figuur 9). Ten eerste werden vermoeiingsproe-
ven uitgevoerd op de lasdetails om de vermoeiingslevens-
duur van het origineel te bepalen. Ten tweede werden de
proefstaven vermoeid tot op een punt dat scheuren kun-
nen optreden, alsof ze al jaren dienst doen. Er werd met
penetrant onderzoek gecontroleerd op oppervlaktescheu-
ren. Indien er geen scheuren aanwezig waren, werd een
PIT-behandeling uitgevoerd. Vervolgens werden deze ver-
ouderde lassen verder vermoeid. Dit leidde tot de volgende
resultaten per lasdetail:
1. Van de stompe herstellas werd het origineel getest. De
meetpunten van de vermoeiingsproef lagen, zoals ver-
wacht, boven de ontwerpcurve uit Eurocode III voor
stompe lassen. Er werd één proef uitgevoerd op een met
PIT behandelde verouderde las. Ondanks de hoge span-
ningswisseling (225 MPa) traden na 3 miljoen cycli geen
scheuren op en werd de proef beëindigd. Dit meetpunt ligt
ver boven de verwachting van een nieuwe stompe las.
2. De verouderde, met PIT behandelde knoopplaten wer-
den op 225 MPa getest. Op dit spanningsniveau duurden
de proeven gemiddeld 3 maal langer dan die met de
nieuwe knoopplaten.
3. De verouderde, met PIT behandelde onderflensen wer-
den op 225 MPa getest. Op dit spanningsniveau duurden
de proeven gemiddeld 14 maal langer dan proeven op
nieuwe onderflensen.
De resultaten van deze vermoeiingsproeven geven aan dat
een nabehandeling van lassen ook preventief uitgevoerd
kan worden om scheurvorming uit te stellen.
ConclusieUit het onderzoeksproject DURIMPROVE is gebleken dat
de vermoeiingslevensduur verbeterd kan worden door
middel van lasnaad-nabehandelingen. De case van de in-
dustriële wasmachine heeft echter ook aangetoond dat de
oplossing om de vermoeiingseigenschappen te verbeteren
niet altijd ligt in het toepassen van een nabehandeling of
het gebruik van hogesterktestaal. Een wijziging van het
ontwerp leidde tot de gevraagde verbetering in vermoei-
ingseigenschappen. Tot slot werd het gunstige effect van
lasnaad-nabehandeling op verouderde kraanbanen aan-
getoond. Dankzij deze nabehandeling kunnen vermoei-
ingssscheuren worden uitgesteld, wat een besparing
oplevert in onderhoud en inspectie van kraanbanen.Figuur 8 Ontwerpwijziging van het lagerhuis:
de stervormige versteviging ligt verzonken in de armen.
Figuur 6 HF900 lagerhuis klaar voor de out-of-balance-test

ʻVirtual Welding Training Systems
17
LASTECHNIEKnovember 2014
p 21 oktober kwamen aanbieders van virtuele las-
machines, docenten en andere belangstellenden bij
elkaar om een dag lang te praten over de toepas-
singsmogelijkheden, de voor- en de nadelen en de toe-
komst van virtuele systemen binnen het lasonderwijs. De
informatiedag, getiteld ‘Welding Trainer 2014 – Die Zu-
kunft der Ausbildung’ was georganiseerd door DVS/GSI-
SLV op de opleidings- en onderzoeklocatie in Duisburg en
trok zo’n zeventig deelnemers.
Doel van de dag was om meer inzicht te krijgen in de mo-
gelijkheden die de huidige systemen bieden, praktijkerva-
ringen uit te wisselen en te bepalen welke ontwikkelingen
gewenst zijn in de naaste toekomst. Naast een elftal lezin-
gen was er op gezette tijden gelegenheid om verschillende
systemen zelf uit te proberen. Voor de liefhebbers was
daaraan een wedstrijd gekoppeld: de beste virtuele lassers
van de dag maakten kans op een iPhone 6 plus.
Vier vituele lassystemenNa de opening van de dag door dr. Klaus Middeldorf, or-
ganisator namens de GSI (Gesellschaft für Schweisstech-
nik International) en een kort welkomstwoord door de
locoburgemeester van Duisburg, vervulde Heinz Klein
(GSI) de taak van dagvoorzitter.
16
O
DE VIRTUELE LASWERELD - november 2014LASTECHNIEK
In het eerste lezingenblok werden achtereenvolgens de
laatste ontwikkelingen en verbeteringen in de virtuele sys-
temen van EWM, Soldamatic en Fronius toegelicht. Zo
presenteerde Johannes Wirth van EWM de ‘Apollo’, een
nieuwe machine met 3D-simulatie, waarbij ook eigen
CAD-ontwerpen ingebracht kunnen worden om de juiste
lasvolgorde te bepalen en te testen. Bij Soldamatic, verte-
genwoordigd door Anke Richter van WeldPlus, lag de na-
druk op het in de software geïntegreerde (individuele)
leerprogramma en ‘augmented reality’: een combinatie
van een virtueel en een reëel beeld, waardoor de gebruiker
minder snel gedesoriënteerd raakt. Joseph Kreindl pre-
senteerde namens Fronius de modulaire opleidingsmoge-
lijkheden en het lopende onderzoek om de virtuele
machine in te zetten voor het programmeren van robots.
Alle besproken systemen konden vervolgens door belang-
stellenden worden uitgeprobeerd in een aparte demon-
stratieruimte. Daar was ook het nog niet besproken
systeem te zien dat door GSI-SLV Halle werd ontwikkeld
en dat tijdens Schweissen & Schneiden 2005 de primeur
vormde op het gebied van lassimulatie: de Schweisstrai-
ner. Het grote verschil met de andere systemen is dat bij de
Schweisstrainer een zwakke, maar ‘echte’ boog zichtbaar
is en ook beschermgas wordt gebruikt, zodat de werke-
lijkheid zo goed mogelijk wordt benaderd.
Lassimulatoren worden steeds beter en de inzet van deze systemen vormt een waar-devolle aanvulling op de conventionele manier van het opleiden van lassers. Van belang is wel dat alle betrokkenen, van lasdocent tot en met directie, nauw betrokkenworden bij de keuze van een virtueel systeem. Voorwaarde voor een geslaagde investering is dat de lasdocenten goed worden getraind in het integreren van de lassimulator in het lesprogramma.
door Margriet Wennekes, fotografie Bert de Jong
PraktijkervaringenDe Belgische lasdocent Theo Bemelmans vertelde over de
praktijkervaringen bij de lasopleidingen van TISM (Tech-
nisch Instituut Sint-Michiel), waar enkele maanden gele-
den twee virtuele lassystemen van Soldamatic werden
aangeschaft. De lasdocenten zijn volgens Bemelmans de
sleutelfiguren als het gaat om het effectief inzetten van het
systeem: zij moeten dan ook allemaal in de voorberei-
dende fase betrokken worden bij de besluitvorming over
de aanschaf. Hoewel de virtuele machines nog maar kort
zijn geïntegreerd in het lesprogramma, zijn de eerste er-
varingen bij TISM positief. Gemakkelijk is het niet om een
nieuw systeem in te voeren, vertelt Bemelmans, maar hij is
ervan overtuigd dat deze nieuwe manier van opleiden de
toekomst heeft.
Silvio Schulz van SLV Halle presenteerde de resultaten van
een onderzoek waarin de kosten van een conventionele
lasopleiding waren vergeleken met die van een virtuele op-
leiding met de Schweisstrainer. Hieruit kwam naar voren
dat de aanschaf van een virtueel systeem weliswaar duur-
der is dan van een conventioneel systeem, maar na een te-
rugverdientijd van ruim een jaar blijken de jaarlijkse
machine- en materiaalkosten van het virtuele systeem
lager te liggen.
Hanna Streit presenteerde een mooie methode om tot een
goede keuze te komen bij de aanschaf van een virtueel las-
systeem. In het kader van een masterstudie had zij vier
verschillende systemen in ogenschouw genomen. Op basis
van interviews met lasdocenten en leidinggevenden werd
een eisenpakket vastgesteld waaraan een virtueel systeem
zou moeten voldoen. Die eisen waren te verdelen in vier
categorieën: technische inrichting/mogelijkheden, econo-
mische eisen, leersoftware en bedieningsgemak. Aan elke
eis werd – ook weer op basis van interviews - een we-
gingsfactor gekoppeld. Door het toekennen van punten,
in combinatie met de wegingsfactor, werd het mogelijk om
de vier systemen objectief met elkaar te vergelijken. Het
resultaat (welk systeem komt als beste uit de bus?) bleek
vooral afhankelijk te zijn van de zwaarst wegende eis.
Train the trainerIn een paar lezingen werd ingegaan op het belang van het
trainen van de lasdocenten in de omgang met een virtueel
trainingssysteem. Volgens Holger Rautert van GSI-oplei-
dingscentrum Rhein-Ruhr bereik je met een Train-the-trai-
ner-programma belangrijke doelstellingen, zoals het
ontdekken van de toepassingsmogelijkheden, het prak-
tisch leren omgaan met de systemen en het verkrijgen van
inzicht in de voordelen van het gebruik van een virtueel
systeem.
In de loop van de dag werd duidelijk dat de VWTS (Vir-
tual Welding Training Systems) langzaam maar zeker hun
intrede doen binnen lasopleidingen. De toepassing van
deze systemen moet vooral gezien worden als een waar-
devolle aanvulling op de training van lassers-in-opleiding.
De meerwaarde ligt voornamelijk in het bieden van een
veilige leeromgeving, waarin individuele leertrajecten ge-
volgd kunnen worden tegen relatief lage kosten, zonder
de lasdocenten zwaarder te belasten. Naast het oefenen
van handvaardigheid kan tijdens het virtueel oefenen ook
meer aandacht geschonken worden aan het aanleren van
een gezondere werkhouding.
Voor een succesvolle introductie van een virtueel systeem
binnen een lasopleiding is het tot slot van belang dat de
lasdocenten vanaf het begin betrokken worden bij de
keuze voor een systeem, en dat zij getraind worden in het
integreren van het virtuele systeem in het lesprogramma.
Omgekeerd zullen de ontwikkelaars van virtuele trai-
ningssystemen goed moeten luisteren naar de ervaringen,
wensen en eisen van lasdocenten.
ʻVirtual Welding Training Systems
hebben de toekomstʼhebben de toekomstʼ

18 19
LASTECHNIEK EUROSKILLS - november 2014 LASTECHNIEKnovember 2014
AvontuurTerug naar afgelopen maart. De finale van de Vakkanjer-
Wedstrijden is het startpunt van een compleet nieuw avon-
tuur voor Vincent de Wolff. Met zijn Nederlandse titel
lassen BMBE/MIG/MAG verdient de Zeeuwse lasser een
ticket naar EuroSkills, de Europese kampioenschappen
voor jonge vakmensen (4-6 oktober 2014, Lille).
Op weg naar Lille houdt werkgever Heerema de Vakkan-
jer vrij van productiewerkzaamheden, zodat hij honderd
procent voorbereid aan de aftrap kan verschijnen. De
Wolff krijgt zowel technische als mentale training. “Zo’n
kans krijg je niet vaak,” zegt HR-manager Fons van der
Steeg van Heerema. “Dan moet je er ook alles uit zien te
halen.”
wee jaar geleden, in vier vmbo (handel en ver-
koop), had hij nog amper een lasapparaat aange-
raakt. Nu heeft hij deelname aan EuroSkills achter
zijn naam staan en strijdt hij volgend jaar mogelijk om
wereldgoud in Brazilië. Wat goed is komt snel. Lasser Vin-
cent de Wolff is er het levende bewijs van.
Stoute schoenen“Ik wist eigenlijk nog helemaal niet wat ik wilde worden”,
kijkt Vincent terug op zijn eerste stappen in de techniek.
“Tot ik tijdens een open dag in een lascabine belandde.
De docent zei dat ik er talent voor had. Toen heb ik de
stoute schoenen aangetrokken en me aangemeld voor een
BBL-opleiding basislasser. En daar heb ik nog geen mo-
ment spijt van gehad.”
Lasser Vincent de Wolff, werkzaam bij Heerema in Vlissingen, eindigde tijdens Euro-Skills 2014 in Lille als negende bij het wedstrijdvak lassen. Inmiddels heeft de Vakkanjerde lat alweer hoger gelegd: hij hoopt volgend jaar om de prijzen mee te doen bijWorldSkills 2015, de wereldkampioenschappen voor jonge vakmensen in São Paulo.
door Michiel van Ruitenbeek, fotografie Olivier Huisman, TechniekTalent.nu
T
De lat gaat steeds hoger
Vakkanjer Vincent de Wolff hoopt na EuroSkills op ticket voor WorldSkills
WorldSkills 2015, São PauloWorldSkills, de wereldkampioenschappen voor jongevakmensen, doet volgend jaar voor het eerst Zuid-Amerika aan. De strijd om wereldgoud is van 11-16 au-gustus 2015. Er doen naar verwachting meer danduizend jonge talenten mee (een recordaantal), af-komstig uit zestig landen.
Kijk voor meer info over WorldSkills 2015 in São Pauloop www.worldskillssaopaulo2015.com
De kwalificatiestrijd gaat tussen Vincent de Wolff (links) en Richard Roolvink.
GekkenhuisIn Lille is het begin oktober een gekkenhuis. Aan de af-
trap verschijnen zo’n 500 vaktalenten uit heel Europa. De
concurrentie is hevig. Drie dagen lang haalt De Wolff alles
uit de kast in de jacht op eremetaal. Bij de prijsuitreiking
scoren de dertien Vakkanjers – aanstormende talenten uit
de metaal-, installatie-, elektro- en koudetechniek – drie
gouden, een zilveren en een bronzen medaille. De Wolff
eindigt als negende. “Natuurlijk was ik liever hoger geëin-
digd”, zegt de Vakkanjer. “Maar dit was hoe dan ook een
geweldig avontuur, waarvan ik heel veel geleerd heb. Ik
ben als lasser echt met sprongen vooruit gegaan. Daar heb
ik de rest van mijn loopbaan plezier van. Het was een eer
om met al die talenten van Team Nederland ons land te
mogen vertegenwoordigen.”
Nieuwe uitdagingEuroSkills is amper afgelopen of de volgende uitdaging
wacht alweer voor De Wolff. In december kan hij zich
plaatsen voor WorldSkills 2015, volgend jaar augustus in
São Paulo. “EuroSkills was gaaf. Maar WorldSkills is nóg
mooier. Meer publiek, meer deelnemers, meer vakken.
WorldSkills is echt de overtreffende trap. En door mijn er-
varingen van EuroSkills worden de kansen op een me-
daille alleen maar groter.”
In de kwalificaties nemen de Nederlandse kampioenen het
op tegen ‘challengers’. Zo gaat lasser Vincent de Wolff de
strijd aan met Richard Roolvink (Eaton, Hengelo). De
twee lassers werkten in september al een gezamenlijke oe-
fenwedstrijd af bij CSG Reggesteyn in Rijssen. Eén van de
twee blijft straks thuis, de ander strijdt volgend jaar om de
wereldtitel in São Paulo.
TrotsVader De Wolff had aanvankelijk zijn twijfels bij de keuze
voor techniek van zijn zoon. Daar denkt hij inmiddels heel
anders over. “Hij is hartstikke trots op wat ik heb be-
reikt”, zegt de lasser. Misschien kan Vincent zijn vader
binnenkort nog trotser maken, als hij een ticket naar São
Paulo in de wacht weet te slepen. “Dan mag je de hele we-
reld laten zien wat je kunt. Tegen vakmensen van alle con-
tinenten. Daar wil je als vakman gewoon bij zijn.”
Over VakkanjersMet de VakkanjerWedstrijden (voor techniektalenten van
ROC’s en bedrijven) wil TechniekTalent.nu bijdragen aan
de instroom van goed opgeleide vakmensen in de techniek.
Met hun vakmanschap en prestaties zijn de Vakkanjers
hét visitekaartje van de technieksector in Nederland en
rolmodellen voor jongeren die hun profiel- of studiekeuze
nog moeten maken.
zakelijk toegepast voor oplaswerkzaamheden waarbij de
opmenging met het basismetaal een belangrijke rol speelt.
WisselstroomEr zijn twee soorten wisselstroombronnen verkrijgbaar:
traditionele wisselstroombronnen, waarbij de stroom-
vorm vast ingesteld (of geconstrueerd) is op 50+/50-, en de
zogenaamde AC/DC-stroombronnen, waarbij de balans
van de wisselstroom instelbaar is (bijvoorbeeld 80/20).
Hiermee kan een optimale balans tussen neersmelt en pe-
netratie worden geregeld.
KarakteristiekModerne stroombronnen bieden de keuze uit twee uit-
gangskarakteristieken:
1. constante spanning (vlakke karakteristiek, Constant Voltage of CV-karakteristiek);
2. constante stroom (dalende karakteristiek, Constant Current of CC-karakteristiek).
Bij een constante spanning (CV-karakteristiek) is er sprake
van een zelfregulerende boog. Bij een gegeven draaddia-
meter wordt de stroomsterkte geregeld door de draad-
aanvoersnelheid en wordt de booglengte bepaald door de
ingestelde boogspanning. De voordelen van deze karakte-
ristiek zijn een makkelijke boogontsteking en een con-
stante regeling van de draadaanvoersnelheid.
Bij een constante stroom (CC-karakteristiek) is de boog
Verschillende stroombronnenHet onderpoederlassen kan worden uitgevoerd met wis-
selstroom of met gelijkstroom. Gelijkstroom wordt gele-
verd door een conventionele gelijkrichter of een
inverter-stroombron. Tegenwoordig worden voor wissel-
stroom conventionele transformatoren of moderne
AC/DC-stroombronnen gebruikt.
De stroomsterkten voor het enkeldraadslassen variëren
van ca. 200 A tot ca. 1000 A. In de praktijk wordt het
meeste laswerk in 8 - 25 mm plaat uitgevoerd met een en-
kele draad (4,0 mm diameter), waarbij normaal gespro-
ken redelijk gedefinieerde stroomsterkten worden
gebruikt die liggen tussen 550 en 900 A. Bij een dubbel-
draadssysteem (twinarc) wordt normaal gesproken gelast
met twee dunnere lasdraden (2,0 - 2,4 mm) op dezelfde
stroombron bij lasstromen tussen 800 en 1200 A.
GelijkstroomBij het (verbindings)lassen op gelijkstroom is de elektrode
aangesloten op de positieve pool (DCEP); hierbij is de in-
branding maximaal. Bij het lassen op de negatieve pool
(DCEN) neemt de inbrandingsdiepte aanzienlijk af. Om
deze reden wordt het lassen op de negatieve pool hoofd-
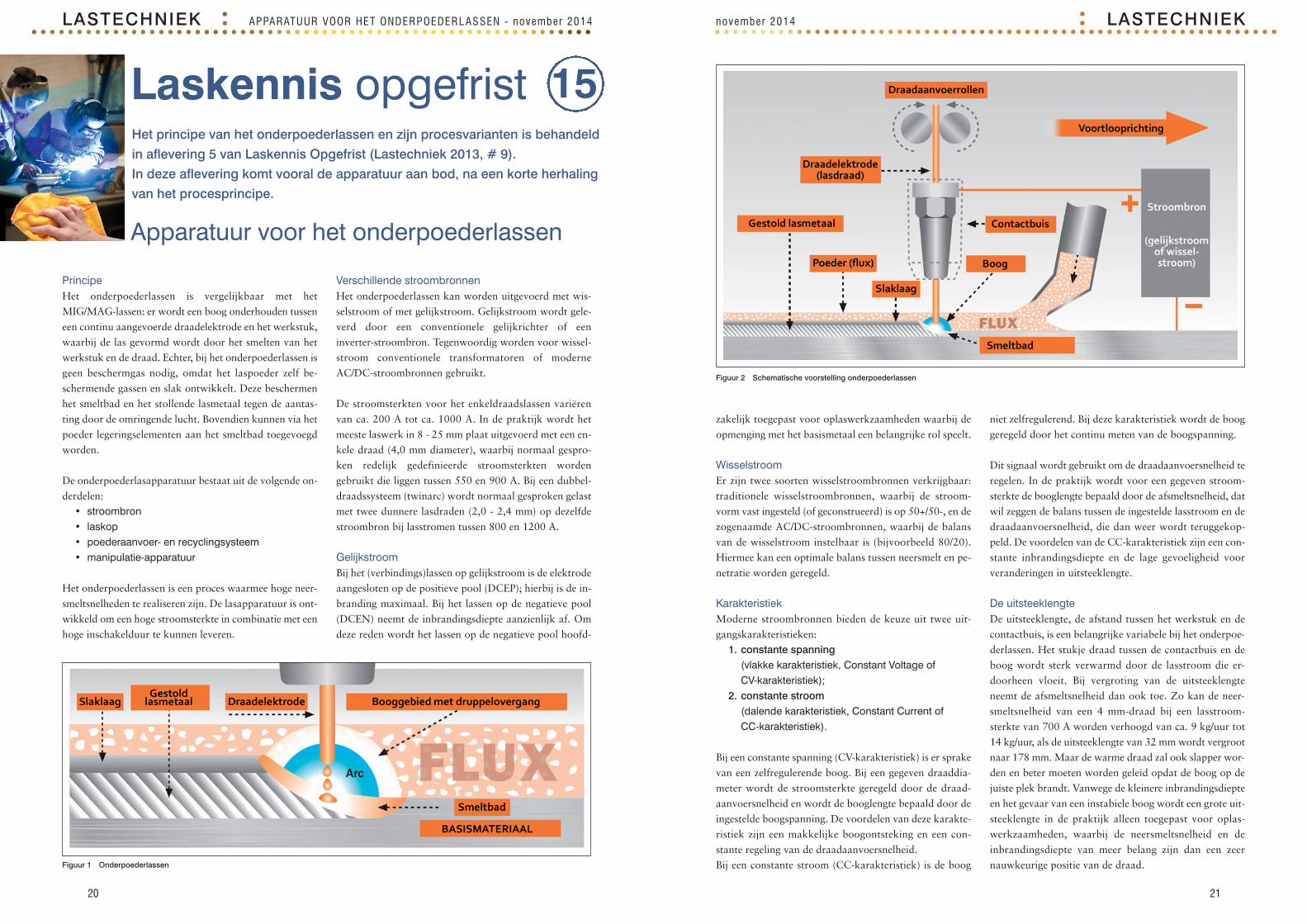
PrincipeHet onderpoederlassen is vergelijkbaar met het
MIG/MAG-lassen: er wordt een boog onderhouden tussen
een continu aangevoerde draadelektrode en het werkstuk,
waarbij de las gevormd wordt door het smelten van het
werkstuk en de draad. Echter, bij het onderpoederlassen is
geen beschermgas nodig, omdat het laspoeder zelf be-
schermende gassen en slak ontwikkelt. Deze beschermen
het smeltbad en het stollende lasmetaal tegen de aantas-
ting door de omringende lucht. Bovendien kunnen via het
poeder legeringselementen aan het smeltbad toegevoegd
worden.
De onderpoederlasapparatuur bestaat uit de volgende on-
derdelen:
• stroombron• laskop• poederaanvoer- en recyclingsysteem• manipulatie-apparatuur
Het onderpoederlassen is een proces waarmee hoge neer-
smeltsnelheden te realiseren zijn. De lasapparatuur is ont-
wikkeld om een hoge stroomsterkte in combinatie met een
hoge inschakelduur te kunnen leveren.
Het principe van het onderpoederlassen en zijn procesvarianten is behandeldin aflevering 5 van Laskennis Opgefrist (Lastechniek 2013, # 9). In deze aflevering komt vooral de apparatuur aan bod, na een korte herhalingvan het procesprincipe.
Laskennis opgefrist
Apparatuur voor het onderpoederlassen
15
20 21
LASTECHNIEK APPARATUUR VOOR HET ONDERPOEDERLASSEN - november 2014 LASTECHNIEKnovember 2014
niet zelfregulerend. Bij deze karakteristiek wordt de boog
geregeld door het continu meten van de boogspanning.
Dit signaal wordt gebruikt om de draadaanvoersnelheid te
regelen. In de praktijk wordt voor een gegeven stroom-
sterkte de booglengte bepaald door de afsmeltsnelheid, dat
wil zeggen de balans tussen de ingestelde lasstroom en de
draadaanvoersnelheid, die dan weer wordt teruggekop-
peld. De voordelen van de CC-karakteristiek zijn een con-
stante inbrandingsdiepte en de lage gevoeligheid voor
veranderingen in uitsteeklengte.
De uitsteeklengteDe uitsteeklengte, de afstand tussen het werkstuk en de
contactbuis, is een belangrijke variabele bij het onderpoe-
derlassen. Het stukje draad tussen de contactbuis en de
boog wordt sterk verwarmd door de lasstroom die er-
doorheen vloeit. Bij vergroting van de uitsteeklengte
neemt de afsmeltsnelheid dan ook toe. Zo kan de neer-
smeltsnelheid van een 4 mm-draad bij een lasstroom-
sterkte van 700 A worden verhoogd van ca. 9 kg/uur tot
14 kg/uur, als de uitsteeklengte van 32 mm wordt vergroot
naar 178 mm. Maar de warme draad zal ook slapper wor-
den en beter moeten worden geleid opdat de boog op de
juiste plek brandt. Vanwege de kleinere inbrandingsdiepte
en het gevaar van een instabiele boog wordt een grote uit-
steeklengte in de praktijk alleen toegepast voor oplas-
werkzaamheden, waarbij de neersmeltsnelheid en de
inbrandingsdiepte van meer belang zijn dan een zeer
nauwkeurige positie van de draad.Figuur 1 Onderpoederlassen
Figuur 2 Schematische voorstelling onderpoederlassen

stroomsterkte een hogere neersmeltsnelheid.
Het lassen op wisselstroom wordt ook wel toe-
gepast om problemen met magnetische blaas-
werking op te heffen.
• Gemechaniseerd lassen, meerdraadssystemenHet onderpoederlassen kan met meer dan twee
draden worden toegepast. Hoewel tot vijf dra-
den gebruikt kunnen worden voor het behalen
van hoge productiesnelheden, bijvoorbeeld in
de fabricage van pijpen, is het meest gebruikte
meerdraadssysteem de tandemopstelling. Hier-
bij is de voorste draad aangesloten op de gelijkstroom-
pluspool (DCEP) om een diepe inbranding te realiseren.
De volgende draad is aangesloten op wisselstroom, waar-
door het smeltbad gespreid wordt; ideaal voor het vullen
van de naad. De wisselstroom minimaliseert bovendien de
interactie tussen de bogen, het risico van bindingsfouten
en van porositeit, door de afwezigheid van magnetische
blaaswerking. De afstand tussen de draden is normaal ge-
sproken ca. 20 mm, zodat de tweede draad in het einde
van het smeltbad wordt gevoerd.
Opslag en toevoer van laspoederHet laspoeder moet in de ongeopende verpakking
onder droge condities worden opgeslagen. Geopende
verpakkingen moeten in een geconditioneerde ruimte
worden opgeslagen volgens voorschrift van de leve-
rancier. Terwijl het poeder uit pas geopende verpak-
king direct gebruikt kan worden, moet poeder uit
eerder geopende en opgeslagen verpakkingen eerst
worden gedroogd volgens de aanwijzingen van de fa-
brikant.
Bij kleine lassystemen wordt het poeder meestal op-
geslagen in een kleine trechter die direct boven de
laskop is gemonteerd. Het wordt automatisch (door
de zwaartekracht of mechanisch) voor de boog uit
aangevoerd. Bij grotere systemen wordt het poeder in
grote bunkers opgeslagen en aangevoerd met behulp
van gecomprimeerde lucht. Ongebruikt poeder
wordt opgezogen en teruggevoerd naar de trechter.
Bij het recyclen van ongebruikt poeder moet men op-
letten op de aanwezigheid van slak en metalen stof-
deeltjes. De aanwezigheid van slak verandert de
samenstelling van het poeder, dat samen met de draad de
samenstelling van het neergesmolten metaal bepaalt. Bo-
vendien kan de aanwezigheid van kleine deeltjes de aan-
voer in het systeem blokkeren.
Beschermende middelenIn tegenstelling tot de andere booglasprocessen is het on-
derpoederlassen een schoon proces dat bij het lassen van
Deze aflevering in de rubriek 'Laskennis opgefrist' is een bewerking van 'Job Knowledge for Welders Part 16' uitTWI Connect (TWI Ltd, Cambridge, UK), geactualiseerd in 2014. Met dank aan Pieter Keultjes.
Voor de meeste toepassingen wordt de uitsteeklengte zo
gekozen dat de contactbuis net boven de poederlaag uit-
komt. De dikte van de poederlaag is zodanig dat deze de
boog net voldoende bedekt.
Gemechaniseerd lassenHet onderpoederlassen kan zowel handmatig als geme-
chaniseerd worden toegepast. Vanwege de vereiste kwali-
teit en ergonomie komt handmatig lassen praktisch niet
meer voor. Het gemechaniseerd lassen wordt tegenwoor-
dig het meest toegepast, vanwege de goed haalbare las-
kwaliteit en de zeer hoge neersmeltsnelheden die
gerealiseerd kunnen worden.
• Eenvoudige mechanisatieEenvoudige mechanisatie door middel van een lastractor
biedt al snel grote voordelen ten opzichte van handmatig
lassen. Een lastractor is een flexibel, zelfrijdend karretje
waarop de laskop, de draadaanvoerunit en het poeder-
toevoersysteem zijn gemonteerd. Het lassen met een en-
kele draad wordt het meest toegepast, waarbij gebruik
wordt gemaakt van gelijkstroom met de elektrode aan de
positieve pool.
• Gemechaniseerd lassen, enkeldraadssysteemVoor het lassen van grote werkstukken zijn de laskop, de
draadaanvoerunit en het poedertoevoersysteem vaak ge-
monteerd op een laskolom. Het lassen met een enkele
draad wordt het meest toegepast, waarbij gebruik wordt
gemaakt van gelijkstroom met de elektrode aan de posi-
tieve pool. Sterk in opkomst is het lassen op wisselstroom
met een variabele AC-balans, dit geeft bij dezelfde las-
22 23
LASTECHNIEK APPARATUUR VOOR HET ONDERPOEDERLASSEN - november 2014 LASTECHNIEKnovember 2014
Figuur 4 Meerdraadssysteem
Tabel 1 Stroomsterkten en uitsteeklengten voor gangbare draaddiameters.
Stroomsterkte (A)Draaddiameter
0,81,21,62,03,24,05,0
100 - 200150 - 300200 - 500250 - 600350 - 800400 - 900450 - 1000
Normaal12202025303235
Maximaal------6376128165
Uitsteeklengte (mm)
staal een minimum aan lasrook en lasspatten produceert.
Soms kunnen schadelijke gassen en dampen optreden
wanneer speciale materialen worden gelast. Voor normale
toepassingen is een algemeen systeem voor ruimtelijke
ventilatie in de werkplaats voldoende. Beschermende mid-
delen zoals een lashelm en een leren schort zijn niet nodig.
Een veiligheidsbril, handschoenen en beschermende vei-
ligheidsschoenen zijn vereist voor werkzaamheden zoals
het verwijderen van de slak door middel van bikken en
slijpwerkzaamheden. Aanbevolen wordt om bij het ver-
werken van het laspoeder, zoals het vullen van de trech-
ter, een stofmasker en handschoenen te dragen.
Figuur 3 Eenvoudige mechanisatie d.m.v. een lastractor
Optimaliseer Uw lasrook-afzuiging metDUALFLOWAir Liquide Welding Nederland B.V. - Rudonk 6B , 4824 AJ BREDA - Tel.: +31 76 541 00 80 - www.airliquidewelding.nlAir Liquide Welding Belgium N.V. - I.Z. West Grijpen - Grijpenlaan 5 - 3300 TIENEN - Tel.: +32 16 80 48 20 - Fax: +32 16 78 29 22 - www.airliquidewelding.be
DUALFLOW : Afzuiging metregelbaar debiet, ontworpenen gepatenteerd doorAir Liquide WeldingUit angst voor het veroorzaken vanporeusheid tijdens het lassen bij ingeslotenlasnaden verhogen de lassers vaak hetgasdebiet, of vermindert men het afzuigdebiet.In beide gevallen is de veiligheid voor delasser niet gegarandeerd.Met het door Air Liquide Welding gepatenteerde DUALFLOW systeem isde afzuiging altijd optimaal, net als hetlasresultaat, inclusief de werkstukken dieeen lager afzuigdebiet vergen. Middels eendrukknop op de handgreep van de toorts,stuurt de lasser het debiet tijdens het lassen.Deze vernieuwende technologie is bekroondmet de innovatieprijs op de beurs“Preventica 2014”.
Een belangrijke Franse fabrikant vanspoorwegmaterieel was de eerste die onshet vertrouwen gaf. De lassers beschikkenal over meer dan 190 toortsen.
advertentie

evraagd naar hun algehele indruk van de Verbin-
dingsweek reageren de exposanten verschillend,
maar ze zijn overwegend positief over hun deel-
name. Zo constateert Ruud Looijmans, verkoopleider bij
Cepro, dat er beduidend meer vervolgafspraken gemaakt
zijn dan twee jaar geleden. Hij legt uit dat hij met twee
doelstellingen naar de beurs is gekomen: “Persoonlijk con-
tact met de eindgebruikers en contact met andere expo-
santen, die voor een deel ook onze klanten zijn. Beide
doelstellingen hebben we behaald, met enkele tientallen
contacten die we gaan opvolgen.” Looijmans blikt op de
derde beursdag dan ook tevreden terug.
24 25
G LaagdrempeligOok de mensen van Haprotech vinden het belangrijk om
als exposant aanwezig te zijn, maar lastechnisch adviseur
Piet Heij denkt dat er minder bezoekers zijn dan twee jaar
geleden. Dat heeft volgens hem vooral te maken met de
veranderende manier waarop mensen informatie verza-
melen. “Veel informatie is nu via internet beschikbaar;
daar hoef je niet per se voor naar een vakbeurs. We zien
dat ook terug in het soort vragen van bezoekers: enerzijds
gaat het om zeer globale achtergrondinformatie; ander-
zijds komen mensen met gerichte en gedetailleerde vragen,
die niet via internet te beantwoorden zijn.” Piet Heij ziet
minder ‘decision makers’ dan op andere vakbeurzen waar-
aan hij heeft deelgenomen, maar is wel positief over de
laagdrempeligheid van de Verbindingsweek. “Het is een
goede manier om de jeugd kennis te laten maken met tech-
niek.”
Het fullservice-concept van de Evenementenhal en de laag-
drempeligheid van de beurs zien de meesten als een voor-
deel, maar leidt volgens enkele exposanten tot een iets te
hoog “rollatorgehalte”.
AfwegingGezien het grote aantal vakbeurzen en de kosten die daar-
mee gemoeid zijn, moet elke exposant een goede afweging
maken aan welke beurzen hij deelneemt en hoeveel hij wil
investeren in de inrichting en bezetting van de stand. We
zien op de beursvloer dan ook een grote variëteit aan
stands: Rolan Robotics bijvoorbeeld trekt veel bekijks met
een nieuwe demonstratietruck met een enorm vloerop-
pervlak, waarin voldoende ruimte is om allerlei appara-
tuur te presenteren. Andere exposanten hebben het klein
en eenvoudig gehouden, en moeten het vooral hebben van
persoonlijke gesprekken. De investeringsbereidheid is ten
LASTECHNIEK TERUGBLIK VERBINDINGSWEEK/METAVAK - november 2014 LASTECHNIEKnovember 2014
door de redactie, fotografie Evelyn Visschedijk
We kijken terug op een geslaagde Verbindingsweek, die op4 november officieel geopend werd door Fried Kaanen, voor-zitter van de Koninklijke Metaalunie. Het was iets rustiger op
de beursvloer dan twee jaar geleden, toen dit evenement voor het eerst georganiseerdwerd in combinatie met de METAVAK. Toch vielen de bezoekersaantallen niet tegen. De lasinterland België-Nederland nam een prominente plaats in en trok veel publiek.
opzichte van twee jaar geleden toegenomen, constateert
Jan Nieuwenhuis, commercieel directeur van Mega Ma-
gazijninrichting. Op een open stand toont hij een zwenk-
armstelling, een doordacht systeem voor de opslag van
buizen en ander lang materiaal, waar veel belangstelling
voor is. Het systeem is ontwikkeld door Dumeta Im-
port/Export en wordt verhandeld via diverse dealers,
waaronder Nieuwenhuis. Jos Lotgerink, eigenaar van Du-
meta, demonstreert op de aangrenzende stand diverse ma-
nipulatoren en rolstellingen. Hij laat weten dat de
belangstelling hem tegenvalt, vergeleken met twee jaar ge-
leden, vooral het niveau van de bezoekers. Michael Jak
van Lorch Lastechniek B.V. beaamt dat de kwaliteit van
de bezoekers inherent is aan het concept van deze beurs,
maar hij kijkt uitermate positief terug op de afgelopen
Verbindingsweek. Lorch was er twee jaar geleden niet bij,
maar Jak weet nu al zeker dat hij de volgende keer weer
wil deelnemen. “Deze beurs staat nog in de kinderschoe-
nen en heeft toch een wat regionaal karakter, maar als het
lukt om wat meer grote spelers aan te trekken, zul je zien
dat het evenement vanzelf ook landelijk meer impact
krijgt”, is zijn overtuiging.
Op de beursvloer van de NIL Verbindingsweek
zeven lassers van de technische school Gitok uit het Bel-
gische Kalmthout actief. Zij worden vergezeld door las-
docent Hendrik Smits en technisch adviseur Jan
Huybrechts. Deze vertelt dat de leerlingen zelf hebben ge-
vraagd om mee te mogen doen met de wedstrijden. “Twee
jaar geleden waren wij er nog niet bij, omdat we er te laat
van hoorden. Deze keer zijn we vroegtijdig benaderd door
mensen van VCL en veel leerlingen waren enthousiast. We
hebben de besten geselecteerd om hier te strijden voor de
titel.” Een van die lastalenten is Jens Deckers. Deze acht-
tienjarige lasser zit in zijn specialisatiejaar en is dus bijna
klaar met zijn opleiding. Hij vertelt dat hij het liefst in het
buitenland zou gaan werken. “De offshore, de baggerin-
dustrie, of de aanleg van windmolenparken, dat zou ik het
mooist vinden.” Het TIG-proces heeft zijn voorkeur en hij
heeft net zijn werkstuk afgerond. “We hebben op school
veel geoefend, maar vandaag moesten we het toch iets an-
ders doen: niet alle lasnaden moesten afgelast worden, dus
je moest goed letten op de tekening.” Jens is tevreden over
hoe het is gegaan en wacht het juryrapport rustig af. Voor
de einduitslag en de bekendmaking van de prijswinnaars
zal hij echter nog wat geduld moeten uitoefenen: op 27
november vindt de prijsuitreiking plaats, waarvoor alle
deelnemers met hun begeleiders worden uitgenodigd op
een bijzondere locatie: het gloednieuwe Welding Solution
Center in Huissen.
LasinterlandTegenover de stand van het NIL wordt hard gewerkt door
de jonge lassers die deelnemen aan de Lage Landen Las-
wedstrijden. In zeven lasboxen op een rij lassen ze gecon-
centreerd aan hun werkstukken. Het ontwerp daarvan is
afkomstig uit Canada en werd daar ook voor laswedstrij-
den gebruikt. Op een groot scherm wordt het publiek een
kijkje gegund in de lasbox. De twee ervaren juryleden,
Wim Knoop en Theo van Eck, vormen een rustpunt in de
hectiek van de wedstrijden en staan de wedstrijdlassers
met raad en daad terzijde. Arjen Woudenberg, de organi-
sator vanuit het NIL, is ook voortdurend in de nabijheid
van de lasboxen te vinden om hand- en spandiensten te
verrichten en mensen te woord te staan. Hij is goed te
spreken over de animo voor deelname. “We hebben 43
aanmeldingen gekregen, waarvan 13 lassers uit België. We
zijn tot en met de laatste beursdag in touw om de wed-
strijden af te ronden.” Tijdens de derde beursdag zijn
Stel, het bedrijf waar ik werk, koopt op mijn advies eennieuwe stroombron met een flink aantal toeters en bel-len. Het apparaat kostte een leuke cent, maar last alseen tierelier en ik ben heel tevreden over het lasresul-taat. Helaas, na er een maand plezierig mee gewerkt tehebben, doet het apparaat het niet meer. De elektro-technicus in ons bedrijf snapt er niets van, want hij kangeen enkele fout ontdekken in het elektrische circuit enook de printplaten lijken in orde. Wat blijkt naderhand:de financiële afdeling van ons bedrijf is te laat geweestmet betalen, en in het apparaat zit een verborgen chipdie het apparaat blokkeert zolang er niet betaald is. Ditgaat echt niet gebeuren, zult u denken. Nou, vergeethet maar, dan heeft u de column van Joost Steins Bis-schop in het Financieel Dagblad nog niet gelezen. Hijgeeft het volgende voorbeeld. Als u een beamer (pro-jector) koopt, bent u dan de eigenaar van dit apparaat?Ja, zult u zeggen, want ik heb ervoor betaald. Helaasheeft het apparaat een ingebouwd tellertje dat bijhoudthoeveel uur de lamp brandt. Na tweeduizend uur bran-den stopt het apparaat en krijgt u de mededeling datde lamp vervangen moet worden. Een speciale envooral dure lamp die alleen bij de leverancier van hetapparaat te verkrijgen is. Bij inspectie van de lamp blijktdat deze geen enkele afwijking vertoont en nog veleuurtjes mee zou kunnen. Op internet is dan gelukkigeen hack te vinden om de teller van de lamp weer opnul te zetten, maar u zit nu wel in de rol van inbreker. Ofniet? Natuurlijk bent u niet de inbreker, maar de fabri-kant van de beamer.
Blijft het hierbij? Ik ben bang van niet, want er zijn nogveel meer slimme metertjes te bedenken. Het volgenvan de gebruiker van een apparaat via GPS. De via deenergieleverancier ontvangen smart-thermostaat, dieexact bijhoudt hoeveel energie u gebruikt en waarvoor,stuurt deze informatie ook naar de energieleverancier.Als u de energierekening drie dagen te laat betaalt nade eerste aanmaning, wordt via de thermostaat auto-matisch de verwarming bij u uitgeschakeld. Als u nietop tijd de maandelijkse aflossing doet van uw op afbe-taling gekochte auto, wil de auto niet meer starten. Hetoverkwam een inwoonster uit Las Vegas.
Wees dus voorzichtig met het gebruik van apparaatjeszoals de smartwatch. Die meet bijvoorbeeld ook uwhartslag en stuurt de informatie door naar uw ziekte-kostenverzekeraar, en ineens wordt uw pacemaker uit-geschakeld. Zo zijn er nog veel meer dingen tebedenken. U bent weliswaar de eigenaar van al diefraaie gadgets, maar de makers van die slimme appa-raatjes zijn eigenaar van u. Big Brother is watching you.George Orwell heeft ons al in 1948 gewaarschuwd.
Big Brother
Lastechniek #12
Voor redactionele bijdragen en advertenties kunt u ons bellen071 589 56 44 of e-mailen: [email protected]
Medio december verschijnt onze special over bruggen
27
LASTECHNIEKnovember 2014 COLUMN
26
LASTECHNIEK TERUGBLIK VERBINDINGSWEEK/METAVAK - november 2014
De NIL Verbindingsweek 2014 in cijfers
VakbeursIn totaal bezochten 10.199 mensen de Evenementen-hal voor de gecombineerde vakbeurzen METAVAK enNIL Verbindingsweek. Dinsdag was de rustigste dag,met 2804 bezoekers. Op woensdag was het bezoe-kersaantal met 3712 het hoogst en op de derde beurs-dag werden nog eens 3683 bezoekers geteld.In totaal waren er ruim 200 exposanten, waarvan 56specifiek voor de NIL Verbindingsweek.
LezingenHet NILBIL Lassymposium dat op 4 en 5 novemberplaatsvond trok in totaal 222 deelnemers.Op 5 november was een speciale docentenmiddag ge-organiseerd, die door 54 deelnemers werd bijge-woond. Ook nieuw was de Robotdag op 6 november,die 49 belangstellenden trok.
LaswedstrijdenIn totaal 43 jonge lassers namen deel aan de laswed-strijden om de titel ‘Beste jonge lasser van de LageLanden’. Tijdens deze wedstrijden, verdeeld over driedagen, werd gelast in de processen BMBE, MIG/MAGen TIG. Het TIG-werkstuk woog 2,3 kg; het werkstukvoor de BMBE/MIG/MAG was een stuk zwaarder: 9,5kg. Het totaalgewicht van alle gemaakte werkstukkenwas ruim 210 kg.
De Lage Landen Laswedstrijden werden mede mogelijk gemaakt door:Plymovent, Lorch Lastechniek, Kepser Pro-Metaal, Cepro, voestalpine Böhler Welding, De Klerk Staalconstructie,Westfalen Gassen Nederland en Evenementenhal.

lesgaf heel dankbaar”, blikt hij terug. “Dankzij hem
kwam ik erachter dat ik een goede lashand heb.”
Tijdens de rondleiding in de lashal wijst Raja op een
met wit krijt geschreven tekst aan de muur: ‘Wahid,
you are the best’. “Dat heb ik er niet zelf op ge-
schreven hoor”, haast hij zich te zeggen. Zijn las-
coördinator Pieter Theissling lacht: “Wahid maakt
mooi, strak laswerk. En hij is allround.”
330 balustersRaja volgde na zijn basisopleiding bij het Centrum
Vakopleiding lascursussen in Amsterdam. In een
half jaar tijd had hij zijn papieren: niveau 1 elektro-
delassen en niveau 1 en 2 MIG-lassen. Eerder, voor-
dat hij bij Post Staalbouw werkte, behaalde hij bij
een andere werkgever – Genius Vos – diverse certi-
ficaten, waaronder 6G pijplassen. Welke werken
vervullen hem met de meeste trots? “Ik heb 330 ba-
lusters gelast voor een leuning van zeshonderd meter
van een fietsverbinding. Mijn record is 27 balusters
op één dag. Telkens was het weer de uitdaging om
de ene nóg mooier te maken dan de ander.” Na een
korte pauze: “Ik ben verliefd geworden op het las-
sen. Waarom? Niet iedereen kan het, maar iedereen
geniet er wel van én iedereen kan het goed gebrui-
ken. Als lasser maak je iets voor de hele maatschap-
pij. Als ik straks die 330 balusters op de brug zie,
dan denk ik: dat heb ík gedaan. Daar ben ik dan trots op.”
KunstTerug in de kantine schenkt Raja opnieuw koffie en bla-
dert hij door een fotoboek met eerder gemaakte werken
van Post Staalbouw, dat constructiewerken vervaardigt en
monteert voor de weg- en waterbouw en voor industriële
doeleinden. “Kijk, hier: dit zijn frames die we hebben ge-
maakt voor Tata Steel, waar we veel voor werken. Op die
frames komen walsrollen.” Hij wijst erop hoe strak de
frames eruit zien. “Dat is toch prachtig? Als je iets goed
met je handen kan, is dat kunst.” In het boek is ook een
foto te zien van een cameracabine in het Tata Steel sta-
dion van de Velsense voetbalvereniging Telstar. “De on-
dersteuning van die cabine heb ik gelast.” Gaat hij daar
wel eens kijken? “Nee”, zegt de voetballiefhebber. “Ik ben
supporter van PSV. En van Oranje.”
Maar hij is ook supporter van zijn Linda en kinderen
Nima en Arwin. Want Raja is in Nederland niet alleen ver-
liefd geworden op het lasvak, hij viel ook als een blok
voor de vrouw met wie hij dertien jaar samenwoont en in-
middels elf jaar gelukkig is getrouwd.
Een relatie die, te oordelen naar de woorden van Raja, net
zo onverbrekelijk is als die tussen hem en zijn beroep.
2928
LASTECHNIEKnovember 2014VAKTROTS - november 2014LASTECHNIEK
ahid Raja (48) was in zijn vaderland actief voor
de arbeidersbeweging en voelde zich er onveilig.
In 1994 wist hij naar Nederland te vluchten. Na
een aantal jaren in een asielzoekerscentrum te hebben
doorgebracht slaagde hij in 1999 voor zijn inburgerings-
cursus. Via het Centrum Vakopleiding deed Raja de cur-
sus Taal en Techniek. Zijn docent moedigde hem aan zich
te bekwamen in het lassen. “Hij vond de oefenplaatjes die
ik laste er mooi uitzien en ik had er zelf ook wel plezier
in”, vertelt Raja in de kantine van Post Staalbouw in Vel-
sen-Noord, waar hij inmiddels zeven jaar werkt als lasser.
Overigens had Raja al eerder kennis gemaakt met het las-
vak. Dat was toen hij nog in Iran woonde. “Een vriend
van mij had een winkel in ijzerwaren en ik hielp hem in
mijn vrije tijd bij het maken van kozijnen. Maar toen deed
ik alleen het hechtwerk. Ik verdiende de kost als stuur-
man. Ik voer naar landen als Abu Dhabi en Saudi-Arabië.
Ook aan boord hielp ik soms mee met laswerkzaamhe-
den. Maar de schoonheid van het vak drong toen nog niet
tot me door.”
Verborgen talentPas jaren later, tijdens de opleiding in Nederland, ontdekt
Raja zijn verborgen talent. “Ik ben de docent die mij toen
door Jaap van Sandijk, fotografie Heidi Borgart
De Iraniër Wahid Raja vluchtte twintig jaar geleden naar Nederland en vond hier zijntwee grote liefdes: het lasvak en zijn vrouw Linda. Zijn passie voor lassen komt voort uitde schoonheid van het vak: “Als je iets goed met je handen kan, is dat kunst.”
W
‘Je maakt iets voor de helemaatschappij’
Henkel Benelux Adhesive TechnologiesT +32 (0)2 421 25 59F +32 (0)2 421 25 99E [email protected]
Henkel is wereldmarktleider op het vlakvan oplossingen voor lijmen, afdichtenen oppervlaktebehandeling.
Lincoln Smitweld B.V.Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
ADVIES en CONSULTANCY AFZUIGINSTALLATIES ENLUCHTBEHANDELING
GEAUTOMATISEERD SNIJDEN
LASAPPARATUUR ENANDERE TOEBEHOREN
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
AIB-Vinçotte Nederland B.V.Takkebijsters 8 - 4817 BL BredaPostbus 6869 - 4802 HW BredaT 076 571 22 88 - F 076 587 47 60E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
CHEMISCHE METAAL-OPPERVLAKTEBEHANDELING
Henkel Benelux Adhesive TechnologiesT +32 (0)2 421 25 59F +32 (0)2 421 25 99E [email protected]
Henkel is wereldmarktleider op het vlakvan oplossingen voor lijmen, afdichtenen oppervlaktebehandeling.
Nederman Nederland BVWiekenweg 33 - 3815 KL AmersfoortPostbus 2646 - 3800 GD AmersfoortT 033 298 81 22 - F 033 298 80 24E [email protected]
ATTC B.V.Leeuweriklaan 24 - 3704 GR ZeistT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen, laser.Slijtdelen voor lasprocessen: MIG, TIG,OP. Las- en snijtoortsen
KEURINGEN
HoofdkantoorDukdalf 11 - 9206 BE DrachtenPostbus 505 - 9200 AM DrachtenT 0512 52 40 08E [email protected]
Kwaliteitsmanagement |Lasconsultancy | Inspectie
Drachten | Zutphen | Rotterdam
Lincoln Smitweld B.V.Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Lincoln Smitweld B.V.Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
LASTOORTSEN MIG
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
LAS- EN SNIJTOORTSEN
LASTOEVOEGMATERIALEN
MANIPULATOREN ENMECHANISATIE
MECHANISATIE EN AUTOMATISERING
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Dumeta import / export B.V.Marconistraat 26 - 7575 AR OldenzaalT 0541 53 33 69 - F 0541 53 33 71E [email protected]
ATTC B.V.Leeuweriklaan 24 - 3704 GR ZeistT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen, laser.Slijtdelen voor lasprocessen: MIG, TIG,OP. Las- en snijtoortsen
ATTC B.V.Leeuweriklaan 24 - 3704 GR ZeistT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen en laser.Slijtdelen voor lasprocessen: MIG, TIGen OP. Las- en snijtoortsen
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
Henkel Benelux Adhesive TechnologiesT +32 (0)2 421 25 59F +32 (0)2 421 25 99E [email protected]
Henkel is wereldmarktleider op het vlakvan oplossingen voor lijmen, afdichtenen oppervlaktebehandeling.
LIJMEN
Lorch Lastechniek B.V.Postbus 5 - 2200 AA NoordwijkT 071 362 56 27 - F 071 362 38 85E [email protected]
Magnatech International B.V.De Amer 24 - 8253 RC DrontenT 0321 38 66 77 - F 0321 31 41 65E [email protected]
LASKWALIFICATIES/CERTIFICERING
30 31
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
ONDERZOEK
Materiaal Metingen Testgroep B.V.MME GroupRietdekkerstraat 16 - RidderkerkPostbus 4222 - 2980 GE RidderkerkT 0180 48 28 28 - F 0180 46 22 40E [email protected]
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
NDO/DO ONDERZOEK
ONDERHOUD EN NIEUWBOUWINSPECTIE
3P Project Services B.V.Nijverheidsweg 4 - 4854 MT BavelT 0161 43 85 00 - F 0161 43 85 01E [email protected]
Totaalproject in inspectie, lastechnischeondersteuning en projectmanagement
HoofdkantoorDukdalf 11 - 9206 BE DrachtenPostbus 505 - 9200 AM DrachtenT 0512 52 40 08E [email protected]
Kwaliteitsmanagement |Lasconsultancy | Inspectie
Drachten | Zutphen | Rotterdam
De Groot Lasopleidingen B.V.Weidehek 24 - 4824 AS BredaT 076 541 07 20 - F 076 542 72 95E [email protected]
Lastechnische opleidingen, adviseringen certificering.
LASTECHNIEK BRANCHEREGISTER - november 2014 LASTECHNIEKnovember 2014

ROBOTS EN ROBOTISERING
SNIJDEN
ATTC B.V.Leeuweriklaan 24 - 3704 GR ZeistT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen en laser.Slijtdelen voor lasprocessen: MIG, TIGen OP. Las- en snijtoortsen
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
VOORBEWERKINGSAPPARATUURVOOR PIJP EN PLAAT
PLASMASNIJDEN
ATTC B.V.Leeuweriklaan 24 - 3704 GR ZeistT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen en laser.Slijtdelen voor lasprocessen: MIG, TIGen OP. Las- en snijtoortsen
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
ORBITAAL EN APPARATUUROPLEIDINGEN EN CURSUSSEN
De Groot Lasopleidingen B.V.Weidehek 24 - 4824 AS BredaT 076 541 07 20 - F 076 542 72 95E [email protected]
Lastechnische opleidingen, adviseringen certificering.
Hogeschool Utrecht, Centrum voor Natuur & Techniek en ROC Midden NederlandNIL erkende opleidingen voor alle niveau’s en processen. • International Welding Engineer (IWE/ LPI)
• International Welding Technologist (IWT/ MLT)
• Verkorte combinaties van IWT met Inspectie en
keuring mogelijk.
• Lastechnisch construeren, Workshop lasnormen,
Lasopleidingen MIG/MAG, BMBE, TIG, Autogeen,
Laskwalificalties/ certificeringen, SMLT
Ook cursussen op gebied van Materia-len, Procestechnologie, Onderhoud &Inspectie, Engineering, Bedrijfskunde(hbo, post-hbo en masterniveau).
Meer informatie CvNT Lenneke KokT 088 481 88 88E [email protected]
Meer informatie ROC Joost ZijderveldT 030 754 69 03E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Magnatech International B.V.De Amer 24 - 8253 RC DrontenT 0321 38 66 77 - F 0321 31 41 65E [email protected]
Rolan Robotics B.V.De Corantijn 6 - 1689 AP ZwaagPostbus 135 - 1620 AC HoornT 0229 24 84 84 - F 0229 27 27 07E [email protected]
WEERSTANDLASSEN
Laskar Puntlastechniek B.V.Avelingen West 26 - 4202 MS GorinchemPostbus 3604 - 4200 EB GorinchemT +31 (0)183 61 88 88F +31 (0)183 66 61 01E [email protected]
Puntlas- en ProjectielasmachinesRolnaadlas- en Stuiklasmachines
Puntlaselektroden | ComponentenStiftlasmachines en bouten
Automatisering en mechaniseringTraining, onderhoud en Verhuur
PUNTLASSEN
Laskar Puntlastechniek B.V.Avelingen West 26 - 4202 MS GorinchemPostbus 3604 - 4200 EB GorinchemT +31 (0)183 61 88 88F +31 (0)183 66 61 01E [email protected]
Puntlas- en ProjectielasmachinesRolnaadlas- en Stuiklasmachines
Puntlaselektroden | ComponentenStiftlasmachines en bouten
Automatisering en mechaniseringTraining, onderhoud en Verhuur
STIFTLASSEN
Laskar Puntlastechniek B.V.Avelingen West 26 - 4202 MS GorinchemPostbus 3604 - 4200 EB GorinchemT +31 (0)183 61 88 88F +31 (0)183 66 61 01E [email protected]
Puntlas- en ProjectielasmachinesRolnaadlas- en Stuiklasmachines
Puntlaselektroden | ComponentenStiftlasmachines en bouten
Automatisering en mechaniseringTraining, onderhoud en Verhuur
32
LASTECHNIEK BRANCHEREGISTER - november 2014
WARMTEBEHANDELING
Delta Heat Services B.V.Scheelhoekweg 2 - 3251 LZ StellendamPostbus 52 - 3250 AB StellendamT 0187 49 69 40 - F 0187 49 68 40E [email protected]
• Elektrisch voorwarmen en gloeien• Inductie verwarmen• Stationaire gloeiovens• Mobiele gloeiovens• Uitdrogen beton / coatings• Verhuur / verkoop• Advisering

voestalpine Böhler Welding Nederland B.V.
www.voestalpine.com/welding
Bel ons
020-448 66 22
en bezoek
www.boehler-
welding.com
Rutiel beklede elektroden gemaakt in EuropaBÖHLER FOX OHVBÖHLER FOX ETI PHOENIX BLAUPHOENIX GRÜN TPHOENIX SH GELB R
Hi, ik ben Martin. Als professioneel lasser weet ik wat ik wil: het beste laswerk door
eenvoudig te gebruiken producten. Ik kan vertrouwen op Böhler Welding laselektroden –
overal en altijd. Zij zijn van Europese kwaliteit en garanderen mij van:
n Uitstekende start- en herstart eigenschappen
n Zeer eenvoudig te gebruiken
n Extreem goede lasnaden
Ervaar meer hierover op: www.boehler-welding.com
Lasttechniek-A4-NL-RZ.indd 1 21.01.15 10:09